Agrietamiento de Secadora Rotatoria Inducido Por Nitrato de Amonio

1
PERFORACIÓN ROTATORIA: FUNDAMENTOS Y DISEÑOS
CARLOS MARIO SIERRA RESTREPO
UNIVERSIDAD NACIONAL DE COLOMBIA FACULTAD DE MINAS
UNIDAD DE PETRÓLEOS Y GAS NATURAL
MEDELLÍN
1999

2
PERFORACIÓN ROTATORIA: FUNDAMENTOS Y DISEÑOS
CARLOS MARIO SIERRA RESTREPO
Trabajo presentado para promoción a Profesor Asociado
UNIVERSIDAD NACIONAL DE COLOMBIA FACULTAD DE MINAS
UNIDAD DE PETRÓLEOS Y GAS NATURAL
MEDELLÍN
1999

3
CONTENIDO
Pág. LISTA DE TABLAS 9 LISTA DE FIGURAS 10 INTRODUCCIÓN 13 1. GENERALIDADES 14 1.1 ¿DONDE PODEMOS ENCONTRAR PETRÓLEO? 14 1.2 LOCALIZACIÓN DEL PETRÓLEO. 17 1.3 PERFORACIÓN DE UN POZO. 17 1.4 PERFORACIÓN CON EL MÉTODO DE PERCUSIÓN O CABLE. 20 2. PERFORACIÓN ROTATORIA 21 2.1 INTRODUCCIÓN. 21 2.2 EQUIPOS DE PERFORACIÓN ROTATORIA. 22 2.2.1 Equipos de perforación en tierra ("land rigs"). 22 2.2.1.1 Equipos convencionales. 22 2.2.1.2 Equipos móviles. 24 2.2.2 Equipos de perforación en agua. 24 2.2.2.1 Equipos soportados en el fondo. 25 2.2.2.2 Equipos flotantes. 27 2.3 PARTES BÁSICAS DE UN EQUIPO DE PERFORACIÓN 28 2.3.1 Generadores de potencia. 29 2.3.2 Sistema de levantamiento. 32

4
2.3.2.1 La torre ("Derrick"). 32 2.3.2.2 La subestructura. 35 2.3.2.3 El malacate ("Draw-works"). 36 2.3.2.4 Juego de poleas. 37 2.3.2.5 Elevador. 42 2.3.2.6 Cálculos necesarios sobre el sistema de levantamiento. 42 2.3.3 Sistema circulatorio de lodo. 46 2.3.3.1 Bombas de lodo ("Mud Pumps"). 48 2.3.3.2 Conductos en superficie. 52 2.3.3.3 Tanques de Lodo ("Mud tanks"). 53 2.3.4 Sistema rotatorio 56 2.3.4.1 La “Swivel”. 56 2.3.4.2 La “kelly”. 57 2.3.4.3 Mesa rotaria (“Rotary table”). 57 2.3.4.4 La sarta de perforación (”Drill String”)”. 58 2.3.4.5 Manejo de tubería. 67 2.3.4.6 Cálculos y Diseños. 68 2.3.4.6.1 Capacidad de un tubo 68 2.3.4.6.2 Capacidad anular 68 2.3.4.6.3 Desplazamiento 69 2.3.4.6.4 Diseño de la sarta de perforación 71 2.3.5 Sistema de Control de Pozos. 76 2.3.5.1 Prevención de un flujo imprevisto. 78

5
2.3.5.2 Detección de un “Kick”. 78 2.3.5.3 Control de un “Kick”. 78 2.3.6 Sistema de monitoria del pozo. 83 2.4. OTROS SISTEMAS DE ROTACIÓN. 84 2.4.1. Sistema “Top Drive”. 84 2.4.2. Motores de fondo. 86 3. BROCAS PARA PERFORACIÓN ROTATORIA. 87 3.1 TIPOS DE BROCAS. 87 3.1.1 Brocas de conos. 87 3.1.2 Brocas de arrastre ó de fricción. 88 3.1.2.1 Brocas de paletas. 89 3.1.2.2 Brocas de diamante natural. 89 3.1.2.3 Brocas de diamante policristalino (PDC). 90 3.1.2.4 Brocas de Diamante Policristalino Termoestable (TSP). 91 3.2 CLASIFICACIÓN IADC DE LAS BROCAS. 91 3.2.1 Clasificación IADC de brocas de conos. 91 3.2.2 Clasificación IADC de brocas de arrastre. 92 3.3 SELECCIÓN Y EVALUACIÓN DE LA BROCA. 93 3.4 FACTORES QUE AFECTAN LA TASA DE PENETRACIÓN. 95 3.4.1 Tipo de broca. 96 3.4.2 Tipo de formación. 96 3.4.3 Fluido de perforación. 96 3.4.4 Condiciones de operación. 96 3.4.5 Hidráulica de la broca. 97

6
3.5 GENERALIDADES PARA LA SELECCIÓN DE BROCAS. 97 4. REVESTIMIENTO DE POZOS. 98 4.1 ESPECIFICACIÓN DEL REVESTIMIENTO. 99 4.2 TIPOS DE REVESTIMIENTO. 104 4.2.1 Revestimiento de Superficie. 104 4.2.2 Revestimiento Intermedio. 105 4.2.3 Revestimiento de Producción. 106 4.2.4 Revestimientos Auxiliares (“Liners”). 106 4.2.5 Tubo Conductor. 107 4.3 PARÁMETROS IMPORTANTES. 108 4.3.1 Resistencia a la Tensión. 108 4.3.2 Resistencia a las Presiones Externas. 113 4.3.3 Resistencia a las Presiones Internas. 121 4.4 DISEÑO DE SARTAS DE REVESTIMIENTO. 124 4.4.1 Programa de Revestimientos y Brocas 124 4.4.2 Factores de seguridad. 127 4.4.3 Diseño de sartas sencillas. 129 4.4.4 Diseño de las sartas combinadas. 132 5. CEMENTACIÓN DE POZOS. 137 5.1 MATERIALES USADOS EN LA CEMENTACIÓN DE POZOS. 138 5.1.1 Requisitos de los Cementos. 139 5.1.2 Cemento Básico. 141 5.1.3 Aditivos para el Cemento. 143

7
5.1.4 Cementos Especiales. 145 5.1.5 Fluidos Espaciadores. 146 5.2 EQUIPO BÁSICO DE CEMENTACIÓN. 147 5.2.1 Equipo de Superficie. 147 5.2.2 Zapato Guía. 148 5.2.3 Collar Flotador. 148 5.2.4 Cabeza de Cementación. 149 5.2.5 Tapones de cementación. 149 5.2.6 Centralizadores. 150 5.2.7 Raspadores. 150 5.3 TIPOS DE CEMENTACIÓN. 151 5.3.1 Cementación Primaria. 151 5.3.2 Cementación Secundaria. 153 5.4 PRUEBAS DEL CEMENTO. 153 5.5 CÁLCULOS BÁSICOS EN UNA CEMENTACIÓN. 155 5.5.1 Volumen de Lechada. 155 5.5.2 Rendimiento del Cemento. 157 5.5.3 Número de Sacos de Cemento Requeridos. 158 5.5.4 Cálculo del Desplazamiento. 158 5. 5.5 Requerimiento total de Agua. 159 5.5.6 Cálculo de la Cantidad de Aditivos Requeridos. 159 5.5.7 Tiempo de Operación. 159 5.6 PROGRAMA PARA BAJAR REVESTIMIENTO Y CEMENTAR. 160 5.7 CEMENTACIONES CON PROCEDIMIENTOS ESPECIALES. 162

8
5.7.1 Cementación con tubería de perforación. 162 5.7.2 Cementación por etapas. 163 5.7.3 Cementación de revestimientos auxiliares 164 5.7.4 Cementaciones remédiales. 166 5.8 TAPONES BALANCEADOS DE CEMENTO. 166 5.8.1 Uso de los Tapones de Cemento. 166 5.8.2 Métodos de Colocación. 167 5.8.3. Cálculos Tapón Balanceado. 168 5.8.4. Programa de Trabajo. 171 BIBLIOGRAFÍA 173 ANEXO: Problemas 175

9
LISTA DE TABLAS
Pág. Tabla 1. Propiedades de algunos combustibles. 30 Tabla 2. Propiedades de los cables de perforación más usados (6 x 19). 40 Tabla 3. Eficiencia promedio del juego de poleas. 44 Tabla 4. Distribución de cargas en las patas de la torre. 46 Tabla 5. Resistencia a los esfuerzos de tubos de perforación API. 61 Tabla 6. Dimensiones de los principales tubos de perforación API. 62 Tabla 7. Peso en lbf/Pie de diversos tipos de collares de perforación. 63 Tabla 8. Desplazamiento promedio de tubería de perforación. Rango 2. 70 Tabla 9. Graduación del desgaste de las brocas. 93 Tabla 10. Grados de acero reconocidos por el API 101 Tabla 11. Dimensiones de los tubos de revestimiento más usados. 102 Tabla 12. Propiedades de “Liners” API. 107 Tabla 13. Constantes utilizadas en las ecuaciones 25 y 26. 110 Tabla 14. Resistencia a la tensión en las uniones, de revestimientos API. 111 Tabla 15. Resistencia a cargas axiales de revestimientos API. 114 Tabla 16. Datos necesarios para el cálculo de PC 117 Tabla 17. Resistencia al colapso de revestimientos API. 119 Tabla 18. Resistencia a la presión interna de revestimientos API. 122 Tabla 19. Tamaños de brocas recomendadas para correr revestimientos
API. 126 Tabla 20. Clasificación API de los cementos. 142

10
LISTA DE FIGURAS
Pág. Figura 1. Trampa estructural tipo falla y trampa estructural combinada 14 Figura 2. Ejemplos de trampas estratigráficas 15 Figura 3. Locación del pozo 17 Figura 4. Pozo en perforación 18 Figura 5. Contrapozo 18 Figura 6. Perforación por percusión o cable 19 Figura 7. Equipo de perforación rotatoria 22 Figura 8. Proceso de instalación de torre levadiza 23 Figura 9. Plataforma Jack-up y plataforma enteriza 25 Figura 10. Plataforma semisumergible 27 Figura 11. Buque perforador 27 Figura 12. Partes básicas de un equipo de perforación 27 Figura 13. Componentes del sistema de levantamiento 31 Figura 14. Algunos ejemplos de torres 32 Figura 15. Subestructura 34 Figura 16. Malacate y sus partes 36 Figura 17. Componentes del juego de poleas 36 Figura 18. Partes del cable de perforación 37 Figura 19. Diagramas de cargas del bloque viajero y el bloque corona 42 Figura 20. Distribución de las cargas en la subestructura 45 Figura 21. Sistema circulatorio del fluido de perforación 46

11
Figura 22. Bomba de lodo “triplex” 49 Figura 23. Shale shaker 53 Figura 24. Desilter & Mud Cleaner 53 Figura 25. Piscinas de desecho 54 Figura 26. Sistema rotatorio 55 Figura 27. Mesa rotaria 57 Figura 28. Sarta de perforación 59 Figura 29. Tubería de perforación pesada 63 Figura 30. Estabilizadores 64 Figura 31. Llaves manuales y de potencia para tubería de perforación 65 Figura 32. Cuñas para tubería de perforación 65 Figura 33. Esquema del sistema de control de pozo 76 Figura 34. Válvula tipo ariete 79 Figura 35. Válvula tipo anular 80 Figura 36. Ejemplo de sistema “Top Drive” 84 Figura 37. Partes del motor de fondo 85 Figura 38. Brocas tricónicas. (a) de dientes. (b) de insertos 87 Figura 39. Brocas PDC 90 Figura 40. Esquemas de sartas de revestimiento 97 Figura 41. Ensamblaje de Cabeza de Pozo 104 Figura 42. Ejemplo de programa de revestimiento y brocas 124 Figura 43. Equipo de cementación 137 Figura 44. Equipo de superficie 147

12
Figura 45. Cabeza de cementación 148 Figura 46. Centralizadores 149 Figura 47. Raspadores 150 Figura 48. Balance de presiones en el pozo durante cementación primaria 151 Figura 49. Esquema para el cálculo del volumen de lechada 155 Figura 50. Estado de las columnas de fluidos, mientras se coloca el tapón 168 y después de retirar la tubería de trabajo.

13
INTRODUCCIÓN
Este trabajo tiene por objeto proponer un texto guía que sirva de base para la
asignatura Perforación I, perteneciente al núcleo básico profesional del programa
curricular de Ingeniería de Petróleos. Las operaciones y variables que se
involucran en la perforación de un pozo son muchas; acá se desarrollan
únicamente los conceptos básicos que debe manejar un estudiante de pregrado
tomando como referencia el programa de Perforación I, aprobado por la Facultad
de Minas de la Universidad Nacional de Colombia. Temas tan importantes como
los fluidos de perforación y la perforación dirigida, entre otros, se dejan para ser
trabajados en los cursos Fluidos de Perforación y Perforación II, pertenecientes al
mencionado plan de estudios.
Los temas cubiertos en este texto son: Equipos para perforación rotatoria,
revestimiento de pozos, cementación de pozos y brocas usadas en la perforación
rotatoria. En el último capítulo aparecen una serie de ejercicios para ser
planteados y resueltos durante el desarrollo del curso. Este texto se debe
complementar con el trabajo (7) “Hidráulica de la Perforación Rotatoria”, para un
mejor cubrimiento del curso.
El texto trata de recoger todas las experiencias académicas ganadas por parte del
autor durante diez años de trabajo como profesor del área de Perforación, tiempo
durante el cual se ha tenido además la oportunidad de asistir a diferentes cursos
y realizar varias pasantías en compañías petroleras.
Cabe aclarar que a través de los diferentes capítulos se maneja tanto el sistema
práctico de unidades como el Sistema Internacional. Las unidades y constantes
que aparecen entre paréntesis, en cada una de las ecuaciones, son las que se
deben usar cuando se trabaje con el Sistema Internacional.

14
1. GENERALIDADES
Los hidrocarburos (líquidos, sólidos o gaseosos) son compuestos orgánicos y
naturales constituidos por átomos de carbono e hidrógeno. El petróleo en su
estado natural es una mezcla compleja de hidrocarburos de diferentes tipos,
acompañados de algunos contaminantes que le inducen malas propiedades
(azufre, vanadio, etc.). Después de ser extraídos, esos diferentes hidrocarburos,
son sometidos a procesos de separación de los que se obtienen diversos
productos cada uno con propiedades y usos especiales.
El petróleo se formó hace millones de años como resultado de la transformación
de materia orgánica (restos de organismos terrestres y acuáticos) que se acumuló
en el fondo de océanos y lagos, y que al mismo tiempo fue recubierta por
partículas de lodo, arcilla y arena traídos por los ríos desde los continentes. Al
mismo tiempo que la materia orgánica se transformó en petróleo, los sedimentos
sueltos se transformaron en roca dura.
La transformación de la materia orgánica en petróleo se dio a través del tiempo
debido a factores físico - químico y bacteriológico, acompañados de efectos de
presión y temperatura. La presión se debió al peso creciente de los sedimentos
que poco a poco se acumulaban sobre la materia orgánica.
1.1 ¿DONDE PODEMOS ENCONTRAR PETRÓLEO?
La acumulación y el peso de los sedimentos que se depositaron en los océanos y
los lagos, hicieron que los más profundos se compactaran y se convirtieran en las
rocas que hoy existen en forma de capas o estratos; las rocas así formadas se
llaman "sedimentarias". En casi todas las rocas sedimentarias (areniscas, calizas,

15
etc.) Hay espacios vacíos llamados poros, en los que puede existir petróleo, pero
si además esos poros son numerosos (la roca es porosa) e interconectados entre
sí (la roca es permeable) la estructura será propicia para la acumulación de
hidrocarburos. La roca en la cual se formó originalmente el petróleo, bajo las
condiciones ya descritas, se denomina "roca madre".
Una vez se formó el petróleo, y asistido de su estado natural fluido, la presión
ejercida por los estratos o rocas superiores lo expulsó a través de los poros de las
rocas y lo desplazó hacia sedimentos de más baja presión que se encontraban
más cerca de la superficie terrestre. Este fenómeno es conocido como
"migración" del petróleo. La migración del petróleo se llevó a cabo a través de las
rocas porosas y permeables que se encontraban cerca al sitio de origen, o a lo
largo de grietas y fracturas en las rocas no permeables. Dicha migración pudo
alcanzar distancias más o menos grandes, según los espesores de las rocas y el
medio a través del cual fluyó. En ocasiones llegó hasta la superficie, donde
paulatinamente se transformó en asfalto a medida que se evaporaron sus
componentes más volátiles.
Figura 1. Trampa estructural tipo falla y trampa estructural combinada
Cuando el petróleo que fluye queda impedido de seguir adelante en su migración,
empieza a acumularse en una roca especial, tipo sedimentaria, denominada "roca
acumuladora". Para ello debe existir una trampa subterránea, lo cual se produce si
el reservorio encuentra una barrera impermeable. Hay muchas clases de trampas
de petróleo, pero se les clasifica en general en trampas estructurales y trampas

16
estratigráficas. Las estructurales son el producto de alguna deformación local
(como plegamientos, fallas o combinación de las dos) del reservorio y de la
cubierta. Las trampas estratigráficas se forman por procesos distintos de la
deformación estructural: Los restos de un arrecife coralino sepultados por
sedimentos permeables pueden formar una trampa; las capas sedimentarias
pueden cambiar lateralmente en composición litológica, o pueden desaparecer
para aparecer en otra parte como un diferente tipo de roca, tales cambios causan
a menudo una disminución en la porosidad creando posiblemente una trampa.
Otra roca impermeable denominada "roca cubierta" termina de cerrar el reservorio.
La combinación de la roca acumuladora, la trampa y la roca cubierta forma el
"yacimiento". Para que el yacimiento sea valioso, no basta con que el petróleo se
acumule, es preciso que éste se encuentre en cantidades comercialmente
explotables.
Figura 2. Ejemplos de trampas estratigráficas

17
El petróleo se encuentra generalmente acompañado por gas (mezcla de
hidrocarburos livianos) y agua. Debido a la diferencia de densidades, en un
yacimiento el gas se concentra en la parte superior, el petróleo en la parte
intermedia y el agua en el fondo.
1.2 LOCALIZACIÓN DEL PETRÓLEO.
Saber que existen trampas de petróleo es una cosa, localizarlas es otra. Los más
importantes métodos para localizar petróleo son: el levantamiento aéreo, la
exploración geológica y la exploración geofísica. Los levantamientos aéreos se
usan para obtener un cuadro general del área a explorar. Estructuras importantes
de superficie como anticlinales y fallas se pueden ver fácilmente. La exploración
geológica toma como base observaciones hechas sobre el afloramiento de capas
de roca en el área potencialmente productiva de hidrocarburos. Partiendo de esas
observaciones se hacen mapas geológicos detallados, en los cuales se muestra la
posición y forma de los afloramientos, así como descripciones de las
características físicas y contenido de fluidos en los lechos expuestos. El tercer
método de exploración es el más efectivo. La exploración geofísica implica el uso
de equipo de superficie para buscar estructuras subterráneas que puedan
contener petróleo. La principal de estas técnicas es la sísmica, la cual usa ondas
de impacto dirigidas desde superficie para localizar y describir formaciones
subterráneas. Otros métodos que existen, dependen de las propiedades
gravimétricas o magnéticas de la tierra.
1.3 PERFORACIÓN DE UN POZO.
Una vez que existe la posibilidad de que haya petróleo en cierto lugar, la única
forma de verificar su existencia y extraerlo es perforando. La mayoría de las
inversiones requeridas para perforar son hechas por grandes compañías

18
petroleras, siendo la inversión tal, que en muchas ocasiones se requiere la
asociación de varias empresas especializadas en diferentes aspectos de la
perforación. Los pasos a seguir son:
Localizar donde se va a perforar el pozo (sitio exacto). Un pozo se clasifica
como exploratorio (“wild CAT”) si se perfora con el propósito de descubrir un
nuevo yacimiento, o de desarrollo si se perfora con el fin de explotar un
yacimiento conocido. Usualmente son los geólogos quienes recomiendan la
localización de los pozos exploratorios, mientras que el departamento de
ingeniería de yacimientos recomienda la localización de los pozos de
desarrollo.
Figura 3. Locación del pozo
El grupo de ingeniería de perforación se encarga de hacer los diseños
preliminares y la estimación de costos.
Usualmente para la perforación se contrata una compañía de servicios
especializada en perforar. El departamento de ingeniería de perforación
entrega a la compañía contratada todas las especificaciones del trabajo. En
áreas donde los costos no pueden ser estimados con razonable exactitud, el
contrato se hace pagando por día ($/día). Si las experiencias previas han
mostrado lo rutinario de la perforación el contrato se hace pagando por pie

19
perforado. En algunos casos, el contrato se basa en costo/pie hasta cierto
punto o formación, y en costo/día en adelante.
El siguiente paso es la preparación de la locación, la construcción de vías de
acceso y el traslado e instalación del equipo.
Figura 4. Pozo en perforación
Se construye el contrapozo.
Figura 5. Contrapozo
Se procede a perforar el pozo.

20
1.4 PERFORACIÓN CON EL MÉTODO DE PERCUSIÓN O CABLE.
Este fue el primer método importante utilizado para perforar pozos de petróleo. Se
usó durante el siglo XIX y en las dos primeras décadas del siglo XX. Todavía se
usa hoy para perforar pozos de agua poco profundos en formaciones duras.
El método consiste esencialmente en perforar un pozo mediante golpes repetidos
con una broca fija a una sarta de perforación (un trozo largo de acero suspendido
de un cable de perforación). La sarta provee el peso necesario para forzar la
broca en el interior del suelo. El agujero se mantiene vacío, excepto por un poco
de agua en el fondo. Después de perforar unos pocos pies, se retira la broca y se
remueven los cortes con una "cuchara de achique" (un tubo abierto con una
válvula en el fondo). El método por cable es sencillo y barato pero solamente es
eficaz para pozos superficiales por lo lento del proceso.
Figura 6. Perforación por percusión o cable

21
2. PERFORACIÓN ROTATORIA
2.1 INTRODUCCIÓN.
Con pocas excepciones, todos los pozos petrolíferos y/o gasíferos perforados hoy
en día utilizan el método rotatorio, el cual fue introducido alrededor de 1.900. En
el se usa una broca cuya función es crear un agujero mediante la rotura de la roca
subterránea. La broca va fracturando la roca al tiempo que gira en la formación.
Cualquiera que sea el tipo de broca debe hacérsele rotar para que perfore. La
energía de rotación se transmite por medio de "la sarta de perforación", la cual
consta de porciones de tubería de acero de alta resistencia (tubería de
perforación) y de aproximadamente 30 pies de largo y de 3½ a 5 pulgadas de
diámetro. Cada tubo tiene una conexión especial de acero que puede transmitir el
torque y sin embargo ser conectada y desconectada rápida y repetidamente con
seguridad. A medida que se va perforando se va agregando nueva tubería de
perforación. Tubería de pared gruesa (lastra barrenas o collares) en el extremo
inferior de la sarta, inmediatamente por encima de la broca, provee el peso
necesario para perforar. La “kelly”, también forma parte de la sarta. Otras partes
del equipo son: la “swivel” que va unida al gancho, y éste a su vez a las poleas
viajeras y fijas.
Los cortes se llevan a superficie por medio del fluido de perforación, el cual se
hace circular por medio de una bomba. De un tanque en superficie se hace pasar
al interior de la kelly, la tubería de perforación, los collares y la broca, regresando
por la parte anular entre el hueco y la tubería, hasta llegar a superficie. Los cortes
que son arrastrados se depositan, y el fluido libre de éstos, recibe un tratamiento y
vuelve nuevamente a la circulación. El fluido de perforación debe tener ciertas
características para cumplir sus funciones.

22
La sarta de perforación debe ser sacada cada vez que sea necesario cambiar la
broca, la cual se gasta con el uso. Para esta operación la tubería se saca de a 1,
2, ó 3 tubos dependiendo de la capacidad de la torre. Después del cambio de la
broca se baja nuevamente la tubería, y se pone en marcha la circulación del fluido.
Luego se pone en funcionamiento la broca.
La Figura 2 muestra las partes que componen un equipo de perforación rotatoria.
2.2 EQUIPOS DE PERFORACIÓN ROTATORIA.
Dependiendo de sí la perforación se desea hacer en tierra firme o en zonas
acuosas (mares, lagos, ríos) los equipos de perforación adquieren diferentes
configuraciones, aunque sus componentes y principios de operación son los
mismos.
2.2.1 Equipos de perforación en tierra ("land rigs"). Los principales factores de
diseño de estos equipos son su portabilidad, en particular de la torre, y la máxima
profundidad de operación.
2.2.1.1 Equipos convencionales. La torre es armada y desarmada, parte por
parte, en el sitio exacto donde se va a perforar. En algunos casos se deja en este
sitio después de terminado el pozo. En la actualidad, debido a los altos costos, se
están construyendo de modo que puedan ser rehusadas. Los diferentes
componentes del equipo son montados sobre patines ("skid") para poder moverlos
fácilmente.

23
Figura 7. Equipo de perforación rotaria

24
2.2.1.2 Equipos móviles. Se pueden dividir como se muestra a continuación.
Torre levadiza ("jacknife" o "cantiléver"): La torre se arma por paquetes
utilizando pines, después de lo cual queda tendida sobre el suelo. Para
ponerla en pie se utiliza el sistema de levantamiento propio del equipo.
Mástiles portátiles ("portable mast"): La torre va montada sobre un
camión, en el que van también los motores y el malacate como una sola
unidad. En este caso la torre puede ser entera o telescópica. Estas últimas
son llevadas a la posición vertical y extendida por pistones hidráulicos. Los
mástiles portátiles se usan para profundidades moderadas.
Figura 8. Proceso de instalación de torre levadiza
2.2.2 Equipos de perforación en agua. En este caso los principales factores de
diseño son la portabilidad y la máxima profundidad del agua donde se puede
perforar.

25
2.2.2.1 Equipos soportados en el fondo (1,8).
Plataformas: Son usadas tanto para perforación como para producción.
Normalmente la perforación de pozos de desarrollo costa afuera es hecha
desde plataformas fijas. Después de que los programas de exploración
indican que hay suficiente petróleo, de modo que se justifique la inversión,
una o más plataformas se construyen y desde ahí se perforan varios pozos
dirigidos. Esto último hace necesario que la plataforma se ubique en un sitio
tal que el campo se desarrolle lo mejor posible.
Las plataformas enterizas ("self-contained") se usan en aguas profundas.
Son plataformas montadas sobre pilotes de concreto, construidas en tamaños
grandes para dar espacio suficiente a todo el equipo y personal. Los costos
de instalación son altos y en caso de un reventón se pierde todo el equipo. El
uso de una combinación plataforma-barcaza ("tendered") es más económico
y de más fácil aplicación en áreas exploratorias. Una plataforma pequeña
contiene la subestructura, el malacate, la mesa rotaria y los motores. Una
barcaza adicional lleva el resto del equipo, la tubería, el agua dulce y los
alojamientos. Su ventaja es la movilidad y el bajo costo de instalación. Como
desventaja está la pérdida de tiempo por vientos y corrientes marinas, caso
en el cual la barcaza se debe alejar para evitar que choque con la plataforma.
En general, donde se va a instalar cualquier equipo soportado en el fondo se
debe hacer un estudio de suelos del área donde se va a localizar el equipo,
para poder establecer las condiciones de diseño de la estructura.
Normalmente, en estas mismas plataformas se instala el equipo de cabeza
de pozo o equipo de producción. Cuando la profundidad del agua es tal que
no se justifica económicamente la construcción de una plataforma, se utiliza
un equipo flotante para perforar el pozo y el equipo de producción se instala
en el fondo.

