Proyecto de Planchas Compactadoras
67
INDICE CAPITULO I FUNDAMENTOS TEORICOS 1.1. FUNDAMENTOS TEORICOS PARA LA PLANCHA COMPACTADORA 1.2. PLANCHA COMPACTADORA 1.3. PRINCIPIO DE FUNCIONAMIENTO 1.4. FUNDAMENTOS PARA EL DISEÑO DE PLANCHAS COMPACTADORAS 1.5. EFICIENCIA CAPITULO II SELECCIÓN DE EQUIPOS 2.1. SELECCIÓN DE EQUIPOS 2.2. PROCESO DE COMPACTACION 2.2.1 ESPECIFICACIONES GENERALES 2.2.2 SELECION GRAFICA DEL COMPACTADOR (PR VS. PROF.) 2.2.3 NUMERO DE PASADAS Y ESPESOR DE CAPA
-
Upload
giancarlos-mayna-suero -
Category
Documents
-
view
1.266 -
download
5
Transcript of Proyecto de Planchas Compactadoras

INDICE
CAPITULO I
FUNDAMENTOS TEORICOS
1.1. FUNDAMENTOS TEORICOS PARA LA PLANCHA COMPACTADORA
1.2. PLANCHA COMPACTADORA
1.3. PRINCIPIO DE FUNCIONAMIENTO
1.4. FUNDAMENTOS PARA EL DISEÑO DE PLANCHAS COMPACTADORAS
1.5. EFICIENCIA
CAPITULO II
SELECCIÓN DE EQUIPOS
2.1. SELECCIÓN DE EQUIPOS
2.2. PROCESO DE COMPACTACION
2.2.1 ESPECIFICACIONES GENERALES
2.2.2 SELECION GRAFICA DEL COMPACTADOR (PR VS. PROF.)
2.2.3 NUMERO DE PASADAS Y ESPESOR DE CAPA

CAPITULO III
CALCULOS GENERALES
3.1. CALCULO DE LA PRODUCCIÓN.
3.2. CALCULO DE LA COMPACTACION.
3.3. ESTUDIO DEL TRABAJO
CAPITULO IV
INGENIERIA DEL PROYECTO
4.1. PROCESO DE PRODUCCION
4.1.1. Definición
4.1.2. ¿Cómo funciona la bomba de ariete?
4.1.2.1. Fases de Proceso
4.1.2.2. Recepción de Materiales
4.1.2.3. Almacenamiento
4.1.2.4. Trazado
4.1.2.5. Corte
4.1.2.6. Proceso de Fábrica
4.1.2.6. Base
4.1.2.7. Montaje
4.1.2.8. Acabado
4.1.2.9. Control de Calidad
4.1.2.10. Embalado y Almacenamiento

4.2. MAQUINARIA Y EQUIPOS
4.2.1. Insumos
4.2.2. Productos Reciclables
4.2.3. Área de Fabricación
4.3. EDIFICIOS DE FABRICACION
4.3.1. Requerimiento de espacio en planta
4.3.2. Mantenimiento
4.3.3. Mantenimiento Preventivo
4.3.3.1. Mantenimiento Correctivo
4.3.3.2. Historia de Mantenimiento
4.3.3.3. Frecuencia de Mantenimiento
4.3.3.4. Inspectores
4.3.3.5. Sistema de ordenes de trabajo de mantenimiento
4.3.3.6. Diseño de la orden de trabajo
4.3.3.7. Seguridad industrial e higiene
4.3.4. Trabajo de Planta
4.3.5. Riesgo
CAPITULO V
INVERSION Y FINANCIAMIENTO
5.1. ACTIVOS FIJOS
5.2. ACTIVOS INTANGIBLES
5.3. INVERSION DE CAPITAL DE TRABAJO
5.4. FINANCIAMIENTO DEL PROYECTO
5.4.1. Líneas de Crédito
5.4.2. Financiamiento de Capital

INTRODUCCION
Las planchas compactadoras de sentido único han sido diseñadas para compactar con
eficacia superficies granulares, otras superficies desiguales y asfalto de mezcla caliente.
Con cada giro del eje excéntrico se genera una tensión ondular que se desplaza hasta el
suelo. Esta vibración pone en movimiento a las partículas del suelo, fracturándolo y
provocando una reordenación de las partículas para lograr una gran densidad.
Aplicaciones
• Compactación de terraplenado a lo largo y por debajo de cimientos y en zanjas para
conductos
• Paisajismo y compactación de terreno estructural
• Compactación de aceras y de vías de acceso con grava
• Compactación de ladrillos y azulejos
• Trabajos de pequeña envergadura de asfalto de mezcla caliente, tales como
pavimentaciones y reparación de baches

CAPITULO I
FUNDAMENTOS TEORICOS
1.1. FUNDAMENTOS TEORICOS PARA LA PLANCHA COMPACTADORA
La compactación en obra es un proceso rápido, producido por la energía y acción al
moverse unas máquinas, compactadores, cuyo objetivo es proporcionar los resultados que
se relacionan en la Tabla 6.1 a la estructura de los materiales.
El equipo de movimiento de tierras de extendido a su paso por el material suelto de las
capas de terraplén ocasiona ya una cierta compactación por su propio peso y la vibración de
su movimiento, estimándose en un 70-80% de la solicitada PN, de forma que el
procedimiento de compactación tiene que hacer el resto.
Otro caso de extendido son las capas del paquete del firme que tienen unos espesores fijos y
que normalmente se extienden en su espesor completo, debiendo conseguir la compactación
las densidades especificadas para ellas. En las capas del firme no hay pues libertad para
variar espesores, pero hay que comprobar si la entendedora es capaz de dar el espesor
suficiente antes de compactar y si los compactadores son capaces de actuar eficazmente en
todo el espesor.

