PROPUESTA PARA OPTIMIZAR LA OPERACIÓN LOGÍSTICA …
94
PROPUESTA PARA OPTIMIZAR LA OPERACIÓN LOGÍSTICA EN LOS PROCESOS DE ALISTAMIENTO Y DESPACHO DE MERCANCÍA EN EL CENTRO DE DISTRIBUCIÓN COLFRIGOS S.A.S Presentado por: HENAO VILLADA MARCO ELÍAS 20141019011 SANCHEZ POVEDA SANDRA JIMENA 20141019025 UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD DE INGENIERÍA ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCION Y LOGISTICA BOGOTA DC., 2016
Transcript of PROPUESTA PARA OPTIMIZAR LA OPERACIÓN LOGÍSTICA …
PROPUESTA PARA OPTIMIZAR LA OPERACIÓN LOGÍSTICA EN LOS PROCESOS
DE ALISTAMIENTO Y DESPACHO DE MERCANCÍA EN EL CENTRO DE
DISTRIBUCIÓN COLFRIGOS S.A.S
Presentado por:
HENAO VILLADA MARCO ELÍAS
20141019011
SANCHEZ POVEDA SANDRA JIMENA
20141019025
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE INGENIERÍA
ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCION Y LOGISTICA
BOGOTA DC.,
2016
PROPUESTA PARA OPTIMIZAR LA OPERACIÓN LOGÍSTICA EN LOS PROCESOS
DE ALISTAMIENTO Y DESPACHO DE MERCANCÍA EN EL CENTRO DE
DISTRIBUCIÓN COLFRIGOS S.A.S
Presentado por:
HENAO VILLADA MARCO ELÍAS
20141019011
SÁNCHEZ POVEDA SANDRA JIMENA
20141019025
Tesis de grado para aspirar al título de especialistas en ingeniería de producción y logística
Ingeniero César López
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE INGENIERÍA
ESPECIALIZACIÓN EN INGENIERÍA DE PRODUCCION Y LOGISTICA
BOGOTA DC.,
2016
3
Nota de aceptación:
____________________________
____________________________
____________________________
____________________________
____________________________
____________________________
Jurado
Bogotá D.C., septiembre de 2016

4
A Dios que brinda la sabiduría.
A mis padres que me dan un apoyo incondicional.
A nuestro tutor quien fue un gran guía para la ejecución de este proyecto.
MARCO ELÍAS HENAO VILLADA
A Dios y mi familia,
a la Universidad Distrital Francisco José de Caldas
y el cuerpo docente, quienes contribuyeron a la consecución de este objetivo.
SANDRA JIMENA SANCHEZ POVEDA

5
Tabla de contenido
Introducción ....................................................................................................................... 14
Resumen ............................................................................................................................. 16
Impacto y Pertinencia ......................................................................................................... 18
Objetivos ............................................................................................................................ 19
Objetivo general ................................................................................................................. 19
Objetivos específicos ......................................................................................................... 19
1. Marco teórico ................................................................................................................... 20
1.1 Gestión logística y de cadena de suministro ................................................................ 20
1.2 Centros de distribución ................................................................................................ 21
1.3 Características de un centro de distribución ................................................................ 21
1.4 Procesos operativos en centros de distribución ........................................................... 22
1.5 Productividad ............................................................................................................... 22
2. Caracterización de la operación logística ........................................................................ 25
2.1 Recibo de Mercancía .................................................................................................... 26
2.2 Alistamiento de mercancía ........................................................................................... 31
2.3 Despacho de producto .................................................................................................. 33
2.4 Programación de turnos de trabajo .............................................................................. 33
2.4.1 Turnos en planta. ........................................................................................................... 34
2.4.2 Medición de la productividad. ...................................................................................... 37
6
2.4.3 Medición de la productividad en el CEDI Funza. ........................................................ 39
2.4.4 Análisis de productividad actual en el CEDI Funza. .................................................... 42
2.4.5 Costos de operación ...................................................................................................... 43
3. Propuesta ......................................................................................................................... 45
3.1 Modelo ......................................................................................................................... 45
3.1.1 Modelo para optimizar la productividad en el CEDI. ................................................... 45
3.1.2 Función objetivo. .......................................................................................................... 46
3.1.3 Conjuntos referenciales. ................................................................................................ 47
3.1.4 Definición de variables de decisión. ............................................................................. 47
3.1.5 Parámetros. ................................................................................................................... 47
3.2 Restricciones del modelo ............................................................................................. 48
3.3 Linealización del modelo ............................................................................................. 51
3.4 Proceso de recolección de información ....................................................................... 53
3.4.1 Información de los conjuntos referenciales. ................................................................. 53
3.4.2 Información para la definición de variables de decisión. ............................................. 54
3.4.3 Información para parámetros. ...................................................................................... 54
4. Validación ........................................................................................................................ 61
4.1 Solución del modelo. ................................................................................................... 61
4.1.1 Datos de la solución de la función objetivo ............................................................ 62
4.1.2 Datos de la solución de las restricciones .................................................................. 64

7
4.1.3 Datos de la solución de la función objetivo linealizada ........................................... 65
4.1.4 Datos de la solución de las restricciones linealizadas .............................................. 66
4.1.5 Resultados de la solución del modelo ...................................................................... 67
4.2 Aplicación del modelo ................................................................................................. 70
4.3 Análisis ........................................................................................................................ 72
5. Plan de gestión de operaciones ........................................................................................ 75
5.1 Pronóstico .................................................................................................................... 75
5.1.2 Regresión Exponencial ................................................................................................. 77
5.1.3 Suavización exponencial ............................................................................................... 78
5.2 Programación de turnos de trabajo .............................................................................. 82
5.3 Asignación del recurso Mano de Obra ......................................................................... 84
5.4 Proceso de recibo ......................................................................................................... 85
5.5 Proceso de Alistamiento .............................................................................................. 86
5.6 Despacho ...................................................................................................................... 87
5.7 Proceso de papelería y facturación. ............................................................................. 88
Conclusiones ...................................................................................................................... 89
Bibliografía ........................................................................................................................ 92
Anexos ................................................................................................................................ 94
8
Lista de tablas
Tabla 1. Kilos promedio movilizados en todos los CEDI .......................................................... 37
Tabla 2. Horas trabajadas en todos los CEDI .......................................................................... 38
Tabla 3. Productividad diaria en los CEDI ............................................................................... 38
Tabla 4. Kilos movilizados VS horas trabajadas ....................................................................... 40
Tabla 5. Horas extras VS horas de ausentismo ......................................................................... 40
Tabla 6. Promedio de productividades mes a mes .................................................................... 41
Tabla 7. Costo de mano de obra/día .......................................................................................... 43
Tabla 8. Horas laboradas/día ..................................................................................................... 43
Tabla 9. Promedio tiempo extra/día .......................................................................................... 44
Tabla 10. Costo promedio tiempo extra/día .............................................................................. 44
Tabla 11. Costo tiempo extra/mes ............................................................................................. 44
Tabla 12. Kilos movilizados VS tiempo de una persona ........................................................... 54
Tabla 13. Datos para el cálculo de d max j ............................................................................. 55
Tabla 14. Datos para el cálculo de d min j ............................................................................... 57
Tabla 15. Ausencias por factores organizacionales al mes....................................................... 58
Tabla 16. Cantidad de producto a mover en kilogramos al mes ............................................... 61
Tabla 17. Datos de bij ............................................................................................................... 62
Tabla 18. Datos para estimar la pérdida de capacidad ............................................................ 62
Tabla 19. Resultado de Xn+m+1 ............................................................................................... 63

9
Tabla 20. Pérdidas por factores varios ..................................................................................... 63
Tabla 21. Cantidad de kilos movilizados más el factor de desperdicio .................................... 63
Tabla 22. Tiempo estándar para movilizar una cantidad de producto tipo j en la etapa de
proceso tipo i multiplicado por la cantidad de producto tipo j ..................................................... 63
Tabla 23. Denominador de la expresión (3) Página 42 ............................................................ 63
Tabla 24. Datos para el cálculo de Kd ...................................................................................... 64
Tabla 25. Datos de productividad máxima para cada tipo de producto en cada una de las
etapas ............................................................................................................................................. 64
Tabla 26. Datos de d max j ....................................................................................................... 65
Tabla 27. Datos de productividad mínima para cada tipo de producto en cada una de las
etapas ............................................................................................................................................. 65
Tabla 28. Datos de d min j ......................................................................................................... 65
Tabla 29. Cálculo del factor de linealización t ......................................................................... 65
Tabla 30. Parámetros para la maximización de la función linealizada .................................... 66
Tabla 31. Datos de bij*yi ........................................................................................................... 66
Tabla 32. Datos de Yn+m+1 ..................................................................................................... 66
Tabla 33. Datos de Kd*t ............................................................................................................ 66
Tabla 34. Restricción de la demanda máxima linealizada ........................................................ 67
Tabla 35. Restricción de la demanda mínima linealizada ........................................................ 67
Tabla 36. Datos de entrada de la solución del modelo ............................................................. 68
Tabla 37. Máxima cantidad de kilogramos que se pueden mover cumpliendo las condiciones
de entrada ....................................................................................................................................... 68
Tabla 38. Soluciones del modelo cambiando las condiciones de horas trabajadas ................ 69
Tabla 39. Información del mes de agosto del CEDI.................................................................. 70

10
Tabla 40. Aplicación del modelo con datos históricos .............................................................. 71
Tabla 41. Modelo aplicado con 11 operarios disponibles ........................................................ 72
Tabla 42. Comparación de la aplicación del modelo de optimización ..................................... 73
Tabla 43. Histórico de la demanda del CEDI Funza ................................................................ 76
Tabla 44. Pronóstico con regresión exponencial de los próximos 8 meses .............................. 77
Tabla 45. Suavización exponencial simple y suavización exponencial doble ........................... 79
Tabla 46. Pronóstico con suavización exponencial doble para los próximos 8 meses ............. 81
Tabla 47. Operarios propuestos vs horas laboradas día............................................................. 90
11
Lista de figuras
Figura 1. Personal de Colfrigos ................................................................................................ 25
Figura 2. Nuevo CEDI Funza .................................................................................................... 26
Figura 3. Camión de 2 y 3 ejes. ................................................................................................. 27
Figura 4. Tractocamión de tres ejes con semirremolque de dos y tres ejes.............................. 27
Figura 5. Descargue del camión ................................................................................................ 28
Figura 6. Estiba ......................................................................................................................... 29
Figura 7 Estantería de almacenaje refrigerado ........................................................................ 29
Figura 8. Estantería de almacenaje en seco. ............................................................................. 29
Figura 9. Diagrama del proceso de recibo ................................................................................ 30
Figura 10. Terminal portátil ...................................................................................................... 31
Figura 11. Diagrama del proceso de alistamiento .................................................................... 32
Figura 12. Camión dispuesto para el despacho ........................................................................ 33
Figura 13. Turnos en el CEDI Funza ........................................................................................ 36
Figura 14. Comparativo de productividad ................................................................................ 39
Figura 15. Gráfica de kilos movilizados VS horas trabajadas .................................................. 40
Figura 16. Gráfica de horas extras VS horas de ausentismo .................................................... 41
Figura 17. Productividad en el CEDI Funza ............................................................................. 41
Figura 18. Gráfica de regresión lineal y exponencial ............................................................... 76
Figura 19. Gráfica del pronóstico con regresión exponencial de los próximos 8 meses .......... 78
Figura 20. Gráfica de la suavización exponencial simple y suavización exponencial doble .... 80
Figura 21. Gráfica del pronóstico seleccionado S.E.D ............................................................. 81
Figura 22. Turnos para el CEDI Funza .................................................................................... 83
12
Glosario
Albarán. Documento generado en el Sistema de Gestión de Almacén (WMS), en el cual se
registra el ingreso o salida de la mercancía, indicando información básica del cliente, producto,
cantidades, detalles del recibo/descargue, entre otros.
Ausentismo. Corresponde a todo tipo de ausencia/retiro parcial o total del puesto de trabajo y
de los deberes del mismo. La compañía determina el tiempo de ausentismo por las vacantes
vigentes, enfermedad general/laboral, vacaciones, bonos de tiempo e inasistencia injustificada.
CEDI. Centro de Distribución con los que cuenta la compañía para realizar las operaciones de
recibo, almacenamiento y distribución de mercancía.
Destelle. Este se da posterior al alistamiento global de producto, dadas las cantidades por tipo
o referencia solicitada; consiste en la separación punto por punto de las entregas requeridos por
un cliente, para ser asignados a una ruta.
Horas hombre. Consiste en las horas disponibles del personal operativo para realizar las
labores de entrada, picking y salida de kilos.
Paletas. Pallet. Es una plataforma horizontal, de una estructura definida a las necesidades de
mercado, de altura mínima compatible con los equipos de manejo de materiales (montacargas,
estibadores), usada como base para el ensamblaje, el almacenamiento, el manejo y el transporte
de mercancías y cargas y que permite manipular y almacenar en un solo movimiento varios
objetos poco manejables, pesados o voluminosos.
13
PL. Programación lineal. Es el campo de la optimización matemática, dedicado a maximizar o
minimizar (optimizar) una función lineal, denominada función objetivo, de tal forma que las
variables de dicha función estén sujetas a una serie de restricciones expresadas mediante un
sistema de inecuaciones también lineales.
S.E.D. Pronóstico de suavización exponencial doble.
S.E.S. Pronóstico de suavización exponencial simple
Sistema WMS. Es una aplicación de software que da soporte a las operaciones diarias de un
almacén. Los programas WMS permiten la gestión centralizada de tareas, como el seguimiento
de los niveles de inventario y la ubicación de existencias.
Sobretiempo. Se entiende por horas de sobretiempo (horas extras) las que realizan los
trabajadores(as) en exceso de la jornada ordinaria diurna, nocturna o mixta y son de carácter
eventual o accidentales que se justifican para atender: imprevistos, labores de emergencia que se
puedan presentar en toda entidad de trabajo del sector público o privado.
Terminal portátil. Dispositivo que sirve para describir un dispositivo móvil que opera con
baterías y cubre la necesidad de capturar registrar datos en lugares alejados de los Centros de
cómputo.
14
Introducción
A partir de los cambios que ha habido a través de la historia, iniciando por los modelos que
establecían mayor producción a un menor costo, se observa que con las nuevas normas técnicas y
legislaciones la industria mundial ha ido cambiando su concepción y se puede establecer que han
llegado a manejar tres pilares importantes para la efectividad del negocio. Estos tres pilares son:
la seguridad, la calidad y el costo. Además con la evolución de la industria aparece un nuevo pilar
que trata sobre el desarrollo sostenible, en el cual está inmersa la parte ecológica y el
aprovechamiento de los recursos naturales.
Al hablar de seguridad, las empresas aplican normas con las cuales cualquier trabajo deja de
ser tan urgente o tan importante que no pueda hacerse de modo seguro. Siempre se piensa en el
bienestar de los trabajadores y hay una preocupación muy significativa por hacer que las
personas regresen a salvo a casa. Como todos los sistemas de gestión, se manejan indicadores y
se utilizan herramientas de mejora continua.
Con respecto a la calidad, los empresarios saben que un negocio puede ser más rentable si se
tiene como objetivo la satisfacción del cliente, de esta manera se le protege y se entregan
productos y/o servicios que generan mínimas reclamaciones o devoluciones. Del mismo modo
que con la seguridad se implementan normas que garantizan esta protección.
El objetivo fundamental de todo negocio es la obtención de ganancias, debido a esto en las
empresas siempre hay un control del dinero. A través de la contabilidad se establece que hay
rentabilidad si el dinero que se gasta es menor al dinero que ingresa. Sin embargo la forma más
efectiva de medir la rentabilidad del negocio es estableciendo un indicador de productividad,
15
mediante el cual se mide la relación entre el producto o servicio entregado sobre los recursos
utilizados. Esta es una medición que se puede hacer hasta con el más mínimo detalle y siempre va
a mostrar un panorama del comportamiento del negocio.
A partir de la hipótesis de que se obtienen mayores índices de productividad mediante una
estrategia de gestión de operaciones que se consigue a partir de un modelo de optimización de la
capacidad disponible, se realiza el presente proyecto que comprende el análisis, identificación y
propuesta de mejora para optimizar la productividad en los procesos de recibo, almacenamiento y
distribución de la operación logística en el CEDI Funza de Colfrigos S.A.S.
El método de investigación seleccionado para la presente propuesta es de tipo descriptivo y
consiste fundamentalmente en conocer las actividades correspondientes al control de la variable
productividad (kilos/hora hombre), porcentaje de ocupación en congelación, refrigeración, seco
en los procesos de recibo, almacenamiento y despacho del centro de distribución.
16
Resumen
El presente trabajo se da como tesis para aspirar al título de especialistas en ingeniería de
producción y logística y muestra una propuesta para optimizar la operación logística en los
procesos de alistamiento y despacho de mercancía en el centro de distribución colfrigos S.A.S, a
partir de un diagnóstico para la identificación de ineficiencias en los procesos mencionados.
Se realiza la caracterización del proceso logístico en el centro de distribución Funza Colfrigos,
enfatizando en los procesos de recibo y alistamiento, mostrando como principal objetivo de la
compañía, la movilización de kilos de producto seco, congelado o refrigerado, dependiendo de
los requerimientos logísticos que solicitan los clientes.
A partir de la caracterización se observa que en comparación con otros centros de distribución
de Colfrigos en todo el país, el que se encuentra ubicado en Funza tiene un promedio de
productividad muy bajo, lo cual deja ver que hay una gran oportunidad de mejora en este.
Se propone un modelo de optimización que permite mejorar la productividad a partir de
maximizar la capacidad disponible del recurso mano de obra, teniendo como restricciones la
capacidad del recurso humano y las demandas mínima y máxima. A través de la solución del
modelo se observa que no se están teniendo en cuenta los costos.

17
Con técnicas de ingeniería se da solución al modelo utilizando datos históricos de la compañía
y datos estándares de tiempos, así como con información que se acoge a los reglamentos en
cuanto a legislación laboral colombiana.
Se realiza un pronóstico para aplicar el modelo, realizar el plan de gestión de operaciones y
se dan conclusiones del proyecto para generar una propuesta que permita que la compañía tome
decisiones sobre el aprovechamiento del recurso utilizado.
Palabras claves: Modelo de maximización de la productividad, optimización de la operación
logística, gestión de operaciones, proceso de recibo y despacho, medición de la productividad,
pérdida de tiempo.

18
Impacto y Pertinencia
Con el proyecto de ampliación de capacidad instalada, la compañía ha desarrollado un proceso
de movilización y despliegue de sus operaciones actuales, hacia la nueva plataforma ubicada en
el municipio de Funza; esto requiere no solo de adaptación por parte de colaboradores y clientes,
sino estandarización y optimización de los procesos inherentes a la operación logística de
Colfrigos S.A.S., mediante diversas técnicas de gestión de operaciones, orientadas a maximizar la
productividad del centro de distribución, disminución en los costos operacionales,
principalmente de mano de obra, así como la trasferencia y apropiación del conocimiento
relativo a los procesos logísticos que operan actualmente.
Durante el desarrollo del presente trabajo, se hace uso de técnicas de pronóstico y modelos de
programación lineal, cuyos resultados son el punto de partida para los directivos de la compañía,
en la toma de decisiones orientadas al uso eficiente de los recursos mano de obra, tiempo,
infraestructura, equipos, etc., Además, permite reducir la sobrecarga laboral a la cual se ven
expuestos los colaboradores, promoviendo su bienestar.
19
Objetivos
Objetivo general
Determinar el plan de gestión de operaciones para mejorar la productividad y obtener
mayores utilidades, mediante un modelo de optimización de la capacidad en el CEDI
Funza Colfrigos S.A.S.
Objetivos específicos
Caracterizar los procesos de recibo, almacenamiento y despacho de la operación logística
del CEDI Funza Colfrigos S.A.S.
Definir un modelo de maximización de la capacidad disponible, orientado a la
optimización de la productividad en el CEDI Funza Colfrigos S.A.S.
Validar el modelo de maximización de la capacidad disponible, mediante una situación
practica en el CEDI Funza Colfrigos S.A.S.
Proponer el plan de gestión de operaciones para optimizar la operación logística
en el CEDI Funza Colfrigos S.A.S.