26
Barcaza ("bargue"): También conocidos como equipos sumergibles.
Generalmente son usados para perforar en aguas tierra adentro (lagos,
pantanos, etc.) donde no existe la acción de las olas y la profundidad del
agua es máxima de 20 pies. La barcaza contiene el equipo completo y se
desplaza hasta hacer coincidir la abertura de la mesa con la proyección del
punto exacto donde se va a perforar. Luego la barcaza es inundada.
Completada la perforación, se bombea el agua y el equipo se puede trasladar
a otra locación. También se pueden usar en profundidades entre 20 y 40
pies, rellenando el sitio de la locación con grava para que la barcaza repose.
Plataforma auto elevadiza ("jack-up"): Son los equipos móviles más
usados, de los soportados en el fondo. Consta de una plataforma que posee
en sus extremos unos tubos o patas corredizas que se pueden deslizar
libremente hacia arriba o hacia abajo, siendo accionado este movimiento por
medio de un "gato hidráulico". La plataforma se remolca a la locación con las
"patas" elevadas. Allí, "las patas" se bajan hasta el fondo fijando la
plataforma. El equipo puede ser levantado con el gato para evitar la acción
de las olas. Están limitados a profundidades de hasta 350 pies. El hecho de
estar soportados en el fondo los hace menos vulnerables a condiciones
climáticas adversas.
Figura 9. Plataforma Jack-up y plataforma enteriza

27
2.2.2.2 Equipos flotantes.
Equipos semisumergibles: Se conocen también como unidades de columna
estabilizada. Estos equipos pueden ser inundados como las barcazas, por lo
que pueden perforar flotando o soportados en el fondo. Sin embargo, los
modernos equipos semisumergibles son más caros que las plataformas auto
elevadizas, por lo que se usan en aguas de tal profundidad que es imposible
descansar el equipo en el fondo. Se usan en profundidades de hasta 6.000
pies. Algunos de estos equipos utilizan grandes motores para ser
posicionados dinámicamente sobre el hueco. Son muy usados en el mar del
Norte donde la acción de las olas es muy severa. Presentan una desventaja,
aunque son conocidos como los más estables de los equipos flotantes:
cuando el equipo es cargado con la tubería y el material necesario para
perforar, el piso del equipo que está de 40 a 70 pies por encima del nivel del
agua pierde estabilidad y aumenta el peligro de zozobra.
Buques de perforación ("Drill Ship"): Son unidades completamente
móviles operadas en aguas profundas. La cuadrilla del buque debe
acompañar la cuadrilla de perforación lo que aumenta los costos, aunque son
más baratos que los equipos semisumergibles. Su gran ventaja es la
facilidad para transportar el equipo de un pozo a otro, pero su uso se limita a
zonas donde la acción del mar no es muy severa. Con algunos buques se
logra perforar en profundidades de hasta 13.000 pies. Algunos de estos
equipos tienen forma de barcaza y deben ser remolcados. Para mejorar su
estabilidad poseen un sistema de lastre o anclaje, sin embargo su capacidad
para operar con vientos y olas fuertes es limitada.

28
Figura 10. Thunder Horse, New Orleans es la mayor plataforma semisumergible jamás construida.
Figura 11. Buque perforador Neptune Discoverer
2.3 PARTES BÁSICAS DE UN EQUIPO DE PERFORACIÓN
Figura 12. Partes básicas de un equipo de perforación

29
Aunque los equipos de perforación difieren en su apariencia y método de
despliegue, todos los equipos rotatorios tienen básicamente la misma
configuración. Los principales componentes de un equipo rotatorio son:
Generadores de potencia.
Sistema de levantamiento.
Sistema circulatorio del fluido de perforación.
Sistema rotatorio.
Sistema de control de pozo.
Sistema de monitoreo del pozo.
2.3.1 Generadores de potencia (1). La mayor parte de la potencia generada es
consumida cuando se baja o se levanta la tubería de perforación o de
revestimiento al pozo, y por el sistema circulatorio del fluido de perforación. Las
otras partes del equipo consumen muy poca potencia. Los motores son los centros
de generación de esta potencia para ser transmitida al malacate y a las bombas
del fluido de perforación. Estos gastos de potencia no ocurren al mismo tiempo y
los mismos motores pueden ser usados para las dos operaciones. Cada motor
puede generar entre 250 y 2.000 hp. La potencia total requerida por la mayoría de
estos equipos varía entre 1.000 y 3.000 hp. Los motores se instalan sencillos,
dobles o triples acoplados en serie. Los primeros motores usados fueron motores
a vapor, pero se desecharon por ser muy costosos. En los equipos modernos se
usan motores de combustión interna o motores eléctricos. Los eléctricos son más
costosos pues requieren suministro de potencia adicional, pero transmiten
fácilmente la potencia a las varias partes del equipo. Los motores de combustión
interna son los más usados en la industria del petróleo por su comodidad.
Un factor muy importante que se debe tener en cuenta es el consumo de
combustible, pues de esto depende la eficiencia del motor.

30
HWCP fT (1)
Donde:
PT: potencia teórica desarrollada por el motor, hp (watt).
Wf: rata de consumo de combustible, lbm/hr (kgm/s).
H: calor de combustión, BTU/lbm (J/kgm).
C: constante que depende de las unidades usadas = 3,934*10-4 (1.0).
Tabla 1. Propiedades de algunos combustibles (1).
Combustible Densidad
(lb/gal)
Calor de Combustión
(BTU/lbm)
Diesel 7,2 19.000
Gasolina 6,6 20.000
Butano 4,7 21.000
Metano Gas 24000
Para calcular la eficiencia del motor se debe hacer el planteamiento que se
muestra a continuación. Cuando, por ejemplo, el motor transmite su potencia al
malacate se tiene que:
r**Fv*Ft
d*F=t
W=Pr
r*F*N*C*T*C=P 21r (2)
Donde:
Pr : Potencia usada por el malacate, hp (watt).
N: frecuencia de rotación del malacate, rev/min (rev/s).
: Velocidad angular, rad/min (rad/s).
V: velocidad de la línea, pie/min (m/s).

31
T: torque, lbf-pie (J).
W: trabajo, lbf-pie (J).
r: radio del malacate, pie (m).
d: distancia, pie (m).
t: tiempo, min (s).
F: fuerza, lbf (N).
C1:
constante que depende de las unidades usadas = 3,03*10-5 (1,0)
C2= constante que depende de las unidades usadas = 1,9*10-4 (1,0)
Finalmente, la eficiencia se calcula como:
T
r
PP
E (3)
Los motores se especifican por: Tipo, modelo, marca, serie, potencia según rpm,
sistema de acople, tipo de transmisión ("Compound", compuesta por clotches,
uniones, ejes, cadenas, y ruedas dentadas). Ejemplo (14):
Marca: Caterpillar Tipo: combustión interna.
Modelo: DC-1650 Serie: 452
POTENCIA RPM
400 1200
350 1000
300 800
200 600

32
2.3.2 Sistema de levantamiento. Dos de las operaciones más comunes en
perforación son: conectar o adicionar nueva tubería a la sarta de perforación para
profundizar y hacer viajes de tubería. Esto último se refiere al proceso de remover
la sarta de perforación del hueco para cambiar una porción ensamblada dentro del
mismo (por ejemplo, cambio de la broca). Este sistema provee el medio para
realizar estas operaciones. Los principales componentes son: la torre, la
subestructura, el malacate, el juego de poleas y los elevadores.
Figura 13. Componentes del sistema de levantamiento
2.3.2.1 La torre ("Derrick"). Elemento que soporta las cargas en la operación y
da el espacio vertical necesario para bajar y sacar sartas de tubería al pozo.
Permite almacenar dichas sartas paradas y recostadas en tramos de 1, 2 ó 3
tubos (paradas sencillas, dobles o triples). Las torres pueden ser portátiles
(llamadas más comúnmente mástiles) o convencionales. Las convencionales se

33
arman por lo general remachando unos a otros los miembros de la estructura y se
usan principalmente en áreas de formaciones duras o profundas. Las portátiles se
usan en pozos poco profundos por su comodidad en armar y desarmar, y por su
fácil transporte.
Figura 14. Algunos ejemplos de torres
Los principales factores que se tienen en cuenta en el diseño de una torre son:
Las cargas compresivas: la torre debe soportar con seguridad todas las cargas
que se vayan a usar en el pozo sobre el cual se coloca; es decir, debe resistir
el colapso causado por las cargas verticales. Probablemente la carga máxima
vertical que se le impone se da al halar la sarta de perforación cuando ésta se
ha pegado en el pozo. El total de esta carga, excluyendo el peso de la torre,

34
con un factor de seguridad de cuatro, es el llamado "capacidad de carga segura
API":
gt Wn
4nW (4)
Donde:
Wt: capacidad de carga segura API, lbf (N).
Wg: peso que cuelga del gancho más el peso del juego de poleas, lbf (N).
n: número de líneas enhebradas entre las poleas que van ancladas al
tope de la torre y el bloque viajero.
Las cargas al viento: la torre debe también diseñarse para soportar el empuje
máximo del viento al cual estará expuesta. El momento más crítico se presenta
cuando la velocidad del viento se ejerce perpendicularmente a la torre. Para
este caso se propone la siguiente ecuación empírica(1):
W Cvv
2 (5)
Donde:
Wv: cargas al viento, lbf/pie2 (N/m2).
v : velocidad del viento, millas/hr (m/s).
C = constante que depende de las unidades usadas = 0,004 (0,4288).
También se debe considerar si la tubería está recostada sobre la torre.
Las torres se especifican por: altura máxima de la estructura desde el piso (100 -
160 pies), capacidad de carga estática (500.000 - 2'000.000 lbf) y tipo). Ejemplo
(14):

35
Marca: Dreco Tipo: Mástil levadizo
Modelo Altura (pies) Base(pies) Capacidad (Lbf)
M09712-420 97 12x12 420000
M12713-420 127 13.6x13.6 420000
M13321-700 133 15x15 550000
2.3.2.2 La subestructura. Andamiaje sobre el cual se colocan la torre, los
motores, la consola de mando, y sobre el cual se para la tubería que se recuesta a
la torre. En ella va siempre instalada la mesa rotaria que se ubica encima del
centro del pozo. En su interior se instalan las válvulas preventoras de reventones.
La subestructura debe ser lo suficientemente fuerte para soportar con seguridad
las cargas a las que está sometida y tener altura suficiente para dar cabida a las
preventoras y al personal.
Figura 15. Subestructura

36
Se especifican por: dimensiones (ancho, largo, altura), capacidad de carga
estática, y por su tipo (Fija: hecha en una sola estructura, Telescópica: de altura
variable, y "Box on box": armables en secciones o paquetes). Ejemplo: Fija, 8 pies
de altura, 36 pies de longitud, 7 pies de ancho y 430.000 lbf de capacidad de
carga estática.
2.3.2.3 El malacate ("Draw-works"). Pieza clave del equipo que recibe la
potencia de los motores. Sus partes principales son:
El tambor: transmite el torque requerido para subir o bajar las sartas, y
almacena el cable de perforación.
La transmisión: provee el medio necesario para cambiar fácilmente la dirección
y la velocidad del bloque viajero.
Los cabezas de gato: son dos cilindros ubicados en los extremos del malacate,
con los cuales se realizan operaciones de apretar o soltar conexiones de la
sarta.
El freno hidrométrico: freno hidráulico que se usa cuando se baja tubería para
disminuir su velocidad
Consola de mando: en ella, el perforador maneja el malacate.

37
Figura 16. Malacate y sus partes
El malacate se especifica por: potencia de entrada y potencia de entrega, tamaño
del tambor, tipo de transmisión y dimensiones.
2.3.2.4 Juego de poleas. Está compuesto por el bloque o corona, el bloque
viajero, el gancho y el cable de perforación.
Figura 17. Componentes del juego de poleas

38
Bloque o corona ("Crown Block"): Conjunto de poleas fijas ancladas en el
tope de la torre, a través de las cuales pasa el cable que hace subir o bajar las
poleas viajeras. A mayor número de poleas menor es la eficiencia del malacate
Se especifican por: marca, tamaño de las poleas (diámetro), tamaño de las
ranuras y capacidad de carga dinámica.
Bloque viajero ("Traveling block"): Conjunto de poleas adyacentes montadas
en una cubierta de lámina. Va acoplado, en su parte inferior, al gancho
formando un solo conjunto. Se especifica por: tamaño de las poleas, número
de poleas que contiene, tamaño de ranura y capacidad de carga.
Gancho ("Hook"): va unido al bloque viajero y de él se cuelga la sarta
mediante los brazos y el elevador, o mediante la "swivel". Se especifican por la
marca, el tipo (ganchos para trabajos livianos y ganchos para trabajos pesados)
y la capacidad de carga.
Cable de perforación ("Drilling line" o "Wire rope"): elemento de alambres
de acero trenzados con núcleo de fibra o de acero. Está formado por hilos que
forman torones y por un núcleo. Se fabrican armando alambres de menor
diámetro en torones, los que a su vez se retuercen alrededor de un alma de
acero para formar el cable.
Figura 18. Partes del cable de perforación

39
El trenzado de un cable describe la dirección en la que los alambres y los
torones están envueltos. Existen arreglos típicos:
Tendido regular-derecho: los torones se enrollan a la derecha (torcidos en
dirección de la mano derecha cuando se ven desde una punta), y los alambres
que forman cada torón se dirigen en sentido contrario a la dirección en que se
enrollan los torones.
Tendido regular-izquierdo: los torones se enrollan a la izquierda, y los alambres
en cada torón se dirigen en sentido contrario.
Tendido derecho-derecho: tanto los torones como los alambres que conforman
éstos, van enrollados hacia la derecha.
El cable se enhebra a través de las poleas viajeras y la corona, con una punta
amarrada al malacate y otra pasando por el anclaje al tambor de reserva. La
porción de cable que se mueve entre el malacate y la corona se denomina
“línea viva” y la que llega al anclaje se denomina “línea muerta”. Para cumplir
sus funciones, el cable debe tener las siguientes propiedades:
Resistencia: depende del acero y del diámetro o calibre.
Flexibilidad: depende del mayor o menor número de alambres por torón.
Elasticidad: factor de seguridad adicional para cuando es sometido a cargas
imprevistas. Se obtiene con longitud y clase de trenzado.
Resistencia a la abrasión: aumenta con el área expuesta a las poleas.
Resistencia a la deformación: se debe al exceso de carga. Los más resistentes
son los de alma de acero.

40
El cable se especifica por (1): Tipo de trenzado, número de torones, número de
hilos por torón, tipo de núcleo y tamaño (diámetro) medido entre torones
opuestos. En perforación se usan cables de 1 1/8 pulgada, 1 1/4 pulgada, 1 1/2
pulgada, 1-3/4 pulgada, 2 pulgadas, 6x19 alma de acero. La tabla 2 muestra
las propiedades de los cables de perforación más usados (6x19).
Tabla 2. Propiedades de los cables de perforación (6x19) más usados (1).
Diámetro nominal
(pulg)
Masa
(lbm/pie)
Resistencia nominal
(lbf)
1-1/8 2,34 113.000
1-1/4 2,89 138.800
1-1/2 4,16 197.800
1-3/4 5,67 266.000
2 7,39 344.000
Con el movimiento arriba y abajo de las poleas, el cable efectúa trabajo. Este
trabajo se calcula y se acumula en Toneladas-milla con el fin de correr el cable y
cambiar los puntos de contacto con las poleas o de fricción con el tambor del
malacate. Por esta razón se elabora un programa de corrida y corte de cable para
aprovechar al máximo su trabajo. Las Toneladas-milla se calculan cada que se
hace un viaje o se corre revestimiento, incluyendo el trabajo realizado mientras se
perfora. Estas Toneladas-milla calculadas se van acumulando y cada
determinada cantidad de trabajo se corre el cable una determinada cantidad de
pies. Periódicamente se corta lo que se ha corrido. Generalmente se efectúan 3 ó
4 corridas de longitudes entre 20 y 40 pies y se corta el exceso de cable en la
última. Es práctica común en equipos grandes, correr 21 pies de cable cada 500
Toneladas-milla y cortar 84 pies al final de la cuarta corrida. Para “correr” el cable,
se descarga el bloque viajero sobre la subestructura, se le quita el seguro al

41
anclaje y se enrolla en el malacate la longitud de cable que se desea correr; por
último se asegura nuevamente el anclaje. De esta forma se cambian los puntos
de contacto del cable con las poleas.
El API recomienda las siguientes fórmulas para calcular el trabajo realizado por el
cable de perforación (2), mientras se perfora y durante un viaje de tubería:
Tm H E H K H Kv 1 2 (6)
BWCLX
XCMCCK
BWCK
aa
5432
a11
B C m1 2 (7)
Donde:
Tmv : trabajo hecho por el cable en un viaje completo de tubería a la
profundidad H, Toneladas-milla (J).
B : factor de boyanza para el acero (asume acero = 65,6 lbm/gal).
m : Densidad del fluido de perforación, lbm/gal (Kgm/m3 ).
Ca : peso de los collares en el aire, lbf/pie (N/m).
Wa : peso de la tubería de perforación en el aire, lbf/pie (N/m).
H : profundidad del hueco, pies (m).
E : longitud de una parada de tubería, pies (m).
L : longitud total de los collares, pies (m).
M : peso total de las poleas, el gancho y el elevador, lbf (N).
Las ecuaciones 6 y 7 utilizan loas siguientes constantes de conversión de
unidades:

42
C1 = 0,0000000946 (0,042).
C2 = 0,015 (8,346x10-6).
C3 = 0,000000379(8,9).
C4 = 1(0,2246).
C5 = 0,5(1,1023).
Tm Tm TmP V V3 2 1 (8)
Donde:
Tmp : trabajo realizado al perforar entre una profundidad H1 y otra H2,
Toneladas-milla (J).
2.3.2.5 Elevador ("Elevator"). Accesorios colocados al gancho por medio de
unos brazos y formados por dos secciones para abrir y cerrar de forma que
puedan abrazar el cuello de los tubos. Pueden ser de hueco recto o de hueco
cónico (18 ), o de cuñas para cuellos lisos. Se especifican por su marca, tipo y
capacidad de carga. Los brazos del elevador (“links”) son una pareja de
elementos cilíndricos con ojos en sus extremos para conectar al gancho arriba y al
elevador abajo; se especifican por: distancia entre ojos, diámetro del cuerpo y
capacidad de carga.
2.3.2.6 Cálculos necesarios sobre el sistema de levantamiento. La principal
función del juego de poleas es proporcionar una ventaja mecánica que permita
manejar fácilmente grandes cargas.
Sea:
VMT = W/Fv (9)
Donde:
VMT : ventaja mecánica teórica = W/Fv.
W : peso que cuelga del gancho, lbf (N).
Fv : tensión en la línea viva, lbf (N).

43
Si no hay fricción, W = nFv, donde n es el número de líneas que pasan por el
bloque viajero (el uso de 6, 8, 10 ó 12 líneas es común dependiendo de la carga):
VMT = n (10)
Por otro lado se tiene:
P F V
P WV
E P P
i v v
h h
h i/
Donde:
Pi : potencia de entrada al juego de poleas, hp (watt).
Ph : potencia de salida o potencia del gancho, hp (watt).
E : eficiencia del juego de poleas.
Vv, Vh : Velocidad de la línea viva y del gancho respectivamente, pie/min (m/s).
Figura 19. Diagramas de cargas del bloque viajero y el bloque corona

44
Teniendo en cuenta que Vv= nV
h y despreciando la fricción, se puede mostrar que
E=100%. Sin embargo, la fricción entre el cable y las poleas existe y debe tenerse
en cuenta. Valores aproximados de la eficiencia del juego de poleas se muestran
en la tabla 3. En general, se puede usar una disminución en la eficiencia del 2%
por cada línea.
Tabla 3. Eficiencia promedio del juego de poleas (1).
n E
6 0,874
8 0,841
10 0,810
12 0,770
14 0,740
Considerando la fricción, tenemos que W es diferente de nFv y por tanto:
EP
P
W V n
F V
W
F n
h
i
v
v v v
FW
Env
(11)
Ahora si Pi es la potencia de entrega del malacate:
E
WVCVFP h
vvi (12)
C: constante de conversión de unidades = 3,03*10-5 (1,0)
Con la ecuación 12 se puede calcular la tensión de la línea viva, lo que me sirve
para seleccionar el cable de perforación.

45
Otro factor que se debe tener en cuenta es la distribución de cargas sobre la torre.
Debido al arreglo del juego de poleas, las cargas impuestas a la torre son
diferentes a las cargas que soporta el gancho.
La carga impuesta a la torre (Fd) es:
Fm: tensión de la línea muerta, lbf (N).
La fricción con las poleas restringe el movimiento de la línea viva,
incrementándose la carga sobre la torre desde W/n en la primera polea (línea
muerta) hasta W/En en la última (línea viva). Esto es, Fv = W/En y F
m = W/n, de
donde:
WEn
EnE1
n
W
En
WWFd (13)
La carga impuesta a la torre no se distribuye por igual en todas las patas de ésta.
Generalmente el malacate se localiza en un lado del piso de la torre y la tensión
de la línea viva se distribuye solamente en dos de sus patas mientras que el efecto
de la tensión de la línea muerta solo se siente en la pata a la cual está amarrada.
Para este arreglo las cargas se distribuyen como se muestra en la tabla 4 y en la
figura 14, donde el malacate se ubica entre las patas 1 y 2, y la línea muerta se
amarra a la pata 4.

46
Tabla 4. Distribución de cargas en las patas de la torre.
Carga total Carga A Carga B Carga C Carga D
Gancho W W/4 W/4 W/4 W/4
Línea viva W/En -- -- W/2En W/2En
Línea muerta W/n W/n -- -- --
Total Fd W(n+4)/4n W/4 W(En+2)/4En W(En+2)/4En
Figura 20. Distribución de las cargas en la subestructura
Otro cálculo importante es el de la eficiencia de la torre (Ed) a partir de la
capacidad de carga segura API (Ecuación 4):
4nE
11nE
W
FE
t
dd (14)
2.3.3 Sistema circulatorio de lodo. La principal función del sistema circulatorio
del fluido de perforación es la remoción de los cortes de roca del hueco a medida
que la perforación progresa. El fluido de perforación más común es una

47
suspensión de arcilla y otros materiales en agua, y se denomina lodo de
perforación.
Figura 21. Sistema circulatorio del fluido de perforación

48
El fluido de perforación sigue el siguiente recorrido (Figura 20):
De los tanques de succión a las bombas de lodo.
De las bombas sale a alta presión, y pasa por las conexiones en superficie hasta la sarta de perforación.
Por el interior de la sarta hasta la broca.
A través de las boquillas de la broca, y de éstas por el espacio anular entre el hueco y la sarta de perforación, saliendo a superficie.
A través del equipo para remover contaminantes, hasta el tanque de succión.
2.3.3.1 Bombas de lodo ("Mud Pumps"). Son accesorios que impulsan el fluido
de perforación a presión y volúmenes deseados. Con excepción de algunos tipos
experimentales, se usan las bombas reciprocantes tipo pistón de desplazamiento
positivo. Las ventajas de estas bombas son:
Habilidad para manejar fluidos con alto contenido de sólidos, muchos de los cuales son abrasivos.
Facilidad de operación y mantenimiento.
Amplio rango de volúmenes y presiones, usando diferentes camisas y pistones.
Habilidad para bombear partículas sólidas.
Son muy seguras.
En general, son de dos cilindros y dos pistones ("duplex") o de tres cilindros y tres
pistones (triplex). En las bombas "dúplex", mientras los pistones se mueven hacia
adelante descargan fluido y lo succionan por detrás, al regresar sucede lo
contrario; por esta razón se dice que son de "doble acción". En las bombas triplex,
los tres pistones únicamente descargan fluido en el camino de ida, y lo succionan
al regresar, por ello se denominan de "acción sencilla". Las bombas triplex son
más livianas y compactas, por lo que son relativamente más usadas.

49
Para los dos tipos de bomba, la velocidad a la que se mueven los pistones
determina la cantidad de fluido que puede manejar. Esta velocidad se mide en
emboladas o "strokes" por minuto, donde una embolada corresponde a una ida y
vuelta del pistón. Los "SPM" ("strokes" por minuto) que pueda desarrollar la
bomba dependen de la potencia de los motores y del sistema de transmisión.
Generalmente se instalan dos bombas son instaladas en el equipo. Para la
mayoría de los huecos de superficie ambas bombas son usadas en paralelo para
poder alcanzar los grandes volúmenes de bombeo requeridos. En la parte más
profundas del pozo solamente se necesita una bomba y la primera se mantiene en
“stand-bye”, para ser usada cuando la otra requiere de mantenimiento. Las
bombas reciben la potencia de los motores del malacate por transmisión con
cadenas o correas (bandas), o tienen acoplado su propio motor. Se especifican
por: marca, modelo, tipo, máxima presión y máximo caudal entregado con cada
tamaño de camisa (diámetro interno del cilindro), máximo tamaño de camisa y
recorrido (longitud) del pistón. Ejemplo (14):
Marca: Continental Emsco Tipo: Dúplex 7-1/2"x18"x3 1/2".
Modelo: DC-1650 SPM)Máx: 70
Pot. Entrada: 1925 hp. Pot. Salida: 1636 hp.
Diámetro camisa (Pulg.) Caudal máx.(gal/min) Presión máx. (lpc)
7 ½ 859 3.262
7 ¼ 798 3.520
7 734 3.817
6 ¾ 676 4.146
6 ½ 619 4.530
6 ¼ 565 4.960
6 512 5.469

50
La eficiencia de una bomba será el producto de la eficiencia mecánica y la
volumétrica. La eficiencia mecánica puede ser del 90%, mientras la volumétrica
puede acercarse mucho a 100%. Generalmente son más eficientes las bombas
"triplex".
Figura 22. Bomba de lodo “triplex”
Para determinar el caudal o volumen de fluido por unidad de tiempo que puede
manejar una bomba, es necesario conocer: la longitud del pistón (S), el diámetro
de la camisa (D), el diámetro de la varilla del pistón (d), el número de emboladas
por minuto (N) y la eficiencia volumétrica (Ev). Si la bomba es de doble acción,
cuando el pistón viaja de un extremo a otro y regresa, desplaza un volumen
equivalente a:
4
2D S +
4
2 2D d S
Así, el volumen total desplazado en un ciclo ("stroke") de la bomba, será:
42 2 2
D d S

51
Si además, la bomba es dúplex (dos pistones), el volumen que desplaza en N
emboladas, para una eficiencia volumétrica EV es:
V
22 NEd2DS4
2πQ
NFNEd2DCSQ bV
22 (15)
Donde:
Q: caudal o galonaje de la bomba, gal/min (m3/s).
S: recorrido del pistón, pulg (m).
D: diámetro de la camisa, pulg (m).
d: diámetro de la varilla del pistón, pulg (m).
N: número de strokes, st/min (st/s).
Ev: eficiencia volumétrica, fracción.
Fb: factor de la bomba, gal/st (m3/st).
C: constante de conversión de unidades = 0,0068 (1,5708).
Si la bomba es triplex de acción sencilla, se puede mostrar que:
Q SD NEV
3
4
2
Q CSD NE F NV b
2 (16)
Donde:
C: constante de conversión de unidades = 0,0102 (2,3562).
También se puede conocer la potencia hidráulica desarrollada por la bomba:
(17)
Donde:

52
HP: potencia de la bomba, hp (watts)
P=Ps-Pd: presión ganada en la bomba, lpc (Pa)
Pd: presión de descarga, lpc (Pa)
Ps: presión de succión, lpc (Pa)
C: constante de conversión de unidades = 1.714 (1,0)
Si la presión de succión de la bomba es esencialmente la presión atmosférica, la
caída de presión a través de ella es prácticamente la presión de descarga.
Para una potencia hidráulica dada, la presión máxima de descarga y la rata de
flujo se pueden cambiar variando el número de “strokes” o el diámetro de la
camisa. Una camisa pequeña desarrolla altas presiones pero bajos volúmenes de
flujo. Circulando caudales pequeños, se reduce la potencia necesaria y como es
obvio, el combustible. Debido a problemas de mantenimiento del equipo,
presiones cercanas a 3.000 psig, pocas veces se desarrollan. Al Perforar con altas
presiones y altos caudales se requiere mayor potencia, aumentando con ello el
desgaste de la parte hidráulica de la bomba y por lo tanto los costos. El operador
generalmente establece la presión máxima de trabajo que, en su concepto, le
permitirá una operación económica.
2.3.3.2 Conductos en superficie. El lodo sale de las bombas y debe llevarse
hasta el interior de la sarta de perforación. Los conductos que comunican estas
partes son:
Tubería de pared gruesa que comunica la bomba con el "manifold" colocado en
el piso del equipo. A la salida de la bomba se coloca una cámara que contiene
aire, separada del fluido de perforación por un diafragma. Esta cámara se
coloca en la tubería de descarga para evitar las cargas de impacto sobre ésta,
resultado del flujo pulsante del fluido de perforación. La línea de descarga
contiene también una válvula de alivio de presión para prevenir la ruptura de la

53
línea, en caso de que se accione la bomba estando las válvulas cerradas, o de
algún taponamiento.
El "manifold" que consiste de un juego de válvulas que me permiten llevar el
fluido de perforación desde y hasta donde se desee.
El "stand pipe" y la manguera rotaria ("rotary hose") permiten una conexión
flexible con la sarta, para lograr un movimiento vertical libre de ésta. La
manguera rotaria es un elemento tubular de caucho (varias lonas) con alma de
acero (varias mallas), flexible y de alta resistencia a la presión interna. Permite
el paso del lodo del "stand pipe" a la "swivel", a la cual se conecta en el cuello
de ganso. Se acopla con uniones de golpe y su longitud varía entre 40 y 50
pies. El "stand pipe" se une a las tuberías de superficie con una manguera
flexible, la cual además de permitir una fácil conexión con el "stand pipe" ayuda
a absorber el flujo pulsante del fluido de perforación.
La línea de retorno (“Flow line”) comunica el anular del pozo con los tanques de
lodo. A través de ella retorna a superficie el fluido de perforación procedente del
pozo.
2.3.3.3 Tanques de Lodo ("Mud tanks").
Son depósitos metálicos donde se almacena el fluido de perforación. Son tanques
rectangulares abiertos por encima y divididos en compartimientos con
capacidades entre 100 y 500 bls.
Tanque de descarga. Es el tanque donde primero cae el fluido procedente del
pozo en su ciclo circulante, a través del "flow line". En él se instala el equipo de
control de sólidos.
Rumba ("shale shaker"): saca los cortes de mayor tamaño, al pasar el lodo
por una malla vibratoria. Puede ser sencilla, doble o triple.