1.2. PLANCHA COMPACTADORA
Se usan para compactar suelos y concreto asfáltico en ubicaciones donde no pueden llegar
las unidades grandes. Pueden ser autopropulsadas, tanto con diesel o gasolina. Estas
unidades son clasificadas por la fuerza centrífuga, las revoluciones por minutos, la
profundidad de penetración de la vibración (o espesor de capa), avance en m/s y cobertura
de área por hora.
FIGURA 10-10:Plancha compactador vibratoria
1.3. PRINCIPIO DE FUNCIONAMIENTO
Los espesores de las tongadas en el caso de terraplenes y presas de tierra pueden ser
variables. Están muy relacionados con las posibilidades de compactación, que dependen del
tipo de material.
Las causas determinantes de los espesores de extendido pueden clasificarse en función de:
Tipo del material (granulometría, plasticidad, grado de humedad)

Energía de compactación.
Tipo de compactador y características
Nº de pasadas
Velocidad (espaciamiento en vibrantes)
Obtener una producción elevada en el arranque no presenta problema, éste radica en el
extendido y compactación en un solo tajo, porque la limitación del espesor de cada tongada
exige disponer de grandes superficies en los terraplenes.
1.4. FUNDAMENTOS PARA EL DISEÑO DE PLANCHAS COMPACTADORAS
Las obras realizadas con tierras han de ser apisonadas enérgicamente para conseguir un
comportamiento mecánico acorde con el uso al que están destinadas. Este proceso se
conoce genéricamente como compactación y consolidación del material (Shrinkage).
La compactación ocasiona una disminución de volumen que ha de tenerse en cuenta
para calcular la cantidad de material necesaria para construir una obra de tierras de
volumen conocido.
Se denomina factor de consolidación a la relación entre el volumen del material en
banco y el volumen que ocupa una vez compactado.
Fh: factor de consolidación (Shrinkage).
VC : volumen de material compactado.

Si en el proceso de compactación y consolidación no ha habido pérdida ni adición de agua
(lo que es poco frecuente), el factor de consolidación puede expresarse según Va x da = M
de la forma:
F h=dCdB
dB : densidad del material en banco.
Fh : factor de consolidación (Shrinkage).
Otra relación interesante es la que se denomina porcentaje de consolidación. Expresa el
porcentaje que representa la variación de volumen del material en banco al material
compactado, respecto al volumen del material en banco, multiplicada por 100:
Con ello la relación entre volumen en banco y volumen del material compactado queda:
Sh : % de consolidación.

Si en el proceso de compactación y consolidación no hay pérdida ni adición de agua (lo que
no es frecuente) es de aplicación la expresión Va x da = M y el porcentaje de consolidación
puede expresarse como:
Sh : % de consolidación.
En este caso la relación entre densidades es:
En cualquier caso, de las expresiones del factor de consolidación y el porcentaje de
consolidación se deduce que estos están relacionados por la expresión:
ESPECIFICACIONES GENERALES
VALORES DEL ESPONJAMIENTO Y SU FACTOR.
En cada caso concreto conviene estudiar los valores de Fw, Sw, para poder calcular con
exactitud los cambios de volumen que va a experimentar el material en las distintas
operaciones.

A falta de un estudio particular, pueden adoptarse los valores que aparecen en la tabla 1.1
Tabla 1.1 Densidades del material en banco y suelto, para los casos más frecuentes

CONSIDERACIONES PRÁCTICAS EN EL EXTENDIDO DE CAPAS.
La compactación en obra se realiza sobre capas de material, previamente extendido, que se
conocen con el nombre de tongadas.
El efecto de la compactación sobre la tongada se refleja exclusivamente en la disminución
de altura, puesto que sus dimensiones horizontales apenas varían.
En la figura 1.4 se observa como al compactar una tongada de material (capa rayada en el
dibujo), su anchura a y su longitud l no varían, mientras que su espesor hL pasa a ser, por
efecto de la compactación, hC.
Fig. 4.1

Por lo anterior queda claro que el cambio de volumen del material está fielmente reflejado
en el cambio de altura de la tongada.
Habida cuenta que el proyecto constructivo fija la altura de tongada en perfil, o sea después
de la compactación hC, conviene conocer la relación entre hC y hL para extender las
tongadas con el espesor hL adecuado.
Se denomina disminución de espesor a la relación entre la diferencia de espesor producida
por la compactación y el espesor inicial, multiplicada por 100:
Se : % de disminución de espesor (en obra es denominado impropiamente esponjamiento).
hL : espesor inicial de tongada
hC : espesor de la tongada después de la compactación
La disminución de espesor depende del tipo de material, métodos de compactación, etc. Sin
embargo, en los materiales granulares (gravas, suelos - cemento, zahorras, etc.) muy
frecuentes en la compactación debido a su excelente comportamiento mecánico, su escasa
sensibilidad a la humedad, etc., se ha observado que la disminución de espesor es
aproximadamente el 20 %.
En el caso general:

Cuando se trata de terrenos granulares (Sc ≈ 20, es necesario comprobarlo en cada caso en
la obra):
O bien:
Estas consideraciones han de tenerse presentes en la operación de extendido con
motoniveladora o extendedoras, es decir, que la producción de una motoniveladora en
extendido (material suelto) no coincide con la del compactador (material compactado).
1.5. EFICIENCIA
Como en cualquier compactador, la energía que es aplicada esta en función de la
presión de contacto y el área de contacto. Sin embargo, las pruebas que hasta ahora se
han realizado con estos equipos demuestran que una presión de contacto muy alta no
asegura la máxima densidad de compactación, pero más bien se requiere un mayor
contenido de humedad para lograr esta densidad máxima. Es el área de contacto más
bien lo que determina la máxima densidad seca, de manera que cuanto mayor es el área
de contacto, menor es el número de pasadas requerido para lograrla.
La cantidad de material que puede ser compactado por un determinado rodillo se puede
determinar, de una manera aproximada, por la formula. Así es que los compactadores
modernos se diseñan con posiciones y espaciamiento de las salientes de modo que se
obtiene un equilibrio entre el porcentaje de cubrimiento dado por el suelo que es
amasado por las salientes y el área de contacto dada por el espacio entre las salientes.
La eficiencia o rendimiento de un compactador cualquiera esta dado por las
dimensiones del rodillo, el espesor de la capa compactada o de la saliente, la velocidad
y el número de pasadas. La expresión matemática del rendimiento es el siguiente:

