PLANTEAMIENTO DE ESQUEMA DE CADENA DE SUMINISTRO …
167
PLANTEAMIENTO DE ESQUEMA DE CADENA DE SUMINISTRO QUE PERMITA LA REDUCCION Y CONTROL DE COSTOS DE PRODUCCION Y LOGISTICA PARA MEJORAR LA PRODUCTIVIDAD EN ROYAL LEATHER S.A.S. TRABAJO DE GRADO PRESENTADO POR: JONATHAN MAURICIO ARANGUREN BARRERO DIRECTOR OSCAR JAVIER JAMOCO ANGEL MAGISTER INGENIERIA INDUSTRIAL PONTIFICIA UNIVERSIDAD JAVERIANA FACULTAD DE INGENIERIA CARRERA DE INGENIERIA INDUSTRIAL BOGOTÁ D.C 2013
Transcript of PLANTEAMIENTO DE ESQUEMA DE CADENA DE SUMINISTRO …

PLANTEAMIENTO DE ESQUEMA DE CADENA DE SUMINISTRO QUE PERMITA LA
REDUCCION Y CONTROL DE COSTOS DE PRODUCCION Y LOGISTICA PARA
MEJORAR LA PRODUCTIVIDAD EN ROYAL LEATHER S.A.S.
TRABAJO DE GRADO
PRESENTADO POR:
JONATHAN MAURICIO ARANGUREN BARRERO
DIRECTOR
OSCAR JAVIER JAMOCO ANGEL
MAGISTER INGENIERIA INDUSTRIAL
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERIA
CARRERA DE INGENIERIA INDUSTRIAL
BOGOTÁ D.C
2013

1
AGRADECIMIENTOS
Quiero agradecer al director del trabajo de Grado Oscar Javier Jamocó Ángel por su
apoyo y asesoría constante durante la realización de este trabajo de grado. Al gerente
general de Royal Leather S.A.S Fabián Rodríguez por permitir que pudiera realizarse este
trabajo en su empresa y por su colaboración al momento de proporcionar la información
necesaria para su realización. A mis padres y hermano por su constante apoyo y
motivación. Y finalmente a los jurados encargados de revisar este trabajo de grado por
aportar sus críticas constructivas para que yo pueda realizar mejores proyectos en el
futuro como ingeniero industrial.
Jonathan Mauricio Aranguren Barrero

2
Tabla de contenido
1. INTRODUCCION ...................................................................................................................13
2. GENERALIDADES ...............................................................................................................14
2.1. Antecedentes ................................................................................................................14
2.1.1. Información general de la empresa .................................................................14
2.1.2. Estrategia corporativa ........................................................................................14
2.1.2.1. Misión .................................................................................................................14
2.1.2.2. Visión ..................................................................................................................15
2.1.3. Líneas de servicio................................................................................................15
2.1.4. Estructura organizacional .................................................................................15
2.2. Descripción general de la cadena de suministro ................................................15
2.2.1. Canales de distribución .....................................................................................15
2.2.1.1. Canal de distribución de comercialización ...............................................15
2.2.1.2. Canal de distribución de Outsourcing ........................................................16
2.2.1.3. Procesos de la cadena de suministro ........................................................16
2.3. Planteamiento del problema .....................................................................................16
2.3.1. Análisis externo ...................................................................................................16
2.3.1.1. Análisis vertical POAM ...................................................................................17
2.3.1.2. Análisis horizontal POAM ..............................................................................18
2.3.2. Análisis interno ....................................................................................................19
2.3.2.1. Análisis vertical PCI ........................................................................................19
2.3.2.2. Análisis horizontal PCI ...................................................................................20
2.3.3. Análisis DOFA ......................................................................................................21
2.3.4. Identificación de problemáticas a trabajar ....................................................22
2.3.5. Selección de problemáticas primordiales .....................................................22
2.3.6. Formulación del problema ................................................................................24
2.4. Objetivos........................................................................................................................24
2.4.1. Objetivo general ...................................................................................................24

3
2.4.2. Objetivos específicos .........................................................................................24
3. REGISTRO DE INFORMACIÓN GENERAL DE ROYAL LEATHER S.A.S. ...............24
3.1. Cadena de valor de la empresa ................................................................................24
3.2. Mapa de procesos .......................................................................................................25
3.3. Líneas de producción .................................................................................................27
3.3.1. Líneas de productos ...........................................................................................27
3.3.2. Selección de líneas de producción .................................................................31
3.3.2.1. Selección de referencias de las líneas de productos .............................33
3.3.2.1.1. Selección de referencias de billeteras línea Vélez ..............................33
3.3.2.1.2. Selección de referencias de billeteras línea Mario Hernández .........34
3.3.2.1.3. Selección de referencias de billeteras línea Classic ...........................35
3.3.2.1.4. Resultados de selección de referencias de billeteras ........................36
4. DESCRIPCIÓN DE LA CADENA DE SUMINISTRO DE ROYAL LEATHER S.A.S. .37
4.1. Abastecimiento ............................................................................................................38
4.1.1. Solicitud de orden de pedido ............................................................................38
4.1.1.1. Orden de pedido línea Vélez .........................................................................39
4.1.1.2. Orden de pedido línea Mario Hernández ....................................................40
4.1.1.3. Orden de pedido línea Classic ......................................................................42
4.1.2. Compra de materias primas ..............................................................................44
4.1.2.1. Listado de materias primas e insumos ......................................................44
4.1.2.2. Proceso de compra de materiales ...............................................................45
4.2. Producción ....................................................................................................................48
4.2.1. Descripción del proceso ....................................................................................48
4.2.2. Cursograma analítico .........................................................................................54
4.2.3. Diagrama de recorrido ........................................................................................58
4.2.4. Análisis de tiempos estándar ...........................................................................60
4.2.5. Cálculo de tiempos estándar ............................................................................61
4.3. Distribución...................................................................................................................67
5. SISTEMA DE COSTOS DE ROYAL LEATHER S.A.S. ..................................................70
5.1. Elaboración de plan de producción anual .............................................................70
5.2. Contabilidad de costos ..............................................................................................72
5.2.1. Costos y gastos ...................................................................................................73

4
5.2.2. Estado de pérdidas y ganancias ......................................................................74
5.2.3. Asignación de precios a productos ................................................................76
5.2.3.1. Costeo de referencias de línea Vélez ..........................................................76
5.2.3.2. Costeo de referencias línea Mario Hernández ..........................................77
5.2.3.3. Costeo de referencias Línea Classic ..........................................................78
5.3. Resumen de costos de producción y logística ....................................................78
6. ANALISIS DIAGNOSTICO ..................................................................................................80
6.1. Análisis de la cadena de suministro .......................................................................80
6.1.1. Proceso de abastecimiento ...............................................................................80
6.1.2. Proceso de producción ......................................................................................81
6.1.3. Proceso de distribución .....................................................................................82
6.2. Análisis causa-efecto .................................................................................................82
6.3. Identificación de problemáticas y/o oportunidades de mejora ........................85
6.3.1. Eslabón de abastecimiento ...............................................................................85
6.3.3. Eslabón de distribución .....................................................................................86
6.4. Análisis de oportunidades de mejora .....................................................................87
7. PLANTEAMIENTO Y ESCOGENCIA DE ALTERNATIVAS ..........................................87
7.1. Técnica del interrogatorio: situación actual .........................................................88
7.2. Técnica del interrogatorio: Situación propuesta .................................................91
8. EVALUACION DE ALTERNATIVAS PROPUESTAS Y PLANTEAMIENTO DE
ESQUEMA DE CADENA DE SUMINISTRO.............................................................................96
8.1. Análisis plan de producción actual .........................................................................97
8.1.1. Proyección de la participación futura de las líneas de productos ..........98
8.1.2. Planeación agregada plan de producción actual.......................................100
8.2. Análisis de productividad mediante el balanceo de línea ...............................104
8.3. Diseño modelo de cadena de suministro propuesto ........................................109
8.3.1. Estimación de la demanda mediante métodos de pronósticos .............109
8.3.2. Plan agregado de producción modelo propuesto .....................................110
8.3.3. Elaboración del plan maestro de producción MPS ...................................113
8.3.4. Planeación de requerimientos de materiales MRP ....................................114
8.3.5. Planeación de empaque y despacho de mercancías ................................118

5
8.3.5.1. Procedimiento de empaque y alistamiento de productos terminados
118
8.3.5.2. Procedimiento de despacho de pedidos .................................................119
9. EVALUACION DE MODELO PROPUESTO Y EVALUACION FINANCIERA ...........121
9.1. Beneficios de la propuesta .....................................................................................122
9.1.1. Ahorros generados ...........................................................................................122
9.1.2. Utilidades esperadas ........................................................................................122
9.1.3. Beneficios a nivel de productividad ..............................................................124
9.1.4. Otros beneficios .................................................................................................125
9.2. Costos de implementación de la propuesta .......................................................125
9.3. Evaluación financiera ...............................................................................................126
10. CONCLUSIONES ............................................................................................................128
11. RECOMENDACIONES ...................................................................................................130
12. BIBLIOGRAFIA ...............................................................................................................131
13. ANEXOS ...........................................................................................................................132
13.1. Anexo 1: Organigrama de Royal Leather S.A.S. ............................................132
13.2. Anexo 2: Tabla de selección de líneas de productos año 2012 mediante
análisis de Pareto ..................................................................................................................133
13.3. Anexo 3: Tabla de selección de referencias de la línea Vélez 2012
mediante análisis de Pareto (1) ..........................................................................................134
13.4. Anexo 4: Tabla de selección de referencias principales de la línea Vélez
2012 mediante análisis de Pareto (2) ................................................................................135
13.5. Anexo 5: Tabla de selección de referencias (1) Mario Hernández 2012
mediante análisis de Pareto. ..............................................................................................136
13.6. Anexo 6: Tabla de selección de referencias (2) Mario Hernández.............138
13.7. Anexo 7: Tabla de selección de referencias (2) Mario Hernández Tabla de
selección de referencias línea Classic 2012 ...................................................................139
13.8. Anexo 8: Tabla de selección de referencias línea Classic ..........................141
13.9. Anexo 9: Ejemplo de orden de compra referencia ........................................142
13.10. Anexo 10: lista de proveedores de Royal leather S.A.S ...............................143
13.11. Anexo 11: ejemplo de orden de compra ..........................................................144
13.12. Anexo 12: ejemplo de orden de compra ..........................................................145
13.13. Anexo 13: Cursograma sinóptico del proceso de fabricación de billeteras
146

6
13.14. Anexo 14: Cursograma sinóptico del proceso de fabricación de billeteras
147
13.15. Anexo 15: Tabla de suplementos ergonómicos .............................................148
13.16. Anexo 16: Costos presupuestados de mano de obra directa ....................150
13.17. Anexo 17: gastos presupuestados de fabricación ........................................151
13.18. Anexo 18 : Gastos presupuestados de administración ...............................152
13.19. Anexo 19: Gastos financieros presupuestados .............................................154
13.20. Anexo 20 : Gastos de ventas presupuestados ...............................................155
13.21. Anexo 21: Esquema de registro de costos por referencia de billetera ....156
13.22. Anexo 22: Registro de costo referencia ...........................................................157
13.23. Anexo 23: Registro de costo referencia ...........................................................158
13.24. Anexo 24: registro de costo de referencia ......................................................159
13.25. Anexo 25: Registro de costo referencia ...........................................................160
13.26. Anexo 26: registro de costo referencia ............................................................161
13.27. Anexo 27: Informe de producción año 2012 ..................................................162
13.28. Anexo 28: resumen de balanceo de línea ........................................................163
13.29. Anexo 29: proyección de la demanda ..............................................................164
13.30. Anexo 30: Proyección de la demanda ..............................................................165
13.31. Anexo 31: Cursograma analítico para modelo propuesto ...........................166

7
Lista de Diagramas
Diagrama 1: Canal de distribución comercialización marca Cameli. ................................................15
Diagrama 2: Canal de distribución de negocios Outsourcing de Royal Leather S.A.S. ......................16
Diagrama 3: Cadena de suministro de Royal Leather S.A.S. .............................................................16
Diagrama 4: Cadena de valor de Royal Leather S.A.S. ......................................................................25
Diagrama 5: Cadena de valor de Royal Leather S.A.S. ......................................................................26
Diagrama 6: Flujograma del proceso de solicitud de pedido línea Vélez .........................................39
Diagrama 7: Flujograma del proceso de solicitud de pedido línea Mario Hernández ......................41
Diagrama 8: Flujograma del proceso de solicitud de pedido línea Classic........................................43
Diagrama 9: Flujograma del proceso de compra de materias primas ..............................................46
Diagrama 10: Diagrama de bloques del proceso de fabricación de billeteras de Royal Leather S.A.S.
.........................................................................................................................................................53
Diagrama 11: Cursograma analítico del proceso de fabricación de billeteras ..................................55
Diagrama 12: Diagrama de Recorrido planta Royal Leather S.A.S. ...................................................58
Diagrama 13: Flujograma del proceso de distribución de Royal Leather S.A.S. ................................69
Diagrama 14: Diagrama causa-efecto del proceso de abastecimiento .............................................83
Diagrama 15: Diagrama causa-efecto del proceso de producción ...................................................84
Diagrama 16: Diagrama causa-efecto del proceso de distribución ..................................................84
Diagrama 17: Organigrama de Royal Leather S.A.S. .......................................................................132
Diagrama 18: Cursograma sinóptico del proceso de fabricación de billeteras (Unidad) ................146
Diagrama 19: Cursograma sinóptico del proceso de fabricación de billeteras (Lote).....................147
Diagrama 20: Esquema de registro de costos por referencia de billetera ......................................156
Diagrama 21: Cursograma analítico para modelo propuesto .........................................................166
8
Lista de tablas
Tabla 1: Matriz POAM de Royal Leather S.A.S. .................................................................................17
Tabla 2: Matriz PCI de Royal Leather S.A.S. ......................................................................................19
Tabla 3: Matriz DOFA de Royal Leather S.A.S. ..................................................................................21
Tabla 4: Matriz de priorización de problemáticas ............................................................................23
Tabla 5: Participación por líneas de productos año 2012 .................................................................32
Tabla 6: Tabla resumen de referencias de billeteras seleccionadas .................................................37
Tabla 7: Materias primas que Royal Leather S.A.S suele comprar....................................................45
Tabla 8: Símbolos utilizados en el cursograma analítico ..................................................................54
Tabla 9: Tabla de convenciones de diagrama de recorrido ..............................................................59
Tabla 10: Tabla resumen de toma de tiempos básicos .....................................................................62
Tabla 11: Tabla resumen de cálculo de tiempo suplementario por ergonomía ...............................64
Tabla 12: Tabla resumen de cálculo de tiempo estándar producción por lote .................................66
Tabla 13: datos base para el plan de producción de Royal Leather S.A.S para el año 2013 .............70
Tabla 14: Plan de producción de Royal Leather S.A.S para el año 2013 ...........................................71
Tabla 15: Estado de pérdidas y ganancias presupuestado para el 2013...........................................75
Tabla 16: Resumen de costos de producción relacionados con la productividad ............................78
Tabla 17: Resumen de costos de logística relacionados con la productividad .................................79
Tabla 18: Técnica del interrogatorio para la situación actual de Royal Leather S.A.S. .....................89
Tabla 19: Técnica del interrogatorio para la situación propuesta de Royal Leather S.A.S. ...............92
Tabla 20: Participación por línea de producto en la producción del año 2012.................................97
Tabla 21: Estadística descriptiva de la participación por línea de producto año 2012 .....................98
Tabla 22: Participación estimada por línea de productos para el año 2013 ...................................100
Tabla 23: Demanda por línea de productos según plan de producción de Royal Leather S.A.S 2013
.......................................................................................................................................................102
Tabla 24: Parámetros del plan agregado del modelo de producción de Royal Leather S.A.S 2013 102
Tabla 25: Costos plan agregado actual vs Presupuesto plan Royal Leather S.A.S 2013 ..................103
Tabla 26: Indicadores de balanceo de línea ...................................................................................105
Tabla 27: Balanceo de línea proceso actual de producción ............................................................106
Tabla 28: Distribuciones de puestos de trabajo propuestas mediante el balanceo de línea ..........108
Tabla 29: Demanda por línea de productos según plan de producción propuesto 2013 ...............111
Tabla 30: Parámetros del plan agregado del modelo de producción de Royal Leather S.A.S 2013 112
Tabla 31: Costos plan agregado propuesto vs Presupuesto plan Royal Leather S.A.S 2013 ...........113
Tabla 32: Establecimiento de producción semanal por línea .........................................................114
Tabla 33: Lista de materiales productos Vélez ...............................................................................115
Tabla 34: Lista de materiales productos Mario Hernández ............................................................115
Tabla 35: Lista de materiales productos Classic .............................................................................116
Tabla 36: Resumen MRP Core Business plan propuesto ................................................................117
Tabla 37: Resumen costo de empaques y accesorios .....................................................................119
Tabla 38: Costo de envío por paquete de mercancía línea Vélez ...................................................120
9
Tabla 39: Costo de envío por paquete de mercancía línea Vélez ...................................................121
Tabla 40: Costo de envío por paquete de mercancía línea Vélez ...................................................122
Tabla 41: Utilidades estimadas para el año 2013 ...........................................................................123
Tabla 42: Mejoras realizadas a nivel de producción .......................................................................124
Tabla 43: Costos de implementación del modelo propuesto .........................................................125
Tabla 44: Cálculo de VPN, TIR, TRI y B/C para el escenario optimista ............................................126
Tabla 45: Cálculo de VPN, TIR, TRI y B/C para el escenario intermedio ..........................................127
Tabla 46: Tabla de selección de líneas de productos año 2012 mediante análisis de Pareto .........133
Tabla 47: Tabla de selección de referencias de la línea Vélez 2012 mediante análisis de Pareto (1)
.......................................................................................................................................................134
Tabla 48: Tabla de selección de referencias principales de la línea Vélez 2012 mediante análisis de
Pareto (2) .......................................................................................................................................135
Tabla 49: Tabla de selección de referencias (1) Mario Hernández 2012 mediante análisis de Pareto
.......................................................................................................................................................136
Tabla 50: Tabla de selección de referencias (2) Mario Hernández 2012 mediante análisis de Pareto
.......................................................................................................................................................138
Tabla 51: Tabla de selección de referencias línea Classic 2012 (1) mediante análisis de Pareto ....139
Tabla 52: Tabla de selección de referencias línea Classic 2012 (2) mediante análisis de Pareto ....141
Tabla 53: Ejemplo de orden de compra referencia M-1000715 de la línea Vélez ..........................142
Tabla 54: Lista de proveedores de Royal Leather S.A.S. .................................................................143
Tabla 55: Ejemplo de orden de compra referencia IOBT-1016 de la línea Mario Hernández .........144
Tabla 56: Ejemplo de orden de compra referencias MB-802 y MB-612de la línea Classic .............145
Tabla 57: Tabla de suplementos ergonómicos ...............................................................................148
Tabla 58: Costos presupuestados de mano de obra directa para el año 2013 ...............................150
Tabla 59: Gastos presupuestados de administración para el año 2013 .........................................152
Tabla 60: Gastos financieros presupuestados para el año 2013 ....................................................154
Tabla 61: Gastos de ventas presupuestados para el año 2013 .......................................................155
Tabla 62: Registro de costo referencia MNA-845 ...........................................................................157
Tabla 63: Registro de costo referencia MN-890 .............................................................................158
Tabla 64: Registro de costo referencia IOBT-1012 .........................................................................159
Tabla 65: Registro de costo referencia IOBT-1016 .........................................................................160
Tabla 66: Registro de costo referencia MB-802 .............................................................................161
Tabla 67: Informe de producción del año 2012 ..............................................................................162
Tabla 68: Proyección de la demanda del año 2013 mediante el método de regresión ..................164
Tabla 69: Proyección de la demanda del año 2013 mediante el método de suavización exponencial
doble ..............................................................................................................................................165

10
Lista de Gráficos
Gráfico 1: Diagrama de Pareto líneas de productos año 2012 .........................................................33
Gráfico 2: Diagrama de Pareto (1) referencias de la línea Vélez 2012..............................................33
Gráfico 3: Diagrama de Pareto (2) referencias de la línea Vélez femenino 2012 .............................34
Gráfico 4: Diagrama de Pareto de referencias (1) Mario Hernández 2012 .......................................34
Gráfico 5Diagrama de Pareto de referencias (2) Mario Hernández 2012.........................................35
Gráfico 6: Diagrama de Pareto (1) de referencias línea Classic 2012 ...............................................35
Gráfico 7: Diagrama de Pareto (2) de referencias línea Classic (2) 2012 ..........................................36
Gráfico 8: Composición del cálculo del tiempo estándar .................................................................61
Gráfico 9: Participación por línea de producto en la producción del año 2012 ................................98
Gráfico 10: Distribución de costos por mes según plan agregado modelo actual ..........................103
Gráfico 11: Comparación demanda 2012 y pronósticos demanda 2013 ........................................110
Gráfico 12: Distribución de costos por mes según plan agregado modelo actual ..........................112
Gráfico 13: Resumen de balanceo de línea (Número de empleados vs costo unitario) .................163

11
Lista de Ilustraciones
Ilustración 1: Billeteras línea Classic masculina ................................................................................27
Ilustración 2: Billeteras línea Classic femenina .................................................................................28
Ilustración 3: Billeteras línea Country masculina ..............................................................................29
Ilustración 4: Billeteras línea Country femenina ..............................................................................29
Ilustración 5: Billeteras línea Fantasía masculina .............................................................................30
Ilustración 6: Pantógrafo utilizado para la medición de las hojas de cuero......................................48
Ilustración 7: Almacén de materias primas de Royal Leather S.A.S. .................................................49
Ilustración 8: Proceso de corte con troqueladora de Royal Leather S.A.S. .......................................49
Ilustración 9: Procesos de entintado y desbastado de Royal Leather S.A.S. .....................................50
Ilustración 10: Proceso de estampado de Royal Leather S.A.S. ........................................................50
Ilustración 11: Actividades de prearmado de Royal Leather S.A.S. ..................................................51
Ilustración 12: Actividades de armado y terminado de Royal Leather S.A.S. ...................................52
Ilustración 13: Revisión final y empaque de productos terminados de Royal Leather S.A.S. ...........52
12
Contenido adicional en archivo
Plan agregado de producción: modelo actual
Balanceo de línea proceso de producción
Plan agregado de producción: modelo propuesto
Plan maestro de producción modelo propuesto
MRP plan propuesto
Costeo de empaques y accesorios

13
1. INTRODUCCION
El sector del cuero en Colombia, en especial en el subsector de marroquinería, es un sector que ha tenido un importante crecimiento en los últimos años, haciendo que cada año se posicione con más fuerza dentro de la economía nacional y tenga una mayor participación en el PIB colombiano. Por lo tanto, las mejoras de productividad que puedan realizarse a empresas pertenecientes a este sector pueden tener un impacto interesante en parte de la economía nacional, incluso dando la posibilidad de descubrir posibles potencias económicas de la industria Colombiana.
Royal Leather S.A.S es una de esas empresas que pertenecen a dicho sector, y además tiene una influencia importante dentro del mismo, pues se encarga de realizar trabajos de outsourcing que le delegan otras empresas del sector, muchas de las cuales son líderes dentro de éste como es el caso de Vélez, por lo que se puede decir que el éxito de dichas empresas líderes se debe en parte a la labor realizada por Royal Leather S.A.S, y cualquier propuesta que genere un impacto positivo en esta empresa contribuye en una buena medida a que el sector como tal se desarrolle y pueda continuar con su crecimiento.
Las empresas de este sector económico son principalmente manufactureras, ya que su principal labor consiste en fabricar productos de cuero para abastecer las necesidades del mercado, pero a su vez también realizan operaciones logísticas importantes tales como abastecimiento, empaque y distribución, las cuales están presentes aunque la empresa les preste menos atención. Por lo tanto, es ideal que estos sectores puedan relacionarse y trabajar de la mano para poder llevar a cabo operaciones más productivas y que impliquen un gasto mínimo de recursos económicos y de tiempo.
Este trabajo pretende diseñar un plan para la cadena de abastecimiento de Royal Leather S.A.S que forme un puente entre los eslabones de abastecimiento, producción y distribución y les permita trabajar de manera integrada, de forma que tenga mejores resultados y optimice sus recursos. El enfoque de este trabajo se centra en la reducción de costos logísticos y de manufactura al tiempo que se pretende aumentar la productividad, con el fin de poder contribuir al desarrollo del sector de marroquinería y al mismo tiempo a la economía creciente del País.
14
2. GENERALIDADES
2.1. Antecedentes
Este trabajo pretende realizar una propuesta de mejoramiento de los procesos logísticos y
de producción realizados en la empresa ROYAL LEATHER S.A.S con el fin de poder
reducir y controlar los costos de la empresa al mismo tiempo que se aumenta la
productividad y se identifican posibles mejoras de los procesos logísticos y de producción
de la cadena de suministro.
2.1.1. Información general de la empresa1
“Royal Leather S.A.S.”, anteriormente llamada “Cameli LTDA”, es una empresa del sector
de cuero especializada en el diseño y manufactura de pequeña marroquinería,
principalmente de billeteras en cuero de becerro el cual es considerado uno de los más
exclusivos en el mercado. La empresa “Cameli LTDA” fue fundada en el año 1984 y en el
año 2010, debido a diferencias entre los socios, se decide crear una nueva empresa
llamada “Royal Leather S.A.S.”, la cual continúa fabricando los mismos productos, de la
misma marca, para los mismos clientes y con el mismo personal.
Actualmente la marca Cameli comercializa sus productos a nivel nacional en la Costa, en
el Eje Cafetero, en Cali y en Bogotá, los cuales son vendidos en almacenes de
marroquinería donde se ofrecen productos de diferentes marcas. Esta unidad de negocio
representa tan solo el 15% de su producción total y el 85% restante corresponde al
outsourcing que realiza la empresa a marcas como Vélez, Bosi, Boots and Bags, Musi y
Lamy.
Hace ocho años el outsourcing no era el objetivo principal de la empresa, ya que se
dedicaba a exportar los productos Cameli a países como México, Guatemala, Islas del
Caribe, Panamá y Venezuela. Estas exportaciones representaban el 70% de la
producción. Sin embargo, debido a la devaluación del dólar y a la disminución de las
exportaciones a Venezuela en un 52% ocasionada por el conflicto político entre los dos
países, la empresa tuvo que disminuir sus exportaciones y dedicarse en su gran mayoría
al outsourcing de las marcas anteriormente mencionadas.
En el año 2011 las ventas de Royal Leather S.A.S. facturaron aproximadamente
$2.000’000.000 con un nivel de producción mensual de 8000 unidades en promedio.
2.1.2. Estrategia corporativa
2.1.2.1. Misión
“Royal Leather S.A.S. es una empresa rentable dedicada al diseño y manufactura de
pequeña marroquinería orientada a superar las expectativas de los clientes por sus
1 Información suministrada por Fabián Rodríguez, gerente general de Royal Leather S.A.S.
15
características de suavidad, acabado, funcionalidad y sensibilidad tales que generen
placer y estima, elaborados por artesanos calificados con manos suaves y delicadas.”
2.1.2.2. Visión
“Royal Leather S.A.S desea consolidarse como una empresa visionaria y líder en el
mercado, tanto colombiano como extranjero, por medio de la calidad de sus productos y
haciendo énfasis en los clientes y lograr ser pioneros ante la competencia del mercado.”
2.1.3. Líneas de servicio
ROYAL LEATHER S.A.S se dedica principalmente a fabricar billeteras en cuero de
becerro para su comercialización y como parte de outsourcing que se realiza a otras
marcas. Por lo tanto, Cameli ofrece dos líneas de servicios principales que son la venta de
billeteras mediante distribuidores con la marca Cameli (15% del total de los ingresos) y la
fabricación de billeteras de otras marcas como parte de un proceso de outsourcing (85%
de los ingresos).
2.1.4. Estructura organizacional
La estructura organizacional de Royal Leather S.A.S (ANEXO 1) se compone de una
estructura jerárquica en donde en la cabeza se encuentra la junta de socios y debajo el
gerente general, el cual tiene a su cargo 3 áreas: área comercial, área de producción y
área financiera.
2.2. Descripción general de la cadena de suministro
Royal Leather S.A.S tiene con una cadena de suministro y dos principales canales de
distribución los cuales se diferencian principalmente por el destinatario que recibe la
mercancía en el proceso de distribución (almacenes o empresas que tercerizan procesos
con Royal Leather S.A.S), pero los proveedores de cuero son los mismos en ambos
casos.
2.2.1. Canales de distribución
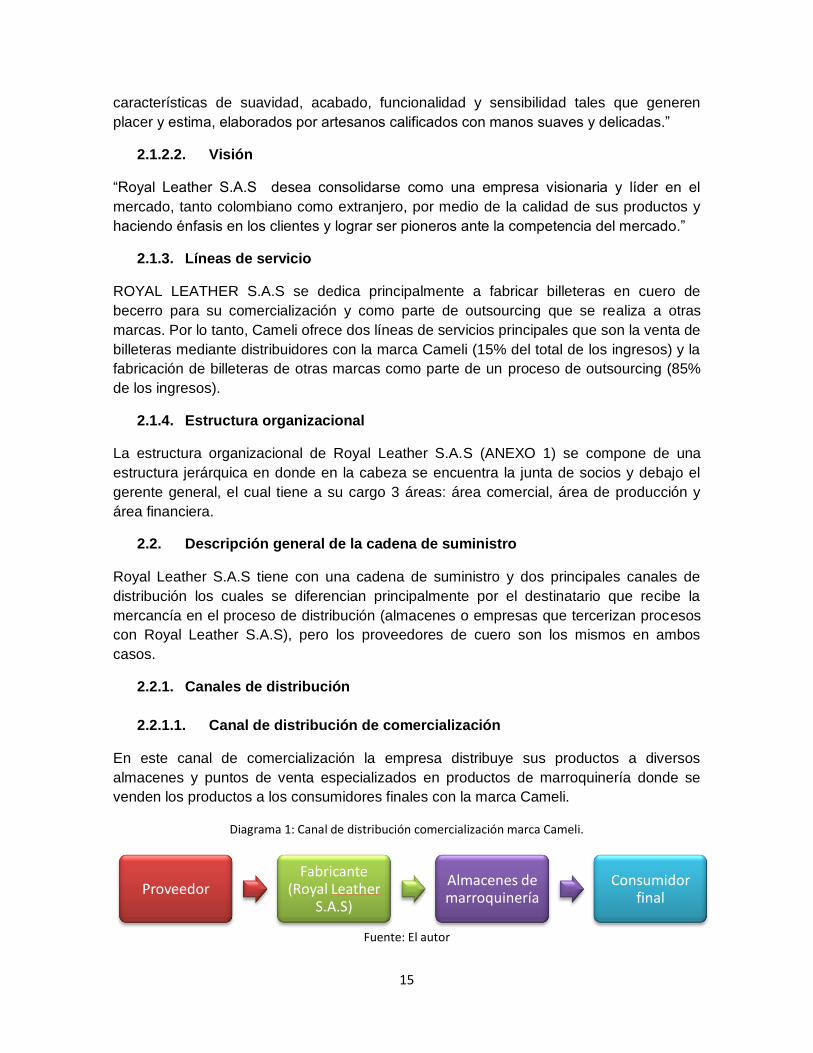
2.2.1.1. Canal de distribución de comercialización
En este canal de comercialización la empresa distribuye sus productos a diversos
almacenes y puntos de venta especializados en productos de marroquinería donde se
venden los productos a los consumidores finales con la marca Cameli.
Diagrama 1: Canal de distribución comercialización marca Cameli.
Fuente: El autor
Proveedor Fabricante
(Royal Leather S.A.S)
Almacenes de marroquinería
Consumidor final

16
2.2.1.2. Canal de distribución de Outsourcing
En este canal la empresa realiza outsourcing de otras empresas fabricando billeteras
cuyos diseños son realizados por Royal Leather S.A.S y son aprobados por dichos
clientes, los cuales las venden como un producto cualquiera con sus respectivas marcas
en vez de usar la marca Cameli.
Diagrama 2: Canal de distribución de negocios Outsourcing de Royal Leather S.A.S.
Fuente: El autor
2.2.1.3. Procesos de la cadena de suministro
Los tres procesos básicos son el aprovisionamiento, la fabricación y la distribución. Cada
uno de los eslabones de la cadena de suministro está compuesto de una serie de
actividades que hacen posible el funcionamiento óptimo de la cadena.
Diagrama 3: Cadena de suministro de Royal Leather S.A.S.
Fuente: El autor
2.3. Planteamiento del problema
Una vez conociendo (al menos en lo básico) cómo funciona la cadena de suministro de la
empresa, es importante realizar un análisis interno y externo de la empresa para poder
encontrar problemáticas sobre las cuales se pueda trabajar.
2.3.1. Análisis externo
Para realizar el análisis externo se tomaron en cuenta 5 factores externos que afectan a la
empresa: económicos, sociales, tecnológicos, competitivos y geográficos. De cada factor
se tomaron en cuenta aspectos que podrían influenciar el desempeño de la empresa en el
mercado de marroquinería. Para esto se elaboró una matriz POAM para indicar si cada
aspecto representa una oportunidad o una amenaza para la empresa y qué tan alto es el
impacto que dicho aspecto tiene sobre la empresa. La matriz se muestra a continuación:
Proveedor
Fabricante (Royal
Leather S.A.S)
Empresa outsourcing
Puntos de venta
Consumidor final
APROVISIONAMIENTO
•Planificación de la orden de compra
•Selección de proveedores
•Compra de materias primas
•Almacenamiento de materias primas
PRODUCCION
•Elaboración orden de producción
•Fabricación de productos finales según indicaciones
•Control de calidad productos terminados
•Empaque productos terminados
DISTRIBUCION
•Entrega de pedidos locales
•Entrega de pedidos nacionales
•Exportaciones
•Entrega de Outsourcing

17
Tabla 1: Matriz POAM de Royal Leather S.A.S.
Fuente: El autor
2.3.1.1. Análisis vertical POAM
En el factor económico se encontraron 2 amenazas de alto impacto y una oportunidad de
alto impacto. A partir de esto, se deduce la importancia de trabajar en la creación de
estrategias para evitar que las amenazas de alto impacto afecten en el desempeño de la
compañía.
En el factor social se encontraron 2 oportunidades de alto impacto. Esta información nos
dice que la empresa cuenta con una gran ventaja en el ámbito social y que es importante
sacarle provecho, ya que esto posiciona el nombre de la compañía como una de las
mejores en el sector de marroquinería.
En el factor tecnológico se encontró 1 amenaza de alto impacto. Es importante mantener
la maquinaria empleada en el proceso actualizada acorde a los avances tecnológicos y
las necesidades de producción. Sin embargo, se debe implementar el respectivo
mantenimiento preventivo para evitar incurrir en altos gastos de mantenimientos
correctivos como ocurre en la actualidad.
En el factor competitivo se encontró 1 amenaza de alto impacto. En este sentido, se
recomienda estudiar la posibilidad de realizar nuevas alianzas estratégicas que permitan a

18
la empresa obtener ventajas del entorno, con el fin de incrementar el valor agregado de
los productos especialmente en la etapa de diseño de los mismos y de esta forma poder
establecer precios más competitivos en el mercado.
Finalmente se encuentra el factor geográfico, el cual está conformado por el ítem de
cambios climáticos evaluado como una amenaza de impacto medio. Dado que las
instalaciones de la empresa se han visto afectadas por las fuertes lluvias, se hace
necesario tomar medidas inmediatas al respecto ya que pueden presentarse mayores
daños en la infraestructura obteniendo como resultado un gran porcentaje de pérdidas.
2.3.1.2. Análisis horizontal POAM
Del total de los factores externos analizados en la empresa, 8 de estos tienen un alto
impacto en el sector y su desarrollo.
En la matriz se observa que para el factor económico, la devaluación del dólar es una
amenaza que afecta directamente la posibilidad de exportación, ya que la ha hecho que la
compañía tenga que salir del mercado extranjero, reduciendo así las ventas y el
reconocimiento de la marca a nivel internacional. A su vez, el TLC trae consigo
desventajas para la empresa debido a que con la apertura económica llegarán al país
grandes cantidades de productos del sector marroquinero proveniente de China, los
cuales son considerados como una fuerte amenaza para la compañía debido a que son
productos muy económicos, de excelente calidad y con diseños innovadores. De la misma
manera, existe una oportunidad de alto impacto en el soporte económico por parte de
entidades como Proexport. Este soporte consiste en la financiación del viaje (transporte y
alojamiento) para empresarios interesados en exportar sus productos, con el fin de
brindarles la posibilidad de reducir los costos que implica ir a conocer el comportamiento
del mercado en otro país y buscar oportunidades de incursionar en este.
En el factor social, la lealtad de los clientes de outsourcing tiene un contrato de
exclusividad, brindándole a la compañía la posibilidad de tener ingresos fijos durante el
año. La legalidad le permite a Royal Leather S.A.S. posicionar su nombre como una
empresa consolidada y ética, además de aumentar la motivación y el sentido de
pertenencia de sus empleados.
En el factor tecnológico, el costo de realizar reparaciones y mantenimiento correctivo a las
máquinas empleadas en el proceso productivo se ha incrementado significativamente en
los últimos años, al igual que los costos de los repuestos.
En el factor competitivo se observa que los precios de la competencia son una amenaza
de alto debido a que en el sector hay muchas empresas ilegales que ofrecen productos a
un precio mucho más económico como consecuencia del mal pago a sus empleados, lo
cual pone en desventaja a Royal Leather S.A.S.
19
2.3.2. Análisis interno
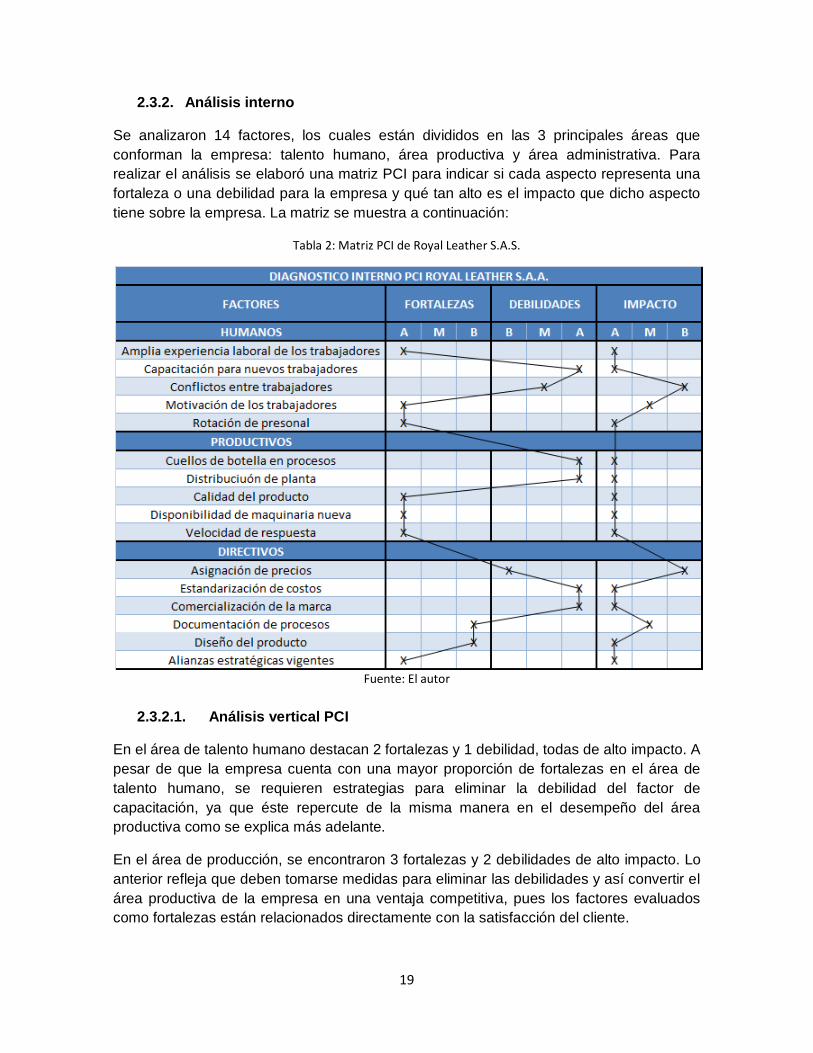
Se analizaron 14 factores, los cuales están divididos en las 3 principales áreas que
conforman la empresa: talento humano, área productiva y área administrativa. Para
realizar el análisis se elaboró una matriz PCI para indicar si cada aspecto representa una
fortaleza o una debilidad para la empresa y qué tan alto es el impacto que dicho aspecto
tiene sobre la empresa. La matriz se muestra a continuación:
Tabla 2: Matriz PCI de Royal Leather S.A.S.
Fuente: El autor
2.3.2.1. Análisis vertical PCI
En el área de talento humano destacan 2 fortalezas y 1 debilidad, todas de alto impacto. A
pesar de que la empresa cuenta con una mayor proporción de fortalezas en el área de
talento humano, se requieren estrategias para eliminar la debilidad del factor de
capacitación, ya que éste repercute de la misma manera en el desempeño del área
productiva como se explica más adelante.
En el área de producción, se encontraron 3 fortalezas y 2 debilidades de alto impacto. Lo
anterior refleja que deben tomarse medidas para eliminar las debilidades y así convertir el
área productiva de la empresa en una ventaja competitiva, pues los factores evaluados
como fortalezas están relacionados directamente con la satisfacción del cliente.

20
En el área administrativa se encontraron 3 fortalezas y 3 debilidades. Cabe resaltar que
las dos fortalezas encontradas son consideradas bajas y la restante es alta, lo que
demuestra que la empresa debe trabajar fuertemente para convertir estas fortalezas en un
factor diferenciador y para mejorar sus procesos que actualmente son considerados como
fuertes debilidades.
2.3.2.2. Análisis horizontal PCI
Del total de los aspectos analizados en las 3 áreas principales de la empresa, 11
presentan un alto impacto para el funcionamiento y desarrollo de la compañía.
Para el área de talento humano, se puede notar que la empresa no capacita a sus
empleados, lo que implica que el gerente no sólo lleve a cabo sus funciones sino que
además esté pendiente de lo que sucede en el proceso productivo para solucionar los
inconvenientes que se presenten, por lo que necesita capacitar al personal para evitar
este tipo de interrupciones. En cuanto a las fortalezas, la experiencia laboral y la rotación
de personal muestran que los operarios que hacen parte del proceso de producción llevan
muchos años con la compañía y tienen un alto grado de experiencia en el sector
marroquinero, aumentando así la motivación del personal y su grado de pertenencia con
la empresa.
El área productiva se encuentra actualmente muy reducida en espacio, por lo que es
necesario realizar una redistribución de planta al igual que un rediseño del proceso de
fabricación para poder la productividad y reducir los costos de producción eliminando
cuellos de botella de éste. Las fortalezas de alto impacto encontradas en el área de
producción han hecho que Royal Leather S.A.S. es una de las empresas con mayor
capacidad de producción dentro del sector y que más interesa a las empresas que buscan
un outsourcing para la fabricación de sus productos. Además la empresa cuenta con una
cortadora de pieles, la cual le brinda una ventaja competitiva a la compañía ya que
ninguno de sus competidores cuenta con una máquina como esa, pues aumenta la
productividad de la misma reduciendo los tiempos de producción.
Finalmente, los factores de estandarización de costos y comercialización de la marca son
las grandes debilidades del área administrativa. La empresa carece de un sistema de
costeo que le permita determinar los costos unitarios de los diferentes productos, lo que
conlleva a la ineficiente gestión de los resultados y a la mala toma de decisiones
financieras. En cuanto a la comercialización de la marca, el 85% de los ingresos
provienen del outsourcing de marcas reconocidas y tan solo el 15% representa la venta
de productos de la marca Cameli. Sin embargo, las alianzas estratégicas se evalúan
como una oportunidad de alto impacto debido a que al no contar con un diseñador, las
alianzas con otras PYMES extranjeras le permiten a Royal Leather S.A.S ver e imitar sus
diseños para poder cubrir estas falencias.

21
2.3.3. Análisis DOFA
Una vez comprendidas las fortalezas, debilidades, oportunidades y amenazas se plantea
la matriz DOFA para poder identificar las problemáticas principales a trabajar. El análisis
quedó de la siguiente manera:
Tabla 3: Matriz DOFA de Royal Leather S.A.S.
Oportunidades
Proexport ofrece un soporte económico a Royal Leather con el objetivo de promover las exportaciones y la internacionalización de la empresa
Amenazas
La devaluación del dólar (por debajo de $2.000) dificulta la incursión en mercados extranjeros, reduciendo las ventas y el reconocimiento de la marca
El TLC permite que fuertes competidores extranjeros entren al mercado colombiano y le quiten posicionamiento a Royal Leather y a sus clientes de outsourcing en el mercado
Los costos de mantenimiento y repuestos se han incrementado en los últimos años
Fortalezas
El tiempo promedio de rotación de los empleados ronda los 13 años, algunos de ellos han permanecido con la empresa desde sus inicios
Lead time de producción inferior a 30 días (puede variar según las referencias y tamaño de los pedidos)
El proceso de producción está estandarizado para producir 30 unidades de cualquier referencia por ronda de producción
Las materias primas e insumos se piden con 30 días de anticipación, evitando así quedarse sin materiales para trabajar
Royal Leather S.A.S cuenta con maquinaria exclusiva que brinda ventajas competitivas y aumento de productividad
Existen contratos de exclusividad con clientes de outsourcing que le permiten a la empresa tener ingresos fijos durante el año (alrededor del 85% de los ingresos totales)
Debilidades
No existen procesos de capacitación para los empleados
Procesos tales como el pre armado y el armado consumen la mayor parte del tiempo en el proceso, siendo estos los cuellos de botella del mismo
El espacio de trabajo es reducido y hace difícil trabajar cómodamente
No existe un sistema de estandarización de costos para determinar los costos unitarios de sus productos
No existe un área de mercadeo que permita comercializar la marca Cameli (solo el 15% de la producción se realiza con la marca Cameli)
Fuente: El autor
Como se puede apreciar en el análisis DOFA, la empresa cuenta con fortalezas y
oportunidades que le dan a Royal Leather importantes ventajas sobre sus demás
22
competidores, las cuales le han permitido seguir existiendo en el mercado y mantener un
buen nivel competitivo. Sin embargo, también hay varias debilidades y amenazas que
privan a la empresa de poder mejorar su productividad y de incursionar en nuevos
mercados además de poder comercializar la marca Cameli en una mayor amplitud y
permitirle a esta tener un posicionamiento mayor dentro del mercado.
2.3.4. Identificación de problemáticas a trabajar
Ya realizado el análisis DOFA, es posible notar que la empresa cuenta con varias
problemáticas en las que es necesario trabajar para poder mejorar la productividad y los
estados financieros de la empresa. En este trabajo se pretende trabajar mayormente en
las debilidades debido a que en dichos factores se puede trabajar de manera directa
además de poderse controlar con mayor facilidad.
La problemática que mayor cantidad de problemas le causa a la empresa es la falta de
estandarización de costos que dificultan la fijación óptima de precios para los productos
de las diferentes referencias ocasionando pérdidas para la empresa si el precio
establecido es superior al óptimo (pérdida de ventas y demanda) o inferior al óptimo
(pérdida de ingresos y ganancias).
Otras problemáticas importantes al nivel de producción son la mala distribución de planta
en donde los puestos de trabajo se encuentran en espacios muy reducidos dificultando la
movilización dentro de la zona de producción y la formación de cuellos de botella dentro
del proceso que muchas veces consumen tiempo valioso y afectan directamente la
productividad de la empresa de manera negativa.
Otros posibles aspectos a mejorar son la planeación financiera para poder anticipar los
costos en materiales, mantenimientos y la elaboración de pronósticos que permitan a la
empresa conocer con mayor exactitud y precisión las futuras demandas de las diferentes
referencias de las que dispone la empresa, para que de esta manera se puedan controlar
mejor el capital que se pretende invertir en dichas actividades y a su vez se evite gastar
dinero de más en estas actividades.
2.3.5. Selección de problemáticas primordiales
Dado que se encontraron varias problemáticas en diferentes áreas de la empresa, es
necesario definir cuál es la problemática que mayores inconvenientes le causa a la
empresa y que a la vez permite el planteamiento de diversas alternativas que le den
solución al problema y mejoren el rendimiento de la empresa.
Para ello, se realiza a continuación una matriz de priorización en donde se evalúan las
problemáticas a partir de diversos criterios (cada uno con una ponderación específica) los
cuales se califican en una escala de 1 a 5 dependiendo de su relevancia en el problema,
una vez realizada la evaluación de cada problemática se calcula el valor ponderado que
da una calificación total al problema, en donde el problema con la calificación más alta es
el problema principal de la empresa.

