PROGRAMACIÓN CNC...Un centro de maquinado posee tres ejes: X, Y e Z como se muestra en la figura...
21
Transcript of PROGRAMACIÓN CNC...Un centro de maquinado posee tres ejes: X, Y e Z como se muestra en la figura...

PROGRAMACIÓN CNC• El CNC tuvo su origen a principios de los 50´s en el Instituto de Tecnología de
Massachussets (MIT), en donde se automatizó por primera vez una gran fresadora.
• En ésta época, las computadoras estaban en sus inicios y eran tan grandes que el espacio ocupado por la computadora era mucho mayor que el de la fresadora.
• Hoy en día, las computadoras son cada vez más pequeñas y económicas, con lo que el uso del CNC se ha extendido a todo tipo de maquinaria, por ejemplo: tornos, rectificadoras, punzonadoras, electroerosionadoras, etc.
Ejes
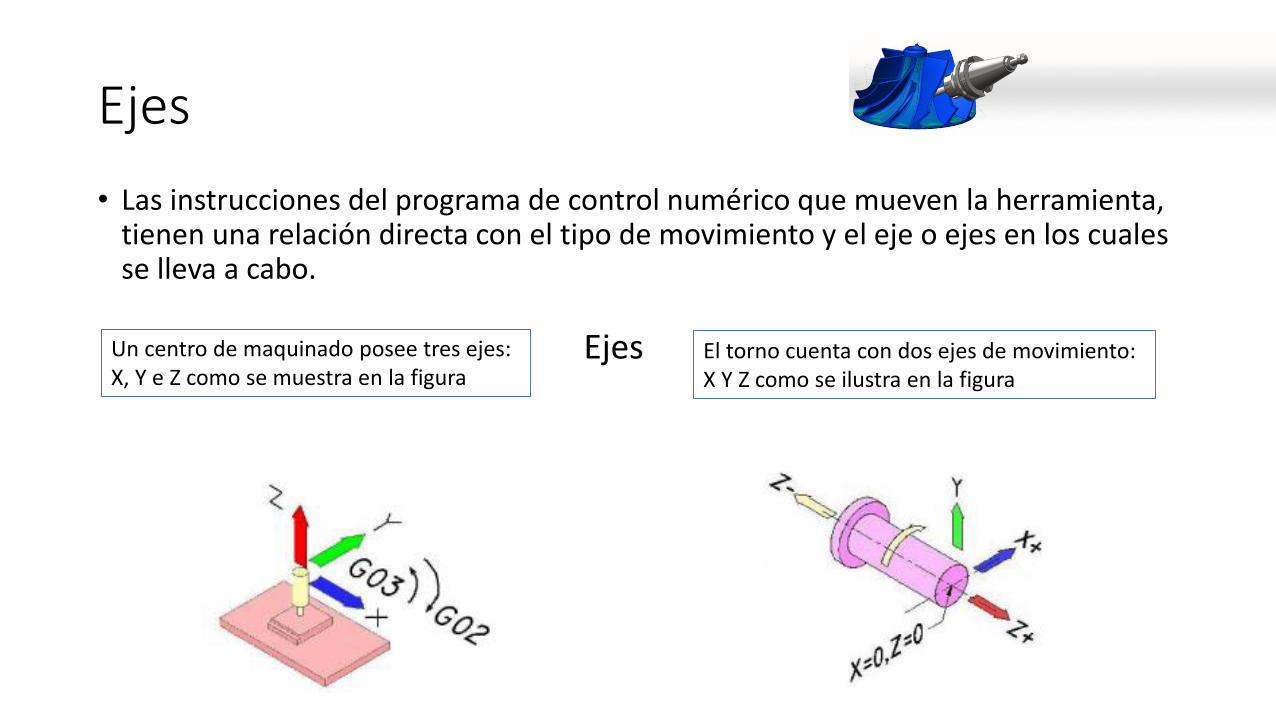
• Las instrucciones del programa de control numérico que mueven la herramienta, tienen una relación directa con el tipo de movimiento y el eje o ejes en los cuales se lleva a cabo.
