Presentacion API 650
62
TANQUES DE ALMACENAMIENTO ATMOSFERICO DISEÑO DE TANQUES DE ALMACENAMIENTO ATMOSFÉRICO POR API-650
-
Upload
alexis-munoz -
Category
Documents
-
view
425 -
download
31
Transcript of Presentacion API 650
TANQUES DE ALMACENAMIENTO ATMOSFERICO
DISEÑO DE TANQUES DE ALMACENAMIENTO
ATMOSFÉRICO POR API-650
INTRODUCCION
EN LA INDUSTRIA PETROLERA,
PETROQUÍMICA Y OTRAS INDUSTRIAS SON
UTILIZADOS DISTINTOS TIPOS DE RECIPIENTES
PARA ALMACENAR UNA GRAN VARIEDAD DE
PRODUCTOS COMO SON: CRUDO Y SUS DERIVADOS, BUTANO, PROPANO, GLP, SOLVENTES, AGUA, ETC.

APLICACION
LOS TANQUES DE ALMACENAMIENTO FORMAN PARTE DE DISTINTAS OPERACIONES EN LA INDUSTRIA, TALES COMO: PRODUCCION TRATAMIENTO TRANSPORTE REFINACION DISTRIBUCION INVENTARIOS / RESERVAS SERVICIOS
TIPOS DE TANQUES
ATMOSFERICOS Y BAJA PRESION: P <= 2.5 PSIG TECHO FIJO TECHO FLOTANTE TOPE ABIERTO
MEDIA PRESION: 2.5 < P <= 15 PSIG REFRIGERADOS NO REFRIGERADOS
PRESURIZADOS: P > 15 PSIG CILINDROS ESFERAS
SELECCIÓN (1)
LA SELECCIÓN DEL TIPO DE RECIPIENTE Y SU PRESIÓN DE
TRABAJO DEPENDERÁ DE LA PRESIÓN DE VAPOR VERDADERA DEL
PRODUCTO A LA TEMPERATURA DE ALMACENAMIENTO. DE MANERA DE GARANTIZAR QUE EL PRODUCTO SE
ENCUENTRE EN FASE LÍQUIDA Y EVITAR LAS MERMAS (PERDIDAS POR EVAPORACIÓN) Y DE ÉSTA MANERA OPTIMIZAR EL VOLUMEN. ESTO SE
LOGRA SÍ...
SELECCIÓN (2)
... LA PRESIÓN DE ALMACENAMIENTO ES MAYOR QUE LA PRESIÓN DE VAPOR VERDADERA CORRESPONDIENTE A LA TEMPERATURA DE ALMACENAMIENTO DEL PRODUCTO, O QUE LA TEMPERATURA SEA MENOR A LA TEMPERATURA DE SATURACIÓN CORRESPONDIENTE A LA PRESIÓN DE ALMACENAMIENTO DEL PRODUCTO.
SELECCIÓN (3)
PARA DECIDIR QUE COMBINACIÓN DE PRESIÓN Y TEMPERATURA USAR, ES IMPORTANTE HACER UN ANÁLISIS TÉCNICO-ECONÓMICO QUE GARANTICE LA MEJOR RELACIÓN COSTO-BENEFICIO.
ALMACENAMIENTO A PRESION
ALMACENAMIENTO REFRIGERADO
ALMACENAMIENTO ATMOSFERICO
VS
CODIGOS APLICABLES API620
API-620. CUBRE EL DISEÑO Y CONSTRUCCIÓN DE TANQUES GRANDES DE ACERO AL CARBONO, OPERADOS A MEDIA PRESIÓN, VERTICALES, SOBRE LA SUPERFICIE Y CON TEMPERATURAS NO MAYOR DE 200° F. LAS PRESIONES EXCEDEN DE 2.5 PSIG; PERO NO PUEDEN SER MAYORES DE 15 PSIG. EL APÉNDICE “R” APLICA A TANQUES OPERANDO ENTRE 40 Y –60° F.
EL APÉNDICE “Q” APLICA AL ALMACENAJE DE GASES LICUADOS HASTA –270° F.
CODIGOS APLICABLESAPI650
API-650.
CUBRE LOS REQUISITOS MÍNIMOS PARA DISEÑO, FABRICACIÓN, INSTALACIÓN, MATERIALES E INSPECCIÓN DE TANQUES CILÍNDRICOS VERTICALES SOBRE TIERRA, NO REFRIGERADOS, DE TOPE ABIERTO O CERRADO, CONSTRUIDO CON PLANCHAS DE ACERO SOLDADAS, PARA ALMACENAR CRUDO Y SUS DERIVADOS, DONDE LA TEMPERATURA NO EXCEDE DE 500° F (260° C) Y LA PRESIÓN MANO MÉTRICA DE 2.5 PSIG (1700 MM DE AGUA)
CODIGOS APLICABLESAPI 12D &12F
API 12D:
DISEÑO, FABRICACIÓN E INSTALACIÓN DE TANQUES CILÍNDRICOS VERTICALES, SOBRE SUPERFICIE, SOLDADOS Y FABRICADOS DE ACERO EN CAPACIDADES NOMINALES DE 500 A 10.000 BARRILES (EN TAMAÑOS ESTÁNDAR)
API 12F:
SIMILAR AL API 12D, PERO LOS TANQUES SON FABRICADOS EN TALLER CON CAPACIDADES NOMINALES DESDE 90 HASTA 750 BARRILES.
CODIGOS APLICABLESAWWA D100
AWWA D100
“AMERICAN WATER WORKS ASSOC. STANDARD FOR WELDED STEEL ELEVATED TANKS, STAN-PIPES AND RESERVOIRS FOR WATER STORAGE”.
ESTA NORMA MÁS QUE ESPECIFICAR ECUACIONES PARTICULARES PARA EL DISEÑO DE LOS COMPONENTES, ESTABLECE REQUISITOS GENERALES ASOCIADOS CON CARGAS DE DISEÑO, ESFUERZOS ADMISIBLES, EXÁMENES RADIOGRÁFICOS, ETC. (LOS REQUISITOS DE API-650 PUEDEN
SER APLICADOS).
SELECCIÓN DE MATERIALES
EL API-650 (2.2.2, 2.2.3, 2.2.4 Y 2.2.5), SUMINISTRA UNA LISTA DE MATERIALES ACEPTABLES QUE SE ADAPTAN A ESPECIFICACIONES TALES COMO ASTM, CSA E ISO.
SI EL MATERIAL A USAR NO CORRESPONDE A ESTAS ESPECIFICACIONES U OTRO CÓDIGO RECONOCIDO (EJEMPLO: ASME), EL MISMO PODRÁ SER ACEPTADO SIEMPRE Y CUANDO SE EVALÚEN EN CUANTO A: PROPIEDADES MECÁNICAS, PROCESOS DE REPARACIÓN, TOLERANCIAS, ANÁLISIS QUÍMICO, SOLDABILIDAD Y SUSCEPTIBILIDAD A LA CORROSIÓN Y ATAQUE POR HIDRÓGENO.
CORROSION ADMISIBLE
EL ESPESOR ADICIONAL MÍNIMO POR CORROSIÓN ES DE 1,5 MM PARA LAS PAREDES. GENERALMENTE NO SE CONSIDERA C.A. PARA TECHO Y FONDO. ESTO SE JUSTIFICA, POR EL HECHO DE QUE LA EXPERIENCIA HA DEMOSTRADO QUE LA CORROSIÓN EN ESOS MIEMBROS ES DEL TIPO LOCALIZADA Y PUEDEN SER TOLERADAS. QUEDA A OPCIÓN DEL DISEÑADOR ESPECIFICAR C.A. EN CASO DE SERVICIOS CORROSIVOS CUANDO SE ESPECIFICA C.A. PARA EL TECHO SE DEBE CONSIDERAR TAMBIÉN PARA LOS MIEMBROS ESTRUCTURALES.
EN CASO DE SERVICIOS CORROSIVOS ES MÁS ECONÓMICO UTILIZAR PROTECCIONES ANTICORROSIVAS QUE INCREMENTAR C.A.
SELECCIÓN DE LA ALTURA
LA ALTURA QUE PUEDE ALCANZAR UN TANQUE VIENE LIMITADA POR LA RESISTENCIA MÍNIMA DEL SUELO DONDE SERÁ INSTALADO, CONSIDERANDO EL ASENTAMIENTO ASOCIADO A CADA CARGA. Hmax = 1000 x Ps Gr
Hmax: ALTURA MÁXIMA EN MM.
Ps: RESISTENCIA MÍNIMA DEL SUELO EN KG/CM2.
Gr: GRAVEDAD ESPECÍFICA DE FLUIDO.
