

Proceso FCAW
57
-
Upload
richard-carrillo-gonzales -
Category
Documents
-
view
416 -
download
28
Transcript of Proceso FCAW


Alambres Tubulares
Luis Chiara
- SOLDEXA -

Proceso FCAWProceso FCAW
• Alambre tubular con núcleo de fundente.- El arco se forma entre un electrodo con forma
tubular, que es consumible y se alimenta continuamente y la pieza de trabajo.

Alambre tubularAlambre tubular
• Los alambres tubulares están formados por:- Forro metálico.
- Núcleo:Fundente.Elementos de aleación.Formadores de escoria.
SOLIDOSOLIDO TUBULARTUBULAR
2211

FabricaciónFabricación
FlejeFleje metálico metálico
A A trefiladotrefilado
Polvos del núcleoPolvos del núcleo
Rodillos de Rodillos de cerradocerrado
Rodillos de Rodillos de conformadoconformadoForma “U” Forma “U”
TolvaTolva
Caída de fundenteCaída de fundente

Alambres tubularesAlambres tubulares
• El forro tiene la función de contener el fundente del núcleo y conducir la corriente eléctrica.
• Los elementos formadores del núcleo tienen las siguientes funciones:
- Formar una capa de escoria que proteja al depósito durante la solidificación.
- Adicionar elementos de aleación que incrementen la resistencia del depósito y mejoren otra propiedad específica.

Tipos de alambres tubularesTipos de alambres tubulares

Tipos de alambres tubularesTipos de alambres tubulares

Características principalesCaracterísticas principales
• Alta productividad debido a la alimentación continua de alambre.
• Beneficios metalúrgicos derivados de la presencia de fundente.
• La formación de escoria soporta y conforma el perfil de los cordones de soldadura.

Aplicaciones Aplicaciones
• Estructuras.- La aplicación de mayor volumen de
consumo del proceso.
- Trabajo de taller y de erección de edificios.
- Gran cantidad de uniones, tipo filete, de un paso.

Aplicaciones Aplicaciones
• Astilleros.- Gran variedad de materiales y espesores.
- Alta productividad.
- Facilidad de empleo en fuera de posición.
- Poca limpieza, bajas salpicaduras , y pocas socavaciones.

AplicacionesAplicaciones
• Equipo pesado.- Grandes espesores de placa.- Grandes cordones en filetes se pueden aplicar
en un solo paso.- La facilidad de remoción de escoria reduce el
tiempo de limpieza.
• Mantenimiento y reparación.

Equipo necesarioEquipo necesario
• Fuente de poder.
• Sistema de alimentación de alambre.
• Fuente de gas de protección y sistema de regulación de gas.
• Antorcha.
• Pinza de tierra.
• Cables de conexión.

AlimentadoresAlimentadores
• Se prefieren los de velocidad constante en conjunto con las máquinas CV.
• La velocidad de alimentación de alambre determina el amperaje aplicado al electrodo.
• Es preferido el uso de rodillos (estriados) moleteados.

AntorchaAntorcha
• Tiene la función de conducir la corriente eléctrica, el gas de protección y el electrodo.
• Se recomienda una capacidad mínima de 400 A

Gas de protecciónGas de protección
• Puede ser suministrado a partir de cilindros o tubería proveniente de un manifold.- Se emplean reguladores flujómetros para ajustar el
volumen de gas necesario para una adecuada protección.
- Es importante que el regulador flujómetro tenga la capacidad suficiente para manejar el gasto requerido.

Gases comunmente empleadosGases comunmente empleados
• Bióxido de Carbono (CO2).- Menor costo.- Alta profundidad de penetración.- Produce una transferencia globular, aunque
con algunas formulaciones la transferencia puede ser tipo spray axial.
- Tendencia a oxidar los metales presentes en el arco.