20
1. Marco teórico
1.1 Gestión logística y de cadena de suministro
Logística es el proceso de planeación, instrumentación y control eficiente y efectivo en costo
del flujo y almacenamiento de materias primas, de los inventarios de productos en proceso y
terminados, así como del flujo de la información respectiva desde el punto de origen hasta el
punto de consumo, con el propósito de cumplir con los requerimientos de los clientes (MARTIN,
2000).
La logística gira entorno a crear valor para los clientes y proveedores de la empresa, y valor
para los accionistas de la empresa. El valor en la logística se expresa fundamentalmente en
términos de tiempo y lugar. Los productos y servicios no tienen valor a menos que estén en
posición de los clientes cuando (tiempo) y dónde (lugar) ellos deseen consumirlos. La logística
posee actividades claves y de apoyo, las cuales varían de una empresa a otra, dependiendo de la
estructura organizacional de cada una, la administración respecto de lo que constituye la cadena
de suministros para su negocio y de la importancia de las actividades individuales para sus
operaciones (MORA, 2008).
La dirección logística visualiza cada actividad en la cadena de suministros como una
contribución al proceso de añadir valor, esta posee actividades claves y de apoyo, las cuales
varían dependiendo de la estructura organizacional de cada compañía, la administración respecto
de lo que constituye la cadena de suministros para su negocio y de la importancia de las
21
actividades individuales para sus operaciones. Por lo general un sistema típico de logística se
encuentra conformado por: servicio al cliente, pronóstico de la demanda, comunicaciones de
distribución, control de inventarios, manejo de materiales, procesamiento de pedidos, apoyo de
partes y servicio, selección de la ubicación de las fábricas y almacenamiento, compras, embalaje,
manejo de bienes devueltos, desechos y desperdicios, transporte, almacenamiento y provisión
(BALLOU, 2004).
1.2 Centros de distribución
Los centros de distribución son almacenes de post-producción para bienes finales. Son
considerados “el último paso en la orden de un cliente” (BALLOU, 2004) ya que allí es donde se
genera la orden, procesa, embala, documenta, notifica y despacha.
1.3 Características de un centro de distribución
Mantener los stocks previstos de materia prima y producto terminado al mínimo
costo.
Controlar perfectamente los inventarios, la facturación y los pedidos.
Lograr que el movimiento diario de productos mediante una operaciones
eficientes.
Prestar el mejor servicio al cliente interno y externo
22
1.4 Procesos operativos en centros de distribución
Recibo: Recibir y descargar rápidamente y eficientemente como sea posible,
verificando la cantidad recibida de acuerdo a requerimientos y especificaciones. La
recepción de mercancías Incluye el descargue, traslado, chequeo, legalización y
clasificación de las mismas (González Martinez, 2013).
Almacenar: Se define como guardar, proteger y conservar la mercancía
adecuadamente en un periodo de tiempo y facilitar la labor de despacho cuando se
requiera. Dentro de sus objetivos están el de minimizar el costo total de operación,
suministrar los niveles adecuados de servicio, maximizar uso del espacio en volumen,
protección de materiales y mercancía y optimizar la utilización de la mano de obra
(Muñoz Gaviria , 2015).
Alistamiento y despacho: Denominado también Picking, comprende la
consolidación, empaque, control, movimiento o cargue del producto (Mora García, 2011).
1.5 Productividad
La productividad es una medida de cuán bien se utilizan los recursos. En un centro de
distribución se producen pedidos para los clientes. Así, la "producción" del centro de distribución
puede medirse en cantidad de pedidos, de pallets, de líneas preparadas, de unidades u otros por
unidad de tiempo. Para lograr esa "producción", se utilizan recursos: personas, energía y bienes
de capital (infraestructura, equipamiento y otros).
23
La productividad total se calcula respecto de todos los factores, mientras que la parcial
respecto de un solo factor. Es común medir la productividad parcial del recurso humano, por
ejemplo: cantidad de líneas pickeadas dividido por cantidad de horas-hombre.
Por lo tanto, tener una mayor productividad es significativo de que se está obteniendo más con
la misma cantidad de recursos empleados o dicho de otra manera, es alcanzar un mayor volumen
de producción con la misma calidad y recursos. Por otra parte, se indica que productividad es la
relación entre lo producido y lo gastado en ello y se puede expresar como (SERPELL, 2002):
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎
𝑅𝑒𝑐𝑢𝑟𝑠𝑜𝑠 𝑒𝑚𝑝𝑙𝑒𝑎𝑑𝑜𝑠 (1)
Aumentar la productividad puede lograrse mediante una de estas tres vías:
Aumentando el numerador, dejando el denominador igual. Ejemplo: aumentando
la cantidad de líneas de picking con la misma cantidad de horas-hombre.
Disminuyendo el denominador. Ejemplo: procesar la misma cantidad de líneas de
picking con 10% menos de horas-hombre.
Aumentando el numerador y disminuyendo el denominador al mismo tiempo.
Ejemplo: aumentar en 15% la cantidad de líneas de picking y disminuir en 7% la cantidad
de horas-hombre. Es lo que popularmente se conoce como "hacer más con menos".
Aumentar la productividad en los Centros de Distribución se puede lograr mediante algunas
estrategias:
24
• Mejorar el Lay- Out: La distribución de los racks, pasillos, zonas de carga, despacho y otros
espacios pueden ser optimizados definiendo zonas de trabajos claros y bien delimitados. Mejorar
la ubicación de los productos en las estanterías y utilizar métodos de identificación para
estanterías y productos debiera evitar que los operarios pierdan tiempo buscando.
• Mejorar las rutas de los operarios: Normalmente 60% o 70% del tiempo de los operarios de
picking está dedicado a caminar. Las rutas de picking pueden ser revisadas, para minimizar
tiempo y distancia, evitando que los operarios recorran largas distancias o que se devuelvan. Esto
puede significar reestudiar las estrategias de picking (por pedido, por línea de productos o por
tienda), de manera que sea lo más apropiado para el tipo de clientes y de productos.
• Incorporar tecnología, automatizando tareas, posibilitando mayor velocidad, menos errores y
mayor control de las actividades del Centro de Distribución. Códigos de barra, RFID y WMS son
herramientas maduras que pueden ayudar significativamente a mejorar la productividad.
• Revisar, mejorar y rediseñar los procesos de recepción, almacenamiento y despacho, para
eliminar actividades innecesarias, tales como dobles inspecciones y tareas del tipo "esto siempre
lo hemos hecho así".
• Eliminar, en cuanto sea posible, las urgencias y las interrupciones en el flujo normal del
trabajo. Por el contrario, si se logra un flujo continuo de trabajo se tendrá un proceso controlado,
cuya productividad puede ser aumentada progresivamente (CEMPEDMEDELLIN, 2014).
25
2. Caracterización de la operación logística
Colfrigos S.A.S es un operador logístico con más de treinta (30) años de experiencia en el
mercado, brindando servicios y soluciones especializadas en gestionar y ejecutar las actividades
logísticas en las distintas fases de la cadena de abastecimiento. La compañía cuenta con modernas
instalaciones en Bogotá, Cali, Medellín y Barranquilla para el almacenamiento de producto a
diferentes temperaturas (congelación, refrigeración y seco), mediante lo procesos de recepción,
almacenamiento, alistamiento y despacho de mercancía para distribución urbana y nacional.
La compañía ofrece un portafolio de servicios que integra la operación logística con el
transporte requerido, la conservación y manejo adecuado del producto garantizando siempre el
correcto mantenimiento de la cadena de frío, con una infraestructura de última tecnología que
optimiza la utilización de la capacidad instalada y los tiempos de operación, a través de excelente
mano de obra, Figura 1.
Figura 1. Personal de Colfrigos
Fuente: Colfrigos
26
Dentro de los proyectos de ampliación de la capacidad, la compañía adquiere un nuevo centro
de distribución ubicado hacia las afueras de Bogotá Figura 2, en el cual se realizan los procesos
de recibo, alistamiento y despacho de mercancía para distribución en carga consolidada a nivel
nacional y urbano. Esta nueva operación trae consigo la inversión, no solo de tecnología,
infraestructura y personal, sino el despliegue del conocimiento desde las bodegas principales
hacia las nuevas instalaciones, definiendo el modelo de operación descrito a continuación.
2.1 Recibo de Mercancía
La operación de recibo de mercancía inicia con la programación emitida por el cliente, quien
suministra al área comercial la información correspondiente a cantidades, kilos y datos del
vehículo que transporta; cuando se obtiene esta información el área comercial notifica al área de
operaciones los datos de recibo. Tan pronto el vehículo arriba a plataforma se reporta en la
oficina de operaciones, se entregan los documentos respectivos y se ubica en el muelle asignado
para el descargue.
Figura 2. Nuevo CEDI Funza
Fuente: CEDI Funza Colfrigos
27
Los vehículos que llegan para descargue son de varias capacidades de carga y de varias clases,
entre ellas están los contenedores para cargas refrigeradas, los cuales precisan que la carga se
encuentre siempre a una temperatura regulada. Los camiones más usados en los centros de
distribución son:
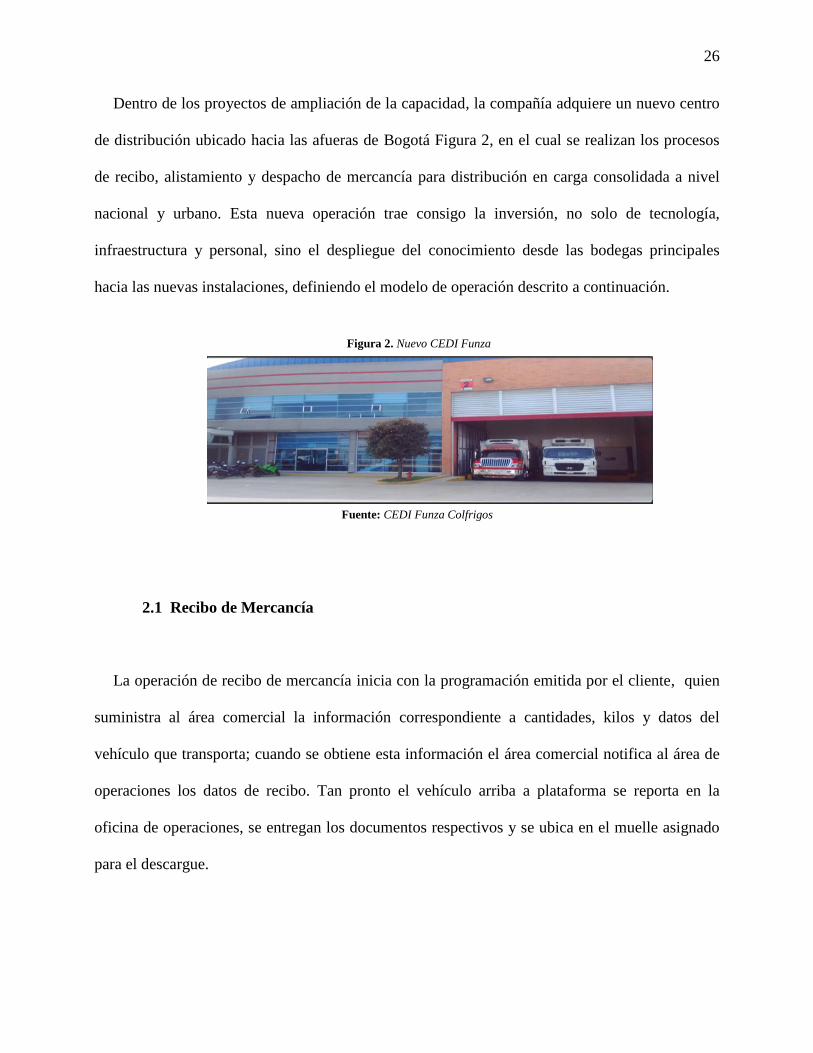
Camión de carga pesada: Es un vehículo con chasis de seis o más llantas con una
capacidad de carga máxima de trece (13) toneladas, Figura 3.
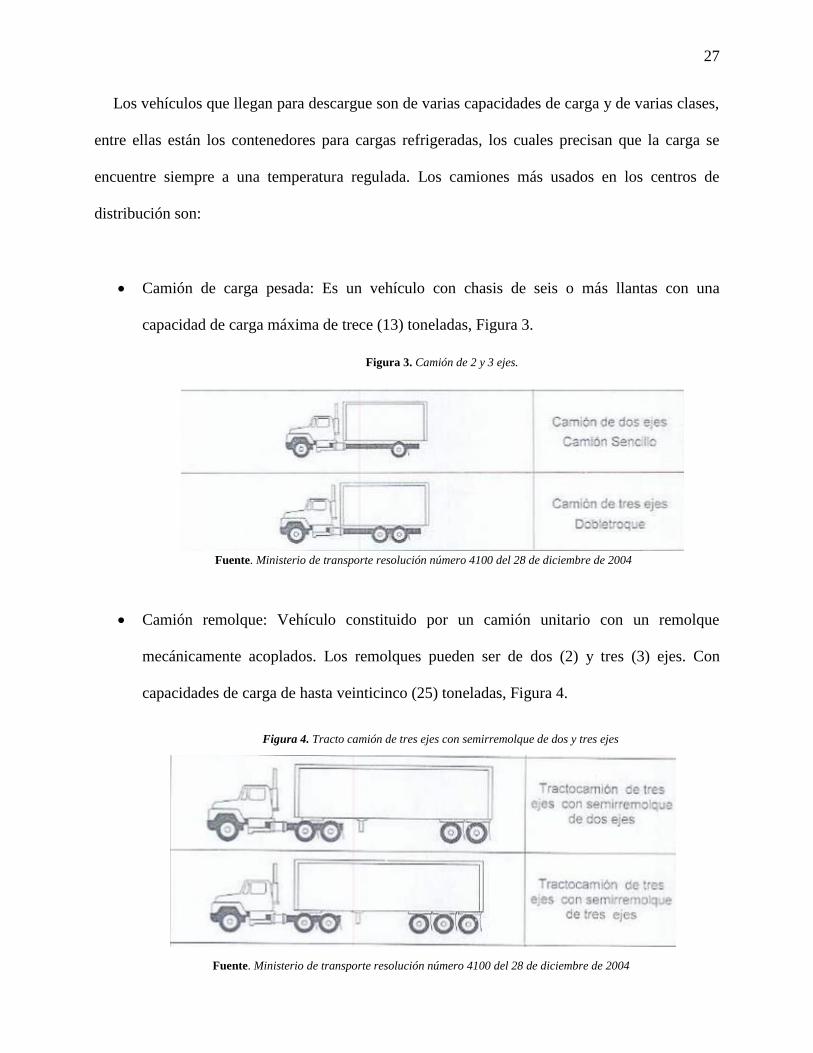
Camión remolque: Vehículo constituido por un camión unitario con un remolque
mecánicamente acoplados. Los remolques pueden ser de dos (2) y tres (3) ejes. Con
capacidades de carga de hasta veinticinco (25) toneladas, Figura 4.
Figura 3. Camión de 2 y 3 ejes.
Fuente. Ministerio de transporte resolución número 4100 del 28 de diciembre de 2004
Fuente. Ministerio de transporte resolución número 4100 del 28 de diciembre de 2004
Figura 4. Tracto camión de tres ejes con semirremolque de dos y tres ejes
28
El transporte de carga terrestre debe cumplir con la normatividad nacional en dimensiones y
límite de peso. Ver Anexo A.
Una vez se encuentra el vehículo en muelle se realiza el protocolo de recibo en cuanto a
calidad se refiere, verificando que las condiciones de ingreso del producto correspondan a las
pactadas con el cliente. Si se detecta producto no conforme con referencia a las especificaciones
se notifica al cliente y se realiza registro.
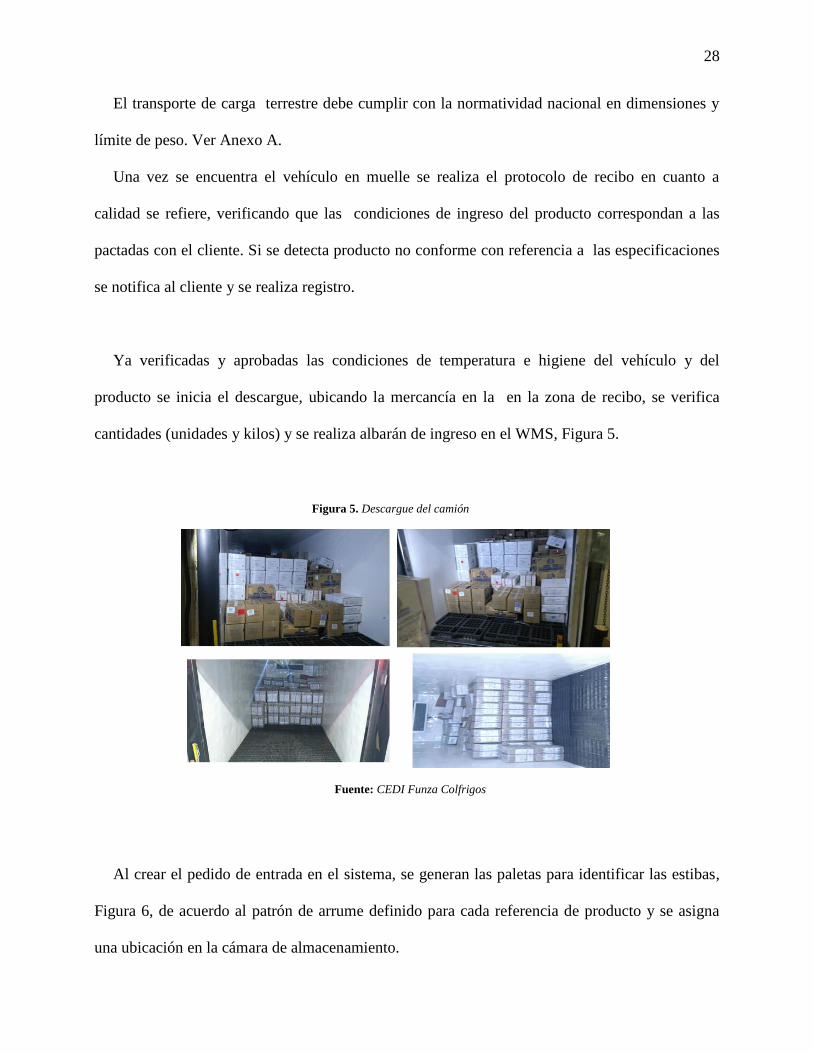
Ya verificadas y aprobadas las condiciones de temperatura e higiene del vehículo y del
producto se inicia el descargue, ubicando la mercancía en la en la zona de recibo, se verifica
cantidades (unidades y kilos) y se realiza albarán de ingreso en el WMS, Figura 5.
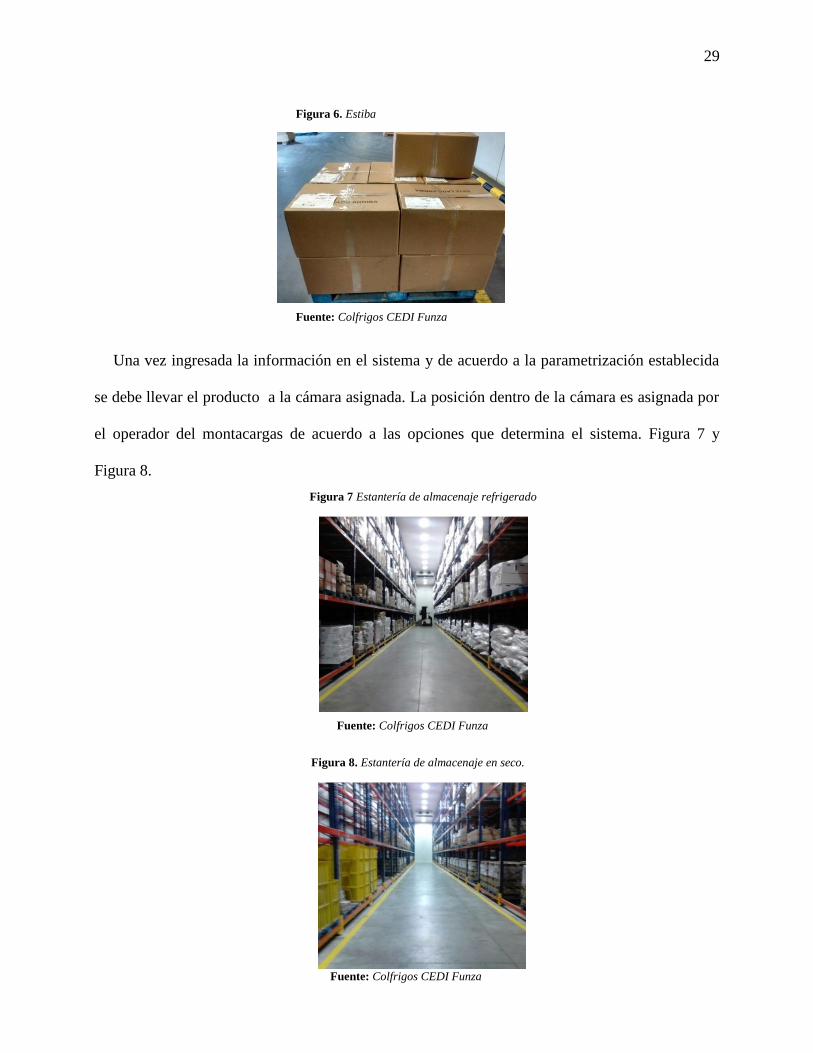
Al crear el pedido de entrada en el sistema, se generan las paletas para identificar las estibas,
Figura 6, de acuerdo al patrón de arrume definido para cada referencia de producto y se asigna
una ubicación en la cámara de almacenamiento.
Figura 5. Descargue del camión
Fuente: CEDI Funza Colfrigos
29
Una vez ingresada la información en el sistema y de acuerdo a la parametrización establecida
se debe llevar el producto a la cámara asignada. La posición dentro de la cámara es asignada por
el operador del montacargas de acuerdo a las opciones que determina el sistema. Figura 7 y
Figura 8.
Figura 7 Estantería de almacenaje refrigerado
Fuente: Colfrigos CEDI Funza
Figura 8. Estantería de almacenaje en seco.
Fuente: Colfrigos CEDI Funza
Figura 6. Estiba
Fuente: Colfrigos CEDI Funza

