Procesos de Formado
69
-
Upload
aimee-strong -
Category
Documents
-
view
22 -
download
1
description
UN COMPETO RESUMEN DE LOS PROCESOS DE FORMADO, CARACTERISTICA, ADEMAS CONTIENE MATERIAÑ EXCLUSIVO DE TODO TIPO DE FORJADO, EMBUTIDO ETC.
Transcript of Procesos de Formado
Son aquellos que permiten cambiar plsticamente la forma de un solido con aplicación de esfuerzos de compresión, tensión, flexión, torción o la combinación de estos.
Estos procesos pueden ser en frio y en caliente
Son aquellos que se realizan a temperatura ambiente. ◦ Requieren de grandes esfuerzos
◦ Permiten un mejor acabado superficial
◦ No requieren fuente de calentamiento
◦ Permiten el control de calidad en forma inmediata
Control Dimensional
Cambio de matrices o elementos de formado
Son aquellos que se realizan arriba de la temperatura de cristalización ◦ Requieren de fuente de calentamiento
◦ Los esfuerzos a aplicar son menores que en formado en frio
◦ Las superficies a trabajar no se requiere que estén completamente limpias
◦ Los materiales a trabajar son de alta dureza
Forja
Estirado
Trefilado
Laminado
Doblado
Cizallado
Muescas y Cortes
Punzonado
Perforado
Alta Energía
Rectificado
Metalurgia de Polvos

Es un proceso de conformado por deformación plástica que se realiza en caliente o en frio, produce deformación por medio de fuerzas de compresión.
Forja Manual
Forma con Martinete
Recalcado
Acuñado
Estampado
Forja con Rodillos

Es el proceso mas antiguo de la Forja, se utiliza para dar forma de manera manual y artesanal a los metales. Se utiliza tanto en frío como en caliente.

A traves de un martinete se produce la forja, con la finalidad de realizar el trabajo con mas rapidez pero con menor presición. Regularmente son piezas de mayor tamaño que requiren esfuerzos grandes.


Es una operación de deformación en la cual una pieza por lo regular cilindrica, aumenta su diametro y disminuye su longitud

Es un proceso en el cual se imprimen los finos detalles en ambas superficies del material, es muy utilizado para la fabricación de monedas.

Video de Acuñación

Es un proceso en el cual se somete un metal a compresión entre dos matrices (hembra y macho) quedando el material con la forma de dicha matriz.

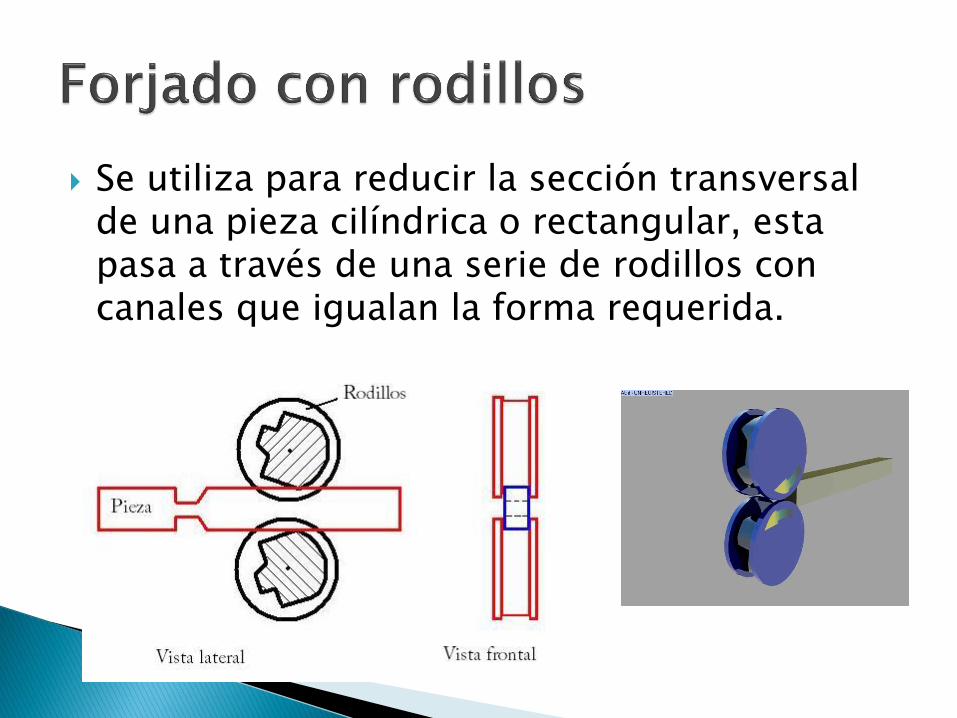
Se utiliza para reducir la sección transversal de una pieza cilíndrica o rectangular, esta pasa a través de una serie de rodillos con canales que igualan la forma requerida.

