pi_06_06_01

of 18
-
Upload
felixriosl -
Category
Documents
-
view
244 -
download
4
Transcript of pi_06_06_01
-
7/22/2019 pi_06_06_01
1/18
PDVSA N TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 4
E PDVSA, 2005
PI--06--06--01 GUA PARA LACALIFICACINDE SOLDADORESY OPERADORES DE SOLDADURA
REVISIN GENERAL
Rafael Chacn Miguel GonzlezJUL.10 JUL.10
PROCEDIMIENTO DE INSPECCIN
AGO.97
JUN.09
JUL.10 R.C.
J.C.
P.D.
5
4
2
REVISIN GENERAL
REVISIN GENERAL 17
17
63
M.G.
L.T.
E.J.
M.G.
L.T.
O. A.
MANUAL DE INSPECCIN
ESPECIALISTAS
PDVSA
http://especialistas/pi-06-06-01.pdfhttp://especialistas/pi-06-06-01.pdf -
7/22/2019 pi_06_06_01
2/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 1
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
La informacin contenida en este documento es propiedad de Petrleos deVenezuela, S.A. Esta prohibido su uso y reproduccin total o parcial, as como
su almacenamiento en algn sistema o transmisin por algn medio
(electrnico,mecnico,grfico,grabado,registradoocualquierotraforma)sin
la autorizacin por escrito de su propietario. Todos los derechos estn
reservados. Ante cualquier violacin a esta disposicin, el propietario se
reserva las acciones civiles y penales a que haya lugar contra los infractores.
Las Normas Tcnicas son de obligatorio cumplimiento en todas lasorganizaciones tcnicas como parte del Control Interno de PDVSA para
salvaguardarsusrecursos,verificarlaexactitudyveracidaddelainformacin,
promover la eficiencia, economa y calidad en sus operaciones, estimular la
observancia de las polticas prescritas y lograr el cumplimiento de su misin,
objetivos y metas, es un deber la participacin de todos en el ejercicio de la
funcin contralora, apoyada por la Ley Orgnica de la Contralora General
de la Repblica y Sistema Nacional de Control Fiscal, Artculos 35--39.
-
7/22/2019 pi_06_06_01
3/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 2
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
ndice1 OBJETIVO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ALCANCE 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 REFERENCIAS 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1 American Society of Mechanical Engineer (ASME) 3. . . . . . . . . . . . . . . . . .3.2 American Welding Society (AWS) 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.3 American Petroleum Institute (API) 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.4 Normas PDVSA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DEFINICIONES 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 GENERALIDADES 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 ORIENTACIN DE LAS SOLDADURAS 6. . . . . . . . . . . . . . . . . . . . . .
7 MTODOS DE PRUEBA 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.1 Cupn de Prueba 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2 Soldadura de Produccin 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 REQUISITOS PARA LA CALIFICACIN DE SOLDADORES,SOLDADORES DE PUNTO Y OPERADORES DE SOLDADURA 98.1 Evaluacin de Conocimientos Tericos 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Seleccin del Procedimiento de Calificacin de Acuerdo al Trabajo a serRealizado 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ANEXOS 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ANEXO A REGISTROS DE CALIFICACIN DE HABILIDADES DESOLDADORES, SOLDADORES DE PUNTO U OPERADORESDE SOLDADURA 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ANEXO B: REGISTRO DE ACTIVIDADES DEL SOLDADOR, SOLDADORDE PUNTO U OPERADOR DE SOLDADURA (RAS) 15
ANEXO C: VERIFICACIN DE CONOCIMIENTOS TERICOS 16
-
7/22/2019 pi_06_06_01
4/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 3
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
1 OBJETIVO
Establecer los lineamientos y requisitos generales para calificar soldadores,soldadores de punto y operadores de soldadura de acuerdo a lo exigido en lasnormas o cdigos de construccin, reparacin, alteracin y reconstruccin,referidas en las diferentes normas de PDVSA segn la naturaleza de cadatrabajo.
2 ALCANCEEsta norma establece los lineamientos requeridos para la seleccin delprocedimiento de calificacin y requerimientos generales que deben sercumplidos para calificar soldadores, soldadores de punto y operadores de
soldadura, en procesos de soldadura por arco de acuerdo a la naturaleza deltrabajo a ser realizado. De ser requerido calificarlos en procesos no cubiertos poresta norma, el usuario deber utilizar la norma o cdigo que aplique para realizardicha calificacin.
