Puesta a punto de un laboratorio para prácticas...
128
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla 1 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional Proyecto Fin de Carrera Ingeniería Aeronáutica Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional Autor: Ángel Alberto Cotrino Benavides Tutor: Aida Estévez Urra Departamento de Ingeniería Mecánica y de los Materiales Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2014
-
Upload
nguyenxuyen -
Category
Documents
-
view
221 -
download
0
Transcript of Puesta a punto de un laboratorio para prácticas...
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
1 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Puesta a punto de un laboratorio
para prácticas docentes de
metrología dimensional
Autor: Ángel Alberto Cotrino Benavides
Tutor: Aida Estévez Urra
Departamento de Ingeniería Mecánica y de los Materiales
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2014
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
2 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Puesta a punto de un laboratorio para prácticas
docentes de metrología dimensional
Autor:
Ángel Alberto Cotrino Benavides
Tutor:
Aida Estévez Urra
Profesor titular
Departamento de Ingeniería Mecánica y de los Materiales
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2014
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
3 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Proyecto Fin de Carrera: Puesta a punto de un laboratorio para prácticas docentes de metrología
dimensional
Autor: Ángel Alberto Cotrino Benavides
Tutor: Aida Estévez Urra
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2014
El Secretario del Tribunal


Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
5 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Agradecimientos
En primer lugar quisiera agradecer a Aida Estévez la oportunidad que me ha brindado para realiza este
proyecto y aprender de él y al Departamento de Ingeniería Mecánica y de los Materiales el permitirme
realizarlo. Además quisiera agradecer la ayuda que me proporcionó Aida Estévez hace ya 2 años para iniciar
la etapa de mi vida en Alemania en la que me encuentro en estos momentos.
A mis padres, porque siempre me orientan y me ayudan a conseguir mis metas, sus consejos siempre me
han ayudado. Y por supuesto al resto de mi familia. Sin olvidar a mis amigos, que siempre me animan y me
ayudan a sacar lo mejor de mí.
A todos mis profesores, desde el colegio hasta la universidad, y en especial al profesorado de la Escuela
Técnica Superior de Ingeniería, porque a pesar de los baches y dificultades, año tras año siguen formando a
unos excelentes ingenieros, que lo demuestran allá a donde van.
Gracias.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
6 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Resumen
Este proyecto fin de carrera tiene como objetivo la puesta a punto de un laboratorio para prácticas docentes
de metrología dimensional.
En primer lugar este proyecto pretende situar al lector en el entorno metrológico actual, por medio de una
pequeña introducción histórica de la metrología hasta llegar a nuestros días, seguido de un análisis de la
organización de una laboratorio metrológico y la relación del mismo con la industria.
Destacar la importancia que tiene en la actualidad para la formación de un ingeniero la realización de las
prácticas de laboratorio, será otro de los puntos clave de esta primera parte.
A continuación se realiza una pequeña introducción a los instrumentos metrológicos existentes actualmente
en el laboratorio de metrología, los cuáles el alumno debe conocer y aprender a manejar con soltura para
poder realizar las prácticas propuestas.
Para finalizar se presentarán las propuestas de prácticas, que el alumno realizará en el laboratorio de
metrología acompañado de un guión para poder ir anotando resultados y conclusiones.
La educación a nivel europeo tiende cada vez más hacia una educación menos centrada en clases teóricas,
para dar paso a una educación con un gran peso práctico, por lo que la definición de una serie de prácticas,
para la realización de las mismas en la asignatura de Metrología industrial, es el principal objetivo de este
proyecto.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
7 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Abreviaciones
CEM – Centro Español de Metrología
CNF – Consejo Nacional de Física
CSIC – Consejo Superior de Investigaciones Científicas
ECTS – European Credit Transfer and Accumulation System
EEES – Espacio Europeo de Educación Superior
ENAC – Entidad Nacional de Acreditación
ETSI – Escuela Técnica Superior de Ingenieros
ISO – International Organization for Standardization
NBS – National Bureau of Standards
NPL – National Physical Laboratory
PTR – Physikalisch-Technischen Reichsanstalt
SI – Sistema Internacional

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
8 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Índice
Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional.................................. 1
Agradecimientos .................................................................................................................................................. 5
Resumen .............................................................................................................................................................. 6
Abreviaciones ...................................................................................................................................................... 7
Índice .................................................................................................................................................................... 8
Lista de Figuras .................................................................................................................................................. 10
Lista de Tablas .................................................................................................................................................... 12
1 Introducción ............................................................................................................................................... 14
1.1 Antecedentes 14
1.1.1 La metrología dimensional................................................................................................... 14
1.1.2 La metrología dimensional en España ................................................................................. 17
1.2 El laboratorio de metrología 19
1.2.1 Calidad en un laboratorio metrológico ................................................................................ 20
1.2.2 Organización de un laboratorio de metrología .................................................................... 22
1.2.3 La metrología y la empresa .................................................................................................. 23
1.2.4 Importancia de la práctica en la enseñanza de la ingeniería ............................................... 25
1.3 Objetivos y tareas a desarrollar 27
2 Instrumentos de Medida ........................................................................................................................... 29
2.1 Clasificación de los instrumentos de medida 29
2.2 Pie de rey 32
2.2.1 Historia ................................................................................................................................. 32
2.2.2 Descripción del instrumento ................................................................................................ 33
2.2.3 Tipos de pies de rey ............................................................................................................. 33
2.2.4 Normativa ............................................................................................................................ 34
2.3 Micrómetro 35
2.3.1 Historia ................................................................................................................................. 35
2.3.2 Descripción del instrumento ................................................................................................ 36
2.3.3 Tipos de micrómetros .......................................................................................................... 36
2.3.4 Normativa ............................................................................................................................ 37
2.4 Comparadores 38
2.4.1 Historia ................................................................................................................................. 38
2.4.2 Descripción del instrumento ................................................................................................ 38
2.4.3 Tipos de comparadores ....................................................................................................... 40
2.4.4 Normativa ............................................................................................................................ 40
2.5 Bloques patrón 41
2.5.1 Historia ................................................................................................................................. 41
2.5.2 Descripción del instrumento ................................................................................................ 42
2.5.3 Tipos de bloques patrón ...................................................................................................... 43
2.5.4 Normativa ............................................................................................................................ 43

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
9 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.6 Instrumentos para la medida de ángulos 44
2.6.1 Historia ................................................................................................................................. 44
2.6.2 Tipos de instrumentos para el control de ángulos .............................................................. 45
2.6.3 Descripción del instrumento ................................................................................................ 47
2.6.4 Normativa ............................................................................................................................ 48
2.7 Rugosímetro 49
2.7.1 Historia ................................................................................................................................. 49
2.7.2 Descripción del instrumento ................................................................................................ 49
2.7.3 Tipos de rugosímetros ......................................................................................................... 50
2.7.4 Normativa ............................................................................................................................ 51
2.8 Inventario 52
3 Propuestas de Prácticas ............................................................................................................................. 56
3.1 Introducción 56
3.2 Tareas del bloque temático 1 56
3.2.1 Metrología y empresa .......................................................................................................... 57
3.2.2 Calibración de micrómetros ................................................................................................. 62
3.2.3 Calibración pie de rey........................................................................................................... 66
3.3 Tareas del bloque temático 2 72
3.3.1 Medición de ángulos ............................................................................................................ 73
3.3.2 Medición de longitudes ....................................................................................................... 78
3.3.3 Medición de roscas .............................................................................................................. 85
3.3.4 Medición de ruedas dentadas ............................................................................................. 93
3.3.5 Medición de rugosidad superficial ..................................................................................... 101
3.3.6 Errores de forma ................................................................................................................ 112
3.3.7 Errores de posición ............................................................................................................ 119
3.4 Tareas del bloque temático 3 124
4 Conclusiones ............................................................................................................................................ 125
5 Referencias ............................................................................................................................................... 126
5.1 Referencias a libros 126
5.2 Referencias a internet 127
5.3 Referencias a publicaciones, artículos y PFCs 127

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
10 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Lista de Figuras
Figura 1.1 – Palma, cuarta, dedo y pulgada 14
Figura 1.2 - Claudio de Ptolomeo 15
Figura 1.3 – Hombre de Vitruvio 15
Figura 1.4 – Factores relacionados para conseguir la calidad en un laboratorio de metrología 21
Figura 1.5 – Organización del personal en un laboratorio de metrología 22
Figura 2.1 – Medición directa con pie de rey 31
Figura 2.2 – Medición con reloj comparador 31
Figura 2.3 – Instrumentos existentes en el laboratorio de metrología 31
Figura 2.4 – Nonio creado por Pedro Nunes 32
Figura 2.5 – Esquema Pie de rey 33
Figura 2.6 – Micrómetro de Palmer 35
Figura 2.7 – Esquema micrómetro 36
Figura 2.8 – Comparador fabricado por la compañía austriaca Carl Zeiss 38
Figura 2.9 – Esquema comparador 39
Figura 2.10 - Bloques patrón fabricados para las factorías Ford 41
Figura 2.11 – Proceso de unión “wringing” 42
Figura 2.12 – Goniómetro de contacto desarrollado por Carangeot 44
Figura 2.13 - Medición del ángulo de una pieza mediante un goniómetro 45
Figura 2.14 - Medición de un cono mediante reglas de senos y bloques patrones 46
Figura 2.15 – Esquema de las partes de una regla de senos 48
Figura 2.16 – Rugosímetro 50
Figura 3.1 - Factores relacionados en un sistema de calidad metrológico 61
Figura 3.2 - Medición de un cono mediante regla de senos y bloques patrones 75
Figura 3.3 - Medición del ángulo de un agujero cónico empleando bolas calibradas 77
Figura 3.4 – Coordenadas de los puntos medidos sobre la superficie de la pieza 77
Figura 3.5 – Medición de la longitud de la pieza 80
Figura 3.6 – Medición de los diámetros de la pieza 81
Figura 3.7 – Control de las longitudes de los escalones de la pieza 83
Figura 3.8 – Medición del radio de curvatura 84
Figura 3.9 – Elementos de un elemento roscado 85
Figura 3.10 – Clasificación de las roscas 86
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
11 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 3.11 – Micrómetro para la medición de roscas 87
Figura 3.12 - Proyector de perfiles 88
Figura 3.13 – Medida de roscas con el método de las tres varillas 89
Figura 3.14 – Medición del paso de rosca 91
Figura 3.15 - Parámetros de una rueda dentada 93
Figura 3.16 - Antigua grúa de engranajes en el puerto de Sevilla 95
Figura 3.17 – Radio de cabeza y radio de raíz de una rueda dentada 100
Figura 3.18 – Textura de la superficie 101
Figura 3.19 – Desviación media aritmética del perfil 102
Figura 3.20 – Profundidad máxima de rugosidad y altura de irregularidades de una serie 103
Figura 3.21 – Relación entre la rugosidad “ideal” y “real” 104
Figura 3.22 – Dimensiones pieza torneado 105
Figura 3.23 – Dimensiones pieza fresado 105
Figura 3.24 – Medición mediante rugosímetro 106
Figura 3.25 – Errores de forma 112
Figura 3.26 - Pieza para la medición de los errores de forma 115
Figura 3.27 – Determinación del error de rectitud 115
Figura 3.28 – Determinación del error de redondez 116
Figura 3.29 – Determinación del error de cilindricidad 117
Figura 3.30 - Pieza para la medición de los errores de posición 121
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
12 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Lista de Tablas
Tabla 1 – Inventario, Pies de rey 52
Tabla 2 – Inventario, Micrómetros 52
Tabla 3 – Inventario, Comparadores 53
Tabla 4 – Inventario, Bloques patrón 53
Tabla 5 – Inventario, Control de ángulos 53
Tabla 6 – Inventario, Rugosímetro 54
Tabla 7 – Inventario, Escuadras de perpendicularidad 54
Tabla 8 – Tabla para la toma de datos y resultados del cálculo de incertidumbre 65
Tabla 9 – Toma de datos y resultados del cálculo de incertidumbre de las superficies de medida de exteriores
69
Tabla 10 - Toma de datos y resultados del cálculo de incertidumbre de las superficies de medida interiores
70
Tabla 11 - Toma de datos y resultados del cálculo de incertidumbre de la sonda de profundidad 71
Tabla 12 – Resumen de las características de las probetas 105
Tabla 13 - Criterio práctico para fijar las tolerancias de los errores de forma. 121