Ejes El torno cuenta con dos ejes de movimiento: X Y Z como se ilustra en la figura
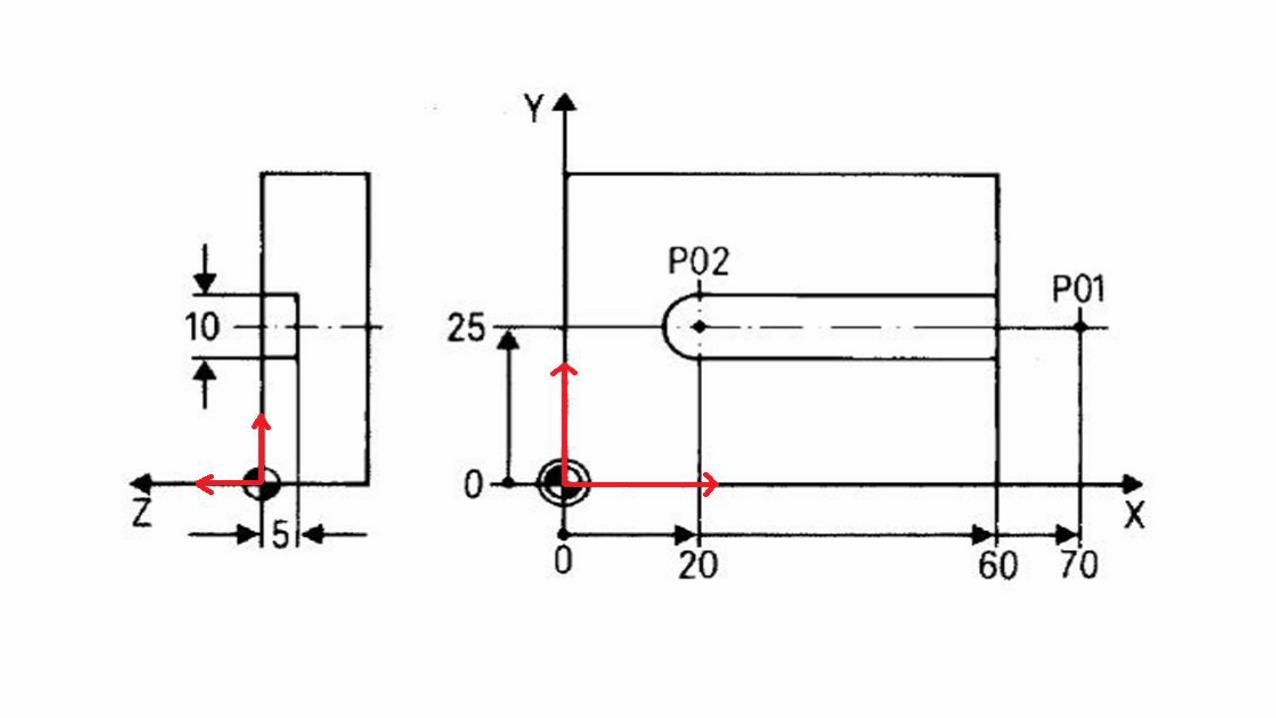
Un centro de maquinado posee tres ejes: X, Y e Z como se muestra en la figura
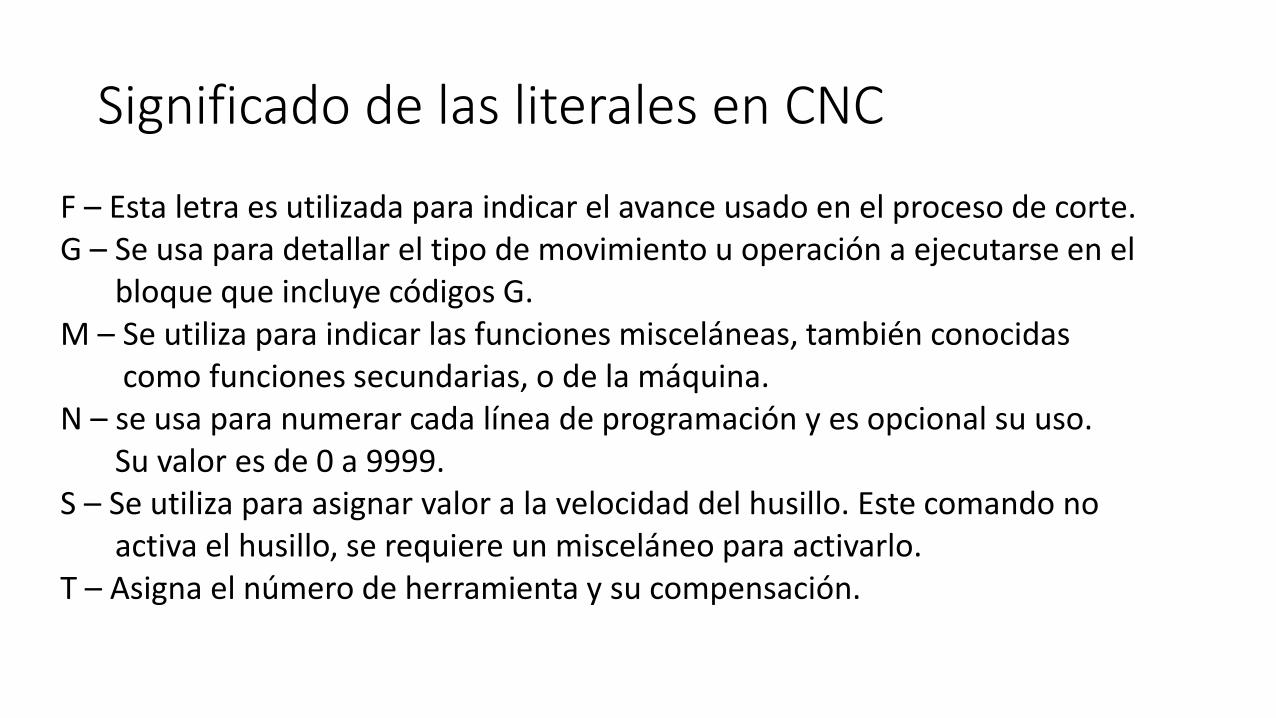
Significado de las literales en CNC
F – Esta letra es utilizada para indicar el avance usado en el proceso de corte.G – Se usa para detallar el tipo de movimiento u operación a ejecutarse en el
bloque que incluye códigos G.M – Se utiliza para indicar las funciones misceláneas, también conocidas
como funciones secundarias, o de la máquina.N – se usa para numerar cada línea de programación y es opcional su uso.