Esta norma aplica solo en PDVSA, sus Negocios, Filiales y Empresas Mixtasdentro y fuera del territorio nacional, siempre y cuando no contravenga laslegislaciones de las regiones o de los pases involucrados.
3 REFERENCIASLas siguientes normas y cdigos contienen disposiciones que al ser citadas eneste texto, constituyen requisitos de esta Norma PDVSA. Para aquellas normasreferidas sin ao de publicacin ser utilizada la ltima versin publicada.
3.1 American Society of Mechanical Engineer (ASME)
ASME Sec IX Qualification Standard For Welding and Brazing Procedures,Welders, Brazers, and Welding and Brazing Operators.
ASTM A488 Standard Practice for Steel Castings, Welding, Qualifications ofProcedures and Personnel.
3.2 American Welding Society (AWS)
AWS B2.1 Specification for Welding Procedure and Performance
Qualification.AWS D1.1 Structural Welding Code -- Steel.AWS D1.4 Structural Welding Code -- Reinforcing Steel.
3.3 American Petroleum Institute (API)
API 1104 Welding of Pipelines and Related Facilities.
3.4 Normas PDVSA
PI--06--01--01 Trminos y Definiciones de Soldadura.
http://sec_ix.pdf/http://sec_ix.pdf/http://sec_ix.pdf/http://ltqint35/intraspex/intraspex.dll?Goto&GID=BEQHACAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=BEQHACAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=BEQHACAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=FHRHJBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=FHRHJBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=FHRHJBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=UKWHLCAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=UKWHLCAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=MXNOIBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=MXNOIBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=XHEBLCAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=XHEBLCAAAAAAAAAAhttp://pi_06_01_01.pdf/http://pi_06_01_01.pdf/http://pi_06_01_01.pdf/http://ltqint35/intraspex/intraspex.dll?Goto&GID=XHEBLCAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=MXNOIBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=UKWHLCAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=FHRHJBAAAAAAAAAAhttp://ltqint35/intraspex/intraspex.dll?Goto&GID=BEQHACAAAAAAAAAAhttp://sec_ix.pdf/ -
7/22/2019 pi_06_06_01
5/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 4
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
PI--06--06--02 Calificacin de Soldadores y Operadores de Soldadura para
Calderas, Recipientes, Tanques y Tuberas A Presin.
4 DEFINICIONESVer Norma PI--06--01--01.
5 GENERALIDADES
5.1 El propsito de las pruebas de calificacin del soldador y soldador de punto, esdeterminar la habilidad que tienen para depositar cordones o puntos desoldaduras sanos.
5.2 El propsito de las pruebas de calificacin del operador de soldadura, esdeterminar sus habilidades mecnicas para operar el equipo de soldadura yobtener cordones de soldaduras sanos.
5.3 La calificacin de los soldadores, soldadores de puntos y operadores desoldadura que se especifica en este documento, viene dada para los siguientesprocesos de soldadura:
5.3.1 SAER (SMAW): Soldadura por Arco con Electrodo Revestido.
5.3.2 SATG (GTAW): Soldadura por Arco con Electrodo de Tungsteno y Gas.
5.3.3 SAEG (GMAW): Soldadura por Arco con Electrodo y Gas.
5.3.4 SAET (FCAW): Soldadura por Arco con Electrodo Tubular.
5.3.5 SAS (SAW): Soldadura por Arco Sumergido.
5.3.6 SAE (SW): Soldadura por Arco para Esprrago.
5.4 PDVSA es la responsable de realizar las pruebas requeridas para calificar a sus
soldadores, soldadores de puntos y operadores de soldadura, segn losprocedimientos de calificacin referidos en la Tabla 1 de este documento, sinembargo PDVSA podr emplear soldadores calificados por organizacionesexternas cuando requiera trabajar bajo el cdigo ASME B 31.3, cumpliendo losrequerimientos establecidos en la Norma PDVSA PI--06--06--02.