DISEÑO DE LA PARED
LA PARED O CASCO ES EL COMPONENTE MÁS GRANDE Y CRÍTICO DE LOS TANQUES, REPRESENTANDO POR LO GENERAL EL 60% DEL MATERIAL USADO. PARA SU DISEÑO SE DEBEN CONSIDERAR LAS SIGUIENTES CARGAS:• PRESIÓN HIDROSTÁTICA POR ALTURA DE LÍQUIDO. • FUERZAS INDUCIDAS POR EL VIENTO. • CARGAS IMPUESTAS POR CONEXIÓN DE TUBERÍAS. • CARGAS INDUCIDAS POR ASENTAMIENTO DE LA FUNDACIÓN.
• CARGAS SÍSMICAS.
DISEÑO DE LA PARED ESPESORES MINIMOS
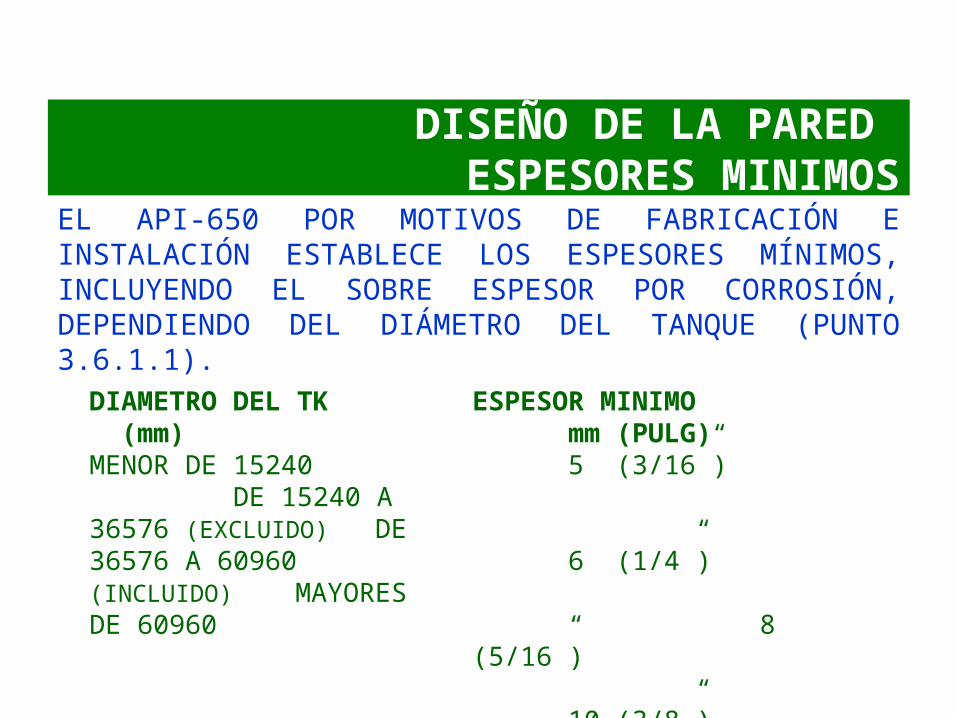
EL API-650 POR MOTIVOS DE FABRICACIÓN E INSTALACIÓN ESTABLECE LOS ESPESORES MÍNIMOS, INCLUYENDO EL SOBRE ESPESOR POR CORROSIÓN, DEPENDIENDO DEL DIÁMETRO DEL TANQUE (PUNTO 3.6.1.1).
DIAMETRO DEL TK (mm) MENOR DE 15240 DE 15240 A 36576 (EXCLUIDO) DE 36576 A 60960 (INCLUIDO) MAYORES DE 60960
ESPESOR MINIMO mm (PULG) 5 (3/16”) 6 (1/4”) 8 (5/16”)
10 (3/8”)
DISEÑO DE LA PARED METODOS DE CALCULO
LOS MÉTODOS DE CÁLCULO INDICADOS EN API-650 SON:
•MÉTODO DE UN PIE (“ONE FOOT”)
•MÉTODO DEL PUNTO DE DISEÑO VARIABLE.
•MÉTODO DEL APÉNDICE “A”.
DISEÑO DE LA PARED METODO DEL UN PIE
ESTE MÉTODO CALCULA LOS ESPESORES TOMANDO QUE EL PUNTO DE DISEÑO PARA EL ANILLO CONSIDERADO SE SITÚA A 304.8 MM (1 PIE) POR ENCIMA DE LA PARTE MÁS BAJA DEL MISMO. EL MÉTODO NO PODRÁ USARSE PARA TANQUES MAYORES DE 61MTS DE DIÁMETRO (200 PIES).
EL VALOR MÍNIMO A SELECCIONAR ES EL MAYOR DE LOS OBTENIDOS DE LAS ECUACIONES INDICADAS EN EL PUNTO 3.6.3.2 DEL API-650, DONDE UNA DE LAS ECUACIONES CONSIDERA LAS CONDICIONES DE OPERACIÓN (DISEÑO) Y LA OTRA LA PRUEBA DE HIDROSTÁTICA. EN NINGÚN CASO ESTE ESPESOR SERÁ MENOR QUE LOS INDICADOS EN 3.6.1.1.
DISEÑO DE LA PARED METODO PTO. DISEÑO VARIABLE
ESTE MÉTODO CALCULA LOS ESPESORES EN PUNTOS DONDE EL ESFUERZO CIRCUNFERENCIAL REAL ESTA MUY CERCA DEL ADMISIBLE, POR TAL MOTIVO ES UN MÉTODO DE APROXIMACIÓN POR TANTEO. CON ÉL (API-650 PUNTO 3.6.4) SE OBTIENE UNA REDUCCIÓN DEL ESPESOR EN COMPARACIÓN CON EL MÉTODO DEL “UN PIE”, PERO SU APLICACIÓN ESTÁ LIMITADA CUANDO:
L / H < = 2 DONDE:
L = (6 DT) – ½ (PULG). T = ESPESOR DEL PRIMER ANILLO (PULG). H = MÁXIMO NIVEL DE LÍQUIDO (PIES).
DISEÑO DE LA PARED METODO DEL APENDICE “A”
EL MÉTODO DE CALCULO DEL APÉNDICE “A” ES UN PROCEDIMIENTO QUE UTILIZA UN ESFUERZO ADMISIBLE FIJO, OBTENIÉNDOSE ESPESORES MAYORES QUE PARA LOS OTROS MÉTODOS; PERO LAS INSPECCIONES RADIOGRÁFICAS SON MENOS EXIGENTES. SU APLICACIÓN ES RECOMENDABLE PARA TANQUES DE PEQUEÑA CAPACIDAD DONDE EL COSTO DE INSPECCIÓN PUEDE SER SIGNIFICATIVO (CRITERIO GENERAL DIÁMETROS MENORES DE 15MTS).

DISEÑO DE LA PARED CARGAS DE VIENTO
LA PARED DEL TANQUE ESTÁ PROPENSA A PANDEO POR LA ACCIÓN DEL VIENTO TANTO EN EL MOMENTO DE LA CONSTRUCCIÓN COMO DURANTE SU OPERACIÓN. PARA PREVENIR ESTO SE DEBEN USAR AROS RIGIDIZADORES.
EL API-650 ESTABLECE EN EL PUNTO 3.9.7 UN PROCEDIMIENTO PARA COMPROBAR SI LOS AROS RIGIDIZADORES SON REQUERIDOS.
DISEÑO DE LA PARED OTRAS CARGAS
CARGAS DE TUBERÍAS EL APÉNDICE “P” DEL API-650 ESTABLECE LOS PROCEDIMIENTOS PARA EL CALCULO DE LAS CARGAS EXTERNAS ADMISIBLES SOBRE LA PARED DEL TANQUE EN LAS ABERTURAS O CONEXIONES (BOQUILLAS) INDUCIDAS POR LOS SISTEMAS DE TUBERÍAS QUE LLEGAN A EL. ASENTAMIENTOS
LOS ASENTAMIENTOS DIFERENCIALES QUE OCURREN BAJO EL PERÍMETRO DE APOYO DE LA PARED DEL TANQUE, TRAEN COMO CONSECUENCIA PANDEOS DE LA PARED Y CONCENTRACIÓN DE
ESFUERZOS EN LAS JUNTAS PARED-TECHO-FONDO
DISEÑO DE FONDO
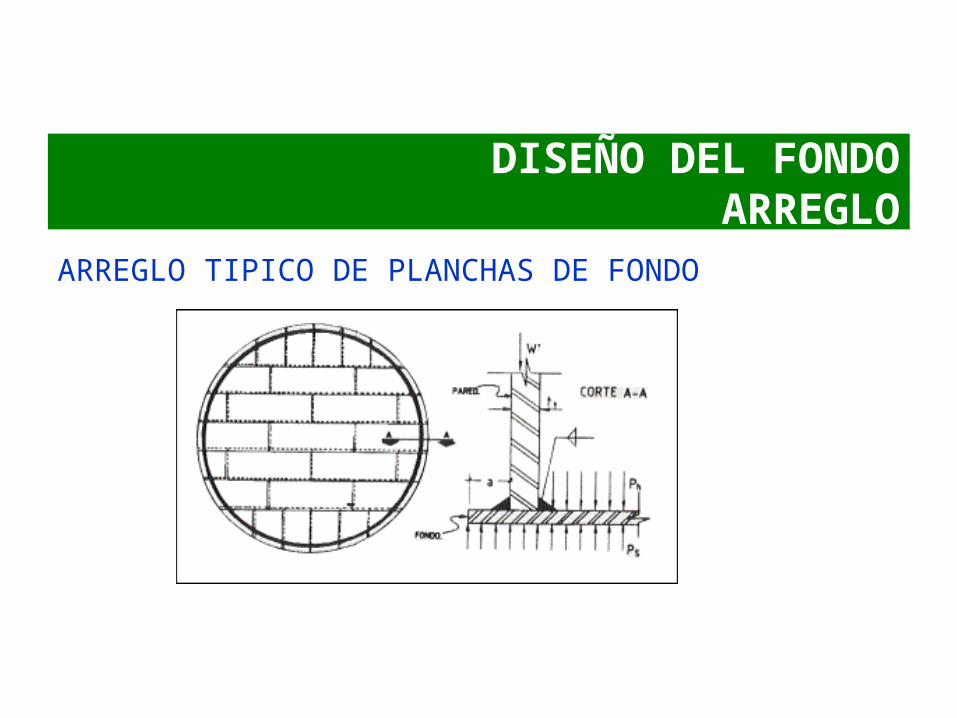
LOS FONDOS DE LOS TANQUES SON HECHOS DE PLANCHAS DE ACERO DE UN ESPESOR MÍNIMO DE 6mm, EXCLUYENDO EL SOBRE ESPESOR POR CORROSIÓN. EL API-650 RECOMIENDA EL USO DE PLANCHAS CON UN ANCHO IGUAL O SUPERIOR A 1800mm, Y SU DISTRIBUCIÓN O ARREGLO DEBE SER TAL QUE EN NINGÚN CASO LA DISTANCIA ENTRE UN NODO Y LA PARED DEL TANQUE SEA MENOR DE 305mm.