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
13 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
14 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1 INTRODUCCIÓN
1.1 Antecedentes
1.1.1 La metrología dimensional
La metrología es una rama de la física centrada en el estudio de las mediciones, asegurando en todo
momento su normalización mediante la trazabilidad. Ha estado presente desde los comienzos de la
humanidad y forma parte de la vida diaria de los pueblos, de aquí su profunda relación con el desarrollo y la
evolución.
Los primeros indicios de la metrología dimensional aparecen dentro de la antropología, que centrada en el
estudio de la realidad humana, utiliza al hombre como unidad de medida. Otras disciplinas también
muestras manifestaciones relacionadas con la metrología, como son la arquitectura, las transacciones
comerciales o la agrimensura. La agrimensura ha sido un elemento esencial desde el comienzo de la historia
registrada (3000 a.C.) utilizada para planificar el terreno y ejecutar construcciones.
En la antigüedad los humanos tenían que utilizar su propio cuerpo para realizar las mediciones y con ellas
contabilizar, intercambiar y comerciar con productos. Surgieron medidas como el pie, unidad de medida
utilizada para medir pequeños terrenos. En el caso de terrenos más grandes se utilizaba el paso, caminado y
midiendo las distancias. Así también se puede mencionar el codo, utilizado en el mundo textil para medir
telas y tejer vestidos y atuendos. Otro ejemplo de unidad de medida es la palma o el dedo utilizados para
medir objetos pequeños. En la Figura 1.1 se ilustran algunas de ellas.
Figura 1.1 – Palma, cuarta, dedo y pulgada
El nacimiento de la ciencia también está relacionado con la metrología y se sitúa en la ciudad griega de
Mileto, en el siglo VI a.C. Surge a partir de la necesidad de realizar mediciones de largas distancias, una
necesidad puramente práctica, basándose en la semejanza de triángulos, creada por Tales de Mileto.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
15 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
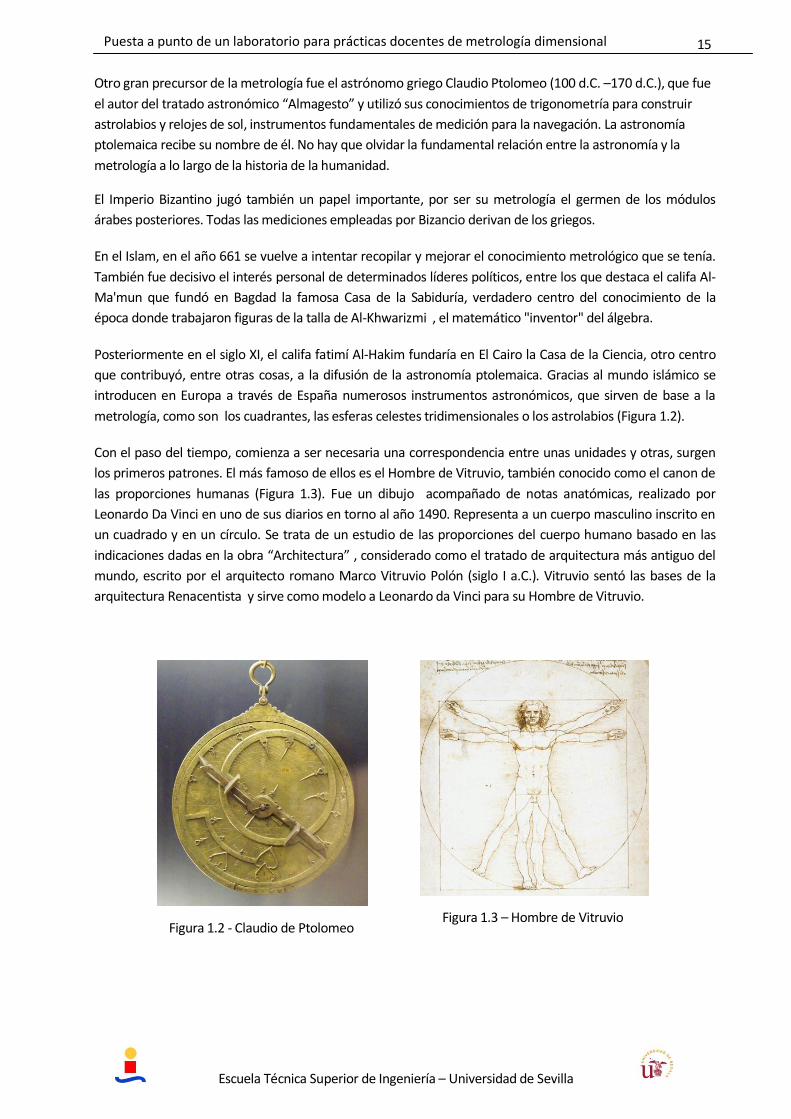
Otro gran precursor de la metrología fue el astrónomo griego Claudio Ptolomeo (100 d.C. –170 d.C.), que fue
el autor del tratado astronómico “Almagesto” y utilizó sus conocimientos de trigonometría para construir
astrolabios y relojes de sol, instrumentos fundamentales de medición para la navegación. La astronomía
ptolemaica recibe su nombre de él. No hay que olvidar la fundamental relación entre la astronomía y la
metrología a lo largo de la historia de la humanidad.
El Imperio Bizantino jugó también un papel importante, por ser su metrología el germen de los módulos
árabes posteriores. Todas las mediciones empleadas por Bizancio derivan de los griegos.
En el Islam, en el año 661 se vuelve a intentar recopilar y mejorar el conocimiento metrológico que se tenía.
También fue decisivo el interés personal de determinados líderes políticos, entre los que destaca el califa Al-
Ma'mun que fundó en Bagdad la famosa Casa de la Sabiduría, verdadero centro del conocimiento de la
época donde trabajaron figuras de la talla de Al-Khwarizmi , el matemático "inventor" del álgebra.
Posteriormente en el siglo XI, el califa fatimí Al-Hakim fundaría en El Cairo la Casa de la Ciencia, otro centro
que contribuyó, entre otras cosas, a la difusión de la astronomía ptolemaica. Gracias al mundo islámico se
introducen en Europa a través de España numerosos instrumentos astronómicos, que sirven de base a la
metrología, como son los cuadrantes, las esferas celestes tridimensionales o los astrolabios (Figura 1.2).
Con el paso del tiempo, comienza a ser necesaria una correspondencia entre unas unidades y otras, surgen
los primeros patrones. El más famoso de ellos es el Hombre de Vitruvio, también conocido como el canon de
las proporciones humanas (Figura 1.3). Fue un dibujo acompañado de notas anatómicas, realizado por
Leonardo Da Vinci en uno de sus diarios en torno al año 1490. Representa a un cuerpo masculino inscrito en
un cuadrado y en un círculo. Se trata de un estudio de las proporciones del cuerpo humano basado en las
indicaciones dadas en la obra “Architectura” , considerado como el tratado de arquitectura más antiguo del
mundo, escrito por el arquitecto romano Marco Vitruvio Polón (siglo I a.C.). Vitruvio sentó las bases de la
arquitectura Renacentista y sirve como modelo a Leonardo da Vinci para su Hombre de Vitruvio.
Figura 1.2 - Claudio de Ptolomeo
Figura 1.3 – Hombre de Vitruvio
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
16 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
En las notas que acompañan el dibujo se definen algunas de las siguientes unidades de medida y sus
relaciones:
El rostro, desde la barbilla hasta la parte más alta de la frente, mide una décima parte de la altura total.
La palma de la mano, desde la muñeca hasta el extremo del dedo medio, mide exactamente lo mismo.
El pie equivale a un sexto de la altura del cuerpo.
Cuatro dedos hacen una palma.
Cuatro palmas hacen un pie.
Cuatro codos hacen un paso.
Veinticuatro palmas hacen a un hombre.
Hasta el Renacimiento, la mayor parte de la información existente sobre metrología se refiere a su aplicación
en las transacciones comerciales. A partir del Renacimiento se hace visible la distinción entre metrología
científica y otras actividades metrológicas, que podríamos denominar “de aplicación”. Como se describe
posteriormente en el tercer capítulo, la mayoría de instrumentos metrológicos que usamos en la actualidad
surgen a partir del Renacimiento, especialmente durante la Revolución Industrial.
Para la evolución y el avance de la metrología era necesario unificar criterios y sistemas de medidas
internacionalmente. La primera tentativa notoria de establecer un sistema de unidades universal es por
parte del científico inglés John Wilkins que en 1668 definió una longitud y un volumen universales y luego
una masa universal. Tras este primer intento, otros muchos se sucedieron por implantar el sistema métrico
decimal, pero el decisivo fue incentivado por Luis XVI de Francia que encargó a un grupo de sabios estudiar
las posibilidades de un nuevo sistema de medidas, comisión que propuso como unidad de longitud el metro
y de peso, el grave (posteriormente sería denominado kilogramo). Sus trabajos sentaron las bases para la
creación del sistema métrico decimal.
Frases como la pronunciada por el creador de la química moderna Antoine-Laurent de Lavoisier (1743– 1794)
corroboran la importancia del sistema de unidades sobre la metrología y la humanidad:
“Nada más grande ni más sublime ha salido de las manos del hombre
que el sistema métrico decimal”
Durante la Revolución Industrial, proceso de transformación económica, social y tecnológica que se inició en
la segunda mitad del siglo XVII en Gran Bretaña y que se extendió unas décadas después hasta una buena
parte de Europa occidental y Estados Unidos, finalizando hacia 1820 o 1840, se estimuló el desarrollo de la
metrología. Esta hizo que los viejos sistemas de pesas y medidas evolucionaran en el sentido de convertirse
en sistemas de unidades.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
17 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Este sistema de unidades supone el reconocimiento por la comunidad internacional de la metrología como
ciencia y tiene su origen en la convención del metro celebrada en París en 1840, donde se implantó el
sistema métrico decimal a nivel mundial. Las exposiciones universales de finales del siglo XIX fueron el foro
impulsor de la necesidad de consensuar un único sistema de medidas mundialmente. En 1867 se constituyó
el Comité de pesas, medidas y monedas y así muchas naciones se fueron adhiriendo al mismo. La adhesión
española se produjo mediante la ley publicada en la Gaceta de Madrid el 22 de Julio de 1849 bajo el reinado
de Isabel II.
A partir del siglo XIX el avance de la metrología era imparable y así continuó su avance hasta la actualidad,
siendo una ciencia fundamental para nuestro día a día.
1.1.2 La metrología dimensional en España
Las primeras notas sobre la metrología en España datan del año 1085, cuando los Reyes Católicos tras la
reconquista de Toledo intentaron unificar la multiplicidad de unidades de medida existentes durante varios
siglos.
Durante el reinado de Felipe II (1527 - 1598) las instituciones de carácter científico y técnico tuvieron un
amplio desarrollo. Un ejemplo muy cercano a nosotros se encuentra en la Casa de la Contratación de Sevilla,
que se consolidó como un gran centro de ciencia aplicada a la navegación, estableciéndose los oficios de
Catedrático de Cosmografía y del Arte de Navegar, y de Cosmógrafo Mayor.
En el último tercio del siglo XVIII, mientras en el plano internacional comienza en Inglaterra la revolución
industrial, en España tiene lugar una actividad mitad científica, mitad política, que se traduce en expediciones
científicas a América. Desde el punto de vista metrológico, es de destacar la labor realizada por Antonio de
Ulloa (1716–1795) y Jorge Juan y Santacilia (1713–1773), formando la delegación española de la expedición
al Perú organizada por la Academia de Ciencias francesa, encabezada por Godin, ayudado por La Condamine,
Bouguer y Jussieu, junto con el quiteño Pedro Vicente Maldonado.
La misión que iban a desarrollar constaba de dos fases bien diferenciadas. La primera fase, la geodésica
consistió en triangular una distancia de unos 400 km a lo largo del corredor interandino, aprovechando las
cordilleras occidental y oriental para la instalación de los puestos de observación, la cual les ocupó entre
1736 y 1739. La segunda fase se refiere a las observaciones astronómicas para determinar la amplitud
angular del arco triangulado.
Al regreso de dicha expedición, ambos expusieron sus trabajos: Jorge Juan redactando “Las Observaciones
astronómicas y físicas hechas de Orden de su S. M. en los reinos del Perú” y Ulloa “La Relación histórica del
viaje”. Dos obras que suponen un gran referente para la metrología en España durante la época.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
18 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Los problemas comentados anteriormente sobre el sistema internacional de medidas, también acontecieron
en España. Se publicó “La Novísima recopilación de leyes de España”, que pretendía sistematizar el derecho
español y en el que están recogidas 5 leyes que tratan el tema de los sistemas de medida. En el capitulo IX de
dicha obra, titulado “De los pesos y medidas” se plantean frases como las siguientes para intentar unificar el
sistema de medición:
“Igualdad de los pesos y medidas en todos los pueblos; y orden que se ha de observar en ellos”
España se adhiere al Comité Internacional de Medidas en el año 1849, adoptando el sistema métrico
decimal. El 19 de Julio de 1849 se publicó la primera ley fundamental de la metrología española:
“En todos los dominios españoles habrá solo un sistema de medidas y pesas”.
“La unidad fundamental de este sistema será igual en longitud a la diezmillonésima parte del arco del
meridiano que va del Polo Norte al Ecuador y se llamará metro”
En 1892 el Gobierno se hizo cargo de las copias del nuevo metro y kilogramo de platino-iridiado que le
correspondían como país firmante del Convenio Diplomático del Metro, y fueron depositadas en los locales
de la Comisión Permanente de Pesas y Medidas, ubicada en la sede del Instituto Geográfico y Estadístico,
declarándose legales para España mediante una nueva ley del 8 de julio de 1892.
El siglo XX aportaría nuevas necesidades de precisión a las sucesivas definiciones del metro y de otras
unidades, dando lugar a un sistema internacional de unidades para la ciencia y la técnica,
En 1973 se celebra la Conferencia Europea de Metrología, en la cual se sentaron las bases para cooperación
europea en Metrología y Calibración (WECC) y para la creación un mes después de la Asociación Española
para la Calidad (AEC). Dentro de esta, el Comité de Metrología fue desde un principio un foro abierto para
reunir a los jefes de los laboratorios metrológicos privados y oficiales, detectando las necesidades de la
Industria y mentalizando a la Administración para que elaborara las pertinentes recomendaciones y acciones.
Todo lo hecho desde este Comité, así como las publicaciones que ha generado, han contribuido
grandemente a la difusión de la Metrología en laboratorios y empresas, constituyendo prácticamente el
único foco formativo existente en estos temas.
Finalmente, la inauguración oficial del Centro Español de Metrología (CEM) tuvo lugar en marzo de 1989 por
SS.MM. los Reyes de España.
Desde entonces, el camino recorrido por el CEM ha permitido consolidar su posición a nivel internacional, a
través de sucesivos desarrollos y de los excelentes resultados obtenidos en las comparaciones entre
laboratorios, dotando al mismo tiempo de trazabilidad al resto de los niveles metrológicos nacionales, en
coordinación con sus Laboratorios Asociados, que mantienen aquellas unidades del Sistema Internacional no
cubiertas por el CEM.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
19 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1.2 El laboratorio de metrología
Un laboratorio de metrología es un lugar donde se aplica la ciencia que tiene por objeto estudiar las medidas
de las magnitudes y sus unidades. Una función importante del laboratorio metrológico es así mismo definir
las exigencias técnicas de los métodos e instrumentos de medida.
Existe una clasificación jerárquica de los laboratorios de metrología existentes según tres categorías:
Laboratorio nacional: es el laboratorio que posee el patrón nacional primario correspondiente al sistema
internacional de unidades (SI). Es además el encargado de asegurar la trazabilidad de las unidades de
medida por todo el territorio nacional. Es fundamental que exista una completa interconexión entre este
laboratorio y todos los que dependen de él, ya sean laboratorios intermedios o laboratorios ubicados en
empresas. De su funcionamiento depende la validez de todas las mediciones que se realizan en un
territorio.
Laboratorio de industria: ubicado en las propias instalaciones de la empresa. Sirve para todos los
propósitos internos de la empresa, como puede ser el control de la calidad de los productos fabricados
en la misma, la relación de ensayos y la calibración del instrumental utilizado en la cadena de
producción. El laboratorio nacional controla su funcionamiento de acuerdo a los estándares.
Laboratorio de investigación: son laboratorios instalados en campus universitarios, centros de
investigación y desarrollo o demás administraciones generalmente públicas. Su principal función es
promover la investigación y la formación en diversos campos. Suelen funcionar por medio de fondos
públicos. Su correcto funcionamiento y sus líneas maestras de funcionamiento están reguladas por el
laboratorio nacional.
Todos estos laboratorios tienen que cumplir las máximas exigencias técnicas y de calidad. El Centro Español
de Metrología utiliza a la Entidad Nacional de Acreditación (ENAC) para controlar que los laboratorios bajo
su gobierno cumplan todas las exigencias impuestas. ENAC es una organización de utilidad pública,
independiente y sin ánimo de lucro y tutelada por la Administración. Su misión es evaluar la competencia
técnica de los organismos de evaluación de la conformidad (laboratorios, entidades de inspección, de
certificación, verificadores) para generar así confianza en sus actividades a la Administración, al mercado y a
la sociedad en general. Sus servicios están reconocidos y aceptados nacional e internacionalmente.
ENAC utiliza los estándares internacionales para evaluar a los laboratorios. En el caso de los laboratorios de
metrología se sigue la norma ISO 17025. Es una normativa internacional en la que se establecen los
requisitos que deben cumplir los laboratorios de ensayo y calibración, con el objetivo de demostrar que son
técnicamente competentes y de que son capaces de producir resultados técnicamente válidos.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
20 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1.2.1 Calidad en un laboratorio metrológico
Los laboratorios metrológicos son los encargados de ofrecer los servicios de calibración de instrumentos a las
diferentes empresas, sin embargo la mayoría de ellas desconocen los procedimientos de calidad con los
cuales debe cumplir dicho laboratorio, para garantizar que las mediciones realizadas con sus instrumentos
sean las adecuadas. Estos procedimientos de calidad vienen impuestos desde el Sistema Internacional, que a
través de la trazabilidad entre todos los niveles y partes involucradas hace llegar los procedimientos de
calidad a los laboratorios nacionales y a partir de él, a los laboratorios de empresa y de investigación.
Por medio de la trazabilidad una medida se puede relacionar o referir a los patrones nacionales o
internacionales adecuados por medio de una cadena ininterrumpida de comparaciones.
Un sistema de aseguramiento de la calidad de las medidas debe tener como finalidad que los datos del
producto o proceso tengan la calidad requerida, para lograr lo anterior debe involucrar procedimientos y
recursos humanos, técnicos y financieros.
Se llama "capacidad óptima de medida", para cada magnitud a medir y para campo de medida, a la
incertidumbre que se puede asignar a un laboratorio de Metrología. Esta incertidumbre será determinada
mediante la evaluación de todos los posibles factores, razonablemente esperados, que contribuyen a la
incertidumbre, según el método de medición utilizado y será comprobando mediante los resultados de una o
varias comparaciones de mediciones trazables. En la evaluación de la competencia de los laboratorios de
Metrología, la " Capacidad optima de medida" deberá determinarse para cada magnitud y campo de medida
especificado.
Para obtener medidas confiables dentro de un sistema de medición, es necesario no sólo capacitar al
personal que vaya a manejar los instrumentos sino también controlar las condiciones ambientales del sitio
donde se mide y además realizar una calibración periódica del instrumento utilizado. Para ello es muy
importante definir un completo plan de calibración, para asegurar la calidad de los instrumentos. El plan de
calibración es la calibración sistemática y organizada del total de los instrumentos y accesorios de un centro
de medición y supone la ordenación de todos los instrumentos de mayor a menor precisión.
Cualquier tipo de industria que desee producir artículos con la calidad requerida debe tener en cuenta
dentro de su planificación un buen sistema de medida que permita realizar con estas mediciones un
excelente control de calidad. Para ello es fundamental que el laboratorio defina un diagrama de niveles,
representando en un gráfico en el que figuran, agrupados y ordenados por niveles de precisión, todos los
patrones, instrumentos y equipos de medida de un laboratorio.
No existe confianza sin calidad, no se da calidad sin medida, no existe medida sin patrón, ni patrón sin
calibración, no hay calibración sin trazabilidad al Sistema Internacional y no existe Sistema Internacional sin
laboratorios de calibración.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
21 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 1.4 – Factores relacionados para conseguir la calidad en un laboratorio de metrología
Calidad de las medidas
Patrones de calibración
Trazabilidad Laboratorios
de calibración
Formación del personal
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
22 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
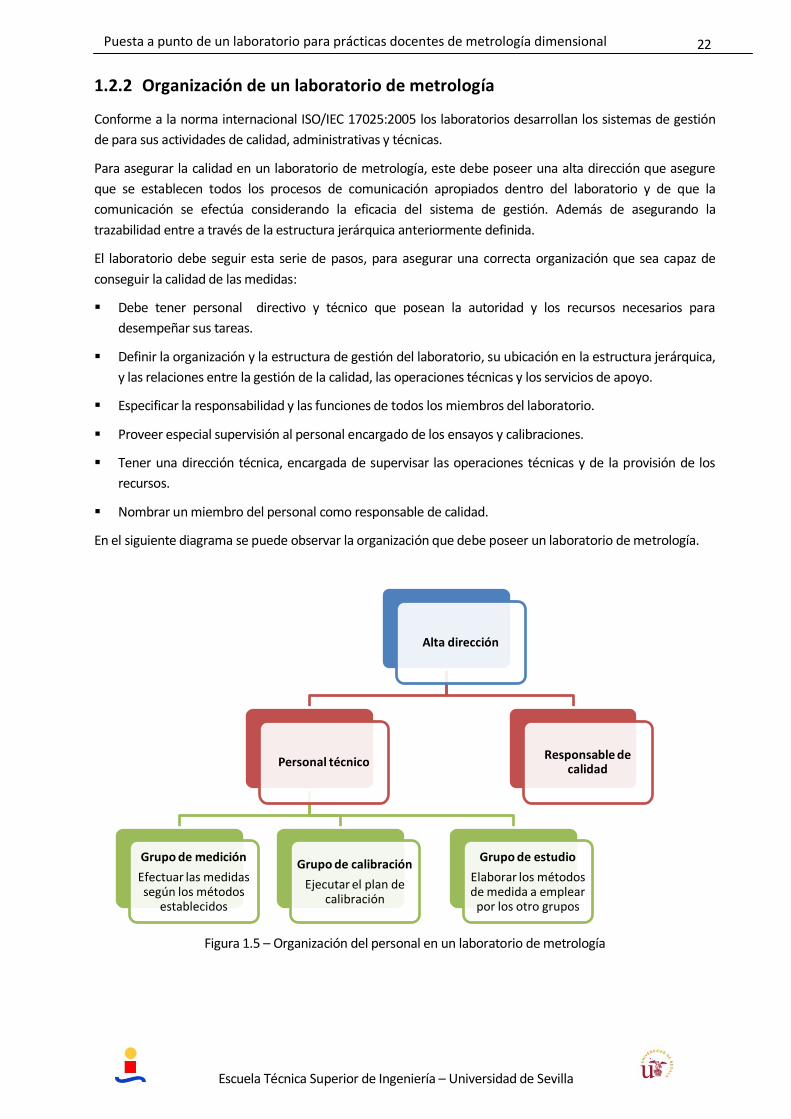
1.2.2 Organización de un laboratorio de metrología
Conforme a la norma internacional ISO/IEC 17025:2005 los laboratorios desarrollan los sistemas de gestión
de para sus actividades de calidad, administrativas y técnicas.
Para asegurar la calidad en un laboratorio de metrología, este debe poseer una alta dirección que asegure
que se establecen todos los procesos de comunicación apropiados dentro del laboratorio y de que la
comunicación se efectúa considerando la eficacia del sistema de gestión. Además de asegurando la
trazabilidad entre a través de la estructura jerárquica anteriormente definida.
El laboratorio debe seguir esta serie de pasos, para asegurar una correcta organización que sea capaz de
conseguir la calidad de las medidas:
Debe tener personal directivo y técnico que posean la autoridad y los recursos necesarios para
desempeñar sus tareas.
Definir la organización y la estructura de gestión del laboratorio, su ubicación en la estructura jerárquica,
y las relaciones entre la gestión de la calidad, las operaciones técnicas y los servicios de apoyo.
Especificar la responsabilidad y las funciones de todos los miembros del laboratorio.
Proveer especial supervisión al personal encargado de los ensayos y calibraciones.
Tener una dirección técnica, encargada de supervisar las operaciones técnicas y de la provisión de los
recursos.
Nombrar un miembro del personal como responsable de calidad.
En el siguiente diagrama se puede observar la organización que debe poseer un laboratorio de metrología.
Figura 1.5 – Organización del personal en un laboratorio de metrología
Alta dirección
Personal técnico
Grupo de medición
Efectuar las medidas según los métodos
establecidos
Grupo de calibración
Ejecutar el plan de calibración
Grupo de estudio
Elaborar los métodos de medida a emplear
por los otro grupos
Responsable de calidad
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
23 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Asimismo y no menos importante es la organización de los equipos de un laboratorio de metrología, no solo
del personal. Se debe disponer de un inventario actualizado de todos los equipos, incluyendo los auxiliares
que se emplean.
1.2.3 La metrología y la empresa
Actualmente todas las empresas conocen la importancia del uso de la metrología para desenvolverse en los
mercados nacionales e internacionales. La metrología está presente en campos tan diversos como la ciencia,
la industria alimenticia, la construcción, la medicina, la industria aeronáutica o la automovilista, entre otros
muchos.
Las mediciones son importantes en la mayoría de los procesos productivos e industriales. Prácticamente
todas las empresas, sean grandes, medianas o pequeñas, tienen “necesidades metrológicas”. Si se quiere
tener un sistema de gestión de calidad certificado tal y como lo describe la norma ISO 9000, es necesario que
cumpla con unos requerimientos metrológicos.
Algunos estudios señalan que en torno a un 60 % de los errores que se producen en una fábrica están
relacionadas directamente con la falta de un adecuado sistema de aseguramiento metrológico. Esto no solo
se refiere al instrumento de medición, sino también al factor humano. Es decir, se puede tener el mejor
equipo, verificado y calibrado, pero si el usuario no está capacitado para manejarlo, no podrá interpretar
adecuadamente sus valores.
Medir exige utilizar el instrumento y el procedimiento adecuados, además de saber “leer” los resultados.
Pero también supone cuidar que los equipos de medición.
Gracias a la metrología la empresa asegura:
Calidad
Productividad
Competitividad
Un proceso productivo es un conjunto de transformaciones en las que se controlan múltiples variables para
lograr un producto final que cumpla con las expectativas requeridas. Por lo anterior no es posible admitir un
proceso en el que no se controlen las características del producto a través de las mediciones. Producir y
medir son actividades intrínsecas que se deben planear, ejecutar, controlar y mejorar de manera simultánea.
La relación de la metrología con la empresa en la actualidad se puede ver en la relación entre los dos
conceptos en tres campos empresariales muy diversos.
Metrología legal: para asegurar la confianza de los consumidores. En el comercio por ejemplo a la hora
de repostar el automóvil, el consumidor quiere recibir el volumen de gasolina que ha pagado, eso se
consigue por medio de la metrología aplicada en la empresa que produce las máquina para repostar
gasolina. En el ámbito de la salud, cuando una empresa diseña un instrumento para medir las
pulsaciones de un paciente, utiliza la metrología como herramienta para asegurar la calidad de esas
mediciones.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
24 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Metrología científica: definición y mantenimiento de los patrones, apoyo a la metrología legal e
industrial, I+D para el desarrollo y la creación de nuevos equipos. Cada vez que una empresa inicia un
nuevo proyecto, es preciso definir las necesidades metrológicas y si es preciso la creación de nuevos
instrumentos y equipos.
Metrología industrial: en todo proceso de fabricación industrial es preciso que el producto cumpla con
las expectativas definidas al principio, por ello la metrología se convierte en una herramienta
fundamental. Desde la construcción del motor de un automóvil, en el que hay que controlar al detalle
todas las tolerancias y las dimensiones de las diferentes piezas, hasta el ala de un avión, en el que casa
elemento tiene que tener encajar en otro con una precisión que solo es posible con la ayuda de la
metrología, con herramienta como la metrología láser.
Como dijo Mendeleyev:
"La Ciencia comienza donde empieza la medición, no siendo posible la ciencia exacta en ausencia de
mediciones".
En la Europa actual, las mediciones suponen un coste equivalente a más del 1% del PIB combinado, con un
retorno económico equivalente de entre el 2% y el 7% del PIB. Ya sea acero, aluminio, composites, café,
agua, electricidad o calor, todo se compra y se vende tras efectuar procesos de medición y ello afecta a
nuestras economías privadas. Es prácticamente imposible describir cualquier cosa sin referirse a la
metrología. El comercio, el mercado y las leyes que los regulan dependen de la metrología y del empleo de
unidades comunes.
Por todo ello una empresa hoy en día no se puede entender sin la metrología, sin importar el sector
económico en el que la empresa desarrolle su actividad empresarial.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
25 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1.2.4 Importancia de la práctica en la enseñanza de la ingeniería
La importancia de las clases prácticas en laboratorios en la enseñanza de las ciencias y las ingenierías es
indiscutible. El trabajo práctico en el laboratorio proporciona la experimentación y el descubrimiento de
todos los conceptos tratados en las clases prácticas.
Pueden destacarse una serie de objetivos que tienen las prácticas de laboratorio, siendo todos ellos
complementarios y que juegan un papel fundamental en la formación de un ingeniero:
Aumentar la motivación del alumno hacia las ciencias experimentales.
Favorecer la comprensión de los conceptos teóricos tratados en clase.
Desarrollo de habilidades de comunicación, trabajo en grupo y cooperación.
Otorgar protagonismo al alumno durante el desarrollo de las prácticas, permitiéndoles tomar las
decisiones que se consideren oportunas.
La práctica de laboratorio es el espacio de aprendizaje donde el estudiante desarrolla y adquiere destrezas
prácticas que le permiten establecer criterios de ingeniería, comprobar, y en muchos casos entender, los
conceptos teóricos tratados en clase.
En 1999 los Ministros de Educación de diversos países firmaron una declaración conjunta (Declaración de
Bolonia) que dio inicio a un proceso de convergencia entre todos los países de la unidad europea, con los
siguientes objetivos:
Facilitar el intercambio de titulados.
Adaptar el contenido de los estudios universitarios a las demandas sociales.
Cuantificar el aprendizaje del estudiante a través de los créditos ECTS (European Credit Transfer and
Accumulation System - Sistema Europeo de Transferencia y Acumulación de Créditos).
Hay que destacar que los créditos ECTS hacen referencia al trabajo en clase y fuera de ella. Es decir, indican
cuánto tiempo tiene que dedicar el alumno a una materia para poder aprenderla.
El uso de este tipo de créditos no sólo refleja una manera de cuantificar la enseñanza universitaria sino que
ésta, al centrarse en la tarea del alumno y no en la del profesor, requiere de un cambio metodológico que
consiga poner al alumno en el centro del proceso de enseñanza-aprendizaje siendo coherente con los
principios constructivistas que ponen el énfasis en que la educación la realiza, principalmente, el sujeto que
aprende y no el profesor.
En este sentido es que se aborda la enseñanza de la asignatura Metrología Industrial, perteneciente al Área
de ingeniería de los procesos de fabricación del Departamento de ingeniería mecánica y fabricación de la
escuela Técnica Superior de Ingeniería Industrial de Sevilla. La asignatura tiene 4,5 créditos ECTS y sus
objetivos son:
Conocer y manejar adecuadamente conceptos fundamentales en el campo de la metrología como
normalización, certificación, acreditación, calibración, entre otros.
Conocer el funcionamiento de un laboratorio de metrología.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
26 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Seleccionar correctamente el medio de medición para la medida o verificación de una magnitud dada.
Ejecutar mediciones de piezas según sus requerimientos de precisión dimensional, precisión geométrica
y acabado superficial.
Conocer, seleccionar y emplear adecuadamente los instrumentos de medición empleados para la
medición de magnitudes como la presión, la temperatura, y magnitudes eléctricas.
Las competencias específicas a conseguir con la asignatura son las siguientes:
Capacidad de selección del medio de medición más adecuado según el tipo de magnitud a medir y la
precisión de la misma.
Desarrollar la capacidad de análisis y de extraer conclusiones de las medidas realizadas en piezas
Desarrollar las habilidades necesarias para redactar de manera correcta informes y memorias técnicas
relacionadas con la metrología y la instrumentación.
Como se puede constatar, es una asignatura práctica donde destaca no sólo el “saber cómo se mide” sino el
“saber medir”. Y es precisamente en actividades prácticas, puntos clave del aprendizaje, donde el alumno
puede conseguir esa competencia.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
27 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1.3 Objetivos y tareas a desarrollar
El presente proyecto tiene como objetivo el crear una serie de tareas afines a la asignatura Metrología
industrial, que junto a las prácticas de laboratorio ya existentes, sirva de evaluación continua a los
estudiantes. Estas tareas podrán ser realizadas por los alumnos a lo largo del curso ya sea en el laboratorio,
en el aula, en empresas, así como en trabajo personal de forma independiente o en grupo
Se diseñará un libro de tareas que será entregado a principios del curso a los alumnos y que éstos deberán ir
completando en la medida en que se vayan desarrollando los contenidos en clase. Este libro se entregará al
final del curso y constituirá la evaluación de la asignatura.
Para dar cumplimiento al objetivo propuesto se van a desarrollar una serie de tareas que se relacionan a
continuación.
En primer lugar se hizo un inventario y se organizaron los instrumentos, ya que la situación en que se
encontraban hacía casi imposible la rápida localización de los instrumentos y se desconocía el estado de
muchos de ellos.
Una vez realizado el inventario, el siguiente paso es organizar los instrumentos en el taller de metrología,
dentro del armario destinado para los mismos. Se hizo separación en dicho armario por baldas dependiendo
de la funcionalidad de los instrumentos ubicados en ellas y la etiquetación de las mismas para su rápida
localización.
Según los contenidos de la asignatura, se diseñan varias prácticas y se modifican las ya existentes. Sobre la
base de esta propuesta es que se diseña el libro de tareas de la asignatura. En función de este análisis
también surge la necesidad de adquirir nuevos instrumentos y de fabricar y recopilar piezas tipo para la
realización de las prácticas.
Todos estos aspectos serán tratados en los siguientes capítulos.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
28 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
29 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2 INSTRUMENTOS DE MEDIDA
Un instrumento de medición es un medio de medición que toma y entrega uno o más valores, que
representan la cantidad o cantidades de magnitud medida. Asimismo, la norma UNE-EN 30012: Requisitos
de aseguramiento de la calidad de los equipos de medida. Parte 1: Sistema de confirmación metrológica de
los equipos de medida, lo define como: todos los instrumentos, patrones, materiales de referencia, aparatos
auxiliares e instrucciones que resultan necesarios para realizar una medición.
2.1 Clasificación de los instrumentos de medida
Existe una gran diversidad de equipos de medida, lo cual permite hacer una clasificación de los mismos según
varios criterios que se relacionan a continuación.
Según su destino metrológico
Equipos de medida de trabajo.
Son los destinados a la realización de las mediciones así como a la verificación de otros equipos de
medida. Ejemplos: Pie de rey, básculas, voltímetros, etc.
Equipos de medida patrones.
Son los destinados a transmitir la unidad de magnitud (o valores múltiplos o submúltiplos de ésta), y a la
verificación de otros equipos de medida. Ejemplos: bloques para la verificación del Pie de rey, pesas para
la verificación de las básculas, etc.
Según su uso y precisión, se dividen en:
- Patrón de la unidad de magnitud: es el patrón destinado a definir, reproducir o conservar la unidad
de una magnitud determinada con el fin de transmitirla a otros equipos de medida, según un
acuerdo de transmisión previamente establecido. Ejemplos: la instalación para producir la unidad de
longitud (el metro), el prototipo internacional del kilogramos, etc.
- Patrón primario: es el patrón que posee el mayor grado de precisión con respecto a otros y que
garantiza la reproducción de la unidad de medida. Su cualidad es válida tanto para las unidades
básicas como para las unidades derivadas. Transmite el valor de la unidad de medida a los patrones
testigo y de referencia. Ejemplos: patrón para una determinada unidad de masa, patrón para una
determinada unidad de longitud, etc.
- Patrón secundario: su valor se establece en comparación con el patrón primario de la magnitud
correspondiente. Son patrones de este tipo los patrones testigo y de referencia.
- Patrón internacional: es el patrón primario reconocido por acuerdo internacional, que sirve de basa
internacionalmente para la transmisión de la unidad de medida de una magnitud determinada.
Ejemplos: los patrones internacionales de las unidades del Sistema Internacional de Unidades.
- Patrón nacional: es el patrón reconocido mediante un documento oficial, que sirve de base en un
país dado, para la transmisión de la unidad de medida de una magnitud determinada. Por regla
general, el patrón nacional es un patrón primario.
- Patrón testigo: es el patrón secundario destinado a sustituir al patrón primario en caso de deterioro
o pérdida.
- Patrón de referencia: es el patrón secundario destinado a transmitir la unidad de medida a los
patrones de trabajo.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
30 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
- Patrón de trabajo: es el patrón cuyo valor se establece directamente mediante el patrón de
referencia, que está destinado a transmitir el valor de la unidad de medida (o múltiplos o
submúltiplos de esta) a los patrones de verificación de categoría superior o a los equipos de medida
de trabajo de precisión superior.
- Patrón de verificación: es el medio de medición patrón destinado a verificar otros patrones de
verificación de menor categoría o los medios de medición de trabajo.
Según la magnitud que miden
Equipos de medida de longitud (estos pertenecen al área de metrología dimensional donde también
estarán aquellos destinados a la medición de ángulos, formas, etc.)
Equipos de medida de temperatura
Equipos de medida de presión
Equipos de medida de masa
Equipos de medida de magnitudes eléctricas
Etc.
Según su principio de funcionamiento
Los fenómenos físicos que participan en la construcción y utilización de los equipos de medida, de manera
esencial y necesaria durante su funcionamiento, hace que estos puedan ser:
Mecánicos
Ópticos
Eléctricos
Neumáticos
Combinaciones de los antes mencionados
Según su modo de funcionamiento
Aquí se hace referencia a la forma en que realiza la medición, la cual puede ser:
Manual: el operador participa de manera activa en la medida desarrollando la totalidad de la misma
Semiautomática: el operador participa parcialmente en la medición
Automática: el operador sólo participa en la preparación de la medición, no en la ejecución de la misma.
Según la presentación de mesurando
El resultado puede presentarse de diferentes formas, según sea el órgano de salida del equipo.
Visualizadores: son la parte del equipo de medida que muestran el resultado ya sea de forma analógica o
digital.
Registradores: son la parte del equipo de medida que proporciona un registro del mesurando en función
del tiempo u otra magnitud de control.
Otros.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
31 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Según su uso
Se dividen en:
Equipos de medida de uso general: son los destinados a medir determinada magnitud,
independientemente de las características del objeto a medir, campo de utilización o condiciones de
empleo.
Equipos de medida de uso especial: son los destinados a la medición de la cantidad de magnitud de
determinado tipo de objeto, en un sector específico.
Dentro de la metrología dimensional la medición de magnitudes puede realizarse de dos formas: de manera
directa o por comparación. La primera forma sería una medida realizada con un pie de rey, donde
directamente se obtiene el valor medido por la lectura de dicho valor en la escala, dial o pantalla (figura 2.1).
Una medida por comparación sería la realizada por ejemplo, con un reloj comparador, donde se mide la
diferencia de la magnitud respecto a un valor de referencia (figura 2.2).
Figura 2.1 – Medición directa con pie de rey
Figura 2.2 – Medición con reloj comparador
En los siguientes aparatados se presenta una descripción de varios de los instrumentos (figura 2.3) que se
usan para medir magnitudes dimensionales lineales y angulares y que se emplearán en las prácticas de
laboratorio propuestas. Además se incluye el rugosímetro que se utilizará para la medida de rugosidad
superficial.
Figura 2.3 – Instrumentos existentes en el laboratorio de metrología
Micrómetros
Comparadores
Pies de rey Reglas de senos
Rugosímetro
Bloques patrones

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
32 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.2 Pie de rey
2.2.1 Historia
Durante unas excavaciones en la isla italiana de Giglio, se encontró en el siglo VI a. C un instrumento de
características similares, lo que evidencia su uso por romanos y griegos.
En China, durante el periodo de la dinastía Han (202 a.C. – 220 a.C.), también se utilizó un instrumento similar
fabricado en bronce.
Un gran avance para el desarrollo del pie de rey tal y como lo conocemos hoy en día fue realizado por
cosmógrafo y matemático portugués Pedro Nunes (Alcazer do Sol 1502 d.C. – Coimbra 1577 d.C.), al inventar
el nonio. El nonio es una segunda escala auxiliar que tienen algunos instrumentos de medición, que permite
apreciar una medición con mayor precisión al complementar las divisiones de la regla o escala principal del
instrumento de medida.
Figura 2.4 – Nonio creado por Pedro Nunes
En 1631 el matemático francés Pierre Vernier (Ornans 1580 – Ornans 1637), trabajando al servicio de la casa
de Habsburgo, inventó la escala de Vernier, para medir longitudes con gran precisión. Este invento dio lugar
al pie de rey que se utiliza actualmente.
El político y empresario americano Joseph R.Brown (Maryland 1805 – New York City 1870) comenzó a partir
del año 1851 a producir en serie pies de rey, lo que hizo posible su entrada en todas las industrias de la
época.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
33 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
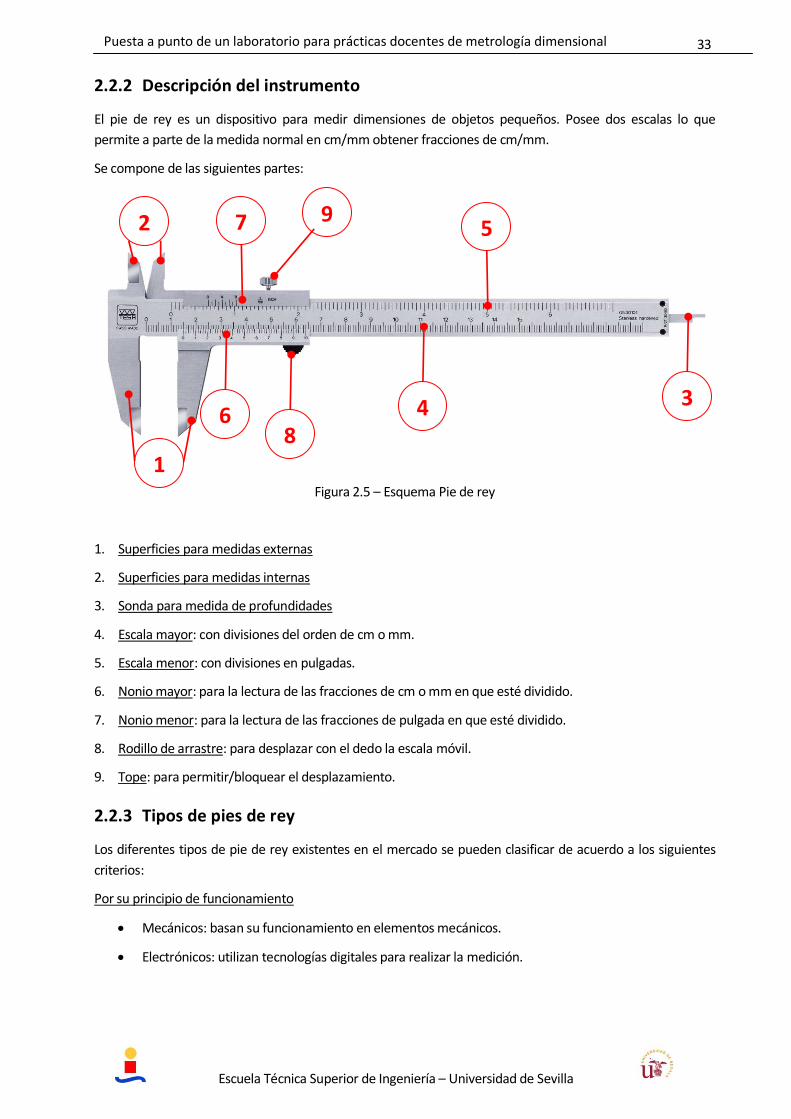
2.2.2 Descripción del instrumento
El pie de rey es un dispositivo para medir dimensiones de objetos pequeños. Posee dos escalas lo que
permite a parte de la medida normal en cm/mm obtener fracciones de cm/mm.
Se compone de las siguientes partes:
Figura 2.5 – Esquema Pie de rey
1. Superficies para medidas externas
2. Superficies para medidas internas
3. Sonda para medida de profundidades
4. Escala mayor: con divisiones del orden de cm o mm.
5. Escala menor: con divisiones en pulgadas.
6. Nonio mayor: para la lectura de las fracciones de cm o mm en que esté dividido.
7. Nonio menor: para la lectura de las fracciones de pulgada en que esté dividido.
8. Rodillo de arrastre: para desplazar con el dedo la escala móvil.
9. Tope: para permitir/bloquear el desplazamiento.
2.2.3 Tipos de pies de rey
Los diferentes tipos de pie de rey existentes en el mercado se pueden clasificar de acuerdo a los siguientes
criterios:
Por su principio de funcionamiento
Mecánicos: basan su funcionamiento en elementos mecánicos.
Electrónicos: utilizan tecnologías digitales para realizar la medición.
7 5
6 8
4 3
2
1
9

