MTX 13VRS Ciclos CN estándar
280
The Drive & Control Company Rexroth IndraMotion MTX 13VRS Ciclos CN estándar Edición 01 Guía de configuración R911369853
Transcript of MTX 13VRS Ciclos CN estándar

The Drive & Control Company
Rexroth IndraMotion
MTX 13VRSCiclos CN estándar
Edición 01Guía de configuraciónR911369853

Rexroth IndraMotionMTX 13VRSCiclos CN estándar
Guía de configuración
DOK-MTX***-NC*CYC**V13-PR01-ES-P
RS-6fd88eea18cbe9550a6846a50125dc3f-1-es-ES-9
Esta documentación describe la aplicación de los ciclos estándar de las dife‐rentes tecnologías para el control Rexroth IndraMotion MTX.
Edición Fecha Observaciones
Edición 01 04.2015 Primera edición
Copyright © Bosch Rexroth AG 2015Todos los derechos de Bosch Rexroth AG, también para el caso de solicitu‐des de derechos protegidos. Nos reservamos todas las capacidades disposi‐tivas tales como derechos de copia y de tramitación.
Compromiso Los datos indicados sirven únicamente para la descripción del producto y nose pueden considerar como características aseguradas en el sentido legal.Reservado el derecho de introducir modificaciones en el contenido de la do‐cumentación y las posibilidades de suministro de los productos.
Editor Bosch Rexroth AGBgm.-Dr.-Nebel-Str. 2 ■ D-97816 Lohr am MainTeléfono +49 9352 18 0 ■ Fax +49 9352 18 8400http://www.boschrexroth.com/SaKi
Nota Esta documentación está impresa en papel blanqueado sin cloro.
Título
Clase de documentación
Tipo de documentación
Archivo interno de referencia
Objetivo de la documentación
Desarrollo de la modificación
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-PRexroth IndraMotion MTX 13VRS Ciclos CN estándar

Índice de contenidosPágina
1 Sobre esta documentación............................................................................................ 51.1 Validez de la documentación.................................................................................................................. 51.2 Documentación adicional necesaria....................................................................................................... 51.2.1 Selección/clasificación......................................................................................................................... 51.2.2 Configuración...................................................................................................................................... 51.2.3 Puesta en servicio............................................................................................................................... 61.2.4 Manejo................................................................................................................................................. 71.2.5 Mantenimiento..................................................................................................................................... 71.2.6 Desarrollo OEM................................................................................................................................... 81.2.7 AddOns................................................................................................................................................ 81.3 Display de la información........................................................................................................................ 81.3.1 Advertencias de seguridad.................................................................................................................. 81.3.2 Símbolos empleados........................................................................................................................... 91.3.3 Denominaciones y abreviaturas.......................................................................................................... 9
2 Indicaciones importantes para el uso.......................................................................... 112.1 Uso conforme a lo prescrito.................................................................................................................. 112.1.1 Introducción....................................................................................................................................... 112.1.2 Ámbitos de uso y aplicación.............................................................................................................. 112.2 Uso no conforme a lo prescrito............................................................................................................. 12
3 Información general..................................................................................................... 133.1 Introducción.......................................................................................................................................... 133.2 Asignación de los códigos G................................................................................................................ 133.3 Normas generales de llamadas de ciclo modal.................................................................................... 143.4 Ciclos de usuario.................................................................................................................................. 153.5 Ciclos fijos de operador........................................................................................................................ 15
4 Vista general de los ciclos CN..................................................................................... 174.1 Códigos G modales para llamadas de ciclo......................................................................................... 174.2 Códigos G no modales para llamadas de ciclo.................................................................................... 174.3 Ciclos fijos de usuario final local........................................................................................................... 194.4 Ciclos fijos de usuario final modal........................................................................................................ 19
5 Ciclos de taladrado...................................................................................................... 215.1 Información general.............................................................................................................................. 215.2 G81 Taladrado...................................................................................................................................... 215.3 G82 Avellanado.................................................................................................................................... 235.4 G83 Taladrado de orificios profundos................................................................................................... 265.5 G84 Roscado con macho..................................................................................................................... 315.6 G85 Escariado...................................................................................................................................... 335.7 G86 Mandrinado................................................................................................................................... 365.8 G87 Taladrado trasero.......................................................................................................................... 39
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG I/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Índice de contenidos

Página
5.9 G88 Taladrado monolabial................................................................................................................... 425.10 G89 Roscado con macho y rotura de viruta......................................................................................... 46
6 Patrones de orificios.................................................................................................... 516.1 Información general.............................................................................................................................. 516.2 G111 Círculo de orificios de eje rotativo............................................................................................... 516.3 G112 Círculo de orificios de husillo principal........................................................................................ 536.4 G113 Círculo de orificios de plano........................................................................................................ 576.5 G114 Patrón de orificios de línea......................................................................................................... 626.6 G115 Patrón de orificios de matriz....................................................................................................... 666.7 G116 Patrón de orificios de bastidor.................................................................................................... 70
7 Ciclos de fresado......................................................................................................... 757.1 Información general.............................................................................................................................. 757.2 G261 Fresado de rosca........................................................................................................................ 757.3 G262 Fresado para taladrar roscas...................................................................................................... 787.4 G263 Fresado de perforación circular.................................................................................................. 817.5 G266 Fresado plano de rectángulo...................................................................................................... 857.6 G267 Fresado plano de círculo............................................................................................................ 907.7 G271 Fresado de caja rectangular....................................................................................................... 957.8 G272 Fresado de caja circular.............................................................................................................. 997.9 G274 Fresado de ranura recta........................................................................................................... 1037.10 G275 Fresado de ranura curvada....................................................................................................... 1087.11 G276 Fresado de espiga rectangular................................................................................................. 1137.12 G277 Fresado de espiga circular........................................................................................................ 1197.13 G279 Fresado de puente recto........................................................................................................... 1247.14 G280 Fresado de puente curvado...................................................................................................... 129
8 Ciclos de fresado (según contorno)........................................................................... 1358.1 Indicaciones generales....................................................................................................................... 1358.2 Definición del contorno....................................................................................................................... 1358.3 G273 Fresado de caja con cualquier contorno................................................................................... 1358.4 G278 Fresado de espiga con cualquier contorno............................................................................... 1458.5 G290 Fresado de trayectoria.............................................................................................................. 1528.6 Fresado de caja con contorno e islas................................................................................................. 1588.6.1 Información general......................................................................................................................... 1588.6.2 G288 Definición de isla.................................................................................................................... 1588.6.3 G289 Definición de puntos iniciales................................................................................................ 1608.6.4 G281 Fresado de caja con contorno e islas.................................................................................... 162
9 Grabado..................................................................................................................... 1739.1 Información general............................................................................................................................ 1739.2 G201 Grabado lineal........................................................................................................................... 1789.3 G202 Grabado circular....................................................................................................................... 180
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-PII/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Índice de contenidos

Página
10 Ciclos de torneado..................................................................................................... 18310.1 G160 Torneado longitudinal............................................................................................................... 18310.2 G161 Torneado transversal................................................................................................................ 18510.3 G162 Torneado cónico....................................................................................................................... 18710.4 G166 Cadena de roscas..................................................................................................................... 18910.5 G167 Torneado de rosca.................................................................................................................... 19310.6 G168 Rosca transversal..................................................................................................................... 19710.7 G169 Rosca cónica............................................................................................................................ 20110.8 G191 Torneado de perforación con forma.......................................................................................... 20510.9 G192 Torneado de perforación circular.............................................................................................. 20810.10 G196 Torneado de garganta de rosca................................................................................................ 21010.11 G197 Torneado de garganta.............................................................................................................. 215
11 Ciclos de torneado (según contorno)......................................................................... 22111.1 Indicaciones generales....................................................................................................................... 22111.2 Definición del contorno....................................................................................................................... 22111.3 G170 Acabado de contorno................................................................................................................ 22311.4 G171 Desbaste de contorno longitudinal............................................................................................ 22611.5 G172 Desbaste de contorno transversal............................................................................................ 23111.6 G173 Desbaste de contorno paralelo a este...................................................................................... 23511.7 G174 Perforación de contorno............................................................................................................ 238
12 Secuencias de contorno............................................................................................ 24512.1 Información general............................................................................................................................ 24512.2 Punto de contorno con chaflán o redondeo........................................................................................ 24512.3 Secuencia de dos puntos con chaflán o redondeo............................................................................. 24712.4 Secuencia de tres puntos con hasta dos chaflanes o redondeos...................................................... 249
13 G230 Rotación .......................................................................................................... 251
14 Ciclos tecnológicos.................................................................................................... 26114.1 Información general............................................................................................................................ 26114.2 G501 Ciclo TFS torneado................................................................................................................... 26114.3 G511 Ciclo TFS fresado..................................................................................................................... 26614.4 G591 Mecanizado a alta velocidad de superficies de forma libre...................................................... 270
15 Servicio y soporte técnico.......................................................................................... 273
Índice......................................................................................................................... 275
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG III/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Índice de contenidos

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-PIV/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

1 Sobre esta documentación1.1 Validez de la documentación
Destinatarios Esta documentación está dirigida a usuarios que desean emplear los ciclosCN estándar del MTX.Esta documentación guía al usuario en las fases de:● Ingeniería● Puesta en servicio
1.2 Documentación adicional necesaria1.2.1 Selección/clasificación
Título de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 13VRS Systembeschreibung (descripción del sistema)DOK-MTX***-SYS*DES*V13-PRxx-DE-P, R911336997Esta documentación describe el sistema de control Rexroth IndraMotion MTX. Se describen los modelos, los datos técni‐cos, las interfaces y la configuración de los módulos de control.Rexroth IndraMotion MTX SafeLogic Systemübersicht (sinopsis del sistema)DOK-MTX***-SL**SYSTEM*-PRxx-DE-P, R911336571Esta documentación describe el uso del control de seguridad SafeLogic del sistema IndraMotion MTX.
xx versión o estado de la edición correspondienteTab. 1-1: Sinopsis de la documentación MTX - Selección/clasificación
1.2.2 ConfiguraciónTítulo de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 13VRS Maschinenparameter (parámetros de la máquina)DOK-MTX***-MA*PAR**V13-RExx-DE-P, R911336331El presente manual describe el manejo, la estructura y la configuración de los parámetros disponibles en Rexroth IndraMo‐tion MTX. También describe el funcionamiento y el manejo del configurador CN.Rexroth IndraMotion MTX 13VRS SPS-Interface (interfaz PLC)DOK-MTX***-PLC*INT*V13-PRxx-DE-P, R911336343Este manual describe las señales de la interfaz y los módulos de programa para el PLC integrado.Rexroth IndraMotion MTX 13VRS Funktionsbeschreibung Grundlagen (principios fundamentales de la descripción de fun‐ciones)DOK-MTX***-NC*F*BA*V13-RExx-DE-P , R911336337Esta documentación describe las funciones de Rexroth IndraMotion MTX. A modo de descripción e instrucciones de mane‐jo, se explican los principales pasos para la puesta en servicio y las funciones del control.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 5/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Sobre esta documentación

Rexroth IndraMotion MTX 13VRS Funktionsbeschreibung Erweiterung (descripción de funciones ampliadas)DOK-MTX***-NC*F*EX*V13-RExx-DE-P, R911337293Esta documentación describe las funciones de Rexroth IndraMotion MTX. A modo de descripción e instrucciones de mane‐jo, se explican los principales pasos para la puesta en servicio y las funciones del control.Rexroth IndraMotion MTX 13VRS Funktionsbeschreibung Sonderfunktionen (descripción de funciones especiales)DOK-MTX***-NC*F*SP*V13-RExx-DE-P, R911337295Esta documentación describe las funciones de Rexroth IndraMotion MTX. A modo de descripción e instrucciones de mane‐jo, se explican los principales pasos para la puesta en servicio y las funciones del control.
xx versión o estado de la edición correspondienteTab. 1-2: Sinopsis de la documentación MTX - Configuración
1.2.3 Puesta en servicioTítulo de la documentación con código de identificación y número de material
Rexroth IndraWorks 10VRS Simulation (simulación)DOK-IWORKS-SIMU****V10-AWxx-DE-P, R911327490Esta documentación describe las funciones de los componentes de simulación View3D, machine simulator, el panel virtualde operación, el control virtual y su manejo en IndraWorks.Rexroth IndraMotion MTX 13VRS Inbetriebnahme (puesta en servicio)DOK-MTX***-STARTUP*V13-COxx-DE-P, R911336345Esta documentación describe la puesta en servicio del control IndraMotion MTX. Además de ofrecer una sinopsis general,ilustra la puesta en servicio y la configuración de los ejes, la interfaz de usuario y aporta información referente al PLC.Rexroth IndraWorks 13VRS Basis-Bibliotheken IndraLogic 2G (bibliotecas básicas)DOK-IL*2G*-BASLIB**V13-LIxx-DE-P, R911336284El presente manual describe las bibliotecas de todo el sistema PLC.Rexroth IndraWorks 13VRS Feldbusse (buses de campo)DOK-IWORKS-FB******V13-APxx-DE-P, R911336871La documentación describe los buses de campo que pudieran implementarse y las bibliotecas IndraLogic 2G de apoyo alos mismos para los sistemas IndraLogic XLC, IndraMotion MLC e IndraMotion MTX. Constituye la base de la Ayuda onli‐ne.Rexroth IndraWorks 13VRS WinStudioDOK-IWORKS-WINSTUD*V13-APxx-DE-P, R911336881Esta documentación describe la instalación del software, los trabajos en WinStudio, así como la creación y el manejo deaplicaciones.Rexroth IndraWorks 13VRS Software-Installation (instalación del software)DOK-IWORKS-SOFTINS*V13-COxx-DE-P, R911336879La documentación describe el proceso de instalación de IndraWorks.Rexroth IndraWorks 13VRS Engineering (ingeniería)DOK-IWORKS-ENGINEE*V13-APxx-DE-P, R911336869Esta documentación describe el uso de IndraWorks con las herramientas de ingeniería Rexroth integradas. Se describe laforma de trabajar con IndraWorks y el manejo de la función del osciloscopio.Rexroth IndraWorks 12VRS FDT-Container (contenedor FDT)DOK-IWORKS-FDT*CON*V12-APxx-DE-P, R911334397Esta documentación describe la funcionalidad del contenedor FDT de IndraWorks. Se describe la activación de la funcio‐nalidad en el proyecto y el trabajo con DTM.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P6/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Sobre esta documentación

Rexroth IndraWorks 13VRS IndraLogic 2G SPS-Programmiersystem (sistema de programación de PLC)DOK-IWORKS-IL2GPRO*V13-APxx-DE-P, R911336875Esta documentación describe la herramienta de programación de PLC IndraLogic 2G y su uso. Se explica el uso básico,los primeros pasos, la visualización, los puntos del menú y los editores.Rexroth IndraWorks 13VRS HMIDOK-IWORKS-HMI*****V13-APxx-DE-P, R911336873Esta documentación describe las funciones, la configuración y el manejo de las interfaces de usuario de IndraWorks HMIEngineering e IndraWorks HMI Operation.
xx versión o estado de la edición correspondienteTab. 1-3: Sinopsis de la documentación MTX - Puesta en servicio
1.2.4 ManejoTítulo de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 09VRS Werkstattprogrammierung Drehen und Fräsen (programación de taller para torneado yfresado)DOK-MTX***-SF*PROG*V09-AWxx-DE-P, R911324376Esta documentación describe el manejo y la programación gráfica CN de las tecnologías de torneado y fresado, incluyendola simulación de herramienta.Rexroth IndraMotion MTX 12VRS Satzvorlauf (avance de bloque)DOK-MTX***-BLK*RUN*V12-APxx-DE-P, R911334378El objetivo de esta documentación es facilitar al fabricante la configuración en su máquina de la función "Avance de blo‐que" de cara al usuario final.Rexroth IndraMotion MTX 13VRS Programmierhandbuch (manual de programación)DOK-MTX***-NC**PRO*V13-RExx-DE-P, R911336333El presente manual describe la programación estándar del control Rexroth IndraMotion MTX. Además de los fundamentosde la programación CN, se describe tanto la aplicación de las funciones CN según la norma DIN 66025 como las funcionesCN con sintaxis compleja y funciones CPL.Rexroth IndraMotion MTX 13VRS Standard-NC-Bedienung (manejo del CN estándar)DOK-MTX***-NC*OP***V13-AP01-ES-P, R911346866La presente documentación describe el manejo de la interfaz de usuario estándar del control CN Rexroth IndraMotionMTX. Se describe el manejo de la interfaz, la creación de programas CN y la gestión de herramientas.Rexroth IndraMotion MTX 13VRS Standard-NC-Zyklen (ciclos CN estándar)DOK-MTX***-NC*CYC**V13-PRxx-DE-P, R911336335Esta documentación describe la aplicación de los ciclos estándar de las diferentes tecnologías para el control Rexroth In‐draMotion MTX.
xx versión o estado de la edición correspondienteTab. 1-4: Sinopsis de la documentación MTX - Manejo
1.2.5 MantenimientoTítulo de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 11VRS Diagnosemeldungen (mensajes de diagnóstico)DOK-MTX***-DIAGMES*V11-RExx-DE-P, R911332310Esta documentación tiene la finalidad de proporcionar una sinopsis de los errores, advertencias y mensajes del sistema decontrol Rexroth IndraMotion MTX.
xx versión o estado de la edición correspondienteTab. 1-5: Sinopsis de la documentación MTX - Mantenimiento
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 7/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Sobre esta documentación

1.2.6 Desarrollo OEMTítulo de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 12VRS Automation Interface (interfaz de automatización)DOK-MTX***-AUT*INT*V12-APxx-DE-P, R911334841Esta documentación describe el acceso a los datos de proyecto de IndraWorks basado en scripts mediante la AutomationInterface. Se describen los distintos objetos, incluyendo ejemplos de código. Se adjunta también una descripción de Auto‐mation Builder.Rexroth IndraMotion MTX 09VRS Integration von OEM-Applikationen (integración de aplicaciones OEM)DOK-MTX***-DEV*KIT*V09-AWxx-DE-P, R911324354Esta documentación describe la integración de aplicaciones OEM en IndraWorks MTX y la comunicación a través del es‐tándar industrial OPC.Rexroth IndraMotion MTX 13VRS OPC-Kommunikation (comunicación)DOK-MTX***-OPC*COM*V13-PRxx-DE-P, R911336341Esta documentación describe la sintaxis y la estructura de los objetos para la comunicación con los equipos de Bosch Rex‐roth.
xx versión o estado de la edición correspondienteTab. 1-6: Sinopsis de la documentación MTX - Desarrollo OEM
1.2.7 AddOnsTítulo de la documentación con código de identificación y número de material
Rexroth IndraMotion MTX 11VRS Aktionsrekorder (registrador de acciones)DOK-MTX***-ACR*****V11-APxx-DE-P, R911329942Esta documentación describe el registrador de acciones MTX. Se explican la instalación y la puesta en funcionamiento,incluyendo las señales de interfaz, la aplicación y el manejo.Rexroth IndraMotion MTX 12VRS Efficiency Work Bench MTX cta, MTX egaDOK-MTX***-EWB*****V12-APxx-DE-P, R911333908Esta documentación describe el modo de funcionamiento y el área de aplicación de la herramientas Analysetools IndraMo‐tion MTX cta y IndraMotion MTX ega.Rexroth IndraMotion MTX 13VRS Taktzeitanalyse (análisis de tiempos de ciclo)DOK-MTX***-CTA*****V13-APxx-DE-P, R911336581Esta documentación describe la herramienta de análisis de tiempos de ciclo IndraMotion MTX cta. Se describe la instala‐ción, así como el funcionamiento y el manejo del programa.Rexroth IndraMotion MTX Remote Condition MonitoringDOK-MTX***-RCM*****V01-APxx-DE-P, R911334382Esta documentación describe el manejo del sistema Remote Conditon Monitoring.
xx versión o estado de la edición correspondienteTab. 1-7: Sinopsis de la documentación MTX - AddOns
1.3 Display de la información1.3.1 Advertencias de seguridad
Las advertencias de seguridad, siempre y cuando figuren en esta documen‐tación de aplicación, incluyen determinadas palabras de señalización (Peli‐gro, Advertencia, Atención, Aviso) y, en algunos casos, una señal gráfica(conforme a ANSI Z535.6-2006).
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P8/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Sobre esta documentación

La palabra de señalización tiene por objetivo dirigir la atención hacia la ad‐vertencia de seguridad e identificar el grado de gravedad del peligro.La señal gráfica (un triángulo de señalización con un signo de admiración)precede a las palabras de señalización Peligro, Advertencia y Atención, e in‐dica una situación de peligro para las personas.
PELIGRO
Si no se observan estas advertencias de seguridad se producirán lesionescorporales graves o incluso mortales.
ADVERTENCIA
Si no se observan estas advertencias de seguridad pueden producirse lesio‐nes corporales graves o incluso mortales.
ATENCIÓN
Si no se observan estas advertencias de seguridad pueden producirse lesio‐nes corporales leves o moderadas.
AVISO
Si no se observan estas advertencias de seguridad pueden producirse dañosmateriales.
1.3.2 Símbolos empleadosAviso Los avisos se representan de la siguiente manera:
Esto es un aviso para el usuario.
Consejo Los consejos se representan de la siguiente manera:
Esto es un consejo para el usuario.
1.3.3 Denominaciones y abreviaturasTérmino Explicación
IWE IndraWorks Engineering
IWO IndraWorks Operation
CN Control numérico
OEM Original Equipment Manufacturer
PROFIBUS Conexión de comunicación
sercos Conexión de comunicación
Tab. 1-8: Denominaciones y abreviaturas empleadas
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 9/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Sobre esta documentación

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P10/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

2 Indicaciones importantes para el uso2.1 Uso conforme a lo prescrito2.1.1 Introducción
Los productos Rexroth se desarrollan y fabrican conforme al estado actualde la técnica. Antes de su entrega son comprobados en cuanto a su seguri‐dad de funcionamiento.Los productos sólo se deben utilizar conforme a lo prescrito. En caso de usono conforme a lo prescrito, se pueden producir situaciones que causen da‐ños materiales y personales.
En caso de daños causados por el uso no conforme a lo prescritode los productos, Bosch Rexroth como fabricante no prestará nin‐gún tipo de garantía, responsabilidad o indemnización; en casode uso no conforme a lo prescrito de los productos, los riesgoscorresponden únicamente al usuario.
Antes de utilizar los productos de la empresa Bosch Rexroth, se tienen quecumplir los siguientes requisitos para garantizar el uso de los productos con‐forme a lo prescrito:● Todas las personas que manejen de alguna forma alguno de nuestros
productos tienen que leer y comprender las correspondientes normasde seguridad y las indicaciones sobre el uso conforme a lo prescrito.
● Si los productos son hardware, se tienen que dejar en su estado origi‐nal; es decir, que no se permite realizar modificaciones constructivas enellos. No se permite descompilar los productos de software ni modificarsus códigos fuente.
● No se permite la instalación o puesta en servicio de productos defectuo‐sos o que muestren errores.
● Tiene que estar garantizado que los productos están instalados confor‐me a las prescripciones indicadas en la documentación.
2.1.2 Ámbitos de uso y aplicaciónEl control Rexroth IndraMotion MTX sirve para● programar el contorno y la tecnología de mecanizado (avance de tra‐
yectoria, velocidad de giro del husillo, cambio de herramienta) de unapieza.
● conducir una herramienta de mecanizado a lo largo de una trayectoriaprogramada.
Los accionamientos de avance, husillos y ejes auxiliares de una máquina he‐rramienta se controlan a través de la interfaz SERCOS.
Adicionalmente, se necesitan componentes E/S para el PLC inte‐grado que, en combinación con el CNC propiamente dicho, con‐trola de forma integral el proceso de mecanizado y lo supervisatambién desde el punto de vista de la seguridad.El funcionamiento sólo se permite en las configuraciones y com‐binaciones de componentes de hardware expresamente indica‐das, y con el software y el firmware indicados y especificados enlas documentaciones y descripciones de funciones en cuestión.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 11/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Indicaciones importantes para el uso

Rexroth IndraMotion MTX ha sido desarrollado para tareas de control en sis‐temas con varios ejes.Los ámbitos de aplicación típicos son:● Tornos● Fresadoras● Centros de mecanizado
2.2 Uso no conforme a lo prescritoEl uso de los Rexroth IndraMotion MTX fuera de los ámbitos de aplicacióncitados o en condiciones de servicio y con datos técnicos distintos a las des‐critas en la documentación se considera como "no conforme a lo prescrito".No se permite utilizar Rexroth IndraMotion MTX si ...● se expone a condiciones de servicio que no corresponden a las condi‐
ciones ambientales prescritas. Queda prohibido, por ejemplo, el funcio‐namiento sumergido bajo agua, con variaciones de temperatura extre‐mas o temperaturas máximas extremas.
● Además, Rexroth IndraMotion MTX no puede utilizarse en aplicacionespara las que Bosch Rexroth no haya indicado expresamente su autori‐zación. ¡Para ello observe estrictamente las prescripciones contenidasen las indicaciones generales de seguridad!
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P12/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Indicaciones importantes para el uso

3 Información general3.1 Introducción
Los ciclos CN son un medio efectivo para la programación de piezas CN.Permiten al usuario programar los elementos geométricos y los desarrollostecnológicos seleccionados de un modo sencillo mediante la llamada de cicloy la especificación de parámetros.Los ciclos estándar forman parte del firmware y no se pueden modificar.Existe la posibilidad de sobrescribir los ciclos estándar, pero no es recomen‐dable. Los ciclos estándar pueden modificarse con un nuevo lanzamiento oversión para agregar eliminaciones de errores o ampliaciones de funcioneslógicas.
3.2 Asignación de los códigos GRango de códigos G asignados por defecto a los ciclos
Grupo de ciclos Rango de códi‐gos G Observación
Ciclos de taladrado (parte 1) G80 - G89
Patrones de orificios G110 - G129
Reservado por el control G130 - G159 Ocupado parcialmente por comandos de control(corrección de radio 3D, posicionamientos).
Ciclos de torneado (parte 1) G160 - G179
Ciclos de taladrado (parte 2) G180 - G189 Reservado
Ciclos de torneado (parte 2) G190 - G199
Ciclos de grabado G200 - G209 Reservado
Reservado por el control G210 - G259 Para futuras ampliaciones
Ciclos de fresado G260 - G299
Ciclos de medición G300 - G349 Reservado para futuras ampliaciones
Ciclos fijos de usuario final local G350 - G368 Local El usuario final puede utilizar esta opción sinmodificación de parámetros.
Ciclos fijos de usuario final modal G370 - G388 Modal El usuario final puede utilizar esta opción sinmodificación de parámetros.
Ciclos de usuario OEM G390 - G449 Local Rango reservado para ciclos OEM.
Ciclos de usuario USER G450 - G499 Modal Rango reservado para ciclos de usuario final.
Tab. 3-1: Asignaciones previas de códigos G para ciclosPara la asignación de códigos G propios están disponibles los rangos G390a G499.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 13/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Información general

Los rangos de códigos G que figuran en la lista anterior están re‐servados en el MTX para los ciclos correspondientes. Con unanueva versión o lanzamiento, también se pueden añadir ciclosadicionales. El OEM y el usuario solo deben utilizar ciclos en losrangos de códigos G reservados para ellos.Si el OEM o el usuario utilizan cualquier nombre para sus ciclos,serán ellos los responsables de que no existan duplicados concontraseñas existentes del CNC.
3.3 Normas generales de llamadas de ciclo modalUn ciclo modal se ejecuta en la posición programada en el mismo bloque CNN110. En el próximo bloque CN N120 ya solo se programa la posición. Por loque, en primer lugar se posiciona y, a continuación, se ejecuta el ciclo. Esteproceso se lleva a cabo hasta que se borra la llamada modal con G80.
Ejemplos: Ejemplo 1:N100 G0 X0 Y0 Z100 S2500 M3N110 X0 G81(IX Z,SL2,DT-5,RL2) F250 ; establecimiento de parámetros y primera llamadaN120 X10 ; segunda llamadaN120 X20 ; tercera llamadaN130 G80 Z100 M5 ; retirada, borrado de llamada modal
Si no se programa ninguna posición en el bloque CN N110, un ciclo modalse ejecutará en el próximo bloque CN N120 donde haya una posición progra‐mada.Ejemplo 2:
N100 G0 X0 Y0 Z100 S2500 M3N110 G81(IX Z,SL2,DT-5,RL2) F250 ; establecimiento de parámetrosN120 X10 ; primera llamadaN120 X20 ; segunda llamadaN130 G80 Z100 M5 ; retirada, borrado de llamada modal
Los parámetros individuales no pueden modificarse en este tipo de progra‐mación. El establecimiento de parámetros debe volver a programarse porcompleto. No es necesario borrar la función modal entre cada uno de los ta‐ladros con G80.Ejemplo 3:
N100 G0 X0 Y0 Z100 S2500 M3N110 X0 G81(IX Z,SL2,DT-5,RL2) F250 ; establecimiento de parámetros y primera llamada, profundidad -5, altura de retirada 2N120 X10 G81(DT-10,RL30) ; segunda llamada, profundidad -10, altura de retirada 30N120 X20 G81(DT-5,RL2) ; tercera llamada, profundidad -5, altura de retirada 2N130 X30 ; cuarta llamada, profundidad -5, altura de retirada 2N140 G80 Z100 M5 ; retirada, borrado de llamada modal
Si no se han especificado los parámetros en la llamada de ciclo, se utilizaránlos parámetros SD. De este modo también se podrán modificar parámetrosindividuales. Los parámetros SD son permanentes y específicos del canal.Ejemplo 4:
N100 G0 X0 Y0 Z100 S2500 M31 SD.SysCyc.SL=2 : SD.SysCyc.DT=-5: SD.SysCyc.RL=2: REM Establecimiento de parámetrosN110 X0 G81 F250 ; primera llamada, profundidad -5, altura de retirada 22 SD.SysCyc.DT=-10 : SD.SysCyc.RL=30N120 X10 ; segunda llamada, profundidad -10, altura de retirada 303 SD.SysCyc.DT=-5 : SD.SysCyc.RL=2N120 X20 ; tercera llamada, profundidad -5, altura de retirada 2N130 X30 ; cuarta llamada, profundidad -5, altura de retirada 2N140 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P14/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Información general

Durante la programación de los ciclos mediante los datos de sis‐tema, todos los parámetros deben considerarse parámetros obli‐gatorios. Si ya se utilizaron una vez los datos de sistema, estosserán utilizados en la siguiente llamada de ciclo. El programadorCN es responsable de que se introduzca un valor correcto paracada dato de sistema.
3.4 Ciclos de usuarioTanto el fabricante de la máquina (OEM) como el usuario final pueden crearciclos propios. Para poder utilizar las funciones de ciclo MTX (p. ej.: exporta‐ción de ciclos), deben respetarse las siguientes normas:
Directorios reservados en el con‐trol
Los ciclos del fabricante de la máquina deben guardarse en la estructura dedatos del control en ...\usr\mtb\Cycles.Los ciclos del usuario final deben guardarse en la estructura de datos delcontrol en ...\usr\user\Cycles.
Directorios reservados en el PC oel aparato de control
Las máscaras de entrada, las imágenes y los textos del fabricante de la má‐quina deben guardarse en el proyecto que se encuentra en ...\"Aparato de vi‐sualización", por ejemplo: VPP40\OEM-Data\CyclesLas máscaras de entrada, las imágenes y los textos del usuario final debenguardarse en el proyecto que se encuentra en ...\"Aparato de visualización",por ejemplo: VPP40\user\CyclesExisten diversas opciones para crear los ciclos de usuario. Para la creaciónde ciclos de usuario y máscaras de entrada deben seguirse las instruccionesde la documentación "Puesta en servicio", véase la vista general del docu‐mento en el capítulo 1.Ciclos con parámetros consignados:El usuario tiene la posibilidad de copiar, adaptar y utilizar como ciclos deusuario los ciclos estándar ya existentes. En este caso, se deben utilizar losparámetros consignados admisibles en el ciclo (si fuera necesario, paráme‐tros de usuario adicionales). Si se crea un ciclo de usuario de este tipo con elmismo nombre, el ciclo estándar homónimo ya no estará activo.
A través de la ruta de búsqueda queda establecido qué ciclo seutilizará. Los ciclos estándar solo deben sobrescribirse en casosexcepcionales.
Los comandos G de los grupos nombrados que aún no se han ejecutado nodeben ser utilizados, ya que quedan reservados para futuras ampliacionesde los ciclos estándar.Ciclos con parámetros de posición:El usuario también puede crear ciclos propios con comando G (G390 aG499), o bien con nombres propios sin comando G. En este caso, los pará‐metros deben preverse como parámetros de posición no consignados (P1 aPn).
3.5 Ciclos fijos de operadorPara el operador existe una serie de ciclos definidos de manera fija. El ope‐rador incluso puede crear aquí ciclos en código de programa, sin realizar mo‐dificaciones en los datos de configuración del control. Para ello, deben res‐petarse las siguientes normas:
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 15/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Información general

Normas para ciclos fijos de opera‐dor
Para los ciclos modales están reservados los códigos G: G370 - G388.Para los ciclos locales están reservados los códigos G: G350 - G368.Un ciclo de operador fijo tiene hasta 10 parámetros de transferencia. Es deci‐sión del usuario si desea utilizar todos los parámetros.No existen máscaras de entrada estándar para los ciclos de operador fijos.Si deben definirse máscaras para estos ciclos, estas deben describirse en elarchivo de definición de encabezamiento de ciclo correspondiente.El nombre de programa CN del ciclo es USRCYCxxx.Aquí, xxx hace referencia al número correspondiente del código G (p. ej.:G382 posee como nombre de programa CN USRCYC382).
El contenido del ciclo depende del operador. El ciclo no está pro‐tegido contra modificaciones.El programa CN debe guardarse en la ruta de búsqueda.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P16/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Información general

4 Vista general de los ciclos CN4.1 Códigos G modales para llamadas de ciclo
El número máximo de ciclos modales posibles es 64.
Código G Denominación Nombre UP están‐dar
N.º de pa‐rámetros
Tecnología de taladrado
G80 Borrado de llamada modal
G81 Taladrado STC_G81 5
G82 Avellanado STC_G82 10
G83 Taladrado de orificios profundos STC_G83 8
G84 Roscado con machode compensación
STC_G84 8
G85 Escariado STC_G85 6
G86 Mandrinado STC_G86 8
G87 Taladrado trasero STC_G87 8
G88 Taladrado monolabial STC_G88 13
G89 Roscado con macho rígido y ro‐tura de viruta
STC_G89 10
Tecnología de fresado
G261 Fresado de rosca STC_G261 8
G262 Fresado para taladrar roscas STC_G262 16
G263 Fresado de perforación circular STC_G263 12
G266 Fresado plano de rectángulo STC_G266 17
G267 Fresado plano de círculo STC_G267 14
G271 Fresado de caja rectangular STC_G271 21
G272 Fresado de caja circular STC_G272 17
G274 Fresado de ranura recta STC_G274 16
G275 Fresado de ranura curvada STC_G275 17
G276 Fresado de espiga rectangular STC_G276 20
G277 Fresado de espiga circular STC_G277 17
G279 Fresado de puente recto STC_G279 18
G280 Fresado de puente curvado STC_G280 19
4.2 Códigos G no modales para llamadas de cicloEl número máximo de ciclos no modales posibles es 64.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 17/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Vista general de los ciclos CN

Código G Denominación Nombre UP están‐dar
N.º de pa‐rámetros
Patrones de orificios
G111 Círculo de orificios de eje rotati‐vo
STC_G111 4
G112 Círculo de orificios de husilloprincipal
STC_G112 7
G113 Círculo de orificios de plano STC_G113 7
G114 Patrón de orificios de línea STC_G114 7
G115 Patrón de orificios de matriz STC_G115 10
G116 Patrón de orificios de bastidor STC_G116 10
Tecnología de torneado
G160 Torneado longitudinal STC_G160 7
G161 Torneado transversal STC_G161 7
G162 Torneado cónico STC_G162 6
G166 Cadena de roscas STC_G166 20
G167 Torneado de rosca STC_G167 13
G168 Rosca transversal STC_G168 13
G169 Rosca cónica STC_G169 14
G170 Acabado de contorno 5
G171 Desbaste de contorno longitudi‐nal
13
G172 Desbaste de contorno transver‐sal
13
G173 Desbaste de contorno paralelo aeste
13
G174 Perforación de contorno 14
G191 Torneado de perforación con for‐ma
STC_G191 19
G192 Torneado de perforación circular STC_G192 9
G196 Torneado de garganta de rosca STC_G196 12
G197 Torneado de garganta STC_G197 13
Tecnología de fresado
G201 Grabado lineal STC_G201 12
G202 Grabado circular STC_G202 13
G273 Fresado de caja con cualquiercontorno
30
G278 Fresado de espiga con cualquiercontorno
24
G281 Fresado de caja con contorno eislas
23
G288 Definición de isla 6
G289 Definición de puntos iniciales 8
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P18/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Vista general de los ciclos CN

Código G Denominación Nombre UP están‐dar
N.º de pa‐rámetros
G290 Fresado de trayectoria 23
Medición / calibración
G313 Establecimiento del centro de labola de medición
10
G314Calibración de los parámetros delongitud y ángulo de la transfor‐mación
12
4.3 Ciclos fijos de usuario final localLos códigos G G350 - G368 están definidos para los ciclos de usuario finallocal
Código G Denominación Nombre UP están‐dar
N.º de pa‐rámetros
G350 STC_G350
G351 STC_G351
G352 STC_G352
G353 STC_G353
G354 STC_G354
G355 STC_G355
G356 STC_G356
G357 STC_G357
G358 STC_G358
G359 STC_G359
G360 STC_G360
G361 STC_G361
G362 STC_G362
G363 STC_G363
G364 STC_G364
G365 STC_G365
G366 STC_G366
G367 STC_G367
G368 STC_G368
4.4 Ciclos fijos de usuario final modalLos códigos G G370 - G388 están definidos para los ciclos de usuario finalmodal.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 19/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Vista general de los ciclos CN

Código G Denominación Nombre UP están‐dar
N.º de pa‐rámetros
G370 STC_G370
G371 STC_G371
G372 STC_G372
G373 STC_G373
G374 STC_G374
G375 STC_G375
G376 STC_G376
G377 STC_G377
G378 STC_G378
G379 STC_G379
G380 STC_G380
G381 STC_G381
G382 STC_G382
G383 STC_G383
G384 STC_G384
G385 STC_G385
G386 STC_G386
G387 STC_G387
G388 STC_G388
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P20/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Vista general de los ciclos CN

5 Ciclos de taladrado5.1 Información general
Los ciclos de taladrado descritos a continuación son modales y, por esta ra‐zón, son aptos también para la ejecución sobre patrones de puntos. Si los ci‐clos se especifican sin indicar los parámetros, se utilizarán los parámetros delas variables de sistema asignadas.
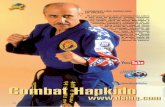
5.2 G81 TaladradoSintaxis G81 (IX,SL,DT,DW,RL)
Descripción resumida El ciclo modal G81 efectúa un taladrado sencillo con una evacuación de viru‐tas asegurada o el centrado (p. ej.: con brocas de punta CN).
Imagen de conjunto
Fig. 5-1: Ciclo G81 TaladradoParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el plano activoG17 = Z, G18 = X,G19 = Y
SL Plano de segu‐ridad
ObligatorioAbsoluto
DT Profundidad detaladrado
ObligatorioAbsoluto
0
DW Tiempo de pa‐rada momentá‐nea
OpcionalSegundos
RL Altura de retira‐da
ObligatorioAbsoluto
Tab. 5-1: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programado
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 21/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

SL Plano de seguridadEn esta posición absoluta comienza el mecanizado en avance.DT Profundidad de taladradoPosición absoluta de la profundidad final que se desea alcanzar.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
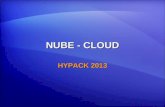
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-2: Desarrollo del desplazamiento G81 TaladradoDesde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se desplaza conavance a la profundidad de taladrado. El valor de avance (avance/min conG94, o avance o giro con G95) se debe programar antes o, a más tardar, enel bloque CN de la llamada de ciclo. Si se ha indicado un tiempo de paradamomentánea (opcional), este transcurre en segundos una vez alcanzada laprofundidad de taladrado. A continuación, se desplaza a la altura de retiradacon la marcha rápida.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P22/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

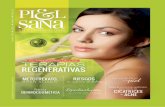
Ejemplo
Fig. 5-3: Ejemplo G81 TaladradoPrograma para G81 Taladrado
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X10 Y10 Z100 S2500 M3 ; posicionamiento previoN30 G81 (SL2, DT-5, DW1, RL10) F300 ; definición de ciclo + avanceN40 X10 Y10 ; primera llamada de cicloN50 Y20 ; segunda llamada de cicloN60 X40 ; tercera llamada de cicloN70 Y10 ; cuarta llamada de ciclo N80 G80 Z100 M5 ; retirada, borrado de llamada modal
5.3 G82 AvellanadoSintaxis G82 (IX,SL,DT,DW,MS,MFI,FD,FS,FF,RL)
Descripción resumida El ciclo modal G82 lleva a cabo un taladrado en dos fases y es apto para,por ejemplo, centrar con un taladrado posterior, o bien taladrar con brocasescalonadas de varias fases.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 23/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-4: Ciclo G82 AvellanadoParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional StringAbsoluto
Según el planoactivo G17 = Z,G18 = X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad deavellanado
Obligatorio
DW Tiempo de pa‐rada momentá‐nea
Opcional Segundos0
MS Número de re‐voluciones deavellanado
Opcional Número actual derevoluciones
MFI Avance deavellanado
Opcional Avance actual
FD Profundidad deentrada
Opcional Absoluto Sin nivel de tala‐drado para entrar
FS Número de re‐voluciones deentrada
Opcional Número actual derevoluciones oMS
FF Avance de en‐trada
Opcional Avance actual oMFI
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-2: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridad
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P24/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