Su valor es de 0 a 9999.S – Se utiliza para asignar valor a la velocidad del husillo. Este comando no
activa el husillo, se requiere un misceláneo para activarlo.T – Asigna el número de herramienta y su compensación.
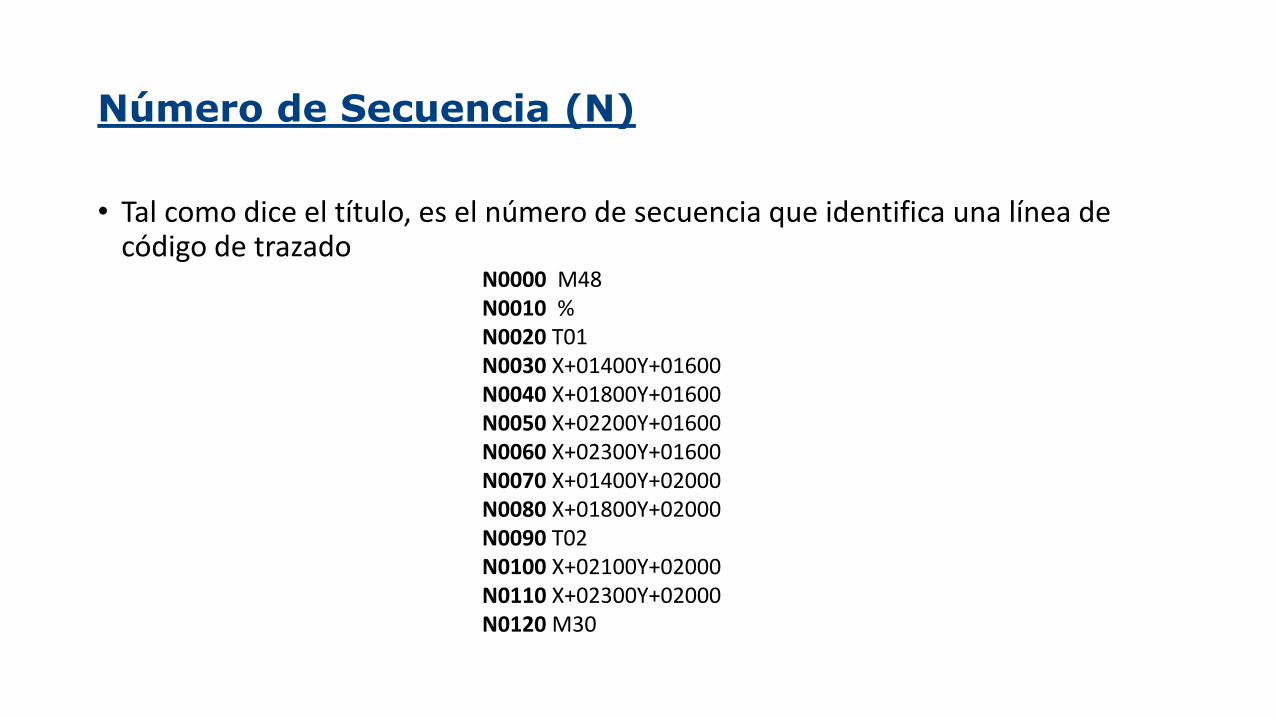
• Tal como dice el título, es el número de secuencia que identifica una línea de código de trazado
Número de Secuencia (N)
N0000 M48N0010 %N0020 T01N0030 X+01400Y+01600N0040 X+01800Y+01600N0050 X+02200Y+01600N0060 X+02300Y+01600N0070 X+01400Y+02000N0080 X+01800Y+02000N0090 T02N0100 X+02100Y+02000N0110 X+02300Y+02000N0120 M30
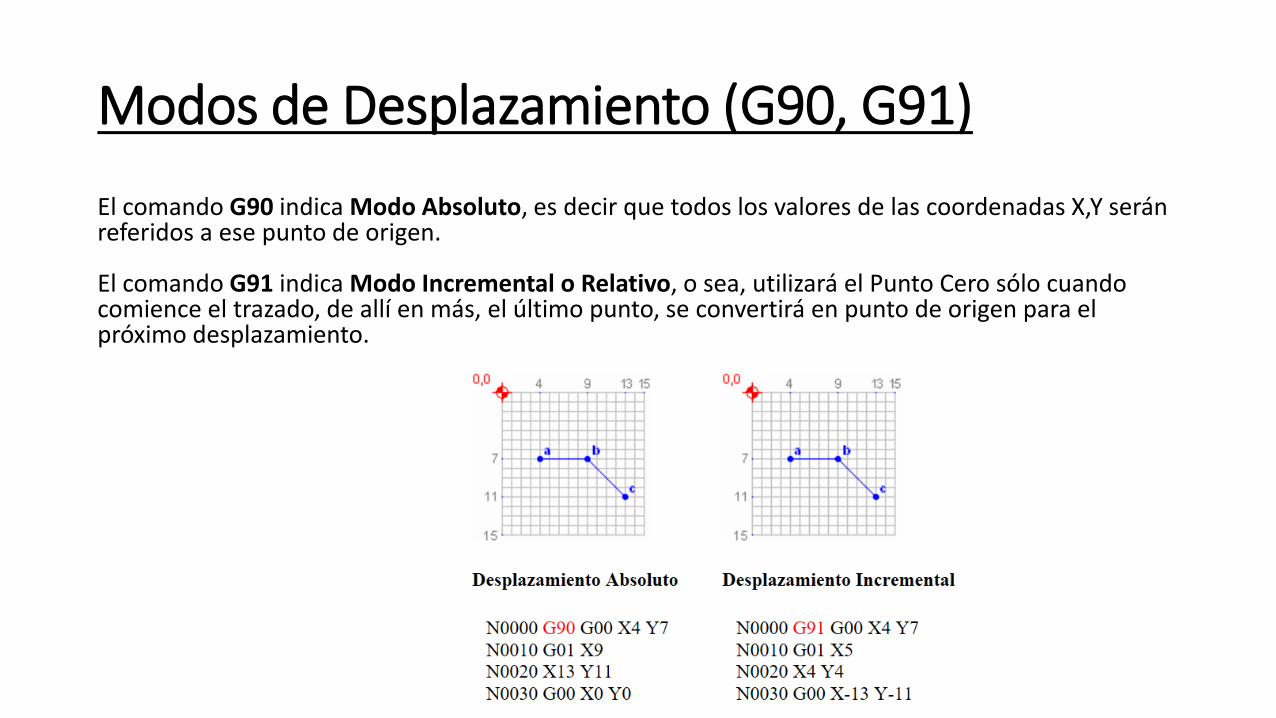
Modos de Desplazamiento (G90, G91)