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
34 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Por su uso
Estándar: para uso general.
Especiales: micrómetros destinados a mediciones muy específicas, fuera del uso general.
Por el rango de medición
Existen en el mercado diversos tipos de pies de rey, los habituales suelen tener un rango de medición en
torno a 150/200 mm.
2.2.4 Normativa
Para profundizar en las características del pie de rey y en sus métodos de calibración es preciso seguir la
siguiente normativa:
UNE-EN ISO 13385-1:2012: Calibres; Características metrológicas y de diseño.
Esta normativa sustituyó en Junio de 2012 a las normas utilizadas hasta el momento para la calibración de
pies de rey: UNE 82316:1994 y UNE 82317:1994.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
35 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.3 Micrómetro
2.3.1 Historia
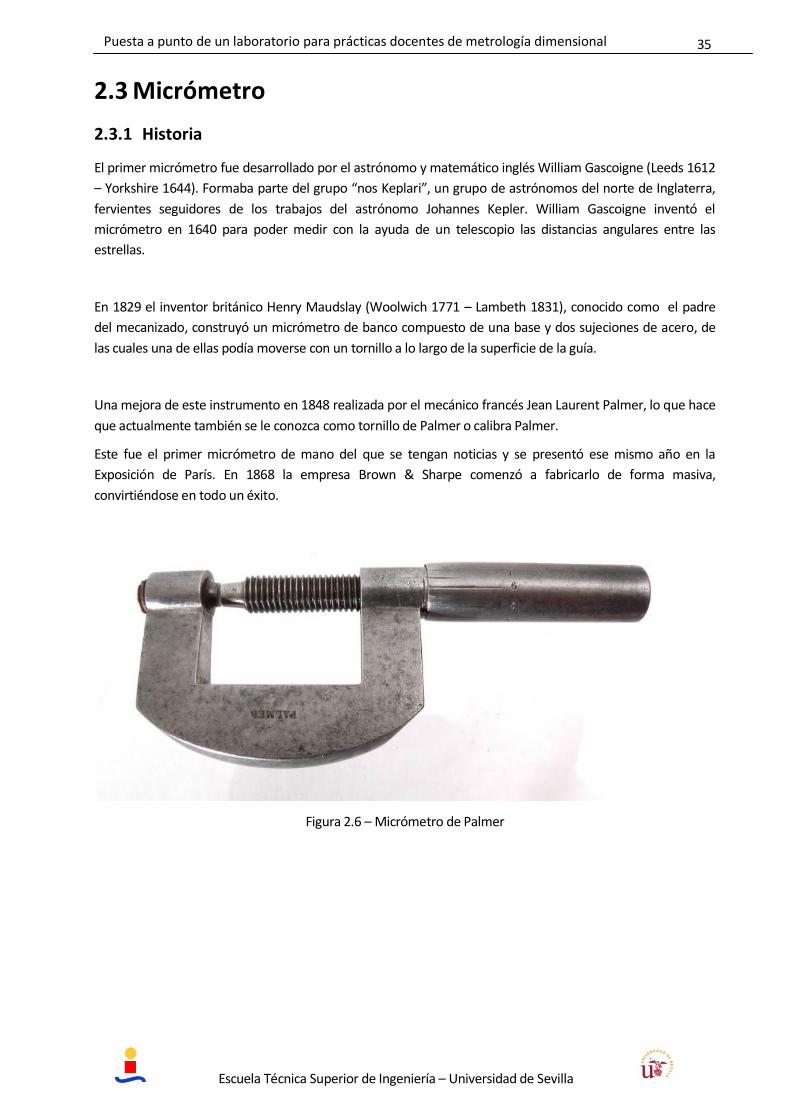
El primer micrómetro fue desarrollado por el astrónomo y matemático inglés William Gascoigne (Leeds 1612
– Yorkshire 1644). Formaba parte del grupo “nos Keplari”, un grupo de astrónomos del norte de Inglaterra,
fervientes seguidores de los trabajos del astrónomo Johannes Kepler. William Gascoigne inventó el
micrómetro en 1640 para poder medir con la ayuda de un telescopio las distancias angulares entre las
estrellas.
En 1829 el inventor británico Henry Maudslay (Woolwich 1771 – Lambeth 1831), conocido como el padre
del mecanizado, construyó un micrómetro de banco compuesto de una base y dos sujeciones de acero, de
las cuales una de ellas podía moverse con un tornillo a lo largo de la superficie de la guía.
Una mejora de este instrumento en 1848 realizada por el mecánico francés Jean Laurent Palmer, lo que hace
que actualmente también se le conozca como tornillo de Palmer o calibra Palmer.
Este fue el primer micrómetro de mano del que se tengan noticias y se presentó ese mismo año en la
Exposición de París. En 1868 la empresa Brown & Sharpe comenzó a fabricarlo de forma masiva,
convirtiéndose en todo un éxito.
Figura 2.6 – Micrómetro de Palmer

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
36 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.3.2 Descripción del instrumento
El micrómetro es un dispositivo que mide el desplazamiento del husillo cuando este es movido mediante el
giro de un tornillo, lo que convierte el movimiento giratorio del tambor en el movimiento lineal del husillo. El
desplazamiento de éste amplifica la rotación del tornillo y el diámetro del tambor. Las graduaciones
alrededor de la circunferencia del tambor permiten leer un cambio pequeño en la posición del husillo.
Figura 2.7 – Esquema micrómetro
Se compone de las siguientes partes:
1. Arco: constituye el cuerpo principal del micrómetro, suele protegerse con un aislante térmico para
evitar la variación de las medidas ocasionadas por dilataciones.
2. Tope: determina el punto cero de medición, fabricado en algún metal duro para evitar el desgaste.
3. Husillo: Elemento móvil que determina la lectura del micrómetro.
4. Freno del husillo: permite bloquear el desplazamiento del husillo.
5. Trinquete: limita la fuerza que se puede ejercer mientras se realiza la medición.
6. Tambor móvil: movimiento solidario al husillo.
7. Tambor fijo: solidario al arco.
2.3.3 Tipos de micrómetros
Existen en la actualidad una gran variedad de micrómetros para aplicaciones muy diversas, incluyendo
variedad de tamaños y superficie de medición adaptables a diversas geometrías de piezas.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
37 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Pueden ser clasificados teniendo en cuenta distintos criterios:
Por la tecnología de fabricación
Mecánicos: basan su funcionamiento en elementos mecánicos.
Electrónicos: utilizan tecnologías digitales para realizar la medición.
Por la normalización
Estándar: para uso general.
Especiales: micrómetros destinados a mediciones muy específicas, fuera del uso general.
Por el rango de medición
Se pueden presentar numerosas horquillas de medida, desde los 0-25 mm, 25-50 mm, 50-75 mm, hasta
medidas que pueden llegar a superar el metro.
Por las medidas a realizar
De exteriores: utilizado para medir las dimensiones exteriores de una pieza.
De interiores: para medir las dimensiones interiores de una pieza.
De profundidad: utilizado en la medición de profundidades de ranuras y huecos.
Por la forma de los topes
Paralelos planos: terminación del husillo circular y plana.
Puntas cónicas para roscas: para medir entre los filos de una superficie roscada.
De platos: con platillos para medir entre dientes de engranajes.
De topes radiales: utilizados en la medición de diámetros de agujeros pequeños.
Labios: utilizado para medir fresas.
2.3.4 Normativa
Para conocer las características de diseño y metrológicas más importantes de los micrómetros, así como sus
métodos de calibración, es preciso tener en cuenta las siguientes normas:
UNE-EN ISO 3611:2012: Micrómetro de exteriores; Diseño y características metrológicas.
UNE 82306:1980: Micrómetros de exteriores.
UNE 82318:1994: Micrómetros verticales y peanas.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
38 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.4 Comparadores
2.4.1 Historia
En el año 1883 el relojero americano John Logan (Massachusettts) desarrolló el primer reloj comparador. Su
apariencia externa no era diferente de los relojes comparadores actuales, pero el puntero se accionaba
mediante un mecanismo interno que consistía en una cadena de reloj alrededor de un tambor.
Unos años más tarde, Logan inventó un nuevo sistema basado en una cremallera y unos piñones, similares a
los usados actualmente en los comparadores mecánicos.
El éxito de este instrumento comenzó en 1896 cuando otros dos relojeros: Frank Randall y Francis Stickney,
ambos pertenecientes a la empresa E. Howard Watch CO, compraron la patente a Logan y comenzaron a
desarrollar relojes comparadores para la industria.
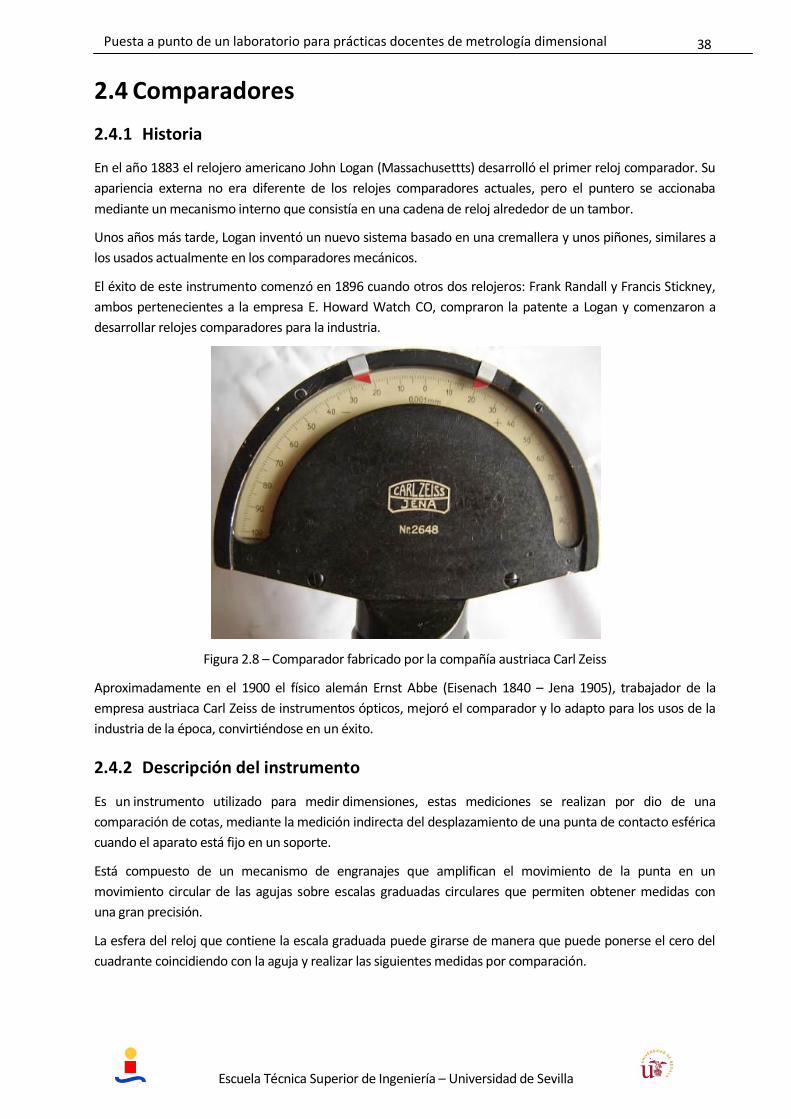
Figura 2.8 – Comparador fabricado por la compañía austriaca Carl Zeiss
Aproximadamente en el 1900 el físico alemán Ernst Abbe (Eisenach 1840 – Jena 1905), trabajador de la
empresa austriaca Carl Zeiss de instrumentos ópticos, mejoró el comparador y lo adapto para los usos de la
industria de la época, convirtiéndose en un éxito.
2.4.2 Descripción del instrumento
Es un instrumento utilizado para medir dimensiones, estas mediciones se realizan por dio de una
comparación de cotas, mediante la medición indirecta del desplazamiento de una punta de contacto esférica
cuando el aparato está fijo en un soporte.
Está compuesto de un mecanismo de engranajes que amplifican el movimiento de la punta en un
movimiento circular de las agujas sobre escalas graduadas circulares que permiten obtener medidas con
una gran precisión.
La esfera del reloj que contiene la escala graduada puede girarse de manera que puede ponerse el cero del
cuadrante coincidiendo con la aguja y realizar las siguientes medidas por comparación.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
39 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Consta de las siguientes partes:´
Figura 2.9 – Esquema comparador
1. Punta de contacto: parte móvil que entra en contacto con la superficie a medir.
2. Aguja cuentavueltas: para controlar las vueltas que realiza la aguja principal.
3. Husillo: parte fija, dentro de la cual la punta móvil realiza el movimiento.
4. Aguja principal: mide la variación que se produce en la punta de contacto.
5. Reloj: Esfera en la que se observan las mediciones realizadas con la punta de contacto.
1
3
5 4
2
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
40 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.4.3 Tipos de comparadores
Los relojes comparadores se pueden clasificar teniendo en cuenta diversos criterios.
Por la tecnología de fabricación
Mecánicos: basan su funcionamiento en elementos mecánicos.
Electrónicos: utilizan tecnologías digitales para realizar la medición.
Por la sensibilidad de lectura
Puede presentar diversos valores de sensibilidad en la escala de la esfera del reloj, 0,001 mm, 0,005 mm,…
Por la escala de la esfera del reloj
Se pueden presentar numerosas horquillas en la escala, desde los 0-50 mm hasta los 0-100 mm.
2.4.4 Normativa
En el caso del reloj comparador las siguientes normas editadas por AENOR constituyen la base para conocer
sus características metrológicas y los métodos de calibración:
UNE-EN ISO 463:2006: Diseño y características metrológicas de relojes comparadores.
UNE-EN ISO 463:2006/AC: Diseño y características metrológicas de relojes comparadores.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
41 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.5 Bloques patrón
2.5.1 Historia
Los bloques patrón, fueron desarrollados por el inventor y científico sueco Carl Edvard Johansson
(Västmanland 1864 – Västmanland 1943), en honor a Johansson, también son conocidos como "Jo Blocks".
Johansson trabajaba por el año 1888 en el arsenal de la ciudad sueca de Eskilstuna (Carl Gustaf Stad's Rifle
Factory), como inspector del armamento. Estaba siempre muy preocupado por el gasto ocasionado por la
falta de herramienta de calidad para la medición a la hora de realizar las armas.
En 1894 visitó la factoría alemana de armas Mauser en Oberndorf am Neckar y en el tren de vuelta a casa
vislumbró la idea de crear bloques patrón para ayudar a la medición. De vuelta a casa, Johansson convirtió la
máquina de costura de su mujer Singer en una muela con la que poder fabricar sus bloques patrón.
Johansson mostró su inventó a su jefe Carl Gustaf y consiguió su apoyo y la financió para patentarlo, lo cual
sucedió el 2 de Mayo de 1901, bajo el nombre de "Gauge Block Sets for Precision Measurement". Dado su
gran éxito fundó la empresa C.E.Johansson AB (también conocida como CEJ) en 1917.
Dado el interés de muchos empresarios americanos en su invento, se trasladó a América, donde vendió su
primer bloque patrón a Henry M.Leland, fundador de dos de las marcas de coches más importantes de
América: Cadillac y Lincoln. Fue tal el éxito y la mejora que supuso el uso de los bloques patrón, que Henry M.
Leland, uno de los hombres más importantes y exitosos de América en la época, pronunció la siguiente frase:
‘Sólo hay dos personas por las que me quito el sombrero. Una es el presidente de los Estados Unidos y la otra
es Mr. Johansson de Suecia’
En 1923 Johannson y Henry Ford (fundador de Ford Motor Company) firmaron un contrato de cooperación,
por el que durante 5 años la CEJ proporcionó bloques patrón para todas las factorías de Ford en América.
Unos años más tarde C.E.Johansson se unió a Brown & Sharpe.
Johansson fue condecorado poco antes de su muerte con la medalla de oro al mérito por la academia de
ciencias de Suecia.
Figura 2.10 - Bloques patrón fabricados para las factorías Ford
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
42 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.5.2 Descripción del instrumento
Los bloques patrón son sistemas para realizar medidas con precisión. Se trata de un bloque fabricado en
acero endurecido con una gran precisión y con una dimensión específica. También pueden estar fabricados
en tungsteno o cromo para reducir su peso. Se utilizan para la calibración de micrómetros, calibres,…
Los bloques patrón suelen venir en un sets de bloques con un rango estándar de dimensiones.
Una importante característica de los bloques patrón es que pueden ser unidos entre sí, con un nivel de error
dimensional muy pequeño, debido a un proceso de unión llamado en inglés "wringing" de elevada precisión.
Esta precisión se debe a ciertos tratamientos superficiales que se realizan sobre los bloques. Un pequeño
número de bloques patrón se puede usar para realizar mediciones en un amplio rango.
Por ejemplo usando 3 bloques de un set de 30, se pueden crear unas 1000 medidas distintas.
Proceso de unión "wringing"
Se denomina "wringing" al proceso de unión de dos bloques patrón de manera que sus caras se unan
suavemente.
Este proceso de unión se debe a una serie de tratamientos superficiales, que provocan una atracción
molecular entre las dos caras de los bloques patrón.
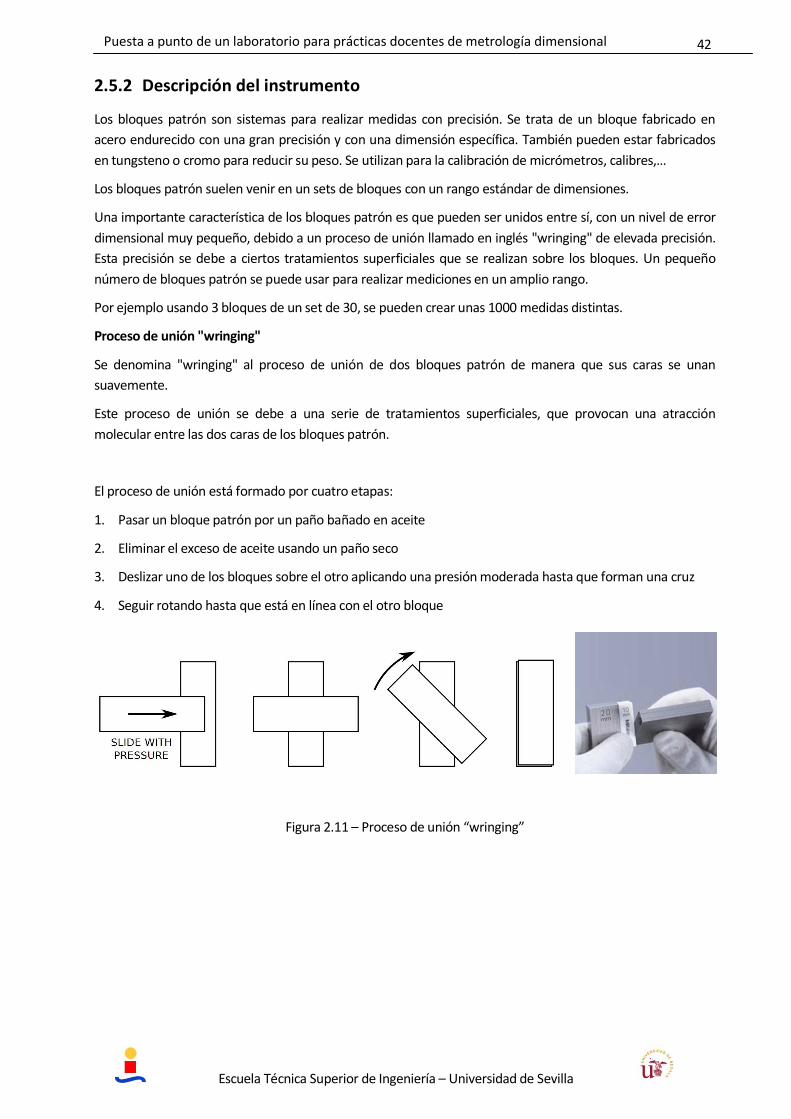
El proceso de unión está formado por cuatro etapas:
1. Pasar un bloque patrón por un paño bañado en aceite
2. Eliminar el exceso de aceite usando un paño seco
3. Deslizar uno de los bloques sobre el otro aplicando una presión moderada hasta que forman una cruz
4. Seguir rotando hasta que está en línea con el otro bloque
Figura 2.11 – Proceso de unión “wringing”

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
43 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.5.3 Tipos de bloques patrón
Los bloques patrón se clasifican en diferentes categorías dependiendo de su uso y su precisión.
K: medidas patrón para mediciones de gran exactitud
0: control de calibres normales
1: control de calibres
2: escalas de taller
2.5.4 Normativa
Las características de diseño y metrológicas de los bloques patrón de sección rectangular y longitud nominal
comprendida entre 0,5 mm y 1000 mm vienen descritas en las siguientes normas:
UNE-EN ISO 3650:2000: Bloques patrón.
UNE-EN ISO 3650:2001(Erratum): Bloques patrón.
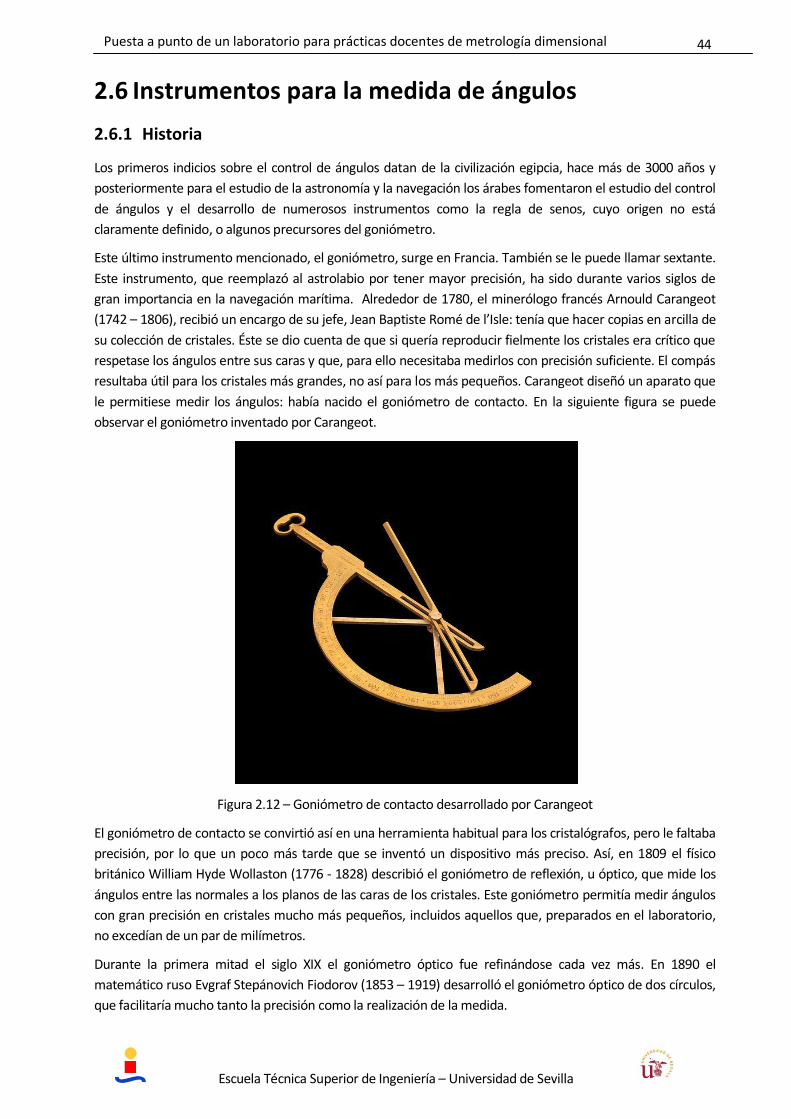
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
44 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.6 Instrumentos para la medida de ángulos
2.6.1 Historia
Los primeros indicios sobre el control de ángulos datan de la civilización egipcia, hace más de 3000 años y
posteriormente para el estudio de la astronomía y la navegación los árabes fomentaron el estudio del control
de ángulos y el desarrollo de numerosos instrumentos como la regla de senos, cuyo origen no está
claramente definido, o algunos precursores del goniómetro.
Este último instrumento mencionado, el goniómetro, surge en Francia. También se le puede llamar sextante.
Este instrumento, que reemplazó al astrolabio por tener mayor precisión, ha sido durante varios siglos de
gran importancia en la navegación marítima. Alrededor de 1780, el minerólogo francés Arnould Carangeot
(1742 – 1806), recibió un encargo de su jefe, Jean Baptiste Romé de l’Isle: tenía que hacer copias en arcilla de
su colección de cristales. Éste se dio cuenta de que si quería reproducir fielmente los cristales era crítico que
respetase los ángulos entre sus caras y que, para ello necesitaba medirlos con precisión suficiente. El compás
resultaba útil para los cristales más grandes, no así para los más pequeños. Carangeot diseñó un aparato que
le permitiese medir los ángulos: había nacido el goniómetro de contacto. En la siguiente figura se puede
observar el goniómetro inventado por Carangeot.
Figura 2.12 – Goniómetro de contacto desarrollado por Carangeot
El goniómetro de contacto se convirtió así en una herramienta habitual para los cristalógrafos, pero le faltaba
precisión, por lo que un poco más tarde que se inventó un dispositivo más preciso. Así, en 1809 el físico
británico William Hyde Wollaston (1776 - 1828) describió el goniómetro de reflexión, u óptico, que mide los
ángulos entre las normales a los planos de las caras de los cristales. Este goniómetro permitía medir ángulos
con gran precisión en cristales mucho más pequeños, incluidos aquellos que, preparados en el laboratorio,
no excedían de un par de milímetros.
Durante la primera mitad el siglo XIX el goniómetro óptico fue refinándose cada vez más. En 1890 el
matemático ruso Evgraf Stepánovich Fiodorov (1853 – 1919) desarrolló el goniómetro óptico de dos círculos,
que facilitaría mucho tanto la precisión como la realización de la medida.
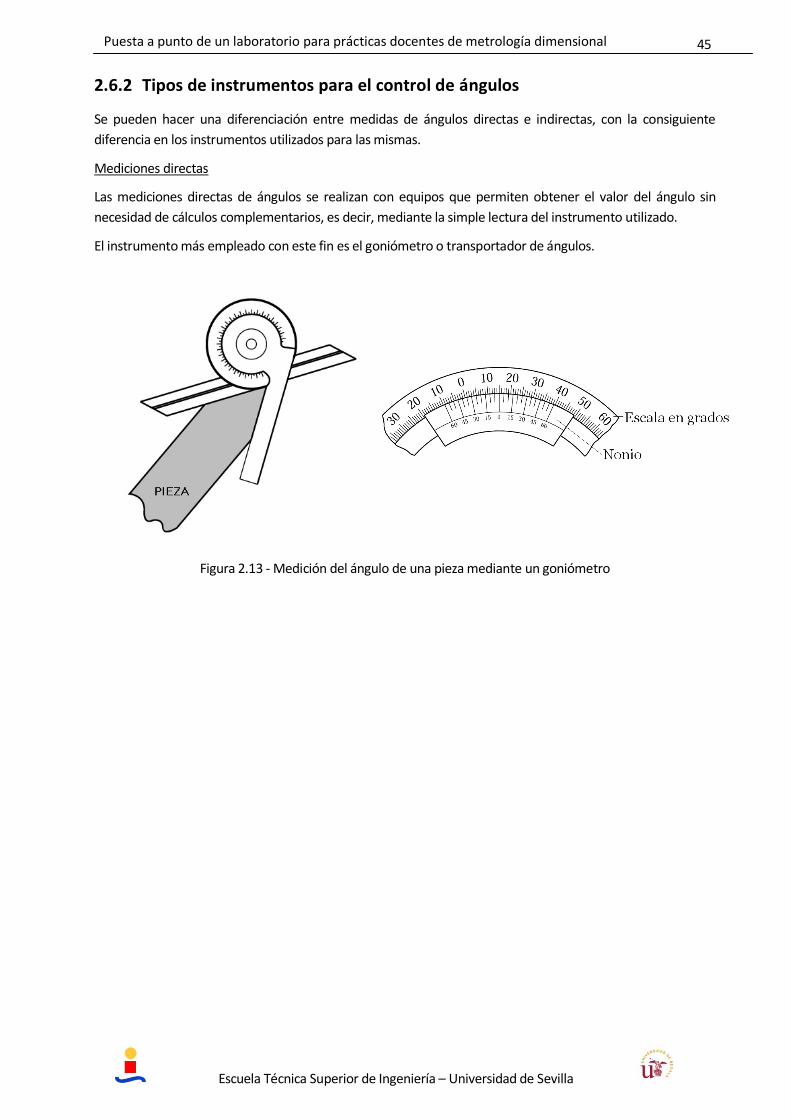
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
45 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.6.2 Tipos de instrumentos para el control de ángulos
Se pueden hacer una diferenciación entre medidas de ángulos directas e indirectas, con la consiguiente
diferencia en los instrumentos utilizados para las mismas.
Mediciones directas
Las mediciones directas de ángulos se realizan con equipos que permiten obtener el valor del ángulo sin
necesidad de cálculos complementarios, es decir, mediante la simple lectura del instrumento utilizado.
El instrumento más empleado con este fin es el goniómetro o transportador de ángulos.
Figura 2.13 - Medición del ángulo de una pieza mediante un goniómetro