En esta posición absoluta comienza el mecanizado en avance.DT Profundidad de avellanadoPosición absoluta de la profundidad final que se desea alcanzar.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.MS Número de revoluciones de avellanado y MFI Avance de avellanadoNúmero de revoluciones y avance al "avellanar"FD Profundidad de entrada, FS Número de revoluciones de entrada y FFAvance de entradaCon el número de revoluciones de entrada y el avance de entrada se pene‐tra hasta la profundidad de entrada en el taladro.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-5: Desarrollo del desplazamiento G82 AvellanadoDesde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se desplaza conel avance de entrada y el número de revoluciones de entrada a la profundi‐dad de entrada. Si no se indica la profundidad de entrada, no se efectuaráeste paso. A continuación, con el avance de avellanado y el número de revo‐luciones de avellanado se desplaza a la profundidad de avellanado. Si no setransfiere un avance de avellanado en la llamada de ciclo, se debe progra‐mar un valor de avance antes o, a más tardar, en el bloque CN de la llamadade ciclo. Si se ha indicado un tiempo de parada momentánea (opcional), este
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 25/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

transcurre en segundos una vez alcanzada la profundidad de avellanado. Acontinuación, se desplaza a la altura de retirada con la marcha rápida.
Ejemplo
Fig. 5-6: Ejemplo G82 AvellanadoPrograma para G82 Avellanado
N10 T1 M6 ; cambio de herramienta (broca escalonada)N20 G17 G0 X10 Y10 Z100 M3 ; posicionamiento previo N30 G82 (SL2, DT-20, FD-15, FS1500, FF300, MS1200, MFI250, DW1, RL10) ; definición de cicloN40 X10 Y10 ; primera llamada de cicloN60 Y30 ; segunda llamada de cicloN80 G80 Z100 M5 ; retirada, borrado de llamada modal
5.4 G83 Taladrado de orificios profundosSintaxis G83 (IX,SL,DT,CD,RD,DW,RL,LD,DEG,CDM,FD,FS,FF)
Descripción resumida El ciclo modal G83 es apto para realizar taladros profundos, donde debenasegurarse la rotura de viruta y la evacuación de virutas.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P26/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-7: Ciclo G83 Taladrado de orificios profundosParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
IX Eje de taladra‐do programado
Opcional String Según el planoactivo G17 = Z,G18 = X, G19= Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad detaladrado
Obligatorio Absoluto
CD Profundidad deaproximación
Obligatorio Incremental
RD Distancia decolocación orecorrido de re‐tirada
Obligatorio Incremental
DW Tiempo de pa‐rada momentá‐nea
Opcional Segundos
RL Altura de retira‐da
Obligatorio Absoluto
LD Rotura de viru‐ta
Opcional Eliminación de vi‐rutas (0) o roturade viruta (1)
Eliminación devirutas (0)
DEG Reducción Opcional,indicar juntocon CDM
Profundidad deaproximaciónconstante (0)
CDM Profundidad deaproximaciónmínima
Opcional,indicar juntocon DEG
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 27/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Parámetros Denominación Propiedades Valores Asignaciónprevia
FD Primera pro‐fundidad deaproximación
Opcional CD
FS Número inicialde revolucio‐nes
Opcional Número actualde revolucio‐nes
FF Avance inicial Opcional Avance actual
Tab. 5-3: Llamada de parámetros
DEG Efecto
> 0: Valor de reducción
-1 < DEG < 0: Factor de reducción
Tab. 5-4: Significado del parámetro DEG - ReducciónDescripción IX Eje de avellanado
Nombre del eje de taladrado programadoSL Plano de seguridadEn esta posición absoluta comienza el mecanizado en avance.DT Profundidad de taladradoPosición absoluta de la profundidad final que se desea alcanzar.CD Profundidad de aproximaciónProfundidad de aproximación para cada aproximación.RD Distancia de colocación o altura de retiradaRecorrido de retirada tras cada aproximación.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.LD Rotura de virutaEliminación de virutas o rotura de viruta.DEG ReducciónProfundidades decrecientes de aproximación. Debe indicarse junto conCDM.CDM Profundidad de aproximación mínimaDebe aproximarse como mínimo este valor.FD Primera profundidad de aproximaciónSe debe desplazar a esta profundidad absoluta en la primera aproximación.FS Número inicial de revoluciones y FF Avance inicialNúmero de revoluciones y avance para la primera carrera de taladrado.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P28/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Desarrollo / ejecución
Fig. 5-8: Desarrollo de desplazamiento G83 Taladrado de orificios profundos(eliminación de virutas)
Fig. 5-9: Desarrollo de desplazamiento G83 Taladrado de orificios profundos(rotura de viruta)
Desde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se taladra conavance hasta la primera profundidad de aproximación. Si en LD está progra‐mada "Eliminación de virutas (0)", se posicionará con la marcha rápida en elplano de seguridad. A continuación, con la marcha rápida se debe colocarsobre la profundidad de aproximación reducida por la distancia de coloca‐ción. Si en LD se ha seleccionado previamente "Rotura de viruta", la herra‐mienta se repliega por el recorrido de retirada. Este procedimiento se repitehasta que se haya alcanzado la profundidad de taladrado. El valor de avance
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 29/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

se debe programar antes o, a más tardar, en el bloque CN de la llamada deciclo. Si se ha indicado un tiempo de parada momentánea (opcional), estetranscurre en segundos una vez alcanzada la profundidad de taladrado. Acontinuación, se desplaza a la altura de retirada con la marcha rápida.
Ejemplo
Fig. 5-10: Ejemplo G83 Taladrado de orificios profundosPrograma para G83 Taladrado de orificios profundos
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 S2500 M3 ; posicionamiento previo N30 G83 (SL2, DT-65, CD20, RD1, FD30, DW1, DEG-0.2, CDM10, RL10) F300 ; definición de ciclo + avanceN40 X25 Y20 ; primera llamada de cicloN50 G83 (DT-85) ; nueva profundidad de taladradoN60 X50 Y30 ; segunda llamada de ciclo N70 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P30/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

5.5 G84 Roscado con machoSintaxis G84 (IX,SL,DT,DW,TP,MS,RS,RL)
Descripción resumida El ciclo modal G84 es apto para realizar los acabados de los agujeros rosca‐dos, donde están aseguradas la rotura de viruta y la evacuación de virutas.Se emplean un macho de roscar rígido y un funcionamiento de husillo conregulación de posición.
Imagen de conjunto
Fig. 5-11: Ciclo G84 Roscado con machoParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el planoactivo G17 = Z,G18 = X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad derosca
Obligatorio Absoluto
TP Paso de rosca Obligatorio > 0 de roscaderecha,< 0 de rosca iz‐quierda
MS Número de re‐voluciones
Obligatorio
RS Número de re‐voluciones pa‐ra retirada
Opcional MS
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-5: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridad
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 31/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

En esta posición absoluta comienza el roscado con macho.DT Profundidad de roscaPosición absoluta de la profundidad final que se desea alcanzar.TP Paso de roscaPaso de la roscaMS Número de revolucionesNúmero de revoluciones en el corte de rosca.RS Número de revoluciones para retiradaNúmero de revoluciones al salir de la rosca.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-12: Desarrollo del desplazamiento G84 Roscado con machoDesde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se desplaza conel último número de revoluciones programado y el paso de rosca indicado ala profundidad de rosca. El husillo de referencia debe programarse antes dela llamada a ciclo con TSP. Indicando un paso negativo se puede crear unarosca izquierda e indicando un paso positivo se puede crear una rosca dere‐cha. Si se ha indicado un tiempo de parada momentánea en segundos (op‐cional), este transcurre una vez alcanzada la profundidad de rosca. A conti‐nuación, se retrocederá en marcha contraria con el mismo número de revolu‐ciones o, en caso de indicarse, con el número de revoluciones para la retira‐da hasta el plano de seguridad. Después de esto, se desplaza a la altura deretirada con la marcha rápida.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P32/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-13: Desarrollo del movimientoPrograma para G84 Roscado con macho
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 ; posicionamiento previoN30 TSP (GRP1) ; grupo de husillos de referencia 1N40 G84 (SL2, DT-15, TP1.5, MS300, RS600, RL10) ; definición de cicloN50 X25 Y20 ; primera llamada de cicloN60 G84 (DT-30) ; nueva profundidad de roscaN70 X50 Y30 ; segunda llamada de ciclo N80 G80 Z100 M5 ; retirada, borrado de llamada modal
5.6 G85 EscariadoSintaxis G85 (IX,SL,DT,DW,RFF,RL)
Descripción resumida El ciclo modal G85 ejecuta el acabado de taladros tolerados con precisióncon ayuda de un escariador.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 33/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-14: Ciclo G85 EscariadoParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el planoactivo G17 = Z,G18 = X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad fi‐nal
Obligatorio Absoluto
DW Tiempo de pa‐rada momentá‐nea
Opcional Segundos0
RFF Factor de velo‐cidad para reti‐rada
Opcional 1
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-6: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridadEn esta posición absoluta comienza el mecanizado en avance.DT Profundidad finalPosición absoluta de la profundidad final que se desea alcanzar.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.RFF Factor de velocidad para la retiradaLa velocidad aumenta este factor al salir del taladro.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P34/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-15: Desarrollo del desplazamiento G85 EscariadoDesde la última posición programada del eje de escariado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se desplaza conavance a la profundidad final. El valor de avance se debe programar antes o,a más tardar, en el bloque CN de la llamada de ciclo. Si se ha indicado untiempo de parada momentánea en segundos (opcional), este transcurre unavez alcanzada la profundidad final. A continuación, la herramienta se despla‐za al plano de seguridad con el mismo avance, o bien cuando hay indicadoun factor de velocidad para la retirada, con un avance elevado y, posterior‐mente, a la altura de retirada con la marcha rápida.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 35/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-16: Ejemplo G85 EscariadoPrograma para G85 Escariado
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 S1000 M3 ; posicionamiento previoN30 G85 (SL2, DT-25, DW1, RFF5, RL10) F150 ; definición de ciclo + avanceN40 X25 Y20 ; primera llamada de cicloN50 X50 Y30 ; segunda llamada de ciclo N60 G80 Z100 M5 ; retirada, borrado de llamada modal
5.7 G86 MandrinadoSintaxis G86 (IX,SL,DT,DW,OA,SX,RD,RL)
Descripción resumida El ciclo modal G86 es apto para mandrinar con una barra de mandrinado, es‐pecialmente para taladros tolerados con precisión.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P36/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-17: Ciclo G86 MandrinadoParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el plano acti‐vo G17 = Z, G18 =X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad detaladrado
Obligatorio Absoluto
DW Tiempo de pa‐rada momentá‐nea
Opcional Segundos0
OA Ángulo deorientación
Obligatorio Absoluto
SX Eje de replie‐gue
Obligatorio String
RD Recorrido derepliegue
Obligatorio Incremental
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-7: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridadEn esta posición absoluta comienza el mecanizado en avance.DT Profundidad de taladradoPosición absoluta de la profundidad final que se desea alcanzar.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 37/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

OA Ángulo de orientaciónEn esta posición del ángulo, el husillo se detiene antes de salir.SX Eje de repliegueCon este eje, la herramienta se repliega antes de salir.RD Recorrido de repliegueLa herramienta se repliega este valor axial y radialmente.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-18: Desarrollo del desplazamiento G86 MandrinadoDesde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto se desplaza conavance a la profundidad de taladrado. El valor de avance se debe programarantes o, a más tardar, en el bloque CN de la llamada de ciclo. Si se ha indi‐cado un tiempo de parada momentánea en segundos (opcional), este trans‐curre una vez alcanzada la profundidad de taladrado. Ahora se detiene el hu‐sillo con el ángulo de orientación y se desplaza por el recorrido de repliegueen el eje de repliegue y el eje de taladrado programados para que el filo seretire. A continuación, se desplaza a la altura de retirada y, posteriormente,al centro del taladro con la marcha rápida.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P38/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-19: Ejemplo G86 MandrinadoPrograma para G86 Mandrinado
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y40 Z100 S2500 M3 ; posicionamiento previoN30 G86 (SL2, DT-25, DW1, OA0, SX X, RD0.1, RL10) F300 ; definición de ciclo + avanceN40 X50 Y40 ; llamada de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
5.8 G87 Taladrado traseroSintaxis G87 (IX,SL,DT,DW,OA,SX,RD,RL)
Descripción resumida El ciclo modal G87 es apto para taladrar por la parte trasera o avellanar enretroceso mediante una herramienta con filo fijo.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 39/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-20: Ciclo G87 Taladrado traseroParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el plano acti‐vo G17 = Z, G18 =X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad fi‐nal
Obligatorio Absoluto
DW Tiempo de pa‐rada momentá‐nea
Opcional Segundos0
OA Ángulo deorientación
Obligatorio Absoluto
SX Eje de replie‐gue
Obligatorio String
RD Recorrido derepliegue
Obligatorio Incremental
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-8: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridadEn esta posición absoluta comienza el mecanizado en avance.DT Profundidad finalPosición de profundidad absoluta donde finaliza el taladrado trasero.DW Tiempo de parada momentáneaTiempo que el macho de roscar "espera" en el punto más profundo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P40/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

OA Ángulo de orientaciónEn esta posición angular, el husillo se detiene antes de salir.SX Eje de repliegueCon este eje, la herramienta se repliega antes de salir.RD Recorrido de repliegueLa herramienta se repliega este valor axial y radialmente.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Desarrollo / ejecución
Fig. 5-21: Desarrollo del desplazamiento G87 Taladrado traseroDesde la última posición programada del eje de taladrado, el husillo se detie‐ne con el ángulo de orientación y se desplaza por el recorrido de repliegueen el eje de repliegue programado. Ahora, se posiciona en el siguiente planode seguridad con la marcha rápida y el husillo orientado. Después, se des‐plaza el recorrido de repliegue en el eje de repliegue de manera que el husi‐llo vuelve a estar en el centro del taladro. Desde este punto se desplaza conavance a la profundidad final. El valor de avance se debe programar antes o,a más tardar, en el bloque CN de la llamada de ciclo. Si se ha indicado untiempo de parada momentánea en segundos (opcional), este transcurre unavez alcanzada la profundidad final. Ahora se detiene el husillo con el ángulode orientación y se desplaza por el recorrido de repliegue en el eje de replie‐gue y el eje de taladrado programados para que el filo se retire. A continua‐ción, se desplaza a la altura de retirada y, posteriormente, al centro del tala‐dro con la marcha rápida.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 41/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-22: Ejemplo G87 Taladrado traseroPrograma para G87 Taladrado trasero
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y40 Z100 S2500 M3 ; posicionamiento previoN30 G87 (SL-32, DT-25, DW1, OA0, SX X, RD4, RL10) F300 ; definición de ciclo + avanceN40 X50 Y40 ; llamada de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
5.9 G88 Taladrado monolabialSintaxis G88 (IX,SL,DT,ST,MS,MFI,FD,FS,FF,C_ON,C_OF,RL,FP)
Descripción resumida Con el ciclo modal G88 se realizan taladros con machos de roscar para orifi‐cios profundos refrigerados desde el interior.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P42/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Imagen de conjunto
Fig. 5-23: Ciclo G88 Taladrado monolabialParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
IX Eje de taladra‐do programado
Opcional String Según el planoactivo G17 = Z,G18 = X, G19= Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad detaladrado
Obligatorio Absoluto
ST Tiempo de es‐tabilización
Opcional Segundos 0
MS Número de re‐voluciones detaladrado
Obligatorio
MFI Avance de ta‐ladrado
Obligatorio Avance/min
FD Profundidad deentrada
Obligatorio Absoluto
FS Número de re‐voluciones deentrada
Obligatorio
FF Avance de en‐trada
Obligatorio Avance/min
C_ON Refrigeranteconectado
Obligatorio StringFunción auxiliar
C_OF Refrigerantedesconectado
Obligatorio StringFunción auxiliar
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 43/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

RL Altura de retira‐da
Obligatorio Absoluto
FP Inicio de núme‐ro de revolucio‐nes de taladra‐do y avance detaladrado
OpcionalPorcentaje deMS/MFI
50..100
100
Tab. 5-9: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridadDesde esta posición absoluta comienza el mecanizado en avance.DT Profundidad de taladradoPosición absoluta de la profundidad final que se desea alcanzar.ST Tiempo de estabilizaciónEl tiempo que requiere el macho de roscar para estabilizarse.MS Número de revoluciones de taladrado y MFI Avance de taladradoEl número de revoluciones y el avance tras la estabilización del macho deroscar monolabial para el taladrado.Indicar MFI como avance/min.FD Profundidad de entrada, FS Número de revoluciones de entrada y FFAvance de entradaCon el número de revoluciones de entrada, el avance de entrada penetrahasta la profundidad de entrada en el taladro piloto.Indicar FF como avance/min.C_ON Refrigerante conectado o C_OF Refrigerante desconectadoConexión o desconexión del refrigeranteRL Altura de retiradaEsta posición absoluta es la posición final del ciclo.FP Inicio de número de revoluciones de taladrado y avance de taladrado en%Número de revoluciones y avance reducidos al comienzo del taladrado. Au‐mentan longitudinalmente en el primer 10 % de la carrera de taladrado demanera lineal en MS y MFI.
Particularidades Observe que durante la programación, un ciclo modal ya no se ejecuta con lallamada de ciclo, sino tras el siguiente comando de actuación.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P44/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Desarrollo / ejecución
Fig. 5-24: Desarrollo del desplazamiento G88 Taladrado monolabialDesde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Si se ha indicado un tiempo de es‐tabilización, el macho de roscar se estabiliza conectando el refrigerante paraeste tiempo con el husillo parado y, posteriormente, se desconecta el refrige‐rante. Ahora el macho de roscar se desplaza en marcha contraria con el nú‐mero de revoluciones de entrada y el avance de entrada a la profundidad deentrada del taladro piloto. Aquí se conecta el refrigerante y el husillo se iniciacon el número de revoluciones de taladrado inicial que resulta de FP en ladirección de corte. El avance inicial y el número de revoluciones inicial soloaumentan linealmente en el primer 10 % de la carrera de taladrado hasta elnúmero de revoluciones de taladrado y el avance de taladrado. Tras alcanzarla profundidad de taladrado, la profundidad de taladrado se repliega un 1 %en marcha rápida, se desactiva el refrigerante y con el husillo parado se des‐plaza a la altura de retirada con la marcha rápida.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 45/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-25: EjemploPrograma para G88 Taladrado monolabial
N10 T1 M6 ; cambio de herramienta (broca escalonada)N20 G17 G0 X25 Y20 Z100 S0 M3 ; posicionamiento previo N30 G88 (SL2, FD-15, DT-365, RL10, ST5, FS50, FF250, MS5000, MFI500, FP80, C_ON M8, C_OF M9) ; definición de cicloN40 X25 Y20 ; primera llamada de cicloN50 G88 (DT-383) ; nueva profundidad de taladradoN60 X50 Y30 ; segunda llamada de cicloN80 G80 Z100 M5 ; retirada, borrado de llamada modal
5.10 G89 Roscado con macho y rotura de virutaSintaxis G89 (IX,SL,DT,CD,LD,DW,TP,MS,RS,RL)
Descripción resumida El ciclo modal G89 es apto para realizar los acabados de los agujeros rosca‐dos, donde debe asegurarse la rotura de viruta y la evacuación de virutas.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P46/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Se emplean un macho de roscar rígido y un funcionamiento de husillo conregulación de posición.
Imagen de conjunto
Fig. 5-26: Ciclo G89 Roscado con macho y rotura de virutaParámetros
Parámetros Denominación Propiedades Valores Asignación previa
IX Eje de taladra‐do programado
Opcional String Según el planoactivo G17 = Z,G18 = X, G19 = Y
SL Plano de segu‐ridad
Obligatorio Absoluto
DT Profundidad derosca
Obligatorio Absoluto
CD Profundidad deaproximación
Obligatorio Incremental
LD Distancia derepliegue
Obligatorio Incremental
TP Paso de rosca Obligatorio
MS Número de re‐voluciones
Obligatorio Revoluciones
RS Número de re‐voluciones pa‐ra retirada
Opcional RevolucionesMS
RL Altura de retira‐da
Obligatorio Absoluto
Tab. 5-10: Llamada de parámetrosDescripción IX Eje de taladrado programado
Nombre del eje de taladrado programadoSL Plano de seguridadEn esta posición absoluta comienza el roscado con macho.DT Profundidad de roscaPosición absoluta de la profundidad final que se desea alcanzar.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 47/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

CD Profundidad de aproximaciónProfundidad de aproximación máxima hasta rotura de virutaLD Distancia de repliegueDistancia que retrocede el macho de roscar para la rotura de viruta.TP Paso de roscaPaso de la roscaMS Número de revolucionesNúmero de revoluciones para el corte de roscaRS Número de revoluciones para retiradaNúmero de revoluciones para salir de la rosca.RL Altura de retiradaEsta posición absoluta es la posición final del ciclo.
ParticularidadesDesarrollo / ejecución
Fig. 5-27: Desarrollo del desplazamiento G89 Roscado con macho y rotura deviruta
Desde la última posición programada del eje de taladrado se posiciona en elplano de seguridad con la marcha rápida. Desde este punto, con el últimonúmero de revoluciones programado y el paso de rosca indicado se despla‐za por la profundidad de aproximación. A continuación, se desplaza incre‐mentalmente la distancia de repliegue con el número de revoluciones para laretirada. Este procedimiento se repite hasta que se haya alcanzado la pro‐fundidad de rosca. El husillo de referencia debe programarse antes de la lla‐mada de ciclo con TSP. Indicando un paso negativo se puede crear una ros‐ca izquierda e indicando un paso positivo se puede crear una rosca derecha.A continuación, el husillo retrocederá en marcha contraria con el mismo nú‐mero de revoluciones o, en caso de indicarse, con el número de revolucionespara la retirada hasta el plano de seguridad. Para finalizar, se aproxima a laaltura de retirada con la marcha rápida.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P48/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Ejemplo
Fig. 5-28: Ejemplo G89 Roscado con macho y rotura de virutaPrograma para G89 Roscado con macho y rotura de viruta
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 ; posicionamiento previoN30 TSP (GRP1) ; grupo de husillos de referencia 1N40 G89 (SL2, DT-59, CD15, LD1, TP1.5, MS300, RS600, RL10) ; definición de cicloN50 X25 Y20 ; primera llamada de cicloN60 G89 (DT-85) ; nueva profundidad de taladradoN70 X50 Y30 ; segunda llamada de ciclo N80 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 49/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de taladrado

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P50/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

6 Patrones de orificios6.1 Información general
Con los patrones de orificios descritos a continuación los ciclos modales seejecutan múltiples veces de modo sencillo.
6.2 G111 Círculo de orificios de eje rotativoSintaxis G111 (RX,NH,BA,LA)
Descripción resumida El ciclo posiciona un eje rotativo de manera reiterada en incrementos idénti‐cos. En cada posición angular, se ejecuta un ciclo modal programado previa‐mente de forma que se cree un círculo parcial con el radio de la posición ini‐cial radial.
Imagen de conjunto
Fig. 6-1: Ciclo G111 Patrón de orificios de eje rotativoParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
RX Eje rotativo Obligatorio String
NH Número de ta‐ladros
Obligatorio Integer>=1
BA Ángulo inicial Opcional Grados 0
LA Ángulo final Opcional Grados Estándar es ladivisión unifor‐me en un cír‐culo completo.
Tab. 6-1: Llamada de parámetrosDescripción
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 51/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Particularidades Modificación de parámetros. El parámetro "BA" para el ángulo ini‐cial ha sido renombrado y hasta la versión MTX10VRS inclusivese denominaba "FA". Las llamadas con los antiguos nombres deparámetros son compatibles con los nuevos nombres. No obstan‐te, en el caso en que se realicen modificaciones a través de lasayudas de entrada del editor de programas CN, se requerirá en‐tonces renombrar manualmente el parámetro en cuestión.
Desarrollo / ejecución
Fig. 6-2: Desarrollo del desplazamiento G111 Eje rotativo (círculo completo)
Fig. 6-3: Desarrollo del desplazamiento G111 Eje rotativo (círculo parcial)El ciclo de taladrado o fresado modal programado antes de la llamada de ci‐clo se ejecuta en cada posición resultante de los parámetros de entrada. Sino se indica ningún ángulo final, las posiciones angulares se distribuirán uni‐formemente en un círculo completo y se aproximará en el sentido de giro po‐sitivo del eje rotativo. Indicando un ángulo final la división será diferente. Si elángulo inicial es mayor que el ángulo final, se llevará a cabo una conmuta‐ción progresiva al sentido de giro negativo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P52/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 1
Fig. 6-4: Ejemplo G111 Eje rotativo (círculo completo)Programa para G111 Eje rotativo (círculo completo)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y50 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-22,DW1,RL10) F300 ; definición de ciclo + avanceN40 G111(RX=C,NH12,BA0) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Ejemplo 2:
Fig. 6-5: Ejemplo G111 Eje rotativo (círculo parcial)Programa para G111 Eje rotativo (círculo parcial)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y50 Z100 S2500 M3 ; posicionamiento previoN30 G81 (IX=Z,SL2,DT-22,DW1,RL10) F300 ; definición de ciclo + avanceN40 G111(RX=C,NH6,BA90,LA315) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
6.3 G112 Círculo de orificios de husillo principalSintaxis G112 (SP,SO,NH,BA,LA,B_ON,B_OF)
Descripción resumida El ciclo orienta un husillo o un grupo de husillos de manera reiterada en in‐crementos idénticos. En cada posición angular, se ejecuta un ciclo modalprogramado previamente de forma que se cree un círculo parcial con el radiode la posición inicial radial.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 53/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Imagen de conjunto
Fig. 6-6: Ciclo G112 Círculo de orificiosParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
SP Identificador dehusillo
Obligatorio String
SO Orientación delhusillo
ObligatorioFunción auxi‐liar
String
NH Número de ta‐ladros
Obligatorio Integer>=1
BA Ángulo inicial OpcionalGrados
0
LA Ángulo final OpcionalGrados
Estándar es ladivisión unifor‐me en un cír‐culo completo.
B_ON Freno de husi‐llo conectado
OpcionalFunción auxi‐liar
String
B_OF Freno de husi‐llo desconecta‐do
OpcionalFunción auxi‐liar
String
Tab. 6-2: Llamada de parámetrosDescripción Modificación de parámetros. El parámetro "BA" para el ángulo ini‐
cial ha sido renombrado y hasta la versión MTX10VRS inclusivese denominaba "FA". Las llamadas con los antiguos nombres deparámetros son compatibles con los nuevos nombres. No obstan‐te, en el caso en que se realicen modificaciones a través de lasayudas de entrada del editor de programas CN, se requerirá en‐tonces renombrar manualmente el parámetro en cuestión.
Particularidades
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P54/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Desarrollo / ejecución
Fig. 6-7: Desarrollo del desplazamiento G112 Husillo principal (círculo comple‐to)
El ciclo de taladrado o fresado modal programado antes de la llamada de ci‐clo se ejecuta en cada posición del husillo resultante de los parámetros deentrada. Si no se indica ningún ángulo final, las posiciones angulares se dis‐tribuirán uniformemente en un círculo completo y se aproximará en el sentidode giro positivo del husillo. Indicando un ángulo final la división será diferen‐te. Si el ángulo inicial es mayor que el ángulo final, se llevará a cabo unaconmutación progresiva al sentido de giro negativo. Por medio de la entradaopcional de las funciones auxiliares para el freno del husillo es posible suje‐tar el husillo durante el mecanizado.
Ejemplo 1
Fig. 6-8: Ejemplo G112 Husillo principal (círculo completo)Programa para G112 Husillo principal (círculo completo)
N10 T1 M6 ; cambio de herramientaN20 G18 G0 X50 Y50 Z100 M5 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-22,DW1,RL10) F300 ; definición de ciclo + avanceN40 G112(SP=S,SO=M19,NH6,BA30,B_ON=M10,B_OF=M11) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 55/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 2:
Fig. 6-9: Ejemplo G112 Husillo principal (círculo parcial)Programa para G112 Husillo principal (círculo parcial)
N10 T1 M6 ; cambio de herramientaN20 G18 G0 X50 Y50 Z100 M5 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-22,DW1,RL10) F300 ; definición de ciclo + avanceN40 G112(SP=S,SO=M19,NH5,BA90,LA270,B_ON=M10,B_OF=M11) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P56/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

6.4 G113 Círculo de orificios de plano
Fig. 6-10: G113 Círculo de orificios de plano
G113 Círculo de orificios deplano
G113 (MCP,SCP,PR,NH,BA,LA,ROT)
MCP SD.SysCyc.MCP Centro del eje principal Real Obligatorio
SCP SD.SysCyc.SCP Centro del eje secun‐dario
Real Obligatorio
R SD.SysCyc.PR Radio Real Obligatorio >0
NH SD.SysCyc.NH Número de taladros Integer Obligatorio >=1
BA SD.SysCyc.BA Ángulo inicial Real Opcional GradosPreajuste 0.
LA SD.SysCyc.LA Ángulo final Real Opcional GradosEstándar es la divisiónuniforme en un círculocompleto.
ROT SD.SysCyc.ROT Girar fresados moda‐les
Integer Opcional 1 Desplazamiento pa‐ralelo2 Girar el ángulo deavancePreajuste 1.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 57/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Diagrama de desarrollo:
Fig. 6-11: Desarrollo del desplazamiento G113 Círculo de orificios de plano (cír‐culo completo)
Fig. 6-12: Desarrollo del desplazamiento G113 Círculo de orificios de plano (cír‐culo parcial)
Desarrollo: El ciclo de taladrado modal programado antes de la llamada de ciclo se eje‐cuta en cada posición en el plano de interpolación resultante de los paráme‐tros de entrada. Si no se indica ningún ángulo final, se tomará un círculocompleto y se desplazará siempre en sentido positivo. Si se introduce el án‐gulo final se podrá elaborar un círculo parcial. Si el ángulo inicial es mayorque el ángulo final, se desplazará en sentido negativo. De esta manera tam‐bién se puede elaborar un círculo de orificios en sentido negativo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P58/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Modificación de parámetros. Algunos parámetros fueron renom‐brados con respecto a la versión MTX10VRS:● El parámetro "BA" se llamaba anteriormente "FA".● El parámetro "PR" se llamaba anteriormente "R".Las llamadas con los antiguos nombres de parámetros son com‐patibles con los nuevos nombres. No obstante, en el caso en quese realicen modificaciones a través de las ayudas de entrada deleditor de programas CN, se requerirá entonces renombrar ma‐nualmente los parámetros en cuestión.
La programación en las dimensiones del diámetro (instrucciones DIA) solo esposible para el eje X.Opcionalmente, los ciclos de fresado modales pueden girarse el ángulo deavance. El giro se activa con ROT2 y afecta a todos los ciclos de fresado es‐tándar, excepto G267 Fresado plano de círculo y G272 Fresado de caja cir‐cular. En el siguiente gráfico se puede ver el efecto del giro mediante el ciclo"G274 Fresado de ranura recta".
ROT 1 Las formas de fresado se ordenan desplazadas en paralelo enlas posiciones de los puntos. Los ángulos de orientación de losciclos de fresado (aquí PA) son ángulos absolutos relativos aleje principal del plano.
ROT 2 Las formas de fresado se giran junto con el ángulo progresivo.Los ángulos de orientación de los ciclos de fresado funcionancomo offset sobre los ángulos de división de cada posición.
Fig. 6-13: Efecto del parámetro ROT
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 59/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 1:
Fig. 6-14: Ejemplo G113 Círculo de orificios de plano (círculo completo)Programa para G113 Círculo de orificios de plano (círculo completo)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X60 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G87(IX=Z,SL-32,DT-25,DW1,OA0,SX=X,RD1,RL10) F300 ; definición de ciclo + avanceN40 G113(MCP60,SCP-30,PR50,NH6,BA30) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P60/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 2:
Fig. 6-15: Ejemplo G113 Círculo de orificios de plano (círculo parcial)Programa para G113 Círculo de orificios de plano (círculo parcial)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X60 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G87 (IX=Z,SL-32,DT-25,DW1,OA0,SX=X,RD1,RL10) F300 ; definición de ciclo + avanceN40 G113 (MCP60,SCP-30,PR50,NH5,BA30,LA270) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 61/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

6.5 G114 Patrón de orificios de línea
Fig. 6-16: G114 Patrón de orificios de línea
G114 Patrón de orificiosde línea
G114 (MSP,SSP,TA,PD,MHD,SHD,NH)
MSP SD.SysCyc.MSP Punto inicial deeje principal
Real Obligatorio
SSP SD.SysCyc.SSP Punto inicial deeje secundario
Real Obligatorio
TA SD.SysCyc.TA Ángulo Real Opcional,indicar por parejas con PD yde manera alternativa a MHDy SHD
GradosPreajuste 0
PD SD.SysCyc.PD Distancia entreorificios
Real Indicar por parejas con TA yde manera alternativa a MHSy SHD
<>0
MHD SD.SysCyc.MHD
Distancia de ejeprincipal
Real Indicar por parejas con SHDy de manera alternativa a TAy PD
SHD SD.SysCyc.SHD Distancia de ejesecundario
Real Indicar por parejas con MHDy de manera alternativa a TAy PD
NH SD.SysCyc.NH Número de tala‐dros
Integer Obligatorio >=1
PDD SD.SysCyc.PDD Tipo de acotación Integer Solo con parámetros SD 1 - Acotación de TA y PD2 - Acotación de MHD y SHD
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P62/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Diagrama de desarrollo:
Fig. 6-17: Desarrollo del desplazamiento G114 Patrón de orificios de línea (dis‐tancia entre orificios y ángulo)
Fig. 6-18: Desarrollo del desplazamiento G114 Patrón de orificios de línea (dis‐tancia entre orificios respecto al eje)
Desarrollo: El ciclo de taladrado modal programado antes de la llamada de ciclo se eje‐cuta en cada posición en el plano de interpolación resultante de los paráme‐tros de entrada. El ciclo puede definirse con los parámetros "Angulo" (TA) y"Distancia entre orificios" (PD), o bien por medio de las distancias respecto aleje (MHD y SHD). Si debe modificarse la dirección de ejecución, en amboscasos debe indicarse la última posición de taladrado como punto inicial (MSPy SSP). En el caso del tipo de acotación (PA y PD), el ángulo debe aumen‐tarse 180°. En el caso del tipo de acotación (MHD y SHD) deben evitarse lossignos de los parámetros "Distancia de eje principal" y "Distancia de eje se‐cundario". Al utilizar los parámetros SD se define el tipo de acotación pormedio de la variable SD "SD.SysCyc.PDD".
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 63/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Modificación de parámetros. El parámetro "TA" para el ángulo ini‐cial ha sido renombrado y hasta la versión MTX10VRS inclusivese denominaba "PA". Las llamadas con los antiguos nombres deparámetros son compatibles con los nuevos nombres. No obstan‐te, en el caso en que se realicen modificaciones a través de lasayudas de entrada del editor de programas CN, se requerirá en‐tonces renombrar manualmente los parámetros en cuestión.
La programación en las dimensiones del diámetro (instrucciones DIA) solo esposible para el eje X.
Ejemplo 1:
Fig. 6-19: Ejemplo G114 Patrón de orificios de línea (distancia entre orificios yángulo)
G114 Patrón de orificios de línea (distancia entre orificios y ángulo)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X15 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G114 (MSP15,SSP-30,TA30,PD30,NH5) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P64/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 2:
Fig. 6-20: Ejemplo G114 Patrón de orificios de línea (distancia entre orificiosrespecto al eje)
G114 Patrón de orificios de línea (distancia entre orificios respecto al eje)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X15 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G114(MSP15,SSP-30,MHD22,SHD14,NH5) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 65/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

6.6 G115 Patrón de orificios de matriz
Fig. 6-21: G115 Patrón de orificios de matriz
G115 Patrón de orificiosde matriz
G115 (MSP,SSP,TA,PD,MHD,SHD,NH,MA,VO,NL)
MSP SD.SysCyc.MSP Punto inicial deeje principal
Real Obligatorio
SSP SD.SysCyc.SSP Punto inicial deeje secundario
Real Obligatorio
TA SD.SysCyc.TA Ángulo Real Opcional,indicar por parejas con PD yde manera alternativa a MHDy SHD
GradosPreajuste 0
PD SD.SysCyc.PD Distancia entreorificios
Real Indicar por parejas con TA yde manera alternativa a MHSy SHD
<>0
MHD SD.SysCyc.MHD
Distancia de ejeprincipal
Real Indicar por parejas con SHDy de manera alternativa a TAy PD
SHD SD.SysCyc.SHD Distancia de ejesecundario
Integer Indicar por parejas con MHDy de manera alternativa a TAy PD
NH SD.SysCyc.NH Número de tala‐dros
Integer Obligatorio >=1
MA SD.SysCyc.MA Desplazamientode ángulo
Real Opcional Grados-90<=MA<=90Preajuste 0
VO SD.SysCyc.VO Distancia entre lí‐neas
Real Obligatorio <>0
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P66/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

G115 Patrón de orificiosde matriz
G115 (MSP,SSP,TA,PD,MHD,SHD,NH,MA,VO,NL)
NL SD.SysCyc.NL Número de líneas Integer Obligatorio >=1
ORI SD.SysCyc.ORI Tipo de acotación Integer Solo con parámetros SD 1 - Acotación de PA y PD2 - Acotación de MHD y SHD
Diagrama de desarrollo:
Fig. 6-22: Desarrollo del desplazamiento G115 Patrón de orificios de matriz (dis‐tancia entre orificios y ángulo)
Fig. 6-23: Desarrollo del desplazamiento G115 Patrón de orificios de matriz (dis‐tancia entre orificios respecto al eje)
Desarrollo: El ciclo de taladrado modal programado antes de la llamada de ciclo se eje‐cuta en cada posición resultante de los parámetros de entrada. El ciclo pue‐de definirse con los parámetros "Ángulo" (TA) y "Distancia entre orificios"(PD), o bien (previsiblemente a partir de MTX10VRS) por medio de las dis‐tancias respecto al eje (MHD y SHD). Si debe modificarse la dirección de
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 67/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

ejecución, en ambos casos debe indicarse la última posición de taladrado co‐mo punto inicial (MSP y SSP). En el caso del tipo de acotación (PA y PD), elángulo (PA) debe aumentarse 180°. En el caso del tipo de acotación (MHD ySHD) deben evitarse los signos de los parámetros "Distancia de eje princi‐pal" y "Distancia de eje secundario". Al utilizar los parámetros SD se defineel tipo de acotación por medio de la variable SD "SD.SysCyc.PDD".Si se indica opcionalmente un ángulo de torsión, la matriz puede además tor‐cerse.
Modificación de parámetros. El parámetro "BA" para el ángulo ini‐cial ha sido renombrado y hasta la versión MTX10VRS inclusivese denominaba "FA". Las llamadas con los antiguos nombres deparámetros son compatibles con los nuevos nombres. No obstan‐te, en el caso en que se realicen modificaciones a través de lasayudas de entrada del editor de programas CN, se requerirá en‐tonces renombrar manualmente los parámetros en cuestión.
La programación en las dimensiones del diámetro (instrucciones DIA) solo esposible para el eje X.
Ejemplo 1:
Fig. 6-24: Ejemplo G115 Patrón de orificios de matriz (distancia entre orificios yángulo)
G115 Patrón de orificios de matriz (distancia entre orificios y ángulo)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G115(MSP50,SSP-30,TA18,PD31.5,NH6,MA12,VO20,NL4) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P68/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 2:
Fig. 6-25: Ejemplo G115 Patrón de orificios de matriz (distancia entre orificiosrespecto al eje)
G115 Patrón de orificios de matriz (distancia entre orificios respecto al eje)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G115(MSP50,SSP-30,MHD30,SHD10,NH6,TA30,VO20,NL4) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 69/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

6.7 G116 Patrón de orificios de bastidor
Fig. 6-26: G116 Patrón de orificios de bastidor
G116 Patrón de orificiosde bastidor
G116 (MSP,SSP,TA,PD,MHD,SHD,NH,MA,VO,NL)
MSP SD.SysCyc.MSP Punto inicial deeje principal
Real Obligatorio
SSP SD.SysCyc.SSP Punto inicial deeje secundario
Real Obligatorio
TA SD.SysCyc.TA Ángulo Real Opcional,indicar por parejas con PD yde manera alternativa a MHDy SHD
Preajuste 0
PD SD.SysCyc.PD Distancia entreorificios
Real Indicar por parejas con TA yde manera alternativa a MHSy SHD
<>0Grados
MHD SD.SysCyc.MHD
Distancia de ejeprincipal
Real Indicar por parejas con SHDy de manera alternativa a TAy PD
SHD SD.SysCyc.SHD Distancia de ejesecundario
Real Indicar por parejas con MHDy de manera alternativa a TAy PD
NH SD.SysCyc.NH Número de tala‐dros
Integer Obligatorio >=1
MA SD.SysCyc.MA Desplazamientode ángulo
Real Opcional Grados-90<=MA<=90Preajuste 0
VO SD.SysCyc.VO Distancia entre ta‐ladros
Real Obligatorio <>0
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P70/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

G116 Patrón de orificiosde bastidor
G116 (MSP,SSP,TA,PD,MHD,SHD,NH,MA,VO,NL)
NL SD.SysCyc.NL Número de tala‐dros
Integer Obligatorio >=1
PDD SD.SysCyc.PDD Tipo de acotación Integer Solo con parámetros SD 1 - Acotación de PA y PD2 - Acotación de MHD y SHD
Diagrama de desarrollo:
Fig. 6-27: Desarrollo del desplazamiento G116 Bastidor (distancia entre orificiosy ángulo)
Fig. 6-28: Desarrollo del desplazamiento G116 Bastidor ("DIA")Desarrollo: El ciclo de taladrado modal programado antes de la llamada de ciclo se eje‐
cuta en cada posición resultante de los parámetros de entrada. El ciclo pue‐de definirse con los parámetros "Ángulo" (TA) y "Distancia entre orificios"(PD), o bien por medio de las distancias respecto al eje (MHD y SHD). Si de‐be modificarse la dirección de ejecución, en ambos casos debe indicarse la
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 71/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

última posición de taladrado como punto inicial (MSP y SSP). En el caso deltipo de acotación (PA y PD), el ángulo (PA) debe aumentarse 180°. En el ca‐so del tipo de acotación (MHD y SHD) deben evitarse los signos de los pará‐metros "Distancia de eje principal" (MHD) y "Distancia de eje secundario"(SHD). Al utilizar los parámetros SD se define el tipo de acotación por mediode la variable SD "SD.SysCyc.PDD".Si se indica opcionalmente MA, el bastidor puede además torcerse.
Modificación de parámetros. El parámetro "TA" para el ángulo ini‐cial ha sido renombrado y hasta la versión MTX10VRS inclusivese denominaba "PA". Las llamadas con los antiguos nombres deparámetros son compatibles con los nuevos nombres. No obstan‐te, en el caso en que se realicen modificaciones a través de lasayudas de entrada del editor de programas CN, se requerirá en‐tonces renombrar manualmente los parámetros en cuestión.
La programación en las dimensiones del diámetro (instrucciones DIA) solo esposible para el eje X.
Ejemplo 1:
Fig. 6-29: Ejemplo G116 Patrón de orificios de matriz (distancia entre orificios yángulo)
Programa para G116 Patrón de orificios de matriz (distancia entre orificios yángulo)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G116(MSP50,SSP-30,TA18,PD31.5,NH6,MA12,VO20,NL4) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P72/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Ejemplo 2:
Fig. 6-30: Ejemplo G116 Patrón de orificios de matriz (distancia entre orificiosrespecto al eje)
Programa para G116 Patrón de orificios de matriz (distancia entre orificiosrespecto al eje)
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X50 Y-30 Z100 S2500 M3 ; posicionamiento previoN30 G81(IX=Z,SL2,DT-2.5,DW1,RL10) F300 ; definición de ciclo + avanceN40 G116(MSP50,SSP-30,MHD30,SHD10,NH6,MA10,VO20,NL4) ; definición de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 73/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Patrones de orificios

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P74/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