En la que:
R= metros cúbicos de material suelto compactado en una hora.
V= velocidad, en kilómetros por hora, de la maquina que compacta.
E= eficiencia de la operación, aproximadamente 0.83
D= profundidad en metros, de la capa de material suelto.
A= ancho efectivo del rodillo compactador, en metros.
N= numero de pasadas necesarias para compactar.
Este rendimiento esta expresado en metros cúbicos de material compactado. Para comparar
esta producción con la producción de las operaciones de transporte que trabajan con
material en estado suelto hace falta aplicar los factores de conversión apropiados (factor de
contracción o esponjamiento) que lo transforme en metros cúbicos de material suelto o bien
en material en cantera.

CAPITULO II
SELECCIÓN DE EQUIPOS
2.1. SELECCIÓN DE EQUIPOS
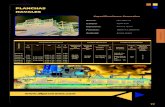
A continuación se muestra en forma tabular (tabla 3.1) y en forma grafica (fig. 3.16)
la selección del equipo de compactación en la siguiente página:

2.1.1 PROCESO DE COMPACTACION
ESPECIFICACIONES GENERALES

NUMERO DE PASADAS Y ESPESOR DE CAPA
SELECION GRAFICA DEL COMPACTADOR (Presión Vertical vs. Profundidad)

CAPITULO III
CALCULOS GENERALES
3.1. CALCULO DE LA PRODUCCIÓN.
Ciclo / hora = 60 min. / 37.301 = 1.608 ciclos/hora.
Carga estimada = 51.5 m3 (.80) = 41.2 m3 b
Producción por unidad en cada hora = 41.2 m3 b (1.608 ciclos / hora) = 66.249 m3 b/hora.
Producción corregida = 0.83 (50 min. / hora) (66.249 m3 b/ hora) = 54.986 m3 b/hora
Producción de la flotilla por hora = 54.986 m3 b/ hora (3) = 164.958 m3 b/hora.
3.2. CALCULO DE LA COMPACTACION.
Compactación requerida = 0.85 (164.958 m3 b/ hora) = 140.214 compactados / hora
Capacidad de compactación (en las siguientes condiciones):
Ancho de compactación (W) = 2.44 mts.
Velocidad media de compactación (S) = 4.05 Km. / hora.
Espesor de capa compactada (L) = 15 cm.
Numero de pasadas requeridas (P) =3
Produccion del CP-563 = (2.44)(4.05)(15)(10)/3 = 494.1 m3 comp. / hr.

3.3. ESTUDIO DEL TRABAJO
Para poder mejorar la productividad de los equipos es necesaria la aplicacion de técnicas,
una de ellas es el estudio del trabajo. El estudio del trabajo es una herramienta de ayuda
para el logro de los siguientes objetivos:
· Aumento de la eficiencia de los métodos de trabajo y así aumentar la
productividad.
· Obtener la máxima utilización de plantas y equipos, que ha requerido altas
inversiones de capital.
· Mejorar la utilización de los materiales, reduciendo las perdidas en obra y
mejorando los métodos de despacho y manipulación de los mismos.
Este estudio del trabajo cumple dos funciones: Primero, informa lo que se está haciendo y
como se está haciendo, y segundo, permite generar cambios y modificaciones que permiten
el mejoramiento en términos de productividad. Por ejemplo, a través de un estudio del
trabajo, un observador experimentado podría:
a. Determinar el uso efectivo de la mano de obra, equipos y espacio disponible.
b. Indicar posibles mejoras en el método de trabajo.
c. Determinar la eficiencia de las alternativas.
d. Proveer información para el seguimiento y control.
La realización de un estudio del trabajo incluye las siguientes etapas generales:
a. Observación e identificación los problemas.
b. Registro del método y los antecedentes actuales.

c. Análisis los antecedentes actuales.
d. Generación de alternativas de mejoramiento.
e. Selección de la mejor alternativa.
f. Desarrollo de un plan de acción e implementación del nuevo método o las
modificaciones propuestas.
g. Seguimiento y control de lo implementado.
Este estudio del trabajo es definido formalmente como una herramienta de la dirección
basada en las técnicas del Estudio de Métodos y la Medición del Trabajo, las cuales son
usadas en el análisis del trabajo en todos sus contextos, orientado a la
investigación sistemática de todos los recursos y factores que afectan la eficiencia y la
economía de la situación en estudio, con el objeto de efectuar mejoramiento.
En nuestro caso la técnica que se acomoda al análisis de la operación de equipos es la
técnica de Medición del Trabajo, específicamente la herramienta de Estudio de
Tiempo – Movimiento.
Cuatro factores inciden en el logro de una buena compactación, y son estos:
Tipo de material que se va a compactar (comportamiento físico – mecánico).
Contenido óptimo de humedad del material (ensayo Proctor).
Correcta elección de los equipos que se van a utilizar.
Técnicas que se van a emplear.
Procedimiento Constructivo:
• Sistema de arranque, acarreo y extendido
• Espesores de extendido
• Características de los materiales