Estirado es el adelgazamiento del material se puede realizar por el método en cliente y en frio. Y el trabajo de estirado es, más o menos, el producto de la longitud del estiramiento y la presión máxima del punzón. Trefilado: Se entiende por trefilar a la operación de conformación en frío La trefilación consiste en cambiar y/o reducir la sección de una barra haciéndola pasar por tracción a través de un dado cónico..

Trefiladoras

Video de Estirado

Estirado Caliente
Proceso de fabricación de barras de acero: en este
proceso primero se vierte la mezcla que comprende
al acero fundido en el horno de fusión después se
hace un vaciado al horno de afinación para que el
acero este compuesto de la mejor calidad,
posteriormente pasando por la desgasificación y de
ahí a un colado continuo o vaciado en fuente,
terminado por el corte de barra


Embutido (estirado). En el
trabajo de láminas
metálicas, el embutido se
refiere a la transformación
de una lámina plana de
metal en una forma hueca
o cóncava, como una
copa, mediante el
estirado del metal. Se
usa un sujetador para
mantener fija la plantilla,
mientras el punzón
empuja la lámina.


El formado por
estirado es un
proceso de
deformación de
láminas metálicas
en el cual la lámina
se restira y dobla
simultáneamente a
fin de lograr un
cambio de forma
Proceso: Se restira y dobla sobre un dado positivo que contiene la
forma deseada. atravez de el doblado con rodillos en la
cual generalmente se forman partes grandes de lámina
metálica en secciones curvas por medio de rodillos.
El metal se somete a esfuerzos de tensión a un nivel por
encima de su punto de fluencia. Cuando se libera la carga de
tensión, el metal ha sido deformado plásticamente. La
combinación de restirado y doblado da por resultado una
recuperación elástica de la parte relativamente pequeña.

Es un proceso de conformado sin separación de material y con deformación plástica.

El doblado se define como la deformación del metal alrededor de un eje recto, durante la operación de doblado.
El metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira.
El metal se deforma plásticamente, así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron.
El doblado produce poco o ningún cambio en el espesor de la lamina metálica.
Doblado Prensa de Cortina
Dobladura Angular O En V
Plegado
Formación de Costuras
Formado con Rodillos o Rolado Enderezado
Formado Cilindrico
Formado Cónico
Formado de Perfiles


