PROCESO DE FABRICACIÓN Y PUESTA EN OBRA chapa colaborante... · Proceso de Fabricación y Puesta...
19
Jornada T Jornada T é é cnica: FORJADOS MIXTOS DE CHAPA NERVADA cnica: FORJADOS MIXTOS DE CHAPA NERVADA PROCESO DE FABRICACI PROCESO DE FABRICACI Ó Ó N N Y Y PUESTA EN OBRA PUESTA EN OBRA Vigo, 28 de junio de 2007 Vigo, 28 de junio de 2007 Ponente: D. Orlando Ponente: D. Orlando Simancas Simancas Montoto Montoto Jefe de la Divisi Jefe de la Divisi ó ó n de Edificaci n de Edificaci ó ó n n Empresa: HIERROS Y APLANACIONES, S.A. (HIASA) Empresa: HIERROS Y APLANACIONES, S.A. (HIASA) Organizadores de la Jornada Organizadores de la Jornada Universidad de Vigo Universidad de Vigo
-
Upload
hoangthuan -
Category
Documents
-
view
231 -
download
0
Transcript of PROCESO DE FABRICACIÓN Y PUESTA EN OBRA chapa colaborante... · Proceso de Fabricación y Puesta...

Jornada TJornada Téécnica: FORJADOS MIXTOS DE CHAPA NERVADAcnica: FORJADOS MIXTOS DE CHAPA NERVADA
PROCESO DE FABRICACIPROCESO DE FABRICACIÓÓNNYY
PUESTA EN OBRAPUESTA EN OBRA
Vigo, 28 de junio de 2007Vigo, 28 de junio de 2007
Ponente: D. Orlando Ponente: D. Orlando SimancasSimancas MontotoMontotoJefe de la DivisiJefe de la Divisióón de Edificacin de Edificacióónn
Empresa: HIERROS Y APLANACIONES, S.A. (HIASA)Empresa: HIERROS Y APLANACIONES, S.A. (HIASA)
Organizadores de la Jornada Organizadores de la Jornada
Universidad de VigoUniversidad de Vigo

DEDEÓÓNN
1.1.-- RECEPCIRECEPCIÓÓN, COMPROBACIN, COMPROBACIÓÓN Y N Y VALIDACIVALIDACIÓÓN DE LA MATERIA PRIMA.N DE LA MATERIA PRIMA.
2.2.-- FABRICACIFABRICACIÓÓN DEL PRODUCTO.N DEL PRODUCTO.
3.3.-- EXPEDICIEXPEDICIÓÓN DEL MATERIAL.N DEL MATERIAL.
RECEPCIÓN, COMPROBACIÓN Y VALIDACIÓN DE LA MATERIA PRIMA.
RECEPCIRECEPCIÓÓN, COMPROBACIN, COMPROBACIÓÓN Y N Y VALIDACIVALIDACIÓÓN DE LA MATERIA PRIMA.N DE LA MATERIA PRIMA.
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.
PROCESOPROCESO
FABRICACIFABRICACI