30
PROCESO DE RECIBO
CLIENTE OPERACIÓNPLANEACIÓN COMERCIAL
INICIO
ENVIAR SOLCIITUD DE INGRESO DE
PRODUCTO
NOTIFICAR INGRESO DEL PRODUCTO
PROGRAMAR RECIBO DE PRODUCTO
VERIFICAR CANTIDAD Y PESO
GENERAR ALBARÁN DE ENTRADA
NOTIFICAR AL CLIENTE CANTIDAD
Y PESO REAL
GENERAR PALETAS
ALMACENAR PRODUCTO
FIN
RECIBIR PORODUCTO
V
ASIGNAR POSICIÓN EN WMS
Todo el flujo, desde que se envía la solicitud de ingreso del producto, hasta que se notifica al
cliente la cantidad y peso real, Figura 9.
Figura 9. Diagrama del proceso de recibo
Fuente: Propia de los autores
31
2.2 Alistamiento de mercancía
El cliente envía la solicitud de alistamiento de mercancía que corresponde a la operación
logística un día antes del despacho, así como los documentos con los cuales se hará efectiva la
entrega. Los pedidos se alistan de acuerdo a la validación con el cliente sobre la disponibilidad
del producto en el CEDI. Una vez se obtiene la confirmación se genera un único pedido de salida
en el WMS, con el cual se realizará el alistamiento y posterior destelle por punto.
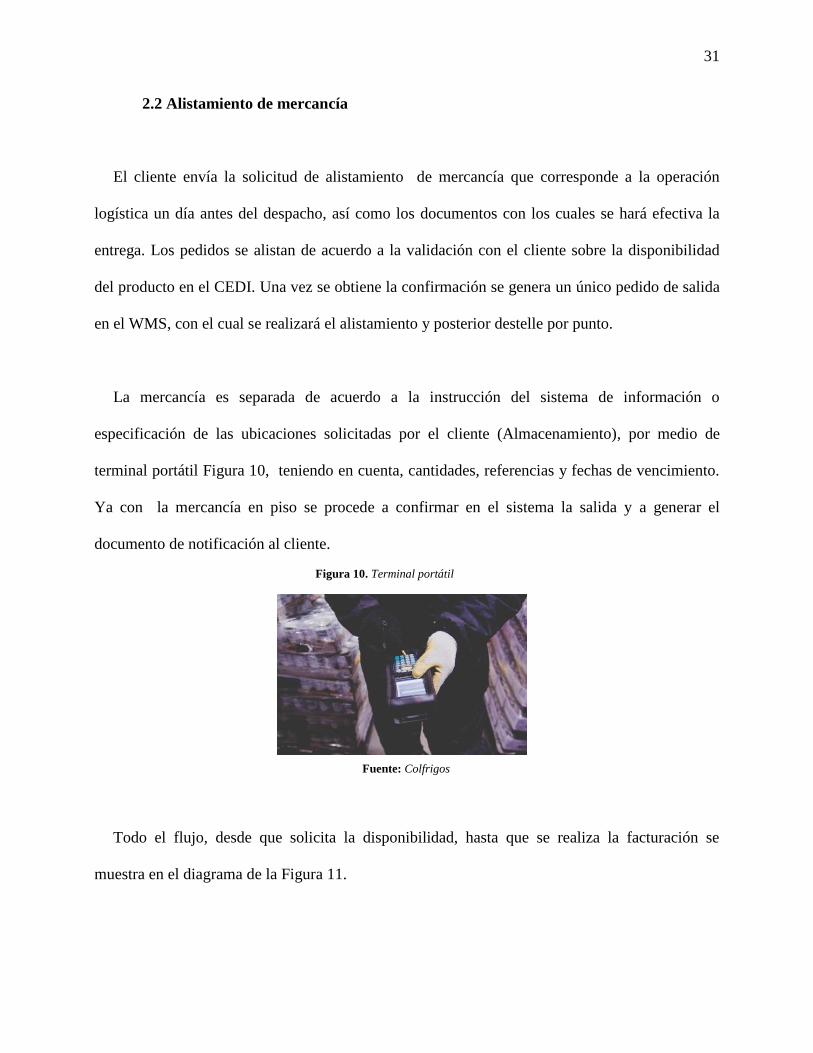
La mercancía es separada de acuerdo a la instrucción del sistema de información o
especificación de las ubicaciones solicitadas por el cliente (Almacenamiento), por medio de
terminal portátil Figura 10, teniendo en cuenta, cantidades, referencias y fechas de vencimiento.
Ya con la mercancía en piso se procede a confirmar en el sistema la salida y a generar el
documento de notificación al cliente.
Todo el flujo, desde que solicita la disponibilidad, hasta que se realiza la facturación se
muestra en el diagrama de la Figura 11.
Figura 10. Terminal portátil
Fuente: Colfrigos

32
PROCESO DE ALISTAMIENTO
CLIENTE PLANEACIÓN COMERCIAL OPERACIÓN
INICIO
SOLICITAR DISPONIBILIDAD
VALIDACIÓN DE DISPONIBILIDAD
GENERAR ORDEN DE ALISTAMIENTO
BAJAR MERCANCÍA
DESTELLAR PRODUCTO POR
PEDIDO
CONFIRMAR LA SALIDA DEL PRODUCTO
FIN
FACTURACIÓN Y GENERACIÓN DE DOCUMENTO DE
SALIDA
Figura 11. Diagrama del proceso de alistamiento
Fuente: Propia de los autores
33
2.3 Despacho de producto
Cuando se tiene listo el producto en planta de acuerdo a las rutas programadas para la
distribución logística, se procede con la ubicación de mercancía en las pre-cámaras de
alistamiento por cada ruta que sale en la madrugada del despacho según la frecuencia.
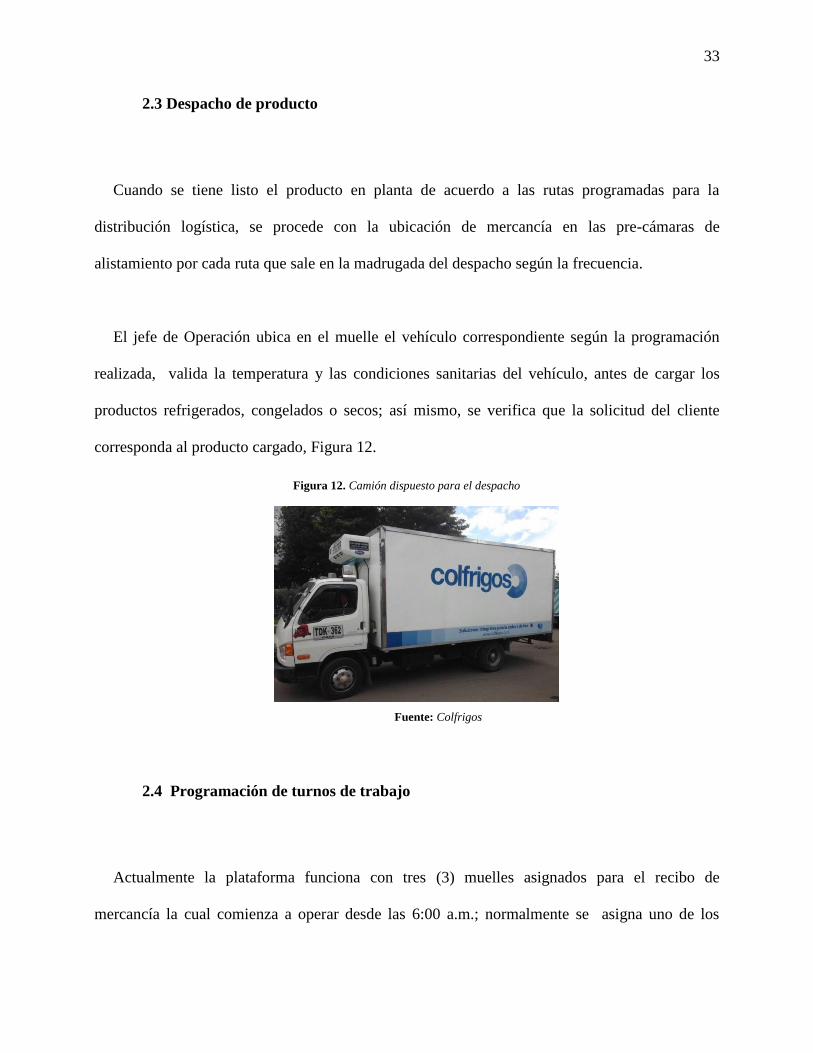
El jefe de Operación ubica en el muelle el vehículo correspondiente según la programación
realizada, valida la temperatura y las condiciones sanitarias del vehículo, antes de cargar los
productos refrigerados, congelados o secos; así mismo, se verifica que la solicitud del cliente
corresponda al producto cargado, Figura 12.
2.4 Programación de turnos de trabajo
Actualmente la plataforma funciona con tres (3) muelles asignados para el recibo de
mercancía la cual comienza a operar desde las 6:00 a.m.; normalmente se asigna uno de los
Figura 12. Camión dispuesto para el despacho
Fuente: Colfrigos
34
muelles disponibles dado que paralelo al recibo, por retrasos en la operación causados por mala
programación de los procesos de recibo y despacho, los otros dos (2) muelles se encuentran
realizando la operación logística del día.
2.4.1 Turnos en planta.
Los turnos que operan actualmente en la planta se describen la Figura 13, donde:
Se operara con un total de dieciséis (16) personas
El turno uno labora ocho (8) horas más una hora de almuerzo, para un total de
nueve (9) horas desde las 3:00 am hasta las 12:00 pm del día tomando su tiempo de
alimentación de 7:00 am a 8:00 am.
El turno dos labora ocho (8) horas más una hora de almuerzo, para un total de
nueve (9) horas, desde las 7:00 am hasta las 16:00 pm, tomando su tiempo de
alimentación en dos (2) grupos de 12:00 pm a 1:00 pm y de 1:00 pm a 2:00 pm.
El turno tres labora ocho (8) horas más una hora de almuerzo, para un total de
nueve (9) horas desde las 12:00 pm hasta las 21:00 pm, tomando su tiempo de
alimentación de 15:00 pm a 16:00 pm.

35
En la unión de los turnos uno (1) y dos (2) se cuenta con un disponible de once
(11) personas así: siete (7) operarios, dos (2) operadores de montacargas y dos (2)
supervisores.
En la unión de los turnos dos (2) y tres (3) se cuenta con un disponible de
dieciséis (16) personas así: doce (12) operarios, dos (2) operadores de montacargas y dos
(2) supervisores.

36
Figura 13. Turnos en el CEDI Funza
1 COORDINADOR DE INVENTARIOS
1 COORDINADOR DE INVENTARIOS
00:00 01:00 02:00 03:00 04:00 05:00 06:00 07:00 08:00 09:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 18:00 19:00 20:00 21:00 22:00 23:00
sucursales
exitos
retail
food services
adicionales7 Personas (1 montacarguista - 6 Operarios)
1 Supervisor
2 Personas (1 montacarguista - 1 Operario) 7 Personas (1 montacarguista - 6 Operarios)
1 Supervisor 1 Supervisor
conciliación inv
16 Personas (2 montacarguistas -
12 Operarios, 2 supervisores)
11 Personas (2 montacarguistas -
7 operarios, 2 supervisores)
ca
rgu
es
corte entegado día anterior
corte generado al día
corte generado al día
corte depende de cartera
entrega de ped adic.

37
KILOS CEDI A CEDI B CEDI C CEDI D FUNZA
TRIMESTRE 1 6.789.843 1.893.724 1.367.289 2.529.242 597.710
TRIMESTRE 2 7.123.457 1.982.432 1.423.675 2.421.604 568.876
JULIO 6.848.442 1.876.543 1.234.566 2.131.924 584.300
SEM 1 1.864.323 578.654 402.987 534.986 114.034
SEM 2 1.735.463 522.763 398678 509.238 86.789
SEM 3 1.673.842 428976 340947 536.548 106185
SEM 4 1.730.432 416784 379310 522.893 192876
AGOSTO 7.004.060 1.947.177 1.521.922 2.103.665 499.884
2.4.2 Medición de la productividad.
Actualmente la productividad de mide de acuerdo a los kilos que moviliza la operación
en el día, sobre la cantidad de horas hombre empleadas para tal fin, Ecuación (2). Colfrigos
cuenta con plataformas en cinco (5) ciudades: Bogotá, Barranquilla, Cali, Medellín y ahora
Funza.
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠
𝐻𝑜𝑟𝑎𝑠 ℎ𝑜𝑚𝑏𝑟𝑒 𝑑í𝑎 (2)
Dónde:
Kilos totales: Corresponde a la sumatoria de los kilos de entrada y los kilos de
salida movilizados en el día. Se observa el promedio de kilos mensuales
movilizados en cada uno de los centros de distribución del país de enero a junio de
2016 Tabla 1.
Tabla 1. Kilos promedio movilizados en todos los CEDI
38
HORAS CEDI A CEDI B CEDI C CEDI D FUNZA
TRIMESTRE 1 15.632 4.795 3.069 6.052 3.372
TRIMESTRE 2 16.595 4.678 3.426 5.939 3.352
JULIO 17.359 4.378 3.367 5.239 3.973
SEM 1 3.835 1.050 916 1.216 973
SEM 2 3.619 1.097 926 1.260 1.025
SEM 3 3.439 1.036 878 1.306 916
SEM 4 3.759 940 902 1.356 948
AGOSTO 14.652 4.123 3.622 5.138 3.862
PRODUCTIVIDAD CEDI A CEDI B CEDI C CEDI D FUNZA
TRIMESTRE 1 434 395 446 418 177
TRIMESTRE 2 429 424 416 408 170
JULIO 395 429 367 407 147
SEM 1 486 551 440 440 117
SEM 2 480 477 431 404 85
SEM 3 487 414 388 411 116
SEM 4 460 443 421 386 203
AGOSTO 478 472 420 409 129
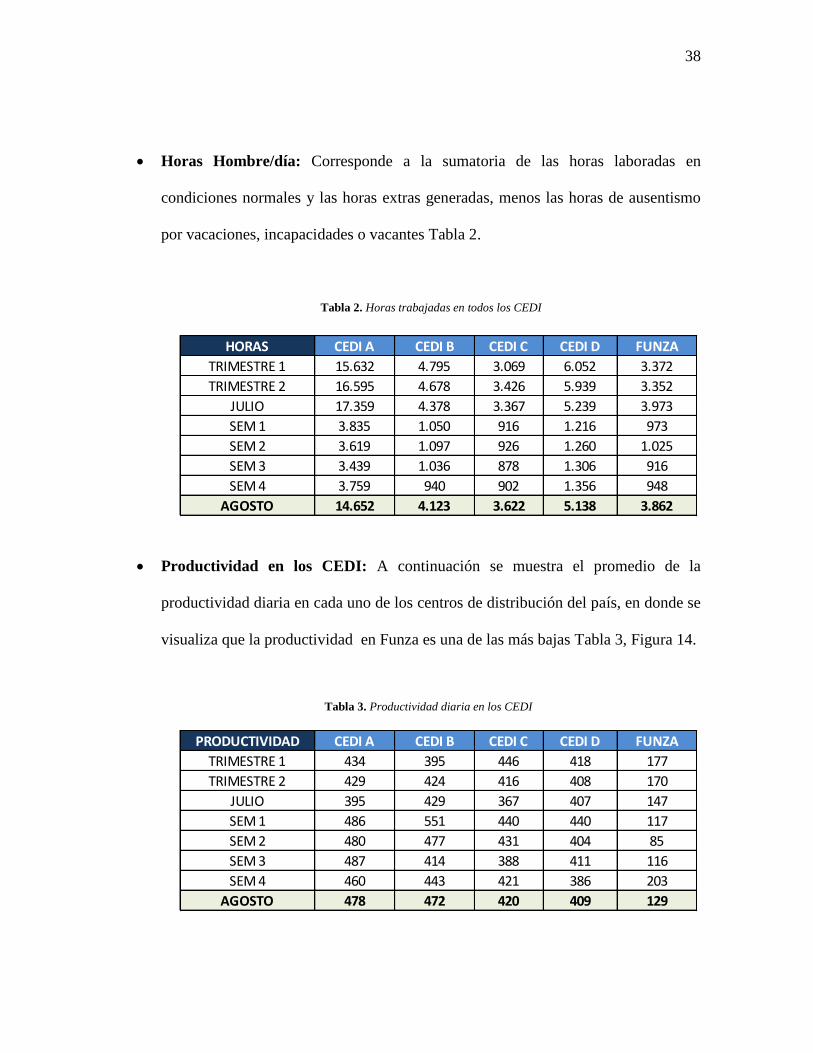
Horas Hombre/día: Corresponde a la sumatoria de las horas laboradas en
condiciones normales y las horas extras generadas, menos las horas de ausentismo
por vacaciones, incapacidades o vacantes Tabla 2.
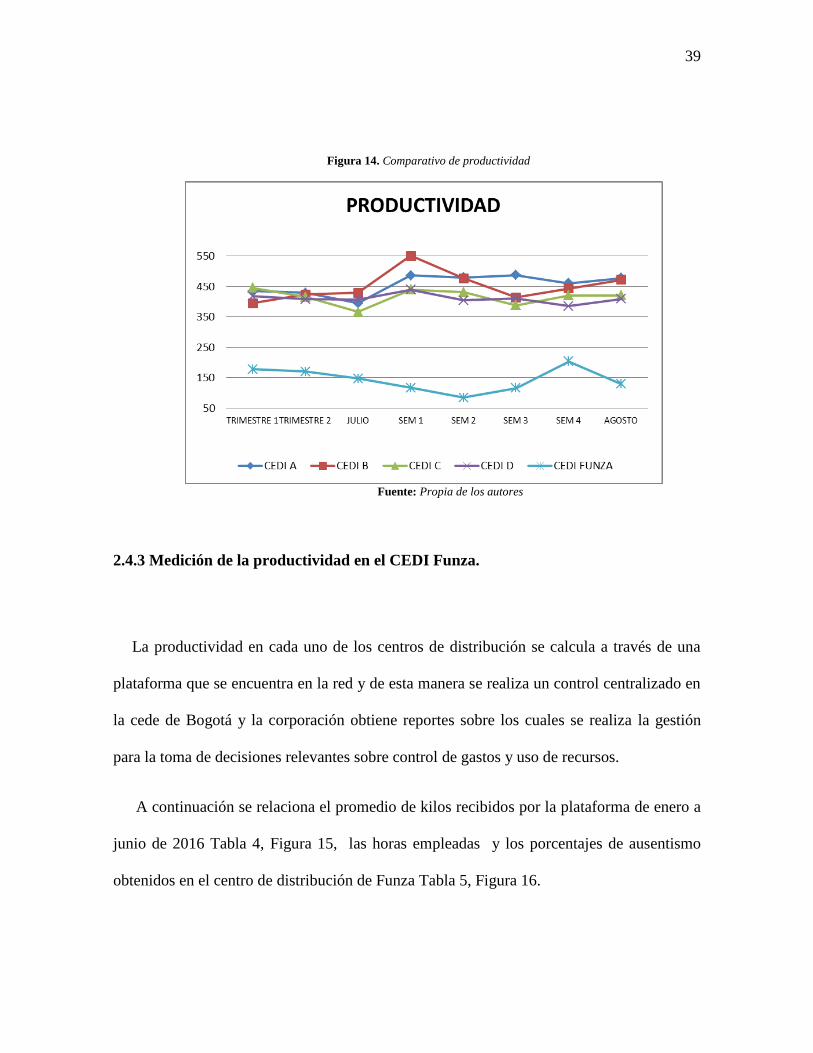
Productividad en los CEDI: A continuación se muestra el promedio de la
productividad diaria en cada uno de los centros de distribución del país, en donde se
visualiza que la productividad en Funza es una de las más bajas Tabla 3, Figura 14.
Tabla 2. Horas trabajadas en todos los CEDI
Tabla 3. Productividad diaria en los CEDI
39
2.4.3 Medición de la productividad en el CEDI Funza.
La productividad en cada uno de los centros de distribución se calcula a través de una
plataforma que se encuentra en la red y de esta manera se realiza un control centralizado en
la cede de Bogotá y la corporación obtiene reportes sobre los cuales se realiza la gestión
para la toma de decisiones relevantes sobre control de gastos y uso de recursos.
A continuación se relaciona el promedio de kilos recibidos por la plataforma de enero a
junio de 2016 Tabla 4, Figura 15, las horas empleadas y los porcentajes de ausentismo
obtenidos en el centro de distribución de Funza Tabla 5, Figura 16.
Figura 14. Comparativo de productividad
Fuente: Propia de los autores