El doblado en V: la lamina de metal se dobla entre un punzón y un dado en forma de V. Los ángulos incluidos, que fluctúan desde los muy agudos, se pueden hacer con dados en forma de V. El doblado en V se usa generalmente para operaciones de baja producción .
El Plegado: es un proceso de ensamblaje mecánico probado, en el que se unen por forma piezas de carrocería, entre otros elementos. Este proceso se aplica en la industria automovilística, por ejemplo, en la producción de piezas montadas. En este aspecto, la técnica de plegado Eckold ofrece una alternativa rentable, económica y de poco espacio para las herramientas de prensado y las estaciones de plegado completamente automatizadas.
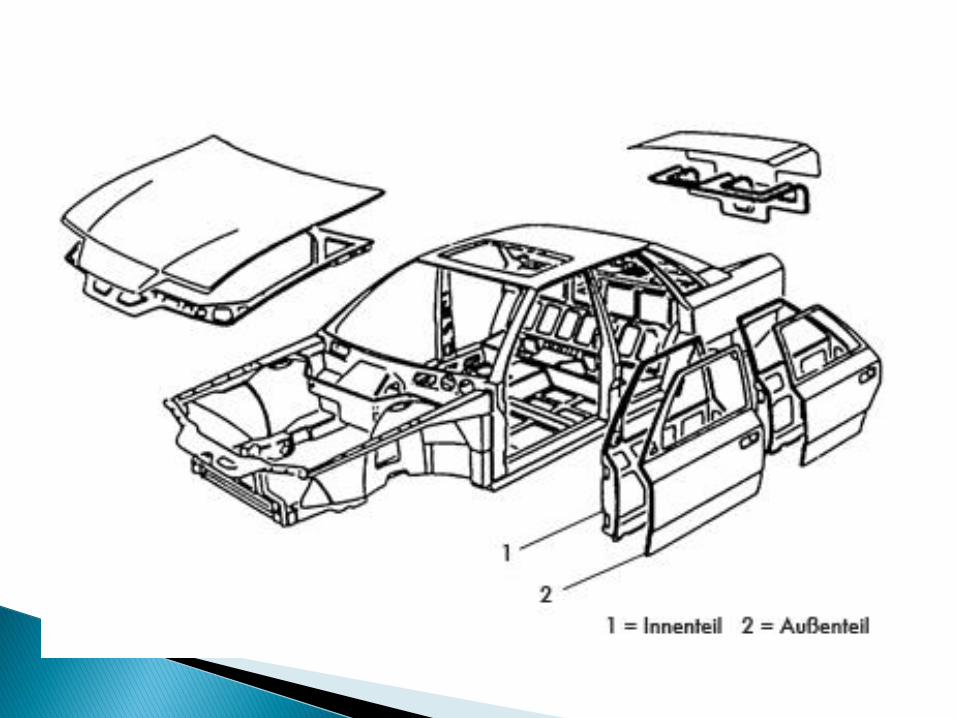
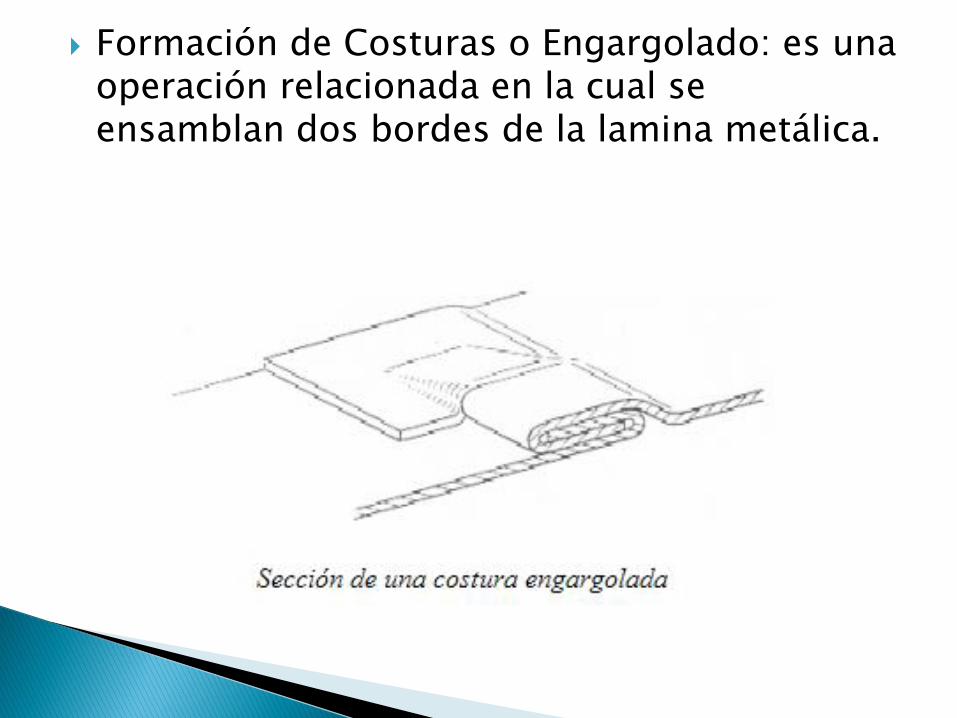
Formación de Costuras o Engargolado: es una operación relacionada en la cual se ensamblan dos bordes de la lamina metálica.