• Más % de humedad respecto al óptimo
• Método de compactación y tramos de prueba
Métodos de extendido:
• Mototraíllas
• Tractor de cadenas
• Hoja empujadora de compactador
• Motoniveladora
Los medios o controles que se siguen en obra para conocer si se ha alcanzado la
compactación adecuada, varían según el tipo de materiales:
• Terraplenes:
- Densidad seca
- K = Ev2/Ev1
- Huella
• Pedraplenes:
- Índice de huecos
- Asientos (placas de carga)
- Densidad (macrocatas)
La densidad seca es la masa de elementos sólidos en la unidad de volumen del suelo
considerado. K = Ev2/Ev1 es la relación de módulos de deformación del 1º y 2º ciclo de
carga, realizados mediante el ensayo de carga con placa. El ensayo de la huella es la media
de los asientos producidos por el paso de un eje de 10 t, medios por nivelación.

En la siguiente tabla se muestra las presiones de contacto y area de contacto.

CAPITULO IV
INGENIERIA DEL PROYECTO
Es el conjunto de procedimientos que el proyecto emplea para realizar la producción de un
bien.
Estos procedimientos son el resultado de una secuencia de operaciones por las cuales los
insumos se transforman hasta constituir el producto.
4.4. PROCESO DE PRODUCCION
4.4.1. Definición
Está determinada por las características del producto que se va a producir por la
capacidad humana tecnológica y maquinaria de la planta que transformen un conjunto
de elementos en una unidad.
La unidad de producción es netamente metálica “Una Plancha Compactadora” la
industria metal mecánica combina el trabajo manual con el mecanizado por lo que el
proceso es semimecanizado.
4.4.2. ¿Cómo funciona la plancha compactadora?
La compactación en obra es un proceso rápido, producido por la energía y acción al
moverse unas máquinas, compactadores, cuyo objetivo es proporcionar los resultados
que se relacionan en la Tabla 6.1 a la estructura de los materiales.

4.4.2.1. Fases de Proceso
Recepción de materiales y piezas
Almacenamiento
Trazado
Corte
Fabricación de partes
Montaje
Acabado
Control de calidad
Embalado
Almacenamiento

4.4.2.2. Recepción de Materiales y piezas
La plancha compactadora propuesta para este proyecto es una maquina pequeña fácil
de transportar.
Está constituida por un motor, palancas regulables con agarraderas acolchadas, carcasa
excéntrica desmontable para la facilidad y economía del mantenimiento, caja
protectora del motor, acelerador de trinquete montado en la palanca que permite un
control fácil y seguro, lubricante del cojinete inductor por baño de aceite que sustituye
a los cambios de aceite periódicos.
El cuerpo y todos los demás accesorios se encuentran en el mercado y son de fácil
acceso por ser económicos.
Por lo tanto al decepcionar el pedido de accesorios y demás materiales deberá haber un
almacén y un inspector para chequear y controlar que el pedido se encuentre en
perfecto orden verificando que los materiales no tengan falla y que los espesores sean
los correctos que los accesorios no estén fuera de medida, que las pinturas y
disolventes sean de la marca requerida todo esto debe llevarse a cabo en el patio e ir
ingresando cada pedido respectivamente chequeando al almacén para ser codificado y
almacenado. Este trabajo se realiza de forma manual por los avanzados del almacén.
4.4.2.3. Almacenamiento
El almacenamiento con áreas para cada tipo de material por ejemplo existe un sistema
de estantería de 3x4x7 cm hecho de ángulos de 2x 3/6 pulg., está dividido frontalmente
por casilleros de 0.60 m. y lateralmente por un m. en cada casillero se colocan los
tubos de acuerdo a su diámetro, asi como las planchas de metal.
Existe una plataforma de 2.50 x 1.50 m. de madera de 0,2m. de elevación respecto al
suelo donde se coloca las planchas de acero.

Se cuenta con dos tableros taladrados de madera donde se colocan las llaves de tuercas
destornilladores, alicates, prensas de manos, tijeras, limas redondas, cuadradas y
graniles, etc.
Un estanque para pinturas y disolvente. Un estante con gavetas que guardan brocas,
dados, piedras de esmeril, cuchillas, cinta adhesiva, engrapadores, tijeras, granetes,
escuadras, niveles, plomadas.
Cuenta con un cuarto de maquina donde están colocadas en perfecto orden maquinas y
herramientas como esmeriles, taladros y tronzadoras.
Maquinas eléctricas, maquinas de soldar y compresora.
Maquina dobladora cizalladora.
Todas estas maquinas son manuales y de fácil transportación. Las maquinas pesadas
están ancladas en el área de trabajo como cizalladora, roladora, dobladora, tornillo de
banco, taladro de banco, esmerilado de banco.
El almacén también cuenta con otra área de elementos de producción como lentes,
orejeras, tapones, mascaras, guantes, mamelucos, botas punta de acero, mandiles de
cuero, etc.
Gavetas donde se guardan lijas, guaype, papel de embalaje, plumones, tizas, etc
Utensilios de limpieza: escobas, recogedores, trapeadores, trapos, etc. Artículos de
limpieza detergentes y jabones.
Todos estos elemento deben estar codificados, clasificados limpios y en perfecto orden
para facilitar su ubicación.