54
Figura 23. Shale shaker
Desarenador ("Desander"): elimina partículas de arena por efecto de la fuerza
centrífuga al pasar el lodo a presión por unos conos o hidrociclones (2 ó 4
conos).
Desarcillador ("Desilter"): elimina las partículas sólidas de tamaño limo al
pasar el lodo a presión por hidrociclones de menor tamaño (generalmente 12
conos).
Desgasificador ("Degasser"): es un separador de gas que desgasifica el lodo
por acción del impacto o vacío.
Figura 24. Desilter & Mud Cleaner

55
Tanque de sedimentación y reserva. En éste se termina de purificar el fluido
de perforación. Lleva instalado, por lo general, un limpiador de lodo ("mud
cleaner") cuya función es eliminar partículas de tamaño micrón. Semejante al
Desarcillador pero con una malla más fina.
Tanques de succión. Es el tanque donde se acondiciona químicamente el
lodo. Posee un compartimiento (compartimiento de la píldora) donde se
preparan baches para perforaciones especiales. Tiene instaladas las tolvas de
mezcla ("mud hopper").
Piscina de lodo. Es un tanque de reserva construido en tierra. Almacena
fluido de perforación contaminado y cortes de perforación. También se usa
para almacenar fluidos de formación producidos durante la perforación. Por
consideraciones ambientales, la piscina se aísla con un plástico especial o con
una lechada de cemento, para prevenir la contaminación de aguas
subterráneas
Figura 25. Piscinas de desecho

56
2.3.4 Sistema rotatorio. Este sistema incluye todo el equipo usado para
imprimirle rotación a la broca. Las principales partes de este sistema son: la
“swivel”, la “kelly”, la transmisión de rotación a la mesa, la mesa rotaria, y la sarta
de perforación (Figura 26).
Figura 26. Sistema rotatorio
2.3.4.1 .La “Swivel”. Elemento clave. Contiene una unión giratoria que soporta
el peso de la sarta y permite el paso del fluido de perforación al interior de la

57
misma, al tiempo que le posibilita girar, sin que el juego de poleas rote. Se cuelga
del gancho mediante un accesorio en “U” y recibe el lodo procedente de la bomba
a través de la manguera rotaria, conectada en el cuello de ganso. La swivel se
especifica según su capacidad de carga.
2.3.4.2 La “kelly”. Primer tubo que se conecta por debajo de la “swivel”.
Transmite la rotación a la sarta por su configuración externa de caras planas
(barra cuadrada o hexagonal) y permite el paso del fluido de perforación de la
swivel a la sarta de perforación. La mesa rotaria le transmite el torque a la “kelly”
a través del”kelly bushing” o adaptador, el cual se conecta a la mesa rotaria en la
caja de la mesa o “master bushing”. La rosca de la “kelly” es derecha en la parte
baja e izquierda en la parte superior para permitir la normal rotación de la sarta de
perforación. Un substituto (“kelly saver sub”) es usado entre la “kelly” y la sarta
para proteger la rosca inferior del desgaste. Se especifica por: Tipo, longitud y
distancia entre caras opuestas.
2.3.4.3 Mesa rotaria (“Rotary table”). Transmite la rotación a la “kelly”. La
abertura de la mesa rotaria donde se conecta el”master bushing”, debe ser de un
tamaño tal que permita el paso de la mayor broca que se va a correr en el pozo.
Además, la parte interna del “master bushing” tiene forma cónica para aceptar
cuñas, las cuales agarran la sarta de perforación para prevenir que la tubería se
vaya al hueco en el momento de adicionar o retirar un tubo de la sarta. La mesa
lleva una grapa (“perro”) para asegurarla al soltar un tubo con las llaves, sin él la
mesa girará con la llave por la libertad de rotación que ésta ofrece. La potencia
puede transmitirse a la mesa directamente o sacarse del malacate por transmisión
con cadenas y ejes. Entre la mesa rotaria y la transmisión se coloca a su vez una
transmisión hidráulica, para prevenir cargas de impacto y torques excesivos. Un
torque excesivo puede traer como consecuencia una falla por torsión, con el
consecuente rompimiento superficial de la sarta de perforación. La mesa rotaria
se identifica por el máximo tamaño de broca que puede pasar a través de ella y
por sus dimensiones.

58
Figura 27. Mesa rotaria
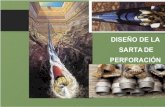
2.3.4.4 La sarta de perforación (”Drill String”)”.
Tubería de perforación (”Drill pipe”). La mayor parte de la sarta está
compuesta de tubería de perforación. Son elementos tubulares de alta
resistencia a los esfuerzos, torneados en caliente y sin costura. El API clasifica
los tubos de perforación de acuerdo a su diámetro externo, peso nominal, grado
de acero, y rango o longitud.
Los diámetros externos más comunes son 2-7/8, 3-1/2, 4-1/2, 5, 5-1/2 pulgadas.
De éstos los más usados son 3-1/2 y 4-1/2, rango 2 (entre 27 y 32 pies de
largo). Dado que cada tubo tiene una longitud propia, cada uno debe ser
medido y registrado para conocer la profundidad total real. En cuanto al grado
de acero, las tuberías se fabrican de composición variada para proporcionarles
diversas categorías de resistencia al material. Los grados de acero más
comunes son N80, C75, D, E, X95, G105, S135 Y V150. Las dimensiones y
propiedades de algunos tipos de éstas tuberías se encuentran en las tablas 5 y
6. Los tubos también se pueden clasificar, de acuerdo a su desgaste, en tubería
nueva y tipo Premium. Estos últimos son clase 1 (de 0 a 20 % de desgaste),
clase 2 (de 20 a 30 % de desgaste) y clase 3 (mas de 30 % de desgaste).

59
Para armar la sarta de perforación, los tubos se unen unos a otros en los”tool
joint” o uniones. Cada tubo tiene una unión en cada extremo; la primera termina
en caja y la segunda en pin. La unión va soldada integralmente al cuerpo del
tubo (”Integral Joint”) y tiene un diámetro externo mayor. Las uniones también
se especifican por su tipo de rosca. La configuración de éstas es variada por
cambios en el buzamiento o conicidad de la rosca, por cambios en la geometría
de los hilos (crestas, valles, hilos planos, etc.) y por variación en el número de
hilos por pulgada y en la longitud de la rosca. Ejemplos: API regular, FH (”Full
Hole”), XH (” Extra Hole”), SH (”Slim Hole”), IF (“Internal Flush”). Generalmente,
los tubos son de rosca redonda. La rosca en”V” fue usada, pero presenta fallas
frecuentes debido a la concentración de esfuerzos en su base. Algunas veces
la cara externa de la unión se recubre con carburo de tungsteno para reducir el
desgaste por la fricción del tubo con las paredes del hueco cuando está
rotando.
Ensamblaje de fondo o “BHA” (“Bottom Hole Assembly”). Termina de
completar la sarta de perforación y está conformada por los collares de
perforación, los acoples y los estabilizadores, entre otros elementos.
Collares de perforación (”Drill collar”). También se denominan lastra
barrenas. Son tubos pesados de pared gruesa que se conectan por encima de
la broca con el propósito de proporcionar el peso requerido para el avance del
hueco. La tubería de perforación debe mantenerse siempre en tensión, por lo
que el peso sobre la broca debe proceder únicamente de los collares (trabajan
en compresión). Las roscas de los collares son hechas con torno en el cuerpo
del tubo. La superficie externa de éstos puede ser lisa o acanalada. También
se especifican por su diámetro externo, peso, grado de acero y longitud, (tabla
7).

60
Figura 28. Sarta de perforación

61
Tabla 5. Resistencia a los esfuerzos de tubos de perforación API (1).
DIMENSIONES RESISTENCIA AL
COLAPSO *
(lpc)
RESISTENCIA AL
ESTALLIDO*
(lpc)
RESISTENCIA A
LA TENSIÓN*
(1000 lbf)
Diámetro
Externo
(pulg)
Peso
Nominal
(lbf/pie)
D
E
G
**
D
E
G
D
E
G
2-3/8 4,85 6850** 11040 13250 7110 10500 14700 70 98 137
2-3/8 6,65 11440 15600 18720 11350 15470 21660 101 138 194
2-7/8 6,85 10470 12560 9910 13870 136 190
2-7/8 10,40 12110 16510 19810 12120 16530 23140 157 214 300
3-1/2 9,50 10040 12110 9520 13340 194 272
3-1/2 13,30 10350 14110 16940 10120 13800 19320 199 272 380
3-1/2 15,50 12300 16770 20130 12350 16840 23570 237 323 452
4 11,85 8410 10310 8600 12040 231 323
4 14,00 8330 11350 14630 7940 10830 15160 209 285 400
4-1/2 13,75 7200 8920 7900 11070 270 378
4-1/2 16,60 7620 10390 12470 7210 9830 13760 242 331 463
4-1/2 20,00 9510 12960 15560 9200 12540 17560 302 412 577
5 16,25 6970 8640 7770 10880 328 459
5 19,50 7390 10000 12090 6970 9500 13300 290 396 554
5-1/2 21,90 6610 84440 10350 6320 8610 12060 321 437 612
5-1/2 24,70 7670 10460 12560 7260 9900 13860 365 497 696
5-9/16 19,00 ** 4580 5640 5090 6950 267 365
5-9/16 22,20 ** 5480 6740 6090 8300 317 432
5-9/16 25,25 ** 6730 8290 7180 9790 369 503
6-5/8 22,20 ** 3260 4020 4160 5530 307 418
6-5/8 25,20 ** 4010 4810 6160 4790 6540 9150 359 489 685
6-5/8 31,90 ** 5020 6170 6275 8540 463 631
* Estos valores no consideran factores de seguridad.
** Tubería no API.

62
Tabla 6. Dimensiones de los principales tubos de perforación, API (3).
Diámetro
Externo
(pulg)
Peso
Nominal
(lbf/pie)
Diámetro
Interno
(pulg)
Diámetro útil para
desplazamiento de
herramientas
(pulg)
2-3/8 4,85 1,995 1,437
2-3/8 6,65 1,815 1,125
2-7/8 6,85 2,441 1,875
2-7/8 10,40 2,151 1,187
3-1/2 9,50 2,992 2,250
3-1/2 13,30 2,764 1,875
3-1/2 15,50 2,602 1,750
4 11,85 3,476 2,937
4 14,00 3,340 2,375
4-1/2 13,75 3,958 3,156
4-1/2 16,60 3,826 2,812
4-1/2 20,00 3,640 2,812
5 16,25 4,408 3,750
5 19,50 4,276 3,687
5-1/2 21,90 4,778 3,812
5-1/2 24,70 4,670 3,500
5-9/16 19,00 4,975 4,125
5-9/16 22,20 4,859 3,812
5-9/16 25,25 4,733 3,500
6-5/8 22,20 6,065 5,187
6-5/8 25,20 5,965 5,000
6-5/8 31,90 5,761 4,625

63
Tabla 7. Peso en lbf/pie de diversos tipos de collares de perforación (3).
Diámetro Externo (pulg)
Diámetro Interno (pulg)
1 1-1/4 1-1/2 1-3/4 2 2-1/4 2-1/2 3 3-1/4 3-1/2 3-3/4 4
2-7/8 19 18 16
3 21 20 18
3-1/8 23 22 20
3-1/4 26 24 22
3-1/2 30 29 27
3-3/4 35 33 32
4 40 39 37 35 32 29
4-1/8 43 41 39 37 35 32
4-1/4 46 44 42 40 38 35
4-1/2 51 50 48 46 43 41
4-3/4 54 52 50 47 44
5 61 59 56 53 50
5-1/4 68 65 63 60 57
5-1/2 75 73 70 67 64
5-3/4 82 80 78 75 72 64 60
6 90 88 85 83 79 72 68
6-1/4 98 96 94 91 88 80 76 72
6-1/2 107 105 102 99 96 89 85 80
6-3/4 116 114 11 108 105 98 93 89
7 125 123 120 117 114 107 103 98 93 84
7-1/4 134 132 130 127 124 116 112 108 103 93
7-1/2 144 142 139 137 133 126 122 117 113 102
7-3/4 154 152 150 147 144 136 132 128 123 112
8 165 163 160 157 154 147 143 138 133 122
8-1/4 176 174 171 168 165 158 154 149 144 133
8-1/2 187 185 182 179 176 169 165 160 155 150
9 210 208 206 203 200 192 188 184 179 174
9-1/2 234 232 230 227 224 216 212 209 206 198
9-3/4 248 245 243 240 237 229 225 221 216 211
10 261 259 257 254 251 243 239 235 230 225
11 317 315 313 310 307 299 295 291 286 281
12 379 377 374 371 368 361 357 352 347 342

64
Acoples o sustitutos. Me permiten unir dos roscas diferentes en cuanto a tipo
o diámetros. Pueden ser: caja-pin, caja-caja y pin-pin. Se conocen también
como “crossover”. Uno de los sustitutos más comunes es el “bit-sub” el cual
une la broca con los collares; es un acople caja-caja.
Tubería de perforación pesada (“Heavy weight drill pipe”). Son tubos de
perforación de pared gruesa (menor diámetro interno que los normales).
Poseen abultamientos externos en el cuerpo del tubo y sus uniones son mas
largas. Pueden trabajar en compresión o en tensión y se colocan entre la
tubería de perforación y los collares, para suavizar el cambio de rigidez y de
diámetro externo en la sarta.
Figura 29. Tubería de perforación pesada
Estabilizadores (“Stabilizer sub”). Ayudan a mantener el hueco recto y
permiten que el BHA baje centrado. Son unos tubos cortos con aletas que le
dan un diámetro mayor. Se aconseja usar tres o más estabilizadores,

65
distribuidos en la sarta. Generalmente se colocan cerca de la broca o en los
collares.
Figura 30. Estabilizadores
Herramientas para el manejo de tubería.
Llaves manuales (”Manual Tongs”). Son llaves de potencia operadas
manualmente y utilizadas para apretar y aflojar conexiones de la sarta. Van
colgadas de cables a la torre y provistas de un contrapeso para su fácil manejo.
Poseen quijadas reemplazables. Se comunican con los cabeza de gato con
cadenas. Para apretar se usa el cabeza de gato derecho y para aflojar el
izquierdo.
Llaves de Potencia (”Power Tongs”). También se usan para apretar y aflojar
conexiones de la sarta. Son llaves operadas hidráulica o neumáticamente.

66
Figura 31. Llaves manuales y de potencia para tubería de perforación
Cuñas. Accesorios que encajan en la mesa rotaria y cuya función es soportar
la sarta por contacto radial de superficies dentadas. Pueden ser manuales,
neumáticas o hidráulicas.
Figura 32. Cuñas para tubería de perforación
Grapas de Seguridad. Son cuñas que se ajustan a los collares con tornillos,
para evitar que éstos se resbalen de las cuñas de la rotaria.
Martillos. Se colocan arriba de los collares para ser usados en caso de que la
sarta se pegue. Pueden ser mecánicos o hidráulicos.
Otras herramientas: Llaves de cadena, llaves de tubo, absorvedores de
vibraciones y rimadores (“roller reamer”).

67
2.3.4.5 Manejo de tubería. Los tubos deben ser manejados con cuidado para
evitar que fallen durante la perforación y asegurar una mayor vida útil. A
continuación se dan algunas recomendaciones generales para el manejo de los
tubos que conforman la sarta:
Se deben colocar protectores a las roscas.
No golpear, ni dejar caer la tubería de grandes alturas.
Siempre, almacenar los tubos sobre burros correctamente espaciados.
Lavar y engrasar las roscas antes y después de cada conexión.
Conectar los tubos apretando con el torque adecuado. No se debe exceder la
resistencia a la torsión que recomienda el fabricante.
Instalar las llaves en las uniones.
Revisar periódicamente la tubería.
Calibrar el diámetro en el centro y en los extremos.
Revisar que las roscas no tenga talladuras ni golpes. Si los posee, es
necesario rectificar la rosca haciendo una nueva sobre el metal del cuerpo del
tubo.
Revisar que la rosca no esté fisurada. Se observan principalmente los valles,
que son más propensos a las fisuras haciendo pasar un campo
electromagnético que imante bien (la caja y el pin). Previamente la rosca se ha
limpiado con ACPM. Se agrega limadura de metal fina, la cual es atraída por el
metal imantado. Se sopla y se observan los posibles grumos de limadura que
quedan principalmente en las fisuras.

68
Revisar el borde de la rosca. Este debe estar pulido y perpendicular a la línea
de centro de las roscas. Para corregir esta falla se usan discos esmeriladores
que pulen de nuevo la cara.
Aplicar inhibidores de corrosión.
2.3.4.6 Cálculos y Diseños.
2.3.4.6.1 Capacidad de un tubo. El término se refiere al volumen que hay al
interior del tubo, por unidad de longitud. Se calcula como:
2IDCVi (18)
Vi: capacidad interna del tubo, pie3/pie (m3/m)
ID: diámetro interno del tubo, pulg. (m).
C: constante que depende de las unidades usadas = 0,00545 (0,7854)
2.3.4.6.2 Capacidad anular. Se refiere al volumen que se encierra en el anular
hueco-tubería, por unidad de longitud. Se aplica también al anular que se forma
entre dos tubos concéntricos (por ejemplo el anular revestimiento-tubo de
perforación). Se calcula como:
2
1
2
2 DDCVa * (19)
Va: capacidad anular, pie3/pie (m3/m).
D 2: Diámetro mayor del anular, pulg. (m).
D1 : Diámetro menor del anular, pulg. (m).
C: constante que depende de las unidades usadas = 0,00545 (0,7854)

69
2.3.4.6.3 Desplazamiento. Es el volumen sólido del tubo, por unidad de longitud.
Para calcularlo se tiene:
22 IDODCVD * (20)
VD : Capacidad anular, pie3/pie (m3/m).
OD: diámetro externo del tubo, pulg. (m).
ID: diámetro interno del tubo, pulg. (m).
C: constante que depende de las unidades usadas = 0,00545 (0,7854)
En la ecuación 19, no se tiene en cuenta el efecto del mayor espesor de las
uniones. Cuando se requiere un dato más exacto se debe recurrir a tablas
elaboradas por las compañías fabricantes de tubería (tabla 8).

70
Tabla 8. Desplazamiento promedio de tubería de perforación-Rango 2 (1).
Diámetro
Externo
(pulg)
Peso
Nominal
(lbf/pie)
Tipo de
unión
Peso real
en el aire
(lbm/pie)
Desplazamiento
pie/bbl bbl/pie
2-3/8 6.65 IF 6.90 398.42 0.00251
2-7/8 10.40 IF 10.90 251.9 0.00397
SH 10.40 263.0 0.00379
3-1/2 13.30 FH 13.90 197.6 0.00506
SH 13.40 204.9 0.00480
IF 13.80 199.2 0.00502
15.50 IF 16.02 171.5 0.00583
4 14.00 FH 15.10 181.8 0.00550
IF 15.10 176.1 0.00568
4-1/2 16.60 FH 17.80 154.3 0.00648
XH 18.00 152.7 0.00655
SH 17.00 161.6 0.00619
IF 17.70 155.3 0.00644
20.00 XH 21.40 128.5 0.00778
FH 21.30 129.0 0.00775
SH 20.50 134.0 0.00746
IF 21.20 129.5 0.00772
22.82 XH 24.10 114.0 0.00877
32.94 XH 36.28 75.7 0.00132
5 19.50 XH 20.60 133.3 0.00750
25.60 XH 26.18 107.4 0.00932
42.00 XH 45.20 60.8 0.01650

71
2.3.4.6.4 Diseño de la sarta de perforación. Las sartas de perforación se deben
diseñar de forma que permitan:
Dar peso a la broca.
Reducir al mínimo las vibraciones de la sarta.
Optimizar el rendimiento de la broca.
Perforar un hueco de diámetro constante (pleno calibre) y con mínima
desviación.
De acuerdo a los esfuerzos y presiones que se generan en el pozo, se
selecciona la tubería que se debe usar para que se cumplan los objetivos
planteados, sin que la tubería falle. El API (3) recomienda la siguiente
secuencia de cálculos que se deben realizar.
Número de collares a utilizar: depende del peso que se le debe colocar a la
broca para que se perfore en forma óptima. Este, es recomendado por los
fabricantes de brocas y depende del tipo de éstas que se utilice. En el capítulo
3 se desarrollará mejor este aspecto. El peso que se le coloque a la broca
debe provenir de los collares (pueden trabajar en compresión) teniendo en
cuenta el efecto del empuje del fluido de perforación que hay en el hueco. Este
empuje se considera al multiplicar el peso del tubo en el aire por el factor de
boyanza (ecuación 7). Así:
Sdca
B
F*)B(cosLC
WNC (21)
Donde:
NC : número de collares necesarios.
WB : Peso necesario sobre la broca.
Ca : peso de los collares en el aire, lbf/pie (N/m).

72
Ldc : longitud de cada collar, pie (m).
B : factor de boyanza (ecuación 7).
Fs : facto de seguridad (se recomienda tomarlo igual a 0,85).
: ángulo del hueco con respecto a la vertical.
Si se debe recurrir a varios tipos de collares, el peso total sobre la broca se
debe distribuir entre ellos. En caso de no disponer del número de collares
suficiente para proveer el peso necesario, lo que haga falta se ajusta
adicionando a la sarta tubería de perforación pesada (“heavy weight”):
BLC
BNCLCF
W
NHWHWHW
ddcaS
B
(22)
Donde:
NHW : número de tubos de perforación pesados necesarios.
NCd : número de collares disponibles.
CHW : peso de los tubos de perforación pesados en el aire, lbf/pie (N/m).
LHW : longitud de cada tubo de perforación pesado, pie (m).
En caso de disponer de los collares necesarios se acostumbra colocar de todas
formas algunos tubos de perforación pesados, por encima de los collares, para
suavizar el cambio de rigidez y de diámetro externo en la sarta.
Selección de la tubería de perforación: una vez calculado el número de
collares se procede a diseñar el resto de la sarta, esto es a seleccionar el
número y tipo de tubos de perforación que se van a utilizar. Para ello se debe
conocer la resistencia de los tubos a los esfuerzos que actúan en el hueco.
Estos valores se pueden conocer mediante tablas (sección 2.3.4.4), aunque
también existe la posibilidad de calcularlos mediante ecuaciones que se pueden
deducir analíticamente (4).

73
Al diseñar la sarta de perforación se busca seleccionar el tipo de tubería de
perforación (grado de acero) que resista todos los esfuerzos que se generan en
el pozo y que haga el diseño lo más económico posible. Para ello se combinan
varios grados de acero de forma que se utilicen los tubos más resistentes en
aquellos puntos donde los esfuerzos son más críticos, y los tubos más
económicos donde no se presentan mayores problemas. Lo anterior hace que
a través de la sarta se tengan varias secciones de tubería, cada una de longitud
diferente dependiendo de su resistencia a los esfuerzos presentes.
Los esfuerzos que soporta la tubería son:
Presión interna: el punto crítico, para una sección dada, se encuentra en su
extremo superior. Esta presión la genera el fluido de perforación que hay en el
interior de la sarta. Se calcula con la siguiente ecuación:
Sdsshdi F*)ΔPΔPPP(P (23)
Donde:
Pi : presión interna ejercida sobre el extremo superior de la sección
diseñada, lpc (Pa).
Pd: presión de descarga de la bomba, lpc (Pa).
Ph : presión hidrostática, del fluido de perforación, ejercida sobre el extremo
superior de la sección diseñada, lpc (Pa).
Ps : Pérdidas de presión del fluido de perforación a través del equipo de
superficie, lpc (Pa).
Pds : Pérdidas de presión que sufre el fluido de perforación a través del interior
de la sarta hasta llegar al extremo superior de la sección diseñada, lpc
(Pa).
FS: factor de seguridad (se recomienda tomar 1,1).

74
El valor calculado con la ecuación 23, debe ser menor que la resistencia al
estallido (presión interna) dada en la tabla 5.
Presión de colapso: se debe a la columna de fluido que hay en el anular hueco-
sarta de perforación. Para una sección dada, el punto mas crítico se encuentra
en su extremo inferior, cuando la tubería está vacía por dentro. Se recomienda
calcularla con la siguiente ecuación:
Sim
c F*C
HρP (24)
Pc: presión de colapso ejercida sobre el extremo inferior de la sección, lpc(Pa).
Hi: profundidad a la que se encuentra el extremo inferior de la sección, pie (m).
m : densidad del fluido de perforación, lbm/gal (Kg/m3).
C= 19,251 (0,102).
FS: factor de seguridad (se recomienda tomar 1,125).
El valor calculado con la ecuación 24 debe ser menor que la resistencia al
colapso dada en la tabla 5.
Tensión: como se verá a continuación el diseño que se propone en este trabajo
toma como base la resistencia a la tensión de la tubería. Este esfuerzo se
presenta como resultado del peso de la tubería que cuelga del punto que se
analiza. Por lo anterior, el punto más crítico se ubica en el extremo superior de
cada sección.
Existen varios métodos para hacer el diseño pero él mas recomendado,
selecciona las secciones de abajo hacia arriba calculando la longitud de cada
una con base en los esfuerzos longitudinales (esfuerzos de tensión) presentes y

75
su resistencia a ellos. Se considera que en el fondo del pozo las fuerzas que
actúan longitudinalmente son las mas críticas o las que tienden en mayor grado
a deformar la tubería. Conocidos los tipos de tubería disponibles, se procede a
calcular la longitud de cada sección. Como el cálculo comienza de abajo hacia
arriba, para la primera sección se puede utilizar el tipo de tubería menos fino ya
que sobre ésta los esfuerzos por tensión son menores. La última sección
deberá soportar mayores esfuerzos de este tipo, por lo tanto en ella se debe
usar un acero de más calidad. Es claro que cada sección estará conformada
por varios tubos.
Una vez calculada la longitud de cada sección se verifica si la tubería
seleccionada resiste las otras fuerzas que se presentan (presiones externas e
internas). Obviamente la suma de las longitudes de las secciones de tubería,
incluyendo los collares, me dará la profundidad total del pozo que se va a
perforar. Para cada uno de los esfuerzos anteriores, si después de confrontar
valores, el esfuerzo real es mayor que la resistencia de la tubería se debe
recalcular la longitud de la sección o utilizar una tubería más resistente. Cuando
ya se ha calculado la longitud adecuada se procede a calcular, de igual forma,
la siguiente sección, con un tipo de tubería cuya resistencia a la tensión sea
mayor que la anterior.
Para calcular la longitud de cada sección se utiliza la siguiente ecuación:
LDPR OP
W B
W
W
T
a
BH
a
0 9, (25)
Donde:
LDP : longitud de la sección diseñada, pie (m).
RT : resistencia a la tensión de los tubos seleccionados, lbf (N).
Wa : peso de la tubería de perforación en el aire, lbf/pie (N/m).
WBH : peso en el aire de la tubería que cuelga de la sección calculada, lbf (N).

76
B : factor de boyanza (ecuación 7).
OP : margen de esfuerzo adicional disponible (“Over pull”), lbf (N).
El margen de esfuerzo adicional (“Over Pull”) es la diferencia que se quiere
tener entre la resistencia de la tubería a la tensión y la magnitud real del
esfuerzo al que es sometida la tubería. Este margen se deja para prevenir
esfuerzos adicionales que se puedan presentar, como por ejemplo el generado
al tensionar la sarta en casos de pega de la misma.
2.3.5 Sistema de Control de Pozos. Este sistema previene el flujo incontrolado
de fluidos de la formación hacia el pozo. Cuando la broca penetra una formación
permeable que tiene una presión mayor que la hidrostática ejercida por el fluido de
perforación, los fluidos de la formación empezarán a desplazar el lodo del pozo.
Se denomina “Kick”, a ese flujo repentino de fluidos de la formación dentro del
pozo, en presencia del fluido de perforación.
El sistema de control de pozos debe permitir:
Prevenir el “Kick”.
Detectar el kick.
Controlar un “Kick”:
Cerrar el pozo en la superficie.
Circular el pozo bajo presión para remover los fluidos de formación e
incrementar la densidad del lodo.
Mover la sarta bajo presión.
Cambiar la dirección de flujo lejos del equipo y del personal.

77
Figura 33. Esquema del sistema de control de pozo
Si el sistema de control falla, resulta un flujo incontrolado de fluidos de formación
que es denominado reventón (“Blow Out”). Este hecho es quizás, el menos
deseable cuando se perfora. Puede causar pérdida de personal, del equipo, de las
reservas de gas y aceite, y del pozo. Lo anterior sin contar los daños causados al
medio ambiente, cercano al pozo.