Gases comunmente empleadosGases comunmente empleados
• Mezclas de Argón y CO2.- 75-25 y 80-20 son las más empleadas, no se
recomienda mayor contenido de argón ya que se pierde la capa de escoria.
- Incrementan la eficiencia de los desoxidantes del fundente.
- Se obtiene mayor resistencia a la tensión y límite de fluencia que con CO2.
- Para soldar fuera de posición, es más cómodo para el soldador.
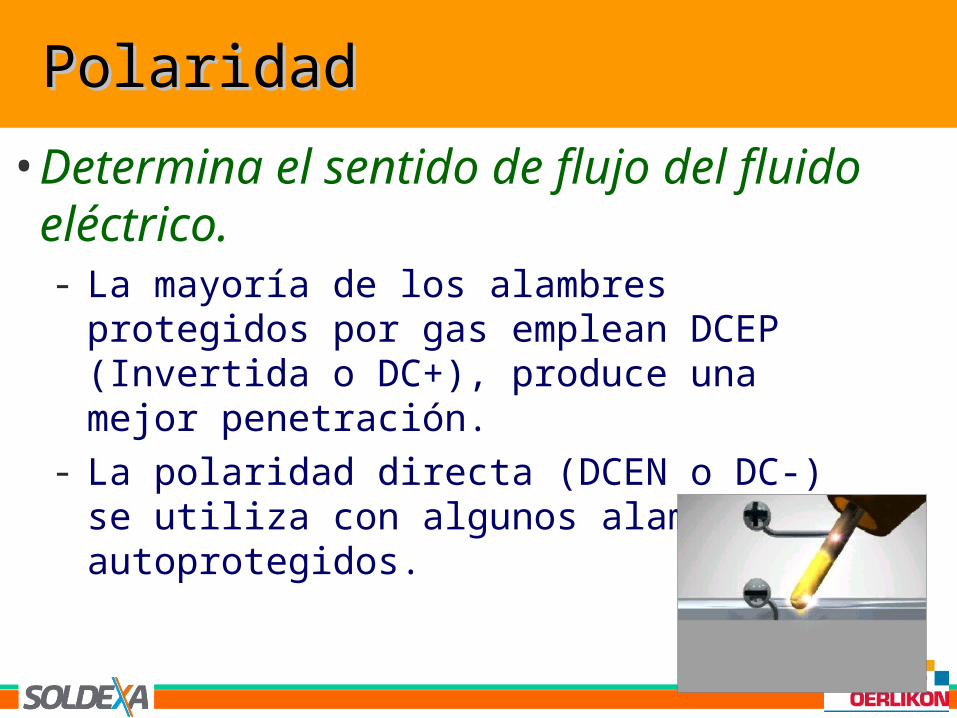
Polaridad Polaridad
• Determina el sentido de flujo del fluido eléctrico.- La mayoría de los alambres protegidos por gas
emplean DCEP (Invertida o DC+), produce una mejor penetración.
- La polaridad directa (DCEN o DC-) se utiliza con algunos alambres autoprotegidos.

AmperajeAmperaje
• La cantidad de corriente aplicada a un electrodo es proporcional a la velocidad de alambre seleccionada.
• Determina la tasa de depósito, la penetración, el tamaño y la forma del cordón.