4.4.2.4. Trazado
Se realiza en una mesa de trabajo de 1.1 x 1.50 m. para lo cual se cuenta con planillas
tanto para rolar las planchas de metal como para doblar los tubos, antes de ser colocada
la plancha en la mesa de trabajo el trazado de la plancha se realiza con tiza y se corta en
la cizalla luego el pedazo se lleva a la mesa para ser trazada con la planilla y con un
granil.
Esta operación debe efectuarse con mucho cuidado para evitar errores.
4.4.2.5. Corte
Una luz trazada el material para el área de corte tiene mucho que ver la habilidad y
experiencia del trabajo como el corte se realiza en serie es mayor utilizar topes para que
la pieza quede milimétricamente exacta a la plantilla, este proceso se realiza en la
cizalladora para esta operación se debe usar siempre guantes.
Para el corte de la tubería se coloca en la mesa de la tronzadora, el tubo debe descansar
en uno o dos caballetes según sea el caso sujetado por las mordazas de la tronzadora y
una vez que la marca quede alineado con el disco de corte se baja la palanca y queda
seccionado el tubo para esta operación se debe tener cuidado con la vista se debe usar
siempre los lentes de protección y los guantes.

4.4.2.6. Proceso de Fábrica
4.4.2.6.1. Base
Una vez trazado y cortada la pieza es llevado a la dobladora luego de ser doblado la
pieza queda de forma rectangular, de perfil se observa una forma de C hechada; luego
para el tubo que va a ser el mango de la maquina, después de ser cortado y doblado en
forma de C pasamos a soldar el tubo a sus apoyos en la base metalica que es la plancha
anterior, utilizamos el esmeril de banco o el esmeril de mano según le parezca al
trabajador luego la pieza es atrapado por las mordazas que juntan los labios quedando el
cilindro en perfecto estado para ser soldado se procede a soldar con un electrodo de
supercito en amperaje de 180 amperios en alta se debe soldar puntos en diferentes
lugares para evitar la deformación de la plancha, luego sixsagueando sin cortar el arco
eléctrico hacemos el cordon, luego se golpea para que caiga la escoria y se da otra
pasada de soldadura esta vez sin zigzaguear se espera que enfrié si es posible se le hecha
arena o algún material que retarde su enfriamiento para evitar que se cristalice y se
fisure.
Control de Calidad
Las zonas soldadas se someten a prueba de líquidos penetrantes utilizando el magnaflux
para determinar que no haya fisuras ni agrietamientos.

4.4.2.7. Ensamble
Es el proceso más importante consiste en el acoplamiento perfecto de cada una de sus
piezas, una vez encajadas enroscadas y fijados se aprecia la forma que toma el producto
final el proceso de ensamble comprende las siguientes etapas: Recepción de las partes y
piezas como son:
ENSAMBLE DEL ARMAZON
DESCRIPCION CANT.
PLACA VIBRADORA 570X450 1
BASE 1
AMORTIGUADOR DE VIBRAC. D45-H41 4
ALAMBRE A TIERRA 1
TUERCA M10 8
RONDANA DE PRESION M10 8
RONDANA PLANA M10 8
ENS. DEL MOTOR GX160U1SM12 1
TORNILLO DEL MOTOR 1
TUERCA DEL MOTOR TRASERA 1
TORNILLO 8X40 T 2
RONDANA DE PRESION M8 2
RONDANA PLANA M8 2
RONDANA PLANA M8 2
TUERCA DE NYLON M8 1
ESPACIA. EMBRAGUE 20.2X25X9.4 1
ENS. DEL EMBRAGUE S-20-A1-124 1
LLAVE 5 X 5 X 35 1
RONDANA 9304 1

DESCRIPCION CANT.
TORNILLO 8 X 20 T 1
RONDANA DE PRESION M8 1
BANDA-V RPF-3310 1
CUBIERTA DE LA BANDA 1
TORNILLO 10X35 T 1
RONDANA DE PRESION M10 1
RONDANA PLANA M10 1
CUBIERTA DE LA BANDA (INTERIOR) 1
TORNILLO 10 X 65 T 1
RONDANA DE PRESION M10 1
RONDANA PLANAM10 1
SELLO DE LA CUBIERTA 1
TUERCA M8 2
RONDANA DE PRESION M8 2
RONDANA PLANA M8 2
ENS. MANUBRIO SUPERIOR DEL VIB. 1
GOMA 20X32X28.5/52H 2
RONDANA11X35X4.5 2
TORNILLO 10X20 T 2
RONDANA DE PRESION M10 2
GOMA,MANUBRIO 2
TORNILLO CAB. DE PLACA 8X45 T 2
TUERCA M8 2
AGARRADERA, MANUBRIO 1
GOMA DEL MANUBRIO 2
TORNILLO DE CABEZA 10X20 T 2
TUERCA DEL MANUBRIO 2
MANUBRIO 1

4.4.2.8. Acabado
Es la fase final de fabricación del producto se compone de tres etapas:
Primero: La Limpieza
Todas las partes externas e internas se le llama también desengrase, esta
limpieza se realiza con thiner acrilico o estándar antes de limpiar la plancha
compactadora se debe asegurar que no quede ningún rastro de agua pues el
agua forma una película que separa a la pintura de la superficie después
descascara y por allí se produce la oxidación.
Segundo Pintado:
Se pulveriza la zona interna y externa de la plancha compactadora con
pintura anticorrosivo de una buena marca conocida, se da un acabado con
pintura marina para proteger de los efectos corrosivos del agua.
Tercero
Cada plancha compactadora es codificada mediante placa metálica
estampada adherida a la maquina en la que está impresa el Nº de lote al que
corresponde la potencia, tamaño de plancha, fuerza centrifuga, etc.
4.4.2.9. Control de Calidad
Cada plancha compactadora es finalmente revisada y pasada para el siguiente paso que
es embalaje.
4.1.2.10. Embalado y Almacenamiento
Este paso es muy importante para su conservación de presentación en esta sección se
empaquetan cuidadosamente con papel crack y se coloca en javas diseñadas para cada
plancha compactadora, una vez aseguradas son almacenadas para la venta.