78
2.3.5.1 Prevención de un flujo imprevisto. Durante la perforación de un pozo la
prevención de un flujo imprevisto de fluidos de la formación hacia el pozo se logra
utilizando un fluido de perforación de una densidad tal, que su columna
hidrostática ejerza una presión mayor que la que tiene la formación que se
atraviesa. Lo importante es utilizar el fluido de perforación adecuado.
Cuando se hace un viaje de tubería, la circulación del fluido de perforación se
detiene y se retira un volumen significativo de tubería es removido del hueco. Esto
hace que el nivel del fluido en el pozo baje, disminuyendo la presión hidrostática
de la columna y posibilitándose la formación de un “Kick”. Para prevenirlo se debe
mantener el hueco lleno, para lo cual se bombea fluido de perforación de tal forma
que se reemplace el volumen de tubería que se saco. Este fluido se toma de un
tanque especial denominado tanque de viaje (“Trip Tank”) utilizando,
normalmente, una bomba especial para ello. El tanque de viaje es llenado
periódicamente usando las bombas de lodo. Si en el equipo no existe tanque de
viaje, el hueco debe llenarse usando la bomba de lodo.
2.3.5.2 Detección de un “Kick”. La detección de un “Kick” cuando se perfora, se
logra usualmente gracias a un indicador de volumen en los tanques de lodo, o por
un indicador de flujo. Ambos aparatos detectan un incremento en el flujo que
retorna procedente del pozo por el anular, tomando como referencia el retorno
normal. Los indicadores de volumen usan flotadores en los tanques que se
conectan a traductores eléctricos o neumáticos y a un registrador en el piso de la
torre. El registro indica el volumen de las piscinas activas. Cuando el volumen
aumenta o disminuye significativamente, se pueden activar alarmas sónicas o
luminosas. Un aumento de nivel indica que los fluidos de la formación están
entrando al pozo y una disminución indica que el fluido se está perdiendo hacia
una formación. En el primer caso es muy posible que se esté formando un “Kick” y
en el segundo hay pérdidas de circulación. Los indicadores de flujo detectan un
“Kick” más rápidamente. En este caso se tiene un medidor de flujo tipo paleta

79
colocado en la línea por donde retorna el lodo (“flow line”). Además, se tiene un
medidor de strokes de la bomba. La diferencia entre estos dos datos me indican
ganancia o pérdida de flujo. Si el flujo por el “flow line” es mayor, puede estar
ocurriendo un “kick”. Si es menor hay pérdidas de circulación.
Cuando se está haciendo un viaje, la detección se hace por medio de un indicador
de hueco lleno. El propósito de éste es medir el volumen de lodo requerido para
llenar el hueco cuando se han sacado X tubos. Si el volumen de lodo requerido
para llenar el hueco es menor que el volumen de los tubos removidos, un “kick”
puede estar en progreso.
2.3.5.3 Control de un “Kick”. Cuando un “Kick” está en progreso se hace
necesario controlarlo antes de que ocurra un reventón. Las preventoras de
reventones (“Blow Out Preventors”, BOP) son accesorios que se instalan en la
cabeza del pozo y su función es controlar los flujos imprevistos por el espacio
anular hueco-sarta de perforación o impedir flujos desde el pozo cuando no hay
sarta dentro de él. Deben además, permitir el movimiento de la tubería sin
descargar la presión del pozo y permitir que sea circulado fluido de perforación en
presencia del “kick”. En una operación normal se deben utilizar paquetes de
preventoras (“BOP Stock”) de varios tipos.
Preventoras de arietes (“RAMS”). Emplean sellos de tamaño fijo,
dependiendo de la tubería que se tiene en el pozo, que se cierran
herméticamente para impedir el flujo de fluidos. Pueden ser de tubería, ciegos o
cortantes.
Arietes de Tubería (“Pipe RAMS”): su tamaño es fijo y depende de la tubería
que haya en el pozo. Tienen aberturas semicirculares que cierran
herméticamente contra el tubo impidiendo el flujo por el anular. Se usa un
tamaño de ariete para cada tamaño de tubería que se tenga en la sarta.

80
Figura 34. Válvula tipo ariete
Arietes Ciegos (“Blind RAM”): cierran cuando no hay tubería en el hueco. Si
inadvertidamente son cerrados cuando la sarta está en el hueco, el tubo será
aplastado pero el flujo del “kick” no cesará ya que los arietes no se ajustan bien.
Arietes Cortantes (“Shear RAMS”): son arietes ciegos diseñados para cortar la
sarta cuando se cierran y ésta se encuentra en el pozo. La sarta caerá al hueco
pero el flujo del kick será detenido. Este ariete cortante es usado solo cuando
las demás preventoras fallan.
Todo tipo de ariete está disponible para presiones de trabajo de 2000, 5000,
10000 y 15000 lpc.
Preventora Anular (“Anular Preventers”). También conocidas como
preventoras esféricas. Utilizan un sello circular de caucho endurecido, que
accionado hidraúlicamente puede cerrar el flujo anular contra cualquier tamaño
de tubería, aún contra la kelly y en casos extremos sin tubería en el pozo o
contra los collares. Se especifican por marca, tipo y presión de trabajo.

81
Figura 35. Válvula tipo anular
Normalmente se utilizan dos o tres preventoras de ariete y una preventora
anular en el tope. Tanto la preventora anular como las de ariete son cerradas
hidraúlicamente. Además, los arietes tienen un cerrado manual tipo rosca,
usado cuando el sistema hidraúlico falla.
Acumuladores (“Accumulators”). Son accesorios usados para operar a
control remoto las preventoras. Los sistemas hidráulicos modernos para cerrar
las BOP'S son acumuladores de fluido a alta presión. El acumulador es capaz
de suministrar fluido suficiente, a alta presión, para cerrar todas las unidades
del BOP'S al menos una vez. Los acumuladores son cilindros que tienen
capacidades de 40, 80 ó 120 galones, y presiones máximas de operación de
1500 a 3000 psi. Una bomba independiente mantiene constante la presión de
los acumuladores de modo que puedan ser usados en cualquier momento. Por
seguridad se mantiene en “stand-bye” una bomba para los acumuladores. El
fluido acumulado usualmente es un aceite hidráulico no corrosivo, con un bajo
punto de congelamiento. Además, debe tener buenas características lubricantes
y ser compatible con las partes de caucho del sistema de control. Un conjunto

82
de cilindros, pre cargado con nitrógeno también puede ser usado. Los
acumuladores están equipados con un sistema regulador de presión, de forma
que si los acumuladores se descargan la bomba comienza a funcionar
automáticamente, cargando de nuevo los cilindros.
“Manifold”. Es un sistema de circulación a alta presión utilizado en
operaciones de control de pozos. El “kick” normalmente es circulado desde el
pozo a través de un choke ajustable que es controlado desde un panel en el
piso del equipo. El choke debe mantener suficiente presión, de tal modo que la
presión en el fondo del pozo, ejercida por el fluido, sea ligeramente mayor que
la presión de la formación. De no ser así, los fluidos de formación continúan
entrando al pozo. El arreglo del “manifold” se basa en la magnitud de la presión
de formación en el área y en el procedimiento de control de pozos usado por el
operador. Un separador de gas permite que cualquier gas producido por la
formación, sea venteado
Cuando un “kick” es detectado durante un viaje de tubería, lo mejor es forzar la
sarta hacia abajo (“stripping”) con la preventora anular cerrada, para permitir la
eficiente circulación de los fluidos de formación desde el pozo. La habilidad para
variar la presión de cierre en las preventoras es importante cuando se requiere
esta operación. El espacio entre los arietes es proporcionado por el “drilling spool”
que al mismo tiempo permite conectar las líneas de alta presión en un punto dado.
Estas líneas de alta presión hacen posible circular en reversa y controlar el flujo
con el BOP'S cerrado. El conducto usado para circular en reversa es llamado el
“kill line” y la línea para controlar el flujo incluye un choke, un manifold y líneas de
flujo. El “drilling spool” debe tener un espacio interior lo suficientemente grande
para permitir el paso de todos los revestimientos, sin tener que quitar las
preventoras. El BOP's es conectado al revestimiento de superficie en la parte
superior (“casing head”) soldado o conectado al primer tubo cementado en el
pozo. En esta parte se tienen salidas para permitir la descarga de presiones que
podrían acumularse entre las sartas de revestimiento.

83
Un panel de control para operar las BOP'S se coloca en el piso de la torre para un
fácil acceso del perforador. Los controles están marcados claramente y son
identificables con el arreglo de BOP'S que se tenga. Los arreglos de BOP'S
pueden variar mucho y dependen de la magnitud de la presión de formación en el
área y del tipo de procedimiento de control de pozos usado por el operador. Existe
un tipo de válvula (“Internal BOP”) que puede ser colocada en la parte superior de
la sarta, cuando el pozo esté fluyendo durante un viaje.
2.3.6 Sistema de monitoria del pozo. Por consideraciones de seguridad y
eficiencia se hace necesario llevar una constante monitoria del pozo para detectar
problemas de perforación rápidamente. Este sistema permite controlar
parámetros tales como: profundidad, rata de penetración, cargas soportadas por el
gancho, velocidad de la mesa rotaria, presión de la bomba, densidad del lodo,
nivel de las piscinas, rata de flujo, etc. Todas estas operaciones se controlan con
base en señales que se leen en instrumentos instalados en el pozo.
Indicador de peso. Consta de un reloj que muestra las tensiones a las que
es sometido el cable de perforación en la línea muerta o en el anclaje, y que
relaciona tal tensión con el peso que soporta. Tiene dos agujas que muestran
el peso total de la sarta y el peso aplicado sobre la broca. El elemento
detector puede estar ubicado en el anclaje del cable o directamente en
contacto con la línea muerta.
Indicadores de torque. Es un reloj que recibe una señal de un elemento
controlador en contacto con la cadena de transmisión de potencia a la mesa.
Cuando la sarta coge torque trata de pegarse y la mesa intenta pararse,
tensionando la cadena. Se presiona un rodillo y éste envía un impulso
hidráulico al reloj indicando en la escala las lbf-pie de torque equivalente o una
medida arbitraria y proporcional al torque.

84
Manómetros. Son indicadores de presión de las bombas. Deben ubicarse
junto al perforador para captar anomalías y actuar en forma rápida. Una
variación en la presión indica un problema que debe ser ubicado.
Indicador de SPM. Instrumento que cuenta los golpes (emboladas) por
minuto de la bomba y envía una señal al tablero de instrumentos.
Totalizador de SPM. Totaliza todos los golpes de la bomba.
Alarmas PVT. Instrumentos instalados para controlar el volumen de lodo en
los tanques e indican si hay pérdidas o ganancias de fluido durante la
operación previniendo la ocurrencia de un reventón o una pérdida drástica de
circulación. Se colocan flotadores en los tanques que envían señales
eléctricas al panel de instrumentos y accionan alarmas sonoras y/o luminosas.
Sapo. Instrumento que registra en una carta los factores que afectan la rata
de penetración y la profundidad del pozo.
Telemetría. Es una forma de medir a distancia los parámetros de la
operación. La técnica conocida como MWD (“Meassurement While Drilling”)
permite registrar, simultáneamente con la perforación, todos los parámetros
involucrados. Es especialmente útil cuando se perforan pozos desviados.
2.4. OTROS SISTEMAS DE ROTACIÓN.
2.4.1. Sistema “Top Drive” (13) . Algunas veces, para transmitir la rotación a la
sarta, se instala un”power-swivel” exactamente debajo de la “swivel” convencional.
La sarta de perforación va conectada a este elemento, evitándose el uso de la

85
“Kelly”, la “Kelly bushing” y la mesa rotaria. La rotación se genera en un motor
hidráulico incorporado al ”power-swivel”. Estos aparatos están disponibles en un
amplio rango de velocidades y combinaciones de torques.
El sistema en el cual se utiliza esta forma de perforar se conoce como “Top Drive”.
Con la introducción de este sistema muchas operaciones relacionadas con el
manejo de tubería se han mejorado e incluso eliminado.
Figura 36. Ejemplo de sistema “Top Drive”
El motor junto con un manejador de tubería viaja arriba y abajo de la torre
mediante unos rieles a través de los cuales se deslizan. El motor es levantado por
el bloque viajero y se conecta por debajo de la “swivel”. Cuando se perfora con
mesa rotaria la “kelly” debe ser desconectada para hacer un viaje de tubería,
siendo necesario conectarla de nuevo al completar el viaje o cuando la tubería se
pega. Durante la perforación para adicionar un tubo a la sarta, éste se debe

86
conectar en la “ratonera”. Con el sistema “Top Drive” el tiempo gastado en esta
maniobra se reduce ostensiblemente
2.4.2. Motores de fondo. Cuando se requiere desviar el pozo y mientras se
perfora la sección desviada, la sarta de perforación no puede rotar pues no se
podría mantener la dirección del pozo.
Figura 37. Partes del motor de fondo
En estos casos se conecta un motor de fondo directamente a la broca, el cual es
accionado hidráulicamente por acción del fluido de perforación que está
circulando. El fluido bombeado por la sarta mueve un rotor el cual transmite la
rotación por una unión universal al eje inferior donde se conecta la broca. De esta
forma gira sin que rote la sarta de perforación. La longitud de estos motores es de
aproximadamente 30 pies y vienen en tamaños de 1-½, 2, 2-1/4, 3-½, 4-¾, 6, 6-½
y 7 ¾ Pulg. Pueden ser de alta velocidad y bajo torque o de baja velocidad y alto
torque.

87
3. BROCAS PARA PERFORACIÓN ROTATORIA
La broca (“bit”) es el elemento que corta la formación a medida que rota,
aplicándole al mismo tiempo fuerza de compresión (peso). En el sistema rotatorio,
el agujero se construye bajando la columna de tubería y collares hasta que la
broca toca o se acerca al al punto donde se va a perforar, para luego establecer la
circulación del fluido de perforación por el interior de la sarta, siendo descargado
por unos conductos o boquillas que posee la broca. Esta circulación hace que el
pozo y la broca se mantengan limpios. Posteriormente, se establece la rotación
de la sarta por medio de la mesa rotatoria y se baja ésta lentamente por medio del
malacate, hasta que se aplique el peso apropiado para la perforación.
La broca va conectada a la parte inferior de los collares de perforación mediante el
“bit sub” y para que perfore bien, se optimiza el peso que se le debe aplicar, su
velocidad de rotación y la hidráulica del fluido de perforación.
3.1 TIPOS DE BROCAS (1).
En general, las brocas usadas en la perforación rotatoria se clasifican en: brocas
de conos y brocas de arrastre. Es muy importante seleccionar el tipo de broca
adecuado según la formación que se desea atravesar, pues una mala selección
implica costos de perforación adicionales.
3.1.1 Brocas de conos. En éstas, el elemento cortante es un cono que se puede
mover independientemente del cuerpo de la broca. Normalmente contienen tres
conos, caso en el cual se denominan tricónicas. Si el cortador es fabricado sobre
el cono se habla de brocas de dientes y si va incrustado se habla de brocas de

88
insertos. En el último caso el cortador se fabrica de carburo de tungsteno. Las
brocas de insertos pueden rotar a mayor velocidad que las brocas convencionales
y pueden trabajar con altos pesos.
(a) (b)
Figura 38. Brocas tricónicas. (a) de dientes. (b) de insertos
Existen diferentes tipos de dientes y conos, por lo que se usan en varias clases de
formaciones. Dientes de acero largos sirven para perforar formaciones suaves y
dientes cortos menos espaciados son utilizados en la perforación de formaciones
duras. Los dientes se limpian por el paso del fluido de perforación a través de las
boquillas de la broca, por las cuales sale en forma de chorro y choca con la
superficie de los dientes.
El cojinete, es la pieza que une los conos con el cuerpo de la broca y se encarga
de transmitir a éstos la carga suministrada por la sarta, permitiéndole al mismo
tiempo que rote. Hay tres tipos básicos de cojinetes: “standard”, sellados y
“journal”.
3.1.2 Brocas de arrastre ó de fricción. Poseen elementos cortantes fijos
integrados al cuerpo de la broca por lo que rotan como una sola unidad, cortando
la formación en forma de raspador. Sus principales características de diseño son:

89
el número y la forma del elemento cortante, el tamaño y localización de los
conductos por donde se descarga el fluido de perforación, y el material de
construcción del cuerpo y los elementos cortantes.
Su ventaja sobre las brocas de conos consiste en que por no tener partes móviles,
no se requiere energía adicional para moverlas.
3.1.2.1 Brocas de paletas. Constan de paletas cortadoras fijas (cuchillas),
integradas al cuerpo de la broca, que pueden rotar con éste como una sola
unidad. Cuando tienen una sola cuchilla en forma de barra se denominan “cola de
pescado” las cuales fueron quizás las primeras brocas usadas, y aunque en la
actualidad no son muy comunes podrían utilizarse en formaciones blandas poco
profundas.
3.1.2.2 Brocas de diamante natural. Se comportan bien en formaciones que
tienen un modo plástico de fallar. Constan de un cuerpo de carburo de tungsteno y
una corona compuesta por muchos diamantes incrustados en la matriz.
Si la broca trabaja bien, solamente los diamantes deben tocar el fondo del pozo.
La matriz está provista de guías o caminos de flujo que dirigen el fluido de
perforación sobre la cara de la broca permitiendo que éste limpie y enfríe los
diamantes.
La porción cilíndrica vertical de la corona que lleva los diamantes, se denomina
sección calibradora (“gage”), y al hablar de la forma de la corona se habla de su
“perfil”. El fluido de perforación sale por el centro de la corona y se distribuye
uniformemente por las guías. Por lo anterior, la presión cae debido a la alta
velocidad del flujo confinado por la matriz de la broca y el fondo del hueco, es
decir, si la broca no está asentada en el fondo del hueco, la presión no cae.

90
El tamaño y número de diamantes usados, depende de la dureza de la formación.
Brocas para formaciones duras tienen diamantes más pequeños (de 0,07 a 0,125
quilates) y para formaciones blandas las piedras son más grandes (0,75-2
quilates). Un quilate equivale a 0,2 gramos, y debido a que algunas veces se está
más interesado en el tamaño que en el peso, se habla también del número de
piedras por quilate (SPC). Estas brocas son diseñadas para ser operadas a
determinadas tasas de flujo y caída de presión a través de la cara de la broca.
Los fabricantes de brocas usualmente dan estimativos de estos parámetros de
operación.
3.1.2.3 Brocas de diamante policristalino (PDC). El elemento cortante consta de
una capa de pequeños cristales de diamante policristalino sintético de
aproximadamente 1/64 pulgadas de espesor, adheridos a una matriz de carburo
de tungsteno por un proceso a alta temperatura y alta presión. Las brocas PDC se
han usado con éxito en secciones uniformes de carbonatos o evaporitas,
areniscas y arcillas, aunque presentan problemas de embotamiento en
formaciones pegajosas muy suaves, y alta abrasión y ruptura en formaciones
abrasivas y duras. Generalmente usan una boquilla especial con cuerpo de acero
y guías de lubricación labradas en la matriz de la broca.
Otros rasgos de diseño importantes son: La forma o perfil de la corona de la broca,
el tamaño, forma y número de cortadores usados, y la inclinación del cortador con
respecto a la superficie de la formación expuesta.

91
Figura 39. Brocas PDC
3.1.2.4 Brocas de Diamante Policristalino Termoestable (TSP). Son brocas
cuyos dientes son fabricados de diamante sintético de mayor estabilidad que los
PDC, a altas temperaturas, ya que éstos últimos sufren degradación térmica a
temperaturas superiores a 700 oC.
3.2 CLASIFICACIÓN IADC DE LAS BROCAS (5 ).
La IADC (“International Asociation of Drilling Contractors”) presenta un código para
clasificar en forma universal las brocas de diferentes fabricantes. Este código está
sujeto a revisiones periódicas.
3.2.1 Clasificación IADC de brocas de conos. En esta clasificación, para las
brocas de conos se utiliza un código de tres dígitos. El primero se denomina
número serie, el segundo número tipo y el tercero número de rasgo. El código,
actualmente, se aplica así:

92
Número serie: los dígitos 1, 2 y 3 se usan para brocas de conos con dientes
para formaciones de dureza baja, media y alta respectivamente. Las series 4 a
8 se usan para brocas de inserto, variando el número según la dureza de la
formación (4 para formaciones blandas y 8 para formaciones extremadamente
duras).
Número tipo: representa una subclasificación de dureza (de 1a 4) para cada
número serie.
Número de rasgo: se identifica con un número de 1 a 8, que representa
características especiales de la broca, como tipo de cojinete (1= cojinete sin
sellos de grasa), etc.
3.2.2 Clasificación IADC de brocas de arrastre. En este caso se utiliza un
código de una letra y tres dígitos para clasificar las brocas.
El primero identifica el tipo de material del cuerpo, utilizando S para acero y M
para matriz de carburo de tungsteno.
La densidad de los cortadores se identifica con el segundo dígito, reservando
del uno al cuatro para brocas PDC y del seis al ocho para brocas de diamante
natural. En brocas PDC la densidad es función del número total de cortadores,
uno representa baja densidad y cuatro altas densidades. Para brocas de
diamante natural la densidad de cortadores es función del número de piedras
por quilate (SPC). Seis identifica una densidad de cortadores de 3 SPC o
menos, siete implica que 3<SPC<7, y ocho indica una densidad de mas de 8
SPC.
El tercer dígito del código es función del tamaño y tipo de cortadores. En
brocas PDC representa su tamaño: uno indica cortadores mayores a 24 mm,

93
dos cortadores entre 14 y 24 mm y tres indica cortadores menores de 14 mm
(no se incluyen los cortadores de 9 mm que se clasifican como cuatro). Si la
broca no es PDC el tercer dígito indica el tipo de cortador que se utiliza: uno
representa brocas de diamante natural, dos brocas TSP, tres combinaciones
de TSP y diamante natural y el cuatro se utiliza para brocas impregnadas.
El cuarto dígito es función del perfil de la broca. Las brocas PDC de cola de
pescado se identifican con el número 1. En brocas TSP o de diamante natural
el 1 representa perfiles planos. Dos, tres y cuatro, representan, en orden
ascendente, la longitud del perfil.
3.3 SELECCIÓN Y EVALUACIÓN DE LA BROCA.
Una buena evaluación de una broca usada sirve de base para saber si ésta se
utilizó bien y me permite seleccionar mejor las brocas a usar en zonas de
características similares. Esta evaluación implica analizar el desgaste del
elemento cortante, de los cojinetes, y en general, de todos los componentes de la
broca. La broca usada me permite conocer lo que está pasando en el hueco, los
problemas que podemos encontrar en la próxima corrida y cómo podemos
cambiar las condiciones de operación para aumentar la tasa de penetración,
mejorando con esto los beneficios económicos.
La industria ha desarrollado un método de codificación para cuantificar el desgaste
de la broca, siguiendo las recomendaciones de la IADC (6). Este código utiliza
ocho dígitos, como se muestra en la tabla 9, los cuales se describen a
continuación.

94
Tabla 9. Graduación del desgaste de las brocas (6)
Estructura
Cortadora
Principal
característica
del desgaste
Ubicación
del
desgaste
Estado
Cojinetes/
sellos
Calibre Otras
Características
de desgaste
Motivo de la
sacada de la
broca
Interior Exterior
(1) (2) (3) (4) (5) (6) (7) (8)
(1) Describe el estado de la estructura cortadora en las 2/3 partes interiores de la
broca. Usa una escala de 0 a 8 para indicar:
En brocas de dientes: “0” implica que no hay pérdida, desgaste y/o rotura de la
estructura cortante. “8” indica pérdida total de la estructura.
En brocas de insertos: “0” indica que no hay insertos perdidos, gastados y/o
rotos. “8” indica que todos los insertos están perdidos, gastados y/o rotos.
En brocas de diamante, PDC o TSP: “0” indica que no hay pérdida, desgaste
y/o rotura de la estructura cortante. “8” indica pérdida total de la estructura.
(2) Utiliza la misma escala anterior para cuantificar el desgaste en el tercio exterior
de la broca.
(3) Utiliza un código de dos letras para indicar la característica principal del
desgaste de la broca (sólo la principal). Por ejemplo:
CC: cono fisurado (Cracked cone).
BT: Dientes rotos (Broken teeth).
PN: Boquillas o canales de flujo tapados (Plugged nozzles).

95
(4) Indica la ubicación del desgaste descrito en (3). Depende del tipo de broca,
por ejemplo, para brocas tricónicas: N (hilera interior), M (hilera del medio), H
(hilera exterior), A (todas las hileras).
(5) Para cojinetes sin sello, usa una escala de 0 a 8 para estimar su vida útil (0 si
no hay desgaste, 8 sin vida remanente). Para cojinetes con sello se usa una
letra: E (sellos efectivos), F (sellos fallados), D (broca sin cojinetes).
(6) Indica mediante un número el estado del calibre de la broca (“gage”): 1 la broca
conserva su calibre, 8/16 indica que a cada lado se desgastó 8/16 de pulgada.
(7) Se plantean otras características de desgaste, usando el mismo código
descrito en (3).
(8) Se plantea el motivo por el cual se sacó la broca. Ejemplos: BHA (Cambio de
la sarta de perforación), CM (Tratamiento del fluido - “condition mud”), LN:
Boquilla perdida (“lost nozzle”).
Con todos estos datos se elabora un reporte de las brocas que se corren en un
pozo, adicionando otros parámetros como: horas de trabajo, pies perforados,
velocidad de rotación, peso colocado, hidráulica utilizada y en general toda la
información que se tenga. Este reporte se denomina “BIT RECORD” y su análisis
permite optimizar las brocas a usar en otras perforaciones.
3.4 FACTORES QUE AFECTAN LA VELOCIDAD DE PENETRACIÓN.
La velocidad de penetración, es un factor que influye directamente sobre el costo
total de una perforación. Esta es afectada por parámetros como los que se
analizan a continuación.

96
3.4.1 Tipo de broca. En general, las brocas de conos presentan tasas de
penetración más altas en cualquier tipo de formación, si se usan dientes largos,
pero a medida que se profundiza el hueco los dientes se destruyen mas fácilmente
por el incremento en la dureza de la roca. Las brocas de arrastre se diseñan para
obtener una tasa de perforación dada y en ellas la penetración en la roca depende
del número de cortadores usados. Ninguna broca sirve para todo tipo de
formación. La experiencia obtenida por el perforador y el análisis del “bit record”
son fundamentales para una buena selección.
3.4.2 Tipo de formación. La resistencia a los esfuerzos de la roca afecta la tasa
de penetración. La permeabilidad y la mineralogía de la roca también deben
tenerse en cuenta.
3.4.3 Fluido de perforación. La tasa de penetración está influenciada por las
propiedades del fluido de perforación por su efecto lubricante sobre la broca. La
composición química también influye sobre la vida de ésta. La tasa de penetración
tiende a disminuir con incrementos en densidad, viscosidad y contenido de sólidos
en el fluido y tiende a aumentar con incrementos en la tasa de filtración. Además,
la densidad, el contenido de sólidos y las características de filtración del lodo
controlan la presión diferencial a través de la zona que se está perforando. La
viscosidad del fluido controla las pérdidas de presión en la sarta de perforación y
de este modo, permite que haya mayor energía hidráulica en la broca para su
adecuada limpieza.
3.4.4 Condiciones de operación. El efecto del peso colocado sobre la broca y la
velocidad de rotación son los factores más importantes. La tasa de penetración
aumenta a medida que se aumenta el peso sobre la broca hasta que se alcance
un valor superior límite por encima del cual los aumentos no son significativos. Por
otro lado, la tasa de penetración aumenta linealmente con la velocidad de rotación
(rpm), a valores bajos de dicha velocidad. A valores altos la respuesta es más
pobre, debido a que la limpieza del fondo del hueco se hace inadecuada. Los

97
fabricantes recomiendan el rango de peso y rotación dentro de los cuales se debe
operar la broca, para obtener una tasa de penetración óptima.
3.4.5 Hidráulica de la broca. La tasa de penetración está directamente
relacionada con el nivel hidráulico alcanzado en la broca, cuando ocurre la
producción de cortes. A bajos pesos sobre la broca y bajos valores de velocidad
de rotación, la hidráulica requerida para limpiar el hueco es baja, mientras que si
más peso y/o velocidad es aplicada, mayor debe ser el nivel hidráulico para
remover los cortes tan rápido como éstos sean generados. Si la hidráulica no es
suficiente para remover los cortes, la tasa de penetración disminuye debido a que
la broca estará retriturándolos.
3.5 GENERALIDADES PARA LA SELECCIÓN DE BROCAS.
La selección de la broca más adecuada para la perforación, así como los
parámetros óptimos, debe hacerse por ensayo y error, teniendo en cuenta el costo
por unidad de intervalo perforado. Esta se debe basar en una correcta evaluación
de las brocas usadas, registros de brocas de los pozos vecinos, registros
eléctricos de los mismos, cálculos de costos, propiedades del lodo programado y
otros criterios de igual importancia como son: diámetro y tipo de broca, tasa de
penetración, profundidad de salida de la broca y parámetros hidráulicos utilizados.
La constante evaluación de las brocas usadas será la base para escoger la
próxima broca a ser corrida.