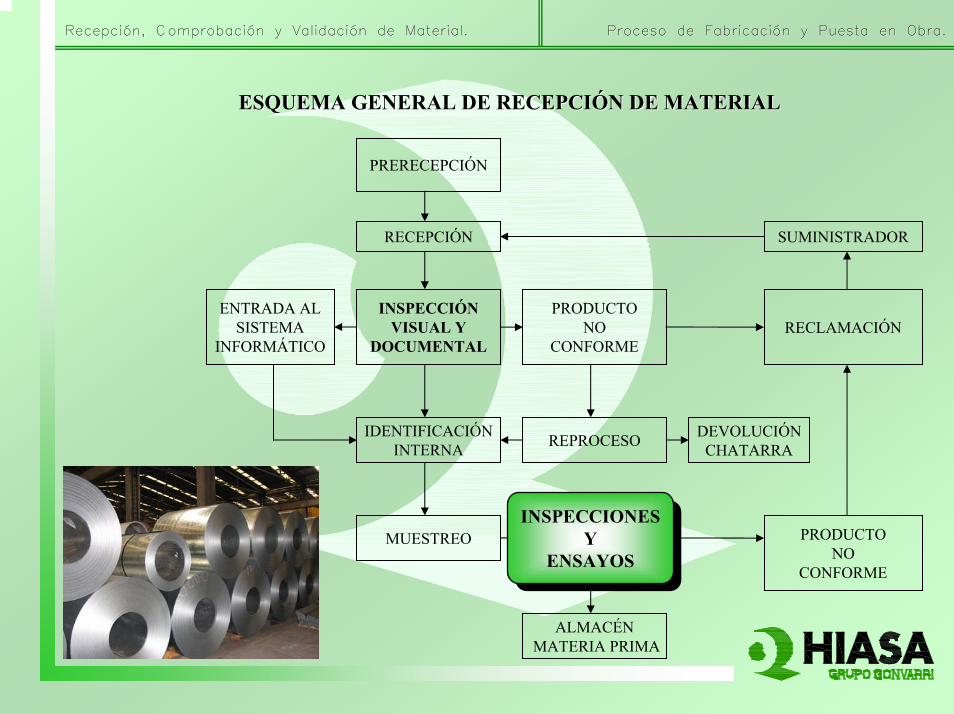
ESQUEMA GENERAL DE RECEPCIESQUEMA GENERAL DE RECEPCIÓÓN DE MATERIALN DE MATERIAL
PRERECEPCIÓN
RECEPCIÓN
ENTRADA ALSISTEMA
INFORMÁTICO
INSPECCIÓNVISUAL Y
DOCUMENTAL
PRODUCTONO
CONFORMERECLAMACIÓN
SUMINISTRADOR
IDENTIFICACIÓNINTERNA REPROCESO DEVOLUCIÓN
CHATARRA
MUESTREO INSPECCIONESENSAYOS
PRODUCTONO
CONFORME
ALMACÉNMATERIA PRIMA
INSPECCIÓNVISUAL Y
DOCUMENTAL
INSPECCIÓNVISUAL Y
DOCUMENTAL
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.

Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.
INSPECCIÓN VISUAL Y DOCUMENTAL(Condiciones T(Condiciones Téécnicas de Suministro UNEcnicas de Suministro UNE--EN 10147/2001)EN 10147/2001)
RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.
DESIGNACIÓN DEL MATERIAL
COMPOSICIÓN QUÍMICA
CARACTERIZACIÓN MECÁNICA
-- C, C, MnMn, Si, P, S, Al, , Si, P, S, Al, NbNb, , CrCr, Ni, Cu, Ni, Cu
-- Acero Acero -- Masa de Recubrimiento (g/mMasa de Recubrimiento (g/m2).).-- Aspecto o acabado del recubrimiento (floreado normal N, Aspecto o acabado del recubrimiento (floreado normal N, floreado mfloreado míínimo M, recubrimiento de aleacinimo M, recubrimiento de aleacióón hierron hierro--zinc R). zinc R).
-- Grado de acabado superficial (ordinario A, mejorado B, Grado de acabado superficial (ordinario A, mejorado B, superior C).superior C).
-- Tratamiento Superficial (PasivaciTratamiento Superficial (Pasivacióón qun quíímica C, aceitado O,mica C, aceitado O,pasivacipasivacióón qun quíímica y aceitado CO, sellado S, Fosfatado Pmica y aceitado CO, sellado S, Fosfatado Pproducto sin tratamiento U).producto sin tratamiento U).
Ejemplo: Acero EN10147 +Z275Ejemplo: Acero EN10147 +Z275--NN--BB--OO
-- LLíímite Elmite Eláástico.stico.-- Resistencia TracciResistencia Traccióón.n.-- Alargamiento.Alargamiento.
Certificado de Material de THYSSENKRUPPCertificado de Material de THYSSENKRUPP
ESQUEMA GENERAL DE RECEPCIESQUEMA GENERAL DE RECEPCIÓÓN DE MATERIALN DE MATERIAL
PRERECEPCIÓN
RECEPCIÓN
ENTRADA ALSISTEMA
INFORMÁTICO
INSPECCIÓNVISUAL Y
DOCUMENTAL
PRODUCTONO
CONFORMERECLAMACIÓN
SUMINISTRADOR
IDENTIFICACIÓNINTERNA REPROCESO DEVOLUCIÓN
CHATARRA
MUESTREO INSPECCIONESENSAYOS
PRODUCTONO
CONFORME
ALMACÉNMATERIA PRIMA
INSPECCIONESY
ENSAYOS
INSPECCIONESY
ENSAYOS
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.