LA PROYECCIÓN MÍNIMA DEL BORDE EXTERIOR DEL FONDO ES DE 25.4mm..
DISEÑO DEL FONDOARREGLO
ARREGLO TIPICO DE PLANCHAS DE FONDO
DISEÑO DEL FONDOPLACA ANULAR
PARA DISMINUIR EL EFECTO DE LA CONCENTRACIÓN DE ESFUERZOS EN LA JUNTA PARED-FONDO, EL API-650 EN EL PUNTO 3.5 RECOMIENDA EL USO DE UNA PLACA ANULAR DEBAJO DE LA PARED DEL TANQUE. CON ESTA SE REDUCE EL EFECTO DE LOS ASENTAMIENTOS DIFERENCIALES AL IGUAL QUE SE AUMENTA LA RESISTENCIA AL MOMENTO DE VOLCAMIENTO INDUCIDO POR LAS CARGAS SÍSMICAS.
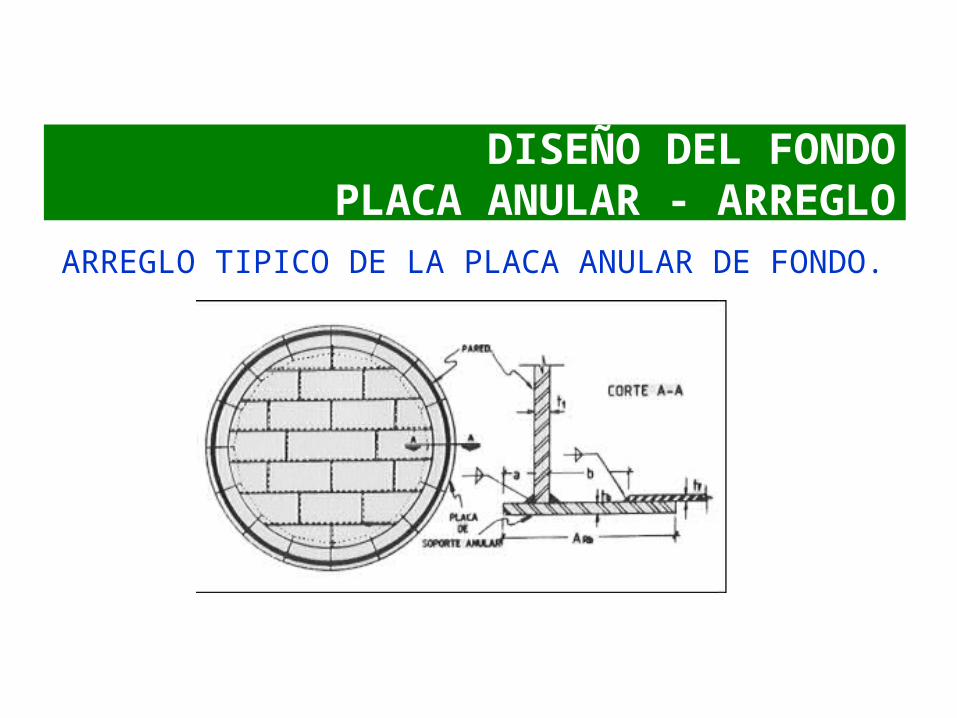
DISEÑO DEL FONDOPLACA ANULAR - ARREGLO
ARREGLO TIPICO DE LA PLACA ANULAR DE FONDO.
DISEÑO DEL FONDOPLACA ANULAR – CRITERIOS (1)
CRITERIOS PARA SU USO: CUANDO EL MATERIAL DE LA PARED PERTENECE A LOS GRUPOS IV, IVA, V O VI EN LA TABLA 3-2 DEL API-650. DIÁMETRO SUPERIOR A 30480mm Y TEMPERATURA DE OPERACIÓN MAYOR DE 93.3°C. DIÁMETRO MAYOR DE 45720mm.
DIÁMETRO MAYOR DE 15240mm Y UN ASENTAMIENTO ESPERADO SUPERIOR A 51mm (2PULG).
DISEÑO DEL FONDOPLACA ANULAR – CRITERIOS (2)
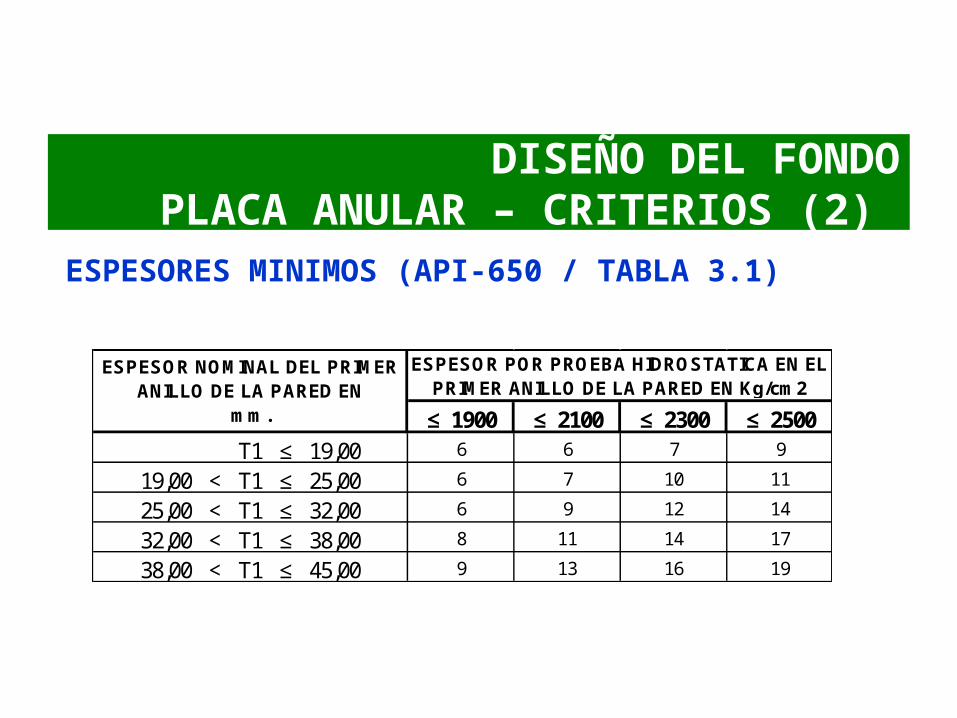
ESPESORES MINIMOS (API-650 / TABLA 3.1)
≤ 1900 ≤ 2100 ≤ 2300 ≤ 2500 T1 ≤ 19,00 6 6 7 9
19,00 < T1 ≤ 25,00 6 7 10 11
25,00 < T1 ≤ 32,00 6 9 12 14
32,00 < T1 ≤ 38,00 8 11 14 17
38,00 < T1 ≤ 45,00 9 13 16 19
ESPESOR POR PROEBA HIDROSTATICA EN EL PRIMER ANILLO DE LA PARED EN Kg/cm2
ESPESOR NOMINAL DEL PRIMER ANILLO DE LA PARED EN
mm.