El comando G90 indica Modo Absoluto, es decir que todos los valores de las coordenadas X,Y serán referidos a ese punto de origen.
El comando G91 indica Modo Incremental o Relativo, o sea, utilizará el Punto Cero sólo cuando comience el trazado, de allí en más, el último punto, se convertirá en punto de origen para el próximo desplazamiento.
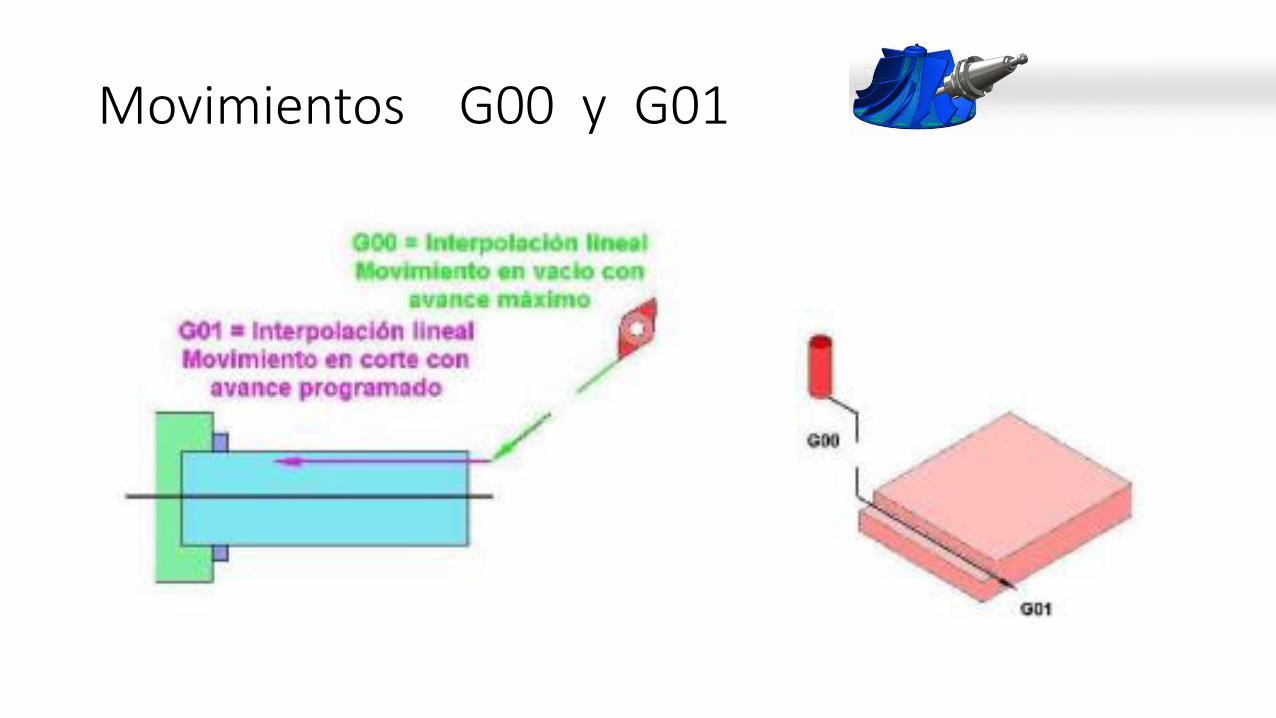
• Se dice que un movimiento libre de la herramienta sin que ésta tengacontacto alguno con la pieza es un movimiento en vacío, y si se desea queéste se ejecute a la máxima velocidad permisible por la máquina,entonces se codifica con la instrucción G00, conociéndose tambiéncomo interpolación lineal en vacío, ya que los movimientos con este códigosiempre se realizan en línea recta.