INSPECCIONES Y ENSAYOS
DESIGNACIÓN DEL MATERIAL
COMPOSICIÓN QUÍMICA
CARACTERIZACIÓN MECÁNICA
MASA DE RECUBRIMIENTO
Instrumento de Medir: DELTASCOPEInstrumento de Medir: DELTASCOPE-- MediciMedicióón del recubrimiento de n del recubrimiento de ZnZn = 22,9 micras.= 22,9 micras.-- Masa de recubrimiento = 22,9 x 7,2 x 2 caras= 330 g/mMasa de recubrimiento = 22,9 x 7,2 x 2 caras= 330 g/m22
-- Recubrimiento Cumple > 275 g/mRecubrimiento Cumple > 275 g/m22..
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.
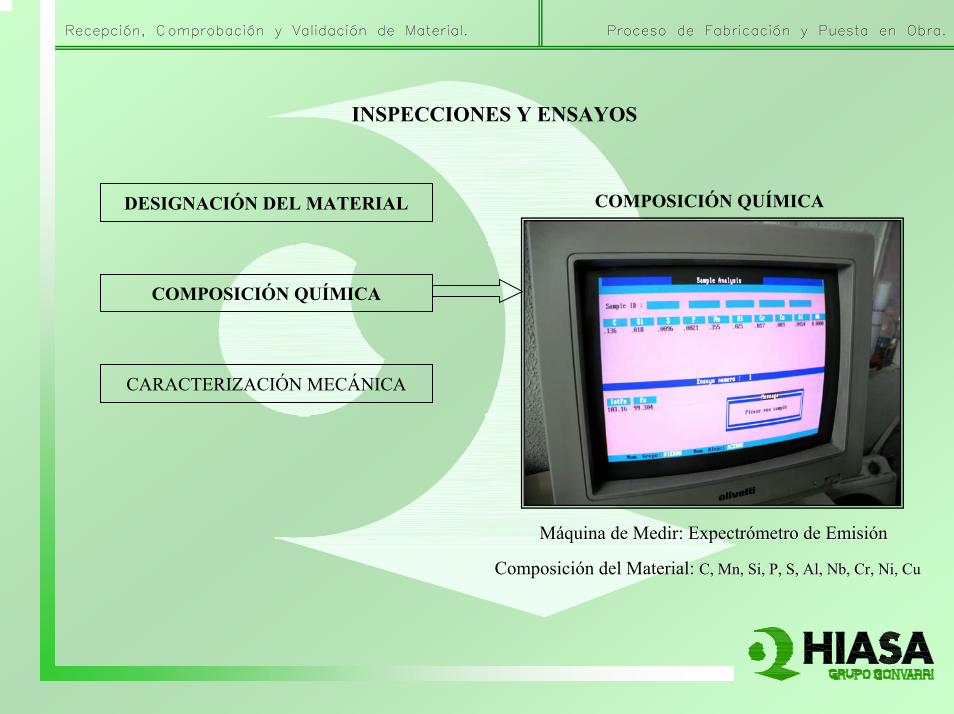
COMPOSICIÓN QUÍMICA
MMááquina de Medir: quina de Medir: ExpectrExpectróómetrometro de Emiside Emisióónn
DESIGNACIÓN DEL MATERIAL
COMPOSICIÓN QUÍMICA
CARACTERIZACIÓN MECÁNICA
INSPECCIONES Y ENSAYOS
ComposiciComposicióón del Material: n del Material: C, C, MnMn, Si, P, S, Al, , Si, P, S, Al, NbNb, , CrCr, Ni, Cu, Ni, Cu
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.

DESIGNACIÓN DEL MATERIAL
COMPOSICIÓN QUÍMICA
CARACTERIZACIÓN MECÁNICA
Probeta de AceroProbeta de Acero MMááquina de Ensayoquina de Ensayo
ENSAYO DE TRACCIÓN (UNE-EN 10.002-1/2002)
RESULTADOS OBTENIDOSRESULTADOS OBTENIDOS-- LLíímite Elmite Eláástico.stico.-- Resistencia TracciResistencia Traccióón.n.-- Alargamiento.Alargamiento.
INSPECCIONES Y ENSAYOS
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.RecepciRecepcióón, Comprobacin, Comprobacióón y Validacin y Validacióón de Material.n de Material.