98
4. REVESTIMIENTO DE POZOS.
A medida que la perforación de un pozo de petróleo o gas progresa, se hace
necesario revestir las paredes del hueco abierto con una tubería de acero llamada
"casing" o revestimiento. Para ello se bajan al pozo varios tubos conectados entre
sí, formando una “sarta de revestimiento”. Dicha sarta se cementa contra las
paredes del hueco y queda instalada en forma definitiva, aún después de
abandonar el pozo.
Figura 40. Esquemas de sartas de revestimiento

99
El revestimiento, junto con el cemento, cumple seis objetivos fundamentales:
Prevenir la contaminación de estratos superiores como arenas de agua fresca.
Prevenir derrumbes de las paredes del hueco.
Evitar la intercomunicación entre estratos.
Evitar la comunicación de estratos productivos.
Aislar zonas con presiones anormales.
Servir de soporte al equipo de superficie (“well head assembly”) y a otros
accesorios cuando es necesario instalar métodos de levantamiento artificial
para la producción del pozo.
4.1 ESPECIFICACIÓN DEL REVESTIMIENTO.
Los tubos que componen una sarta de revestimiento se especifican con seis
propiedades:
Diámetro externo: Se usan tamaños de 4 a 30 pulgadas, siendo más comunes
los de 5, 5-1/2, 6, 6-5/8, 7, 9-5/8, 10-3/4, 13-3/8 y 20 pulgadas.
Espesor de la pared del tubo: Está determinado por los diámetros externo e
interno.
Peso nominal: El diámetro externo y el espesor de la pared determinan esta
propiedad. Es el peso promedio del tubo por unidad de longitud, ajustado para
compensar por roscas y uniones.
Grado del material de construcción (acero): Esta clasificación se basa en la
resistencia a los esfuerzos por tensión de los diferentes tipos de acero (“Yield

100
Strenght”). El Instituto Americano del Petróleo (API) reconoce los cinco grados
de acero mostrados en la tabla 10.
Rango o Longitud: Al igual que para los tubos de perforación tenemos rango 1
(tubos de16-25 pies), rango 2 (tubos de25 -34 pies) y rango 3 (tubos de 34 pies
o más).
Roscas y Uniones: Los tubos individuales son usualmente conectados por
medio de uniones. Las uniones son gradadas de la misma forma que el
revestimiento y las propiedades físicas de éstas deben ser al menos iguales a
las de los tubos que están uniendo. Cada tubo lleva una unión independiente.
Finalmente las uniones pueden ser cortas o largas de acuerdo con la longitud
de las roscas.
Cuando el revestimiento es corrido en el pozo, las uniones quedan tensionadas
debido al peso suspendido de ellas, por lo que deben ser lo suficientemente
resistentes a la deformación ocasionada por las fuerzas axiales a las cuales
están sujetas. Adicionalmente deben impedir fugas. Por todo lo anterior, es
muy importante el tipo de rosca que se use. La rosca redonda de 8 hilos por
pulgada es muy usada (rosca 8 rd). Existe un tipo de unión, no avalada por el
API, que lleva una rosca especial conocida como "Buttress" y que se usa en
casos en los cuales sobre el revestimiento existen cargas muy altas por su
especial resistencia a los esfuerzos.

101
Tabla 10. Grados de Acero reconocidos por el API (4)
GRADO DE ACERO
MÍNIMA RESISTENCIA A
LA TENSIÓN (lpc) (*)
MÁXIMA RESISTENCIA A
LA TENSIÓN (lpc)
F-25 25.000 40.000
H-40 40.000 60.000
J-55 55.000 75.000
N-80 80.000 90.000
P-110 110.000 125.000
(*) La resistencia mínima a la tensión se define como la tensión requerida para
producir una elongación del 0,5% de la longitud total (para el grado P-110 se toma
una elongación del 0,6%).
La tabla 11, me permite conocer las dimensiones de diversos tipos de
revestimiento. El diámetro de deriva (“Drift Diameter”) es otra dimensión
importante y se refiere al máximo tamaño de herramienta que puede ser corrida
por el interior del tubo, sin que ésta se pegue.

102
Tabla 11. Dimensiones de los tubos de revestimiento más utilizados (4).
Diámetro
Externo
(pulg)
Peso
Nominal
(lbf/Pie)
Espesor
tubo
(Pulg)
Grados
de
Acero
Diámetro
Interno
(pulg)
Diámetro
de deriva
(pulg)
Diámetro
unión
(pulg)
4-1/2 9,50 0,205 F,H,J 4,090 3,965 5,000
11,60 0,250 J,N,P 4,000 3,875 5,000
13,50 0,290 N,P 3,920 3,795 5,000
15,10 0,337 P 3,826 3,701 5,000
5 11,50 0,220 F,J 4,560 4,435 5,563
13,00 0,253 J 4,494 4,369 5,563
15,00 0,296 J,N,P 4,408 4,283 5,563
18,00 0,362 N,P 4,276 4,151 5,563
5-1/2 13,00 0,228 F 5,044 4,919 6.050
14,00 0,244 H,J 5,012 4,887 6.050
15,50 0,275 J 4,950 4,825 6.050
17,00 0,304 J,N,P 4,892 4,767 6.050
20,00 0,361 N,P 4,778 4,653 6.050
23,00 0,415 N,P 4,670 4,545 6.050
6 15,00 0,238 F 5,524 5,399 6.625
18,00 0,288 H,J,N 5,424 5,299 6.625
20,00 0,324 N 5,352 5,227 6.625
23,00 0,380 N,P 5,240 5,115 6.625
26,00 0,434 P 5,132 5,007 6.625
6-5/8 17,00 0,245 F 6,135 6,010 7,390
20,00 0,288 H,J 6,049 5,924 7,390
24,00 0,352 J,N,P 5,921 5,796 7,390
28,00 0,415 N,P 5,795 5,666 7,390
32,00 0,475 N,P 5,675 5,550 7,390
7 17,00 0,231 F,H 6,538 6,413 7,656
20,00 0,272 H,J 6,456 6,331 7,656
23,00 0,317 J,N 6,366 6,241 7,656
26,00 0,362 J,N,P 6,276 6,151 7,656
29,00 0,408 N,P 6,184 6,059 7,656
32,00 0,453 N,P 6,094 5,969 7,656
35,00 0,498 N,P 6,004 5,879 7,656
38,00 0,540 N,P 5,920 5,795 7,656
7-5/8 20,00 0,250 F 7,125 7,000 8,500
24,00 0,300 H 7,025 6,900 8,500
26,40 0,328 J,N 6,969 6,844 8,500
29,70 0,375 N,P 6,875 6,750 8,500
33,70 0,430 N,P 6,765 6,640 8,500
39,00 0,500 N,P 6,625 6,500 8,500

103
Tabla 11. Dimensiones de los tubos de revestimiento más utilizados (Continuación.)
Diámetro
Externo
(pulg)
Peso
Nominal
(lbf/Pie)
Espesor
tubo
(Pulg)
Grados
de Acero
Diámetro
Interno
(pulg)
Diámetro
de deriva
(pulg)
Diámetro
unión
(pulg)
8-5/8 24,00 0,264 F,J 8,097 7,972 9,625
28,00 0,304 H 8,017 7,892 9,625
32,00 0,352 H,J 7,921 7,796 9,625
36,00 0,400 J,N 7,825 7,700 9,625
40,00 0,450 N,P 7,725 7,600 9,625
44,00 0,500 N,P 7,625 7,500 9,625
49,00 0,557 N,P 7,511 7,386 9,625
9-5/8 29,30 0,281 F 9,063 8,907 10,625
32,30 0,312 H 9,001 8,845 10,625
36,00 0,352 H,J 8,921 8,765 10,625
40,00 0,395 J,N 8,835 8,679 10,625
43,50 0,435 N,P 8,755 8,599 10,625
47,00 0,472 N,P 8,681 8,525 10,625
53,50 0,545 N,P 8,535 8,379 10,625
10-3/4 32,75 0,279 F,H 10,192 10,036 11,750
40,50 0,350 H,J 10,050 9,894 11,750
45,50 0,400 J 9,950 9,794 11,750
51,00 0,450 J,N,P 9,850 9,694 11,750
55,50 0,495 N,P 9,760 9,604 11,750
60,70 0,545 P 9,660 9,504 11,750
65,70 0,595 P 9,560 9,404 11,750
11-3/4 38,00 0,300 F 11,150 10,994 12,750
42,00 0,333 H 11,084 10,928 12,750
47,00 0,375 J 11,000 10,844 12,750
54,00 0,435 J 10,880 10,724 12,750
60,00 0,489 J,N 10,772 10,616 12,750
13-3/8 48,00 0,330 F,H 12,715 12,559 14,375
54,50 0,380 J 12,615 12,459 14,375
61,00 0,430 J 12,515 12,359 14,375
68,00 0,480 J 12,415 12,259 14,375
72,00 0,514 N 12,347 12,191 14,375
16 55,00 0,312 F 15,376 15,188 17,000
65,00 0,375 H 15,250 15,062 17,000
75,00 0,438 J 15,124 14,938 17,000
84,00 0,495 J 15,010 14,822 17,000
20 94,00 0,438 F,H 19,124 18,936 21,000

104
4.2 TIPOS DE REVESTIMIENTO.
Una sarta de revestimiento se caracteriza porque todos los tubos que la
conforman tienen el mismo diámetro externo. Sin embargo, las otras propiedades
(diámetro interno, grado de acero, tipo de unión, peso) pueden ser diferentes.
Cuando en una sarta se tienen tubos con propiedades diferentes se dice que está
conformada por varias secciones, donde cada una se caracteriza por tener una
longitud continua de tubos con el mismo grado de acero, diámetro interno y tipo de
unión. Una sarta de revestimiento con más de una sección se denomina “sarta
combinada" y una conformada por una sola se denomina "sarta sencilla". Durante
la perforación de un pozo se hace necesario bajar mas de una sarta de
revestimiento, todas colgadas de la cabeza del pozo, donde cada una cumple con
una función principal. De acuerdo con su función principal, estas sartas se
clasifican en: revestimiento de superficie, revestimiento intermedio y revestimiento
de producción. Todos ellos van colgados de superficie, donde se sostienen por
medio de unas cuñas que se instalan en la cabeza del pozo ("well head
assembly").
4.2.1 Revestimiento de Superficie. Es el primer revestimiento que se baja y se
cementa. Está compuesto de 500 a 1.000 pies de tubería aproximadamente,
dependiendo del campo donde se trabaje. Generalmente es una sarta sencilla y
sus funciones principales son:
Controlar los derrumbes de capas superficiales no consolidadas.
Suministrar un medio para que el lodo retorne a superficie.
Proteger las arenas de agua dulce de posibles contaminaciones con lodo, agua
salada, gas y/o aceite de zonas bajas.
Suministrar un medio de agarre para las válvulas y accesorios que hay que
colocar en la cabeza del pozo (“casing head”, BOP's, “flow line”, árbol de

105
navidad, etc.). De este punto se cuelgan los revestimientos adicionales que se
instalan en el pozo.
Una vez se baja y se cementa este revestimiento, se puede conectar el equipo de
cabeza de pozo ("well head assembly").
Figura 41. Ensamblaje de Cabeza de Pozo
4.2.2 Revestimiento Intermedio. Generalmente es una sarta combinada. La
decisión de bajar este revestimiento depende de la profundidad a la que se vaya a
perforar y de las formaciones geológicas que se encuentren. Pozos de moderada
profundidad no lo necesitan, mientras que en pozos muy profundos puede hacerse
necesario bajar más de una sarta de este tipo. Las principales funciones de este
revestimiento son:

106
Evitar la contaminación del lodo con fluidos de formación, haciendo su control
difícil y costoso.
Evitar derrumbes de la pared del hueco que pueden atascar la tubería.
4.2.3 Revestimiento de Producción. Es el último, y más profundo de los
revestimientos que se bajan al pozo. Su función principal es aislar las zonas
productivas. Algunas veces el petróleo fluye a través de éste, haciendo las veces
de tubería de producción.
Si el revestimiento de producción se coloca hasta la parte superior de la formación
resulta una "terminación en hueco abierto". Si el extremo inferior se coloca debajo
del horizonte productor, se hace necesario perforar la tubería para permitir la
comunicación entre el interior de ella y la formación productora. Con ésto resulta
una “terminación de revestimiento cañoneado o perforado". Los revestimientos
intermedios y el de producción cuelgan de superficie, sostenidos por unas cuñas
que se instalan entre la parte externa del revestimiento y el equipo de cabeza de
pozo. Una vez se cementa la sarta, ésta se tensiona con la ayuda del elevador del
cual cuelga, se meten las cuñas y se suelta del elevador. La tubería que sobre, por
encima del espacio donde quedaron las cuñas ("Drilling spool") se corta y se retira.
4.2.4 Revestimientos Auxiliares (“Liners”). Un “liner” es una sarta de
revestimiento que se coloca desde el fondo del pozo hasta un punto
aproximadamente 100 pies por encima de la parte inferior del último revestimiento
bajado, donde se suspende de un colgador. Los “liner” se usan en sitios donde
durante la perforación se requiere colocar la sarta de revestimiento de producción
antes de llegar a la profundidad total del pozo y se considera innecesario extender
hasta la superficie una sarta más. Su función es similar a la del revestimiento de
producción y su ventaja sobre una sarta convencional es económica, pués como
ésta no cuelga de superficie, se requiere menos tubería. Sin embargo, se pueden
presentar problemas por fallas en el punto donde se suspende el “liner”.

107
Los revestimientos auxiliares son hechos, generalmente, de acero J-55 y se
especifican de la misma forma que los revestimientos normales. La tabla 12
muestra las propiedades de estos tubos. Hay también “liners” para objetivos
especiales tales como los ranurados, los perforados o los empacados con grava
que se colocan contra las zonas productoras para evitar que se arene el pozo. Los
“liner” se cementan contra las paredes del pozo o se aseguran con empaques.
Tabla 12. Propiedades de “liners” API (4).
DIÁMETRO
EXTERNO (Pulg)
ESPESOR
(Pulg)
PESO TUBO LISO
(Lbf/Pie)
DIÁMETRO
INTERNO (Pulg)
3 1/2
4
4 1/2
5
5 1/2
6 5/8
0.289
0.286
0.290
0.362
0.361
0.417
9.91
11.34
13.04
17.93
19.81
27.65
2.992
3.428
3.920
4.276
4.778
5.791
4.2.5 Tubo Conductor. Cuando se comienza a perforar el pozo, el fluido de
perforación no tiene un conducto que lo haga llegar a los tanques de lodo.
Además, en terrenos superficiales muy inestables, la acción de lavado y erosión
del fluido de perforación puede formar una gran cavidad en la superficie. Para
solucionar esto, se hace necesario colocar un tubo conductor para comenzar a
perforar, que será por tanto la sarta de revestimiento de mayor diámetro en el
pozo. Esta sarta se instala forzándola en el terreno o haciendo un hueco de gran
diámetro y poca longitud.

108
4.3 PARÁMETROS IMPORTANTES.
Cuando el revestimiento es asentado en el hueco, está sujeto a varias fuerzas
ocasionadas por las presiones externas e internas y por las cargas axiales que
actúan sobre él.
Las presiones externas tienden a colapsar el revestimiento y las presiones
internas a estallarlo. Las cargas axiales pueden ser esfuerzos de tensión debidos
al peso de la tubería o de compresión debido al empuje ejercido por el fluido de
perforación. La tensión tiene un efecto pronunciado pues tiende a estirar la
tubería disminuyendo la resistencia a los esfuerzos de ésta.
Al diseñar una sarta de revestimiento se deben seleccionar los pesos y grados de
acero más económicos, que aseguren que los tubos no van a fallar por las fuerzas
a las cuales el revestimiento está sometido. Como estas fuerzas no son uniformes
y varían con profundidad es posible usar una sarta combinada que ofrezca
mayores ventajas. Así, los grados y pesos más "costosos" pueden ser reservados
para las secciones de la sarta que están expuestas a fuerzas más severas,
obteniéndose un ahorro en costos y material. La selección del tamaño del
revestimiento, peso, grado y uniones para una situación dada, constituye un
problema económico e ingenieril de gran importancia
4.3.1 Resistencia a la Tensión. Como ya se mencionó, las fuerzas que tratan de
tensionar un tubo, se deben al peso de la tubería que hay colgando debajo del
punto que se esté analizando. Por lo anterior, las mayores cargas por tensión se
dan en la parte superior de la sarta, y si se analiza un tubo individualmente este
punto crítico se ubica en la unión del mismo. La carga por tensión que un tubo
puede soportar, en ese punto crítico, sin fallar se denomina "Resistencia a la
tensión en la unión" ("Joint Strenght") y depende del grado del acero, del diámetro,
del peso del revestimiento, y del tipo de unión.

109
El API recomienda las siguientes ecuaciones empíricas para calcular la resistencia
promedio a la tensión en las uniones, dependiendo de si estas son largas o cortas
(4):
RTC = C1K (33,71 - C2OD) (C2(OD-t) - 0,071) (C3t-0,742) (25)
RTL = C4k (25,58 - C2OD) (C2 (OD-t) - 0,071) (C3t - 0,742) (26)
Donde:
RTC, RTL : Resistencia a la tensión de un tubo de revestimiento en la unión, si
está es corta o larga respectivamente, lbf (N).
OD: Diámetro externo del revestimiento, pulg (m).
t: Espesor de la pared del tubo, pulg (m).
K: Constante dada por la tabla 13.
Las siguientes constantes son función de las unidades utilizadas:
C1 = 1,0 (4,452).
C2 = 1,0 (39,37).
C3 = 24,45 (962,6).
C4 = 1,647 (7,3323).
La Tabla 14 muestra los valores de la RTL y RTC calculados con las ecuaciones 25
y 26, para tubos comerciales.

110
Tabla 13: Constante utilizada en las ecuaciones 25 y 26 (4).
Grado de Acero k
F-25 134
H-40 182
J-55 243
N-80 282
P-110 369
En lo visto hasta el momento, se analizó el efecto de las cargas por tensión sobre
las uniones. En algunos casos puede suceder que el tubo falle primero a lo largo
de su longitud, es decir a cargas por debajo del RT calculado con las ecuaciones
25 ó 26. Esta situación debe también ser analizada. Sobre el tubo, el esfuerzo al
cual se puede dar una deformación permanente se denomina la "mínima
resistencia a la tensión" (" minimum yield strength") y su valor depende del grado
del acero (tabla 10). Si la carga axial es lo suficientemente grande para que ocurra
una deformación permanente a lo largo del tubo, ésta se dará mas facilmente en
las roscas ya que en ese punto se tiene un área seccional menor, y el máximo
valor que puede soportar será:
Fa = RTm * Ar (27)
Donde:
Fa: Carga axial que puede soportar el tubo, lbf (N).
RTm: Resistencia mínima a la tensión (tabla 10), lpc (Pa).
Ar: Área seccional del tubo en las roscas, pulg2 (m2).

111

112

113
Los valores de Ar se dan en la tabla 15, así como los de Fa para tubos API. Como
se verá mas adelante, al diseñar una sarta de revestimiento se tienen en cuenta
tanto los esfuerzos sobre las uniones como los que actúan sobre el cuerpo del
tubo, y de los dos valores se trabaja con el menor.
4.3.2 Resistencia a las Presiones Externas. Cuando la sarta de revestimiento
está en el pozo, actúan externamente sobre ella una serie de fuerzas debido
principalmente a la presión hidrostática del fluido de perforación que hay
almacenado en el anular hueco-sarta (o sarta-sarta cuando previamente se ha
instalado otro revestimiento) o a las presiones de las formaciones con las cuales
está en contacto.
Si en un determinado punto de la sarta, las presiones externas son mayores que
las ejercidas internamente, en ese mismo punto, el tubo tiende a aplastarse o
colapsarse. Si al colapso sigue una deformación permanente el revestimiento
experimenta una falla plástica. La capacidad del revestimiento de soportar
presiones externas, sin sufrir deformación alguna, se denomina "resistencia al
colapso”. Si la deformación no es permanente se habla de una deformación
elástica.
Varios autores han investigado la forma de calcular la resistencia al colapso de la
tubería de revestimiento. En general se ha encontrado que ésta depende de la
razón diámetro de la tubería/espesor de la misma ( ), del tipo de acero y de las
cargas axiales a las que esté sometido el revestimiento. Con base en lo anterior se
han desarrollado muchas ecuaciones basadas en trabajos matemáticos y
empíricos, de las cuales las más utilizadas se muestran a continuación (4):

114
Tabla 15. Resistencia a cargas axiales de revestimiento API (4)
OD Peso Espesor Area
seccional Resistencia a cargas axiales, lbf
(pulg) (lbf/pie) (pulg) en roscas
pulg2 Grado
F25 Grado H40
Grado J55
Grado N80
Grado P110
5 15 0,296 3,271 179905 261680 359810
5 18 0,362 4,171 333680 458810
5,5 13 0,228 2,561 64025
5,5 14 0,244 2,814 112560 154770
5,5 15,5 0,275 3,299 181445
5,5 17 0,304 3,747 206085 299760 412170
5,5 20 0,361 4,613 369040 507430
5,5 23 0,415 5,414 433120 595540
6 15 0,238 2,981 74525
6 18 0,288 3,841 153640 211255 307280
6 20 0,324 4,45 356000
6 23 0,38 5,382 430560 592020
6 26 0,434 6,262 688820
6,625 17 0,245 3,444 86100
6,625 20 0,288 4,267 170680 234685
6,625 24 0,352 5,47 300850 437600 601700
6,625 28 0,415 6,666 533280 733260
6,625 32 0,475 7,71 616800 848100
7 17 0,231 3,361 84025 134440
7 20 0,272 4,198 167920 230890
7 23 0,317 5,105 280775 408400
7 26 0,362 5,998 329890 479840 659780
7 29 0,408 6,899 551920 758890
7 32 0,453 7,766 621280 854260
7 35 0,498 8,622 689760 948420
7 38 0,54 9,408 752640 1034880
7,625 20 0,25 4,115 102875
7,625 24 0,3 5,213 208520
7,625 26,4 0,328 5,828 320540 466240
7,625 29,7 0,375 6,85 548000 753500
7,625 33,7 0,43 8,029 642320 883190
7,625 39 0,5 9,501 760080 1045110
8,625 24 0,264 5,02 125500 276100
8,625 28 0,304 6,032 241280
8,625 32 0,352 7,234 289360 397870
8,625 36 0,4 8,421 463155 673680
8,625 40 0,45 9,642 771360 1060620
8,625 44 0,5 10,848 867840 1193280
8,625 49 0,557 12,203 976240 1342330

115
Tabla 15. Resistencia a cargas axiales de revestimiento (continuación)
OD Peso Espesor Area
seccional Resistencia a cargas axiales, lbf
(pulg) (lbf/pie) (pulg) en roscas
pulg2 Grado
F25 Grado H40
Grado J55
Grado N80
Grado P110
9,625 29,3 0,281 6,11 152750
9,625 32,3 0,312 6,99 279600
9,625 36 0,352 8,116 324640 446380
9,625 40 0,395 9,315 512325 745200
9,625 43,5 0,435 10,421 833680 1146310
9,625 47 0,472 11,434 914720 1257740
9,625 53,5 0,545 13,408 1072640 1474880
10,75 32,75 0,279 6,788 169700 271520
10,75 40,5 0,35 9,045 361800 497475
10,75 45,5 0,4 10,616 583880
10,75 51 0,45 12,171 669405 973680 1338810
10,75 55,5 0,495 13,557 1084560 1491270
10,75 60,7 0,545 15,082 1659020
10,75 65,7 0,595 16,592 1825120
11,75 38 0,3 8,178 204450
11,75 42 0,333 9,331 373240
11,75 47 0,375 10,788 593340
11,75 54 0,435 12,849 706695
11,75 60 0,489 14,687 807785 1174960
13,375 48 0,33 10,546 263650 421840
13,375 54,5 0,38 12,535 689425
13,375 61 0,43 14,508 797940
13,375 68 0,48 16,468 905740
13,375 72 0,514 17,791 1423280
16 55 0,312 11,812 295300
16 65 0,375 14,841 593640
16 75 0,438 17,847 981585
16 84 0,495 20,546 1130030
20 94 0,438 22,456 561400 898240

116
Presión de colapso con deformación elástica:
2
1
1
CPc (27)
Presión de colapso con deformación plástica para 14:
2
1
2 TPc RCP * (28)
Presión de colapso con deformación plástica para >14:
034508771
3 ,*,
TPc RCP (29)
Presión de colapso para tubería F-25, con B 43,5:
104065000
4CPc (30)
Presión de colapso para tubería F-25, con B > 43,5:
3
5CPc (31)
Donde:
Pc: Presión de colapso del tubo, lpc (Pa)
RTP: Resistencia promedio a las tensión (Tabla 16), Ipc (Pa)
: Diámetro externo/espesor, pulgadas (m/m)

117
Las constantes de las ecuaciones 27-31 dependen de las unidades usadas: así:
C1= 46,95 x 106 (32,40x1010)
C2 = 1,50 (10.350)
C3 = 1,00 (6.900)
C4 = 1,00 (6.900)
C5 = 37,66 x 106 (26x1010)
Puede ocurrir que la tubería falle plásticamente sin que pase por el rango elástico,
por lo tanto la ecuación que se utilice para calcular la resistencia al colapso
depende de cual de estas deformaciones ocurre primero. La tabla 16 nos muestra
los máximos valores de que puede tener un tubo para que falle plásticamente.
Finalmente, para el cálculo de Pc se hacen las siguientes recomendaciones:
Para el grado de acero F-25 se usan las ecuaciones 30 y31.
Para grados H40, J55 y N80 y P110 se calcula la relación y si ésta es
menor que el máximo dado por la tabla 16, se usan las ecuaciones 28 ó 29.
En caso contrario se usa la ecuación 27.
Tabla 16. Datos necesarios para el cálculo de Pc (4)
GRADO DE ACERO
Máximos valores de para
que colapse plásticamente
Resistencia promedia a la
tensión, (lpc)
H-40 40,02 50.000
J-55 30,73 65.000
N-80 23,91 85.000
P-110 18,57 123.000
La Tabla 17 presenta los datos de resistencia al colapso de los revestimientos API,
basados en las ecuaciones anteriores. Para tubería H-40 con B 30, se utilizan

118
resultados experimentales, pues se ha encontrado que éstos no se justan a los
dados por las ecuaciones.
Como ya se mencionó, las cargas axiales de tensión tienden a estirar la tubería.
Esto afecta la resistencia del tubo a las presiones externas especialmente en el
rango plástico, por lo que el valor de Pc calculado con la ecuación 28-31 se debe
corregir. Para ello el API (4) recomienda la siguiente ecuación:
PPKKPP ccc
223/ (32)
TpRtODtK 2 (33)
Donde:
Pcc: Presión de colapso corregida, lpc (Pa).
Pc: Presión de colapso del tubo, lpc (Pa).
RTP: Resistencia promedio a la tensión (Tabla 16), Ipc (Pa)
OD: Diámetro externo del revestimiento, pulg (m).
t: Espesor de la pared del tubo, pulg (m).
P: Peso real de la tubería que cuelga del punto de análisis, lbf (N).
Se acostumbra multiplicar el peso P por el factor de flotación (ecuación 7), para
tener en cuenta el peso real, y tomar un exceso de un 20% para considerar
tensiones extras que se apliquen a la tubería.