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
46 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Mediciones indirectas
Las mediciones indirectas permiten medir cualquier ángulo cuando no se cuenta con instrumentos
adecuados para ello. En general pueden ser:
Trigonométricas:
Son aquellas en las que se miden las longitudes relacionadas con el ángulo, y por relaciones
trigonométricas de obtiene el valor de éste.
A partir de una superficie que se toma como referencia:
Son aquellas en las que se miden las inclinaciones de las superficies o elementos que originan el ángulo
con respecto a un plano de referencia, o a dos que forman un ángulo conocido.
Diferenciales por comparación:
Mediante éstas se puede conocer si el ángulo es correcto o no, comparándolo con patrones angulares
Ejemplo de mediciones indirectas que se realizan mediante la comparación con una superficie de referencia
y que se realizan por comparación diferencial, como se indica en la siguiente figura.
Figura 2.14 - Medición de un cono mediante reglas de senos y bloques patrones
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
47 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.6.3 Descripción del instrumento
Goniómetro
Un goniómetro es un semicírculo o círculo graduado en 180º o 360º, utilizado para medir o construir ángulos.
Este instrumento permite medir ángulos entre dos objetos, tales como dos puntos.
Consta de una regla móvil y un cuerpo principal.
Cuerpo: Está formado por una escuadra con un círculo que contiene la escala principal que presenta
cuatro cuadrantes divididos en grados de 0 a 90º, lo cual hace que el goniómetro no pueda medir
directamente ángulos mayores de 90º. Dicho círculo tiene otro concéntrico que es el nonio. Como se
aprecia en la figura, el nonio está dividido en dos partes, uno a la izquierda y otro a la derecha, que se
emplearán según la dirección en que se realice la medida. La sensibilidad del nonio puede calcularse de
la siguiente manera:
5'12
1º
noniodeldivisionesdeNúmero
pricipalreglalademenorDivisiónS
Regla móvil: Tiene una dimensión de 300 mm generalmente, con sus extremos biselados en 45º y 60º
respectivamente. Tiene una ranura central que permite su desplazamiento y su bloqueo en una posición
determinada.
Regla de senos
Es un instrumento utilizado tanto para la medida indirecta de ángulos como para la formación de patrones.
Se dice que es una medida indirecta ya que el valor de la misma se obtiene por medición de distancias y
cálculo de una relación trigonométrica. En el caso de la regla de senos, el principio de medida consiste en
calcular el valor de un determinado ángulo a partir de la función trigonométrica seno en un triángulo
construido sobre una superficie de acotación.
Una regla de senos consta de las siguientes partes:
Barra de acero: se trata de una barra metálica prismática rebajada y apoyada en ambos extremos sobre
dos cilindros de igual diámetro siendo la parte superior de la regla paralela al plano tangente de los dos
cilindros. Esta barra posee gran resistencia al desgaste y gran robustez, estando cuidadosamente
rectificada. Con el fin de aligerarla se suelen practicar agujeros a través de su cuerpo.
Rodillos o cilindros: Hacen contacto con las superficies de los rebajes por dos de sus generatrices a 90º,
estando atornillados a la barra. Los centros de los cilindros se encuentran sobre una línea exactamente
paralela al eje de la barra y a sus superficies superior e inferior. La distancia conocida L entre los centros
de los dos cilindros hace las funciones de la hipotenusa del triángulo rectángulo.
Bloques patrones longitudinales: También denominados calas o galgas, sobre los que se apoyan los
cilindros y que proporcionan las alturas H1 y H2 en el caso de que se utilicen dos bloques o la altura H1
en caso de que se utilice un solo bloque.
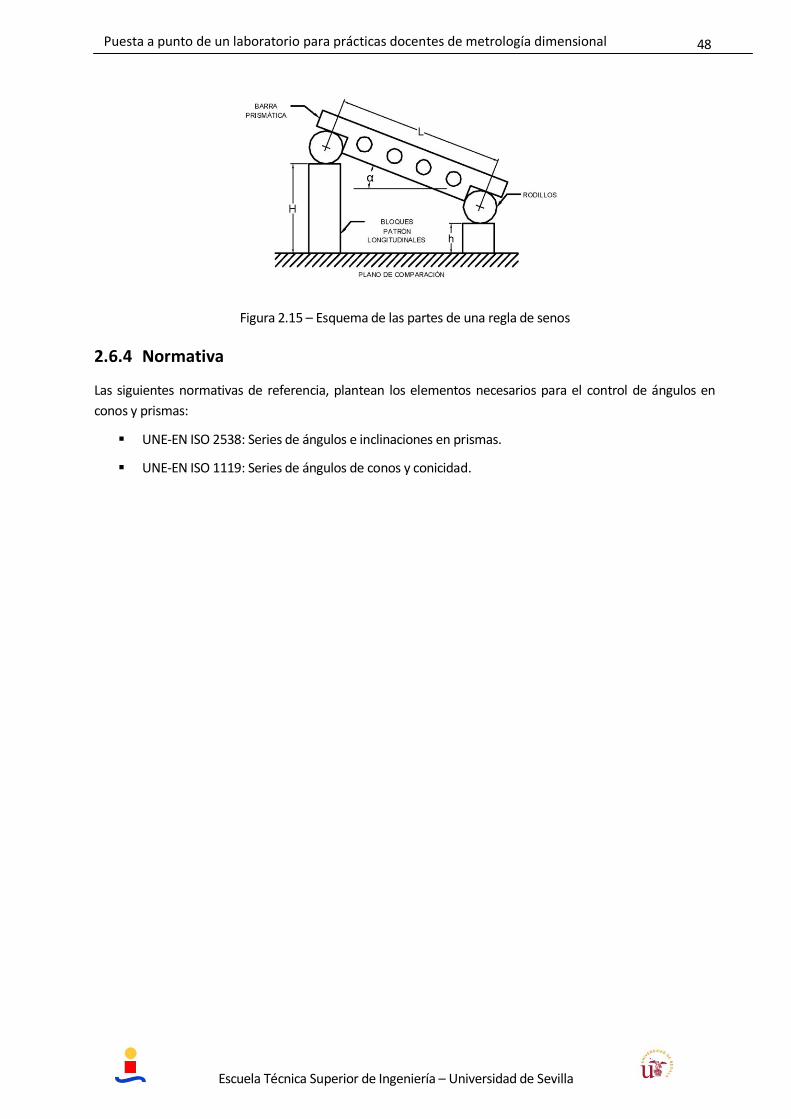
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
48 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 2.15 – Esquema de las partes de una regla de senos
2.6.4 Normativa
Las siguientes normativas de referencia, plantean los elementos necesarios para el control de ángulos en
conos y prismas:
UNE-EN ISO 2538: Series de ángulos e inclinaciones en prismas.
UNE-EN ISO 1119: Series de ángulos de conos y conicidad.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
49 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.7 Rugosímetro
2.7.1 Historia
Los primeros indicios sobre la existencia de rugosímetros datan del año 1945, cuando en el periódico
“Industrial and Engineering Chemistry” se publicó un artículo anunciando el descubrimiento de este
instrumento por el físico y reólogo Melvin Mooney (Misouri 1893 – Misouri 1968). Melvin Mooney
desarrollaba su trabaja para la empresa United States Rubber Company, una de las empresas de neumáticos
más famosas de todos los tiempos, comprada en 1990 por Michelin.
Buscamos mejorar la calidad de los neumáticos producidos por su empresa, desarrollo un sistema que media
la resistencia del aire a pasar entre la muestra de neumático y una superficie donde descansaba la muestra.
El aparato consistía en los siguientes elementos conectados en serie: una válvula de aire a presión, una aguja
con una escala de calibración, un manómetro y un plato de metal donde descansaba la superficie a testear.
Por medio de una formula teórica la resistencia del aire a pasar se convertía en una medida de “altura de
rugosidad”, dada por la distancia entre los picos y valles de la superficie, idealizados como un perfil
sinusoidal. Este instrumento sufrió una gran evolución hasta como lo conocemos hoy en día, siendo un
instrumento utilizado a diario en cualquier laboratorio de metrología y en multitud de aplicaciones.
2.7.2 Descripción del instrumento
El rugosímetro es el elemento encargado de medir la rugosidad superficial. Los rugosímetros son
instrumentos que, en el caso especial de la metalmecánica, se utilizan para medir y detectar el grado de
aspereza presente en las superficies de un metal, información que es entregada o expresada en micras.
Medir la rugosidad en la superficie de un material es vital para ciertos procesos metal-mecánicos, en la
medida que permite, durante el proceso de producción, controlar factores como el grado de fricción,
desgaste, resistencia a la fatiga y lubricación de las piezas, entre otros, para que brinden el máximo
rendimiento, según la función que realizarán o la aplicación industrial para la cual están diseñadas.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
50 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 2.16 – Rugosímetro
Los elementos que componen el rugosímetro son los siguientes:
1. Cabeza palpadora: generalmente fabricada de diamante o carburo de tungsteno, encargada de
realizar el contacto y posterior recorrido sobre la superficie de una pieza para medir la rugosidad.
2. Transductor: dispositivo que obtiene la información física y la transforma en señales o impulsos
eléctricos.
3. Calculador: elemento que realiza el cálculo matemático sobre las longitudes, alturas y anchos del
perfil, según el parámetro que se esté evaluando, para expresar el nivel de rugosidad en micras. La
lectura de estos valores se pueden hacer en la pantalla o en un documento gráfico.
4. Caja de arrastre/patín: mecanismo que permite al operario desplazar el instrumento con mayor
facilidad sobre el material.
2.7.3 Tipos de rugosímetros
Pueden ser clasificados teniendo en cuenta distintos criterios:
De acuerdo a su tipo de palpación
Contacto: tienen una punta o palpador cuya función es tomar los datos, previo barrido sobre la
pieza.
No contacto: analizan el material mediante una línea láser.
3
4
1
2
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
51 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
De acuerdo a la tecnología de su palpador
Inductivo: el desplazamiento de la punta, al describir las irregularidades del perfil, modifica la
longitud del entrehierro del circuito mecánico y con ello el flujo magnético que lo atraviesa,
generando así una señal eléctrica.
Capacitivo: el desplazamiento vertical del palpador aproxima las dos láminas de un condensador,
modificando su capacidad y con ella la señal eléctrica.
Piezoeléctrico: el desplazamiento de la aguja del palpador deforma elásticamente un material
piezoeléctrico, el cual responde a dicha deformación y genera una señal eléctrica.
De patín mecánico: el patín se encarga de describir las ondulaciones de la superficie, mientras el
palpador recorre los picos y valles del perfil, con lo que la ondulación y la rugosidad se miden
mecánicamente por separado.
2.7.4 Normativa
Las siguientes normativas de referencia, plantean los elementos necesarios para el estudio de la rugosidad
superficial:
UNE 82301:1986: Es la norma que establece la lista de los parámetros, los tipos de dirección de las
irregularidades superficiales y da las reglas generales para la determinación de la rugosidad
superficial.
UNE-EN ISO 4287: Esta norma internacional especifica los términos, definiciones y parámetros para
la determinación del estado superficial mediante el método del perfil.
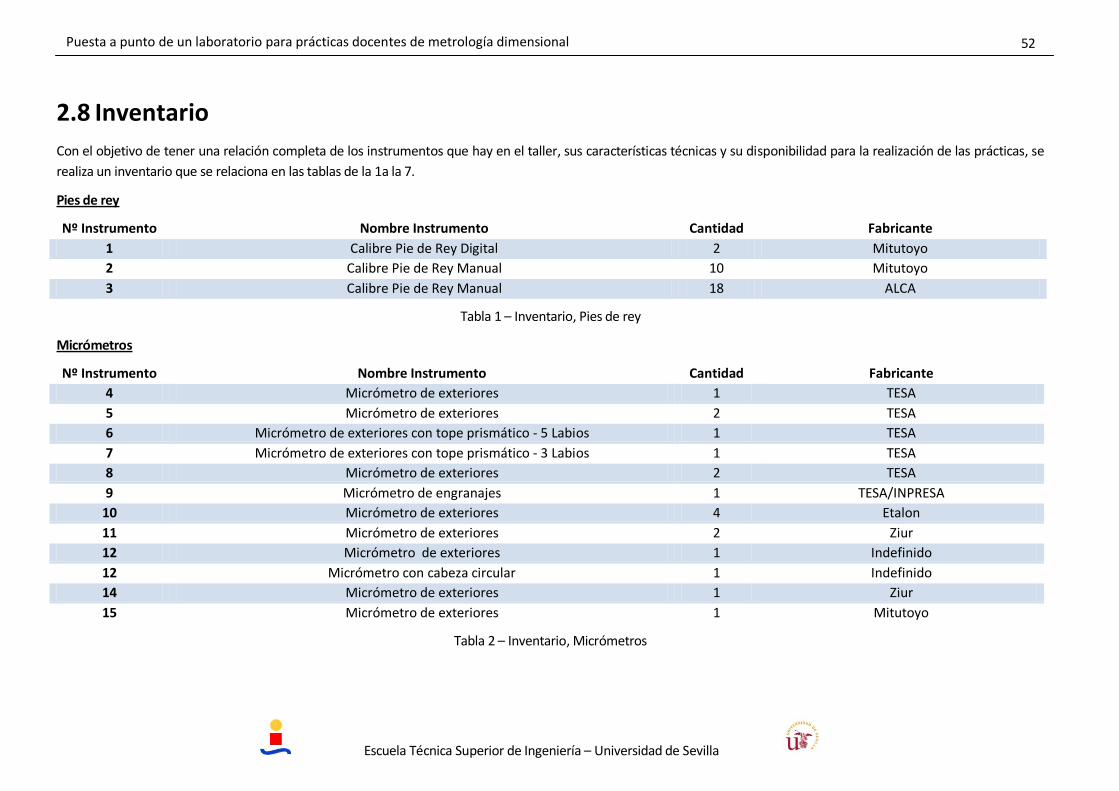
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
52 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
2.8 Inventario
Con el objetivo de tener una relación completa de los instrumentos que hay en el taller, sus características técnicas y su disponibilidad para la realización de las prácticas, se
realiza un inventario que se relaciona en las tablas de la 1a la 7.
Pies de rey
Nº Instrumento Nombre Instrumento Cantidad Fabricante
1 Calibre Pie de Rey Digital 2 Mitutoyo
2 Calibre Pie de Rey Manual 10 Mitutoyo
3 Calibre Pie de Rey Manual 18 ALCA
Tabla 1 – Inventario, Pies de rey
Micrómetros
Nº Instrumento Nombre Instrumento Cantidad Fabricante
4 Micrómetro de exteriores 1 TESA
5 Micrómetro de exteriores 2 TESA
6 Micrómetro de exteriores con tope prismático - 5 Labios 1 TESA
7 Micrómetro de exteriores con tope prismático - 3 Labios 1 TESA
8 Micrómetro de exteriores 2 TESA
9 Micrómetro de engranajes 1 TESA/INPRESA
10 Micrómetro de exteriores 4 Etalon
11 Micrómetro de exteriores 2 Ziur
12 Micrómetro de exteriores 1 Indefinido
12 Micrómetro con cabeza circular 1 Indefinido
14 Micrómetro de exteriores 1 Ziur
15 Micrómetro de exteriores 1 Mitutoyo
Tabla 2 – Inventario, Micrómetros
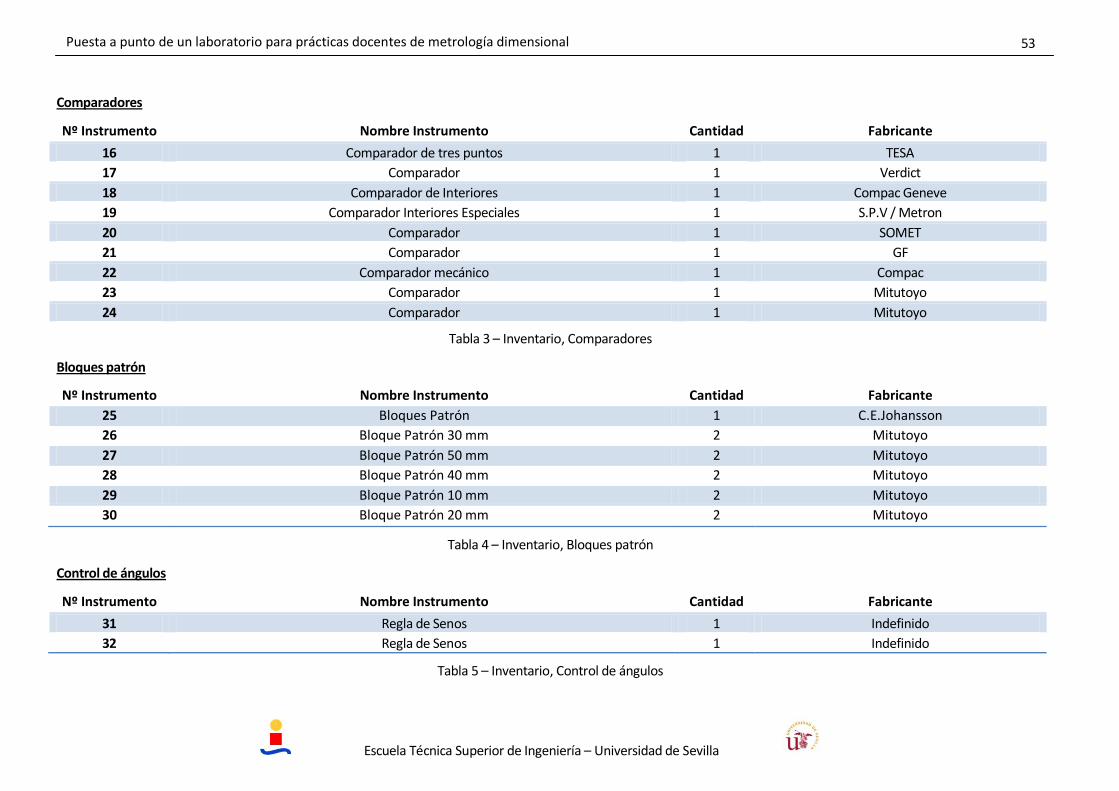
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
53 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Comparadores
Nº Instrumento Nombre Instrumento Cantidad Fabricante
16 Comparador de tres puntos 1 TESA
17 Comparador 1 Verdict
18 Comparador de Interiores 1 Compac Geneve
19 Comparador Interiores Especiales 1 S.P.V / Metron
20 Comparador 1 SOMET
21 Comparador 1 GF
22 Comparador mecánico 1 Compac
23 Comparador 1 Mitutoyo
24 Comparador 1 Mitutoyo
Tabla 3 – Inventario, Comparadores
Bloques patrón
Nº Instrumento Nombre Instrumento Cantidad Fabricante
25 Bloques Patrón 1 C.E.Johansson
26 Bloque Patrón 30 mm 2 Mitutoyo
27 Bloque Patrón 50 mm 2 Mitutoyo
28 Bloque Patrón 40 mm 2 Mitutoyo
29 Bloque Patrón 10 mm 2 Mitutoyo
30 Bloque Patrón 20 mm 2 Mitutoyo
Tabla 4 – Inventario, Bloques patrón
Control de ángulos
Nº Instrumento Nombre Instrumento Cantidad Fabricante
31 Regla de Senos 1 Indefinido
32 Regla de Senos 1 Indefinido
Tabla 5 – Inventario, Control de ángulos
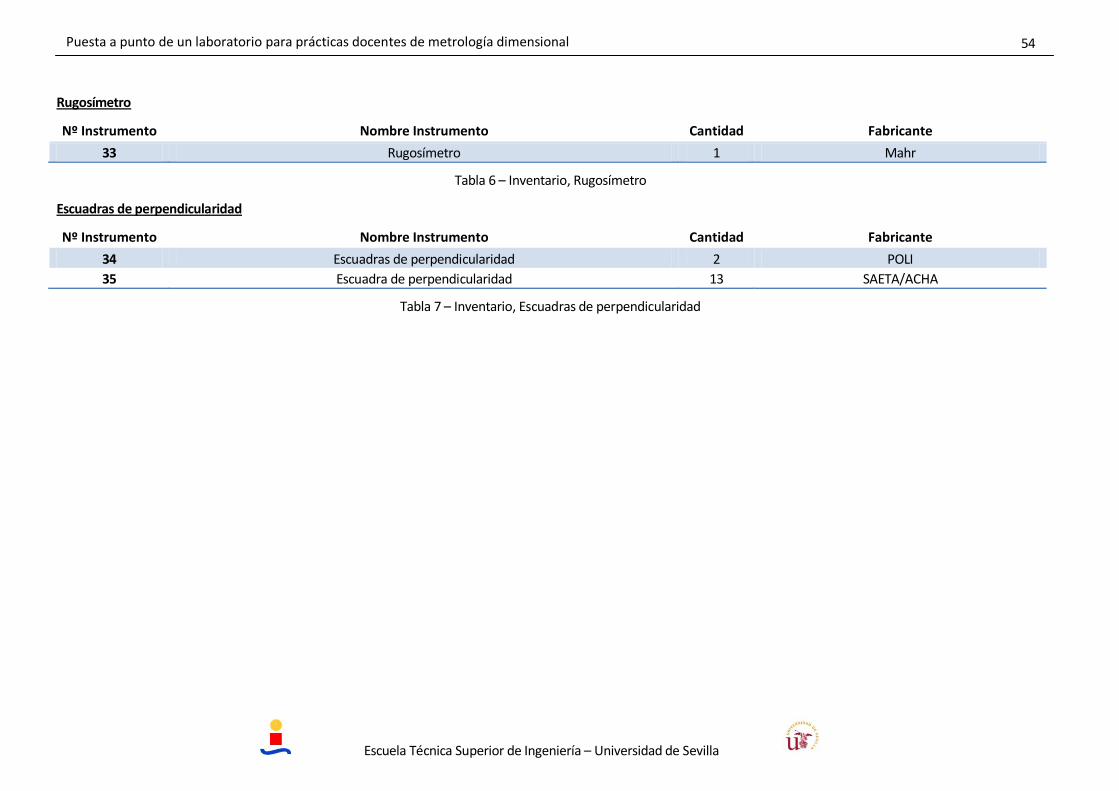
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
54 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Rugosímetro
Nº Instrumento Nombre Instrumento Cantidad Fabricante
33 Rugosímetro 1 Mahr
Tabla 6 – Inventario, Rugosímetro
Escuadras de perpendicularidad
Nº Instrumento Nombre Instrumento Cantidad Fabricante
34 Escuadras de perpendicularidad 2 POLI
35 Escuadra de perpendicularidad 13 SAETA/ACHA
Tabla 7 – Inventario, Escuadras de perpendicularidad

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
55 55 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
56 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3 PROPUESTAS DE PRÁCTICAS
3.1 Introducción
En el presente capítulo veremos la descripción de las tareas que se proponen a realizar a los estudiantes
durante el curso. Las mismas están divididas según los bloques temáticos en que se imparte la asignatura.
Estos son:
Bloque temático 1 Introducción a la metrología. Normalización. Normas. Certificación. Ensayos. Calibración. Inspección. Acreditación. El laboratorio de Metrología. El instrumento de medida. Errores de medida. Clasificación de las mediciones. Tipos de control dimensional. Métodos de medición. El sistema internacional de unidades. Incertidumbre de medida. Expresión final del resultado de una medición.
Bloque temático 2 Ajustes y tolerancias. Instrumentos para la medición directa de longitudes. Instrumentos para la medición de longitudes por comparación. Patrones de longitud. Control de ángulos. Calibres limitadores. Rugosidad superficial. Tolerancias geométricas. Medición de roscas y engranajes. Acotación funcional
Bloque temático 3 Metrología eléctrica. Medida de presión. Medida de temperatura. Medida de pares de fuerza
3.2 Tareas del bloque temático 1
El objetivo de las tareas de este bloque temático es familiarizar al alumno con todos los conceptos que
definen el laboratorio de metrología, desde los instrumentos, pasando por los procedimientos de calibración
hasta llegar a la relación entre laboratorio de metrología y empresa.
El alumno llega a este bloque con una preparación teórica y gracias a las tareas aquí planteadas,
comprenderá y comenzará a ejercitar la parte práctica de la metrología. El alumno tras este bloque es capaz
de desenvolverse en el laboratorio de metrología, sabe seguir las normas básicas para trabajar en él y estará
preparado para afrontar tareas complejas de medición que serán presentadas en el bloque 2.
A continuación se presentan las tareas o prácticas propuestas al alumno en este primer bloque.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
57 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.2.1 Metrología y empresa
INTRODUCCIÓN
Es preciso recalcar la importancia de la metrología en la industria aeronáutica. Estudios como los de la
consultora Frost & Sullivan, cifran en 482,9 millones de dólares los beneficios de la industria metrológica con
la implantación de sistemas y aparatos metrológicos en empresas aeronáuticas, desde Tier I hasta Tier III.
En la región de Asia/Pacífico, es donde se prevé el mayor crecimiento económico, ya que se encuentre en
pleno desarrollo de sistemas metrológicos para alcanzar los niveles de calidad que ofrece el eje Europa/EEUU
ahora mismo en la industria aeronáutica.
Las máquinas de medición por coordenadas (CMM) y los laser trackers son los instrumentos que mayor
crecimiento en ventas e implantación en empresas aeronáuticas sufrirán en los próximos años.
Todo esto lleva a considerar fundamental para el alumno, conocer la fuerte interrelación entre metrología y
empresa. Toda empresa que opta a alcanzar unos altos requisitos de calidad, debe implantar un apropiado
sistema metrológico.
OBJETIVOS
1. Identificar la vinculación entre empresas de ámbito industrial o servicios con la metrología.
2. Valorar la importancia de la existencia de un sistema de calidad en una empresa.
3. Detectar las necesidades metrológicas de una empresa.
4. Familiarizar al alumno con actividades metrológicas que se realizan a diario en una empresa.
DESCRIPCIÓN DE LA PRÁCTICA
El alumno deberá identificarse como miembro de una empresa de ámbito industrial o servicios. Como parte
responsable de la calidad en la empresa, tiene como objetivo definir el organigrama de la misma para
asegurar la calidad. Asimismo debe definir las acreditaciones o certificaciones que su empresa debe poseer
para cumplir con el sistema de calidad.
Por último definirá las necesidades metrológicas de la empresa por medio de dos ejemplos de calibración y
ensayos que sean necesarios llevar a cabo en la empresa.
Con todo ello el alumno será capaz de identificar los factores que llevan a alcanzar un sistema de calidad en
una empresa.
RESULTADOS A PRESENTAR
Empresa en la que se va a centrar la tarea.
Organigrama de la empresa, para asegurar la calidad de los productos realizados por la misma.
Certificados o acreditaciones que la empresa debe poseer.
Ejemplos de calibración y ensayos.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
58 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
CLASIFICACIÓN
Factibilidad
100 % (0 a 100 %)
Duración
50 min
Dificultad
2 (1 a 10)
Factibilidad: posibilidad de realizar la práctica tal y como está planteada en el presente apartado. Si está
valorado por debajo de 100%, significa que puede estar sujeta a diversas adaptaciones para su realización
con los alumnos.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
59 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Nombre de la empresa: _____________
Ejercicio 1
Definir las acreditaciones o certificaciones que debe poseer su empresa, para asegurar un sistema de calidad.
Ejercicio 2
Dibujar el organigrama de la parte metrológica de la empresa, haciendo especial hincapié a la parte de
calidad y dirección técnica, escribiendo sus funciones y tareas.
Organigrama:
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
60 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 3
Escribir detalladamente dos ejemplos de calibración o ensayos que la empresa tiene que llevar a cabo para
asegurar la calidad de los productos que finalmente llegarán al cliente.
Ejemplo 1: _____________
Ejemplo 2: _____________