5.5 En el caso de contratistas y terceros, stos sern responsables de calificar a sussoldadores, soldadores de puntos y operadores de soldadura, segn susprocedimientos de calificacin basados en las normas o cdigos que apliquen.
http://pi_06_01_01.pdf/http://pi_06_01_01.pdf/http://pi_06_01_01.pdf/ -
7/22/2019 pi_06_06_01
6/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 5
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
5.6 Cada organizacin dentro de PDVSA debe mantener los registros de calificacin
del desempeo de sus soldadores, soldadores de puntos y operadores desoldadura, que incluya los rangos de las variables esenciales bajo las cualesfueron calificados, utilizando para ello los formatos Registro de Calificacin deHabilidades del Soldador y Soldador de Punto (RCHS) y Registro deCalificacin de Habilidades del Operador de Soldadura (RCHO) mostrados enlos puntos A1 y A2 del ANEXO A Registros de Calificacin de Habilidades deSoldadores, Soldadores de Punto u Operadores de Soldadura. Estos registrosdeben estar disponibles a solicitud de las partes interesadas.
5.7 Cada organizacin dentro de PDVSA debe mantener los registros de lasactividades de sus soldadores, soldadores de punto y operadores de soldadura,para determinar los perodos de inactividad de stos y suspender la calificacincorrespondiente de acuerdo al procedimiento de calificacin aplicado, utilizandopara ello un formulario que contenga como mnimo la informacin mostrada enRegistro de Actividades del Soldador, soldador de punto u operador de soldadura(RAS) mostrado en el ANEXO B. Estos registros deben estar disponibles asolicitud de las partes interesadas.
5.8 La calificacin del soldador, soldador de punto u operador de soldadura estlimitada por las variables esenciales dadas para cada proceso de soldadura parael cual ha sido calificado, segn el procedimiento de calificacin aplicado.
5.9 Todo soldador, soldador de punto u operador de soldadura debe calificarse conuna Especificacin del Procedimiento de Soldadura (EPS) calificada oprecalificada. Si el procedimiento de calificacin utilizado lo permite, tambinpodrn calificarse utilizando una Especificacin de Procedimiento de SoldaduraNormalizado (EPSN), conocida por sus siglas en ingls como SWPS y calificadapor la AWS.
5.10 Aquellos soldadores, soldador de punto u operadores de soldadura queparticipen en la calificacin de un procedimiento de soldadura, quedarn
calificados junto con el procedimiento, una vez que ste resulte calificado.
5.11 En el caso de soldadores calificados para realizar soldadura en ranura, tambinestn calificados para realizar soldadura a filete, colocar puntos de soldadura ycordones de soldadura de relleno, en los rangos de las variables esenciales enlas que fueron calificados.
5.12 La calificacin como soldador no implica la calificacin como operador desoldadura y viceversa.
-
7/22/2019 pi_06_06_01
7/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 6
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
5.13 Un soldador, soldador de punto u operador de soldadura debe ser recalificado
cuando se realice un cambio en una o ms de las variables esenciales, listadasen cada procedimiento de calificacin aplicado.
5.14 Aquellos soldadores que participen en la calificacin de un procedimiento desoldadura que contemple una combinacin de procesos, quedarn calificados deacuerdo al proceso aplicado por cada uno de ellos limitado por las variablesesenciales de cada proceso.
5.15 Cada organizacin dentro de PDVSA, debe asignar un cdigo alfanumrico parala identificacin de cada uno de sus soldadores, soldadores de punto uoperadores de soldadura, para identificar los trabajos de soldadura que ejecuten.
6 ORIENTACIN DE LAS SOLDADURAS
-
7/22/2019 pi_06_06_01
8/18
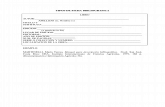
S El plano de referencia horizontal siempre es considerado por debajo de la soldadura.
S La identificacin del eje de la soldadura es medida desde el plano de referencia horizontal hacia el plano de referencia vertical.
S El ngulo de rotacin de la cara de la soldadura es determinado por una lnea perpendicular a la cara de la soldadura en su centro, que pasa a travdeleje de la soldaduraen la posicin de referencia (0) de rotacin de la cara de la soldadurainvariablemente apunta en la direccinopuesta a aqueen la que el ngulo del eje aumenta cuando se observa el punto P. El ngulo de rotacin de la cara de la soldadura es medida en direccin horarde la posicin de referencia (0).