• Por otra parte, cuando la herramienta está en contacto con la pieza,se prefiere un movimiento con una velocidad de avance específica. Siel movimiento se realiza en línea recta, se codifica con la instrucciónG01, conociéndose como interpolación lineal con corte
Movimientos G00 y G01
Movimientos G00 y G01
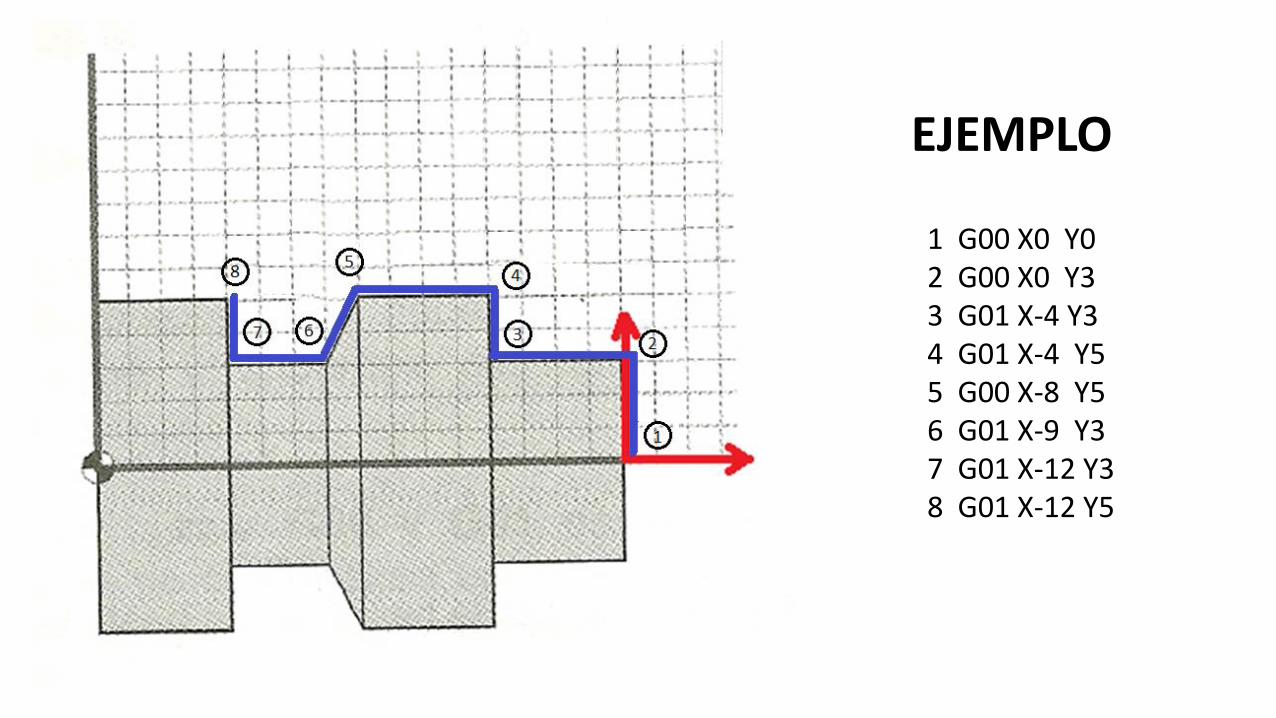