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
61 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 4
Escribir 4 factores relacionados entre sí, que permiten asegurar un sistema de calidad metrológico en la
empresa, con la consecuente calidad del producto que recibirá el cliente.
Figura 3.1 - Factores relacionados en un sistema de calidad metrológico
Sistema de
calidad
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
62 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.2.2 Calibración de micrómetros
INTRODUCCIÓN
La calibración de un instrumento metrológico es una operación propia de un sistema de calidad. La
calibración de un instrumento metrológico debe ser una operación planificada y sus resultados deben ser
verificados conformes a un criterio de aceptación/rechazo preestablecido.
El alumno debe entender que no calibrar instrumentos que son utilizados en producción, investigación,
desarrollo farmacéutico, químico o alimenticio, entre otros puede llegar a ser desastroso.
Una correcta calibración del micrómetro, así como del pie de rey, es una de las tareas fundamentales de un
correcto sistema de calidad y el alumno tendrá la posibilidad de realizarlo con esta práctica y la siguiente.
OBJETIVOS
1. Conocer los métodos de calibración que se emplean en un laboratorio de Metrología.
2. Familiarizarse con el uso de documentos oficiales, creados por el Centro Español de Metrología.
3. Trabajar de acuerdo a un procedimiento de calibración, completamente definido en el siguiente
documento: DI-005/IPF-002 PROCEDIMIENTO PARA LA CALIBRACIÓN DE MICROMÉTROS DE EXTERIORES
DE DOS CONTACTOS
4. Familiarizarse con el uso de los bloques patrón y sus cuidados de manipulación.
5. Conocer el vocabulario y los instrumentos que se usan a diario en un laboratorio de metrología.
6. Realizar la calibración de un micrómetro de exteriores de dos contactos, estimando su incertidumbre de
medida.
DESCRIPCIÓN DE LA PRÁCTICA
Algunos de los aspectos descritos en el procedimiento y que son de necesario cumplimiento por parte del
alumno antes de proceder a la calibración del instrumento, son los siguientes:
Leer detenidamente el procedimiento completo antes de comenzar la calibración.
Familiarizarse con el uso de los instrumentos.
Limpiar los bloques-patrón que se usen a lo largo de la calibración con alcohol.
Limpiar las superficies de las guías corredoras, escalas, nonio y superficies de medida.
Se inspeccionarán los instrumentos y se harán las oportunas anotaciones en las hojas de trabajo.
Ajustar la escala del instrumento a cero, de forma tal entre las superficies de medida no debe verse
ninguna rendija de luz.
Ponerse guantes de látex sin estrenar para todas las manipulaciones.
Se anotarán en la hoja de trabajo los datos identificativos del equipo: marca, nº de serie, modelo y
división de escala (siempre que se disponga de dicha información).
Se anotarán en la hoja de trabajo la fecha y las condiciones ambientales (temperatura y humedad)
Se anotarán en la hoja de trabajo las medidas realizadas en cada punto de calibración indicado por el
profesor
Una vez concluida la calibración se volverán a limpiar las superficies de medida y, tras asegurarse
que están secos, se les dará una capa de vaselina para preservarlos.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
63 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
MATERIAL A EMPLEAR
Papel suave que no desprenda fibras
Bote de alcohol para limpieza
Bote de vaselina
Guantes de látex
Caja de bloques-patrón y bloques independientes
Accesorios para bloques-patrón
Micrómetro de exteriores de dos contactos
CLASIFICACIÓN
Factibilidad
100 % (0 a 100 %)
Duración
90 min
Dificultad
5 (1 a 10)

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
64 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Operario:
Fecha: Procedimiento:
Comienzo Final
Hora
Temperatura [ºC]
Humedad [HR]
Características del micrómetro
Marca:
Nº de serie:
Modelo:
Campo de medida:
División de escala:
Inspección previa del micrómetro
Correcto Defectuoso
Estado de las caras de medida
Correcto Defectuoso
Grabado de los trazos de la escala
Correcto Defectuoso
Estado del indicador
No Sí
Golpes, óxidos, etc.
Roza No roza
Tambor
Funciona No funciona
Limitador de par
Funciona No funciona
Dispositivo de bloqueo de la punta móvil
Buena Mala
Planitud de las caras de media
Caras Tope móvil Tope fijo
Franjas
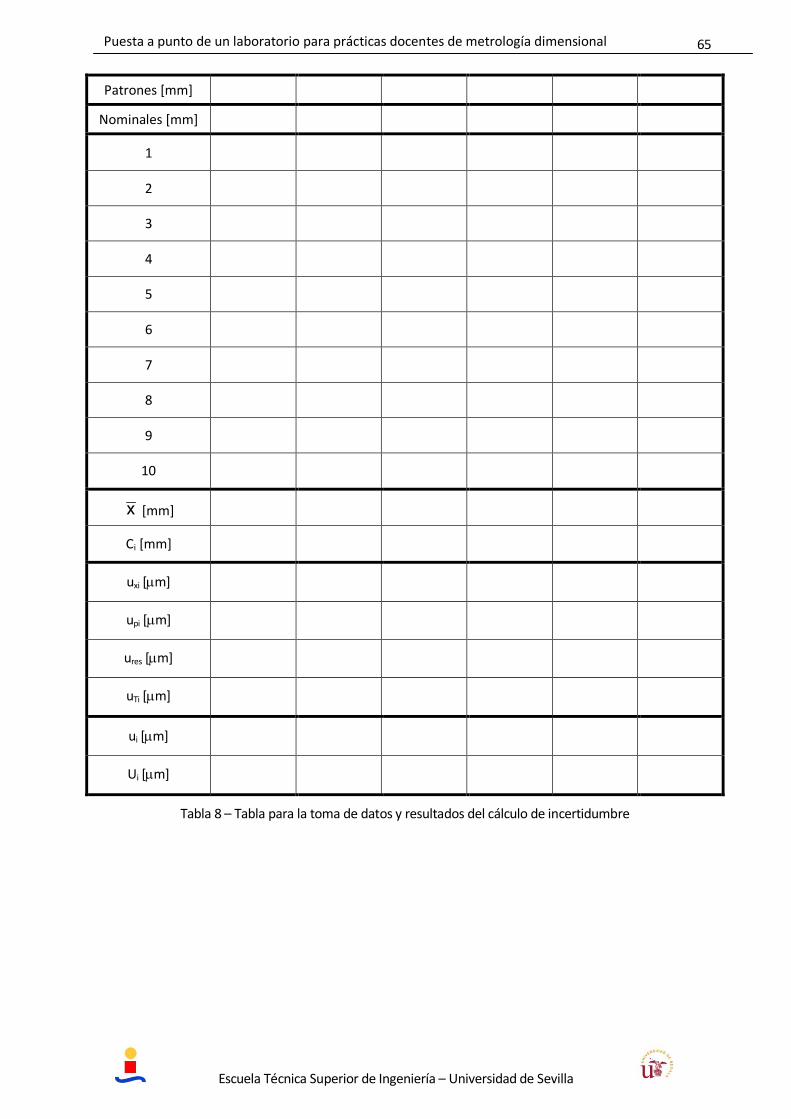
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
65 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Patrones [mm]
Nominales [mm]
1
2
3
4
5
6
7
8
9
10
x [mm]
Ci [mm]
uxi [m]
upi [m]
ures [m]
uTi [m]
ui [m]
Ui [m]
Tabla 8 – Tabla para la toma de datos y resultados del cálculo de incertidumbre
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
66 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.2.3 Calibración pie de rey
OBJETIVOS
1. Conocer los aspectos relacionados con los trabajos de calibración que se realizan en un laboratorio de
Metrología.
2. Trabajar de acuerdo a las especificaciones contempladas en el documento IPF-001 PROCEDIMIENTO PARA
LA CALIBRACIÓN DE PIE DE REY
3. Familiarizarse con el uso de los anillos y bloques patrón y sus cuidados de manipulación
4. Realizar la calibración de un pie de rey universal, estimando su incertidumbre de medida.
DESCRIPCIÓN DE LA PRÁCTICA
Algunos de los aspectos descritos en el procedimiento IPF-001, y que son de necesario cumplimiento por
parte del alumno antes de proceder a la calibración del instrumento, son los siguientes:
Leer detenidamente el procedimiento completo antes de comenzar la calibración.
Familiarizarse con el uso de los instrumentos.
Limpiar con alcohol los anillos y los bloques patrón que se usen a lo largo de la calibración.
Limpiar con alcohol las superficies de las guías correderas, escalas, nonio y superficies de medida.
Se inspeccionarán los instrumentos y se harán las oportunas anotaciones en las hojas de trabajo.
Ajustar la escala del instrumento a cero, de forma tal entre las superficies de medida no debe verse
ninguna rendija de luz.
Ponerse guantes de látex sin estrenar para todas las manipulaciones.
Se anotarán en la hoja de trabajo los datos identificativos del equipo: marca, nº de serie, modelo y
división de escala (siempre que se disponga de dicha información).
Se anotarán en la hoja de trabajo la fecha y las condiciones ambientales (temperatura y humedad)
Se anotarán en la hoja de trabajo las medidas realizadas en cada punto de calibración indicado por el
profesor
Una vez concluida la calibración se volverán a limpiar las superficies de medida y, tras asegurarse
que están secos, se les dará una capa de vaselina para preservarlos.
MATERIAL A EMPLEAR
Papel suave que no desprenda fibras
Bote de alcohol para limpieza
Bote de vaselina
Guantes de látex
Caja de bloques-patrón y bloques independientes
Pie de rey
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
67 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
CLASIFICACIÓN
Factibilidad
100 % (0 a 100 %)
Duración
90 min
Dificultad
5 (1 a 10)
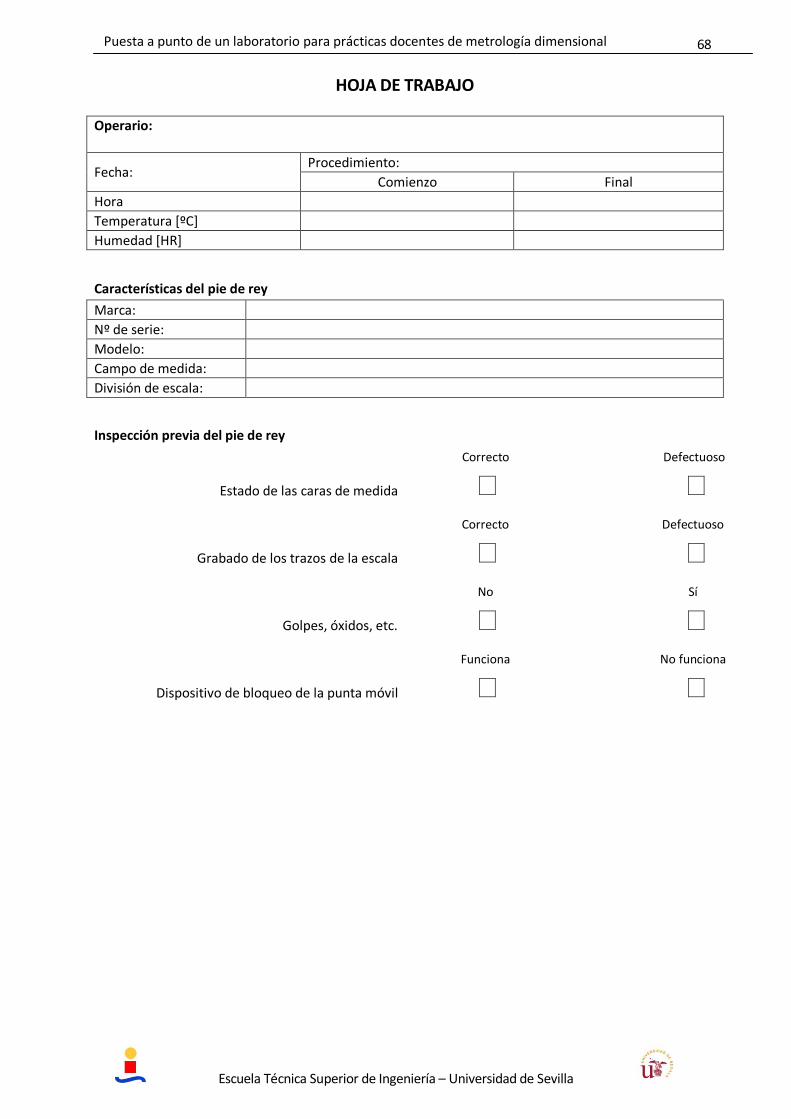
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
68 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Operario:
Fecha: Procedimiento:
Comienzo Final
Hora
Temperatura [ºC]
Humedad [HR]
Características del pie de rey
Marca:
Nº de serie:
Modelo:
Campo de medida:
División de escala:
Inspección previa del pie de rey
Correcto Defectuoso
Estado de las caras de medida
Correcto Defectuoso
Grabado de los trazos de la escala
No Sí
Golpes, óxidos, etc.
Funciona No funciona
Dispositivo de bloqueo de la punta móvil
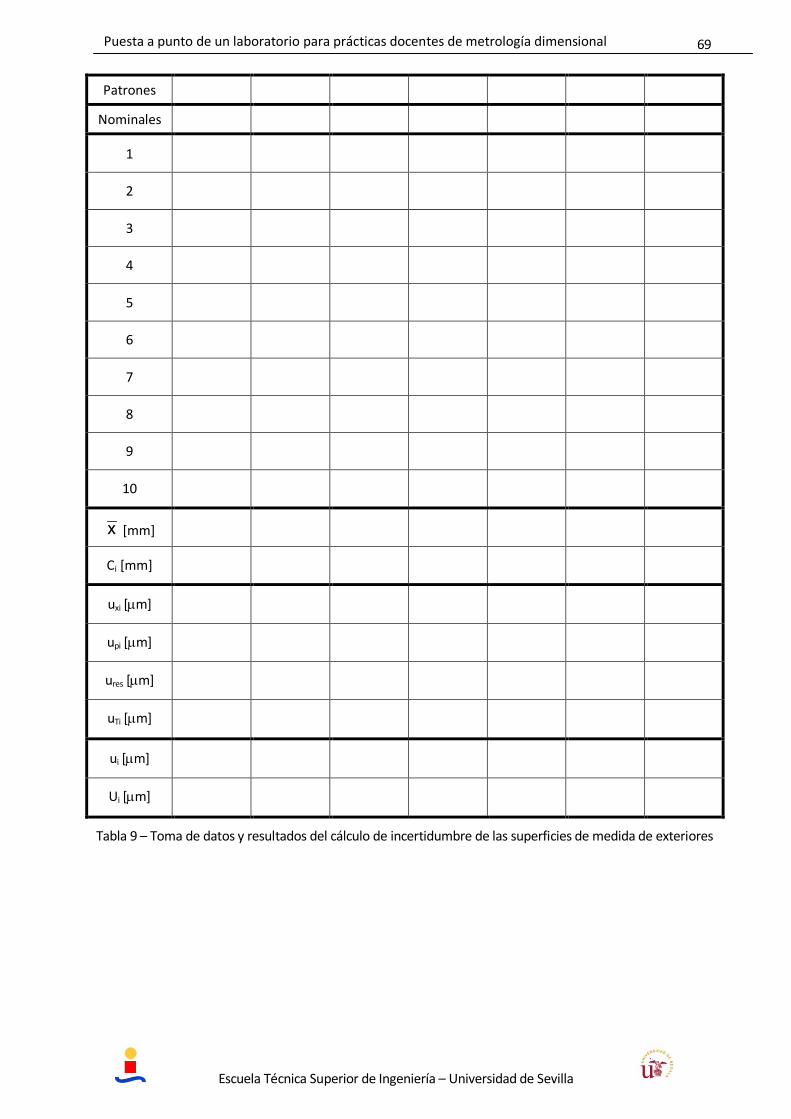
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
69 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Patrones
Nominales
1
2
3
4
5
6
7
8
9
10
x [mm]
Ci [mm]
uxi [m]
upi [m]
ures [m]
uTi [m]
ui [m]
Ui [m]
Tabla 9 – Toma de datos y resultados del cálculo de incertidumbre de las superficies de medida de exteriores
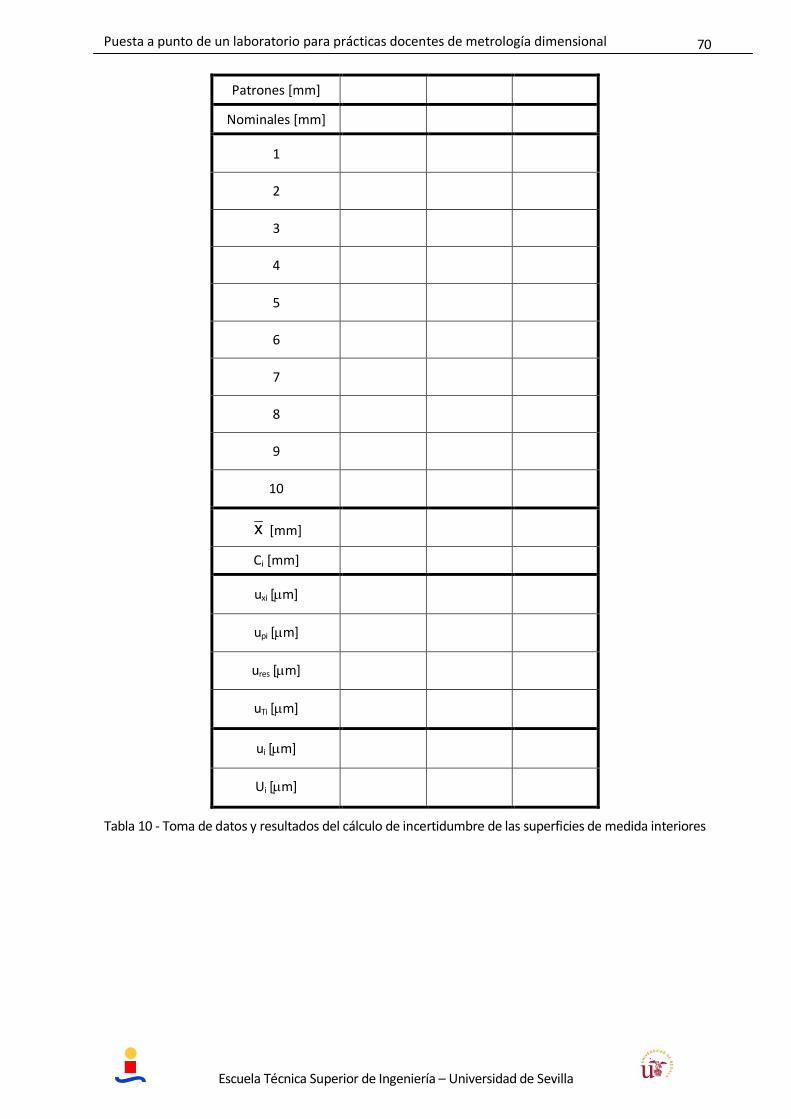
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
70 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Patrones [mm]
Nominales [mm]
1
2
3
4
5
6
7
8
9
10
x [mm]
Ci [mm]
uxi [m]
upi [m]
ures [m]
uTi [m]
ui [m]
Ui [m]
Tabla 10 - Toma de datos y resultados del cálculo de incertidumbre de las superficies de medida interiores
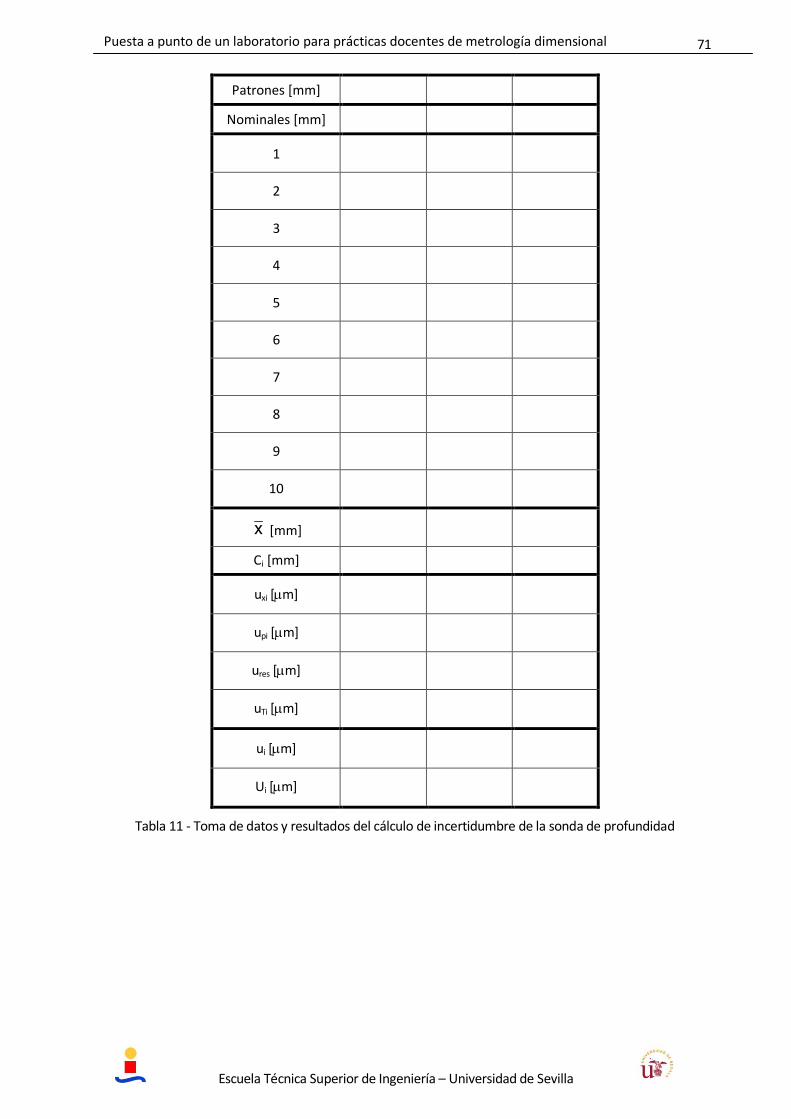
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
71 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Patrones [mm]
Nominales [mm]
1
2
3
4
5
6
7
8
9
10
x [mm]
Ci [mm]
uxi [m]
upi [m]
ures [m]
uTi [m]
ui [m]
Ui [m]
Tabla 11 - Toma de datos y resultados del cálculo de incertidumbre de la sonda de profundidad

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
72 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3 Tareas del bloque temático 2
Una vez que el alumno posee los conocimientos básicos sobre el laboratorio de metrología y los
instrumentos existentes en él gracias a las tareas realizadas en el bloque 1, es capaz de pasar al siguiente
bloque de tareas, en el que tiene que desenvolverse independientemente y autónomamente en el
laboratorio para ser capaz de realizar una serie de tareas relacionadas con la medición y los errores en la
medición.
Este grupo de tareas pretende que los alumnos midan. Pero para medir correctamente primero tienen que
familiarizarse con el objeto de medida, con los instrumentos de que dispone, seleccionar correctamente el
instrumento, conocer el método de medida más adecuado en cada caso.
Las tareas a desarrollar en el laboratorio están planteadas según el tipo de medición (longitudes, ángulos,
rugosidad superficial, tolerancias geométricas) y según elementos específicos a medir (roscas, ruedas
dentadas). Además hay tareas integradoras donde además de medir, los alumnos deben realizar cálculos,
basándose en los métodos dados en clases, en normativas y en criterios personales.
A partir de la siguiente página se presentan las tareas que conforman el segundo bloque temático.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
73 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.1 Medición de ángulos
INTRODUCCIÓN
La medición y comprobación de ángulos es una tarea compleja y que plantea diversas soluciones, según la
naturaleza de los elementos geométricos que constituyen el ángulo a medir o comprobar.
Con este objetivo se presentan a continuación diferentes métodos, llevados a cabo por diferentes equipos de
medida capaces de adecuarse a cada una de las situaciones a resolver.
El alumno entenderá la variedad de usos de un instrumento metrológico y como buscar el mejor método
para medir ángulos.
OBJETIVOS
1. Aprender a medir el ángulo de una pieza utilizando los transportadores de ángulos o goniómetros.
2. Familiarizarse con el empleo de relaciones trigonométricas en la determinación del ángulo de un cono.
3. Conocer el funcionamiento de la regla de senos y su uso en la medición de ángulos.
4. Familiarizarse con el empleo del proyector de perfiles en la medición de ángulos utilizando el método de
proyección diascópica o de sombra.
DESCRIPCIÓN DE LA PRÁCTICA
Para la realización de los ejercicios planteados, se disponen diferentes piezas con superficies cónicas, en el
caso de las piezas con superficie de revolución, y con superficies inclinadas para las piezas prismáticas. En
todos los casos el alumno deberá identificar la pieza sobre la hace la medida, según la indicación grabada que
presente la misma.
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Al medir deberá tenerse especial cuidado en la correcta fijación de la pieza al efectuar la medida (mesa,
soporte, etc.) así como en la ubicación de las superficies de medida de los instrumentos sobre la superficie de
la pieza. Al emplear el proyector de perfiles, se deberá seleccionar adecuadamente el método de proyección
a emplear, así como los aumentos adecuados.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
74 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
EQUIPOS A EMPLEAR
Regla de senos
Goniómetros
Proyector de perfiles
Micrómetro de profundidad
Micrómetro de exteriores
Pie de rey
CLASIFICACIÓN
Factibilidad
80 % (0 a 100 %)
Duración
120 min
Dificultad
8 (1 a 10)