DISEÑO DEL FONDOPLACA ANULAR –PDVSA-F-201-PRT
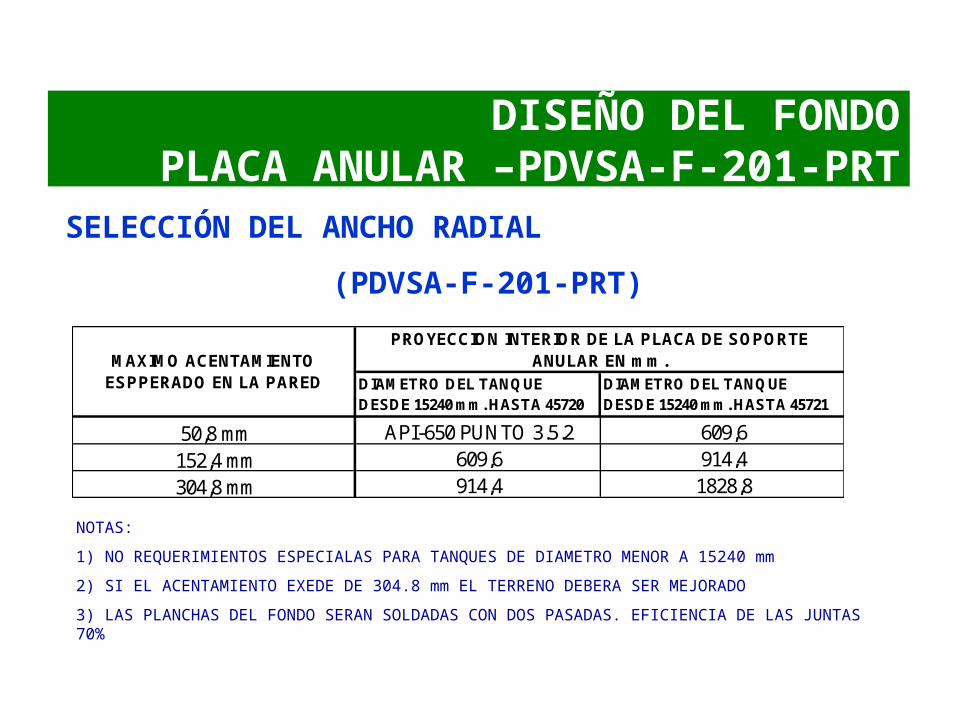
SELECCIÓN DEL ANCHO RADIAL
(PDVSA-F-201-PRT)
50,8 mm152,4 mm304,8 mm
API-650 PUNTO 3.5.2609,6914,4 1828,8
MAXIMO ACENTAMIENTO ESPPERADO EN LA PARED DIAMETRO DEL TANQUE
DESDE 15240 mm. HASTA 45720DIAMETRO DEL TANQUE DESDE 15240 mm. HASTA 45721
609,6914,4
PROYECCION INTERIOR DE LA PLACA DE SOPORTE ANULAR EN mm.
NOTAS:
1) NO REQUERIMIENTOS ESPECIALAS PARA TANQUES DE DIAMETRO MENOR A 15240 mm
2) SI EL ACENTAMIENTO EXEDE DE 304.8 mm EL TERRENO DEBERA SER MEJORADO
3) LAS PLANCHAS DEL FONDO SERAN SOLDADAS CON DOS PASADAS. EFICIENCIA DE LAS JUNTAS 70%
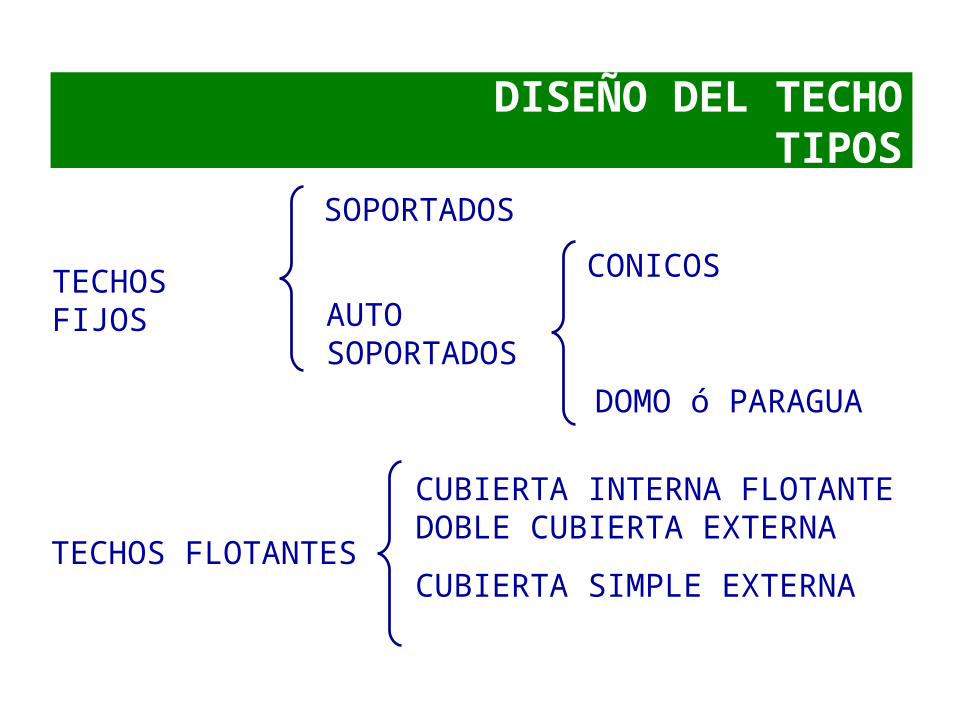
DISEÑO DEL TECHOTIPOS
TECHOS FIJOS
SOPORTADOS
AUTO SOPORTADOS
CONICOS
DOMO ó PARAGUA
TECHOS FLOTANTES
CUBIERTA INTERNA FLOTANTE DOBLE CUBIERTA EXTERNA
CUBIERTA SIMPLE EXTERNA
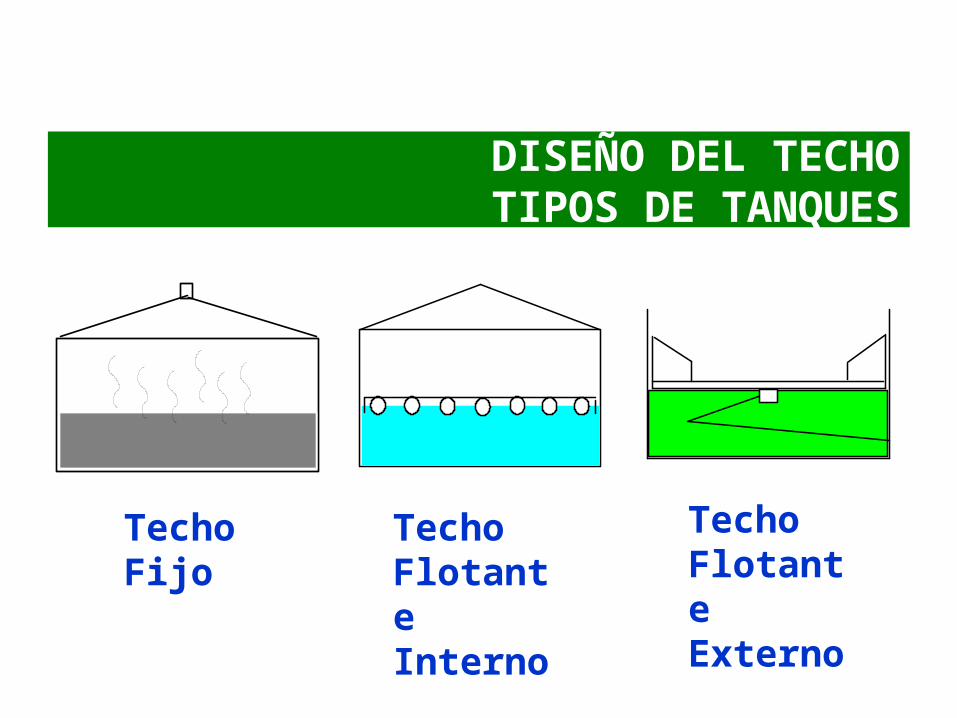
DISEÑO DEL TECHOTIPOS DE TANQUES
Techo Fijo
Techo Flotante Interno
Techo Flotante Externo
APLICACIÓN DE TECHOS FIJOS
LÍQUIDOS COMBUSTIBLE CLASE IIIA: LÍQUIDOS CON PUNTO DE INFLAMACIÓN MAYOR O IGUAL A 60°C (140°F)
LÍQUIDOS COMBUSTIBLE CLASE IIIB: LÍQUIDOS CON PUNTO DE INFLAMACIÓN MAYOR O IGUAL A 93.3°C (200°F)

APLICACIÓN DE TECHOS FLOTANTES
LÍQUIDOS COMBUSTIBLES CLASE II: LÍQUIDOS CON PUNTO DE INFLAMACIÓN MAYOR O IGUAL A 37.8°C (100°F) Y MENOR QUE 60°C (140°F)
LÍQUIDOS INFLAMABLES CLASE I: LÍQUIDOS CON PUNTO DE INFLAMACIÓN MENOR QUE 37.8°C (100°F)
PRODUCTOS CON PROPENSOS A “BOIL OVER” QUE SE REQUIERAN ALMACENAR EN TANQUES MAYORES DE 45MTS DE DIÁMETRO.