119
Tabla 17. Resistencia al colapso de revestimientos API (4)
Diámetro externo (pulg)
Peso (lbf/pie)
Espesor (pulg)
BETA
Resistencia al colapso, lpc
Grado F25
Grado H40
Grado J55
Grado N80
Grado P110
4,500 9,500 0,205 21,951 1921 2550 3316
4,500 11,600 0,250 18,000 4536 5931 8583
4,500 13,500 0,29 15,517 7349 10635
4,500 15,100 0,337 13,353 12782
5,000 11,500 0,220 22,727 1820 3126
5,000 13,000 0,253 19,763 3931
5,000 15,000 0,296 16,892 4980 6513 9424
5,000 18,000 0,362 13,812 8563 12391
5,500 13,000 0,228 24,123 1655
5,500 14,000 0,244 22,541 2439 3170
5,500 15,500 0,275 20,000 3858
5,500 17,000 0,304 18,092 4501 5886 8517
5,500 20,000 0,361 15,235 7539 10910
5,500 23,000 0,415 13,253 8895 12871
6,000 15,000 0,238 25,210 1538
6,000 18,000 0,288 20,833 2780 3614 4726
6,000 20,000 0,324 18,519 5683
6,000 23,000 0,380 15,789 7172 10378
6,000 26,000 0,434 13,825 12380
6,625 17,000 0,245 27,041 1364
6,625 20,000 0,288 23,003 2355 3061
6,625 24,000 0,352 18,821 4240 5544 7855
6,625 28,000 0,415 15,964 7062 10219
6,625 32,000 0,475 13,947 8486 12280
7,000 17,000 0,231 30,303 1105 1372
7,000 20,000 0,272 25,735 1922 2498
7,000 23,000 0,317 22,082 3283 4293
7,000 26,000 0,362 19,337 4067 5318 7221
7,000 29,000 0,408 17,157 6367 9213
7,000 32,000 0,453 15,453 7392 10697
7,000 35,000 0,498 14,056 8418 12181
7,000 38,000 0,540 12,963 9077 13135
7,625 20,000 0,250 30,500 1091
7,625 24,000 0,300 25,417 1967
7,625 26,400 0,328 23,247 3006 3931
7,625 29,700 0,375 20,333 4914 6178
7,625 33,700 0,430 17,733 6065 8776
7,625 39,000 0,500 15,250 7529 10896

120
Tabla 17. Resistencia al colapso de revestimientos API (Continuación)
Diámetro externo (pulg)
Peso (lbf/pie)
Espesor (pulg)
BETA
Resistencia al colapso, lpc
Grado F25
Grado H40
Grado J55
Grado N80
Grado P110
8,625 24,000 0,264 32,670 950 1433
8,625 28,000 0,304 28,372 1583
8,625 32,000 0,352 24,503 2105 2737
8,625 36,000 0,400 21,563 3416 4467
8,625 40,000 0,450 19,167 5392 7422
8,625 44,000 0,500 17,250 6316 9140
8,625 49,000 0,557 15,485 7371 10666
9,625 29,300 0,281 34,253 858
9,625 32,300 0,312 30,849 1317
9,625 36,000 0,352 27,344 1707 2219
9,625 40,000 0,395 24,367 2764 3529
9,625 43,500 0,435 22,126 4278 4754
9,625 47,000 0,472 20,392 4891 6123
9,625 53,500 0,545 17,661 6101 8829
10,750 32,750 0,279 38,530 647 830
10,750 40,500 0,350 30,714 1340 1730
10,750 45,500 0,400 26,875 2297
10,750 51,000 0,450 23,889 2865 3746 3751
10,750 55,500 0,495 21,717 4414 5037
10,750 60,700 0,545 19,725 6789
10,750 65,700 0,595 18,067 8921
11,750 38,000 0,300 39,167 620
11,750 42,000 0,333 35,285 940
11,750 47,000 0,375 31,333 1629
11,750 54,000 0,435 27,011 2274
11,750 60,000 0,489 24,029 2835 3684
13,375 48,000 0,330 40,530 564 740
13,375 54,500 0,380 35,197 1141
13,375 61,000 0,430 31,105 1665
13,375 68,000 0,480 27,865 2136
13,375 72,000 0,514 26,021 2882
16,000 55,000 0,312 51,282 279
16,000 65,000 0,375 42,667 640
16,000 75,000 0,438 36,530 1018
16,000 84,000 0,495 32,323 1480
20,000 94,000 0,438 45,662 396 520

121
4.3.3 Resistencia a las Presiones Internas. El revestimiento también debe
resistir las cargas o presiones internas que actúan sobre él. Normalmente, las
presiones externas son mayores que las internas, caso en el cual no se presentan
problemas, pero si ocurre lo contrario en algún punto el revestimiento puede fallar.
La presión interna a la cual el revestimiento falla se denomina "Presión de
estallido". A partir de pruebas de laboratorio se han desarrollado ecuaciones que
permiten calcular la "resistencia al estallido" de los revestimientos, entre las cuales
el API recomienda la siguiente (4):
Tmi
RP
*,751 (34)
Donde:
Pi: Resistencia a la presión interna, lpc (Pa)
RTm: Resistencia mínima a la tensión (tabla 10), lpc (Pa).
: Diámetro externo/espesor, pulg/pulg (m/m)
La Tabla 18 muestra los valores de la presión interna que puede resistir un
revestimiento API sin estallarse.
En la parte superior de la sarta la presión interna es despreciable, debido a que
cerca de la superficie la presión de la formación es poca y la columna de fluido en
el anular es mínima. Por lo tanto, cualquier presión interna producto por ejemplo,
de la entrada de fluidos de formación al interior del revestimiento o de operaciones
de cementación, puede hacer que la tubería se estalle más fácilmente en este sitio
que en la parte inferior. Es por ello que en las secciones superiores se debe poner
especial cuidado a este factor.

122
Tabla 18. Resistencia a la presión interna de revestimientos API (4)
Diámetro Peso Espesor BETA Resistencia a la presión interna, lpc
Externo (pulg) (lbf/pie) (pulg)
Grado F25
Grado H40
Grado J55
Grado N80
Grado P110
4,500 9,500 0,205 21,951 1993 3189 4385
4,500 11,600 0,250 18,000 5347 7778 10694
4,500 13,500 0,29 15,517 9022 12406
4,500 15,100 0,337 13,353 14416
5,000 11,500 0,220 22,727 1925 4235
5,000 13,000 0,253 19,763 4870
5,000 15,000 0,296 16,892 5698 8288 11396
5,000 18,000 0,362 13,812 10136 13937
5,500 13,000 0,228 24,123 1814
5,500 14,000 0,244 22,541 3105 4270
5,500 15,500 0,275 20,000 4813
5,500 17,000 0,304 18,092 5320 7738 10640
5,500 20,000 0,361 15,235 9189 12635
5,500 23,000 0,415 13,253 10564 14525
6,000 15,000 0,238 25,210 1735
6,000 18,000 0,288 20,833 3360 4620 6720
6,000 20,000 0,324 18,519 7560
6,000 23,000 0,380 15,789 8867 12192
6,000 26,000 0,434 13,825 13924
6,625 17,000 0,245 27,041 1618
6,625 20,000 0,288 23,003 3043 4184
6,625 24,000 0,352 18,821 5114 7438 10228
6,625 28,000 0,415 15,964 8770 12058
6,625 32,000 0,475 13,947 10038 13802
7,000 17,000 0,231 30,303 1444 2310
7,000 20,000 0,272 25,735 2720 3740
7,000 23,000 0,317 22,082 4359 6340
7,000 26,000 0,362 19,337 4978 7240 9955
7,000 29,000 0,408 17,157 8160 11220
7,000 32,000 0,453 15,453 9060 12458
7,000 35,000 0,498 14,056 9960 13695
7,000 38,000 0,540 12,963 10800 14850
7,625 20,000 0,250 30,500 1434
7,625 24,000 0,300 25,417 2754
7,625 26,400 0,328 23,247 4140 6022
7,625 29,700 0,375 20,333 6885 9467
7,625 33,700 0,430 17,733 7895 10856
7,625 39,000 0,500 15,250 9180 12623

123
Tabla 18. (Continuación)
Diámetro Peso Espesor BETA Resistencia a la presión interna, lpc
Externo (pulg) (lbf/pie) (pulg)
Grado F25
Grado H40
Grado J55
Grado N80
Grado P110
8,625 24,000 0,264 32,670 1339 2946
8,625 28,000 0,304 28,372 2467
8,625 32,000 0,352 24,503 2857 3928
8,625 36,000 0,400 21,563 4464 6493
8,625 40,000 0,450 19,167 7304 10043
8,625 44,000 0,500 17,250 8116 11159
8,625 49,000 0,557 15,485 9041 12432
9,625 29,300 0,281 34,253 1277
9,625 32,300 0,312 30,849 2269
9,625 36,000 0,352 27,344 2560 3520
9,625 40,000 0,395 24,367 3950 5745
9,625 43,500 0,435 22,126 6327 8700
9,625 47,000 0,472 20,392 6865 9440
9,625 53,500 0,545 17,661 7927 10900
10,750 32,750 0,279 38,530 1135 1817
10,750 40,500 0,350 30,714 2279 3134
10,750 45,500 0,400 26,875 3581
10,750 51,000 0,450 23,889 4029 5860 8058
10,750 55,500 0,495 21,717 6447 8864
10,750 60,700 0,545 19,725 9759
10,750 65,700 0,595 18,067 10655
11,750 38,000 0,300 39,167 1117
11,750 42,000 0,333 35,285 1984
11,750 47,000 0,375 31,333 3072
11,750 54,000 0,435 27,011 3563
11,750 60,000 0,489 24,029 4006 5826
13,375 48,000 0,330 40,530 1079 1727
13,375 54,500 0,380 35,197 2735
13,375 61,000 0,430 31,105 3094
13,375 68,000 0,480 27,865 3454
13,375 72,000 0,514 26,021 5380
16,000 55,000 0,312 51,282 853
16,000 65,000 0,375 42,667 1641
16,000 75,000 0,438 36,530 2635
16,000 84,000 0,495 32,323 2978
20,000 94,000 0,438 45,662 958 1533

124
4.4 DISEÑO DE SARTAS DE REVESTIMIENTO.
4.4.1 Programa de Revestimiento y Brocas.
Antes de colocar la sarta, inclusive antes de perforar, es importante programar los
tamaños (diámetros) de revestimientos que se van a bajar, lo cual influirá
obviamente sobre el tamaño de las brocas que se puedan correr en el pozo. Al
seleccionar el tamaño de los revestimientos se deben tener en cuenta factores
como:
Costos de perforación: al aumentar el diámetro del hueco aumentan los costos
de perforación y completamiento.
Equipos que se desea instalar en el pozo: esto depende de los métodos de
producción esperados, de las posibilidades de completamiento múltiple, del tipo
de fluido a producir, etc.
Producción estimada: el tamaño de los revestimientos fija el tamaño de la
tubería de producción que se pueda instalar.
Número de sartas de revestimiento: si las condiciones de perforación esperadas
implican el uso de una o más sartas intermedias, el diámetro máximo de la
tubería de producción es limitado.
Experiencias del área: la experiencia que se tenga de otros pozos en áreas y
situaciones similares son determinantes a la hora de seleccionar el diámetro del
revestimiento.
Disponibilidad de tubería: este factor se debe tener en cuenta desde el principio
de la programación del pozo.

125
Lo primero que se debe definir es el (los) tamaño(s) posible de la tubería de
producción (diámetro externo) teniendo en cuenta los factores mencionados. Este
me define el tamaño de la sarta de revestimiento de producción y de la broca que
se debe usar para perforar este hueco, la cual a su vez debe pasar por el interior
del revestimiento intermedio quedando también definido su tamaño. De esta
forma se continúa hasta seleccionar el tamaño de la broca que perforará el hueco
de superficie.
En la selección del tamaño del hueco (o broca) por el que pase un revestimiento
dado, es necesario considerar el diámetro de la unión y proveer un espacio libre
suficiente para la costra de lodo y para los raspadores y los centralizadores.
Además, se deben tener en cuenta ciertas condiciones del hueco, como
derrumbes e irregularidades del mismo. La tabla 19 recomienda el mínimo
tamaño de broca que debe ser usado para perforar un hueco en el que se puedan
bajar los diferentes tamaños de revestimientos API.
Figura 42. Ejemplo de programa de revestimiento y brocas.

126
En resumen el procedimiento recomendado es el siguiente:
Se selecciona el tamaño (diámetro externo) del revestimiento de producción de
acuerdo al tamaño (diámetro externo) de la tubería de producción (tener en
cuenta las pautas dadas anteriormente).
De la tabla 19 selecciono el mínimo tamaño de broca que debe usarse para
perforar un hueco en el que quepa este tamaño de revestimiento. Si la
formación es muy blanda debe tomarse una broca más grande.
Tabla 19. Tamaños de brocas recomendados para correr revestimientos API (4,9)
Diámetro externo
del revestimiento
(pulg)
Diámetro
de la unión
(pulg)
Espacio hueco-
revestimiento
(pulg)
Mínimo tamaño
de hueco
(pulg)
Mínimo tamaño
de broca
(pulg)
4,500 5,000 1,000 6,000 6
5,000 5,563 1,250 6,813 7
5,500 6,050 1,250 7,300 7-3/8
6,000 6,625 1,750 8,375 8-3/8
6,625 7,390 1,750 9,140 9-1/2
7,000 7,656 2,000 9,656 9-3/4
7,625 8,500 2,500 11,000 11
8,625 9,625 3,000 12,625 13-3/4
9,625 10,625 3,25 13,875 14-3/4
10,750 11,750 3,25 15,000 15
11,750 12,750 3,500 16,250 17
13,375 14,375 3,500 17,875 18
16,000 17,000 3,500 20,500 20-3/4
20,000 21,000 3,500 24,500 25-1/2
El tamaño del revestimiento intermedio debe ser tal, que permita el paso de la
broca seleccionada en el paso anterior. Para ello tengo en cuenta que el
diámetro de deriva del revestimiento ("drift Diameter"), definido al final de la

127
sección 4.1, debe ser mayor que la broca que vaya a pasar por su interior. Este
diámetro se conoce de la tabla 11.
Si son necesarios mas revestimientos intermedios se repiten los dos pasos
anteriores. Si no es necesario ningún revestimiento intermedio se omiten los
pasos 2 y 3.
Con la ayuda de la tabla 19 se selecciona el tamaño de broca requerido para
perforar el hueco intermedio.
El revestimiento de superficie debe permitir el paso de la broca seleccionada en el paso anterior. Nuevamente se va a la tabla 11 para seleccionar su diámetro externo.
Finalmente se determina el tamaño de las brocas para perforar el hueco de superficie usando la tabla 19.
Este procedimiento se da a manera de recomendación. El ingeniero puede
basarse en otros conceptos para elaborar el programa.
4.4.2 Factores de seguridad. La resistencia a la tensión en las uniones (RTC,
RTL), la carga axial por tensión (Fm), la presión de colapso (Pc o Pcc) y la
resistencia a la presión interna (Pi), indican las máximas fuerzas desarrolladas a
las cuales el revestimiento puede estar sujeto sin que falle. Sin embargo, no es
conveniente someter un material a los máximos esfuerzos permisibles calculados,
dado que muchas de éstos se determinan como un promedio empírico o
semiempírico, y las propiedades de algún tubo individual pueden alejarse de este
promedio. Debido a lo anterior, se introduce el concepto de factor de seguridad, el
cual se define como la razón entre el máximo esfuerzo permisible y el que
realmente se presenta. Esto es:
FST = RT/W (35)
FSa = Fa/W (36)

128
FSc = PCC/Pe (37)
FSi = Pi/Pf (38)
Donde:
FST, FSa, FSc, FSi: factores de seguridad para la resistencia a la tensión en las
uniones, la carga axial por tensión, la presión de colapso y la resistencia a la
presión interna respectivamente.
RT, Fa, Pcc, Pi: resistencia a la tensión en las uniones, carga axial por tensión,
presión de colapso corregida y resistencia a la presión interna respectivamente.
W: peso de la tubería que cuelga del punto de análisis
Pe: presión externa que actúa sobre el punto de análisis. Normalmente se debe a
la columna de fluido de perforación que hay en el anular.
Pf: presión interna que actúa sobre el punto de análisis. Normalmente se debe a la
presión de formación en el fondo del pozo.
Los factores de seguridad son mayores o iguales de uno, dependiendo
principalmente de:
La confiabilidad y aproximación de los valores de los esfuerzos usados para el
diseño. Mientras más se aproximen al valor real, más próximo a uno puede ser
este factor.
La similitud entre las condiciones reales y las condiciones de laboratorio usadas
en la determinación de las resistencias teóricas de la tubería.

129
La confiabilidad y aproximación de las suposiciones de cargas reales usadas
para el diseño.
La posibilidad y consecuencias de un fracaso.
En general, para el diseño, se usan las peores condiciones posibles. Por ejemplo
para el colapso, es común asumir que la tubería está vacía y que la presión
externa resulta de la columna ejercida por el fluido de perforación en el anular.
Cuando se considera la presión interna se asume que la presión externa es cero y
que la presión interna se debe a la presión del yacimiento (presencia de un
"reventón"). Finalmente en los cálculos de cargas axiales se desprecian las
fuerzas boyantes.
En la mayoría de los casos, los factores de seguridad por colapso varían entre 1,0
y 1,5, por estallido entre 1.0 y 1,75 y por tensión y cargas axiales entre 1,5 y 2,0,
4.4.3 Diseño de sartas sencillas. Como ya se mencionó una sarta sencilla es
aquella que está conformada por una sola sección de tubería, es decir todos los
tubos son iguales (tipo de unión, diámetro interno, peso nominal, etc).
Normalmente el revestimiento de superficie es una sarta sencilla.
La tubería escogida debe cumplir con las especificaciones necesarias para
soportar las distintas cargas a que va a ser sometida. También hay que tener en
cuenta la clase y tipo de tubería disponible en el campo y, el factor económico. De
acuerdo a todo esto se diseña la sarta de perforación más adecuada. Para el
diseño siempre se deben tener en cuenta las condiciones más críticas.
El procedimiento que se propone en este trabajo comienza los cálculos diseñando
por colapso. Para diseñar la sarta se deben conocer los siguientes datos: tubería
disponible, profundidad de asentamiento del revestimiento, diámetro externo del

130
revestimiento, programa del fluido de perforación (densidades usadas), gradiente
de presión de formación y factores de seguridad a usar. El procedimiento es el
siguiente:
1) Se descarta de la tubería disponible, aquella que presente problemas por
estallido. El punto más crítico se presenta cuando al seguir perforando ocurre un
"reventón" y toda la presión del yacimiento actúa al interior del revestimiento
(anular revestimiento-tubería de perforación). Para ello se requiere conocer la
presión de formación, valor que se compara con la resistencia a la presión interna
(Pi) de la tubería (tabla 18). Se debe cumplir que:
Pi > Pf*FSi (39)
Donde:
Pi: resistencia a la presión interna (tabla 18), lpc (Pa).
Pf: presión de formación en el fondo del pozo, lpc (Pa).
FSi: factor de seguridad por estallido.
2) La situación más crítica por colapso se asume cuando la tubería está vacía y
toda la columna hidrostática de lodo en el anular actúa sobre la tubería
externamente. Por lo tanto, el punto más crítico será en el fondo del pozo y la
tubería seleccionada debe tener una resistencia al colapso de por lo menos:
hFSCP lce *** (40)
Donde:
Pe: presión externa que debe resistir el revestimiento a la profundidad de
asentamiento, lpc (Pa)
FSc: factor de seguridad por colapso.

131
l : densidad del fluido de perforación, lbm/gal (Kg/m3).
h: profundidad de asentamiento del revestimiento, pies (m).
C: constante que depende de las unidades usadas = 0,052 (9,8).
De los tubos no descartados en el paso 1, y con ayuda de la tabla 17, se
selecciona la tubería cuya resistencia al colapso sea mayor que el valor obtenido
con la ecuación 40. De todas las posibilidades se escoge la menos costosa, la
cual corresponde generalmente a la de menor peso nominal. Esto ayuda
adicionalmente a que las cargas axiales sean menores.
3) Debido a las cargas axiales la resistencia al colapso (Pc) hay que corregirla,
para lo cual se usa la ecuación 32. Si Pcc es mayor que Pe, la tubería seleccionada
es la adecuada. En caso contrario, se escoge una tubería de mayor resistencia al
colapso y repito este paso.
4) Se verifica si el revestimiento seleccionado resiste a las cargas axiales. Para
ello se asume, por costos, que se usarán uniones cortas y se obtiene el valor de
RTC y Fa de las tablas 14 y 15 respectivamente. El punto mas crítico por tensión se
encuentra en el tope de la sarta, punto en el cual se debe cumplir que:
RTC > W * FST (41)
Fa > W * FSa (42)
Si la condición 42 no se cumple debo seleccionar una nueva tubería, de mayor
resistencia a las cargas axiales y repetir los pasos 3-4. Si se cumple la condición
42 pero no la 41, queda la opción de repetir el paso 4 considerando uniones
largas. En este caso:
RTL > W * FST (43)

132
Si tampoco se cumple la condición 43 se debe seleccionar otra tubería, de mayor
resistencia a las cargas axiales y repetir los pasos 3-4.
Finalmente la tubería que se selecciona es aquella que cumple con las
condiciones establecidas en los pasos anteriores. Recuerde que en lugar de las
tablas planteadas en este procedimiento, también es posible usar las ecuaciones
respectivas (sección 4.3).
4.4.4 Diseño de las sartas combinadas. Como ya se mencionó una sarta
combinada es aquella que está conformada por varias secciones de tubería. Se
usan para satisfacer los factores de diseño deseados con los menores costos
posibles. Nuevamente en este diseño se deben tener en cuenta las condiciones
más críticas. Si las fuerzas que tratan de colapsar la tubería se deben a la presión
hidrostática ejercida por el fluido de perforación, éstas serán máximas en el fondo
del pozo y mínimas en superficie. Por el contrario, las fuerzas que tratan de fallar
el revestimiento longitudinalmente se deben al peso de la sarta, y serán máximas
en superficie y mínimas en el fondo del pozo. Por lo tanto, la tubería que se use en
el fondo debe ser muy resistente al colapso y la que se use cerca a la superficie
muy resistente a las cargas axiales. El procedimiento que se propone en este
trabajo selecciona la tubería del fondo hacia superficie por lo que inicialmente se le
da más importancia al colapso.
Los datos requeridos son los mismos planteados para el diseño de sartas
sencillas. La sarta quedará compuesta por N secciones, cada una de las cuales
tendrá una longitud L(N), con N aumentando del fondo del pozo hacia superficie.
El procedimiento es el siguiente:
1) Como en el caso del diseño de sartas sencillas, se descarta de la tubería
disponible, aquella que pueda tener problemas por estallido (condición 39).
2) Se diseña la sección 1.

133
2.1) Calcular la presión externa en el punto mas crítico de la sección (parte
inferior) utilizando la ecuación 40.
2.2) Seleccionar el tipo de tubería a usar, de forma que su resistencia al
colapso, Pc (1), sea mayor que la presión calculada en 2.1.
2.3) Seleccionar el tipo de tubería que conformará la sección 2. Esta se ve
menos afectada por las presiones externas que la sección 1, por lo que se
puede seleccionar un tipo de tubería cuya resistencia al colapso, Pc (2), sea
menor que Pc (1).
2.4) Para la sección 2, el punto mas crítico por colapso se encuentra a su
profundidad de asentamiento, X2. El valor de X2 define la longitud de la
sección 1. Pc (2), se ve afectada por el peso de la sección 1, y por tanto se
debe corregir su valor. Para ello uso la ecuación 32, teniendo en cuenta el
siguiente procedimiento:
2.4.1 La máxima profundidad a la cual se puede asentar la sección 2 se halla de
la ecuación 40:
lc
c
FSC
PX
**
22 (44)
2.4.2 El peso real de la sección 1, P(1), será:
P (1)= 1,2 * B * w (1) * (L-X2) (45)
Donde:
B: factor de boyanza.
L: profundidad total de asentamiento del revestimiento, pie (m)

134
2.4.3 Calcular K con la ecuación 33, teniendo en cuenta que t y RTP son
propiedades de los tubos seleccionados para la sección 2.
2.4.4 Calcular Pcc (ecuación 32). Como Pcc es menor que Pc, debo recalcular X2,
lo que lleva a recalcular P (1) y Pc. Lo anterior obliga a introducir un
procedimiento iterativo, en el que se repiten los pasos 2.4.1-2.4.4, hasta
que dos Pcc calculados consecutivamente sean prácticamente iguales.
Cuando esto ocurra, el último Pcc calculado es el real.
2.5 Se determina la longitud real de la sección 1. El último Pcc calculado en el
paso 2.4.4, permite calcular el valor real de X2, con la ecuación 44.
L (1) = L - X2. (46)
2.6 Finalmente se Calcula, teniendo en cuenta las cargas axiales, la longitud máxima posible para la sección:
T
TLTC
FS
RóRW
)(máx1 ó
a
a
FS
FW máx1 (47)
)(
)()( máx
1
11
w
WL MÁX (48)
Donde:
W (1)máx: peso máximo de la sección 1, lbf (N). Se toma el menor valor
De los calculados con la ecuación 47.
L (1)máx: longitud máxima posible para la sección 1, pie (m).
RTC (ó RTL): resistencia a la tensión en las uniones (tabla 14). El uso de
Uniones largas o cortas depende de su disponibilidad, lbf(N).
Fa: carga axial que puede soportar el tubo, lbf (N).
FST, FSa : factores de seguridad para la resistencia a la tensión en las
Uniones y la carga axial por tensión.

135
W (1): peso nominal de la sección 1, lbf/pie (N/m).
Si L (1)máx es mayor que L(1), la tubería seleccionada no presentará
problemas debido a las cargas axiales. En caso contrario habrá que
seleccionar otra tubería más resistente, y comenzar de nuevo los cálculos.
3) Se determina la longitud de la sección 2. Para ello repito los pasos 2.3-2.6
teniendo en cuenta que los subíndices de las ecuaciones se deben redefinir y
que:
lc
c
FSC
PX
**
33 (49)
P (2) = 1,2 * B * (w(1) * L(1) + w(2) * (X2-X3)) (50)
L (2) = X2 - X3. (51)
112 LwFS
RóRW
T
TLTC *)(
máx ó 112 Lw
FS
FW
a
a *máx (52)
)(
)()( máx
2
22
w
WL MÁX (53)
4) Se determina la longitud de las secciones siguientes. En general para
determinar la longitud de la sección i, se repiten los paso 2.3 - 2.6,
redefiniendo los subíndices, esto es:
lc
c
iFSC
iPX
**
11 (54)
1
1
1
21 iii
i
j
XXwjLjwBiP ****, (55)

136
L (2) = Xi - Xi+1. (56)
1
1
i
jT
iTLTCjLjw
FS
RóRiW *
)(máx
ó
1
1
i
ja
ia jLjwFS
FiW *
)(máx
(57)
)(
)()( máx
iw
iWiL MÁX (58)
5) A medida que la profundidad disminuye, el colapso pierde importancia y
comienzan a prevalecer las cargas axiales. Llega un momento en el cual L
(i)máx es menor que Xi (paso 2.3), lo que quiere decir que con esta sección no
puedo completar el revestimiento y no se puede seleccionar para la sección
(i+1) una tubería menos resistente. A partir de ese punto se le debe dar
prelación a las cargas axiales sobre el colapso y la longitud de la sección se
calcula como:
iw
iWiL máx (59)
6) En adelante la secciones (i+1,..., N) estarán compuestas por tubería cada vez
más resistentes a las cargas axiales. El procedimiento continúa hasta que se
completa la longitud total del pozo.
7) Los resultados se organizan en una tabla, que permita visualizar el diseño
completo, el cual debe ser adaptado a condiciones reales. Por ejemplo, los
tubos vienen de longitudes definidas y difícilmente es posible encontrar un
número de tubos cuya longitud real coincida con la calculada teóricamente
para la sección.

137
5. CEMENTACIÓN DE POZOS.
Cada sarta de revestimiento debe cementarse, una vez puesta en su lugar. Para
ello se prepara una mezcla de cemento y agua que se bombea a través de la
tubería y se coloca en el espacio anular hueco-revestimiento. La cantidad de
mezcla que se bombee depende del volumen del espacio anular que se desea
cementar y de la altura hasta la cual se quiere hacer llegar la lechada en dicho
anular. El cemento, junto con el revestimiento, cumple las siguientes funciones:
Cuando se requiere tubería conductora, ésta se debe cementar para evitar
que el fluido de perforación circule fuera de ella y origine erosión en el hueco de
superficie (que es lo que se supone debe evitar esta tubería).
El revestimiento superficial se cementa para proteger y sellar formaciones de
agua dulce, dar fortaleza para colocar las válvulas y conexiones de superficie
(necesarias para manejar los fluidos producidos), suministrar un ancla para el
equipo preventor de reventones y dar un apoyo en superficie a las columnas de
revestimiento más profundas.
El revestimiento intermedio se cementa para sellar las formaciones con
presiones anormales, aislar formaciones no consolidadas y tapar zonas de
pérdida de circulación.
El revestimiento de producción se cementa para evitar la producción de zonas
que contengan fluidos, prevenir intercomunicaciones de flujo de varias
formaciones, y evitar el reblandecimiento de otras, con lo que se reduciría la
productividad del pozo.

138
El cemento protege la tubería de sustancias corrosivas que existen en las
formaciones que atraviesa el pozo.
El cemento protege el revestimiento de presiones externas.
El cemento sella zonas no productivas y zonas con fluidos no deseables.
Figura 43. Equipo de cementación
5.1 MATERIALES USADOS EN LA CEMENTACIÓN DE POZOS.
Con pocas excepciones, el cemento portland es el constituyente principal de la
mayoría de los materiales cementantes. Es el cemento ordinario usado en la
construcción. Sin embargo, para cementar los revestimientos se requieren
características adicionales de bombeabilidad a altas presiones y temperaturas, por
lo que se hace necesario modificar estos cementos con aditivos que cambien las
especificaciones del cemento portland, para adaptarlo a las necesidades de la
industria petrolera. Cementar un pozo es sencillo, pero se requiere mucho
cuidado ya que una mala cementación puede acarrear la pérdida del pozo o
incrementar bastante los costos del mismo si se tiene que recurrir a trabajos

139
correctivos muy complejos. El conocimiento del equipo y de la mezcla es
fundamental.
5.1.1 Requisitos de los Cementos.
La viscosidad debe ser controlada constantemente. La lechada de cemento
debe poseer una viscosidad tal, que permita un desplazamiento eficiente
desde superficie para colocarla en la posición deseada por medio del equipo
de bombeo del que se disponga, además de permitir una buena adherencia
con la formación y la tubería de revestimiento. Lo anterior garantiza un sello
positivo entre el revestimiento y la formación. En gran medida, esto depende
de la cantidad de agua que se le agregue al cemento. El área superficial de
las partículas y los aditivos que se agreguen a la mezcla influyen sobre la
cantidad de agua a agregar. El API recomienda usar 5,2 galones de agua por
saco de cemento puro clase A ó B. Si con la mezcla se usan aditivos esta
relación varía. Las compañías cementantes (Halliburton, BJ Hughes, etc.)
elaboran tablas en las que aparece la relación agua cemento aconsejada para
cada tipo de cemento con o sin aditivo.
El cemento requiere una determinada resistencia a la compresión para
soportar la sarta de revestimiento. El tiempo que la mezcla demora, después
de bombeado, para adquirir dicha fuerza se denomina "tiempo de espera del
cemento (WOC)" y su valor debe ser mínimo. En general, la resistencia a la
compresión se determina a 100 F, 24 horas después de fraguado. La
mayoría de los operadores esperan hasta que el cemento tenga una
resistencia mínima de 500 lpc, lo que se puede obtener en 4 horas con
cemento básico más aceleradores, y buena experiencia para mezclarlos.
El cemento debe tener suficiente fuerza para evitar fallas mecánicas (no
debe resquebrajarse).