PROCESOPROCESODEDE
FABRICACIFABRICACIÓÓNN
1.1.-- RECEPCIRECEPCIÓÓN, COMPROBACIN, COMPROBACIÓÓN Y N Y VALIDACIVALIDACIÓÓN DE LA MATERIA PRIMA.N DE LA MATERIA PRIMA.
2.2.-- FABRICACIFABRICACIÓÓN DEL PRODUCTO.N DEL PRODUCTO.
3.3.-- EXPEDICIEXPEDICIÓÓN DEL MATERIAL.N DEL MATERIAL.
FABRICACIÓN DEL PRODUCTOFABRICACIFABRICACIÓÓN DEL PRODUCTON DEL PRODUCTO
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.

ASPECTOS FUNDAMENTALES EN LA FABRICACIÓN DEL PRODUCTO
Posibles Errores de Perfilado
-- GeometrGeometríía del Perfil.a del Perfil.
-- Longitud de la placa.Longitud de la placa.
-- Profundidad de la entalla.Profundidad de la entalla.
-- Rotura del material por embuticiRotura del material por embuticióón.n.
-- Alabeo del borde exterior del perfil.Alabeo del borde exterior del perfil.
Perfilado del Material
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.FabricaciFabricacióón del Producton del Producto
PROCESOPROCESODEDE
FABRICACIFABRICACIÓÓNN
1.1.-- RECEPCIRECEPCIÓÓN, COMPROBACIN, COMPROBACIÓÓN Y N Y VALIDACIVALIDACIÓÓN DE LA MATERIA PRIMA.N DE LA MATERIA PRIMA.
2.2.-- FABRICACIFABRICACIÓÓN DEL PRODUCTO.N DEL PRODUCTO.
3.3.-- EXPEDICIEXPEDICIÓÓN DEL MATERIAL.N DEL MATERIAL.EXPEDICIÓN DEL MATERIALEXPEDICIEXPEDICIÓÓN DEL MATERIALN DEL MATERIAL
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.
EXPEDICIÓN DEL PRODUCTO
Aspecto Fundamental: Aspecto Fundamental: TrazabilidadTrazabilidad del Producto Fabricadodel Producto Fabricado
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.ExpediciExpedicióón del Materialn del Material
EN EN
1.1.-- PROYECTO (Conocimiento del producto y su aplicaciPROYECTO (Conocimiento del producto y su aplicacióón)n)
2.2.-- MONTAJE DEL PRODUCTOMONTAJE DEL PRODUCTO
3.3.-- OBRAS REALIZADASOBRAS REALIZADAS
PROYECTO (Conocimiento del Producto y su Aplicación)
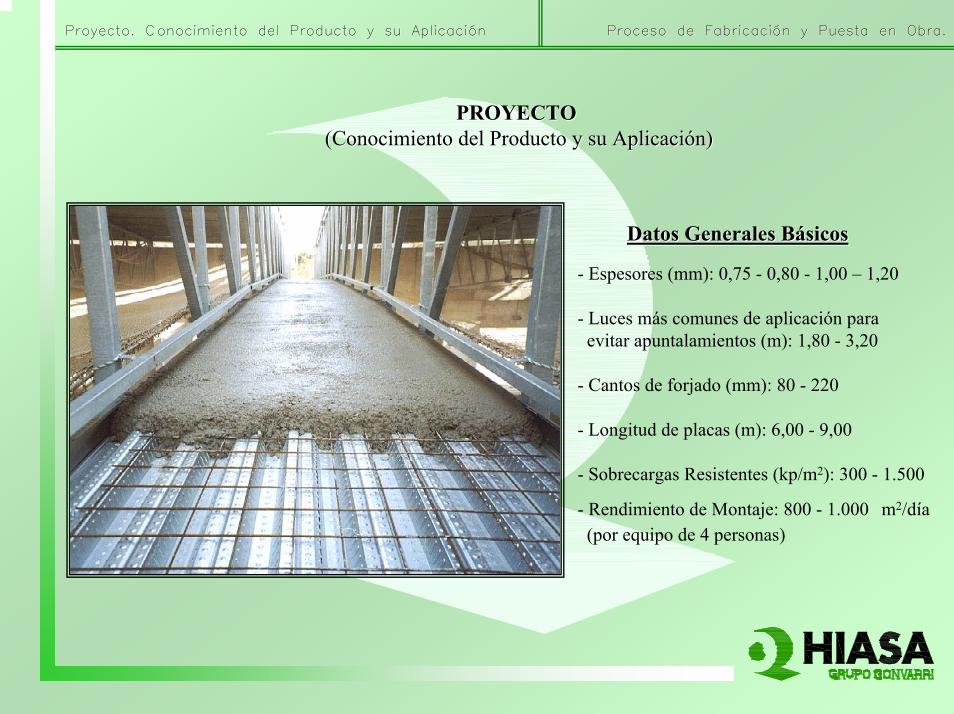
PROYECTO PROYECTO (Conocimiento del Producto y su Aplicaci(Conocimiento del Producto y su Aplicacióón)n)
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.
PUESTA PUESTA
OBRAOBRA
PROYECTO PROYECTO (Conocimiento del Producto y su Aplicaci(Conocimiento del Producto y su Aplicacióón)n)
- Espesores (mm): 0,75 - 0,80 - 1,00 – 1,20
- Luces más comunes de aplicación para evitar apuntalamientos (m): 1,80 - 3,20
- Cantos de forjado (mm): 80 - 220
- Longitud de placas (m): 6,00 - 9,00
- Sobrecargas Resistentes (kp/m2): 300 - 1.500
- Rendimiento de Montaje: 800 - 1.000 m2/día(por equipo de 4 personas)
Datos Generales BDatos Generales Báásicossicos
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.Proyecto. Conocimiento del Producto y su AplicaciProyecto. Conocimiento del Producto y su Aplicacióónn
PUESTA PUESTA EN EN
OBRAOBRA
1.1.-- PROYECTO (Conocimiento del producto y su aplicaciPROYECTO (Conocimiento del producto y su aplicacióón)n)
2.2.-- MONTAJE DEL PRODUCTOMONTAJE DEL PRODUCTO
3.3.-- OBRAS REALIZADASOBRAS REALIZADAS
MONTAJE DEL PRODUCTOMONTAJE DEL PRODUCTOMONTAJE DEL PRODUCTO
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.