EJE LMITE
PARA E
EJE LMITE
PARA C
EJE LMITE
PARA D
PLANO HORIZONTAL
PLANO
VERTICAL
CARA DE LA SOLDADURA
EJE LMITEPARA A Y B
Fig 1. TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURAS ENJUNTAS RANURADAS
Fuente: American Society of Mechanical Engineers (ASME) CODE. Section IX:2007 Addenda 2008. Qualification Standard for Weldingand Brazing Procedure, Welders, Brazers, and Welding and Brazing Operators.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 7
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
Posiciones de las Soldaduras en Ranura
Posicin Diagrama de Referencia Inclinacin del Eje Rotacin de la Cara
Plana A 0 a 15 150 a 210
Horizontal B 0 a 15 80 a 150210 a 280
Sobre cabeza C 0 a 80 0 a 80280 a 360
D 15 a 80 80 a 280Vertical
E 80 a 90 0 a 360
-
7/22/2019 pi_06_06_01
9/18
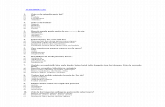
Fig 2. TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASA FILETES
EJE LMITE
PARA C
EJE LMITE
PARA E
PLANO HORIZONTAL
PLANO
VERTICAL
EJE LMITE
PARA D
EJE LMITEPARA A Y B
CARA DE LA SOLDADURA
S El plano de referencia horizontal siempre es considerado por debajo de la soldadura.
S La identificacin del eje de la soldadura es medida desde el plano de referencia horizontal hacia el plano de referencia vertical.
S El ngulo de rotacin de la cara de la soldadura es determinado por una lnea perpendicular a la cara de la soldadura en su centro, que pasa a travsdeleje de la soldaduraen la posicin de referencia (0) de rotacin de la cara de la soldadurainvariablemente apuntaen la direccinopuesta a aquellaen la que el ngulo del eje aumenta cuando se observa el punto P. El ngulo de rotacin de la cara de la soldadura es medida en direccin horariade la posicin de referencia (0).
Fuente: American Society of Mechanical Engineers (ASME) CODE. Section IX:2007 Addenda 2008. Qualification Standard for Weldingand Brazing Procedure, Welders, Brazers, and Welding and Brazing Operators.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 8
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
Posiciones de las Soldaduras a FiletePosicin Diagrama de Referencia Inclinacin del Eje Rotacin de la Cara
Plana A 0 a 15 150 a 210
Horizontal B 0 a 15 125 a 150210 a 235
Sobre cabeza C 0 a 80 0 a 125235 a 260
D 15 a 80 125 a 135Vertical
E 80 a 90 0 a 360
-
7/22/2019 pi_06_06_01
10/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 9
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
7 MTODOS DE PRUEBA
Los soldadores, soldadores de punto y operadores de soldadura podrn sercalificados mediante cupn de prueba o por soldadura de produccin bajo lassiguientes condiciones:
7.1 Cupn de Prueba
Cuando se utilizan cupones de prueba con soldadura en ranura, donde seespecifique aplicar pruebas mecnicas o pruebas radiogrficas, se debercumplir con los siguientes criterios:
7.1.1 Pruebas mecnicas
Sern aplicadas cuando el espesor del metal base sea igual o mayor a 6,35 mm(1/4 pulg).
7.1.2 Pruebas radiogrficas
Sern aplicadas cuando el espesor del metal base sea menor a 6,35 mm (1/4pulg).
7.2 Soldadura de Produccin
Solo se utilizar soldadura de produccin para recalificar a un soldador uoperador de soldadura en un proceso determinado en que haya sido calificadopreviamente mediante cupn de prueba aplicando pruebas mecnicas. En este
caso se aplicar pruebas radiogrficas para la calificacin.8 REQUISITOS PARA LA CALIFICACIN DE SOLDADORES,
SOLDADORES DE PUNTO Y OPERADORES DE SOLDADURA
8.1 Evaluacin de Conocimientos Tericos
8.1.1 Condiciones Generales
Todo soldador, soldador de punto u operador de soldadura debe ser evaluadopara demostrar que posee los conocimientos necesarios para interpretar unaEPS, reconocer bajo qu variables fue calificado y qu limitaciones tiene para
soldar. Un modelo, no mandatorio, de instrumento de evaluacin y su aplicacinse presenta en el Anexo C Lista de Verificacin de Conocimientos Tericos.