23
Para realizar la evaluación de las problemáticas fue necesario realizar una consulta con
los empleados y el gerente general de Royal Leather S.A.S. Se calificaron las
problemáticas de la siguiente manera teniendo en cuenta su opinión con respecto al tema
y el análisis realizado al visitar la empresa:
Tabla 4: Matriz de priorización de problemáticas
Problemática
Incidencia en la
rentabilidad de la
empresa (30%)
Percepción de la
gerencia (15%)
Precepción de los
trabajadores (10%)
# De fallos u otros
inconvenientes (25%)
Posibilidad para
plantear alternativas de solución
(20%)
Calificación total
Prioridad
Falta de estandarización
de costos y planeación financiera
5 5 3 4 5 4,55 1
Cuellos de botella en el proceso de
armado
4 3 4 3 5 3,8 2
Distribución de planta
deficiente 3 4 5 4 3 3,6 3
Falta de procesos de
capacitación a empleados
2 3 5 2 3 2,65 4
Falta de un área de
mercadeo para promocionar a
Cameli
2 3 1 2 3 2,25 5
Fuente: El autor
Como se puede apreciar en la matriz, la problemática de la falta de estandarización de
costos es la problemática que tiene el puntaje más alto, y por lo tanto es la más crítica de
las analizadas, seguida por las problemáticas de los cuellos de botella y la distribución de
planta. Para poder encontrar una solución a la problemática principal es necesario revisar
los procesos de la cadena de suministro de la empresa para identificar las fuentes
principales de los costos en los que la empresa incurre pero no controla.
En el caso de las 2 problemáticas siguientes, se puede apreciar que su relevancia en la
rentabilidad es importante y están relacionadas con el proceso de producción (el más
importante de la empresa), por lo que es posible también en pensar alternativas que
solucionen estos problemas y a la vez mejoren la productividad de la empresa y se
reduzcan costos de manufactura, contribuyendo a la vez a la solución de del problema 1.
Por lo tanto, este trabajo se enfocará en proponer alternativas que permitan la elaboración
de un esquema de la cadena de suministro de Royal Leather S.A.S que busque darle una
24
solución a la primera problemática y a su vez conlleve a un aumento de productividad que
pueda, si es posible, darle una solución también a las problemáticas 2 y 3.
2.3.6. Formulación del problema
El anterior análisis lleva al planteamiento de la siguiente pregunta:
¿Es posible establecer un esquema de cadena de suministro que permita la reducción y
control de costos de producción y logística para mejorar la productividad en Royal Leather
S.A.S.?
2.4. Objetivos
2.4.1. Objetivo general
Establecer un esquema de los procesos de la cadena de suministro de Royal Leather
S.A.S. que permita la reducción y control de costos de producción y logística para mejorar
la productividad de dicha empresa.
2.4.2. Objetivos específicos
Realizar un diagnóstico de la situación de costos y de la cadena de abastecimiento
de Royal Leather S.A.S con el fin de identificar problemáticas en los procesos y en
la asignación de costos.
Presentar propuestas metodológicas para la reducción de costos modificando los
procesos de la cadena de abastecimiento de Royal Leather S.A.S.
Evaluar las propuestas desde un punto de vista técnico y financiero para poder
construir un esquema de cadena de suministro donde se pueda ejercer un control
de costos.
Realizar el análisis financiero de la propuesta evaluando tanto los beneficios y
costos económicos de la misma al igual que su viabilidad y posibilidad de
implementación.
3. REGISTRO DE INFORMACIÓN GENERAL DE ROYAL LEATHER S.A.S.
3.1. Cadena de valor de la empresa
Royal Leather S.A.S, con el propósito de generar valor a la calidad de servicio a sus
clientes finales realiza una serie de actividades que se describen a continuación en el
siguiente esquema, el cual es la representación de la cadena de valor de Royal Leather
S.A.S basado en el planteado por Michael Porter2:
2 PORTER, Michael. Ventaja competitiva: creación y sostenimiento de un desempeño superior. 1985.

25
Diagrama 4: Cadena de valor de Royal Leather S.A.S.
Fuente: El autor
Como se puede apreciar en la cadena de valor, Royal Leather S.A.S confía mucho en el
diseño de productos originales y en la eficiente administración de materias primas para
poder fabricar productos de calidad atractivos para sus clientes y a su vez poder
entregarlos a tiempo sin ningún tipo de demoras. Para ello se apoya en la administración
de recursos humanos en conjunto con la maquinaria de la empresa para poder llevar a
cabo dichos procesos.
Sin embargo, dada la naturaleza de la empresa por dedicarse casi exclusivamente a la
cadena de outsourcing, esta se enfoca claramente en el desarrollo de las actividades de
manufactura y logística interna, dándole una importancia menor a otros aspectos tales
como marketing y ventas.
3.2. Mapa de procesos
El mapa de procesos muestra la relación entre los principales procesos de la compañía
partiendo de las necesidades del cliente y acabando en la satisfacción de dichas
necesidades.
Los procesos son clasificados en tres tipos: estratégicos (orientados a la planeación de
procesos y de estrategias para cumplir con los objetivos propuestos), misionales
(procesos operativos encaminados al cumplimiento de la misión de la empresa como tal) y
de apoyo (realizados para facilitar la ejecución de los procesos misionales, y por lo tanto,
la satisfacción del cliente). De acuerdo a lo ya mencionado, es posible clasificar los

26
procesos principales de Royal Leather S.A.S en estratégicos, misionales y de apoyo. A
continuación se muestra el mapa de procesos de Royal Leather S.A.S.
Diagrama 5: Cadena de valor de Royal Leather S.A.S.
Fuente: El autor
Los procesos misionales que buscan cumplir con los objetivos de la empresa consisten en
el diseño de billeteras que llamen la atención de los clientes, al igual que su fabricación
(ya sea con la marca Cameli o con la marca de sus clientes) y distribución para que
lleguen a sus respectivas manos.
Para poder llevar a cabo los procesos misionales característicos de la cadena de
suministro, la empresa lleva a cabo procesos estratégicos tales como la planeación
estratégica en donde se plantean objetivos a cumplir para un período determinado y las
estrategias para poder alcanzarlos, la gestión de calidad en donde se comprueba la
calidad de los productos, y finalmente la gestión de negociaciones con los clientes, en
donde se hacen acuerdos con clientes para realizar diferentes trabajos al igual que las
condiciones bajo las cuales se efectuarán.

27
En cuanto a las actividades de apoyo, Royal Leather S.A.S lleva a cabo la gestión de
recursos humanos, materias primas, recursos tecnológicos y finanzas con el fin de facilitar
la ejecución de los procesos misionales y el cumplimiento de objetivos.
En este trabajo pretende realizar un planteamiento de esquema de cadena de suministro
involucrando principalmente los procesos misionales al ser estos los que se encuentran
involucrados en mayor medida en el funcionamiento de la cadena de suministro como tal.
Sin embargo, se analizarán también los demás procesos en medida que sean esenciales
para el funcionamiento de la cadena.
3.3. Líneas de producción
3.3.1. Líneas de productos
Royal Leather S.A.S, como ya se mencionó anteriormente, se dedica a la fabricación de
billeteras de cuero distribuyendo la producción entre los canales de Outsourcing y Cameli,
siendo el primero el que mayor relevancia tiene para la empresa al abarcar el 85% de la
producción anual. Por lo tanto, la empresa cuenta con varias líneas de productos según el
cuero que se utiliza por sus características, también cabe señalar que se producen bolsos,
monederos, llaveros, chequeras, tarjeteros, forros para visa, porta documentos, billeteras,
todos de diferentes diseños según el sector de mercado y línea.
Además de la fabricación de determinadas referencias de billeteras, las actividades de
abastecimiento y producción son diferentes para cada cliente del canal de Outsourcing,
por lo que se puede decir que cada cliente tiene su propio modelo de cadena de
suministro particular, lo cual hace que sea necesario analizar cada modelo de manera
individual antes de poder proponer un modelo nuevo de cadena de suministro para la
empresa. Las líneas con mayor relevancia son las siguientes:
Línea Classic masculina: Elaborada en cuero de becerro brillante que al tacto, se
percibe una textura inigualable, va enfocado hacia los ejecutivos, hombres de negocios
con clase, elegante, sobria y actual. Justo en el centro, se ubica el logotipo en alto relieve,
creando un contraste entre lo moderno, elegante y ejecutivo.
Ilustración 1: Billeteras línea Classic masculina
Fuente: foto suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.

28
Incluye presentaciones en: monederos, cigarrilleras, porta-gafas, llaveros, porta-billetes,
tarjeteros, porta-pasaportes, organizadores de viaje, billeteras, porta-documentos, porta-
chequeras y porta-esferos. Identificada con las letras MB, se consigue en colores negro,
vino, caoba y maní. El empaque es una caja plastificada de base y tapa color verde con
logotipo dorado.
Línea Classic Femenina: Tradicional, ejecutiva, siempre vigente, inspirada en los más
destacados diseños de la moda europea para la mujer actual, está fabricada en cuero de
becerro brillante, de ahí su delicadeza y suavidad.
Ilustración 2: Billeteras línea Classic femenina
Fuente: foto suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.
De frente, en la parte inferior derecha, lleva una placa italiana color níquel con el logotipo
Cameli y por detrás, como sobrio y elegante contraste, un práctico monedero con tapa y
broche.
Esta línea se puede adquirir en colores negro, caoba, vino, rojo, beige, maní y azul
celeste y viene empacada en una caja plastificada de base y tapa de color verde, con
logotipo en dorado.
Porta-cosméticos, monederos, cigarrilleras, porta-gafas, llaveros, tarjeteros, porta-esferos,
billeteras y porta-chequeras, forman parte de los artículos de esta línea, que se identifican
con las letras FB.
Línea Country Masculina: Elaborada en cuero de becerro mate y manufacturado
únicamente por Cameli, produce una indescriptible sensación al tacto, que cautiva
fácilmente el mercado del hombre elegante y casual.
La marca, trabajada en un alto relieve muy sutil, se destaca en la parte inferior derecha
del producto, en colores como el negro, chocolate y caoba. Su empaque, una caja
plastificada de color verde-dorado.

29
Ilustración 3: Billeteras línea Country masculina
Fuente: foto suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.
Esta línea incluye monederos, cigarrilleras, porta-gafas, llaveros, porta-billetes, tarjeteros,
porta-pasaportes, organizador de viaje, billeteras, porta-documentos, porta-chequeras y
porta-esferos y se identifica con las letras MC. Por su originalidad y buen gusto, este
concepto gana cada día, mayores adeptos.
Línea Country Femenina: Hecha para la mujer ejecutiva, vanguardista, elegante y
moderna. Manufacturada en cuero de becerro mate de una increíble suavidad. Un adorno
en la parte exterior de la tapa, acompaña a una placa italiana niquelada con el logotipo
"C" y en la parte de atrás, un monedero con tapa y broche.
Ilustración 4: Billeteras línea Country femenina
`
Fuente: foto suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.
Los artículos que conforman esta línea son: porta-cosméticos, monederos, cigarrilleras,
porta-gafas, llaveros, tarjeteros, porta-esferos, billeteras y porta-chequeras, identificadas
con la letras FC y en combinación de colores negro-rojo, negro-beige, beige-maní y maní-
caoba. El empaque es una caja plastificada de base y tapa color verde con el logotipo
dorado.
El cuero becerro mate es único y ha sido desarrollado exclusivamente por Cameli, por eso
esta línea es completamente original.
Línea Fantasía Masculina: Innovación de Cameli, inspirada en las mejores fantasías
italianas, está compuesta por un liencillo personalizado en la parte exterior. En contraste
con los dibujos del liencillo, la parte interior va cien por ciento en piel, delineando un ribete
exterior muy geométrico.

30
Ilustración 5: Billeteras línea Fantasía masculina
Fuente: foto suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.
Por su parte, la tradicional línea masculina sin ningún otro adorno más que el ribete, viene
en dos colores negro-negro y café-café y está compuesta por llaveros, tarjeteros, porta-
pasaportes, porta-documentos, porta-chequeras, billeteras, portafolios y maletín ejecutivo,
denominados siempre con las letras MF.
Línea Fantasía Femenina: Ultima innovación de Cameli e inspirado en las mejores
fantasías italianas, está compuesta por un liencillo personalizado en la parte exterior. En
contraste con los dibujos del liencillo, la parte interior va cien por ciento en piel,
delineando un ribete exterior muy geométrico.
La línea femenina lleva en su exterior una placa de níquel, situada en la tapa, parte
inferior derecha. Los colores escogidos para esta línea son combinaciones que van entre
lo clásico y lo moderno en negro-negro, negro-café, negro-beige, café-beige, beige-beige,
beige-café y negro-miel, siempre identificados con las letras FF y compuesta por
monederos, porta-cosméticos, cigarrilleras, llaveros, tarjeteros, porta-esferos, billeteras,
porta-chequeras, maletines ejecutivos y bolsos.
Otras referencias algo menos relevantes son las siguientes:
Sport: Su acabado es opaco pues el cuero no tiene laca también se usa el
becerro, su enfoque son jóvenes cotidianos, o simplemente de uso sport se
relaciona con jeans.
Exótica: Se trabaja con cueros trabajados, es decir estampado, este es importado
de Argentina.
Milano: También va enfocada al uso sport la característica esencial es que el
cuero conserva las características del animal como las betas que son las marcas
naturales del cuero.
Tairona: el cuero que se utiliza es en baqueta, no es procesado como los demás
insumos es el más natural, solo tiene anilina es especial par papeleras bolsos y
maletines de viaje además su costo es menor que el cuero normal.

31
3.3.2. Selección de líneas de producción
Como ya se mencionó antes, dado que cada cliente de Royal Leather S.A.S del canal de
Outsourcing tiene un modelo de cadena de suministro particular, es necesario conocer
primero cuáles de esos clientes hacen parte de las cadenas que mayores ingresos le
generan a la empresa, las cuales se usarán como base del modelo de cadena de
suministro que se pretende realizar con este trabajo.
Para conseguirlo, se pretende revisar la producción total por línea de productos del año
2012 y seleccionar los productos más relevantes de dichas líneas para usarlos como base
para el análisis del proceso de fabricación de billeteras que lleva a cabo Royal Leather
S.A.S. Además de eso, se analizarán los procesos de abastecimiento y distribución
acordes al cliente que solicitó la fabricación de los productos seleccionados.
A continuación se muestra una tabla que muestra la producción total del año 2012 por
líneas de productos, la cual servirá como base para la selección de productos que mayor
relevancia tienen en la producción de la empresa. Con los datos mostrados en dicha tabla
sobre las líneas de productos, se elaboró el diagrama de Pareto con el fin de seleccionar
las líneas de productos que abarcan el 80% de la producción anual, las cuales servirán
como base para comenzar a realizar el diagnóstico.
Tanto la demanda como el análisis de Pareto se muestran a continuación (ANEXO 2)
32
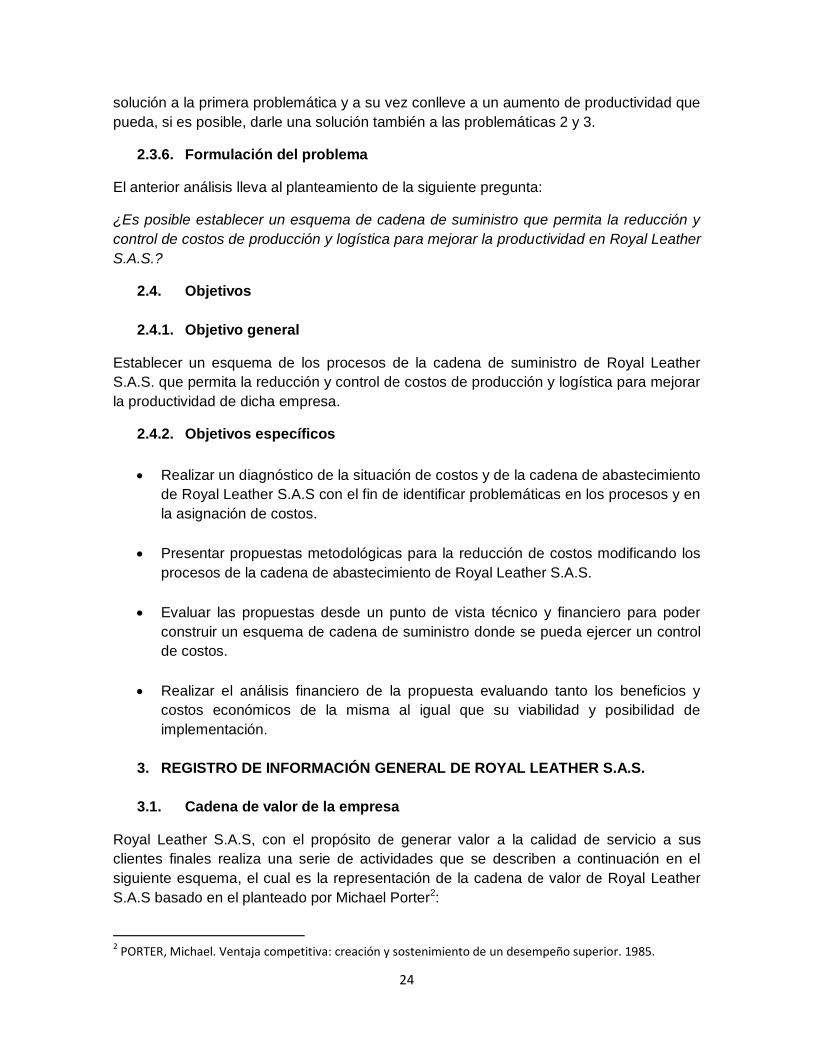
Tabla 5: Participación por líneas de productos año 2012
LINEAS TRI 1 TR1 2 SEM 1 TRI3 TRI 4 SEM 2 ANUAL % PARTICIPACION
CLASSIC 843 2,089 2,932 326 2,226 2,552 5,484 7.63%
SPORT - 116 116 10 21 31 147 0.20%
OTOÑAL 106 379 485 15 104 119 604 0.84%
PREMIER - 99 99 20 84 104 203 0.28%
THUNDER 15 594 609 28 92 120 729 1.01%
CUEROS VELEZ 14,604 7,747 22,351 14,076 8,858 22,934 45,285 62.98%
BOSI 574 351 925 1,295 936 2,231 3,156 4.39%
MESACE 109 622 731 161 1,898 2,059 2,790 3.88%
MARIO HER 472 1,698 2,170 1,902 3,206 5,108 7,278 10.12%
VENDAVAL - 348 348 - 16 16 364 0.51%
FLY - 180 180 - - - 180 0.25%
LAMY - 432 432 645 1,190 1,835 2,267 3.15%
SISLEY - - - 10 159 169 169 0.24%
BOOTS - - - - 1,050 1,050 1,050 1.46%
CASUAL 520 51 571 306 500 806 1,377 1.92%
LIVERPOOL - 300 300 14 160 174 474 0.66%
COQUET - 47 47 - - - 47 0.07%
HUSH PU 300 - 300 - - - 300 0.42%
TOTAL 17,543 15,053 32,596 18,808 20,500 39,308 71,904 100.00%
Fuente: Información suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.

33
Gráfico 1: Diagrama de Pareto líneas de productos año 2012
Fuente: El autor
Como se puede apreciar en el gráfico, el 80% de la producción total del año 2012 yace en
3 líneas de productos, siendo la línea exclusiva de Vélez la de mayor demanda con
45.285 unidades, seguida de la línea exclusiva de Mario Hernández con 7.278 unidades y
finalmente la línea Classic con 5.484 unidades. El análisis de la cadena de suministro de
Royal Leather S.A.S se realizará tomando en cuenta los procesos de fabricación de
billeteras de estas líneas de productos, así como los procesos de compra de materia
prima y distribución de las mismas.
3.3.2.1. Selección de referencias de las líneas de productos
Una vez ya seleccionadas las líneas de productos principales cuyo canal de
abastecimiento se va a analizar, es necesario conocer las referencias más relevantes de
cada línea de productos para utilizarlas como base para describir el proceso de
producción de billeteras que solicita cada cliente. Para ello se empleó nuevamente el
diagrama de Pareto para realizar la selección respectiva en cada línea de productos.
3.3.2.1.1. Selección de referencias de billeteras línea Vélez
La selección de las referencias de las billeteras fabricadas exclusivamente para Vélez
como parte del canal Outsoucing se realizó mezclando referencias masculinas y
femeninas (ANEXO 3):
Gráfico 2: Diagrama de Pareto (1) referencias de la línea Vélez 2012
Fuente: El autor

34
El análisis arrojó 11 referencias de 32 que contienen aproximadamente el 66% de la
producción, es decir, 29.879 unidades acumuladas entre las 11 referencias, cada una con
más de 1.000 unidades. De las 11 referencias seleccionadas, 5 de ellas están destinadas
al mercado femenino, lo cual le da una participación importante y mayor que en otras
líneas de productos de la empresa. Sin embargo, las 4 referencias que más se produjeron
fueron masculinas con más de 3.000 unidades fabricadas por cada una. Sin embargo,
dado el alto número resultante de referencias se elaboró un nuevo Pareto con las
referencias seleccionadas, cuyo gráfico se muestra a continuación (ANEXO 4):
Gráfico 3: Diagrama de Pareto (2) referencias de la línea Vélez femenino 2012
Fuente: El autor
Entre las referencias seleccionadas al realizar el análisis, se determinó que
aproximadamente el 61% de la producción de las referencias más relevantes (tanto
masculinas como femeninas) de Vélez yace en 4 referencias de las 11 que se
seleccionaron para el análisis, todas ellas masculinas.
3.3.2.1.2. Selección de referencias de billeteras línea Mario Hernández
En el año 2012 Royal Leather S.A.S fabricó billeteras para Mario Hernández un total de
41 referencias, tanto masculinas como femeninas, y su selección se presenta en el gráfico
a continuación (ANEXO 5):
Gráfico 4: Diagrama de Pareto de referencias (1) Mario Hernández 2012
Fuente: El autor
35
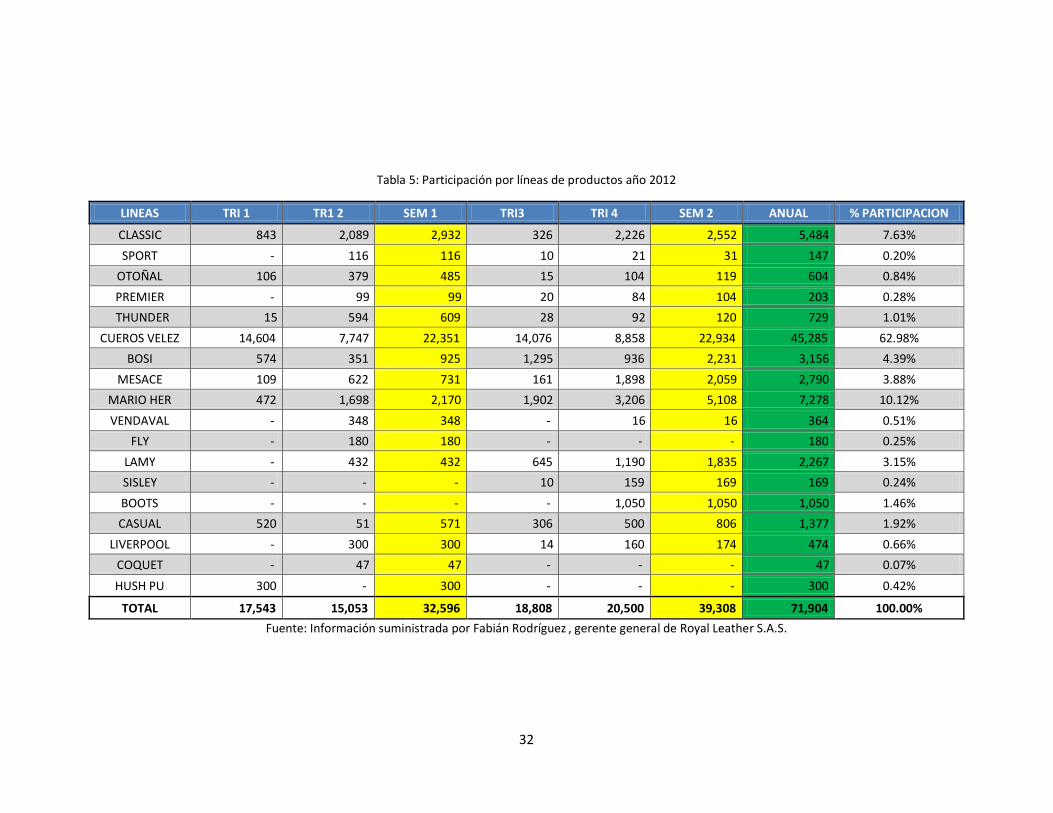
Como resultado del análisis de Pareto, se determinó que las referencias principales de
Mario Hernández son 13 de 41, las cuales abarcan aproximadamente el 71% de la
producción de esta línea.
Sin embargo, dicho número de referencias seleccionadas es todavía muy elevado para
hacer un análisis concreto, por lo que es necesario hacer un segundo análisis de Pareto
sobre el anterior para obtener un número de referencias más sencillo de analizar. El
gráfico resultante se muestra a continuación (ANEXO 6):
Gráfico 5Diagrama de Pareto de referencias (2) Mario Hernández 2012
Fuente: El autor
Con un segundo análisis de Pareto se redujo la selección a 5 referencias de billeteras, las
cuales se utilizarán para el análisis correspondiente de esta línea de productos.
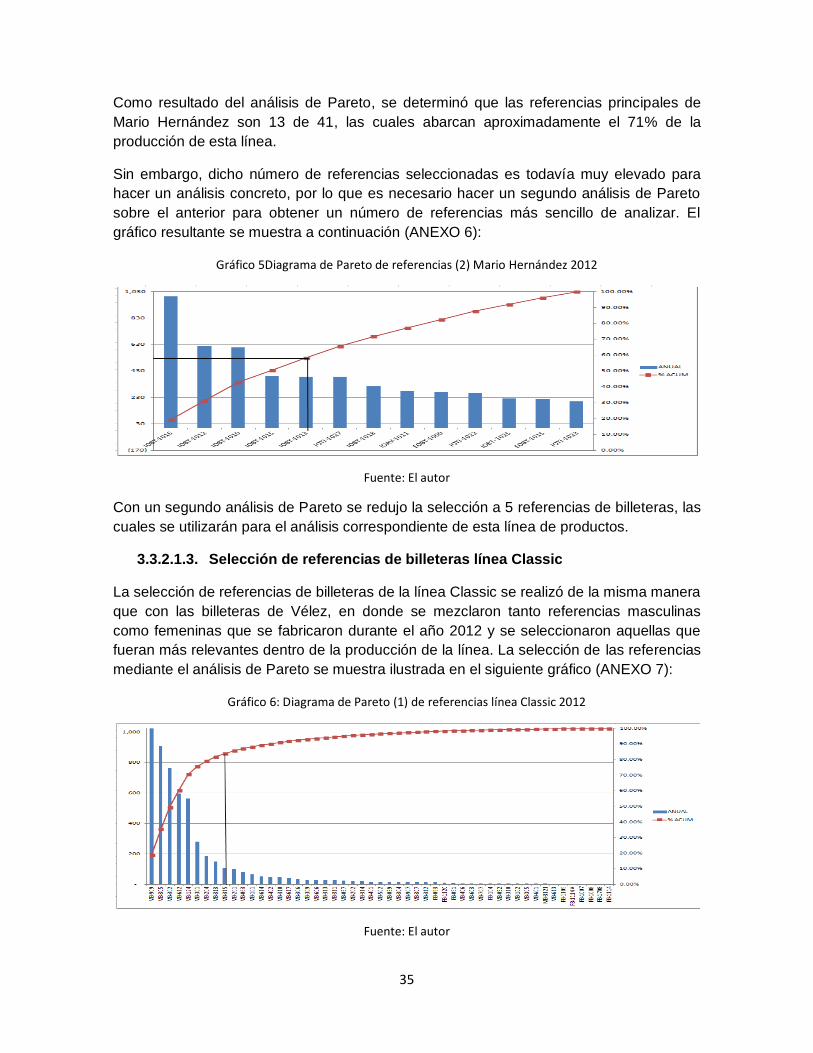
3.3.2.1.3. Selección de referencias de billeteras línea Classic
La selección de referencias de billeteras de la línea Classic se realizó de la misma manera
que con las billeteras de Vélez, en donde se mezclaron tanto referencias masculinas
como femeninas que se fabricaron durante el año 2012 y se seleccionaron aquellas que
fueran más relevantes dentro de la producción de la línea. La selección de las referencias
mediante el análisis de Pareto se muestra ilustrada en el siguiente gráfico (ANEXO 7):
Gráfico 6: Diagrama de Pareto (1) de referencias línea Classic 2012
Fuente: El autor

36
La línea Classic consta de 51 referencias diferentes, de las cuales se fabricaron en total
5.484 unidades en el año 2012, que corresponden al 7,63% de la producción total de la
empresa. De las referencias analizadas en solo 9 de ellas se encuentra casi el 84% de la
producción de la línea, de las cuales se fabricaron unidades en cantidades superiores a
100 cada una (4.596 unidades en total). Dado el alto número de referencias que mostró el
análisis, se realizó un análisis de Pareto adicional para seleccionar las referencias más
importantes dentro de las ya seleccionadas. Los resultados se muestran a continuación
en el gráfico (ANEXO 8):
Gráfico 7: Diagrama de Pareto (2) de referencias línea Classic (2) 2012
Fuente: El autor
Del total de referencias seleccionadas, el segundo análisis mostró que en solo 3
referencias de 9 de las seleccionadas en el análisis anterior contienen casi la mitad (2.707
unidades) de la producción de las referencias más importantes de la línea en el 2012.
3.3.2.1.4. Resultados de selección de referencias de billeteras
Resumiendo los resultados de la selección de referencias de billeteras más relevantes por
línea de productos, en total se seleccionaron 12 referencias, de las cuales 4 son de Vélez,
5 de Mario Hernández y 3 son de la línea Classic. Las referencias seleccionadas en el
análisis de Pareto con sus respectivas cantidades se muestran a continuación:

37
Tabla 6: Tabla resumen de referencias de billeteras seleccionadas
Línea Referencia Unidades Total
Vélez
M-1000715 5541
18238 M-1000405 4797
M-1000404 4282
M-50141 3618
Mario Hernández
IOBT-1016 994
3004
IOBT-1012 621
IOBT-1010 608
IOBT-1015 393
IOBT-1013 388
Classic
MB-909 1033
2707 MB-805 910
MB-802 764
Fuente: El autor
Como se puede apreciar en el cuadro, la línea de Vélez se tiene unos niveles de
producción de sus referencias que son superiores a las de las otras dos líneas, lo cual
indica que la línea Vélez es la más importante de la empresa, ya que es la que mayores
niveles de producción presenta anualmente en comparación con el resto de líneas (en el
2012 obtuvo casi el 63% de participación del año).
Sin embargo, las líneas de Mario Hernández y Classic también tuvieron una participación
importante durante el 2012 (10% y 7% respectivamente), por lo cual también es
importante tenerlas en cuenta al ser una posible fuente de reducción de costos de
producción y logística que puede llegar a beneficiar a la empresa en el futuro.
Con estos resultados, podemos decir que los principales clientes de Royal Leather S.A.S
son Vélez, Mario Hernández y los solicitantes de billeteras de la línea Classic (vendidas
con la marca Cameli o a clientes más pequeños). Por lo tanto se procederá a describir los
procesos de abastecimiento, producción y distribución de Royal Leather S.A.S en función
a los clientes antes mencionados, para posteriormente describir su sistema de costos.
4. DESCRIPCIÓN DE LA CADENA DE SUMINISTRO DE ROYAL LEATHER S.A.S.
La cadena de suministro de Royal Leather S.A.S consiste de 3 eslabones: abastecimiento,
producción y distribución. Dichos procesos pueden manejarse de manera diferente
dependiendo del cliente y/o de las características del pedido realizado por este. En el
análisis anterior se dedujo que los principales clientes de la empresa son Vélez (con la
mayor participación) y Mario Hernández, mientras que la línea Classic (sin un cliente
exclusivo) tiene un porcentaje de participación importante dentro de las actividades de la
empresa.

38
A continuación se explicará el funcionamiento de cada eslabón en general y de manera
específica para cada una de las líneas de productos descritas arriba.
4.1. Abastecimiento
Las actividades de Royal Leather S.A.S de abastecimiento consisten básicamente en las
actividades relacionadas con la compra y almacenamiento de materias primas requeridas
para cumplir con los pedidos de los clientes (Royal Leather S.A.S solo trabaja contra
pedido, por lo que no hay inventario de productos terminados, solo de materias primas).
Sin embargo, antes es importante conocer cómo se genera una solicitud de pedido por
parte de los clientes, lo cual determina la necesidad de comprar materiales y en qué
cantidades.
Por lo tanto, para comprender el eslabón de abastecimiento es importante conocer 3
procesos, la solicitud de las órdenes de pedido, la compra de materias primas y el modelo
de gestión de inventario de materias primas utilizado (en caso de haberlo).
4.1.1. Solicitud de orden de pedido
Para cada una de las líneas de productos analizadas, el proceso de creación de orden de
pedido es diferente ya que está ligado a los términos pactados en el contrato firmado con
el cliente para la tercerización de su producción (en el caso de Vélez y Mario Hernández)
o al proceso general utilizado para vender billeteras marca Cameli (demás referencias).
Por lo tanto, a continuación se va a elaborar una descripción de este proceso para cada
una de las líneas analizadas.
Para entender cada uno de los procesos de orden de pedido se representará en un
diagrama de flujo que muestra los pasos básicos a seguir para lograr realizar una venta
(cuando el cliente genera una orden de pedido) y posteriormente iniciar con una orden de
producción de billeteras de acuerdo a la orden de compra. En este análisis se usarán
como ejemplo las referencias resultantes del análisis de Pareto realizado anteriormente.

39
4.1.1.1. Orden de pedido línea Vélez
El diagrama de flujo del proceso de solicitud de orden de pedido para la línea Vélez es el siguiente:
Diagrama 6: Flujograma del proceso de solicitud de pedido línea Vélez
Inicio
Diseño de nuevas
referencias
Catálogo de
referencias
Presentación del
catálogo al cliente
1
¿Los diseños del
catálogo cumplen con
las expectativas del
cliente?
Orden de compra
El cliente diseña un
instructivo de cambios
de diseño
Sí
No
1
2
¿Hay materia prima en
inventario suficiente para
cumplir con la orden de
producción?
Orden de
producción
Fin
No
Sí
2
3
4
3
4
Comprar materiales a
proveedores
DISEÑO CLIENTE PRODUCCION COMPRAS
Fuente: El autor
40
Para poder comprender el diagrama de flujo del proceso, es necesario entender primero
cómo está definido el contrato entre Vélez y Royal Leather S.A.S. Dicho contrato
especifica que Royal Leather S.A.S debe realizar un catálogo de diseños originales de la
empresa que posteriormente le presenta al cliente (Vélez), el cual revisa y elige qué
diseños le gustaría que Royal Leather fabricara para ellos, diseños que posteriormente
Royal Leather cotiza basándose en los costos y gastos que implican llevar a cabo la
producción del producto solicitado.
De acuerdo con el diagrama, una vez hecha la cotización, el cliente solicita una orden de
compra de la referencia cotizada especificando la cantidad a producir y el valor que
pagará por la realización de dicho trabajo. Como anexo se muestra un ejemplo de una
orden de pedido realizadas por Vélez en el año 2012 para la referencia M-1000715
(ANEXO 9).
Una vez que la orden de pedido ha sido realizada, Royal Leather revisa en su inventario
de materias primas si hay stock de materias primas suficiente para poder iniciar con la
producción, en caso de que si hay se realiza una orden de producción para iniciar con el
proceso, en caso de no haberlo se ordena la cantidad necesaria para poder cumplir con el
pedido antes de generar la orden de producción Cada referencia tiene un listado de
materiales que se evalúan a la hora de establecer los costos de materiales y se toman
como referencia para determinar qué cantidad de materiales debe comprarse.
Entre los proveedores principales de materias primas e insumos, se encuentran INCAP
(pegantes), IMPRESOS JARCH (tarjetas, cartón y cajas), ARPIELES, GDA CUEROS Y
PUNTO PIEL (hojas de cuero de diferentes clases y tamaños). Sin embargo, Royal
Leather cuenta con más proveedores que los mencionados anteriormente a los que suele
recurrir con menos frecuencia.
El plazo del que dispone Royal Leather S.A.S para entregar los pedidos de Vélez es de 90
días para cualquier tamaño de pedido o referencia que el cliente solicite.
4.1.1.2. Orden de pedido línea Mario Hernández
El contrato que maneja Royal Leather con Mario Hernández es diferente al que maneja
con Vélez. En este caso Royal Leather no tiene la necesidad de diseñar productos para el
cliente, ya que en lugar de eso solo se limita a cumplir con la orden de pedido que solicita
el cliente (Mario Hernández solicita la fabricación de sus propios diseños). Además de eso,
Royal Leather debe comprarle las materias primas directamente a Mario Hernández en
lugar de comprarlas con otros proveedores como en el caso de Vélez.
En el siguiente diagrama de flujo se muestra el proceso de solicitud de orden de pedido
para la línea de Mario Hernández.
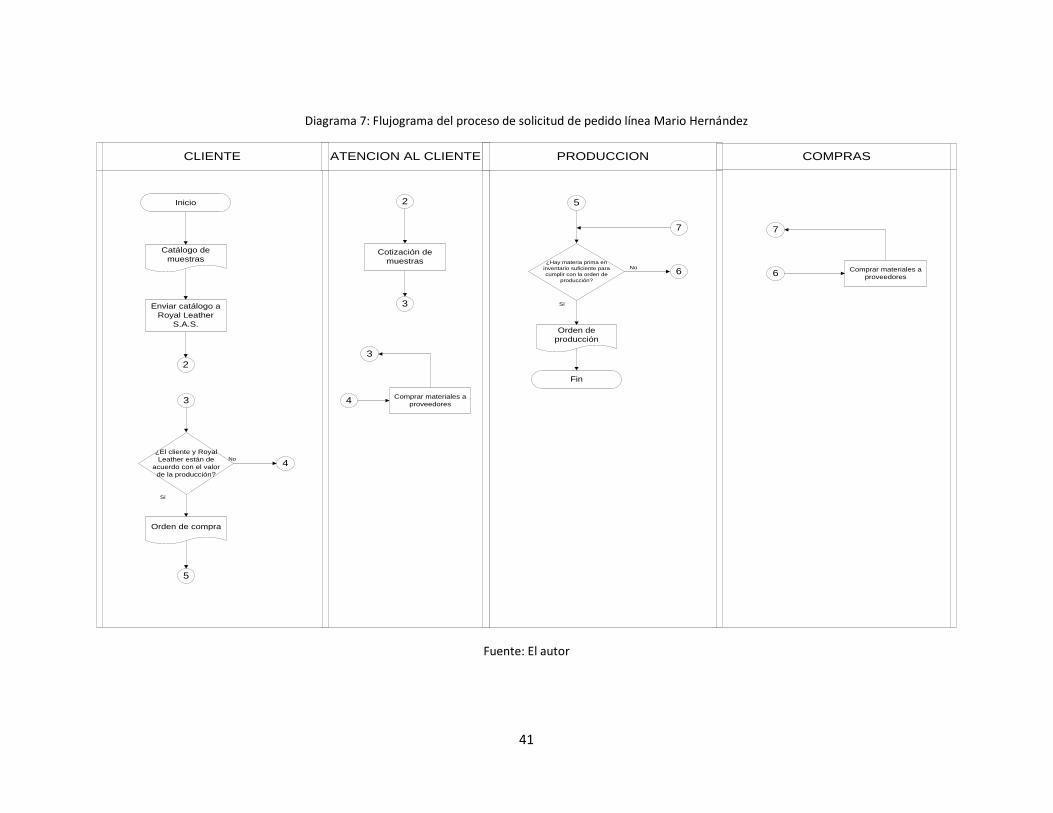
41
Diagrama 7: Flujograma del proceso de solicitud de pedido línea Mario Hernández
CLIENTE ATENCION AL CLIENTE PRODUCCION COMPRAS
Inicio
Enviar catálogo a
Royal Leather
S.A.S.
¿Hay materia prima en
inventario suficiente para
cumplir con la orden de
producción?
Orden de
producción
Fin
No
Sí
5
6
7
6
7
Comprar materiales a
proveedores
Catálogo de
muestras
2
2
Cotización de
muestras
4
3
Comprar materiales a
proveedores
3
3
Orden de compra
¿El cliente y Royal
Leather están de
acuerdo con el valor
de la producción?
Sí
No4
5
Fuente: El autor

42
El diagrama de flujo nos dice que Mario Hernández diseña su propio catálogo de
productos y solicita una cotización a Royal Leather S.A.S acerca del costo total en
materiales y dinero para producir una determinada cantidad de unidades de alguna
referencia del catálogo que el cliente desea que Royal Leather S.A.S fabrique.
Una vez que la cotización es realizada, Mario Hernández realiza una solicitud de orden de
pedido especificando el consumo de materias primas y la cantidad de unidades que se
pretenden fabricar. Como anexo hay una orden de pedido para la referencia IOBT-1016,
realizada en Marzo del año 2013. (ANEXO 11).
Una vez realizada la orden de pedido, Mario Hernández le provee los materiales
especificados en la orden de pedido a Royal Leather S.A.S para que la empresa pueda
iniciar con la producción. Sin embargo, dichos materiales solamente deben ser utilizados
para la fabricación de billeteras destinadas a Mario Hernández. Una vez que Royal
Leather S.A.S dispone de los materiales necesarios para cumplir con la orden de pedido,
se realiza la orden de producción correspondiente para la fabricación de las unidades
especificadas en la orden de pedido.
Es importante destacar que el consumo de materiales viene especificado en las órdenes
de pedido, por lo cual el total de materiales que Mario Hernández puede proveerle a Royal
Leather S.A.S siempre será el mismo.
El plazo del que Royal Leather S.A.S dispone para cumplir con las órdenes de pedido de
Mario Hernández es de 20 días para cualquier tamaño de pedido o referencia que el
cliente solicite.
4.1.1.3. Orden de pedido línea Classic
Dado que la línea Classic abarca productos que se comercializan con la marca de Cameli,
la cual le pertenece a Royal Leather S.A.S, el proceso de solicitud de órdenes de pedido
es controlado enteramente por la empresa. En este caso, la empresa cuenta con
vendedores que se encargan de contactar a los clientes (almacenes especializados en
marroquinería u otros productores menores) y presentarles el catálogo de referencias de
las diferentes líneas y referencias que fabrica la empresa (aunque en este caso solo
evaluaremos la Classic, las demás líneas de Cameli sin único cliente funcionan de la
misma manera en cuanto al manejo logístico se refiere), a partir de lo cual logran efectuar
una venta.
En términos generales, el proceso de procesamiento de pedidos para esta línea es similar
a los de Vélez y Mario Hernández (con las diferencias ya mencionadas anteriormente), tal
como se muestra en el diagrama a continuación.

43
Diagrama 8: Flujograma del proceso de solicitud de pedido línea Classic
Inicio
Diseño de nuevas
referencias
Catálogo de
referencias
Presentación del
catálogo a
vendedores
1
1
¿Hay materia prima en
inventario suficiente para
cumplir con la orden de
producción?
Orden de
producción
Fin
No
Sí
5
6
7
6
7
Comprar materiales a
proveedores
DISEÑO VENDEDORES PRODUCCION COMPRAS
¿Los vendedores y la empresa
están de acuerdo con los
diseños a vender?
Presentación del
catálogo a clientes
Sí
2No
3
2
1
Reevaluar los
diseños
CLIENTE
Orden de
compra
¿Los clientes están
interesados en algún
producto del catálogo?
Sí
No
3
4
5
3
Negociar con el
cliente sobre sus
intereses
5
Fuente: El autor

44
Como se ilustra en el diagrama de flujo, Royal Leather S.A.S cuenta con un catálogo de
referencias y líneas de productos que da a conocer a sus clientes mediante vendedores,
quienes negocian directamente con ellos con la intención de lograr una venta de
productos que posteriormente serán comercializados por el cliente.
Una vez que la venta se ha logrado, el cliente llena una solicitud de orden de compra
especificando los productos que desea, al igual que la cantidad de unidades que desea
junto con el valor total del trabajo. Como anexos hay una orden de pedido de las
referencias MB-802 y MB-612 solicitadas por un mismo cliente. (ANEXO 12).
Al igual que con las otras líneas de productos, Royal Leather S.A.S revisa en su inventario
de materiales si hay suficiente stock para poder cumplir con el pedido para saber si es
necesario comprar más materiales o si se puede emitir la orden de producción
correspondiente y empezar con el trabajo. Los proveedores que se manejan para esta
línea de productos son los mismos utilizados para la línea de Vélez.
El plazo del que Royal Leather S.A.S dispone para cumplir con las órdenes de pedido de
la línea Classic y otras similares es de 30 días para cualquier tamaño de pedido o
referencia que el cliente solicite.
4.1.2. Compra de materias primas
Royal Leather S.A.S tiene contacto con varios proveedores (ANEXO 10) a los cuales
acude cuando necesita comprar materias primas. Sin embargo, teniendo en cuenta que
se están analizando 3 líneas específicas, solo en 2 de ellas (Vélez y Classic), Royal
Leather S.A.S acude a dichos proveedores, mientras que en la línea restante (Mario
Hernández) las materias primas las provee el mismo cliente a un valor determinado. Royal
Leather S.A.S conoce a varios de dichos proveedores en ferias y exposiciones en donde
hace un primer contacto con ellos, igualmente otros van ocasionalmente a la empresa
realizar demostraciones de sus productos. A partir de eso, la empresa evalúa al proveedor
a partir de factores como los precios, la calidad de sus productos, tiempos de entrega y
posibilidades de pago que ofrecen.
Antes de analizar el proceso de compra de materiales y control de inventarios, es
importante conocer cuáles son los materiales que la empresa suele comprar a los
proveedores externos.
4.1.2.1. Listado de materias primas e insumos
Royal Leather S.A.S. compra diversos materiales e insumos para poder cumplir con las
‘ordenes de pedido de sus clientes, sin embargo, dado que la empresa produce varias
líneas de productos con diferentes tipos de cueros y sedas, una lista específica de
materias primas que la empresa compra resultaría ser demasiado larga como para
poderla colocar en este trabajo, sin embargo, es posible establecer una lista de materiales
e insumos genéricos que la empresa suele comprar para la producción. La definición de
los materiales que componen las referencias de billeteras que fueron seleccionadas en el
análisis de Pareto se mencionarán más adelante.