7 Ciclos de fresado7.1 Información general
Los ciclos de fresado descritos a continuación son modales y, por esta ra‐zón, son aptos también para la ejecución sobre patrones de puntos. Si los ci‐clos se especifican sin indicar los parámetros, se utilizarán los parámetros delas variables de sistema asignadas.
7.2 G261 Fresado de roscaEl ciclo "Fresado de rosca" (G261) tiene la función de fresar una rosca conuna fresa de rosca en un taladro ya existente. Se pueden elaborar roscas de‐recha e izquierda con marcha sincrónica y con marcha contraria.
Fig. 7-1: G261 Fresado de rosca
G261 Fresado de rosca G261 (TD,FF,MFI,RLH,PC,DT,TP,RL)
TD SD.SysCyc.TD Diámetro de rosca Real Obligato‐rio
FF SD.SysCyc.FF Avance de entrada o salida Real Opcional MFI por defecto
MFI SD.SysCyc.MFI Avance Real Obligato‐rio
RLH SD.SysCyc.RLH Rosca derecha (R) o izquierda (L) String Obligato‐rio
PC SD.SysCyc.PC Marca sincrónica (PF) o marchacontraria (CD)
String Obligato‐rio
DT SD.SysCyc.DT Profundidad de rosca Real Obligato‐rio
TP SD.SysCyc.TP Paso de rosca Real Obligato‐rio
RL SD.SysCyc.RL Altura de retirada Real Obligato‐rio
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 75/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Diagrama de desarrollo:
Fig. 7-2: Desarrollo del desplazamiento G261 Fresado de roscaDesarrollo: El ciclo soporta los planos G17, G18 y G19. El ciclo detecta automáticamen‐
te si la rosca debe ser fresada desde arriba o desde abajo basándose en losparámetros "Profundidad" (DT) y "Altura de retirada" (RL), así como las mar‐chas síncrona y contraria (PC). Desde la posición en el plano a la que se ha‐bía desplazado previamente, el eje de aproximación se desplazará con lamarcha rápida a la posición inicial calculada. Desde aquí, con un desplaza‐miento semicircular en el plano y un ¼*paso de aproximación se desplaza lahélice de entrada. A continuación, un círculo completo se desplaza con el pa‐so de rosca. Ahora, con un desplazamiento semicircular en el plano y ¼*pa‐so de aproximación, la hélice de salida se desplaza a la profundidad de larosca y el eje de aproximación se establece en la posición de retirada.
Ejemplo:
Fig. 7-3: Ejemplo G261 Fresado de rosca
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P76/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Programa para G261 Fresado de rosca
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 S1500 M3 ; posicionamiento previo, valores tecnológicos N30 G261(TD6,FF1000,MFI800,RLH=L,PC=CD,DT-15,TP1,RL10) ; definición de cicloN40 X25 Y20 ; primera llamada de cicloN50 G261(RLH=R,PC=PF) ; modificación de parámetros para rosca derechaN60 X50 Y30 ; segunda llamada de cicloN70 G80 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 77/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.3 G262 Fresado para taladrar roscasEl ciclo "Fresado para taladrar roscas" (G262) tiene la función de elaboraruna rosca con una fresa para taladrar roscas. En el proceso de fresado parataladrar roscas, primero se taladra el orificio para roscar y después, con lamisma herramienta, se fresa la rosca. Se pueden elaborar roscas derecha eizquierda con marcha sincrónica y con marcha contraria.
Fig. 7-4: G262 Fresado para taladrar roscas
G262 Fresado para taladrar roscasG262(SL,DT,DW,MS,MFI,FD,FS,FF,RL,LI,HD,IOF,MFP,RLH,PC,TP)
SL SD.SysCyc.SL Distancia de seguridad Real Obligato‐rio Absoluto
DT SD.SysCyc.DT Profundidad del orificio para roscar Real Obligato‐rio Absoluto
DW SD.SysCyc.DW Tiempo de parada momentánea Real Opcional Segundos
MS SD.SysCyc.MS Número de revoluciones de tala‐drado Real Opcional Número actual de revolucio‐
nes por defecto
MFI SD.SysCyc.MFI Avance de taladrado Real Opcional Avance actual por defecto
FD SD.SysCyc.FD Profundidad de entrada Real Opcional Absoluto
FS SD.SysCyc.FS Número de revoluciones de entra‐da Real Opcional Número actual de revolucio‐
nes por defecto
FF SD.SysCyc.FF Avance de entrada Real Opcional Avance actual por defecto
RL SD.SysCyc.RL Altura de retirada Real Obligato‐rio Absoluto
LI% SD.SysCyc.LI Carrera de suelta Integer Opcional0 sí/1 no0 por defecto
HD SD.SysCyc.HD Diámetro de rosca Real Obligato‐rio
IOF SD.SysCyc.IOF Avance de entrada o salida Real Opcional MFP por defecto
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P78/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G262 Fresado para taladrar roscasG262(SL,DT,DW,MS,MFI,FD,FS,FF,RL,LI,HD,IOF,MFP,RLH,PC,TP)
MFP SD.SysCyc.MFP Avance circular Real Obligato‐rio
RLH SD.SysCyc.RLH Rosca derecha (R) o izquierda (L) String Obligato‐rio
PC SD.SysCyc.PC Marca sincrónica (PF) o marchacontraria (CD) String Obligato‐
rio
TP SD.SysCyc.TP Paso de rosca Real Obligato‐rio
Diagrama de desarrollo:
Fig. 7-5: Desarrollo del desplazamiento G262 Fresado para taladrar roscasDesarrollo: El ciclo soporta los planos G17, G18 y G19. Desde la última posición progra‐
mada del eje de aproximación se posiciona en el plano de seguridad con lamarcha rápida. Desde este punto se desplaza con el avance de entrada y elnúmero de revoluciones de entrada a la profundidad de entrada. Si no se in‐dica la profundidad de entrada, no se efectuará este paso. A continuación,con el avance de taladrado y el número de revoluciones de taladrado se des‐plaza a la profundidad del orificio para roscar. Si no se transfiere un avancede taladrado en la llamada de ciclo, el valor de avance se debe programarantes o, a más tardar, en el bloque CN de la llamada de ciclo. Se puede tra‐bajar con G94 Avance/min o también, si el husillo de referencia gira hacia laderecha o hacia la izquierda con G95 Avance/giro. Si se ha indicado un tiem‐po de parada momentánea (opcional), este transcurre en segundos una vezalcanzada la profundidad de taladrado. Si la carrera de suelta (LI) se estable‐ce en 1, antes de fresar la rosca se posiciona en la distancia de seguridad yahí se ejecuta el tiempo de parada momentánea. El ciclo detecta automática‐mente si la rosca debe ser fresada desde arriba o desde abajo basándoseen los parámetros "Profundidad de orificio para roscar" (DT) y "Altura de reti‐rada" (RL), así como las marchas síncrona y contraria (PC). Desde la posi‐ción en el plano a la que se había desplazado previamente, el eje de aproxi‐mación se desplazará con la marcha rápida a la posición inicial calculada.Desde aquí, con un desplazamiento semicircular en el plano y un ¼*paso deaproximación se desplaza la hélice de entrada. A continuación, un círculo
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 79/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

completo se desplaza con el paso de rosca. Ahora, con un desplazamientosemicircular en el plano y ¼*paso de aproximación, la hélice de salida sedesplaza a la profundidad de la rosca y el eje de aproximación se posicionaen la altura de retirada.
Ejemplo:
Fig. 7-6: Ejemplo G262 Fresado para taladrar roscasPrograma para G262 Fresado para taladrar roscas
N10 T1 M6 ; cambio de herramientaN20 G17 G0 X25 Y20 Z100 S2000 M3 ; posicionamiento previo, valores tecnológicos N30 G262(SL2,DT-19,DW1,MS2000,MFI300,FD-5,FS1000,FF250,RL10,LI0,HD6,IOF1000,MFP800,RLH=L, PC=CD,TP1) ; definición de cicloN40 X25 Y20 ; primera llamada de cicloN50 G262(RLH=R,PC=PF) ; modificación de parámetros para rosca derechaN60 X50 Y30 ; segunda llamada de cicloN70 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P80/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.4 G263 Fresado de perforación circularEl ciclo fresa una ranura anular en un taladro, dado el caso en varios cortes,si el ancho de perforación no supera el ancho de corte de la herramienta.
Fig. 7-7: G263 Fresado de perforación circular
G263 Fresado de perforación circular G263(GD,HD,CDI,IFP,MFP,OFP,SL,DT,CD,IFI,OFI,RL)
GD SSysCyc.GD Diámetro de perforación Real Obligato‐rio
HD SD.SysCyc.HD Diámetro de taladro Real Obligato‐rio
CDI SD.SysCyc.CDI Mecanizado de CW o CCW String Obligato‐rio
IFP SD.SysCyc.IFP Avance de entrada de plano Real Opcional De manera estándar, el des‐plazamiento por el arco cir‐cular de entrada se efectúacon la marcha rápida, el cír‐culo de entrada propio conMFP.
MFP SD.SysCyc.MFP Avance circular de plano Real Obligato‐rio
OFP SD.SysCyc.OFP Avance de salida de plano Real Opcional De manera estándar, MFPes para el arco circular desalida, el posicionamiento enel centro del taladro con lamarcha rápida.
SL SD.SysCyc.SL Profundidad del primer corte Real Obligato‐rio
Absoluto
DT SD.SysCyc.DT Profundidad final Real Obligato‐rio
Absoluto
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 81/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G263 Fresado de perforación circular G263(GD,HD,CDI,IFP,MFP,OFP,SL,DT,CD,IFI,OFI,RL)
CD SD.SysCyc.CD Profundidad máxima de aproxima‐ción
Real Opcional IncrementalSi no existe especificación,se ejecuta respectivamenteun corte con las coordena‐das SL y DT, en el caso deSL=DT solo se ejecuta uncorte.
IFI SD.SysCyc.IFI Avance de entrada de eje de apro‐ximación
Real Opcional Marcha rápida por defecto
OFI SD.SysCyc.OFI Avance de salida de eje de aproxi‐mación
Real Opcional Marcha rápida por defecto
RL SD.SysCyc.RL Altura de retirada de eje de aproxi‐mación
Real Opcional Absoluto
Diagrama de desarrollo:
Fig. 7-8: Desarrollo del desplazamiento G263 Fresado de perforación circular(aproximación con avance)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P82/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-9: Desarrollo del desplazamiento G263 Fresado de perforación circular(aproximación con marcha rápida)
Desarrollo: El ciclo soporta los planos G17, G18 y G19.
Para ejecutar el ciclo, se debe desplazar al centro de la próxima ranura circu‐lar. En el ciclo, se desplaza a la profundidad SL con marcha rápida o con elavance de entrada IFI.Después, se desplaza a la posición inicial del círculo de entrada con el avan‐ce de entrada IFP o, en caso de no indicarse, con la marcha rápida. Le si‐guen el arco circular de entrada en el avance IFP o el avance circular MFP yel desplazamiento de un círculo completo con el avance MFP. Después seañaden un arco circular de salida con avance OFP o MPF y el regreso alcentro del taladro, que se efectúa en marcha rápida sin indicar OFP.Si SL y DT divergen entre sí, entonces se realiza una nueva aproximación yse repite el fresado de un círculo. Si se indica CD, la profundidad de cortemáxima, entonces son posibles más de dos cortes hasta alcanzar la profun‐didad final. En este proceso, la aproximación se realiza en avance de aproxi‐mación IFP o en marcha rápida.El ciclo finaliza con el posicionamiento en la altura de retirada RL, con mar‐cha rápida o con avance de salida OFP.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 83/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Ejemplo:
Fig. 7-10: Ejemplo G263 Fresado de perforación circularPrograma para G263 Fresado de perforación circular
N10 T1 M6 ; cambio de herramienta (fresa de disco)N20 G17 G0 X30 Y20 Z100 S2000 M3 ; posicionamiento previo, valores tecnológicos N30 G263(GD35,HD30,CDI=CCW,IFP2000,MFP1000,OFP2000,SL-12.5,DT-15,CD2.5,IFI2000,OFI5000,RL10) ; definición de cicloN40 X30 Y20 ; llamada de cicloN50 G80 Z100 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P84/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.5 G266 Fresado plano de rectánguloCon el ciclo "Fresado plano de rectángulo" (G266) se pueden mecanizar lassuperficies rectangulares con cualquier orientación. Además, se diferenciaentre desbaste (sobrefresado múltiple en la dirección de aproximación hastala medida de acabado) y el acabado (un solo sobrefresado). La aproximaciónprofunda se realiza en el exterior para garantizar por tanto que la superficierectangular cuenta por todos sus lados con una zona sin material con un an‐cho mínimo, que se desprende de la suma del diámetro de la fresa y la dis‐tancia de seguridad (parámetro RD).El ciclo funciona sin corrección del radio de la fresa, pero se requiere un va‐lor de radio en el registro de corrección de herramienta superior a cero. Enun cabezal de fresado plano (corte dispuesto cónicamente), el radio ajustadodebe corresponderse con el recorrido circular de las esquinas del filo inferio‐res.
Fig. 7-11: G266 Fresado plano de rectángulo
G266 Fresado plano de rectángulo G266(CV,ORI,LE,WI,PA,UL,SDI,DT,RL,CD,RSL,RD,FF,CT,IT,IM,CG)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
ORI SD.SysCyc.ORI Punto de referencia Integer Opcional 1 Esquina2 CentroPreajuste 1
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 85/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

LE SD.SysCyc.LE Longitud Real Obligato‐rio
Absoluto
WI SD.SysCyc.WI Ancho Real Obligato‐rio
Absoluto
PA SD.SysCyc.PA Ángulo Real Opcional AbsolutoPreajuste 0
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional Incremental>0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental>0Estándar: un corte de desbasteen la dirección de aproximación
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional Incremental>0Preajuste 0
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcional Incremental>0Estándar 2 mm
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
CT SD.SysCyc.CT Variante de corte Integer Opcional 1 Dirección de fresado por el an‐cho WI2 Dirección de fresado por el lar‐go LEPreajuste 1
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1 Dirección variable (meandro)2 En una direcciónPreajuste 1
IM SD.SysCyc.IM Disposición de los próximoscortes
Integer Opcional 1 Tiempo óptimo con inversiónde la dirección2 Próximos cortes congruentescon el primeroPreajuste 1
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P86/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.La posición de la superficie que debe desbastarse es determinada por lascoordenadas a las que se ha desplazado en el plano de interpolación para laejecución del ciclo. La posición del rectángulo respecto a la posición inicialse ve afectada por los parámetros ORI (ORI1 Posición inicial idéntica a unaesquina del rectángulo, ORI2 Posición inicial corresponde al centro del rec‐tángulo), el ángulo de giro PA y los signos de la longitud LE y el ancho WI. SiPA es cero, el punto de referencia en el respectivo signo positivo es la esqui‐na inferior izquierda. Un signo negativo en LE o WI desplaza el punto de re‐ferencia a la esquina opuesta correspondiente. El mecanizado comienza pró‐ximo a la esquina determinada por el signo. Esto quiere decir que el signo deLE y WI determina la dirección de mecanizado del primer corte.La variante de corte IT determina en qué extensión del rectángulo se desa‐rrolla la dirección de fresado. Por el resto de la extensión del rectángulo sedesarrolla la dirección de aproximación de cada línea. IT1 determina que loscortes se realizan por el ancho WI y la aproximación de cada línea fresadase realiza por el largo LE. IT2 provoca que la dirección de fresado tenga unadirección paralela a la longitud LE.
Fig. 7-12: Efecto de los parámetros para la estrategia de mecanizado CT, IT eIM con G266
En el desplazamiento, el centro de la fresa se posiciona alrededor del radiode la herramienta más la distancia radial de seguridad RD antes del rectán‐gulo. La distancia entre la primera línea y el límite del rectángulo y la distan‐cia entre las líneas se ve afectada por el uso de la herramienta CG, el anchode contacto en porcentaje relativo al diámetro de la herramienta, aunque elancho de contacto real puede reducirse para alcanzar una distancia uniformeentre líneas.La distancia radial de seguridad RD determina, además de la aproximación,cuál es la distancia que la herramienta retrocede radialmente en el acabadoy cuál es la distancia que la herramienta se desplaza fuera del borde en laúltima línea para garantizar así un desbaste completo de toda la superficie.Durante el desbaste, la altura que debe desbastarse, es decir, la diferenciaentre la profundidad DT y la altura de referencia UL menos la medida de aca‐bado RSL se divide en los mismos valores de aproximación, que no son ma‐
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 87/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

yores que la profundidad de corte CD máxima. Si no se especifica CD, solose realizará un único sobrefresado en el proceso de desbaste, es decir, laherramienta se colocará directamente para el acabado de la medida de aca‐bado, sino el valor de aproximación es reducido por la altura de referenciaUL. Antes del proceso de acabado se coloca la herramienta en la profundi‐dad DT.
Fig. 7-13: Parámetro de profundidad y medida con G266Con la variante de aproximación CT determinará la dirección de las próximaslíneas. CT1 corresponde a la dirección variable por línea, aunque la aproxi‐mación de línea a línea se efectúa durante el desbaste en el material con elavance de trabajo. En el CT2, cada línea es fresada en la misma dirección,aunque después de cada corte se repliega.Durante el desbaste (debe activarse con CV 1 o 2) se lleva a cabo un rebaja‐miento con la fresa por líneas de toda la superficie con el avance de trabajoF que debe programarse antes del ciclo. Debe replegarse entre las líneas oantes de la siguiente aproximación profunda, el recorrido de repliegue puedeverse afectado por la distancia de seguridad SDI. El sobrefresado se repitehasta que se alcance la medida de acabado. Durante el acabado (CV2 o 3)se sobrefresa solo una vez la superficie, para este proceso puede activarseun avance de acabado especial FF. Con la combinación de desbaste y aca‐bado (CV2) solo se realiza el acabado cuando se hubiera especificado unamedida de acabado RSL>0.Los cortes siguientes en dirección de la aproximación se disponen de mane‐ra estándar óptimos para el recorrido con la inversión de la dirección. La in‐versión de la dirección puede suprimirse con el parámetro IM. Programe IM2,por ejemplo, con espacios estrechos en la dirección de división por corte ra‐dial, ya que así se deberá respetar únicamente una distancia libre de RD co‐mo mínimo en el lado nombrado.Tras concluir el mecanizado, la herramienta se posiciona en el plano de re‐troceso RL o, en caso de no estar especificado, en el plano de referencia ULmás la distancia de seguridad SDI. Por último, en el plano se desplaza a laposición inicial antes del ciclo.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: Debe despejarse una superficie rectangular con un cabezal de fresado planoen varios cortes (profundidad de corte máxima 3 mm). Debe preverse un cor‐
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P88/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

te de acabado con una medida de 0,5 mm. Debido a la posición diagonal delos cortes, se requiere una distancia radial de seguridad de 5 mm. Los cortesdeben efectuarse en forma de meandro y ser paralelos al lado más largo delrectángulo.
Fig. 7-14: Ejemplo G266 Fresado plano de rectánguloG266 Fresado plano de rectángulo
N10 T1 M6 ; cabezal de la fresa transversal diámetro 125N20 G17 RAD G54 G94 G97 S640 M13 F760 ; sistema de coordenadas, valores de corte ; definición de cicloN30 G266 (LE-450, WI350, UL6, DT0, RL100, CD3, RSL0.5, RD5, FF530, IT2) N40 G0 X-140 Y0 Z10 ; desplazamiento al punto de referencia de la esquina inferior derecha, ejecución del cicloN50 G80 M5 ; deselección del ciclo modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 89/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.6 G267 Fresado plano de círculoCon el ciclo "Fresado plano de círculo" (G267) se pueden mecanizar las su‐perficies circulares. Además, se diferencia entre desbaste (sobrefresado múl‐tiple en la dirección de aproximación hasta la medida de acabado) y el aca‐bado (un solo sobrefresado). La aproximación profunda se realiza en el exte‐rior para garantizar por tanto que el círculo cuenta por todos sus lados conuna zona sin material con un ancho mínimo que se desprende de la sumadel diámetro de la fresa y la distancia de seguridad (parámetro RD).El ciclo funciona sin corrección del radio de la fresa, pero se requiere un va‐lor de radio en el registro de corrección de herramienta superior a cero. Enun cabezal de fresado plano (corte dispuesto cónicamente), el radio ajustadodebe corresponderse con el recorrido circular de las esquinas del filo inferio‐res.
Fig. 7-15: G267 Fresado plano de círculo
G267 Fresado plano de círculo G267(CV,HD,UL,SDI,DT,RL,CD,RSL,RD,FF,CT,IT,IM,CG)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
HD SD.SysCyc.HD Diámetro del círculo Real Obligato‐rio
Absoluto
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P90/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G267 Fresado plano de círculo G267(CV,HD,UL,SDI,DT,RL,CD,RSL,RD,FF,CT,IT,IM,CG)
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional Incremental>0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental>0Estándar: un corte de desbasteen la dirección de aproximación
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional Incremental>0Preajuste 0
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcional Incremental>0Estándar 2 mm
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
CT SD.SysCyc.CT Variante de corte Integer Opcional 1 Dirección de fresado a lo largodel eje secundario2 Dirección de fresado a lo largodel eje principalPreajuste 1
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1 Dirección variable (meandro)2 En una direcciónPreajuste 1
IM SD.SysCyc.IM Disposición de los próximoscortes
Integer Opcional 1 Tiempo óptimo con inversiónde la dirección2 Próximos cortes congruentescon el primeroPreajuste 1
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 91/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

La posición del centro de la superficie circular se determinada por las coor‐denadas a las que se ha desplazado en el plano de interpolación para la eje‐cución del ciclo.La variante de corte IT define a lo largo de qué eje se desarrolla la direcciónde fresado. IT1 determina que los cortes se realizan a lo largo del eje secun‐dario, IT2 a lo largo del eje principal. La aproximación de línea en línea seefectúa en el otro eje correspondiente del plano. El primer corte se efectúaen dirección positiva del eje principal o secundario. Con la especificación deun diámetro negativo HD se puede invertir la dirección de fresado.
Fig. 7-16: Efecto de los parámetros para la estrategia de mecanizado CT, IT eIM con G267
En el desplazamiento, el centro de la fresa se posiciona alrededor del radiode la herramienta más la distancia radial de seguridad RD antes del círculo.La distancia entre la primera línea y la periferia del círculo y la distancia entrelas líneas se ve afectada por el uso de la herramienta CG, el ancho de con‐tacto en porcentaje relativo al diámetro de la herramienta, aunque el anchode contacto real puede reducirse para alcanzar una distancia uniforme entrelíneas.La distancia radial de seguridad RD determina, además de la aproximación,cuál es la distancia que la herramienta retrocede radialmente en el acabadoy cuál es la distancia que la herramienta traspasa la periferia del círculo en laúltima línea para garantizar así un desbaste completo de toda la superficie.Durante el desbaste, la altura que debe desbastarse, es decir, la diferenciaentre la profundidad DT y la altura de referencia UL menos la medida de aca‐bado RSL se divide en los mismos valores de aproximación, que no son ma‐yores que la profundidad de corte CD máxima. Si no se especifica CD, solose realizará un único sobrefresado en el proceso de desbaste, es decir, laherramienta se colocará directamente para el acabado de la medida de aca‐bado, sino el valor de aproximación es reducido por la altura de referenciaUL. Antes del proceso de acabado se coloca la herramienta en la profundi‐dad DT.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P92/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-17: Parámetro de profundidad y medida con G267Con la variante de aproximación CT determinará la dirección de fresado delas próximas líneas. CT1 corresponde a la dirección variable por línea, aun‐que la aproximación de línea a línea se efectúa durante el desbaste en elmaterial con el avance de trabajo. En el CT2, cada línea es fresada en lamisma dirección, aunque después de cada corte se repliega.Durante el desbaste (debe activarse con CV 1 o 2) se lleva a cabo un rebaja‐miento con la fresa por líneas de toda la superficie con el avance de trabajoF que debe programarse antes del ciclo. Debe replegarse entre las líneas oantes de la siguiente aproximación profunda, el recorrido de repliegue puedeverse afectado por la distancia de seguridad SDI. El sobrefresado se repitehasta que se alcance la medida de acabado. Durante el acabado (CV2 o 3)se sobrefresa solo una vez la superficie, para este proceso puede activarseun avance de acabado especial FF. Con la combinación de desbaste y aca‐bado (CV2) solo se realiza el acabado cuando se hubiera especificado unamedida de acabado RSL>0.Los cortes siguientes en dirección de la aproximación se disponen de mane‐ra estándar óptimos para el recorrido con la inversión de la dirección. La in‐versión de la dirección puede suprimirse con el parámetro IM. Programe IM2,por ejemplo, con espacios estrechos en la dirección de división por corte ra‐dial, ya que así se deberá respetar únicamente una distancia libre de RD co‐mo mínimo en el lado nombrado.Tras concluir el mecanizado, la herramienta se posiciona en el plano de re‐troceso RL o, en caso de no estar especificado, en el plano de referencia ULmás la distancia de seguridad SDI. Por último, en el plano se desplaza a laposición inicial antes del ciclo.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: Se deben fresar plano tres superficies circulares dispuestas en un círculoparcial. La profundidad de fresado de en total 2 mm debe ser desbastadacon un corte de desbaste y uno de acabado (medida de acabado 0,5 mm).Antes de la aproximación a la siguiente superficie circular, debe replegarse20 mm. La realización de los cortes debe ser en forma de meandro.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 93/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-18: Ejemplo G267 Fresado plano de círculoPrograma para G267 Fresado plano de círculo
N10 T1 M6 ; fresa de vástago diámetro 20N20 G17 RAD G97 G54 S4000 M13 F2400 ; sistema de coordenadas, valores de corteN30 G267 (HD36, UL0, DT-2, RL20, RSL0.5, FF1600) ; definición de cicloN40 G113 (MCP0, SCP0, PR60, NH3, BA90) ; círculo parcial R60 ; empelar ciclo en círculo parcialN50 G0 G80 Z50 M5 ; retirada y deselección del ciclo modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P94/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.7 G271 Fresado de caja rectangularEl ciclo "Fresado de caja rectangular" (G271) tiene la función de fresar cajasrectangulares. En función de la dirección de giro de la herramienta, se puedefresar en sentido horario y en sentido antihorario. La aproximación se efectúaen la dirección del eje de la herramienta u oscilando.
Fig. 7-19: G271 Fresado de caja rectangular
G271 Fresado de caja rectangularG271(CV,ORI,LE,WI,R,PA,UL,SDI,DT,RL,CD,ANG,FI,AW,AL,RSW,RSL,FF,PC,CG)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
ORI SD.SysCyc.ORI Punto de referencia Integer Opcional 1 Esquina2 CentroPreajuste 2
LE SD.SysCyc.LE Longitud Real Obligato‐rio
Absoluto
WI SD.SysCyc.WI Ancho Real Obligato‐rio
Absoluto
R SD.SysCyc.R Radio de la esquina Real Obligato‐rio
Absoluto>0
PA SD.SysCyc.PA Ángulo Real Opcional AbsolutoPreajuste 0
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 95/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G271 Fresado de caja rectangularG271(CV,ORI,LE,WI,R,PA,UL,SDI,DT,RL,CD,ANG,FI,AW,AL,RSW,RSL,FF,PC,CG)
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional IncrementalPreajuste 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental>0
ANG SD.SysCyc.ANG Ángulo de inclinación de la tra‐yectoria programada al pene‐trar diagonalmente
Real Opcional 1 a 45 grados
FI SD.SysCyc.FI Avance de aproximación Real Opcional >0Estándar: el 50 % del último va‐lor F programado
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcional >0
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcional >0
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >0
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta los planos G17, G18 y G19, además de la acotación de losradios. El ciclo funciona modalmente y debe deseleccionarse con G80. Laherramienta se colocará en la posición inicial del plano. En función del ORIserá la esquina (ORI 1) o el centro del rectángulo (ORI 2). Desde esta posi‐ción y con la marcha rápida se desplazará al centro del rectángulo y la alturade la distancia de seguridad SDI. El mecanizado comienza en la dirección deaproximación a la altura de referencia UL y finaliza en la profundidad DT. Unmargen para mecanizado en la base "AL" desplaza el comienzo del mecani‐zado a esta altura. Se mantiene una medida de acabado RSL al desbastar.Un margen para mecanizado AW en la pared desplaza el comienzo de me‐canizado del centro, si el espacio libre en el centro es mayor que el diámetrode la fresa.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P96/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-20: Parámetro de profundidad, márgenes para mecanizado y medida conG271
La aproximación se realiza en tres variantes diferentes. Si existe suficienteespacio libre para la herramienta (relación de longitud y ancho del rectángu‐lo, diámetro de la herramienta y AW se tiene en cuenta), se desplazará a laprofundidad de aproximación con la marcha rápida. Si no existiera suficienteespacio libre, se desplazará a la profundidad de aproximación con el avancede aproximación. Si se especifica un ángulo de inclinación ANG y no existesuficiente espacio libre, se alcanzará la profundidad de aproximación oscilan‐do en dirección longitudinal con la inclinación especificada. El recorrido deoscilación necesario se determinará internamente.Si se indica una profundidad máxima de aproximación CD, la profundidad to‐tal de aproximación se dividirá en aproximaciones uniformes (a lo sumo laprofundidad máxima de aproximación). Una vez finalizado el mecanizado, sedesplazará con la marcha rápida a la altura de referencia o, si no está espe‐cificado, a la distancia de seguridad.Las posibles variantes de mecanizado son: desbaste, desbaste y acabado, oacabado (completo). El acabado requiere al menos una medida de acabado(RSW o RSL). El desbaste se ejecuta con una aproximación perpendicularen el plano y sin corrección del radio del filo. Para realizar el acabado delcontorno se añade un radio de colocación y otro de salida y se trabaja con lacorrección de posición del filo.Si se especifica una medida de mecanizado AW o AL, se limitará el mecani‐zado a estos valores.En función de la dirección de marcha especificada y de la dirección de girodel husillo existente, el mecanizado se ejecutará en el sentido horario o anti‐horario.El radio de la herramienta se determina a partir del CN (se requiere herra‐mienta activa).Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 97/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Ejemplo:
Fig. 7-21: Ejemplo G271 Fresado de caja rectangularPrograma para G271 Fresado de caja rectangular
N10 T1 M6 ; cambio de herramienta (fresa)N20 RAD G90 G17 ; plano N30 G95 G97 S102 M4 ; número de revoluciones y ajustes de avanceN40 G0 X110 Y110 Z2 F222 ; posicionamiento previo//STOCK/BLOCK,300,300,300,0,0,300\\ [""+NCF("G90")] ; pieza sin mecanizar para simulación//TOOL/MILL,18,0,80,0\\[""+NCF("G90")] ; herramienta para simulaciónN50 G271 (CV2, ORI2, LE88, WI48, R12, RSW1,RSL1,PA30, ANG4,UL10, SDI2, DT-40, CD12,PC CD, CG80) ; definición de cicloN60 X30 Y20 ; llamada de cicloN70 G80 Z100 M5 ; retirada, borrado de llamada modalN80 G0 X100 Y100 Z10
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P98/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.8 G272 Fresado de caja circularEl ciclo "Fresado de caja circular" (G272) tiene la función de fresar cajas cir‐culares. En función de la dirección de giro de la herramienta, se puede fresaren sentido horario y en sentido antihorario. La aproximación se efectúa en ladirección del eje de la herramienta o como trayectoria helicoidal.
Fig. 7-22: G272 Fresado de caja circular
G272 Fresado de caja circularG272(CV,HD,UL,SDI,DT,RL,CD,ANG,FI,AW,AL,RSW,RSL,FF,PC,CG)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
HD SD.SysCyc.HD Diámetro Real Obligato‐rio
Absoluto
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional IncrementalPreajuste 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental
ANG SD.SysCyc.ANG Ángulo de inclinación de la tra‐yectoria programada para héli‐ce
Real Opcional 1 a 45 grados
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 99/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G272 Fresado de caja circularG272(CV,HD,UL,SDI,DT,RL,CD,ANG,FI,AW,AL,RSW,RSL,FF,PC,CG)
FI SD.SysCyc.FI Avance de aproximación Real Opcional >0Estándar: el 50 % del último va‐lor F programado
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcional >0
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcional >0
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >0
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta los planos G17, G18 y G19, además de la acotación de losradios. El ciclo funciona modalmente y debe deseleccionarse con G80. Laherramienta se colocará en la posición inicial (el centro del círculo) del plano.Desde esta posición y con la marcha rápida se desplazará a la altura de ladistancia de seguridad SDI. El mecanizado comienza en la dirección deaproximación a la altura de referencia UL y finaliza en la profundidad DT. Unmargen para mecanizado en la base AL desplaza el comienzo del mecaniza‐do a esta altura. Se mantiene una medida de acabado RSL al desbastar. Unmargen para mecanizado AW en la pared desplaza el comienzo de mecani‐zado del centro, si el espacio libre en el centro es mayor que el diámetro dela fresa.
Fig. 7-23: Parámetro de profundidad, márgenes para mecanizado y medida conG272
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P100/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

La aproximación se realiza en tres variantes diferentes. Si existe suficienteespacio libre para la herramienta (relación del diámetro del círculo, el diáme‐tro de la herramienta y AW se tiene en cuenta), se desplazará a la profundi‐dad de aproximación con la marcha rápida. Si no existiera suficiente espaciolibre, se desplazará a la profundidad de aproximación con el avance de apro‐ximación. Si se especifica un ángulo de inclinación ANG y no existe suficien‐te espacio libre, se alcanzará la profundidad de aproximación mediante unaaproximación helicoidal con la inclinación especificada. El diámetro de la tra‐yectoria helicoidal será determinado por el diámetro de la herramienta.Si se indica una profundidad máxima de aproximación CD, la profundidad to‐tal de aproximación se dividirá en aproximaciones uniformes (a lo sumo laprofundidad máxima de aproximación). Una vez finalizado el mecanizado, sedesplazará con la marcha rápida a la altura de referencia o, si no está espe‐cificado, a la distancia de seguridad.Las posibles variantes de mecanizado son: desbaste, desbaste y acabado, oacabado (completo). El acabado requiere al menos una medida de acabado(RSW o RSL). El desbaste se ejecuta con una aproximación perpendicularen el plano y sin corrección del radio del filo. Para realizar el acabado delcontorno se añade un radio de colocación y otro de salida y se trabaja con lacorrección de posición del filo.Si se especifica una medida de mecanizado AW o AL, se limitará el mecani‐zado a estos valores.En función de la dirección de marcha especificada y de la dirección de girodel husillo existente, el mecanizado se ejecutará en el sentido horario o anti‐horario.El radio de la herramienta se determina a partir del CN (se requiere herra‐mienta activa).Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo:
Fig. 7-24: Ejemplo G272 Fresado de caja circular
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 101/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Programa para G272 Fresado de caja circular
N10 T1 M6 ; cambio de herramienta (fresa)N20 RAD G90 G17 ; plano N30 G95 G97 S102 M4 ; número de revoluciones y ajustes de avanceN40 G0 X110 Y110 Z2 F222 ; posicionamiento previo//STOCK/BLOCK,300,300,300,0,0,300\\ [""+NCF("G90")] ; pieza sin mecanizar para simulación//TOOL/MILL,18,0,80,0\\[""+NCF("G90")] ; herramienta para simulaciónN50 G272(HD120, DT-40, UL0, FI100,ANG5,FF88,RSL0.5,RSW1,SDI2,PC CD,CD 10 ) ; definición de cicloN60 X30 Y20 ; llamada de cicloN70 G80 Z100 M5 ; retirada, borrado de llamada modalN80 G0 X100 Y100 Z10
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P102/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.9 G274 Fresado de ranura rectaCon el ciclo "Fresado de ranura recta" (G274) se pueden realizar orificioslongitudinales rectos y ranuras rectas. En el mecanizado de los orificios lon‐gitudinales, el diámetro de la herramienta determina el ancho interior de laforma. En el mecanizado de las ranuras son posibles varios cortes radiales(similar al fresado de cajas) y se pueden realizar los anchos de ranura quese deseen (mayores que el diámetro de la herramienta).
Fig. 7-25: G274 Fresado de ranura recta
G274 Fresado de ranura rectaG274(CV,LE,WI,PA,UL,SDI,DT,RL,CD,IM,ANG,FI,RSW,RSL,FF,PC)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
LE SD.SysCyc.LE Longitud Real Obligato‐rio
Absoluto>0
WI SD.SysCyc.WI Ancho Real Opcional,indicar encaso demecaniza‐do de ra‐nuras
Absoluto>=0
PA SD.SysCyc.PA Ángulo Real Opcional AbsolutoPreajuste 0
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 103/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G274 Fresado de ranura rectaG274(CV,LE,WI,PA,UL,SDI,DT,RL,CD,IM,ANG,FI,RSW,RSL,FF,PC)
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional IncrementalPreajuste 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental>0
IM SD.SysCyc.IM Variante de aproximación Integer Opcional 1 Tiempo óptimo2 Aproximación en el primer re‐dondeoPreajuste 1.
ANG SD.SysCyc.ANG Ángulo de inclinación de la tra‐yectoria programada al pene‐trar diagonalmente
Real Opcional 1 a 45 grados
FI SD.SysCyc.FI Avance de aproximación Real Opcional >0,Estándar: el 50 % del último va‐lor F programado
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >0
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.El centro de uno de los dos redondeos es el punto de referencia y se debedesplazar a este para ejecutar el ciclo. La posición del centro del segundo re‐dondeo se determinará por el ángulo de giro PA y la distancia de los doscentros de redondeo, como la longitud LE.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes entre estas coordenadas con una profun‐didad de corte uniforme, que puede ser limitada con CD. Sin CD, se ejecutasolamente un corte de desbaste en la dirección de aproximación.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P104/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-26: Parámetro de profundidad y medida de acabado con G274La aproximación se realiza perpendicular con el avance de penetración FI,de manera variable en los centros de ambos redondeos o siempre en el cen‐tro del primer redondeo. La opción de si está permitida una aproximación al‐ternante puede verse influida con la variante de aproximación IM. Tambiénes posible una aproximación diagonal a lo largo de la trayectoria programadaentre ambos centros de los redondeos, que debe activarse con el ángulo depenetración ANG. En la penetración diagonal, los parámetros IM y FI care‐cen de efecto.Cada corte en la división en la dirección de la aproximación consta al menosde un fresado a lo largo de la trayectoria programada que une los centros delos redondeos (mecanizado de orificios longitudinales). Si se indica un anchoWI mayor que el diámetro de la herramienta, entonces se añaden cortes ra‐diales hasta que se alcance el ancho (mecanizado de ranuras).La dirección del contorneado de los cortes radiales se define en función de ladirección de giro del husillo y puede verse afectada por PF.Tras finalizar por completo una cadena de cortes radiales, se repliega la dis‐tancia de seguridad SDI en la dirección de aproximación y, en caso necesa‐rio, se aproxima otra vez al siguiente corte. Tras finalizar el mecanizado porarranque de viruta, la herramienta se desplaza a la posición de retroceso RLo alrededor de SDI a través del plano de referencia UL para, a continuación,alcanzar otra vez las coordenadas iniciales en el plano de interpolación a lasque se desplazaron antes de la llamada de ciclo.El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabadoen la base). El acabado se realiza siempre en un único corte en la direcciónde aproximación. En la dirección radial (mecanizado de ranuras) tambiénpueden ser varios. Para realizar el acabado se puede activar un avance es‐pecial FF. La especificación de RSW o RSL también es necesaria en el aca‐bado único (CV3), ya que estos parámetros definen las dimensiones inicialespara el mecanizado.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo 1: Deben realizarse dos orificios longitudinales pasantes. El diámetro de la fre‐sa determina el ancho de los orificios. La aproximación se efectúa en unatrayectoria programada con una inclinación máxima de 16°.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 105/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-27: Ejemplo 1 G274 Mecanizado de orificios longitudinalesPrograma para G274 Mecanizado de orificios longitudinales
N10 T1 M6; fresa de vástago D 12N20 RAD G17 G90 G95 G97 S4500 M3N30 G274 (LE20, PA90, UL0, DT-9, ANG16) ; ciclo de orificio longitudinalN40 G0 X20 Y15 Z10 F1200 ; desplazamiento a la primera posición de referencia y ejecución del ciclo N50 X50 ; desplazamiento a la segunda posición de referencia y ejecución del ciclo N60 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
Ejemplo 2: Deben realizarse cuatro chaveteros dispuestos radialmente. Para el mecani‐zado, que también debe incluir un acabado por todos los lados (medida deacabado 0,5 mm), se utiliza una fresa para taladrar ranuras con un diáme‐tro 8. La profundidad de corte está limitada a 5 mm.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P106/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-28: Ejemplo 2 G274 Mecanizado de ranurasPrograma para G274 Mecanizado de ranuras
N10 T1 M6; fresa para taladrar ranuras D 8N20 RAD G17 G90 G95 G97 F1200 S5600 M3N30 G274 (LE30, WI10, UL0, DT-10, CD5, RSW0.5, RSL0.5, FI800, FF950); ciclo de ranuraN40 G113 (MCP60, SCP60, PR20, NH4, BA45, ROT2) ; ejecución del ciclo en el círculo parcialN50 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 107/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.10 G275 Fresado de ranura curvadaCon el ciclo "Fresado de ranura curvada" (G275) se pueden realizar orificioslongitudinales y ranuras que siguen la curvatura de un arco circular. En elmecanizado de los orificios longitudinales, el diámetro de la herramienta de‐termina el ancho interior de la forma. En el mecanizado de las ranuras sonposibles varios cortes radiales (similar al fresado de cajas) y se pueden reali‐zar los anchos de ranura que se deseen (mayores que el diámetro de la he‐rramienta).
Fig. 7-29: G275 Fresado de ranura curvada
G275 Fresado de ranura curvadaG275(CV,LE,WI,R,PA,OA,UL,SDI,DT,RL,CD,IM,ANG,FI,RSW,RSL,FF,PC)
CV SSysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
WI SD.SysCyc.WI Ancho Real Opcional,indicar en casode mecanizadode ranuras
Absoluto>=0
R SD.SysCyc.R Radio Real Obligatorio >0
PA SD.SysCyc.PA Ángulo inicial Real Opcional AbsolutoPreajuste 0
OA SD.SysCyc.OA Ángulo de abertura Real Obligatorio <>0
UL SD.SysCyc.UL Altura de referencia Real Obligatorio Absoluto
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P108/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G275 Fresado de ranura curvadaG275(CV,LE,WI,R,PA,OA,UL,SDI,DT,RL,CD,IM,ANG,FI,RSW,RSL,FF,PC)
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional IncrementalPreajuste 2 mm
DT SD.SysCyc.DT Profundidad Real Obligatorio Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional Incremental>0
IM SD.SysCyc.IM Variante de aproximación Integer Opcional 1 Tiempo óptimo2 Aproximación en el primer re‐dondeoPreajuste 1.
ANG SD.SysCyc.ANG Ángulo de inclinación de la tra‐yectoria programada al pene‐trar diagonalmente
Real Opcional 1 a 45 grados
FI SD.SysCyc.FI Avance de aproximación Real Opcional >0,Estándar: el 50 % del último va‐lor F programado
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >0
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.El centro de uno de los dos redondeos que concluyen la ranura es el puntode referencia y se debe desplazar a este para ejecutar el ciclo. El ángulo desegmento absoluto, que discurre del centro de la curvatura de la ranura a uncentro de redondeo (punto de referencia), se define con el parámetro PA. Ladistancia del centro con respecto a los centros de los redondeos se definecon el radio R y el ángulo de abertura con OA.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes entre estas coordenadas con una profun‐didad de corte uniforme, que puede ser limitada con CD. Sin CD, se ejecutasolamente un corte de desbaste en la dirección de aproximación.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 109/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-30: Parámetro de profundidad y medida de acabado con G275La aproximación se realiza perpendicular con el avance de penetración FI,de manera variable en los centros de ambos redondeos o siempre en el cen‐tro del primer redondeo. La opción de si está permitida una aproximación al‐ternante puede verse influida con la variante de aproximación IM. Tambiénes posible una aproximación diagonal a lo largo de la trayectoria helicoidalentre ambos centros de los redondeos, que debe activarse con el ángulo depenetración ANG. En la penetración diagonal, los parámetros IM y FI care‐cen de efecto.Cada corte en la división en dirección de aproximación consta al menos deun fresado a lo largo de la línea central de la curvatura (mecanizado de orifi‐cios longitudinales). Si se indica un ancho WI mayor que el diámetro de laherramienta, entonces se añaden cortes radiales hasta que se alcance el an‐cho (mecanizado de ranuras).La dirección del contorneado de los cortes radiales se define en función de ladirección de giro del husillo y puede verse afectada por PF.Tras finalizar por completo una cadena de cortes radiales, se repliega la dis‐tancia de seguridad SDI en la dirección de aproximación y, en caso necesa‐rio, se aproxima otra vez al siguiente corte. Tras finalizar el mecanizado porarranque de viruta, la herramienta se desplaza a la posición de retroceso RLo alrededor de SDI a través del plano de referencia UL para, a continuación,alcanzar otra vez las coordenadas iniciales en el plano de interpolación a lasque se desplazaron antes de la llamada de ciclo.El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabadoen la base). El acabado se realiza siempre en un único corte en la direcciónde aproximación. En la dirección radial (mecanizado de ranuras) tambiénpueden ser varios. Para realizar el acabado se puede activar un avance es‐pecial FF. La especificación de RSW o RSL también es necesaria en el aca‐bado único (CV3), ya que estos parámetros definen las dimensiones inicialespara el mecanizado.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo 1: Debe realizarse un orificio longitudinal curvado pasante doble. El diámetro dela fresa determina el ancho del orificio. La aproximación se efectúa en unatrayectoria programada con una inclinación máxima de 12°.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P110/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-31: Ejemplo 1 G275 Mecanizado de orificios longitudinalesPrograma para G275 Mecanizado de orificios longitudinales
N10 T1 M6; fresa de vástago D 15N20 RAD G17 G90 G95 G97 S5200 M3N30 G275 (R55, PA30, OA75, UL0, DT-21, ANG12) ; ciclo de orificio longitudinal curvadoN40 G0 X[40+55*COS(30)] Y[60+55*SIN(30)] Z10 F1100; desplazamiento a la posición de referencia y ejecución del ciclo N50 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
Ejemplo 2: Deben realizarse tres ranuras redondas dispuestas concéntricamente. Parael mecanizado, que también debe incluir un acabado por todos los lados(medida de acabado 0,5 mm), se utiliza una fresa para taladrar ranuras conun diámetro 10. La profundidad de corte está limitada a 5 mm.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 111/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-32: Ejemplo 2 G275 Mecanizado de ranurasPrograma para G275 Mecanizado de ranuras
N10 T1 M6; fresa para taladrar ranuras D 10N20 RAD G17 G90 G95 G97 F1200 S4800 M3N30 G275 (R45, WI15, OA60, UL0, DT-10, CD5, RSW0.5, RSL0.5, FI800, FF900); ciclo de ranuraN40 G113 (MCP60, SCP60, PR45, NH3, BA0, ROT2) ; ejecución del ciclo en el círculo parcialN50 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P112/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.11 G276 Fresado de espiga rectangularCon el ciclo "Espiga rectangular" (G276) se pueden realizar espigas con unasección rectangular y cualquier orientación, aunque la superficie de revesti‐miento y la superficie plana se fresarán al comienzo de la espiga (aquí deno‐minado base). Aquí se diferencia entre desbaste (varios cortes, tanto en di‐rección de aproximación como en dirección radial) y acabado (fresado de pa‐red único, en caso necesario, varios cortes radiales en la base). La aproxi‐mación profunda se realiza con marcha rápida en el exterior para garantizarpor tanto que la superficie rectangular cuenta por todos sus lados con unazona sin material con un ancho mínimo que se desprende de la suma deldiámetro de la fresa, la distancia de seguridad (parámetro RD) y el margenpara mecanizado del lado de la pared (parámetro AW).
Fig. 7-33: G276 Fresado de espiga rectangular
G276 Fresado de espiga rectangularG276(CV,ORI,LE,WI,R,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
CV SD.SysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
ORI SD.SysCyc.ORI Punto de referencia Integer Opcional 1 Esquina estándar2 CentroPreajuste 1
LE SD.SysCyc.LE Longitud Real Obligato‐rio
Absoluto
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 113/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G276 Fresado de espiga rectangularG276(CV,ORI,LE,WI,R,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
WI SD.SysCy.WI Ancho Real Obligato‐rio
Absoluto
R SD.SysCyc.R Radio de la esquina Real Opcional >=0Preajuste 0
PA SD.SysCyc.PA Ángulo Real Opcional AbsolutoPreajuste 0
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional >=0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional >0Estándar: un corte de desbasteen la dirección de aproximación
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcional >=0Estándar 2 mm
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcional >0Estándar: CG% del diámetro dela herramienta
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcional >0Estándar es el margen para me‐canizado uniforme entre UL yDT.
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >=0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >=0
FE SD.SysCyc.FE Primer elemento.Elemento hacia el que se efec‐túa la aproximación radial.
Integer Opcional 1<=FE<=4FE1 corresponde al lado con lalongitud WI, que está en la direc‐ción PA. Contando en sentidohorario.Preajuste 1.
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P114/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G276 Fresado de espiga rectangularG276(CV,ORI,LE,WI,R,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.La posición de la próxima espiga es determinada por las coordenadas a lasque se ha desplazado en el plano de interpolación para la ejecución del ci‐clo. La posición del rectángulo respecto a la posición inicial se ve afectadapor los parámetros ORI (ORI1 posición inicial idéntica a una esquina del rec‐tángulo, ORI2 posición inicial corresponde al centro del rectángulo), el ángu‐lo de giro PA y los signos de la longitud LE y el ancho WI. Si PA es cero, elpunto de referencia en el respectivo signo positivo es la esquina inferior iz‐quierda. Un signo negativo en LE o WI desplaza el punto de referencia a laesquina opuesta correspondiente.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes radial entre estas coordenadas con unaprofundidad de corte uniforme, que puede ser limitada con CD. Sin CD, seejecuta solamente un corte de desbaste en la dirección de aproximación.
Fig. 7-34: Parámetro de profundidad, márgenes para mecanizado y medida conG276
Cada corte en la dirección de aproximación puede ser dividido en varios cor‐tes paralelos al contorno (división de cortes radial desde el exterior al inte‐rior), cuya distancia equidistante entre sí está limitada por el diámetro de la
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 115/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

herramienta multiplicado por el uso máximo de la herramienta CG. La direc‐ción del contorneado se define en función de la dirección de giro del husillo ypuede verse afectada por PF. Los signos de LE y WI no afectan a la direc‐ción de contorneado. La aproximación radial se realiza siempre en el centrodel lado del rectángulo que debe definirse con el parámetro FE.
Fig. 7-35: Parámetro del primer elemento FE con G276Con el margen para mecanizado en la pared AW se describe el estado inicialde la pieza sin mecanizar. Si se suprime el parámetro, se parte de un mar‐gen para mecanizado que se puede mecanizar con un único corte radial, esdecir, el margen es igual al uso máximo de la herramienta CG multiplicadopor el diámetro de la herramienta. Dado que AW determina la distancia radialde la herramienta en la aproximación, AW debería indicarse siempre por ra‐zones de seguridad. Esto también afecta a una espiga que ya se ha mecani‐zado previamente, donde AW describe el ancho de la superficie de la baseque debe mecanizarse.Con el margen para mecanizado en la base AL se puede definir hasta quéaltura sobre la superficie plana se extiende el margen para mecanizado AW.Por encima de esta altura hasta UL se aplica el margen para mecanizado dellado de la pared estándar de CG % del diámetro de la herramienta. Por estarazón, indique AL en el desbaste (CV 1 o 2) para dar a conocer un margenpara mecanizado no uniforme entre UL y DT como, por ejemplo, puede dar‐se por medio de una medida de fundición en la pared o la base.El centro de la fresa se posiciona en el desplazamiento alrededor de la dis‐tancia radial que se desprende del radio de la herramienta, la distancia deseguridad radial RD y el margen para mecanizado radial correspondiente alotro lado del primer elemento FE y la herramienta se coloca con la marcharápida en la profundidad de aproximación correspondiente. Se adiciona unaaproximación radial perpendicular y un contorneado equidistante de la espi‐ga. Les siguen otras aproximaciones radiales y contorneados hasta que sealcance la medida de acabado RSL en el desbaste o la medida final de laespiga en el acabado. En el fresado de la medida final, se desplaza con unacorrección de radio del filo y a cada uno se le añade un arco circular de colo‐cación y salida.Tras finalizar por completo una cadena de cortes radial, se repliega la distan‐cia de seguridad SDI en la dirección de aproximación y puede realizarse elsiguiente corte de la división en la dirección de aproximación. Tras finalizar elmecanizado por arranque de viruta, la herramienta se desplaza a la posición
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P116/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

de retroceso RL o alrededor de SDI a través del plano de referencia UL para,a continuación, alcanzar otra vez las coordenadas iniciales en el plano de in‐terpolación a las que se desplazaron antes de la llamada de ciclo.El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabadoen la base). El ancho de la base se define en el acabado de la base nueva‐mente por medio de AW. El acabado se realiza siempre en un único corte enla dirección de aproximación. En la dirección radial también pueden ser va‐rios. Para realizar el acabado se puede activar un avance especial FF.Si el ancho de contacto real de la herramienta es menor que el diámetro dela fresa, entonces podrá aumentar el avance efectivo en los redondeos y lasesquinas, a diferencia del avance programado, para asegurar el avance pre‐visto en el punto de contacto de la herramienta en ciertos límites.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: Debe mecanizarse una espiga rectangular mediante desbaste y acabado. Laprofundidad máxima de corte en el desbaste es de 8 mm. Para el acabadodebe mantenerse una medida del lado de la pared de 1 mm y en la base unamedida de 0,8 mm.
Fig. 7-36: Ejemplo G276 Fresado de espiga rectangularPrograma para G276 Fresado de espiga rectangular
N10 T1 M6 ; cambio de herramientaN20 RAD G90 G17 ; sistema de coordenadas del programaN30 G95 G97 F1000 S1000 M3 ; valores tecnológicosN40 G0 Z200 ; posicionamiento previo
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 117/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