Es un proceso muy común en la manufactura del acero consiste en un poceso continuo mediante el cual una lamina es sometida a la accion de una serie de rodillos que le porporcionan a la tira de acero una forma especifica

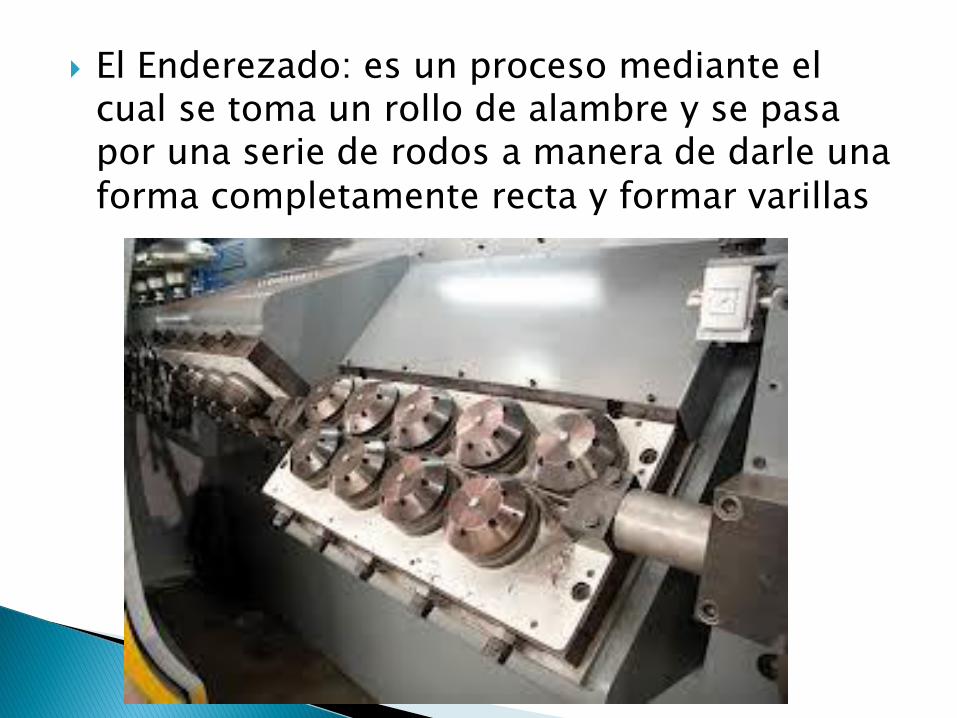
El Enderezado: es un proceso mediante el cual se toma un rollo de alambre y se pasa por una serie de rodos a manera de darle una forma completamente recta y formar varillas

Video de Formación de Varillas

Formado Cilíndrico: proceso mediante el cual se corta y dobla una hoja metálica con el objetivo de darle una forma cilíndrica.