PRODUCTOS ALMACENADOS A TEMPERATURAS QUE ESTÉN A MENOS DE 15°F DE SU TEMPERATURA DE INFLAMACIÓN.

APLICACIÓN DE TECHOS FLOTANTESLIMITACIÓN
IMPORTANTE: LA PRESIÓN DE VAPOR VERDADERA DEL PRODUCTO ALMACENADO A LA TEMPERATURA MAXIMA DE OPERACIÓN ESTA LIMITADA A 11 PSI PARA TANQUES DE TECHO FLOTANTE.
DISEÑO DEL TECHOCÓNICO AUTO SOPORTADO
CÓNICO AUTO-SOPORTADO
SUPERFICIE DE UN CONO RECTO APOYADO ÚNICAMENTE EN EL PERÍMETRO.
EL ÁNGULO DE INCLINACIÓN CON RESPECTO A LA HORIZONTAL PUEDE TENER UN MÁXIMO DE 37° Y UN MÍNIMO DE 9.5°.
EL ESPESOR MÁXIMO PERMITIDO PARA LA CUBIERTA ES DE 13MM INCLUIDO EL SOBRE-ESPESOR POR CORROSIÓN, PERO EN NINGÚN CASO PODRÁ SER MENOR DE 5MM.
EL CALCULO DEL ESPESOR DE LA CUBIERTA PUEDE REALIZARSE CON LA ECUACIÓN INDICADA EN EL PUNTO 3.10.5.1 DEL API-650.

DISEÑO DEL TECHODOMO AUTO SOPORTADODOMO AUTO-SOPORTADO
SUPERFICIE DE UN CASQUETE ESFÉRICO APOYADO ÚNICAMENTE EN EL PERÍMETRO.
EL RADIO DE CURVATURA DEL TECHO DEBE ESTAR ENTRE 0.8 Y 1.2 VECES EL DIÁMETRO NOMINAL DEL TANQUE.
EL ESPESOR MÁXIMO PERMITIDO PARA LA CUBIERTA ES DE 13MM INCLUIDO EL SOBRE-ESPESOR POR CORROSIÓN, PERO EN NINGÚN CASO PODRÁ SER MENOR DE 5MM.
EL CALCULO DEL ESPESOR DE LA CUBIERTA PUEDE REALIZARSE CON LA ECUACIÓN INDICADA EN EL PUNTO DE 3.10.6.1 DEL API-650.

DISEÑO DEL TECHOCÓNICO SOPORTADO (1)
CÓNICO – SOPORTADO
1. PENDIENTE MÍNIMA 1/16 PARA DRENAJE ADECUADO.
2. LOS ELEMENTOS ESTRUCTURALES (CORREAS Y VIGAS) DEBEN SER DISPUESTOS DE MANERA QUE LAS COLUMNAS SOPORTEN APROXIMADAMENTE LA MISMA CARGA.
3. LAS PLANCHAS ESTÁN COLOCADAS DIRECTAMENTE SOBRE LAS CORREAS SIN SER UNIDAS A ELLAS Y SOLDADAS A SOLAPE ENTRE SÍ.
DISEÑO DEL TECHOCÓNICO SOPORTADO (2)
CÓNICO – SOPORTADO
4. LAS CORREAS SE UBICAN RADIALMENTE CON UN ESPACIAMIENTO MÁXIMO DE 610 PI MM (2 PI FT) EN EL ANILLO EXTERIOR MEDIDO A LO LARGO DE LA CIRCUNFERENCIA, EL ESPACIAMIENTO EN ANILLOS INTERNOS NO DEBE EXCEDER 1677 MM (5FT).
EN ZONAS SUJETAS A SISMO SE PODRÍAN COLOCAR BARRAS RIGIDIZADORAS (3/4” DIAM) ENTRE LAS CORREAS DEL ANILLO EXTERIOR. ESTO PUEDE SER OMITIDO CUANDO SE USAN CORREAS CON SECCIONES I O H.
DISEÑO DEL TECHOCÓNICO SOPORTADO (3)
CÓNICO – SOPORTADO
5. LAS VIGAS FORMAN UN POLÍGONO REGULAR Y DEBEN SER EMPERNADAS A LAS COLUMNAS PARA EVITAR LA FLEXIÓN POR EL ASENTAMIENTO DIFERENCIAL DEL SUELO.
LAS VIGAS ESTÁN SOPORTADAS LATERALMENTE POR LAS CORREAS.
6. LAS ALAS DE COMPRESIÓN DE LAS CORREAS SE CONSIDERAN LATERALMENTE SOPORTADAS DEBIDO A LA FRICCIÓN CON LAS PLANCHAS DE LA CUBIERTA CON LAS SIGUIENTES EXCEPCIONES.
* ARMADURAS Y UNIONES DE ALMA ABIERTA SE USAN COMO CORREAS.
* CORREAS CON ALTURA MAYOR DE 15 INCHES.
* CORREAS CON PENDIENTE MAYORES A 1/6.
DISEÑO DEL TECHOCÓNICO SOPORTADO (4)
CÓNICO – SOPORTADO
7. LAS COLUMNAS SON DISEÑADAS CON UN MÁXIMO DE RELACIÓN DE ESBELTEZ DE 180. SE APOYAN SOBRE UNA BASE DE ACERO ESTRUCTURAL QUE DESCANSA DIRECTAMENTE SOBRE LAS PLANCHAS DEL FONDO. EL TAMAÑO DE ESTA BASE SE DETERMINA TOMANDO EN CUENTA LA CARGA QUE ACTÚA SOBRE LA COLUMNA Y LA RESISTENCIA ADMISIBLE DEL SUELO.
DOS TIPOS DE BASE SON FRECUENTEMENTE UTILIZADAS: UNA CIRCULAR HECHA DE PLANCHAS DE ACERO (VER FIGURA) USADA PARA COLUMNAS DE SECCIÓN TABULAR, Y OTRA EN FORMA DE “H” FABRICADA CON PERFILES ESTRUCTURALES “U” Y “L” (VER FIGURA) PARA LAS COLUMNAS DE SECCIÓN “UC”.