45
Tabla 7: Materias primas que Royal Leather S.A.S suele comprar
Material Descripción
Cuero Es el material del cual están principalmente hachas las billeteras que fabrica la
empresa.
Seda De este material está compuesto el forro interno de las billeteras, que complementa
al cuero en la composición del producto
Cremallera Solamente se encuentra en algunos productos que la empresa produce, generalmente
en billeteras de líneas femeninas
Hilo Se usa para llevar a cabo las operaciones relacionadas con costura
Pegante Es el insumo más utilizado por los prearmadores y armadores para unir las piezas y
darle forma al producto final
Cartón Utilizado como embalaje principal para los productos terminados
Broches Algunas referencias llevan este accesorio
Herrajes Utilizados ocasionalmente en algunas órdenes de producción
Tinta Se utiliza para llevar a cabo las operaciones de entintado y acabado
Ribete Se utiliza en las actividades de terminado, dependiendo de la referencia
Fuente: El autor
Como se puede apreciar en la descripción de materiales, los materiales que mayormente
se utilizan son el cuero y la seda, de los cuales la empresa puede comprar de varios tipos
dependiendo de las referencias que están fabricando, lo cual hace que el costo de estos
materiales pueda variar a lo largo del año. Otro material importante es el hilo, el cual se
utiliza en las actividades de costura que son fundamentales para el proceso.
Por otro lado, la empresa puede comprar ocasionalmente otros materiales cuando
produce algunas referencias que contienen dichos elementos, aunque la producción de
dichos diseños es menos frecuente, por lo cual no suelen representar un porcentaje
importante dentro de los costos totales de materias primas.
En cuanto a los insumos, el pegante es el más importante al ser utilizado en los procesos
de prearmado y armado, los cuales son los más importantes del proceso de producción al
ser aquellos que le dan forma al producto terminado. El cartón suele comprarse con
frecuencia para ser utilizado como embalaje del producto final al momento de hacer la
entrega respectiva al cliente.
4.1.2.2. Proceso de compra de materiales
El proceso de compra de materiales de Royal Leather S.A.S es mayormente el mismo
para prácticamente todos los proveedores, por lo cual es posible definir un diagrama de
flujo para explicar cómo funciona este proceso, tal como se muestra a continuación:

46
Diagrama 9: Flujograma del proceso de compra de materias primas
ALMACEN DE MATERIAS PRIMAS COMPRAS DISTRIBUCIONPROVEEDOR
Conteo de unidades
existentes de material
¿Hay suficientes existencias
de material para poder cumplir
con los pedidos programados?
Fin
Sí
No
2
Orden de compra
de materiales
Consultar disponibilidad
de materiales con el
proveedor principal
¿El proveedor dispone
de los materiales que
necesita la empresa?
Consultar disponibilidad
con otro proveedor
Sí
No
3
3
El proveedor procesa
el pedido realizado
El proveedor prepara el
pedido para entregar
¿El proveedor puede
llevar el pedido a la
empresa?
Sí
No
Inicio 2
4
El proveedor entrega el
pedido en las instalaciones
de Royal Leather S.A.S.
5
4
5
Recoger el pedido en las
instalaciones del
proveedor
Recibir el pedido en las
instalaciones de Royal
Leather S.A.S.
Acomodar los materiales
comprados en el almacén
de materias primas
Fin
5
Revisar los materiales
que llegan en el pedido
mediante diversas
pruebas de calidad
¿Los materiales recibidos
están en perfectas
condiciones?
Avisar al
proveedor acerca
del problema
6
El proveedor reemplaza los
materiales defectuosos por
otros que se encuentren en
buenas condiciones
6
Fuente: El autor

47
La compra de materiales se hace un mes anticipado con tal de evitar demoras en la
producción por falta de materiales para trabajar, lo cual hacen gracias a un cronograma
de producción que la empresa establece al inicio de cada año, en donde especifica la
cantidad de unidades que pretende producir durante cada mes y qué va a necesitar para
poder cumplir con los objetivos propuestos en dicho plan (lo cual incluye mano de obra,
materiales empleados, horas trabajadas, etc.). Dicho cronograma se basa en la cantidad
de días hábiles que hay en el año para el cual se va a realizar la planeación, la eficiencia
que se pretende tener y en la cantidad de mano de obra disponible (no se toma en cuenta
la producción realizada en períodos anteriores
Una vez que se ha determinado qué materiales se van a comprar, se consulta con el
proveedor principal del material la disponibilidad de dichos materiales para una fecha
establecida y el tiempo de demora para procesar el pedido. En caso de que el proveedor
no cumpla con las necesidades de la empresa, ésta consulta con otro proveedor hasta
que encuentre el apropiado. Cuando se haya llegado a un acuerdo con un proveedor, la
empresa emite una orden de compra de materiales en donde especifica el nombre de los
materiales que necesita, al igual que la cantidad de los mismos.
Con la orden de compra de materiales ya emitida, la empresa tiene que esperar a que el
proveedor emita una respuesta en donde diga que tiene listo el pedido que ésta ha
solicitado, el cual puede ser recogido por Royal Leather S.A.S en las instalaciones del
proveedor, pero hay algunos casos en donde el mismo proveedor puede llevar el pedido
hasta las instalaciones de Royal Leather S.A.S facilitando el proceso y ahorrando tiempo.
Cuando la empresa ya tiene los materiales que compró, se procede a realizar una revisión
de éstos para asegurarse que los materiales comprados lleguen en perfectas condiciones,
siendo en el caso del cuero en donde se realiza una mayor cantidad de pruebas. Las
pruebas realizadas son las siguientes:
Prueba de medición: se miden los bordes las hojas de cuero y se calcula el área,
lo cual se realiza usando un pantógrafo. Se aceptan por lo general hojas con
superficies que rondan los 70 dm^2.
Prueba de textura: se frota cada hoja con una estopa para limpiarla si está sucia o
para asegurarse que el cuero no se dañe cuando se frote con algún material. Se
aceptan hojas limpias que no se degraden o rompan al finalizar la prueba
Prueba visual: Se inspeccionan las hojas de cuero detalladamente mediante la
observación, con el fin de detectar que no hayan rotos, rayones o áreas
descoloridas o degradadas en cada hoja de cuero.
El instrumento utilizado para la medición de las hojas de cuero se llama pantógrafo, con el
cual se trazan los bordes de cada hoja y al mismo tiempo se va calculando la superficie
de la misma. Este procedimiento se realiza manualmente de manera que en ocasiones
pueda ser tardado debido a la cantidad de materiales que se suelen pedir en cada período.

48
Ilustración 6: Pantógrafo utilizado para la medición de las hojas de cuero
Fuente: foto tomada por el autor
Si alguno de los materiales revisados no pasa alguna de estas pruebas, se notifica de ello
al proveedor y este se encarga de reemplazar los materiales defectuosos por otros que se
encuentren en mejores condiciones, los cuales son revisados nuevamente por la empresa.
Una vez que los materiales se han revisado o reemplazado y cumplen con las
especificaciones de la empresa, se procede a acomodarlos en una bodega de materias
primas, en donde los materiales son almacenados en espera de ser utilizados por la
empresa para las órdenes de producción futuras.
Cada referencia de billeteras que fabrica Royal Leather S.A.S tiene una lista particular de
materiales que se necesitan para llevar a cabo su fabricación, al igual que las cantidades
necesarias de cada uno para producir una unidad de dicha referencia. Con base en dicha
lista la empresa establece un valor de venta a cada billetera, por lo que el proceso de
compra de materias primas juega un papel importante a la hora de costear una billetera.
Sin embargo, este aspecto será explicado y analizado a detalle más adelante.
4.2. Producción
El eslabón principal de la cadena de suministro de Royal Leather S.A.S es el de la
producción, ya que es aquí en donde la compañía coloca la mayor parte de sus esfuerzos,
lo cual se ve reflejado en los costos de la empresa.
El proceso de fabricación de billeteras de Royal Leather S.A.S se encuentra mayormente
estandarizado, por lo que la fabricación para las diferentes referencias de billeteras es
prácticamente el mismo, siendo las principales diferencias las materias primas utilizadas,
la cantidad y el diseño de la billetera, por lo cual es este trabajo se describirá el proceso
genérico para la fabricación de cualquier referencia de billetera.
4.2.1. Descripción del proceso
A continuación se va a explicar cómo es el proceso general de la fabricación de productos
de Royal Leather S.A.S.
Primero se toma el pedido y se lleva al área de Almacén de materias primas, en donde se
seleccionan los materiales con los que se va a trabajar, se revisa las existencias de

49
insumos en materia prima para tomar la decisión de hacer un nuevo pedido o
simplemente acabar con lo existente. En el almacén se distribuyen según marca y
referencias, tanto del tipo de cuero como de herrajes sedas y cartulina para los moldes.
Ilustración 7: Almacén de materias primas de Royal Leather S.A.S.
Fuente: foto tomada por el autor
Los insumos seleccionados según el pedido se llevan al área o sección de corte los
cuales se clasifican según la referencia del pedido a producir.
En el área de corte y preparación según la referencia se selecciona el molde para el tipo
de producto, se procede al corte el cual puede ser a mano o en troqueladora según la
necesidad, es decir corte de sedas, cartulina, forros, cueros en general toda la armazón,
lo que lleva en su interior. Una billetera generalmente tiene 8 piezas diferentes.
Ilustración 8: Proceso de corte con troqueladora de Royal Leather S.A.S.
Fuente: fotos tomadas por el autor
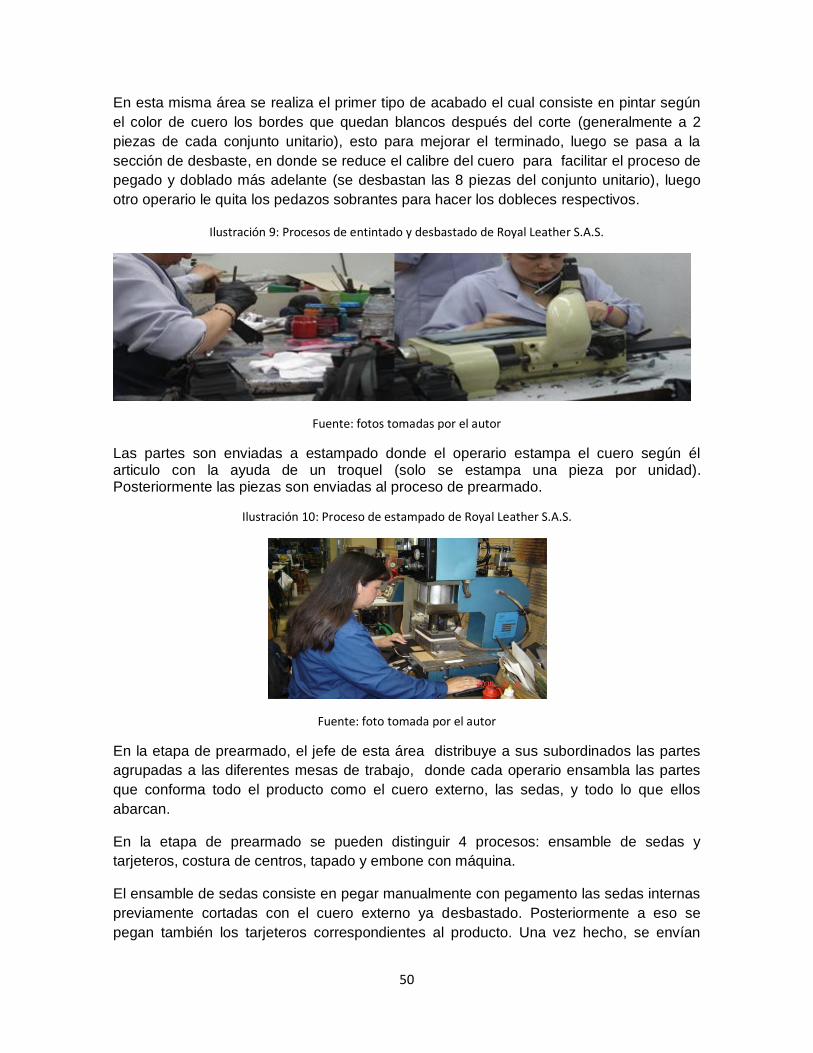
50
En esta misma área se realiza el primer tipo de acabado el cual consiste en pintar según
el color de cuero los bordes que quedan blancos después del corte (generalmente a 2
piezas de cada conjunto unitario), esto para mejorar el terminado, luego se pasa a la
sección de desbaste, en donde se reduce el calibre del cuero para facilitar el proceso de
pegado y doblado más adelante (se desbastan las 8 piezas del conjunto unitario), luego
otro operario le quita los pedazos sobrantes para hacer los dobleces respectivos.
Ilustración 9: Procesos de entintado y desbastado de Royal Leather S.A.S.
Fuente: fotos tomadas por el autor
Las partes son enviadas a estampado donde el operario estampa el cuero según él articulo con la ayuda de un troquel (solo se estampa una pieza por unidad). Posteriormente las piezas son enviadas al proceso de prearmado.
Ilustración 10: Proceso de estampado de Royal Leather S.A.S.
Fuente: foto tomada por el autor
En la etapa de prearmado, el jefe de esta área distribuye a sus subordinados las partes
agrupadas a las diferentes mesas de trabajo, donde cada operario ensambla las partes
que conforma todo el producto como el cuero externo, las sedas, y todo lo que ellos
abarcan.
En la etapa de prearmado se pueden distinguir 4 procesos: ensamble de sedas y
tarjeteros, costura de centros, tapado y embone con máquina.
El ensamble de sedas consiste en pegar manualmente con pegamento las sedas internas
previamente cortadas con el cuero externo ya desbastado. Posteriormente a eso se
pegan también los tarjeteros correspondientes al producto. Una vez hecho, se envían

51
para la estación de costura de centros, en donde posteriormente se realiza un tapado de
billetera en donde se pega a cada pieza cosida la capa exterior de cuero del producto.
Posteriormente se realiza el proceso de embone con máquina, en donde se pretende
darle una mejor apariencia a los bordes de las piezas prearmadas en las actividades
anteriores.
Ilustración 11: Actividades de prearmado de Royal Leather S.A.S.
Fuente: fotos tomadas por el autor
A continuación las piezas prearmadas se agrupan en bolsas y se envían hacia el área de
armado.
En los anteriores pasos hacen las operaciones con las mismas partes iguales pero en
este se agrupa por cada unidad de producto completo. En Armado se unen todas las
partes, que conforman el producto, piezas que fueron anteriormente prearmadas. Este
proceso es de ensamble.
También se engoman, embonan manualmente y refilan para darle una forma total al
producto, de allí la pasan a la sección de embone final donde como se observa se pegan
con bóxer los dobleces, luego son trasladados a la sección de costura donde se cosen
formando ya casi terminada la billetera. Por último se trasladan a la sección de terminado
donde los hilos sobrantes de la costura y otros residuos de cuero y bóxer son retirados
mejorando el acabado del producto.
Cabe tomar en cuenta que entre área y área se realiza una inspección (a cargo del jefe de
sección) con el fin de determinar si cada unidad se está fabricando adecuadamente. La
revisión es mayormente visual, en donde se revisan los detalles de cada pieza o producto
y aquellas unidades con imperfecciones que se detecten son enviadas al puesto de
trabajo correspondiente para corregir el imperfecto. Igualmente cada operario va
revisando que la unidad esté bien hecha al momento que trabaja en cada una, y si detecta
una imperfección la corrige inmediatamente. En promedio se corrigen 5 unidades en
alguna parte del proceso por cada 100 fabricadas. Como se puede apreciar, estas

52
inspecciones son realizadas muy empíricamente en donde simplemente se observa la
unidad y se corrige inmediatamente.
Ilustración 12: Actividades de armado y terminado de Royal Leather S.A.S.
Fuente: fotos tomadas por el autor
Para finalizar el proceso, la última etapa es el área de despachos, en donde después de
revisado el producto se empaca y se le añaden accesorios como tarjetas, y luego pasa al
almacén de producto terminado en donde las unidades terminadas se empacan en cajas
para su despacho.
Ilustración 13: Revisión final y empaque de productos terminados de Royal Leather S.A.S.
Fuente: fotos tomadas por el autor
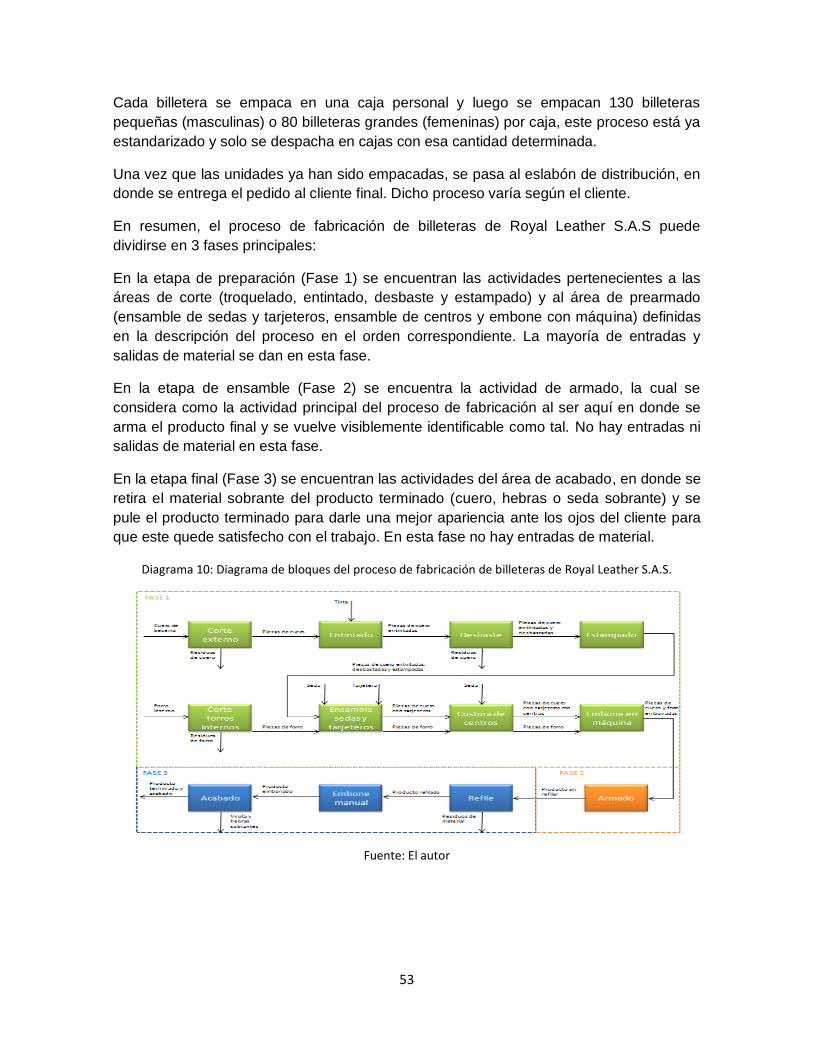
53
Cada billetera se empaca en una caja personal y luego se empacan 130 billeteras
pequeñas (masculinas) o 80 billeteras grandes (femeninas) por caja, este proceso está ya
estandarizado y solo se despacha en cajas con esa cantidad determinada.
Una vez que las unidades ya han sido empacadas, se pasa al eslabón de distribución, en
donde se entrega el pedido al cliente final. Dicho proceso varía según el cliente.
En resumen, el proceso de fabricación de billeteras de Royal Leather S.A.S puede
dividirse en 3 fases principales:
En la etapa de preparación (Fase 1) se encuentran las actividades pertenecientes a las
áreas de corte (troquelado, entintado, desbaste y estampado) y al área de prearmado
(ensamble de sedas y tarjeteros, ensamble de centros y embone con máquina) definidas
en la descripción del proceso en el orden correspondiente. La mayoría de entradas y
salidas de material se dan en esta fase.
En la etapa de ensamble (Fase 2) se encuentra la actividad de armado, la cual se
considera como la actividad principal del proceso de fabricación al ser aquí en donde se
arma el producto final y se vuelve visiblemente identificable como tal. No hay entradas ni
salidas de material en esta fase.
En la etapa final (Fase 3) se encuentran las actividades del área de acabado, en donde se
retira el material sobrante del producto terminado (cuero, hebras o seda sobrante) y se
pule el producto terminado para darle una mejor apariencia ante los ojos del cliente para
que este quede satisfecho con el trabajo. En esta fase no hay entradas de material.
Diagrama 10: Diagrama de bloques del proceso de fabricación de billeteras de Royal Leather S.A.S.
Fuente: El autor

54
4.2.2. Cursograma analítico
Según Kanawaty (1996): “El cursograma analítico es un diagrama que muestra la
trayectoria de un producto o procedimiento señalando todos los hechos sujetos a examen
mediante el símbolo que corresponda” 3. En otras palabras, el cursograma analítico es
aquel diagrama que reúne todas las actividades que se llevan a cabo para la realización
de un proceso y las clasifica según el tipo de actividad. El cursograma analítico puede
utilizarse para registrar las actividades que son llevadas a cabo por un operario, las
transformaciones de un material o los usos que se le da a una máquina o equipo.
En el cursograma analítico se manejan entre 5 y 6 símbolos que sirven para clasificar
cada actividad acorde a lo realizado en ella. Los símbolos utilizados son los siguientes:
Tabla 8: Símbolos utilizados en el cursograma analítico
Fuente: El autor
Realizar el cursograma analítico ayuda a tener un análisis detallado del proceso
facilitando la identificación de costos ocultos y de actividades improductivas que afectan el
buen funcionamiento del mismo.
A continuación se muestra un cursograma analítico del proceso estándar de fabricación
de billeteras de Royal Leather S.A.S que muestra las actividades básicas que se tienen
que llevar a cabo para poder fabricar una billetera cualquiera, con el fin de determinar la
eficiencia del proceso e identificar posibles costos ocultos que la empresa no tiene
contemplados. Se determinó el tiempo de fabricación de una unidad y de un lote (30
unidades) con el cual se trabaja en la empresa. Los tiempos consumidos y distancias
recorridas en el proceso se muestran a continuación:
3 KANAWATY, George, Introducción al estudio del trabajo, cuarta edición, Organización internacional del trabajo, Ginebra, 1996, Pág. 91.
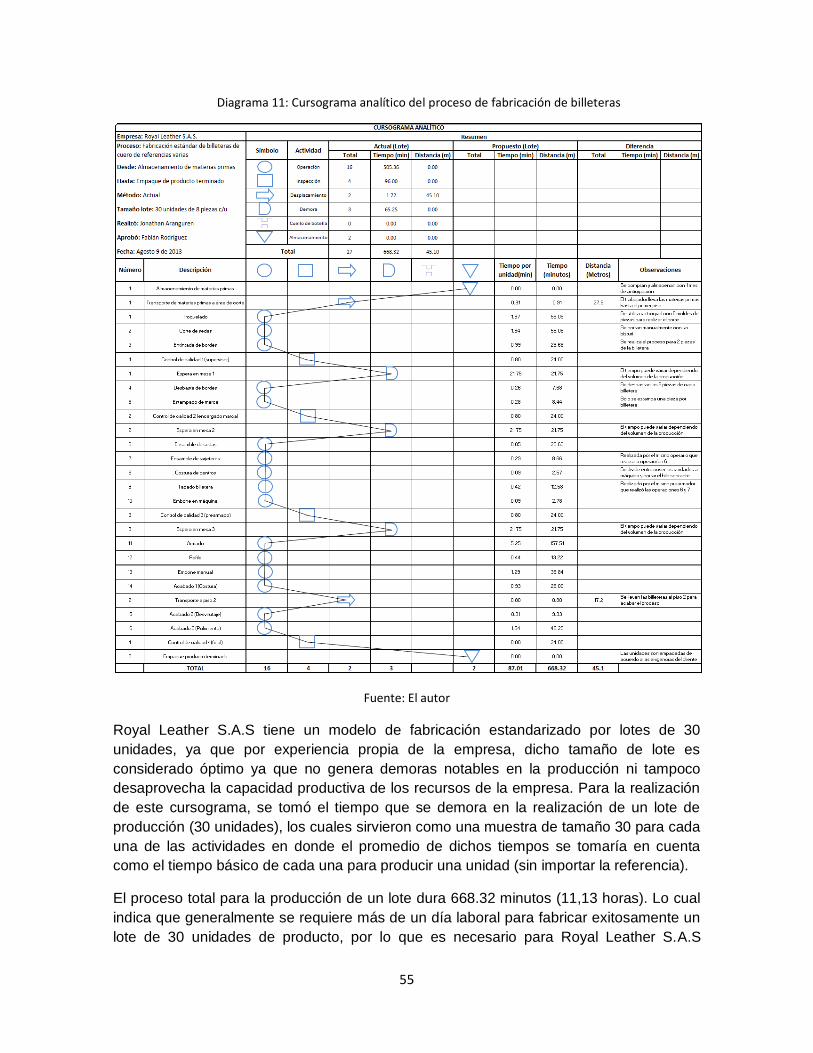
55
Diagrama 11: Cursograma analítico del proceso de fabricación de billeteras
Fuente: El autor
Royal Leather S.A.S tiene un modelo de fabricación estandarizado por lotes de 30
unidades, ya que por experiencia propia de la empresa, dicho tamaño de lote es
considerado óptimo ya que no genera demoras notables en la producción ni tampoco
desaprovecha la capacidad productiva de los recursos de la empresa. Para la realización
de este cursograma, se tomó el tiempo que se demora en la realización de un lote de
producción (30 unidades), los cuales sirvieron como una muestra de tamaño 30 para cada
una de las actividades en donde el promedio de dichos tiempos se tomaría en cuenta
como el tiempo básico de cada una para producir una unidad (sin importar la referencia).
El proceso total para la producción de un lote dura 668.32 minutos (11,13 horas). Lo cual
indica que generalmente se requiere más de un día laboral para fabricar exitosamente un
lote de 30 unidades de producto, por lo que es necesario para Royal Leather S.A.S

56
recurrir a trabajar horas extra para poder cumplir con algunos pedidos. En el caso unitario,
el proceso tarda 87,01 minutos (1,45 horas) en completarse.
De las 27 actividades que componen el proceso, 16 son operaciones (60%), la cual es
una proporción conveniente ya que en más de la mitad del proceso se transforman las
materias primas en productos terminados, lo cual hace productivo el proceso. Hay un total
de 4 inspecciones (15%) en el proceso realizadas por los jefes de cada área, siendo esta
una cantidad apropiada para asegurar que el proceso en general se está llevando a cabo
eficientemente. Solo hay 2 desplazamientos importantes (7%), siendo estos el llevar la
materia prima (cuyo almacén está en el piso 2) al área de corte (piso 1) en donde hay que
recorrer 27,9 m y llevar el producto después de ser embonado manualmente (piso 1)
hasta el área de terminado (piso 2) en donde se recorre una distancia de 17,2 m,
indicando que las distancias entre los diversos puntos de la planta es pequeña evitando
así pérdidas considerables de tiempo en desplazamientos. Adicionalmente hay un total de
3 demoras (11%) que se generan mientras que el jefe de área (quien realiza las
inspecciones de calidad) asigna a un operario libre para trabajar en la elaboración del
producto, siendo este un tiempo de espera estimado del tiempo que puede permanecer el
producto en espera para pasar a la siguiente etapa del proceso. Finalmente hay 2
almacenamientos (7%) en el proceso al inicio (materias primas) y al final (productos
terminados) que no consumen tiempo de producción, aunque sí consumen espacio.
Con respecto a la proporción de tiempos para la fabricación de lotes de producción, el
total de operaciones dura 505,36 minutos (8,42 horas) siendo el 76% del tiempo total,
indicando que es necesario trabajar más de un día en un lote para realizar todas las
operaciones necesarias. Las inspecciones duran 96 minutos siendo el 14% del tiempo
total, la cual es una proporción adecuada para tener un buen control del proceso
productivo. Las actividades de desplazamiento y espera juntas comprenden el 10% del
tiempo total, pero hay que tener en cuenta que para la empresa desplazar y almacenar
(temporalmente) una unidad o un lote implica el mismo consumo de energía, tiempo y
recursos, por lo cual el tiempo de dichas actividades es el mismo para una unidad como
para un lote.
Adicionalmente, se puede apreciar que el tiempo total de las actividades del área de corte
(hasta el control de calidad 2) equivalen a un 31% del tiempo total del proceso al
demorarse 209,13 minutos (3,48 horas) sin contar esperas, lo cual indica que esta área es
la que más tiempo consume en el proceso, lo cual puede causar algunas demoras en el
proceso que pueden dificultar el óptimo funcionamiento del mismo. En el área de prearme
(hasta el control de calidad 3) el tiempo consumido por lote solo es de 76,21 minutos (1,27
horas) sin incluir almacenamientos, equivalente al 11% del tiempo total, lo cual muestra
una mayor agilidad en el proceso al unir varias piezas disminuyendo la cantidad de
elementos a transformar en el proceso para las actividades posteriores. En el área de
armado, que sólo incluye la actividad del mismo nombre, solamente se consume el 22%
del tiempo total del proceso con 157,51 minutos (2,62 horas) por lote, siendo esta la
actividad que mayor tiempo demora en llevarse a cabo del proceso, curiosamente más
que en toda el área de prearme, lo cual se debe a que es la actividad principal del proceso

57
tal como se muestra en el diagrama de bloques. Finalmente el área de acabado (todo lo
que ocurre después del armado) consumen el 23% del tiempo total con 160,48 minutos
(2,67 horas) sin contar almacenamientos, siendo la segunda área más ágil del proceso
después del prearme, la cual es también susceptible a mejoras.
El flujo de proceso es mayormente lineal, ya que la mayoría de las actividades (el corte de
sedas se realiza al mismo tiempo que las actividades que van desde el corte con troquel
hasta el estampado), por lo que en el flujo del proceso, en cuanto a orden de actividades
principales se refiere, puede identificarse fácilmente una ruta crítica tanto para la
producción por unidad (ANEXO 13) como para la de lotes (ANEXO 14).
El tiempo total de demora del proceso para producir una billetera es de 18,20 minutos y
de 546,52 minutos para un lote (9,11 horas). Dicho tiempo indica que para producir un lote
de producción es necesario trabajar horas extra para poder terminarlo en un día, lo cual
se vuelve recurrente a medida que los clientes solicitan pedidos grandes simultáneamente.
Sin embargo, una vez que cada estación de trabajo concluye con su labor en la
producción de un lote, ésta empieza a trabajar con el siguiente. Al día se puede iniciar con
al menos 8,72 lotes (261,8 billeteras) desde el corte de cuero con troquel por cada
estación de trabajo que realiza esta actividad, lo cual muestra un proceso más ágil que
puede cumplir con las demandas de los clientes en los plazos establecidos.
En el proceso se realizan 4 inspecciones (corte, prearmado, armado y final), con una
duración de 0,8 minutos por unidad y 24 minutos por lote cada una. Cada una de ellas es
realizada por el jefe de área de cada parte del proceso con el fin de mantener un control
adecuado del funcionamiento del proceso y adicionalmente distribuir los lotes entre los
operarios de su área que se encuentren libres y así pueda continuar el proceso.
Tal como se mencionó en la descripción del proceso, las revisiones son principalmente
visuales, y cada operario va revisando cada pieza o producto a medida que va trabajando
en dicha unidad. Con base en lo anterior, en la inspección 1 se puede apreciar que se
realiza después de la operación de entintado, en la cual el operario se encarga por lo
general de revisar cada pieza y corregir los defectos que se presenten en éstas en dicha
parte del proceso. Además posteriormente se encuentra la operación de desbastado,
cuyo tiempo de demora es muy pequeño (7,68 min/lote), lo cual hace que los 2 operarios
que trabajan en ello queden libre muy rápido, haciendo que la necesidad de que el jefe de
corte inspeccione los lotes en este punto del proceso sea redundante.
En general, el proceso parece ser sencillo al ser mayormente lineal, pero con algunas
actividades (más que todo al inicio del proceso) que consumen considerablemente más
tiempo que otras posteriores y afectando la productividad del proceso; sin embargo, la
mayor parte del proceso está compuesto de operaciones en donde se da forma al
producto final haciendo que el proceso sea la mayor parte del tiempo productivo, pero hay
que tener en cuenta que esos tiempos pueden variar dependiendo del desempeño del
operario a cargo, haciendo que todo el proceso sea susceptible a mejoras.
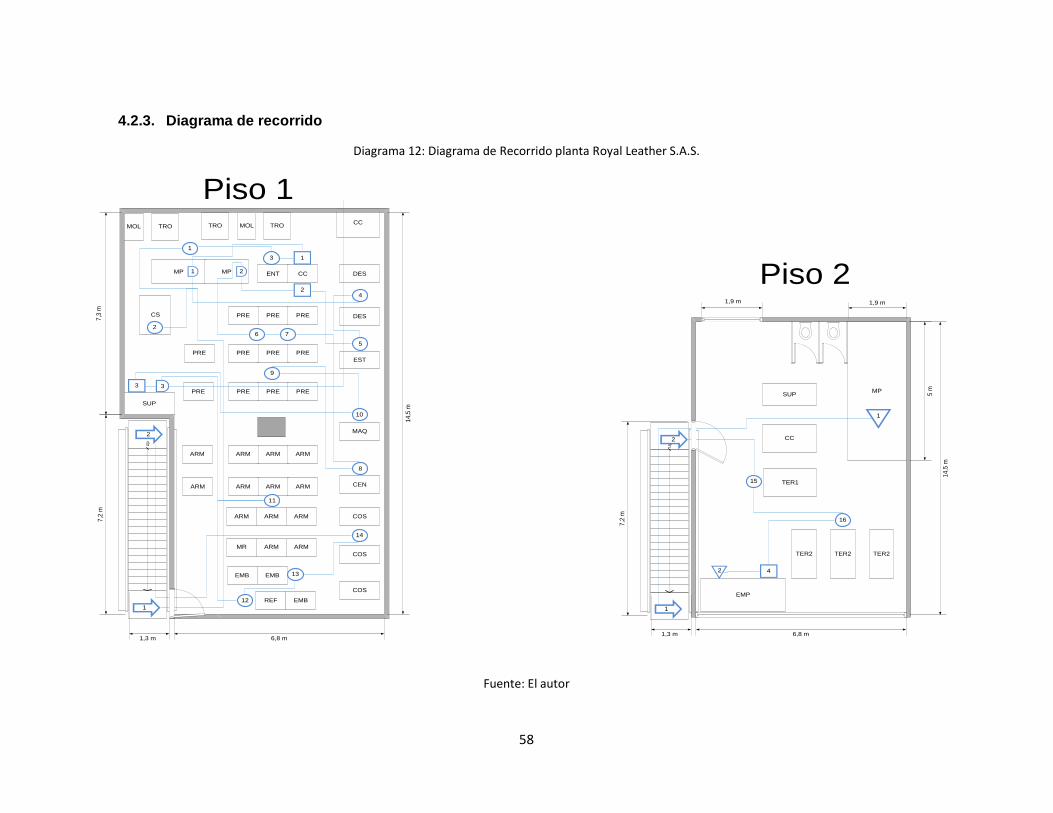
58
4.2.3. Diagrama de recorrido
Diagrama 12: Diagrama de Recorrido planta Royal Leather S.A.S. U
p
MP
COS
DES
TRO
CS
CC
EST
REF
COS
COS
CEN
MAQ
ARM
EMB
EMB
PRE
PRE
ARM
ARM
DES
TROTRO
SUP
EMB
ARMMR
ARM ARMARM
ARM ARMARM
ARM ARMARM
PRE PREPRE
PRE PREPRE
PRE PREPRE
ENT CCMP
MOL MOL
6,8 m
14
,5 m
7,3
m
1,3 m
7,2
m
1
2
3 1
4
5
2
6 7
8
9
10
3
11
12
13
14
1
2
Up
CC
TER1
TER2TER2TER2
EMP
MPSUP
6,8 m
14
,5 m
1,3 m
7,2
m
1,9 m 1,9 m
5 m
1
1
2
15
16
42
Piso 1
Piso 21 2
3
Fuente: El autor
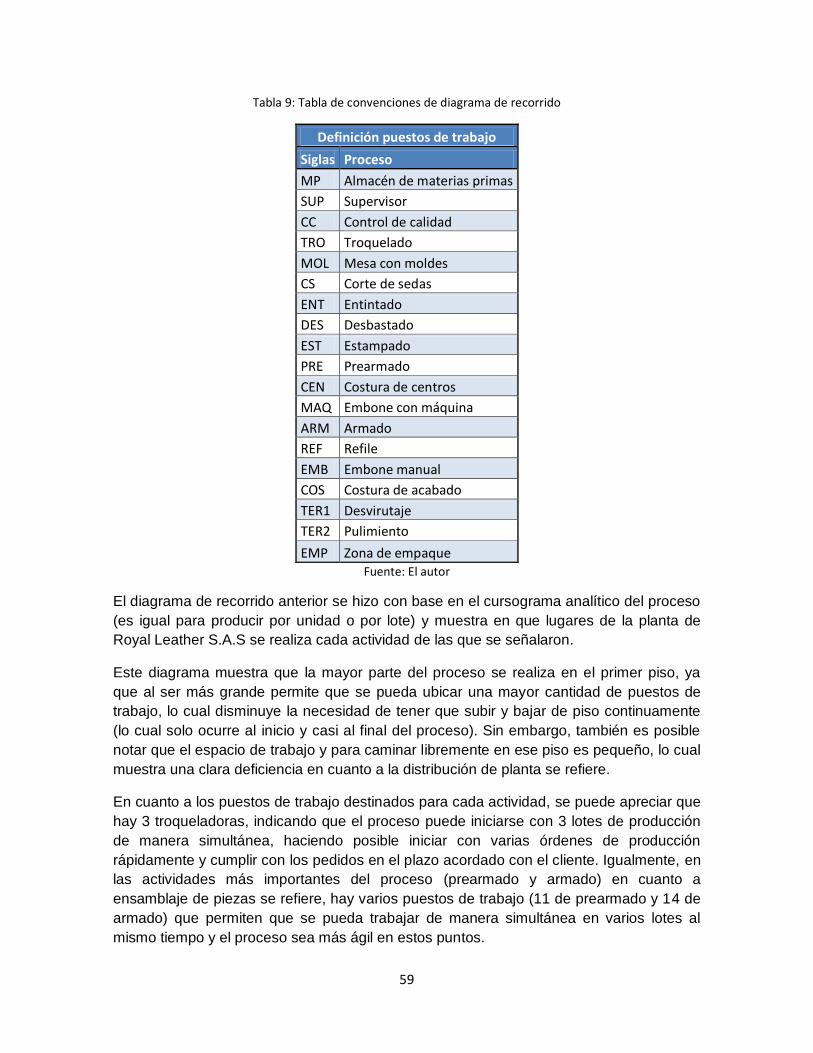
59
Tabla 9: Tabla de convenciones de diagrama de recorrido
Definición puestos de trabajo
Siglas Proceso
MP Almacén de materias primas
SUP Supervisor
CC Control de calidad
TRO Troquelado
MOL Mesa con moldes
CS Corte de sedas
ENT Entintado
DES Desbastado
EST Estampado
PRE Prearmado
CEN Costura de centros
MAQ Embone con máquina
ARM Armado
REF Refile
EMB Embone manual
COS Costura de acabado
TER1 Desvirutaje
TER2 Pulimiento
EMP Zona de empaque Fuente: El autor
El diagrama de recorrido anterior se hizo con base en el cursograma analítico del proceso
(es igual para producir por unidad o por lote) y muestra en que lugares de la planta de
Royal Leather S.A.S se realiza cada actividad de las que se señalaron.
Este diagrama muestra que la mayor parte del proceso se realiza en el primer piso, ya
que al ser más grande permite que se pueda ubicar una mayor cantidad de puestos de
trabajo, lo cual disminuye la necesidad de tener que subir y bajar de piso continuamente
(lo cual solo ocurre al inicio y casi al final del proceso). Sin embargo, también es posible
notar que el espacio de trabajo y para caminar libremente en ese piso es pequeño, lo cual
muestra una clara deficiencia en cuanto a la distribución de planta se refiere.
En cuanto a los puestos de trabajo destinados para cada actividad, se puede apreciar que
hay 3 troqueladoras, indicando que el proceso puede iniciarse con 3 lotes de producción
de manera simultánea, haciendo posible iniciar con varias órdenes de producción
rápidamente y cumplir con los pedidos en el plazo acordado con el cliente. Igualmente, en
las actividades más importantes del proceso (prearmado y armado) en cuanto a
ensamblaje de piezas se refiere, hay varios puestos de trabajo (11 de prearmado y 14 de
armado) que permiten que se pueda trabajar de manera simultánea en varios lotes al
mismo tiempo y el proceso sea más ágil en estos puntos.

60
Sin embargo, también hay que notar que hay algunas actividades del proceso que
solamente cuentan con una estación de trabajo (con un operario a cargo) que abastece a
todos los lotes de producción de todas las órdenes y referencias que se están
produciendo, lo cual causa demoras en dichos puntos del proceso adicionales a aquellas
que se colocaron en el cursograma (después de cada inspección), lo cuales pueden
considerarse como “cuellos de botella” al poder demorar el proceso más de la cuenta, e
inclusive detenerlo. Dichas actividades son: entintado, estampado, costura de centros,
refile y desvirutaje; aunque el tiempo que consume cada actividad por lote es pequeño,
donde solo el entintado y el refile consumen más de 10 minutos por lote.
Otros puestos como el embone de máquina y el corte de sedas, a pesar de mostrar solo
una estación de trabajo, no se consideran como cuellos de botella, ya que en el primero
hay 2 máquinas que trabajan simultáneamente y agilizan la operación, mientras que el
segundo hace parte de la ruta secundaria, que al ser la que menos tiempo consume, no
causa demoras en otras actividades del proceso.
En general, la distribución de los puestos de trabajo es buena a pesar del reducido
espacio libre para caminar en el primer piso, ya que las estaciones de trabajo se ubican
una cerca de otra según el orden secuencial descrito en los cursogramas evitando perder
tiempo en largos desplazamientos. Pero por otro lado, hay varios cuellos de botella que
pueden dificultar el óptimo flujo del proceso si no son manejados adecuadamente.
Por lo tanto, es recomendable revisar cuidadosamente el flujo del proceso actual para
determinar qué tan eficiente es la distribución de planta actual y cómo afectan los cuellos
de botella al desempeño del proceso.
4.2.4. Análisis de tiempos estándar
Ya conociendo cómo funciona el proceso, es importante realizar un análisis de tiempos
estándar de las actividades a las cuales se les tomó el tiempo de ejecución con el fin de
saber si su realización es la adecuada bajo las condiciones de trabajo a las que está
sujeto el operario.
El tiempo estándar para una operación dada es el tiempo requerido para que un operario
de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a
cabo la operación. El tiempo estándar se calcula sumando el tiempo observado por el
factor de valoración indicado más el tiempo suplementario por condiciones ergonómicas
más el tiempo suplementario por contingencias.
El tiempo estándar se compone de la siguiente manera, la cual consiste básicamente en
la suma del tiempo observado con algunos tiempos suplementarios y un tiempo adicional
que depende del ritmo de trabajo del operario.

61
Gráfico 8: Composición del cálculo del tiempo estándar
Fuente: El autor
La fórmula para calcular el tiempo estándar es la siguiente:
En donde:
Tiempo básico:
To=tiempo observado (el tiempo que se toma con el cronómetro)
%VAL=porcentaje de valoración (ritmo del trabajador, para este trabajo se
considerará que los operarios tienen un ritmo normal de 100%)
Tiempo suplementario ergonomía:
Ke=constante de tiempo suplementario ergonomía (siempre será 9%).
%e=porcentaje variable por condiciones ergonómicas del cargo según la tabla de
suplementos ergonómicos (ANEXO 15).
Tiempo suplementario contingencias:
Kc=constante de tiempo suplementario contingencias (siempre será 7%).
%c=porcentaje variable por contingencias propias del cargo (será siempre menor a
8%, pero para este trabajo será del 3%).
4.2.5. Cálculo de tiempos estándar
Se tomó una muestra de 30 tiempos por cada operación del proceso de producción, las cuales fueron analizadas con el fin de determinar si cada una de las actividades era realizada de manera óptima al presentar una constancia en el ritmo de trabajo de los operarios a la hora de realizar dicha actividad.
La tabla resumen de la toma de tiempos básicos se muestra a continuación:

62
Tabla 10: Tabla resumen de toma de tiempos básicos
Número Operación Suma Media Desv. Est Muestra Coef. Var Confiabilidad
1 Troquelado (hoja de cuero = 5 billeteras) 59.08 9.85 0.69 6 7.01% Sí
2 Corte de sedas (piezas para 1 billetera) 1.84 1.84 0.00 1 0.00% Sí
3 Entintada de bordes (1 pieza) 14.84 0.49 0.05 30 9.22% Sí
4 Desbaste de bordes (1 pieza) 0.96 0.03 0.01 30 25.71% No
5 Estampado de marca 8.44 0.28 0.05 30 16.63% No
6 Prearmado 47.07 1.57 0.11 30 7.29% Sí
7 Costura de centros (costura + corte hilo) 2.57 0.09 0.03 30 30.53% No 8 Embone en máquina 2.78 0.09 0.02 30 19.90% No
9 Armado 157.51 5.25 0.24 30 4.65% Sí
10 Refile 13.22 0.44 0.09 30 21.31% No
11 Embone manual 38.84 1.29 0.19 30 14.79% No
12 Acabado 1 (Costura) 27.99 0.93 0.08 30 8.58% Sí
13 Acabado 2 (Desvirutaje) 9.33 0.31 0.03 30 9.62% Sí
14 Acabado 3 (Pulimiento) 46.28 1.54 0.37 30 24.02% No Fuente: El autor

63
De las muestras se determinaron 4 indicadores estadísticos: la media µ, la desviación
estándar σ, la suma y el tamaño de la muestra n. La media resultante de cada muestreo
fue utilizada para completar el cursograma analítico. Adicionalmente, se calculó el
coeficiente de variación para determinar qué porcentaje de los tiempos tomados en cada
muestra se encuentra por fuera del intervalo µ ± σ, lo cual sirve para determinar si una
muestra es confiable o no, lo cual a la vez muestra si el operario realiza la actividad con
un ritmo de trabajo constante o no.
La fórmula para calcular el coeficiente de variación es la siguiente:
Para este análisis, las operaciones de ensamble de sedas, ensamble de tarjeteros y
tapado de billeteras se combinaron en la operación de prearmado al ser realizadas por el
mismo operario, lo cual simplifica el análisis y facilita la distinción del papel de cada
operario en el proceso.
Como puede apreciarse en la tabla, la confiabilidad de las muestras del total de las
operaciones está dividida con 7 operaciones cuya muestra puede considerarse confiable y
7 operaciones cuya muestra no es confiable, lo cual indica que la mitad de las
operaciones son realizadas sin control en el ritmo del trabajo por parte del operario, por lo
que el tiempo que pueda demorarse en realizar la actividad es altamente variable,
mientras que con la otra mitad de las actividades es difícil que el operario se demore más
o menos tiempo del establecido y afecte el flujo del proceso de manera significativa.
Las actividades cuyo tiempo no está controlado son: Desbaste, estampado, costura de
centros, embone en máquina, refile, embone manual y pulimiento. Durante la toma de
tiempos de estas actividades se observó que muchas veces los operarios se demoraban
un poco más de tiempo en una unidad cuando deciden revisar el producto, revisar los
instrumentos de trabajo o ajustar la pieza o billetera para que el trabajo que vayan a
realizar sea más preciso. A pesar de que el tiempo que se demoran haciendo esto es
pequeño, si se hace repetidamente la productividad se verá inevitablemente afectada.
Sin embargo, las actividades críticas del proceso (troquelado, prearmado y armado) no
poseen mayores complicaciones en este aspecto, ya que no presentan un coeficiente de
variación alto, indicando que el tiempo que un operario demore realizando estas tareas no
varía de manera importante, por lo que el proceso se mantiene estable en este aspecto.
Para calcular el porcentaje de tiempo suplementario por ergonomía, se sumaron la
constante Ke del 9% con la suma de porcentajes suplementarios %e indicados en la tabla
correspondiente. A continuación se muestra una tabla con los porcentajes de suplementos
calculados para cada actividad, ajustando cada tiempo básico al correspondiente en el
cursograma por lote:

64
Tabla 11: Tabla resumen de cálculo de tiempo suplementario por ergonomía
Número Operación TB (min) Suplementos ergonómicos
Suma (%e) Constante (Ke) Ke+%e Tse (min) A B C D E F G H I J
1 Troquelado 59.09 4% 0% 2% 0% 3% 0% 0% 1% 1% 0% 11% 9% 20% 11.82
2 Corte de sedas 55.20 4% 0% 2% 0% 3% 5% 0% 4% 1% 0% 19% 9% 28% 15.46
3 Entintada de bordes 29.68 4% 0% 0% 0% 3% 2% 0% 4% 4% 2% 19% 9% 28% 8.31
4 Desbaste de bordes 7.68 4% 0% 0% 0% 3% 2% 0% 1% 4% 2% 16% 9% 25% 1.92
5 Estampado de marca 8.44 4% 0% 0% 0% 3% 0% 0% 1% 4% 0% 12% 9% 21% 1.77
6 Prearmado 47.07 4% 0% 0% 0% 3% 2% 0% 1% 1% 0% 11% 9% 20% 9.41
7 Costura de centros 2.57 4% 0% 0% 0% 3% 5% 0% 4% 4% 2% 22% 9% 31% 0.80
8 Embone en máquina 2.78 4% 0% 0% 0% 3% 0% 0% 1% 4% 0% 12% 9% 21% 0.58
9 Armado 157.51 4% 0% 0% 0% 3% 5% 0% 4% 1% 0% 17% 9% 26% 40.95
10 Refile 13.22 4% 0% 2% 0% 3% 5% 0% 4% 4% 2% 24% 9% 33% 4.36
11 Embone manual 38.84 4% 0% 0% 0% 3% 2% 0% 1% 1% 0% 11% 9% 20% 7.77
12 Acabado 1 (Costura) 27.99 4% 0% 0% 0% 2% 5% 0% 4% 4% 2% 21% 9% 30% 8.40
13 Acabado 2 (Desvirutaje) 9.33 4% 0% 0% 0% 2% 5% 0% 4% 1% 2% 18% 9% 27% 2.52
14 Acabado 3 (Pulimiento) 46.28 4% 0% 0% 0% 2% 2% 0% 1% 4% 0% 13% 9% 22% 10.18
TOTAL 124.25
A B C D E F G H I J
Tolerancias constantes Empleo de fuerza Posición de trabajo Alumbrado Calor Atención estricta Ruido Esfuerzo mental Monotonía Tedio
Fuente: El autor