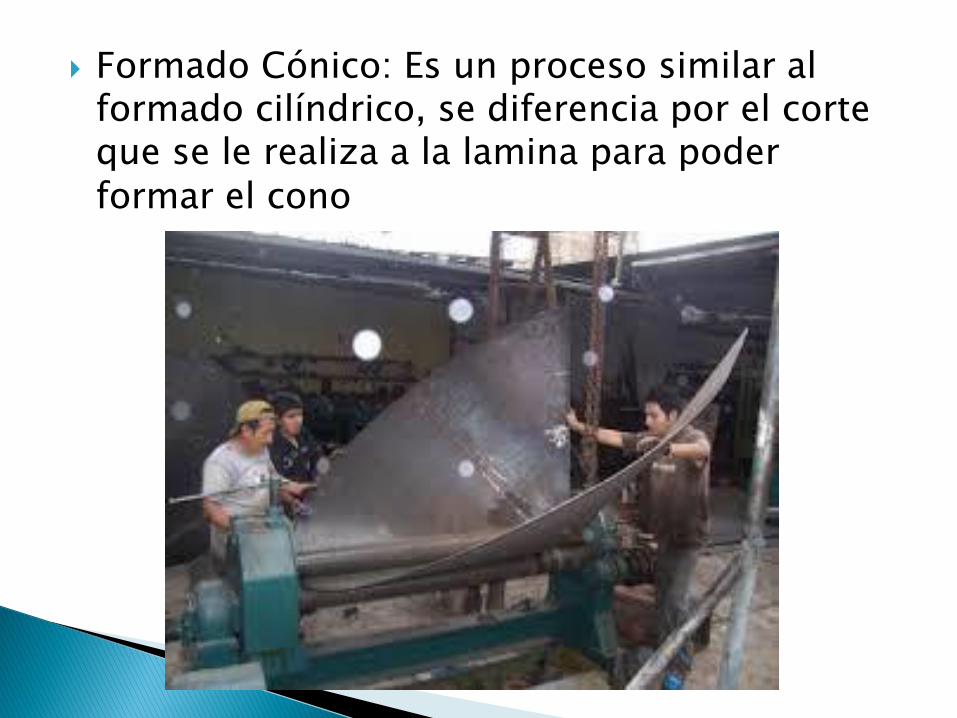
Formado Cónico: Es un proceso similar al formado cilíndrico, se diferencia por el corte que se le realiza a la lamina para poder formar el cono

Formado de Perfiles: proceso mediante el cual se dobla diferentes tipo de perfiles con fin de darle la forma requerida según su aplicación.

Es un proceso de corte para láminas y placas, produce cortes sin que haya virutas, calor ni reacciones químicas. El proceso es limpio, rápido y exacto, pero esta limitado al espesor que puede cortar la maquina y por la dureza y densidad del material.

Cizallado
Muescas y Cortes
Punzonado
Perforación y sacabocados
Recorte
Afeitado
Cizallado
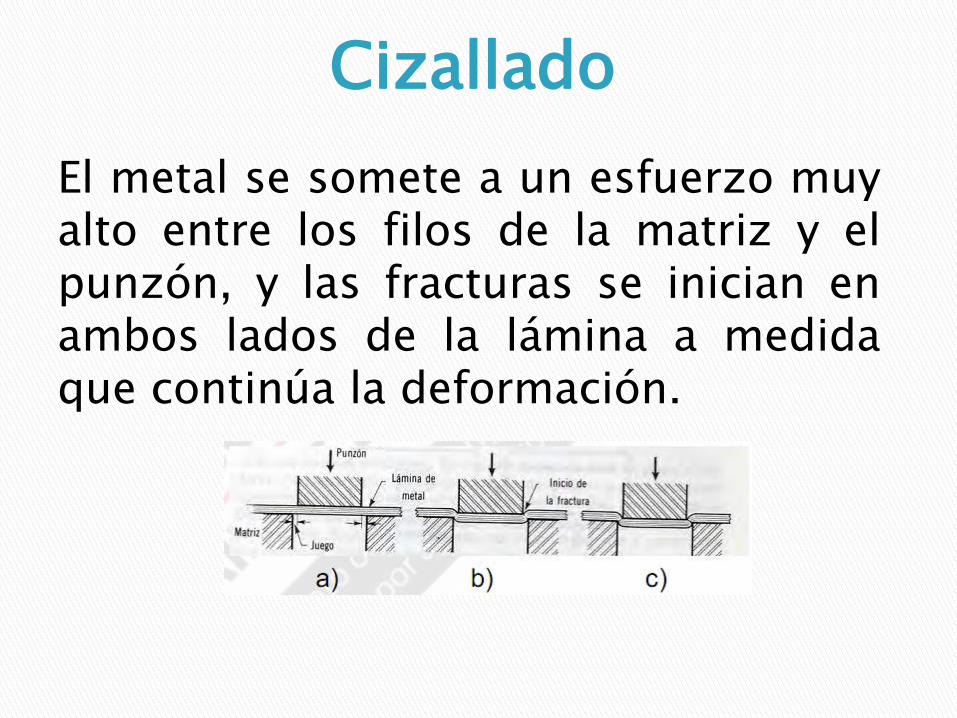
El metal se somete a un esfuerzo muy alto entre los filos de la matriz y el punzón, y las fracturas se inician en ambos lados de la lámina a medida que continúa la deformación.