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
75 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Ejercicio 1
Determine el ángulo de la pieza utilizando un goniómetro o transportador de ángulos. Se han de realizar tres
mediciones y obtener el ángulo promedio. Exprese el resultado final de la medición y represente dicho
ángulo en un croquis.
Pieza nº: ________
Apreciación del instrumento: __________
Medida 1 Medida 2 Medida 3
Resultado final de la medición: ___________
Croquis
Ejercicio 2
Determine la inclinación de las paredes de la pieza
mediante una mesa de senos, según instalación
que se muestra en la figura. Represente el ángulo
medido en un croquis.
Pieza nº: ________
Apreciación del instrumento: ___________
Patrones empleados __________________
Figura 3.2 - Medición de un cono mediante regla de
senos y bloques patrones
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
76 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Medida 1 Medida 2 Medida 3 Medida 4
Resultado final de la medición: ___________
Croquis
Ejercicio 3
Realice la medición indirecta del ángulo del agujero cónico mediante relaciones trigonométricas. Se
emplearán bolas calibradas. Sitúe la bola pequeña en el agujero según se indica en la figura y realice la
lectura de L1 empleando el micrómetro de profundidad. Coloque la bola grande (extrayendo previamente la
pequeña) y realice la lectura de L2.
Pieza nº: ________
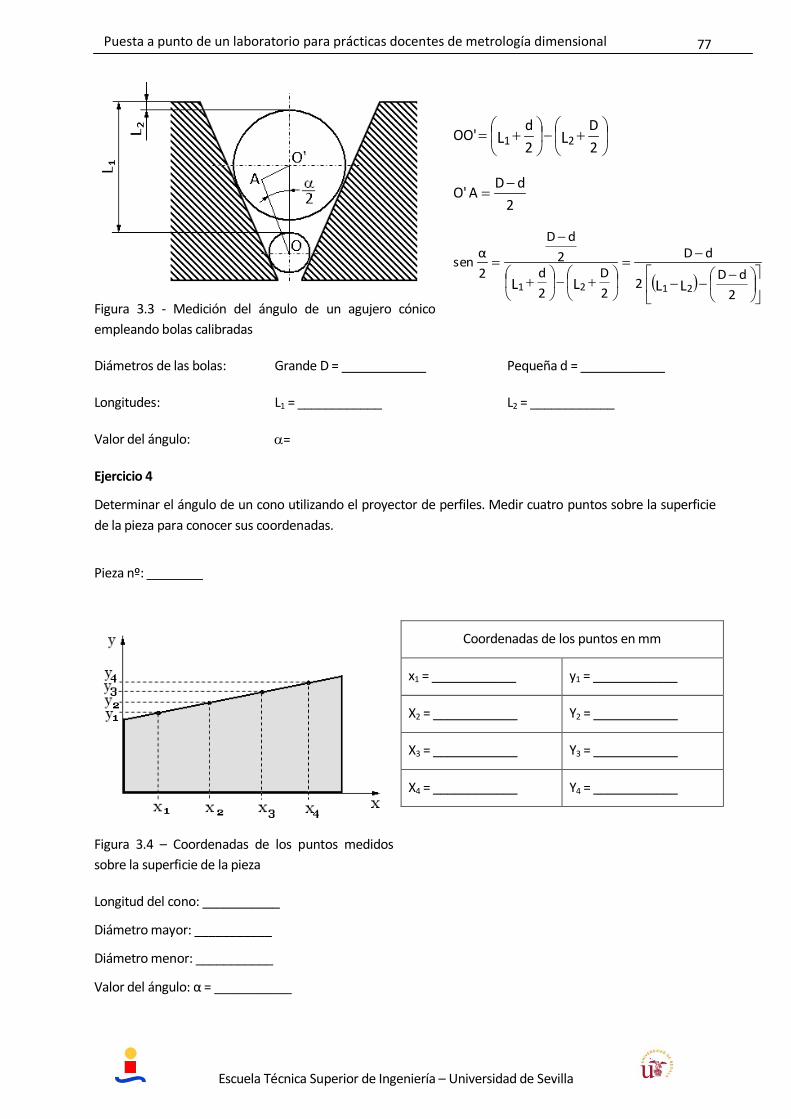
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
77 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 3.3 - Medición del ángulo de un agujero cónico
empleando bolas calibradas
2
D
2
dOO' LL 21
2
dDAO'
2
dD2
dD
2
D
2
d2
dD
2
αsen
LLLL 2121
Diámetros de las bolas: Grande D = ____________ Pequeña d = ____________
Longitudes: L1 = ____________ L2 = ____________
Valor del ángulo: =
Ejercicio 4
Determinar el ángulo de un cono utilizando el proyector de perfiles. Medir cuatro puntos sobre la superficie
de la pieza para conocer sus coordenadas.
Pieza nº: ________
Figura 3.4 – Coordenadas de los puntos medidos
sobre la superficie de la pieza
Coordenadas de los puntos en mm
x1 = ____________ y1 = ____________
X2 = ____________ Y2 = ____________
X3 = ____________ Y3 = ____________
X4 = ____________ Y4 = ____________
Longitud del cono: ___________
Diámetro mayor: ___________
Diámetro menor: ___________
Valor del ángulo: α = ___________
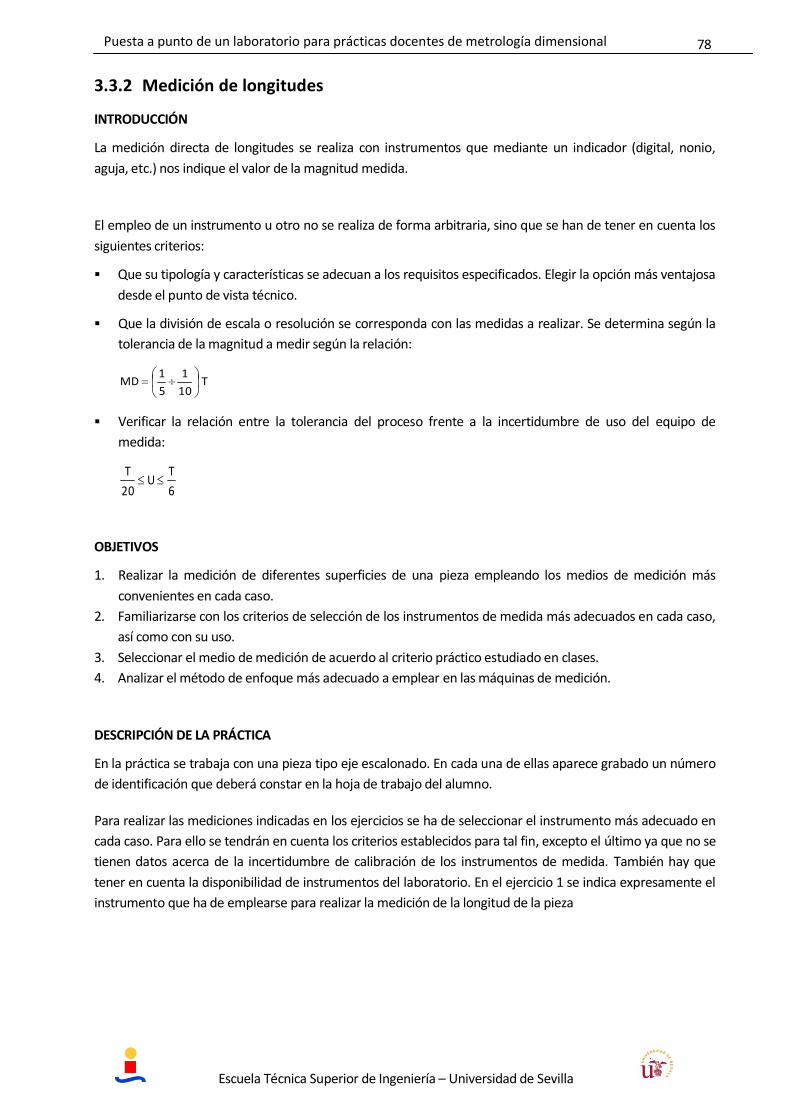
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
78 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.2 Medición de longitudes
INTRODUCCIÓN
La medición directa de longitudes se realiza con instrumentos que mediante un indicador (digital, nonio,
aguja, etc.) nos indique el valor de la magnitud medida.
El empleo de un instrumento u otro no se realiza de forma arbitraria, sino que se han de tener en cuenta los
siguientes criterios:
Que su tipología y características se adecuan a los requisitos especificados. Elegir la opción más ventajosa
desde el punto de vista técnico.
Que la división de escala o resolución se corresponda con las medidas a realizar. Se determina según la
tolerancia de la magnitud a medir según la relación:
T10
1
5
1MD
Verificar la relación entre la tolerancia del proceso frente a la incertidumbre de uso del equipo de
medida:
6
TU
20
T
OBJETIVOS
1. Realizar la medición de diferentes superficies de una pieza empleando los medios de medición más
convenientes en cada caso.
2. Familiarizarse con los criterios de selección de los instrumentos de medida más adecuados en cada caso,
así como con su uso.
3. Seleccionar el medio de medición de acuerdo al criterio práctico estudiado en clases.
4. Analizar el método de enfoque más adecuado a emplear en las máquinas de medición.
DESCRIPCIÓN DE LA PRÁCTICA
En la práctica se trabaja con una pieza tipo eje escalonado. En cada una de ellas aparece grabado un número
de identificación que deberá constar en la hoja de trabajo del alumno.
Para realizar las mediciones indicadas en los ejercicios se ha de seleccionar el instrumento más adecuado en
cada caso. Para ello se tendrán en cuenta los criterios establecidos para tal fin, excepto el último ya que no se
tienen datos acerca de la incertidumbre de calibración de los instrumentos de medida. También hay que
tener en cuenta la disponibilidad de instrumentos del laboratorio. En el ejercicio 1 se indica expresamente el
instrumento que ha de emplearse para realizar la medición de la longitud de la pieza

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
79 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Deberá tenerse especial cuidado en la correcta ubicación de las superficies de medida de los
instrumentos sobre la superficie medida en la pieza.
Los resultados han de expresarse en milímetros con la misma precisión con la que se han medido.
También se han de expresar en mm el campo de medida y la apreciación de los instrumentos.
EQUIPOS A EMPLEAR
Pie de rey universal
Micrómetro de exteriores de dos contactos
Pie de rey de profundidad
Proyector de perfiles
Calibre de radios
Mármol de fundición
CLASIFICACIÓN
Factibilidad
100 % (0 a 100 %)
Duración
105 min
Dificultad
4 (1 a 10)

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
80 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Pieza nº: _____
Ejercicio 1
Medir la longitud de la pieza utilizando conociendo que su tolerancia es de 0,50 mm. Aplique el criterio
práctico para seleccionar adecuadamente el instrumento de medición. Realizar dos mediciones.
Figura 3.5 – Medición de la longitud de la pieza
Nombre del instrumento:
Campo de medida:
Apreciación:
1 2
Resultado de las mediciones:
Resultado final de la longitud L = ______________
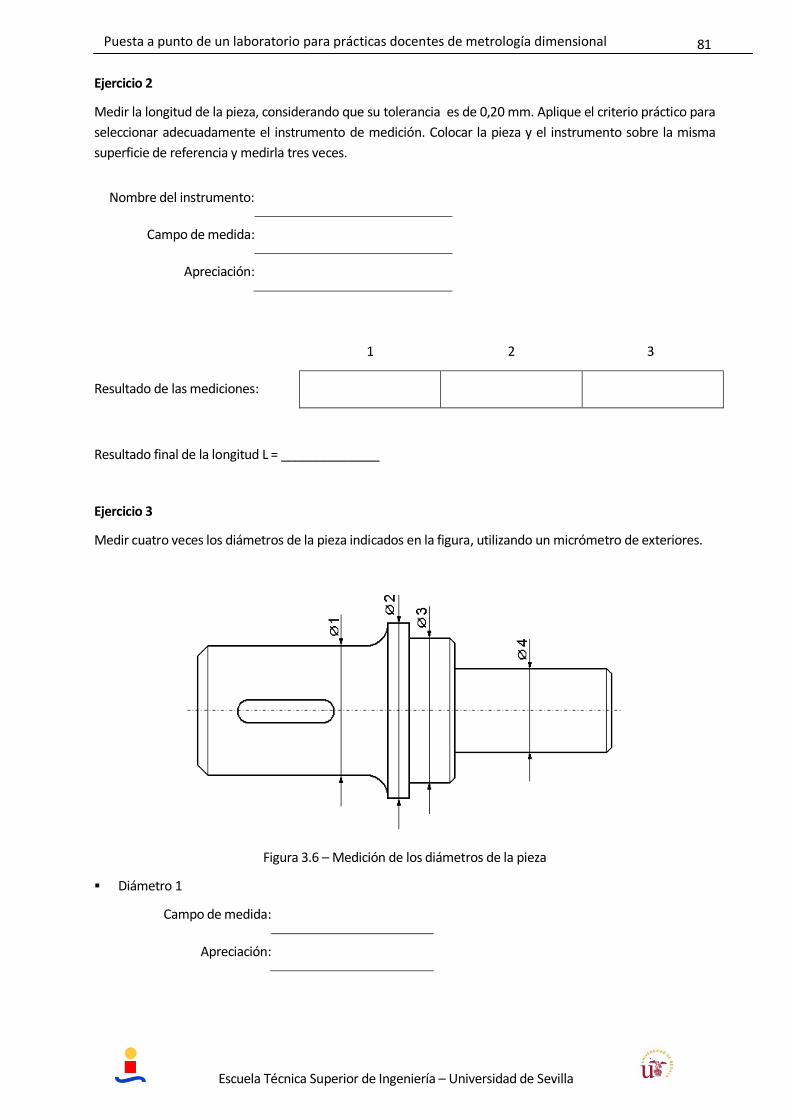
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
81 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 2
Medir la longitud de la pieza, considerando que su tolerancia es de 0,20 mm. Aplique el criterio práctico para
seleccionar adecuadamente el instrumento de medición. Colocar la pieza y el instrumento sobre la misma
superficie de referencia y medirla tres veces.
Nombre del instrumento:
Campo de medida:
Apreciación:
1 2 3
Resultado de las mediciones:
Resultado final de la longitud L = ______________
Ejercicio 3
Medir cuatro veces los diámetros de la pieza indicados en la figura, utilizando un micrómetro de exteriores.
Figura 3.6 – Medición de los diámetros de la pieza
Diámetro 1
Campo de medida:
Apreciación:
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
82 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
1 2 3 4 Medida final
Resultado de la medición:
Diámetro 2
Campo de medida:
Apreciación:
1 2 3 4 Medida final
Resultado de la medición:
Diámetro 3
Campo de medida:
Apreciación:
1 2 3 4 Medida final
Resultado de la medición:
Diámetro 4
Campo de medida:
Apreciación:
1 2 3 4 Medida final
Resultado de la medición:

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
83 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 4
Realizar el control de las longitudes de los escalones del eje indicados en la figura utilizando:
Un proyector de perfiles
El instrumento más adecuado en cada caso
Figura 3.7 – Control de las longitudes de los escalones de la pieza
Proyector de perfiles
Campo de medida: _______________
Apreciación: ____________________
Longitud A
Longitud B
Longitud C
Longitud D
Longitud E
Longitud F
Longitud G
Longitud H
Longitud I

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
84 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Magnitud Instrumento Campo de medida Apreciación
Longitud A
Longitud B
Longitud C
Longitud D
Longitud E
Longitud F
Longitud G
Longitud H
Longitud I
Ejercicio 5
Realizar la medida del radio de curvatura de la pieza mediante el empleo de galgas o calibres de radio y
acotarlo en la figura.
Figura 3.8 – Medición del radio de curvatura

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
85 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.3 Medición de roscas
INTRODUCCIÓN
La superficie roscada es un sólido de revolución generado por el movimiento uniforme de una figura
geométrica plana: triángulo, cuadrado, etc.…
La superficie roscada es una forma geométrica compleja definida por una serie de parámetros diferentes que
están relacionados entre sí, de ahí las dificultades que se presentan en su verificación. Para ello existen
diversas normas (ISO, Whitworth,…) que ayudan a su verificación.
La elección de uno u otro método depende de diversos factores entre los que se pueden mencionar el tipo
de pieza, la precisión con que se necesita hacer la verificación y la finalidad con que se hace la misma. En la
práctica se empleará el primero de ellos, midiendo diferentes parámetros directamente sobre una rosca
exterior.
CONOCIMIENTOS PREVIOS
Es preciso realizar una división inicial entre:
Roscas exterior/Tornillo: si la rosca está elaborada en el exterior de la superficie.
Rosca interior/Tuerca: si la rosca está elaborada en el interior de la superficie.
Los elementos roscados se utilizan en todos los campos de la ingeniería. Los tornillos proporcionan un
método rápido y sencillo para mantener unidas dos partes y para ejercer una fuerza que se pueda utilizar
para ajustar partes móviles.
Figura 3.9 – Elementos de un elemento roscado
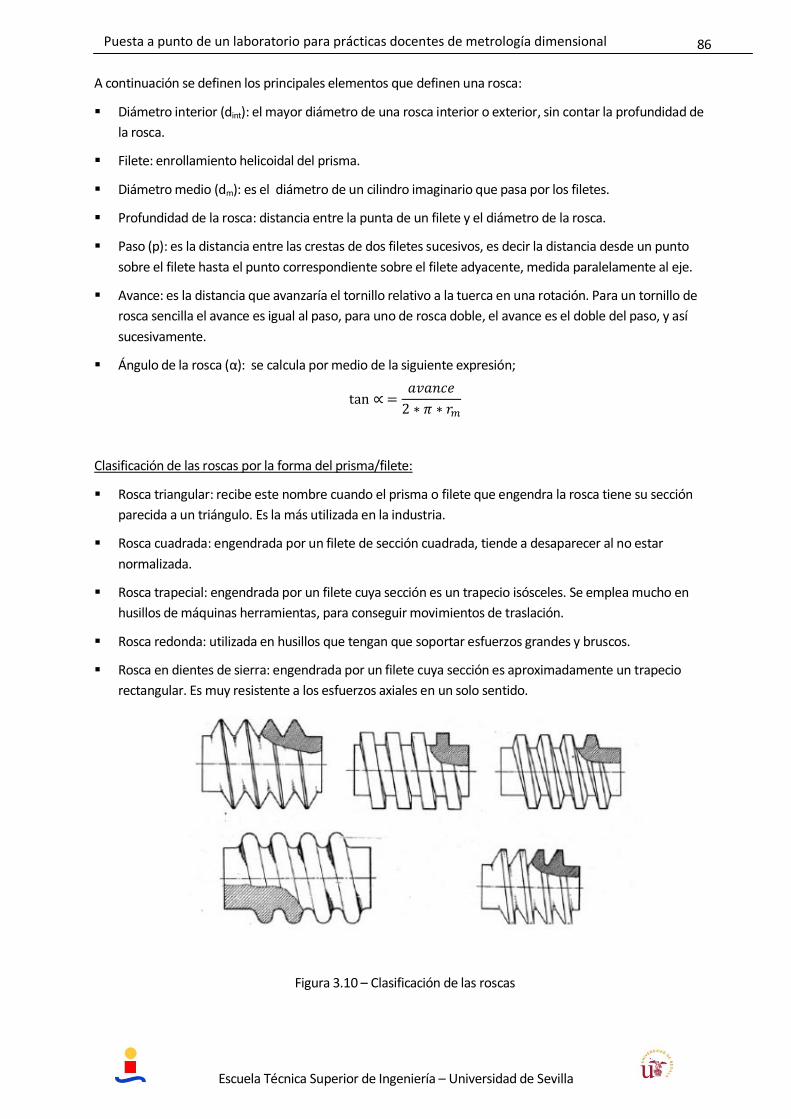
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
86 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
A continuación se definen los principales elementos que definen una rosca:
Diámetro interior (dint): el mayor diámetro de una rosca interior o exterior, sin contar la profundidad de
la rosca.
Filete: enrollamiento helicoidal del prisma.
Diámetro medio (dm): es el diámetro de un cilindro imaginario que pasa por los filetes.
Profundidad de la rosca: distancia entre la punta de un filete y el diámetro de la rosca.
Paso (p): es la distancia entre las crestas de dos filetes sucesivos, es decir la distancia desde un punto
sobre el filete hasta el punto correspondiente sobre el filete adyacente, medida paralelamente al eje.
Avance: es la distancia que avanzaría el tornillo relativo a la tuerca en una rotación. Para un tornillo de
rosca sencilla el avance es igual al paso, para uno de rosca doble, el avance es el doble del paso, y así
sucesivamente.
Ángulo de la rosca (α): se calcula por medio de la siguiente expresión;
Clasificación de las roscas por la forma del prisma/filete:
Rosca triangular: recibe este nombre cuando el prisma o filete que engendra la rosca tiene su sección
parecida a un triángulo. Es la más utilizada en la industria.
Rosca cuadrada: engendrada por un filete de sección cuadrada, tiende a desaparecer al no estar
normalizada.
Rosca trapecial: engendrada por un filete cuya sección es un trapecio isósceles. Se emplea mucho en
husillos de máquinas herramientas, para conseguir movimientos de traslación.
Rosca redonda: utilizada en husillos que tengan que soportar esfuerzos grandes y bruscos.
Rosca en dientes de sierra: engendrada por un filete cuya sección es aproximadamente un trapecio
rectangular. Es muy resistente a los esfuerzos axiales en un solo sentido.
Figura 3.10 – Clasificación de las roscas
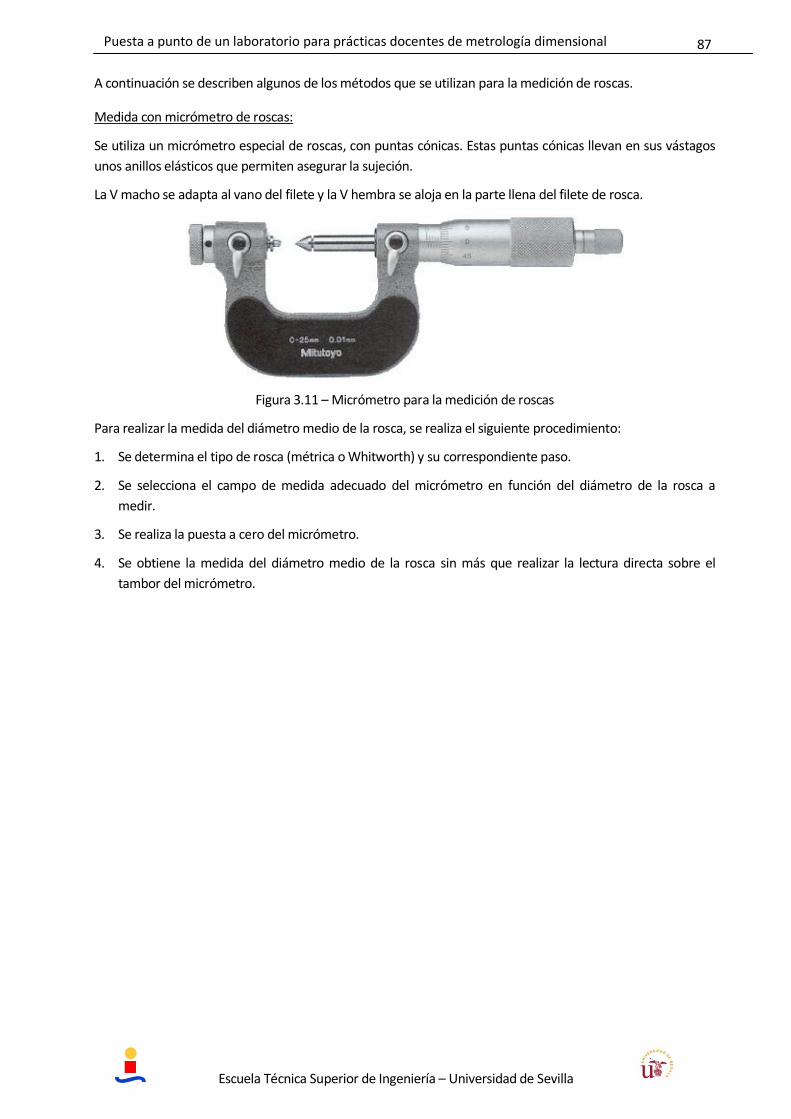
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
87 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
A continuación se describen algunos de los métodos que se utilizan para la medición de roscas.
Medida con micrómetro de roscas:
Se utiliza un micrómetro especial de roscas, con puntas cónicas. Estas puntas cónicas llevan en sus vástagos
unos anillos elásticos que permiten asegurar la sujeción.
La V macho se adapta al vano del filete y la V hembra se aloja en la parte llena del filete de rosca.
Figura 3.11 – Micrómetro para la medición de roscas
Para realizar la medida del diámetro medio de la rosca, se realiza el siguiente procedimiento:
1. Se determina el tipo de rosca (métrica o Whitworth) y su correspondiente paso.
2. Se selecciona el campo de medida adecuado del micrómetro en función del diámetro de la rosca a
medir.
3. Se realiza la puesta a cero del micrómetro.
4. Se obtiene la medida del diámetro medio de la rosca sin más que realizar la lectura directa sobre el
tambor del micrómetro.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
88 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Medida con proyectos de perfiles:
El proyector de perfiles es un instrumento óptico que es utilizado en los laboratorios y talleres para casos en
los que debido al pequeño tamaño o forma complicada de la pieza a verificar no se pueda recurrir a otros
métodos de medición.
Figura 3.12 - Proyector de perfiles
La proyección de perfiles es un método de medida óptico que consiste en la proyección total o parcial y
aumentada de la pieza sobre una pantalla.
Para la medida del paso de una rosca con la ayuda del proyector de perfiles se hacen dos apuntados
consecutivos sobre dos flancos que estén separados un número entero de veces.
Medida de roscas con el método de las tres varillas:
Para la realización de este método, es preciso disponer de tres varillas de acero, cilíndricas y de diámetro
conocido y de un micrómetro.
Se colocan las varillas ajustándolas a las bocas del micrómetro, tal y como indican las siguientes dos figuras:
Condensador
Mesa
portaobjetos
Pantalla de
proyección