65
Como se puede apreciar en la tabla, el porcentaje suplementario de ergonomía variable,
representado en la columna amarilla, se encuentra para la mayoría de las operaciones
entre el 10% y 20%, donde solo 3 operaciones (costura de centros, refile y acabado 1)
superan los 20 puntos porcentuales, indicando que el proceso mayormente cuenta con
buenas condiciones ergonómicas para los empleados, aunque varias de las actividades
son repetitivas.
En términos generales, los operarios no tienen que realizar ninguna clase de fuerza
excesiva, mayormente gracias a que las billeteras no son pesadas (ni siquiera en lotes) y
a que las actividades que podrían implicar un mayor uso de fuerza se realizan gracias al
uso de una máquina (en donde se necesite). Adicionalmente la mayoría de los empleados
trabajan sentados, disminuyendo así el empleo de fuerza que deben aplicar y
proporcionando mayor comodidad para la realización de las actividades correspondientes.
El proceso, al ser mayormente artesanal, requiere de una mayor concentración por parte
de los empleados para realizar las actividades de la manera correcta (en especial en las
actividades que implican una costura o un corte de material), lo cual también influyen en la
monotonía de las actividades y en el tedio que estas provocan en los operarios.
En cuanto a iluminación, temperatura y sonido se refiere, la planta no presenta mayores
complicaciones que se puedan percibir, pues ambos pisos presentan una iluminación
adecuada y en su mayoría el ruido es constante y no llega a niveles que puedan molestar
a los empleados y/o afectar su rendimiento. Sin embargo, dado que parte del techo en el
primer piso tiene tejas transparentes, en días soleados la temperatura en el primer piso
puede llegar a niveles altos en días soleados y afectar en cierto modo el rendimiento de
los empleados, aunque esto ocurre solo en días soleados y calurosos y no es constante a
lo largo del año.
En cuanto al tiempo suplementario en general (columna roja) se refiere, las operaciones
incrementan su tiempo de ejecución entre un 20% y 30% en su mayoría, haciendo que el
tiempo total en operaciones se incremente en un 23%. Los tiempos suplementarios se
pueden apreciar en la columna verde.
El cálculo de porcentaje suplementario por contingencias, dado que solo consiste en
sumar Kc (7%) con %c (3%), será siempre del 10%.
Con los porcentajes de suplementos constantes y variables de ergonomía y contingencias
ya calculados, es posible calcular finalmente el tiempo estándar de las operaciones del
proceso, con tal de determinar el impacto que estos factores tienen a la hora de llevar a
cabo una orden de producción.
Los resultados se muestran a continuación en la tabla siguiente:

66
Tabla 12: Tabla resumen de cálculo de tiempo estándar producción por lote
CALCULO TIEMPOS ESTANDAR PRODUCCION POR LOTE
Número Operación TB (min) Ke+%e TSe (min) Kc+%c TSc (min) TSTD (min) Δ% (TB y TSTD)
Total de repeticiones diarias por operario
Total de operarios
por operación
Total de repeticiones
totales diarias
1 Troquelado 59.09 20% 11.82 10% 5.91 76.81 30% 6 3 19
2 Corte de sedas 55.20 28% 15.46 10% 5.52 76.18 38% 6 1 6
3 Entintada de bordes 29.68 28% 8.31 10% 2.97 40.96 38% 12 1 12
4 Desbaste de bordes 7.68 25% 1.92 10% 0.77 10.37 35% 46 2 93
5 Estampado de marca 8.44 21% 1.77 10% 0.84 11.06 31% 43 1 43
6 Prearmado 47.07 20% 9.41 10% 4.71 61.19 30% 8 11 86
8 Costura de centros 2.57 31% 0.80 10% 0.26 3.62 41% 133 1 133
10 Embone en máquina 2.78 21% 0.58 10% 0.28 3.64 31% 132 1 132
11 Armado 157.51 26% 40.95 10% 15.75 214.21 36% 2 14 31
12 Refile 13.22 33% 4.36 10% 1.32 18.91 43% 25 1 25
13 Embone manual 38.84 20% 7.77 10% 3.88 50.50 30% 10 3 29
14 Acabado 1 (Costura) 27.99 30% 8.40 10% 2.80 39.19 40% 12 3 37
15 Acabado 2
(Desvirutaje) 9.33 27% 2.52 10% 0.93 12.78 37% 38 1 38
16 Acabado 3 (Pulimiento) 46.28 22% 10.18 10% 4.63 61.10 32% 8 3 24
TOTAL 505.69 124.25 50.57 680.51 35% 46
Fuente: El autor

67
Como se puede apreciar en la tabla, el tiempo básico total del proceso se incrementa en
un 35% cuando se calcula como estándar, lo cual es una muestra de que la ergonomía de
los puestos de trabajo influye notablemente en el rendimiento de los trabajadores y en el
tiempo de ejecución del proceso, y por ende, de una orden de producción. Aunque las
condiciones ergonómicas de la planta son generalmente buenas, la monotonía de la
mayoría de las tareas y de la concentración requerida en gran parte de ellas obliga al
empleado a tener que, ocasionalmente, demorarse un poco más para terminar la
operación para una unidad de producción.
Las operaciones que mayor incremento tienen por suplementos son las de costura de
centros (41%), refile (43%) y acabado 1 (40%). Las 3 actividades implican una costura o
un corte de material, por lo que requieren de un alto grado de concentración por parte del
empleado para poder realizarse adecuadamente y no salir lastimado mientras se lleva a
cabo la operación. Adicionalmente, de las 3 operaciones solamente el acabado 1 presentó
una muestra de tiempos controlada, por lo que es importante enfocarse en las primeras 2
actividades, que además de presentar los mayores incrementos por suplementos, pueden
considerarse como cuellos de botella al haber solo una estación de trabajo para dichas
operaciones para abastecer a todas las líneas de producción que se presentan.
Dado el tiempo estándar por operación y operario, es posible determinar cuántas
repeticiones de cada actividad pueden realizarse teniendo en cuenta el número de
operarios que se dedican a cada una de ellas. En este proceso de fabricación la actividad
que menor cantidad de repeticiones diarias permite realizar es la de corte de sedas con 6
repeticiones diarias, pero al no hacer parte de la ruta crítica del proceso no se toma en
cuenta para el análisis. Por lo cual, la actividad que condiciona el ritmo del proceso y hace
parte de la ruta crítica es el entintado con 12 repeticiones diarias (360 unidades/día), la
cual puede ser tomada como un cuello de botella que limita la capacidad productiva de la
empresa. Las actividades de acabado 3, refile y armado también presentan un número
bajo de repeticiones, por lo que también pueden considerarse como cuellos de botella
potenciales.
4.3. Distribución
Finalmente, cuando los pedidos de los clientes ya están listos, Royal Leather S.A.S se los
entrega a sus clientes. El proceso de entrega puede variar dependiendo del cliente, ya
que algunos se encuentran fuera de Bogotá y otros prefieren ir a recoger el producto
directamente a las instalaciones de la empresa.
Royal Leather S.A.S realiza entregas a nivel local, nacional e internacional, aunque estas
últimas han disminuido en los últimos años, haciendo que la empresa se centre en los
negocios que tiene con clientes nacionales con los cuales tiene un contrato (como Vélez o
Mario Hernández) y en menor medida con aquellos clientes que solicitan billeteras de las
demás referencias.
Cuando la entrega es local, la empresa utiliza un vehículo particular en donde lleva los
pedidos terminados y empacados hasta el punto acordado con el cliente. Cada vez que se

68
hace una entrega local se entrega una factura al cliente (almacén) la cual debe pagar,
además de colocar firma y sello de constancia de que la mercancía fue entregada en
perfecto estado tal como se ordenó.
Cuando la entrega es a nivel nacional, la empresa utiliza los servicios de TCC para hacer
llegar los pedidos hasta el cliente por vía terrestre. Los productos son empacados en
varias cajas rotuladas y sunchadas dentro de los cuales también viene la factura que el
cliente debe pagar, firmar y sellar una vez que recoja el pedido en el lugar y a la hora
acordada. La empresa usa los servicios de esta empresa desde hace varios años por su
cumplimiento y calidad de servicio que han ganado la confianza de la empresa.
A pesar de que últimamente no se ha llevado a cabo, Royal Leather S.A.S realiza
entregas de pedidos a clientes que se encuentran en el exterior, para lo cual recurren a
los servicios de Metacarga para transportar los pedidos internacionales a su destino.
Entre los elementos que se realizan y entregan al cliente se encuentran el certificado de
origen, carta de responsabilidad, cartas de contenidos, lista de contenido, factura y el
pedido empacado en cajas previamente pesadas y aforadas.
También hay existen casos especiales de entrega, como es el caso de Mario Hernández,
en donde el cliente prefiere ir a recoger los productos empacados en bolsas a las
instalaciones de la empresa, y posteriormente encargarse del embalaje y la distribución
de la mercancía.
Dado que Royal Leather S.A.S tiene a Vélez como cliente principal, la mayoría de sus
entregas son realizadas a nivel nacional, principalmente a Medellín (en donde se
encuentra su planta). Por lo tanto, es importante analizar cuánto cuesta el transporte de
envío de mercancía por TCC y controlar los factores claves de los que se derivan los
cobros de transporte (peso y volumen). El proceso de cobro es el siguiente4:
Se calculan el peso real de la mercancía (pesando en una báscula) y el peso
volumen de la misma (multiplicando el volumen de la mercancía en m^3 por un
factor de equivalencia de 400 Kg/m^3).
Se selecciona el mayor entre el peso real y el peso volumen, con un mínimo de 30
Kg por unidad. Si son varias unidades, se totaliza su kilaje.
Dicho peso se multiplica por el valor del flete por kilo según la ruta (indicado en las
tarifas de TCC). El resultado no puede ser menor a $13.560.
Se adiciona al resultado anterior el 1% del valor declarado de la mercancía, el cual
no puede ser inferior a $5.090 por unidad.
Si se despacha una sola unidad, el valor no puede ser menor a $18.650.
4 Disponible en: http://www.tcc.com.co/web/portal/formas-de-pago-y-tarifas-paqueteria#2

69
Diagrama 13: Flujograma del proceso de distribución de Royal Leather S.A.S.
PRODUCCION FACTURACION TRANSPORTADORADISTRIBUCION
Inicio
Empacar los
productos terminados
en cajas
Pesar el pedido
completo en la
báscula
Medir las
dimensiones de las
cajas grandes
¿El pedido fue
solicitado por Mario
Hernández?
Empacar los productos
terminados en bolsas
plásticas
Sí
No
Entregar el pedido al
representante de MH
Fin
CLIENTE
1
1
Factura y otros
documentos relevantes
para la entrega
2
1
2
2
¿El cliente se
secuentra en un
destino local?
Sí
No ¿El cliente se
secuentra en un
destino nacional?
Sí
Llevar el pedido hasta las
instalaciones del cliente
Entregar factura y
constancia de entrega 3
4
No
3
Llevar el pedido hasta un
punto de entrega de TCC
Recurrir a Metacarga
para soporte logísitco
5
TCC transporta el pedido
hasta el destino en
donde está el cliente
TCC entrega el pedido al
cliente con los
documentos
correspondientes
4
5
Metacarga se encarga
de las operaciones
logísticas para
exportación
Metacarga entrega el
pedido al cliente con los
documentos
correspondientes
4
4
El cliente recibe el
pedido y comprueba si
está completo
El cliente firma el
comprobante de que
recibió el pedido
Fin
Fuente: El autor

70
Como se puede apreciar en el diagrama anterior, el proceso inicia en el momento en el
que se empacan las unidades terminadas, ya sea en bolsas o en cajas dependiendo del
cliente que solicitó el pedido.
En el caso de Mario Hernández solo se empacan, se imprime la factura y comprobante de
entrega, se espera la llegada del cliente a la planta y se realiza la entrega. En el caso de
empaque en cajas, la empresa tiene un procedimiento de distribución más largo y
complejo que depende del destino a donde se vaya a realizar la entrega al cliente. En el
caso de ser una entrega local la empresa misma se encarga de realizar la entrega, y en
otro caso el proceso es subcontratado, pero siempre entregando la mercancía y los
documentos correspondientes al cliente en el punto acordado.
Para entregas nacionales, la empresa tiene presupuestados $10.000.000 para todo el año
2013 (ver transporte urbano en gastos administrativos), por lo que se espera que la
empresa consuma $800.000 por mes para tener suficiente dinero para pagar los envíos
mediante TCC a lo largo del año.
5. SISTEMA DE COSTOS DE ROYAL LEATHER S.A.S.
Royal Leather S.A.S centra sus costos principalmente en el proceso de producción, en
donde centra la mayor parte de sus actividades y utiliza como base para determinar un
precio a las billeteras que fabrica. A continuación se va a explicar cómo realiza Royal
Leather S.A.S la planeación de producción para un año y cómo determina los costos en
los que incurrirá la empresa en dicho año para poder cumplir con sus actividades.
5.1. Elaboración de plan de producción anual
Al inicio de cada año, Royal Leather realiza un plan de producción anual en donde
establece cuántas unidades de billeteras se pretenden fabricar por mes, los días y horas
que se van a trabajar, el cuero consumido (principal materia prima de los productos) y el
valor de la producción por día y en total por mes. Esta información sirve como referente
para determinar el presupuesto que se pretende destinar para las diferentes actividades
de la empresa. A continuación se muestran los datos a partir de los cuales parte el plan
de producción para el año 2013:
Tabla 13: datos base para el plan de producción de Royal Leather S.A.S para el año 2013
Personal 54 Precio unitario promedio 2012 $ 25,890
Operativo 46 Cuero estimado x unidad (dm^2) 9
Administrativo 8 Valor incremental de precio 1.0119%
Horas/día/operario 9.25 Precio unidad/ promedio estimado. 2013 $ 26,198
Horas extra/día/operario 3 Incremento de unidades 27,102
Ausentismo estimado 4% Incremento de valores (millones) 239
Promedio diario de unidades 420 Inversión tecnológica (8%) (millones) 19
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

71
Tabla 14: Plan de producción de Royal Leather S.A.S para el año 2013
PRESUPUESTO MANUFACTURA 2013
MES Días
laborales Horas
plan/mes Días extra
Horas extra Total horas plan/mes
Ausentismo Total horas
disponibles/mes Unidades a
producir Productividad
Cuero consumido
(dm^2)
Valor de la producción
Promedio diario
Enero 18 7,659 - - 7,659 337 7,322 6,399 87% 57,595 $ 167,641,002 $ 9,313,389
Febrero 20 8,510 - - 8,510 374 8,136 7,078 87% 63,701 $ 185,429,444 $ 9,271,472
Marzo 18 7,659 - - 7,659 327 7,332 6,443 88% 57,990 $ 168,793,714 $ 9,377,429
Abril 22 9,361 11 1,518 10,879 479 10,400 9,464 91% 85,179 $ 247,937,872 $ 11,269,903
Mayo 21 8,936 13 1,794 10,730 473 10,257 9,334 91% 84,008 $ 244,532,132 $ 11,644,387
Junio 18 7,659 - - 7,659 337 7,322 6,736 92% 60,626 $ 176,469,728 $ 9,803,874
Julio 22 9,361 - - 9,361 412 8,949 8,233 92% 74,099 $ 215,688,134 $ 9,804,006
Agosto 20 8,510 12 1,587 10,097 444 9,653 8,881 92% 79,925 $ 232,664,438 $ 11,633,222
Septiembre 21 8,936 15 2,070 11,006 485 10,521 9,153 87% 82,381 $ 239,790,294 $ 11,418,585
Octubre 22 9,361 22 3,036 12,397 545 11,852 10,311 87% 92,797 $ 270,127,578 $ 12,278,526
Noviembre 19 8,085 20 2,760 10,845 478 10,367 9,538 92% 85,842 $ 249,876,524 $ 13,151,396
Diciembre 15 6,383 15 2,070 8,453 372 8,081 7,434 92% 66,907 $ 194,755,932 $ 12,983,729
TOTALES 236 100,420 108 14,835 115,255 5,063 110,192 99,004 90% 891,050 $ 2,593,706,792 $ 131,949,919
A Junio 30 45,454
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

72
Para la construcción de dichas tablas la empresa se basa en la cantidad de recursos
humanos (operativo y administrativo) de los que dispone, al igual que de la capacidad de
trabajo de cada uno de ellos y de la cantidad de días laborales del año. Sin embargo, no
toma en cuenta los resultados de producción de años anteriores. El plan de producción
sirve como una meta que la empresa pretende alcanzar si aprovecha su capacidad
productiva y el tiempo y presupuesto de los cuales dispone.
Como se puede apreciar en la primera tabla, Royal Leather S.A.S dispone de una gran
cantidad de empleados (mayormente operarios), lo cual supone una gran fuerza laboral
que a la vez puede resultar costosa de mantener para la empresa. Adicionalmente, el día
promedio laboral es de 9,25 horas, lo cual facilita la producción de más lotes de
producción en un día laboral sin tener que recurrir a trabajar horas extras, las cuales solo
pueden ser 3 por día y operario debido a políticas internas de la empresa. También se
determina un porcentaje promedio de ausentismo por parte de los trabajadores causado
por diversos motivos (en este caso siendo del 4% para el escenario pesimista) y un total
de unidades a producir por día sin importar la referencia o la capacidad real de producción
de la empresa.
La empresa también establece un precio de venta promedio para cada unidad de billetera
que fabricará en el año (el cual siempre incrementa en un pequeño porcentaje con
respecto al año anterior) y un consumo estimado de cuero por unidad, lo cual sirve como
base para determinar tanto la cantidad de cuero consumida por mes y el valor de la
producción para el mismo período, lo cual representa también el valor del total de ventas
que la empresa pretende vender por mes aproximadamente.
Sin embargo, el plan de producción no especifica las referencias de billeteras a fabricar ni
los clientes que las solicitan, lo cual es difícil de medir con exactitud debido a la gran
variedad de referencias que la empresa puede llegar a trabajar.
Adicionalmente, a pesar de que se especifica la cantidad de cuero que se pretende
consumir, no se especifica cuánto dinero pretende la empresa invertir para comprarlo ni
tampoco el tipo de cuero que se va a comprar, por lo que es importante analizar los tipos
de cuero que más se utilizan para poder dar un pronóstico más acertado. También es
necesario especificar los consumos en otras materias primas e insumos que se necesitan
para la fabricación de productos, tales como la seda, pegante o cajas para empaque.
5.2. Contabilidad de costos
Para poder realizar el plan de producción para un año, Royal Leather S.A.S asigna un
presupuesto para los diferentes costos y gastos en los que debe incurrir la empresa para
poder llevar a cabo sus operaciones. A continuación se van a mostrar en qué consisten
esos costos y gastos, los cuales sirven como base para asignar un precio de venta a los
productos.

73
5.2.1. Costos y gastos
Costos de materias primas: Abarcan todo lo relacionado con la compra de materias
primas que componen los productos que Royal Leather S.A.S fabrica. La empresa puede
comprar los materiales a proveedores externos con los cuales tiene negocios
recurrentemente o puede adquirirlos directamente del cliente (caso Mario Hernández).
Los costos de materias primas son los principales costos en los que la empresa incurre
para producir, y a la vez son aquellos que tienden a cambiar con mayor facilidad entre un
período y otro. Pero por esto mismo es que es importante controlarlos para evitar así
pérdidas de dinero al gastar dinero en materiales de más y/ que no pueda cumplirse con
una orden de producción por falta de materiales para trabajar.
Costos de mano de obra: Implican todo lo relacionado con el pago de nómina operativa,
junto a todo lo que ello implica. Estos valores permanecen casi estáticos durante la mayor
parte del año, salvo casos en donde se trabajan más horas extras de las previstas
(ANEXO 16).
Con respecto a la realización de este trabajo, estos valores no se modificarán ya que la
empresa maneja unas políticas salariales fijas que afectan poco a la productividad de la
empresa, asumiendo que ningún empleado sea contratado o despedido durante el año
que se está presupuestando. Sin embargo, al modificar las jornadas de trabajo, el valor
total de la mano de obra de la producción derivada de las horas hombre cambia, lo cual
puede producir ahorros para la empresa si son gestionados correctamente.
Gastos de fabricación Comprenden la compra de insumos que se pretenden comprar
para la producción del año, al igual que el pago de servicios, la inversión en seguridad
industrial y la realización de mantenimientos a las máquinas que la empresa utiliza para la
producción (ANEXO 17).
A diferencia de los costos de mano de obra, los gastos de fabricación pueden ser más
dinámicos debido a que implican compra de insumos que se utilizan en la producción, por
lo que son susceptibles a cambios si el plan de producción se llegase a modificar.
Gastos administrativos: Comprenden el pago de nómina de mano de obra indirecta
(cargos administrativos) junto con todo lo que ello implica. También se incluyen los gastos
en pago de impuestos, gastos de papelería, compra y mantenimiento de equipos de
oficina o el pago de otras obligaciones administrativas. También se incluye el presupuesto
destinado para la distribución de pedidos, con $10.000.000 para el 2013 (ANEXO 18).
De igual manera que con los costos de mano de obra directa, los gastos administrativos
tienden a ser estáticos debido a que implican pago de nómina de oficina y de obligaciones
administrativas cuyo valor no puede modificarse. Adicionalmente, estos gastos no afectan
en gran medida a las actividades de la cadena de suministro que se están analizando en
este trabajo.

74
Gastos financieros: Abarcan todas las deudas bancarias u otras obligaciones financieras
que Royal Leather S.A.S tiene que pagar (ANEXO19).
Al igual que con los gastos administrativos, los gastos financieros son estáticos y no
afectan de manera directa a las actividades de la cadena de suministro descritas en este
trabajo.
Gastos de ventas: Incluyen el pago de comisiones a los vendedores, pago de viáticos a
los mismos y otros gastos que impliquen exhibir y/o mostrar los productos en ferias u
otros eventos (ANEXO 20).
En este caso, los gastos de viaje y las comisiones pueden verse afectados debido a que
dependen directamente del volumen de ventas que los vendedores logran realizar, lo cual
resulta como un posible derivado de la capacidad productiva de la empresa, incidiendo en
la misma.
5.2.2. Estado de pérdidas y ganancias
Royal Leather S.A.S Recopila los anteriores gastos y costos en un estado de pérdidas y
ganancias, al igual que también establece el presupuesto para la compra de materias
primas y empaques, al igual que las utilidades esperadas para el año. A partir de estos
valores se asignan los precios de venta a las billeteras que Royal Leather S.A.S fabrica
para sus clientes.
Royal Leather S.A.S divide sus productos en cuatro categorías (A, B, C y D), las cuales
abarcan diversas referencias de varios clientes dependiendo de la complejidad del diseño
y de la frecuencia con las que se fabrican en el año, siendo las categorías A y B las que la
empresa fabrica más frecuentemente.
Cada categoría tiene un porcentaje de utilidades estimado de las ventas totales, en donde
para el año 2013 la categoría C presenta un porcentaje bajo debido a su escasa demanda,
mientras que en la categoría D se presenta un porcentaje alto de utilidades estimadas
para poder obtener el mayor nivel de ganancias posible para compensar la “rareza” con la
que se fabrican referencias de esta categoría. En los casos de A y B, el porcentaje está
más equilibrado con el fin de compensar su alta demanda con la asignación de precios de
venta accesibles para los clientes y a la vez rentables para la empresa.
Los costos directos (B) son el resultado de la suma de los costos de materias primas,
mano de obra directa y de fabricación, mientras que los gastos de administración,
financieros, ventas y compra de activos fijos abarcan los gastos indirectos. La suma de
costos tanto directos como indirectos da como resultado un valor de costo para prefijo (C),
el cual se utilizará para asignar los precios de venta a los productos.
Para determinar los costos totales en los que se incurrirá durante el año, se adicionan al
valor de costos para prefijo (C) el valor de compra de empaques y accesorios y se
descuentan los subsidios por materias primas, pero para la asignación de precios se
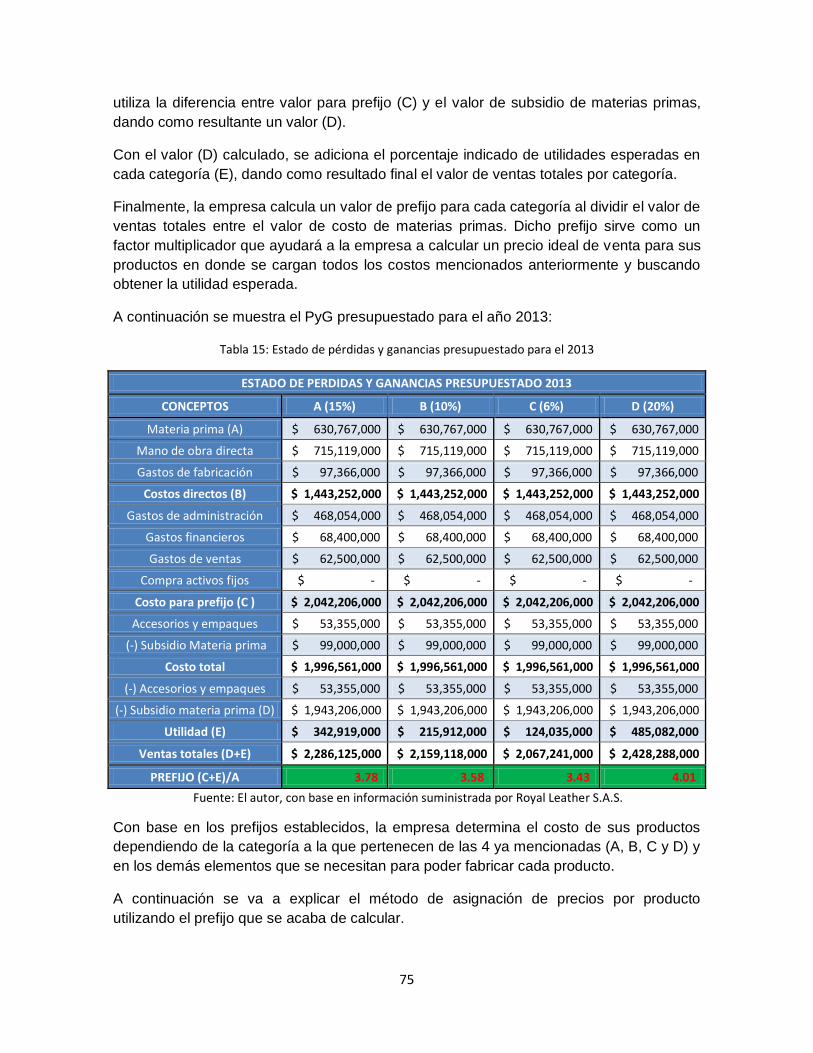
75
utiliza la diferencia entre valor para prefijo (C) y el valor de subsidio de materias primas,
dando como resultante un valor (D).
Con el valor (D) calculado, se adiciona el porcentaje indicado de utilidades esperadas en
cada categoría (E), dando como resultado final el valor de ventas totales por categoría.
Finalmente, la empresa calcula un valor de prefijo para cada categoría al dividir el valor de
ventas totales entre el valor de costo de materias primas. Dicho prefijo sirve como un
factor multiplicador que ayudará a la empresa a calcular un precio ideal de venta para sus
productos en donde se cargan todos los costos mencionados anteriormente y buscando
obtener la utilidad esperada.
A continuación se muestra el PyG presupuestado para el año 2013:
Tabla 15: Estado de pérdidas y ganancias presupuestado para el 2013
ESTADO DE PERDIDAS Y GANANCIAS PRESUPUESTADO 2013
CONCEPTOS A (15%) B (10%) C (6%) D (20%)
Materia prima (A) $ 630,767,000 $ 630,767,000 $ 630,767,000 $ 630,767,000
Mano de obra directa $ 715,119,000 $ 715,119,000 $ 715,119,000 $ 715,119,000
Gastos de fabricación $ 97,366,000 $ 97,366,000 $ 97,366,000 $ 97,366,000
Costos directos (B) $ 1,443,252,000 $ 1,443,252,000 $ 1,443,252,000 $ 1,443,252,000
Gastos de administración $ 468,054,000 $ 468,054,000 $ 468,054,000 $ 468,054,000
Gastos financieros $ 68,400,000 $ 68,400,000 $ 68,400,000 $ 68,400,000
Gastos de ventas $ 62,500,000 $ 62,500,000 $ 62,500,000 $ 62,500,000
Compra activos fijos $ - $ - $ - $ -
Costo para prefijo (C ) $ 2,042,206,000 $ 2,042,206,000 $ 2,042,206,000 $ 2,042,206,000
Accesorios y empaques $ 53,355,000 $ 53,355,000 $ 53,355,000 $ 53,355,000
(-) Subsidio Materia prima $ 99,000,000 $ 99,000,000 $ 99,000,000 $ 99,000,000
Costo total $ 1,996,561,000 $ 1,996,561,000 $ 1,996,561,000 $ 1,996,561,000
(-) Accesorios y empaques $ 53,355,000 $ 53,355,000 $ 53,355,000 $ 53,355,000
(-) Subsidio materia prima (D) $ 1,943,206,000 $ 1,943,206,000 $ 1,943,206,000 $ 1,943,206,000
Utilidad (E) $ 342,919,000 $ 215,912,000 $ 124,035,000 $ 485,082,000
Ventas totales (D+E) $ 2,286,125,000 $ 2,159,118,000 $ 2,067,241,000 $ 2,428,288,000
PREFIJO (C+E)/A 3.78 3.58 3.43 4.01
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
Con base en los prefijos establecidos, la empresa determina el costo de sus productos
dependiendo de la categoría a la que pertenecen de las 4 ya mencionadas (A, B, C y D) y
en los demás elementos que se necesitan para poder fabricar cada producto.
A continuación se va a explicar el método de asignación de precios por producto
utilizando el prefijo que se acaba de calcular.

76
5.2.3. Asignación de precios a productos
Como ya se mencionó antes, el prefijo juega un papel importante en la asignación de
precios de venta a las billeteras, ya que este valor pretende cargar los costos de
operación al producto y a la vez buscar un margen de utilidad determinado. El proceso es
el siguiente:
Se determina qué materiales se deben utilizar para producir una unidad de la
referencia especificada, al igual que la cantidad de cada uno.
Se asigna un costo monetario (valor aproximado al cual la empresa compra el
material) a la cantidad de cada material de los que se determinaron, los cuales se
multiplican con las cantidades a utilizar de cada uno y al final se suman los costos
totales por materiales.
Se multiplica el subtotal resultante de costos de materiales por el valor de prefijo al
cual pertenece la referencia.
Se suman los costos de elementos adicionales que se entregan junto a cada
billetera, tales como la caja den donde se empaca, una tarjeta de presentación, etc.
Finalmente se restan los factores de cuero o seda, lo cual depende del material
que se utiliza para la fabricación del producto.
El procedimiento de costeo que se realiza a cada producto es igual para todas las líneas y
referencias que la empresa maneja, diferenciándose solamente en las referencias de los
materiales que componen cada referencia, el prefijo asignado y los elementos adicionales
con los cuales se entrega el producto terminado, ya sea por exigencias del cliente o por
parámetros de la empresa.
Para comprender mejor lo anterior, Anexo (ANEXO 21) se muestra un ejemplo del formato
de costos de una referencia que Royal Leather S.A.S fabrica y cómo se aplican los pasos
antes mencionados.
Dado que Royal Leather S.A.S fabrica demasiadas referencias como para poderlas
describir todas, en este trabajo se hará un enfoque concreto en las referencias que
salieron como resultantes en el diagrama de Pareto al ser las que más se producen y
tienen una mayor representación del total de billeteras a fabricar por mes.
A continuación se van a mostrar los registros de costos de algunas referencias de las
líneas de productos que se analizan en este trabajo, cuyo prefijo ha sido modificado para
adaptarlo a los pronósticos del año 2013.
5.2.3.1. Costeo de referencias de línea Vélez
A pesar de que Royal Leather S.A.S no tiene información disponible acerca de las
referencias resultantes en el análisis de Pareto de esta línea, los productos que se

77
fabrican para Vélez tienen un precio de venta similar, por lo que es posible comparar
dichas referencias con otras de la misma línea.
Como ejemplares de la línea Vélez, se muestran los registros de costos de las referencias
MNA-845 (ANEXO 22) Y MNA-890 (ANEXO 23).
Las billeteras de Vélez tienden a valer aproximadamente $22,000.00 sin importar el prefijo,
el cual se encuentra por debajo del precio promedio estimado para el año 2013
($26,198.00), haciendo que resulte económico para la empresa fabricar billeteras de esta
línea; este factor influye en las ventas realizadas a Vélez, ya que al ser las billeteras más
económicas, mayor demanda habrá por parte de Vélez para solicitar los servicios de
outsourcing de Royal Leather S.A.S.
Con respecto a las 2 referencias, la MNA-890 se asemeja más a una billetera estándar”,
ya que requiere solo de los materiales básicos (cuero y seda) para su fabricación,
mientras que la MNA-845 requiere de 3 tipos de cuero distintos. Con respecto a los
elementos adicionales, los elementos básicos son la marquilla y la caja Vélez que están
presentes en todos los productos de la línea. Para esta línea, la billetera MNA-890 se
asemeja más a la distribución de precios global de la línea Vélez, por lo que se utilizarán
sus costos como referencia para analizar los costos de fabricación de las billeteras de
dicha línea.
5.2.3.2. Costeo de referencias línea Mario Hernández
En el caso de Mario Hernández, dado que ellos se encargan de realizar el embalaje de los
productos, Royal Leather S.A.S solo tiene que tener en cuenta una bolsa plástica y una
placa de identificación como elementos adicionales para costear estas billeteras. Pero a
cambio de eso las billeteras tienden a utilizar más de un tipo de cuero, lo cual contribuye a
elevar el precio final del producto.
Sin embargo, las referencias de las que hay información presentan una composición
similar presentando los mismos elementos y materiales, pero diferenciándose en las
proporciones.
Como ejemplares de la línea se muestran los registros de costos de las referencias IOBT-
1012 (ANEXO 24) y IOBT-1016 (ANEXO 25).
Como se puede apreciar, las 2 referencias utilizan cuero tipo Texas y Vitelino, tienen solo
los elementos adicionales mencionados anteriormente y pertenecen a la categoría A, lo
cual hace que ambas referencias tengan precios de venta muy similares, dándose las
únicas diferencias en las proporciones de cada materia prima que se utilizan para cada
referencia y en que la IOBT-1012 utiliza un tipo de seda más costoso.
El precio de las 2 referencias es superior al precio promedio establecido en el plan de
producción, llegando a superar los $30,000.00, lo cual indica que las ventas a MH, a
pesar de ser significativamente menores a las de Vélez en cuanto a unidades se refiere,
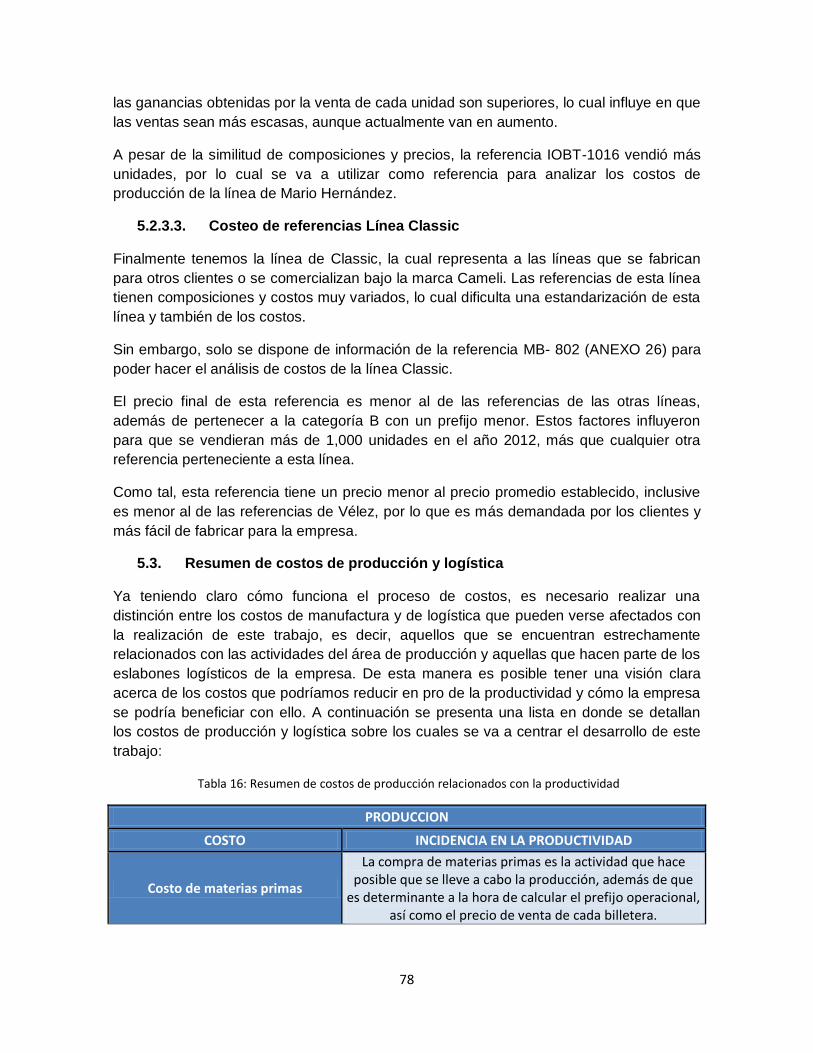
78
las ganancias obtenidas por la venta de cada unidad son superiores, lo cual influye en que
las ventas sean más escasas, aunque actualmente van en aumento.
A pesar de la similitud de composiciones y precios, la referencia IOBT-1016 vendió más
unidades, por lo cual se va a utilizar como referencia para analizar los costos de
producción de la línea de Mario Hernández.
5.2.3.3. Costeo de referencias Línea Classic
Finalmente tenemos la línea de Classic, la cual representa a las líneas que se fabrican
para otros clientes o se comercializan bajo la marca Cameli. Las referencias de esta línea
tienen composiciones y costos muy variados, lo cual dificulta una estandarización de esta
línea y también de los costos.
Sin embargo, solo se dispone de información de la referencia MB- 802 (ANEXO 26) para
poder hacer el análisis de costos de la línea Classic.
El precio final de esta referencia es menor al de las referencias de las otras líneas,
además de pertenecer a la categoría B con un prefijo menor. Estos factores influyeron
para que se vendieran más de 1,000 unidades en el año 2012, más que cualquier otra
referencia perteneciente a esta línea.
Como tal, esta referencia tiene un precio menor al precio promedio establecido, inclusive
es menor al de las referencias de Vélez, por lo que es más demandada por los clientes y
más fácil de fabricar para la empresa.
5.3. Resumen de costos de producción y logística
Ya teniendo claro cómo funciona el proceso de costos, es necesario realizar una
distinción entre los costos de manufactura y de logística que pueden verse afectados con
la realización de este trabajo, es decir, aquellos que se encuentran estrechamente
relacionados con las actividades del área de producción y aquellas que hacen parte de los
eslabones logísticos de la empresa. De esta manera es posible tener una visión clara
acerca de los costos que podríamos reducir en pro de la productividad y cómo la empresa
se podría beneficiar con ello. A continuación se presenta una lista en donde se detallan
los costos de producción y logística sobre los cuales se va a centrar el desarrollo de este
trabajo:
Tabla 16: Resumen de costos de producción relacionados con la productividad
PRODUCCION
COSTO INCIDENCIA EN LA PRODUCTIVIDAD
Costo de materias primas
La compra de materias primas es la actividad que hace posible que se lleve a cabo la producción, además de que
es determinante a la hora de calcular el prefijo operacional, así como el precio de venta de cada billetera.

79
Consumo de materiales
Durante la fabricación de diversas órdenes de pedido, la empresa consume tanto materias primas como insumos. Dicho consumo es ampliamente afectado por el nivel de
productividad de la empresa y el nivel de demanda.
Costo de Almacenamiento de materias primas
El plan de almacenamiento de materias primas influye tanto en la disponibilidad de materiales para trabajar como en el costo de almacenamiento y compra de materiales en
los que incurre la empresa.
Tiempo de demora en producción
El tiempo de demora de la producción está estrechamente ligado con la productividad de la empresa, ya que
determina la capacidad de la empresa para poder cumplir con determinada cantidad de pedidos que solicitan sus
clientes.
Total horas/hombre Determina la fuerza laboral de la que dispone la empresa
para poder cumplir con los pedidos, además de influir en el tiempo de demora de la producción.
Total de horas laborales Determina el tiempo del que la empresa dispone para
poder cumplir con determinadas órdenes de pedidos. Es posible trabajar horas laborales y horas extras.
Costo mano de obra
Dependiendo de las horas laborales y extras trabajadas en el mes, y del total de operarios trabajando en producción,
el costo de mano de obra puede verse afectado también, al igual que el cálculo de prefijos operacionales.
Fuente: El autor.
Tabla 17: Resumen de costos de logística relacionados con la productividad
LOGISTICA
COSTO INCIDENCIA EN LA PRODUCTIVIDAD
Costo de accesorios y empaques
Es necesario comprar cajas para empacar los productos terminados y poder enviarlos a donde está el cliente. Los
accesorios toca adicionarlos por exigencias de los clientes, aunque esto puede variar.
Tiempo de alistamiento de pedidos
Cuando el pedido ha terminado de fabricarse, las unidades deben ser empacadas en cajas pequeñas que
van dentro de otras más grandes. Dichas cajas son pesadas y zunchadas para su posterior envío.
Costo de envío de mercancía
A pesar de que este servicio es subcontratado (destinos nacionales e internacionales), solicitar el servicio de
transporte tiene un costo que depende del destino y el tamaño del pedido.
Fuente: El autor.
Como se puede apreciar en las tablas anteriores, la mayoría de los costos de la cadena
de suministro hacen parte del área de producción, principalmente aquellos que hacen
parte de los eslabones de abastecimiento y producción (siendo este eslabón el más
importante de la cadena de suministro de la empresa), en donde la empresa se encarga

80
de llevar a cabo las actividades correspondientes. Los costos logísticos en los que pueden
incurrirse yacen en el eslabón de distribución, en donde la empresa se limita a empacar
los productos terminados y a llevar los productos hasta donde está el cliente, actividad
que es mayormente subcontratada debido a que la mayoría de los pedidos demandados
deben entregarse en localizaciones fuera de Bogotá.
Por lo tanto, es posible catalogar a la empresa principalmente como productora, ya que la
mayor parte de sus esfuerzos son puestos en las actividades relacionadas con la
producción, principalmente en la fabricación de billeteras y en la compra de materias
primas, lo cual deja las actividades logísticas en un segundo plano al ser subcontratadas,
aunque eso no le resta importancia a dichas actividades dentro del funcionamiento de la
cadena de suministro de la empresa.
6. ANALISIS DIAGNOSTICO
Ya conociendo los costos de producción y de logística que están directamente
relacionados con la cadena de suministro, es posible realizar un análisis de la cadena de
suministro centrado en estos costos y así poder pensar en formas de poder disminuirlos y
controlarlos en pro de la productividad de Royal Leather S.A.S.
Primero se analizarán los eslabones de la cadena de suministro de la empresa, luego se
identificarán problemáticas y/o oportunidades de mejora y finalmente se relacionarán con
los costos mencionados en el punto anterior.
6.1. Análisis de la cadena de suministro
Como se mencionó anteriormente, los procesos de abastecimiento y distribución de Royal
Leather S.A.S pueden considerarse como proceso netamente de producción, mientras
que el proceso de distribución es un proceso logístico. Por lo que es importante revisar
cada uno de dichos procesos con base a sus respectivos costos directos para poder
realizar una propuesta que mejore la productividad y a su vez controle los costos en los
que se incurre.
6.1.1. Proceso de abastecimiento
El eslabón de abastecimiento, el cual se encuentra dividido en 2 procesos principales
(Procesamiento de órdenes de pedido y compra y almacenamiento de materias primas),
se encuentra parcialmente estandarizado, ya que la empresa tiene un procedimiento claro
a aplicar para cada línea de productos (ligadas estrechamente con los clientes que las
solicitan) para atender las ordenes de pedido, pero existen aspectos que pueden
mejorarse para hacer este proceso más efectivo.
El proceso de toma de órdenes de pedido, aunque al inicio para cada línea es diferente
(dependiendo del acuerdo que se tiene con cada cliente), siempre es el mismo a partir de
que el cliente solicita un pedido mediante una orden, ya que en todos los casos es
necesario revisar las cantidades de inventario que hay en la bodega, lo cual determina si
es necesario comprar o no comprar materias primas para la producción futura. Sin

81
embargo, la empresa, con base en el plan de producción que se traza cada año,
pronostica posibles ordenes de pedido que los clientes van a solicitar durante el año, por
lo que siempre se compran los materiales que se necesitan con un mes de anticipación
para evitar retrasos en la producción y cumplir con la entrega en el plazo establecido.
A pesar de que la empresa organiza bien la compra de materias primas, el proceso
resulta ser un tanto empírico, ya que el éste se encuentra montado con base en unas
metas que se pretenden alcanzar por año, en donde la empresa se limita a realizar un
pedido de materiales con un tiempo amplio de anticipación en cantidades que consideren
como suficientes para poder suplir la demanda prevista en el plan de producción. Dicho
proceso no toma en cuenta el lead time real de los proveedores, ni tampoco las
cantidades óptimas a comprar de cada material para cumplir con la demanda de cada
período, lo cual conlleva a que se esté gastando más dinero de la cuenta y, en algunos
casos, se estén comprando materiales que no se necesitan para cumplir con los pedidos.
Dicho lo anterior, es necesario establecer un sistema de gestión de inventarios que
proporcione un cálculo preciso acerca de las unidades de cada materia prima que deben
comprarse para poder cumplir con la demanda de cada período, además de poder ejercer
un mejor control sobre los costos de materias primas y así poder asignar unos precios de
venta a los productos que vayan más acordes con la capacidad productiva y de
abastecimiento de la empresa.
6.1.2. Proceso de producción
Con respecto al proceso de producción, se puede decir que este es mayormente lineal, ya
que en su mayoría solo sigue una ruta de actividades, con la única actividad paralela que
se realiza a otras es el corte de piezas de seda llevada a cabo al mismo tiempo que el
corte de piezas de cuero, y uniéndose en el control de calidad antes de entrar al área de
prearme. El hecho de que el proceso sea lineal implica que a la vez el tiempo total de
demora del proceso sea mayor, siendo en este caso de 17,27 minutos por una unidad y
9,11 horas para un lote de 30 unidades.
Gracias al análisis de tiempos estándar, es posible notar que, si incluimos suplementos
por ergonomía y por contingencias, el tiempo total de producción (en cuanto a
operaciones se refiere) puede extenderse hasta un 35%, por lo cual es necesario revisar
aquellas operaciones que mayor incremento presentan entre el tiempo observado y el
tiempo estándar. También es necesario prestar atención a las actividades que menor
número de repeticiones diarias permite realizar, ya que de cierta manera están limitando
la capacidad productiva de la empresa.
Aunque hay 46 operarios trabajando en el proceso de producción, hay un evidente
desequilibrio en cuanto a la distribución de los puestos de trabajo se refiere, ya que hay
algunas operaciones en las cuales solo hay operario (refile, costura de centros y
estampado) para abastecer a todas las ordenes de producción que se están fabricando en
el momento, mientras que en otras estaciones hay varios operarios trabajando