GN50 G276 (CV2, ORI1, LE60, WI40, R4, PA0, UL-2, SDI3, DT-20, RL0, CD8, RD2, AW5, AL18, RSW1, RSL0.8, FF790, PC PF, CG80) ; ciclo de espiga rectangular N60 X5 Y5 ; desplazamiento a la posición de referencia y ejecución del cicloN70 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P118/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.12 G277 Fresado de espiga circularCon el ciclo "Espiga circular" (G277) se puede realizar espigas con una sec‐ción circular, aunque la superficie de revestimiento y la superficie plana sefresarán al comienzo de la espiga (aquí denominado base). Aquí se diferen‐cia entre desbaste (varios cortes, tanto en dirección de aproximación comoen dirección radial) y acabado (fresado de pared único, en caso necesario,varios cortes radiales en la base). La aproximación profunda se realiza conmarcha rápida en el exterior para garantizar por tanto que el círculo cuentepor todos sus lados con una zona sin material con un ancho mínimo que sedesprende de la suma del diámetro de la fresa, la distancia de seguridad (pa‐rámetro RD) y el margen para mecanizado del lado de la pared (parámetroAW).
Fig. 7-37: G277 Fresado de espiga circular
G277 Fresado de espiga circularG277(CV,HD,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FA,FF,PC,CG)
CV SD.SysCyc.CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2.
HD SD.SysCyc.HD Diámetro Real Obligato‐rio
>0
UL SD.SysCyc.UL Altura de referencia Real Obligato‐rio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcional >=0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obligato‐rio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcional Absoluto
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 119/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G277 Fresado de espiga circularG277(CV,HD,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FA,FF,PC,CG)
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcional >0Estándar: un corte de desbasteen la dirección de aproximación
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcional >=0Estándar 2 mm
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcional >0
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcional >0
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcional >=0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcional >=0
FA SD.SysCyc.FA Ángulo inicial de mecanizado Real Opcional AbsolutoPreajuste 0
FF SD.SysCyc.FF Avance de acabado Real Opcional >0Estándar: último valor F progra‐mado
PC SD.SysCyc.PC Dirección de marcha String Opcional Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta yen la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.La posición del centro de la próxima espiga con el diámetro HD se determinapor las coordenadas a las que se ha desplazado en el plano de interpolaciónpara la ejecución del ciclo.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes radial entre estas coordenadas con unaprofundidad de corte uniforme, que puede ser limitada con CD. Sin CD, seejecuta solamente un corte de desbaste en la dirección de aproximación.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P120/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-38: Parámetro de profundidad, márgenes para mecanizado y medida conG277
Cada corte en la dirección de aproximación puede ser dividido en varios cor‐tes paralelos al contorno (división de cortes radial desde el exterior al inte‐rior), cuya distancia equidistante entre sí está limitada por el diámetro de laherramienta multiplicado por el uso máximo de la herramienta CG. La direc‐ción del contorneado se define en función de la dirección de giro del husillo ypuede verse afectada por PF. La aproximación radial se realiza en el rayoque parte del centro del círculo con el ángulo inicial FA.Con el margen para mecanizado en la pared AW se describe el estado inicialde la pieza sin mecanizar. Si se suprime el parámetro, se parte de un mar‐gen para mecanizado que se puede mecanizar con un único corte radial, esdecir, el margen es igual al uso máximo de la herramienta CG multiplicadopor el diámetro de la herramienta. Dado que AW determina la distancia radialde la herramienta en la aproximación, AW debería indicarse siempre por ra‐zones de seguridad. Esto también afecta a una espiga que ya se ha mecani‐zado previamente, donde AW describe el ancho de la superficie de la baseque debe mecanizarse.Con el margen para mecanizado en la base AL se puede definir hasta quéaltura sobre la superficie plana se extiende el margen para mecanizado AW.Por encima de esta altura hasta UL se aplica el margen para mecanizado dellado de la pared estándar de CG % del diámetro de la herramienta. Por estarazón, indique AL en el desbaste (CV 1 o 2) para dar a conocer un margenpara mecanizado no uniforme entre UL y DT como, por ejemplo, puede dar‐se por medio de una medida de fundición en la pared o la base.El centro de la fresa se posiciona en el desplazamiento alrededor de la dis‐tancia radial que se desprende del radio de la herramienta, la distancia deseguridad radial RD y el margen para mecanizado radial correspondiente alotro lado del primer elemento FE y la herramienta se coloca con la marcharápida en la profundidad de aproximación correspondiente. Se adiciona unaaproximación radial perpendicular y un contorneado equidistante de la espi‐ga. Les siguen otras aproximaciones radiales y contorneados hasta que sealcance la medida de acabado RSL en el desbaste o la medida final de laespiga en el acabado. En el fresado de la medida final, se desplaza con unacorrección de radio del filo y a cada uno se le añade un arco circular de colo‐cación y salida.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 121/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Tras finalizar por completo una cadena de cortes radial, se repliega la distan‐cia de seguridad SDI en la dirección de aproximación y puede realizarse elsiguiente corte de la división en la dirección de aproximación. Tras finalizar elmecanizado por arranque de viruta, la herramienta se desplaza a la posiciónde retroceso RL o alrededor de SDI a través del plano de referencia UL para,a continuación, alcanzar otra vez las coordenadas iniciales en el plano de in‐terpolación a las que se desplazaron antes de la llamada de ciclo.El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabadoen la base). El ancho de la base se define en el acabado de la base nueva‐mente por medio de AW. El acabado se realiza siempre en un único corte enla dirección de aproximación. En la dirección radial también pueden ser va‐rios. Para realizar el acabado se puede activar un avance especial FF.Si el ancho de contacto real de la herramienta es menor que el diámetro dela fresa, aumentará el avance efectivo a diferencia del avance programadopara asegurar el avance previsto en el punto de contacto de la herramientaen ciertos límites.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: Debe mecanizarse una espiga circular según el dibujo posterior. El margenpara mecanizado no está distribuido de manera uniforme por la profundidad,aunque se supone que la parte superior con la medida radial puede mecani‐zarse en un corte. La profundidad máxima de corte es de 10 mm.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P122/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-39: Ejemplo G277 Fresado de espiga circularPrograma para G277 Fresado de espiga circular
N10 T1 M6 ; cambio de herramienta (fresa D 32)N20 RAD G90 G17 ; plano N30 G95 G97 S1000 M3 F800 ; valores tecnológicosN40 G0 Z100 ; posicionamiento previoN50 G277 (HD140, UL0, SDI0, DT-40, CD10, AL20, AW40,RSL1, RSW.02, FF600, PC CD) ; definición de cicloN60 G0 XX0 Y0 ; llamada de cicloN70 G80 X200 Y200 Z100 M5 ; retirada, borrado de llamada modal
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 123/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.13 G279 Fresado de puente rectoCon el ciclo "Puente recto" (G279) puede mecanizarse desde el exterior unelemento elevado con forma que se compone de dos superficies paralelascon la distancia del ancho WI y redondeos semicirculares en ambos lados.Un puente recto es, por tanto, lo contrario a una ranura recta o a un orificiolongitudinal recto. Con el ciclo se pueden fresar la superficie de revestimientoy la superficie plana en el comienzo del puente (aquí denominado base).Aquí se diferencia entre desbaste (varios cortes, tanto en dirección de apro‐ximación como en dirección radial) y acabado (fresado de pared único, encaso necesario, varios cortes radiales en la base). La aproximación profundase realiza con marcha rápida en el exterior para garantizar por tanto que elpuente cuenta por todos sus lados con una zona sin material con un anchomínimo que se desprende de la suma del diámetro de la fresa, la distanciade seguridad (parámetro RD) y el margen para mecanizado del lado de lapared (parámetro AW).
Fig. 7-40: G279 Fresado de puente recto
G279 Fresado de puente rectoG279(CV,LE,WI,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
CV SD.SysCyc.CV Variante de mecanizado Integer Opcio‐nal
1 Desbaste2 Completo3 AcabadoPreajuste 2
LE SD.SysCyc.LE Longitud(total de redondeo a redondeo)
Real Obliga‐torio
>0
WI SD.SysCy.WI Ancho Real Obliga‐torio
0<WI<LE
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P124/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G279 Fresado de puente rectoG279(CV,LE,WI,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
PA SD.SysCyc.PA Ángulo Real Opcio‐nal
AbsolutoPreajuste 0
UL SD.SysCyc.UL Altura de referencia Real Obliga‐torio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcio‐nal
>=0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obliga‐torio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcio‐nal
Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcio‐nal
>0Estándar: un corte de desbaste en la di‐rección de aproximación
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcio‐nal
>=0Estándar 2 mm
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcio‐nal
>0Estándar: CG% del diámetro de la herra‐mienta
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcio‐nal
>0Estándar es el margen para mecanizadouniforme entre UL y DT.
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcio‐nal
>=0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcio‐nal
>=0
FE SD.SysCyc.FE Primer elemento.Elemento hacia el que se efec‐túa la aproximación radial.
Integer Opcio‐nal
1<=FE<=4FE1 corresponde al centro del redondeo,que está en la dirección PA. Contando ensentido horario.Preajuste 1.
FF SD.SysCyc.FF Avance de acabado Real Opcio‐nal
>0Estándar: último valor F programado
PC SD.SysCyc.PC Dirección de marcha String Opcio‐nal
Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcio‐nal
5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta y
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 125/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

en la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.La posición de un centro de redondeo del próximo puente es determinadapor las coordenadas a las que se ha desplazado en el plano de interpolaciónpara la ejecución del ciclo. La línea de conexión al segundo centro de redon‐deo adopta el ángulo absoluto PA. El diámetro de los dos redondeos corres‐ponde al ancho WI. La extensión de redondeo a redondeo se define por me‐dio de la longitud LE.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes radial entre estas coordenadas con unaprofundidad de corte uniforme, que puede ser limitada con CD. Sin CD, seejecuta solamente un corte de desbaste en la dirección de aproximación.
Fig. 7-41: Parámetro de profundidad, márgenes para mecanizado y medida conG279
Cada corte en la dirección de aproximación puede ser dividido en varios cor‐tes paralelos al contorno (división de cortes radial desde el exterior al inte‐rior), cuya distancia equidistante entre sí está limitada por el diámetro de laherramienta multiplicado por el uso máximo de la herramienta CG. La direc‐ción del contorneado se define en función de la dirección de giro del husillo ypuede verse afectada por PF. La aproximación radial se realiza siempre enel centro del elemento de contorno que debe definirse con el parámetro FE.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P126/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-42: Parámetro del primer elemento FE con G279Con el margen para mecanizado en la pared AW se describe el estado inicialde la pieza sin mecanizar. Si se suprime el parámetro, se parte de un mar‐gen para mecanizado que se puede mecanizar con un único corte radial, esdecir, el margen es igual al uso máximo de la herramienta CG multiplicadopor el diámetro de la herramienta. Dado que AW determina la distancia radialde la herramienta en la aproximación, AW debería indicarse siempre por ra‐zones de seguridad. Esto también afecta a un puente que ya se ha mecani‐zado previamente, donde AW describe el ancho de la superficie de la baseque debe mecanizarse.Con el margen para mecanizado en la base AL se puede definir hasta quéaltura sobre la superficie plana se extiende el margen para mecanizado AW.Por encima de esta altura hasta UL se aplica el margen para mecanizado dellado de la pared estándar de CG % del diámetro de la herramienta. Por estarazón, indique AL en el desbaste (CV 1 o 2) para dar a conocer un margenpara mecanizado no uniforme entre UL y DT como, por ejemplo, puede dar‐se por medio de una medida de fundición en la pared o la base.El centro de la fresa se posiciona en el desplazamiento alrededor de la dis‐tancia radial que se desprende del radio de la herramienta, la distancia deseguridad radial RD y el margen para mecanizado radial correspondiente alotro lado del primer elemento FE y la herramienta se coloca con la marcharápida en la profundidad de aproximación correspondiente. Se adiciona unaaproximación radial perpendicular y un contorneado equidistante del puente.Les siguen otras aproximaciones radiales y contorneados hasta que se al‐cance la medida de acabado RSL en el desbaste o la medida final del puen‐te en el acabado. En el fresado de la medida final, se desplaza con una co‐rrección de radio del filo y a cada uno se le añade un arco circular de coloca‐ción y salida.Tras finalizar por completo una cadena de cortes radial, se repliega la distan‐cia de seguridad SDI en la dirección de aproximación y puede realizarse elsiguiente corte de la división en la dirección de aproximación. Tras finalizar elmecanizado por arranque de viruta, la herramienta se desplaza a la posiciónde retroceso RL o alrededor de SDI a través del plano de referencia UL para,a continuación, alcanzar otra vez las coordenadas iniciales en el plano de in‐terpolación a las que se desplazaron antes de la llamada de ciclo.El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabado
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 127/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

en la base). El ancho de la base se define en el acabado de la base nueva‐mente por medio de AW. El acabado se realiza siempre en un único corte enla dirección de aproximación. En la dirección radial también pueden ser va‐rios. Para realizar el acabado se puede activar un avance especial FF.Si el ancho de contacto real de la herramienta es menor que el diámetro dela fresa, podrá aumentar el avance efectivo en los redondeos a diferencia delavance programado para asegurar el avance previsto en el punto de contac‐to de la herramienta en ciertos límites.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: En una pieza de fundición debe llevarse a cabo un puente mediante desbas‐te con una profundidad máxima de corte de 7 mm y acabado en una llamadacon una fresa de vástago con un diámetro 16. El margen para mecanizadoen el puente es de un máximo de 4 mm. La aproximación radial debe efec‐tuarse en el redondeo, a cuyo centro debe desplazarse antes del ciclo. Paramecanizar completamente la superficie plana también en los redondeos R12y, por otro lado, optimizar los recorridos, se establece un margen para meca‐nizado del lado de la pared de 9 mm y paralelamente se reduce la distanciade seguridad radial en 1 mm. El margen para mecanizado en la superficieplana propia es de un máximo de 6 mm. El uso de la herramienta debe serdel 50 %, pero en los redondeos R12 aumentará realmente hasta casi el100 %.
Fig. 7-43: Ejemplo G279 Fresado de puente rectoPrograma para G279 Fresado de puente recto
N10 T1 M6; fresa de vástago D 16N20 RAD G17 G90 G95 G97 S3500 M3N30 G279 (LE90, WI40, UL0, DT-20, CD7, RD1, AW9, AL6, RSW0.5, RSL0.5, FE3, FF1250, CG50)N40 G0 X-25 Y0 F1700 ; desplazamiento a la posición de referencia y ejecución del ciclo N50 G80 X200 Y200 Z200 M5 ; retirada, borrado de llamada modal
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P128/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

7.14 G280 Fresado de puente curvadoCon el ciclo "Puente curvado" (G280) puede mecanizarse desde el exteriorun elemento elevado con forma, que es lo contrario a una ranura curvada.Aquí se pueden fresar la superficie de revestimiento y la superficie plana enel comienzo del puente (aquí denominado base). Se diferencia entre desbas‐te (varios cortes, tanto en dirección de aproximación como en dirección ra‐dial) y acabado (fresado en la pared único, en caso necesario, varios cortesradiales en la base). La aproximación profunda se realiza con marcha rápidaen el exterior para garantizar por tanto que el puente cuenta por todos suslados con una zona sin material con un ancho mínimo que se desprende dela suma del diámetro de la fresa, la distancia de seguridad (parámetro RD) yel margen para mecanizado del lado de la pared (parámetro AW).
Fig. 7-44: G280 Fresado de puente curvado
G280 Fresado de puente curvadoG279(CV,LE,WI,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
CV SD.SysCyc.CV Variante de mecanizado Integer Opcio‐nal
1 Desbaste2 Completo3 AcabadoPreajuste 2
WI SD.SysCyc.WI Ancho Real Obliga‐torio
>0
R SD.SysCyc.R Radiode la línea central curvada
Real Obliga‐torio
>0,5*WI
PA SD.SysCyc.PA Ángulodel primer punto de referencia
Real Opcio‐nal
AbsolutoPreajuste 0
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 129/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

G280 Fresado de puente curvadoG279(CV,LE,WI,PA,UL,SDI,DT,RL,CD,RD,AW,AL,RSW,RSL,FE,FF,PC,CG)
OA SD.SysCyc.OA Ángulo de abertura Real Obliga‐torio
<>0
UL SD.SysCyc.UL Altura de referencia Real Obliga‐torio
Absoluto
SDI SD.SysCyc.SDI Distancia de seguridad Real Opcio‐nal
>=0Estándar 2 mm
DT SD.SysCyc.DT Profundidad Real Obliga‐torio
Absoluto
RL SD.SysCyc.RL Altura de retirada Real Opcio‐nal
Absoluto
CD SD.SysCyc.CD Profundidad máxima de aproxi‐mación
Real Opcio‐nal
>0Estándar: un corte de desbaste en la di‐rección de aproximación
RD SD.SysCyc.RD Distancia de seguridad en elplano
Real Opcio‐nal
>=0Estándar 2 mm
AW SD.SysCyc.AW Margen para mecanizado de lapieza sin mecanizar en la pared
Real Opcio‐nal
0<AW<=R-0,5*AWEstándar: CG% del diámetro de la herra‐mienta
AL SD.SysCyc.AL Margen para mecanizado de lapieza sin mecanizar en la base
Real Opcio‐nal
>0Estándar es el margen para mecanizadouniforme entre UL y DT.
RSW SD.SysCyc.RSW Medida de acabado en la pared Real Opcio‐nal
>=0
RSL SD.SysCyc.RSL Medida de acabado en la base Real Opcio‐nal
>=0
FE SD.SysCyc.FE Primer elemento.Elemento hacia el que se efec‐túa la aproximación radial.
Integer Opcio‐nal
1<=FE<=4FE1 corresponde al centro del redondeoexterior R+0,5*WI. Contando en sentidohorario.Preajuste 1.
FF SD.SysCyc.FF Avance de acabado Real Opcio‐nal
>0Estándar: último valor F programado
PC SD.SysCyc.PC Dirección de marcha String Opcio‐nal
Marcha sincrónica PFMarcha contraria CDPreajuste PF
CG SD.SysCyc.CG Uso de la herramienta Real Opcio‐nal
5 a 100 %Preajuste 80 %
Desarrollo: El ciclo soporta todos los planos de interpolación y la programación de diá‐metro del eje X. Todas las coordenadas (aquí solo hace referencia a lascoordenadas en el eje de aproximación) deben indicarse de forma absoluta y
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P130/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

en la respectiva escala del eje (DIA/RAD), todos los demás parámetros en lamedida del radio.El ciclo funciona modalmente y debe deseleccionarse con G80.La posición de un centro de redondeo del próximo puente es determinadapor las coordenadas a las que se ha desplazado en el plano de interpolaciónpara la ejecución del ciclo. El ángulo de segmento absoluto, que discurre porel centro del puente y por el centro del redondeo, se define con el parámetroPA. La distancia del centro con respecto a los centros de los redondeos sedefine con el radio R y el ángulo de abertura con OA. El diámetro de los re‐dondeos finales corresponde al ancho WI.La tarea de mecanizado será descrita por dos coordenadas en dirección deaproximación junto con las dimensiones radiales. Estas coordenadas definenla posición del lado superior (UL) y la base (DT). Durante el desbaste (CV 1o 2) se realiza la división de cortes radial entre estas coordenadas con unaprofundidad de corte uniforme, que puede ser limitada con CD. Sin CD, seejecuta solamente un corte de desbaste en la dirección de aproximación.
Fig. 7-45: Parámetro de profundidad, márgenes para mecanizado y medida conG280
Cada corte en la dirección de aproximación puede ser dividido en varios cor‐tes paralelos al contorno (división de cortes radial desde el exterior al inte‐rior), cuya distancia equidistante entre sí está limitada por el diámetro de laherramienta multiplicado por el uso máximo de la herramienta CG. La direc‐ción del contorneado se define en función de la dirección de giro del husillo ypuede verse afectada por PF. El signo de OA no afecta a la dirección de con‐torneado. La aproximación radial se realiza siempre en el centro del arco cir‐cular que debe definirse con el parámetro FE.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 131/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Fig. 7-46: Parámetro del primer elemento FE con G280Con el margen para mecanizado en la pared AW se describe el estado inicialde la pieza sin mecanizar. Este está limitado y no debe ser mayor queR-0,5*WI. Si se suprime el parámetro AW, se parte de un margen para me‐canizado con el que se puede mecanizar con un único corte radial, es decir,el margen es igual al uso máximo de la herramienta CG multiplicado por eldiámetro de la herramienta. Dado que AW determina la distancia radial de laherramienta en la aproximación, AW debería indicarse siempre por razonesde seguridad. Esto también afecta a un puente que ya se ha mecanizadopreviamente, donde AW describe el ancho de la superficie de la base quedebe mecanizarse.Con el margen para mecanizado en la base AL se puede definir hasta quéaltura sobre la superficie plana se extiende el margen para mecanizado AW.Por encima de esta altura hasta UL se aplica el margen para mecanizado dellado de la pared estándar de CG % del diámetro de la herramienta. Por estarazón, indique AL en el desbaste (CV 1 o 2) para dar a conocer un margenpara mecanizado no uniforme entre UL y DT como, por ejemplo, puede dar‐se por medio de una medida de fundición en la pared o la base.El centro de la fresa se posiciona en el desplazamiento alrededor de la dis‐tancia radial que se desprende del radio de la herramienta, la distancia deseguridad radial RD y el margen para mecanizado radial correspondiente alotro lado del primer elemento FE y la herramienta se coloca con la marcharápida en la profundidad de aproximación correspondiente. Se adiciona unaaproximación radial perpendicular y un contorneado equidistante del puente.Les siguen otras aproximaciones radiales y contorneados hasta que se al‐cance la medida de acabado RSL en el desbaste o la medida final del puen‐te en el acabado. En el fresado de la medida final, se desplaza con una co‐rrección de radio del filo y a cada uno se le añade un arco circular de coloca‐ción y salida.Tras finalizar por completo una cadena de cortes radial, se repliega la distan‐cia de seguridad SDI en la dirección de aproximación y puede realizarse elsiguiente corte de la división en la dirección de aproximación. Tras finalizar elmecanizado por arranque de viruta, la herramienta se desplaza a la posiciónde retroceso RL o alrededor de SDI a través del plano de referencia UL para,a continuación, alcanzar otra vez las coordenadas iniciales en el plano de in‐terpolación a las que se desplazaron antes de la llamada de ciclo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P132/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

El acabado implica una medida de acabado en el lado en la pared RSW(acabado en la pared) o una medida de acabado en la base RSL (acabadoen la base). El ancho de la base se define en el acabado de la base nueva‐mente por medio de AW. El acabado se realiza siempre en un único corte enla dirección de aproximación. En la dirección radial también pueden ser va‐rios. Para realizar el acabado se puede activar un avance especial FF.Si el ancho de contacto real de la herramienta es menor que el diámetro dela fresa, podrá aumentar o disminuir el avance aplicado en los redondeosfrente al programado para asegurar el avance previsto en el punto de contac‐to de la herramienta en ciertos límites.Antes del ciclo, G40 (sin corrección de radio del filo) debe estar activo. El ci‐clo desactiva los elementos de transición globales (RND, RNE, CHF y CHS).
Ejemplo: Las paletas de una rueda de paletas deben terminar de mecanizarse me‐diante acabado. La medida de acabado existente en las paletas es de0,8 mm (acabado en la pared). Para minimizar el recorrido de aproximacióndebe aproximarse de modo radial al redondeo interior correspondiente.
Fig. 7-47: Ejemplo G280 Fresado de puente curvadoPrograma para G280 Fresado de puente curvado
N10 T1 M6 ; fresa de vástago D 10N20 RAD G17 G90 G95 G97 S4500 M3 F900N30 G280 (CV3, WI4, R40, PA100, OA-45, UL0, DT-15, RSW0.8, FE2)N40 G113 (MCP0, SCP0, PR25, NH6, BA0, ROT2) ; ejecución del ciclo en el círculo parcialN50 G0 G80 X200 Y200 Z200 M5 ; borrado de llamada modal y retirada
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 133/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P134/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

8 Ciclos de fresado (según contorno)8.1 Indicaciones generales
Cuando se modifican los parámetros tecnoló‐gicos externos del programa en el que estáprogramado el ciclo, el programa debe guar‐darse nuevamente.
ATENCIÓN
Los ciclos en función del contorno crean una división de cortes y la vuelven autilizar si no se han modificado los parámetros del ciclo. Guardando el pro‐grama se descartan todas las antiguas divisiones de cortes y, en caso nece‐sario, se vuelven a crear.
8.2 Definición del contornoEl contorno de los ciclos de fresado se define del mismo modo que en losciclos de torneado en función del contorno (véase capítulo 11 Ciclos de tor‐neado (según contorno), página 221).
8.3 G273 Fresado de caja con cualquier contornoEl ciclo "Fresado de caja con cualquier contorno" tiene la función de fresaruna caja con un contorno de libre definición mediante una división de cortes.
Debido al excesivo número de combinacio‐nes posibles entre geometría y varianza demecanizado puede ocurrir que la división decortes calculada no cumpla las expectativasdel usuario, o bien que dañe el contorno.
AVISO
Por esta razón, el programador CN debe comprobar y aplicar los resultadosdel ciclo con la diligencia necesaria. Un medio recomendable para la com‐probación es, por ejemplo, la simulación CN.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 135/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-1: G273 Fresado de caja con cualquier contorno
G273 Fresado de caja con cualquier con‐torno
G273(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR,ANG,FI)
S Bloque inicial del contorno que de‐be mecanizarse
String Opcional
E Bloque final del contorno que debemecanizarse
String Opcional
L Etiqueta de inicio del contorno quedebe mecanizarse
String Opcional
H Etiqueta final del contorno que de‐be mecanizarse
String Opcional
P Nombre de subprograma de la defi‐nición del contorno
String Opcional
CV
Variante de mecanizado
Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P136/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G273 Fresado de caja con cualquier con‐torno
G273(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR,ANG,FI)
CVTAlgoritmo de fresado
Integer Opcional 1 Equidistante2 MeandroPreajuste 1
CDProfundidad máxima de aproxima‐ción
Real Opcional Incremental>0Estándar: un corte de desbaste en la direcciónde aproximación
FFAvance de acabado
Real Opcional >0Estándar: último valor F programado
AW Margen para mecanizado de la pie‐za sin mecanizar en la pared
Real Opcional >0
AL Margen para mecanizado de la pie‐za sin mecanizar en la base
Real Opcional >0
RSWMedida de acabado en la pared
Real Opcional >0Estándar sin medida
RSLMedida de acabado en la base
Real Opcional >0Estándar sin medida
UL Altura de referencia Real Obligatorio Absoluto
DT Profundidad Real Obligatorio Absoluto
RLAltura de retirada
Real Opcional AbsolutoEstándar UL+-SDI
CGUso de la herramienta
Real Opcional 5 a 100 %Preajuste 80 %
SDI Distancia de seguridad perpendicu‐lar al plano de mecanizado
Real Opcional >=0Estándar 2 mm
RDDistancia de seguridad en el plano
Real Opcional >=0Estándar 2 mm
AT Longitud de aproximación tangen‐cial
Real Opcional >=0Estándar 0
ANLongitud de aproximación normal
Real Opcional >=0Estándar cuando ni AT/AN/AR -> AN=RD
ARRadio de aproximación
Real Opcional >=Radio de herramienta o 0Estándar 0
RTLongitud de salida tangencial
Real Opcional >=0Estándar 0
RNLongitud de salida normal
Real Opcional >=0Estándar cuando ni RT/RN/RR -> RN=RD
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 137/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G273 Fresado de caja con cualquier con‐torno
G273(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR,ANG,FI)
RRRadio de salida
Real Opcional >=Radio de herramienta o 0Estándar 0
ANGÁngulo al penetrar
Real Opcional 0 < ANG <= 90Estándar 90
FI Avance de aproximación al pene‐trar
Real Opcional > 0Estándar: último valor F programado
MA Ángulo de meandro con eje princi‐pal MA
Real Opcional -360 <= MA <= 360Estándar 0
MSP Posición inicial o posición de pene‐tración en el eje principal
Real Opcional Absoluto
SSP Posición inicial o posición de pene‐tración en el eje secundario
Real Opcional Absoluto
Fig. 8-2: Parámetros de G273La definición del contorno está descrita en el Cap. 8.2 "Definición del contor‐no" en página 135.
Si el contorno no está cerrado (el primer y el último punto son losmismos), se genera un error de tiempo de ejecución.
Un círculo único no es un contorno válido. Un contorno válidoconsta en este caso de al menos dos elementos.
Parámetros no programados: Cuando el margen para mecanizado de la pieza sin mecanizar en la base ALno está programado, el ciclo parte del supuesto que la caja está completa‐mente llena. Será desbastada de UL a DT.Cuando el margen para mecanizado de la pieza sin mecanizar en la paredAW no está programado, se parte de una caja "llena".Cuando la profundidad máxima de aproximación CD no está programada,solo se realiza una aproximación perpendicular al plano de mecanizado. Estoprovocará que, en este caso, el parámetro AL no sea importante y sea igno‐
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P138/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

rado. El mecanizado por desbaste se realiza en Z = DT + RSL, el acabadoen Z = DT.Cuando la altura de retirada RL no está programada, entonces se retirará ala altura superior UL más la distancia de seguridad SDI. De este modo y entérminos generales la herramienta no se encuentra en la caja.Si no se ha especificado un punto inicial MSP/SSP, el ciclo selecciona inde‐pendientemente el punto inicial más adecuado. En términos generales, estepunto es la posición en la pieza que está más alejada desde todos los ladosdel contorno.
Si se debe indicar la posición inicial, ambos parámetrosMSP/SSP deben ser programados. No está permitido especificarsolo uno de los dos.
Si mediante la variante de corte CV se selecciona que solo deberealizarse el desbaste, entonces no se generará ninguna adver‐tencia para los parámetros de acabado (por ejemplo: avance deacabado, aproximación, salida). Estos parámetros serán ignora‐dos. Del mismo modo en sentido inverso (variante de corte =acabado) no se generará ninguna advertencia para los paráme‐tros de desbaste (por ejemplo: margen para mecanizado en lapared, uso de la herramienta).
Con el parámetro "Algoritmo de fresado CVT" puede especificarse de quémodo debe mecanizar el ciclo un plano (aproximación profunda).Los algoritmos posibles son:● Mecanizado por las equidistantes (CVT=1)● Mecanizado por las trayectorias de meandro (CVT=2)
Fig. 8-3: Algoritmos de fresado por equidistante (CVT=1) y meandro (CVT=2)En el mecanizado por las equidistantes se aproxima siempre de manera nor‐mal a las siguientes equidistantes en la dirección del contorno.Si se mecaniza el plano en las trayectorias de meandro, desde el centro (odesde la posición inicial)
1. se mecaniza una mitad de la caja,2. después se mecaniza la otra mitad de la caja3. y finalmente a lo largo del contorno se realiza el fresado del perfil de es‐
calera resultante.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 139/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Con el ángulo de meandro MA se pueden girar las trayectorias de meandroen el plano de mecanizado. Un valor de 0° (por defecto) significa en esteproceso que las trayectorias de meandro son paralelas al eje principal.
Fig. 8-4: Giro de las trayectorias de meandro alrededor del ángulo MADesarrollo: El ciclo mecaniza la caja en el plano seleccionado con el eje principal y el eje
secundario. Después de que se haya fresado completamente una profundi‐dad, se realiza una aproximación profunda perpendicular al plano de mecani‐zado. El número de aproximaciones profundas se calcula a partir de la pro‐fundidad máxima de corte CD. Entonces el ciclo hace todos los cortes con lamisma profundidad.Desbaste, fuera de la pieza sin mecanizarEn primer lugar se realiza una aproximación (marcha rápida) en el plano demecanizado actual junto al contorno (distancia RSW+RD o en el punto ini‐cial). En caso necesario, se desconectará una corrección del radio de la he‐rramienta activa en el proceso. Posteriormente se aproximará perpendicular‐mente con la marcha rápida al plano según CD. Ahora el ciclo realiza el fre‐sado con el avance activo de modo normal hacia el contorno, hasta RSW.A continuación, se recorre el contorno con la medida equidistante RSW y elavance activo.
La dirección de mecanizado en la caja es la misma que la direc‐ción en la que se ha definido el contorno.
Tras fresar el contorno, se retirará en SDI y RD del contorno.Desbaste, dentro de la pieza sin mecanizarEn primer lugar se realiza una aproximación (marcha rápida) en el plano demecanizado actual. En caso necesario, se desconectará una corrección delradio de la herramienta activa.Posteriormente se aproximará perpendicularmente al plano según CD. El ti‐po de aproximación se rige en este caso según los parámetros "Ángulo deaproximación" ANG y "Medida de la pieza sin mecanizar en la pared" AW.Una vez se realice la aproximación con avance y se haya programado el pa‐rámetro "Avance de aproximación" FI, el ciclo activa este avance para laaproximación profunda.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P140/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-5: Variantes de aproximación para G273En los próximos pasos y en función del algoritmo de fresado CVT se efectua‐rá la aproximación siempre con el avance activo de modo normal hacia elcontorno según el CG programado y un fresado en una equidistante alrede‐dor del contorno, o bien se fresará el material en un desplazamiento delmeandro.
El número de aproximaciones en el plano de mecanizado duranteel mecanizado de equidistantes se calcula a partir de la aproxi‐mación máxima:CG × diámetro de la herramientaEntonces el ciclo hace todas las aproximaciones con la mismadistancia.Lo mismo se aplica para la distancia entre las trayectorias demeandro.
Para que puedan detectarse correctamente las colisiones entre elcontorno y la herramienta, el ciclo emplea la función CN de su‐pervisión de colisión "Collission, CLN". Tras el ciclo, la supervi‐sión de colisión se establece con "CLN(DEF)" en dos bloques desupervisión y permanece activa.
Este desarrollo se repite hasta que en la aproximación profunda actual se al‐cance la medida de acabado RSW.Tras fresar el contorno, se retirará en SDI y RD del contorno.Acabado, en la baseAnálogamente al , página 140, se aproxima dentro del contorno y posterior‐mente la caja se realiza en las trayectorias programadas equidistantes o enlas trayectorias de meandro. Un desplazamiento de aproximación y salidaconforme a los parámetros AN/AR/AT o RN/RR/RT solo se lleva a cabo en elúltimo corte, directamente en el contorno.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 141/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-6: Variantes y parámetros de los desplazamientos de aproximación y sa‐lida
Además, la corrección de radio de herramienta solo se activará en este últi‐mo corte. Previamente el radio de la herramienta se calcula mediante la divi‐sión de cortes.
En el corte que se realiza en el contorno (con G41/G42 activo) seespecifica la velocidad de avance de la trayectoria del centro(función CN de corrección del avance, centro de la fresa "G46").Después del ciclo se restablece el estado de entrada de la fun‐ción modal.
Como se representa en la siguiente imagen, en contornos cóncavos puededarse que se realice un fresado en parte del "material", o bien que partes dela pieza sin mecanizar no se mecanicen por completo. En este caso se reco‐mienda mecanizar previamente las "cajas" del contorno convexo con una lla‐mada por separado.
Fig. 8-7: Ejemplo de una zona crítica durante el ciclo G273 Fresado de cajacon cualquier contorno
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P142/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

El ciclo no realiza ningún cálculo o mecanizado de los cortes res‐tantes. Esto puede provocar (sobre todo en trayectorias progra‐madas equidistantes) que la caja no sea mecanizada por comple‐to. En la imagen representada (Fig. 8-8 "Display del problema dela esquina" en página 143) permanecen en los ángulos agudospartes del material. Si el uso de la herramienta CG es menor que[SIN(ángulo/2)+1]/2*100 %, entonces no quedará material en elángulo. En el ejemplo se aplica CG < [SIN(60° / 2)+1]/2*100 % =75 %.
Fig. 8-8: Display del problema de la esquinaParticularidades o restricciones:● El radio en la aproximación y la salida (AR, RR) debe ser mayor que el
radio de la herramienta.● El contorno debe comprender un máximo de 50 elementos, incl. la ayu‐
da de entrada (RND, CHL, CHS, secuencias de puntos).● El número de desplazamientos finales está limitado a 500.
Ejemplo:
Fig. 8-9: Ejemplo para ciclo G273
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 143/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Programa:
N10 G17 G90 G94 F650 D1 ; inicializaciónN20 G0 X5 Y14 Z35 ; desplazamiento a punto inicialN30 G273 (S100,E160,UL30,DT23,CD4,RSL0.5,RSW0.5,SDI1,RD1,AR6,RR6) ; llamada de cicloN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 G0 X5 Y28N110 X0N120 Y12N130 G3 X4 Y8 R4N140 G0 X18N150 Y16N160 X5 Y28
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P144/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