40
MesKilos
movilizados
Horas
trabajadas
ENERO 23.229 133
FEBRERO 23.056 130
MARZO 23.556 132
ABRIL 22.476 128
MAYO 23.216 129
JUNIO 23.190 130
Total 23.123 130
MesPromedio de
%horas extras
Promedio de
% ausentismo
ENERO 17% 8%
FEBRERO 16% 10%
MARZO 11% 5%
ABRIL 12% 7%
MAYO 10% 5%
JUNIO 10% 4%
Total 13% 7%
Kilos Movilizados.
Fuente: Propia de los autores
Porcentajes de horas extras y horas de ausentismo.
Tabla 4. Kilos movilizados VS horas trabajadas
Tabla 5. Horas extras VS horas de ausentismo
Figura 15. Gráfica de kilos movilizados VS horas trabajadas
41
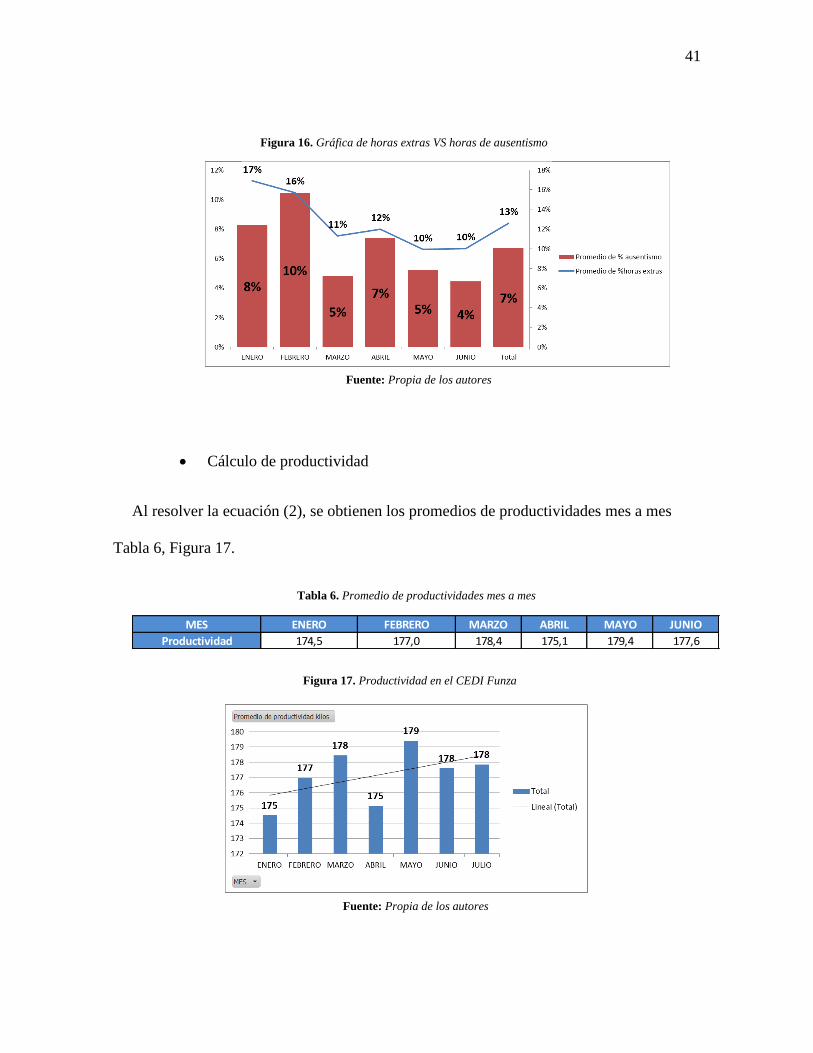
Cálculo de productividad
Al resolver la ecuación (2), se obtienen los promedios de productividades mes a mes
Tabla 6, Figura 17.
Tabla 6. Promedio de productividades mes a mes
MES ENERO FEBRERO MARZO ABRIL MAYO JUNIO
Productividad 174,5 177,0 178,4 175,1 179,4 177,6
Fuente: Propia de los autores
Fuente: Propia de los autores
Figura 16. Gráfica de horas extras VS horas de ausentismo
Figura 17. Productividad en el CEDI Funza

42
2.4.4 Análisis de productividad actual en el CEDI Funza.
En el cálculo de la productividad hay diferentes variables que no son controlables,
como lo son la cantidad de kilos movidos, la cantidad de horas de ausentismo por causas
ajenas a la empresa, tales como las horas generadas por incapacidades, calamidades y
renuncias; se puede controlar la realización de sobretiempo, que es una decisión de la
empresa, puesto que, si se quiere cumplir con un nivel de servicio establecido bajo un
indicador de eficacia, es necesario programar personal en tiempo extra para suplir el trabajo
que deja de realizarse por las ausencias no programadas.
Al comparar la productividad en centros de distribución que llevan mucho tiempo en
funcionamiento, como lo son los de Bogotá y Medellín con el nuevo CEDI en Funza, se
observa que hay una diferencia muy grande.
En Funza hay una tendencia a la mejora y se tiene que el promedio de kilos movilizados
en cada mes tiene una variación, debido a la estacionalidad del año. La cantidad de horas
extras varía de acuerdo a la cantidad de kilos a movilizar y al porcentaje diario de
ausentismo.
El promedio normal de productividad diario en un centro de distribución es de entre 400
y 430 kilos por hora hombre. En el CEDI Funza la productividad está a un 35% de lo que
debería ser normalmente, sobre lo que se encuentra que hay una importante oportunidad de
mejora.
43
La variable kilos a movilizar depende exclusivamente de las necesidades del cliente y en
la Tabla 4 se ve que durante el semestre la demanda ha estado entre 22.000 y 23.300 kilos.
Esto deja que para mejorar la productividad se deba trabajar con las variables con las cuales
se calculan las horas hombre: Horas posibles a trabajar, sobretiempo y ausentismo.
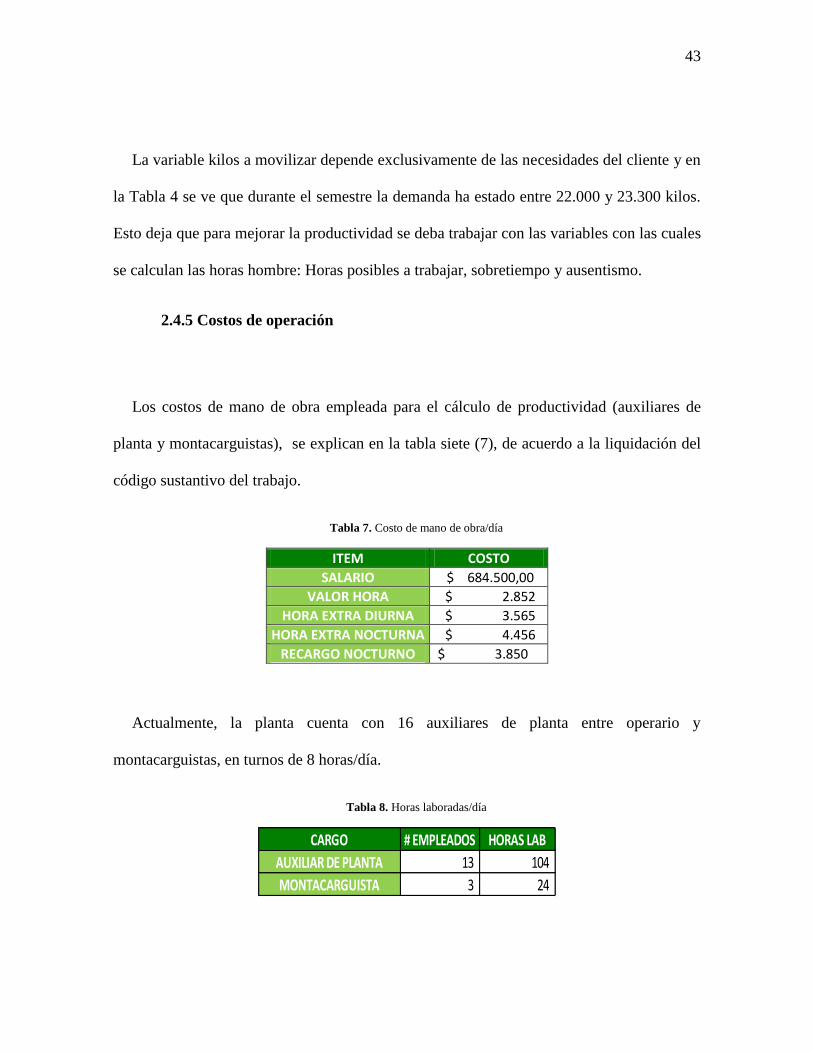
2.4.5 Costos de operación
Los costos de mano de obra empleada para el cálculo de productividad (auxiliares de
planta y montacarguistas), se explican en la tabla siete (7), de acuerdo a la liquidación del
código sustantivo del trabajo.
Tabla 7. Costo de mano de obra/día
ITEM COSTO
SALARIO $ 684.500,00
VALOR HORA $ 2.852
HORA EXTRA DIURNA $ 3.565
HORA EXTRA NOCTURNA $ 4.456
RECARGO NOCTURNO $ 3.850
Actualmente, la planta cuenta con 16 auxiliares de planta entre operario y
montacarguistas, en turnos de 8 horas/día.
Tabla 8. Horas laboradas/día
CARGO # EMPLEADOS HORAS LAB
AUXILIAR DE PLANTA 13 104
MONTACARGUISTA 3 24
44
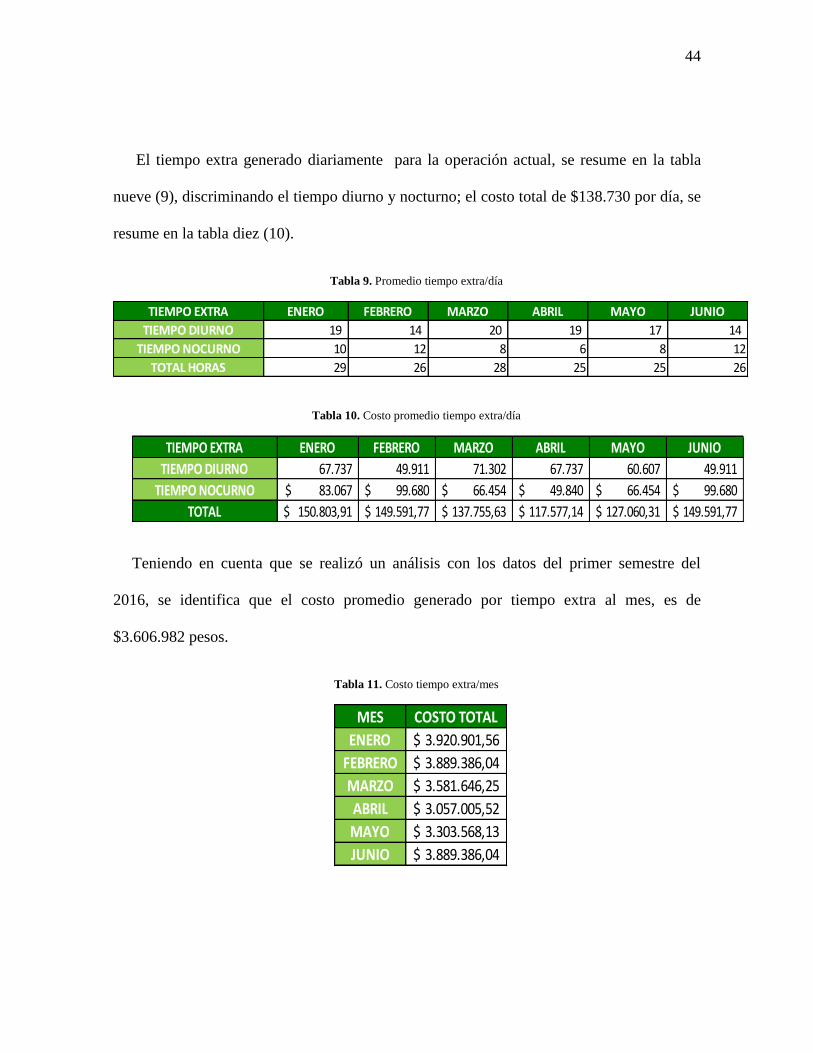
El tiempo extra generado diariamente para la operación actual, se resume en la tabla
nueve (9), discriminando el tiempo diurno y nocturno; el costo total de $138.730 por día, se
resume en la tabla diez (10).
Tabla 9. Promedio tiempo extra/día
Tabla 10. Costo promedio tiempo extra/día
Teniendo en cuenta que se realizó un análisis con los datos del primer semestre del
2016, se identifica que el costo promedio generado por tiempo extra al mes, es de
$3.606.982 pesos.
Tabla 11. Costo tiempo extra/mes
TIEMPO EXTRA ENERO FEBRERO MARZO ABRIL MAYO JUNIO
TIEMPO DIURNO 19 14 20 19 17 14
TIEMPO NOCURNO 10 12 8 6 8 12
TOTAL HORAS 29 26 28 25 25 26
TIEMPO EXTRA ENERO FEBRERO MARZO ABRIL MAYO JUNIO
TIEMPO DIURNO 67.737 49.911 71.302 67.737 60.607 49.911
TIEMPO NOCURNO 83.067$ 99.680$ 66.454$ 49.840$ 66.454$ 99.680$
TOTAL 150.803,91$ 149.591,77$ 137.755,63$ 117.577,14$ 127.060,31$ 149.591,77$
MES COSTO TOTAL
ENERO 3.920.901,56$
FEBRERO 3.889.386,04$
MARZO 3.581.646,25$
ABRIL 3.057.005,52$
MAYO 3.303.568,13$
JUNIO 3.889.386,04$

45
3. Propuesta
Para mejorar la productividad en el centro de distribución de Funza se debe reducir la
cantidad de horas trabajadas; esto permite inmediatamente que haya una reducción de
gastos en el recurso mano de obra y por lo tanto optimizar la producción.
El modelo de planeación de capacidades utilizando programación fraccional lineal,
muestra el cálculo para la productividad a partir de la formulación de la cantidad de
producto a producir, sobre la capacidad disponible de mano de obra (Kalenatick , López , &
Gonzalez , 2006).
3.1 Modelo
3.1.1 Modelo para optimizar la productividad en el CEDI.
Para optimizar la productividad en el CEDI Funza Colfrigos se formula un modelo de
maximización de la productividad que se fundamenta en la decisión que permita reducir la
capacidad disponible del recurso mano de obra que no se está aprovechando.
Con este modelo se pretende evaluar la viabilidad económica de optimizar la capacidad
disponible con la reducción de horas trabajadas. En él se evalúa si es conveniente reducir la
capacidad disponible del recurso mano de obra, dado que al bajar la capacidad es posible

46
incrementar los niveles de productividad y por lo tanto la contribución a la utilidad frente a
la reducción de pagos de nómina, sobretiempo y ausentismo.
3.1.2 Función objetivo.
De acuerdo a lo anterior la función objetivo queda estructurada en relación a los niveles
de producto movilizado y a la capacidad disponible de mano de obra, en la decisión de
reducir de tres turnos a dos turnos y por lo tanto en la disminución de la necesidad de
excesos en el recurso mano de obra.
El criterio de maximización de la función productividad y reducción de la capacidad
disponible del recurso mano de obra se expresa como la relación (3).
𝑀𝑎𝑥 𝐹 =∑ 𝑋𝑗 + 𝐹𝑑𝑠𝑛
𝑗=1
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗 + 𝑋𝑛+𝑚+1 + 𝑃𝐹𝑉𝑛𝑗=1
𝑚𝑖=1
(3)
47
3.1.3 Conjuntos referenciales.
i = Índice que identifica la etapa de proceso, donde i= 1, 2, …, m.
j = Índice que identifica el tipo de producto, donde j= 1,2, …, n.
m = Número de etapas de proceso.
n = Número de tipos de producto.
3.1.4 Definición de variables de decisión.
El modelo de optimización de la productividad presenta el conjunto de variables de
decisión siguiente:
Xj= Cantidad a mover del producto j.
𝑋𝑛+𝑚+1 = Ocio productivo del recurso mano de obra.
3.1.5 Parámetros.
El modelo de optimización de la productividad presenta el conjunto de parámetros
siguiente:

48
d max j= Demanda potencial del producto tipo j.
d min j= Demanda requerida del producto tipo j.
Kd= Capacidad disponible del recurso mano de obra polivalente.
bij= Tiempo de ejecución estándar requerido de mano de obra por unidad de
producto tipo j en la etapa de proceso i.
PFV= Factor de pérdida.
Fds= Factor de desperdicio. Por las características de la operación este valor es cero.
OT= Horas de sobretiempo realizadas.
3.2 Restricciones del modelo
El modelo de optimización de la productividad en el CEDI Funza Colfrigos toma como
representativas tres tipos de restricciones: Restricción de capacidad disponible de mano de
obra polivalente, asociadas a la cantidad de operarios en cada etapa del proceso sobre un
horizonte temporal, ecuaciones (4) y (5), restricciones de la demanda potencial y requerida,
ecuación (6) y las condiciones de no negatividad, ecuación (7).
La expresión (4) indica cómo el nivel de actividad que se puede generar medido en
unidades de fuerza laboral debe ser asociado a la disponibilidad del fondo de tiempo
disponible del recurso humano, lo cual al ser estandarizado se observa en la expresión (5),
que es el ocio productivo de la fuerza laboral asociado a la variable de holgura que se puede

49
causar en la actividad productiva sobre el horizonte ejecución. La expresión (6) muestra la
cantidad máxima de horas de sobretiempo que puede realizar una persona de acuerdo a la
legislación colombiana.
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗
𝑛
𝑗=1
≤ 𝐾𝑑
𝑚
𝑖=1
(4)
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗
𝑛
𝑗=1
+ 𝑋𝑛+𝑚+1 = 𝐾𝑑
𝑚
𝑖=1
(5)
𝑂𝑇 ≤ 2 (6)
La expresión (7), indica cómo es posible cubrir la demanda en un periodo en particular
a partir de los niveles de producción que en este caso es la cantidad de producto a ser
movilizado, dentro del rango mínimo (demanda requerida) y máximo (demanda potencial).
𝑑 min 𝑗 ≤ 𝑋𝑗 ≤ 𝑑 max 𝑗 ; ∀ 1,2,3, … , 𝑛 (7)
Para permitir que el modelo pueda ser solucionado se establece que ninguna variable es
negativa, ecuación (8).
𝑋𝑗 ≥ 0 ; ∡𝑗 = 1,2,3, … , 𝑛 (8)

50
A partir de la formulación de programación fraccional, se obtiene la productividad
parcial, así pues el modelo de optimización de la productividad en el CEDI Funza Colfrigos
se puede resumir en la expresión (9).
𝑀𝑎𝑥 𝐹 =∑ 𝑋𝑗 + 𝐹𝑑𝑠𝑛
𝑗=1
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗 + 𝑋𝑛+𝑚+1 + 𝑃𝐹𝑉𝑛𝑗=1
𝑚𝑖=1
(9)
Sujeto a:
Restricción del factor humano.
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗
𝑛
𝑗=1
≤ 𝐾𝑑
𝑚
𝑖=1
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗
𝑛
𝑗=1
+ 𝑋𝑛+𝑚+1 = 𝐾𝑑
𝑚
𝑖=1
𝑂𝑇 ≤ 2
Restricción de la demanda.
𝑑 min 𝑗 ≤ 𝑋𝑗 ≤ 𝑑 max 𝑗 ; ∀ 1,2,3, … , 𝑛
Restricción de no negatividad.
𝑋𝑗 ≥ 0 ; ∀𝑗 = 1,2,3, … , 𝑛

51
3.3 Linealización del modelo
La función objetivo y la función de restricciones en todo modelo de PL deben ser
lineales. Por lo tanto el modelo de la expresión (9) debe ser transformado.
En primera estancia se establece la variable t, expresión (10), la cual se reemplaza en
todo el modelo mostrado en la expresión (9) y dando como resultado la nueva formulación
sobre la cual se realizará la validación del modelo de optimización, expresión (11).
1
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑋𝑗 + 𝑋𝑛+𝑚+1𝑛𝑗=1 + 𝑃𝐹𝑉𝑚
𝑖=1
= 𝑡 (10)
𝑡𝑋𝑗 = 𝑦𝑖 ; ∀𝑗 = 1,2,3, … , 𝑛
𝑡 =𝑦𝑖
𝑋𝑗
𝑡𝑗 , 𝑦𝑖 ≥ 0 ; 𝑗 ≥ 1,2,3, … , 𝑛
Se haría:
𝑡 (∑ 𝑦𝑖 + 𝐹𝑑𝑠
𝑛
𝑗=1
)

52
El modelo linealizado sobre el cual se puede trabajar el proceso experimental en un
software con el cual se puede realizar la solución a problemas de programación lineal se
muestra en la expresión (11).
𝑀𝑎𝑥 𝐹 = ∑ 𝑦𝑖
𝑛
𝑗=1
+ 𝐹𝑑𝑠 ∗ 𝑡 (11)
SA:
Restricción del factor humano
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑦𝑗
𝑛
𝑗=1
− 𝐾𝑑 ≤ 0
𝑚
𝑖=1
∑ ∑ 𝑏𝑖𝑗 ∗ 𝑦𝑗
𝑛
𝑗=1
+ 𝑦𝑛+𝑚+1 − 𝐾𝑑 ∗ 𝑡
𝑚
𝑖=1
= 0
𝑂𝑇 ≤ 2
Restricción de la demanda.
𝑑 min 𝑗 ∗ 𝑡 ≤ 𝑦𝑖 ≤ 𝑑 max 𝑗 ∗ 𝑡
Restricción de no negatividad
𝑌𝑗 ≥ 0 ; ∀𝑗 = 1,2,3, … , 𝑛

53
𝑋𝑛+𝑖 =𝑦𝑛+𝑖
𝑡
𝑋𝑛+𝑚+1 =𝑦𝑛+𝑚+𝑖
𝑡 ∀𝑖 = 1,2,3, … , 𝑚
3.4 Proceso de recolección de información
Gracias a la ayuda de la empresa Colfrigos se obtiene la información para la validación
del modelo de optimización.
3.4.1 Información de los conjuntos referenciales.
i = Índice que identifica la etapa de proceso. En el CEDI Funza hay dos (2) etapas
de proceso donde i= 1, 2, …, m.
j = Índice que identifica el tipo de producto. En el CEDI Funza hay tres (3) tipos de
producto: seco, refrigerado y congelado, donde j= 1,2, …, n.
m = Número de etapas de proceso, donde m= 2
n = Número de tipos de producto, donde n= 3

54
Kilos Tiempo
7,16 1 minuto
430 1 hora
3440 1 día
11180 1 mes
134.160 1 año
3.4.2 Información para la definición de variables de decisión.
El modelo de optimización de la productividad presenta el conjunto de variables de
decisión siguiente:
Xj= Cantidad a mover del producto j, donde los valores se dan de acuerdo al
histórico calculado en la Tabla 4 que proviene del Anexo B y que es una variable de
decisión la cual se calcula al resolver el modelo.
𝑋𝑛+𝑚+1 = Ocio productivo del recurso mano de obra. Se calcula a partir de los
datos consignados que se hallan con la solución del modelo y con el cálculo de la
restricción de capacidad Kd, además apoyada en la Tabla 7.
3.4.3 Información para parámetros.
El modelo de optimización de la productividad presenta el conjunto de parámetros
siguiente:
Tabla 12. Kilos movilizados VS tiempo de una persona
55
DIA ProcesoPersonal por
plantilla
Personal
Asistente
Horas
Extras
Horas Ausencia 1
(Vacaciones, Cambio de
Contrato)
Horas
Ausencia 2
(Vacantes)
Horas Ausencia 3
(Otros (Permisos
remunerado, Cursos,
Incapacidades)
Total Horas
Ausencia
Horas
trabajadas
Kilos
movidos
productividad
kilos% ausente
6 OPERACIONES 11 11 22 0 0 0 0 110 47.300 430 0%
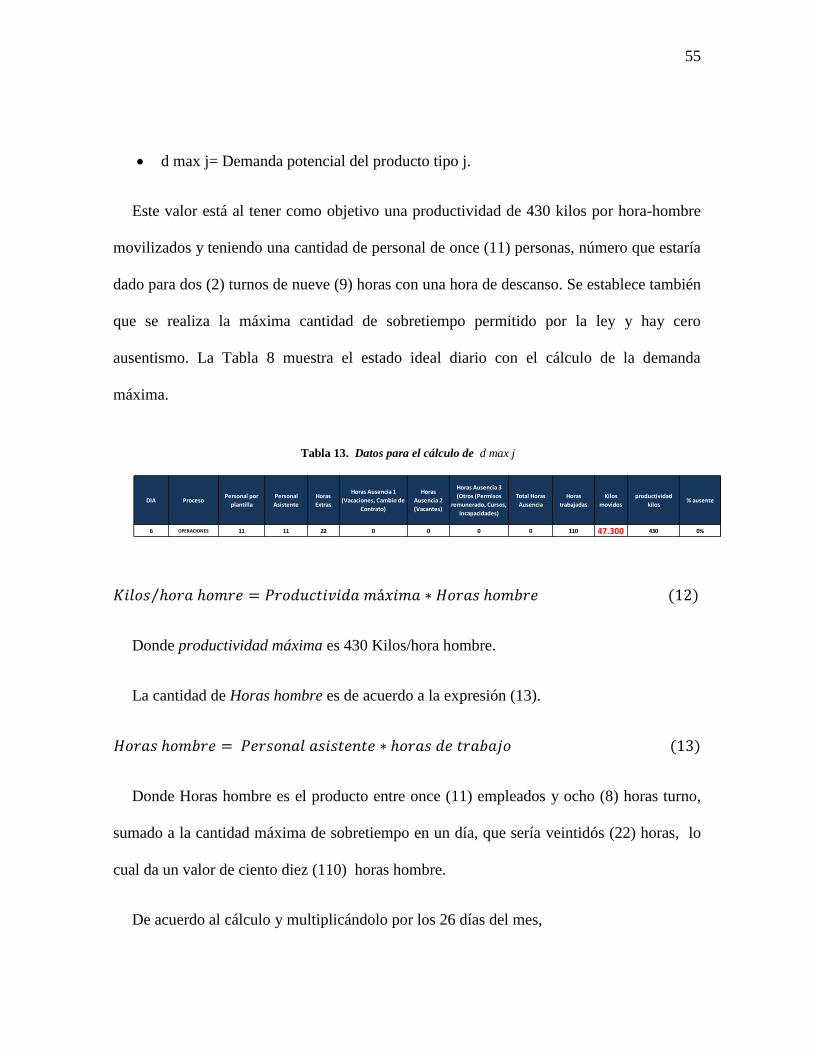
d max j= Demanda potencial del producto tipo j.
Este valor está al tener como objetivo una productividad de 430 kilos por hora-hombre
movilizados y teniendo una cantidad de personal de once (11) personas, número que estaría
dado para dos (2) turnos de nueve (9) horas con una hora de descanso. Se establece también
que se realiza la máxima cantidad de sobretiempo permitido por la ley y hay cero
ausentismo. La Tabla 8 muestra el estado ideal diario con el cálculo de la demanda
máxima.
𝐾𝑖𝑙𝑜𝑠 ℎ𝑜𝑟𝑎 ℎ𝑜𝑚𝑟𝑒 = 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎 𝑚á𝑥𝑖𝑚𝑎 ∗ 𝐻𝑜𝑟𝑎𝑠 ℎ𝑜𝑚𝑏𝑟𝑒⁄ (12)
Donde productividad máxima es 430 Kilos/hora hombre.
La cantidad de Horas hombre es de acuerdo a la expresión (13).
𝐻𝑜𝑟𝑎𝑠 ℎ𝑜𝑚𝑏𝑟𝑒 = 𝑃𝑒𝑟𝑠𝑜𝑛𝑎𝑙 𝑎𝑠𝑖𝑠𝑡𝑒𝑛𝑡𝑒 ∗ ℎ𝑜𝑟𝑎𝑠 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 (13)
Donde Horas hombre es el producto entre once (11) empleados y ocho (8) horas turno,
sumado a la cantidad máxima de sobretiempo en un día, que sería veintidós (22) horas, lo
cual da un valor de ciento diez (110) horas hombre.
De acuerdo al cálculo y multiplicándolo por los 26 días del mes,
Tabla 13. Datos para el cálculo de d max j
56
d max j= 1’229.800 Kilos
d min j= Demanda requerida del producto tipo j.
El cálculo de la demanda requerida depende del mínimo valor que es aceptado para tener
una productividad con valores donde por lo menos el valor de la utilidad es cero. Aplicando
la misma expresión (11) y cambiando el valor de productividad a un mínimo aceptado que
es dado por la cantidad mínima de kilos movidos históricamente, Tabla 4, con una
reducción del 5% y la aplicando el valor máximo de porcentaje de ausentismo
históricamente Tabla 5, aplicado al total de horas trabajadas, así como se aplica el máximo
porcentaje de sobretiempo Tabla 5, los valores quedarían:
Kilos: 21.343 Kilos
Horas Hombre: 88
Horas de Ausentismo: 9
Horas de Sobretiempo: 14
Al despejar la productividad quedaría como se ve en la expresión (14).
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =21.343 𝐾𝑖𝑙𝑜𝑠
88𝐻𝑜𝑟𝑎𝑠 + 14 ℎ𝑜𝑟𝑎𝑠 𝑑𝑒 𝑠𝑜𝑏𝑟𝑒𝑡𝑖𝑒𝑚𝑝𝑜 − 9 ℎ𝑜𝑟𝑎𝑠 𝑑𝑒 𝑎𝑢𝑠𝑒𝑛𝑡𝑖𝑠𝑚𝑜 (14)
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 = 227 𝑘𝑖𝑙𝑜𝑠 ℎ𝑜𝑟𝑎 ⁄
La cantidad mínima de kilos a movilizar multiplicados por los 26 días del mes son:
57
DIA ProcesoPersonal
por plantilla
Personal
Asistente
Horas
Extras
Horas Ausencia 1
(Vacaciones, Cambio
de Contrato)
Horas Ausencia 2
(Vacantes)
Horas Ausencia 3
(Otros (Permisos
remunerado, Cursos,
Incapacidades)
Total Horas
Ausencia
Horas
trabajadas
Kilos
movidos
productividad
kilos
%horas
extras% ausente
6OPERACIONE
S11 11 14,96 0 0 9 9 94 21.344 227 16% 9%
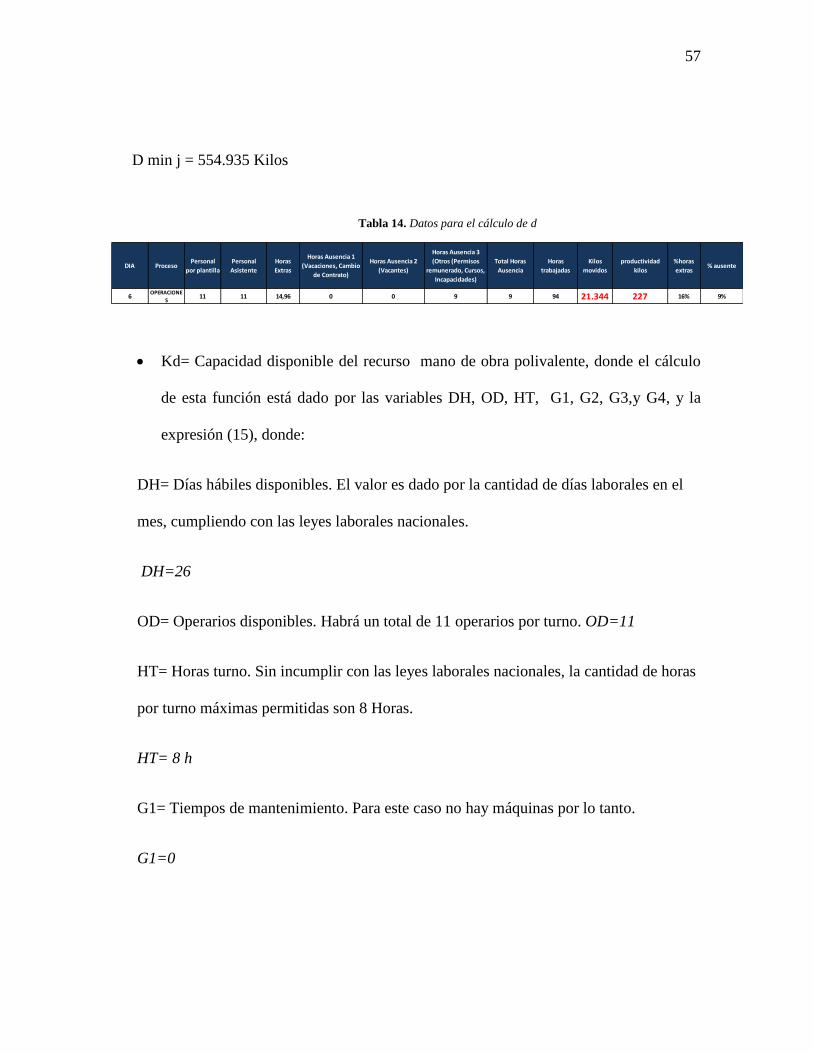
D min j = 554.935 Kilos
Kd= Capacidad disponible del recurso mano de obra polivalente, donde el cálculo
de esta función está dado por las variables DH, OD, HT, G1, G2, G3,y G4, y la
expresión (15), donde:
DH= Días hábiles disponibles. El valor es dado por la cantidad de días laborales en el
mes, cumpliendo con las leyes laborales nacionales.
DH=26
OD= Operarios disponibles. Habrá un total de 11 operarios por turno. OD=11
HT= Horas turno. Sin incumplir con las leyes laborales nacionales, la cantidad de horas
por turno máximas permitidas son 8 Horas.
HT= 8 h
G1= Tiempos de mantenimiento. Para este caso no hay máquinas por lo tanto.
G1=0
Tabla 14. Datos para el cálculo de d
min j
58
Actividad Horas por
empleado
Exámenes
preventivos0,17
capacitación 0,83
Inducción 0,42
Celebraciones 0,33
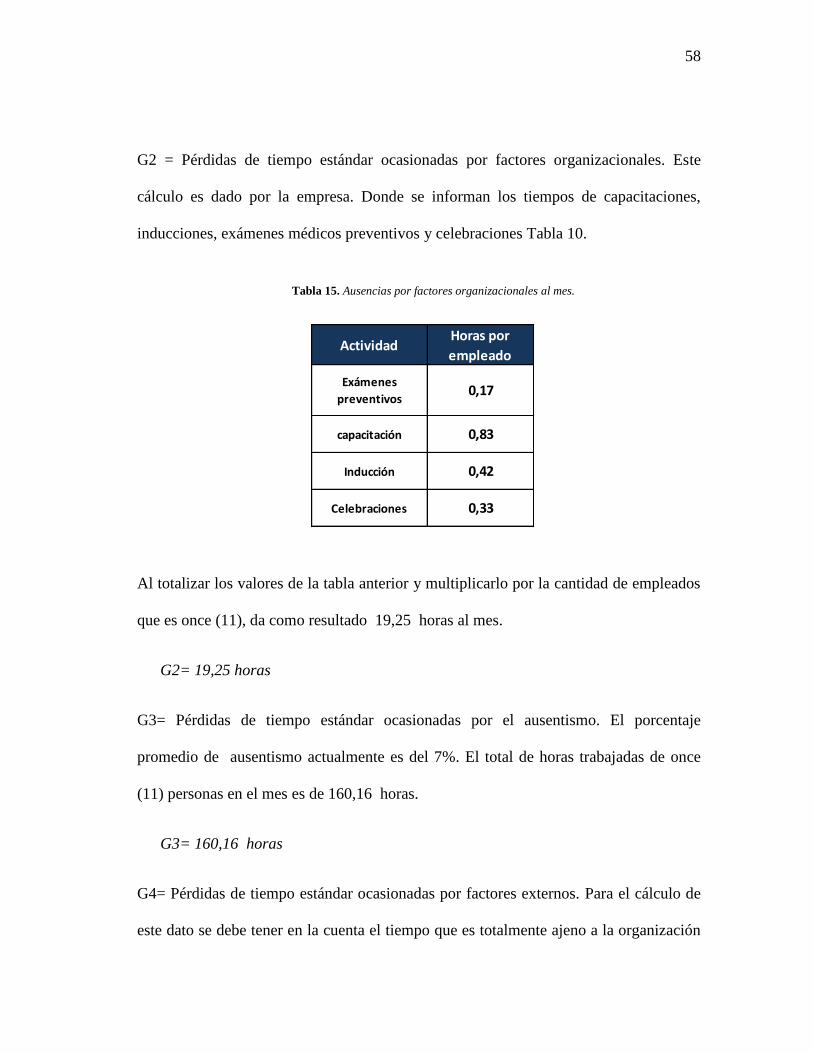
G2 = Pérdidas de tiempo estándar ocasionadas por factores organizacionales. Este
cálculo es dado por la empresa. Donde se informan los tiempos de capacitaciones,
inducciones, exámenes médicos preventivos y celebraciones Tabla 10.
Al totalizar los valores de la tabla anterior y multiplicarlo por la cantidad de empleados
que es once (11), da como resultado 19,25 horas al mes.
G2= 19,25 horas
G3= Pérdidas de tiempo estándar ocasionadas por el ausentismo. El porcentaje
promedio de ausentismo actualmente es del 7%. El total de horas trabajadas de once
(11) personas en el mes es de 160,16 horas.
G3= 160,16 horas
G4= Pérdidas de tiempo estándar ocasionadas por factores externos. Para el cálculo de
este dato se debe tener en la cuenta el tiempo que es totalmente ajeno a la organización
Tabla 15. Ausencias por factores organizacionales al mes.
59
y que no es por ausentismo. Este tipo de pérdida de tiempo es el menos común, pero
también se debe hacer el record de esta clase de pérdidas, por lo general es debido a
permisos otorgados por el gobierno cuando se participa en las votaciones, ya sea como
jurado o como elector, no sucede todos los años por lo cual se estima en una hora al año
por persona en un mes, para once (11) personas equivale a 0,91 horas.
G4=0,091 horas.
𝐾𝑑 = (𝐷𝐻 ∗ 𝑂𝐷 ∗ 𝐻𝑇) − (𝐺1 + 𝐺2 + 𝐺3 + 𝐺4) (15)
Quedaría:
𝐾𝑑 = (26 ∗ 11 ∗ 8) − (0 + 19,25 + 160,16 + 0,091) = 1931,68
bij= Tiempo de ejecución estándar requerido de mano de obra por unidad de
producto tipo j en la etapa de proceso i.
Se establece que en una hora una persona puede movilizar hasta 430 kilos de producto
tipo j. Esto significa que un kilo es movilizado en 0,00232558 horas.
bij = 0,00232558 horas/Kilo
PFV= Factor de pérdida.
Con el histórico de pérdida de producto se da un valor promedio de pérdida de kilos diarios.
PFV=0,001 kilos