Video de Cizallado
Muescas y Cortes
La muesca es un proceso de corte de metal utilizado en
chapa o en barra delgada, a veces en perfiles angulares o
tubo. Es un proceso de corte o de perforación que se utiliza en
una prensa, a fin de cortar verticalmente hacia abajo y
perpendicular a la superficie, de trabajo desde el borde de una
pieza de trabajo.
Casi cualquier metal viable puede ser dentado. Es particularmente adecuado cuando el metal es de otro modo difícil de perforar, tales como aceros inoxidables, titanio o previamente aleaciones de aluminio con tratamiento térmico.
Video de Fabricación de Muescas y Escotes

Punzonado
EL punzonado es el proceso de formado de metal en el que se realizan agujeros en una plancha metálica por efecto de golpe.
Los elementos básicos para realizar un agujero en una chapa son el punzón, el separador y la matriz. A estos tres elementos se les denomina juego.
Para poder realizar el agujero de una forma y unas dimensiones determinadas, el juego (punzón, matriz y pisador) debe tener la misma forma.
Video de Punzonado

Afeitado
En ocasiones es necesario que las paredes del agujero que debemos punzonar tenga las paredes lo más rectas posibles. Para ello, el agujero se debe realizar con dos punzonados. El primer punzonado lo realizaremos con una tolerancia normal y el segundo se realizará con una tolerancia lo más pequeña posible con la finalidad que la diferencia entre punzón y matriz sea mínima. Una aplicación podría ser el realizar un agujero previo en chapa gruesa para luego roscarlo en lugar de realizar una extrusión.
Perforaciones y sacabocados
El proceso de perforado se lleva a cabo mediante el uso de prensas de distintos diseños, y se utiliza para abrir múltiples agujeros en las planchas de metal, estos agujeros pueden ser realizados por laser o por efecto de golpe, es necesario tener en cuenta que el metal perforado ofrece ventajas ante las mallas, aunque es necesario tomar en cuenta el diseño de las perforaciones desde las dimensiones del agujero hasta la distribución en la lamina para optimizar sus propiedades mecánicas.