8.4 G278 Fresado de espiga con cualquier contornoEl ciclo "Fresado de espiga con cualquier contorno" tiene la función de fresaruna espiga con un contorno de libre definición mediante una división de cor‐tes.
Debido al excesivo número de combinacio‐nes posibles entre geometría y varianza demecanizado puede ocurrir que la división decortes calculada no cumpla las expectativasdel usuario, o bien que dañe el contorno.
AVISO
Por esta razón, el programador CN debe comprobar y aplicar los resultadosdel ciclo con la diligencia necesaria. Un medio recomendable para la com‐probación es, por ejemplo, la simulación CN.
Fig. 8-10: G278 Fresado de espiga con cualquier contorno
G278 Fresado de espiga con cualquiercontorno
G278(S,E,L,H,P,CV,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR)
S Bloque inicial del contorno que de‐be mecanizarse
String Opcional
E Bloque final del contorno que debemecanizarse
String Opcional
L Etiqueta de inicio del contorno quedebe mecanizarse
String Opcional
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 145/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G278 Fresado de espiga con cualquiercontorno
G278(S,E,L,H,P,CV,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR)
H Etiqueta final del contorno que de‐be mecanizarse
String Opcional
P Nombre de subprograma de la defi‐nición del contorno
String Opcional
CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
CD Profundidad máxima de aproxima‐ción
Real Opcional Incremental>0Estándar: un corte de desbaste en la direcciónde aproximación
FF Avance de acabado Real Opcional >0Estándar: último valor F programado
AW Margen para mecanizado de la pie‐za sin mecanizar en la pared
Real Opcional >0
AL Margen para mecanizado de la pie‐za sin mecanizar en la base
Real Opcional >0
RSW Medida de acabado en la pared Real Opcional >0Estándar sin medida
RSL Medida de acabado en la base Real Opcional >0Estándar sin medida
UL Altura de referencia Real Obligatorio Absoluto
DT Profundidad Real Obligatorio Absoluto
RL Altura de retirada Real Opcional AbsolutoEstándar UL+-SDI
CG Uso de la herramienta Real Opcional 5 a 100 %Preajuste 80 %
SDI Distancia de seguridad perpendicu‐lar al plano de mecanizado
Real Opcional >=0Estándar 2 mm
RD Distancia de seguridad en el plano Real Opcional >=0Estándar 2 mm
AT Longitud de aproximación tangen‐cial
Real Opcional >=0Estándar 0
AN Longitud de aproximación normal Real Opcional >=0Estándar cuando ni AT/AN/AR -> AN=RD
AR Radio de aproximación Real Opcional >=Radio de herramienta o 0Estándar 0
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P146/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G278 Fresado de espiga con cualquiercontorno
G278(S,E,L,H,P,CV,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,AT,AN,AR,RT,RN,RR)
RT Longitud de salida tangencial Real Opcional >=0Estándar 0
RN Longitud de salida normal Real Opcional >=0Estándar cuando ni RT/RN/RR -> RN=RD
RR Radio de salida Real Opcional >=Radio de herramienta o 0Estándar 0
Fig. 8-11: Parámetros de G278La definición del contorno está descrita en el capítulo 8.2 Definición del con‐torno, página 135.
Si el contorno no está cerrado (el primer y el último punto son losmismos), se genera un error de tiempo de ejecución.
Un círculo único no es un contorno válido. Un contorno válidoconsta en este caso de al menos dos elementos.
Parámetros no programados: Cuando el margen para mecanizado de la pieza sin mecanizar en la base ALno está programado, entonces se mecaniza la espiga completa (de UL aDT).Cuando el margen para mecanizado de la pieza sin mecanizar en la paredAW no está programado, entonces solo se desplazará una vez (por cadaaproximación profunda) por el contorno. El parámetro "Uso de la herramien‐ta" CG no tiene importancia y se ignorará. En este caso, el desbaste se reali‐za en una equidistante con la distancia D = RSW + radio de herramienta porel contorno, el acabado se efectúa con la corrección del radio de la herra‐mienta (G41/G42) en el contorno.Cuando la profundidad máxima de aproximación CD no está programada,solo se realiza una aproximación perpendicular al plano de mecanizado. Estoprovocará que, en este caso, el parámetro AL no sea importante y sea igno‐rado. El mecanizado por desbaste se realiza en Z = DT + RSL, el acabadoen Z = DT.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 147/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Si mediante la variante de corte CV se selecciona que solo deberealizarse el desbaste, no se generará ninguna advertencia paralos parámetros de acabado (por ejemplo: avance de acabado,aproximación, salida). Estos parámetros serán ignorados. Delmismo modo en sentido inverso (variante de corte = acabado) nose generará ninguna advertencia para los parámetros de desbas‐te (por ejemplo: margen para mecanizado en la pared, uso de laherramienta).
Desarrollo: El ciclo mecaniza la espiga en el plano seleccionado con el eje principal y eleje secundario. Después de que se haya fresado completamente una profun‐didad, se realiza una aproximación profunda perpendicular al plano de meca‐nizado. El número de aproximaciones profundas se calcula a partir de la pro‐fundidad máxima de corte CD. Entonces el ciclo hace todos los cortes con lamisma profundidad.
Desbaste, fuera de la pieza sinmecanizar
En primer lugar se realiza una aproximación (marcha rápida) en el plano demecanizado actual junto al contorno (distancia RSW+RD). En caso necesa‐rio, se desconectará una corrección del radio de la herramienta activa en elproceso. Posteriormente se aproximará perpendicularmente con la marcharápida al plano según CD. Ahora el ciclo realiza el fresado con el avance ac‐tivo de modo normal hacia el contorno, hasta RSW.
La aproximación normal hacia el contorno se efectúa siempredesde el punto inicial del contorno definido.
A continuación, se recorre el contorno con la medida equidistante RSW y elavance activo.
La dirección de mecanizado alrededor de la espiga es la mismaque la dirección en la que se ha definido el contorno.
Tras fresar el contorno, se retirará en SDI y RD del contorno.Desbaste, dentro de la pieza sin
mecanizarEn primer lugar se realiza una aproximación (marcha rápida) en el plano demecanizado actual junto a la pieza sin mecanizar (distancia AW+RD). En ca‐so necesario, se desconectará una corrección del radio de la herramienta ac‐tiva. Posteriormente se aproximará perpendicularmente con la marcha rápidaal plano según CD. En los próximos pasos se efectuará la aproximaciónsiempre con el avance activo de modo normal hacia el contorno según el CGprogramado y un fresado en una equidistante alrededor del contorno.
El número de aproximaciones en el plano de mecanizado se cal‐cula a partir de la aproximación máxima CG*diámetro de la herra‐mienta. Entonces el ciclo hace todos los cortes con la misma pro‐fundidad.
Para que puedan detectarse correctamente las colisiones entre elcontorno y la herramienta, el ciclo emplea la función CN de su‐pervisión de colisión "Collission, CLN". Tras el ciclo, la supervi‐sión de colisión se establece con "CLN(DEF)" en dos bloques desupervisión y permanece activa.
Este desarrollo se repite hasta que en la aproximación profunda actual se al‐cance la medida de acabado RSW.Tras fresar el contorno, se retirará en SDI y RD del contorno.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P148/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Acabado, en la base Análogamente al , página 148, se aproxima junto a la pieza sin mecanizar yposteriormente la espiga se elabora en las trayectorias programadas equidis‐tantes. Un desplazamiento de aproximación y salida conforme a los paráme‐tros AN/AR/AT o RN/RR/RT solo se lleva a cabo en el último corte, directa‐
mente en el contorno.
Fig. 8-12: Variantes y parámetros de los desplazamientos de aproximación y sa‐lida
Además, la corrección de radio de herramienta solo se activará en este últi‐mo corte. Previamente el radio de la herramienta se calcula mediante la divi‐sión de cortes.
En el corte que se realiza en el contorno (con G41/G42 activo) seespecifica la velocidad de avance de la trayectoria del centro(función CN de corrección del avance, centro de la fresa "G46").Después del ciclo se restablece el estado de entrada de la fun‐ción modal.
Como se representa en la siguiente imagen, en contornos cóncavos puededarse que se realice un fresado en parte del "material", o bien que partes dela pieza sin mecanizar no se mecanicen por completo. En este caso se reco‐mienda mecanizar previamente las "cajas" del contorno convexo con el cicloG273 Fresado de caja con cualquier contorno, página 135.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 149/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-13: Problema con contornos cóncavosParticularidades o restricciones:● Tanto en aproximaciones como en salidas se deben poder realizar sin
causar colisiones.● El radio en la aproximación y la salida (AR, RR) debe ser mayor que el
radio de la herramienta.● El contorno debe comprender un máximo de 50 elementos, incl. la ayu‐
da de entrada (RND, CHL, CHS, secuencias de puntos).● El número de desplazamientos finales está limitado a 500.
Ejemplo:
Fig. 8-14: Ejemplo para el ciclo G278 Fresado de espiga con contornoPrograma para G278 Fresado de espiga con cualquier contorno
N10 G17 G90 G94 F650 D1 ; inicializaciónN20 G0 X0 Y0 Z35 ; desplazamiento a punto inicialN30 G278 (S100,E160,UL30,DT23,AW10,CD4,RSL0.5,RSW0.5,SDI1,RD1,AR8,RR8) ; llamada de cicloN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 G0 X5 Y18N110 X0N120 Y12N130 G3 X4 Y8 R4
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P150/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

N140 G0 X8N150 Y16N160 X5 Y18
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 151/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

8.5 G290 Fresado de trayectoriaEl ciclo "Fresado de trayectoria" tiene la función de fresar a lo largo de uncontorno especificado mediante una división de cortes. El contorno se meca‐nizará en varias aproximaciones profundas. En función de la parametrizaciónse realizarán cortes de desbaste (con medida de acabado) y cortes de aca‐bado.
Debido al excesivo número de combinacio‐nes posibles entre geometría y varianza demecanizado puede ocurrir que la división decortes calculada no cumpla las expectativasdel usuario, o bien que dañe el contorno.
AVISO
Por esta razón, el programador CN debe comprobar y aplicar los resultadosdel ciclo con la diligencia necesaria. Un medio recomendable para la com‐probación es, por ejemplo, la simulación CN.
Fig. 8-15: G290 Fresado de trayectoria
G290 Fresado de trayectoriaG290(S,E,L,H,P,CV,CVT,FT,CD,FF,FI,RSW,RSL,UL,DT,RL,SDI,AT,AN,AR,RT,RN,RR)
S Bloque inicial del contorno que debemecanizarse
String Opcional
E Bloque final del contorno que debemecanizarse
String Opcional
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P152/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G290 Fresado de trayectoriaG290(S,E,L,H,P,CV,CVT,FT,CD,FF,FI,RSW,RSL,UL,DT,RL,SDI,AT,AN,AR,RT,RN,RR)
L Etiqueta de inicio del contorno quedebe mecanizarse
String Opcional
H Etiqueta final del contorno que debemecanizarse
String Opcional
P Nombre de subprograma de la defini‐ción del contorno
String Opcional
CV Variante de mecanizado Integer Opcional 1 Desbaste2 Completo3 AcabadoPreajuste 2
CVT Algoritmo de división de cortes Integer Opcional 1 Retirada en UL+SDI2 Retirada en RL3 Bidireccional4 Sin retiradaPreajuste 1
FT Tipo de desplazamientos intermedios Integer Opcional 1 Con marcha rápida2 Con avancePreajuste 1
CD Profundidad máxima de aproximación Real Opcional Incremental>0Estándar: un corte de desbaste en la direcciónde aproximación
FF Avance de acabado Real Opcional >0Estándar: último valor F programado
FI Avance de aproximación profunda Real Opcional >0 o -1 para marcha rápidaEstándar: último valor F programado
RSW Medida de acabado en la pared Real Opcional >0Estándar sin medida
RSL Medida de acabado en la base Real Opcional >0Estándar sin medida
UL Altura de referencia Real Obligato‐rio
Absoluto
DT Profundidad Real Obligato‐rio
Absoluto
RL Altura de retirada Real Opcional AbsolutoEstándar UL+-SDI
SDI Distancia de seguridad perpendicularal plano de mecanizado
Real Opcional >=0Estándar 2 mm
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 153/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G290 Fresado de trayectoriaG290(S,E,L,H,P,CV,CVT,FT,CD,FF,FI,RSW,RSL,UL,DT,RL,SDI,AT,AN,AR,RT,RN,RR)
AT Longitud de aproximación tangencial Real Opcional >=0Estándar 0
AN Longitud de aproximación normal Real Opcional >=0 con G41/G42Estándar 0
AR Radio de aproximación Real Opcional >=Radio de herramienta o 0Estándar 0
RT Longitud de salida tangencial Real Opcional >=0Estándar 0
RN Longitud de salida normal Real Opcional >=0 con G41/G42Estándar 0
RR Radio de salida Real Opcional >=Radio de herramienta o 0Estándar 0
Fig. 8-16: Parámetros para G290La definición del contorno está descrita en el Cap. 8.2 "Definición del contor‐no" en página 135.
El contorno puede ser abierto o cerrado.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P154/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-17: Parámetros de algoritmo de división de cortes para G290 (azul paramarcha rápida, verde para avance)
Parámetros no programados: Si la profundidad máxima de aproximación CD no está programada, solo serealizará una aproximación perpendicular al plano de mecanizado. El meca‐nizado por desbaste se realiza en Z = DT + RSL, el acabado en Z = DT.Si el plano de retirada RL no estuviera programado, el ciclo se desplaza a laaltura superior UL más la distancia de seguridad SDI tras el mecanizado. Eneste caso, la herramienta se encuentra en Z = UL +- SDI tras el ciclo.
Si mediante la variante de corte CV se selecciona que solo deberealizarse el desbaste, entonces no se generará ninguna adver‐tencia para los parámetros de acabado (por ejemplo: avance deacabado, aproximación, salida). Estos parámetros serán ignora‐dos. Del mismo modo en sentido inverso (variante de corte =acabado) no se generará ninguna advertencia para los paráme‐tros de desbaste (por ejemplo: medida de acabado).
Desarrollo: El ciclo mecaniza la trayectoria programada especificada en el plano selec‐cionado con el eje principal y el eje secundario. Después de que se haya fre‐sado completamente una profundidad, se realiza una aproximación profundaperpendicular al plano de mecanizado. El número de aproximaciones profun‐das se calcula a partir de la profundidad máxima de corte CD. Entonces elciclo hace todos los cortes con la misma profundidad.DesbasteEn primer lugar se realiza una aproximación (marcha rápida) en el plano demecanizado actual a la posición inicial para el desplazamiento de aproxima‐ción. Posteriormente se aproximará con la marcha rápida o el avance para laaproximación profunda FI perpendicular al plano según CD.Le sigue un desplazamiento de aproximación hacia AT/AN/AR y el ciclo reali‐za el fresado sin corrección de radio de herramienta por el contorno (despla‐zado la medida de acabado RSW y el radio de la herramienta).
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 155/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

La dirección de mecanizado por el contorno es la misma que ladirección en la que se ha definido el contorno. La única excep‐ción son las trayectorias programadas rectas con un mecanizadobidireccional.
Tras llegar al final del contorno, el ciclo realiza el desplazamiento de salidasegún RT/RN/RR.
Fig. 8-18: Variantes y parámetros de los desplazamientos de aproximación y sa‐lida
Tras realizar el fresado y según CVT [véase fig. 8-17 parámetro "Algoritmode división de cortes para G290" (azul para marcha rápida, verde para avan‐ce), página 155] se retirará o se desplazará de nuevo a la posición inicial delsiguiente desplazamiento de aproximación.Le siguen varias aproximaciones profundas hasta que se alcance la medidade acabado RSL.AcabadoEl acabado se realiza análogamente al desbaste. No obstante, en este pasodel mecanizado se realizará un fresado con corrección de radio de herra‐mienta activa directamente en el contorno (sin medida de acabado).Posteriormente se aproximará perpendicularmente con la marcha rápida alplano según CD. En este proceso se activa la corrección de radio de herra‐mienta (G41/G42). Después se realiza el fresado en el contorno.
En el corte que se realiza en el contorno (con G41/G42 activo) seespecifica la velocidad de avance de la trayectoria del centro(función CN de corrección del avance, centro de la fresa "G46").Después del ciclo se restablece el estado de entrada de la fun‐ción modal.
Efecto de la corrección de radiode herramienta G40/G41/G42:
El ciclo determina la división de cortes según la corrección de radio de herra‐mienta, que estaba activa para la llamada de ciclo. Tanto la medida de aca‐bado de la pared RSW como la dirección de aproximación y salida de defi‐nen de este modo. En el acabado por el contorno se activará la correspon‐diente corrección de radio de herramienta.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P156/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Por ejemplo, si G42 (mecanizado a la derecha de la pieza) está activo en lallamada de ciclo, entonces la medida de acabado actúa hacia la derecha(visto en la dirección de contorno), la aproximación y la salida se realizandesde la derecha y durante el acabado se activa G42.Un caso especial es una corrección de radio de herramienta desactivada(G40). En este caso se desplazará al contorno definido. Una medida de aca‐bado de pared programada RSW provoca un error en el tiempo de ejecución.Con los signos de las longitudes normales de aproximación AN y salida RNse puede especificar la dirección a partir de la cual se realiza la aproximacióny la salida. Si se ha programado un radio para la aproximación o la salidaAR/RR, se deberá indicar también una longitud normal AN o RN para que elciclo tenga conocimiento de en qué dirección debe discurrir el arco circular.
Fig. 8-19: Efecto de la corrección de radio de herramienta G40/G41/G42Particularidades o restricciones:● Tanto en aproximaciones como en salidas se deben poder realizar sin
causar colisiones.● El radio en la aproximación y la salida (AR, RR) debe ser mayor que el
radio de la herramienta.● El contorno debe comprender un máximo de 50 elementos, incl. la ayu‐
da de entrada (RND, CHL, CHS, secuencias de puntos).● El número de desplazamientos finales está limitado a 500.● No se efectúa ninguna supervisión de colisiones con contorno durante
los desplazamientos a la posición inicial.Ejemplo:
Fig. 8-20: Ejemplo de fresado de trayectoriaLa trayectoria programada debe ser fresada con una aproximación profundamáxima de 4 mm. La distancia de seguridad es de 1 mm, la medida de des‐
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 157/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

baste es de 0,5 mm cada una y el radio de aproximación o salida debe serde 6 mm. Trascurrido el ciclo debe desplazarse a Z = 40.Programa para G290 Fresado de trayectoria
G0 X0 Y40 Z40 G17 G90 D1 F1000 G42 ; inicializaciónN20 G0 X0 Y30 Z35 ; desplazamiento a punto inicialG290(S100, E150, UL30, DT23, CD4, AR 6, RR6, SDI1, RSW0.5, RSL0.5, RL40) ; llamada de cicloG40 ; desconexión de la corrección de herramientaN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 G0 X0 Y28N120 Y12N130 G3 X4 Y8 R4N140 G0 X18N150 Y16
8.6 Fresado de caja con contorno e islas8.6.1 Información general
El ciclo capítulo 8.6.4 G281 Fresado de caja con contorno e islas, pági‐na162 tiene la función de fresar una caja con un contorno de libre definiciónmediante una división de cortes. La caja puede contener islas, que puedendefinirse del mismo modo mediante cualquier contorno.Las islas del contorno para la caja con islas se definen mediante el siguienteciclo G288. Además, con el ciclo G289 (véase capítulo 8.6.3 G289 Defini‐ción de puntos iniciales, página 160) se pueden especificar los puntos inicia‐les para la caja con islas.Estos dos ciclos de ayuda no ejecutan desplazamientos por sí mismos. Solotienen la función de preparar datos para el ciclo "Fresado de caja con contor‐no e islas".
8.6.2 G288 Definición de islaEl ciclo "Definición de islas del contorno" es un ciclo de ayuda para "Fresadode caja con contorno e islas". Aquí se definen las islas que deben contor‐nearse en una llamada de G281.
En este ciclo únicamente se definen datos. No se realiza ningúndesplazamiento.
G288 Definición de isla G288 (R,S,E,L,H,P)
R Borrar todos los contornos de islaanteriores
- Opcional
S Bloque inicial del contorno de isla String Opcional Junto con E
E Bloque final del contorno de isla String Opcional Junto con S
L Etiqueta de inicio del contorno de is‐la
String Opcional Junto con H
H Etiqueta final del contorno de isla String Opcional Junto con L
P Nombre de subprograma del contor‐no de isla
String Opcional
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P158/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

La definición del contorno de isla se realiza de manera análoga al contornocon caja, descrito en capítulo 8.6.4 G281 Fresado de caja con contorno eislas, página 162.
Antes de realizar la lectura del contorno de isla se desconectantodas las ayudas de entrada (desplazamiento, reflejo, giro). Des‐pués del ciclo se restablece el estado para la llamada de ciclo.
Si el contorno no está cerrado (el primer y el último punto son losmismos), se genera un error de tiempo de ejecución.
Un círculo único no es un contorno válido. Un contorno válidoconsta en este caso de al menos dos elementos.
Por cada llamada de G288 se puede definir exactamente un contorno de is‐la. No está permitido programar varios G288 en un bloque. Un G288 efectúauna parada en la trayectoria programada.
En un bloque con referencia de contorno (como G288 con defini‐ción de isla) no puede programarse ninguna otra función CN conreferencia de contorno (por ejemplo: otro G288 o un G273). Poresta razón, en un bloque con G288 no se debe programar otrafunción CN.
Los contornos de isla definidos se guardan en una memoria interna. Si seprograma el parámetro R (sin valor), esta memoria se borrará. Si en un G288se programa R y se define una isla, el ciclo borra primero la memoria y guar‐da posteriormente el contorno de isla indicado.Si un contorno de isla se encuentra por completo fuera del contorno de la ca‐ja, esta isla será ignorada. Un contorno de isla puede estar parcial o comple‐tamente en el contorno de la caja. De esta manera se pueden elaborar relati‐vamente fácil contornos complejos de cajas.
Los puntos iniciales y los contornos de isla se mantienen inclusotras una llamada de G281.
Particularidades o restricciones:● La suma de los elementos de contorno (recorridos y segmentos de arco
circular) de todas las islas está limitada a 50.● Solo puede programarse un G288 por cada bloque.● Todos los contornos de isla deben ser cerrados.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 159/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Ejemplo:
Fig. 8-21: G288 Definición de islaPrograma para G288 Definición de isla
... N100 G288 (S1000,E1050,R) ; definición de isla, borrado antes la memoria...N600 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N1000 G1 X20 Y10N1010 X50 RND(25)N1020 Y58 RND()N1030 X20N1040 X0 Y22N1050 X20 Y10
8.6.3 G289 Definición de puntos inicialesEl ciclo "Definición de puntos iniciales" es un ciclo de ayuda para capítulo8.6 G281 Fresado de caja con contorno e islas, página 158. Aquí se definenlos puntos iniciales donde debe penetrar el ciclo G281.
En este ciclo únicamente se definen datos. No se realiza ningúndesplazamiento.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P160/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G289 Definición de puntos iniciales G289 (R,S,E,L,H,P,MSP,SSP)
R Borrar todos los puntos iniciales anteriores - Opcional
S Bloque inicial de un programa de taladrado String Opcional Junto con E
E Bloque final de un programa de taladrado String Opcional Junto con S
L Etiqueta de inicio de un programa de taladrado String Opcional Junto con H
H Etiqueta final de un programa de taladrado String Opcional Junto con L
P Subprograma de un programa de taladrado String Opcional
MSP Posición inicial en el eje principal Real Opcional Absoluto
SSP Posición inicial en el eje secundario Real Opcional Absoluto
Existen dos opciones para definir los puntos iniciales:● mediante un programa de taladrado, o● como puntos individuales.En un G289 solo debe programarse una de las dos variantes.Cuando los puntos de penetración fueron realizados en un paso anterior delproceso por medio de un programa de taladrado, este puede volver a em‐plearse para definir los puntos iniciales del ciclo. El programa de taladrado seindica simplemente en G289 como una definición del contorno. El ciclo deter‐mina los puntos finales de cada desplazamiento y los guarda como puntosiniciales.De forma alternativa, los puntos individuales se pueden indicar con los valo‐res del eje principal y el eje secundario.Por cada llamada de G289 se puede indicar exactamente un programa de ta‐ladrado. De este modo solo debería programarse un G289 por cada bloque.La función CN G289 efectúa una parada en el bloque.
En un bloque con referencia de contorno (como G289 con pro‐grama de taladrado) no puede programarse ninguna otra funciónCN con referencia de contorno (por ejemplo: otro G288 o unG273). Por esta razón, en un bloque con G289 no se debe pro‐gramar otra función CN.
Los puntos iniciales definidos se guardan en una memoria interna. Si se pro‐grama el parámetro R (sin valor), esta memoria se borrará. Si en un G289 seprograma R y se define un punto inicial, el ciclo borra primer la memoria yguarda posteriormente el punto inicial indicado.Si un punto inicial se encuentra completamente fuera del contorno de la caja,este será ignorado. Si un punto inicial se encuentra más próximo a un con‐torno de caja o de isla que el radio de la herramienta + RD, el ciclo generauna advertencia.Si se especifican los puntos iniciales, el ciclo G281 empleará solo estas posi‐ciones para la penetración. En estos puntos siempre se realizará una pene‐tración perpendicular (independientemente de ANG). La velocidad de pene‐tración se rige según el parámetro FI.
Las zonas de los puntos especificados que no pueden ser alcan‐zadas con la herramienta actual se quedarán sin mecanizar.
Los puntos iniciales y los contornos de isla se mantienen inclusotras una llamada de G281.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 161/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Particularidades o restricciones:● El número de puntos iniciales está limitado a 30.● Solo puede programarse un G289 por cada bloque.
Ejemplo: En el siguiente ejemplo se definen estos puntos como puntos de penetra‐ción:
X Y
1. Punto 50 28
2. Punto 0 28
3. Punto 0 112
4. Punto 40 85
5. Punto 35 47
Tab. 8-1: G289 Definición de puntos inicialesPrograma para G289 Definición de puntos iniciales
... N10 G17...N100 G289 (S100,E130,R) ; indicación de programa de taladrado, borrado previo de la memoriaN110 G289 (MSP35,SSP47) ; definición de punto inicial...N1000 M30 ; fin del programa;****************************;*** programa de taladrado ***;****************************N100 G0 X50 Y28N110 X0N120 Y112N130 X40 Y85
8.6.4 G281 Fresado de caja con contorno e islas
Debido al excesivo número de combinacio‐nes posibles entre geometría y varianza demecanizado puede ocurrir que la división decortes calculada no cumpla las expectativasdel usuario, o bien que dañe el contorno.
AVISO
Por esta razón, el programador CN debe comprobar y aplicar los resultadosdel ciclo con la diligencia necesaria. Un medio recomendable para la com‐probación es, por ejemplo, la simulación CN.
G281Fresado de caja con contorno e islas
G281(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,ANG,FI)
S Bloque inicial del contorno que debe me‐canizarse
String Opcional
E Bloque final del contorno que debe meca‐nizarse
String Opcional
L Etiqueta de inicio del contorno que debemecanizarse
String Opcional
H Etiqueta final del contorno que debe me‐canizarse
String Opcional
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P162/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G281Fresado de caja con contorno e islas
G281(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,ANG,FI)
P Nombre de subprograma de la definicióndel contorno
String Opcional
CV
Variante de mecanizado
Integer Opcional 1 Desbaste2 Completo3 Acabado4 PretaladradoPreajuste 2
CVTVariante de corte
Integer Opcional 1 Equidistante2 MeandroPreajuste 1
CD
Profundidad máxima de aproximación
Real Opcional Incremental>0Estándar: un corte de desbaste en la direcciónde aproximación
FFAvance de acabado
Real Opcional >0Estándar: último valor F programado
AW Margen para mecanizado de la pieza sinmecanizar en la pared
Real Opcional >0
AL Margen para mecanizado de la pieza sinmecanizar en la base
Real Opcional >0
RSWMedida de acabado en la pared
Real Opcional >0Estándar sin medida
RSLMedida de acabado en la base
Real Opcional >0Estándar sin medida
UL Altura de referencia Real Obligato‐rio
Absoluto
DT Profundidad Real Obligato‐rio
Absoluto
RLAltura de retirada
Real Opcional AbsolutoEstándar UL+-SDI
CGUso de la herramienta
Real Opcional 5 a 100 %Preajuste 80 %
SDI Distancia de seguridad perpendicular alplano de mecanizado
Real Opcional >=0Estándar 2 mm
RDDistancia de seguridad en el plano
Real Opcional >=0Estándar 2 mm
ANGÁngulo al penetrar
Real Opcional 0 < ANG <= 90Estándar 90
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 163/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

G281Fresado de caja con contorno e islas
G281(S,E,L,H,P,CV,CVT,CD,FF,AW,AL,RSW,RSL,UL,DT,RL,CG,SDI,RD,ANG,FI)
FI
Avance de aproximación al penetrar
Real Opcional > 0Estándar: la mitad del último valor F programa‐doO -1 para marcha rápida
MAÁngulo de meandro con eje principal MA
Real Opcional -360 <= MA <= 360Estándar 0
LTR Último radio de la herramienta (corte res‐tante)
Real Opcional > 0
Fig. 8-22: Parámetros de G281La definición del contorno está descrita en el capítulo 8.2 Definición del con‐torno, página 135.
Si el contorno no está cerrado (el primer y el último punto son losmismos), se genera un error de tiempo de ejecución.
Un círculo único no es un contorno válido. Un contorno válidoconsta en este caso de al menos dos elementos.
Parámetros no programados: Cuando el margen para mecanizado de la pieza sin mecanizar en la base ALno está programado, el ciclo parte del supuesto que la caja está completa‐mente llena. Será desbastada de UL a DT.Cuando el margen para mecanizado de la pieza sin mecanizar en la paredAW no está programado, entonces se realiza un desplazamiento por encimade AL una única vez a lo largo del contorno y por debajo de AL partiendo deuna caja "llena".Cuando la profundidad máxima de aproximación CD no está programada,solo se realiza una aproximación perpendicular al plano de mecanizado. Estoprovocará que, en este caso, el parámetro AL no sea importante y sea igno‐rado. El mecanizado por desbaste se realiza en Z = DT + RSL, el acabadoen Z = DT.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P164/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Si se selecciona la variante de mecanizado CV, que solo deberealizarse el desbaste, entonces no se generará ninguna adver‐tencia para los parámetros de acabado (por ejemplo: avance deacabado, aproximación, salida). Estos parámetros serán ignora‐dos. Del mismo modo en sentido inverso (variante de mecaniza‐do = acabado) no se genera ninguna advertencia para los pará‐metros de desbaste (por ejemplo: margen para mecanizado parala pared, uso de la herramienta).
Con el parámetro "Variante de corte CVT" puede especificarse de qué mododebe mecanizar el ciclo un plano (aproximación a la profundidad).Las variantes posibles son:● Mecanizado por las equidistantes (CVT=1)● Mecanizado por las trayectorias de meandro (CVT=2)
Fig. 8-23: Variante de corte por equidistante (CVT=1) y meandro (CVT=2)En el mecanizado por las equidistantes se aproxima siempre de manera nor‐mal a las siguientes equidistantes en la dirección del contorno.Si se mecaniza el plano en las trayectorias de meandro, desde un lado (odesde la posición inicial)
1. se mecaniza la caja a lo largo de las trayectorias de meandro,2. después a lo largo del contorno de la caja se realiza el fresado del perfil
de escalera resultante3. y finalmente a lo largo de los contornos isla se realiza el fresado del
perfil de escalera.Con el ángulo de meandro MA se pueden girar las trayectorias de meandroen el plano de mecanizado. Un valor de 0° (por defecto) significa en esteproceso que las trayectorias de meandro son paralelas al eje principal.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 165/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-24: Giro de las trayectorias de meandro alrededor del ángulo MAEl tipo de aproximación vertical al plano seleccionado (en la pieza) se rigesegún los parámetros "Ángulo de aproximación" ANG y "Medida de la piezasin mecanizar en la pared" AW. Una vez se realice la aproximación conavance y se haya programado el parámetro "Avance de aproximación" FI, elciclo activa este avance para la aproximación profunda. Un valor de FI = -1significa aquí "marcha rápida".
Fig. 8-25: Variantes de aproximación para G273Variantes de mecanizado de G281 Esencialmente existen cuatro modos de ciclo diferentes. En orden tecnológi‐
co son los siguientes:1. 1. Pretaladrado2. 2. Desbaste3. 3. Mecanizado del material restante4. 4. Acabado
Pretaladrado Ciclo:
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P166/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Todos los parámetros relevantes para un mecanizado posterior (incl. el pará‐metro CV=4) se transfieren al ciclo. De aquí, el ciclo calcula una división decortes incluidos los puntos de penetración más óptimos. El subprograma ge‐nerado contiene únicamente estos puntos de penetración y es ejecutado au‐tomáticamente. El parámetro LTR indica el tamaño del radio de la herramien‐ta de fresado posterior. Todos los puntos taladrados de este modo serán de‐finidos automáticamente como puntos iniciales.Al calcular los puntos de taladrado se parte siempre de una caja llena. Losparámetros AW y AL serán ignorados.Aplicación:Todas las islas deben definirse previamente. El usuario cambia a la herra‐mienta de taladrado, selecciona un ciclo de taladrado modal y activa la fun‐ción modal deseada para los desplazamientos entre los puntos de taladrado[por ejemplo: "G0(IPS1)"]. Después llama al ciclo en el modo "Pretaladrado".Se desplazará a los puntos de taladrado del programa generado y se taladraallí respectivamente.
Desbaste Ciclo:Se transfieren los parámetros de desbaste al ciclo (incl. los parámetros CV=1o CV=2, LTR no debe ser programado). De aquí, el ciclo calcula una divisiónde cortes. En función del parámetro CVT, esta se basa en trayectorias pro‐gramadas equidistantes o en trayectorias de meandro. La división de cortesse ejecuta automáticamente.Aplicación:El usuario define las islas y los puntos iniciales (ambos opcionales). Des‐pués, cambia a su herramienta de desbaste y llama al ciclo. El ciclo despejala caja, siempre que la herramienta lo permita (debido a su radio).
Mecanizado del material restante Ciclo:Los parámetros de desbaste y acabado se transfieren al ciclo (incl. los pará‐metros CV=1 o CV=3, LTR debe programarse). El ciclo determina el materialque no pudo ser mecanizado por la última herramienta de desbaste (radioLTR). Estas partes serán fresadas (siempre que sea posible) con la herra‐mienta a la que se ha cambiado en estos momentos.Las zonas grandes del material restante serán mecanizadas en trayectoriasprogramadas equidistantes.Si el acabado se emplea en el modo "Mecanizado del material restante", in‐cluye un acabado en la base y un acabado en la pared. En el acabado en labase, el material restante es eliminado de la caja; en el acabado en la pared,se desplazará una vez por todos los contornos.Los parámetros AW, AL y los puntos iniciales serán ignorados en el corterestante. Siempre se parte de una caja llena que ya ha sido mecanizada conuna herramienta con un radio LTR.Aplicación:El usuario ya ha ejecutado el ciclo con CV=1. Después, cambia a una herra‐mienta de desbaste con un radio más pequeño y llama otra vez al ciclo. Estavez, se transfiere como parámetro LTR el radio de la antigua herramienta(grande). El ciclo sigue despejando la caja, siempre que la herramienta ac‐tual lo permita (debido a su radio).
Acabado Ciclo:Los parámetros de acabado se transfieren al ciclo (incl. los parámetros CV=2o CV=3). El ciclo ejecuta un acabado en la pared (RSW>0) o un acabado enla base (RSW>0). Un acabado en la base incluye siempre un acabado en la
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 167/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

pared (último corte). Si en este proceso no se ha indicado ningún RSW, seadoptará el radio de la herramienta*0,5.El acabado en la base emplea las mismas variantes de corte (equidistante omeandro) que el desbaste. Por ello, los parámetros correspondientes debenestar programados. En el acabado en la pared se desplaza por un cuadrantedonde el radio sea el radio de la herramienta + 2 mm en el contorno. La sali‐da se efectúa de manera análoga.Para todos los contornos de isla que deben contornearse con la herramientade acabado se llevará a cabo un acabado en la pared por separado. Este serealizará preferentemente en la dirección en la que se ha definido la isla.Los puntos iniciales definidos serán ignorados en el acabado.Aplicación:El usuario ya ha ejecutado el ciclo con CV=1. Después, cambia a una herra‐mienta de acabado y llama otra vez al ciclo. El ciclo realiza el acabado de lacaja.Particularidades o restricciones:● El contorno de la caja debe comprender un máximo de 50 elementos,
incl. la ayuda de entrada (RND, CHL, CHS, secuencias de puntos).● El contorno de la caja debe ser cerrado.● El número de desplazamientos finales está limitado a 1500.Si se especifican los puntos iniciales, el ciclo G281 empleará solo estas posi‐ciones para la penetración. En estos puntos siempre se realizará una pene‐tración perpendicular (independientemente de ANG). La velocidad de pene‐tración se rige según el parámetro FI.
Las zonas de los puntos especificados que no pueden ser alcan‐zadas con la herramienta actual se quedarán sin mecanizar.
Ejemplo sencillo: Debe elaborarse la siguiente caja (con isla). En este proceso, primero se rea‐lizará el desbaste y posteriormente un acabado. Ya se ha cambiado a la he‐rramienta de fresado (radio 5 mm). La medida de acabado en la pared debeser de 0,8 mm y en la base de 0,5 mm. La profundidad máxima de corte dela herramienta es de 6 mm. Tanto el desbaste como el acabado deben reali‐zarse con un avance de 500 mm/min.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P168/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-26: G281 Fresado de caja con contorno e islasPrograma sencillo para G281 Fresado de caja con contorno e islas
N10 ED1 G90 G94 G17 G0 X0 Y0 Z30 F500 ; inicializaciónN20 G288(S500, E540) ; definición de una islaN30 M3 S500 ; inicio de husilloN40 G281(L TascheStart, H TascheEnde, UL30, DT16, CD6, RSW0.8, RSL0.5) ; llamada de cicloN50 M30 ; fin del programa;****************************;*** descripción de isla ***;****************************N500 G1 X30 Y25N510 X35N520 Y44N530 X30 RND(4)N540 Y25 RND();****************************;*** descripción de caja ***;****************************N600 TascheStart:G1 X0 Y65X20X60 Y50Y10G1(RND25) X0Y65N610 TascheEnde:
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 169/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Fig. 8-27: G281 Fresado de caja con contorno e islasEjemplo complejo: En este ejemplo complejo se deberá elaborar una caja con islas. En el primer
paso se taladran puntos de penetración con una herramienta de taladrado(T5). En el segundo paso se lleva a cabo un desbaste con una herramientade fresado que posea un radio grande (T1, radio de herramienta 25). Des‐pués se cambia a una herramienta de desbaste más pequeña (T2, radio deherramienta 5) y se mecaniza el material restante. Finalmente se lleva a ca‐bo el acabado con una herramienta de acabado por separado (T4, radio deherramienta 5).
El ejemplo solo representa el desarrollo principal. Por este motivose han eliminado todos los datos que no se consideran relevan‐tes (como valores de parámetros, o contornos de caja o isla). Poresta razón no se puede ejecutar este ejemplo.
Programa complejo para G281 Fresado de caja con contorno e islas
N10 T5 M6 ED5 ; cambio a herramienta de taladrado previoN20 G17 G90 X… Y… Z… ; desplazamiento a posición a través de la cajaN30 G288(P Insel1.npg, R) ; definición de contorno de isla (borrado de antiguo)N40 G288(P Insel2.npg) ; definición de contorno de islaN50 G288(P Insel3.npg) ; definición de contorno de islaN60 G289(R) ; borrado de puntos iniciales definidos anteriormenteN70 F… ; selección de avance de taladradoN80 G81(…) ; selección de ciclo de taladrado modalN90 G281(P Tasche.npg, LTR…, CV4, RSW…) ; llamada de ciclo con: ; P -> Definición de contorno de caja ; LTR-> radio de la herramienta de desbaste 1 ; CV4-> Modo pretaladrado ; RSW-> Medida de acabado posterior en la pared ; los puntos de taladrado son definidos automáticamente como puntos inicialesN100 G80 ; desactivación de ciclos de taladrado modalesN110 T1 M6 ED1 ; cambio a herramienta de desbaste 1N120 F… ; selección de avance de desbasteN130 G281(P Tasche.npg, DT…, UL…, CV1, CD…, RSW…, RSL…) ; llamada de ciclo con: ; P -> Definición de contorno de caja ; DT -> Base de la caja absoluta ; UL -> Margen superior de la caja absoluto ; CV1-> Modo desbaste ; RSW-> Medida de acabado en la pared ; RSL-> Medida de acabado en la base
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P170/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

N140 T2 M6 ED2 ; cambio a herramienta de desbaste 2N150 G281(P Tasche.npg, DT…, UL…, LTR…, CD…, RSW…, RSL…) ; llamada de ciclo con: ; P -> Definición de contorno de caja ; DT -> Base de la caja absoluta ; UL -> Margen superior de la caja absoluto ; LTR-> Modo corte restante, radio de herramienta ; RSW-> Medida de acabado en la pared ; RSL-> Medida de acabado en la baseN160 T4 M6 ED4 ; cambio a herramienta de acabado 4N170 G281(P Tasche.npg, DT…, UL…, CV3, RSW…, RSL…) ; llamada de ciclo con: ; P -> Definición de contorno de caja ; DT -> Base de la caja absoluta ; UL -> Margen superior de la caja absoluto ; CV3-> Modo acabado ; RSW-> Medida de acabado en la pared ; RSL-> Medida de acabado en la base
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 171/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de fresado (según contorno)

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P172/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

9 Grabado9.1 Información general
Caracteres soportados del conjunto de caracteres de MTX:#BBR = Ancho de caracteres con una altura de caracteres de 10 mm1 ETIQUETA32:
#BBR=5.556: REM (SP)
1 ETIQUETA33:
#BBR=0: REM (!)
1 ETIQUETA34:
#BBR=2.222: REM (")
1 ETIQUETA35:
#BBR=5.556: REM (#)
1 ETIQUETA37:
#BBR=10: REM (%)
1 ETIQUETA40:
#BBR=1.111: REM (()
1 ETIQUETA41:
#BBR=1.111: REM ())
1 ETIQUETA42:
#BBR=4.445: REM (*)
1 ETIQUETA43:
#BBR=4.445: REM (+)
1 ETIQUETA44:
#BBR=1.111: REM (,)
1 ETIQUETA45:
#BBR=4.445: REM (-)
1 ETIQUETA46:
#BBR=0: REM (.)
1 ETIQUETA47:
#BBR=2.222: REM (/)
1 ETIQUETA48:
#BBR=4.445: REM (0)
1 ETIQUETA49:
#BBR=2.222: REM (1)
1 ETIQUETA50:
#BBR=4.445: REM (2)
1 ETIQUETA51:
#BBR=4.445: REM (3)
1 ETIQUETA52:
#BBR=5.556: REM (4)
1 ETIQUETA53:
#BBR=4.445: REM (5)
1 ETIQUETA54:
#BBR=4.445: REM (6)
1 ETIQUETA55:
#BBR=4.445: REM (7)
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 173/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

1 ETIQUETA56:
#BBR=4.445: REM (8)
1 ETIQUETA57:
#BBR=4.445: REM (9)
1 ETIQUETA58:
#BBR=0: REM (:)
1 ETIQUETA60:
#BBR=4.445: REM (<)
1 ETIQUETA61:
#BBR=4.445: REM (=)
1 ETIQUETA62:
#BBR=4.445: REM (>)
1 ETIQUETA63:
#BBR=4.445: REM (?)
1 ETIQUETA65:
#BBR=6.667: REM (A)
1 ETIQUETA66:
#BBR=6.667: REM (B)
1 ETIQUETA67:
#BBR=5.556: REM (C)
1 ETIQUETA68:
#BBR=6.667: REM (D)
1 ETIQUETA69:
#BBR=5.556: REM (E)
1 ETIQUETA70:
#BBR=5.556: REM (F)
1 ETIQUETA71:
#BBR=6.667: REM (G)
1 ETIQUETA72:
#BBR=6.667: REM (H)
1 ETIQUETA73:
#BBR=0: REM (I)
1 ETIQUETA74:
#BBR=4.445: REM (J)
1 ETIQUETA75:
#BBR=4.445: REM (K)
1 ETIQUETA76:
#BBR=4.445: REM (L)
1 ETIQUETA77:
#BBR=7.778: REM (M)
1 ETIQUETA78:
#BBR=5.556: REM (N)
1 ETIQUETA79:
#BBR=5.556: REM (O)
1 ETIQUETA80:
#BBR=5.556: REM (P)
1 ETIQUETA81:
#BBR=6.667: REM (Q)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P174/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

1 ETIQUETA82:
#BBR=5.556: REM (R)
1 ETIQUETA83:
#BBR=5.556: REM (S)
1 ETIQUETA84:
#BBR=5.556: REM (T)
1 ETIQUETA85:
#BBR=5.556: REM (U)
1 ETIQUETA86:
#BBR=6.667: REM (V)
1 ETIQUETA87:
#BBR=8.889: REM (W)
1 ETIQUETA88:
#BBR=7.888: REM (X)
1 ETIQUETA89:
#BBR=6.667: REM (Y)
1 ETIQUETA90:
#BBR=5.556: REM (Z)
1 ETIQUETA91:
#BBR=1.111: REM ([)
1 ETIQUETA92:
#BBR=2.222: REM (\)
1 ETIQUETA93:
#BBR=1.111: REM (])
1 ETIQUETA95:
#BBR=4.445: REM (_)
1 ETIQUETA97:
#BBR=5.278: REM (a)
1 ETIQUETA98:
#BBR=5.278: REM (b)
1 ETIQUETA99:
#BBR=3.334: REM (c)
1 ETIQUETA100:
#BBR=4.445: REM (d)
1 ETIQUETA101:
#BBR=3.334: REM (e)
1 ETIQUETA102:
#BBR=3.334: REM (f)
1 ETIQUETA103:
#BBR=4.445: REM (g)
1 ETIQUETA104:
#BBR=4.445: REM (h)
1 ETIQUETA105:
#BBR=0: REM (i)
1 ETIQUETA106:
#BBR=1.667: REM (j)
1 ETIQUETA107:
#BBR=4.445: REM (k)
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 175/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