60
Fds= Factor de desperdicio. Por las características de la operación este valor es cero
(0).
Fds=0
OT= Horas de sobretiempo realizadas.
La legislación laboral colombiana dice que la máxima cantidad de horas de trabajo a la
semana es de cuarenta y ocho (48), todo el tiempo adicional se determinará como tiempo
extra, por lo cual un trabajador no puede hacer más de dos (2) horas extras diarias.
(Ministerio de Trabajo, 1990).
OT ≤ 2

61
Xj Seco Refrigerado Congelado
Recibo 203.388 228.309 241.171
Alistamiento 166.408 152.206 160.781
4. Validación
Con el fin de validar el modelo de optimización de la productividad en el CEDI Funza
Colfrigos se utiliza el SOLVER de Excel para realizar los cálculos. Debido a que la
complejidad matemática del modelo no requiere hallar muchas variables, además la
empresa solicita como entregable un sistema que puedan cargar en sus computadores,
dando cumplimiento a la normatividad nacional sobre el uso de software legal.
4.1 Solución del modelo.
Para dar solución al modelo se cargan en el software los valores ideales, los cuales
resultan a partir de la estadística del histórico de productividad de los centros de
distribución que funcionan alrededor del país. Lo que se busca es encontrar la cantidad
máxima de kilos que se pueden movilizar para que se cumpla el objetivo de optimizar la
productividad de la operación logística. La solución obtenida se ve en la Tabla 11. La cual
es halla a partir de los datos arrojados de la solución de la función objetivo, de las
restricciones y de la Linealización del modelo.
Tabla 16. Cantidad de producto a mover en kilogramos al mes

62
bij Seco Refrigerado Congelado
Recibo 0,002336 0,002353 0,002326
Alistamient
o 0,002500 0,002392 0,002410
G1 0
G2 19,25
G3 160,16
G4 0,91
4.1.1 Datos de la solución de la función objetivo
Se tiene que el centro de distribución de Funza trabaja con diez y seis (16) operarios en
tres (3) turnos de ocho (8) horas, trabajando seis (6) días a la semana, maneja tres (3) tipos
de productos a movilizar, en dos (2) etapas. La productividad ideal es de 430 kilos
movilizados en una hora por una persona, se estiman los valores de horas no trabajadas,
estableciendo que el centro de distribución sólo debe contar con once (11) operarios para
ejecutar las labores logísticas, puesto que esta es la cantidad mínima aprobada.
Todos los resultados de los parámetros de la expresión (3) Página 2045. Se ven en las
tablas: Tabla 12, Tabla 13, Tabla 14, Tabla 15, Tabla 16, Tabla 17, Tabla 18.
Tabla 17. Datos de bij
Tabla 18. Datos para estimar la pérdida de capacidad
63
Xn+m+1 Seco Refrigerado Congelado
Recibo 2264,71271 2297,449412 2280,610233
Alistamiento 2235,665 2291,048421 2266,186024
PFV Seco Refrigerado Congelado
Recibo 2,26471271 2,297449412 2,280610233
Alistamiento 2,235665 2,291048421 2,266186024
Xj+Fds Seco Refrigerado Congelado
Kilogramos 177606 162448 171600
bij*Xj Seco Refrigerado Congelado
Recibo 414,9672897 382,2305882 399,0697674
Alistamiento 444,015 388,6315789 413,4939759
bij*xj+Xn+m+1+PFV Seco Refrigerado Congelado
Recibo 2681,944713 2681,977449 2681,96061
Alistamiento 2681,915665 2681,971048 2681,946186
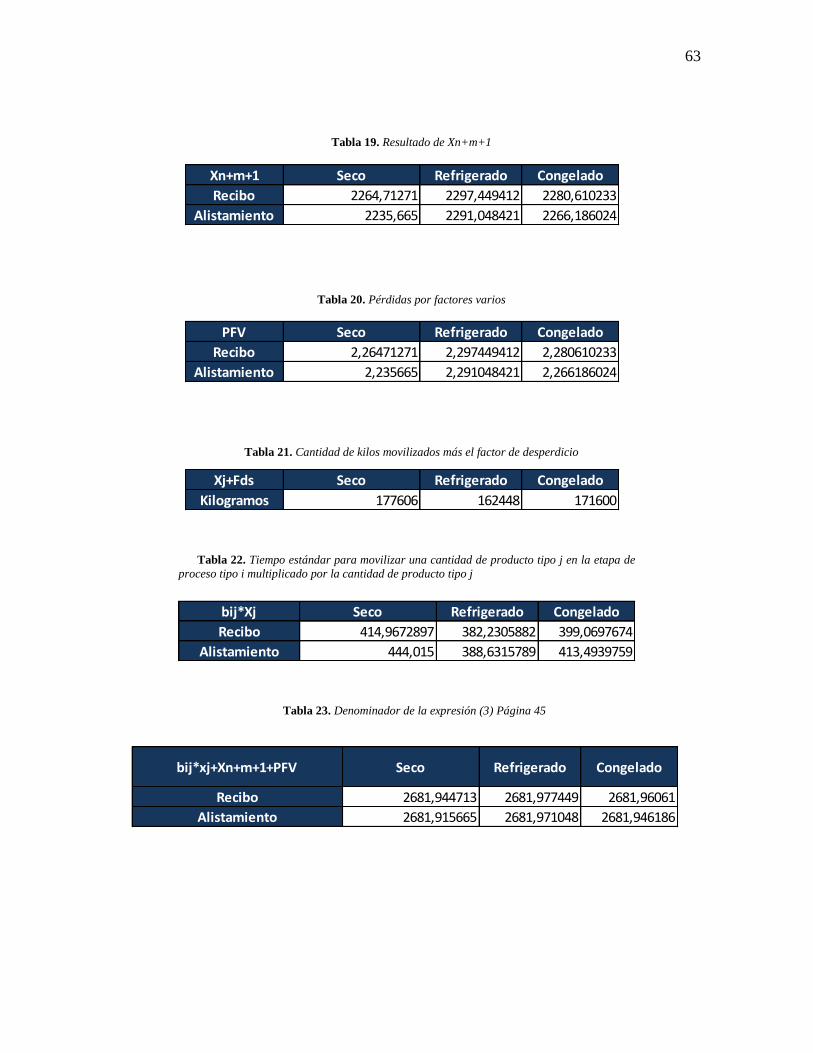
Tabla 19. Resultado de Xn+m+1
Tabla 20. Pérdidas por factores varios
Tabla 21. Cantidad de kilos movilizados más el factor de desperdicio
Tabla 22. Tiempo estándar para movilizar una cantidad de producto tipo j en la etapa de
proceso tipo i multiplicado por la cantidad de producto tipo j
Tabla 23. Denominador de la expresión (3) Página 45

64
Parámetro Cantidad Unidades
DH 26 Días
OD 11 Personas
HT 8 Horas
G1 0 Horas
G2 19,25 Horas
G3 160,16 Horas
G4 0,91 Horas
Seco Refrigerado Congelado
Recibo 75,9 85,2 90
Alistamient
o 62,1 56,8 60
TOTAL 138 142 150 430
4.1.2 Datos de la solución de las restricciones
Para dar solución a las expresiones (5) y (7) de las restricciones del modelo página 48, se
muestran los datos de las tablas: Tabla 17, Tabla 19, Tabla 20, Tabla 21, Tabla 22 y la
Tabla 23.
𝐾𝑑 = (𝐷𝐻 ∗ 𝑂𝐷 ∗ 𝐻𝑇) − (𝐺1 + 𝐺2 + 𝐺3 + 𝐺4) (15)
La productividad máxima mensual requerida para cada tipo de producto en las etapas
de recibo y alistamiento se ve en la Tabla 20.
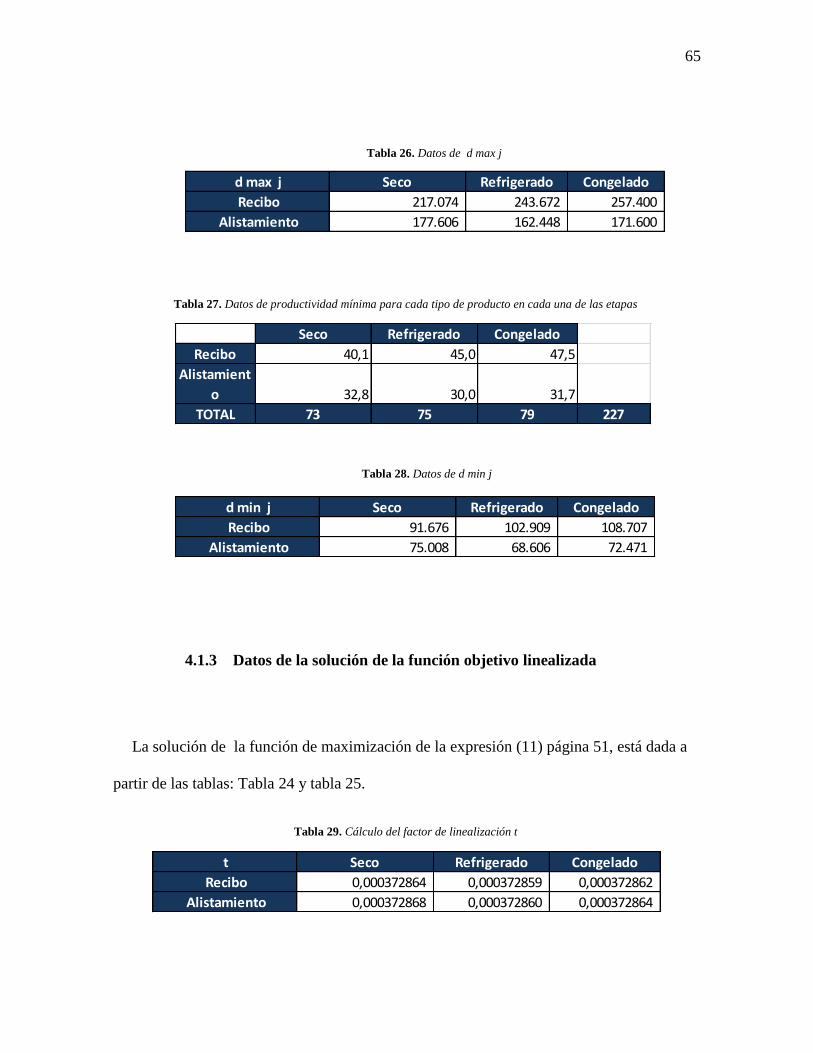
Tabla 24. Datos para el cálculo de Kd
Tabla 25. Datos de productividad máxima para cada tipo de producto en cada una de las etapas
65
Seco Refrigerado Congelado
Recibo 40,1 45,0 47,5
Alistamient
o 32,8 30,0 31,7
TOTAL 73 75 79 227
d max j Seco Refrigerado Congelado
Recibo 217.074 243.672 257.400
Alistamiento 177.606 162.448 171.600
d min j Seco Refrigerado Congelado
Recibo 91.676 102.909 108.707
Alistamiento 75.008 68.606 72.471
t Seco Refrigerado Congelado
Recibo 0,000372864 0,000372859 0,000372862
Alistamiento 0,000372868 0,000372860 0,000372864
4.1.3 Datos de la solución de la función objetivo linealizada
La solución de la función de maximización de la expresión (11) página 51, está dada a
partir de las tablas: Tabla 24 y tabla 25.
Tabla 26. Datos de d max j
Tabla 27. Datos de productividad mínima para cada tipo de producto en cada una de las etapas
Tabla 28. Datos de d min j
Tabla 29. Cálculo del factor de linealización t
66
Yi Seco Refrigerado Congelado
Recibo 66,222841641 60,570233369 63,983042609
Alistamiento 66,223558898 60,570377930 63,983386726
bij*yi Seco Refrigerado Congelado
Recibo 0,154726266 0,142518196 0,148797774
Alistamiento 0,165558897 0,144905210 0,154176835
Yn+m+1 Seco Refrigerado Congelado
Recibo 0,844429305 0,856625179 0,850351875
Alistamiento 0,833607495 0,854240549 0,844978186
Kd*t Seco Refrigerado Congelado
Recibo 0,999155571 0,999143375 0,999149648
Alistamiento 0,999166393 0,999145759 0,999155022
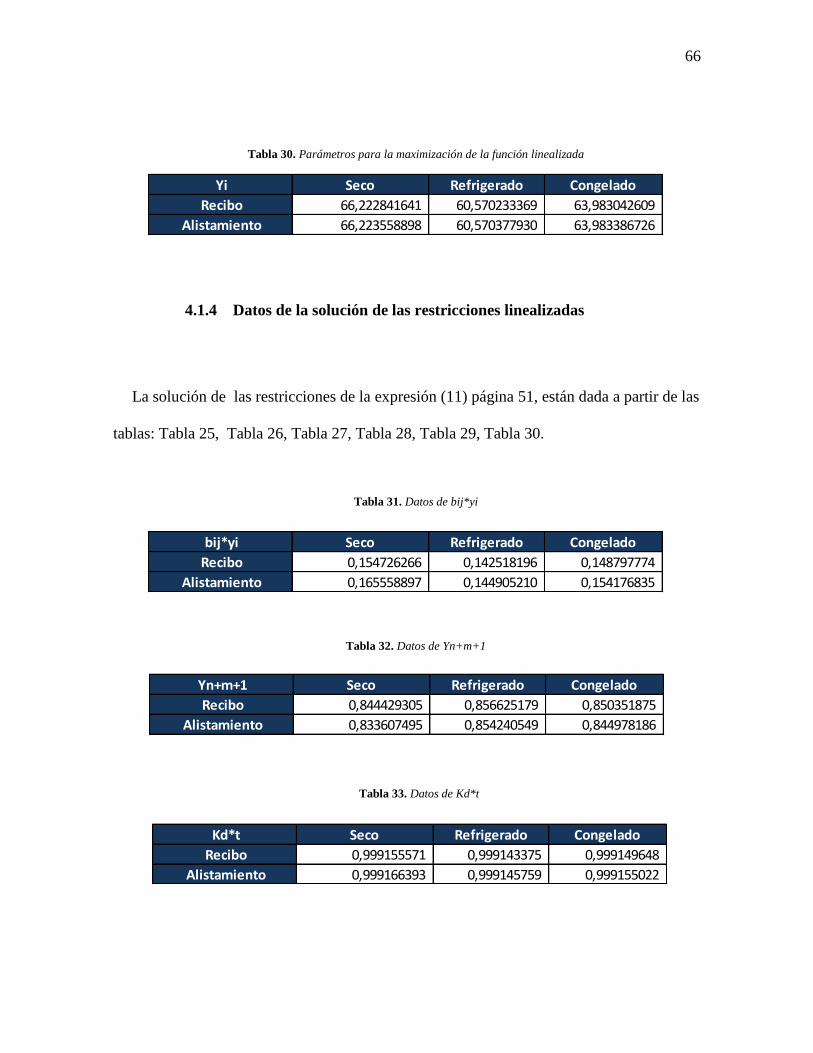
4.1.4 Datos de la solución de las restricciones linealizadas
La solución de las restricciones de la expresión (11) página 51, están dada a partir de las
tablas: Tabla 25, Tabla 26, Tabla 27, Tabla 28, Tabla 29, Tabla 30.
Tabla 30. Parámetros para la maximización de la función linealizada
Tabla 31. Datos de bij*yi
Tabla 32. Datos de Yn+m+1
Tabla 33. Datos de Kd*t

67
d max j *t Seco Refrigerado Congelado
Recibo 81 91 96
Alistamiento 66 61 64
d min j *t Seco Refrigerado Congelado
Recibo 34 38 41
Alistamiento 28 26 27
4.1.5 Resultados de la solución del modelo
Dado que la función objetivo es optimizar la productividad, se tiene que al linealizar el
modelo, lo que se quiere es maximizar la función objetivo dada por la expresión (11) con
sus restricciones también linealizadas.
𝑀𝑎𝑥 𝐹 = ∑ 𝑦𝑖
𝑛
𝑗=1
+ 𝐹𝑑𝑠 ∗ 𝑡 (11)
Se tiene que en el centro de Distribución Funza Colfrigos se trabajan veintiséis (26) días
al mes con un horario de trabajo de ocho (8) horas y diez y seis (16) personas repartidas en
los tres (3) turnos. Dejando la máxima cantidad de sobretiempo permitido y con un
Tabla 34. Restricción de la demanda máxima linealizada
Tabla 35. Restricción de la demanda mínima linealizada