4.5. MAQUINARIA Y EQUIPOS
4.5.1. Insumos
Requerimientos de materias primas
4.5.2. Productos Reciclables
Se puede utilizar piezas de 2do uso los cuales podemos utilizar para nuestro
uso, pero si se trata de vender un producto debe constituirlos con productos
nuevos como los antes mencionada.
4.5.3. Área de Fabricación
Se cuenta con un área de fabricación de 10 m2, la cual tiene todos sus servicios
y comunicaciones.
Balance de Energía Eléctrica
Maquinaria que
funciona con
electricidad
Cantidad Potencia kW/h Función/día
horas
kWh
por día
Trenzadora 1 1.5 1.12 7 7.84
Taladro de marco 1 0.5 0.37 2 0.74
Esmeril de marco 2 0.5 0.37 6 2.22
Taladro de banco 1 0.2 1.49 4 5.9
Esmeril de banco 2 3/4 0.56 5 2.8
Soldadora 2 30.00 7 3.60
Compresora 2 50 1.50 7 18.0

4.6. EDIFICIOS DE FABRICACION
4.6.1. Requerimiento de espacio en planta
Necesitamos un Área de:
Fabricación 12 x 10 =120m2
Almacén 5 x 9
Materia Prima 6 x 8
Almacén de producto 4 x 5
Almacén maquinaria 4 x 5
Taller de mantenimiento 4 x 5
Oficina Técnica 3 x 4
Oficina de control de calidad 4 x 5
Camerino 4 x 5
Servicios Higiénicos 4 x 5
Higiénicos 4 x 5
Patio 4 x 5
Área de comercialización 50 m2
Área de producción 60 m2
Administración 30 m2
Gerencia 20 m2
Servicios Higiénicos 7 m2
Servicios Higiénicos 7 m2
Vivienda de guardián 20 m2
Caseta de control 9 m2
Comedor 40 m2

INSTALACION ELECTRICA
Iluminación
Área de comercialización lámparas fluorescente de 40 w
Producción 2 focos de 50 w
Administración 8 cañones de 25 w
Gerencia 4 cañones de 25 w
02 lámparas alógenas de 100 w cada uno
Todas las demás lámparas fluorescentes incluyendo patios y pasajes 16
lámparas de 40 w
Parqueo de vehículos 4 fluorescentes verdes de 40 w
Caseta un foco de 50 w
Estructuras Metálicas
Techos para almacenes 1 y 2 para el área de fabricación, se ha reemplazado los
tijerales hechos de fierro de construcción por tubos rectangulares de 100 mm x
50 mm x 2 mm de espesor capaces de soportar ½ tm x m2 son estéticos y más
económicos que los tijerales son forrados con fibra forte transparentes.
Dos portones de 6 x 5 con correderas, cojinetes y ángulos para cada puerta de 5
x 4 m.
Puertas ventanas excepto administración y gerencia
La zona frontal de gerencia y administración llevan puertas de madera, ventanas
de vidrio polarizados de 6mm con protectores de Hierro forjado todo el costo es
absorbido por el edificio estructural.

4.6.2. Mantenimiento
Se define como la combinación de actividades mediante las cuales un equipo o
un sistema, se mantiene en un estado en el que pueden realizar sus funciones
designadas.
El mantenimiento es un factor importante en la calidad de los productos ya que
inconscientemente en la operación del equipo de producción dan por resultado
una variabilidad excesiva en el producto en consecuencia ocasiona una
producción defectuosa o fuera de tiempo concluimos que el mantenimiento es
un factor que puede utilizarse como una buena estrategia para una competencia
exitosa.
Tipos
De rutina
Limpieza y aseo diario, este tipo de mantenimiento corresponde al
mantenimiento de edificios.
4.6.3. Mantenimiento Preventivo
Es el realizado a intervalos predeterminados o con la intención de minimizar la
probabilidad de falla o la degradación del funcionamiento del equipo.
4.6.3.1. Mantenimiento Correctivo
Se realiza después de ocurrida la falla, pretende restablecer el equipo
a un estado en el que puede realizar su función.

4.6.3.2. Historia de Mantenimiento
Es un registro que muestra la reparación o refacción del equipo donde
se indica la fecha y la hora en que esta se origino, se emplea para
ayudar al mantenimiento planeado que es realizado con
premeditación utilizando los registros para cumplir con un plan
predeterminado.
4.6.3.3. Frecuencia de Mantenimiento
Equipo Frecuencia de Inspección
Cizalladora mensual
Tronzadora mensual
Dobladora mensual
Roladora mensual
Maquina de soldar semanal
compresora semanal
Maquina ensunchadora quincenal
Taladro de mano semanal
Taladro de banco mensual
Esmeril de mano quincenal
Esmeril de banco mensual
4.6.3.4. Inspectores
Es un proceso que consiste en medir, examinar, probar, calibrar o detectar de una u
otra forma cualquier desviación con respecto a las especificaciones. Las inspección
es programada como vimos en el cuadro anterior.

4.6.3.5. Sistema de ordenes de trabajo de mantenimiento
a. Solicitar por escrito el trabajo que va ha realizar el departamento de
mantenimiento.
b. Seleccionar por operación el trabajo solicitado
c. Asignar el mejor método y los trabajadores más calificados para el trabajo.
d. Reducir el costo mediante una utilización eficaz de los recursos, mano de obra
material.
e. Mejorar la planeación y la programación del trabajo de mantenimiento.
f. Mantener y controlar el trabajo de mantenimiento
g. Mejorar el mantenimiento en general mediante los datos recopilados de la orden
de trabajo que serán utilizados para el control y programas de mejora continua.
La administración del sistema de órdenes del trabajo es responsabilidad de las
personas que están a cargo de la planeación y programación. La orden de trabajo de
diseño con cuidado tomando en consideración dos puntos.
Primero. Incluir toda la información necesaria para facilitar una planeación y una
programación eficaz
Segundo. Hacer un énfasis en la claridad y facilidad de uso.
4.6.3.6. Diseño de la orden de trabajo
Debe tener dos tipos de información
a. La de planear y programar
b. Control