140
Debe ser químicamente inerte a cualquier formación o fluido con que pueda
estar en contacto.
Debe ser lo suficientemente estable para no deteriorarse, descomponerse o
perder propiedades durante el tiempo que esté en uso, que puede ser de
muchos años (buen tiempo de consistencia).
El cemento debe ser impermeable, cuando ha fraguado, para que los fluidos
no fluyan a través de él.
La densidad de la mezcla debe ser muy similar a la densidad del lodo con el
cual se está perforando, así se evitan reventones y pérdidas de circulación
durante la cementación.
La mezcla de cemento debe tener un tiempo de fluidez para poderse
bombear y colocar en su lugar, con cierto margen de seguridad en caso de
presentarse algún problema mientras se bombea. Se define el tiempo de
fluidez o tiempo de bombeabilidad, como el tiempo necesario para que la
lechada alcance 100 poises de viscosidad; es una propiedad que depende
mucho de la presión y la temperatura. A medida que la temperatura aumenta
la lechada de cemento se deshidrata, ocasionando que su bombeabilidad
disminuya. La presión impuesta por la columna hidrostática de los fluidos de
perforación también disminuye el tiempo de bombeabilidad.
Las pérdidas de filtrado para una mezcla de cemento puro son muy altas,
especialmente en pozos profundos, por lo que esta puede deshidratarse
fácilmente al entrar en contacto con una formación porosa, aumentando la
viscosidad de la lechada. Los factores que más influyen sobre las pérdidas
de filtrado son el tiempo, la presión, la temperatura y la permeabilidad de la
formación. Un valor óptimo en 30 minutos con 1.000 lpc de presión es 100
cm3, pero el cemento puro puede llegar a perder hasta 1.000 cm3 en 30

141
minutos. Entre 0-100 cm3 se dice que hay un buen control, entre 100-500
cm3 el control es moderado, de 500 a 1000 cm3 se habla de un control regular
y más de 1000 cm3 indica que no hay control (12).
5.1.2 Cemento Básico. El cemento es un material fino con grandes propiedades
de endurecimiento que resulta de pulverizar la escoria que se produce al calcinar,
a temperaturas de 2.600 - 3.000 oF, materiales calcáreos con cierto porcentaje de
arcilla. Este producto en contacto con agua forma una mezcla espesa que
lentamente se va endureciendo hasta formar un sólido fuerte y compacto. El
cemento tiene una gravedad específica de 3,14 y un saco de cemento americano
contiene 94 libras y tiene un volumen de un pie cúbico. En Colombia los sacos de
cemento vienen de 50 Kilogramos.
El Instituto Americano del Petróleo (API) estableció un sistema para clasificar los
cementos de acuerdo a las propiedades físicas y químicas exigidas (10).
Los cementos clase A y B son llamados cementos Portland y son los más
económicos. El cemento clase A es el mismo que se usa en las construcciones
civiles. El cemento clase C tiene un aditivo que permite el fraguado rápido. Los
cementos clase D, E y F se conocen como cementos retardados. Esta propiedad
la deben a un compuesto orgánico agregado en su fabricación. Los cementos
clase G y H son fabricados bajo estrictas recomendaciones químicas. La tabla 20
describa en forma más detallada la clasificación API de los cementos. Los más
usados son los cementos clase A y clase G, con algunos aditivos.

142
Tabla 20. Clasificación API de los cementos (10).
Clase Profundidad
(pies) Características
A 0-6000
Usado cuando no se requieren propiedades especiales.
Económico. Se usa a temperaturas hasta de 170°F
B 0-6000
Usado cuando se necesita alta o moderada resistencia a
los Sulfatos, con temperaturas de hasta 170 °F.
C 0-6000
Rápida compactación y alta resistencia a los Sulfatos,
para temperaturas de hasta 170 °F.
D 6000-10000
Usado cuando se tienen condiciones de presión y
temperatura relativamente altas. Alta y moderada
resistencia a los sulfatos para temperaturas ente 170 y
260° F.
E 10000-14000
Usado a altas condiciones de presión y temperatura. Alta
y moderada resistencia a los sulfatos, con temperaturas
entre 170 y 290° F
F 10000-16000
Para altas presiones y temperaturas. Alta y moderada
resistencia a los sulfatos, para temperaturas entre 230 y
320° F.
G 0-8000
Compatible con aceleradores y retardantes. Puede
reemplazar los cementos clase A-E, con los aditivos
apropiados. Usado para temperaturas de hasta 270 °F.
H 0-8000
Puede ser usado con aceleradores y retardantes para
cubrir temperaturas y profundidades variadas
J 12000-16000
Puede ser usado con aceleradores y retardantes para
cubrir temperaturas en un amplio rango.

143
5.1.3 Aditivos para el Cemento. El uso de aditivos es muy simple y flexible.
Todas las mezclas agua-cemento que actualmente se usan en la industria
petrolera, contienen algún aditivo para variar alguna propiedad de la mezcla
original. Las casas fabricantes recomiendan que aditivo usar, según la clase de
cemento.
Aceleradores: Se usan para acelerar la reacción entre el agua y el cemento
acortando el tiempo de espera, el tiempo de bombeabilidad y aumentando la
resistencia inicial a la compresión. Todo lo anterior implica ahorro de tiempo al
equipo de perforación.
Para temperaturas inferiores a 100 F, la lechada necesita de 1 a 2 días para
desarrollar una resistencia a la compresión de 500 lpc. Generalmente, se
requiere un acelerador para temperaturas inferiores a 120 F y su uso es
indispensable a temperaturas inferiores a 75 F. Las lechadas usadas en pozos
poco profundos a baja temperatura necesitan aceleradores para acortar el
tiempo de espera. Los siguientes aceleradores son muy usados: cloruro de
sodio, cloruro de calcio, yeso y agua salada.
Retardadores: Las lechadas de cemento fraguan rápidamente a temperaturas
de fondo mayores de 110 F. Un retardador es un aditivo usado para aumentar
el tiempo de fragüe y el tiempo de bombeabilidad del cemento. Además,
muchos retardadores aumentan la consistencia (viscosidad) de la lechada. Los
retardadores más usados son: lignosulfonatos de sodio y calcio, celulosa
modificada, ácidos orgánicos y materiales orgánicos.
Extendedores: Las lechadas de bajo peso (extendidas) se usan para reducir la
presión hidrostática sobre formaciones débiles, aumentar el rendimiento del
cemento y reducir costos. Básicamente, lo que hacen estos aditivos es permitir
que se le agregue más agua a la lechada. Dan alto rendimiento y son
económicos. El material básico de estos aditivos es la bentonita.

144
Aditivos para Aumentar Peso: Se usan en zonas donde es necesario el
control hidrostático para evitar reventones. Incrementan la densidad, limitan y
mantienen la presión y mejoran el desplazamiento del lodo. Los aditivos más
usados para aumentar el peso o la densidad de la lechada son barita, hemetita,
arena y sal.
Aditivos para Pérdidas de Filtrado: a medida que el agua se filtra hacia las
formaciones con las cuales la lechada entra en contacto, la densidad de la
mezcla aumenta y cambian sus características. Esto puede ocasionar que la
tubería se pegue, que el cemento fragüe antes de tiempo, que se pierda el
retorno a superficie y que se requieran presiones de circulación en las bombas
demasiado altas. Estos aditivos protegen formaciones sensibles (arcillas) de
hinchamiento, previenen la deshidratación de la lechada y mejoran las
cementaciones a presión. Algunos controladores de filtrado son: polímeros
orgánicos y cementos con bentonita y dispersantes. Los aditivos para pérdida
de fluido no deben usarse con agua salada.
Aditivos para Pérdida de Circulación: En formaciones cavernosas, altamente
permeables y/o fracturadas, la lechada se puede perder hacia la formación.
Muchos materiales se usan para controlar estas pérdidas y pueden ser fibrosos,
granulares, laminados o semisólidos, siempre y cuando no actúen como
retardadores. Entre los materiales usados tenemos: madera, corteza y aserrín
(fibrosos); gilsonita, carbón, perlita y cáscara de nuez (granulares); mica, nylon
y celofán (laminados); cemento-yeso y lechadas de bentonita (semisólidos).
Uno de los más usados es la gilsonita por ser inerte y tener baja gravedad
específica, además de necesitar poca agua para ser mezclada.
Aditivos contra la Retrogradación: Evitan la pérdida de la resistencia a la
compresión, el aumento de permeabilidad, y la pérdida de integridad del
cemento a altas temperaturas (por encima de 230 F, para cemento portland).

145
Los aditivos usados en este caso son en general productos que contengan
sílica (silica flúor, silica sand, etc.).
Preventoras de Espuma: El aire que queda dentro de la espuma no deja medir
bien la densidad de la lechada, lo cual dificulta su control. Generalmente se usa
un polvo blanco mezclado en seco con el cemento, (comercialmente se conoce
como D-6).
Inducidores de Flujo (Dispersantes o reductores de presión): Se agregan al
cemento para reducir la fricción de la lechada, reduciendo la viscosidad
aparente, con lo que se permite su bombeo en flujo turbulento
5.1.4 Cementos Especiales. Algunas veces se requieren cementos y aditivos
especiales para trabajos especiales, tales como cementación de pozos
geotermales o cementaciones en zonas polares. En esta clasificación se incluyen,
entre otros, cementos expandidos, cementos pozolánicos, cementos con yeso,
cementos con aceite de diesel (Diacel-Oil-Cement), y emulsiones de cemento-
agua y aceite.
Cementos Pozolánicos: Es una mezcla de cemento portland y un material de
sílica con hidróxido de calcio, que en presencia de agua desarrolla propiedades
cementantes. Este material puede ser ceniza volcánica o arcilla rica en
contenido de sílica. Las pozolanas no tienen propiedades cementantes, pero
usadas con agua y cal forman un compuesto de características iguales al
cemento. La sílica de las pozolanas se combina con la cal del cemento portland,
resultando un cemento más resistente al ataque de soluciones de sulfato y agua
de mar.
Cementos con Yeso: Son usados para reparar trabajos de cementaciones
primarias. Fraguan rápidamente e inmediatamente adquieren alta resistencia.

146
Se mezclan con los cementos API clases A, B, G o H, siendo usados en pozos
poco profundos.
Cementos Diesel-aceite: Para controlar el agua durante la perforación, se
utilizan lechadas con Diesel. Están compuestos básicamente por cementos API
clases A, B, G o H, mezclados con diesel, queroseno y un surfactante. Tienen
un tiempo de bombeo ilimitado, y no fraguan a menos que se ubiquen en zonas
con agua. Allí la lechada absorbe el agua y el cemento fragua. La función del
surfactante es reducir la cantidad de hidrocarburos necesaria para humectar las
partículas de cemento. Estos cementos se utilizan principalmente para
cementar zonas con acuíferos.
Cementos Expandibles: A ciertas condiciones de fondo de pozo, es necesario
disponer de un cemento que se expanda contra el revoque de filtrado en las
paredes del pozo y del revestimiento. Los cementos expandibles comerciales
son cementos portland con un agregado de sulfoaluminato de calcio, sulfato de
calcio y caliza.
5.1.5 Fluidos Espaciadores. Un fluido espaciador, es cualquier fluido que se
bombea adelante y detrás de la lechada, para separarla del fluido de perforación o
del fluido con el cual se desplaza. Si es posible, el espaciador debe ser más
liviano que la lechada pero más pesado que el lodo. Un espaciador con el peso
apropiado reduce el acanalamiento, mejora el desplazamiento y ayuda a controlar
la presión hidrostática en el espacio anular. Se usan como espaciadores,
soluciones acuosas no ácidas, geles base agua, soluciones base aceite, etc.

147
5.2 EQUIPO BÁSICO DE CEMENTACIÓN.
5.2.1 Equipo de Superficie. El cemento se mezcla con agua para formar una
lechada de peso específico predeterminado. La mezcla se efectúa en superficie
con el uso de vasijas especialmente diseñadas o "tolvas" para luego ser bombeada
al interior de la tubería de revestimiento. En un "camión de cementación" van
instaladas las bombas desde donde se bombea el agua para preparar la lechada, y
llevar ésta hacia el pozo (figura 5).
Antes de llevar la mezcla al pozo, se hace pasar por un sistema cíclico de
circulación hasta homogeneizarla. Constantemente se debe medir y controlar su
densidad y de acuerdo a su valor se regula la salida de cemento o el paso de agua
para obtener el valor deseado.
Una vez se ha mezclado la cantidad conveniente de trabajo se debe usar algún
fluido desplazante para colocar la lechada en la posición deseada. Este
generalmente se desplaza con las bombas del equipo de perforación
La mayoría de los pozos están llenos de lodo cuando comienza la cementación. A
medida que se bombea cemento, éste desplaza lodo por el espacio anular hasta
hacerlo regresar a los tanques de descarga. Este retorno debe vigilarse
estrechamente ya que es un indicio del desplazamiento. Si no regresa lodo
mientras se está bombeando, cemento o lodo se está perdiendo en las
formaciones. Cuando esto pasa queda la duda de la correcta colocación del
cemento.

148
Figura 44. Equipo de superficie
5.2.2 Zapato Guía ("Guide Shoe"). Consiste básicamente de una sección corta
de tubo de acero con su extremo inferior redondeado. Se coloca en la parte inferior
de la sarta de revestimiento para facilitar su paso a través de las irregularidades del
hueco, haciendo dicho paso lo más suave posible para evitar cualquier derrumbe
de las paredes del hueco. Contiene, por lo general, una válvula que permite
mantener la tubería llena, ejerciéndose un efecto de flotación que disminuye la
carga sobre la torre. Puede llevar también una válvula flotadora para evitar que la
lechada de cemento se devuelva.
5.2.3 Collar Flotador ("Float Collar"). Se coloca en el revestimiento, un tubo
arriba del zapato. Además de servir de unión entre los dos primeros tubos de la
sarta, sirve de elemento de flotación. Se transforma por medios mecánicos en una
válvula de retención que permite al fluido circular del interior de la tubería al espacio
anular, pero no del anular al interior de la tubería. Está hecho de un material
perforable y sirve de asiento a los tapones de cementación.

149
5.2.4 Cabeza de Cementación. Esta pieza se coloca en la parte superior del tubo
de revestimiento más superficial (el que asoma a la superficie). Se une por medio
de mangueras de acero a los sistemas de mezclado y bombeo del cemento. Posee
dos cámaras donde se alojan los tapones de cementación.
Figura 45. Cabeza de cementación
5.2.5 Tapones de cementación. Son dispositivos que se introducen en la tubería
de revestimiento durante la operación de bombeo del cemento. Son fabricados de
caucho y baquelita. Se usan dos tapones, los cuales separan la lechada del fluido
en el pozo y del fluido desplazante. Al mismo tiempo, el tapón inferior limpia la
pared interior de la tubería del lodo y el tapón superior de la mezcla agua-cemento.
Los tapones son retenidos por el collar flotador. El tapón inferior lleva un diafragma
que se rompe a presiones entre 300 y 400 lpc, permitiendo la continuación del flujo
de la lechada de cemento. El tapón superior es una pieza casi sólida y al llegar al

150
collar flotador obstruye el flujo, lo que indica que la mezcla agua - cemento ha sido
colocada en su sitio. Esto se detecta en superficie porque inmediatamente se sube
la presión en la bomba.
5.2.6 Centralizadores ("centralizers"). Son herramientas que se colocan
rodeando el revestimiento para mantenerlo centrado en el hueco. La centralización
de la tubería permite que el espesor del cemento sea uniforme alrededor de toda la
sarta, evitando un desbalance en las presiones externas, lo que podría originar un
problema posterior. Se acostumbra colocar un centralizador entre el zapato y el
collar, otro en la unión del segundo con el tercer tubo y en adelante uno cada dos
tubos hasta 40 pies por debajo del tope esperado para el cemento en el anular.
Figura 46. Centralizadores
5.2.7 Raspadores ("wall cleaner"). Son herramientas que se colocan en la
tubería de revestimiento para limpiar el revoque que se forma en la pared del pozo
y que puede reducir la efectividad de la cementación. Se distribuyen en la sarta de
revestimiento, desde 20 pies por encima del fondo del horizonte productor hasta 20

151
pies por debajo del tope del mismo, con un espaciamiento de 20 pies entre
raspadores. Están constituidos por alambres cortos arreglados verticalmente, en
espiral o circularmente.
Figura 47. Raspadores
5.3 TIPOS DE CEMENTACIÓN.
En general se habla de cementaciones primarias cuando nos referimos a la
cementación de una sarta de revestimiento, y de cementaciones secundarias
cuando se trata de trabajos hechos al pozo posteriormente.
5.3.1 Cementación Primaria.
En una sola Etapa: El cemento se introduce en la tolva y se mezcla con agua.
Toda la mezcla calculada se bombea por dentro del revestimiento. Una vez
bombeada, se desplaza con otro fluido hasta calcular que la lechada está en el sitio
deseado. Entre el lodo y el cemento, y entre el cemento y el fluido desplazante van
los tapones que son introducidos por la cabeza de cementación. Cuando el tapón
trasero (lechada - fluido desplazante) llega al collar, la presión de desplazamiento
sube rápidamente indicando que el desplazamiento ha terminado. Para confirmar
esto, se debe calcular el volumen y el tiempo de desplazamiento. Al terminar hay
que dejar las líneas con una determinada presión en superficie, mientras el

152
cemento fragua, para evitar que se devuelva en caso de que el collar falle, la cual
se calcula de:
Ps = Pfp + Pl - Pfd (60)
Donde:
Ps: Presión necesaria en superficie, lpc (Pa).
Pfp: Presión hidrostática ejercida por el fluido de perforación, lpc (Pa).
Pl: Presión hidrostática ejercida por la lechada en el anular, lpc (Pa).
Pfd: Presión hidrostática ejercida por el fluido de desplazamiento, lpc (Pa).
La figura 47 esquematiza esta situación.
Figura 48. Balance de presiones en el pozo durante cementación primaria

153
Cementación por Etapas: Generalmente, si el revestimiento está asentado a una
profundidad considerable se cementa por etapas, con el fin de que la cementación
sea mejor y más económica. Además se busca que las presiones de
desplazamiento no sean muy altas. El anular queda divido en secciones, donde en
cada una habrá una lechada diferente.
El revestimiento lleva unas válvulas especiales a la altura donde se piensa debe
comenzar cada etapa y a través de ella se inyecta la lechada correspondiente.
5.3.2 Cementación Secundaria. En el completamiento de un pozo, se debe
evaluar el estado del cemento frente a las zonas de interés: presencia, calidad y
aislamiento hidráulico. Esto se hace mediante registros sónicos. De la
interpretación de éstos se establecen las zonas donde quedo defectuosa la
cementación primaria. Se hace entonces una cementación correctiva ("Squeeze")
en la que se inyecta cemento a través de perforaciones en el revestimiento hechas
para tal fin o circulando la lechada por detrás del revestimiento, buscando siempre
no fracturar ni la formación ni el cemento.
Otros casos de cementación secundaria son: abandono de zonas agotadas o de
pozos en forma definitiva, taponamiento de las perforaciones para posterior
recañoneo y reparación de revestimientos rotos.
5.4 PRUEBAS DEL CEMENTO.
Al preparar una mezcla agua-cemento se deben conocer sus propiedades para
asegurar una buena cementación. Para ello se deben realizar varias pruebas,
algunas de las cuales se hacen en el campo y otras en el laboratorio.

154
5.4.1 Filtrado. Esta prueba se realiza en un aparato llamado filtro prensa. El API
normatiza este ensayo para medir el filtrado en 30 minutos con presiones entre 100
y 1.000 lpc. En el procedimiento emplea un conjunto filtrante que contiene un
soporte, un cilindro y una malla No. 325 soportada por una malla 60.Como ya se
mencionó el filtrado del cemento puro es alto, aproximadamente de 1.000 cm3 en
un filtro prensa a 1.000 lpc de presión. Para una cementación primaria debe
reducirse la filtración a un rango de 150 a 400 cm3.
5.4.2 Densidad. Esta propiedad varía de acuerdo a los aditivos usados. En las
operaciones de campo la densidad se mide con una balanza de lodos. En el
laboratorio se deben usar balanzas presurizadas, 30 lpc aproximadamente, para
reducir las burbujas de aire atrapadas en la mezcla.
5.4.3 Tiempo de Bombeabilidad. Se considera la mezcla no fraguada mientras
tenga condiciones de bombeabilidad. El API considera el tiempo de fraguado como
el tiempo medido desde la preparación de la mezcla hasta que haya alcanzado 100
poises de viscosidad. Se mide en un aparato llamado "consistómetro", en el que se
pueden simular las condiciones del pozo, temperaturas hasta 500oF y presiones
hasta 25.000 lpc. El tiempo de bombeabilidad depende del tipo de trabajo, de las
condiciones del pozo y del volumen y tipo de cemento que se utilice. Por ejemplo,
para profundidades entre 6.000 y 8.000 pies el tiempo de bombeabilidad es del
orden de las tres horas.
5.4.4 Resistencia a la Compresión. El API recomienda que la consistencia de un
cemento después de 24 horas de fraguado no debe ser menor de 500 lpc. El
cemento puro ofrece resistencias más altas, sin embargo el uso de aditivos puede
alterarla, por lo que se deben realizar pruebas de resistencia a la compresión cada
que se varíe la concentración de algún aditivo.
5.4.5 Permeabilidad. El API especifica los métodos para determinar esta
propiedad usando permeámetros. El cemento fraguado tiene una permeabilidad

155
mucho menor que la de las formaciones, y a través de pruebas de campo se ha
mostrado que disminuye con el tiempo y con la temperatura, y que después de 7
días es demasiado baja para ser medida. La permeabilidad del cemento al gas es
más alta, pero su determinación es bastante difícil.
5.5 CÁLCULOS BÁSICOS EN UNA CEMENTACIÓN.
5.5.1 Volumen de Lechada: Será igual a la suma de todos los volúmenes de las
secciones del pozo donde quedará cemento. Para una mejor visualización, la
figura 8 muestra un esquema del pozo.
321MEZCLA vvvV (61)
1
2
r1 hID4
πCV (62)
2
2
r
2
h2 hODD4
πCV (63)
3
2
r
2
s3 hODID4
πCV (64)
Donde:
Vmezcla: Volumen de lechada necesario, pie3 (m3).
V1, V2, V3: Volumen de las secciones interior del revestimiento,
Anular hueco - revestimiento a cementar, y anular revestimiento
Superficial -revestimiento a cementar, respectivamente, pie3 (m3).
h1, h2, h3: altura de las secciones, pie (m)
ODr, IDr: Diámetro externo e interno del revestimiento a cementar, pulg (m)

156
IDs: Diámetro interno del revestimiento superficial, pulg (m).
Dh: Diámetro del hueco a cementar, pulg (m).
C: Constante que depende de las unidades usadas = 0,00694 (1,0).
La ecuación 61 varía dependiendo de la geometría particular del pozo a cementar.
Dependiendo del diseño de la sarta y del pozo es posible que se deban considerar
secciones adicionales.
Otra forma de realizar los cálculos es comenzar por calcular las capacidades de
las diferentes secciones, esto es, el volumen por cada pie de longitud:
2
1
2
24DDCCanulares (65)
2
4IDCC tuberías (66)
Vsección= Canulares*h ó Ctuberías*h (67)
Figura 49. Esquema para el cálculo del volumen de lechada

157
Las compañías de cementación elaboran tablas (10) donde se puede leer
directamente la capacidad de la sección que se desee.
Otro aspecto a tener en cuenta es el siguiente. Realmente, el diámetro del pozo
es diferente del diámetro de la broca debido al movimiento de ésta, a la
circulación, al chorro del lodo que sale por las boquillas y a la inestabilidad de las
formaciones que se atraviesan. Es por esto, que se recomienda adicionar al
volumen de mezcla calculado un exceso, para llenar todo el anular requerido. El
exceso varía de una zona a otra y se determina con base en las experiencias del
área. En formaciones poco consolidadas con tendencia a formar cavernas se
pueden requerir excesos hasta del 100% y más. A medida que avanza la
perforación se requiere menos exceso ya que las formaciones son más duras y el
tamaño del hueco tiende a acercarse al tamaño de la broca. Este exceso se tiene
en cuenta únicamente en el anular hueco abierto-revestimiento y normalmente
varía entre 20 y 40%.
Una estimación relativamente exacta puede hacerse a partir de un registro de
tamaño de hueco ("caliper"), consistente en una sonda que se baja con cable
dentro del hueco y que a medida que se saca va calibrando el diámetro del hoyo.
Del registro, se puede calcular un diámetro promedio cada 10 pies por ejemplo.
Con éste, se calcula el volumen anular para esos 10 pies y sumando se halla el
volumen exacto del anular. Aun en este caso se debe agregar un pequeño
exceso.
5.5.2 Rendimiento del Cemento. Se define como el volumen de mezcla que
obtengo a partir de un saco de cemento. Para determinarlo necesito conocer el
requerimiento de agua, que como ya se mencionó depende del tipo de cemento y
aditivos usados. Las compañías de cementación suministran tablas (10) de las
cuales se puede conocer este dato, que normalmente se encuentra en galones de
agua por saco de cemento. Se debe tener en cuenta que la mayoría de tablas de

158
cementación están hechas por compañías americanas, esto es con base en sacos
de 94 lbm por lo que se deben corregir los valores leídos si se está trabajando con
sacos de 100 lbm. Para el cálculo se suponen volúmenes aditivos, de forma que el
rendimiento será la suma de los volúmenes de agua, aditivos y cemento requeridos
tomando como base un saco de cemento. En la práctica, la cantidad de aditivos
sólidos a utilizar se da en lbm de aditivo por cada 100 lbm de cemento puro y la de
aditivos líquidos en galones de aditivo por saco de cemento puro. En el caso de
aditivos sólidos basta dividir el requerimiento en lbm, por su densidad para obtener
el volumen. Recuerde que se debe tener en cuenta, si los sacos son de 94 o de
100 lbm.
R = ((Requerimiento de agua) + (volumen de aditivo))/saco de cemento puro)i +
(volumen de un saco de cemento sin tener en cuenta su porosidad). (68)
5.5.3 Número de Sacos de Cemento Requeridos. Se obtienen dividiendo el
volumen total necesario de lechada por el rendimiento del cemento.
Nsacos= Volumen de lechada/Rendimiento (69)
5.5.4 Cálculo del Desplazamiento. El volumen de fluido de desplazamiento
requerido se acostumbra calcularlo en barriles para poder medirlos en los tanques
del camión de cementación.
Vdesplazamiento = Ctubería* longitud desde el collar hasta superficie (70)
Acá, se debe considerar si la sarta es combinada. En este caso el revestimiento
puede tener distintos diámetros internos dependiendo de cada sección de la sarta y
se debe calcular el volumen interno de cada sección, sin considerar el primer tubo

159
(sección zapato-collar), para luego sumarlos. También se debe considerar la altura
de la mesa rotatoria.
5. 5.5 Requerimiento total de Agua.
Agua = Requerimiento (gal/saco)* Nsacos (71)
Adicionalmente, se debe tener en cuenta un exceso de agua, por ejemplo, para
operaciones de limpieza.
5.5.6 Cálculo de la Cantidad de Aditivos Requeridos. En este caso, se aconseja
calcular primero la cantidad total requerida de cemento. El cálculo depende de sí
los aditivos son sólidos o líquidos. Asumiendo sacos de cemento de 94 lbm:
Aditivos (lbm) = (lbm aditivo/100 lbm de cemento puro)*Nsacos*94 (72)
Aditivos (galones) = (Gal aditivo/saco de cemento puro)*Nsacos (73)
5.5.7 Tiempo de Operación. Se entiende por tiempo de operación, el tiempo
transcurrido desde que se empieza a preparar y bombear la lechada, hasta que la
mezcla ha sido colocada en su sitio. Por lo tanto, se debe estimar el tiempo
necesario para la mezcla, el desplazamiento y unos 10 minutos más para soltar los
tapones. Además, se debe tener en cuenta un tiempo de seguridad, para reparar
posibles daños, hacer cambios de tanques de almacenamiento, etc.
El tiempo de mezcla (tmezcla) depende de la capacidad de mezcla y de bombeo del
equipo de cementación disponible. Como punto de referencia puede tomarse de 2 a
5 BPM (Barriles por minuto). Se calcula como:

160
ncementació de equipo del bomba la de Capacidad
mezcla para agua de totalntoRequerimietmezcla (74)
El desplazamiento de la lechada se hace bombeando un fluido, puede ser lodo,
después de terminar de bombear la lechada. Para ello se utiliza, normalmente, la
bomba del equipo de perforación por lo que el tiempo de desplazamiento
(tdesplazamiento) se calcula como:
nperforaciódeequipodelbombaladeCapacidad
Vt
entodesplazami
entodesplazami (75)
5.6 PROGRAMA PARA BAJAR REVESTIMIENTO Y CEMENTAR.
A continuación se presentan los pasos que se deben seguir para bajar y cementar
una sarta de revestimiento. El procedimiento propuesto puede variar dependiendo
de las circunstancias particulares del pozo.
Se verifica que la tubería que se va a introducir, esté colocada de acuerdo con el
diseño preparado. Los tubos se bajan de acuerdo al diseño de la sarta. Se
recomienda numerarlos según el orden de bajada y definir en cuales de ellos irán
instalados raspadores y/o centralizadores.
Se revisa que el zapato guía y el collar flotador sean los recomendados.
Se mide tubo por tubo, para la primera tanda y se colocan los anillos para los
raspadores de acuerdo a lo programado.
Se verifica que los tubos tengan su protector de roscas y estén libres en su
interior.
Se verifica que los centralizadores y los raspadores se coloquen de acuerdo a lo
programado.