WFS vs. corriente (E71T-1M)WFS vs. corriente (E71T-1M)
0.035” 0.045”
0.052”
0.062”
0
200
400
600
800
125 175 225 275 325 400
Corriente (A)
Vel
. d
e A
lam
bre
(i
pm
)
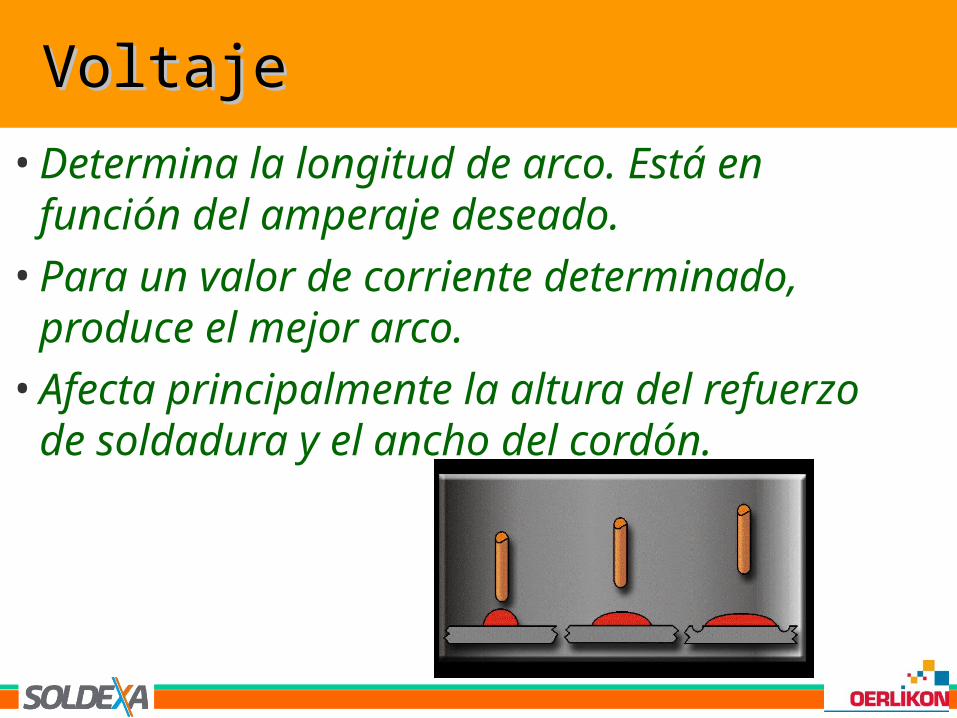
VoltajeVoltaje
• Determina la longitud de arco. Está en función del amperaje deseado.
• Para un valor de corriente determinado, produce el mejor arco.
• Afecta principalmente la altura del refuerzo de soldadura y el ancho del cordón.

Velocidad de avanceVelocidad de avance
• Está controlada por el operador y determina en gran medida el tamaño del cordón de soldadura.
• Afecta la penetración y la forma del cordón.• Determina la cantidad de calor suministrado
a la pieza de trabajo:
Q = A * V / TS Q es calor.A es Amperaje.V es Voltaje.TS es velocidad de avance.

A BoquillaA BoquillaB Punta de contactoB Punta de contactoC SO visibleC SO visible
D Stickout eléctricoE Distancia punta de contacto-TrabajoE Distancia punta de contacto-TrabajoF Longitud de ArcoF Longitud de Arco
““Stickout” eléctricoStickout” eléctrico

““Stickout” eléctricoStickout” eléctrico
• El “stickout” eléctrico determina el calentamiento por resistencia del electrodo.- Varía el amperaje de soldadura (CV).
- Afecta el desempeño del arco eléctrico estabilidad y apariencia.
- Puede producir discontinuidades.

E71T-1M H8E71T-1M H8E71T-1M H8E71T-1M H8
Clasificación de electrodosClasificación de electrodos (AWS A5.20-07)(AWS A5.20-07)
EE Electrodo.
77 Resistencia a la tensión (psi/10, 000).
11 Posición.
TT Tubular.
11 Desempeño y uso.
MM Mezcla de gas.
H8H8 Nivel de hidrógeno.

Propiedades mecánicasPropiedades mecánicas
Valores mínimos
AWS Resistencia a
la Tensión (ksi)
Límite de Cedencia
(ksi)
% Elongación en 2”
Resistencia al impacto
ft-lbs @ oF
E7XT-1 60 22 20 @ 0
E7XT-2 --- --- ---
E7XT-3 --- --- ---
E7XT-4 60 22 ---
E7XT-5 60 22 20 @ -20
E7XT-6 60 22 20 @ -20
E7XT-7 60 22 ---
E7XT-8 60 22 20 @ -20
E7XT-10 --- --- ---
E7XT-11 60 22 ---
E7XT-G 60 22 ---
E7XT-GS
72
--- --- ---

