
Procedimiento Hot Tap PS M
11
1 de 9 PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA 12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO PROCEDIMIENTO PARA LA EJECUCION DE HOT TAP EN EL TIE IN SOBRE LA LINEA 12”- PF-FRT-05-97002-12A4-UC PSM a EPF FLO Versión No.0 Fecha Mayo 09 de 2013 Rev. No. Preparado por Revisado por Aprobado Fecha 0 Nombre: Eduardo Prieto Firma:________________ Nombre: I. Maldonado J. Moreno Firma:________________ Nombre: Mauricio Morales Firma:________________ Mayo 09 de 2013
description
Hot Tap
Transcript of Procedimiento Hot Tap PS M

1 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
PROCEDIMIENTO PARA LA EJECUCION DE HOT TAP EN EL TIE IN SOBRE LA LINEA 12”-
PF-FRT-05-97002-12A4-UC PSM a EPF FLO
Versión No.0
Fecha Mayo 09 de 2013
Rev. No. Preparado por Revisado por Aprobado Fecha
0
Nombre: Eduardo Prieto
Firma:________________
Nombre: I. Maldonado
J. Moreno
Firma:________________
Nombre: Mauricio Morales
Firma:________________
Mayo 09 de
2013
2 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
1.0 OBJETIVO Ejecutar mediante la técnica de Hot Tap (HT) una conexión vertical a la línea 12”-PF-FRT-05-97002-12A4-UC dentro de la caja de la válvula perimetral del pozo PS M (Tie In 001). 2.0 ALCANCE Y CONDICIONES DE FLUJO Realizar hot tap con el fin de independizar los pozos PSM4 y PSM-5, facilitando fluir independientemente los pozos uno hacia el EPF y el otro hacia la línea VOLCANERAS.
TAG de la línea: 12”-PF-FRT-05-97002-12A4-UC
Tipo de tubería: Acero al carbono
Especificación: API 5LX65
Espesor de la tubería: 24.8 mm
Presión línea actual: 600 PSI (Para el momento del corte)
Presión de trabajo de la línea: 600 PSIG
Temperatura de la línea actual: 80 º F (verificar en el momento de la perforación)
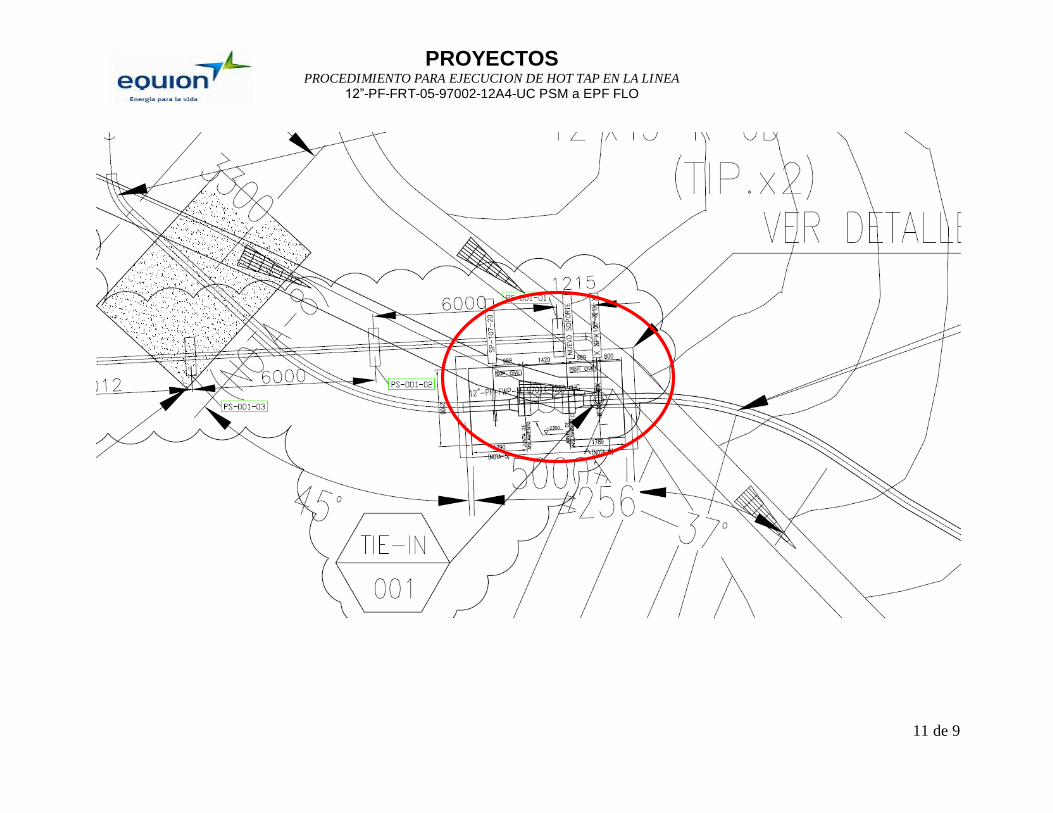
* Sitio del Hot Tap: Caja perimetral PS M (Ver detalle 1)
* Posición de la conexión: Vertical
* Hot Tap machine: Model 936 de TWD
3.0 DOCUMENTOS DE REFERENCIA
American National Standard Institute (ANSI)
- ANSI B 16.5 Pipe Flanges and Flanged Fittings
American Society of Mechanical Engineers (ASME)
- B31.8 Gas Transmission and Distribution Piping Systems - B31.4 Pipeline Transportation Systems for Liquid Hydrocarbons and other Liquids - Section IX Welding and Brazing Qualifications Applicable Hot Tap Equipment Operating Manuals American Petroleum Institute (API)
- Publicación API 2201 Procedimientos para soldadura de Hot Tapping en equipos que contiene sustancias inflamables. - API 577 Welding Inspection and Metallurgy - RP 1107 Recommended Pipe Line Maintenance Welding Practices - 5LX High Test Line Pipe - 598 Valve inspection and testing - 6D Specification for pipeline valves (gate, ball and check valves)
3 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
Otros - Piping class. - Manual de Operaciones del Equipo de Hot Tap Planos Aplicables
FRD/T-FTR-05-PLE-97-501-1/1 Rev. 0. 4.0 REQUERIMIENTOS DE SEGURIDAD
Los siguientes son los requerimientos mínimos a ser considerados durante los trabajos de hot Taps: 1. Definir claramente Autoridad de Área, única persona que firmará los respectivos permisos de
trabajo.
2. Todo el personal de la autoridad ejecutante debe contar con los elementos básicos de protección personal. (casco, gafas, botas, protectores auditivos y guantes) y el equipo adicional para el trabajo, tal como: arneses y líneas de vida.
3. Verificar la competencia de la autoridad ejecutante (Contratista) para la realización de este tipo de trabajos. Dicho personal deberá presentar la documentación necesaria para garantizar que poseen las competencias y habilidades para el desarrollo de la actividad (Hoja de vida donde se acredite el número de trabajos de este tipo realizados y/o certificado de entrenamiento formal o capacitación impartida por el fabricante del equipo - tapping machine).
4. Elaborar el análisis de riesgos, conjuntamente con el técnico que ejecutará el trabajo y la
autoridad ejecutante.
5. Definir claramente requerimientos técnicos de la línea intervenida, para tener condiciones seguras del Hot Tap.
Diámetro interno de la tubería de 12”: 10,5”
Espesor de pared: 1,125”
Material: Acero al carbono API 5LX65 Presión de diseño: 6200 psi @ 200°F
6. Incluir dentro del plan de emergencia, el escenario del trabajo que cubra todos los eventos que se pueden presentar durante el trabajo (Fuga, pérdida del cupón de material cortado, atascamiento o mal funcionamiento de la tapping machine, corte de la pared opuesta de la tubería, etc). Verificar que estén debidamente identificadas las responsabilidades y autoridad para la toma de acciones correctivas como: Protección contra Incendios
Derrames
Evacuación
Aislamiento del área de trabajo
Punto de reunión, etc.