161
Se continúa midiendo cada tubo hasta que la sumatoria corresponda con la
profundidad programada. Se debe asegurar que la tubería esté colocada de
acuerdo a las secciones diseñadas.
Se bajan los tubos según el orden establecido. Cuando se alcance la
profundidad programada se sostiene la sarta del elevador y se colocan el
cabezal de cementación y las líneas necesarias.
Se circula fluido de perforación para homogenizar el lodo que hay en el hueco.
A medida que se bajan los tubos, se debe llenar periódicamente la sarta con
lodo, para evitar que el revestimiento se colapse y para disminuir la carga
impuesta a la torre.
Se debe revisar que los tapones de cementación estén bien colocados en el
cabezal de cementación.
Se revisa el programa de cementación con el operador de la compañía de
cementación.
Se suelta el tapón de abajo y se comienza a mezclar y bombear lechada.
Se revisa la densidad de la mezcla y se avisa al operador si no se tiene la
densidad programada para hacer los correctivos del caso. Esto se hace varias
veces durante la cementación.
Al terminar de bombear la mezcla agua-cemento, se suelta el tapón superior y se
comienza a desplazar. Debe asegurarse que durante la operación se tiene
buena circulación, observando el retorno por el anular en superficie.
Se verifica continuamente el volumen de desplazamiento bombeado. Cuando se
acerque al volumen calculado el operador debe disminuir la tasa de bombeo.
Cuando el tapón superior llegue al collar flotador, la cementación ha terminado.
Se revisa que al quitar la presión, no haya circulación en reversa. Si ésta
se presenta, la válvula de retención del collar flotador falló y está entrando
lechada de cemento a la tubería. En este caso, se debe circular nuevamente
fluido desplazante y cerrar el pozo con la presión de llegada del tapón al collar
flotador. Se espera fragüe del cemento.
Se prepara el informe de la cementación.

162
Se procede a conectar la sarta en la superficie con el equipo de cabeza del pozo.
La tubería se afianza con cuñas de una "campana" que se fija al revestimiento
de mayor diámetro. Las cuñas tienen bordes estriados que agarran la tubería
por fuera. El peso de la tubería tiende a jalar las cuñas hacia abajo, dentro de la
campana que disminuye su diámetro interno hacia abajo, haciendo con ello que
las cuñas sujeten la tubería con mayor firmeza. Una vez sujeta la tubería, se
corta con soplete cualquier sobrante en su longitud. El procedimiento seguido se
conoce como “anclaje de la tubería". Este método no debe producir esfuerzos
mayores de los que la tubería puede resistir según el diseño. Los factores que
producen esfuerzos sobre el revestimiento, una vez cementado son: la presión
de formación, la temperatura de formación, los movimientos terrestres, la presión
interna, y la temperatura interna.
5.7 CEMENTACIONES CON PROCEDIMIENTOS ESPECIALES.
5.7.1. Cementación con tubería de perforación. El revestimiento se baja hasta la
profundidad total y luego se baja la tubería de perforación centrada en el
revestimiento, con un adaptador roscado y un centralizador en el último tubo. El
zapato o el collar se diseñan de modo que acepten el adaptador. Este
procedimiento se utiliza cuando se requiere evitar posibles colapsos de la tubería,
no presupuestados en el diseño de la sarta y para reducir el tiempo y el volumen de
desplazamiento. El procedimiento que se debe seguir es el siguiente:
Se corre el revestimiento hasta la profundidad total y se fija 2 ó 3 pies por encima
de la mesa rotaria.
El adaptador y el centralizador se conectan a la tubería de perforación.
Se baja la sarta de perforación hasta que asiente sobre el collar (o el zapato). La
parte donde asienta el adaptador es biselada para, junto con el centralizador,

163
ayudar a asegurar que la tubería asienta sobre el collar o el zapato, aún en
pozos desviados. Cuando el adaptador asienta, se aplica peso a la tubería para
mantenerlo sobre el collar o el zapato.
Se establece la circulación.
Se bombea hasta que el tapón asiente, se desconecta el adaptador y se saca la
sarta de perforación. Cuando no se usa tapón, la medida del fluido desplazante
puede ser crítica.
5.7.2 Cementación por etapas.
Son muchas las aplicaciones de la cementación por etapas. En ocasiones, por
economía, es posible usar una lechada liviana para llenar la mayor parte del pozo y
una lechada principal de alta resistencia en zonas críticas. En algunos casos
también se usa una lechada removedora que tiene propiedades especiales para
una buena remoción del lodo delante de la lechada principal. También en pozos de
considerable profundidad y cuando el espacio anular a llenar es grande, se usa la
cementación por etapas para que las presiones de desplazamiento sean bajas y la
cementación quede mejor. En resumen, se usa la cementación por etapas cuando
se requieren dos lechadas diferentes o cuando la presión de desplazamiento en
una sola etapa es muy alta. Se usa principalmente para cementar el revestimiento
intermedio o el de producción.
Otra aplicación se da, cuando se sabe que la presión hidrostática de la columna de
cemento en el anular va a ser mayor que la presión de fractura de la formación, o
cuando excede la resistencia al colapso del revestimiento.
Cuando el revestimiento se cementa en dos etapas, la primera etapa se hace como
en una cementación convencional. La segunda etapa se coloca en el anular a
través de puertas localizadas en el "collar de cementación por etapas" localizado en
la sarta de revestimiento. Una camisa dentro del collar mantiene las puertas

164
cerradas mientras se desplaza la primera etapa y se baja para cementar la
segunda. Las camisas se mantienen en su posición inicial por medio de pines
rompibles y en su posición final por medio de anillos. Estas camisas tienen sillas
internas, movibles por medio de tapones.
Los collares de cementación por etapas se pueden operar de dos formas
diferentes. Cada manera requiere un juego diferente de tapones aunque los
collares sean los mismos. El método de caída libre se usa cuando el cemento de la
primera etapa no llena el anular hasta el collar. En estos casos, el collar se coloca
a una distancia relativamente lejana del fondo. Después de abrir la herramienta se
establece circulación mientras se espera que fragüe la primera etapa. El método de
desplazamiento se usa cuando el cemento llena el anular desde el fondo hasta el
collar o por encima. Se usa en pozos profundos o desviados donde el tapón de
caída libre gasta demasiado tiempo para llegar a su destino. Los volúmenes de
fluido se deben calcular con exactitud y se deben medir con cuidado. Es una
operación continua hasta que se completan todas las etapas.
También se puede cementar el revestimiento en tres etapas, caso en el cual se
emplean dos collares de cementación y un juego especial de tapones. Se puede
hacer por el método de caída libre en todas las etapas o por el método de
desplazamiento en las 2 primeras y caída libre en la tercera. El collar superior de
cementación por etapas se abre siempre con un tapón de caída libre.
5.7.3 Cementación de Revestimientos Auxiliares ("liner"). En estos casos se
tienen algunas características especiales. Por lo general el espacio anular es
pequeño, el revestimiento no se rota, las tasas de bombeo son restringidas para
evitar fractura de la formación y es difícil lograr un desplazamiento efectivo del lodo.
Como ya se mencionó los objetivos de un revestimiento auxiliar son controlar el
pozo, bajar los costos del revestimiento, y ahorrar tiempo (Instalación rápida).

165
Normalmente el revestimiento auxiliar se baja con tubería de perforación y se usan
herramientas especiales para correrlo, asentarlo y cementarlo. El zapato flotador
se coloca en el fondo del “liner” y tiene una válvula cheque para evitar el contraflujo
de la lechada. Se puede usar encima del zapato, un collar flotador para reforzar. El
Collar de Asentamiento se coloca un tubo por encima del collar flotador o dos o
más tubos por encima del zapato flotador. Sirve para sujetar y formar sello con el
tapón del revestimiento auxiliar. Evita que el tapón se devuelva cuando falla una
válvula cheque y que rote cuando se está perforando.
La cementación de estos revestimientos auxiliares presenta algunos problemas
específicos que deben ser considerados:
Espacio anular: Es el problema principal en los trabajos con revestimiento
auxiliar. No es raro correr un revestimiento auxiliar de 5 pulgadas de diámetro
externo por debajo de un revestimiento de 7 pulgadas para revestir un hueco de
6 1/8 pulgadas. Si queda centrado, el espacio anular libre es de únicamente
9/16 pulgadas. Un espacio anular pequeño aumenta las pérdidas de presión
cuando se cementa lo cual incrementa las posibilidades de pérdida de
circulación. Además, la contaminación del cemento por el lodo aumenta con un
espacio anular pequeño.
Falta del movimiento del “liner” cuando se cementa: El movimiento del
revestimiento durante la cementación es esencial para que el trabajo quede bien.
El revestimiento auxiliar raras veces se puede rotar antes de bombear el
cemento.
Contaminación: La reacción entre el lodo y el cemento pueden generar alta
viscosidad en el contacto, lo cual aumenta las pérdidas de presión en el anular.
Altas presiones de bombeo pueden fracturar las formaciones débiles.

166
5.7.4 Cementaciones Remédiales. Son trabajos en los que se mete a presión, la
lechada de cemento en un punto determinado del pozo. Algunas aplicaciones de
estos trabajos son:
Reparar cementaciones primarias que quedan defectuosas.
Disminuir la producción de agua.
Abandonar temporalmente una zona productora.
Reparar daños del revestimiento.
Disminuir pérdidas de circulación en hueco abierto mientras se perfora.
Controlar un pozo.
Completar la cementación primaria de revestimientos auxiliares.
5.8 TAPONES BALANCEADOS DE CEMENTO.
En algunas ocasiones, un hoyo debe ser obstruido con un tapón de cemento, lo
que consiste en colocar en un determinado punto del pozo una cantidad específica
de cemento de modo que se cubra un sector del mismo.
5.8.1 Uso de los Tapones de Cemento.
Si durante la perforación se corta el retorno de lodo, y los aditivos para pérdidas
de circulación no dan resultado, nos queda la posibilidad de colocar un tapón
de cemento. La lechada también puede ir a la zona problema, pero fraguará en
ella y la consolidará. Si el tapón fragua dentro del pozo, se debe perforar el
cemento para seguir con la perforación.
Si se pierde una herramienta en el pozo durante la perforación, y los trabajos de
pesca resultan negativos, queda la alternativa de fijar un tapón de cemento
arriba de la herramienta perdida ("pescado") para luego desviar el pozo
("sidetrack"). Esto puede ser necesario también, en el caso de un pozo dirigido

167
que se haya salido de su curso. En este caso el tapón sirve de soporte a las
herramientas que se utilizan para desviar.
Un tapón puede proporcionar una base firme para los empaques de las
herramientas usadas en una prueba de formación en hoyo abierto ("DST: Drill-
stem-testing"). En muchos pozos, antes de bajar la tubería de producción se
hace una DST para determinar si la zona de interés es productiva o no. En esos
casos se hace necesario aislar el anular por encima y por debajo de la
herramienta. Sin embargo, si las paredes del hueco no son firmes el tapón no
hace buen sello y puede ser necesario colocar un tapón de cemento que cubra
las paredes. El tapón se perfora luego y los empaques encuentran una zona
donde se pueden asentar.
Para aislar y abandonar una zona que ha dejado de producir o que produce
fluidos innecesarios (agua, gas) se puede colocar un tapón balanceado de
cemento. Una alternativa a esta operación es hacer una cementación a presión o
bajar un tapón mecánico.
Todo pozo, tarde o temprano, tiene que ser abandonado lo que implica hacer
uno o más tapones de cemento. Otros son temporalmente abandonados luego
de la perforación hasta que puedan completarse. Los pozos secos también
deben ser abandonados después de perforados y ensayados. Este tipo de
tapones balanceados son los más frecuentes.
5.8.2 Métodos de Colocación. Los tapones de cemento, generalmente se colocan
en huecos no revestidos y se usa tubería de trabajo (tubería de perforación) para
colocar el cemento en el sitio requerido. Como el hueco siempre está lleno de
fluido de perforación se requiere que entre la lechada y el lodo se coloque cierta
porción de un fluido espaciador que mejore la eficiencia de fraguado del cemento.
Para colocar el tapón se baja la tubería de trabajo hasta la profundidad a la cual se
desea que quede el fondo del tapón. Se bombea entonces, un volumen predefinido
de un fluido espaciador (generalmente agua para mejorar la eficiencia de fraguado
del cemento) y luego la cantidad de lechada que se requiere. Nuevamente se

168
bombea fluido espaciador y luego lodo para terminar de desplazar las columnas. Si
los cálculos de volúmenes de fluidos están bien hechos, la lechada debe quedar
ubicada parte en el anular hueco-tubería de trabajo y parte en el fondo de la
tubería, de modo que al retirar esta última el tapón quede a la profundidad
deseada.
Para diseñar la colocación del tapón se requiere balancear las columnas de
cemento, agua y lodo en el hueco, debido a que estos fluidos tienen diferente
gravedad específica. La figura 49 muestra como se deben balancear las columnas
de fluidos durante la colocación del tapón y después de retirar la tubería del pozo.
5.8.3. Cálculos Tapón Balanceado. El tapón se debe colocar de tal manera que
se elimine la tendencia del cemento a continuar el flujo o a devolverse cuando se
para el bombeo y se saca la tubería, haciendo que el nivel del cemento, del fluido
espaciador y del lodo tengan la misma longitud, tanto en la tubería como en el
anular, durante el trabajo.
Básicamente se debe calcular el volumen de los fluidos que se desplazarán en el
pozo (figura 49). Los datos requeridos son:
Profundidad final e inicial del intervalo donde se espera quede el cemento (H1 y
H2).
Diámetros externos (ODt) e internos (IDt) de la tubería usada para el trabajo.
Diámetro de la sección donde quedará el tapón (Dh).
Datos del cemento a utilizar: tipo, aditivos, requerimiento de agua.

169
Figura 50. Estado de las columnas de fluidos mientras se coloca el tapón y después de retirar la tubería de trabajo
A continuación se muestran los cálculos que se deben realizar.
Calcular las capacidades de las secciones involucradas en el trabajo, usando las
ecuaciones 64 y 65.
22
4 thanular ODDCC (76)
2
4 ttubería IDCC (77)
2
4 hhueco DCC (78)
Donde:
Canular, Ctubería, Chueco: capacidades de las secciones involucradas, pie3/pie (m3/m)
ODt, IDt: Diámetro externo e interno de la tubería de trabajo, pulg (m).
Dh: Diámetro del hueco, pulg (m).
C: constante de conversión de unidades = 0.00694 (1).

170
Calcular el volumen requerido de lechada.
21huecoc HHCV (79)
Vc: Volumen de lechada, pie3 (m3)
H1, H2: Profundidades entre las cuales se espera quede el tapón, pie (m).
Calcular el rendimiento del cemento siguiendo el procedimiento mostrado en la
sección 5.5.2.
Calcular el número de sacos de cemento, la cantidad de aditivos y el volumen de
agua requeridos para la mezcla, siguiendo el procedimiento presentado en las
secciones 5.5.3, 5.5.4 y 5.5.5.
Calcular la altura del tapón en el anular (Hc).
Vc = Canular*Hc + Ctubería*Hc
tuberíaanular
c
cCC
VH (80)
Calcular el volumen del colchón trasero de fluido espaciador (Vw2) de modo
que las columnas queden balanceadas. El volumen del colchón delantero de
fluido espaciador (Vw1) debe conocerse. El colchón dentro de la tubería debe
tener la misma altura que en el espacio anular.
Vw2 = Ctubería*Ha
Vw1 = Canular*Ha
12 * w
anular
tubería
w VC
CV (81)

171
Calculo el volumen de desplazamiento necesario.
Vd = Ctubería*H1 - Vw2 - Ctubería *Hc (82)
Los cálculos planteados en esta sección asumen un llenado máximo, o sea que no
se consideran pérdidas de circulación en el hueco. En un pozo revestido esto es
exacto, pero en un hueco abierto el tope del cemento se encontrará por debajo del
punto calculado, dependiendo del volumen absorbido por el pozo.
5.8.4. Programa de Trabajo.
Probar las líneas.
Bajar la tubería de trabajo hasta la profundidad del tapón.
Bombear el colchón delantero (Vw1
).
Preparar y bombear la lechada.
Bombear el colchón trasero (Vw2
).
Desplazar, con el mismo fluido que había originalmente en el pozo.
Abrir las líneas de retorno a los tanques de la unidad. Se levantan unos cuanto
tubos despacio y si las columnas quedaron balanceadas no debe haber flujo, ni a
la rumba ni por la tubería. En general, la tubería se sube hasta quedar 4 pies por
encima del tapón.
Subir la tubería unos 1.000 pies por encima del tapón y circular en reversa con
poca potencia en las bombas, hasta observar un posible retorno de cemento en
superficie. Se requiere baja velocidad para tratar de no dar turbulencia al tapón.
Espero hasta obtener retorno limpio (Para limpiar la tubería).
Sacar la tubería. A medida que se saca la tubería, se va llenando el anular con
lodo, pues el pozo debe permanecer lleno.
Esperar que fragüe el cemento.
Algunas recomendaciones adicionales son:

172
Aunque se saca la tubería lentamente (así debe ser) los fluidos en el anular
tienen más área y tienden a caer más rápidamente que los fluidos de la tubería.
Para no desbalancear las columnas, cuando la lechada de cemento es más
densa que el lodo, se recomienda usar de medio a un barril de lodo desplazante
menos que el calculado. Si la lechada es menos densa no se aconseja este
procedimiento.
Los cálculos no serán exactos a menos que las condiciones del pozo sean
uniformes cuando se pone el tapón, que la densidad del lodo sea igual en todo el
pozo, y que la lechada se prepare de igual densidad. El volumen de las uniones
se debe tener en cuenta en pozos profundos.
Inicialmente se puede circular, para homogenizar el lodo.
El mantenimiento previo y posterior del equipo debe hacerse en cada trabajo.

173
BIBLIOGRAFÍA
1. BOURGOYNE, Adam T. et al. Applied Drilling Engineering. Richardson,
Texas: Society of Petroleum Engineers, 1986. 502 p. 2. ZABA, Joseph and DOHERTY, W.T. Pratical Petroleum Engineers
Handbook. 4 ed. Houston, Texas: Gulf Publishing, 1960. P 348-354. 3. AMERICAN PETROLEUM INSTITUTE. Recommended Practice for Drill
Stem Design, API RP76. 14 ed. Dallas, Texas: API, 1990. 92 p. 4. CRAFT, B.C.; HOLDEN, W.R. and GRAVES, E:D: Well Dedign Drilling and
Production. , Louisiana: Prentice- Hall, 1962. 5. INTERNATIONAL ASOCIATION OF DRILLING CONTRACTORS. Drill Bit
Clasification System. En: Worl Oil. September, 1996; p 69-83. 6. BOLETÍN DE INFORMACIONES TÉCNICAS: Sistema Normalizado para
Graduación del Desgaste de Trépanos/Hughes Tool Company. No. 1 (Mar. 1987). USA: Baker Hughes Company, 1987. 8 p.
7. SIERRA, Carlos M. Hidráulica de la Perforación Rotatoria. Medellín, 1991,
110 p. Trabajo de Promoción (Profesor Asistente). Universidad Nacional de Colombia. Facultad de Minas.
8. ADAMS, Neal. Drilling Engineering. Tulsa: Oklahoma: Well Publishing
Company, 1985. 960 p. 9. HUGHES TOOL COMPANY. Diamond Bits Hand Book. USA: Baker
Hughes Company, 1984. Capítulo 4. 10. DOWELL SCHLUMBERGER. Field Data Handbook. USA: Dowell
Schlumberger, 1998. 11. DOWELL SCHLUMBERGER. Field Data Handbook. USA: Dowell
Schlumberger, 1998. 12. DOWELL SCHLUMBERGER. Cementing Technology. London: Nova
Communications, 1984. 200 p.

174
13. CAVANAUGH, James M. “Top – Drive Drilling System Evaluation”. SPE Drilling Engineering, March 1988. P 43 – 49.
14. WORLD OIL. Composite Catalog of Oil and Field Equipment and Services.
USA: Gulf Publication Company, 1983. 15. http://ingenieriaycomputacion.blogspot.com/2010/03/cargueros-semi-
sumergibles.html
16. http://operacionesoffshore.blogspot.com/
17. http://www.zpec.com/sp/business-show.asp?id=10
18. http://operacionesoffshore.blogspot.com/
19. http://www.yaoumachinery.es/3-pipe-wrench-15.html
20. http://www.elblogsalmon.com/empresas/los-inversores-minoritarios-pierden-
otra-vez

175
ANEXOS. Problemas
1. Durante la operación de un motor diesel se obtienen los siguientes datos:
Velocidad del motor
(rpm)
Torque
(lbf-pie)
Consumo de combustible
(gal/hr)
400 1.850 10,0
600 1.800 13.1
800 1.700 16,8
1.000 1.600 20,5
1.200 1.350 26,0
Calcular la potencia desarrollada por el motor para cada velocidad. Así mismo,
calcular para cada caso la eficiencia del motor.
2. Se está perforando un pozo a 11.000 pies de profundidad y se requiere
cambiar la broca. La sarta de perforación está compuesta por 500 pies de
collares de 5 ½ pulgadas y 68,0 lbf /pie y tubería de 3 ½ pulgadas-13,3 lbf/pie.
El bloqueo, el gancho y el elevador pesan 24.450 lbf y se está usando un lodo
de 12,2 lbm/gal.
Calcular el trabajo realizado al perforar de 6.000 a 11.000 pies y al hacer un
viaje redondo a 11.000 pies para cambiar la broca.
3. Un equipo de perforación debe levantar una carga de 200.000 lbf. El malacate
puede suministrar 800 hp y entre el bloque viajero y la corona hay 10 líneas
enhebradas. Calcular la tensión en la línea viva, la velocidad del gancho, la
potencia disponible en el gancho y la eficiencia de la torre.

176
4. Una bomba dúplex con dimensiones 6 ½ x 18 x 2 ½ pulg, desarrolla 20 SPM y
3.000 lpcm, por 10 minutos, con el tanque de succión aislado de la línea de
retorno del lodo. El tanque de succión tiene 7 pies de ancho y 20 de largo y
su nivel cae 18 pulgadas durante este período. Calcule el factor de la bomba,
su eficiencia volumétrica y la potencia que desarrolla.
5. Se está perforando un pozo a 9.000 pies de profundidad, con una sarta
compuesta por 500 pies de collares de 5 ½ pulg y 67,3 lbf /pie, y tubería de
perforación de 3 ½ pulg y 15,5 lbf/pie. El diámetro del hueco tiene en
promedio 10 pulg. de diámetro. Calcule el volumen de lodo que hay en el
hueco y el que habría que agregar si saco toda la sarta y necesito mantener el
pozo lleno.
6. Se está perforando un pozo a 8.580 pies para lo cual se están circulando 500
Gal/min de un lodo de densidad 12 lbm/gal.
La sarta de perforación está compuesta por:
7980 pies de tubería de perforación, grado E de 5 Pulgadas y 16,25 Pie
lbf
90 pies de “Heavy wate”, de 5 Pulg y 49,3 lbf /Pie (ID = 3 Pulg)
510 pies de collares, de 5 Pulg y 56 lb/Pie.
Over Pull necesario = 100.000 lbf
Se usa una broca J11 con las siguientes características:
Diámetro = 8 ¾ pulg
Peso necesario= 2000 a 3000 lbf/Pulg.
Rotación = 60 a 45 rpm.
Bomba de lodo: Triplex
Diámetro del pistón = 6 pulg.
Longitud del pistón = 11 Pulg.
Eficiencia volumétrica = 90%

177
Juego de poleas:
Peso = 500 lbf
Número de líneas = 8
a. Está bien diseñada la sarta de perforación? Haría alguna recomendación?
b. Seleccione el cable de perforación.
c. Calcule la eficiencia de la torre.
d. Si se requiere que circulen 500 Gal/min de lodo, cuántos strokes hay que
colocarle a la bomba?
e. Al sacar toda la sarta, la tubería sale vacía. Hubo que agregar 100 galones
de lodo para mantener el hueco lleno. Hay algún problema?
7 Diseñar un programa de revestimiento y brocas para un pozo exploratorio a
12.000 pies. Se piensa que el revestimiento superficial se bajará a 1.000 pies
y que el revestimiento de producción debe ser de 5,5 pulg. El revestimiento
intermedio se asentará aproximadamente a 8.000 pies.
8 Diseñar un revestimiento de superficie a una profundidad de 1.000. El
revestimiento de superficie tiene un tamaño de 13 3/8 pulgadas y se trabajará
con los siguientes factores de seguridad: Fsc = 1,125; Fsi = 1,33; FsT = 2,000;
Fsa = 1,20. Se usa lodo de 10,5lbm/gal y el gradiente de formación es de 0,4
lpc/pie.
9 Diseñar una sarta combinada de 5 ½ pulg a 10.000 pies, para un pozo donde
el peso del lodo es 11,5 lbm/gal. y el gradiente de formación esperado es de
0,4 lpc/pie. Use las peores condiciones de carga y asuma los siguientes
factores de seguridad: Fsc = 1,125; FsT = 2,00; Fsa = 1,25 y Fsi = 1,00.

178
10. Se cementa un revestimiento a 10.000 pies con una mezcla de 14 lbm/gal. El
tapón y la mezcla se desplazan con aceite de gravedad específica 0,85. Se
llenó el anular hasta 1000 pies por debajo de la superficie y el pozo se terminó
de perforar con lodo de 11 lbm/gal. Qué presión se debe mantener en
superficie?
11. Información del Pozo:
Revestimiento de 13 3/8 Pulg y 54,5 lbm/pie a 1.700 pies. Agujero de 12 ¼ pulg
hasta el fondo (5.500 pies). Densidad del Lodo 13,5 lb/gal.
Información del Trabajo: Revestimiento de 9 5/8 pulg.
Intervalo (pie) Grado Peso (lbf/pie) Longitud (pie)
0- 3000 J-55 36 3000
3000 - 5500 J-55 40 2500
Horizonte productor de 5200a 5400 pies. Collar Flotador 40 pies arriba del zapato.
Tope del cemento: 300 pies por encima del zapato de 13 3/8 pulg. Lechada de
Cemento: Cemento clase G con 4% de bentonita. Exceso 25%. Usar 20 barriles
de “spacer 1000 Q” delante del cemento. Mezclado a alta presión, 2 ½ BPM.
Bomba del equipo: Duplex 18 x 6 ½ x 2.5 pulg, doble acción. Eficiencia 90%.
Determine:
a. Cantidad de centralizadores.
b. Cantidad de raspadores.
c. Densidad aproximada de la mezcla.
d. Sacos de cemento necesarios.
e. Sacos de bentonita necesarios.

179
f. Volumen de desplazamiento.
g. Total de agua necesaria.
h. Tiempo de operación.
12. Cementación con dos lechadas diferentes:
Datos del pozo: Tubo conductor de 20 pulg, 90 lbf/pie hasta 250 pies
Pozo abierto 17 ½ hasta 2.500 pies
Datos de la operación: Revestimiento de 13 3/8”, 77 lbf/pie
Zapato flotador en el fondo del pozo.
Collar flotador 43 pies arriba del zapato.
Datos de la lechada: Lechada principal con cemento clase A puro hasta
200´sobre el zapato.
Cemento clase A + 8% bentonita hasta superficie.
Exceso del 60% para el anular hueco-casing 13 3/8”.
13. Colocar un tapón balanceado de cemento entre 10.700 y 9.700 pies con
cemento clase G. El hueco tiene un diámetro de 7 pulg y para la operación se
usará tubería de trabajo de 2 7/8 pulg y 6,85 lb/pie N-80. Usar un colchón
delantero de 8 bbls de agua.