82
(prearmado y armado), lo cual puede implicar que algunas de dichas estaciones no se
estén aprovechando al máximo debido al flujo del proceso.
Adicionalmente, en el proceso ocurren al menos 3 demoras por almacenamientos
temporales, ocasionando que se pierdan por lo menos 65 minutos por línea de producción,
tiempo que puede llegar a incrementarse en casos en la que la demanda sea mayor y se
necesite trabajar horas extra para poder cumplir con los pedidos de los clientes en el
tiempo establecido.
Para poder comprender mejor cómo puede mejorarse la capacidad productiva de Royal
Leather S.A.S es necesario realizar un balance de línea que permita calcular la eficiencia
real del proceso y también mirar de qué manera puede mejorarse y a la vez disminuyendo
los costos relacionados directamente con el eslabón de producción de la cadena de
suministro de la empresa.
6.1.3. Proceso de distribución
Aunque el proceso de distribución es mayormente subcontratado, la empresa debe
responder por los costos de envío de paquetes (el cual no se considera al momento de
establecer los precios de venta de las billeteras) y a la vez puede controlarlos si logra
mantener un control adecuado de su productividad al saber cuánto costaría el envío de
cada orden de pedido que realice el cliente (en los casos en lo que necesite hacer una
entrega nacional). A pesar de ello, la empresa establece un presupuesto para envíos,
pero sin tener claro del todo cómo se reparten entre líneas de productos y destinos.
Por lo tanto, el proceso de distribución es el eslabón más sencillo de la cadena de
suministro de Royal Leather S.A.S debido a que mayormente se subcontrata al ser la
mayoría de las entregas nacionales (siendo Vélez el cliente principal de la empresa
ubicado en Medellín), limitando el papel de Royal Leather a solicitar la entrega del pedido
y pagar por dicho servicio, lo cual dificulta que puedan pensarse oportunidades de mejora
que puedan aplicarse directamente en este eslabón de la cadena. Sin embargo, dado que
es el último eslabón de la cadena de suministro en el cual Royal Leather participa
activamente, es fuertemente influenciado por los 2 eslabones anteriores, por lo que si los
costos de dichos eslabones se logran controlar, es posible que los costos de distribución
puedan también verse afectados por los cambios.
6.2. Análisis causa-efecto
Comprendiendo el análisis anterior de los 3 eslabones de la cadena de suministro de
Royal Leather S.A.S, se determinó que en los 3 eslabones ocurre un efecto particular: el
proceso de abastecimiento se encuentra, en cierta medida, desorganizado debido a que
no hay un control preciso sobre la compra de materias primas y no se optimiza el costo de
dicha actividad. En el eslabón de producción no se aprovecha la capacidad productiva de
la planta en su totalidad, además de que en algunos casos no es posible cumplir con
todos los pedidos que solicitan los clientes debido a que la demanda suele incrementar en
determinadas temporadas del año (principalmente para Junio y en Diciembre). En el caso
del eslabón de distribución, la empresa se limita solamente a realizar en envío y anexar

83
los documentos correspondientes, sin preocuparse por controlar los gastos de transporte
de mercancía.
Para comprender las causas de que ocurran estos efectos, se pretende realizar un
diagrama causa efecto (diagrama de espina de pescado de Ishikawa) para cada efecto
señalado (uno global por eslabón) y así poder identificar oportunidades de mejora en las
causas identificadas y posteriormente pensar en alternativas que permitan el
aprovechamiento de dichas oportunidades.
El diagrama causa-efecto, también conocido como “espina de pescado”, fue planteado por
Kaoru Ishikawa con el propósito de analizar una situación, un suceso o un problema,
ayudando en pensar en todas las causas reales y potenciales del hecho y no solamente
en las más obvias. De esta manera se propicia el análisis y la propuesta de posibles
soluciones y creación de planes de acción5.
A continuación se muestran los diagramas correspondientes a cada uno de los eslabones
de la cadena de suministro de Royal Leather S.A.S junto a sus respectivos efectos
señalados:
Diagrama 14: Diagrama causa-efecto del proceso de abastecimiento
Proceso de compra
de materias primas
desorganizado
Generación
de ordenes
de compra
Planeación de
requerimientos
de materiales
Almacenamiento de
materias primas
Pérdida de tiempo
para recoger
los materiales
Saturación de
almacén de
materias primas
Los proveedores no
Tienen servicio de
transporte
Los vehículos se
utilizan también
para entregar pedidos
El almacén tiene
muy poco espacio
Se compran grandes
cantidades de
materias primas
No se aplica un sistema
de gestión de inventarios
Se cambian
constantemente las
referencias a fabricar
La empresa considera
que es suficiente con
establecer el presupuesto
anual para dicha labor
Se compran materias
primas de más en
ciertos períodosNo se tiene claro qué
referencias pretenden pedir
los clientes en el futuro
El proceso de ventas
varía dependiendo del
cliente y línea
Los acuerdos pactados
con los clientes son únicos
Algunos clientes solo
Quieren que se se les fabrique
determinadas referencias
Fuente: El autor.
5Manejo de información: diagramas de causa-efecto. Revisado el 30 de Septiembre del 2013, en: http://www.slideshare.net/ProfejavierG/diagramas-causa-efecto-9121502

84
Diagrama 15: Diagrama causa-efecto del proceso de producción
Capacidad productiva
costosa y limitada
Distribución de
puestos de
trabajo
Planeación de
la producción
Metodología
empleada para
la producción
Formación de
cuellos de botella
No se pueden
instalar más
puestos de trabajo
Empleo de horas
extra de manera
recurrente
Tiempo ocioso
presente en algunos
puestos de trabajo
Demoras en
el proceso
No se emplean indicadores
de gestión que midan el
rendimiento y la productividad
No se pronostica
la demanda específica
por referencias a fabricar
durante el año
Algunas operaciones
son hechas por
solo un operario
Algunos operarios realizan
Retrabajos para arreglar
Alguna pieza defectuosa
El espacio para trabajar
Es un tanto reducido
La empresa no cuenta
con presupuesto para
contratar genteLa empresa solo determina
El presupuesto y las metas
De producción para el año
La empresa solo se limita a
revisar si se cumplió con las
ordenes de pedido
Se cambian
constantemente las
referencias a fabricar
Solamente se planea una
meta de producción general
por período
La jornada estándar de 8 horas
diarias no es suficiente para poder
terminar de producir un lote
Durante ciertas temporadas
la demanda aumenta de
manera significativa
Las demoras hacen
el proceso más lento
El corte de seda es más
Sencillo que el de cuero
Se revisa continuamente
la calidad de los productos
El jefe de cada área espera
Para asignar a un operario
Para trabajar en el lote
Mano de obra
Y maquinaria
Proceso
artesanalLa mayoría de las
actividades son
realizadas a mano
Las máquinas que se
utilizan en el proceso
son costosas
Fuente: El autor
Diagrama 16: Diagrama causa-efecto del proceso de distribución
Proceso de distribución
no controlado
Determinación de
Costos de entrega
Entrega de pedidos
Alta variabilidad del valor de
envío de mercancía a pagar
Subcontratación del
Proceso de entrega
La empresa no dispone de
los recursos para realizar
entregas a nivel nacional
e internacional
La empresa considera que así
se puede dedicar pormás tiempo
a la producciónde billeteras
Capacidad insuficiente
de los vehículos de la
empresa para entregar
algunos pedidos Los vehículos tienen que recoger
también las compras de materiales
La demanda de pedidos
superala capacidad
de los vehículos
Alta variabilidad de pesos
y volumenes de la
mercancía que se despacha
Alta variedad de destinos
a los que se debe
enviar la mercancía
Fuente: El autor
85
6.3. Identificación de problemáticas y/o oportunidades de mejora
A partir de los 3 diagramas causa-efecto realizados y al diagnóstico realizado a la cadena
de suministro, se identificaron las siguientes oportunidades de mejora y/o problemáticas
que pueden aprovecharse para poder mejorar la productividad de la empresa, al igual que
conseguir la reducción de algunos costos de los indicados anteriormente y su control.
6.3.1. Eslabón de abastecimiento
No existe un sistema de gestión de compra de inventarios que permita medir con
exactitud la cantidad de materias primas que deben comprarse para cumplir con la
demanda. Solamente se establece el presupuesto disponible para la compra de
materiales.
La gestión de inventarios empírica que maneja la empresa causa que
ocasionalmente el almacén de materias primas se sature, obligando a la empresa
en incurrir en costos de almacenamiento innecesarios.
Ocasionalmente la empresa pierde tiempo en ir a recoger los materiales que
compra a las instalaciones de los proveedores.
El almacén de materia prima es pequeño, haciendo que sea fácil de saturar si se
compra suficiente cantidad de materias primas (principalmente cueros).
Royal Leather S.A.S no define con anterioridad los nuevos diseños de cada una de
las líneas dificultando el cálculo de los pronósticos y afectando la planeación de
los requerimientos de los clientes y las necesidades de comprar materiales.
Dado que la empresa cuenta con acuerdos pactados con varios clientes en la línea
de outsourcing, el procedimiento para la generación de órdenes de compra por
parte de los clientes es distinto para cada uno de ellos.
6.3.2. Eslabón de producción
Dado que la empresa trabaja produciendo lotes de 30 unidades de cualquier
referencia que estén fabricando, el consumo total de tiempo que la empresa tarda
en producir un lote es de 11,33 horas (incluyendo demoras, transportes e
inspecciones), obligando a la empresa a tener que trabajar horas extra en varios
casos para poder cumplir con los pedidos.
Debido a que en algunas operaciones hay menos operarios que en otras para
atender a todas las líneas de productos que se fabrican, en el proceso en general
se forman algunos cuellos de botella que ocasionan que se presenten algunas
demoras no programadas y las programadas se extiendan.

86
Se pierde bastante tiempo (al menos 65 minutos) en almacenamientos temporales,
debido a que los lotes se mantienen en espera mientras que el jefe de cada
sección realiza las inspecciones respectivas y asigna a un operario para trabajar
en cada lote.
Ocasionalmente ocurren re trabajos durante la realización de algunas operaciones
del proceso, principalmente en aquellas cuyo muestreo presentó un coeficiente de
variación alto.
El corte de sedas se realiza mucho más rápido que el corte de cuero (el cual se
realiza al mismo tiempo y se extiende hasta la inspección 2), lo cual ocasiona que
el operario encargado de dicha labor se adelante en algunas ocasiones al resto y a
veces se quede sin trabajo por hacer.
El empaque de productos terminados suele ser diferente dependiendo del cliente
que los solicitó, ya que en ocasiones varían los elementos que se deben adicionar
a la billetera para presentación (tarjetas o placas) o el cliente quiere que se le
entregue la mercancía en un empaque determinado (bolsas en el caso de Mario
Hernández y cajas Vélez en el caso de Vélez).
El plan de producción anual de la empresa contempla la cantidad de billeteras a
fabricar por mes, la mano de obra disponible y las horas totales (normales y extras)
que se pretenden trabajar por mes. Sin embargo, no hay indicadores que le
permitan a la empresa medir la eficiencia con la que utiliza su capacidad de
producción. Según el cursograma analítico solo se logra aprovechar el 76% de la
productividad debido a las demoras a las que se incurre en el proceso.
6.3.3. Eslabón de distribución
En el caso en que la empresa debe realizar entregas locales, la empresa utiliza
vehículos particulares para transportar la mercancía, lo cuales no siempre tienen la
capacidad suficiente para albergar pedidos grandes o varios pedidos que deban
ser entregados un mismo día.
La empresa, a pesar de que establece un presupuesto al inicio del año para
envíos nacionales (usando a TCC), no define cómo va distribuido dicho
presupuesto entre líneas de productos, meses y destinos de entrega, aunque se
sabe que al menos la mayoría de despachos (Vélez) son enviados a Medellín,
mitigando el problema en parte, por lo menos con el cliente mayoritario.
Dada la gran variedad de pesos y volúmenes que pueden tener los pedidos que
solicitan los clientes, los costos de los envíos pueden fluctuar ampliamente.

87
En caso de entregas nacionales e internacionales, los costos de envío no se
consideran a la hora de asignar el precio de venta a una referencia de billeteras,
ya que se toman solo en cuenta los costos de los materiales, la utilidad deseada
(prefijo) y los accesorios adicionales como los empaques.
6.4. Análisis de oportunidades de mejora
A partir de las listas de oportunidades de mejora en los eslabones de la cadena de
suministro y en los diagramas de causa-efecto puede decirse que la situación de cada
eslabón puede resumirse de la siguiente manera:
En el eslabón de abastecimiento, el almacén de materias primas se llena
constantemente a su máxima capacidad debido a que la empresa compra los
materiales en grandes cantidades sin tener un control sobre las cantidades
óptimas que deben comprarse. Adicionalmente la empresa al modificar las
referencias de billeteras que pretende fabricar dificulta que se puedan calcular
pronósticos precisos acerca de lo que se debe comprar para la empresa. Estas
problemáticas radican en que no hay un sistema de gestión de inventarios que
realice dichos cálculos y a que la empresa no define con suficiente anticipación
qué diseños pretende vender a sus clientes, modificando el portafolio de productos
cada 3 meses en promedio.
En el eslabón de producción no se tiene clara del todo la capacidad productiva de
la empresa, ya que al haber algunos puestos de trabajo que actúan como cuellos
de botella el proceso se vuelve lento y obliga a la empresa a tener que trabajar
una jornada normal más larga (9 horas) y horas extras. Esto ocasiona que en
algunos casos la empresa no pueda cumplir con algunos pedidos y tenga que
rechazar otros cuando la demanda sobrepasa la capacidad de producción.
Además no hay indicadores de gestión que determinen la eficiencia real del
proceso.
En el caso del eslabón de distribución, dado que la empresa en la mayoría de los
casos, utiliza los servicios de TCC para transportar la mercancía, no ejerce un
control sobre la asignación del presupuesto de transporte en cuanto a períodos,
líneas y destinos se refiere. Los costos de envío con frecuencia no son tomados
en cuenta a la hora de asignar un precio de venta a una billetera de cualquier
referencia.
7. PLANTEAMIENTO Y ESCOGENCIA DE ALTERNATIVAS
Teniendo ya el listado de oportunidades de mejora y un análisis acerca de cuál es la
situación en general en la cadena de suministro, puede pensarse en alternativas que den
solución a las problemáticas y aprovechen las oportunidades de mejora identificadas y
permitan que la empresa pueda crecer. Pero antes es necesario conocer la situación
actual de la empresa con respecto a los aspectos analizados y de los cuales se determinó
88
la lista de oportunidades de mejora y después se propondrán alternativas de solución con
base en dicho análisis.
7.1. Técnica del interrogatorio: situación actual
La técnica del interrogatorio es una herramienta que consiste en evaluar una actividad con
respecto a 6 preguntas fundamentales: Qué, Cuándo, Quién, Cómo, Dónde y por qué. Las
preguntas fueron resaltadas por Rudyard Kipling en su obra Just so stories (1902) en un
poema llamado “The Elephant Child” (El niño elefante) con el siguiente verso6:
Tengo seis honestos sirvientes
(me enseñaron todo lo que sé);
sus nombres son Qué y Por qué y Cuándo
y Cómo y Dónde y Quién.
Esta metodología es también conocida como “5W y una H”, y consiste en determinar la
historia completa de algo, y con base en ello pensar en propuestas que permitan darle
solución o aprovechar el aspecto que se está analizando.
En este caso se pretenden analizar mediante este método las problemáticas y/o
oportunidades de mejora identificadas en el análisis realizado a partir del diagrama de
espina de pescado y analizados en el punto anterior en donde se agruparon acorde al
eslabón de la cadena de suministro del cual hacían parte, así como acorde a la actividad
o aspecto en donde se presentara cada caso. Una vez respondidas las 6 preguntas por
cada aspecto analizado se procede a establecer cuál es la problemática principal de cada
aspecto.
A continuación se muestra la aplicación de la técnica del interrogatorio para la situación
actual de la empresa para cada uno de los 3 eslabones de la cadena de suministro
analizados en este trabajo.
6 Técnica del interrogatorio (examinar e idear con espíritu crítico). Revisado el 4 de Octubre del 2013, en:
http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-industrial/ingenier%C3%ADa-de-metodos/t%C3%A9cnica-del-interrogatorio/

89
Tabla 18: Técnica del interrogatorio para la situación actual de Royal Leather S.A.S.
ABASTECIMIENTO
No Proceso/Aspecto
general Actividad
relacionada ¿Qué se hace? ¿Cómo se hace? ¿Dónde se hace? ¿Quién lo hace? ¿Cuándo lo hace? ¿Por qué lo hace? Problemática principal
1 Compra de
materias primas
Planeación de requerimientos de materiales
Se compran las materias primas que se necesitan para cumplir
con los pedidos
Se emiten órdenes de compra de materiales
en cantidades suficientes para
abastecer la demanda de los períodos
siguientes
Se monta la orden de compra
desde las instalaciones de
Royal Leather S.A.S.
El área de compras de
Royal Leather S.A.S.
1 mes antes de que el cliente vaya a realizar
un pedido
Para tener materiales suficientes con los
cuales poder trabajar y cumplir con la orden de pedido a tiempo
Se compran materias primas en cantidades
superiores a las necesarias, incurriendo en grandes costos en compra de materiales
2 Venta de billeteras
Generación de órdenes de
pedido
Se solicita una orden de pedido para la
fabricación de algún número de unidades de
determinadas referencias
Se emite una orden de compra especificando
las referencias a fabricar y las cantidades
En las instalaciones del cliente o en las
de Royal Leather S.A.S.
Los clientes
Cuando desee que Royal Leather S.A.S
fabrique billeteras para su comercialización
Para poder tener productos para
venderle a sus clientes con su marca
El procedimiento y parámetros con los
que los clientes realizan sus compras
varía dependiendo del cliente
3 Almacenamiento
de materias primas en bodega
Almacenamiento de materiales
Se colocan las materias primas compradas en el
almacén para su almacenamiento
Se descarga el pedido del vehículo y se lleva
hasta el almacén
En el almacén de materias primas de Royal Leather
S.A.S.
El personal encargado de administrar el
almacén de materias primas
Cada vez que llegue un pedido que haya
solicitado la empresa con anterioridad
Para poder utilizar los materiales comprados en el momento que se
necesiten
En períodos del año en donde la demanda sube, el almacén se satura al no poder abastecer toda la mercancía que se
compra o se necesita
PRODUCCION
No Proceso/Aspecto
general Actividad
relacionada ¿Qué se hace? ¿Cómo se hace? ¿Dónde se hace? ¿Quién lo hace? ¿Cuándo lo hace? ¿Por qué lo hace? Problemática principal
1 Proceso general
de fabricación de billeteras
Metodología empleada para la producción
Se fabrican billeteras de referencias solicitadas
por los clientes
Se lleva el cabo el proceso indicado en el cursograma analítico
(por lotes de 30 unidades)
En la planta de Royal Leather
S.A.S.
Los operarios del área de producción
Cada vez que se emite una orden de
producción cuando un cliente solicita un
pedido
Para poder cumplir con el pedido del cliente
La empresa solo puede aprovechar el 76% de la productividad por culpa de las demoras
incurridas en el proceso
2 Jornada laboral
del área de producción
Metodología empleada para la producción
Se trabaja por una jornada laboral normal
de más de 9 horas al día y 3 de horas extra
Se trabaja continuamente de 8 am a 6 pm y hasta 9
pm si se trabajan horas extras
En la planta de Royal Leather
S.A.S.
Los operarios del área de producción
De Lunes a Viernes, y algunos sábados
cuando se requiera
Para poder cumplir a tiempo con los pedidos
demandados
La jornada laboral es más larga que la
estándar de 8 horas y se recurre con
frecuencia a trabajar horas extra

90
3
Control de calidad de los productos o
piezas
Metodología empleada para la producción
Se revisa si los productos/piezas que
se fabrican se encuentran o no
defectuosos
Se revisa unidad por unidad verificando si
cumple con las especificaciones del
producto
En los puestos de control de
calidad de la empresa
Los jefes de cada área de producción
Cada vez que se termina de producir
cierta cantidad de lotes por cada área
Para asegurarse de que todas las unidades se
están fabricando correctamente antes
de pasarlas a la siguiente fase del
proceso
Mientras que se realiza la revisión de las
unidades y se espera a que un operario esté libre hay demoras de
por lo menos 21 minutos
4
Cantidad de puestos de
trabajo disponibles por
estación
Distribución de los puestos de
trabajo
Se distribuyen los puestos de trabajo de
acuerdo a la relevancia de cada actividad en el proceso y los recursos
disponibles
Se organizan los puestos de trabajo
junto a los operarios de acuerdo al flujo del proceso y al espacio
disponible
En la planta de Royal Leather
S.A.S.
Los jefes de cada área de producción
Cuando se va a llevar a cabo una orden de producción (pero la distribución ya está
montada)
Para aprovechar la capacidad de los
operarios y demás recursos disponibles
Algunas actividades del proceso son realizadas por solo un operario y generan demoras en algunos puntos del
proceso
5 Diseño del plan de producción
anual
Planeación de la producción
Se traza un plan de producción que
especifica las metas de producción de cada
mes y las horas disponibles a trabajar
Con base en producción realizada
en años anteriores, se estima la capacidad
productiva
En las instalaciones de
Royal Leather S.A.S.
Los directores del área de producción
Al inicio de cada año
Para establecer unas metas a cumplir por
cada mes y evaluar el porcentaje de cumplimiento
Al momento de realizar el plan de
producción, este se realiza sin especificar
las referencias demandadas por los
clientes
DISTRIBUCION
No Proceso/Aspecto
general Actividad
relacionada ¿Qué se hace? ¿Cómo se hace? ¿Dónde se hace? ¿Quién lo hace? ¿Cuándo lo hace? ¿Por qué lo hace? Problemática principal
1
Proceso de embalaje y
alistamiento de mercancía
Empaque de productos
terminados
Se empacan los productos terminados y
se alistan para su posterior despacho
Se empacan en cajas (o bolsas), se zunchan, se toman las medidas de las cajas grandes y se pesan en una báscula
En las instalaciones de
Royal Leather S.A.S.
El personal encargado del empaque de
productos
Cuando ha salido una cantidad determinada
de productos terminados del
proceso de producción
Para poder dejar la mercancía lista para
poder ser despachada
Dadas las exigencias de algunos clientes, el
proceso de empaque se maneja de manera diferente para algunos
de ellos
2
Despacho y entrega de
mercancía a los clientes
Entrega de pedidos
Se despachan los pedidos y se le entrega
a cada cliente la mercancía solicitada
Se entregan personalmente los
pedidos si el destino es local, en otros casos se subcontrata el servicio
En el lugar acordado entre la
empresa y el cliente
Royal Leather S.A.S despacha
las entregas locales, TCC las
nacionales y Metacarga las
internacionales
Cada vez que un pedido esté listo para entregarse al cliente con los documentos
correspondientes
Para poder cumplir con el pedido del cliente, la
subcontratación se hace porque la
empresa no dispone de los recursos para
realizar el despacho por sí misma
La empresa solo establece un
presupuesto anual para la
subcontratación del transporte sin
clasificarlo por líneas, meses o destinos.
3
Costeo de servicio de
transporte y entrega
Determinación de costos de
entrega
Se establece el costo de despacho a partir del
alistamiento de mercancía
Se calcula el costo de envío a partir del
sistema de costeo que maneja la
transportadora
En las instalaciones de
Royal Leather S.A.S.
El área de distribución de
la empresa
Una vez que el alistamiento se ha
realizado y se está a punto de despachar el
pedido
Porque en importante saber cuánto se debe
pagar por el transporte de mercancía
Estos costos no son pronosticados
adecuadamente y no se toman en cuenta para el presupuesto
anual
Fuente: El autor

91
Como se puede apreciar en el análisis, en el eslabón de abastecimiento hay 3
problemáticas principales: Compra excesiva de materias primas, variabilidad en el
proceso de compra de acuerdo a los clientes y la saturación de del almacén de materias
primas. Los 3 problemas se encuentran relacionados entre sí, pues debido a que los
clientes piden productos de diferentes referencias (lo cual implica que también sean de
diferentes tipos de cuero) hace que la empresa deba comprar materias primas de los tipos
de cuero que predice que va a necesitar, lo cual hace en grandes cantidades con tal de
tener material suficiente para poder trabajar en la producción de los pedidos previstos, lo
cual causa que, en temporadas en donde la demanda sube, el almacén de materias
primas se sature al no disponer del espacio suficiente para poder almacenar los
materiales comprados.
En el eslabón de producción se presentaron varias problemáticas, las cuales están
relacionadas con el mismo concepto: tiempo. Pues en la empresa trabajan largas
jornadas laborales para poder cumplir con los pedidos que están fabricando, lo cual se da
en parte porque hay demoras en el proceso a causa de los controles de calidad que se
realizan en cada punto (señalado en el cursograma analítico) y algunas actividades
(principalmente costura de centros, refile y desvirutaje) son realizadas por solo un
operario que debe atender todas las líneas de producción que se están fabricando
paralelamente, creando así un cuello de botella. Finalmente hace falta realizar un plan de
producción más preciso que permita evaluar con mayor detalle el rendimiento de la
producción y la eficiencia del proceso, lo cual se encuentra estrechamente ligado con el
proceso de compra de materias primas que maneja la empresa.
Finalmente, en el eslabón de distribución la problemática fundamental es la falta de
control de costos de transporte, lo cual sería más fácil de lograr cuando la empresa
anticipa correctamente la cantidad de unidades que debe transportar en cada período, por
lo que su planeación depende de la que se realice en los eslabones de abastecimiento y
producción.
7.2. Técnica del interrogatorio: Situación propuesta
Ya con la situación actual de la empresa analizada desde el punto de vista de la técnica
del interrogatorio y analizadas las problemáticas y/o oportunidades de mejora que se dan
en la cadena de suministro, es posible pensar en soluciones que puedan realizarse para
aprovechar dichas oportunidades de mejora que se identificaron. La siguiente técnica del
interrogatorio evalúa cada problemática a partir de las preguntas fundamentales del
método, pero enfocadas hacia una situación ideal de lo que debería hacerse a partir de lo
cual surgen propuestas de mejoramiento. Finalmente se decide si es posible realizar cada
una de las propuestas realizadas y argumentando las razones.

92
Tabla 19: Técnica del interrogatorio para la situación propuesta de Royal Leather S.A.S.
ABASTECIMIENTO
No Problemática principal ¿Qué debe hacerse? ¿Cómo debe hacerse? ¿Dónde debe
hacerse? ¿Quién debe hacerlo? ¿Cuándo debe hacerse? ¿Por qué debe hacerse? ¿Puede hacerse?
1
Se compran materias primas en cantidades
superiores a las necesarias, incurriendo en grandes costos en compra de materiales
Diseñar un modelo de gestión de inventarios
MRP
Estableciendo un plan de producción donde se
especifiquen las referencias a fabricar
durante el año, el momento en el que
deben comprarse los materiales y la cantidad a comprar, al igual que
los costos de compra de materiales y
almacenamiento
En las instalaciones de
Royal Leather S.A.S.
las áreas de compras y producción de Royal
Leather S.A.S.
Al inicio de cada año y darle seguimiento cada
mes
Porque así es posible controlar los costos de
compra de materias primas y evitar que la empresa se quede sin
materiales Sí, pero es importante señalar cuál es el
método o combinación de métodos que
optimiza en mayor medida los costos de
compra de materiales y de almacenamiento,
además de que sea más cómodo de aplicar para
la empresa
Porque se puede determinar un tiempo
óptimo para solicitar un pedido
Porque permite la optimización de costos
de inventario y almacenamiento
Porque se puede determinar un tamaño económico de pedido
que sea manejable para la empresa
2
El procedimiento y parámetros con los que los clientes realizan sus
compras varía dependiendo del cliente
Estandarizar un proceso general que se aplique a
todos los clientes
Estableciendo parámetros específicos
que deben seguir los clientes para ordenar
sus pedidos
En las instalaciones de
Royal Leather S.A.S
Le área de ventas en conjunto con los
clientes
Preferiblemente al momento de establecer
el plan de producción anual para evitar
mayores imprevistos en la producción
Porque hace más fácil pronosticar la demanda
futura de pedidos de todas las referencias aplicando un mismo
sistema para todas ellas
No se puede aplicar debido a que el
convenio pactado con los clientes no puede modificarse, y en caso
de que ocurra es posible perderlos
3
Es períodos del año en donde la demanda sube, el almacén se satura al
no poder abastecer toda la mercancía que se
compra o se necesita
Comprar o arrendar una bodega adicional para almacenar la materia
prima que no cabe en el almacén actual
Cotizando almacenes en varios centros logísticos
de la ciudad
Es necesario ir hasta los
almacenes para revisarlos y
determinar si cubre las
necesidades de la empresa
El área encargada del proceso de
almacenamiento de materias primas de Royal Leather S.A.S.
Apenas haya presupuesto para poder
adquirir el almacén
Porque así se evita que el almacén actual de materias primas se
sature y el proceso de compra de materiales no se vea afectado por
ello
No, porque la empresa no tiene presupuesto para adquirir activos fijos para el presente
año, además de que no se disponen de los
recursos económicos para su mantenimiento

93
Optimizar el proceso de compra de materias primas teniendo en
cuenta la capacidad del almacén actual
Organizando el proceso de compra de
materiales mediante un modelo de gestión de
inventarios
En las instalaciones de
Royal Leather S.A.S
las áreas de compras y producción de Royal
Leather S.A.S.
Se debe planear para el momento en el que se
diseña el plan de producción anual
Porque así se logra evitar que el almacén se
sature por falta de capacidad
Sí, pero se logra a partir de de optimización de
compra de materiales a partir del modelo de
gestión de inventarios que se vaya a seleccionar
PRODUCCION
No Problemática principal ¿Qué debe hacerse? ¿Cómo debe hacerse? ¿Dónde debe
hacerse? ¿Quién debe hacerlo? ¿Cuándo debe hacerse? ¿Por qué debe hacerse? ¿Puede hacerse?
1
Algunas actividades del proceso son realizadas por solo un operario y generan demoras en algunos puntos del
proceso
Contratar más operarios para que se dediquen a
trabajar en dichas actividades
Determinando qué actividades son cuellos de botella mediante la aplicación del método de balanceo de línea En la planta de
Royal Leather S.A.S.
El área de producción determina qué
actividades necesitan de más personal y recursos humanos
contrata a los trabajadores
Apenas sea posible contratar a nuevos
empleados
Porque se eliminan cuellos de botella y el proceso trabaja más
rápido
No, porque la empresa no tiene espacio ni dinero para colocar
puestos adicionales de trabajo de los que hay
Replantear la distribución de la mano de obra existente con respecto a los puestos de trabajo del proceso
Determinando qué actividades son cuellos de botella mediante la aplicación del método de balanceo de línea
El área de producción determina cómo
deben estar distribuidos los
puestos de trabajo
Apenas sea posible realizar la
reestructuración de planta
Porque se eliminan cuellos de botella y el proceso trabaja más
rápido
Sí puede aplicarse, ya que para la empresa
resulta más fácil y económico capacitar
que contratar
2
Mientras que se realiza la revisión de las unidades y
se espera a que un operario esté libre hay
demoras de por lo menos 21 minutos
Analizar los puntos en donde ocurren esperas
programadas (gestión de calidad)
Determinando si es necesario realizar una revisión en cada punto
del proceso
En la planta de Royal Leather
S.A.S.
El área de producción determina cómo debe realizarse el proceso
de fabricación de billeteras
En el momento en el que se vaya a iniciar con
una orden de producción
Porque la empresa así evita perder tiempo en demoras a causa de los
controles de calidad
Sí puede aplicarse, ya que no implica costo
alguno para la empresa
3
La jornada laboral es más larga que la estándar de 8 horas y se recurre con
frecuencia a trabajar horas extra
Analizar la capacidad productiva de la
empresa y ajustar la jornada laboral a la
demanda que se pronostique
Determinando el plan de compra de
materiales y de producción de unidades
que determine las cantidades a comprar y producir durante el año
En la planta de Royal Leather
S.A.S.
El área de producción determina el tiempo que dura la jornada
de trabajo en el área de producción
En el momento en el que se vaya a iniciar con
una orden de producción
Porque de esta manera se evita el consumo de
horas adicionales de trabajo, disminuyendo así el costo de trabajo
por horas extras
Sí puede aplicarse, mediante la
implementación de un plan organizado de
producción y de compra de materiales
4
Al momento de realizar el plan de producción,
este se realiza de forma muy general sin especificar las
referencias demandadas por los clientes
Establecer un plan de producción en donde se
determine las cantidades a fabricar de
cada referencia y los períodos en donde debe
hacerse
A partir del modelo de gestión de inventarios
que se utilice, es posible trazar un plan de
producción acorde a las necesidades de la empresa y de los
clientes
En las instalaciones de
Royal Leather S.A.S.
Los directores del área de producción
establecen el plan de producción anual
Al momento que se traza el plan de gestión
de inventarios
Porque de esta manera los procesos de compra
de materiales y producción se
sincronizan y trabajan bajo los mismos
parámetros
Si, es conveniente establecerlo al mismo tiempo que el modelo
de gestión de inventarios

94
DISTRIBUCION
No Problemática principal ¿Qué debe hacerse? ¿Cómo debe hacerse? ¿Dónde debe
hacerse? ¿Quién debe hacerlo? ¿Cuándo debe hacerse? ¿Por qué debe hacerse? ¿Puede hacerse?
1
Dadas las exigencias de algunos clientes, el
proceso de empaque se maneja de manera
diferente para algunos de ellos
Establecer un proceso estándar de distribución
que pueda aplicarse a todos los clientes
Seleccionando un tipo de embalaje para
empacar las billeteras de todos los pedidos y
clientes
En las instalaciones de
Royal Leather S.A.S.
El personal encargado del empaque de
productos
Cuando la empresa y los clientes hayan llegado a
un común acuerdo
Porque así la empresa tiene un mejor control
sobre los costos de empaques y mayor
facilidad para llevar a cabo el proceso
No se puede aplicar debido a que el
convenio pactado con los clientes no puede modificarse, y en caso
de que ocurra es posible perderlos
2
La empresa solo establece un
presupuesto anual para la subcontratación del
transporte sin clasificarlo por líneas, meses o
destinos.
Adquirir vehículos de transporte para el
despacho de mercancías nacionales
(preferiblemente camiones)
Cotizando el valor de los camiones que se deseen
comprar en varios concesionarios
En los concesionarios donde vendan
camiones
El área de distribución de la empresa
Cuando la empresa disponga de los recursos
para la adquisición de los vehículos
Porque de esta manera la empresa tiene una
mayor autonomía para enviar los pedidos, al igual que un mayor control sobre estos
No, porque la empresa no tiene presupuesto para adquirir activos fijos para el presente
año, además de que no se disponen de los
recursos económicos para su mantenimiento
Establecer un control con respecto al peso y
volumen de la mercancía que se pretende
despachar
A partir del plan de producción que sea trazado, es posible
establecer un control más acertado con
respecto a los aspectos a considerar para los
costos de envíos
En las instalaciones de
Royal Leather S.A.S.
El área de distribución de la empresa en
conjunto con el área de producción
Al momento que se traza el plan de
producción
Porque de esta manera la empresa puede
establecer un plan de despachos mediante
TCC que facilite la concepción de estos
costos
Sí, pero se logra a partir del plan de producción que se vaya a trazar en
conjunto al de almacenamiento
Fuente: El autor

95
Como se puede apreciar en la tabla, se pensó en varias soluciones/alternativas posibles
para poder combatir a las problemáticas identificadas en cada eslabón, algunas de las
cuales no son factibles ya que la empresa no dispone de los recursos para poder
implementarlas o no solucionan la problemática en su totalidad. Sin embargo, algunas de
las propuestas resultaron factibles y se pueden analizar para saber si realmente ayudan a
solucionar los problemas y si son factibles económicamente de aplicar.
En el eslabón de producción se propuso soluciones para las 3 problemáticas principales,
solo se encontraron soluciones factibles para las problemáticas de compra imprecisa de
materias primas y saturación de la bodega de materiales. Para la primera problemática se
propuso establecer un sistema de gestión de inventarios que permita optimizar el proceso
de compra de inventarios y se compren materiales en cantidades acordes con la demanda
pronosticada para los períodos futuros. Con respecto a la segunda problemática, la
solución puede darse con la aplicación del sistema de gestión de inventarios que se vaya
a proponer para solucionar la otra problemática, ya que de esta manera se optimiza
también el espacio en bodega evitando una saturación no programada.
Para el sistema de gestión de inventarios se pensó en el modelo MRP, el cual permite una
estrecha compenetración con el área de producción, ya que puede diseñarse a partir de
un plan agregado de producción y un plan maestro de producción.
En el eslabón de producción, donde la mayoría de problemáticas se deben a que hay
demoras en el proceso debido a las inspecciones de calidad y cuellos de botella, se ha
propuesto establecer un plan de producción acorde con el sistema de gestión de
inventarios propuesto que permita establecer metas de producción más realistas y
disminuir los costos presupuestados para el año y la cantidad de horas trabajadas,
disponiendo solamente de los recursos con los que la empresa cuenta actualmente.
Adicionalmente, se pensó en replantear mediante el balanceo de línea la distribución de
puestos de trabajo para poder aumentar la productividad de la empresa y de esta manera
pueda responder mejor a la demanda de cada período y a la vez reducir costos en mano
de obra.
En el eslabón de distribución se definió establecer un sistema de control de costos de
transporte con base en la planeación realizada en los 2 eslabones anteriores, para que de
esta manera la empresa pueda anticipar mejor los costos en esta actividad y así poder
ajustar su presupuesto.
En resumen, la propuesta global consiste en establecer un sistema conjunto de compra,
producción y distribución que abarca los 3 eslabones de la cadena de suministro donde
sea posible mantener un control sobre los costos directos de producción y logística, al
igual que pensar en formas en las que los costos puedan ser reducidos y la productividad
aumente.
96
8. EVALUACION DE ALTERNATIVAS PROPUESTAS Y PLANTEAMIENTO DE
ESQUEMA DE CADENA DE SUMINISTRO
Con las propuestas de mejoramiento ya definidas, es posible avanzar a la siguiente etapa
del trabajo, la cual consiste en evaluar las propuestas y establecer los costos en los
cuales incurriría la empresa si llegase a aplicarlas, los cuales se compararán con los
costos en los que la empresa pretende incurrir para el nuevo período, con el fin de
determinar si la empresa puede reducir los costos de producción y logística que se
señalaron al final de la sección de contabilidad de costos, generando así ahorros para la
empresa. La propuesta general consiste en establecer un plan global de cadena de
abastecimiento que incluya los 3 eslabones principales de la cadena y permita establecer
un control sobre los costos de producción y logística que se relacionan directamente con
la actividad principal de la empresa: producir billeteras de cuero.
Para implementar el esquema del plan, se realizarán lo siguiente:
Con base en la eficiencia percibida del proceso a partir del cursograma analítico,
los costos de materias primas y de mano de obra, se evaluará el plan de
producción de la empresa y se determinará si es posible para la empresa cumplir
con dicho plan en el tiempo establecido e incurriendo en los costos
presupuestados, se utilizará el modelo de producción agregada nivelado.
Se analizará el proceso de producción actual mediante el balanceo de línea para
determinar la efectividad de la distribución de los puestos de trabajo en el proceso,
y posteriormente se redistribuirán los puestos de trabajo de manera que pueda
mejorarse la productividad a la vez que disminuyen los costos de fabricación.
Se establecerá un pronóstico para la demanda estimada para el período a evaluar
(año 2013) a partir de lo producido en el año 2012, y se comparará con el plan de
producción que la empresa ha tomado como meta para producir durante el año.
Se realizará el análisis de producción a partir del modelo de producción agregada
nivelado utilizando los nuevos datos obtenidos en demanda y en productividad,
con el fin de determinar si la empresa está en condiciones para poder cumplir con
el nuevo plan y si es posible generar ahorros con su aplicación.
Se realizarán (con base en el plan propuesto) el plan maestro de producción y el
plan de gestión de inventarios MRP para determinar las necesidades netas de
materiales para la producción y los momentos ideales para adquirirlos.
Se establecerá el plan de distribución derivado del de producción, con el fin de
determinar cuál es el presupuesto que debe reservar la empresa para la
realización de dicha actividad a partir de los recursos de los que dispone.

97
8.1. Análisis plan de producción actual
Para evaluar el plan actual de producción actual, es necesario conocer cuál será la
participación de cada línea de productos dentro de la demanda mensual, ya que dicha
participación varía de mes a mes, no permitiendo que pueda establecerse un porcentaje
de participación fijo que facilite el pronóstico de los períodos futuros.
A continuación están los porcentajes de participación de cada línea de productos de las
analizadas en este trabajo en la producción de los meses del año 2012. Anexo hay un
informe más detallado sobre la demanda del 2012 (ANEXO 27).
Tabla 20: Participación por línea de producto en la producción del año 2012
MES Participación
Vélez Participación
MH Participación
Classic Participación
Otros
Enero 86.37% 0.00% 2.90% 10.73%
Febrero 78.04% 0.00% 11.95% 10.01%
Marzo 84.58% 6.41% 1.30% 7.71%
Abril 58.24% 5.90% 8.33% 27.53%
Mayo 44.84% 17.49% 13.90% 23.78%
Junio 53.14% 8.94% 18.23% 19.69%
Julio 84.13% 6.63% 0.00% 9.24%
Agosto 73.01% 12.81% 2.47% 11.71%
Septiembre 62.48% 30.22% 3.30% 4.00%
Octubre 53.87% 9.61% 0.90% 35.62%
Noviembre 53.85% 9.94% 4.38% 31.84%
Diciembre 20.58% 19.33% 27.89% 32.20%
PROMEDIO % 62.76% 10.61% 7.96% 18.67%
DESV. EST 19.54% 8.52% 8.54% 11.12%
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
Como se aprecia en la tabla, la participación de Vélez es predominante sobre la
participación de las demás líneas de productos, llegando a ser en algunos períodos
superior al 80% de la producción mensual y mayormente está por encima del 50% de
participación, pero en los meses de Mayo y Diciembre dicha participación disminuyó hasta
quedar por debajo del 50%, en este último período la participación de las líneas Classic y
otras más fueron superiores.
Con respecto a la participación de Mario Hernández, esta ha ido en aumento, al igual que
el número de unidades que Royal Leather S.A.S suele fabricar para ellos. Mientras que
las demás líneas, a pesar de mantener una participación discreta en general, en los
últimos períodos esta ha venido en alza gracias a que la participación de Vélez ha
disminuido en el mismo lapso de tiempo.

98
Como soporte de lo mencionado, a continuación hay un gráfico que muestra el
comportamiento de la participación de cada línea:
Gráfico 9: Participación por línea de producto en la producción del año 2012
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
8.1.1. Proyección de la participación futura de las líneas de productos
Con el fin de poder establecer qué posibles participaciones tendrán las líneas analizadas
en la demanda total en el futuro, se ha decidido proyectar la participación que tendrán las
líneas para el año 2013 a partir de las tendencias que tomaron durante el año 2012. Para
ello se pretende analizar la tendencia que la participación de cada línea tuvo durante el
año 2012 mediante el análisis de estadística descriptiva de cada una.
Para la realización del análisis se calcularon los valores de la media, varianza, desviación
estándar, Coeficiente de asimetría, Curtosis, valores máximo y mínimo y nivel de
confianza (al 95%). Con base en este último dato se calculó un intervalo de confianza en
donde suele encontrarse el porcentaje de participación a lo largo del año, aunque algunas
participaciones presentan algunos comportamientos particulares que facilita en cierta
medida realizar una proyección del porcentaje de participación para el período equivalente
del siguiente año que se asemeje a la realidad. Los resultados se muestran a
continuación:
Tabla 21: Estadística descriptiva de la participación por línea de producto año 2012
ESTADISTICO LINEA
VELEZ MH CLASSIC
Media 62.76% 10.61% 7.96%
Error típico 5.64% 2.46% 2.46%
Mediana 60.36% 9.28% 3.84%
Moda #N/A 0.00% #N/A
0,00% 10,00% 20,00% 30,00% 40,00% 50,00% 60,00% 70,00% 80,00% 90,00%
100,00%
PARTICIPACION POR LINEA
VELEZ
MH
CLASSIC
OTROS

99
Desviación estándar 19.54% 8.52% 8.54%
Varianza de la muestra 3.82% 0.73% 0.73%
Curtosis 0.40 1.43 1.33
Coeficiente de asimetría -0.66 1.04 1.34
Rango 0.66 0.30 0.28
Mínimo 20.58% 0.00% 0.00%
Máximo 86.37% 30.22% 27.89%
Cuenta 12 12 12
Nivel de confianza (95.0%) 12.42% 5.41% 5.42%
Límite superior 75.18% 16.02% 13.39%
Límite inferior 50.34% 5.20% 2.54%
Fuente: El autor
Con el análisis de estadística descriptiva, se puede notar que la línea Vélez tiene un grado
de variación elevado, con una desviación estándar superior al 10%, el cual no presentan
las otras líneas que presentan un comportamiento más estable. El coeficiente de Curtosis
señala que las 3 distribuciones son leptocúrticas (presentan un elevado grado de
concentración alrededor de los valores centrales) y muestran una convergencia hacia un
valor promedio, aunque en el caso de Vélez los datos se encuentran más dispersos. Con
respecto al coeficiente de asimetría, Vélez presenta una asimetría negativa (una breve
inclinación hacia los porcentajes de participación más bajos) mientras que las otras líneas
presentan una asimetría positiva (inclinación hacia los porcentajes más altos), lo cual
concuerda con su comportamiento en el gráfico.
Con respecto a los intervalos de confianza, el intervalo de la participación de Vélez es
mayor que el de los demás al presentar una muestra de datos dispersos, mientras que los
intervalos de las líneas de Mario Hernández y Classic presentan un comportamiento
relativamente similar al comportarse de una manera similar.
Con base en lo anterior, se pretende seleccionar números aleatorios entre los intervalos
de confianza de cada distribución respetando las tendencias del año 2012. La
participación de Vélez es superior al promedio en los trimestres 1 y 3 del año, mientras
que en los trimestres 2 y 4 ocurre lo contrario. La participación de Mario Hernández viene
en alza gracias a la demanda creciente que va venido presentando la línea desde el 2012.
La línea Classic presenta un comportamiento irregular a lo largo del año, haciendo que
esta referencia sea muy difícil de predecir con exactitud.
Partiendo de lo anterior, la demanda estimada por línea con base en la demanda
establecida en el plan de producción de la empresa sería la siguiente:
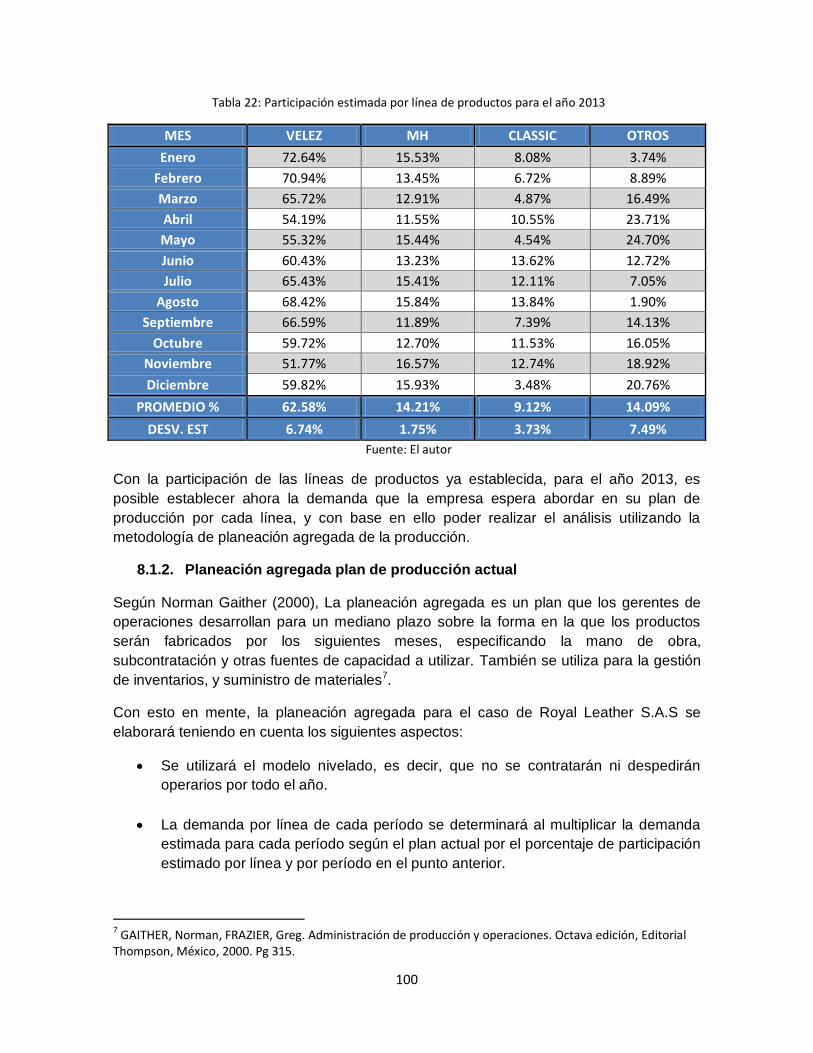
100
Tabla 22: Participación estimada por línea de productos para el año 2013
MES VELEZ MH CLASSIC OTROS
Enero 72.64% 15.53% 8.08% 3.74%
Febrero 70.94% 13.45% 6.72% 8.89%
Marzo 65.72% 12.91% 4.87% 16.49%
Abril 54.19% 11.55% 10.55% 23.71%
Mayo 55.32% 15.44% 4.54% 24.70%
Junio 60.43% 13.23% 13.62% 12.72%
Julio 65.43% 15.41% 12.11% 7.05%
Agosto 68.42% 15.84% 13.84% 1.90%
Septiembre 66.59% 11.89% 7.39% 14.13%
Octubre 59.72% 12.70% 11.53% 16.05%
Noviembre 51.77% 16.57% 12.74% 18.92%
Diciembre 59.82% 15.93% 3.48% 20.76%
PROMEDIO % 62.58% 14.21% 9.12% 14.09%
DESV. EST 6.74% 1.75% 3.73% 7.49%
Fuente: El autor
Con la participación de las líneas de productos ya establecida, para el año 2013, es
posible establecer ahora la demanda que la empresa espera abordar en su plan de
producción por cada línea, y con base en ello poder realizar el análisis utilizando la
metodología de planeación agregada de la producción.
8.1.2. Planeación agregada plan de producción actual
Según Norman Gaither (2000), La planeación agregada es un plan que los gerentes de
operaciones desarrollan para un mediano plazo sobre la forma en la que los productos
serán fabricados por los siguientes meses, especificando la mano de obra,
subcontratación y otras fuentes de capacidad a utilizar. También se utiliza para la gestión
de inventarios, y suministro de materiales7.
Con esto en mente, la planeación agregada para el caso de Royal Leather S.A.S se
elaborará teniendo en cuenta los siguientes aspectos:
Se utilizará el modelo nivelado, es decir, que no se contratarán ni despedirán
operarios por todo el año.
La demanda por línea de cada período se determinará al multiplicar la demanda
estimada para cada período según el plan actual por el porcentaje de participación
estimado por línea y por período en el punto anterior.
7 GAITHER, Norman, FRAZIER, Greg. Administración de producción y operaciones. Octava edición, Editorial Thompson, México, 2000. Pg 315.