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
89 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 3.13 – Medida de roscas con el método de las tres varillas
Y se obtiene el valor del diámetro medio aplicando la siguiente ecuación (se realiza la simplificación al caso
rosca métrica (α=60º)):
dm es el diámetro medio
M es la lectura del micrómetro tomada sobre las varillas
P es el paso de la rosca
OBJETIVOS
1. Realizar la selección de los medios de medición adecuados para realizar la medición de los diferentes
parámetros de una rosca exterior.
2. Conocer y utilizar las tablas de las normas para la obtención de las dimensiones de los diámetros
normalizados para una rosca métrica.
3. Identificar toda la información contenida en la designación convencional de la pieza roscada medida.
DESCRIPCIÓN DE LA PRÁCTICA
Para la realización de los ejercicios planteados, se disponen diferentes superficies roscadas. En todos los
casos el alumno deberá identificar la pieza sobre la hace la medida, según la indicación grabada que presente
la misma.
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Al medir deberá tenerse especial cuidado en la correcta fijación de la pieza al efectuar la medida (mesa,
soporte, etc.) así como en la ubicación de las superficies de medida de los instrumentos sobre la
superficie de la pieza. Al emplear el proyector de perfiles, se deberá seleccionar adecuadamente el
método de proyección a emplear, así como los aumentos adecuados.
m m
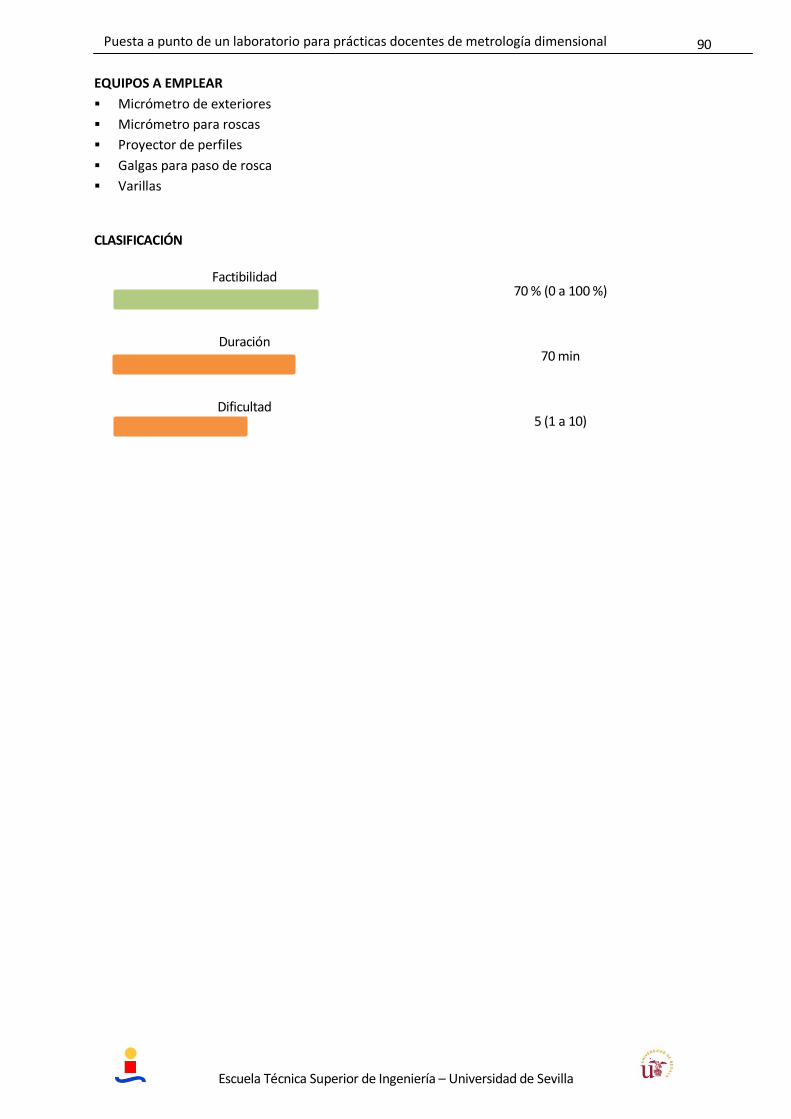
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
90 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
EQUIPOS A EMPLEAR
Micrómetro de exteriores
Micrómetro para roscas
Proyector de perfiles
Galgas para paso de rosca
Varillas
CLASIFICACIÓN
Factibilidad
70 % (0 a 100 %)
Duración
70 min
Dificultad
5 (1 a 10)
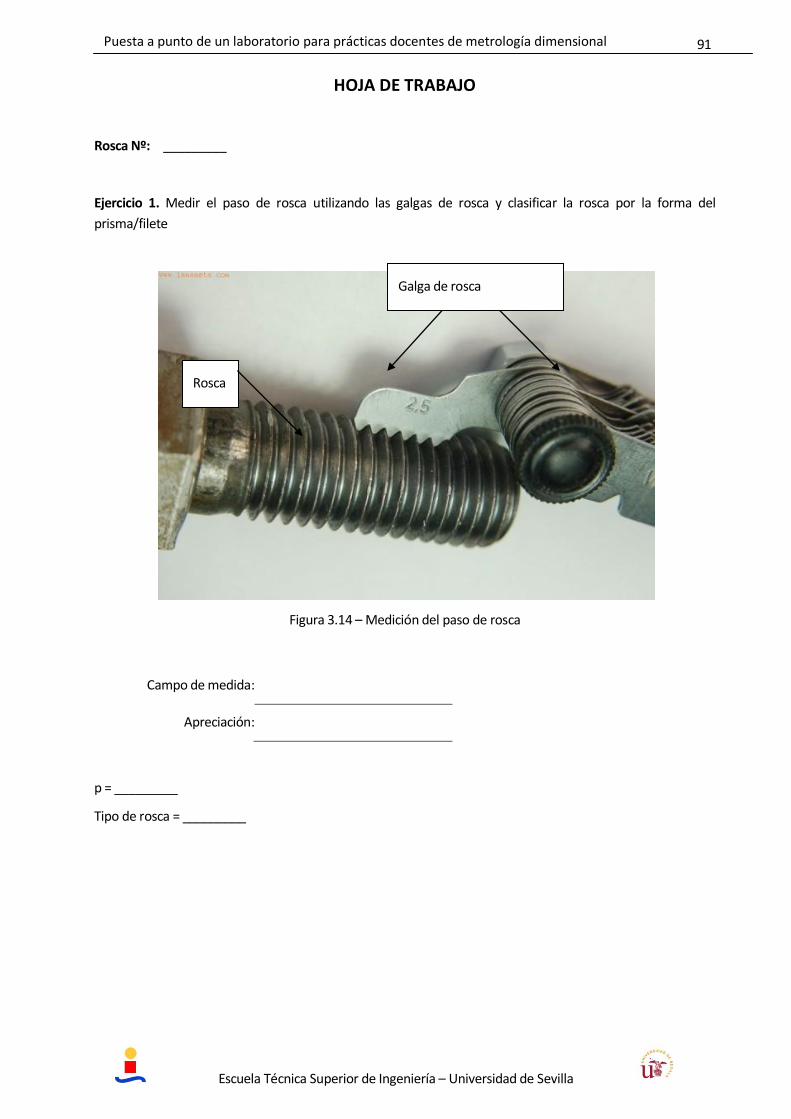
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
91 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Rosca Nº: _________
Ejercicio 1. Medir el paso de rosca utilizando las galgas de rosca y clasificar la rosca por la forma del
prisma/filete
Figura 3.14 – Medición del paso de rosca
Campo de medida:
Apreciación:
p = _________
Tipo de rosca = _________
Galga de rosca
Rosca
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
92 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 2. Medir el diámetro medio e interior y el ángulo de rosca empleando micrómetros para roscas
Campo de medida:
Apreciación:
dm = __________mm dint = __________mm
= ________
Ejercicio 3. Medir el ángulo y el paso de la rosca utilizando el proyector de perfiles
Apreciación:
= ________
p = ________
Ejercicio 4. Determinar el diámetro medio de la rosca por el método de las tres varillas
Campo de medida:
Apreciación:
dc = __________mm
dm = __________mm
Ejercicio 5. Escriba la designación convencional de su rosca, haciendo uso de las normas
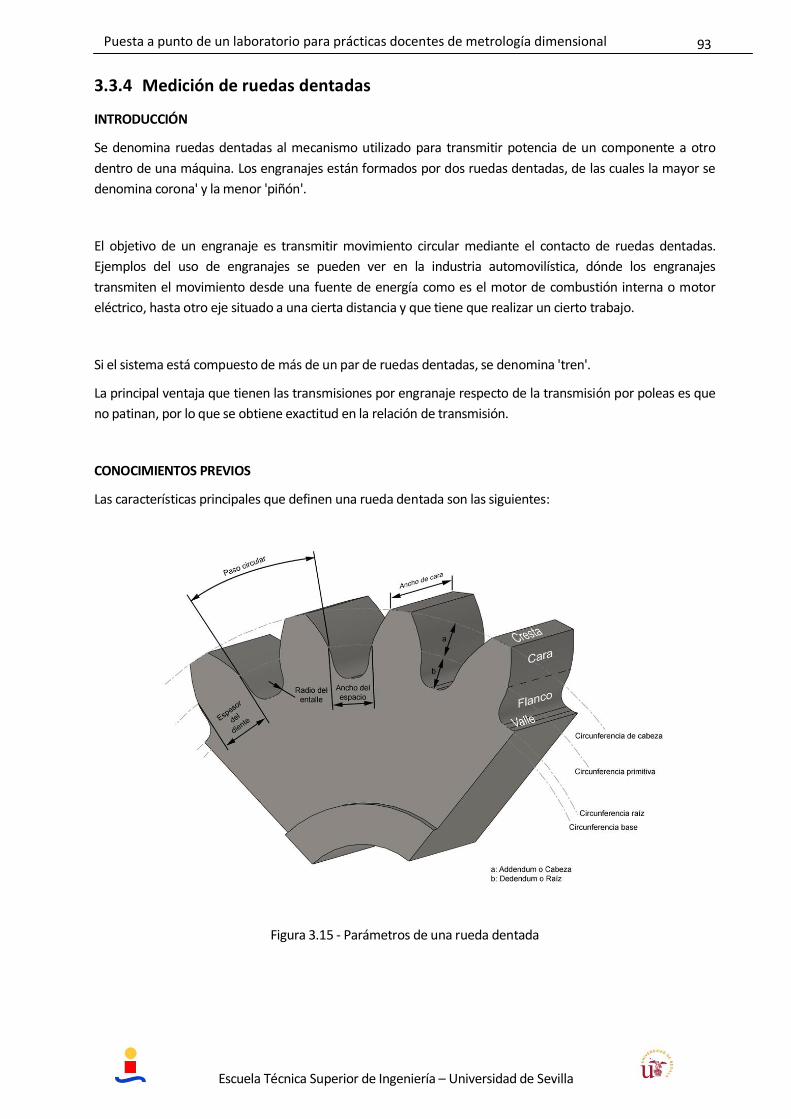
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
93 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.4 Medición de ruedas dentadas
INTRODUCCIÓN
Se denomina ruedas dentadas al mecanismo utilizado para transmitir potencia de un componente a otro
dentro de una máquina. Los engranajes están formados por dos ruedas dentadas, de las cuales la mayor se
denomina corona' y la menor 'piñón'.
El objetivo de un engranaje es transmitir movimiento circular mediante el contacto de ruedas dentadas.
Ejemplos del uso de engranajes se pueden ver en la industria automovilística, dónde los engranajes
transmiten el movimiento desde una fuente de energía como es el motor de combustión interna o motor
eléctrico, hasta otro eje situado a una cierta distancia y que tiene que realizar un cierto trabajo.
Si el sistema está compuesto de más de un par de ruedas dentadas, se denomina 'tren'.
La principal ventaja que tienen las transmisiones por engranaje respecto de la transmisión por poleas es que
no patinan, por lo que se obtiene exactitud en la relación de transmisión.
CONOCIMIENTOS PREVIOS
Las características principales que definen una rueda dentada son las siguientes:
Figura 3.15 - Parámetros de una rueda dentada

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
94 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Módulo (M): relación entre la medida del diámetro primitivo y el número de dientes.
Diente de un engranaje: son los que realizan el esfuerzo de empuje y transmiten la potencia desde los
ejes motrices a los ejes receptores del movimiento.
Circunferencia primitiva: es la circunferencia a lo largo de la cual engranan los dientes.
Diámetro de cabeza (dc): es el diámetro de la circunferencia que delimita la cabeza del diente o
addendum.
Diámetro de raíz (dr): diámetro de la circunferencia que delimita el pie del diente o dedendum.
Altura del diente (h): es la suma de la altura de la cabeza (addendum), más la altura del pie (dedendum).
Paso circular (Pc): es la longitud de la circunferencia entre un diente y un vano consecutivos.
Número de dientes (Z): cantidad de dientes que posee el engranaje.
Ángulo de presión ( ): el que forma la línea de acción con la tangente a la circunferencia de paso.
Flanco: es la cara interior del diente en su zona de rozamiento.
Clasificación de los engranajes:
Por la forma del engranaje: cilíndricos y cónicos.
Por la posición de sus dientes: interiores y exteriores.
Por la forma de sus dientes: rectos y helicoidales.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
95 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Figura 3.16 - Antigua grúa de engranajes en el puerto de Sevilla
OBJETIVOS
1. Realizar la selección de los medios de medición adecuados para realizar la medición de los diferentes
parámetros de una rueda dentada.
2. Identificar los distintos parámetros que definen una rueda dentada y diferenciar los distintos tipos de
ruedas dentadas existentes en el mercado.
3. Analizar los resultados obtenidos y comprobar la interconexión entre los distintos parámetros que
definen una rueda dentada.
DESCRIPCIÓN DE LA PRÁCTICA
Para la realización de los ejercicios planteados, existen diferentes ruedas dentadas, con distintos parámetros
de definición. En todos los casos el alumno deberá identificar la pieza sobre la hace la medida, según la
indicación grabada que presente la misma.
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Al medir deberá tenerse especial cuidado en la correcta fijación de la pieza al efectuar la medida (mesa,
soporte, etc.) así como en la ubicación de las superficies de medida de los instrumentos sobre la
superficie de la pieza.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
96 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
EQUIPOS A EMPLEAR
Micrómetro de exteriores
Pie de rey
Cilindros calibrados
Proyector de perfiles
Comparador
CLASIFICACIÓN
Factibilidad
70 % (0 a 100 %)
Duración
70 min
Dificultad
5 (1 a 10)
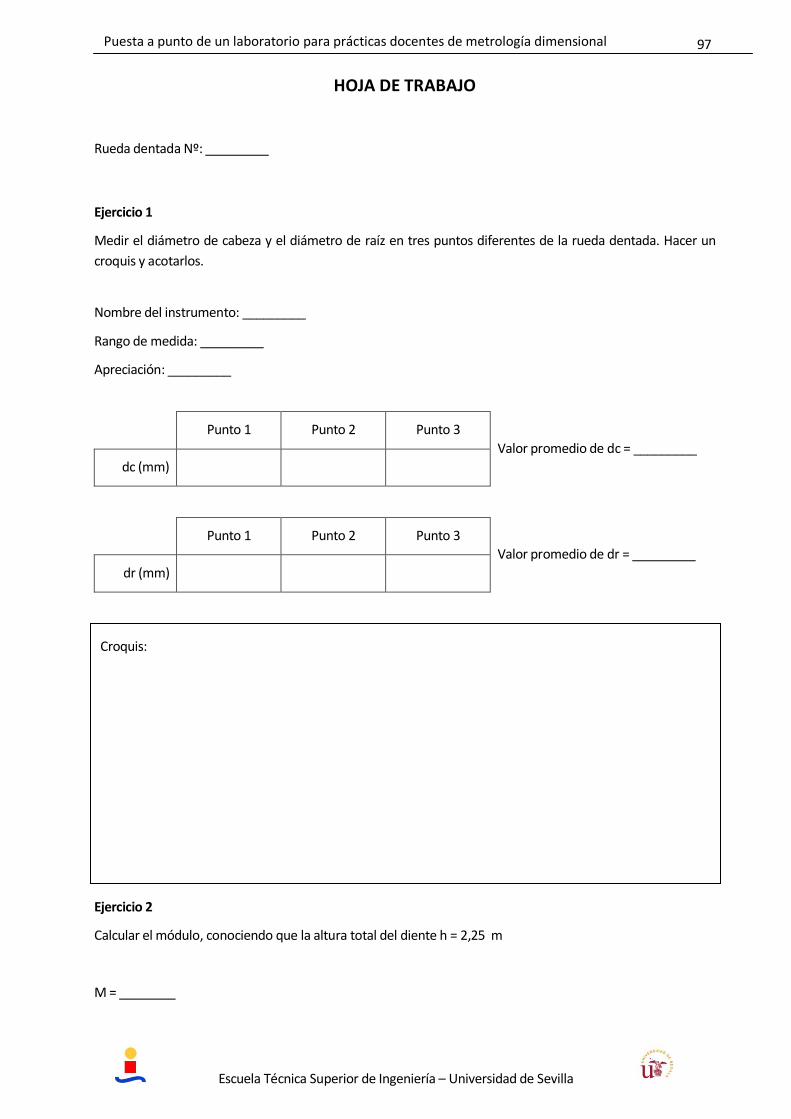
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
97 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Rueda dentada Nº: _________
Ejercicio 1
Medir el diámetro de cabeza y el diámetro de raíz en tres puntos diferentes de la rueda dentada. Hacer un
croquis y acotarlos.
Nombre del instrumento: _________
Rango de medida: _________
Apreciación: _________
Punto 1 Punto 2 Punto 3
Valor promedio de dc = _________
dc (mm)
Punto 1 Punto 2 Punto 3
Valor promedio de dr = _________
dr (mm)
Ejercicio 2
Calcular el módulo, conociendo que la altura total del diente h = 2,25 m
M = ________
Croquis:

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
98 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 3
Calcular los siguientes parámetros de la rueda dentada realizando la medición de los mismos en 3 puntos
distintos:
Nombre del instrumento: _________
Rango de medida: _________
Apreciación: _________
Punto 1 Punto 2 Punto 3
Valor promedio de Dp = _________
Dp (mm)
Punto 1 Punto 2 Punto 3
Valor promedio de dc = _________
dc (mm)
Punto 1 Punto 2 Punto 3
Valor promedio de dr = _________
dr (mm)
Punto 1 Punto 2 Punto 3
Valor promedio de M = _________
M(mm)
Punto 1 Punto 2 Punto 3
Valor promedio de Pc = _________
Pc(mm)
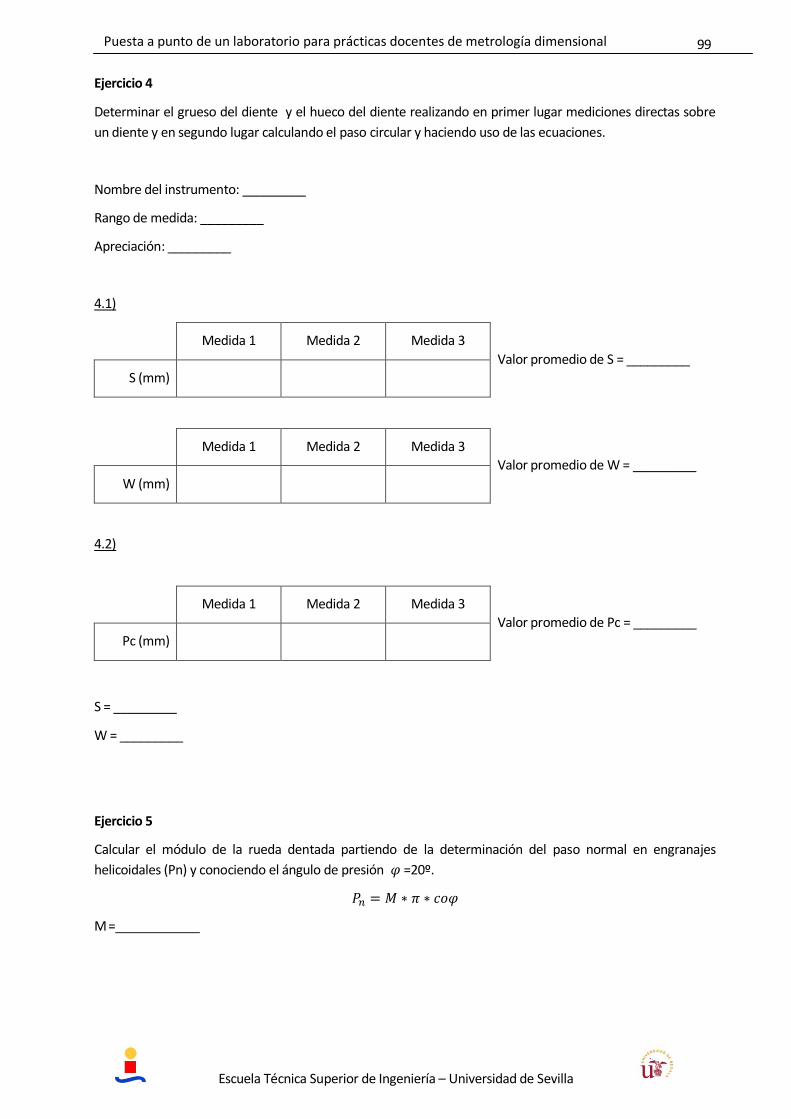
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
99 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 4
Determinar el grueso del diente y el hueco del diente realizando en primer lugar mediciones directas sobre
un diente y en segundo lugar calculando el paso circular y haciendo uso de las ecuaciones.
Nombre del instrumento: _________
Rango de medida: _________
Apreciación: _________
4.1)
Medida 1 Medida 2 Medida 3
Valor promedio de S = _________
S (mm)
Medida 1 Medida 2 Medida 3
Valor promedio de W = _________
W (mm)
4.2)
Medida 1 Medida 2 Medida 3
Valor promedio de Pc = _________
Pc (mm)
S = _________
W = _________
Ejercicio 5
Calcular el módulo de la rueda dentada partiendo de la determinación del paso normal en engranajes
helicoidales (Pn) y conociendo el ángulo de presión =20º.
M =____________

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
100 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 6
Verificar el error de la oscilación circular (radial) del dentado para cinco puntos utilizando cilindros calibrados,
colocados en el espacio entre dientes de la rueda. Ajustar el instrumento en cero sobre el diámetro máximo
del cilindro. La rueda se montará en un mandril y se colocará entre puntos en un soporte para tal fin.
Módulo del cilindro = __________
Nombre del instrumento:
Rango de medida:
Apreciación:
Figura 3.17 – Radio de cabeza y radio de raíz de una rueda dentada
1 2 3 4 5
Desviaciones
Error de Pulsación radial del dentado: Frr = Desv.máx - Desv.mín.
Fr.= PULSACIÓN RADIAL DEL DENTADO. r = ERROR
NOTA: La lectura se tiene que realizar en el punto donde la aguja invierte el movimiento.
∆ de la Pulsación radial =

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
101 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.5 Medición de rugosidad superficial
INTRODUCCIÓN
El exterior de una pieza manufacturada es una superficie cuya topografía es todo menos recta y tersa. En la
sección transversal magnificada, la superficie tiene rugosidad, ondulaciones y defectos. Poseen un patrón o
dirección que resulta del proceso mecánico que la produjo. Todos estos rasgos geométricos quedan incluidos
en el término textura de la superficie.
Figura 3.18 – Textura de la superficie
La textura de la superficie consiste en las desviaciones repetitivas o aleatorias de la superficie nominal de un
objeto; la definen cuatro características: rugosidad, ondulación, orientación y defectos o fallas. La rugosidad,
que es el objeto de esta práctica, se refiere a las desviaciones pequeñas, espaciadas finamente, de la
superficie nominal y que están determinadas por las características del material y el proceso que formó la
superficie.
OBJETIVOS
1. Realizar la medición de la rugosidad superficial de diferentes piezas, manufacturas con distintas
condiciones de avance y corte, empleando un rugosímetro de palpador.
2. Familiarizarse con el uso de instrumentos específicos para la medición de determinadas propiedades.
3. Entender el significado de diferentes parámetros de rugosidad superficial, utilizados habitualmente en la
práctica.
4. Comprobar la importancia del acabado a la hora de conformar una pieza.
CONOCIMIENTOS PREVIOS
De acuerdo a la normativa UNE 82301:1986 se define los siguientes parámetros para la determinación de las
especificaciones de la rugosidad superficial:
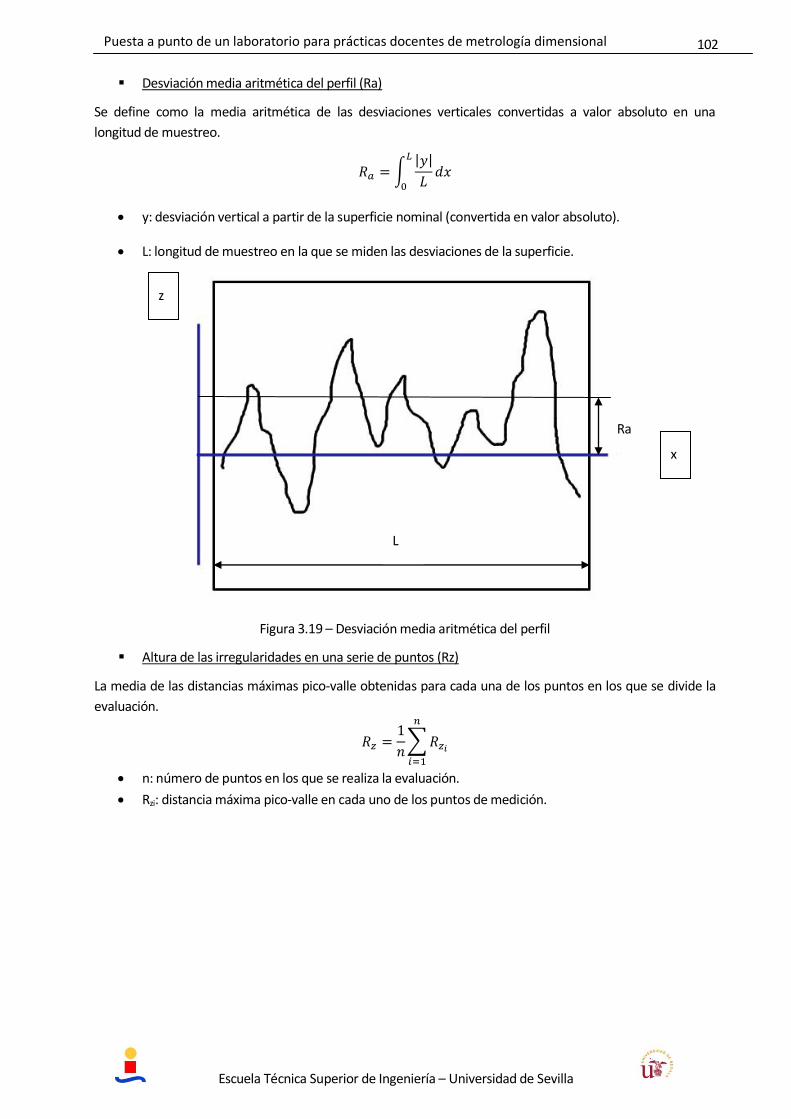
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
102 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Desviación media aritmética del perfil (Ra)
Se define como la media aritmética de las desviaciones verticales convertidas a valor absoluto en una
longitud de muestreo.
y: desviación vertical a partir de la superficie nominal (convertida en valor absoluto).
L: longitud de muestreo en la que se miden las desviaciones de la superficie.
Figura 3.19 – Desviación media aritmética del perfil
Altura de las irregularidades en una serie de puntos (Rz)
La media de las distancias máximas pico-valle obtenidas para cada una de los puntos en los que se divide la
evaluación.
n: número de puntos en los que se realiza la evaluación.
Rzi: distancia máxima pico-valle en cada uno de los puntos de medición.
Ra
x
z
L
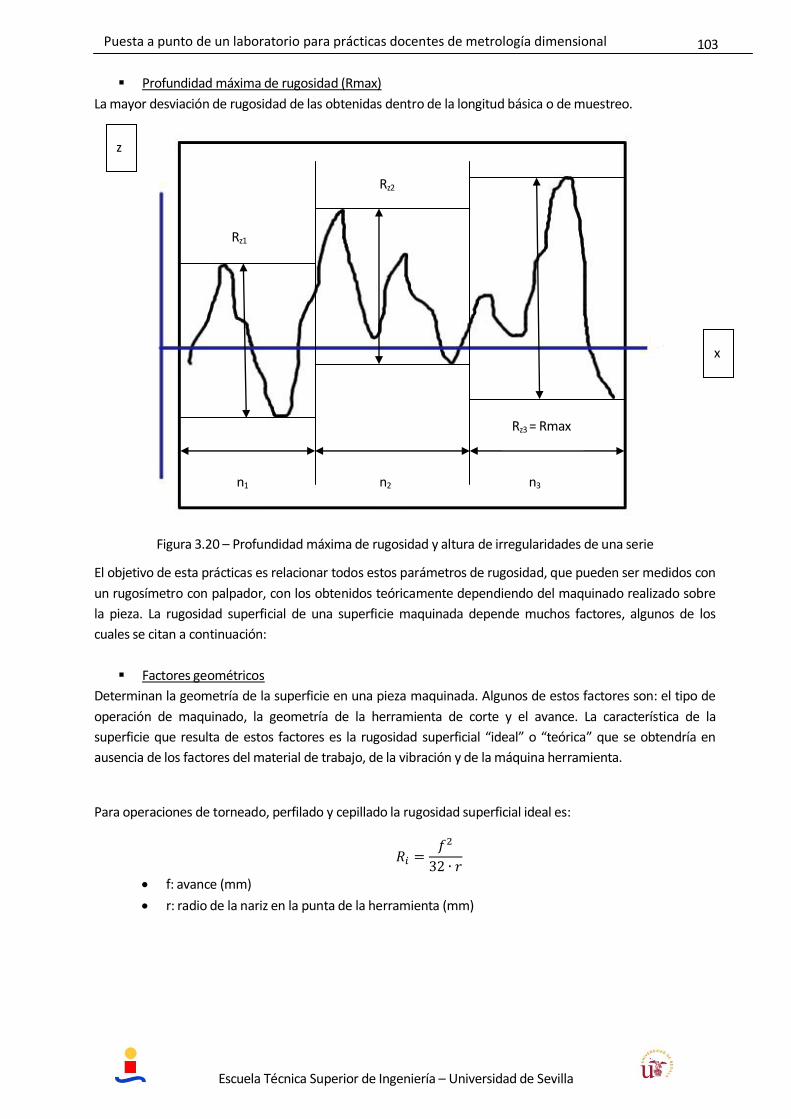
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
103 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Profundidad máxima de rugosidad (Rmax)
La mayor desviación de rugosidad de las obtenidas dentro de la longitud básica o de muestreo.
Figura 3.20 – Profundidad máxima de rugosidad y altura de irregularidades de una serie
El objetivo de esta prácticas es relacionar todos estos parámetros de rugosidad, que pueden ser medidos con
un rugosímetro con palpador, con los obtenidos teóricamente dependiendo del maquinado realizado sobre
la pieza. La rugosidad superficial de una superficie maquinada depende muchos factores, algunos de los
cuales se citan a continuación:
Factores geométricos
Determinan la geometría de la superficie en una pieza maquinada. Algunos de estos factores son: el tipo de
operación de maquinado, la geometría de la herramienta de corte y el avance. La característica de la
superficie que resulta de estos factores es la rugosidad superficial “ideal” o “teórica” que se obtendría en
ausencia de los factores del material de trabajo, de la vibración y de la máquina herramienta.
Para operaciones de torneado, perfilado y cepillado la rugosidad superficial ideal es:
f: avance (mm)
r: radio de la nariz en la punta de la herramienta (mm)
x
z
n1 n2 n3
Rz1
Rz2
Rz3 = Rmax

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
104 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Para operaciones de fresado la rugosidad superficial ideal es:
f: carga de viruta (mm/diente)
nt: número de dientes
D: diámetro de la fresadora (mm)
Factores del material de trabajo
En la mayoría de las operaciones de maquinado, no es posible alcanzar el acabado ideal de la superficie,
debido a los factores que se relacionan con el material de trabajo y a su interacción con la herramienta.
Algunos de los factores del material de trabajo que afectan el acabado son: efectos de recrecimiento del filo,
daño a la superficie causado por la viruta acumulada, desgarramiento de la superficie de trabajo durante la
formación de viruta, grietas en la superficie causadas por la formación discontinua de viruta,…
Estos factores hacen necesaria la definición de un nuevo valor de rugosidad, denominado rugosidad “real”,
que relaciona a la rugosidad “ideal” con la “real” por medio de un factor entre ambas.
Figura 3.21 – Relación entre la rugosidad “ideal” y “real”
Factores de vibración y de la máquina herramienta
La vibración que se produce en la operación de una máquina puede producir ondulaciones pronunciadas en
la superficie de trabajo. Los pasos posibles para reducir o eliminar la vibración pueden ser: añadir rigidez o
amortiguación a la instalación, operar a velocidades que no causen fuerzas cíclicas, reducir los avances,…