8. LOS ESFUERZOS ADMISIBLES PARA CADA ELEMENTO SON DETERMINADOS DE ACUERDO AL API-650. PUNTO 3.10.3
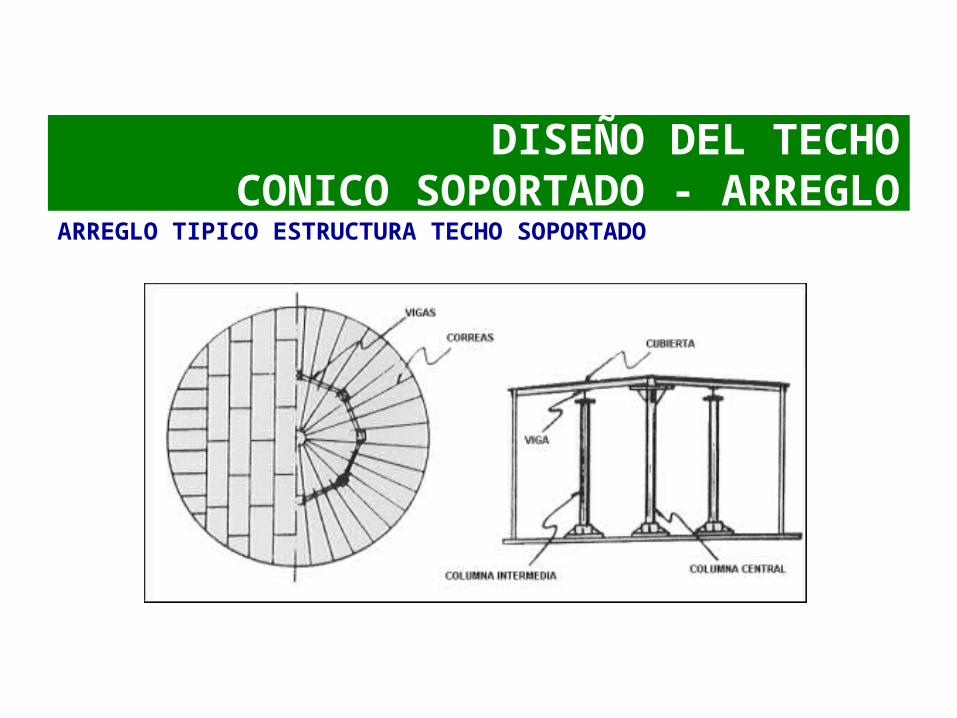
DISEÑO DEL TECHOCONICO SOPORTADO - ARREGLO
ARREGLO TIPICO ESTRUCTURA TECHO SOPORTADO
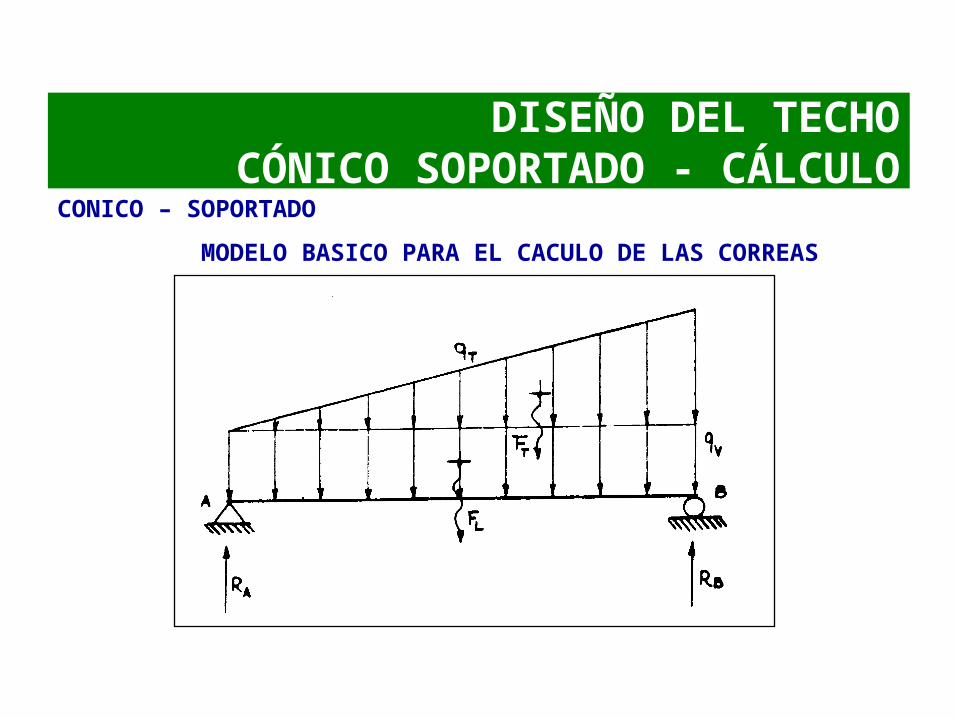
DISEÑO DEL TECHOCÓNICO SOPORTADO - CÁLCULO
CONICO – SOPORTADO
MODELO BASICO PARA EL CACULO DE LAS CORREAS
DISEÑO DEL TECHOFLOTANTE - CUBIERTA SIMPLE
ESTE TIPO DE TECHO ESTÁ CONSTITUIDO POR UNA CUBIERTA SIMPLE Y UN PONTÓN PERIFÉRICO DIVIDIDO EN DOS CÁMARAS DE FLOTACIÓN. SU DISEÑO ES DE ACUERDO AL APÉNDICE “C” DEL API-650. LOS CRITERIOS PRINCIPALES PARA SU DISEÑO SON:
EL VOLUMEN DEL PONTÓN DEBE SER CAPAZ DE MANTENER A FLOTE EL TECHO SOBRE UN LÍQUIDO DE GR=0.7 CON LA CUBIERTA CENTRAL Y DOS COMPARTIMIENTOS ADYACENTES PERFORADOS.
EL TECHO DEBE MANTENERSE A FLOTE Y ESTRUCTURALMENTE ESTABLE ANTE LA ACUMULACIÓN DE DIEZ PULGADAS (10PULG) DE AGUA EN LA CUBIERTA CENTRAL.
CARGA VIVA DE DISEÑO DE 122 KG/M2.
DISEÑO DEL TECHOFLOTANTE – DOBLE CUBIERTA
ESTE TIPO DE TECHO ESTÁ CONSTITUIDO POR DOS CUBIERTAS PARALELAS DONDE EL ESPACIO EXTERIOR ESTÁ SECCIONADO EN DOS CÁMARAS DE FLOTACIÓN, DE MANERA DE GARANTIZAR LA FLOTABILIDAD DEL TECHO EN CASO QUE DOS COMPARTIMIENTOS ADYACENTES ESTÉN PERFORADOS, CONSIDERANDO UNA GRAVEDAD ESPECÍFICA DE 0.7. SU APLICACIÓN SE RECOMIENDA PARA TANQUES MAYORES DE 90mts DE DIÁMETRO.
• CARGA VIVA DE DISEÑO DE 122 Kg/m2.

DISEÑO DEL TECHOFLOTANTE - ACCESORIOS
ACCESORIOS
• DRENAJE PRINCIPAL.
• VENTEOS.
• DRENAJES DE EMERGENCIA.
• SOPORTES.
• ESCALERA DE ACCESO.
• SELLOS.
• BOCAS DE VISITA.
• BOCA DE AFORO.
• POSTE GUÍA O SISTEMA ANTI-ROTACIÓN.
DISEÑO DEL TECHOCUBIERTA INTERNA FLOTANTE
LOS REQUERIMIENTOS MÍNIMOS PARA EL DISEÑO DE CUBIERTAS INTERNAS FLOTANTES ESTÁN INDICADOS EN EL APÉNDICE “H” DEL API-650. RESUMIENDO LO MÁS IMPORTANTE TENEMOS:
LA GRAVEDAD ESPECÍFICA DE DISEÑO DEBE SER 0.7 CUANDO GR ES MAYOR DE ESTE VALOR, PERO CUANDO GR<0.7 DEBE USARSE EL VALOR REAL.
EL VOLUMEN DE FLOTACIÓN DEBE SER CAPAZ DE SOPORTAR DOS (2) VECES EL PESO MUERTO DEL TECHO.
LOS MATERIALES A USAR DEBEN SER: ACERO AL CARBONO, ALUMINIO, ACERO INOXIDABLE Y PLÁSTICO.
ESTABILIDAD SÍSMICA
LA ESTABILIDAD SÍSMICA DE LOS TANQUES PUEDE COMPROBARSE DE ACUERDO AL APÉNDICE “E” DEL API-650, DONDE EL MOMENTO DE VOLCAMIENTO ES CALCULADO DE ACUERDO A LA ECUACIÓN INDICADA EN 3.1.
EL PESO DE LA PARED MÁS LA PORCIÓN DE LÍQUIDO ADYACENTE A ÉSTA (EN TANQUES NO ANCLADOS) O EL ANCLAJE PROVEEN UNA RESISTENCIA AL MOMENTO DE VOLCAMIENTO EN LA PARTE MÁS BAJA DE LA PARED ÉSTE PUEDE DETERMINARSE DE ACUERDO AL PUNTO E.4.1 DEL API-650.
PARA DETERMINAR SI EL TANQUE ES ESTABLE DEBEN VERIFICARSE LOS ESFUERZOS DE COMPRENSIÓN EN LA JUNTA PARED-FONDO Y ESTO SE HACE DE ACUERDO AL PUNTO E.5 DEL API-650. ESTE VALOR DEBE SER COMPARADO CON EL ESFUERZO ADMISIBLE DE COMPRENSIÓN.
INESTABILIDAD SÍSMICACÓMO ELIMINARLA?
CONSIDERAR EL USO DE UNA PLACA ANULAR DE FONDO SÍ LA MISMA NO HA SIDO COLOCADA. DE LO CONTRARIO INCREMENTAR SU ESPESOR BAJO LAS LIMITACIONES DE LOS PUNTOS E.4.1. Y E.4.2.
INCREMENTAR EL ESPESOR DE LAS PLANCHAS DEL PRIMER ANILLO DE LA PARED.
CAMBIAR LA PROPORCIÓN DEL TANQUE, INCREMENTANDO EL DIÁMETRO Y DISMINUYENDO LA ALTURA.
ANCLAR LA PARED A UN ANILLO DE FUNDACIÓN.
COMBINAR LAS OPCIONES ANTERIORES.
PRESION INTERNAAPENDICE F
LOS TANQUES DE TECHO FIJO ESTÁN LIMITADOS A UNA PRESIÓN MÁXIMA DE 1700mm H20 (2.5 PSIG).
LOS REQUISITOS ADICIONALES QUE DEBEN CUMPLIRSE ESTÁN INDICADOS EN EL APÉNDICE “F” DEL API-650. QUE EN RESUMEN SON:
PRESIÓN MÁXIMA DE DISEÑO: ES LA PRESIÓN MÁXIMA QUE PUEDE ALCANZAR EL TANQUE SIN QUE SE GENEREN ESFUERZOS DE TRACCIÓN EN LA UNIÓN SOLDADA ENTRE LA PARED Y EL FONDO. SI LA PRESIÓN DE DISEÑO EXCEDE ESTE VALOR LA PARED DEL TANQUE NECESITA SER ANCLADA.