Desempeño y usoDesempeño y uso
AWS Corriente de
soldadura Gas de
protección Número
de pasos E7XT-1 DCEP CO2 Múltiples
E7XT-2 DCEP CO2 1 E7XT-3 DCEP --- 1 E7XT-4 DCEP --- Múltiples E7XT-5 DCEP CO2 Múltiples E7XT-6 DCEP --- Múltiples E7XT-7 DCEN --- Múltiples E7XT-8 DCEN --- Múltiples E7XT-10 DCEN --- 1 E7XT-11 DCEN --- Múltiples E7XT-G a a Múltiples E7XT-GS a a 1 a. Información proporcionada por el fabricante
Posiciones y nivel de hidrógenoPosiciones y nivel de hidrógeno
• Posiciones.0 Plano y horizontal.
1 Todas posiciones.
• Nivel de hidrógeno.- H4 menos de 4 ml/100 gr.- H8 menos de 8 ml/100 gr.

Ventajas del procesoVentajas del proceso
• Produce uniones de alta calidad a bajo costo y menor esfuerzo que el proceso SMAW.
• Es más indulgente que el proceso GMAW.
• Más flexible que el proceso de arco sumergido.- Depósitos de soldadura de excelente calidad.- Cordones tersos y uniformes, excelente
apariencia.

Ventajas del procesoVentajas del proceso
• Excelente contorno de cordones de filete horizontal..
• Elevado factor de operación.
• Alta tasa de depósito.
• Relativamente alta eficiencia del electrodo.

Ventajas del procesoVentajas del proceso
• Se requiere menor limpieza inicial que con proceso GMAW.
• Se reduce la distorsión en relación con el proceso SMAW.
• Se puede aplicar sobre juntas de preparación económica.
• Arco visible, fácil de usar.• Alta tolerancia a contaminantes que pueden causar
agrietamiento. • Alta resistencia al agrietamiento bajo el cordón.

Limitaciones del procesoLimitaciones del proceso
• Hasta la fecha, está limitado principalmente a materiales ferrosos.
• Produce una capa de escoria que debe ser removida.• En base peso, los electrodos tubulares son más
costosos que los sólidos.• El equipo es más costoso y complicado que el de
proceso SMAW; sin embargo, el incremento en la productividad lo compensa.
• La protección del gas puede afectarse por las corrientes de aire.

Calidad de soldadura - Problemas comunesCalidad de soldadura - Problemas comunes
• Falta de Fusión
Velocidad de avance muy altaInsuficiente amperaje de
soldadura

Calidad de soldadura - Problemas comunesCalidad de soldadura - Problemas comunes
• Inclusiones de Escoria
Escoria del cordón anteriorVelocidad de avance erráticaAngulo de avance inadecuado

Calidad de soldadura - Problemas comunesCalidad de soldadura - Problemas comunes
• Socavaciones
Excesivo amperaje de soldaduraVoltaje demasiado altoVelocidad de avance alta

Calidad de soldadura - Problemas comunesCalidad de soldadura - Problemas comunes
• Porosidades
Flujo de gas insuficiente o inadecuadoRáfagas de viento que eliminan la
protección de gasCorriente, voltaje y ESO excesivos

Calidad de soldadura - Problemas comunesCalidad de soldadura - Problemas comunes
• Hueco de Gusano
“WORM TRACK”
Causado por humedad o azufre en el acero
Alambre húmedo

EXSATUB 711EXSATUB 711• Alambre Tubular auto
protegido.• DCEN.• Entre 10- 19mm , precalentar
, 150°C mín.• Ideal para filetes con catetos
menores a 10mm• Se puede trabajar en Vertical
Descendente (1.6mm).• A =200-210 A V=18 – 19V• 100 IPM S.O. = 1”
EXSATUB 711