101
La capacidad de producción diaria será aquella definida en el análisis de tiempos
estándar, la cual es de 12 lotes/día (360 unidades/día). Dado que la jornada
laboral es de 9,25 horas en lugar de 8, la tasa de producción diaria pasa a ser de
416 unidades/día. Para un día extra (3 horas/día) la tasa de producción es de 135
unidades/día.
El costo de materias primas será determinado a partir del costo de materiales de
las referencias señaladas de cada línea (MN-890 para Vélez, IOBT-1016 para
Mario Hernández y MB-802 para Classic) y el porcentaje de participación que cada
línea en la demanda del período.
El costo de mano de obra será determinado a partir del valor de la hora-hombre
(valor hora según el sueldo actual por el factor prestacional efectivo) por operario,
mientras que las horas extra valdrán el 125% del valor de la hora según el sueldo
actual del operario.
Dado que la empresa trabaja contra pedido, no hay almacenamiento de productos
terminados al final de cada período, por lo que serán representados como un
excedente de costo de materia prima. Por lo tanto, la empresa debe cumplir con la
demanda del período en su totalidad durante el mismo período.
Los gastos de fabricación señalados en la contabilidad de costos, al no tener
ninguna influencia directa en la productividad de los trabajadores, se tomarán por
el mismo valor (mensual) del presupuestado en el plan.
Para el costeo de materia prima de otras referencias, se tomará como el 24%
(porcentaje general de costo de materiales por unidad) del precio de venta unitario
promedio establecido en el plan ($26.198), en este caso dicho costo será de
$6.288/unidad.
Teniendo claras las reglas del juego, se puede proceder a calcular la demanda estimada
para cada línea de producción, establecer los parámetros bajo los cuales se regirá el plan
y determinar si hay ahorros o excedente de costos en comparación con el presupuesto
establecido. A continuación se encuentran los datos relacionados con los elementos
descritos en el párrafo anterior, el resultado del plan agregado se puede ver anexo
(ANEXO EN ARCHIVO).

102
Tabla 23: Demanda por línea de productos según plan de producción de Royal Leather S.A.S 2013
Mes Demanda plan R.L Demanda VELEZ Demanda MH Demanda CLASSIC Demanda otras ref
Ene 6399 4648 994 517 240
Feb 7078 5021 952 476 629
Mar 6443 4234 832 314 1063
TRIM 1 19920 13903 2778 1307 1932
Abr 9464 5129 1093 998 2244
May 9334 5164 1441 424 2305
Jun 6736 4071 891 917 857
TRIM 2 25534 14364 3425 2339 5406
Jul 8233 5387 1269 997 580
Ago 8881 6076 1407 1229 169
Sept 9153 6095 1089 676 1293
TRIM 3 26267 17558 3765 2902 2042
Oct 10311 6158 1310 1189 1654
Nov 9538 4938 1580 1215 1805
Dic 7434 4447 1184 259 1544
TRIM 4 27283 15543 4074 2663 5003
TOTAL 99004 61368 14042 9211 14383
Fuente: El autor
Como se puede apreciar, la demanda estimada por Royal Leather S.A.S supera
notablemente a la demanda del año 2012, ya que pretende fabricar casi 27.000 billeteras
más que en el año anterior, lo cual se aleja de la realidad, ya que la demanda de cada
pronóstico se determinó al multiplicar las horas que se pretenden trabajar por mes por un
porcentaje estimado de productividad que la empresa pretende obtener durante cada
período. A continuación se muestran los parámetros principales que sustentan el plan:
Tabla 24: Parámetros del plan agregado del modelo de producción de Royal Leather S.A.S 2013
Costo de materiales Costo de mano de obra
VELEZ $ 6,220 Salario básico $ 650,000
MH $ 6,673 Factor prestacional 1.53
CLASSIC $ 4,763 Total horas/turno 9.25
OTROS $ 6,288 Promedio días/mes 22
Otros datos Valor hora/hombre $ 4,887
Productividad diaria 416 Recargo hora extra 1.25
Total de operarios 46 Valor hora extra $ 3,993
Productividad extra 135 horas extra/día 3
Fuente: El autor
A continuación se muestra un gráfico con la distribución de los costos directos de
producción por mes:

103
Gráfico 10: Distribución de costos por mes según plan agregado modelo actual
Fuente: El autor
A continuación se muestra el resumen de costos del plan agregado:
Tabla 25: Costos plan agregado actual vs Presupuesto plan Royal Leather S.A.S 2013
Resumen plan agregado año Presupuesto año producción Desfase
Materias primas $ 644,554,893 Materias primas $ 630,767,000 $ (13,787,893)
Excedente de materias primas $ 34,832,454
Materias primas-excedente $ 609,722,440 Materias primas $ 630,767,000 $ 21,044,560
Eficiencia compra de materias primas 94.60%
Mano de obra normal $ 490,740,545
Mano de obra extra $ 26,447,174 Mano de obra extra $ 56,225,000 $ 29,777,826
Mano de obra total $ 517,187,720 Mano de obra total $ 715,119,000 $ 197,931,280
Gastos de fabricación $ 97,366,000 Gastos de fabricación $ 97,366,000 $ -
Costo de producción total $ 1,224,276,160 Producción total $ 1,443,252,000 $ 218,975,840
Fuente: El autor
Como se puede apreciar en la tabla, la empresa tiene presupuestada la cantidad justa
para la compra de materias primas, generando un ahorro relativamente pequeño cuando
se compra solamente la cantidad de materiales justa para lo que se pretende fabricar en
el período, lo cual imposibilita a la empresa para poder responder en casos en los que la
demanda supere a los pronósticos.
Con respecto a la mano de obra, dado que en el plan agregado se demostró que se
requieren menos horas extra de lo que la empresa ha establecido, queda claro que la
empresa solo necesita invertir aproximadamente 500 millones de pesos en mano de obra
en lugar de los 700 millones que había pronosticado, pero ese ahorro se da a costa de
tener que trabajar una jornada de trabajo más larga que la estándar de 8 horas, lo cual
$-
$20.000.000,00
$40.000.000,00
$60.000.000,00
$80.000.000,00
$100.000.000,00
$120.000.000,00
$140.000.000,00
Ener
o
Feb
rero
Mar
zo
Ab
ril
May
o
Jun
io
Julio
Ago
sto
Sep
tiem
bre
Oct
ub
re
No
viem
bre
Dic
iem
bre
COSTOS DE PRODUCCION PLAN ACTUAL
Costo real de materias primas
Costo total de mano de obra
Gastos de fabricación
Costo total de producción mes

104
pone en riesgo la seguridad del trabajador y la productividad de la empresa. Este ahorro
le permite a la empresa ahorrarse 200 millones de pesos en costos directos de fabricación.
En términos generales, los costos de producción fueron directamente proporcionales a la
demanda de cada período, en donde la proporción percibida entre los 3 costos directos se
mantuvo a lo largo del año, en donde el costo de materias primas fue el mayor de los 3 en
todos los meses. Con respecto al plan de producción, se puede decir que la empresa
cuenta con los recursos suficientes para cubrir una demanda anual como la estimada en
el plan, pero aun así, tanto el plan como la productividad, son susceptibles a mejoras que
abren posibilidades de generar ahorros en estos costos.
8.2. Análisis de productividad mediante el balanceo de línea
Dado que la empresa necesita operar durante jornadas largas de trabajo para poder
cumplir con la demanda estimada en su plan de producción, y en el proceso de
producción se generan varias demoras y cuellos de botella por una distribución de
puestos de trabajo poco eficiente, el proceso de fabricación de billeteras de Royal Leather
S.A.S tiene muchas oportunidades de mejora que pueden aprovecharse y beneficiar a la
productividad de la empresa.
Como ya se mencionó anteriormente, se pretende utilizar el método de balanceo de línea
para analizar el balance en el proceso en general con respecto a los puestos de trabajo y
a la cantidad de operarios trabajando en el proceso, y con base en ello se va a realizar
una redistribución de puestos de trabajo con tal de mejorar la eficiencia del proceso.
El objetivo fundamental de un balanceo de línea corresponde a igualar los tiempos de
trabajo en todas las estaciones del proceso. Las líneas de fabricación deben ser
balanceadas de tal manera que la frecuencia de salida de una estación de trabajo debe
ser equivalente a la frecuencia de alimentación de la estación que realiza la operación
siguiente.
En la práctica es mucho más sencillo balancear una línea de ensamble compuesta por
operarios, dado que los cambios suelen aplicarse con tan solo realizar movimientos en las
tareas realizadas por un operario a otro. Para ello también hace falta que dentro de la
organización se ejecute un programa de diversificación de habilidades, para que en un
momento dado un operario pueda desempeñar cualquier función dentro del proceso.
El método se evaluará con base en los siguientes indicadores8:
8 Balanceo de línea. Revisado el 15 de Octubre en http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-industrial/producci%C3%B3n/balanceo-de-l%C3%ADnea/
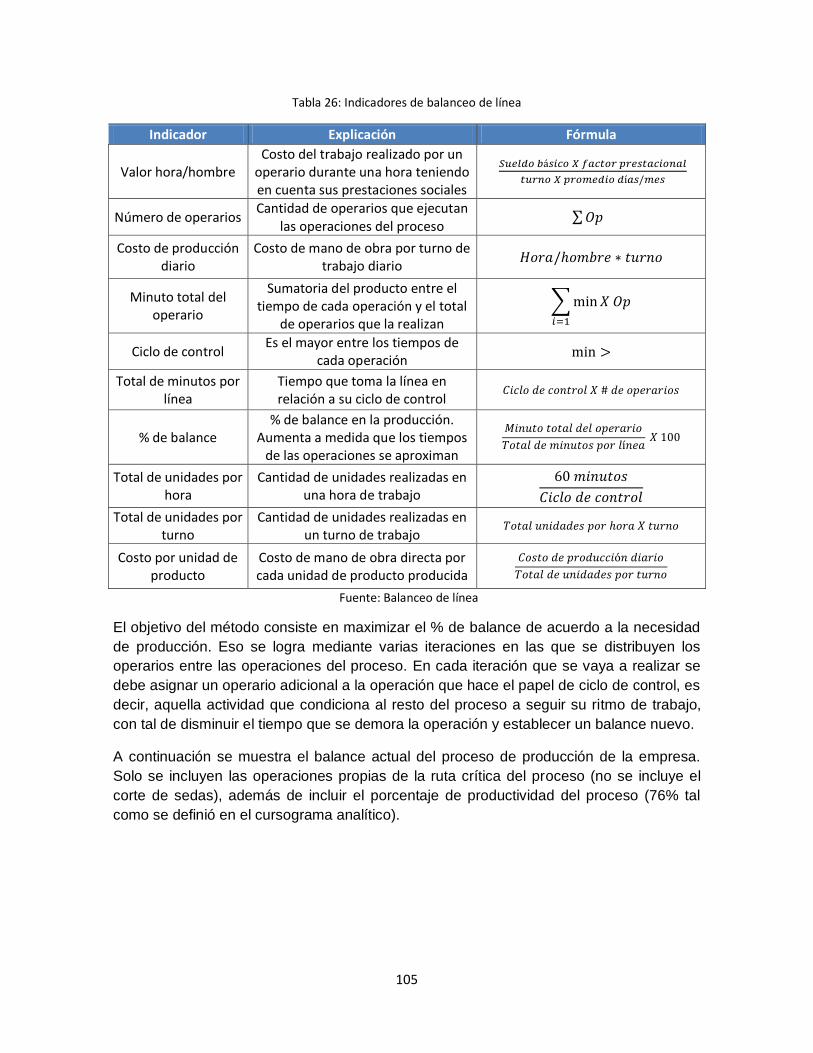
105
Tabla 26: Indicadores de balanceo de línea
Indicador Explicación Fórmula
Valor hora/hombre Costo del trabajo realizado por un
operario durante una hora teniendo en cuenta sus prestaciones sociales
Número de operarios Cantidad de operarios que ejecutan
las operaciones del proceso
Costo de producción diario
Costo de mano de obra por turno de trabajo diario
Minuto total del operario
Sumatoria del producto entre el tiempo de cada operación y el total
de operarios que la realizan
Ciclo de control Es el mayor entre los tiempos de
cada operación
Total de minutos por línea
Tiempo que toma la línea en relación a su ciclo de control
% de balance % de balance en la producción.
Aumenta a medida que los tiempos de las operaciones se aproximan
Total de unidades por hora
Cantidad de unidades realizadas en una hora de trabajo
Total de unidades por turno
Cantidad de unidades realizadas en un turno de trabajo
Costo por unidad de producto
Costo de mano de obra directa por cada unidad de producto producida
Fuente: Balanceo de línea
El objetivo del método consiste en maximizar el % de balance de acuerdo a la necesidad
de producción. Eso se logra mediante varias iteraciones en las que se distribuyen los
operarios entre las operaciones del proceso. En cada iteración que se vaya a realizar se
debe asignar un operario adicional a la operación que hace el papel de ciclo de control, es
decir, aquella actividad que condiciona al resto del proceso a seguir su ritmo de trabajo,
con tal de disminuir el tiempo que se demora la operación y establecer un balance nuevo.
A continuación se muestra el balance actual del proceso de producción de la empresa.
Solo se incluyen las operaciones propias de la ruta crítica del proceso (no se incluye el
corte de sedas), además de incluir el porcentaje de productividad del proceso (76% tal
como se definió en el cursograma analítico).

106
Tabla 27: Balanceo de línea proceso actual de producción
Producción por lotes Situación actual
Operación Tiempo
lote/operario Total de
operarios Tiempo
lote/total
Troquelado 59.09 3.00 19.70
Entintada de bordes 29.68 1.00 29.68
Desbaste de bordes 7.68 2.00 3.84
Estampado de marca 8.44 1.00 8.44
Ensamble de sedas, tarjeteros y tapado 47.07 11.00 4.28
Costura de centros 2.57 1.00 2.57
Embone en máquina 2.78 1.00 2.78
Armado 157.51 14.00 11.25
Refile 13.22 1.00 13.22
Embone manual 38.84 3.00 12.95
Acabado 1 (Costura) 28.00 3.00 9.33
Acabado 2 (Desvirutaje) 9.33 1.00 9.33
Acabado 3 (Pulimiento) 46.29 3.00 15.43
Salario básico $ 650,000
Factor prestacional 1.53
Total horas/turno 9.25
Promedio días/mes 22
Valor hora/hombre $ 4,887
Número de operarios 45
Costo producción/hora $ 219,914
Costo producción/día $ 2,034,205
Tamaño lote (unidades) 30
Minuto total del operario 450.5
Ciclo de control 29.68
Total de minutos por línea 1335.60
% de balance 34%
Total de lotes/hora 2.02
Total de unidades/hora 60.65
Total de lotes/turno 18.70
Total de unidades/turno 560.98
Capacidad productiva 76%
Total de lotes/turno ajustado 14.14
Total de unidades/turno ajustado 424.23
Costo por lote $ 143,850
Costo por unidad $ 4,795
Fuente: El autor

107
Con la configuración actual de puestos de trabajo, el % de balance del proceso es de 34%,
lo cual confirma que la empresa no está utilizando todo el potencial de su capacidad
productiva, incluso trabajando turnos de más de 9 horas diarias. Con el porcentaje de
balance con el que la empresa trabaja en la actualidad y agregando que la empresa
trabaja con una productividad del 76% (el resto del tiempo se invierte en demoras,
transporte e inspecciones), la capacidad de producción diaria es de casi 424
unidades/turno, la cual es muy similar a la calculada en el plan agregado de producción
actual.
A pesar de que la empresa no aprovecha del todo su capacidad productiva, ésta le
permite por lo menos cumplir con los niveles de demanda que se estiman en el plan de
producción, pero a costa de trabajar turnos largos y horas extra para cumplir con la
demanda durante temporada alta. Por lo tanto, mediante la realización de iteraciones de
balanceo es posible definir una distribución nueva de puestos de trabajo que permitan el
incremento del % de balance, de la cantidad de unidades fabricadas por día y la
disminución del costo por unidad producida.
El balanceo de línea para el proceso de producción se realizará teniendo en cuenta los
siguientes aspectos:
El balanceo será realizado “desde cero”, es decir, se asignará en la primera
iteración un operario a cada operación y a partir de allí se realizan las iteraciones
posteriores.
Se realizarán las iteraciones para un turno de 8 horas/día.
Solo se incluirán aquellas operaciones que hacen parte de la ruta crítica del
proceso (el corte de sedas no se incluye en el balanceo).
Las iteraciones se detendrán cuando haya un total de 45 operarios trabajando en
el proceso (hay 45 operarios trabajando en la ruta crítica del proceso).
Las 3 actividades que hacen parte del prearmado se contarán como una sola
operación equivalente a la suma de sus tiempos, dado que son realizadas por el
mismo operario.
Se tomarán los tiempos de producción unitaria para realizar las iteraciones.
Debido a las razones enunciadas en el análisis del cursograma analítico, se
eliminará la inspección 1 del proceso general de fabricación debido a que no se
considera que se necesite realizar en esa parte del proceso. Esto también
eliminará la espera 1 del proceso, reduciendo el tiempo en 45,75 minutos (ANEXO
31). El porcentaje de productividad aumentará a 81%.
Con las iteraciones ya realizadas, el balanceo de línea mostró una distribución de puestos
de trabajo diferente a la actual que mejoró el % de balance, pero de igual manera se

108
propuso una configuración adicional que mejora el balance en una menor medida, pero
resulta más económica de aplicar y también es mejor que la distribución actual (ANEXO
BALANCEO DE LINEA ARCHIVO) (ANEXO 28).
Tabla 28: Distribuciones de puestos de trabajo propuestas mediante el balanceo de línea
Producción por unidades Propuesta 1 Propuesta 2
Operación Tiempo
lote/operario Total de
operarios Tiempo
lote/total Total de
operarios Tiempo
lote/total
Troquelado 1.97 5 0.39 3 0.66
Entintada de bordes 0.99 3 0.33 2 0.49
Desbaste de bordes 0.26 1 0.26 1 0.26
Estampado de marca 0.28 1 0.28 1 0.28
Ensamble de sedas, tarjeteros y tapado 1.57 5 0.31 8 0.20
Costura de centros 0.09 1 0.09 1 0.09
Embone en máquina 0.09 1 0.09 1 0.09
Armado 5.25 14 0.38 14 0.38
Refile 0.44 2 0.22 2 0.22
Embone manual 1.29 4 0.32 4 0.32
Acabado 1 (Costura) 0.93 3 0.31 3 0.31
Acabado 2 (Desvirutaje) 0.31 1 0.31 1 0.31
Acabado 3 (Pulimiento) 1.54 4 0.39 4 0.39
Salario básico $ 650,000 $ 650,000
Factor prestacional 1.53 1.53
Total horas/turno 8 8
Promedio días/mes 22 22
Valor hora/hombre $ 5,651 $ 5,651
Número de operarios 45 45
Costo producción/hora $ 254,276 $ 254,276
Costo producción/día $ 2,034,205 $ 2,034,205
Minuto total del operario 15.02 15.02
Ciclo de control 0.39 0.66
Total de minutos por línea 17.73 29.55
% de balance 85% 51%
Total de unidades/hora 152.31 91.39
Total de unidades/turno 1218.48 731.09
Capacidad productiva 81% 81%
Total de unidades/turno ajustado 986.97 592.18
Costo por unidad $ 2,061 $ 3,435 Fuente: El autor
La alternativa 1 tiene un porcentaje de balance de 85%, permitiendo que la empresa
pueda ahora fabricar 987 unidades/día y el costo por unidad se reduzca a $2.061,
mientras que la alternativa 2 tiene un balance de solamente el 51% que permite la
109
producción de 592 unidades/ día y proporcionando un costo por unidad de $3.435. A
simple vista parece que la alternativa 1 es una mejor opción que la alternativa 2 en cuanto
a productividad se refiere, pero dicha alternativa tiene 3 desventajas en comparación con
la alternativa 2.
Primero, en la alternativa 1 es necesario colocar 2 operarios más para que se encarguen
del proceso de troquelado, lo que implica comprar 2 troqueles adicionales e instalarlos en
la planta (lo cual resultaría costoso de aplicar), esa situación no se presenta en la
alternativa 2.
Segundo, En la alternativa 1 el tiempo total del área de corte (desde troquelado hasta
estampado) disminuye hasta ser de 1,26 min/un, por lo que ahora la operación de corte
de sedas (1,84 min/un) pasa a ser ahora parte de la ruta crítica y condiciona a las otras 4
operaciones, generando así una espera de 0,58 min/un, mientras que en la alternativa 2 el
área de corte tiene una tasa de 1,69 min/un que es cercana a la del corte de sedas,
generando una demora de solamente 0,15 min/un, dando así una mayor equidad al
proceso.
Tercero, la demanda de Royal Leather S.A.S, aunque se estima que vaya en aumento, no
llega a ser lo suficientemente alta como para que amerite aumentar la productividad de
una manera tan significativa generando así altos niveles de tiempo ocioso, mientras que
en la alternativa 2 se establece una tasa de producción más acorde con la demanda que
no genera niveles altos de tiempo ocioso e implica realizar una menor inversión y cantidad
de cambios.
Por los motivos mencionados anteriormente, se ha escogido la alternativa 2 para diseñar
el plan de producción que se va a proponer para este trabajo.
8.3. Diseño modelo de cadena de suministro propuesto
8.3.1. Estimación de la demanda mediante métodos de pronósticos
Para poder diseñar el plan de producción que se pretende proponer, es necesario estimar
la demanda que Royal Leather S.A.S va a tener que cubrir durante el 2013, para ello se
pretende utilizar métodos para determinar pronósticos que permitan estimar la demanda
de todos los meses del año 2013 a partir de la producción mensual del año 2012.
Los 2 métodos escogidos para realizar la proyección correspondiente son la regresión
lineal y la suavización exponencial doble o método de Holt, el primero realiza la
proyección a partir de la línea de tendencia de la demanda y su respectiva ecuación, y el
segundo pretende realizar una estimación para τ períodos en el futuro a partir de una
ponderación entre los valores de la línea de tendencia y los datos históricos de demanda.
Se utilizaron ambos métodos para pronosticar la demanda, los cuales presentaron
comportamientos similares entre sí. El método de regresión lineal (ANEXO 29) presentó
un valor MAD (promedio de errores) de 914,28 junto a una señal de rastreo estable que
hacen de la proyección de la demanda una estimación confiable.
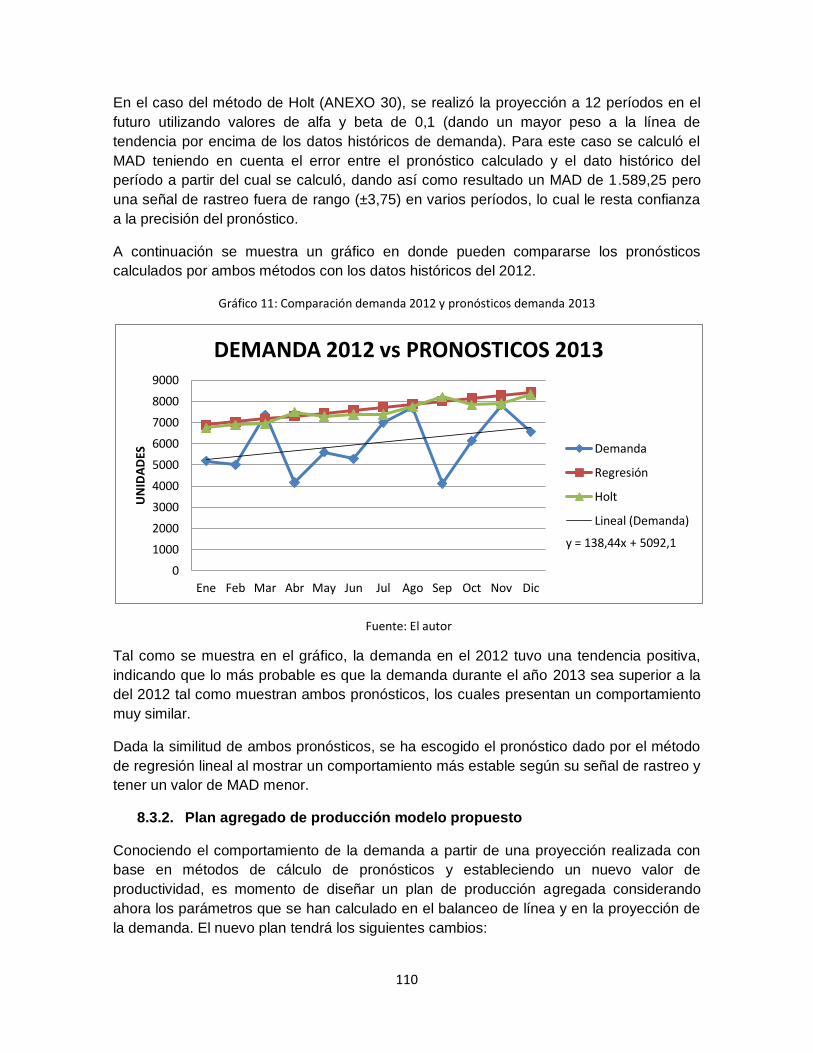
110
En el caso del método de Holt (ANEXO 30), se realizó la proyección a 12 períodos en el
futuro utilizando valores de alfa y beta de 0,1 (dando un mayor peso a la línea de
tendencia por encima de los datos históricos de demanda). Para este caso se calculó el
MAD teniendo en cuenta el error entre el pronóstico calculado y el dato histórico del
período a partir del cual se calculó, dando así como resultado un MAD de 1.589,25 pero
una señal de rastreo fuera de rango (±3,75) en varios períodos, lo cual le resta confianza
a la precisión del pronóstico.
A continuación se muestra un gráfico en donde pueden compararse los pronósticos
calculados por ambos métodos con los datos históricos del 2012.
Gráfico 11: Comparación demanda 2012 y pronósticos demanda 2013
Fuente: El autor
Tal como se muestra en el gráfico, la demanda en el 2012 tuvo una tendencia positiva,
indicando que lo más probable es que la demanda durante el año 2013 sea superior a la
del 2012 tal como muestran ambos pronósticos, los cuales presentan un comportamiento
muy similar.
Dada la similitud de ambos pronósticos, se ha escogido el pronóstico dado por el método
de regresión lineal al mostrar un comportamiento más estable según su señal de rastreo y
tener un valor de MAD menor.
8.3.2. Plan agregado de producción modelo propuesto
Conociendo el comportamiento de la demanda a partir de una proyección realizada con
base en métodos de cálculo de pronósticos y estableciendo un nuevo valor de
productividad, es momento de diseñar un plan de producción agregada considerando
ahora los parámetros que se han calculado en el balanceo de línea y en la proyección de
la demanda. El nuevo plan tendrá los siguientes cambios:
y = 138,44x + 5092,1
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic
UN
IDA
DES
DEMANDA 2012 vs PRONOSTICOS 2013
Demanda
Regresión
Holt
Lineal (Demanda)

111
La jornada laboral se evaluará ahora será de 8 horas/día
La demanda de cada período será aquella pronosticada mediante el método de
regresión lineal. Las participaciones por línea estimadas serán las mismas
La capacidad productiva de la empresa se incrementa acorde a la alternativa 2
planteada en el balanceo de línea (592 un/día). Para el caso de un día extra de 3
horas la tasa de producción es de 222 un/día.
A continuación se muestra la nueva demanda para cada período y por línea de productos,
mientras que el detalle del plan se puede apreciar anexo (ANEXO NUEVO PLAN EN
ARCHIVO).
Tabla 29: Demanda por línea de productos según plan de producción propuesto 2013
Mes Demanda plan R.L Demanda VELEZ Demanda MH Demanda CLASSIC Demanda otras ref
Ene 6892 5006 1071 557 258
Feb 7030 4987 945 473 625
Mar 7169 4711 926 349 1183
TRIM 1 21091 14704 2942 1379 2066
Abr 7307 3960 844 771 1732
May 7446 4119 1150 338 1839
Jun 7584 4583 1003 1033 965
TRIM 2 22337 12662 2997 2142 4536
Jul 7723 5053 1190 935 545
Ago 7861 5378 1245 1088 150
Sept 7999 5327 951 591 1130
TRIM 3 23583 15758 3386 2614 1825
Oct 8138 4860 1034 938 1306
Nov 8276 4285 1371 1055 1565
Dic 8415 5034 1341 293 1747
TRIM 4 24829 14179 3746 2286 4618
TOTAL 91840 57303 13071 8421 13045
Fuente: El autor
La demanda que se pronosticó a partir del método de regresión lineal, además de
presentar un comportamiento de crecimiento constante, resultó tener niveles similares a la
demanda del plan de Royal Leather S.A.S, pero por debajo en un 7,24% a nivel global.
Por lo que el plan arrojará costos similares a los del plan actual en algunos puntos del año.
Los parámetros que condicionaron el plan agregado son los siguientes:

112
Tabla 30: Parámetros del plan agregado del modelo de producción de Royal Leather S.A.S 2013
Costo de materiales Costo de mano de obra
VELEZ $ 6,220 Salario básico $ 650,000
MH $ 6,673 Factor prestacional 1.53
CLASSIC $ 4,763 Total horas/turno 8
OTROS $ 6,288 Promedio días/mes 22
Otros datos Valor hora/hombre $ 5,651
Productividad diaria 592 Recargo hora extra 1.25
Total de operarios 46 Valor hora extra $ 4,616
Productividad extra 222 horas extra/día 3
Fuente: El autor
Los parámetros son casi los mismos, solo que ahora se toma la productividad
determinada en el balanceo de línea y se redujo el turno a 8 horas diarias (lo cual modificó
también el valor de las horas hombre y extra).
Los costos directos se distribuyeron como se muestra en el gráfico:
Gráfico 12: Distribución de costos por mes según plan agregado modelo actual
Fuente: El autor
A diferencia del plan anterior, en este caso se puede notar que hay una mayor
uniformidad en los costos totales de producción (debido a que la demanda presenta
mayor uniformidad en este caso), pero no se puede decir lo mismo de los costos de
materias primas en relación con los de mano de obra, ya que estos últimos mostraron una
mayor variabilidad debido a que ahora no se necesita trabajar horas extra (llegaron a
superar a los costos de materias primas en Abril).
Comparando el plan agregado propuesto con el presupuesto de la empresa, se tienen los
siguientes resultados:
$-
$20.000.000,00
$40.000.000,00
$60.000.000,00
$80.000.000,00
$100.000.000,00
$120.000.000,00
Ener
o
Feb
rero
Mar
zo
Ab
ril
May
o
Jun
io
Julio
Ago
sto
Sep
tie
mb
re
Oct
ub
re
No
viem
bre
Dic
iem
bre
COSTOS DE PRODUCCION PLAN PROPUESTO
Costo real de materias primas
Costo total de mano de obra
Gastos de fabricación
Costo total de producción mes

113
Tabla 31: Costos plan agregado propuesto vs Presupuesto plan Royal Leather S.A.S 2013
Resumen plan agregado año Presupuesto año producción Desfase
Materias primas $ 860,434,807 Materias primas $ 630,767,000 $ (229,667,807)
Excedente de materias primas $ 294,650,627
Materias primas-excedente $ 565,784,179 Materias primas $ 630,767,000 $ 64,982,821
Eficiencia compra de materias primas 65.76%
Mano de obra normal $ 490,740,545
Mano de obra extra $ - Mano de obra extra $ 56,225,000 $ 56,225,000
Mano de obra total $ 490,740,545 Mano de obra total $ 715,119,000 $ 224,378,455
Gastos de fabricación $ 97,366,000 Gastos de fabricación $ 97,366,000 $ -
Costo de producción total $ 1,153,890,725 Producción total $ 1,443,252,000 $ 289,361,275
Fuente: El autor
Los costos de materias primas y mano de obra fueron menores que en el plan agregado
actual, lo cual indica que la empresa tiene que gastar menos dinero del que ellos habían
previsto en su plan, lo cual les da posibilidad de responder mejor ante un aumento
repentino de demanda que supere al pronosticado, ya que ahora cuenta tanto con más
capital como con mayor capacidad de producción que le permita adaptarse a dichos
cambios con mayor facilidad. Con este plan agregado es posible ahorrar casi 290 millones
de pesos en producción, lo cual es mejor que los casi 220 millones de ahorros que
proporcionaba el plan anterior, ya que hay un ahorro adicional de 70 millones de pesos.
Todo gracias a que se pronosticó una demanda menor a la prevista inicialmente y a que la
empresa puede incrementar su capacidad de producción con una redistribución de
puestos de trabajo.
8.3.3. Elaboración del plan maestro de producción MPS
Gaither (2000) define el plan maestro de producción como el plan que un gerente
establece en un corto plazo (semanas), de manera que se puedan establecer prioridades
de producción durante un mes, además de facilitar la elaboración de un plan MRP9.
Con base en la definición anterior, se establecerá un plan maestro de producción para
definir cuántas unidades por línea se van a producir por semana. Sin embargo, dado que
algunos clientes tienen plazos de entrega menores que otros, la empresa se ve obligada a
cumplir con sus órdenes de pedido de forma prioritaria sobre otros pedidos cuyo plazo de
entrega es mayor.
Dado que Royal Leather S.A.S es una empresa que trabaja contra pedido, necesita
establecer prioridades con respecto a las líneas que debe entregar primero o pedidos
cuyo volumen requiere que se invierta más tiempo para su producción. Por lo tanto, a
continuación se va a definir qué líneas de productos de las analizadas tienen menores
tiempos de entrega y necesitan ser fabricadas antes que las demás para poder cumplir
con la demanda en el plazo establecido con el cliente. A continuación se muestra la
9 GAITHER, Op cit. Pg 315

114
distribución de porcentajes de producción semanal, la cual se establece según el plazo de
entrega, de manera que se despachen primero aquellas líneas cuyos plazos de entrega
son menores y se haga en el plazo establecido. Como segundo criterio se maneja la
cantidad de unidades que se deben fabricar para el período, quienes son los que tienen
prioridad y a la vez porcentajes más altos.
Tabla 32: Establecimiento de producción semanal por línea
Establecimiento de prioridades de entrega
Línea Plazo (días) Semana 1 Semana 2 Semana 3 Semana 4 SUMA
VELEZ 30 25% 15% 25% 35% 100%
MH 20 40% 40% 20% 0% 100%
CLASSIC 30 10% 20% 30% 40% 100%
OTROS 30 25% 25% 25% 25% 100%
SUMA 100% 100% 100% 100%
Fuente: El autor
Con las prioridades ya establecidas, es posible ahora diseñar el plan maestro de
producción respetando las prioridades de entrega de cada línea de productos. En este
caso la línea prioritaria es la de Mario Hernández, ya que tiene el plazo de entrega más
corto, por lo que los pedidos deben ser despachados antes de 3 semanas. En el caso de
Vélez, al ser la línea con mayor volumen de producción, se reparte la producción a lo
largo del mes con tal de equilibrar la cantidad de unidades a fabricar a lo largo del mes.
La línea Classic es la línea de menor prioridad de las que se están analizando debido al
relativamente bajo volumen de ventas que registra. Las demás referencias tienen una
prioridad neutral.
El plan maestro de producción correspondiente al plan agregado propuesto se puede
revisar anexo (ANEXO MPS EN ARCHIVO).
Una vez que el plan maestro de producción ha sido establecido, se procede a desarrollar
un plan de requerimientos de materiales MRP en donde se pretende establecer las
necesidades de material que la empresa y el tiempo en el que los necesitan.
8.3.4. Planeación de requerimientos de materiales MRP
Companys (2009) define que el MRP (Material Requirements Planning) como el cálculo
de las necesidades netas de los artículos (Productos terminados, materias primas,
componentes, etc.) introduciendo el concepto de plazo de fabricación que no consideran
los métodos tradicionales de gestión de stocks como el EOQ, lo cual conduce a modular
las necesidades y las oportunidades de fabricar a lo largo del tiempo10.
10 Companys Pascual, Ramón; Fonollosa i Guardiet, Joan B.. Nuevas técnicas de gestión de stocks: MRP y JIT.España: Marcombo, 2009. Pg 20.

115
Un plan MRP está basado en 2 principios esenciales11:
La demanda de la mayoría de los artículos no es independiente, solo lo es la de
los productos terminados y la demanda de los demás de penden de la de éstos.
Las necesidades de cada artículo y el momento en el que deben ser satisfechas
pueden calcularse a partir de datos sencillos: las demandas independientes y la
estructura del producto.
Lo primero que hay que hacer es determinar los materiales que se necesitan comprar
para la fabricación de cada unidad perteneciente a cada línea de productos de las
analizadas. A continuación se muestran las BOM (listados de materiales) de cada línea,
solo se seleccionaron los elementos que suelen ir en la mayoría de las referencias de la
línea:
Tabla 33: Lista de materiales productos Vélez
Vélez
Referencia Lead time (semanas) Nivel
MN-890 0 0
Material Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Cuero Vélez 9.47 dm^2 $ 500 $ 4,735 2 1
Seda Vélez 21.7 dm^2 $ 27 $ 586 1 1
Elementos adicionales Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Marquilla 1 Un $ 58 $ 58 1 1
Caja Vélez 1 Un $ 250 $ 250 1 1
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
Tabla 34: Lista de materiales productos Mario Hernández
Mario Hernández
Referencia Lead time (semanas) Nivel
IOBT-1016 0 0
Material Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Cuero Texas 3.27 dm^2 $ 500 $ 1,635 0 1
Cuero Vipelino 6.54 dm^2 $ 500 $ 3,270 0 1
Seda Vélez 15.59 dm^2 $ 50 $ 780 0 1
Salpa 2.07 dm^2 $ 43 $ 89 0 1
Elementos adicionales Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Placa 1 Un $ 1,638 $ 1,638 0 1
Bolsa plástica 1 Un $ 30 $ 30 0 1
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
11 Ibid. Pg 19.

116
Tabla 35: Lista de materiales productos Classic
Classic
Referencia Lead time (semanas) Nivel
MB-805 0 0
Material Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Cuero 6.92 dm^2 $ 500 $ 3,460 2 1
Seda 12 dm^2 $ 34 $ 403 1 1
Elementos adicionales Cantidad Unidad Valor unidad Valor total Lead time (sem) Nivel
Etiquetas de revisión 1 Un $ 97 $ 97 1 1
Identificación 1 Un $ 6 $ 6 1 1
Tarjeta de crédito 1 Un $ 84 $ 84 1 1
Caja No 2 1 Un $ 420 $ 420 1 1
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
La lista de materiales de Vélez incluye solo los elementos básicos que toda billetera de la
línea tiene (cuero, seda, marquilla y caja), por lo que es importante mantener un control
de la entrada de estos materiales y de su uso en la producción de la línea. Dado que
dichos elementos cuestan lo mismo para todas las referencias, es posible hacer la
generalización de compra y abastecimiento de éstos.
En la línea Mario Hernández, la lista de materiales es prácticamente la misma para todas
sus referencias (variando en diseño y proporciones), pero dado que el proveedor es el
mismo Mario Hernández, éste entrega los materiales a Royal Leather S.A.S al momento
en el que solicita una orden de pedido (por eso el lead time de estos elementos es de 0).
Finalmente, en el caso de la línea Classic, los elementos adicionales siempre son los
mismos para todas las referencias, pero los materiales que siempre se utilizan son el
cuero y la seda.
Partiendo de la información suministrada y del plan maestro de producción, se ha
diseñado el MRP de todos los elementos señalados en las listas anteriores en donde la
empresa realiza un pedido mensual de cada material por las cantidades que se necesitan
para el mes con anticipación suficiente, los cuales se almacenan en la bodega de
materias primas. A medida que se trabaja en la producción semanal, se van sacando
materiales del almacén en cantidades suficientes para cumplir con lo establecido en el
MPS, se pretende que al final del mes el almacén quede vacío e inmediatamente al iniciar
el siguiente período vuelva a ocuparse con el siguiente pedido, de manera que no se
almacenen materiales por más de un mes. De esta manera el almacén de materias
primas no se satura ya que se va desocupando y ocupando periódicamente. Para mayor
información revisar el MRP (ANEXO MRP EN ARCHIVO).
El resumen de cantidades pedidas por mes y costos de compra se muestran en la
siguiente tabla:
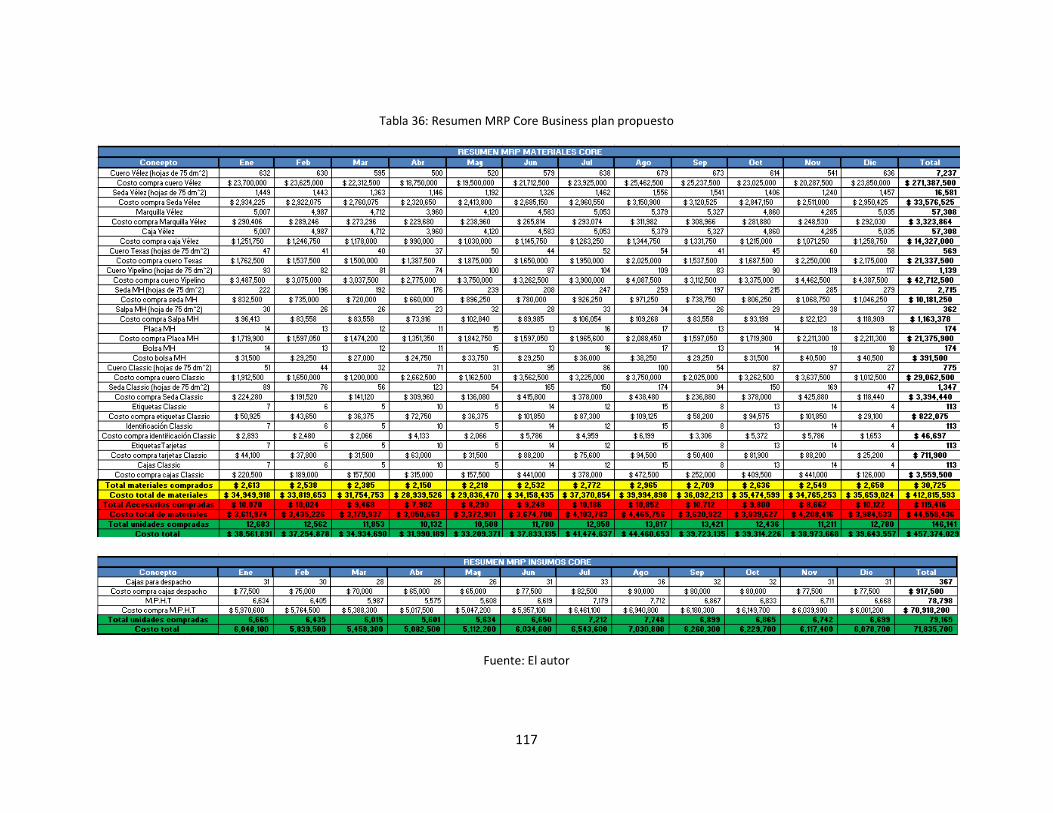
117
Tabla 36: Resumen MRP Core Business plan propuesto
Fuente: El autor

118
Tal como se muestra en la tabla, se pretende mantener mensualmente en inventario
alrededor de 12.000 unidades de todos los materiales (lo cual incluye cajas y otros
accesorios que se necesiten para la fabricación y empaque de los pedidos) para poder
cumplir con la fabricación de los pedidos solicitados de las líneas pertenecientes al Core
Business de la empresa. El costo anual de compra de materiales Core equivale al 80%
del costo anual de materias primas, indicando que se espera que en mensualmente las
unidades en inventario se encuentren alrededor de las 15.000.
Adicionalmente, la empresa necesita comprar insumos y empaques para la fabricación de
billeteras y su posterior empaque para envío (cajas para almacenar cajas individuales).
Esos insumos son: el llamado por la empresa M.P.H.T (incluyen el pegante, el hilo y la
tinta utilizados en la producción) y las cajas de cartón grandes en donde se depositan los
productos terminados empacados en cajas individuales (la empresa utiliza cajas que
pueden llenarse con 220 unidades en promedio). Estos insumos se utilizan para todas las
líneas de productos, por lo que se puede estimar las necesidades de estos elementos a
partir de la demanda total de todas las líneas de productos.
Se diseñó un M.R.P para estos elementos teniendo en cuenta la demanda total del Core
Business de cada período aplicando la misma estrategia de abastecimiento mensual. Los
M.P.H.T cuestan $900 por unidad de producto y un lead time de 1 semana, mientras que
las cajas cuestan $2.500/un y tienen un lead time de 2 semanas.
Como se puedo apreciar en la tabla resumen, la compra de cajas grandes para el
abastecimiento de unidades de la demanda del Core Business de la empresa consiste en
casi $900.000, mientras que se necesita realizar compras de 70 millones de pesos en
insumos para poder cumplir con la programación anual del Core Business.
Con el diseño del plan M.R.P ya se ha diseñado un plan de gestión de inventarios anual
que pretende “halar” la demanda de manera que la empresa cuente con los materiales
mínimos que necesita para la producción programada. Este mismo plan a su vez
condiciona y es condicionado con el plan de producción, el cual se programa acorde a la
demanda estimada y a la capacidad productiva de la empresa, estableciendo así un plan
que relaciona estrechamente ambos eslabones de la cadena de suministro.
8.3.5. Planeación de empaque y despacho de mercancías
Con los eslabones de abastecimiento y producción ya programados con el modelo
anterior, es más fácil ahora poder estimar el número de unidades que se despecharán al
mes y cuánto costará dicha actividad.
8.3.5.1. Procedimiento de empaque y alistamiento de productos terminados
La empresa empaca los productos terminados en cajas individuales a medida que se van
terminando (después del último control de calidad) y posteriormente se empacan en cajas
más grandes (con capacidad promedio de 220 unidades/caja) donde posteriormente son
despachadas según el destino al cual se envía la mercancía. La planeación de
necesidades de estos elementos ha sido determinada en el M.R.P.
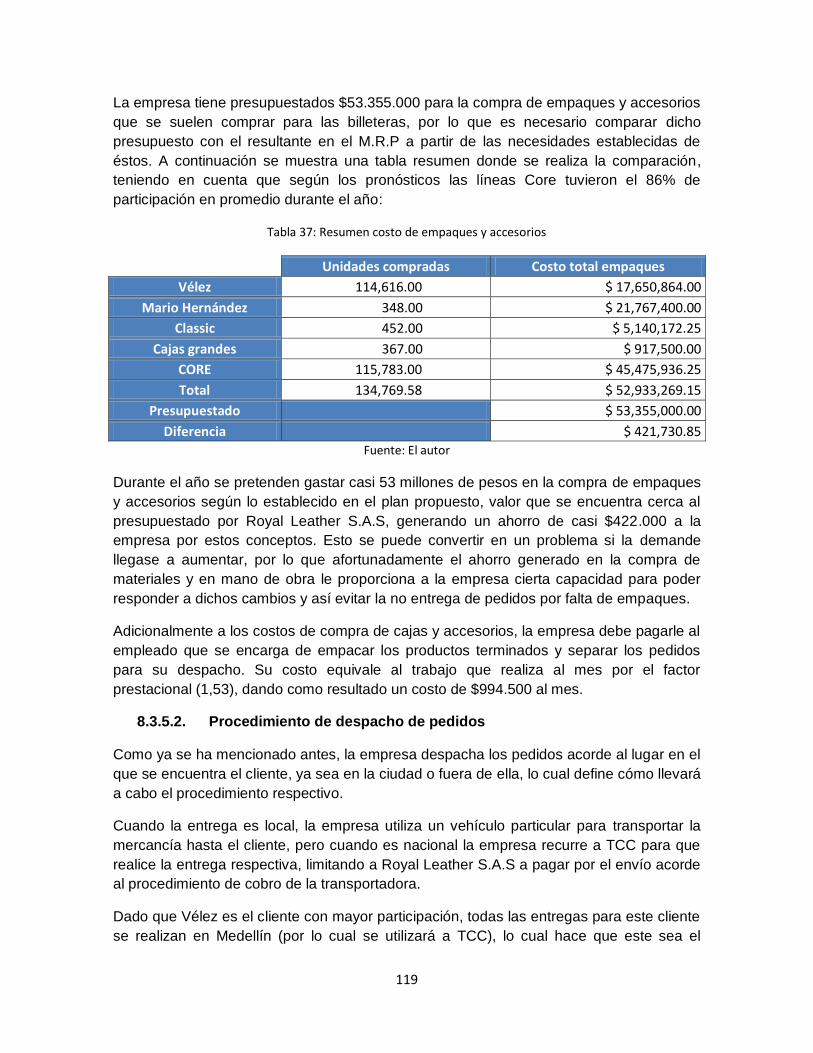
119
La empresa tiene presupuestados $53.355.000 para la compra de empaques y accesorios
que se suelen comprar para las billeteras, por lo que es necesario comparar dicho
presupuesto con el resultante en el M.R.P a partir de las necesidades establecidas de
éstos. A continuación se muestra una tabla resumen donde se realiza la comparación,
teniendo en cuenta que según los pronósticos las líneas Core tuvieron el 86% de
participación en promedio durante el año:
Tabla 37: Resumen costo de empaques y accesorios
Unidades compradas Costo total empaques
Vélez 114,616.00 $ 17,650,864.00
Mario Hernández 348.00 $ 21,767,400.00
Classic 452.00 $ 5,140,172.25
Cajas grandes 367.00 $ 917,500.00
CORE 115,783.00 $ 45,475,936.25
Total 134,769.58 $ 52,933,269.15
Presupuestado $ 53,355,000.00
Diferencia $ 421,730.85
Fuente: El autor
Durante el año se pretenden gastar casi 53 millones de pesos en la compra de empaques
y accesorios según lo establecido en el plan propuesto, valor que se encuentra cerca al
presupuestado por Royal Leather S.A.S, generando un ahorro de casi $422.000 a la
empresa por estos conceptos. Esto se puede convertir en un problema si la demande
llegase a aumentar, por lo que afortunadamente el ahorro generado en la compra de
materiales y en mano de obra le proporciona a la empresa cierta capacidad para poder
responder a dichos cambios y así evitar la no entrega de pedidos por falta de empaques.
Adicionalmente a los costos de compra de cajas y accesorios, la empresa debe pagarle al
empleado que se encarga de empacar los productos terminados y separar los pedidos
para su despacho. Su costo equivale al trabajo que realiza al mes por el factor
prestacional (1,53), dando como resultado un costo de $994.500 al mes.
8.3.5.2. Procedimiento de despacho de pedidos
Como ya se ha mencionado antes, la empresa despacha los pedidos acorde al lugar en el
que se encuentra el cliente, ya sea en la ciudad o fuera de ella, lo cual define cómo llevará
a cabo el procedimiento respectivo.
Cuando la entrega es local, la empresa utiliza un vehículo particular para transportar la
mercancía hasta el cliente, pero cuando es nacional la empresa recurre a TCC para que
realice la entrega respectiva, limitando a Royal Leather S.A.S a pagar por el envío acorde
al procedimiento de cobro de la transportadora.
Dado que Vélez es el cliente con mayor participación, todas las entregas para este cliente
se realizan en Medellín (por lo cual se utilizará a TCC), lo cual hace que este sea el