1 G00 X0 Y02 G00 X0 Y33 G01 X-4 Y34 G01 X-4 Y55 G00 X-8 Y56 G01 X-9 Y37 G01 X-12 Y38 G01 X-12 Y5
EJEMPLO
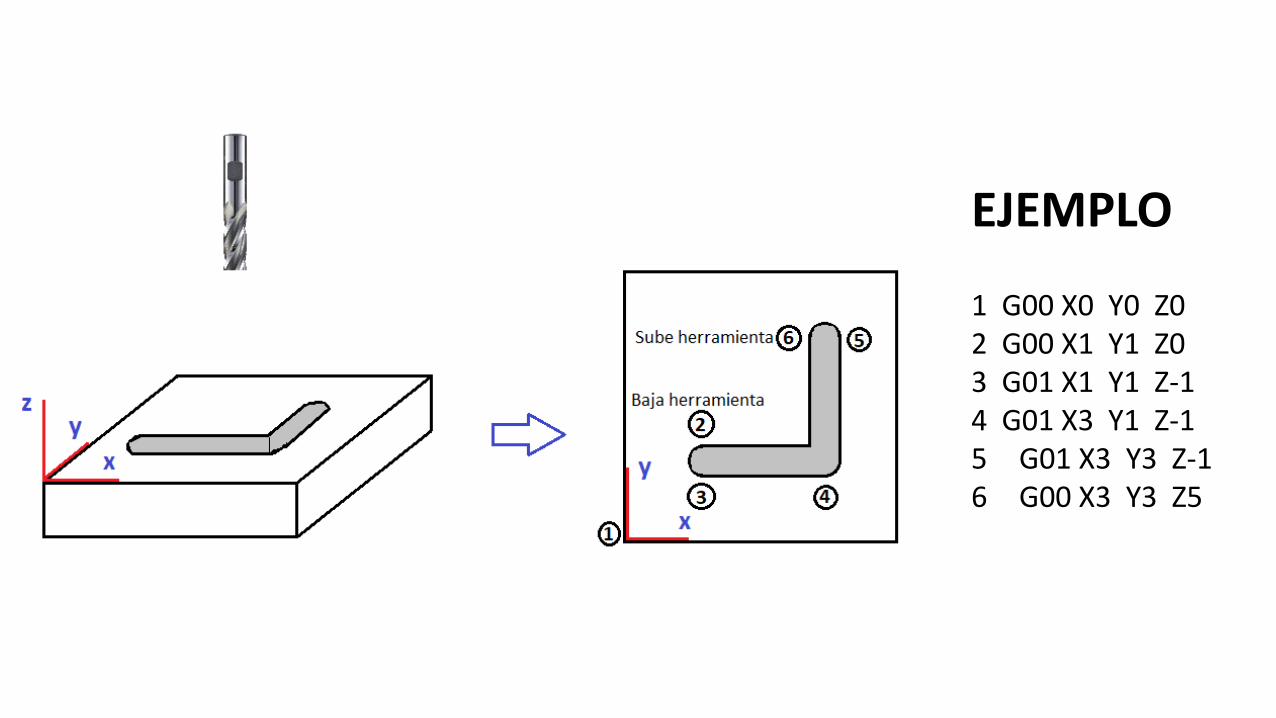
1 G00 X0 Y0 Z02 G00 X1 Y1 Z03 G01 X1 Y1 Z-14 G01 X3 Y1 Z-15 G01 X3 Y3 Z-16 G00 X3 Y3 Z5
EJEMPLO
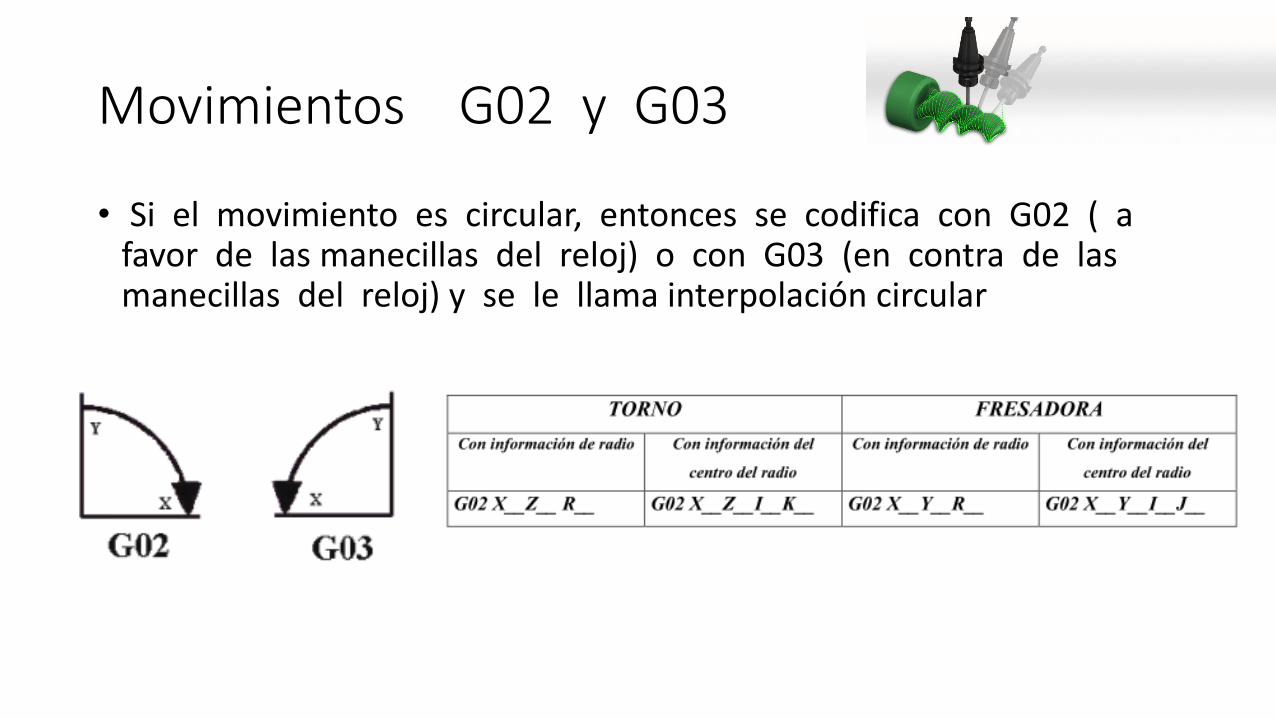
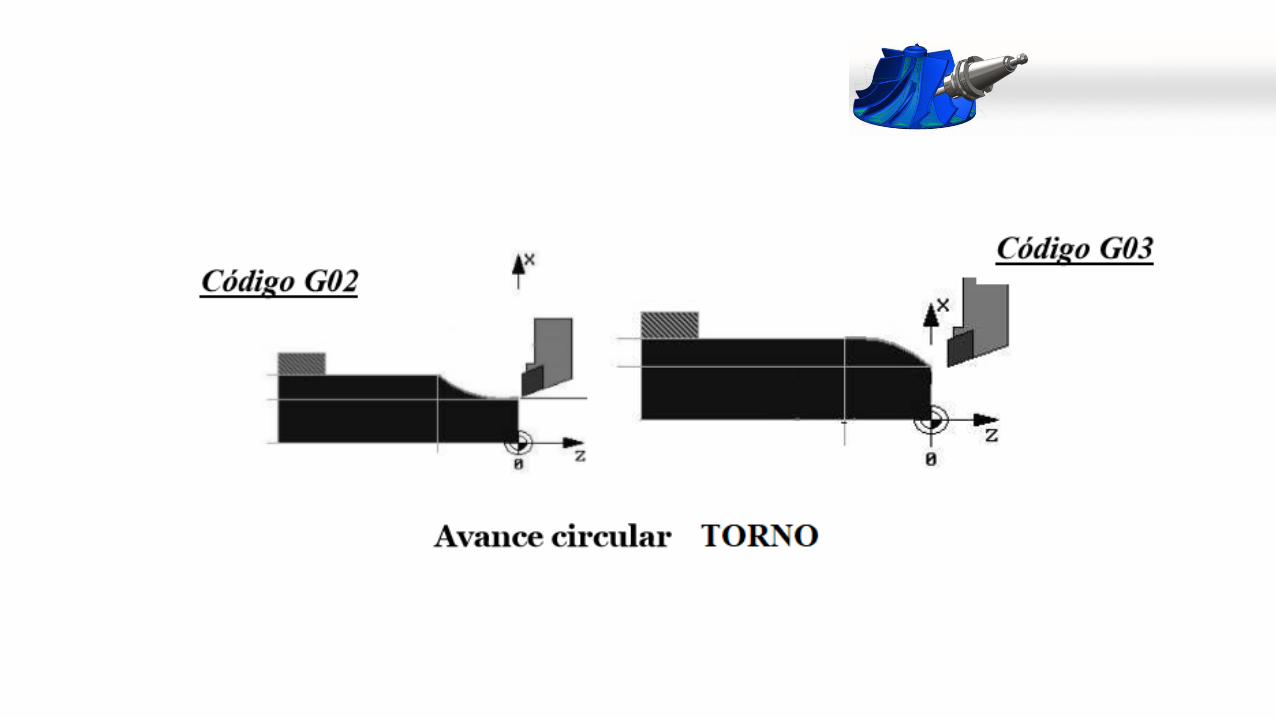