EXSATUB 71EXSATUB 71
• Alambre Tubular con protección gaseosa.
• DCEP• Toda posición• Ilimitado en el numero de
pases.• Máxima deposición• Recomendable a partir de
los 8mm (A Tope)• Fácil automatización
EXSATUB 71
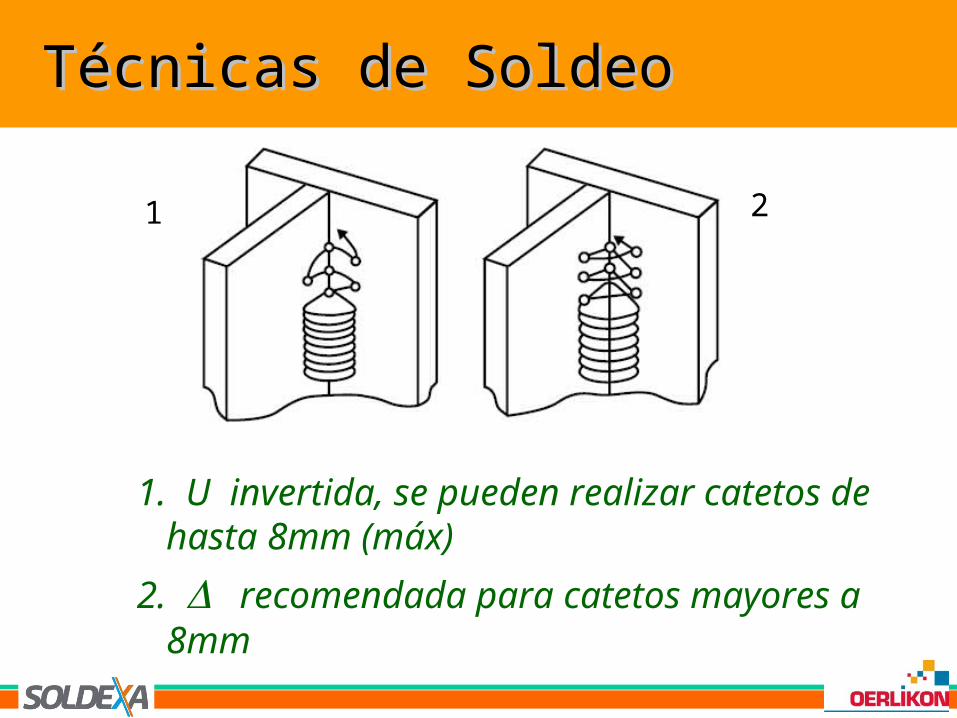
Técnicas de SoldeoTécnicas de Soldeo
1. U invertida, se pueden realizar catetos de hasta 8mm (máx)
2. recomendada para catetos mayores a 8mm
1 2

Técnicas de SoldeoTécnicas de Soldeo
Dirección de Soldeo Dirección de Soldeo
EMPUJE ARRASTRE

Proceso FCAW MecanizadoProceso FCAW Mecanizado
WELDY CAR

Proceso FCAW MecanizadoProceso FCAW Mecanizado
ANCHO DEL CORDON
VEL. OSCILACION
TIEMPO DE DETENCION

Proceso FCAW MecanizadoProceso FCAW Mecanizado
POSICION HORIZONTAL

Proceso FCAW MecanizadoProceso FCAW Mecanizado
V= 23 - 25V
A= 190 – 210 A
VA= 25 – 40 cm /min
Q = 15 – 17 L/min
100% CO2
ARRASTRE

Proceso FCAW MecanizadoProceso FCAW Mecanizado

Proceso FCAW MecanizadoProceso FCAW Mecanizado
POSICION VERTICAL

Proceso FCAW MecanizadoProceso FCAW Mecanizado
V= 22 - 23V
A= 125 – 150A
VA= 8 - 12 cm /min
Q = 17 – 20 L/min
100% CO2

Proceso FCAW MecanizadoProceso FCAW Mecanizado

Proceso FCAW MecanizadoProceso FCAW Mecanizado
(*) Por cada metro de junta soldadaEn ASTM A36 ; t = 12mmComparandoSUPERCITO VS EXSATUB E71T-1100% CO2
ITEM SMAW FCAWVELOCIDAD ( cm/min) 6 10PASADAS 4 3T. SOLDEO (min) 70 30LIMPIEZA (min) 20 5RANURADO RAÍZ (min) 15 15
TOTAL (min) 105 50
ANALISIS DE TIEMPOS