120
principal destino de entregas de la empresa. Mario Hernández, como ya se ha dicho con
anterioridad, la empresa se limita a empacar los pedidos y a esperar a que el
representante de la empresa llegue, revise el trabajo y se lo lleve para su planta, por lo
cual el costo de transporte en esta actividad para la empresa es de $0 en esta línea. Las
demás líneas de productos pueden o no despacharse fuera de la ciudad, pero por lo
general la empresa suele realizar dichas entregas en los trimestres 2 y 4 (para el día del
padre y navidad).
En el caso de Vélez, estimar los costos de transporte es más fácil que con otras líneas,
por lo que se puede determinar el costo por envío de caja, dando el siguiente resultado, la
caja promedio de un envío de Vélez pesa en promedio 18 Kg y TCC demora 1 día en
hacer la entrega del pedido:
Tabla 38: Costo de envío por paquete de mercancía línea Vélez
Costeo despacho Vélez
Número de cajas 1
Peso real caja (Kg) 18
Largo caja (m) 0.95
Ancho caja (m) 0.54
Alto caja (m) 0.24
Volumen caja (m^3) 0.12
Factor equivalencia (Kg/m^3) 400
Peso volumen caja (Kg) 49.25
Mayor peso 49.25
Kilaje total 49.25
Tarifa Bogotá Medellín 452
Valor declarado $ 22,260.10
Flete de manejo $ 5,090.00
Costo total envío $ 27,350.10
Fuente: El autor
Como se puede apreciar en la tabla, Vélez gasta casi $30.000 por enviar una caja de 220
unidades hasta el cliente, por lo que debe ser cuidadoso al momento de evaluar estos
costos, aunque debido a que ya llevan años usando los servicios de TCC y han cumplido
con sus obligaciones, se puede decir que es un costo que la empresa puede manejar.
Si se quiere considerar el costo de transporte por unidad de Vélez enviada a Medellín, el
valor sería de $124,31, por lo que el costo de mano de obra por unidad podría
incrementarse a casi $3.559.
Para el año 2013, se estima que los gastos que Royal Leather S.A.S debe pagar por
despachos de mercancía de Vélez según el plan propuesto son los siguientes:
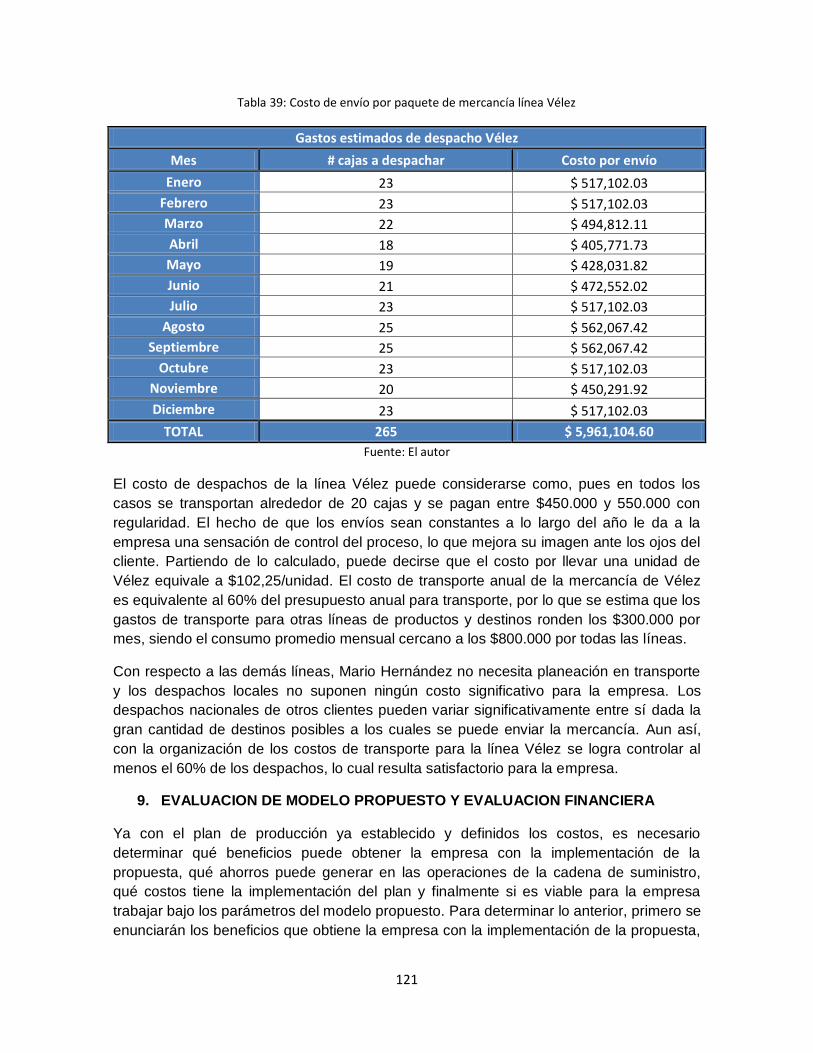
121
Tabla 39: Costo de envío por paquete de mercancía línea Vélez
Gastos estimados de despacho Vélez
Mes # cajas a despachar Costo por envío
Enero 23 $ 517,102.03
Febrero 23 $ 517,102.03
Marzo 22 $ 494,812.11
Abril 18 $ 405,771.73
Mayo 19 $ 428,031.82
Junio 21 $ 472,552.02
Julio 23 $ 517,102.03
Agosto 25 $ 562,067.42
Septiembre 25 $ 562,067.42
Octubre 23 $ 517,102.03
Noviembre 20 $ 450,291.92
Diciembre 23 $ 517,102.03
TOTAL 265 $ 5,961,104.60
Fuente: El autor
El costo de despachos de la línea Vélez puede considerarse como, pues en todos los
casos se transportan alrededor de 20 cajas y se pagan entre $450.000 y 550.000 con
regularidad. El hecho de que los envíos sean constantes a lo largo del año le da a la
empresa una sensación de control del proceso, lo que mejora su imagen ante los ojos del
cliente. Partiendo de lo calculado, puede decirse que el costo por llevar una unidad de
Vélez equivale a $102,25/unidad. El costo de transporte anual de la mercancía de Vélez
es equivalente al 60% del presupuesto anual para transporte, por lo que se estima que los
gastos de transporte para otras líneas de productos y destinos ronden los $300.000 por
mes, siendo el consumo promedio mensual cercano a los $800.000 por todas las líneas.
Con respecto a las demás líneas, Mario Hernández no necesita planeación en transporte
y los despachos locales no suponen ningún costo significativo para la empresa. Los
despachos nacionales de otros clientes pueden variar significativamente entre sí dada la
gran cantidad de destinos posibles a los cuales se puede enviar la mercancía. Aun así,
con la organización de los costos de transporte para la línea Vélez se logra controlar al
menos el 60% de los despachos, lo cual resulta satisfactorio para la empresa.
9. EVALUACION DE MODELO PROPUESTO Y EVALUACION FINANCIERA
Ya con el plan de producción ya establecido y definidos los costos, es necesario
determinar qué beneficios puede obtener la empresa con la implementación de la
propuesta, qué ahorros puede generar en las operaciones de la cadena de suministro,
qué costos tiene la implementación del plan y finalmente si es viable para la empresa
trabajar bajo los parámetros del modelo propuesto. Para determinar lo anterior, primero se
enunciarán los beneficios que obtiene la empresa con la implementación de la propuesta,

122
posteriormente se establecerán los costos de implementación y finalmente se evaluará
económicamente para definir si la propuesta es económicamente viable o no.
9.1. Beneficios de la propuesta
9.1.1. Ahorros generados
Con la implementación del modelo propuesto se determinaron unos costos por cada
proceso de la cadena de suministro de Royal Leather S.A.S, los cuales se muestran a
continuación junto a los ahorros que le generan a la empresa:
Tabla 40: Costo de envío por paquete de mercancía línea Vélez
CONCEPTOS Modelo actual Modelo propuesto Ahorro Δ%
Materia prima (A) $ 630,767,000 $ 565,784,179 $ (64,982,821) -10%
Mano de obra directa $ 715,119,000 $ 490,740,545 $ (224,378,455) -31%
Gastos de fabricación $ 97,366,000 $ 97,366,000 $ - 0%
Costos directos (B) $ 1,443,252,000 $ 1,153,890,725 $ (289,361,275) -20%
Gastos de administración $ 468,054,000 $ 468,054,000 $ - 0%
Gastos financieros $ 68,400,000 $ 68,400,000 $ - 0%
Gastos de ventas $ 62,500,000 $ 62,500,000 $ - 0%
Compra activos fijos $ - $ - $ - 0%
Costo para prefijo (C ) $ 2,042,206,000 $ 1,752,844,725 $ (289,361,275) -14%
Accesorios y empaques $ 53,355,000 $ 52,933,269 $ (421,731) -1%
(-) Subsidio Materia prima $ 99,000,000 $ 99,000,000 $ - 0%
Costo total $ 1,996,561,000 $ 1,706,777,994 $ (289,783,006) -15%
Fuente: El autor
Durante el año se estima un ahorro de $289.783.006 con la aplicación del modelo
propuesto, dichos ahorros provienen de los costos directos de producción, los cuales se
lograron gracias a que se optimizó el proceso de compra de materias primas y también se
mejoró la productividad del proceso de producción, evitando la necesidad de que los
empleados tengan que trabajar horas extra para cumplir con los pedidos. Gracias al
diseño del M.R.P se han establecido fechas y cantidades de materiales y empaques que
optimizan su necesidad de compra, lo cual logró un modesto ahorro en compra de
empaques y accesorios.
9.1.2. Utilidades esperadas
Con la realización de este ejercicio, se pretende obtener utilidades a lo largo del año,
dichas utilidades se calcularon al determinar el valor de ventas a partir de la demanda, y
restando los costos y gastos en los que se incurre durante el año (producción, empaque,
transporte y gastos fijos en administración, ventas y financieros) por período.
Las utilidades esperadas para el año 2013 a partir del plan de trabajo son las siguientes:
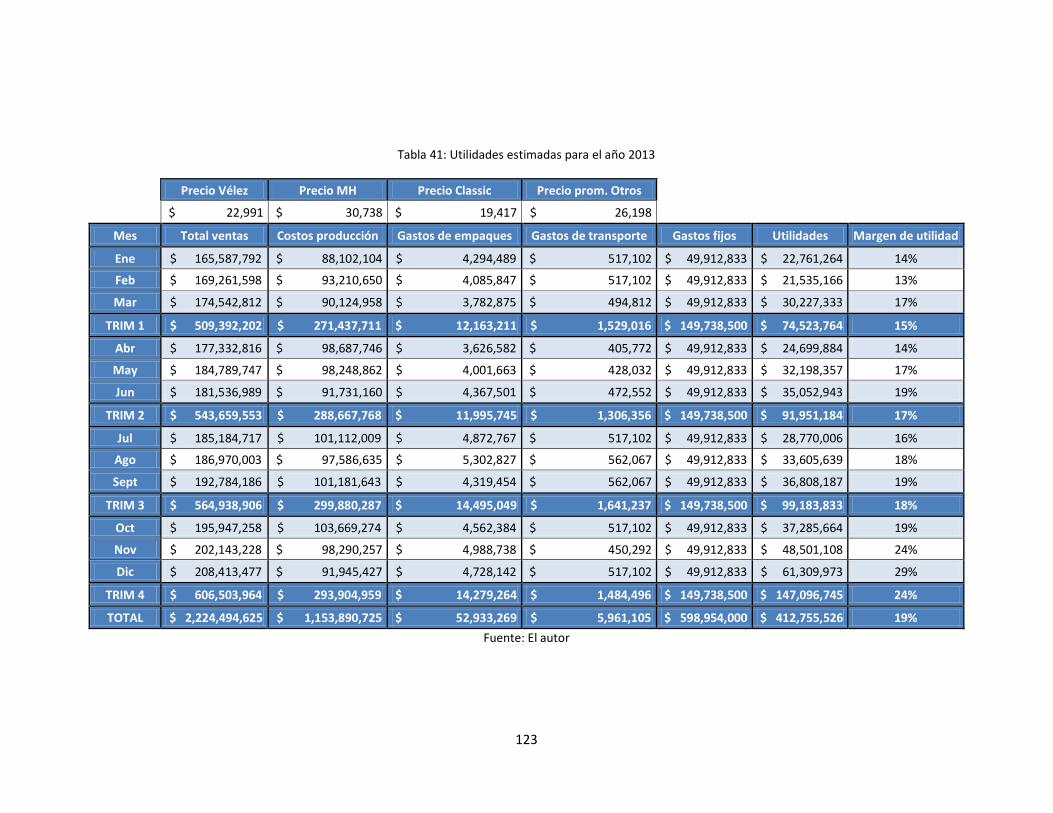
123
Tabla 41: Utilidades estimadas para el año 2013
Precio Vélez Precio MH Precio Classic Precio prom. Otros
$ 22,991 $ 30,738 $ 19,417 $ 26,198
Mes Total ventas Costos producción Gastos de empaques Gastos de transporte Gastos fijos Utilidades Margen de utilidad
Ene $ 165,587,792 $ 88,102,104 $ 4,294,489 $ 517,102 $ 49,912,833 $ 22,761,264 14%
Feb $ 169,261,598 $ 93,210,650 $ 4,085,847 $ 517,102 $ 49,912,833 $ 21,535,166 13%
Mar $ 174,542,812 $ 90,124,958 $ 3,782,875 $ 494,812 $ 49,912,833 $ 30,227,333 17%
TRIM 1 $ 509,392,202 $ 271,437,711 $ 12,163,211 $ 1,529,016 $ 149,738,500 $ 74,523,764 15%
Abr $ 177,332,816 $ 98,687,746 $ 3,626,582 $ 405,772 $ 49,912,833 $ 24,699,884 14%
May $ 184,789,747 $ 98,248,862 $ 4,001,663 $ 428,032 $ 49,912,833 $ 32,198,357 17%
Jun $ 181,536,989 $ 91,731,160 $ 4,367,501 $ 472,552 $ 49,912,833 $ 35,052,943 19%
TRIM 2 $ 543,659,553 $ 288,667,768 $ 11,995,745 $ 1,306,356 $ 149,738,500 $ 91,951,184 17%
Jul $ 185,184,717 $ 101,112,009 $ 4,872,767 $ 517,102 $ 49,912,833 $ 28,770,006 16%
Ago $ 186,970,003 $ 97,586,635 $ 5,302,827 $ 562,067 $ 49,912,833 $ 33,605,639 18%
Sept $ 192,784,186 $ 101,181,643 $ 4,319,454 $ 562,067 $ 49,912,833 $ 36,808,187 19%
TRIM 3 $ 564,938,906 $ 299,880,287 $ 14,495,049 $ 1,641,237 $ 149,738,500 $ 99,183,833 18%
Oct $ 195,947,258 $ 103,669,274 $ 4,562,384 $ 517,102 $ 49,912,833 $ 37,285,664 19%
Nov $ 202,143,228 $ 98,290,257 $ 4,988,738 $ 450,292 $ 49,912,833 $ 48,501,108 24%
Dic $ 208,413,477 $ 91,945,427 $ 4,728,142 $ 517,102 $ 49,912,833 $ 61,309,973 29%
TRIM 4 $ 606,503,964 $ 293,904,959 $ 14,279,264 $ 1,484,496 $ 149,738,500 $ 147,096,745 24%
TOTAL $ 2,224,494,625 $ 1,153,890,725 $ 52,933,269 $ 5,961,105 $ 598,954,000 $ 412,755,526 19%
Fuente: El autor

124
Tal como se puede apreciar en la tabla, en todos los períodos hay utilidades que rondan
los 30 millones de pesos, lo cual es benéfico para la empresa porque en todos los
períodos acumula ganancias que le permitirán a ésta crecer en el futuro y a su vez atraer
una mayor cantidad de demanda en el futuro.
9.1.3. Beneficios a nivel de productividad
Con la implementación de la propuesta, la empresa ve mejoras en su productividad, cuyos
beneficios se muestran a continuación:
Tabla 42: Mejoras realizadas a nivel de producción
Mejora realizada Unidad Valor actual Valor mejorado
Se eliminaron una inspección y una demora en el proceso de fabricación, reduciendo el tiempo de
fabricación de un lote de producción Minutos 668.32 622.57
Con la mejora anterior, mejoró el porcentaje de eficiencia, aprovechando mejor la capacidad
productiva de la empresa Porcentaje 76% 81%
Se incrementó el % de balance del proceso con el planteamiento de una nueva distribución de los
puestos de trabajo en el área de producción Porcentaje 34% 51%
Con la nueva distribución de puestos se disminuyó el tiempo en el área de corte, de
manera que el tiempo de espera entre los cortes de cuero y seda es menor
minutos 2.18 1.69
Derivado de lo anterior, se incrementó la tasa de producción del proceso, permitiendo ahora que
puedan producirse más unidades en menos tiempo
Unidades/turno 360 592
Gracias al incremento de los porcentajes de eficiencia y productividad, el turno diario ahora
es más corto al no haber la necesidad de trabajar más tiempo
Horas 9.25 8
Gracias al incremento de los porcentajes de eficiencia y productividad, no es necesario
trabajar horas extra para cumplir con la demanda pronosticada para el año 2013
Horas 144 0
Con la nueva distribución de puestos de trabajo y la reducción de las horas de trabajo, el costo por
unidad (mano de obra) disminuyó $/Un $ 4,795 $ 3,435
Fuente: El autor

125
9.1.4. Otros beneficios
Entre otros beneficios, se logró también diseñar un plan de producción en donde la
empresa controla las entradas y salidas de materias primas desde el almacén, se planteó
de manera que la empresa ordenara mensualmente todo lo que necesitara para el mes, y
cada semana se sacaba parte de la compra de los materiales para producir según el MPS,
de manera que al final del mes no hubiera unidades en inventario y los costos de
mantener inventario sean despreciables. También se logró controlar, aunque parcialmente,
el proceso de distribución y se pudo integrar con los otros eslabones de la cadena de
suministro. Adicionalmente, con el análisis de balanceo de línea fue posible establecer
indicadores que permiten la evaluación del proceso
9.2. Costos de implementación de la propuesta
La propuesta, dado que consiste en un modelo de planeación, no implica adquisición de
otros activos ni la contratación o despido de personal dado que fue planteada de manera
que se utilice solamente la mano de obra actual. Sin embargo, la redistribución de planta
hace que se necesite que los operarios cuyas tareas se van a cambiar sean capacitados
para que puedan desempeñar su nueva labor.
Con respecto a los costos a tomar, se pueden considerar la capacitación de los operarios
en sus labores nuevas, además es también necesario capacitar al jefe de producción, al
de compras y al auxiliar de compras para que entiendan el plan, aprendan a utilizarlo y le
den seguimiento a este evaluando resultados contra estimaciones. Se considera que un
período de 3 meses de seguimiento es el adecuado, ya que la empresa usa este período
de tiempo para evaluar su desempeño.
Otro costo relevante es aquel que equivale al excedente de materias primas que se
compra durante el año, el cual sirve como costo adicional para los casos en donde la
demanda real resulta ser menor a la que se pronosticó. Se utilizará dicho costo resultante
para el modelo actual de la empresa en los 2 casos.
A continuación se muestran una totalización del costo total de implementación del modelo
de cadena de abastecimiento propuesto:
Tabla 43: Costos de implementación del modelo propuesto
Capacitación y seguimiento # de empleados Sueldo básico Sueldo* factor prestacional Costo*operario
Operarios a trasladar 4 $ 650,000.00 $ 994,500.00 $ 3,978,000.00
Jefe de compras 1 $ 3,000,000.00 $ 4,590,000.00 $ 4,590,000.00
Jefe de producción 1 $ 3,000,000.00 $ 4,590,000.00 $ 4,590,000.00
Auxiliar de compras 1 $ 1,100,000.00 $ 1,683,000.00 $ 1,683,000.00
Costo mensual $ 14,841,000.00
Excedente materias primas $ 34,832,453.69
Costo total mes 1 $ 49,673,453.69
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
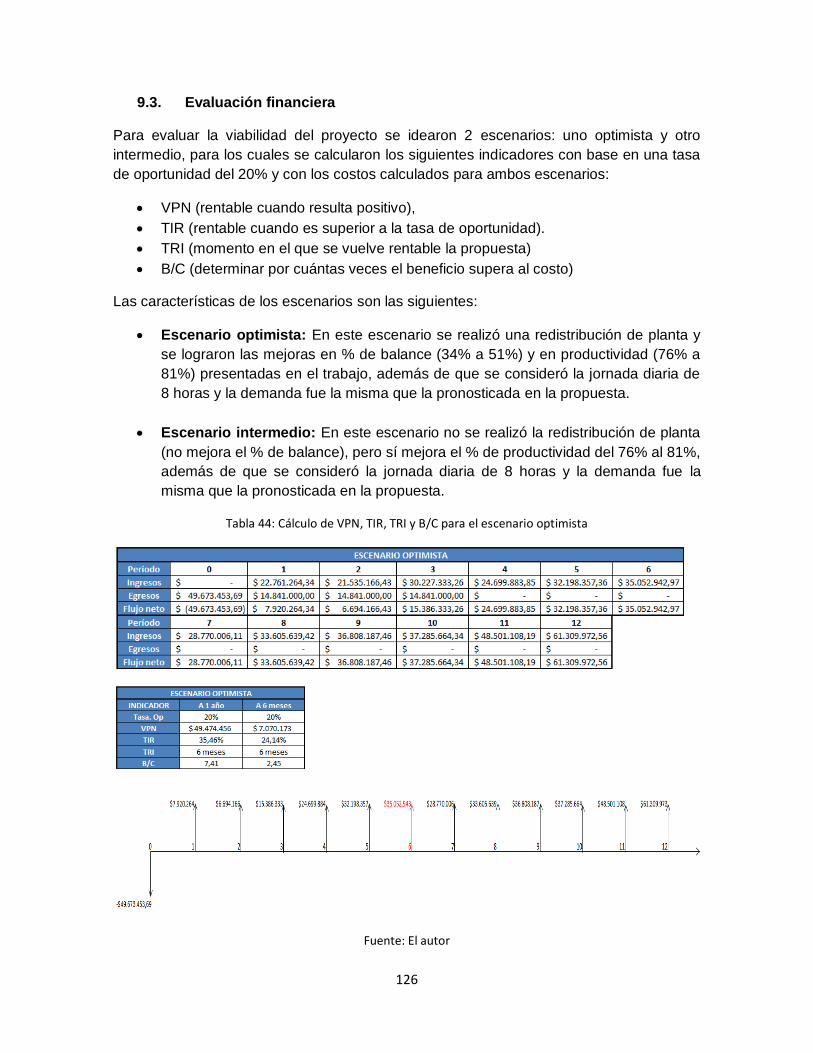
126
9.3. Evaluación financiera
Para evaluar la viabilidad del proyecto se idearon 2 escenarios: uno optimista y otro
intermedio, para los cuales se calcularon los siguientes indicadores con base en una tasa
de oportunidad del 20% y con los costos calculados para ambos escenarios:
VPN (rentable cuando resulta positivo),
TIR (rentable cuando es superior a la tasa de oportunidad).
TRI (momento en el que se vuelve rentable la propuesta)
B/C (determinar por cuántas veces el beneficio supera al costo)
Las características de los escenarios son las siguientes:
Escenario optimista: En este escenario se realizó una redistribución de planta y
se lograron las mejoras en % de balance (34% a 51%) y en productividad (76% a
81%) presentadas en el trabajo, además de que se consideró la jornada diaria de
8 horas y la demanda fue la misma que la pronosticada en la propuesta.
Escenario intermedio: En este escenario no se realizó la redistribución de planta
(no mejora el % de balance), pero sí mejora el % de productividad del 76% al 81%,
además de que se consideró la jornada diaria de 8 horas y la demanda fue la
misma que la pronosticada en la propuesta.
Tabla 44: Cálculo de VPN, TIR, TRI y B/C para el escenario optimista
Fuente: El autor
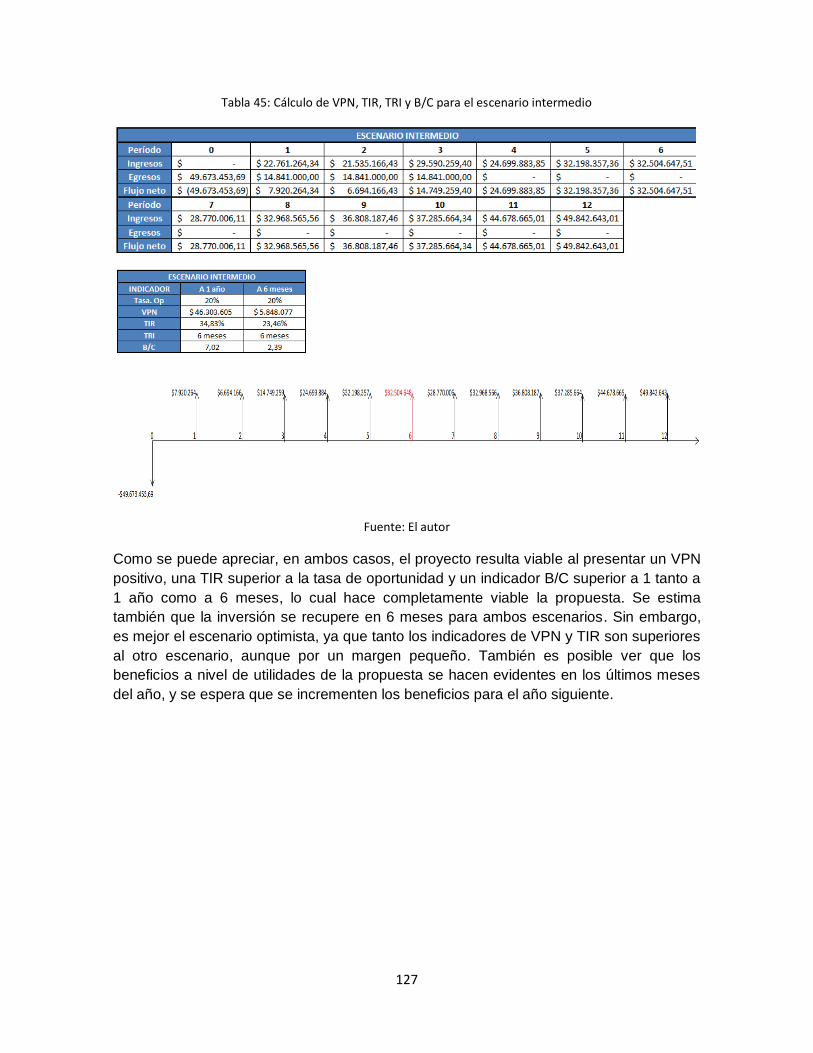
127
Tabla 45: Cálculo de VPN, TIR, TRI y B/C para el escenario intermedio
Fuente: El autor
Como se puede apreciar, en ambos casos, el proyecto resulta viable al presentar un VPN
positivo, una TIR superior a la tasa de oportunidad y un indicador B/C superior a 1 tanto a
1 año como a 6 meses, lo cual hace completamente viable la propuesta. Se estima
también que la inversión se recupere en 6 meses para ambos escenarios. Sin embargo,
es mejor el escenario optimista, ya que tanto los indicadores de VPN y TIR son superiores
al otro escenario, aunque por un margen pequeño. También es posible ver que los
beneficios a nivel de utilidades de la propuesta se hacen evidentes en los últimos meses
del año, y se espera que se incrementen los beneficios para el año siguiente.

128
10. CONCLUSIONES
Con el trabajo ya realizado, se concluyó lo siguiente con base en el diagnóstico realizado
de la cadena de suministro de la empresa:
Se determinó que la empresa es capaz de cumplir a cabalidad con sus metas
debido a que el costo total que implica alcanzarlas se encuentra dentro del
pronosticado, pero no existe una planeación que abarque en conjunto a los 3
eslabones de la cadena de suministro y permita su integración para el
cumplimiento de los objetivos propuestos.
A pesar de que la empresa posee una capacidad productiva que le permite cumplir
con la demanda de cada período, esta se encuentra limitada al 76% debido a las
demoras programadas y a la distribución de puestos de trabajo, por lo que son
susceptibles a mejoras mediante la redistribución de puestos de trabajo y un
replanteo de las actividades realizadas en el proceso.
La estimación de mano de obra de la empresa está enfocada en aprovechar su
capacidad productiva al máximo posible en lugar de utilizar solo la que necesitan
en realidad.
Es difícil para la empresa establecer una planeación precisa del transporte de
mercancía debido a la variedad de procedimientos, y destinos que se manejan
(salvo para Vélez).
Con respecto al planteamiento de la propuesta se concluyó lo siguiente:
• Se planteó como propuesta un plan de producción de billeteras que inicia con el
cálculo de pronósticos de la demanda futura, y a partir del cual se determinan las
necesidades de compra de materiales y los costos de transporte de mercancía.
• La propuesta le da una mayor importancia al proceso de abastecimiento de la que
tiene con el plan actual, lo cual ocurre al tener que interactuar más con los ostros
eslabones de la cadena.
• Con la propuesta es posible lograr una mayor integración entre los eslabones de la
cadena de suministro, permitiendo un mayor control de las variables que
intervienen en el proceso.
• El modelo propuesto de cadena de suministro es posible de aplicar para cualquier
empresa que trabaje contra pedido y tenga una demanda con un comportamiento
recurrente que facilite una estimación precisa de los mismos, así como una tasa
de producción que le permita cumplir con la demanda en el mismo período en el
que ésta se presenta.
Con respecto a los resultados de la propuesta y al cálculo de pronósticos de la demanda
se concluyó lo siguiente:

129
• La demanda es posible de pronosticar gracias al comportamiento regular de los
clientes a lo largo del año.
• La demanda pronosticada en la propuesta resultó similar a la del plan de la
empresa, por lo que el cálculo de éstas puede considerarse como acertado y toma
en cuenta las capacidades de la empresa.
• La demanda de productos se encuentra en permanente crecimiento, por lo que es
importante para la empresa renovar su productividad periódicamente para
permanecer competitiva en el mercado.
• Es posible lograr mejoras rentables en la productividad con acciones simples y
económicas como una redistribución de planta, logrando mejorar el margen en 188
Un/Día.
• Aquellas alternativas que maximizan la productividad más allá de las necesidades
de la empresa no son siempre las más rentables en un corto plazo, pero se
vuelven rentables en un punto en el que la demanda se incremente lo suficiente
como para eliminar los tiempos de ocio.
Con la realización del análisis financiero se concluyó lo siguiente:
Dado que los indicadores financieros calculados para los 2 escenarios son
favorables, se puede considerar que la propuesta es rentable a corto plazo,
logrando grandes beneficios a un costo relativamente bajo.
La tasa de producción no es indispensable para que la propuesta sea rentable, es
suficiente con una tasa con la cual se pueda cumplir con la demanda del período
vigente durante el mismo.
Los objetivos propuestos en el trabajo se cumplieron satisfactoriamente.

130
11. RECOMENDACIONES
Se recomienda la empresa hacer un estricto seguimiento y verificación del plan
propuesto y compararlo con la realidad, de manera que se logre crear una
convergencia entre la realidad y los resultados que se muestran en el plan.
Comunicar a todos los trabajadores de la empresa acerca del plan de producción y
de los objetivos de producción semanales de acuerdo al plan maestro de
producción, ya que el proceso funciona mejor cuando todos los involucrados
saben lo que se va a hacer.
Hacer saber a los proveedores y clientes recurrentes acerca del plan de trabajo
que se implementaría en Royal Leather S.A.S, de manera que ellos puedan ajustar
en lo posible sus pedidos a la capacidad productiva de la empresa y a sus
requerimientos mensuales, de manera que se facilite la ejecución del plan de
trabajo planteado.
Se recomienda proyectar la demanda cada trimestre a un trimestre en el futuro,
de manera que en casos en los que la tendencia vigente de la demanda presente
un cambio significativo, la empresa pueda modificar el plan de trabajo con
suficiente tiempo como para que no represente pérdidas económicas para ésta.
Acumular datos históricos de demandas de años anteriores y se utilicen para la
proyección de demandas futuras mediante cálculo de pronósticos, de manera que
los pronósticos sean más acertados y el modelo se asemeje más a la realidad.
131
12. BIBLIOGRAFIA
Balanceo de línea. Revisado el 15 de Octubre en
http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-
industrial/producci%C3%B3n/balanceo-de-l%C3%ADnea/
Companys Pascual, Ramón; Fonollosa i Guardiet, Joan B. Nuevas técnicas de gestión de
stocks: MRP y JIT.España: Marcombo, 2009.
Disponible en: http://www.tcc.com.co/web/portal/formas-de-pago-y-tarifas-paqueteria#2
GAITHER, Norman, FRAZIER, Greg. Administración de producción y operaciones. Octava
edición, Editorial Thompson, México, 2000.
KANAWATY, George, Introducción al estudio del trabajo, cuarta edición, Organización
internacional del trabajo, Ginebra, 1996.
Manejo de información: diagramas de causa-efecto. Revisado el 30 de Septiembre del
2013, en: http://www.slideshare.net/ProfejavierG/diagramas-causa-efecto-9121502
PORTER, Michael. Ventaja competitiva: creación y sostenimiento de un desempeño
superior. 1985.
Técnica del interrogatorio (examinar e idear con espíritu crítico). Revisado el 4 de Octubre
del 2013, en: http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-
industrial/ingenier%C3%ADa-de-metodos/t%C3%A9cnica-del-interrogatorio/

132
13. ANEXOS
13.1. Anexo 1: Organigrama de Royal Leather S.A.S.
Diagrama 17: Organigrama de Royal Leather S.A.S.
Fuente: El autor
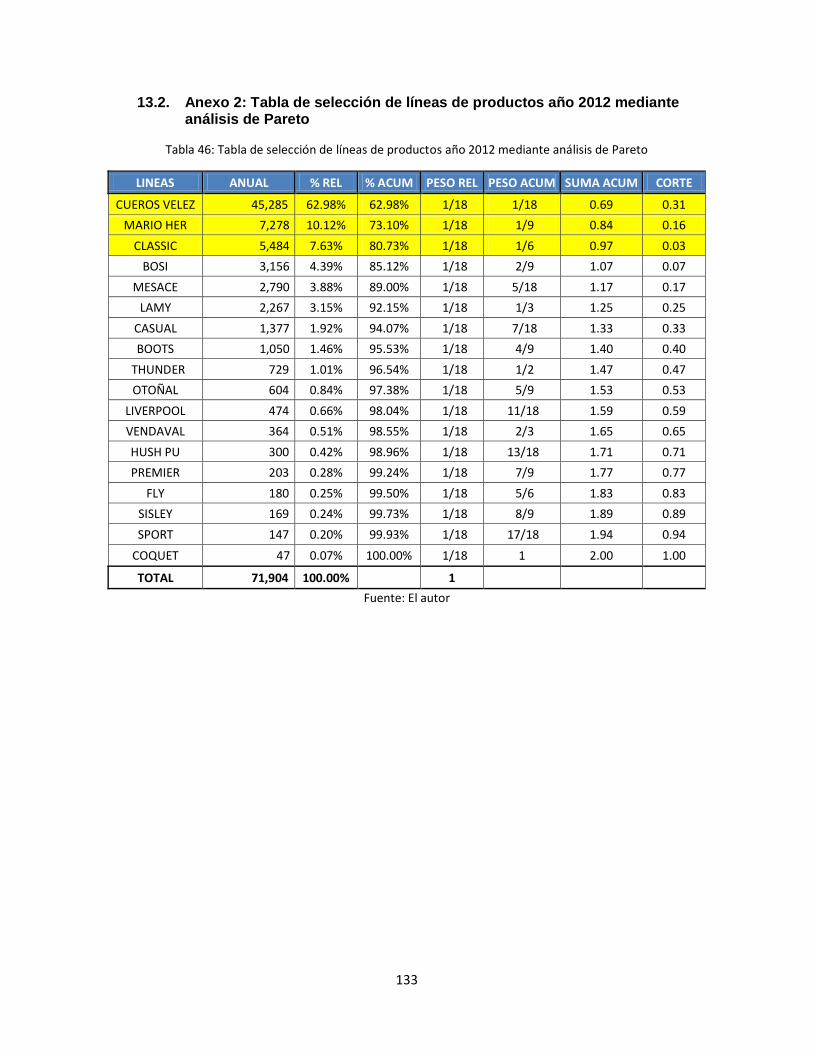
133
13.2. Anexo 2: Tabla de selección de líneas de productos año 2012 mediante análisis de Pareto
Tabla 46: Tabla de selección de líneas de productos año 2012 mediante análisis de Pareto
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
CUEROS VELEZ 45,285 62.98% 62.98% 1/18 1/18 0.69 0.31
MARIO HER 7,278 10.12% 73.10% 1/18 1/9 0.84 0.16
CLASSIC 5,484 7.63% 80.73% 1/18 1/6 0.97 0.03
BOSI 3,156 4.39% 85.12% 1/18 2/9 1.07 0.07
MESACE 2,790 3.88% 89.00% 1/18 5/18 1.17 0.17
LAMY 2,267 3.15% 92.15% 1/18 1/3 1.25 0.25
CASUAL 1,377 1.92% 94.07% 1/18 7/18 1.33 0.33
BOOTS 1,050 1.46% 95.53% 1/18 4/9 1.40 0.40
THUNDER 729 1.01% 96.54% 1/18 1/2 1.47 0.47
OTOÑAL 604 0.84% 97.38% 1/18 5/9 1.53 0.53
LIVERPOOL 474 0.66% 98.04% 1/18 11/18 1.59 0.59
VENDAVAL 364 0.51% 98.55% 1/18 2/3 1.65 0.65
HUSH PU 300 0.42% 98.96% 1/18 13/18 1.71 0.71
PREMIER 203 0.28% 99.24% 1/18 7/9 1.77 0.77
FLY 180 0.25% 99.50% 1/18 5/6 1.83 0.83
SISLEY 169 0.24% 99.73% 1/18 8/9 1.89 0.89
SPORT 147 0.20% 99.93% 1/18 17/18 1.94 0.94
COQUET 47 0.07% 100.00% 1/18 1 2.00 1.00
TOTAL 71,904 100.00% 1
Fuente: El autor

134
13.3. Anexo 3: Tabla de selección de referencias de la línea Vélez 2012 mediante análisis de Pareto (1)
Tabla 47: Tabla de selección de referencias de la línea Vélez 2012 mediante análisis de Pareto (1)
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
M-1000715 5,541 12.24% 12.24% 1/32 1/32 0.15 0.85
M-1000405 4,797 10.59% 22.83% 1/32 1/16 0.29 0.71
M-1000404 4,282 9.46% 32.28% 1/32 3/32 0.42 0.58
M-50141 3,618 7.99% 40.27% 1/32 1/8 0.53 0.47
F-1001741 2,011 4.44% 44.71% 1/32 5/32 0.60 0.40
F-1002271 1,838 4.06% 48.77% 1/32 3/16 0.68 0.32
M-1002289 1,678 3.71% 52.48% 1/32 7/32 0.74 0.26
F-1002269 1,612 3.56% 56.04% 1/32 1/4 0.81 0.19
F-1002268 1,602 3.54% 59.58% 1/32 9/32 0.88 0.12
M-52747 1,500 3.31% 62.89% 1/32 5/16 0.94 0.06
F-1000524 1,400 3.09% 65.98% 1/32 11/32 1.00 0.00
F-1002270 1,394 3.08% 69.06% 1/32 3/8 1.07 0.07
M-1003404 1,336 2.95% 72.01% 1/32 13/32 1.13 0.13
M-1003403 1,317 2.91% 74.92% 1/32 7/16 1.19 0.19
M-1003408 1,286 2.84% 77.76% 1/32 15/32 1.25 0.25
F-1002272 1,235 2.73% 80.48% 1/32 1/2 1.30 0.30
M-1002291 1,224 2.70% 83.19% 1/32 17/32 1.36 0.36
F-1002273 995 2.20% 85.38% 1/32 9/16 1.42 0.42
M-1002290 980 2.16% 87.55% 1/32 19/32 1.47 0.47
M-1002292 826 1.82% 89.37% 1/32 5/8 1.52 0.52
M-1003407 776 1.71% 91.09% 1/32 21/32 1.57 0.57
M-1003400 668 1.48% 92.56% 1/32 11/16 1.61 0.61
M-1003410 608 1.34% 93.90% 1/32 23/32 1.66 0.66
M-1002294 503 1.11% 95.01% 1/32 3/4 1.70 0.70
M-1000720 500 1.10% 96.12% 1/32 25/32 1.74 0.74
M-1000714 474 1.05% 97.16% 1/32 13/16 1.78 0.78
F-1001034 400 0.88% 98.05% 1/32 27/32 1.82 0.82
M-53330 300 0.66% 98.71% 1/32 7/8 1.86 0.86
M-1000725 300 0.66% 99.37% 1/32 29/32 1.90 0.90
M-1000724 177 0.39% 99.76% 1/32 15/16 1.94 0.94
F-100524 100 0.22% 99.98% 1/32 31/32 1.97 0.97
F-310728 7 0.02% 100.00% 1/32 1 2.00 1.00
TOTAL 45,285 100.00% 1
Fuente: El autor

135
13.4. Anexo 4: Tabla de selección de referencias principales de la línea Vélez
2012 mediante análisis de Pareto (2)
Tabla 48: Tabla de selección de referencias principales de la línea Vélez 2012 mediante análisis de Pareto (2)
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
M-1000715 5,541 18.54% 18.54% 1/11 1/11 0.28 0.72
M-1000405 4,797 16.05% 34.60% 1/11 2/11 0.53 0.47
M-1000404 4,282 14.33% 48.93% 1/11 3/11 0.76 0.24
M-50141 3,618 12.11% 61.04% 1/11 4/11 0.97 0.03
F-1001741 2,011 6.73% 67.77% 1/11 5/11 1.13 0.13
F-1002271 1,838 6.15% 73.92% 1/11 6/11 1.28 0.28
M-1002289 1,678 5.62% 79.54% 1/11 7/11 1.43 0.43
F-1002269 1,612 5.40% 84.93% 1/11 8/11 1.58 0.58
F-1002268 1,602 5.36% 90.29% 1/11 9/11 1.72 0.72
M-52747 1,500 5.02% 95.31% 1/11 10/11 1.86 0.86
F-1000524 1,400 4.69% 100.00% 1/11 1 2.00 1.00
TOTAL 29,879 100.00% 1
14. Fuente: El autor