1 ETIQUETA108:
#BBR=1.111: REM (l)
1 ETIQUETA109:
#BBR=6.667: REM (m)
1 ETIQUETA110:
#BBR=4.445: REM (n)
1 ETIQUETA111:
#BBR=4.445: REM (o)
1 ETIQUETA112:
#BBR=4.445: REM (p)
1 ETIQUETA113:
#BBR=5.556: REM (q)
1 ETIQUETA114:
#BBR=3.334: REM (r)
1 ETIQUETA115:
#BBR=4.445: REM (s)
1 ETIQUETA116:
#BBR=3.334: REM (t)
1 ETIQUETA117:
#BBR=4.445: REM (u)
1 ETIQUETA118:
#BBR=4.445: REM (v)
1 ETIQUETA120:
#BBR=4.445: REM (x)
1 ETIQUETA121:
#BBR=4.445: REM (y)
1 ETIQUETA122:
#BBR=4.445: REM (z)
1 ETIQUETA123:
#BBR=4.445: REM ({)
1 ETIQUETA125:
#BBR=4.445: REM (})
Caracteres no soportados del conjunto de caracteres de MTX:1 ETIQUETA36:
REM ($)
1 ETIQUETA38:
REM (&)
1 ETIQUETA39:
REM (')
1 ETIQUETA59:
REM (;)
1 ETIQUETA64:
REM (@)
1 ETIQUETA94:
REM (^)
1 ETIQUETA96:
REM (')
1 ETIQUETA124:
REM (|)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P176/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

1 ETIQUETA126:
REM (~)
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 177/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

9.2 G201 Grabado linealEl ciclo "G201 Grabado lineal" (G201) tiene la función de grabar un texto conun lápiz de grabado en una pieza. El texto puede ser grabado horizontal overticalmente, o bien en el ángulo que se desee. Existe la posibilidad de gra‐bar sobre fresadoras en un plano, así como sobre tornos en un revestimientocilíndrico o sobre el frontal. En caso necesario, el texto puede ser reflejado.El ciclo soporta los planos G17, G18 y G19.
AdvertenciaPELIGRO
Las funciones CPL Desplazamiento de contorno programado SHT(), EscalarSCL(), Reflejar MIR(), Rotate ROT() y PoleSet PLS() se emplean en el cicloG201 y por ello no debe emplearse en los programas para llamada.
Fig. 9-1: G201 Grabado lineal
G201 Grabado G201 (TX$,LE,PA,PD,MSP,SSP,SL,DT,FI,FF,ORI%,TYP%)
TX$ Texto String Obligatorio Máx. 128 caracteres
LE Altura de texto Real Obligatorio >=0 incremental
PA Ángulo de texto Real Opcional >=0
PD Distancia entre caracteres Real Opcional >=0
MSP Punto inicial de eje principal Real Obligatorio Absoluto
SSP Punto inicial de eje secundario Real Obligatorio Absoluto
SL Distancia de seguridad Real Obligatorio Absoluto
DT Profundidad Real Obligatorio Absoluto
FI Avance de penetración (mm/min) Real Obligatorio >0
FF Avance de plano (mm/min) Real Obligatorio >0
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P178/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

G201 Grabado G201 (TX$,LE,PA,PD,MSP,SSP,SL,DT,FI,FF,ORI%,TYP%)
ORI% Posición horizontal (0), vertical (1) Integer Opcional 0 Horizontal1 VerticalPreajuste 0
TYP% Tipo normal (0), reflejado (1) Integer Opcional 0 Normal1 ReflejadoPreajuste 0
Desarrollo: Desde la última posición programada del eje de grabado, se posiciona en elplano de seguridad con la marcha rápida. A continuación, se desplaza a laposición de penetración del primer carácter. Posteriormente, con el avancede penetración se desplaza a la profundidad de grabado y se graba el carác‐ter. Este proceso se repetirá hasta estar grabados todos los caracteres. Trasconcluir el proceso de grabado, el eje de aproximación se posiciona en ladistancia de seguridad.
Ejemplo:
Fig. 9-2: Ejemplo: G201 Grabado linealPrograma para G201 Grabado lineal
N10 T1 M6 ; cambio de herramienta (se requiere UP M6) N20 RAD G90 G17 ; plano N30 G95 G97 S102 M4 G70 ; número de revoluciones y ajustes de avanceN40 G0 X110 Y110 Z20 F111 ; posicionamiento previo//STOCK/BLOCK,300,300,300,0,0,300\\ [""+NCF("G90")]; pieza sin mecanizar para simulación//TOOL/CHAMFER,6,90,40,0\\ [""+NCF("G90")] ; herramienta para simulaciónN50 G201(TX Rexroth,LE 30,MSP 80,SSP 20,SL 2,PA45,DT -1,FI 88,FF 99) ; definición de ciclo o llamada de cicloN60 G1 Z10 ; repliegueN70 G0 X300 Y300 Z20 ; retiradaN80 M30 ; fin del programa
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 179/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

9.3 G202 Grabado circularEl ciclo "G202 Grabado circular" (G202) tiene la función de grabar un textocon un lápiz de grabado en una pieza. El texto se graba en forma de arcocircular alrededor de un punto central. Existe la posibilidad de grabar sobrefresadoras en un plano, así como sobre tornos en un revestimiento cilíndricoo sobre el frontal. En caso necesario, el texto puede ser reflejado. El ciclo so‐porta los planos G17, G18 y G19.
AdvertenciaPELIGRO
Las funciones CPL Desplazamiento de contorno programado SHT(), EscalarSCL(), Reflejar MIR(), Rotate ROT() y PoleSet PLS() se emplean en el cicloG202 y por ello no debe emplearse en los programas para llamada.
Fig. 9-3: G202 Grabado circular
G202 Grabado G202 (TX$,LE,PD,MCP,SCP,R,FA,CDI$,SL,DT,FI,FF,TYP%)
TX$ Texto String Obligatorio Máx. 128 caracteres
LE Altura de texto Real Obligatorio >=0 incremental
PD Distancia entre caracteres Real Opcional >=0 incremental
MCP Centro del eje principal Real Obligatorio Absoluto
SCP Centro del eje secundario Real Obligatorio Absoluto
R Radio Real Obligatorio >0 incremental
FA Ángulo inicial Real Obligatorio >=0
CDI$ Dirección de giro CCW / CW String Opcional CWSentido horarioCCWSentido antihorarioPreajuste CCW
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P180/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

G202 Grabado G202 (TX$,LE,PD,MCP,SCP,R,FA,CDI$,SL,DT,FI,FF,TYP%)
SL Distancia de seguridad Real Obligatorio Absoluto
DT Profundidad Real Obligatorio Absoluto
FI Avance de penetración (mm/min) Real Obligatorio >0
FF Avance de plano (mm/min) Real Obligatorio >0
TYP% Tipo normal (0), reflejado (1) Integer Opcional 0 Normal1 ReflejadoPreajuste 0
Desarrollo: Desde la última posición programada del eje de grabado, se posiciona en elplano de seguridad con la marcha rápida. A continuación, se desplaza a laposición de penetración del primer carácter. Posteriormente, con el avancede penetración se desplaza a la profundidad de grabado y se graba el carác‐ter. Este proceso se repetirá hasta estar grabados todos los caracteres. Trasconcluir el proceso de grabado, el eje de aproximación se posiciona en ladistancia de seguridad.
Ejemplo:
Fig. 9-4: Ejemplo: G202 Grabado circularPrograma para G202 Grabado circular
N10 T1 M6 ; cambio de herramienta (se requiere UP M6) N20 RAD G90 G17 ; plano N30 G95 G97 S102 M4 G70 ; número de revoluciones y ajustes de avanceN40 G0 X110 Y110 Z20 F111 ; posicionamiento previo//STOCK/BLOCK,300,300,300,0,0,300\\ [""+NCF("G90")]; pieza sin mecanizar para simulación//TOOL/CHAMFER,6,90,40,0\\ [""+NCF("G90")] ; herramienta para simulaciónN50 G202(TX Bosch,LE 30,PD 2, MCP 80,SCP 80,R 77,FA 90,CDI CW,SL 2,DT -2,FI 88,FF 99,TYP 0) ; definición de ciclo o llamada de cicloN60 G1 Z10 ; repliegueN70 G0 X300 Y300 Z20 ; retiradaN80 M30 ; fin del programa
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 181/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Grabado

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P182/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

10 Ciclos de torneado10.1 G160 Torneado longitudinal
El ciclo "Torneado longitudinal" (G160) tiene la función de mecanizar en unapieza giratoria una zona paralela al eje con varios cortes en dirección longitu‐dinal. Excepto la división de cortes sobre la zona indicada, se puede definirde manera independiente el último corte de acabado.
Fig. 10-1: G160 Torneado longitudinal
G160 Torneado longitudinal G160 (SR,SA,ER,EA,CD,CR,CA)
SR SD.SysCyc.SR Punto inicial de diámetro Real Obligato‐rio
SR>0
SA SD.SysCyc.SA Punto inicial de dirección longitudinal Real Obligato‐rio
Absoluto
ER SD.SysCyc.ER Punto final de diámetro Real Obligato‐rio
ER>0
EA SD.SysCyc.EA Punto final de dirección longitudinal Real Obligato‐rio
Absoluto
CD SD.SysCyc.CD Profundidad de corte Real Obligato‐rio
CD>0
CR SD.SysCyc.CR Profundidad de corte de acabado lon‐gitudinal
Real Opcional CR>=0
CA SD.SysCyc.CA Profundidad de corte de acabado dellado transversal
Real Opcional CA>=0
Tab. 10-1:Desarrollo: El ciclo funciona en el plano G18 con ejes longitudinal y de diámetro. El ciclo
comienza en el punto inicial (SR y SA). Se debe poder aproximarse al puntoinicial sin averías desde la última posición programada.En el corte de acabado especificado, la división de cortes se reduce en estaprofundidad de corte de acabado. La profundidad de corte (CD) es la misma
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 183/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

en cada uno de los cortes de la división de cortes. En caso necesario, la pro‐fundidad de corte (CD) especificada se reduce a la misma profundidad.Se desplaza a la profundidad del primer corte en la dirección del diámetrocon la marcha rápida. Una posible aproximación se debe realizar por el pun‐to inicial. Los cortes se ejecutan con el avance programado antes del ciclo.Tras el repliegue, con la marcha rápida se desplaza al punto inicial en direc‐ción longitudinal (SA). Este desarrollo se repetirá hasta lograr la profundidadde corte deseada. Una vez realizados todos los cortes, opcionalmente serealiza el corte de acabado.
Ejemplo:
Fig. 10-2: Ejemplo de mecanizado de una espiga mediante torneado longitudi‐nal
Programa para G160 Torneado longitudinal
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X125 Z3 ; posición antes o después del cicloN50 G160 (SR120, SA1, ER82, EA-60, CD4.5, CR0.3) ; ciclo N60 G0 X125 Z30 ; retirada del ciclo
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P184/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.2 G161 Torneado transversalEl ciclo "Torneado transversal" (G161) tiene la función de mecanizar en unapieza giratoria una zona paralela al eje con varios cortes en dirección trans‐versal. Excepto la división de cortes sobre la zona, se puede definir de ma‐nera independiente el último corte de acabado.
Fig. 10-3: G161 Torneado transversal
G161 Torneado transversal G161 (SR,SA,ER,EA,CD,CR,CA)
SR SD.SysCyc.SR Punto inicial de diámetro Real Obligato‐rio
SR>0
SA SD.SysCyc.SA Punto inicial de dirección longitudinal Real Obligato‐rio
Absoluto
ER SD.SysCyc.ER Punto final de diámetro Real Obligato‐rio
ER>0
EA SD.SysCyc.EA Punto final de dirección longitudinal Real Obligato‐rio
Absoluto
CD SD.SysCyc.CD Profundidad de corte Real Obligato‐rio
CD>0
CR SD.SysCyc.CR Profundidad de corte de acabado lon‐gitudinal
Real Opcional CR>=0
CA SD.SysCyc.CA Profundidad de corte de acabado dellado transversal
Real Opcional CA>=0
Tab. 10-2:Desarrollo: El ciclo funciona en el plano G18 con ejes longitudinal y de diámetro. El ciclo
comienza en el punto inicial (SR y SA). Se debe poder aproximarse al puntoinicial sin averías desde la última posición programada.En el corte de acabado especificado, la división de cortes se reduce en estaprofundidad de corte de acabado. La profundidad de corte (CD) es la mismaen cada uno de los cortes de la división de cortes. En caso necesario, la pro‐fundidad de corte (CD) especificada se reduce a la misma profundidad.Se desplaza a la profundidad del primer corte en la dirección longitudinal conla marcha rápida. Una posible aproximación se debe realizar por el punto ini‐
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 185/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

cial. Los cortes se ejecutan con el avance programado antes del ciclo. Trasel repliegue, con la marcha rápida se desplaza al punto inicial en la direcciónde diámetro (SR). Este desarrollo se repetirá hasta lograr la profundidad decorte deseada. Una vez realizados todos los cortes, opcionalmente se realizael corte de acabado.
Ejemplo:
Fig. 10-4: Ejemplo de mecanizado de una espiga mediante torneado transversalPrograma para G161 Torneado transversal
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X125 Z3 ; posición antes o después del cicloN50 G161 (SR120, SA1, ER82, EA-60, CD4.5, CR0.3) ; ciclo N60 G0 X125 Z30 ; retirada del ciclo
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P186/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.3 G162 Torneado cónicoEl ciclo "Torneado cónico" (G162) tiene la función de mecanizar en una piezagiratoria una zona cónica con varios cortes en la dirección del contorno. Ex‐cepto la división de cortes sobre la zona, se puede definir de manera inde‐pendiente el último corte de acabado.
Fig. 10-5: G162 Torneado cónico
G162 Torneado cónico G162 (SR,SA,ER,EA,CD,CC)
SR SD.SysCyc.SR Punto inicial de diámetro Real Obligato‐rio
SR>0
SA SD.SysCyc.SA Punto inicial de dirección longitudinal Real Obligato‐rio
Absoluto
ER SD.SysCyc.ER Punto final de diámetro Real Obligato‐rio
ER>0
EA SD.SysCyc.EA Punto final de dirección longitudinal Real Obligato‐rio
Absoluto
CD SD.SysCyc.CD Profundidad de corte Real Obligato‐rio
CD>0
CC SD.SysCyc.CC Profundidad de corte de acabado Real Opcional CC>=0
RSL SD.SysCyc.RSL Medida cilíndrica Real Opcional RSL>=0default=0
RSF SD.SysCyc.RSF Medida transversal o aproximación Real Opcional RSF>=0default=0
Tab. 10-3:Desarrollo: El ciclo funciona en el plano G18 con ejes longitudinal y de diámetro. El ciclo
comienza en el punto inicial (SR y SA). Se debe poder aproximarse al puntoinicial sin averías desde la última posición programada. Así esta posiciónpuede utilizarse como posición de seguridad.En el corte de acabado especificado, la división de cortes se reduce en estaprofundidad de corte de acabado. La profundidad de corte (CD) es la misma
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 187/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

en cada uno de los cortes de la división de cortes. En caso necesario, la pro‐fundidad de corte (CD) especificada se reduce a la misma profundidad.Se desplaza a la profundidad del primer corte con la marcha rápida. Una po‐sible aproximación se debe realizar por el punto inicial. Antes de cada cortese conecta la corrección de radio del filo. Los cortes se ejecutan con el avan‐ce programado antes del ciclo. La corrección de radio del filo se desconectay con la marcha rápida se desplaza al punto inicial (SR y SA). Este desarrollose repetirá hasta lograr la profundidad de corte deseada. Una vez realizadostodos los cortes, opcionalmente se realiza el corte de acabado.
Ejemplo:
Fig. 10-6: Ejemplo de torneado cónicoPrograma para G162 Torneado cónico
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X125 Z3 ; posición antes o después del cicloN50 G162 (SR120, SA1, ER82, EA-60, CD5, CC0.5) ; ciclo N60 G0 X125 Z30 ; retirada del ciclo
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P188/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.4 G166 Cadena de roscasCon el ciclo "Cadena de roscas" (G166) se pueden realizar roscas cónicas,que opcionalmente pueden terminarse con una aproximación de rosca o unasalida. De este modo resulta una secuencia de recorrido de hasta tres roscassucesivas. En este proceso, la rosca central se denomina rosca principal.Las cadenas de roscas se emplean principalmente cuando la aproximación ola salida necesarias para el mecanizado no se pueden añadir directamentede modo tangencial a la rosca (cuestión de espacio, no existe una gargantade rosca, etc.). La aproximación y la salida pueden ser también formas quedeban realizarse en la pieza acabada.
Fig. 10-7: G166 Cadena de roscas
G166 Cadena de roscasG166(SR,SA,ER,EA,AR,AA,RR,RA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR,TPA,TPR)
SR SD.SysCyc.SR Punto inicial radial Real Obligatorio Absoluto
SA SD.SysCyc.SA Punto inicial axial Real Obligatorio Absoluto
ER SD.SysCyc.ER Punto final radial Real Obligatorio Absoluto
EA SD.SysCyc.EA Punto final axial Real Obligatorio Absoluto
AR SD.SysCyc.AR Punto inicial de aproximación radial Real Opcional, por pare‐jas con AA
Absoluto
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 189/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G166 Cadena de roscasG166(SR,SA,ER,EA,AR,AA,RR,RA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR,TPA,TPR)
AA SD.SysCyc.AA Punto inicial de aproximación axial Real Opcional, por pare‐jas con AR
Absoluto
RR SD.SysCyc.RR Punto final de salida radial Real Opcional, por pare‐jas con RA
Absoluto
RA SD.SysCyc.RA Punto final de salida axial Real Opcional, por pare‐jas con RR
Absoluto
TP SD.SysCyc.TP Paso de rosca Real Obligatorio TP>0
DT SD.SysCyc.DT Profundidad de rosca Real Obligatorio Incremental
FD SD.SysCyc.FD Primera profundidad de aproximación Real Obligatorio FD>0
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1, 2 o 3,1 por defecto.
CT SD.SysCyc.CT Variante de corte Integer Opcional 1, 2 o 3,1 por defecto.
NFR SD.SysCyc.NFR Número de cortes de pulido Integer Opcional NFR>=0,0 por defecto.
TFA SD.SysCyc.TFA Ángulo de flanco Real Opcional 0<=TFA<180°,60° por defecto.
TSA SD.SysCyc.TSA Ángulo inicial Real Opcional Absoluto
NT SD.SysCyc.NT Número de pasos Integer Opcional NT>0,1 por defecto.
MTR SD.SysCyc.MTR Secuencia de mecanizado de variospasos
Integer Opcional 1 o 2,1 por defecto.
TPA SD.SysCyc.TPA Paso de aproximación de rosca Real Opcional TPA>0,TP por defecto.
TPR SD.SysCyc.TPR Paso de salida de rosca Real Opcional TPR>0,TP por defecto.
Tab. 10-4:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. La escala del eje X puede serrelativa al diámetro (DIA) o relativa al radio (RAD). Las coordenadas absolu‐tas deben indicarse siempre en la respectiva escala del eje principal (aquí secontempla como dirección del eje) y del eje secundario (interpretado como ladirección radial), tal como resulta del plano de interpolación y DIA, o RAD.Todas las medidas como, por ejemplo todos los incrementos, deben especifi‐carse relativas al radio.Los pasos de rosca TP, TPA y TPR serán medidos paralelos al eje. Se apli‐carán en un ángulo cónico de la rosca principal <=90° como paso longitudi‐nal. La herramienta está ajustada radialmente. A partir de un ángulo cónicosuperior a 90° se registra el paso como paso transversal. La herramienta es‐tá ajustada entonces axialmente.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P190/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

El signo de la profundidad de rosca DT determina la dirección en la que seefectúa la aproximación profunda de cada corte. A esto le sigue que, en larosca exterior y en la rosca interior dentro del rango negativo de X, DT debeser menor que cero.La primera profundidad de aproximación FD debe indicarse sin signo y ser<= que el valor de la profundidad de rosca DT. La primera profundidad deaproximación determina de forma decisiva el número de cortes.La variante de aproximación IT determina la profundidad de aproximación decada corte posterior según FD.Las siguientes especificaciones son posibles:IT1 Realiza una estrategia de aproximación reducida mantenien‐
do una sección de viruta constante en las roscas normaliza‐das (estándar).
IT2 También define una aproximación reducida (a partir del ter‐cer corte), aunque la sección de viruta crezca en cada corte.Esta variante de aproximación reduce el número de cortesfrente a IT1.
IT3 Proporciona una aproximación constante en FD para cadacorte. Esta variante de aproximación está especialmente re‐comendada para la rosca trapezoidal.
La variante de corte CT define a qué posición se dirige la herramienta en re‐lación al perfil de rosca acabado.Las siguientes variantes son posibles:CT1 Define una aproximación paralela al eje. La herramienta se
dirige centrada al perfil de rosca (estándar).CT2 Provoca la aproximación por un flanco de la rosca.CT3 Proporciona una aproximación bidireccional. La herramienta
se dirige de manera alternante por los flancos derecho e iz‐quierdo.
La aproximación bidireccional CT3 no se puede emplear para tra‐zados de rosca cónicos.
Los cortes de pulido NFR son cortes adicionales tras alcanzar la profundidadde la rosca sin eliminar la viruta. Con los cortes de pulido se puede mejorarla calidad de la superficie.El ángulo de flanco TFA es el ángulo de abertura entre dos flancos de roscaen °, aunque se asume la bisectriz paralela a la dirección de aproximación.La especificación de TFA no es relevante en la variante de corte "paralela aleje" CT1.El ángulo inicial de rosca TSA debe programarse cuando un paso de roscadebe pasar por un determinado punto de referencia en la pieza. El ánguloinicial especificado con TSA se realiza en el punto inicial AR/AA o SR/SA. Elángulo inicial de rosca que debe programarse resulta aritméticamente de ladistancia del punto inicial con respecto al punto de referencia en la pieza, elpaso de rosca y la dirección de giro.Con la secuencia de mecanizado de varios pasos MTR puede verse influidasi todos los pasos de rosca se mecanizan simultáneamente, o bien si prime‐ro se debe terminar un paso antes del siguiente mecanizado.MTR1 Define un mecanizado simultáneo de todos los pasos (están‐
dar).
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 191/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

MTR2 Define el mecanizado secuencial independiente de los pa‐sos.
Desarrollo: El ciclo posiciona la herramienta en un punto inicial que resulta del trazadode rosca. En la dirección de paso es la coordenada de aproximación AR/AAo la coordenada de inicio de rosca SA o SR. En la dirección de aproximaciónes la máxima (con DT<0) o la mínima (con DT>0) de todas las coordenadasde rosca, que además está desplazada un valor de repliegue de 1 mm frentea la dirección de aproximación. Partiendo de la posición alcanzada antes delciclo, se debe poder desplazar a este punto sin colisiones en un recorrido di‐recto. Después, la herramienta se aproximará al primer corte en la primeraprofundidad de aproximación en la pieza. Se realiza un corte de rosca que,según las especificaciones de una aproximación, consta de la rosca principaly la salida. A continuación, se repliega (aunque la coordenada de replieguecorresponde a aquella del punto inicial) y se desplaza y aproxima al siguientecorte paralelo al eje. Los cortes de rosca individuales serán realizados cícli‐camente hasta alcanzar la profundidad final. Todavía después se puedenañadir, opcionalmente, cortes de pulido. El ciclo finaliza con el desplazamien‐to al punto inicial del ciclo seguido del posicionamiento de regreso al puntoinicial antes de la llamada de ciclo.
Ejemplo: Según el dibujo y debido a la falta de espacio para una aproximación tangen‐cial y la falta de una garganta de rosca, la rosca debe realizarse al final conel ciclo para cadenas de roscas.
Fig. 10-8: Ejemplo de rosca interior con aproximación y salida separadasPrograma para G166 Cadena de roscasDIA G18G166 (SR37.84, SA-10, ER32.84,EA-35, AR37.84, AA-5, RR30.84, RA-40, TP2, DT1.08, FD0.5)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P192/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.5 G167 Torneado de roscaEl ciclo "Torneado de rosca" (G167) realiza una rosca cilíndrica mediante tor‐neado.
Fig. 10-9: G167 Torneado de rosca
G167 Torneado de rosca G167(SR,SA,EA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
SR SD.SysCyc.SR Punto inicial radial Real Obligato‐rio
Absoluto
SA SD.SysCyc.SA Punto inicial axial Real Obligato‐rio
Absoluto
EA SD.SysCyc.EA Punto final axial Real Obligato‐rio
Absoluto
TP SD.SysCyc.TP Paso de rosca Real Obligato‐rio
TP>0
DT SD.SysCyc.DT Profundidad de rosca Real Obligato‐rio
Incremental
FD SD.SysCyc.FD Primera profundidad de aproximación Real Obligato‐rio
FD>0
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1, 2 o 3,1 por defecto.
CT SD.SysCyc.CT Variante de corte Integer Opcional 1, 2 o 3,1 por defecto.
NFR SD.SysCyc.NFR Número de cortes de pulido Integer Opcional NFR>=0,0 por defecto.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 193/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G167 Torneado de rosca G167(SR,SA,EA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
TFA SD.SysCyc.TFA Ángulo de flanco Real Opcional 0<=TFA<180°,60° por defecto.
TSA SD.SysCyc.TSA Ángulo inicial Real Opcional Absoluto
NT SD.SysCyc.NT Número de pasos Integer Opcional NT>0,1 por defecto.
MTR SD.SysCyc.MTR Secuencia de mecanizado de variospasos
Integer Opcional 1 o 2,1 por defecto.
Tab. 10-5:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. La escala del eje X puede serrelativa al diámetro (DIA) o relativa al radio (RAD). Las coordenadas absolu‐tas deben indicarse siempre en la respectiva escala del eje principal (aquí secontempla como dirección del eje) y del eje secundario (interpretado como ladirección radial), tal como resulta del plano de interpolación y DIA, o RAD.Todas las medidas como, por ejemplo todos los incrementos, deben especifi‐carse relativas al radio.En las coordenadas de los puntos inicial y final SA o EA, dado el caso, debe‐rán incluirse una aproximación y una salida.El signo de la profundidad de rosca DT determina la dirección en la que seefectúa la aproximación profunda de cada corte. A esto le sigue que, en larosca exterior y en la rosca interior dentro del rango negativo de X, DT debeser menor que cero.La primera profundidad de aproximación FD debe indicarse sin signo y ser<= que el valor de la profundidad de rosca DT. La primera profundidad deaproximación determina de forma decisiva el número de cortes.La variante de aproximación IT determina la profundidad de aproximación decada corte posterior según FD.Las siguientes especificaciones son posibles:IT1 Realiza una estrategia de aproximación reducida mantenien‐
do una sección de viruta constante en las roscas normaliza‐das (estándar).
IT2 También define una aproximación reducida (a partir del ter‐cer corte), aunque la sección de viruta crezca en cada corte.Esta variante de aproximación reduce el número de cortesfrente a IT1.
IT3 Proporciona una aproximación constante en FD para cadacorte. Esta variante de aproximación está especialmente re‐comendada para la rosca trapezoidal.
La variante de corte CT define a qué posición se dirige la herramienta en re‐lación al perfil de rosca acabado.Las siguientes variantes son posibles:CT1 Define una aproximación paralela al eje. La herramienta se
dirige centrada al perfil de rosca (estándar).CT2 Provoca la aproximación por un flanco de la rosca.CT3 Proporciona una aproximación bidireccional. La herramienta
se dirige de manera alternante por los flancos derecho e iz‐quierdo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P194/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Los cortes de pulido NFR son cortes adicionales tras alcanzar la profundidadde la rosca sin eliminar la viruta. Con los cortes de pulido se puede mejorarla calidad de la superficie.El ángulo de flanco TFA es el ángulo de abertura entre dos flancos de roscaen °, aunque se asume la bisectriz paralela a la dirección de aproximación.La especificación de TFA no es relevante en la variante de corte "paralela aleje" CT1.El ángulo inicial de rosca TSA debe programarse cuando un paso de roscadebe pasar por un determinado punto de referencia en la pieza. El ánguloinicial especificado con TSA se realiza en la coordenada de inicio SA. El án‐gulo inicial de rosca que debe programarse resulta aritméticamente de la dis‐tancia del punto inicial con respecto al punto de referencia en la pieza, el pa‐so de rosca y la dirección de giro.Con la secuencia de mecanizado de varios pasos MTR se puede influir si to‐dos los pasos de rosca se mecanizan simultáneamente, o bien si primero sedebe realizar un paso antes del siguiente mecanizado.MTR1 Define un mecanizado simultáneo de todos los pasos (están‐
dar).MTR2 Define el mecanizado secuencial independiente de los pa‐
sos.Desarrollo: El ciclo posiciona la herramienta en el punto inicial SR y SA, aunque la coor‐
denada de destino de este desplazamiento se desplazará el valor de replie‐gue de 1 mm en dirección radial. Partiendo de la posición alcanzada antesdel ciclo, se debe poder desplazar a este punto sin colisiones en un recorridodirecto. Después, la herramienta se aproximará al primer corte en la primeraprofundidad de aproximación en la pieza. Se realiza un corte de rosca. Acontinuación, se repliega y se desplaza y aproxima al siguiente corte. Loscortes de rosca individuales serán realizados cíclicamente hasta alcanzar laprofundidad final. Todavía después se pueden añadir, opcionalmente, cortesde pulido. El ciclo finaliza con el desplazamiento al punto inicial del ciclo cer‐ca de SR y SA seguido del posicionamiento de regreso al punto inicial antesde la llamada de ciclo.
Ejemplo: Según el dibujo, la rosca interior debe tornearse con una herramienta de al‐tura en aproximación bidireccional, es decir, se mecaniza la zona negativade X y, por ello, la profundidad de rosca DT debe indicarse positiva. La apro‐ximación de rosca es de 5 mm.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 195/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Fig. 10-10: Ejemplo de una rosca interiorPrograma para G167 Torneado de roscaDIA G18 G97 S500 M4G167 (SR-28.917, SA5, EA-31.5,TP1, DT-0.541, FD0.22, CT3)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P196/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.6 G168 Rosca transversalEl ciclo "Rosca transversal" (G168) tiene la función de mecanizar roscastransversales, es decir, realizar espirales planas mediante torneado.
Fig. 10-11: G168 Rosca transversal
G168 Rosca transversal G168(SR,SA,ER,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
SR SD.SysCyc.SR Punto inicial radial Real Obligato‐rio
Absoluto
SA SD.SysCyc.SA Punto inicial axial Real Obligato‐rio
Absoluto
ER SD.SysCyc.ER Punto final radial Real Obligato‐rio
Absoluto
TP SD.SysCyc.TP Paso de rosca Real Obligato‐rio
TP>0
DT SD.SysCyc.DT Profundidad de rosca Real Obligato‐rio
Incremental
FD SD.SysCyc.FD Primera profundidad de aproximación Real Obligato‐rio
FD>0
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1, 2 o 3,1 por defecto.
CT SD.SysCyc.CT Variante de corte Integer Opcional 1, 2 o 3,1 por defecto.
NFR SD.SysCyc.NFR Número de cortes de pulido Integer Opcional NFR>=0,0 por defecto.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 197/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G168 Rosca transversal G168(SR,SA,ER,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
TFA SD.SysCyc.TFA Ángulo de flanco Real Opcional 0<=TFA<180°,60° por defecto.
TSA SD.SysCyc.TSA Ángulo inicial Real Opcional Absoluto
NT SD.SysCyc.NT Número de pasos Integer Opcional NT>0,1 por defecto.
MTR SD.SysCyc.MTR Secuencia de mecanizado de variospasos
Integer Opcional 1 o 2,1 por defecto.
Tab. 10-6:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. La escala del eje X puede serrelativa al diámetro (DIA) o relativa al radio (RAD). Las coordenadas absolu‐tas deben indicarse siempre en la respectiva escala del eje principal (aquí secontempla como dirección del eje) y del eje secundario (interpretado como ladirección radial), tal como resulta del plano de interpolación y DIA, o RAD.Todas las medidas como, por ejemplo todos los incrementos, deben especifi‐carse relativas al radio.En las coordenadas del punto final y del punto final SR o ER, dado el caso,deberán incluirse una aproximación y una salida.El signo de la profundidad de rosca DT determina la dirección en la que seefectúa la aproximación profunda de cada corte. A esto le sigue que, en larosca transversal en el lado derecho, es decir el lado positivo de Z, DT debeser menor que cero.La primera profundidad de aproximación FD debe indicarse sin signo y ser<= que el valor de la profundidad de rosca DT. La primera profundidad deaproximación determina de forma decisiva el número de cortes.La variante de aproximación IT determina la profundidad de aproximación decada corte posterior según FD.Las siguientes especificaciones son posibles:IT1 Realiza una estrategia de aproximación reducida mantenien‐
do una sección de viruta constante en las roscas normaliza‐das (estándar).
IT2 También define una aproximación reducida (a partir del ter‐cer corte), aunque la sección de viruta crezca en cada corte.Esta variante de aproximación reduce el número de cortesfrente a IT1.
IT3 Proporciona una aproximación constante en FD para cadacorte. Esta variante de aproximación está especialmente re‐comendada para la rosca trapezoidal.
La variante de corte CT define a qué posición se dirige la herramienta en re‐lación al perfil de rosca acabado.Las siguientes variantes son posibles:CT1 Define una aproximación paralela al eje. La herramienta se
dirige centrada al perfil de rosca (estándar).CT2 Provoca la aproximación por un flanco de la rosca.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P198/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

CT3 Proporciona una aproximación bidireccional. La herramientase dirige de manera alternante por los flancos derecho e iz‐quierdo.
Los cortes de pulido NFR son cortes adicionales tras alcanzar la profundidadde la rosca sin eliminar la viruta. Con los cortes de pulido se puede mejorarla calidad de la superficie.El ángulo de flanco TFA es el ángulo de abertura entre dos flancos de roscaen °, aunque se asume la bisectriz paralela a la dirección de aproximación.La especificación de TFA no es relevante en la variante de corte "paralela aleje" CT1.El ángulo inicial de rosca TSA debe programarse cuando un paso de roscadebe pasar por un determinado punto de referencia en la pieza. El ánguloinicial especificado con TSA se realiza en la coordenada de inicio SR. El án‐gulo inicial de rosca que debe programarse resulta aritméticamente de la dis‐tancia del punto inicial con respecto al punto de referencia en la pieza, el pa‐so de rosca y la dirección de giro.Con la secuencia de mecanizado de varios pasos MTR se puede influir si to‐dos los pasos de rosca se mecanizan simultáneamente, o bien si primero sedebe realizar un paso antes del siguiente mecanizado.MTR1 Define un mecanizado simultáneo de todos los pasos (están‐
dar).MTR2 Define el mecanizado secuencial independiente de los pa‐
sos.Desarrollo: El ciclo posiciona la herramienta en el punto inicial SR y SA, aunque la coor‐
denada de destino de este desplazamiento se desplazará el valor de replie‐gue de 1 mm en dirección axial. Partiendo de la posición alcanzada antes delciclo, se debe poder desplazar a este punto sin colisiones en un recorrido di‐recto. Después, la herramienta se aproximará al primer corte en la primeraprofundidad de aproximación en la pieza. Se realiza un corte de rosca. Acontinuación, se repliega y se desplaza y aproxima al siguiente corte. Loscortes de rosca individuales serán realizados cíclicamente hasta alcanzar laprofundidad final. Todavía después se pueden añadir, opcionalmente, cortesde pulido. El ciclo finaliza con el desplazamiento al punto inicial del ciclo cer‐ca de SR y SA seguido del posicionamiento de regreso al punto inicial antesde la llamada de ciclo.
Ejemplo: Debe realizarse una espiral de dos pasos (rosca transversal) con una sec‐ción trapezoidal de 5 x 5. El centro de la ranura de la rosca debe cortar eldiámetro 100 con un ángulo de división de -30° o 150°.Se prevé un cuarto de giro para la aproximación y la salida respectivamente,lo que en un paso de 20 mm corresponde a un recorrido adicional de 10 mmde diámetro en cada uno.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 199/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Fig. 10-12: Ejemplo de rosca transversal de dos pasosPrograma para G168 Rosca transversalG18 DIA G97 S200 M4G168 (SR110, SA0, ER30, TP20,DT-5, FD0.5, IT3, TSA-120, NT2)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P200/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.7 G169 Rosca cónicaCon el ciclo "Rosca cónica" (G169) se pueden realizar roscas cónica, inclui‐dos los límites de roscas cilíndricas y transversales.
Fig. 10-13: G169 Rosca cónica
G169 Rosca cónicaG169(SR,SA,ER,EA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
SR SD.SysCyc.SR Punto inicial radial Real Obligato‐rio
Absoluto
SA SD.SysCyc.SA Punto inicial axial Real Obligato‐rio
Absoluto
ER SD.SysCyc.ER Punto final radial Real Obligato‐rio
Absoluto
EA SD.SysCyc.EA Punto final axial Real Obligato‐rio
Absoluto
TP SD.SysCyc.TP Paso de rosca Real Obligato‐rio
TP>0
DT SD.SysCyc.DT Profundidad de rosca Real Obligato‐rio
Incremental
FD SD.SysCyc.FD Primera profundidad de aproximación Real Obligato‐rio
FD>0
IT SD.SysCyc.IT Variante de aproximación Integer Opcional 1, 2 o 3,1 por defecto.
CT SD.SysCyc.CT Variante de corte Integer Opcional 1, 2 o 3,1 por defecto.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 201/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G169 Rosca cónicaG169(SR,SA,ER,EA,TP,DT,FD,IT,CT,NFR,TFA,TSA,NT,MTR)
NFR SD.SysCyc.NFR Número de cortes de pulido Integer Opcional NFR>=0,0 por defecto.
TFA SD.SysCyc.TFA Ángulo de flanco Real Opcional 0<=TFA<180°,60° por defecto.
TSA SD.SysCyc.TSA Ángulo inicial Real Opcional Absoluto
NT SD.SysCyc.NT Número de pasos Integer Opcional NT>0,1 por defecto.
MTR SD.SysCyc.MTR Secuencia de mecanizado de variospasos
Integer Opcional 1 o 2,1 por defecto.
Tab. 10-7:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. La escala del eje X puede serrelativa al diámetro (DIA) o relativa al radio (RAD). Las coordenadas absolu‐tas deben indicarse siempre en la respectiva escala del eje principal (aquí secontempla como dirección del eje) y del eje secundario (interpretado como ladirección radial), tal como resulta del plano de interpolación y DIA, o RAD.Todas las medidas como, por ejemplo todos los incrementos, deben especifi‐carse relativas al radio.En las coordenadas de los puntos inicial y final SR y ER/EA, dado el caso,deberán incluirse una aproximación y una salida.El paso de rosca TP será medido paralelo al eje. Se aplicará en un ángulocónico <=90° como paso longitudinal. La herramienta está ajustada radial‐mente. A partir de un ángulo cónico superior a 90° se registra el paso comopaso transversal. La herramienta está ajustada entonces axialmente.El signo de la profundidad de rosca DT determina la dirección en la que seefectúa la aproximación profunda de cada corte. A esto le sigue que, en larosca exterior y en la rosca interior dentro del rango negativo de X, DT debeser menor que cero.La primera profundidad de aproximación FD debe indicarse sin signo y ser<= que el valor de la profundidad de rosca DT. La primera profundidad deaproximación determina de forma decisiva el número de cortes.La variante de aproximación IT determina la profundidad de aproximación decada corte posterior según FD.Las siguientes especificaciones son posibles:IT1 Realiza una estrategia de aproximación reducida mantenien‐
do una sección de viruta constante en las roscas normaliza‐das (estándar).
IT2 También define una aproximación reducida (a partir del ter‐cer corte), aunque la sección de viruta crezca en cada corte.Esta variante de aproximación reduce el número de cortesfrente a IT1.
IT3 Proporciona una aproximación constante en FD para cadacorte. Esta variante de aproximación está especialmente re‐comendada para la rosca trapezoidal.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P202/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