RECOMENDACIONES GENERALES PARA EL MONTAJE RECOMENDACIONES GENERALES PARA EL MONTAJE
Medios de FijaciMedios de Fijacióón de la placan de la placa
RECOMENDACIÓN DE FIJACIÓN Cada placa por apoyo debe estar fijadacomo mínimo por 3 fijaciones, no obstante deberá verificarse el compor-tamiento de las fijaciones respecto a las hipótesis que actúan en cada casosobre el producto (viento, etc.).
- Apoyos de acero u hormigón: lbc = 75 mm y lbs = 50 mm
- Apoyos de otro material: lbc = 100 mm y lbs = 70 mm
Solape de placas sobre apoyosSolape de placas sobre apoyos
NO SE PUEDEN HACER SOLAPES NO SE PUEDEN HACER SOLAPES FUERA DE APOYOSFUERA DE APOYOSPosiciPosicióón de Placan de Placa
SuperiorSuperior
InferiorInferior
Remate PerimetralRemate Perimetral
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.Montaje del Producto.Montaje del Producto.

PUESTA PUESTA EN EN
OBRAOBRA
1.1.-- PROYECTO (Conocimiento del producto y su aplicaciPROYECTO (Conocimiento del producto y su aplicacióón)n)
2.2.-- MONTAJE DEL PRODUCTOMONTAJE DEL PRODUCTO
3.3.-- OBRAS REALIZADASOBRAS REALIZADASOBRAS REALIZADASOBRAS REALIZADASOBRAS REALIZADAS
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.

OBRAS DE REFERENCIAS OBRAS DE REFERENCIAS
Edificio TORRE MAFREEdificio AGBAR
Proceso de FabricaciProceso de Fabricacióón y Puesta en Obra.n y Puesta en Obra.Obras RealizadasObras Realizadas

Jornada TJornada Téécnica: FORJADOS MIXTOS DE CHAPA NERVADAcnica: FORJADOS MIXTOS DE CHAPA NERVADA
PROCESO DE FABRICACIPROCESO DE FABRICACIÓÓNNYY
PUESTA EN OBRAPUESTA EN OBRA
Vigo, 28 de junio de 2007Vigo, 28 de junio de 2007
Ponente: D. Orlando Ponente: D. Orlando SimancasSimancas MontotoMontotoJefe de la DivisiJefe de la Divisióón de Edificacin de Edificacióónn
Empresa: HIERROS Y APLANACIONES, S.A. (HIASA)Empresa: HIERROS Y APLANACIONES, S.A. (HIASA)
Organizadores de la Jornada Organizadores de la Jornada
Universidad de VigoUniversidad de Vigo