Proceso de Perforado o Sacabocados
Alta energía
Se han desarrollado varios procesos para el formado de metales usando grandes cantidades de energía aplicada en tiempos muy cortos. Debido a esta característica se llaman formado por alta velocidad de energía. Éstos incluyen el formado por explosión, formado electrohidráulico y formado electromagnético.
Pueden ser:
• Explosion • Electrohidraulico • Electromagnetico
Formado por explosión
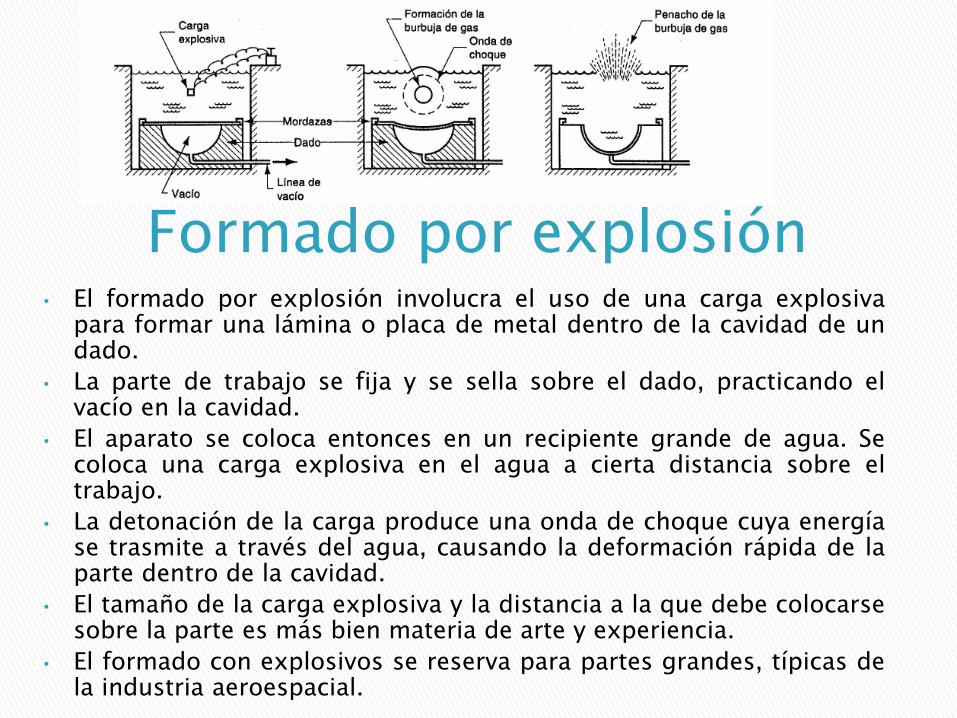
• El formado por explosión involucra el uso de una carga explosiva para formar una lámina o placa de metal dentro de la cavidad de un dado.
• La parte de trabajo se fija y se sella sobre el dado, practicando el vacío en la cavidad.
• El aparato se coloca entonces en un recipiente grande de agua. Se coloca una carga explosiva en el agua a cierta distancia sobre el trabajo.
• La detonación de la carga produce una onda de choque cuya energía se trasmite a través del agua, causando la deformación rápida de la parte dentro de la cavidad.
• El tamaño de la carga explosiva y la distancia a la que debe colocarse sobre la parte es más bien materia de arte y experiencia.
• El formado con explosivos se reserva para partes grandes, típicas de la industria aeroespacial.
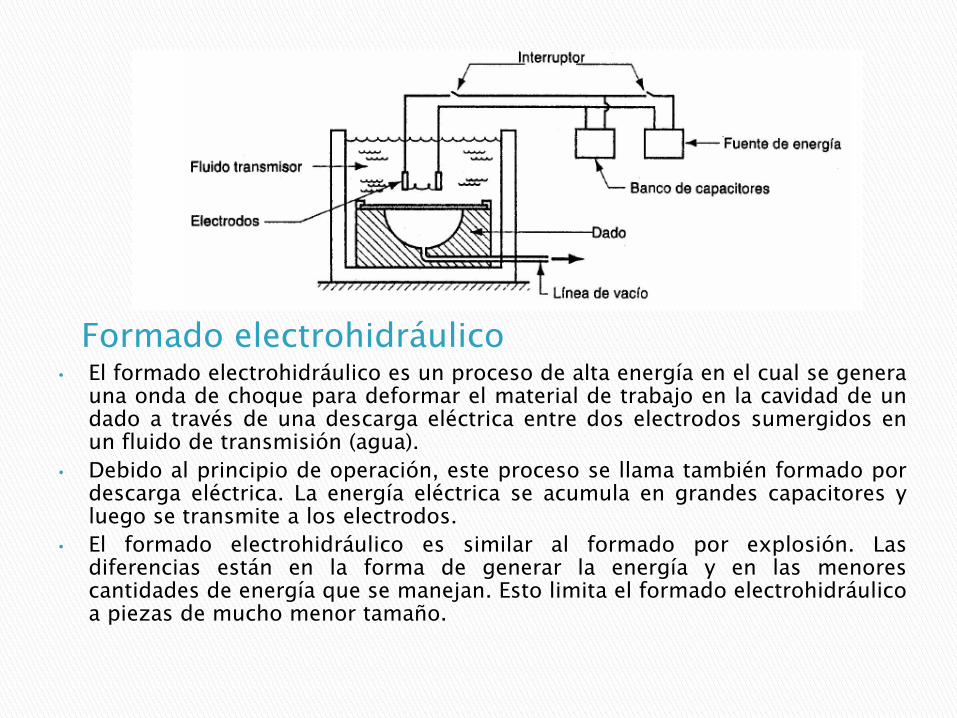
Formado electrohidráulico • El formado electrohidráulico es un proceso de alta energía en el cual se genera una onda de choque para deformar el material de trabajo en la cavidad de un dado a través de una descarga eléctrica entre dos electrodos sumergidos en un fluido de transmisión (agua).
• Debido al principio de operación, este proceso se llama también formado por descarga eléctrica. La energía eléctrica se acumula en grandes capacitores y luego se transmite a los electrodos.