La variante de corte CT define a qué posición se dirige la herramienta en re‐lación al perfil de rosca acabado.Las siguientes variantes son posibles:CT1 Define una aproximación paralela al eje. La herramienta se
dirige centrada al perfil de rosca (estándar).CT2 Provoca la aproximación por un flanco de la rosca.CT3 Proporciona una aproximación bidireccional. La herramienta
se dirige de manera alternante por los flancos derecho e iz‐quierdo.
La aproximación bidireccional CT3 no se puede emplear para tra‐zados de rosca cónicos.
Los cortes de pulido NFR son cortes adicionales tras alcanzar la profundidadde la rosca sin eliminar la viruta. Con los cortes de pulido se puede mejorarla calidad de la superficie.El ángulo de flanco TFA es el ángulo de abertura entre dos flancos de roscaen °, aunque se asume la bisectriz paralela a la dirección de aproximación.La especificación de TFA no es relevante en la variante de corte "paralela aleje" CT1.El ángulo inicial de rosca TSA debe programarse cuando un paso de roscadebe pasar por un determinado punto de referencia en la pieza. El ánguloinicial especificado con TSA se realiza en el punto inicial SR/SA. El ánguloinicial de rosca que debe programarse resulta aritméticamente de la distan‐cia del punto inicial con respecto al punto de referencia en la pieza, el pasode rosca y la dirección de giro.Con la secuencia de mecanizado de varios pasos MTR se puede influir si to‐dos los pasos de rosca se mecanizan simultáneamente, o bien si primero sedebe realizar un paso antes del siguiente mecanizado.MTR1 Define un mecanizado simultáneo de todos los pasos (están‐
dar).MTR2 Define el mecanizado secuencial independiente de los pa‐
sos.Desarrollo: El ciclo posiciona la herramienta en un punto inicial que resulta del trazado
de rosca. En la dirección de paso, es la coordenada de inicio de rosca SA oSR. En la dirección de aproximación, es la coordenada de rosca máxima(con DT<0) o mínima (con DT>0), que además está desplazada un valor derepliegue de 1 mm frente a la dirección de aproximación. Partiendo de la po‐sición alcanzada antes del ciclo, se debe poder desplazar a este punto sincolisiones en un recorrido directo. Después, la herramienta se aproximará alprimer corte en la primera profundidad de aproximación en la pieza. Se reali‐za un corte de rosca. A continuación, se repliega aunque corresponda acoordenada de repliegue del punto inicial y se desplaza y aproxima al si‐guiente corte paralelo al eje. Los cortes de rosca individuales serán realiza‐dos cíclicamente hasta alcanzar la profundidad final. Todavía después sepueden añadir, opcionalmente, cortes de pulido. El ciclo finaliza con el des‐plazamiento al punto inicial del ciclo seguido del posicionamiento de regresoal punto inicial antes de la llamada de ciclo.
Ejemplo: Según el dibujo, la rosca debe realizarse mediante la aproximación de flan‐co. La aproximación y la salida de rosca deben ser de 5 mm respectivamen‐te.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 203/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Fig. 10-14: Ejemplo de una rosca exterior cónicaPrograma para G169 Rosca cónicaDIA G18G169 (SR15.5, SA5, ER20.5, EA-25,TP1.5, DT-0.92, FD0.5, IT2)
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P204/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.8 G191 Torneado de perforación con formaEl ciclo "Torneado de perforación con forma" (G191) tiene la función de me‐canizar en una pieza giratoria una perforación con forma. Mediante los pará‐metros se pueden definir la posición, la forma y la variante de mecanizado.
Fig. 10-15: G191 Torneado de perforación con forma
G191 Torneado de perforación con formaG191(ORI,SR,SA,W,DT,A1,A2,R1,R2,R3,R4,CL1,CL2,CL3,CL4,TW,RSL,CD,CV)
ORI SD.SysCyc.ORI Orientación de la garganta Integer Opcional 5<=ORI<=8Preajuste 8
SR SD.SysCyc.SR Punto inicial de diámetro Real Obligato‐rio
SR>0
SA SD.SysCyc.SA Punto inicial de dirección longitudinal Real Obligato‐rio
Absoluto
W SD.SysCyc.W Ancho de las rectas básicas Real Obligato‐rio
W>0
DT SD.SysCyc.DT Profundidad de la perforación con for‐ma
Real Obligato‐rio
DT>0
A1 SD.SysCyc.A1 Ángulo de flanco en el punto inicial Real Opcional 0<A1<=89
A2 SD.SysCyc.A2 Ángulo de flanco en el punto final Real Opcional 0<A2<=89
R1 SD.SysCyc.R1 Radio en el punto inicial exterior Real Opcional R1>0
R2 SD.SysCyc.R2 Radio en el punto inicial interior Real Opcional R2>0
R3 SD.SysCyc.R3 Radio en el punto final exterior Real Opcional R3>0
R4 SD.SysCyc.R4 Radio en el punto final interior Real Opcional R4>0
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 205/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G191 Torneado de perforación con formaG191(ORI,SR,SA,W,DT,A1,A2,R1,R2,R3,R4,CL1,CL2,CL3,CL4,TW,RSL,CD,CV)
CL1 SD.SysCyc.CL1 Chaflán en el punto inicial exterior Real Opcional CL1>0
CL2 SD.SysCyc.CL2 Chaflán en el punto inicial interior Real Opcional CL2>0
CL3 SD.SysCyc.CL3 Chaflán en el punto final exterior Real Opcional CL3>0
CL4 SD.SysCyc.CL4 Chaflán en el punto final exterior Real Opcional CL4>0
TW SD.SysCyc.TW Ancho de herramienta Real Obligato‐rio
TW>0
RSL SD.SysCyc.RSL Medida de acabado Real Opcional RSL>=0
CD SD.SysCyc.CD Profundidad de aproximación Real Opcional CD>0
CV SD.SysCyc.CV Variante de corte Real Opcional 1<=CV<=3Preajuste 2
Tab. 10-8:Desarrollo: El ciclo funciona en el plano G18 con ejes longitudinal y de diámetro. El ciclo
comienza en el punto inicial (SR y SA). Se debe poder aproximarse al puntoinicial sin averías desde la última posición programada. Desde la última posi‐ción programada antes del ciclo se mecaniza en la dirección de aproxima‐ción con avance. Así esta posición puede utilizarse como posición de seguri‐dad.La especificación de los elementos de transición radio o chaflán se realiza demanera alternativa. En cada esquina solo se puede especificar un elementode transición. Si solo se especifica un elemento de transición para la primeraesquina, los cuatro elementos de transición se establecerán en el valor delprimer elemento. En el corte de acabado especificado, la división de cortesse reduce en esta profundidad de corte de acabado. La profundidad de corte(CD) es la misma en cada uno de los cortes de la división de cortes. En casonecesario, la profundidad de corte (CD) especificada se reduce a la mismaprofundidad. Son posibles las variantes de mecanizado (CV) 1 Desbaste, 2Desbaste y acabado o 3 Acabado.La primera perforación se realiza hasta la profundidad de aproximación es‐pecificada en dirección radial o axial. El mecanizado posterior se realiza des‐plazado lateralmente hasta la misma profundidad, también en dirección ra‐dial o axial. A continuación, en posteriores pasos de aproximación se realizael mecanizado hasta la profundidad final. En los ángulos planos de los flan‐cos se realizan eventualmente otros cortes en la dirección del flanco. En elsiguiente corte de contorno se mecanizan también los elementos de transi‐ción. La medida de acabado se mecaniza por medio de un corte de contornoindependiente.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P206/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Ejemplo:
Fig. 10-16: G191 Perforación con formaPrograma para G191 Torneado de perforación con forma
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 Z-10 X82 ; posición de seguridad antes del cicloN50 G191(SR80,SA-10,TW6,DT20,W20,A1 15,A2 30,R1 1,R2 1,R3 1,R4 1.5,ORI8,CD13,CV2,RSL0.2) ; cicloN60 G0 X200 Z10 ; retirada
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 207/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.9 G192 Torneado de perforación circularEl ciclo "Torneado de perforación circular" (G192) tiene la función de mecani‐zar en una pieza giratoria una capa, una perforación con forma y base semi‐circular mediante un cincel redondo. Mediante los parámetros se pueden de‐finir la posición, la forma y la variante de mecanizado.
Fig. 10-17: G192 Perforación circular
G192 Torneado de perforación circular G192 (ORI,SR,SA,R,DT,TW,RSL,CD,CV)
ORI SD.SysCyc.ORI Orientación de la garganta Integer Opcional 5<=ORI<=8Preajuste 8
SR SD.SysCyc.SR Punto inicial de diámetro Real Obligato‐rio
SR>0
SA SD.SysCyc.SA Punto inicial de dirección longitudinal Real Obligato‐rio
SA>0
R SD.SysCyc.R Radio de la perforación Real Obligato‐rio
R>0
DT SD.SysCyc.DT Profundidad de la perforación Real Obligato‐rio
DT>0
TW SD.SysCyc.TW Ancho de herramienta Real Obligato‐rio
TW>0
RSL SD.SysCyc.RSL Medida de acabado Real Opcional RSL>=0
CD SD.SysCyc.CD Profundidad de aproximación Real Opcional CD>0
CV SD.SysCyc.CV Variante de corte Integer Opcional 1<=CV<=5Preajuste 4
Tab. 10-9:Desarrollo: El ciclo funciona en el plano G18 con ejes longitudinal y de diámetro. El ciclo
comienza en el punto inicial (SR y SA). Se debe poder aproximarse al puntoinicial sin averías desde la última posición programada. Desde la última posi‐ción programada antes del ciclo se mecaniza en la dirección de aproxima‐
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P208/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

ción con avance. Así esta posición puede utilizarse como posición de seguri‐dad.En el corte de acabado especificado, la división de cortes se reduce en estaprofundidad de corte de acabado. La profundidad de corte (CD) es la mismaen cada uno de los cortes de la división de cortes. En caso necesario, la pro‐fundidad de corte (CD) especificada se reduce a la misma profundidad. Sonposibles las variantes de mecanizado (CV) 1 Desbaste, 2 Desbaste con me‐canizado previo, 3 Desbaste y acabado, 4 Desbaste con mecanizado previoy acabado o 5 Acabado. Aquí se denomina mecanizado previo a la primeraperforación en el material. Dado que las condiciones de corte durante la per‐foración en el material con el cincel redondo no son nada óptimas, esta va‐riante solo deberá utilizarse en los mecanizados simples. Generalmente, es‐ta primera perforación en el material debe realizarse por separado con la he‐rramienta giratoria de perforación adecuada.Durante el mecanizado con mecanizado previo, se realiza al principio la pri‐mera perforación en dirección radial o axial. El mecanizado posterior se reali‐za desplazado lateralmente (desplazado hacia la izquierda y la derecha),también en dirección radial o axial. Después se realiza un corte de contorno.La medida de acabado se mecaniza por medio de un corte de contorno inde‐pendiente.
Ejemplo:
Fig. 10-18: Ejemplo G192 Garganta redondaPrograma para G192 Torneado de perforación circular
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 Z-10 X82 ; posición de seguridad antes del cicloN50 G192(SR100,SA-70,TW8,R14,DT30,ORI8,RSL0.5) ; cicloN60 G0 X200 Z10 ; retirada
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 209/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.10 G196 Torneado de garganta de roscaCon el ciclo "Garganta de rosca" (G196) se pueden mecanizar gargantas derosca según la norma DIN 76, parte 1/2/3, o bien con las dimensiones auto‐definidas. La garganta de rosca puede ser integrada como elemento de tran‐sición en un contorno, o bien torneada por separado (incluidas la aproxima‐ción, y la salida al o desde el punto inicial). El mecanizado en sí se limita eneste proceso únicamente al contorno de la garganta (sin división de cortes),que siempre está dirigido de tal forma que discurre comenzando por la su‐perficie axial en dirección a la superficie plana adyacente.
Fig. 10-19: G196 Garganta de rosca DIN 76
Fig. 10-20: G196 Garganta de rosca - Forma libre
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P210/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G196 Garganta de rosca G196 (ART,ORI,DN,DK,SA,FORM,TP, DG,WL,R,ANG,RSL)
ART SD.SysCyc.ART Tipo de garganta de ros‐ca
Integer Opcional 1<=ART<=30 (forma libre) por defecto
ORI SD.SysCyc.ORI Orientación de la posi‐ción
Integer Obligatorio 1<=ORI<=4
DN SD.SysCyc.DN Diámetro nominal delmecanizado individual
Real Opcional, se requiere enel mecanizado individualsegún DIN (ART>0) conla forma libre (ART0) y larosca exterior
DN<>0
DK SD.SysCyc.DK Diámetro menor del me‐canizado individual inte‐rior
Real Opcional, se requiere so‐lo en el mecanizado indi‐vidual, forma libre (ART0)y rosca interior
DK<>0
SA SD.SysCyc.SA Coordenada de referen‐cia axial
Real Obligatorio Absoluto
FORM SD.SysCyc.FORM
Forma de garganta derosca DIN 76
String Opcional, solo puedepredeterminarse con DIN(ART>0)
A,B,C,D,E,FPor lo general está asignadopor defecto.
TP SD.SysCyc.TP Paso de la rosca Real Obligatorio con DIN(ART>0)
TP>0
DG SD.SysCyc.DG Diámetro básico de lagarganta de rosca
Real Obligatorio con la formalibre (ART0)
DG>0
WL SD.SysCyc.WL Ancho Real Obligatorio con la formalibre (ART0)
WL>0
R SD.SysCyc.R Radio Real Opcional, solo puedepredeterminarse con laforma libre (ART0)
R>=00 por defecto.
ANG SD.SysCyc.ANG Ángulo Real Opcional 30<=ANG<=6030 por defecto.
RSL SD.SysCyc.RSL Medida Real Opcional RSL>=00 por defecto.
Tab. 10-10:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. En este proceso, el eje principaldel plano integra el eje axial y el eje secundario integra el eje radial. Si sellama de manera excepcional al ciclo en G19, se registra el eje Z como el ejeaxial y el eje Y como el eje radial.Con G71 activo, todas las medidas deben programarse en mm, o sino enpulgadas, y la medida del radio se aplica a todas las dimensiones con excep‐ción de los parámetros DN, DK y DG.Si se llama a la garganta de rosca dentro de un contorno, entonces se obten‐drá la coordenada de referencia radial a partir de la última posición radial al‐canzada (coordenada del eje secundario o de la coordenada Y en G19). Poreso se requiere que el elemento de contorno inicial sea una superficie cilín‐drica. Para tornear alrededor de la garganta de rosca desprendida de uncontorno, debe indicarse un diámetro DN o DK. Aquí DN es el diámetro no‐
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 211/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

minal de la rosca. Debe definirse con las dimensiones autodefinidas en casode una garganta que debe tornearse por separado según DIN 76 y una gar‐ganta exterior independiente. De forma alternativa, debe especificarse el diá‐metro menor DK cuando se trate de una garganta interior que debe tornear‐se por separado con dimensiones autodefinidas. Ambos diámetros se inter‐pretarán siempre en la medida del diámetro y deben poseer un signo negati‐vo en el caso que la garanta se encuentre en el rango de coordenadasradiales negativas.
En la programación por la estructura de datos SD y en caso ne‐cesario, debe asignarse a SD.SysCyc.DN o SD.SysCyc.DK el va‐lor "0" para alcanzar una asignación vacía.
La coordenada de referencia axial SA indica la posición absoluta de la super‐ficie plana adyacente, aunque deben tenerse en cuenta la escala del eje ac‐tual DIA/RAD (especial en G17).Con el parámetro ART se remite a una de las tres partes de la norma DIN 76para la definición de medida, o bien se activa la especificación de medida porparámetro.Las siguientes especificaciones son posibles:ART0 Dimensiones autodefinidas (estándar).ART1 Dimensiones según DIN 76, parte 1 para la rosca métrica
ISO según DIN 131.ART2 Dimensiones según DIN 76, parte 2 para la rosca para tubos
según DIN ISO 228, parte 1.ART3 Dimensiones según DIN 76, parte 3 para las roscas trapezoi‐
dal, de sierra y redonda y otras roscas con un paso grande.Con el parámetro ORI se describe la orientación de la garganta que, juntocon el signo de la coordenada de referencia radial entre otros, permite tam‐bién deducir si con la llamada de ciclo se realizará una garganta para unarosca interior o una rosca exterior.Los posibles valores corresponden al código de la posición del filo de la he‐rramienta con la que se puede realizar la garanta con la orientación homóni‐ma:ORI1 Desarrollo del contorno proveniente de la dirección axial ne‐
gativa y la continuación en la dirección del eje radial negati‐va.
ORI2 Desarrollo del contorno proveniente de la dirección axial po‐sitiva y la continuación en la dirección del eje radial negativa.
ORI3 Desarrollo del contorno proveniente de la dirección axial po‐sitiva y continuación en dirección del eje radial positiva.
ORI4 Desarrollo del contorno proveniente de la dirección axial ne‐gativa y la continuación en la dirección del eje radial positiva.
Con el parámetro FORM se obtendrán las dimensiones (casos largo, corto ynormal) de la parte de la norma DIN 76 que está relacionada con el paráme‐tro ART en combinación con el paso TP. Si no se indica el parámetro FORM,entonces se aplica el caso normal correspondiente a ORI y el signo de lacoordenada de referencia radial.Son posibles las siguientes especificaciones para el parámetro FORM:FORM A Roca exterior, caso normal según partes 1, 2 y 3.FORM B Roca exterior, modelo corto según partes 1, 2 y 3.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P212/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

FORM C Roca interior, caso normal según partes 1 y 2. Rosca exte‐rior, modelo largo según parte 3.
FORM D Roca interior, modelo corto según partes 1 y 2. Rosca inte‐rior, caso normal según parte 3.
FORM E Roca interior, modelo corto según parte 3.FORM F Roca interior, modelo largo según parte 3.El diámetro básico DG debe indicarse en caso de una acotación libre(ART0). Determina la profundidad de la garganta. En este caso, siempre setrata de un valor de diámetro sin signo.El ancho WL también debe indicarse en caso de una acotación libre (ART0)y determina el ancho de la garganta.El radio R determina el redondeo interior y puede definirse con la especifica‐ción de medida libre (ART0). De manera estándar, el radio del filo actual seaplicará como radio de redondeo.El ángulo ANG determina el ángulo de penetración y por defecto es de 30°.En todos los valores del parámetro ART puede encontrarse en el rango entre30 y 60.Con la medida RSL se define opcionalmente un margen para mecanizado ra‐dial en la superficie cilíndrica anterior. Estándar 0. Este parámetro produceuna prolongación tangencial del recorrido de penetración. Si la garganta seintegra en un contorno, se desplazará de la manera correspondiente el puntode referencia radial.
Desarrollo: Si se llama a la garganta en un contorno (no están programados DN ni DK),se realiza una interpolación lineal paralela al eje principal en el avance activohasta alcanzar el punto inicial de la garganta calculado de manera interna.Aquí, la corrección del radio del filo debe haber sido activada por el ciclo. Lesigue el trazado calculado de la garganta, aunque se alcance la coordenadade referencia SA. La superficie plana adyacente debe estar programada fue‐ra del ciclo.Con el mecanizado independiente se desplaza al punto inicial de la gargantacon la marcha rápida en la abertura equidistante y teniendo en cuenta unapequeña distancia de seguridad de 0,1 mm en dirección radial. Posterior‐mente, con el avance se desplaza por el contorno de la garganta. Según elpunto inicial seleccionado antes del ciclo relativo a la posición y orientación,el torneado de la superficie plana se realiza hasta alcanzar la posición inicialradial. A continuación y con la marcha rápida se regresa a la posición inicialcerrando la equidistante. Con el mecanizado de garganta independiente fina‐liza una corrección del radio del filo activa antes del ciclo y no se reactiva alfinalizar el ciclo.
El ciclo desconecta el redondeo global (RND, RNE) o los chafla‐nes globales (CHS, CHL) y no los reactiva al finalizar el ciclo.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 213/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Ejemplo 1:
Fig. 10-21: Ejemplo G196 Perforación de rosca - Forma libre, mecanizado inde‐pendiente
Programa 1 para G196 Torneado de garganta de rosca
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 Z-30 X30 ; posición antes del cicloN50 G196(ORI3, DN20, SA-38, DG16.4, WL5.6, R1.2) ; cicloN60 G0 X200 Z10 ; retirada
Ejemplo 2:
Fig. 10-22: Ejemplo G196 Perforación de rosca DIN 76, parte 1, mecanizado den‐tro de un contorno
Programa 2 para G196 Torneado de garganta de rosca
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 G42 Z2 X20 ; posición de seguridad antes del cicloN50 G196(ORI3, ART1, FORM A, SA-38, TP2.5); cicloN60 G1 X30 ; superficie planaN60 G0 G40 X200 Z10 ; retirada
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P214/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

10.11 G197 Torneado de gargantaCon el ciclo "Garganta" (G197) se pueden mecanizar gargantas según lanorma DIN 509, o bien con las dimensiones autodefinidas. La garganta pue‐de ser integrada como elemento de transición en un contorno, o bien tornea‐da por separado (incluidas la aproximación, y la salida al o desde el puntoinicial). El mecanizado está siempre dirigido de tal forma que discurre co‐menzando por la superficie axial en dirección a la superficie plana adyacen‐te.
Fig. 10-23: G197 Gargantas- Forma libre
Fig. 10-24: G197 Gargantas DIN 509
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 215/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

G197 Gargantas G197 (ART,FORM,ORI,SR,SA,WL,DTD,R,A1,RSL,DTL,A2,RSF)
ART SD.SysCyc.ART Tipo de garganta Integer Opcional 0<=ART<=10 (forma libre) por defecto.
FORM SD.SysCyc.FORM
Forma de garganta se‐gún DIN 509
String Obligatorio con la formalibre (ART0)
E,F,G,H
ORI SD.SysCyc.ORI Orientación de la posi‐ción
Integer Obligatorio 1<=ORI<=4
SR SD.SysCyc.SR Coordenada de referen‐cia del mecanizado indi‐vidual radial
Real Opcional Absoluto
SA SD.SysCyc.SA Coordenada de referen‐cia axial
Real Obligatorio Absoluto
WL SD.SysCyc.WL Ancho axial Real Obligatorio con FORME,F y ART0
WL>0
DTD SD.SysCyc.DTD Profundidad radial Real Obligatorio con la formalibre (ART0)
DTD>0
R SD.SysCyc.R Radio de la garganta Real Opcional R>0Con ART1, estándar corres‐ponde a la fila 1 (asignaciónal diámetro con el desgastehabitual)Con ART0, 0 por defecto.
A1 SD.SysCyc.A1 Ángulo de penetración Real Opcional, permitido solocon forma libre (ART0)
5<=A1<=30Ángulo de penetración segúnDIN por defecto.
RSL SD.SysCyc.RSL Medida radial Real Opcional RSL>=00 por defecto.
DTL SD.SysCyc.DTL Profundidad axial Real Obligatorio con la formalibre (ART0) y FORM F,G, H
DTL>0
A2 SD.SysCyc.A2 Ángulo Real Obligatorio con la formalibre (ART0) y FORM F,G, H
5<=A2<=30
RSF SD.SysCyc.RSF Medida axial Real OpcionalSolo permitido conFORM F, G, H
RSF>=00 por defecto.
Tab. 10-11:Particularidades de los paráme‐
tros:El ciclo puede emplearse en cada plano de interpolación, aunque general‐mente funcionará al tornear en el plano G18. En este proceso, el eje principaldel plano integra el eje axial y el eje secundario integra el eje radial. Si sellama de manera excepcional al ciclo en G19, se registra el eje Z como el ejeaxial y el eje Y como el eje radial.Con G71 activo, todas las medidas deben programarse en mm, o sino enpulgadas, y la medida del radio se aplica a todas las dimensiones con excep‐ción de las coordenadas del punto de referencia SA y SR.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P216/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Si se llama a la garganta de rosca dentro de un contorno, entonces se obten‐drá la coordenada de referencia radial a partir de la última posición radial al‐canzada (coordenada del eje secundario o de la coordenada Y en G19). Poreso se requiere que el elemento de contorno inicial sea una superficie cilín‐drica. Para tornear la garganta desprendida de un contorno, debe indicarsela coordenada de referencia radial SR que, según la escala del eje radial, seregistrará como diámetro o radio. En el caso en que la garganta se encuen‐tre en el rango de coordenadas radiales negativas, SR puede poseer un sím‐bolo negativo.
En la programación por la estructura de datos SD y en caso ne‐cesario, debe asignarse a SD.SysCyc.SR el valor 0 para alcanzaruna asignación vacía.
La coordenada de referencia axial SA indica la posición absoluta de la super‐ficie plana adyacente, aunque deben tenerse en cuenta la escala del eje ac‐tual DIA/RAD (especial en G17).Con el parámetro ART se remite a una de las tres partes de la norma DIN 76para la definición de medida, o bien se activa la especificación de medida porparámetro.Las siguientes especificaciones son posibles:ART0 Dimensiones autodefinidas (estándar).ART1 Dimensiones según DIN 509.Con el parámetro ORI se describe la orientación de la garganta que, juntocon el signo de la coordenada de referencia radial entre otros, permite tam‐bién deducir si con la llamada de ciclo se realizará una garganta interior o ex‐terior.Los posibles valores corresponden al código de la posición del filo de la he‐rramienta con la que se puede realizar la garanta con la orientación homóni‐ma:ORI1 Desarrollo del contorno proveniente de la dirección axial ne‐
gativa y la continuación en la dirección del eje radial negati‐va.
ORI2 Desarrollo del contorno proveniente de la dirección axial po‐sitiva y la continuación en la dirección del eje radial negativa.
ORI3 Desarrollo del contorno proveniente de la dirección axial po‐sitiva y continuación en dirección del eje radial positiva.
ORI4 Desarrollo del contorno proveniente de la dirección axial ne‐gativa y la continuación en la dirección del eje radial positiva.
Con el parámetro FORM se define la forma básica de la garganta según lanorma DIN 509. Este parámetro también se requiere con las dimensionesautodefinidas (ART0).Son posibles las siguientes especificaciones para el parámetro FORM:FORM E Garganta para superficie cilíndrica que debe seguir mecani‐
zándose.FORM F Garganta para superficie cilíndrica y plana que debe seguir
mecanizándose.FORM G Garganta para un pequeño paso.FORM H Garganta para un paso muy redondeado.El radio R determina el redondeo interior. Con la especificación de medidalibre (ART0), de manera estándar el radio del filo actual se aplicará como ra‐dio de redondeo. Con la especificación de medida según DIN se puede es‐
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 217/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

pecificar el radio para hacer referencia a los valores de la tabla de la fila 2para una mayor estabilidad de cambio (excepto FORM G).El ancho WL y la profundidad radial DTD deben indicarse en la acotación li‐bre (ART0) en todas las formas FORM.La profundidad axial DTL también es necesaria en la acotación libre (ART0),pero solo en las formas FORM E y F.El ángulo de penetración A1 puede programarse opcionalmente en la acota‐ción libre (ART0). Según la norma DIN 509, el estándar es de 15°, en FORMG de 17,5°.El ángulo de penetración A2 puede programarse opcionalmente en la acota‐ción libre (ART0) y determina el ángulo del corte trasero hacia la superficieplana. Según la norma DIN 509, el estándar en FORM F es de 8°, en FORMG y H de 17,5°. A2 es ignorado en FORM E.Con la medida radial RSL se define opcionalmente un margen para mecani‐zado en la superficie cilíndrica anterior. Estándar 0. Este parámetro produceuna prolongación tangencial del recorrido de penetración. Si la garganta seintegra en un contorno, se desplazará de la manera correspondiente el puntode referencia radial.La medida axial RSF define opcionalmente un margen para mecanizado enla superficie plana adyacente. Se produce un desplazamiento de la superfi‐cie plana frente a la coordenada de referencia SA, en el caso en que la gar‐ganta sea llamada en el contorno. En un mecanizado de garganta indepen‐diente, el parámetro amplía la salida. RSF es ignorado en FORM E.
Desarrollo: Si se llama a la garganta en un contorno (no está programado SR), se reali‐za una interpolación lineal paralela al eje principal en el avance activo hastaalcanzar el punto inicial de la garganta calculado de manera interna. Aquí, lacorrección del radio del filo debe haber sido activada por el ciclo. Le sigue eltrazado calculado de la garganta. La superficie plana adyacente debe estarprogramada fuera del ciclo.Con el mecanizado independiente se desplaza al punto inicial de la gargantacon la marcha rápida en la abertura equidistante y teniendo en cuenta unapequeña distancia de seguridad de 0,1 mm en dirección radial. Posterior‐mente, con el avance se desplaza por el contorno de la garganta. Solo conFORM E y según el punto inicial seleccionado antes del ciclo relativo a la po‐sición y orientación, se añade ahora un torneado de la superficie plana hastaalcanzar la posición inicial radial. Para concluir y con la marcha rápida se re‐gresa a la posición inicial cerrando la equidistante. Con el mecanizado degarganta independiente finaliza una corrección del radio del filo activa antesdel ciclo y no se reactiva al finalizar el ciclo.
El ciclo desconecta el redondeo global (RND, RNE) o los chafla‐nes globales (CHS, CHL) y no los reactiva al finalizar el ciclo.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P218/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Ejemplo 1:
Fig. 10-25: Ejemplo G197 Garganta con forma libre, mecanizado independientePrograma 1 para G197 Torneado de garganta
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Z10 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 Z-33.5 X30 ; posición de seguridad antes del cicloN50 G197(ART0, FORM E, ORI3,SA-36, SR20, WL25, DTD2.5, R1.2, A1 15); cicloN60 G0 X50 Z100 ; retirada
Ejemplo 2:
Fig. 10-26: Ejemplo G197 Garganta DIN 509, mecanizado dentro del contornoPrograma 2 para G197 Torneado de garganta
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Z10 S250 M3 ; posicionamiento previoN30 G94 G97 F100 ; ajustes de avanceN40 G0 G42 Z2 X20 ; posición de seguridad antes del cicloN50 G197(ART1, FORM E, ORI3, SA-36, R1.2); cicloN60 G1 X30N60 G0 G40 X50 Z100 ; retirada
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 219/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P220/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

11 Ciclos de torneado (según contorno)11.1 Indicaciones generales
Cuando se modifican los parámetros tecnoló‐gicos externos del programa en el que estáprogramado el ciclo, el programa debe guar‐darse nuevamente.
AVISO
Los ciclos en función del contorno crean una división de cortes y la vuelven autilizar si no se han modificado los parámetros del ciclo. Guardando el pro‐grama se descartan todas las antiguas divisiones de cortes y, en caso nece‐sario, se vuelven a crear.
11.2 Definición del contornoEl contorno se define por medio de los bloques inicial y final, las etiquetas deinicio y final o por subprograma. En cada uno de los ciclos de torneado decontorno debe definirse de manera exacta un contorno.Si los bloques inicial y final están indicados, las cifras deben indicarse delmismo modo que en el programa. Esto significa que no se pueden omitir losceros iniciales.
Ejemplo: Programa:N0 G170 (S01, E005)N01 ; inicio de contornoN02 .... ; indicar aquí el contornoN005 ; fin del contorno
Si el contorno es definido por medio de un subprograma, para una mejor lec‐tura entre P y el nombre del programa debe colocarse un espacio en blancoo "=". El nombre del programa puede incluir una ruta de acceso. Ni el nom‐bre del subprograma ni la ruta de acceso deben contener espacios en blan‐co, paréntesis o comas.
Ejemplo: Programa: N0 G170 (P Kontur1.npg) N1 G170 (P=/mnt/Test/Kontur.npg)
Para todos los ciclos de torneado de contornos (G170-G174) se aplica:● La definición de contorno no puede incluir llamadas de ciclo de contorno
internas (G170-G174).● Los bloques inicial y final o las etiquetas de inicio y final deben aparecer
en el mismo programa que en la llamada de ciclo.● La definición de contorno puede incluir subprogramas (por ejemplo: ci‐
clos, como Gargantas, G168).● El contorno puede incluir un máximo de 50 elementos, incl. la ayuda de
entrada (RND, CHL, CHS, secuencias de puntos).● El número de cajas (cortes inferiores) está limitado a 10.Para los ciclos de desbaste de contorno (G171-G174) se aplica especial‐mente:● Dentro de la definición de contorno se evalúa únicamente la información
geométrica (recta, círculo, puntos inicial y final). Los avances, funcionesM, etc. serán ignorados.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 221/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

● Todos los desplazamientos fuera del plano seleccionado serán ignora‐dos.
El contorno será leído y mecanizado durante el primer recorrido.Posteriormente se tomará como constante. No se soportan con‐tornos variables.
En el bloque inicial del contorno no se debe activar ningún redon‐deo (por ejemplo: RND). Los redondeos modifican las trayecto‐rias programadas y así el contorno definido. Lo que puede provo‐car efectos indeseados.
En número de bloques en la preparación de bloques (parámetrode máquina NCO/LookAh/Ch[ ]/NofBlkPrep) debe contar comomínimo con cinco más que el número de bloques de la descrip‐ción del contorno. Los redondeos y chaflanes generan aquí blo‐ques adicionales.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P222/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

11.3 G170 Acabado de contornoEl ciclo "Acabado de contorno" tiene como función mecanizar un contornotorneado con un corte.
Fig. 11-1: G170 Acabado de contorno
G170 Acabado de contorno G170 (S,E,L,H,P)
S Bloque inicial del contorno que debe mecanizarse STRING Opcional
E Bloque final del contorno que debe mecanizarse STRING Opcional
L Etiqueta de inicio del contorno que debe mecanizarse STRING Opcional
H Etiqueta final del contorno que debe mecanizarse STRING Opcional
P Nombre de subprograma de la definición del contorno STRING Opcional
La definición del contorno está descrita en el capítulo 11.2 Definición delcontorno, página 221.
Desarrollo: El ciclo funciona de manera independiente a los planos con todos los ejesque están programados en la definición de contorno. El contorno que debemecanizarse puede especificarse mediante bloque inicial-bloque final o me‐diante etiqueta de inicio-etiqueta final o mediante el nombre del subprogramadel UP que contiene el contorno. Se necesita una de estas entradas. Se de‐be poder aproximarse al punto inicial del contorno sin averías desde la últimaposición programada.El ciclo actúa como un GOTO con retorno o como una llamada de subpro‐grama.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 223/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Una descripción del contorno puede emplear‐se simultáneamente para los ciclos de des‐baste y para el acabado de contorno G170.Al contrario que sucede en otros ciclos decontorno, en el acabado de contorno G170todos los bloques del contorno se mecanizannormal. Esto significa que las funciones auxi‐liares estarán activas, los estados modalesserán conmutados y se aplicará un avance oun número de revoluciones programado.
AVISO
Si debe utilizarse la misma descripción de contorno tanto para el desbastecomo para el acabado de contorno G170, debe asegurarse que en esta des‐cripción de contorno todos los avances, números de revoluciones y funcio‐nes auxiliares para el acabado de contorno sean correctos. En otros ciclosde contorno estos datos no tienen efecto alguno, ya que estos solo leen in‐formación geométrica.
El mecanizado se efectúa en un corte a lo largo del contorno.Ejemplo:
Fig. 11-2: G170 Acabado de contornoPrograma para G170 Acabado de contorno
N10 G18 G94 F650 ; inicializaciónN20 G0 Z50 X32 ; desplazamiento a posición inicialN30 G170 (S100, E140) ; llamada de cicloN40 M30 ; fin del programa
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P224/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

;****************************;*** descripción del contorno ***;****************************N100 Z40 X10N110 G2 Z35 X15 R5N120 G1 Z32 X24N130 Z20 X26N140 Z17 X31
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 225/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

11.4 G171 Desbaste de contorno longitudinalEl ciclo "Desbaste de contorno longitudinal" tiene como función mecanizar uncontorno torneado con varios cortes longitudinales paralelos al eje.
Fig. 11-3: G171 Desbaste de contorno longitudinal
G171 Desbaste de contorno longitudinal G171 (S,E,L,H,P,CD,LD,CR,CA,MO‐DE,CES,CEE,UCV)
S Bloque inicial del contorno que debe mecanizarse STRING Opcional
E Bloque final del contorno que debe mecanizarse STRING Opcional
L Etiqueta de inicio del contorno que debe mecanizarse STRING Opcional
H Etiqueta final del contorno que debe mecanizarse STRING Opcional
P Nombre de subprograma de la definición del contorno STRING Opcional
CD Profundidad de corte máxima REAL Obligatorio
LD Valor de repliegue tras corte REAL Opcional
CR Medida en dirección transversal REAL Opcional
CA Medida en dirección longitudinal REAL Opcional
MOD Seguimiento del contorno INTEGER Opcional
CES Aproximación tangencial REAL Opcional
CEE Salida tangencial REAL Opcional
UCV Variante de cortes inferiores y traseros INTEGER Opcional
La definición del contorno está descrita en el capítulo 11.2 Definición delcontorno, página 221.
Desarrollo: El ciclo funciona en el plano seleccionado con el eje principal y el eje secun‐dario. Se debe poder aproximarse al punto inicial del ciclo (véase imagen)sin averías desde la última posición programada.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P226/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Fig. 11-4: Desarrollo G171 BaseEl mecanizado se realiza en varios cortes paralelos al eje en dirección longi‐tudinal. Mediante CD se especifica la profundidad de corte máxima de cadacorte. El ciclo hace todos los cortes con la misma profundidad.La medida especificada se mantiene tras realizar el mecanizado sobre elcontorno. Mediante MOD Seguimiento del contorno se define, de manera di‐vergente al mecanizado paralelo al eje, si el contorno se mecaniza al final decada corte o bien al final del mecanizado mediante un corte de contorno adi‐cional.
Fig. 11-5: Desarrollo G171 Sin seguimiento del contorno
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 227/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Fig. 11-6: Desarrollo G171 Sin seguimiento del contornoSi no se indica ningún modo de seguimiento del contorno MOD, en un con‐torno sin cortes inferiores el ciclo funciona sin seguimiento de contorno y, enun contorno con cortes inferiores, funciona con seguimiento de contorno.La variante de cortes inferiores y traseros define si estos (por ejemplo: gar‐gantas) deben ser mecanizados.
Fig. 11-7: Desarrollo G171 Variantes de corteEn los cortes inferiores se realiza el desbaste de cada una de las cajas hastala medida definida y, posteriormente, se mecaniza el contorno remanente.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P228/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Fig. 11-8: Desarrollo G171 CajasMediante la aproximación o la salida tangenciales se puede prolongar co‐rrespondientemente el mecanizado.
Fig. 11-9: Desarrollo G171 Aproximación o salida tangencialesEl ángulo entre la pared trasera del corte trasero y el eje principal no debeser menor que 45° (véase imagen).
Fig. 11-10: Restricción de corte traseroSi el contorno indicado no cumple esta condición, MTX genera un error detiempo de ejecución.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 229/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Ejemplo:
Fig. 11-11: Ejemplo G171 Desbaste de contorno longitudinalPrograma para G171 Desbaste de contorno longitudinal
N10 G18 G90 G94 F650 RAD ; inicializaciónN20 G0 Z36 X34 ; desplazamiento a punto inicialN30 G171 (S100,E140,CD4,LD1,CR1.2,CA0.5) ; llamada de cicloN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 Z40 X10N110 G2 Z35 X15 R5N120 G1 Z32 X24N130 Z20 X26N140 Z17 X31
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P230/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

11.5 G172 Desbaste de contorno transversalEl ciclo "Desbaste de contorno transversal" tiene como función mecanizar uncontorno torneado con varios cortes transversales paralelos al eje.
Fig. 11-12: G172 Desbaste de contorno transversal
G172 Desbaste de contorno transversal G172 (S,E,L,H,P,CD,LD,CR,CA,MOD,CES,CEE,UCV)
S Bloque inicial del contorno que debe me‐canizarse STRING Opcional
E Bloque final del contorno que debe meca‐nizarse STRING Opcional
L Etiqueta de inicio del contorno que debemecanizarse STRING Opcional
H Etiqueta final del contorno que debe meca‐nizarse STRING Opcional
P Nombre de subprograma de la definicióndel contorno STRING Opcional
CD Profundidad de corte máxima REAL Obligatorio
LD Valor de repliegue tras corte REAL Opcional Por defecto - 0
CR Medida en dirección transversal REAL Opcional Por defecto - 0
CA Medida en dirección longitudinal REAL Opcional Por defecto - 0
MOD Seguimiento del contorno INTEGER OpcionalPor defecto - Segui‐miento de contorno so‐lo con cortes inferiores
CES Aproximación tangencial REAL Opcional Por defecto - 0
CEE Salida tangencial REAL Opcional Por defecto - 0
UCV Variante de cortes inferiores y traseros INTEGER Opcional Por defecto - 0
La definición del contorno está descrita en el Cap. 11.2 "Definición del con‐torno" en página 221.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 231/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Desarrollo: El ciclo funciona en el plano seleccionado con el eje principal y el eje secun‐dario. Se debe poder aproximarse al punto inicial del ciclo (véase imagen)sin averías desde la última posición programada.
Fig. 11-13: G172 Definición de punto inicialEl mecanizado se realiza en varios cortes paralelos al eje en dirección trans‐versal. Mediante CD se especifica la profundidad de corte máxima de cadacorte. El ciclo hace todos los cortes con la misma profundidad. La medida es‐pecificada se mantiene tras realizar el mecanizado sobre el contorno.Mediante MOD Seguimiento del contorno se define, de manera divergente almecanizado paralelo al eje, si el contorno se mecaniza al final de cada corteo bien al final del mecanizado mediante un corte de contorno adicional. Conello, el ciclo se comporta como un G171 girado 90°.
Fig. 11-14: G172 División de cortes sin seguimiento del contorno
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P232/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Si no se indica ningún modo de seguimiento del contorno MOD, el ciclo fun‐ciona sin seguimiento de contorno.La variante de cortes inferiores y traseros define si estos (por ejemplo: gar‐gantas) deben ser mecanizados.
Fig. 11-15: G172 Variantes de cortes traseros e inferioresMediante la aproximación o la salida tangenciales se puede prolongar co‐rrespondientemente el mecanizado.
Fig. 11-16: G172 Aproximación o salida tangenciales
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 233/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Ejemplo:
Fig. 11-17: Ejemplo G172 Desbaste de contorno transversalPrograma para G172 Desbaste de contorno transversal
N10 G18 G90 G94 F650 RAD ; inicializaciónN20 G0 Z36 X34 ; desplazamiento a posición inicialN30 G172 (S100, E140, CD4, LD1, CR1.2,CA0.5) ; llamada de cicloN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 Z40 X10N110 G2 Z35 X15 R5N120 G1 Z32 X24N130 Z20 X26N140 Z17 X31
El contorno en G172 no debe incluir cortes traseros. En caso ne‐cesario, estos deben ocultarse con la variante de cortes inferiores(UCV=1).
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P234/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

11.6 G173 Desbaste de contorno paralelo a esteEl ciclo "Desbaste de contorno paralelo a este" tiene como función mecani‐zar un contorno torneado con varios cortes paralelos al contorno.
Fig. 11-18: G173 Desbaste de contorno paralelo a este
G173 Desbaste de contorno paralelo a este G173 (S,E,L,H,P,CD,CR,CA,RR,RA,CES,CEE)
S Bloque inicial del contorno que debe me‐canizarse STRING Opcional
E Bloque final del contorno que debe meca‐nizarse STRING Opcional
L Etiqueta de inicio del contorno que debemecanizarse STRING Opcional
H Etiqueta final del contorno que debe meca‐nizarse STRING Opcional
P Nombre de subprograma de la definicióndel contorno STRING Opcional
CD Profundidad de corte máxima REAL Obligatorio
CR Medida en dirección transversal REAL Opcional Por defecto - 0
CA Medida en dirección longitudinal REAL Opcional Por defecto - 0
RR Pieza sin mecanizar medida transversal REAL Opcional Por defecto - 0
RA Pieza sin mecanizar medida longitudinal REAL Opcional Por defecto - 0
CES Aproximación tangencial REAL Opcional Por defecto - 0
CEE Salida tangencial REAL Opcional Por defecto - 0
La definición del contorno está descrita en el Cap. 11.2 "Definición del con‐torno" en página 221.
Desarrollo: El ciclo funciona en el plano seleccionado con el eje principal y el eje secun‐dario.El contorno que debe mecanizarse puede especificarse mediante bloque ini‐cial-bloque final o mediante etiqueta de inicio-etiqueta final o mediante elnombre del subprograma del UP que contiene el contorno. Se necesita una
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 235/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

de estas entradas. Se debe poder aproximarse al punto inicial del contornosin averías desde la última posición programada.Debe programarse como mínimo una medida de pieza sin mecanizar (RR,RA). Con el signo de la medida de la pieza sin mecanizar se puede indicar sise trata de un corte interior o exterior, y si debe tornearse a la derecha o a laizquierda. Si RR y RA son mayores que 0, se mecanizará (como en Fig.11-19 "G173 División de cortes" en página 236) un corte exterior desde laderecha. Si RR es menor que cero 0 y RA es mayor que 0, se trata de uncorte interior desde la derecha. De manera análoga se mecanizará desde laizquierda cuando RA sea menor que 0.El mecanizado se realiza en varios cortes paralelos al contorno. MedianteCD se especifica la profundidad de corte máxima de cada corte. La medidaespecificada se mantiene tras realizar el mecanizado sobre el contorno.
Fig. 11-19: G173 División de cortesMediante la aproximación o la salida tangenciales se puede prolongar co‐rrespondientemente el mecanizado. Mediante la medida de la pieza sin me‐canizar se puede definir la zona que debe mecanizarse.
Fig. 11-20: G173 Aproximación o salida tangenciales
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P236/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Ejemplo:
Fig. 11-21: G173 Desbaste de contorno paralelo a estePrograma para G173 Desbaste de contorno paralelo a este
N10 G18 G90 G94 F650 RAD ; inicializaciónN20 G0 Z50 X34 ; desplazamiento a posición inicialN30 G173 (S100, E140, CD4, CR1.2, CA0.5, RR18) ; llamada de cicloN40 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 Z40 X10N110 G2 Z35 X15 R5N120 G1 Z32 X24N130 Z20 X26N140 Z17 X31
La función de desplazamiento modal (G0/G1/G2/G3) tras el ciclono está definida y debe ser establecida por el programa CN.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 237/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

11.7 G174 Perforación de contornoEl ciclo "Perforación de contorno" tiene como función mecanizar un contornotorneado con varias perforaciones paralelas al eje.
Fig. 11-22: G174 Perforación de contorno
G174 Perforación de contornoG174(S,E,L,H,P,TW,CD,LD,RSL,ORI,CES,CEE,CV,DL)
S Bloque inicial del contorno que debe mecanizarse STRING Opcional
E Bloque final del contorno que debe mecanizarse STRING Opcional
L Etiqueta de inicio del contorno que debe mecanizarse STRING Opcional
H Etiqueta final del contorno que debe mecanizarse STRING Opcional
P Nombre de subprograma de la definición del contorno STRING Opcional
TW Ancho de herramienta REAL Obligatorio
CD Profundidad de corte máxima REAL Opcional
LD Valor de repliegue tras corte y distancia de seguridad REAL Opcional
RSL Medida equidistante REAL Opcional
ORIOrientación de los cortesVéase Tab. 11-2 "Orientación de la perforación ORI" en página239
INTEGER Opcional
CES Aproximación tangencial REAL Opcional
CEE Salida tangencial REAL Opcional
CV Variante de corte INTEGER Opcional
DL Corrección de herramienta para el lado izquierdo de la perforación STRING Opcional
Tab. 11-1: G174 Perforación de contornoLa definición del contorno está descrita en el Cap. 11.2 "Definición del con‐torno" en página 221.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P238/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Orientación de la perforación ORI
ORI8 → Perforación exterior radial (especificación) ORI6 → Perforación interior radial
ORI7 → Perforación exterior axial ORI5 → Perforación interior axial
Tab. 11-2: Orientación de la perforación ORIAntes de la llamada de ciclo el usuario debe haber conectado la correcciónde herramienta (G41/G42 y G47).En este proceso se selecciona el filo con el que se debe realizar el corte decontorno en el lado derecho. De forma interna, el ciclo deselecciona el con‐torno al realizar el perfil de escalera. Será conectado nuevamente para elcorte de contorno derecho.
Desarrollo: El ciclo funciona en el plano seleccionado con el eje principal y el eje secun‐dario.El mecanizado se realiza en cinco pasos:1. Cálculo del contorno equidistante2. Determinación del plano de retirada3. Elaboración del perfil de escalera4. Corte de contorno derecho5. Corte de contorno izquierdoEn el primer paso se determina el contorno equidistante. La distancia conrespecto al contorno original debe especificarse por medio del parámetro"RSL".
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 239/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Fig. 11-23: Paso 1: determinación del contorno equidistanteEn el segundo paso se define el plano de referencia. También se determinael mayor valor X del punto inicial y el punto final del contorno. A esto se leañade la distancia de seguridad "LD" para mantener el plano de referencia.
Fig. 11-24: Paso 2: determinación del plano de referenciaPosteriormente se elabora el perfil de escalera mediante perforaciones para‐lelas al eje. La distancia de aproximación corresponde al parámetro "Anchode herramienta" "TW".Mediante "CD" se especifica la profundidad de corte máxima de cada corte.El ciclo hace todos los cortes con la misma profundidad. Después de cada
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P240/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

corte, se retrocede "LD" para romper las virutas. Si no se programa "CD", so‐lo se realizará un corte por cada aproximación (sin retroceso). Todos los cor‐tes se realizan sin corrección de radio de herramienta. Esta se desconectainternamente.
Fig. 11-25: Paso 3: elaboración del perfil de escaleraEn el paso 4, con la corrección de herramienta activa se mecaniza el ladoderecho de la perforación hasta el contorno equidistante. Para ello se em‐plea el número de corrección (D o ED) que estaba activo antes de la llamadade ciclo.
Fig. 11-26: Paso 4: mecanizado del lado derecho
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 241/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