8.2 Seleccin del Procedimiento de Calificacin de Acuerdo alTrabajo a ser Realizado
Deacuerdoaltrabajoespecficoaserrealizado,cadasoldador,soldadordepuntou operador de soldadura, debe ser calificado segn las exigencias de tipo tcnicoy criterios de calidad requeridos en los equipos, tuberas, instalaciones, entreotros; segn los procedimientos de calificacin de acuerdo a la Tabla 1.
-
7/22/2019 pi_06_06_01
11/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 10
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
TABLA 1. PROCEDIMIENTO DE CALIFICACIN DE ACUERDO AL TRABAJO A SER
REALIZADOTRABAJOS A SERREALIZADOS EN
NORMAS O CDIGOSAPLICABLES
PROCEDIMIENTO DECALIFICACIN
Calderas ASME, Seccin IASME, Seccin IVASME, Seccin VIASME, Seccin VII
NBIC
Recipientes a Presin ASME, Seccin VIIIDivisin 1Divisin 2
Divisin 3API 510 PDVSA PI 06--06--02
Tanques ASME, Seccin XIIAPI 620API 650API 653
AWWA D100
Tuberas a Presin ASME B31.1ASME B31.3
API 570
Gasoducto ASME B31.8 PDVSA PI 06--06--02
oAPI 1104
Oleoductos ASME B31.4 API 1104
Acueductos AWWA C206 AWS D1.1
Estructuras metlicas(galpones, barandas,
escaleras, etc.)
AWS D1.1
Cabillas de Refuerzo AWS D1.4 AWS D1.4
Piezas de acero fabricadaspor el proceso de fundicin
ASTM A488 ASTM A488
Otros componentes opiezas AWS B2.1 AWS B2.1
-
7/22/2019 pi_06_06_01
12/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06 --06 --01
Pgina 11
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
8.3 Documentos de Calificacin
Si el soldador, soldador de punto u operador de soldadura, queda calificado, sele debe entregar una copia del RCHS o RCHO, segn corresponda; indicndoleen que variables de soldadura y en que rangos fue calificado. Una vez quedemuestre que conoce sus limitaciones de acuerdo al apartado b del punto 8.1.1el registro ser firmado por la persona responsable de la calificacin.
9 ANEXOSAnexo A: Registros de Calificacin de Habilidades de Soldadores, Soldadores dePunto u Operadores de Soldadura.
Anexo B: Registro de Actividades del Soldador, Soldador de Punto u OperadorDe Soldadura (RAS).
Anexo C: Verificacin de Conocimientos Tericos.
-
7/22/2019 pi_06_06_01
13/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06--06--01
Pgina 12
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
ANEXO A REGISTROS DE CALIFICACIN DE HABILIDADES DE
SOLDADORES, SOLDADORES DE PUNTO U OPERADORES DESOLDADURA
Para llenar el formato haga click aqu
http://pi-06-06-01_anexo-a.doc/http://pi-06-06-01_anexo-a.doc/http://pi-06-06-01_anexo-a.doc/ -
7/22/2019 pi_06_06_01
14/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI--06--06--01
Pgina 13
PDVSA
.Men Principal Indice manual Indice volumen Indice norma
ANEXO A: REGISTROS DE CALIFICACIN DE HABILIDADES DE SOLDADORES,SOLDADORES DE PUNTO U OPERADORES DE SOLDADURA (CONT.)