• El formado electrohidráulico es similar al formado por explosión. Las diferencias están en la forma de generar la energía y en las menores cantidades de energía que se manejan. Esto limita el formado electrohidráulico a piezas de mucho menor tamaño.
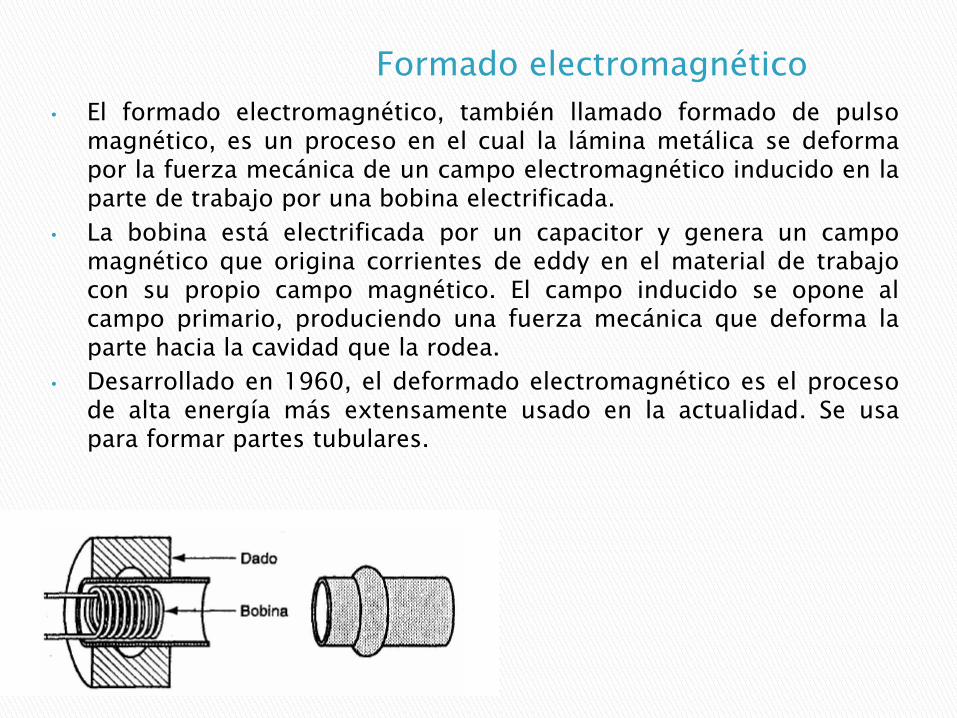
Formado electromagnético • El formado electromagnético, también llamado formado de pulso
magnético, es un proceso en el cual la lámina metálica se deforma por la fuerza mecánica de un campo electromagnético inducido en la parte de trabajo por una bobina electrificada.
• La bobina está electrificada por un capacitor y genera un campo magnético que origina corrientes de eddy en el material de trabajo con su propio campo magnético. El campo inducido se opone al campo primario, produciendo una fuerza mecánica que deforma la parte hacia la cavidad que la rodea.
• Desarrollado en 1960, el deformado electromagnético es el proceso de alta energía más extensamente usado en la actualidad. Se usa para formar partes tubulares.

Rectificado
• El rectificado es una operación que se efectúa en general con piezas ya trabajadas anteriormente por otras máquinas herramientas hasta dejar un pequeño exceso de metal respecto a la dimensión definitiva.
• El rectificado tiene por objeto alcanzar en las dimensiones o tolerancias muy estrictas y una elevada calidad de acabado superficial; se hace indispensable en el trabajo de los materiales duros o de las superficies endurecidas por tratamientos térmicos.

Video de Rectificado
Pulvimetalurgia
La pulvimetalurgia o metalurgia de polvos es un proceso de fabricación que, partiendo de polvos finos y tras su compactación para darles una forma determinada, se calientan en atmósfera controlada (sinterizado) para la obtención de la pieza.
Fases del proceso • Obtención de los Polvos
• Dosificación y mezcla
• Compactación en frío
• Sinterizado
Video de Pulvimetalurgia o Metalurgia de Polvos