En el último corte se mecanizan los lados izquierdos. También se activa lacorrección de herramienta indicada por el parámetro "DL".
Fig. 11-27: Paso 4: mecanizado del lado izquierdoSi "DL" no está programado, para el mecanizado de los lados izquierdos elciclo emplea la siguiente corrección de herramienta que estaba activa en lallamada de ciclo. Esto quiere decir que en la llamada de ciclo D4 estaba acti‐vo (y así también se emplea para el lado derecho), el ciclo emplea D5 para ellado izquierdo. Lo mismo se aplica para ED.
Si DL no está programado y tanto D como ED estaban activos enla llamada de ciclo, se genera un mensaje de error.
Si en la llamada de ciclo no había ninguna corrección de herramienta activay no se programó tampoco DL, entonces se elaborará el lado derecho sin co‐rrección de herramienta. El ancho de la herramienta "TW" desplaza hacia laderecha el lado izquierdo.Mediante la aproximación o la salida tangenciales se puede prolongar co‐rrespondientemente el mecanizado.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P242/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Fig. 11-28:La variante de corte "CV" indica si solo deben ejecutarse partes del algoritmode ciclo. Si "CV" no está programado, se ejecutará el algoritmo completo.
Fig. 11-29:
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 243/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

Ejemplo:
Fig. 11-30:Programa para G174 Perforación de contorno
N10 G40 G0 F2000 G94 DIA(X) ; inicializaciónN20 X25 Z10 G42 G47 D1 N30 X20 Z10 ; desplazamiento a punto inicialN40 G174(CD4, LD1, ORI8, TW2, DL D6, S100, E170, RSL0.3) ; llamada de cicloN50 M30 ; fin del programa;****************************;*** descripción del contorno ***;****************************N100 Z14 X18N110 Z11 X8N120 G2 Z8 X2 R3N130 G1 Z7 X8N140 Z5 X2N150 G3 Z2 X8 R3N160 G2 Z0 X12 R2N170 G1 X18
El contorno programado no debe comenzar o finalizar en una rec‐ta paralela al eje principal. El contorno correspondiente puedecomplementarse con un recorrido en la dirección del eje secun‐dario.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P244/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos de torneado (según contorno)

12 Secuencias de contorno12.1 Información general
Con las secuencias de contorno se pueden mecanizar elementos geométri‐cos sencillos con dos o tres recorridos y transiciones, como chaflanes o re‐dondeos. Con estos comandos se puede crear una descripción del contorno.
12.2 Punto de contorno con chaflán o redondeo
Fig. 12-1:
G0 o G1 Punto de contorno con chaflán oredondeo
G0 (RND,CHL,CHS,FL) X Y ZG1 (RND,CHL,CHS,FL) X Y Z
X Posición en dirección X Real Opcional Absoluto
Y Posición en dirección Y Real Opcional Absoluto
Z Posición en dirección Z Real Opcional Absoluto
RND Redondeo Real Opcional RND>0
CHL Chaflán Real Opcional CHL>0
CHS Corte de chaflán Real Opcional CHS>0
FL Avance para transición Real Opcional FL>0
Desarrollo: Con esta secuencia de contorno se añade un elemento de transición adicio‐nal a la transición de dos recorridos. Partiendo de la última posición progra‐mada, se mecaniza un elemento de transición en el punto final del primer re‐corrido o en el punto inicial del segundo recorrido. Para este elemento detransición (redondeo o chaflán) se puede especificar un avance especial.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 245/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

Ejemplo:
Fig. 12-2: Contorno con redondeo o chaflánPrograma para punto de contorno con chaflán o redondeo
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X40 Z0 ; punto antes de la primera rectaN50 G1 (CHL3, FL100) X80 Z-30 ; ciclo con chaflán o radioN60 G1 X100 Z-30 ; punto después de la segunda recta
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P246/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

12.3 Secuencia de dos puntos con chaflán o redondeo
Fig. 12-3:
G0 o G1 Secuencia de dos puntos con cha‐flán o redondeo
G0 (ANG,RND,CHL,CHS,FL) X Y ZG1 (ANG,RND,CHL,CHS,FL) X Y Z
X Posición en dirección X Real Opcional Absoluto
Y Posición en dirección Y Real Opcional Absoluto
Z Posición en dirección Z Real Opcional Absoluto
ANG Ángulo Real Obligatorio 0<ANG<180 grados
RND Redondeo Real Opcional RND>0
CHL Chaflán Real Opcional CHL>0
CHS Corte de chaflán Real Opcional CHS>0
FL Avance para transición Real Opcional FL>0
Desarrollo: Con esta secuencia de contorno se añade un elemento de transición adicio‐nal a la transición de dos recorridos. Partiendo de la última posición progra‐mada, se mecaniza un elemento de transición en el punto final del primer re‐corrido o en el punto inicial del segundo recorrido; aunque el punto final delprimer recorrido resulte del ángulo que se desprende entre los dos recorri‐dos. Las coordenadas de este punto no deben ser conocidas. Para este ele‐mento de transición (redondeo o chaflán) se puede especificar un avance es‐pecial.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 247/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

Ejemplo:
Fig. 12-4: Contorno con redondeo o chaflánPrograma para secuencia de dos puntos con chaflán o redondeo
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X40 Z0 ; punto antes de la primera rectaN50 G1 (ANG115, RND3) X80 ; ciclo con chaflán o rectaN60 G1 X100 Z-30 ; punto después de la segunda recta
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P248/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

12.4 Secuencia de tres puntos con hasta dos chaflanes o redon‐deos
Fig. 12-5:
G0 o G1 Punto de contorno con chaflán oredondeo
G0 (A1,A2,CL1,CS1,R1R1,F1,CL2,CS2,R2,F2) X Y ZG1 (A1,A2,CL1,CS1,R1R1,F1,CL2,CS2,R2,F2) X Y Z
X Posición en dirección X Real Opcional Absoluto
Y Posición en dirección Y Real Opcional Absoluto
Z Posición en dirección Z Real Opcional Absoluto
A1 Ángulo para el primer recorrido Real Obligatorio 0<A1<180 grados
A2 Ángulo para el segundo recorrido Real Obligatorio 0<A2<180 grados
CL1 Chaflán en el primer punto Real Opcional CL1>0
CS1 Corte de chaflán en el primer punto Real Opcional CS1>0
R1 Redondeo en el primer punto Real Opcional R1>0
F1 Avance para primera transición Real Opcional F1>0
CL2 Chaflán en el segundo punto Real Opcional CL2>0
CS2 Corte de chaflán en el segundopunto
Real Opcional CS2>0
R2 Redondeo en el segundo punto Real Opcional R2>0
F2 Avance para segunda transición Real Opcional F2>0
Desarrollo: Con esta secuencia de contorno se añaden un máximo de dos elementos detransición adicionales a las transiciones de tres recorridos. Partiendo de la úl‐tima posición programada, se mecaniza el primer elemento de transición enel punto final del primer recorrido o en el punto inicial del segundo recorrido;aunque el punto final del primer recorrido resulte del ángulo que se despren‐de entre los recorridos. Las coordenadas de este punto no deben ser conoci‐das. El segundo elemento de transición se mecaniza en el punto final del se‐gundo recorrido o en el punto inicial del tercer recorrido. Aquí también se daque el punto final del segundo recorrido resulta del ángulo que se desprende
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 249/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

entre los recorridos. Las coordenadas de este punto tampoco deben ser co‐nocidas. Para los elementos de transición (redondeo o chaflán) se puede es‐pecificar un avance especial.
Ejemplo:
Fig. 12-6: Contorno con dos redondeos o chaflanesPrograma para secuencia de tres puntos con hasta dos chaflanes o redon‐deos
N10 T1 M6 ; cambio de herramienta (existe la condición UP M6)N20 G18 DIA G0 X85 Y10 Z100 S250 M3 ; posicionamiento previoN30 G94 G97 F200 ; ajustes de avanceN40 G0 X20 Z0 ; punto antes de la primera rectaN50 G1 (A1 165, A2 95, CL1 3, R2 3) X85 Z-40 ; ciclo con chaflanes o radiosN60 G1 X100 Z-80 ; punto después de la última recta
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P250/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Secuencias de contorno

13 G230 Rotación Sintaxis G230 (TNR, TSD, OB, OX, OY, OZ, A1, A2, A3, RS, PB, XX, XY, XZ, YX,
YY, YZ, R1, R2, OM, OA1, OA2, OS, OT, RM, RI, AX, AY, AZ)Descripción resumida El ciclo "Rotación" (G230) tiene la función de activar un plano inclinado (y, en
caso necesario, rotarlo hacia allí). En este plano puede tener lugar un meca‐nizado 2½D.
Imagen de conjunto
Fig. 13-1: Ciclo G230 RotaciónParámetros
G230 RotaciónG230 (TNR, TSD, OB, OX, OY, OZ, A1, A2, A3, RS, PB,XX, XY, XZ, YX, YY, YZ, R1, R2, OM, OA1, OA2, OS,OT, RM, RI, AX, AY, AZ)
TNR Número de la memoria con datos de transfor‐mación
Opcional Integer 1 a 20
TSD Nombre del dato del sistema con datos detransformación
Opcional String Máx. 100 caracteres
OB Sistema de referencia para desplazamiento ygiro
Opcional Integer 1 BCS + fijo en espacio2 BCS + posterior3 Plano act. + fijo en espacio4 Plano act. + posteriorPreajuste 1
OX, OY, OZ Nuevo punto cero Opcional Real Preajuste 0
A1, A2, A3 Ángulo 1 a 3 para giros Opcional Real Preajuste 0
RS Orden y ejes para giros Opcional String (3) XYZ … ZYXPreajuste ZYZ
PB Sistema de referencia para puntos del espacio Opcional Integer 1 BCS2 Plano actual3 Relativo al primer desplazamien‐toPreajuste 3
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 251/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

XX, XY, XZ Punto en dirección X en los puntos del espacio Opcional Real Preajuste 0
YX, YY, YZ Punto en dirección Y en los puntos del espacio Opcional Real Preajuste 0
R1, R2 Valores del eje rotativo con "ejes rotativos di‐rectos"
Opcional Real Preajuste 0
AX, AY, AZ Desplazamiento adicional Opcional Real Preajuste 0
OM Modo de orientación Opcional Integer 1 No orientar2 Rotar alrededor de la punta de laherramienta3 Solo ejes de giroPreajuste 2
OT Referencia del ángulo de giro para la orienta‐ción
Opcional Integer 1 Orientar hacia los ángulos poste‐riores2 Orientar hacia los ángulos fijosen el espacio3 La misma orientación que en elplano antiguoPreajuste 2
OA1, OA2 Ángulo de orientación Opcional Real Preajuste 0
OS Orden de los giros de orientación Opcional String (2) XY, XZ, YX, YZ, ZX, ZYPreajuste ZY
RM Modo de retirada Opcional Integer 1 Sin retirada2 Retirada del eje Z3 Retirada del eje Z, XYPreajuste 1
RI Incremento de la retirada en la dirección de laherramienta
Opcional Real Preajuste 0
Tab. 13-1: Parámetros G230Descripción TNR Número de datos de transformación
Número de la memoria con datos de transformación en los datos de configu‐raciónTSD Dato del sistema de datos de transformaciónNombre de las variables de datos de sistema con datos de transformaciónOB Sistema de referencia para desplazamiento y giroSistema de referencia para el ángulo y el punto cero en la definición de planopor desplazamiento y giroOX, OY, OZ Nuevo punto ceroOrigen de coordenadas (punto cero) del nuevo sistema de coordenadas rota‐doA1, A2, A3 Ángulos para girosÁngulo 1 a 3 en la definición de plano por desplazamiento y giroRS Orden y ejes para girosOrden de los giros y los ejes en el que deben ser torneados en la definiciónde plano por desplazamiento y giro
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P252/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

PB Sistema de referencia para puntos del espacioSistema de referencia de los vectores o puntos en la definición de plano porpuntos del espacioXX, XY, XZ Punto o vector en dirección X para puntos del espacioVector o punto a lo largo del nuevo eje X en la definición de plano por puntosdel espacioYX, YY, YZ Punto o vector en dirección Y para puntos del espacioVector o punto a lo largo del nuevo eje Y en la definición de plano por puntosdel espacioR1, R2 Valores del eje rotativo con "ejes rotativos directos"Posiciones de los ejes rotativos 1 y 2 en la definición de plano por "ejes rota‐tivos directos"AX, AY, AZ Desplazamiento adicionalDesplazamiento adicional en el plano rotadoOM Modo de orientaciónIndicación de cómo debe ejecutarse el desplazamiento de rotaciónOT Referencia del ángulo de giro para la orientaciónSistema de referencia al indicar los ángulos de giro para una orientación adi‐cional al plano rotadoOA1, OA2 Ángulo de orientaciónÁngulos de giro para una orientación adicional en el plano rotadoOS Orden de los giros de orientaciónOrden de los giros y los ejes en el que deben ser torneados al orientar adi‐cionalmente al plano rotadoRM Modo de retiradaIndicación de cómo debe ejecutarse la retirada de la pieza sin mecanizar an‐tes de la rotaciónRI Incremento de la retirada en la dirección de la herramientaLongitud que debe retirarse de la pieza en sentido contrario a la dirección dela herramienta antes de que se ejecute la rotación
Particularidades y restricciones ● No debe estar activa ninguna transformación de eje en el punto de ac‐tuación AT2.
● No debe estar activa ninguna corrección de radio de herramienta (G41/G42).
● No debe estar activa ninguna ayuda de entrada (SCL, MIR, ROT, SHT).● Para la cinemática debe existir una transformación de cinco ejes.
Cinemáticas soportadas actualmente:– Transformación de cinco ejes LLLCB/LLLCA (3232201, 3232101)– Transformación de cinco ejes CLLLA/CLLLB (3232202, 3232102)– Transformación de cinco ejes CALLL/CBLLL (3232203, 3232103)– transformación de cinco ejes cardán CLLLB (3232212, 3232112)– transformación de cinco ejes cardán LLLCB (3232211, 3232111)
● Para el desplazamiento de rotación se emplea el avance activo actual‐mente.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 253/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

Preparación Antes de emplear el ciclo de rotación, se debe comunicar a MTX la configu‐ración del eje. Para ello, el técnico de puesta en servicio guarda los paráme‐tros relevantes en la configuración CN (TRA/AxTrafo[1..20], MACODA 1030001xx). De forma alternativa, los parámetros también se pueden guardar enuna variable SD (tipo de SD "SysAxTrafo_t"). La cinemática corresponde a latransformación del eje del punto de actuación AT2. Encontrará una descrip‐ción de los tipos de máquinas posibles y el significado de los parámetros deconfiguración en la descripción de funciones del capítulo "Transformación deejes".La posición de retirada debe guardarse en el dato de sistema permanente"SysSwivel".El significado técnico del funcionamiento de los ejes de canal (CHAN/Ch[k]/Coord/Acs/ChAx[1..8]/ChAxClass, MACODA 7010 00030) debe establecersecorrectamente.
Descripción El ciclo funciona con cualquier nombre de eje. En la siguiente descripción separte de los ejes X, Y y Z, que son el eje principal, el eje secundario y el ejede aproximación del plano activo actualmente.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P254/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

El desarrollo del ciclo de rotación está representado en la siguiente imagen:
Fig. 13-2: Desarrollo G230En un primer paso, el ciclo se retira de la pieza (opcional). También se lepuede programar una distancia incremental a lo largo del eje Z actual (RI).En este proceso, un valor positivo significa una retirada de la pieza.Después, puede desplazarse a lo largo de los ejes de la máquina a una posi‐ción de rotación. Esta posición debe guardarse previamente en el dato desistema "SD.SysSwivel.Cfg". El dato de sistema también puede eliminarsedel programa de pieza. Por medio del parámetro RM se puede elegir si solose desplaza el eje Z o primero el Z y después X e Y.El ciclo calcula a partir de los parámetros programados un plano rotado. Eneste proceso se desplazan los ejes rotativos de la máquina (opcional) de talmodo que la herramienta está perpendicular a este plano.Una vez ejecutado el ciclo, hay dos posicionamientos activos (véase la des‐cripción de funciones, capítulo Posicionamiento: plano inclinado
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 255/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

G152.1...G159.5) para el plano rotado. El primer posicionamiento recoge undesplazamiento y un giro, el segundo solo un desplazamiento (correspondea los parámetros AX, AY y AZ). Por medio de estos posicionamiento, una pro‐gramación de X e Y produce un desplazamiento al plano inclinado, si se pro‐grama Z, la máquina se desplaza perpendicular al plano inclinado. Una modi‐ficación de las posiciones del eje rotativo no sería práctica. Si debe realizar‐se una rotación en otro plano, debe programarse de nuevo el ciclo.Siempre se emplean G152.1 y G152.2 como posicionamiento. Se sobres‐criben los valores existentes. Los desplazamientos y giros calculados seguardan en el dato de sistema permanente "SysSwivel". Todos los demásposicionamientos son desactivados.Si tras un reinicio del CN debe establecerse nuevamente el último posiciona‐miento del ciclo de rotación, puede programarse el ciclo de ayuda "RestoreS‐wiveling" (atención a las mayúsculas y minúsculas).Si el plano rotado debe desactivarse otra vez después del mecanizado, sepuede programar G230() (sin parámetros). Con ello se restaura simultánea‐mente el dato del sistema "SysSwivel".
Indicación de los datos de cinemá‐tica
Para que el ciclo de rotación pueda calcular correctamente el plano inclinadodebe conocer la cinemática de la máquina. Además deben introducirse losparámetros correspondientes en los datos de configuración, como en unatransformación de ejes. Las transformaciones de ejes se pueden configuraren los datos de configuración (parámetro TNR con índice 1 a 20), o en un da‐to de sistema (parámetro TSD con nombre de variable SD).Debe programarse TNR o TSD.
Parámetros del plano El plano inclinado puede ser programado por medio de tres variantes diferen‐tes:● Con un desplazamiento y hasta tres giros● Con tres puntos del espacio● Con los valores de posición de los dos ejes rotativosEn cada llamada de ciclo, una variante debe estar programada exactamente.Desplazamiento y giroEl punto cero del plano inclinado se indica mediante los parámetros OX, OY yOZ. En los giros debe diferenciarse si estos deben se calculados en ejes fijosen el espacio, o siempre en ejes del nuevo sistema de coordenadas (poste‐riores). El punto de referencia para el nuevo punto cero y el efecto de los gi‐ros serán definidos por el parámetro OB.Se pueden indicar hasta tres giros. Los ángulos de los giros serán programa‐dos con los parámetros A1, A2 y A3. El número de giros y alrededor de quéeje debe girar se indicará como cadena de caracteres en el parámetro RS.En RS también pueden programarse menos de tres letras. Si se ha indicado"ZYZ" o RS no se ha programado y OB=2 u OB=4, entonces los ángulos co‐rresponden a los ángulos Euler.Tres puntos del espacioTres puntos en el espacio definen un plano. El punto cero del plano nuevo seindica mediante los parámetros OX, OY y OZ. El eje Z del plano nuevo se defi‐ne a partir del punto cero de la dirección del punto (XX, XY y XZ). El tercerpunto (YX, YY e YZ) define la dirección del eje Y.Si no se programan XX, XY ni XZ, el ciclo parte de XX=1, XY=0 y XZ=0 (el ejeX permanece igual). De forma análoga, para YX, YY e YZ no programados seaplica un YX=0, YY=1 e YZ=0 (el eje Y permanece igual). Esto solo debe utili‐
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P256/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

zarse cuando está ajustado como sistema de referencia de los puntos (pará‐metro PB) en "Relativo al punto cero" (valor 0).De forma alternativa, los puntos relativos a los valores absolutos pueden ha‐cer referencia al sistema de coordenadas básicas o al plano inclinado actual(parámetro PB).Valores de posición de dos ejes rotativosMediante los valores de posición de los dos ejes rotativos de una máquinade cinco ejes se determina la dirección de la herramienta. El ciclo de rotaciónpuede así calcular un plano perpendicular a la herramienta. Las posicionesde los ejes serán programadas en los parámetros R1 y R2. Aquí, R1 es el pri‐mer eje rotativo que aparece en la configuración de cinemática (asignaciónde ejes de sistema) y R2 el segundo.El punto cero del plano nuevo se indica mediante los parámetros OX, OY yOZ.
Rotación Cuando se haya determinado el plano inclinado, el ciclo puede rotar de lamanera correspondiente la herramienta. En este proceso se puede definirmediante el parámetro OM si debe rotar, si la rotación se realiza alrededor dela punta de la herramienta, o si al rotar solo deben desplazarse los ejes rota‐tivos.
Orientación en el plano inclinado El usuario puede además orientar la herramienta en el plano inclinado. Deeste modo, la herramienta ya no estará perpendicular al plano. Los ángulosde orientación serán programados en los parámetros OA1 y OA2. Cuántos gi‐ros (uno o dos) se calculan y alrededor de qué eje debe girarse, es definidocomo cadena de caracteres por el parámetro OS.La referencia del ángulo de orientación es determinada en el parámetro OT.Si no se ha indicado ninguna orientación, esta será perpendicular al nuevoplano.
Cuando se programa OM1, el ciclo no realiza ningún desplaza‐miento (y tampoco retirada).
Desplazamiento adicional del pun‐to cero
En el plano inclinado, un desplazamiento adicional del punto cero puede pro‐gramarse con los parámetros AX, AY y AZ.
Ejemplo 1 Tarea: En un plano inclinado, taladrar ocho orificios (profundidad 5 mm) enun círculo. El centro del círculo es X30, Y20, Z30. El radio del círculo es de10 mm. El plano inclinado está inclinado 45° sobre la esquina del dado.
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 257/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

Fig. 13-3: Ejemplo 1Programa para G230 Rotación, ejemplo 1
N10 T1 M6 ; cambio de herramientaN20 G17 S2500 M3 F3000 ; inicializaciónN30 G230(TNR1, A1 45, A2 45, RS "XZ", OX30, OY20, OZ30, RM3) ; rotaciónN40 G81(IX=Z,SL2,DT-5,DW1,RL3) F800 ; ciclo de taladrado + avanceN50 G113(MCP0,SCP0,PR20,NH8) ; ciclo de círculo de orificiosN60 G80 Z10 M5 ; retirada, borrado de llamada modal (G81)N70 G230() ; borrado de plano inclinado
Ejemplo 2 Tarea: En un plano inclinado debe grabarse el texto "MTX".
Fig. 13-4: Ejemplo 2
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P258/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

Programa para G230 Rotación, ejemplo 2N10 T1 M6 ; cambio de herramientaN20 G17 G0 X0 Y0 Z100 AB0 AC0 S2500 M3 F3000 ; posicionamiento previoN30 G230(TNR1, OZ8, YY45, YZ42, AX10, AY18) ; rotaciónN40 G201(TX MTX, LE12, MSP0, SSP0, SL1, DT-3, FI200, FF500) ; grabado de textoN50 SHT() SCL() MIR() ROT() PLS() ; en caso necesario, conectado por G201N60 G0 Z20 ; retrocesoN70 G230() ; borrado de plano inclinado
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 259/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
G230 Rotación

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P260/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

14 Ciclos tecnológicos14.1 Información general
Los ciclos tecnológicos son ayudas de programación que permiten al usua‐rio, ayudado parcialmente por máscaras de entrada, integrar desarrollos tec‐nológicos predefinidos de manera efectiva en el programa CN.
14.2 G501 Ciclo TFS torneadoDescripción resumida Ciclo de soporte para inicializar los programas CN en la tecnología de tor‐
neado. Se establecen los datos de herramienta, avance y husillo.Imagen de conjunto
Fig. 14-1: Ciclo G501 TFS torneadoParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
T Número de he‐rramienta Obligatorio
ED Número de filo Opcional
F Avance Obligatorio
FC Condición deavance Opcional G94 ,G95 G95
S Velocidad degiro del husillo Obligatorio
DIR Dirección degiro del husillo Obligatorio M3, M4
SMX Velocidad má‐xima del husillo Opcional
CS Velocidad decorte constante Opcional G96, G97 G96
ZG Grupo NPV Obligatorio G54..G59 G54
ZB Banco NPV Opcional 1..5 1
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 261/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

X Posición X Opcional
Z Posición Z Opcional
POSEstrategia paradesplazar a laposición inicial
Opcional
● 1 - X des‐pués Z
● 2 - Z des‐pués X
● 3 - Am‐bos (XZ)
3
TCH
Estrategia paradesplazar a laposición decambio de he‐rramienta
Opcional
● 0 - Ningu‐no
● 1 - X des‐pués Z
● 2 - Z des‐pués X
● 3 - Am‐bos
3
Tab. 14-1: Llamada de parámetrosDescripción T Número de herramienta y ED Número de filo:
Selección de una herramienta y establecimiento del filo activoF Avance y FC Condiciones de avance:Ajuste del avance y de las condiciones de avance. Avance o giro G95 estáajustado como asignación previa.S Velocidad del husillo, DIR Dirección de giro del husillo y SMX Velocidadmáxima del husilloAjuste de la velocidad del husillo y la dirección de giro del husillo para el me‐canizado. Con SMX se define el límite superior del rango de velocidades derotación permitidas.CS Velocidad de corte constante:Ajuste de si el mecanizado se realiza con o sin velocidad de corte constante
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P262/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

Spindle speed reduced
Spindle speed increased
Constant cutting velocity G96
Cuttingvelocity increased Cutting
velocity reduced
Direct speed programming G97
Fig. 14-2: Parámetro CSZG Grupo de desplazamiento del punto cero y ZV Banco de desplazamientodel punto cero:Ajuste de los datos del punto cero activos para el mecanizadoPosición X y posición Z:Establecimiento de la posición inicial para el eje X y el eje ZPOS Estrategia para desplazar a la posición inicial:Ajuste de la estrategia para desplazar a la posición inicial antes de mecani‐zar la pieza
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 263/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

X
Z
1 - X Z
X
Z
2 - Z X
X
Z
3 - Z X
X
Z
Z
X
XZ
Fig. 14-3: Estrategia de desplazamiento POSTCH Estrategia para la posición del cambio de herramientaAjuste de la estrategia para desplazar a la posición de cambio de herramien‐ta. Con el valor 0 = no se efectúa directamente ningún cambio de herramien‐ta.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P264/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

X
Z
1 - X Z
X
Z
2 - Z X
X
Z
3 - Z X
X
Z
X
Z
XZ
Fig. 14-4: TCH Estrategia para la posición del cambio de herramientaParticularidades Para el desplazamiento a la posición de cambio de herramienta se deben
describir en primer lugar los siguientes datos del sistema fuera del ciclo:● SD.SysG5xx.X_TCH_POS: posición de cambio de herramienta para el
eje X● SD.SysG5xx.Z_TCH_POS: posición de cambio de herramienta para el
eje ZDesarrollo / ejecución 1. Se desplaza a la posición de cambio de herramienta en función del va‐
lor TCH (estrategia para desplazar a la posición de cambio de herra‐mienta). Asignación previa: X y Z se desplazan simultáneamente
2. Ejecutar el cambio de herramienta con T preseleccionado (número deherramienta)
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 265/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

3. Inicio del husillo con los valores S (velocidad de giro del husillo) y DIR(dirección de giro del husillo) especificadosEstablecimiento de las condiciones de mecanizado de asignación pre‐via: velocidad de corte constante, avance, avance por giro
4. Desplazamiento al punto inicial con la estrategia indicada en POS (es‐trategia para desplazar a la posición inicial). Asignación previa: X y Z sedesplazan simultáneamente. Si no se han indicado valores para X y Z,no se realizará un desplazamiento a ningún punto inicial
Ejemplo Programa para G501 Ciclo TFS torneadoN1000 G18 DIA ; inicialización; llamada de cicloN1010 G501(T1,F100, S500,DIR M3,ZG G55, ZB2, X60, ==> Z10, TCH3); inicio de mecanizadoN1020 G1 X40 Z0N1020 G1 Z-20N1030 G1 X60N1040 G0 Z10 ; vuelta a posición inicialN1050 M5 ; husillo paradoN1060 M30 ; fin del programa
14.3 G511 Ciclo TFS fresadoDescripción resumida Ciclo de soporte para inicializar los programas CN en la tecnología de fresa‐
do. Se establecen los datos de herramienta, avance y husillo.Imagen de conjunto
Fig. 14-5: Ciclo G511 TFS fresadoParámetros
Parámetros Denominación Propiedades Valores Asignaciónprevia
T Número de he‐rramienta Obligatorio
ED Número de filo Opcional
F Avance Obligatorio
S Velocidad degiro del husillo Obligatorio
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P266/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

DIR Dirección degiro del husillo Obligatorio M3, M4
SMX Velocidad má‐xima del husillo Opcional
ZG Grupo NPV Obligatorio G54..G59 G54
ZB Banco NPV Opcional 1..5 1
X Posición X Opcional
Y Posición Y Opcional
Z Posición Z Opcional
POSEstrategia paradesplazar a laposición inicial
Opcional
● 1 - X,YdespuésZ
● 2 - Z des‐pués X, Y
● 3 - X, Y,Z
3
TCH
Estrategia paradesplazar a laposición decambio de he‐rramienta
Opcional
● 0 - Ningu‐no
● 1 - X, Y,Z
● 2 - Z des‐pués X, Y
● 3 - Solo Z
3
Tab. 14-2: Llamada de parámetrosDescripción T Número de herramienta y ED Número de filo:
Selección de una herramienta y establecimiento del filo activoF Avance:Ajuste del avance para el mecanizadoS Velocidad del husillo, DIR Dirección de giro del husillo y SMX Velocidadmáxima del husilloAjuste de la velocidad del husillo y la dirección de giro del husillo para el me‐canizado. Con SMX se define el límite superior del rango de velocidades derotación permitidas.ZG Grupo de desplazamiento del punto cero y ZV Banco de desplazamientodel punto cero:Ajuste de los datos del punto cero activos para el mecanizadoPosición X, posición Y y posición Z:Establecimiento de la posición inicial para el eje X, el eje Y y el eje ZPOS Estrategia para desplazar a la posición inicial:Ajuste de la estrategia para desplazar a la posición inicial antes de mecani‐zar la pieza
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 267/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

X,Y
Z
1 - X, Y Z
X,Y
Z
2 - Z X, Y
3 - X, Y, Z
X,Y,Z
ZYX
ZYX
ZYX
Fig. 14-6: Estrategia de desplazamiento POSTCH Estrategia para la posición del cambio de herramientaAjuste de la estrategia para desplazar a la posición de cambio de herramien‐ta. Con el valor 0 = no se efectúa directamente ningún cambio de herramien‐ta.
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P268/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

X,Y
Z
1 - X, Y Z
X,Y
Z
2 - Z X, Y
3 - X, Y, Z
X,Y,Z
ZYX
ZYX
ZYX
Fig. 14-7: Estrategia de desplazamiento de cambio de herramientaParticularidades TCH Estrategia para la posición del cambio de herramienta
Para el desplazamiento a la posición de cambio de herramienta se debendescribir en primer lugar los siguientes datos del sistema fuera del ciclo:● SD.SysG5xx.X_TCH_POS: posición de cambio de herramienta para el
eje X● SD.SysG5xx.Y_TCH_POS: posición de cambio de herramienta para el
eje Y● SD.SysG5xx.Z_TCH_POS: posición de cambio de herramienta para el
eje ZDesarrollo / ejecución 1. Se desplaza a la posición de cambio de herramienta en función del va‐
lor TCH (estrategia para desplazar a la posición de cambio de herra‐mienta). Asignación previa: Solo se desplaza Z
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 269/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

2. Ejecutar el cambio de herramienta con T preseleccionado (número deherramienta)
3. Inicio del husillo con los valores S (velocidad de giro del husillo) y DIR(dirección de giro del husillo) especificadosEstablecimiento de las condiciones de mecanizado de asignación pre‐via: velocidad de corte constante, avance, avance por giro
4. Desplazamiento al punto inicial con la estrategia indicada en POS (es‐trategia para desplazar a la posición inicial). Asignación previa: Asigna‐ción previa: X, Y y Z se desplazan simultáneamente. Si no se han indi‐cado valores para X, Y y Z, no se realizará un desplazamiento a ningúnpunto inicial
Ejemplo Programa para G511 Ciclo TFS fresado
N1000 G18 DIA ; inicialización; llamada de cicloN1010 G511(T1,F100, S1500,DIR M3,ZG G56, ZB2, X60, ==> Y60, Z10, TCH3); inicio de mecanizadoN1020 G1 Z-5N1020 G1 X0N1030 G1 Y0N1040 G1 X60N1030 G1 Y60N1040 G0 Z10 ; vuelta a posición inicialN1050 M5 ; husillo paradoN1060 M30 ; fin del programa
14.4 G591 Mecanizado a alta velocidad de superficies de forma li‐bre
El ciclo estándar G591 conecta el spline correcto y optimiza los valores espe‐cíficos del eje de la aceleración y el golpe correspondientes a la tecnologíade mecanizado seleccionada.Con G591(0) se restauran estos ajustes a los valores básicos.
G591 Highspeed Cutting G591(<machining mode>[,<tolerance>])
machining mode Número de transformación de Macoda Integer Obligato‐rio
0: High Speed Cutting desconecta‐do
1: Desbaste previo
2: Desbaste
3: Acabado previo
4: Acabado
tolerance Desviación del contorno máxima admi‐sible
Real Opcional [mm]
Ejemplo: Programa para G591 Mecanizado a alta velocidad de superficies de forma li‐bre
G1 X0 Y0 Z0 F1000 ; desplazar a punto inicialG591(1) ; selección de desbaste previoKontur.ncp ; subprograma con geometría de mecanizadoG591(0) ; desconexión de High Speed CuttingT2 M6 ; cambio a la siguiente herramientaG591(2) ; selección de desbasteKontur.ncp ; subprograma con geometría de mecanizadoG591(0) ; desconexión de High Speed CuttingT3 M6 ; cambio a la siguiente herramienta
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P270/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

G591(3) ; selección de acabado previoKontur.ncp ; subprograma con geometría de mecanizadoG591(0) ; desconexión de High Speed CuttingT4 M6 ; cambio a la siguiente herramientaG591(4) ; selección de acabado precisoKontur.ncp ; subprograma con geometría de mecanizadoG591(0) ; desconexión de High Speed CuttingT0 M6 ; depósito de herramientaM30 ; fin del programa
El ciclo G591 modifica los siguientes ajustes:● AAC – Aceleración específica del eje● AJK – Límite de golpe específico del eje● JKC – Jerk Control● LTS – Linear to Spline
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 271/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Ciclos tecnológicos

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P272/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

15 Servicio y soporte técnicoNuestra red de servicio mundial le proporcionará un servicio optimizado y efi‐ciente. Nuestros expertos le ofrecerán todo el asesoramiento y ayuda prácti‐ca que precise. Estamos a su disposición todos los días las 24 horas; tam‐bién los fines de semana y los días festivos.
Servicio técnico en Alemania Nuestro Centro de competencia tecnológica cubre todos los aspectos delservicio postventa para los accionamientos eléctricos y los sistemas de con‐trol.Aquí podrá ponerse en contacto con nuestro Centro de asistencia técnica ylínea directa :
Teléfono: +49 9352 40 5060Fax: +49 9352 18 4941E-mail: [email protected]: http://www.boschrexroth.com
En nuestras páginas de Internet encontrará también indicaciones comple‐mentarias sobre el servicio técnico, la reparación (p. ej. direcciones de entre‐ga) y la formación.
Servicio postventa global Fuera de Alemania, diríjase primero a su interlocutor competente. Los núme‐ros de teléfono de servicio técnico figuran en las direcciones de las oficinasde ventas en Internet.
Preparación de la información Podremos ayudarle de forma rápida y eficiente si tiene preparada la siguien‐te información:● Descripción detallada del fallo y de las circunstancias● Datos de la placa de características de los productos en cuestión, espe‐
cialmente los códigos de identificación y los números de serie● Sus datos de contacto (especialmente el teléfono, el número de fax y la
dirección de correo electrónico).
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 273/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Servicio y soporte técnico

Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P274/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

ÍndiceAAbreviaturas.......................................................... 9
CCiclos de fresado................................................ 75
G196 Torneado de garganta de rosca......... 210G261 Fresado de rosca................................. 75G262 Fresado para taladrar roscas............... 78G263 Fresado de perforación circular........... 81G266 Fresado plano de rectángulo .............. 85G267 Fresado plano de círculo ..................... 90G271 Fresado de caja rectangular................ 95G272 Fresado de caja circular....................... 99G274 Fresado de ranura recta..................... 103G275 Fresado de ranura curvada................ 108G276 Fresado de espiga rectangular.......... 113G277 Fresado de espiga circular................. 119G279 Fresado de puente recto.................... 124G280 Fresado de puente curvado............... 129
Ciclos de fresado, según contorno................... 135G273 Fresado de caja con cualquier con‐torno............................................................. 135G278 Fresado de espiga con cualquiercontorno....................................................... 145G281 Fresado de caja con contorno e islas 162G288 Definición de isla................................ 158G289 Definición de puntos iniciales............. 160
Ciclos de taladrado............................................. 21G81 Taladrado............................................... 21G82 Avellanado............................................. 23G83 Taladrado de orificios profundos............ 26G84 Roscado con macho.............................. 31G85 Escariado............................................... 33G86 Mandrinado............................................ 36G87 Taladrado trasero................................... 39G88 Taladrado monolabial............................. 42G89 Roscado con macho y rotura de viruta.. 46
Ciclos de torneado............................................ 183G160 Torneado longitudinal......................... 183G161 Torneado transversal......................... 185G162 Torneado cónico................................ 187G166 Cadena de roscas.............................. 189G167 Torneado de rosca............................. 193G168 Rosca transversal.............................. 197G169 Rosca cónica...................................... 201G191 Torneado de perforación con forma... 205G192 Torneado de perforación circular....... 208G197 Torneado de garganta........................ 215
Ciclos de torneado, según contorno................. 221G170 Acabado de contorno......................... 223G171 Desbaste de contorno longitudinal..... 226G172 Desbaste de contorno transversal..... 231G173 Desbaste de contorno paralelo aeste.............................................................. 235G174 Perforación de contorno..................... 238
Ciclos de usuario, normas.................................. 15Ciclos con parámetros consignados.............. 15Ciclos con parámetros de posición................ 15Directorios reservados en el control.............. 15Directorios reservados en el PC o el apa‐rato de control................................................ 15
Ciclos fijos de operador...................................... 15Ciclos geométricos
Punto de contorno con chaflán o redondeo. 245Secuencia de dos puntos con chaflán oredondeo...................................................... 247Secuencia de tres puntos con hasta doschaflanes o redondeos................................. 249
Ciclos tecnológicos........................................... 261Ciclo TFS fresado........................................ 266G501 Ciclo TFS torneado............................ 261G591 Mecanizado a alta velocidad de su‐perficies de forma libre................................. 270Información general..................................... 261
Círculo de orificiosG111.............................................................. 51G112.............................................................. 53G113.............................................................. 57
Códigos G, asignación........................................ 13Contorno, definición.................................. 135, 221
DDisplay de información
Advertencias de seguridad.............................. 8Denominaciones y abreviaturas....................... 9Símbolos empleados....................................... 9
FFresado de caja con contorno e islas............... 158Fresado de trayectoria
G290 Fresado de trayectoria....................... 152
GG81 Taladrado.................................................... 21G82 Avellanado.................................................. 23G83 Taladrado de orificios profundos................. 26G84 Roscado con macho................................... 31G85 Escariado.................................................... 33G86 Mandrinado................................................. 36G87 Taladrado trasero........................................ 39G88 Taladrado monolabial.................................. 42G89 Roscado con macho y rotura de viruta....... 46G111 Círculo de orificios de eje rotativo............. 51G112 Círculo de orificios de husillo principal...... 53G113 Círculo de orificios de plano...................... 57G114 Patrón de orificios de línea........................ 62G115 Patrón de orificios de matriz...................... 66G116 Patrón de orificios de bastidor................... 70G160 Torneado longitudinal.............................. 183G161 Torneado transversal.............................. 185
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 275/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Índice

G162 Torneado cónico..................................... 187G166 Cadena de roscas................................... 189G167 Torneado de rosca.................................. 193G168 Rosca transversal................................... 197G169 Rosca cónica........................................... 201G170 Acabado de contorno.............................. 223G171 Desbaste de contorno longitudinal.......... 226G172 Desbaste de contorno transversal.......... 231G173 Desbaste de contorno paralelo a este.... 235G174 Perforación de contorno.......................... 238G191 Torneado de perforación con forma........ 205G192 Torneado de perforación circular............ 208G196 Torneado de garganta de rosca.............. 210G197 Torneado de garganta............................. 215G201 Grabado
Lineal........................................................... 178G202 Grabado
Circular......................................................... 180G230 Rotación.................................................. 251G261................................................................... 75G262................................................................... 78G263................................................................... 81G266................................................................... 85G267................................................................... 90G271................................................................... 95G272................................................................... 99G273 Fresado de caja con cualquier contorno. 135G274................................................................. 103G275................................................................. 108G276 ................................................................ 113G277................................................................. 119G278 Fresado de espiga con cualquier con‐torno.................................................................. 145G279................................................................. 124G280................................................................. 129G281 Fresado de caja con contorno e islas..... 162G288 Definición de isla..................................... 158G289 Definición de puntos iniciales.................. 160G290 Fresado de trayectoria............................ 152Grabado............................................................ 173
LLlamadas de ciclo modal, normas...................... 14
PPatrones de orificios........................................... 51
G111 Círculo de orificios de eje rotativo........ 51G112 Círculo de orificios de husillo principal. 53G113 Círculo de orificios de plano................. 57G114 Patrón de orificios de línea................... 62G115 Patrón de orificios de matriz................. 66G116 Patrón de orificios de bastidor.............. 70
Programación.................................... 173, 183, 245Ciclos de fresado........................................... 75Grabado....................................................... 173
ProgramarCiclos de taladrado........................................ 21
G230 Rotación............................................. 251Patrones de orificios...................................... 51
Punto de contorno con chaflán......................... 245
RRotación............................................................ 251
SSecuencia de dos puntos con chaflán o re‐dondeo.............................................................. 247Secuencia de tres puntos con hasta doschaflanes o redondeos...................................... 249Secuencias de contorno................................... 245Sobre esta documentación................................... 5
Representación de la información................... 8Validez de la documentación........................... 5
Soporte técnicover Línea de asistencia de servicio técnico. 273
UUso conforme a lo prescrito
Ámbitos de aplicación.................................... 11Casos de aplicación....................................... 11Introducción................................................... 11
Uso no conforme a lo prescrito........................... 12Consecuencias, exclusión de responsa‐bilidad............................................................. 11
VVista general de los ciclos CN............................ 17
Ciclos fijos de usuario final local.................... 19Ciclos fijos de usuario final modal.................. 19Códigos G modales para llamadas de ciclo... 17Códigos G no modales para llamadas deciclo................................................................ 17
Bosch Rexroth AG DOK-MTX***-NC*CYC**V13-PR01-ES-P276/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar
Índice

Notas
DOK-MTX***-NC*CYC**V13-PR01-ES-P Bosch Rexroth AG 277/277Rexroth IndraMotion MTX 13VRS Ciclos CN estándar

The Drive & Control Company
Bosch Rexroth AG Electric Drives and Controls P.O. Box 13 57 97803 Lohr, Germany Bgm.-Dr.-Nebel-Str. 2 97816 Lohr, Germany Tel. +49 9352 18 0 Fax +49 9352 18 8400 www.boschrexroth.com/electrics
DOK-MTX***-NC*CYC**V13-PR01-ES-P