-
7/22/2019 pi_06_06_01
15/18
REVISION FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PARA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA PI060601
PDVSA
Pgina 14
Men Principal Indice manual Indice norma
ANEXO B REGISTRO DE ACTIVIDADES DEL SOLDADOR, SOLDADOR DE PUNTO U OPERADOR DESOLDADURA (RAS)
Nombres y Apellidos: C.I. Estampa:
Direccin:Telfono y/o Celular:
Fecha Tiempo Trabajado por Proceso
Proyecto u ObraIngreso Egreso
SAER(SMAW)
SATG(GTAW)
SAEG(GMAW)
Otros:______Supervisor PDVSA
Das Meses Das Meses Das Meses Das Meses Indicador Telfono Firma
Para llenar el formato haga clickaqu
http://pi-06-06-01_anexo-b.doc/http://localhost/var/www/apps/conversion/tmp/scratch_10/indice_mso.htmhttp://pi-06-06-01_anexo-b.doc/http://pi-06-06-01_anexo-b.doc/http://pi-06-06-01_anexo-b.doc/http://localhost/var/www/apps/conversion/tmp/scratch_10/indice_mso.htmhttp://www.intevep.pdv.com/santp -
7/22/2019 pi_06_06_01
16/18
REVISIN FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PRA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA pi--06 --06 --01
Pgina 15
.Men Principal ndice manual ndice volumen ndice norma
PDVSA
ANEXO C VERIFICACIN DE CONOCIMIENTOS TERICOS
C1 General
La Verificacin de Conocimientos Tericos se debe basar en preguntasrelacionadas con las variables esenciales y no esenciales que contiene la EPSutilizada para calificar al Soldador, Soldador de puntos u Operador de Soldaduray en el RCHS o RCHO de la persona que calific.
La evaluacin deber realizarse antes y despus de realizar la prueba decalificacin, de la siguiente manera:
C1.1 Antes de Realizar la Prueba de Calificacin
El evaluado debe mostrar conocimiento de la EPS con la que va a ser calificado;por lo tanto, debe entregrsele una copia de la EPS y aplicar la evaluacin delFormulario 1 Modelo de Evaluacin Antes de Soldar.
Una vez verificado que posee los conocimientos mnimos se proceder a realizarla prueba de calificacin.
C1.2 Despus de Aprobar la Prueba de Calificacin
El evaluado debe mostrar conocimiento de las variables para lo cual fucalificado; por lo tanto, debe entregrsele una copia de su RCHS o RCHO, segncorresponda, y aplicar la evaluacin del Formulario 2 Modelo de Evaluacin
Despus de Soldar.C2 Condiciones
C2.1 Condiciones para Aprobar la Examinacin
Se recomienda que, para aprobar la examinacin terica, antes y despus de laprueba de calificacin, el evaluado deber obtener un puntaje igual o mayor al75%, el cual es obtenido mediante la sumatoria de todos los SI, multiplicada por100 y dividida por el total de preguntas (sumatoria de SI ms sumatoria de NO)relacionadas solo con el proceso de soldadura que el evaluado aplicar; sinembargo, aun cuando ste apruebe la examinacin, aquellas preguntas que no
fueron contestadas adecuadamente, debern ser aclaradas por el evaluadorpara asegurar su comprensin por parte del evaluado.
C2.2 Condiciones en caso de Reprobar la Examinacin
En este caso se recomienda darle una explicacin del significado de cadavariable de la EPS y RCHS o RCHO, segn corresponda, hasta comprobar sucomprensin y se le dar otra oportunidad a partir del da siguiente para que elevaluado conteste adecuadamente los Formularios 1 y 2, segn corresponda,aprobando de acuerdo al criterio descrito en el punto C2.1.
-
7/22/2019 pi_06_06_01
17/18
C1.1
REVISIN FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PRA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA pi--06 --06 --01
Pgina 16
.Men Principal ndice manual ndice volumen ndice norma
PDVSA
FORMULARIO 1 MODELO DE EVALUACIN ANTES DE SOLDAR(NO MANDATORIO)
Para llenar el formato haga click aqu
http://pi-06-06-01_anexo-c.doc/http://pi-06-06-01_anexo-c.doc/http://pi-06-06-01_anexo-c.doc/ -
7/22/2019 pi_06_06_01
18/18
C1.2
REVISIN FECHA
PROCEDIMIENTO DE INSPECCIN
GUA PRA LA CALIFICACIN DE SOLDADORESY OPERADORES DE SOLDADURA JUL.105
PDVSA pi--06 --06 --01
Pgina 17
.Men Principal ndice manual ndice volumen ndice norma
PDVSA
FORMULARIO 2 MODELO DE EVALUACIN DESPUS DE SOLDAR(NO MANDATORIO)