4 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
7. Verificar que el área donde se ejecutara el Hot Tap ha sido debidamente acordonada y que sólo
se permite la entrada a ella del personal que tiene relación con el trabajo en ejecución.
8. Verificar la existencia de un medio de comunicación (radio N° ) entre el sitio del trabajo y el control room del EPF de Floreña durante la ejecución de la actividad.
9. Verificar que se realice en todo momento monitoreo de atmósferas, para garantizar un ambiente de trabajo seguro.
10. Para trabajos en altura se deben verificar las competencias del personal y garantizar la certificación de los equipos, elementos de protección contra caídas y estructuras (andamios) que se van a utilizar.
11. Asegurar que se disponga de un soporte para el equipo de perforación (Tapping Machine) y la válvula.
12. Verificar la existencia de extintores en el sitio de trabajo, preferiblemente de polvo químico seco y de los recursos necesarios para el control de derrames al igual que las barreras y controles establecidos en el análisis de riesgo han sido implementados.
13. Para la realización del Hot-Tap se contará con un andamio estructural para facilidad
constructiva el cual permitirá el acceso de la cuadrilla de apoyo, las herramientas menores y del operador de la Tapping Machine al sitio del montaje.
Nota: Para cada trabajo especifico de Hot Tap se debe cumplir con los estándares / código de
diseño de cada caso en particular.
5.0 PERSONAL Y RESPONSABILIDADES El personal de la autoridad ejecutante que inspecciona y supervisa los trabajos mediante la técnica
de hot tap, debe tener experiencia / competencia en la ejecución de trabajos en caliente, conocimientos de códigos, documentos referenciados, tuberías, materiales, Ensayos No Destructivos, cálculos de los espesores mínimos requeridos en tuberías, cálculo de las presiones de prueba y conocimientos en soldadura.
Es responsabilidad del Inspector / supervisor de la autoridad ejecutante hacer cumplir cada uno de
los requerimientos de este procedimiento y de la lista de chequeo (Anexo 2) antes de realizar cualquier actividad. No se debe ejecutar ningún trabajo sin la autorización por parte del Inspector / supervisor.
El operador de la “Tapping Machine” debe presentar la certificación para operar el equipo y/o
calificación de idoneidad para realizar el trabajo (ver numeral 4, parágrafo 3). El operador de la tapping machine debe ejecutar el pre-operacional del equipo para verificar su estado.