68
DH 26
OD 11
HT 8
Sobretiempo2 horas por persona
al día
Ausentismo 6%
Datos de entrada
Seco Refrigerado Congelado
Xj 369.796 380.515 401.952
porcentaje de ausentismo que va de acuerdo al promedio histórico que corresponde al 6%
Tabla 31. Al correr el modelo se obtienen los siguientes resultados.
Cumpliendo las condiciones anteriores, la máxima cantidad de kilogramos al mes de
cada uno de los productos que se pueden mover en el centro de distribución se observa en
la Tabla 32.
De acuerdo a la Tabla 32, la máxima cantidad de kilogramos al mes que se pueden
mover cumpliendo las condiciones iniciales es de 1’152.262 kilogramos. Lo cual da la
productividad máxima de 430 Kilogramos-hora movidos por una persona.
Tabla 36. Datos de entrada de la solución del modelo
Tabla 37. Máxima cantidad de kilogramos que se pueden mover cumpliendo las condiciones de entrada

69
CondicionesMáxima cantidad de
Kilogramos a mover en el mes
Sobretiempo2 horas por persona
al día
Ausentismo 6%
Sobretiempo1 hora por persona al
día
Ausentismo 6%
Sobretiempo0 horas por persona
al día
Ausentismo 6%
Sobretiempo2 horas por persona
al día
Ausentismo 0%
Sobretiempo1 hora por persona al
día
Ausentismo 0%
Sobretiempo0 horas por persona
al día
Ausentismo 0%
1.162.101
1.039.121
975.171,00
916.141
1.221.131,00
1.098.151,00
Se realiza un análisis con varias condiciones que pueden ser las más ideales y las más
normales cumpliendo con la condición de tener la máxima productividad 430 kilogramos-
hora, arrojando los datos de la Tabla 33.
Tabla 38. Soluciones del modelo cambiando las condiciones de horas trabajadas

70
DH 26
OD 16
HT 8
Sobretiempo1,779 horas por
persona al día
Ausentismo 6,2%
Horas posibles a trabajar 3328
Horas de ausencia 206,336
Horas de sobretiempo 740,336
Horas totales trabajadas 3862
Cantidad de kilogramos
movidos en el mes de los
tres productos
499.884
Productividad 129,44
Datos de entrada
4.2 Aplicación del modelo
Por medio de la instrumentación, se entiende como instrumentación la consecución de
los diferentes recursos necesarios para conducir la experimentación (Kalenatick , López , &
Gonzalez , 2006), y gracias a la colaboración de la empresa se obtienen los datos para la
aplicación del modelo a un caso práctico. Los datos que se dan, son los obtenidos durante el
mes de agosto en el CEDI, Tabla 34.
Se aplica el modelo de optimización de la capacidad de mano de obra que se obtuvo en
este trabajo, sin variar la cantidad de kilogramos movidos, ni el valor del porcentaje de
absentismo, puesto que son valores que se obtuvieron en el mes de agosto y que no
Tabla 39. Información del mes de agosto del CEDI

71
APLICANDO EL MODELO
DH 26 26
OD ? 6,06
HT 8 8
Sobretiempo 0 0
Ausentismo 6,2 6,2
Horas posibles a trabajar ? 1260,48
Horas de ausencias 78,17 78,17
Horas de ssobretiempo 0 0
Horas totales trabajadas ? 1182,31
Cantidad de kilogramos
movidos en el mes de los
tres productos
499884 499884
productividad ? 430
DATOS DE ENTRADA
tendrían variación al realizar el cálculo matemático y se establece que no se debe hacer
sobretiempo. Los datos iniciales estarían en la Tabla 35. Obteniendo la productividad de
430 K/H.
Debido a que la operación requiere que siempre haya una persona manejando un
montacargas y al menos cuatro (4) operarios para el recibo y el alistamiento, se plantea el
cálculo del modelo con once (11) personas. Se mantienen la cantidad de kilos a movilizar,
el porcentaje de ausentismo y la condición de no realizar sobretiempo. Tabla 36.
Tabla 40. Aplicación del modelo con datos históricos
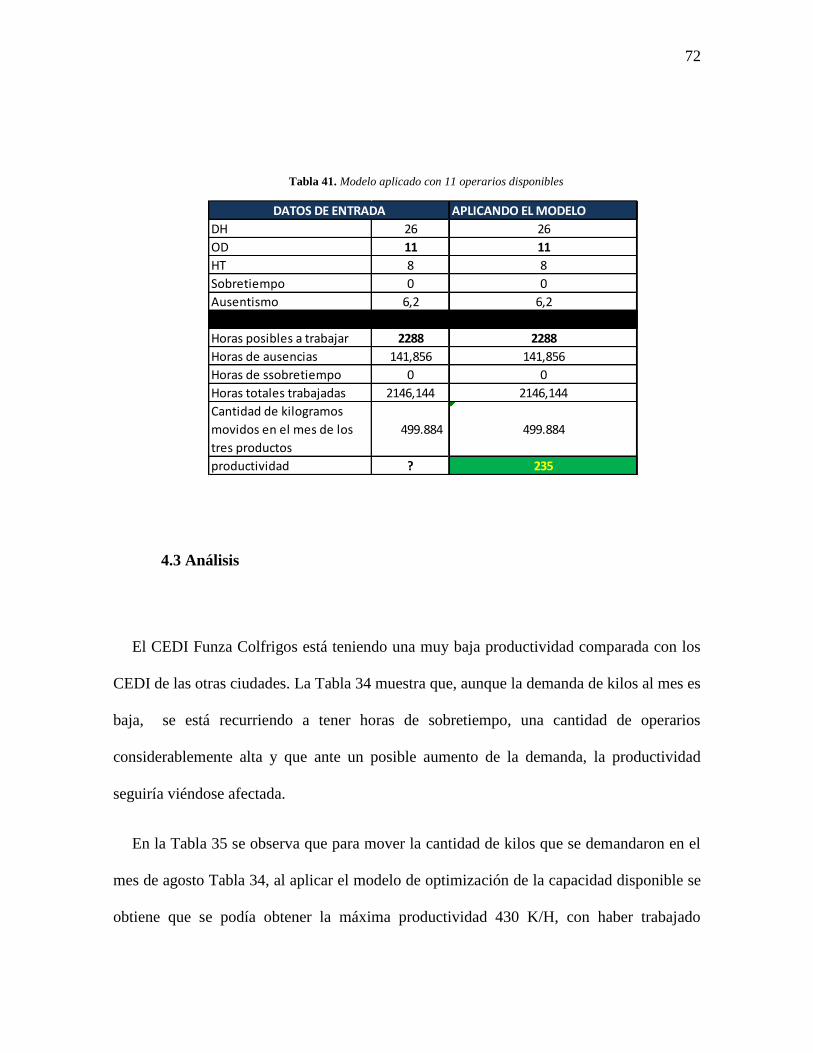
72
APLICANDO EL MODELO
DH 26 26
OD 11 11
HT 8 8
Sobretiempo 0 0
Ausentismo 6,2 6,2
Horas posibles a trabajar 2288 2288
Horas de ausencias 141,856 141,856
Horas de ssobretiempo 0 0
Horas totales trabajadas 2146,144 2146,144
Cantidad de kilogramos
movidos en el mes de los
tres productos
499.884 499.884
productividad ? 235
DATOS DE ENTRADA
4.3 Análisis
El CEDI Funza Colfrigos está teniendo una muy baja productividad comparada con los
CEDI de las otras ciudades. La Tabla 34 muestra que, aunque la demanda de kilos al mes es
baja, se está recurriendo a tener horas de sobretiempo, una cantidad de operarios
considerablemente alta y que ante un posible aumento de la demanda, la productividad
seguiría viéndose afectada.
En la Tabla 35 se observa que para mover la cantidad de kilos que se demandaron en el
mes de agosto Tabla 34, al aplicar el modelo de optimización de la capacidad disponible se
obtiene que se podía obtener la máxima productividad 430 K/H, con haber trabajado
Tabla 41. Modelo aplicado con 11 operarios disponibles
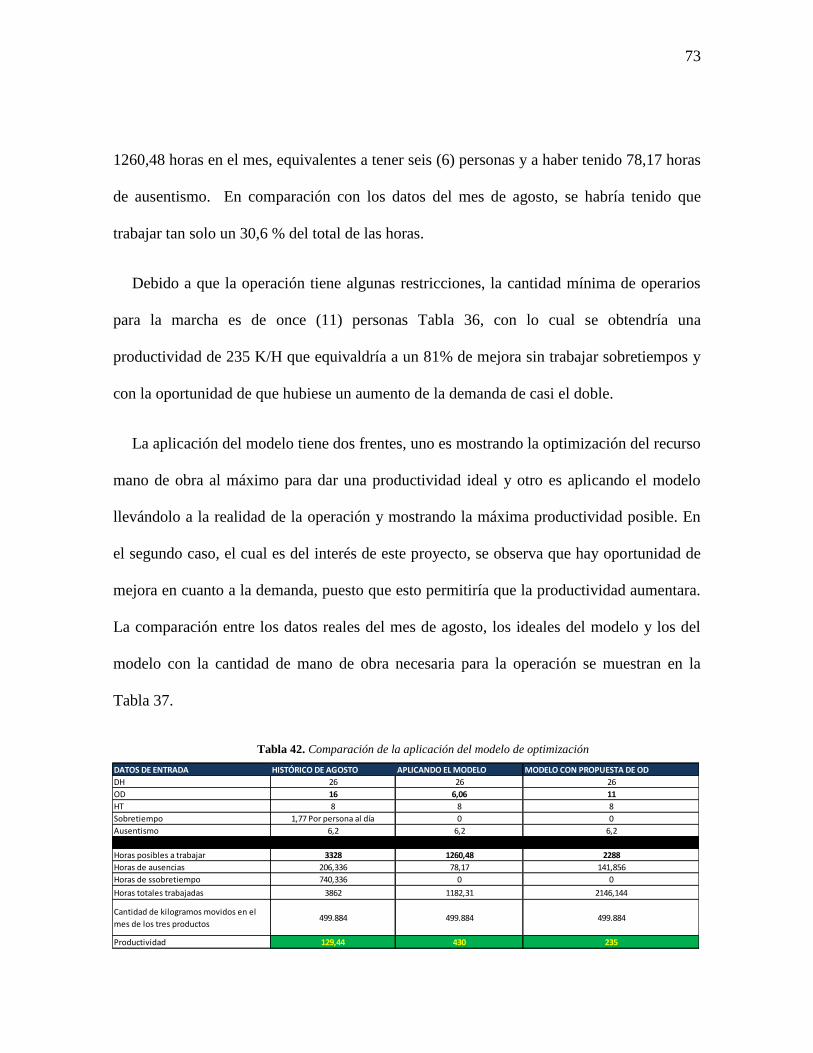
73
DATOS DE ENTRADA HISTÓRICO DE AGOSTO APLICANDO EL MODELO MODELO CON PROPUESTA DE OD
DH 26 26 26
OD 16 6,06 11
HT 8 8 8
Sobretiempo 1,77 Por persona al día 0 0
Ausentismo 6,2 6,2 6,2
Horas posibles a trabajar 3328 1260,48 2288
Horas de ausencias 206,336 78,17 141,856
Horas de ssobretiempo 740,336 0 0
Horas totales trabajadas 3862 1182,31 2146,144
Cantidad de kilogramos movidos en el
mes de los tres productos499.884 499.884 499.884
Productividad 129,44 430 235
1260,48 horas en el mes, equivalentes a tener seis (6) personas y a haber tenido 78,17 horas
de ausentismo. En comparación con los datos del mes de agosto, se habría tenido que
trabajar tan solo un 30,6 % del total de las horas.
Debido a que la operación tiene algunas restricciones, la cantidad mínima de operarios
para la marcha es de once (11) personas Tabla 36, con lo cual se obtendría una
productividad de 235 K/H que equivaldría a un 81% de mejora sin trabajar sobretiempos y
con la oportunidad de que hubiese un aumento de la demanda de casi el doble.
La aplicación del modelo tiene dos frentes, uno es mostrando la optimización del recurso
mano de obra al máximo para dar una productividad ideal y otro es aplicando el modelo
llevándolo a la realidad de la operación y mostrando la máxima productividad posible. En
el segundo caso, el cual es del interés de este proyecto, se observa que hay oportunidad de
mejora en cuanto a la demanda, puesto que esto permitiría que la productividad aumentara.
La comparación entre los datos reales del mes de agosto, los ideales del modelo y los del
modelo con la cantidad de mano de obra necesaria para la operación se muestran en la
Tabla 37.
Tabla 42. Comparación de la aplicación del modelo de optimización
74
La forma actual con la cual se ejecutan las operaciones de recibo y alistamiento en el
CEDI Funza Colfrigos, muestra que tiene una gran oportunidad de mejora en su
productividad. El modelo de optimización de la capacidad disponible que se plantea en este
proyecto puede permitir un incremento considerable de la productividad y por lo tanto
mejoras en el bienestar de las personas y utilidades para la compañía. Además muestra que
hay un gran margen para el incremento de la demanda, el cual puede ser de casi el doble
que la actual.
75
5. Plan de gestión de operaciones
A partir de las descripciones, de los resultados y las validaciones del modelo
desarrollado en el proyecto, se propone un plan de gestión de operaciones orientado a la
organización de las actividades en los procesos de recibo, alistamiento y despacho de
mercancía, alineados a la definición de políticas para la programación de turnos de trabajo,
uso eficiente de la capacidad disponible y acuerdos comerciales definidos con los clientes
del CEDI Funza Colfrigos.
5.1 Pronóstico
Inicialmente se realiza un análisis de la demanda actual y el comportamiento de la
misma mediante la técnica de pronóstico, partiendo de la información histórica de la
demanda del CEDI. Puesto que la demanda es mucho menor que la que tienen los otros
centros de distribución del país, para la ejecución del pronóstico se toman los datos del
CEDI Funza, los cuales solo van desde enero hasta agosto.
Se realiza regresión lineal y regresión exponencial a los datos históricos de la demanda,
ecuaciones (16) y (17) en kilogramos por mes de los productos movilizados en el CEDI,
con el fin de establecer la mejor técnica de pronóstico a utilizar. Tabla 38. Figura 18.

76
Mes Kilos
ENERO 580.722
FEBRERO 576.410
MARZO 635.999
ABRIL 562.938
MAYO 570.064
JUNIO 573.626
JULIO 584.300
AGOSTO 499884
Se elige la regresión con mayor coeficiente de correlación, se considera que un
coeficiente de correlación es bueno cuando es superior a 0,7. Si es mayor el coeficiente de
correlación de la regresión lineal se aplican las técnicas de pronóstico promedios móviles y
Winters, de lo contrario se aplican las técnicas de suavización exponencial.
Tabla 43. Histórico de la demanda del CEDI Funza
Figura 18. Gráfica de regresión lineal y exponencial
Fuente: Propia de los autores

77
Mes Kilogramos
ENERO (2016) 580.722
FEBRERO (2016) 576.410
MARZO (2016) 635.999
ABRIL (2016) 562.938
MAYO (2016) 570.064
JUNIO (2016) 573.626
JULIO (2016) 584.300
AGOSTO (2016) 499.884
Septiembre (2016) 603.341
Octubre (2016) 594.358
Noviembre (2016) 585.509
Diciembre (2016) 576.792
Enero (2017) 568.205
Febrero (2017) 559.745
Marzo (2017) 551.412
Abril (2017) 543.202
Regresión lineal (16)
(16)
Regresión Exponencial (17)
(17)
Como se puede observar es mayor el coeficiente de correlación de la regresión
exponencial, por lo tanto se aplican las técnicas de pronóstico regresión exponencial y
suavización exponencial.
5.1.2 Regresión Exponencial
A partir de la ecuación 17 se realiza el pronóstico mostrado en la Tabla 39 y Figura 19.
Tabla 44. Pronóstico con regresión exponencial de los próximos 8 meses

78
5.1.3 Suavización exponencial
El método de suavización exponencial es un método de promedio móvil ponderado muy
refinado que permite calcular el promedio de una serie de tiempo, asignando a las
demandas recientes mayor ponderación que a las demandas anteriores (ORTEGÓN, 2013).
La suavización exponencial requiere solamente tres tipos de datos: el pronóstico del
último periodo, la demanda de ese periodo y un parámetro suavizador, alfa, cuyo valor
fluctúa entre cero (0) y uno (1). Para elaborar un pronóstico con suavización exponencial,
Figura 19. Gráfica del pronóstico con regresión exponencial de los próximos 8 meses
Fuente: Propia de los autores
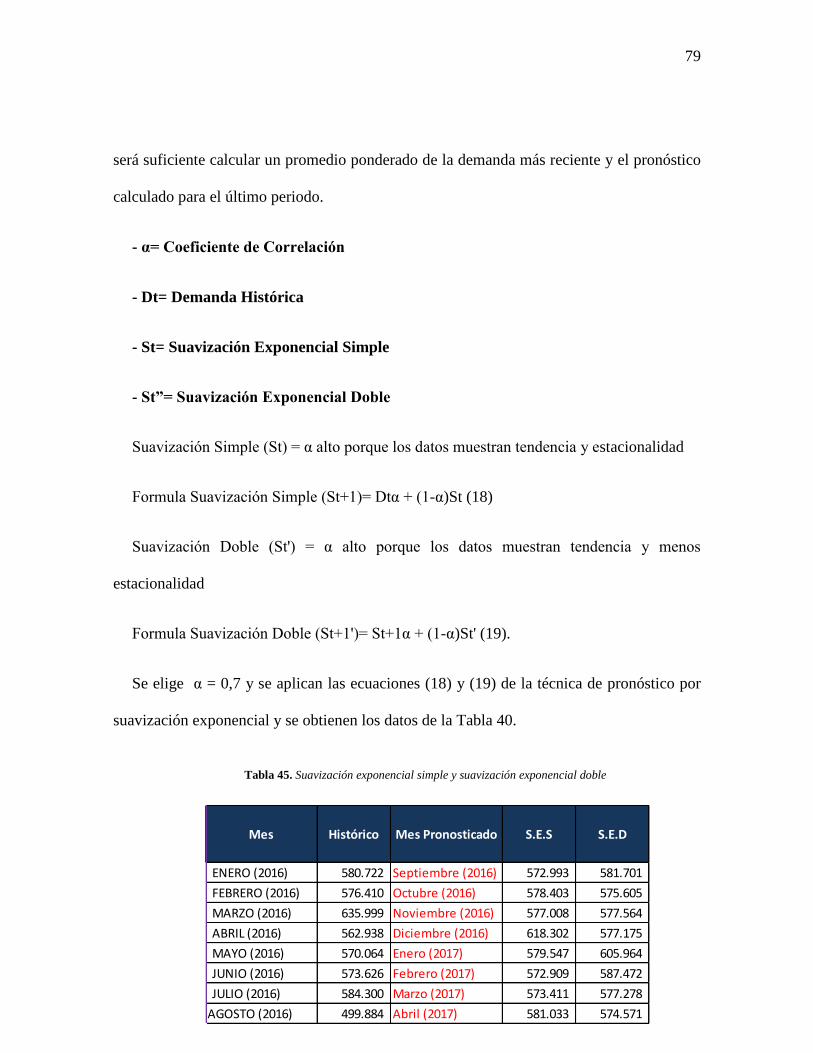
79
Mes Histórico Mes Pronosticado S.E.S S.E.D
ENERO (2016) 580.722 Septiembre (2016) 572.993 581.701
FEBRERO (2016) 576.410 Octubre (2016) 578.403 575.605
MARZO (2016) 635.999 Noviembre (2016) 577.008 577.564
ABRIL (2016) 562.938 Diciembre (2016) 618.302 577.175
MAYO (2016) 570.064 Enero (2017) 579.547 605.964
JUNIO (2016) 573.626 Febrero (2017) 572.909 587.472
JULIO (2016) 584.300 Marzo (2017) 573.411 577.278
AGOSTO (2016) 499.884 Abril (2017) 581.033 574.571
será suficiente calcular un promedio ponderado de la demanda más reciente y el pronóstico
calculado para el último periodo.
- α= Coeficiente de Correlación
- Dt= Demanda Histórica
- St= Suavización Exponencial Simple
- St”= Suavización Exponencial Doble
Suavización Simple (St) = α alto porque los datos muestran tendencia y estacionalidad
Formula Suavización Simple (St+1)= Dtα + (1-α)St (18)
Suavización Doble (St') = α alto porque los datos muestran tendencia y menos
estacionalidad
Formula Suavización Doble (St+1')= St+1α + (1-α)St' (19).
Se elige α = 0,7 y se aplican las ecuaciones (18) y (19) de la técnica de pronóstico por
suavización exponencial y se obtienen los datos de la Tabla 40.
Tabla 45. Suavización exponencial simple y suavización exponencial doble