Proceso FCAW MecanizadoProceso FCAW Mecanizado
(*) Por cada metro de junta soldadaEn ASTM A36 ; t = 12mmComparandoSUPERCITO VS EXSATUB E71T-1100% CO2
ITEM SMAW % FCAW %SOLDADURA (Kg) 1.72 --- 1.21 ---SOLDADURA (USD /Kg) 3.8 --- 4.4 ---SOLDADURA USD 6.536 56% 5.324 53%GAS ( USD 50 / balon) 0 --- 2.36 ---GAS USD 0 0% 2.36 23%
MANO DE OBRA (USD / pega) 5.1 44% 2.43 24%TOTAL (USD) 11.64 100% 10.11 100%
ANALISIS DE COSTOS
13% AHORRO

Proceso FCAW MecanizadoProceso FCAW Mecanizado
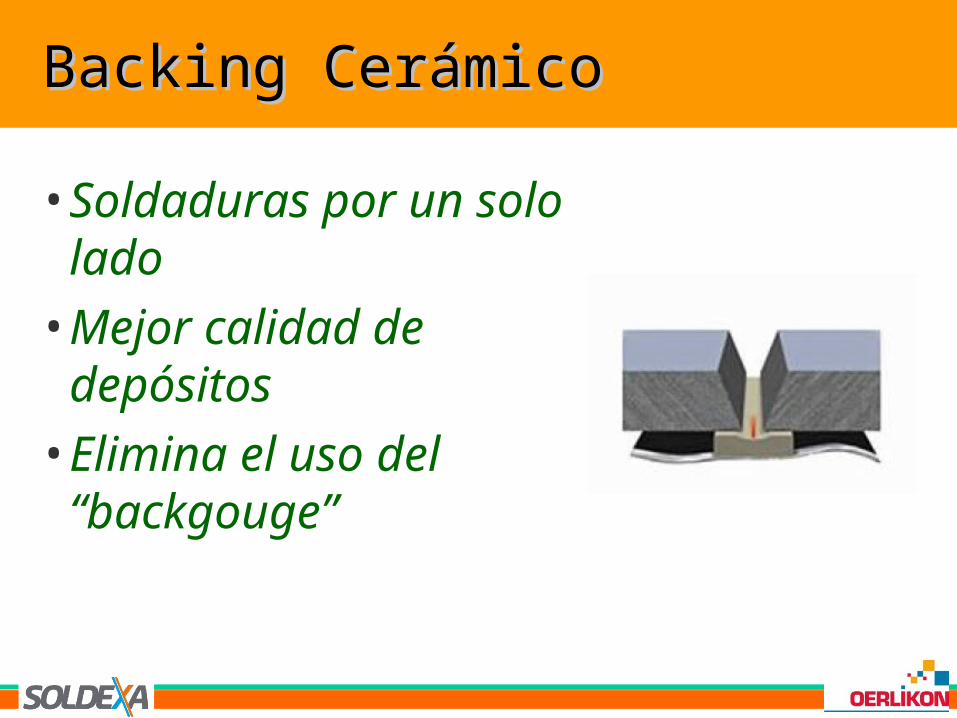
Backing CerámicoBacking Cerámico
• Soldaduras por un solo lado
• Mejor calidad de depósitos
• Elimina el uso del “backgouge”

Uso del Backing CerámicoUso del Backing Cerámico
• Soldaduras por un solo lado

Uso del Backing CerámicoUso del Backing Cerámico
• Soldaduras por un solo lado
V= 23 - 25V Q = 15 – 17 L/min
A= 190 – 210 A ; 100% CO2
VA= 15 - 17cm /min
















![CUADERNO FCAW[1]](https://static.fdocumento.com/doc/165x107/5571f32049795947648d8b51/cuaderno-fcaw1.jpg)