5 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
El Ejecutante debe presentar un procedimiento específico y detallado para cada Hot - Tap, cumpliendo las instrucciones mandatorias mínimas exigidas en esta instrucción.
La ejecución y responsabilidad de cada actividad de este trabajo contará con la participación del siguiente personal: Superintendente Operaciones FLO L. Alzate / S. Hernandez Supervisor de planta & Pozos FLO M. Morales / R. Muñoz Operador pozos FLO I. Maldonado Operador TM Jorge Prieto / E. Prieto Inspector HSE AWS A. Cuellar Veedor de atmósferas AWS 4 Ayudantes AWS Contratista AWS / TECNOTAP SAS QC - Contratista N. Pérez Supervisor – Contratista C. Hernandez / J. Alvarez Inspector APPLUS G. Rondón / G. Paternina 6.0 DEFINICIONES. Hot Tap: Es una intervención física mediante los procesos de soldadura y corte de material sobre un sistema en operación para instalar una conexión sin parar el sistema y sin experimentar fugas del contenido, utilizando para ello válvulas, accesorios de tubería (Fittings) y un Hot Tap Drilling Machine. Todo lo anterior con el objeto de instalar una facilidad requerida sin tener que parar el sistema o equipo. Tapping Machine (TM): Equipo / dispositivo utilizado para hacer el corte o perforación de la tubería después de soldar la conexión. Cabezal : Es el tubo principal donde se va a instalar la conexión. Branch (conexión): Es el accesorio que se va a instalar en el cabezal. Puede ser una Split Tee, un Weldolet, Sockolet, Thredolet, la base de un cupón de corrosión o simplemente un niple de diámetro menor al del cabezal según el diseño seleccionado para la conexión. Debe: Implica un requerimiento mandatorio y de riguroso cumplimiento.
7.0 CERTIFICACION / INTEGRIDAD DEL PROCESO DE HOT - TAP. 7.1 Generalidades
Antes de realizar un Hot Tap se deben tener en cuenta las siguientes consideraciones: 1. El área de Hot Tap no debe incluir soldaduras longitudinales a menos que se tome radiografía o se
inspeccione por ultrasonido en un tramo de 10” a cada lado de la conexión. 2. Asegurar que el espesor de la tubería sea mayor a 3/16”. 3. Asegurar que el Hot Tap se ejecute a una distancia igual o mayor a 18” de cualquier conexión bridada o
roscada y a una distancia mayor a 3” de cualquier soldadura.