PRESION INTERNAJUNTA PARED-TECHO
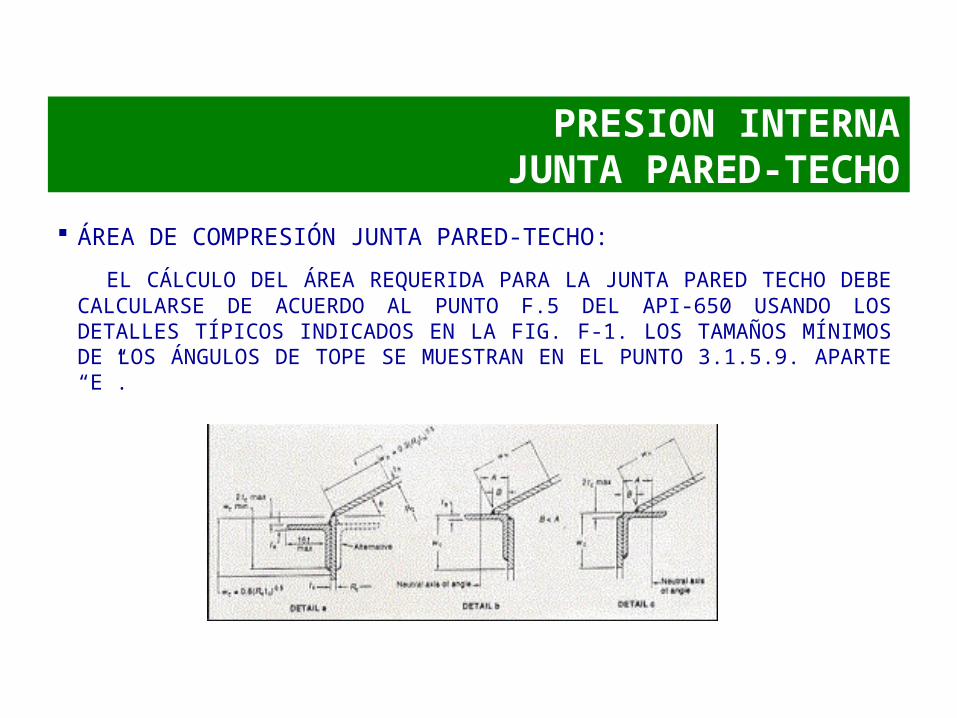
ÁREA DE COMPRESIÓN JUNTA PARED-TECHO:
EL CÁLCULO DEL ÁREA REQUERIDA PARA LA JUNTA PARED TECHO DEBE CALCULARSE DE ACUERDO AL PUNTO F.5 DEL API-650 USANDO LOS DETALLES TÍPICOS INDICADOS EN LA FIG. F-1. LOS TAMAÑOS MÍNIMOS DE LOS ÁNGULOS DE TOPE SE MUESTRAN EN EL PUNTO 3.1.5.9. APARTE “E”.
PRESION DE FALLAVENTEO
PRESIÓN DE FALLA:
LA PRESIÓN DE LA JUNTA PARED TECHO ES AQUELLA EN LA CUAL EL ESFUERZO SOBRE LA JUNTA SE IGUALA AL ESFUERZO ADMISIBLE DEL MATERIAL. SU CALCULO ES REALIZADO MEDIANTE UNA FÓRMULA APROXIMADA INDICADA EN EL PUNTO F.6.
VENTEO
LOS TANQUES DEBEN SER PROVISTOS DE SISTEMAS DE VENTEO TANTO PARA CONDICIONES DE OPERACIÓN NORMAL COMO DE EMERGENCIA. LAS CAPACIDADES REQUERIDAS DEBEN SER CALCULADAS DE ACUERDO AL API-2000.
REQUERIMIENTOS DE ANCLAJE
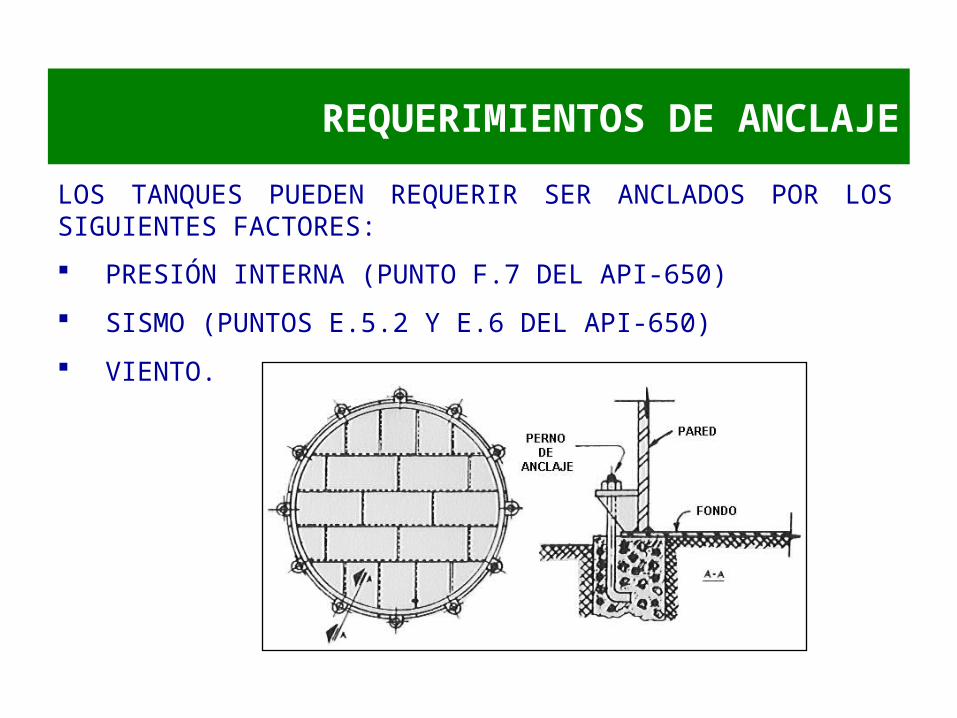
LOS TANQUES PUEDEN REQUERIR SER ANCLADOS POR LOS SIGUIENTES FACTORES:
PRESIÓN INTERNA (PUNTO F.7 DEL API-650)
SISMO (PUNTOS E.5.2 Y E.6 DEL API-650)
VIENTO.
EFECTOS DE LA TEMPERATURA
SI LA TEMPERATURA DE DISEÑO DEL METAL SOBREPASA LOS 93.3°C, LOS VALORES DE RESISTENCIA MÍNIMA A LA FLUENCIA Y MÓDULO DE ELASTICIDAD PARA EL CÁLCULO DE CUALQUIER COMPONENTE DEL TANQUE, DEBEN SER CORREGIDOS DE ACUERDO A LOS REQUERIMIENTOS INDICADOS POR EL API-650 EN EL APÉNDICE “M”.
FABRICACIÓN, MONTAJE E INSPECCIÓN BORDES DE PLANCHAS
1. ACABADO DE BORDES DE LAS PLANCHAS
LOS BORDES DE LAS PLANCHAS PUEDEN PREPARARSE POR CIZALLADO, MECANIZADO, CINCELADO U OXICORTE. EL USO DE CIZALLADO SE LIMITA HASTA PLANCHAS DE 3/8PULG PARA JUNTAS A TOPE Y A 5/8PULG PARA JUNTAS A SOLAPE.
CUANDO SE USAN LAS PLANCHAS CON LOS BORDES TAL COMO VIENEN DESPUÉS DE LA LAMINACIÓN PARA LA FABRICACIÓN DEL FONDO DE LOS TANQUES, SE HAN DETECTADO PROBLEMAS, PUES ELLO CONTRIBUYE A UNA POBRE CALIDAD DE LA SOLDADURA QUE FALLAN CON EL ASENTAMIENTO DEL FONDO.
FABRICACIÓN, MONTAJE E INSPECCIÓN TOLERANCIAS TALLER
2. PLANCHAS DE LA PARED
EL API-650 ESTABLECE LAS TOLERANCIAS DE LAS DIMENSIONES DE LAS PLANCHAS PARA FABRICAR LA PARED.
TOLERANCIAS PARA LARGO Y ANCHO + - 1/16”.
TOLERANCIAS PARA LAS DIAGONALES +-1/8”.
3. ASPECTOS A INSPECCIONAR DURANTE LA FABRICACIÓN EN TALLER ACABADO DE LAS PLANCHAS, REVISIÓN DE PRUEBAS DE
IMPACTO, ESPESORES, DIMENSIONES Y TOLERANCIAS.
SOLDADURA Y ALIVIO DE TENSIONES EN LAS BOCAS DE LIMPIEZA.
PREPARACIÓN DE BORDES DE ACUERDO A LOS PROCEDIMIENTOS DE SOLDADURA.
FABRICACIÓN, MONTAJE E INSPECCIÓN PRUEBA BOQUILLAS / SOLDADURA
4. PRUEBAS DE LAS BOQUILLAS
DESPUÉS DE SOLDADAS A LA PARED DEL TANQUE LAS CHAPAS DE REFUERZO DE LAS BOQUILLAS, DEBERÁN SER PROBADAS CON AIRE COMPRIMIDO Y CON UNA ESPUMA DE JABÓN.