a. Planeación y programación
Numero del inventario, descripción de la unidad ubicación
Persona o departamento que solicite el trabajo
Descripción del trabajo y estándares de tiempo
Especificación del trabajo y numero de código
Prioridad del trabajo y fecha que se requiere
Habilidades y conocimientos requeridos
Refacciones y materiales, requeridas
Herramientas especiales requeridas
Procedimientos de seguridad
Información técnica (planos y manuales)
b. Control
Tiempo real consumido
Códigos del costo para las habilidades y conocimientos
Tiempo muerto u hora en que se termino el trabajo
Causa y consecuencia de la falla.

4.6.3.7. Seguridad industrial e higiene
Está definido como el conjunto de principios, normas, métodos y sistemas
destinados a estudiar las causas de los accidentes de trabajo y enfermedades para
eliminarlos y prevenir su ocurrencia. Es el conjunto de actividades de orden técnico,
legal, humano y económico que tienen por objeto facilitar a los trabajadores y
empresarios a prevenir los accidentes industriales mediante el control de los riesgos
de cualquier tipo de ocupación y conservar libres de daños los locales, materiales y
maquinarias de las industrias, para lograr dichos objetivos se deben tener en cuenta:
Evitar el sufrimiento humano
Evitar pérdidas económicas al trabajador y empresario
Mejorar las relaciones laborales
Reducir costos de operación (aumento de la producción, elevar índices de la
productividad y reducir las tasas de seguro).
Estudiar las estadísticas de los accidentes de la empresa.
Aplicar las sanciones correspondientes de acuerdo a la gravedad de la falta
según el reglamento de seguridad e higiene industrial.
Que todos conozcan los reglamentos oficiales, instrucciones, avisos y demás
material escrito o gráfico relativo a la seguridad e higiene.
Hacer recomendaciones pertinentes para evitar la repetición de los
accidentes.
Prevención, Protección y Control de Incendios
En la prevención incendios es, necesario que el encargado del departamento de
Seguridad e Higiene Industrial resuelva no solo el problema de la disposición de la
planta física sino también las características de las sustancias que se tiene la planta,
de tal manera que se agrupe o disperse en función de sus propiedades.

Prevenir un incendio comprende la tarea principal de ver que la fuerza de trabajo,
las máquinas y los materiales no sufran ningún deterioro que destruya de alguna
manera el centro de trabajo.
La protección consiste en minimizar los riesgos de incendio, esto comprende:
limpieza, orden, disposición de equipo químico contra incendios (extinguidores) y
flujo de materiales.
Identificación de Riesgos y Normas de Seguridad
Una buena limpieza, mantenimiento y orden son garantías de seguridad para
conseguir una identificación de los trabajadores de la empresa en la cual de labora.
Riesgos en el almacén de materia prima
Presencia de insectos y roedores
Presencia de las instalaciones eléctricas
Superficies resbaladizas y rugosas
Inadecuado sistema de refrigeración
Corrosión del sistema de lavado o de paredes
1.- Normas de Seguridad.
Permanente limpieza y orden
Evitar el contacto con sustancias tóxicas de la materia prima
Control del sistema de ventilación
Mantenimiento regular del ambiente de trabajo
Colocar carteles de seguridad en lugares de buena visión
2.- Contra Incendios
Presencia de material inflamable
Instalaciones eléctrica

Riesgos en la Sala de Procesos.
Presencia de cables y motores eléctricos.
Presencia de agua caliente o vapor directo
Presencia de superficies resbaladizas.
Presencia de compuestos químicos
1.- Normas de Seguridad.
Verificarlos sistemas de ventilación.
Evitar el contacto del agua con motores o sistemas eléctricos
Evitar zonas resbaladizas
Establecer zonas de seguridad
2.- Contra Incendios
Incendios de equipos eléctricos o material con equipo eléctrico, en este caso
de deben desconectar los equipos y crear una atmósfera inerte.
Riesgos en el Almacén de Productos Terminados
Golpes o magulladuras en los frascos.
Presencia de cajas de cartón y etiquetas.
Inadecuado apilamiento de cajas
1.- Normas de seguridad
Adecuada distribución de cajones
Orden y limpieza
Evitar obstáculos en las zonas de escape

4.6.4. Trabajo de Planta
Tronzadora y esmeriles
Son maquinas herramientas que sirven para cortar esmerilar y pulir piezas, son
maquinas que desarrollan velocidades muy altas 22.000rpm la piedra esmeril
puede tener desprendimiento de material el cual puede impactar en la cara del
trabajador y puede ser muy perjudicial para la vista.
Se debe usar una máscara protectora de cara, estas maquinas producen ruidos
molestos mayor a 80 decibeles por lo que se debe usar orejeras o tapones así
como guantes para manipulación del material que se está trabajando.
Taladros
Para taladrar tubería se debe sujetar correctamente la pieza en un tornillo de
banco con mordazas si este escapa puede producir dislocaduras en las manos y
cortes en el cuerpo por lo que siempre se debe usar guantes y lentes de
protección.
Maquina de soldar
Observar el entorno que no haya materiales inflamables como trapos, envases
con pinturas, envases con gasolina, thiner u otros disolventes, ni papeles, ni
cartones etc. Ya que el operador al estar con mascara que le tapa la cara no
puede darse cuenta lo que le esté sucediendo a su alrededor.