6 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
4. Inspeccionar con ultrasonido el área del Hot Tap para verificar posibles laminaciones y/o corrosión. 7.2 Inspección Preliminar específica
1. Verifique que se disponga de la siguiente información previo al inicio de los trabajos: Planos, layout &
PIDs, piping class, TQs relacionados con el trabajo y las condiciones de operación de la línea donde se va a realizar el Hot Tap.
2. Con base en la Ingeniería de detalle del Hot Tap, inspeccionar los materiales que se van a utilizar y
comparar contra Piping Class, TQ’s si existen y verificar los certificados de calidad (MTR) contra especificaciones.
3. Verificar que el tamaño de los accesorios está de acuerdo con el tamaño del Hot Tap Drilling Machine o
viceversa. Verificar si se requiere de un acople para poder utilizar el equipo. Verificar la disponibilidad del equipo.
4. Ubicar el punto exacto donde se va a realizar el Hot Tap, medir el espesor de pared y verificar la ausencia
de laminaciones por la técnica del Ultrasonido, haciendo énfasis en las áreas donde se va a soldar. Esta inspección se debe extender 150 mm más allá de la línea de soldadura.
5. Asegurar que las válvulas que se van a utilizar en el Hot Tap sean probadas para garantizar la integridad
durante los trabajos. 6. Coordinar la inspección y prueba del equipo de Hot Tap con el técnico que va a realizar el corte. Asegurar
que los sellos son adecuados para el fluido que se va a manejar y presentar el certificado de aceptación y pruebas realizadas con una vigencia no mayor a 1 año.
7. Asegurar que el equipo de corte cumpla con el rating de la línea a intervenir. Asegurar que el tamaño del
mismo lo permite. 8. Verificar con el vendor el estado de la fresa y /o broca del Hot Tap Drilling Machine y su longitud para
asegurar un óptimo corte a través de todo el espesor de pared del tubo. 9. Revisar el catálogo y verificar la distancia de corte teniendo en cuenta las siguientes variables: espesor
de pared, Diámetro del cortador (fresa y/o broca) y diámetro del cabezal. 10. Verificar que la válvula a instalar sea 8” X 2500 y se presente en campo el certificado de aceptación y
pruebas realizadas con una vigencia no mayor a 1 año. 11. Verificar el avance de la válvula y chequear que la broca guía del equipo no impida su cierre cuando se
haya terminado la perforación y el equipo se encuentre completamente retraído. 12. Diligenciar la forma HT-1 (Chequeo Pre-Hot-Tap). Ver Anexo 1. 13. Realizar la inspección pre-operacional del equipo siguiendo la forma indicada en el Anexo 3. Esta forma
debe ir firmada por el operador del equipo de hot tap.
Nota: Las formas de los ítems 12 y 13 “deben” estar diligenciadas antes de iniciar los trabajos en el sitio.

7 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
7.3 Instalación de válvula y Pruebas
7.3.1 Prueba Hidrostática.
1. Una vez instalada, soldada e inspeccionada la Split tee y antes de realizar la perforación, se procederá a chequear la resistencia y calidad de las soldaduras mediante la ejecución de una prueba hidrostática al 110% de la presión actual de operación de la línea.
2. La válvula debe conservar los seguros y protecciones en los extremos hasta justo antes de su instalación.
3. La válvula destinada al Hot Tap deberá tener el certificado de las pruebas de presión con nitrógeno y su vigencia deberá ser menor a 1 año.
4. Se debe probar con agua una vez, el conjunto Split tee-brida + Válvula +Tapping Machine. Para ello se utilizará una bomba tipo Enerpac o similar. La presión de prueba será de 660 PSI y su duración no será menor a 5 minutos.
5. La prueba se considerará satisfactoria si no se evidencian caídas de presión en los manómetros ni fugas por las conexiones bridadas o los sellos de los componentes de la máquina.
7.4 Corte con TM
Se debe inspeccionar / verificar lo siguiente:
Verificar que el diámetro del cortador sea de 6“
Disponer por lo menos de dos cortadores (uno de repuesto). Verificar el correcto torqueo durante la instalación del equipo. (Seguir procedimiento o
instrucción de trabajo).
Verificar si el operador del equipo tiene la información sobre el avance del elemento de corte de acuerdo al diámetro y espesor del cabezal y el diámetro de la conexión. Realizar sketch o dibujo con las dimensiones y avances del equipo para garantizar su entendimiento.
Controlar atentamente el indicador de avance del equipo para garantizar que el operador no vaya a perforar o cortar la pared opuesta o lateral del cabezal.
Verificar que la válvula de purga del equipo permanezca abierta hasta que empiece a salir fluido de purga, esperar unos pocos segundos hasta que salga todo el aire atrapado para proceder a su cierre antes de continuar con el proceso de corte.
Una vez terminado el corte verificar que la válvula del Hot Tap quede cerrada.
8.0 CERTIFICACIÓN
8 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
Toda la documentación relacionada con la ejecución del Hot Tap “deberá” ser entregada por la autoridad ejecutante, para incluirla en el Dossier del Hot Tap que se entrega a operaciones. 9.0 ANEXOS.
9.1 ANEXO 1 Lista de chequeo pre-hot-tap 9.2 ANEXO 2 Lista de chequeo para la inspección y certificación de hot-taps en tuberías de
presión -trabajos en sitio

9 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
DETALLE 1

10 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO
11 de 9
PROYECTOS PROCEDIMIENTO PARA EJECUCION DE HOT TAP EN LA LINEA
12”-PF-FRT-05-97002-12A4-UC PSM a EPF FLO


