80
En la Figura 20 se observa el comportamiento de los datos de la suavización exponencial
simple y la suavización exponencial doble con respecto a los datos históricos.
De las dos técnicas, se selecciona la suavización exponencial doble como la mejor, ya
que los datos históricos no muestran una tendencia a crecer no tienen estacionalidad. La
regresión exponencial muestra un pronóstico decreciente mes a mes, lo cual no se asemeja
al comportamiento de los datos históricos. De esta manera se tiene que durante los
próximos ocho (8) meses la demanda de kilos a movilizar tienen un comportamiento como
se ven en la Tabla 41, la cual tiene la SED, Figura 21.
Figura 20. Gráfica de la suavización exponencial simple y suavización exponencial doble
Fuente: Propia de los autores
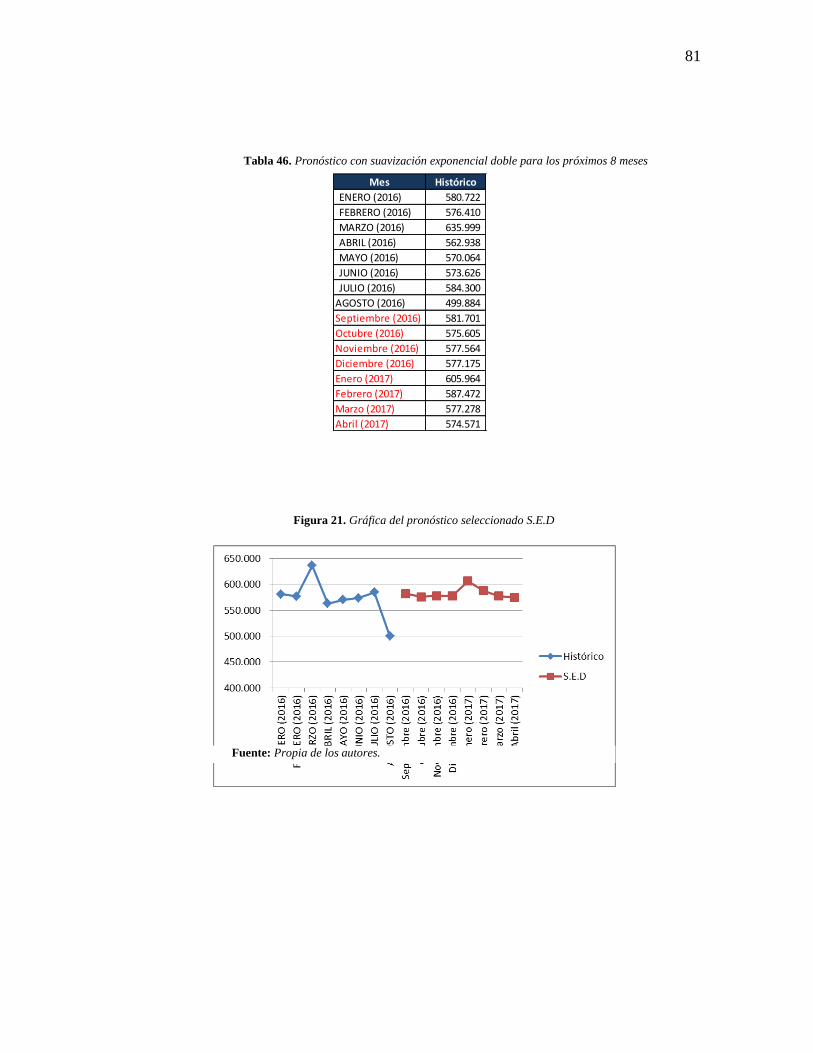
81
Mes Histórico
ENERO (2016) 580.722
FEBRERO (2016) 576.410
MARZO (2016) 635.999
ABRIL (2016) 562.938
MAYO (2016) 570.064
JUNIO (2016) 573.626
JULIO (2016) 584.300
AGOSTO (2016) 499.884
Septiembre (2016) 581.701
Octubre (2016) 575.605
Noviembre (2016) 577.564
Diciembre (2016) 577.175
Enero (2017) 605.964
Febrero (2017) 587.472
Marzo (2017) 577.278
Abril (2017) 574.571
Tabla 46. Pronóstico con suavización exponencial doble para los próximos 8 meses
Figura 21. Gráfica del pronóstico seleccionado S.E.D
Fuente: Propia de los autores.

82
5.2 Programación de turnos de trabajo
Dado que la productividad en el CEDI Funza Colfrigos, se ve afectada por la cantidad
de ocio productivo que hay en los turnos actuales y las condiciones de operación de la
plataforma, se plantea la siguiente distribución, Figura 22, de acuerdo a la validación del
modelo:
Los días laborales serán de lunes a sábado, en turnos de 9 horas, 26 días al mes.
Se definen 2 turnos de 9 horas, incluida la hora para el descanso (almuerzo o cena).
Por política de la compañía, el tiempo adicional por persona, por día se mantiene en
2 horas.
La planta aprobada para las operaciones de recibo, alistamiento y despacho es de
once (11) personas.
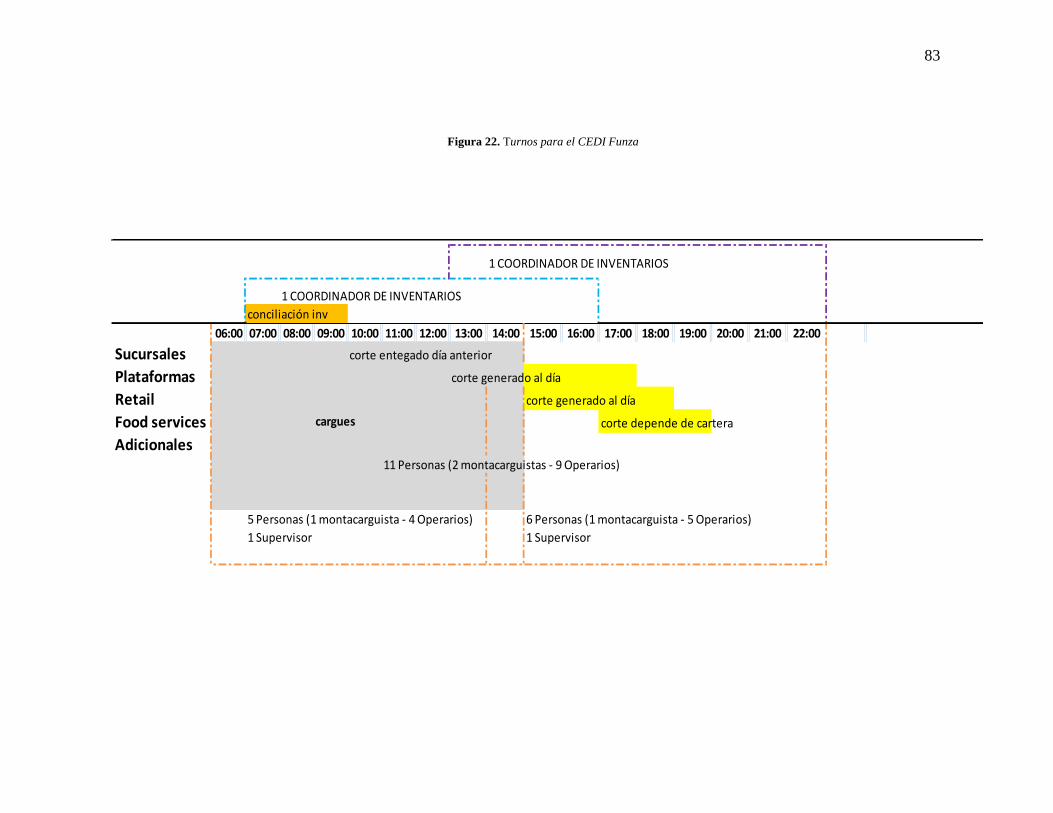
83
1 COORDINADOR DE INVENTARIOS
1 COORDINADOR DE INVENTARIOS
conciliación inv
06:00 07:00 08:00 09:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00 18:00 19:00 20:00 21:00 22:00
Sucursales corte entegado día anterior
Plataformas corte generado al día
Retail corte generado al día
Food services cargues corte depende de cartera
Adicionales11 Personas (2 montacarguistas - 9 Operarios)
5 Personas (1 montacarguista - 4 Operarios) 6 Personas (1 montacarguista - 5 Operarios)
1 Supervisor 1 Supervisor
Figura 22. Turnos para el CEDI Funza
84
5.3 Asignación del recurso Mano de Obra
Según los resultados del modelo la cantidad de personas requeridas para optimizar la
capacidad disponible es de once (11), lo que indica que se debe realizar una asignación de
cinco (5) colaboradores a otras áreas de apoyo como son, mantenimiento, calidad, servicios
generales, entre otras. Así mismo, en el momento en que se presente vacantes por renuncia
o finalización de contrato, estas posiciones nos deben ser reemplazadas hasta llegar la
cantidad establecida por el modelo.
Con la nueva programación de turnos será necesario que el personal esté distribuido
durante los dos horarios y en la hora pico de más movimiento de producto, habrá un cruce
de personal en el cual toda la mano de obra disponible estará trabajando. Adicionalmente
habrá dos (2) coordinadores de inventarios que trabajarán en turnos de ocho (8) horas de
lunes a viernes.
El turno uno será de 6:00 am a 3:00 PM., Contando con una hora de almuerzo de 11:30
am a 12:30 pm, tiempo durante el cual descansarán dos (2) operarios. Y otra hora de
almuerzo de 12:30 pm a 13:30 pm, tiempo durante el cual descansarán los dos (2) operarios
restantes y el operador del montacargas.
El turno dos será de 2:00 pm a 10:00 pm. Contando con una hora para la cena de 5:30
pm a 6:30 pm, tiempo durante el cual descansarán tres (3) operarios. Y otra hora de cena de

85
6:30 pm a 7:30 pm, tiempo durante el cual descansarán los dos (2) operarios restantes y el
operador del montacargas.
Los datos históricos y la estadística muestran que el CEDI ha tenido un promedio de
ausentismo entre el 6% y el 7%. Se puede tener la opción de no requerir once (11)
personas sino doce (12), teniendo en cuenta que la persona adicional será un refuerzo para
mitigar el absentismo. Dado el caso esta persona trabajaría en un único turno de 10:00 am a
7:00 pm. Con una hora de descanso para el almuerzo a las 3:30 pm.
5.4 Proceso de recibo
El cumplimiento de los nuevos horarios establecidos, con la cantidad de personal que
permitirían mejorar la productividad en el CEDI Funza Colfrigos requiere que se realice un
trabajo de mercadeo con los clientes y proveedores. Un proceso de negociación y definición
de acuerdos comerciales con los clientes, para garantizar el cumplimento de los horarios de
recibo de mercancía.
Para el recibo de mercancía se establece un horario de recibo entre las 6:00 am y 3:00
p.m. con el propósito de aumentar la ocupación del CEDI, Sin embargo, seguirá
restringido por la disponibilidad de muelles, debido al cargue de pedidos adiciónales en las
horas de la tarde.
86
Si durante este tiempo de operación se presenta tiempo de ocio, el personal será
asignado a las operaciones de picking y alistamiento de los productos para las entregas del
día.
5.5 Proceso de Alistamiento
Dado que el proceso de alistamiento se realiza según las órdenes entregadas por el
cliente y las cuales se agrupan en los siguientes tipos de despachos se debe solicitar los
destelles para alistamiento de la siguiente manera:
Sucursales: Corresponde al despacho de las rutas nacionales, que cuentan con un tiempo
de entrega superior a 24 horas y cuya información para alistamiento debe ser entregado al
coordinador de inventarios el día anterior al despacho. Este producto será alistado por el
primer turno con tres (3) auxiliares y un operador de montacargas para ubicación de
producto en las precámaras.
Plataforma: Corresponde a los despachos de las Plataformas Éxito y Cencosud, los
cuales y que por modelo de operación requieren un proceso administrativo de generación
de despachos para su entrega Se debe contar con la información de las órdenes el mismo
día del despacho a las 10:00 a.m.
Retail: Corresponde a los clientes que despachan para las plataformas de las grandes
superficies en Bogota. Normalmente los despachos se realizan por referencia completa lo

87
que facilita su alistamiento, de forma tal que se requiere la información de las órdenes el
mismo día del despacho a las 11:00 a.m.
Food Services: Pedidos para clientes institucionales y restaurantes, cuyo volumen es
mínimo y el alistamiento se realiza por cajas completas.
Adicionales: Este tipo de pedidos podrán ser alistados máximo hasta las 5:00 p.m., con
el segundo turno. De superar este horario no se podrá recibir destelle para el alistamiento.
5.6 Despacho
El objetivo del negocio es la logística de productos que requieren transporte con
características de carga refrigerada, congelada o seca. Finalmente lo que garantiza la
entrada de dinero es que el cliente final tenga un producto fresco al momento en que lo
requiera en cada uno de las sucursales que tienen convenio con Colfrigos. Desde este punto
de vista el alistamiento y despacho de los productos es de vital importancia en el centro de
distribución. La responsabilidad del CEDI es que se garantice la calidad, cantidad y peso de
los productos entregados, por lo cual el proceso de recibo ya ha tenido unos horarios
establecidos.

88
Cuando se tiene listo el producto en planta de acuerdo a las rutas programadas para la
distribución logística, se procede con la ubicación de mercancía en las pre-cámaras de
alistamiento por cada ruta que sale en el horario de despacho según la frecuencia.
El jefe de Operación ubica en el muelle el vehículo correspondiente según la
programación realizada, valida la temperatura y las condiciones sanitarias del vehículo,
antes de cargar los productos refrigerados, congelados o secos; así mismo, se verifica que la
solicitud del cliente corresponda al producto cargado.
5.7 Proceso de papelería y facturación.
Este proceso actualmente funciona de manera correcta. No genera obstrucciones en la
operación, por lo cual se mantiene de la misma manera que ha venido funcionando.
89
Conclusiones
A partir de caracterizar los procesos de recibo y alistamiento del centro de distribución
Funza Colfrigos, se evidencia que hay una muy baja productividad comparada con los otros
centros de distribución existentes en el país. El CEDI Funza se encuentra a un 41 % de
productividad posible.
Dando cumplimiento al objetivo de la caracterización de los procesos se concluye que la
baja productividad es debida al exceso de horas trabajadas para realizar la producción. Se
encuentra que hay oportunidad de mejora en la productividad si se afecta la capacidad
disponible, más exactamente en la capacidad disponible de mano de obra. Hay un exceso de
mano de obra para ejecutar las operaciones de recibo y alistamiento.
El modelo que se plantea de maximización de la capacidad disponible, orientado a la
optimización de la productividad, muestra que se puede duplicar la productividad actual,
utilizando mejor el recurso de mano de obra, teniendo en la cuenta el porcentaje de
ausentismo promedio y reduciendo tiempo extra trabajado a cero.
El modelo de optimización de la productividad logra que cuando haya un crecimiento de
la demanda mejore la productividad y que no sea necesario ampliar la capacidad disponible
de mano de obra. Esta realización matemática da cumplimiento al objetivo de la
realización del modelo.
90
Para dar cumplimiento al objetivo de validación del modelo se obtiene que la aplicación
del modelo de maximización a los datos de demanda del mes de agosto presenta que la
productividad pudo tener una mejora del 81%, al hacer que la capacidad disponible de
operarios pasara de 16 a 11 personas, 9 auxiliares de planta y 2 montacarguistas como
indica la tabla cuarenta y siete (47).
Tabla 47. Operarios propuestos vs horas laboradas día
Plan de gestión: El plan de gestión de operaciones permite que el modelo se aplique y
que genera una mejora del 90% en la productividad, si se mantiene la demanda de acuerdo
a lo que se pronosticó para los 8 meses siguientes a partir del mes de agosto de 2016.
Se propone reducir la cantidad de turnos y realizar el desplazamiento del 31% de la
mano de obra disponible, a la realización de actividades de mantenimiento y trabajos en
servicios generales. Lo que indica que se obtiene una reducción en el costo de pagos por
sobretiempo de 100 %, en cuanto a trabajos de alistamiento, almacenaje y despacho de
producto. La mano de obra, que fue ubicada en otras áreas de la compañía, quedara
disponible en caso de incrementar los volúmenes de produccion, por tratarse de mano de
obra polivalente.
CARGO # EMPLEADOS HORAS LABAUXILIAR DE
PLANTA 9 72
MONTACARGUISTA 2 16
91
El CEDI Funza Colfrigos debe definir acuerdos comerciales con los clientes, para que de
esta manera se cumplan las ventanas de recibo y despacho que se proponen en el plan de
gestión de operaciones de este trabajo, puesto que se reducirían los turnos de trabajo de tres
(3) a dos (2).

92
Bibliografía
BALLOU, R. H. (2004). Logística admministración de la cadena de suministro. México
DF: Prentice Hall .
CEMPEDMEDELLIN. (23 de Junio de 2014). CEMPED MEDELLIN. Obtenido de
https://cempedmedellin.wordpress.com/2014/06/23/mejorar-la-productividad-en-un-
centro-de-distribucion/
González Martinez, M. M. (2013). Recepción, organización y control de materias primas.
(S. Dmem, Ed.) España: Dmem, S.L.
Kalenatic, D., Lopez Bello , C., & González Rodríguez, L. (2009). Modelo de ampliación
de la capacidad productiva. Ingeniería, 14.
Kalenatick , D., López , C., & Gonzalez , L. (2006). Modelo de planeación de capacidades
utilizando programación fraccional lineal en un contexto de múltiples criterios de
decisión. Ingeniería, 11(ISSN: 0121-750X), 48-60.
MARTIN, C. (2000). Logística: aspectos estratégicos. En C. MARTIN , Logística:
Aspectos estratégicos (pág. 45). Limusa Noriega Editores.
93
Ministerio de Trabajo. (28 de Diciembre de 1990). Ley núm. 50. Por la que se introducen
reformas al Código Sustantivo de Trabajo y se dictan otras disposiciones. Artículo
23 del Código Sustantivo del Trabajo, Artículo 20 al 24. Colombia.
Ministerio de Transporte. (28 de Diciembre de 2004). Resolución 004100. Por lo cual se
adoptan límites de pesos y dimensiones en los vehículos de transporte terrestre
automotor de carga por carretera, para su operación normal en la red vial a nivel
nacional. Bogotá, Colombia.
Mora García, L. A. (2011). Gestión logística en centros de distribución, bodegas y
almacenes. ECOE Ediciones.
MORA, L. A. (2008). Gestión Logística integral. En L. Anibal. ECOE.
Muñoz Gaviria , P. (17 de Mayo de 2015). Objetivos y definición de almacenamiento.
Obtenido de https://prezi.com/qqm361ksxobp/objetivos-y-definicion-de-
almacenamiento/
ORTEGÓN, W. G. (2013). Técnicas de pronóstico .Lección 4 Suavización exponencial.
Universidad Nacional Abierta y a Distancia. 2013. Recuperado el 1 de Septiembre
de 2016, de
http://datateca.unad.edu.co/contenidos/104561/Metodos_Probabilisticos_2013/MO
DULO_ 2013_ACTAUALIZADO/leccin_4_suavizacin_exponencial.html
SERPELL, A. (2002). Administración de operaciones de construcción. Alfa omega.

94
Anexos