5. PROCEDIMIENTOS DE SOLDADURA
EL API-650 EXIGE QUE LOS PROCEDIMIENTOS DE SOLDADURA Y LOS SOLDADORES SERÁN CALIFICADOS DE ACUERDO AL CÓDIGO ASME DE RECIPIENTES A PRESIÓN. A DEMÁS ES CONVENIENTE REALIZAR PRUEBAS DE IMPACTO PARA CALIFICAR LOS PROCEDIMIENTOS (VER SECCIÓN 7 DEL API-650)
FABRICACIÓN, MONTAJE E INSPECCIÓN ALINEACIÓN DE PLANCHAS
6. ALINEAMIENTO DE LAS JUNTAS
SE DEBE VERIFICAR LA SEPARACIÓN MÍNIMA ENTRE NODOS QUE NO DEBE SER MENOR DE 305MM.
TOLERANCIAS DE ALINEACIÓN:
VERTICAL: EL VALOR MAYOR ENTRE EL 10% DEL ESPESOR DE LA PLANCHA Ó 1/16PULG.
HORIZONTAL: EL MENOR VALOR ENTRE EL 20% DEL ESPESOR DE LA PLANCHA Ó 1/8PULG.
FABRICACIÓN, MONTAJE E INSPECCIÓN DISTORSIÓN EN JUNTAS
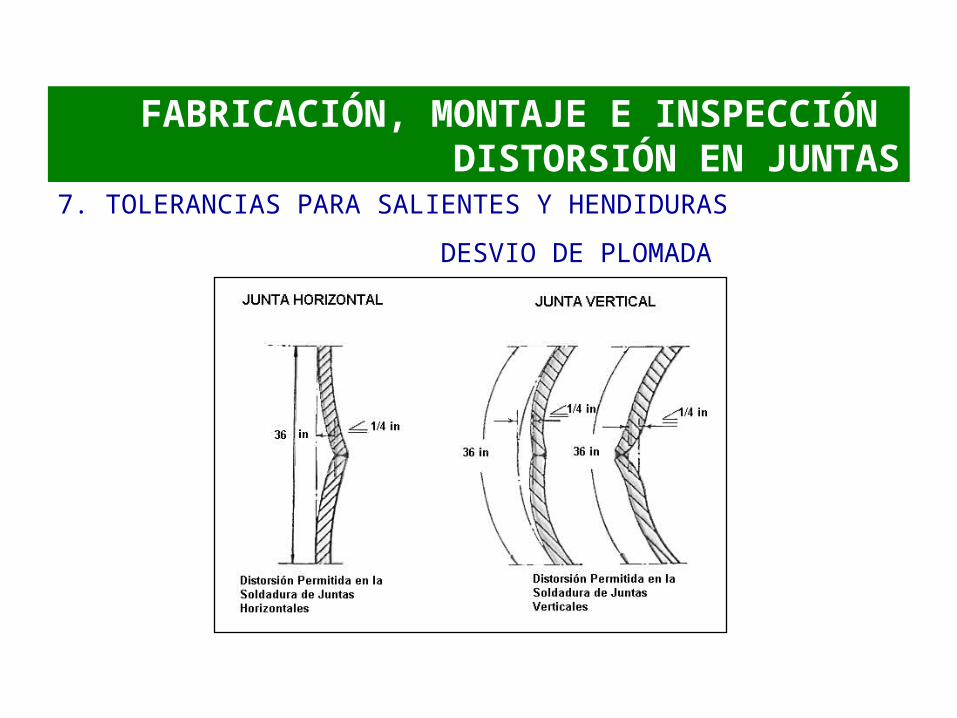
7. TOLERANCIAS PARA SALIENTES Y HENDIDURAS
DESVIO DE PLOMADA
FABRICACIÓN, MONTAJE E INSPECCIÓNRADIOGRAFIAS / REDONDES
8. INSPECCIÓN RADIOGRÁFICA
LAS EXIGENCIAS DE INSPECCIÓN RADIOGRÁFICA ESTÁN INDICADAS EN LA SECCIÓN 6 DEL API-650.
LAS SOLDADURAS A TOPE DE LA PLACA ANULAR DE FONDO DEBERÁN SER RADIOGRAFIADAS AL 100% Ó SERÁN INSPECCIONADAS CON PARTÍCULAS MAGNÉTICAS.
9. TOLERANCIAS PARA LA DESVIACIÓN DE LA FORMA CILÍNDRICA DE LA PARED.
DIAMETRO DEL TANQUE TOLERANCIA DEL RADIO (mm)
MENOR DE 36 mts +/- 12.7 mm
DE 36 A 64 mts +/- 25.4 mm
MAYOR DE 64 mts +/- 38.1 mm
FABRICACIÓN, MONTAJE E INSPECCIÓNPRUEBAS DEL FONDO
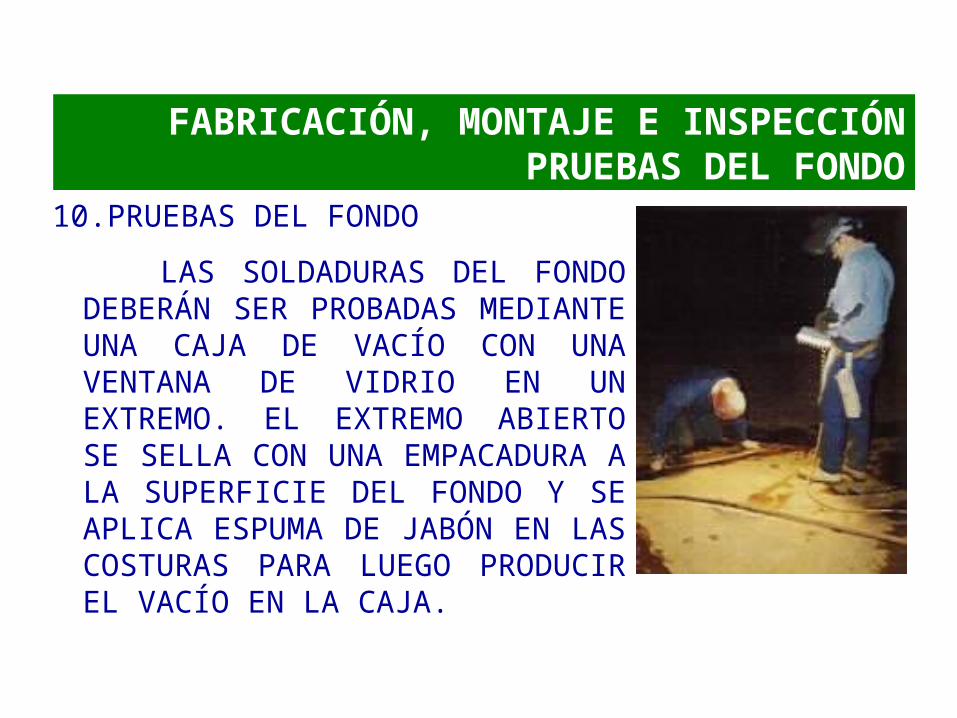
10.PRUEBAS DEL FONDO
LAS SOLDADURAS DEL FONDO DEBERÁN SER PROBADAS MEDIANTE UNA CAJA DE VACÍO CON UNA VENTANA DE VIDRIO EN UN EXTREMO. EL EXTREMO ABIERTO SE SELLA CON UNA EMPACADURA A LA SUPERFICIE DEL FONDO Y SE APLICA ESPUMA DE JABÓN EN LAS COSTURAS PARA LUEGO PRODUCIR EL VACÍO EN LA CAJA.
FABRICACIÓN, MONTAJE E INSPECCIÓNPRUEBAS DEL TECHO
11. PRUEBAS DEL TECHO
EL API-650 EXIGE QUE LAS PRUEBAS DE LOS TECHOS FIJOS SE HAGAN UTILIZANDO AIRE A PRESIÓN DESDE A DENTRO O POR VACÍO EXTERNO APLICADO A LAS COSTURAS. LAS COSTURAS EN LAS CHAPAS DEL TECHO FLOTANTE DEL TANQUE DEBERÁN SER PROBADAS CON ACEITE PENETRANTE O POR UNO DE LOS MÉTODOS PARA TANQUES DE TECHO FIJO. LOS TECHOS FLOTANTES TAMBIÉN DEBERÁN INSPECCIONARSE POR FUGAS / FILTRACIONES DURANTE LA PRUEBA DE FLOTACIÓN.
FABRICACIÓN, MONTAJE E INSPECCIÓNPRUEBA HIDROSTÁTICA
11. PRUEBA HIDROSTATICA
EL TANQUE DEBE SER PROBADO HIDROSTÁTICAMENTE Y SU LLENADO DEBE SER GRADUAL DE MANERA QUE SE PUEDAN DETECTAR A TIEMPO FUGA, ASENTAMIENTO DE LA FUNDACIÓN O CUALQUIER OTRO PROBLEMA. LAS ALTURAS DE LLENADO ESTÁN INDICADAS EN EL API-650.