136
13.5. Anexo 5: Tabla de selección de referencias (1) Mario Hernández 2012
mediante análisis de Pareto.
Tabla 49: Tabla de selección de referencias (1) Mario Hernández 2012 mediante análisis de Pareto
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
IOBT-1016 994 13.66% 13.66% 1/41 1/41 0.16 0.84
IOBT-1012 621 8.53% 22.19% 1/41 2/41 0.27 0.73
IOBT-1010 608 8.35% 30.54% 1/41 3/41 0.38 0.62
IOBT-1015 393 5.40% 35.94% 1/41 4/41 0.46 0.54
IOBT-1013 388 5.33% 41.28% 1/41 5/41 0.53 0.47
IOTJ-1027 388 5.33% 46.61% 1/41 6/41 0.61 0.39
IOBT-1018 315 4.33% 50.93% 1/41 7/41 0.68 0.32
IOAV-1011 280 3.85% 54.78% 1/41 8/41 0.74 0.26
EOBT-1000 272 3.74% 58.52% 1/41 9/41 0.80 0.20
IOTJ-1022 264 3.63% 62.15% 1/41 10/41 0.87 0.13
IOBT- 1025 222 3.05% 65.20% 1/41 11/41 0.92 0.08
EOBT-1015 216 2.97% 68.16% 1/41 12/41 0.97 0.03
IOTJ-1023 199 2.73% 70.90% 1/41 13/41 1.03 0.03
IOTJ-1026 157 2.16% 73.06% 1/41 14/41 1.07 0.07
EOBT-1002 146 2.01% 75.06% 1/41 15/41 1.12 0.12
IOBT-1014 140 1.92% 76.99% 1/41 16/41 1.16 0.16
EOBT-1007 133 1.83% 78.81% 1/41 17/41 1.20 0.20
EOTJ-1006 130 1.79% 80.60% 1/41 18/41 1.25 0.25
EOBT-1016 120 1.65% 82.25% 1/41 19/41 1.29 0.29
EOTJ-1004 117 1.61% 83.86% 1/41 20/41 1.33 0.33
IOBT-1028 112 1.54% 85.39% 1/41 21/41 1.37 0.37
EOBT-1003 112 1.54% 86.93% 1/41 22/41 1.41 0.41
EOBT-1005 110 1.51% 88.44% 1/41 23/41 1.45 0.45
CSBT-1059 107 1.47% 89.91% 1/41 24/41 1.48 0.48
MFLY-612 100 1.37% 91.29% 1/41 25/41 1.52 0.52
IOBT-1017 75 1.03% 92.32% 1/41 26/41 1.56 0.56
IOBT-1011 72 0.99% 93.31% 1/41 27/41 1.59 0.59
CSBT-0007 66 0.91% 94.22% 1/41 28/41 1.63 0.63
AUBT-1006 57 0.78% 95.00% 1/41 29/41 1.66 0.66
MFLY-807 50 0.69% 95.69% 1/41 30/41 1.69 0.69
MN-3922 50 0.69% 96.37% 1/41 31/41 1.72 0.72
AUAV-1021 45 0.62% 96.99% 1/41 32/41 1.75 0.75
IOBT-1027 34 0.47% 97.46% 1/41 33/41 1.78 0.78
AUBT-1019 33 0.45% 97.91% 1/41 34/41 1.81 0.81
MN-3923 30 0.41% 98.32% 1/41 35/41 1.84 0.84
AUCQ-1013 26 0.36% 98.68% 1/41 36/41 1.86 0.86
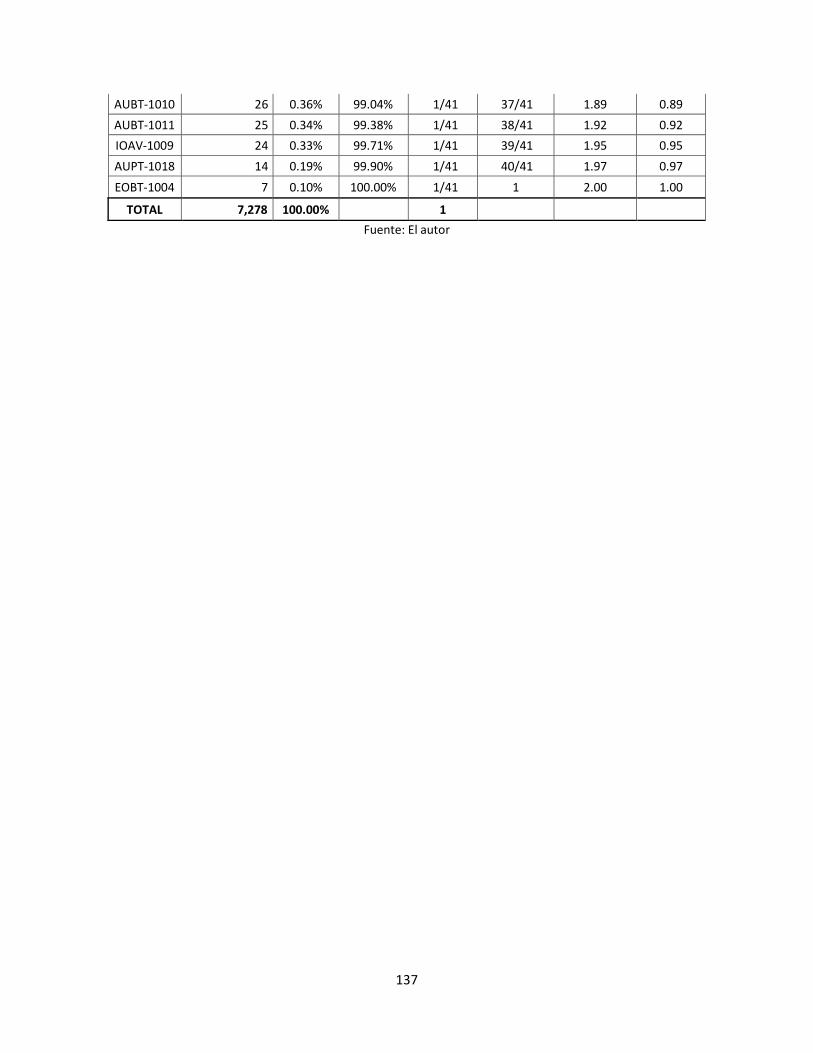
137
AUBT-1010 26 0.36% 99.04% 1/41 37/41 1.89 0.89
AUBT-1011 25 0.34% 99.38% 1/41 38/41 1.92 0.92
IOAV-1009 24 0.33% 99.71% 1/41 39/41 1.95 0.95
AUPT-1018 14 0.19% 99.90% 1/41 40/41 1.97 0.97
EOBT-1004 7 0.10% 100.00% 1/41 1 2.00 1.00
TOTAL 7,278 100.00% 1
Fuente: El autor

138
13.6. Anexo 6: Tabla de selección de referencias (2) Mario Hernández
Tabla 50: Tabla de selección de referencias (2) Mario Hernández 2012 mediante análisis de Pareto
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
IOBT-1016 994 19.26% 19.26% 1/13 1/13 0.27 0.73
IOBT-1012 621 12.03% 31.30% 1/13 2/13 0.47 0.53
IOBT-1010 608 11.78% 43.08% 1/13 3/13 0.66 0.34
IOBT-1015 393 7.62% 50.70% 1/13 4/13 0.81 0.19
IOBT-1013 388 7.52% 58.22% 1/13 5/13 0.97 0.03
IOTJ-1027 388 7.52% 65.74% 1/13 6/13 1.12 0.12
IOBT-1018 315 6.10% 71.84% 1/13 7/13 1.26 0.26
IOAV-1011 280 5.43% 77.27% 1/13 8/13 1.39 0.39
EOBT-1000 272 5.27% 82.54% 1/13 9/13 1.52 0.52
IOTJ-1022 264 5.12% 87.66% 1/13 10/13 1.65 0.65
IOBT- 1025 222 4.30% 91.96% 1/13 11/13 1.77 0.77
EOBT-1015 216 4.19% 96.14% 1/13 12/13 1.88 0.88
IOTJ-1023 199 3.86% 100.00% 1/13 1 2.00 1.00
TOTAL 5,160 100.00% 1
Fuente: El autor

139
13.7. Anexo 7: Tabla de selección de referencias (2) Mario Hernández Tabla de selección de referencias línea Classic 2012
Tabla 51: Tabla de selección de referencias línea Classic 2012 (1) mediante análisis de Pareto
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
MB-909 1,033 18.84% 18.84% 1/51 1/51 0.21 0.79
MB-805 910 16.59% 35.43% 1/51 2/51 0.39 0.61
MB-802 764 13.93% 49.36% 1/51 1/17 0.55 0.45
MB-612 596 10.87% 60.23% 1/51 4/51 0.68 0.32
MB-124 565 10.30% 70.53% 1/51 5/51 0.80 0.20
MB-301 281 5.12% 75.66% 1/51 2/17 0.87 0.13
MB-204 188 3.43% 79.08% 1/51 7/51 0.93 0.07
MB-818 149 2.72% 81.80% 1/51 8/51 0.97 0.03
MB-815 110 2.01% 83.81% 1/51 3/17 1.01 0.01
MB-201 101 1.84% 85.65% 1/51 10/51 1.05 0.05
MB-068 78 1.42% 87.07% 1/51 11/51 1.09 0.09
MB-101 65 1.19% 88.26% 1/51 4/17 1.12 0.12
MB-614 53 0.97% 89.22% 1/51 13/51 1.15 0.15
MB-402 50 0.91% 90.13% 1/51 14/51 1.18 0.18
MB-810 50 0.91% 91.05% 1/51 5/17 1.20 0.20
MB-617 42 0.77% 91.81% 1/51 16/51 1.23 0.23
MB-806 36 0.66% 92.47% 1/51 1/3 1.26 0.26
MB-309 31 0.57% 93.03% 1/51 6/17 1.28 0.28
MB-606 31 0.57% 93.60% 1/51 19/51 1.31 0.31
MB-813 30 0.55% 94.15% 1/51 20/51 1.33 0.33
MB-811 29 0.53% 94.68% 1/51 7/17 1.36 0.36
MB-057 26 0.47% 95.15% 1/51 22/51 1.38 0.38
MB-202 22 0.40% 95.55% 1/51 23/51 1.41 0.41
MB-814 21 0.38% 95.93% 1/51 8/17 1.43 0.43
MB-401 17 0.31% 96.24% 1/51 25/51 1.45 0.45
MB-502 17 0.31% 96.55% 1/51 26/51 1.48 0.48
MB-039 16 0.29% 96.85% 1/51 9/17 1.50 0.50
MB-804 16 0.29% 97.14% 1/51 28/51 1.52 0.52
MB-907 15 0.27% 97.41% 1/51 29/51 1.54 0.54
MB-807 14 0.26% 97.67% 1/51 10/17 1.56 0.56
MB-812 13 0.24% 97.90% 1/51 31/51 1.59 0.59
FB-058 13 0.24% 98.14% 1/51 32/51 1.61 0.61
FB-1120 12 0.22% 98.36% 1/51 11/17 1.63 0.63
FB-051 9 0.16% 98.52% 1/51 2/3 1.65 0.65
MB-406 7 0.13% 98.65% 1/51 35/51 1.67 0.67
MB-608 7 0.13% 98.78% 1/51 12/17 1.69 0.69
MB-707 7 0.13% 98.91% 1/51 37/51 1.71 0.71

140
FB-104 7 0.13% 99.03% 1/51 38/51 1.74 0.74
MB-052 6 0.11% 99.14% 1/51 13/17 1.76 0.76
MB-310 6 0.11% 99.25% 1/51 40/51 1.78 0.78
MB-102 5 0.09% 99.34% 1/51 41/51 1.80 0.80
MB-305 5 0.09% 99.43% 1/51 14/17 1.82 0.82
MB-601 5 0.09% 99.53% 1/51 43/51 1.84 0.84
MB-8121 5 0.09% 99.62% 1/51 44/51 1.86 0.86
MB-613 4 0.07% 99.69% 1/51 15/17 1.88 0.88
FB-1109 4 0.07% 99.76% 1/51 46/51 1.90 0.90
FB-1114 A 4 0.07% 99.84% 1/51 47/51 1.92 0.92
FB-1007 3 0.05% 99.89% 1/51 16/17 1.94 0.94
FB-1008 2 0.04% 99.93% 1/51 49/51 1.96 0.96
FB-1708 2 0.04% 99.96% 1/51 50/51 1.98 0.98
FB-1114 2 0.04% 100.00% 1/51 1 2.00 1.00
TOTAL 5,484 100.00% 1
Fuente: El autor

141
13.8. Anexo 8: Tabla de selección de referencias línea Classic
Tabla 52: Tabla de selección de referencias línea Classic 2012 (2) mediante análisis de Pareto
LINEAS ANUAL % REL % ACUM PESO REL PESO ACUM SUMA ACUM CORTE
MB-909 1,033 22.48% 22.48% 1/9 1/9 0.34 0.66
MB-805 910 19.80% 42.28% 1/9 2/9 0.64 0.36
MB-802 764 16.62% 58.90% 1/9 1/3 0.92 0.08
MB-612 596 12.97% 71.87% 1/9 4/9 1.16 0.16
MB-124 565 12.29% 84.16% 1/9 5/9 1.40 0.40
MB-301 281 6.11% 90.27% 1/9 2/3 1.57 0.57
MB-204 188 4.09% 94.36% 1/9 7/9 1.72 0.72
MB-818 149 3.24% 97.61% 1/9 8/9 1.86 0.86
MB-815 110 2.39% 100.00% 1/9 1 2.00 1.00
TOTAL 4,596 100.00% 1
Fuente: El autor

142
13.9. Anexo 9: Ejemplo de orden de compra referencia
Tabla 53: Ejemplo de orden de compra referencia M-1000715 de la línea Vélez
Fuente: Información suministrada por Fabián Rodríguez, gerente general de Royal Leather S.A.S.

143
13.10. Anexo 10: lista de proveedores de Royal leather S.A.S
Tabla 54: Lista de proveedores de Royal Leather S.A.S.
Fuente: Información suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.
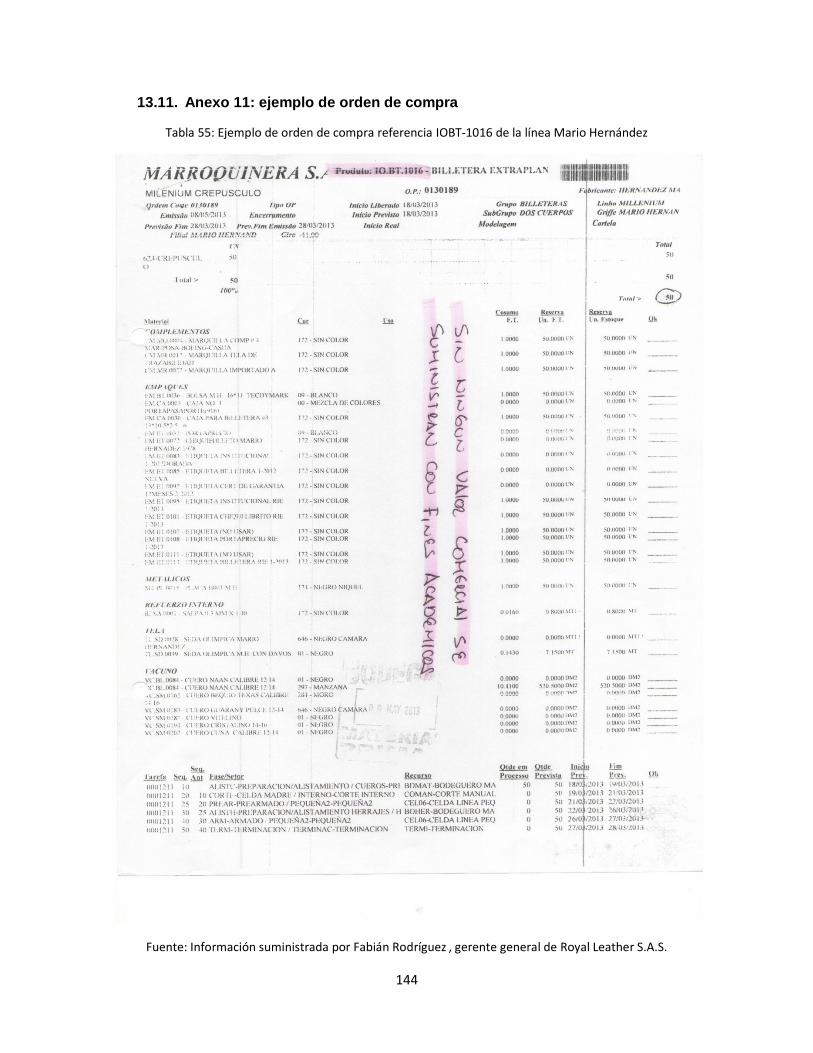
144
13.11. Anexo 11: ejemplo de orden de compra
Tabla 55: Ejemplo de orden de compra referencia IOBT-1016 de la línea Mario Hernández
Fuente: Información suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.

145
13.12. Anexo 12: ejemplo de orden de compra
Tabla 56: Ejemplo de orden de compra referencias MB-802 y MB-612de la línea Classic
Fuente: Información suministrada por Fabián Rodríguez , gerente general de Royal Leather S.A.S.

146
13.13. Anexo 13: Cursograma sinóptico del proceso de fabricación de billeteras
Diagrama 18: Cursograma sinóptico del proceso de fabricación de billeteras (Unidad)
1
2
15
12
11
10
9
8
7
6
13
5
4
3
2
Troquelado 1,97"Corte de sedas 1,84"
Entintado 0,99"
Inspección 1 0,80"
Desbastado 0,26"
Estampado 0,28"
Ensamble sedas 0,85"
Ensamble tarjeteros 0,29"
Costura centros 0,09"
Tapado Billetera 0,42"
Embone máquina 0,09"
Armado 5,25"
Refile 0,44"
Embone manual 1,29"
Desvirutaje 0,31"
Inspección 2 0,80"
Inspección 3 0,80"
Inspección 4 0,80"
4,30"
18,20"
T
16 Pulimiento 1,54"
Cuero de BecerroForros de seda
Tinta
Seda de costura
Seda de costura
14 Costura final 0,93"
3
4
1
Fuente: El autor
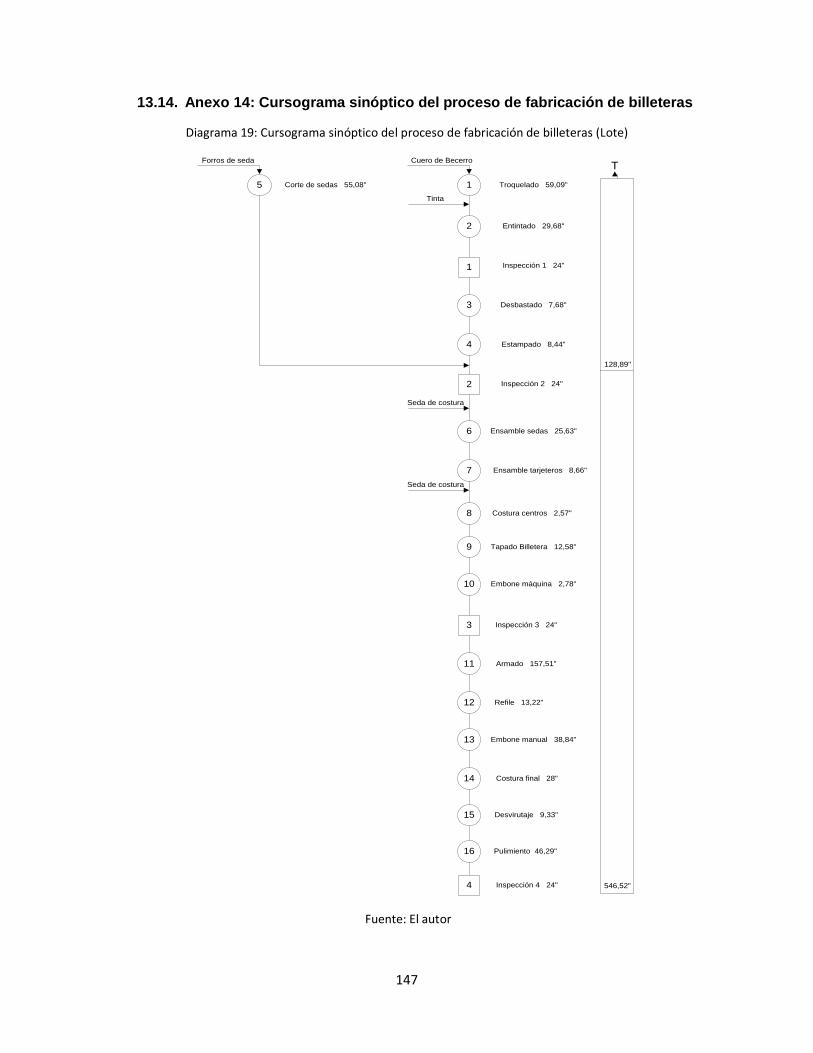
147
13.14. Anexo 14: Cursograma sinóptico del proceso de fabricación de billeteras
Diagrama 19: Cursograma sinóptico del proceso de fabricación de billeteras (Lote)
1
15
12
11
10
9
8
7
6
13
5
4
3
2
Troquelado 59,09"Corte de sedas 55,08"
Entintado 29,68"
Inspección 1 24"
Desbastado 7,68"
Estampado 8,44"
Ensamble sedas 25,63"
Ensamble tarjeteros 8,66"
Costura centros 2,57"
Tapado Billetera 12,58"
Embone máquina 2,78"
Armado 157,51"
Refile 13,22"
Embone manual 38,84"
Desvirutaje 9,33"
Inspección 2 24"
Inspección 3 24"
Inspección 4 24"
128,89"
546,52"
T
16 Pulimiento 46,29"
Cuero de BecerroForros de seda
Tinta
Seda de costura
Seda de costura
14 Costura final 28"
4
3
2
1
Fuente: El autor

148
13.15. Anexo 15: Tabla de suplementos ergonómicos
Tabla 57: Tabla de suplementos ergonómicos
TABLA DE SUPLEMENTOS PARA EL CÁLCULO DEL TIEMPO ESTÁNDAR
TIPO CARACTERÍSTICAS %
Tolerancias Constantes Personal 5%
Básica por fatiga 4%
Tolerancias Variables
Por estar de pie 2%
Posición ligeramente molesta 0%
Posición molesta (cuerpo encorvado) 2%
Posición muy molesta (acostado, extendido) 7%
Empleo de fuerza o vigor muscular (levantar, tirar, empujar)
2,5 Kg 0%
5 Kg 1%
7,5 Kg 2%
10 Kg 3%
12,5 Kg 4%
15 Kg 5%
17,5 Kg 7%
20 Kg 9%
22,5 Kg 11%
25 Kg 13%
30 Kg 17%
35 Kg 22%
Alumbrado Deficiente
Alumbrado ligeramente inferior a lo recomendado 0%
Alumbrado muy inferior a lo recomendado 2%
Alumbrado sumamente inadecuado 5%
Condiciones Atmosféricas Calor y humedad variables 0-10
Atención estricta
Trabajo moderado fino 0%
Trabajo fino o de gran cuidado 2%
Trabajo muy fino o muy exacto 5%
Nivel de Ruido
Continuo 0%
Intermitente – fuerte 2%
Intermitente - muy fuerte 5%
De alto volumen - fuerte 5%
Esfuerzo Mental
Proceso moderadamente complicado 1%
Proceso complicado o que requiere amplia atención 4%
Muy complicado 8%
Monotonía Escasa 0%
Moderada 1%
149
Excesiva 4%
Tedio
Algo tedioso 0%
Tedioso 2%
Muy tedioso 5% Fuente: El autor

150
13.16. Anexo 16: Costos presupuestados de mano de obra directa
Tabla 58: Costos presupuestados de mano de obra directa para el año 2013
MANO DE OBRA DIRECTA PRESUPUESTADO
AÑO 2013
48 operarios X $650.000 X 12 meses $ 358,800,000
48 subsidios de transporte $70.500 $ 38,916,000
Bonificaciones $ 10,000,000
Incentivos de producción (jefes de grupo) $700.000 X 12 $ 8,400,000
Cierre anual $ 3,000,000
Pago horas extra (14.835 X $3.790) $ 56,225,000
Vacaciones (21 días) $ 20,930,000
Cesantías 2012 $ 37,828,000
Intereses y cesantías 2012 12% $ 4,540,000
Primas $ 37,828,000
Parafiscales (9%) $ 40,855,000
Aportes a salud, pensión y ARL (21.544%) $ 97,797,000
TOTAL $ 715,119,000 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
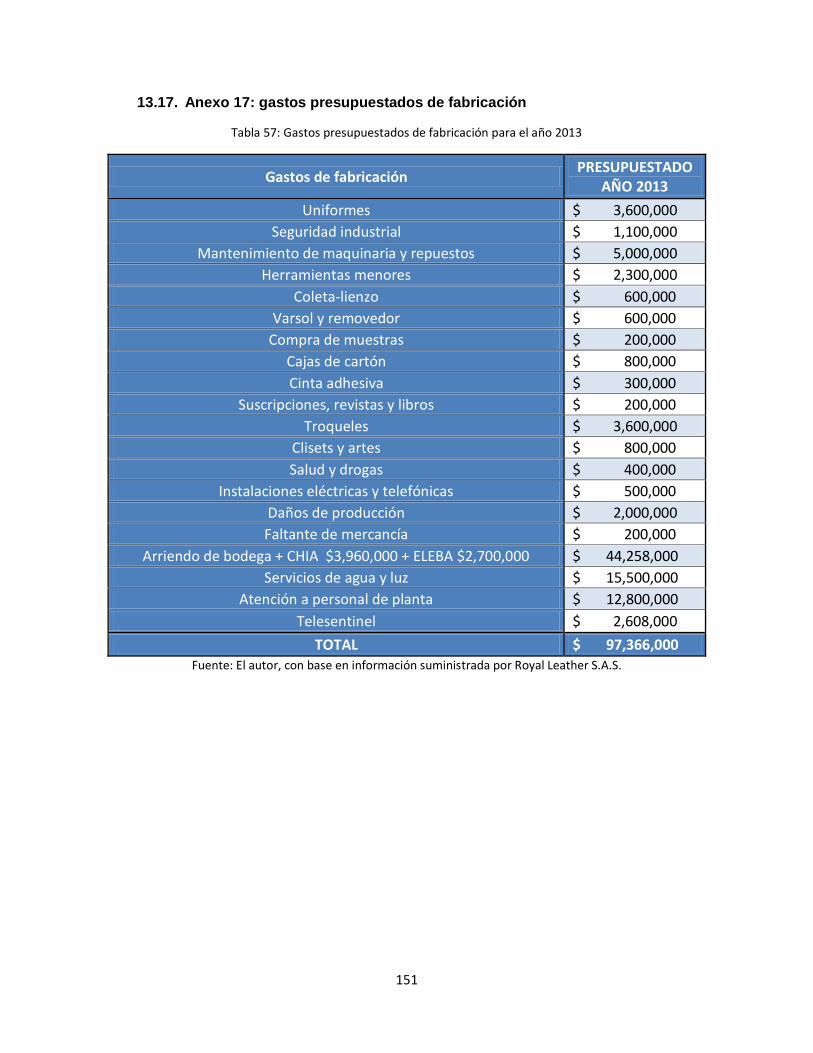
151
13.17. Anexo 17: gastos presupuestados de fabricación
Tabla 57: Gastos presupuestados de fabricación para el año 2013
Gastos de fabricación PRESUPUESTADO
AÑO 2013
Uniformes $ 3,600,000
Seguridad industrial $ 1,100,000
Mantenimiento de maquinaria y repuestos $ 5,000,000
Herramientas menores $ 2,300,000
Coleta-lienzo $ 600,000
Varsol y removedor $ 600,000
Compra de muestras $ 200,000
Cajas de cartón $ 800,000
Cinta adhesiva $ 300,000
Suscripciones, revistas y libros $ 200,000
Troqueles $ 3,600,000
Clisets y artes $ 800,000
Salud y drogas $ 400,000
Instalaciones eléctricas y telefónicas $ 500,000
Daños de producción $ 2,000,000
Faltante de mercancía $ 200,000
Arriendo de bodega + CHIA $3,960,000 + ELEBA $2,700,000 $ 44,258,000
Servicios de agua y luz $ 15,500,000
Atención a personal de planta $ 12,800,000
Telesentinel $ 2,608,000
TOTAL $ 97,366,000 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

152
13.18. Anexo 18 : Gastos presupuestados de administración
Tabla 59: Gastos presupuestados de administración para el año 2013
Gastos de administración PRESUPUESTADO
AÑO 2013
Agenciamiento aduanero $ 3,000,000
Reparaciones locativas $ 300,000
Declaración de renta de socios $ 1,000,000
Servicios de contador $ 15,000,000
Sueldo de los socios $ 138,000,000
Sueldo personal de administración $ 87,114,000
Bonificaciones 300.000 X 2 $ 7,200,000
Auxiliar de contabilidad $1,100,000 $ -
Asistente de gerencia $1,100,000 $ -
Almacenista materia prima $770,000 $ -
Auxiliar almacén de productos terminados $700,000 $ -
Aseo $589,500 $ -
Jefe de producción $3,000,000 $ -
Incentivos de producción $3,000,000 $ -
Incentivos jefe de producción $ 36,000,000
Vacaciones 21 días $ 5,082,000
Primas $ 8,183,000
Subsidio de transporte $70,500 $ 5,076,000
Horas extras $ 6,000,000
Cesantías 2012 $ 8,183,000
Intereses de cesantías 12% 2012 $ 982,000
Parafiscales 9% $ 9,753,000
Aportes a salud 21.022% $ 22,737,000
Celular, internet y teléfono $950.000 X 12 $ 8,600,000
Gastos de representación y atención a clientes $ 1,000,000
Seguros fábrica $ 2,000,000
Honorarios abogados-servicios profesionales $ 6,000,000
Registro de marcas $ 1,000,000
Obsequios varios $ 1,000,000
Cámara de comercio $ 1,000,000
Autenticaciones $ 100,000
Mantenimiento computadores $ 400,000
Adecuaciones eléctricas en bodega $ 200,000
Capacitaciones, seminarios y congresos $ 200,000
Página WEB $ 1,000,000

153
Papelería $ 1,800,000
Seguros de mercancía y correos $ 12,800,000
Contrato de mantenimiento SIIGO $ 3,000,000
Transporte urbano $ 10,000,000
Preparación equipo de oficina y teléfonos $ 300,000
Compra equipos de oficina $ 1,600,000
Cuota de sostenimiento $ 1,200,000
Sanitas $ 11,844,000
Presupuesto industria y comercio $ 15,000,000
Presupuesto de renta 33% $ 26,000,000
Gastos adicionales $ 8,400,000
TOTAL $ 468,054,000 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
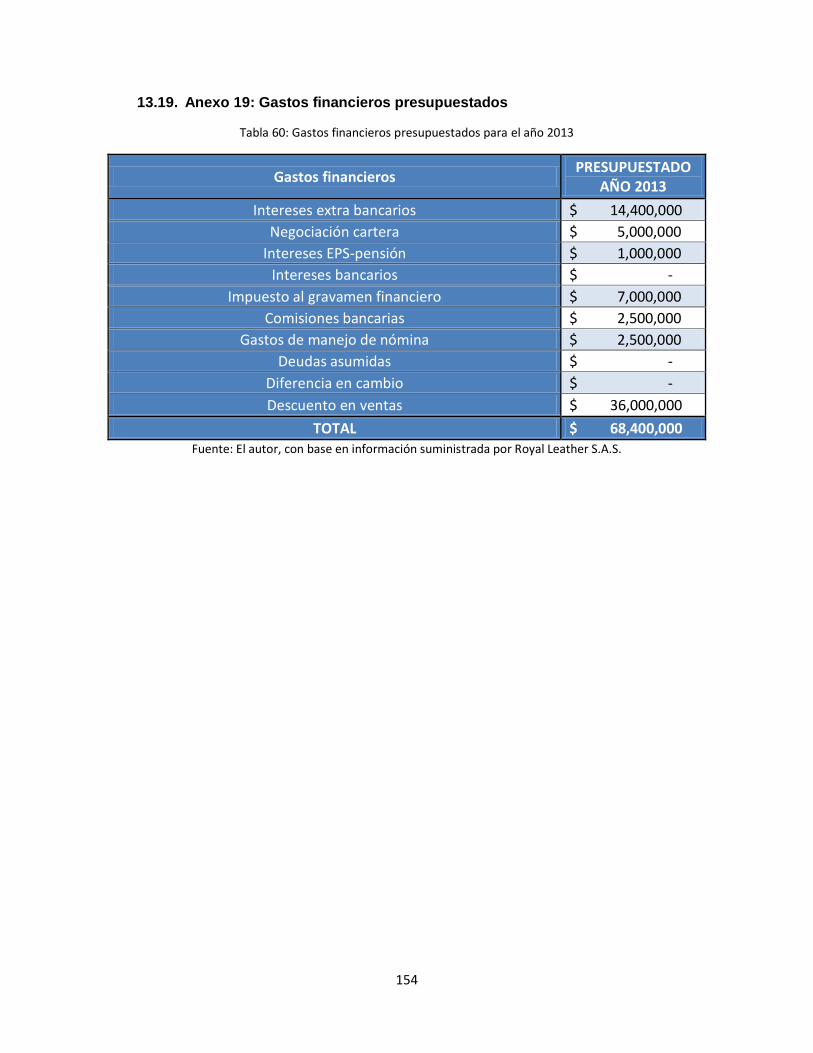
154
13.19. Anexo 19: Gastos financieros presupuestados
Tabla 60: Gastos financieros presupuestados para el año 2013
Gastos financieros PRESUPUESTADO
AÑO 2013
Intereses extra bancarios $ 14,400,000
Negociación cartera $ 5,000,000
Intereses EPS-pensión $ 1,000,000
Intereses bancarios $ -
Impuesto al gravamen financiero $ 7,000,000
Comisiones bancarias $ 2,500,000
Gastos de manejo de nómina $ 2,500,000
Deudas asumidas $ -
Diferencia en cambio $ -
Descuento en ventas $ 36,000,000
TOTAL $ 68,400,000 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

155
13.20. Anexo 20 : Gastos de ventas presupuestados
Tabla 61: Gastos de ventas presupuestados para el año 2013
Gastos de ventas PRESUPUESTADO
AÑO 2013
Gastos de viaje $ 10,000,000
Catálogo CD-ROM $ 3,000,000
Deterioro muestrario $ 1,000,000
Muebles Stand Leather Show $ 5,000,000
Derechos Stand Leather Show $ 3,000,000
Exhibidores acrílicos y de madera $ 1,000,000
Comisiones en ventas $ 28,000,000
Incentivos para vendedores de mostrador $ 1,000,000
Gastos feria Leather Show $ 500,000
Ferias internacionales $ 10,000,000
Show room $ -
TOTAL $ 62,500,000 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

156
13.21. Anexo 21: Esquema de registro de costos por referencia de billetera
Diagrama 20: Esquema de registro de costos por referencia de billetera
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

157
13.22. Anexo 22: Registro de costo referencia
Tabla 62: Registro de costo referencia MNA-845
MNA-845
Material Cantidad Unidad Valor unidad Valor total
Cuero 7.71 dm^2 $ 500.00 $ 3,855.00
Cuero Crazy 1.16 dm^2 $ 500.00 $ 580.00
Cuero Adorno 0.12 dm^2 $ 500.00 $ 60.00
Seda 15.44 dm^2 $ 28.00 $ 432.32
M.P.H.T 1.00 und $ 900.00 $ 900.00
Subtotal $ 5,827.32
Prefijo operacional 3.58 Subtotal $ 20,861.81
Elementos adicionales Cantidad Adm Valor unidad Valor total
Marquilla 1.00 1.15 $ 58.00 $ 66.70
Caja Vélez 1.00 1.15 $ 250.00 $ 287.50
Subtotal $ 21,216.01
Factores Cantidad Adm Valor unidad Valor total
Factor cuero 1.16 1.00 $ 100.00 $ 116.00
Factor cuero 7.71 1.00 $ 100.00 $ 771.00
Factor cuero 0.12 1.00 $ 100.00 $ 12.00
Total $ 20,317.01 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

158
13.23. Anexo 23: Registro de costo referencia
Tabla 63: Registro de costo referencia MN-890
MN-890
Material Cantidad Unidad Valor unidad Valor total
Cuero 9.47 dm^2 $ 500.00 $ 4,735.00
Seda 21.70 dm^2 $ 27.00 $ 585.90
M.P.H.T 1.00 und $ 900.00 $ 900.00
Subtotal $ 6,220.90
Prefijo operacional 3.78 Subtotal $ 23,515.00
Elementos adicionales Cantidad Adm Valor unidad Valor total
Marquilla 1.00 1.15 $ 58.00 $ 66.70
Papel seda 1.00 1.15 $ 50.00 $ 57.50
Punto plateado 1.00 1.15 $ 10.00 $ 11.50
Caja Vélez 1.00 1.15 $ 250.00 $ 287.50
Subtotal $ 23,938.20
Factores Cantidad Adm Valor unidad Valor total
Factor cuero 9.47 1.00 $ 100.00 $ 947.00
Total $ 22,991.20 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

159
13.24. Anexo 24: registro de costo de referencia
Tabla 64: Registro de costo referencia IOBT-1012
IOBT-1012
Material Cantidad Unidad Valor unidad Valor total
Cuero Texas 3.34 dm^2 $ 500.00 $ 1,670.00
Cuero Vitelino 6.48 dm^2 $ 500.00 $ 3,240.00
Seda 16.39 dm^2 $ 98.12 $ 1,608.19
Salpa 2.34 dm^2 $ 42.85 $ 100.27
M.P.H.T 1.00 und $ 900.00 $ 900.00
Subtotal $ 7,518.46
Prefijo operacional 3.78 Subtotal $ 28,419.76
Elementos adicionales Cantidad Adm Valor unidad Valor total
Placa 1.00 1.15 $ 1,638.00 $ 1,883.70
Bolsa plástica 1.00 1.15 $ 30.00 $ 34.50
Subtotal $ 30,337.96
Factores Cantidad Adm Valor unidad Valor total
Factor cuero 6.48 1.00 $ 349.00 $ 2,261.52
Factor cuero 3.34 1.00 $ 172.00 $ 574.48
Factor cuero 16.39 1.00 $ 48.12 $ 788.69
Total $ 33,962.65 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

160
13.25. Anexo 25: Registro de costo referencia
Tabla 65: Registro de costo referencia IOBT-1016
IOBT-1016
Material Cantidad Unidad Valor unidad Valor total
Cuero Texas 3.27 dm^2 $ 500.00 $ 1,635.00
Cuero Vitelino 6.54 dm^2 $ 500.00 $ 3,270.00
Seda 15.59 dm^2 $ 50.00 $ 779.50
Salpa 2.07 dm^2 $ 42.85 $ 88.70
M.P.H.T 1.00 und $ 900.00 $ 900.00
Subtotal $ 6,673.20
Prefijo operacional 3.78 Subtotal $ 25,224.69
Elementos adicionales Cantidad Adm Valor unidad Valor total
Placa 1.00 1.15 $ 1,638.00 $ 1,883.70
Bolsa plástica 1.00 1.15 $ 30.00 $ 34.50
Subtotal $ 27,142.89
Factores Cantidad Adm Valor unidad Valor total
Factor cuero 6.54 1.00 $ 349.00 $ 2,282.46
Factor cuero 3.27 1.00 $ 172.00 $ 562.44
Factor cuero 15.59 1.00 $ 48.12 $ 750.19
Total $ 30,737.98 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

161
13.26. Anexo 26: registro de costo referencia
Tabla 66: Registro de costo referencia MB-802
MB-802
Material Cantidad Unidad Valor unidad Valor total
Cuero 6.92 dm^2 $ 500.00 $ 3,460.00
Seda 12.00 dm^2 $ 33.60 $ 403.20
M.P.H.T 1.00 und $ 900.00 $ 900.00
Subtotal $ 4,763.20
Prefijo operacional 3.58 Subtotal $ 17,052.26
Elementos adicionales Cantidad Adm Valor unidad Valor total
Etiquetas de revisión 1.00 1.15 $ 97.00 $ 111.55
Identificación 1.00 1.15 $ 5.51 $ 6.34
Tarjeta de crédito 1.00 1.15 $ 84.00 $ 96.60
Caja No 2 1.00 1.15 $ 420.00 $ 483.00
Subtotal $ 17,749.74
Factores Cantidad Adm Valor unidad Valor total
Factor cuero 6.92 1.00 $ 250.00 $ 1,730.00
Total $ 19,479.74 Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.

162
13.27. Anexo 27: Informe de producción año 2012
Tabla 67: Informe de producción del año 2012
MES Producción
Vélez Participación
Vélez Producción
MH Participación
MH Producción
Classic Participación
Classic Producción
Otros Participación
Otros TOTAL
Enero 4475 86% 0 0% 150 3% 556 11% 5181
Febrero 3899 78% 0 0% 597 12% 500 10% 4996
Marzo 6230 85% 472 6% 96 1% 568 8% 7366
Abril 2427 58% 246 6% 347 8% 1147 28% 4167
Mayo 2510 45% 979 17% 778 14% 1331 24% 5598
Junio 2810 53% 473 9% 964 18% 1041 20% 5288
Julio 5890 84% 464 7% 0 0% 647 9% 7001
Agosto 5612 73% 985 13% 190 2% 900 12% 7687
Septiembre 2574 62% 1245 30% 136 3% 165 4% 4120
Octubre 3300 54% 589 10% 55 1% 2182 36% 6126
Noviembre 4208 54% 777 10% 342 4% 2488 32% 7815
Diciembre 1350 21% 1268 19% 1829 28% 2112 32% 6559
TOTAL/PROMEDIO %
45285 63% 7498 11% 5484 8% 13637 19% 71904
Fuente: El autor, con base en información suministrada por Royal Leather S.A.S.
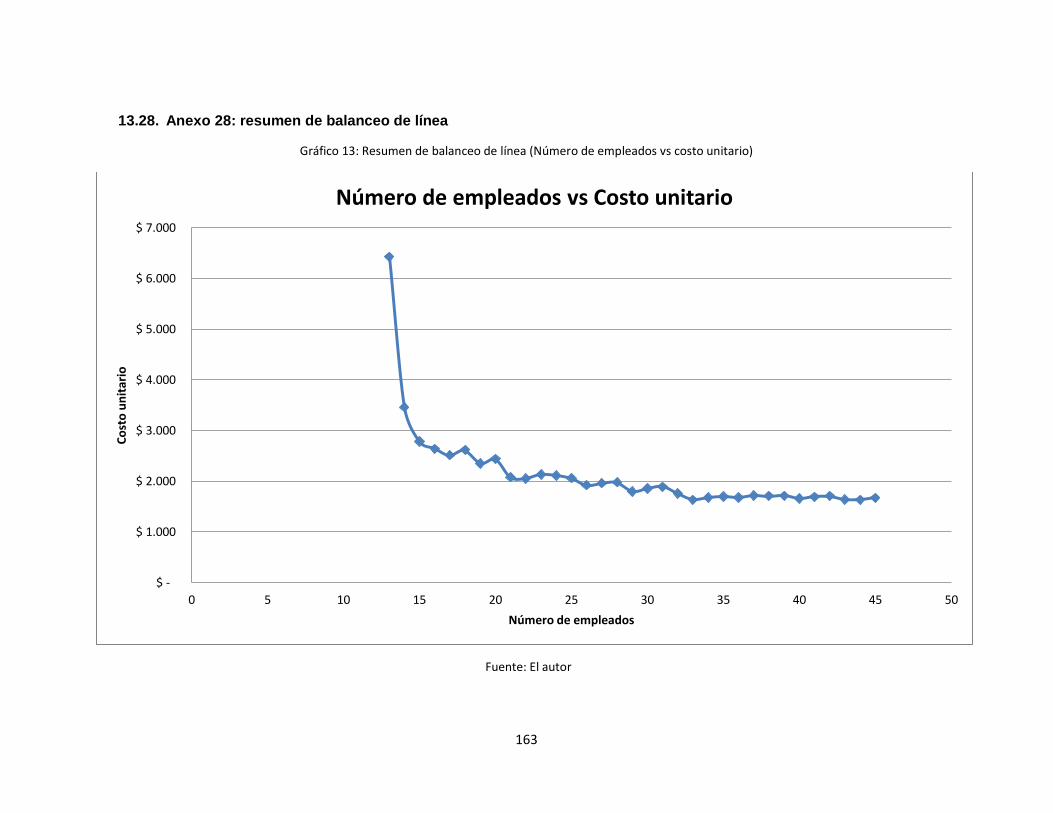
163
13.28. Anexo 28: resumen de balanceo de línea
Gráfico 13: Resumen de balanceo de línea (Número de empleados vs costo unitario)
Fuente: El autor
$ -
$ 1.000
$ 2.000
$ 3.000
$ 4.000
$ 5.000
$ 6.000
$ 7.000
0 5 10 15 20 25 30 35 40 45 50
Co
sto
un
itar
io
Número de empleados
Número de empleados vs Costo unitario
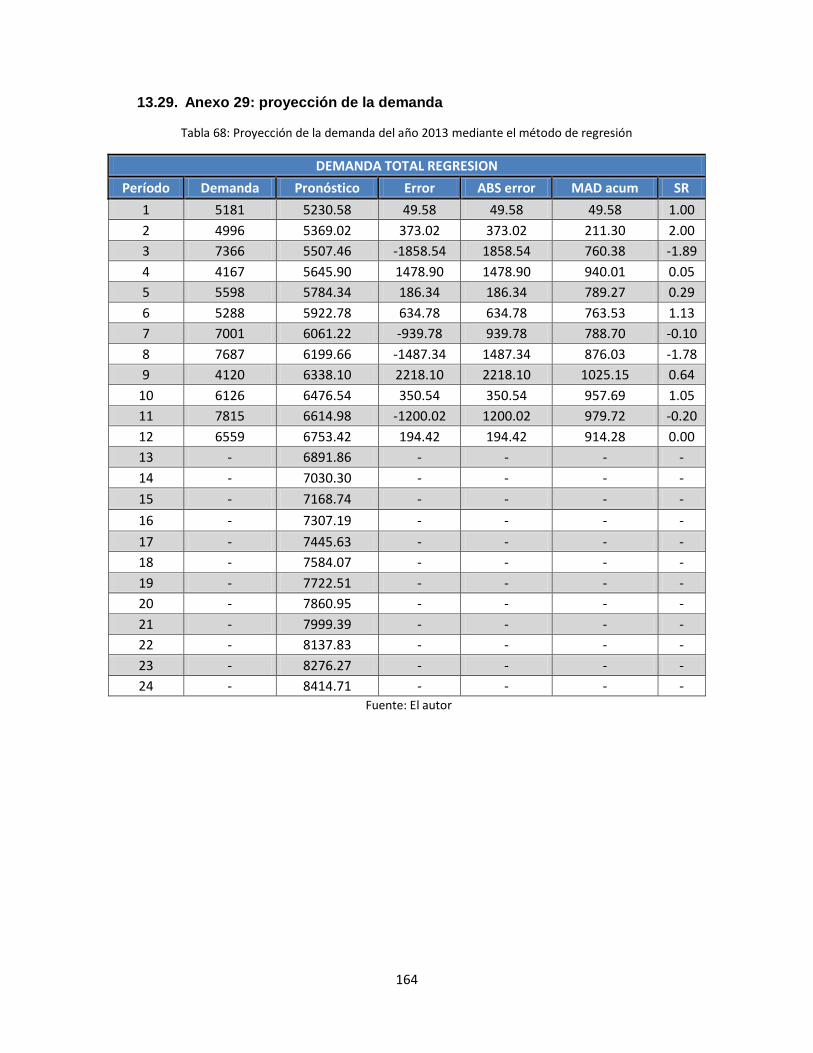
164
13.29. Anexo 29: proyección de la demanda
Tabla 68: Proyección de la demanda del año 2013 mediante el método de regresión
DEMANDA TOTAL REGRESION
Período Demanda Pronóstico Error ABS error MAD acum SR
1 5181 5230.58 49.58 49.58 49.58 1.00
2 4996 5369.02 373.02 373.02 211.30 2.00
3 7366 5507.46 -1858.54 1858.54 760.38 -1.89
4 4167 5645.90 1478.90 1478.90 940.01 0.05
5 5598 5784.34 186.34 186.34 789.27 0.29
6 5288 5922.78 634.78 634.78 763.53 1.13
7 7001 6061.22 -939.78 939.78 788.70 -0.10
8 7687 6199.66 -1487.34 1487.34 876.03 -1.78
9 4120 6338.10 2218.10 2218.10 1025.15 0.64
10 6126 6476.54 350.54 350.54 957.69 1.05
11 7815 6614.98 -1200.02 1200.02 979.72 -0.20
12 6559 6753.42 194.42 194.42 914.28 0.00
13 - 6891.86 - - - -
14 - 7030.30 - - - -
15 - 7168.74 - - - -
16 - 7307.19 - - - -
17 - 7445.63 - - - -
18 - 7584.07 - - - -
19 - 7722.51 - - - -
20 - 7860.95 - - - -
21 - 7999.39 - - - -
22 - 8137.83 - - - -
23 - 8276.27 - - - -
24 - 8414.71 - - - -
Fuente: El autor

165
13.30. Anexo 30: Proyección de la demanda
Tabla 69: Proyección de la demanda del año 2013 mediante el método de suavización exponencial doble
Período Demanda (2012) Serie Pendiente Pronóstico (2013) Error ABS error MAD acum SR
0 - 5092.10 138.44
1 5181 5205.77 126.06 6753.38 1572.38 1572.38 1572.38 1.00
2 4996 5163.91 42.10 6718.43 1722.43 1722.43 1647.41 2.00
3 7366 6286.01 582.10 5669.10 -1696.90 1696.90 1663.90 0.96
4 4167 5517.55 -93.18 13271.16 9104.16 9104.16 3523.97 3.04
5 5598 5511.19 -49.77 4399.40 -1198.60 1198.60 3058.89 3.11
6 5288 5374.71 -93.13 4913.92 -374.08 374.08 2611.43 3.50
7 7001 6141.29 336.73 4257.20 -2743.80 2743.80 2630.34 2.43
8 7687 7082.51 638.97 10182.04 2495.04 2495.04 2613.42 3.40
9 4120 5920.74 -261.40 14750.20 10630.20 10630.20 3504.18 5.57
10 6126 5892.67 -144.73 2783.98 -3342.02 3342.02 3487.96 4.64
11 7815 6781.47 372.03 4155.88 -3659.12 3659.12 3503.52 3.57
12 6559 6856.25 223.41 11245.85 4686.85 4686.85 3602.13 4.77
Fuente: El autor

166
13.31. Anexo 31: Cursograma analítico para modelo propuesto
Diagrama 21: Cursograma analítico para modelo propuesto
Fuente: El autor