• Si el movimiento es circular, entonces se codifica con G02 ( a favor de las manecillas del reloj) o con G03 (en contra de las manecillas del reloj) y se le llama interpolación circular
Movimientos G02 y G03
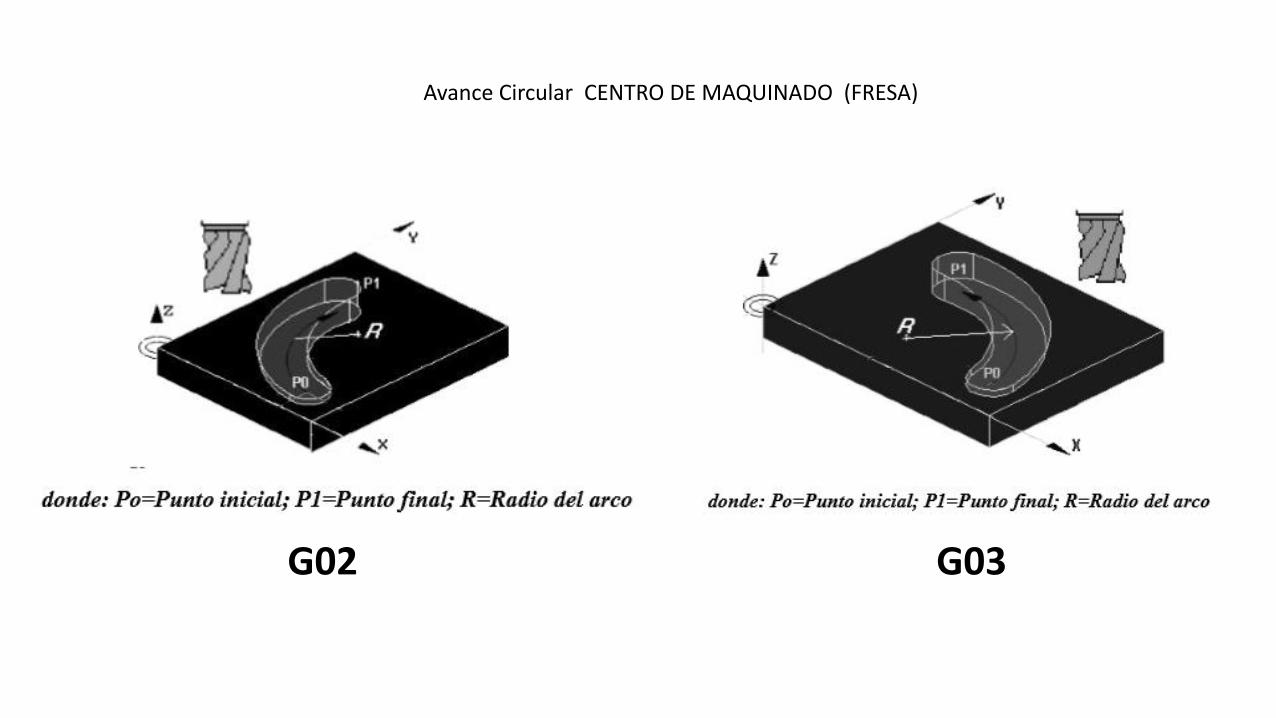
Avance Circular CENTRO DE MAQUINADO (FRESA)
G02 G03
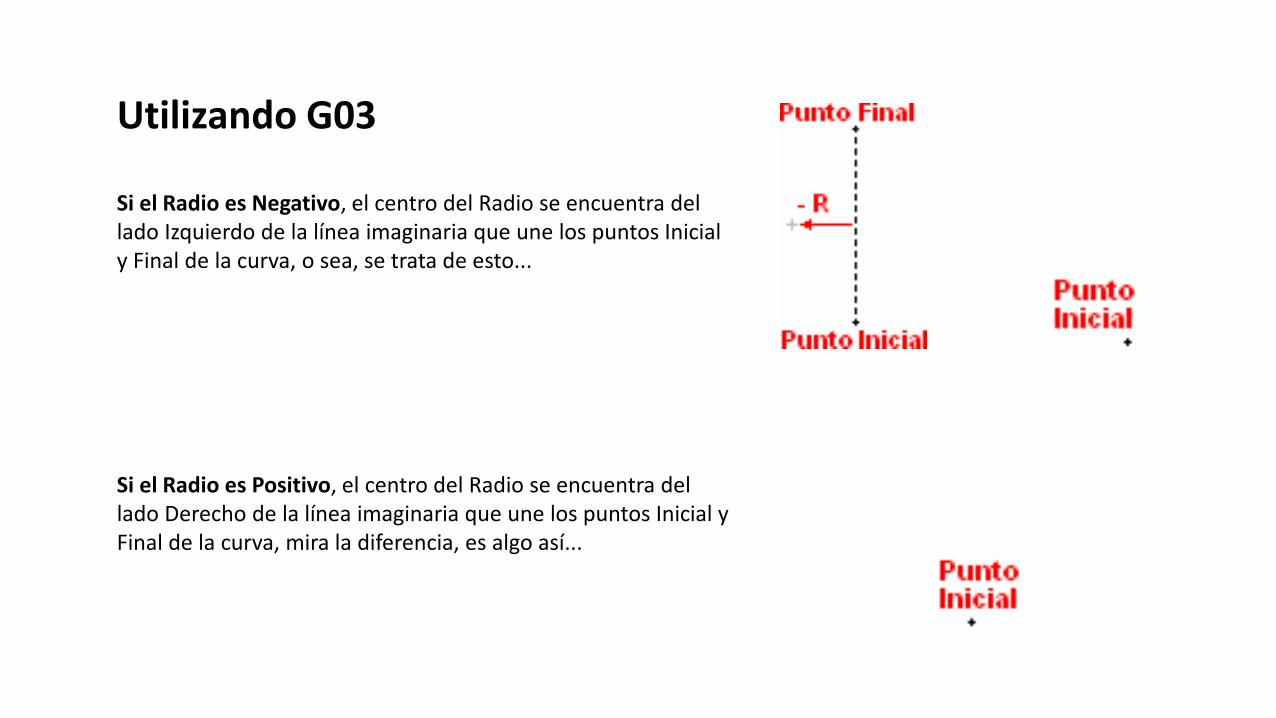
Si el Radio es Negativo, el centro del Radio se encuentra del lado Izquierdo de la línea imaginaria que une los puntos Inicial y Final de la curva, o sea, se trata de esto...
Utilizando G03
Si el Radio es Positivo, el centro del Radio se encuentra del lado Derecho de la línea imaginaria que une los puntos Inicial y Final de la curva, mira la diferencia, es algo así...