Compresora y Equipo de Pintar
Requiere el uso de anteojos de protección, mascara de boca y nariz. El polvo de
pintura se introduce en las fosas nasales ocasionando enfermedades pulmonares.
Todo el personal operativo debe portar botas mamelucos y casco protector de
cabeza, uno de los mejores implementos de protección es el orden y la limpieza.
No solo se evitan accidentes si no se alcanza también rapidez y eficiencia en el
trabajo.
4.6.5. Riesgo
El no usar los implementos de seguridad expone al trabajador accidentes como:
Cortes por rebarbas y filos del material por no usar guantes
Quemaduras en las manos por agarrar piezas recién soldadas sin guantes,
quemaduras en el estomago por no usar mandil de cuero, al momento de soldar,
quemaduras de ojos provocada por la luminiscencia.
Enfermedades hepáticas por absorción de polvo metálico por no usar mascara de
boca y nariz.
Electrocutamiento por cables más aislados
Rotura o fractura de pies por no usar botas punta de acero, si se es golpeado por
un elemento pesado.
Quemadura de pies por chispas de soldadura por no usar botas.

CAPITULO V
INVERSION Y FINANCIAMIENTO
En este capítulo se muestra datos de la inversión del proyecto y su financiamiento para lo
cual el estudio se basa en tres rubros, inversión fija o activos fijos, inversión tangible o
activos tangibles, inversión capital de trabajo.
5.5. ACTIVOS FIJOS
Son aquellos que se realizan en los bienes tangibles llamase terreno edificación, pistas
de acceso, estacionamientos, maquinarias, muebles y servicios básicos para efectos
contables los activos fijos se deprecian acentuando de terreno que al contrario de los
otros sube de precio a medida que el tiempo pasa debido al desarrollo urbano creciente.
INVERSIONES FIJAS
RUBRO COSTO $ COBERTURA
Edificación 106 450 52.3
Maquinaria 8 354 19.3
Herramientas 955 11.2
Equipo de seguridad 4 527 4.06
Mobiliaria 7 563 3.90
Agalamiento 1 358 2.72
Vehículos 20 000 3.61
Imprevistos
5% de rubros anteriores 18 465.36 2.91
TOTAL 167 672.36 100%

5.6. ACTIVOS INTANGIBLES
Son los que se realizan sobre activos constituidos, por derechos adquiridos para la
puesta en marcha del proyecto son activos intangibles las patentes, licencia, gastos de
estudios de pre-inversion, estudios ingenieriles, montaje industrial, gastos de prueba,
interes pre-operativos.
INVERSIONES INTANGIBLES
RUBRO COSTO $ COBERTURA
Estudio de pre inv. 1% IF 167 672.36 18.24
Estudio Edf. Ing 2 % IF 1 765.859 21.48
Gastos Organ. Cap Ad. 3%
IF
1 148.788 24.73
Montaje Ind. 10% cost.
Maq. Eq
5 528.36 12.82
Gastos de pruebas y puesto
en marcha 3% IF
2 148.78 22.73
TOTAL 178 264.147 100%
5.7. INVERSION DE CAPITAL DE TRABAJO
La inversión en capital de trabajo son los recursos necesarios en la forma de activos
corrientes para la operación normal del proyecto durante un ciclo productivo, es decir
en una planta se debe garantizar la disponibilidad de recursos suficientes para adquirir
la materia prima y cubrir costos de operación durante los 60 días normales que dure el
proceso de producción más los 30 días promedio de comercialización y los 30 días que
demora la recuperación de los fondos para ser utilizados nuevamente en el proceso.

5.8. FINANCIAMIENTO DEL PROYECTO
Todo proyecto de inversión involucra usar una cuenta de recursos hot a cambio de una
estimación de mayores recursos a futuro.
Los recursos que el inversionista destina al proyecto provienen de dos fuentes:
Recursos propios y préstamos de terceros
Para este proyecto se utilizara los recursos propios porque pensamos que es la mejor
alternativa de financiamiento para este proyecto ya que se tiene la opción de recurrir al
crédito de los proveedores, además siempre se perciben una utilidad neta con capital
propio mayor que una utilidad neta de préstamos a pesar que se se consigue un
préstamo, por ejemplo al 11% de interés anual los intereses del prestamos se deducen
de las utilidades lo cual permite una menor tributación, para aclarar este comentario
veamos el siguiente ejemplo.
Supongamos que un proyecto presenta una utilidad antes de interés e impuestos de
$10000 anuales los cuales se obtuvieron de una inversión de $40.000 la tasa de interés
que se cobra por los préstamos es del 11% anual y la tasa impositiva es del 40%,
tenemos las siguientes alternativas.
Préstamo Capital Propio
Utilidad antes de impuestos
e intereses
$10000 $10000
Intereses de préstamo al
(11% de 40000)
-4400
Utilidad antes de impuestos 5600 10000
Impuestos (40%) -2240 -4000
Utilidad neta 3360 6000

Vemos claramente que la utilidad neta con prestamos es casi un 50% menos que la
utilidad neta con capital propio.
5.8.1. Líneas de Crédito
Se vio que la mayor alternativa de endeudamiento para este proyecto es el
crédito de los proveedores.
5.8.2. Financiamiento de Capital
El monto de capital será cubierto en un 100% de aportes propios de la escuela
profesional de ingeniería mecánica.
La universidad por ser un ente autónomo debe generar sus propios ingresos que
mejor que los alumnos, ex alumnos, profesores aporten ideas que hagan factible
la ejecución de proyectos, la universidad cuenta con infraestructura de primer
nivel para llevar a cabo eventos de capacitación, espectáculos etc. Que dejarían
buenos fondos que posteriormente se utilizan en inversión de proyectos de
mediciones y gran envergadura.

ANEXO PLANO DE MONTAJE DE LA PLANCHA
COMPACTADORA
PLANO DE DISTRIBUCION DE PLANTA