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
105 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
DESCRIPCIÓN DE LA PRÁCTICA
En la práctica el alumno dispondrá de 12 piezas, 6 de ellas de aluminio y las otras 6 de acero. Asimismo
dentro de las 6 piezas se diferencian entre 3 fabricadas por torneado y 3 fabricadas por fresado.
Las siguientes figuras muestran las dimensiones de las piezas.
Figura 3.22 – Dimensiones pieza torneado
Figura 3.23 – Dimensiones pieza fresado
Para una mejor compresión y una visión global de las piezas con las que se va a realizar la práctica, a
continuación se presenta una tabla resumen:
Nº de probeta
Material Proceso Herramienta
Avance Velocidad de corte Diámetro Nº de filos Radio de la punta
1
Acero
Torneado
1
2 1
3 1
4
Fresado
5
6
1
Aluminio
Torneado
1
2 1
3 1
4
Fresado
5
6
Tabla 12 – Resumen de las características de las probetas

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
106 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Deberá tenerse especial cuidado en la correcta ubicación de las superficies de medida de los
instrumentos sobre la superficie medida en la pieza.
Figura 3.24 – Medición mediante rugosímetro
EQUIPOS A EMPLEAR
Rugosímetro con palpador móvil
CLASIFICACIÓN
Factibilidad
50 % (0 a 100 %)
Duración
120 min
Dificultad
7 (1 a 10)
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
107 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Ejercicio 1
Se realizarán 2 mediciones sobre la superficie de medición con el palpador, sobre cada una de las 12 piezas.
Anotar los valores de Ra obtenidos con el rugosímetro y comparar los mismos con los obtenidos
teóricamente dependiendo del maquinado.
.
Nº de probeta
Material Proceso Ra (teórico) Ra (experimental)
1
Acero
Torneado
2
3
4
Fresado
5
6
Superficie a medir
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
108 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Nº de probeta
Material Proceso Ra (teórico) Ra (experimental)
1
Aluminio
Torneado
2
3
4
Fresado
5
6
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
109 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Relacionar en las siguientes gráficas los valores teóricos con los experimentales:
Ru
gosi
dad
su
pe
rfic
ial R
a [
m]
Avance f [mm]
Acero - Torneado
Teóricos
Experimentales
Ru
gosi
dad
su
per
fici
al R
a [
m]
Avance f [mm]
Acero - Fresado
Teóricos
Experimentales

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
110 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ru
gosi
dad
su
pe
rfic
ial R
a [
m]
Avance f [mm]
Aluminio - Torneado
Teóricos
Experimentales
Ru
gosi
dad
su
pe
rfic
ial R
a [
m]
Avance f [mm]
Aluminio - Fresado
Teóricos
Experimentales
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
111 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 2
Numerosos estudios demuestran diversas relaciones que se mantienen entre los valores de Ra, Rz y Rmax.
Medir estos tres valores y comprobar que se cumplen las siguientes relaciones:
Rz/Ra = 4 Rmax = 8 Ra
Nº de probeta
Material Proceso Parámetros Relaciones
Ra Rz Rmax Rz/Ra Rmax/Ra
1
Acero
Torneado
2
3
4
Fresado
5
6
1
Aluminio
Torneado
2
3
4
Fresado
5
6
Ejercicio 3
Con los resultados obtenidos anteriormente, analizar y justificar qué material y proceso de mecanizado
produce los mejores acabados superficiales.
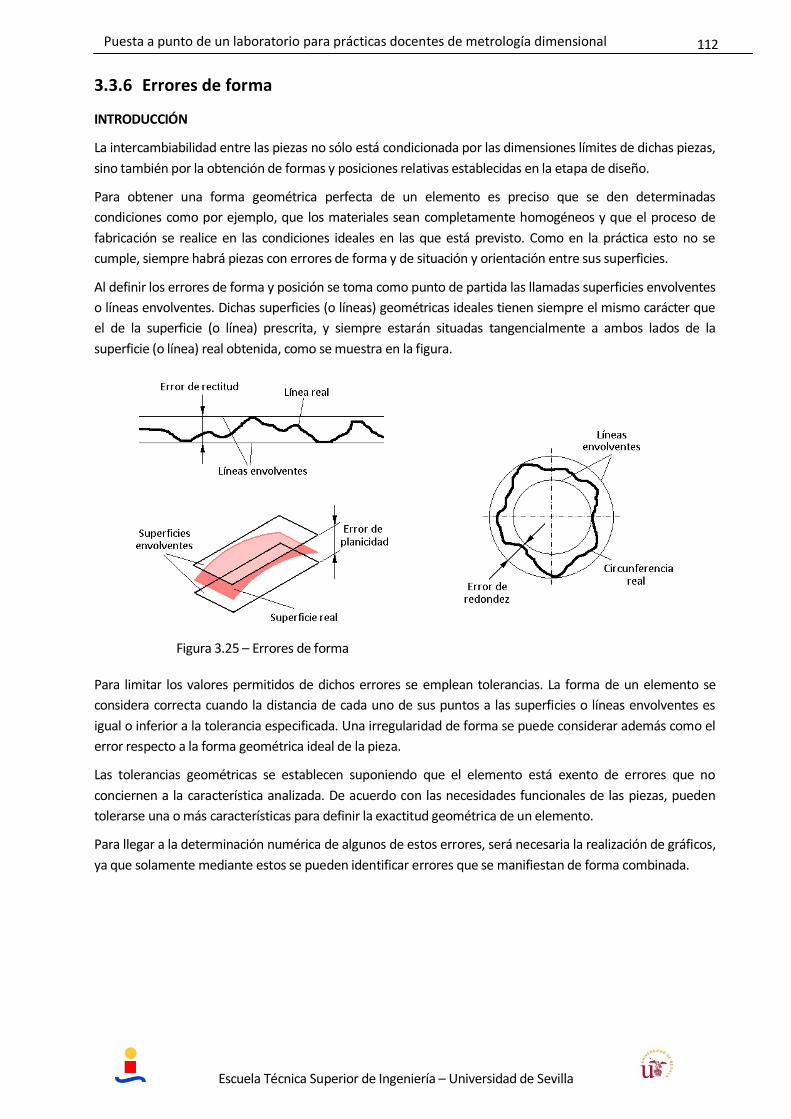
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
112 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.6 Errores de forma
INTRODUCCIÓN
La intercambiabilidad entre las piezas no sólo está condicionada por las dimensiones límites de dichas piezas,
sino también por la obtención de formas y posiciones relativas establecidas en la etapa de diseño.
Para obtener una forma geométrica perfecta de un elemento es preciso que se den determinadas
condiciones como por ejemplo, que los materiales sean completamente homogéneos y que el proceso de
fabricación se realice en las condiciones ideales en las que está previsto. Como en la práctica esto no se
cumple, siempre habrá piezas con errores de forma y de situación y orientación entre sus superficies.
Al definir los errores de forma y posición se toma como punto de partida las llamadas superficies envolventes
o líneas envolventes. Dichas superficies (o líneas) geométricas ideales tienen siempre el mismo carácter que
el de la superficie (o línea) prescrita, y siempre estarán situadas tangencialmente a ambos lados de la
superficie (o línea) real obtenida, como se muestra en la figura.
Figura 3.25 – Errores de forma
Para limitar los valores permitidos de dichos errores se emplean tolerancias. La forma de un elemento se
considera correcta cuando la distancia de cada uno de sus puntos a las superficies o líneas envolventes es
igual o inferior a la tolerancia especificada. Una irregularidad de forma se puede considerar además como el
error respecto a la forma geométrica ideal de la pieza.
Las tolerancias geométricas se establecen suponiendo que el elemento está exento de errores que no
conciernen a la característica analizada. De acuerdo con las necesidades funcionales de las piezas, pueden
tolerarse una o más características para definir la exactitud geométrica de un elemento.
Para llegar a la determinación numérica de algunos de estos errores, será necesaria la realización de gráficos,
ya que solamente mediante estos se pueden identificar errores que se manifiestan de forma combinada.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
113 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
OBJETIVOS
1. Identificar cada una de las tolerancias geométricas de forma que se indican en un plano de pieza.
2. Familiarizarse con el empleo de instrumentos de medida en la medición indirecta de los errores de
forma indicados.
3. Comparar los valores de errores medidos con las tolerancias especificadas en el plano de la pieza.
4. Realizar la clasificación de la pieza en “aceptable” o “no aceptable” partiendo del resultado de las
mediciones realizadas.
5. Determinar si la pieza clasificada como “no aceptable” puede o no ser “recuperable”.
DESCRIPCIÓN DE LA PRÁCTICA
En la práctica se trabaja con una pieza tipo eje escalonado. En cada una de ellas aparece grabado un número
de identificación que deberá constar en la hoja de trabajo del alumno. En un croquis general de la pieza
(figura 1), aparecen indicadas las cuatro superficies de trabajo que corresponden a los cuatro escalones que
tiene el eje. Además se indican las tolerancias de forma que deberán ser determinadas o comprobadas por el
alumno, según se especifique en cada uno de los ejercicios propuestos.
En el caso de la tolerancia de rectitud, dicha tolerancia no aparece indicada y deberá ser determinada por el
alumno según el criterio práctico que se indica en la tabla 1. Para ello considere que la pieza tiene nivel de
precisión geométrica relativa normal, excepto para el escalón 1 que es elevada.
Tabla.1 Criterio práctico para fijar las tolerancias de los errores de forma.
Nivel de precisión
geométrica relativa
Tolerancia de forma y posición en % TD Tolerancia de forma en % TD
Normal A 60 30
Elevada B 40 20
Alta C 25 12,5
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Al medir deberá tenerse especial cuidado en la correcta fijación de la pieza al efectuar la medida (mesa,
soporte, etc.) así como en la ubicación de las superficies de medida de los instrumentos sobre la
superficie de la pieza.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
114 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
EQUIPOS A EMPLEAR
Micrómetro de exteriores
Pie de rey
Reloj comparador y soporte
Soporte para piezas entre puntos
CLASIFICACIÓN
Factibilidad
70 % (0 a 100 %)
Duración
90 min
Dificultad
7 (1 a 10)

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
115 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Pieza nº: _________
Figura 3.26 - Pieza para la medición de los errores de forma
Ejercicio 1. Determinar el error de rectitud
Primeramente tendrá que asignar una tolerancia según la Tabla 1 conociendo que la tolerancia dimensional
es Td = 0,50 mm.
La pieza se monta entre puntos utilizando el dispositivo destinado a tal fin. Se coloca un reloj comparador
(seleccionado según el criterio práctico) ajustado a cero en un extremo de la superficie donde está indicada
dicha tolerancia. Luego se desplaza hasta el extremo contrario como se indica en la figura 2. Se han de tomar
las desviaciones observadas durante dicho desplazamiento para determinar la tolerancia de rectitud.
Campo de medida:
Apreciación:
Figura 3.27 – Determinación del error de rectitud
Desviación máxima = ___________
Desviación mínima = ___________
= Desv. máx – Desv. mín
= _____________
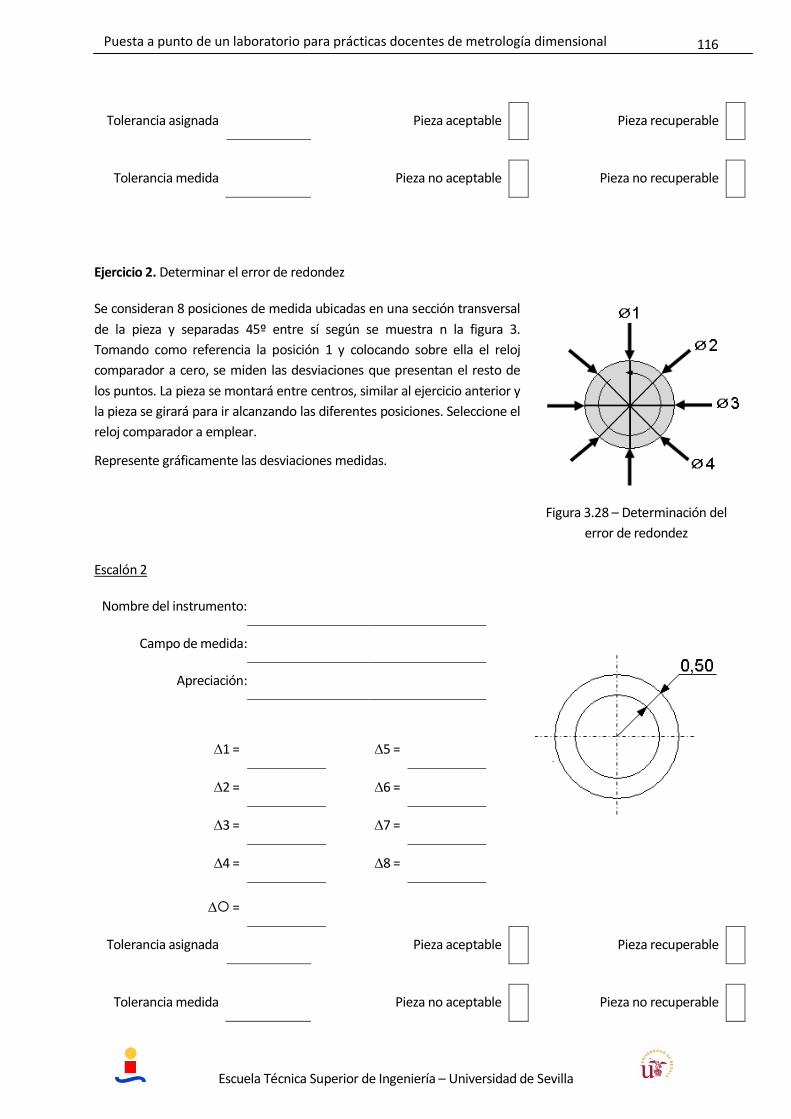
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
116 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Tolerancia asignada Pieza aceptable Pieza recuperable
Tolerancia medida Pieza no aceptable Pieza no recuperable
Ejercicio 2. Determinar el error de redondez
Se consideran 8 posiciones de medida ubicadas en una sección transversal
de la pieza y separadas 45º entre sí según se muestra n la figura 3.
Tomando como referencia la posición 1 y colocando sobre ella el reloj
comparador a cero, se miden las desviaciones que presentan el resto de
los puntos. La pieza se montará entre centros, similar al ejercicio anterior y
la pieza se girará para ir alcanzando las diferentes posiciones. Seleccione el
reloj comparador a emplear.
Represente gráficamente las desviaciones medidas.
Figura 3.28 – Determinación del
error de redondez
Escalón 2
Nombre del instrumento:
Campo de medida:
Apreciación:
1 = 5 =
2 = 6 =
3 = 7 =
4 = 8 =
=
Tolerancia asignada Pieza aceptable Pieza recuperable
Tolerancia medida Pieza no aceptable Pieza no recuperable
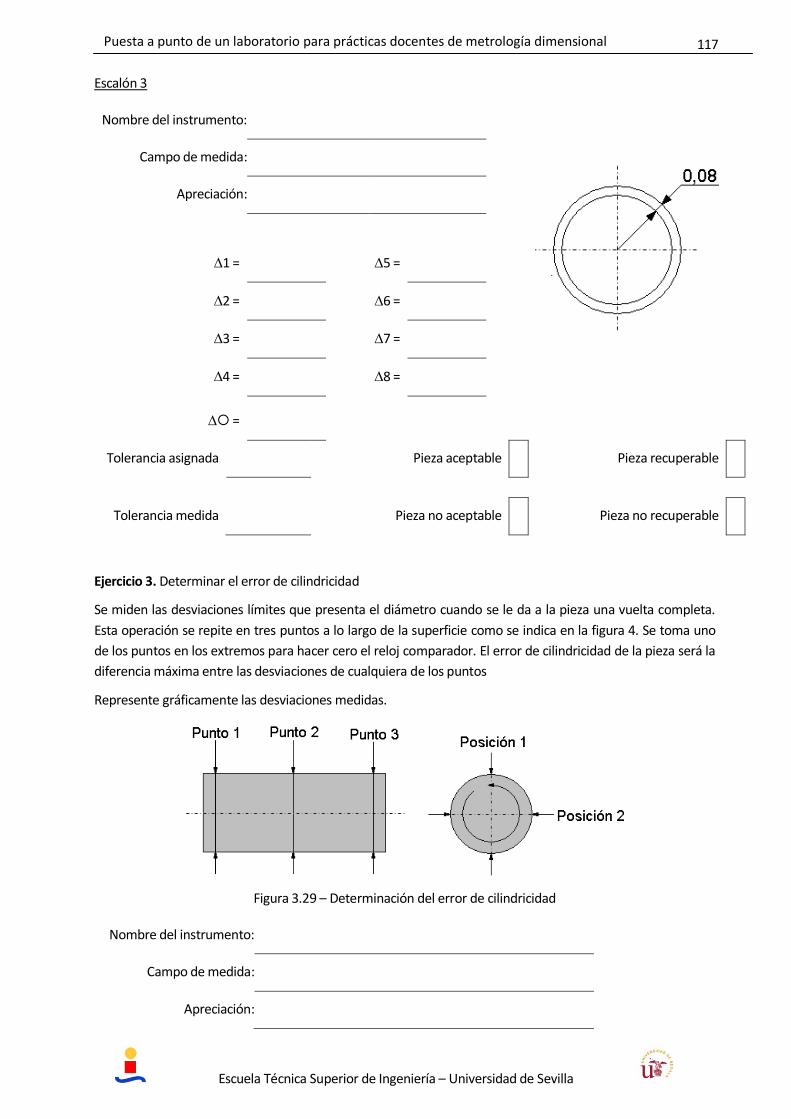
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
117 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Escalón 3
Nombre del instrumento:
Campo de medida:
Apreciación:
1 = 5 =
2 = 6 =
3 = 7 =
4 = 8 =
=
Tolerancia asignada Pieza aceptable Pieza recuperable
Tolerancia medida Pieza no aceptable Pieza no recuperable
Ejercicio 3. Determinar el error de cilindricidad
Se miden las desviaciones límites que presenta el diámetro cuando se le da a la pieza una vuelta completa.
Esta operación se repite en tres puntos a lo largo de la superficie como se indica en la figura 4. Se toma uno
de los puntos en los extremos para hacer cero el reloj comparador. El error de cilindricidad de la pieza será la
diferencia máxima entre las desviaciones de cualquiera de los puntos
Represente gráficamente las desviaciones medidas.
Figura 3.29 – Determinación del error de cilindricidad
Nombre del instrumento:
Campo de medida:
Apreciación:
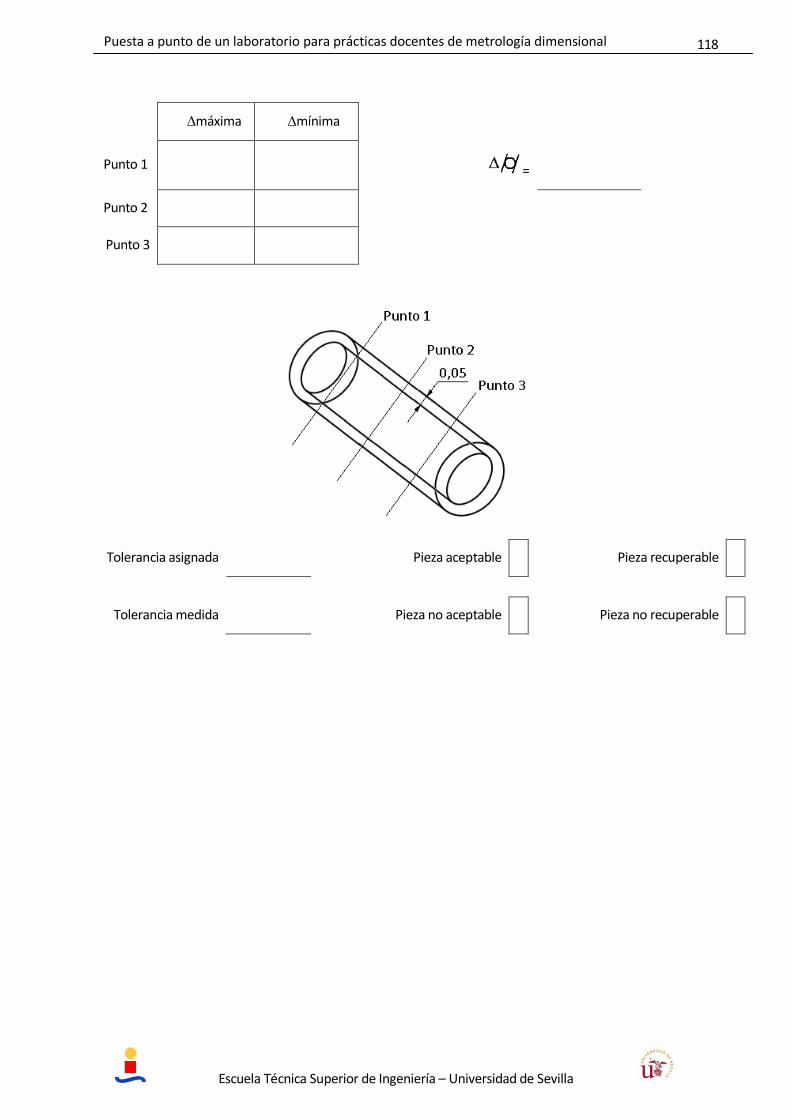
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
118 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
máxima mínima
Punto 1 =
Punto 2
Punto 3
Tolerancia asignada Pieza aceptable Pieza recuperable
Tolerancia medida Pieza no aceptable Pieza no recuperable
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
119 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.3.7 Errores de posición
OBJETIVOS
1. Identificar cada una de las tolerancias geométricas que se indican en un plano de pieza.
2. Seleccionar el medio de medición adecuado, de acuerdo al error a controlar sobre la superficie de la
pieza.
3. Comparar los valores de errores medidos con las tolerancias especificadas en el plano de la pieza.
4. Comprobar que los errores medidos cumplen con las tolerancias normalizadas o tabuladas para los
mismos.
5. Realizar la clasificación de la pieza en “aceptable” o “no aceptable” partiendo del resultado de las
mediciones realizadas.
6. Determinar si la pieza clasificada como “no aceptable” puede o no ser “recuperable”.
DESCRIPCIÓN DE LA PRÁCTICA
En la práctica se trabaja con una pieza tipo eje escalonado. En cada una de ellas aparece grabado un número
de identificación que deberá constar en la hoja de trabajo del alumno. En un croquis general de la pieza,
aparecen indicadas las cuatro superficies de trabajo que corresponden a los cuatro escalones que tiene el
eje. Además se indican las tolerancias que deberán ser determinadas o comprobadas por el alumno, según
se especifique en cada uno de los ejercicios propuestos.
Para el trabajo con las tablas, considere que la pieza tiene nivel de precisión geométrica relativa normal,
excepto para el escalón 3 que es alta.
Para realizar las mediciones de los errores de oscilación y coaxialidad se procede de la siguiente forma:
1. Se coloca la pieza entre puntoso centros.
2. Se coloca el palpador del indicador de esfera sobre un punto haciendo contacto con la superficie a medir.
3. Se busca el punto donde la aguja invierte el recorrido para determinar el diámetro máximo, moviendo
suavemente la pieza.
4. Girando la escala se hace coincidir el 0 con la aguja.
5. Se gira suavemente la pieza hasta darle una vuelta completa para determinar las desviaciones.
6. Se toman las desviaciones positivas o negativas en la escala del indicador de esfera partiendo del cero.
7. Se determina la magnitud del error restándole al valor máximo el mínimo.
En el caso de los errores de oscilaciones totales, se repite la misma operación sobre otros puntos de la misma
superficie de la pieza midiendo a todo lo largo.
El alumno deberá valorar antes de comenzar a medir, el estado del instrumento de medida, como puede ser
la limpieza de las superficies de medida, la existencia de daños externos, que no se aprecien correctamente
los trazos de la escala, que no se realice correctamente el ajuste a cero, etc. En caso de que esto ocurriese,
deberá constar en la hoja de trabajo de la práctica.
Al medir deberá tenerse especial cuidado en la correcta fijación de la pieza al efectuar la medida (mesa,
soporte, etc.) así como en la ubicación de las superficies de medida de los instrumentos sobre la
superficie de la pieza.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
120 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
EQUIPOS A EMPLEAR
Micrómetro de exteriores
Pie de rey
Reloj comparador y soporte
Soporte para piezas entre puntos
Mesa de senos
Microscopio Digital. MD = 0,000 5 mm
Microscopio Universal MD = 0,001 mm
Microscopio Herramental. MD = 0,005 mm
Proyector de Perfiles. MD = 0,005 mm
CLASIFICACIÓN
Factibilidad
70 % (0 a 100 %)
Duración
90 min
Dificultad
7 (1 a 10)
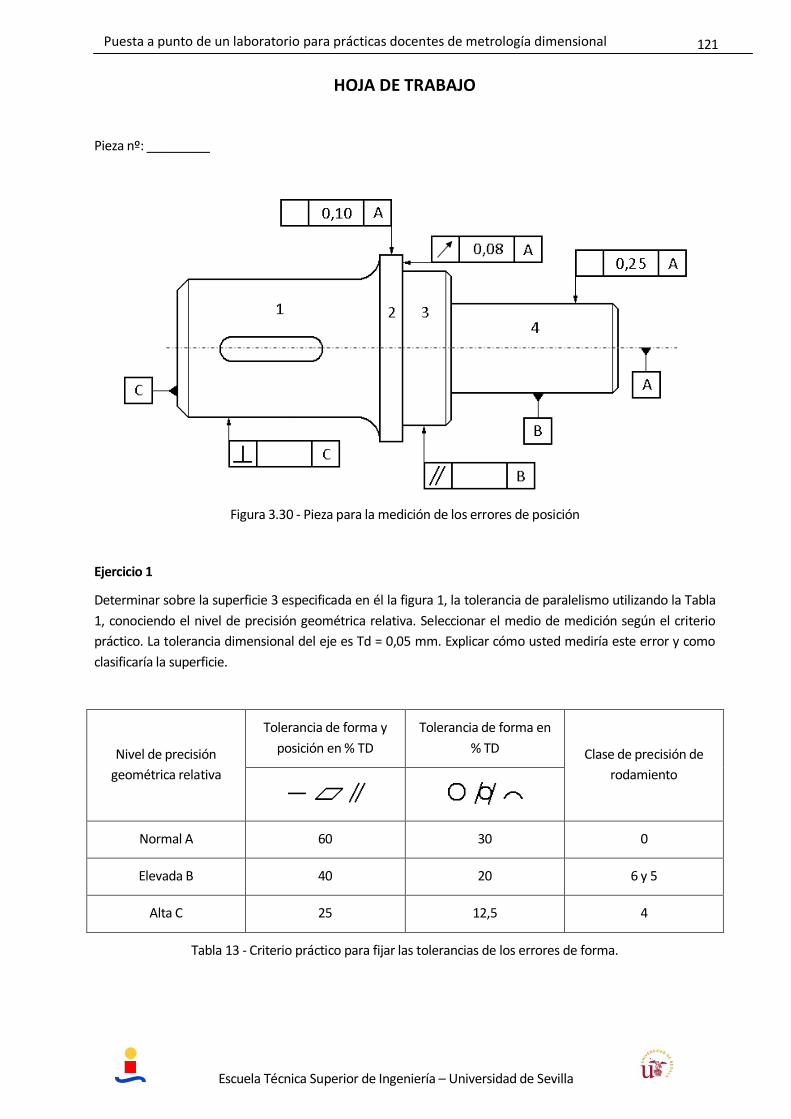
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
121 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
HOJA DE TRABAJO
Pieza nº: _________
Figura 3.30 - Pieza para la medición de los errores de posición
Ejercicio 1
Determinar sobre la superficie 3 especificada en él la figura 1, la tolerancia de paralelismo utilizando la Tabla
1, conociendo el nivel de precisión geométrica relativa. Seleccionar el medio de medición según el criterio
práctico. La tolerancia dimensional del eje es Td = 0,05 mm. Explicar cómo usted mediría este error y como
clasificaría la superficie.
Nivel de precisión
geométrica relativa
Tolerancia de forma y
posición en % TD
Tolerancia de forma en
% TD Clase de precisión de
rodamiento
Normal A 60 30 0
Elevada B 40 20 6 y 5
Alta C 25 12,5 4
Tabla 13 - Criterio práctico para fijar las tolerancias de los errores de forma.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
122 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 2
Utilizando la mesa de senos determinar el error de oscilación circular de la pieza, sobre las superficies que se
señalan en el croquis (escalón 2). Clasifique la superficie.
Oscilación circular (radial)
Nombre del instrumento:
Rango de medida:
Apreciación:
Desviación máxima = ___________ = Desv. máx. - Desv. mín.
Desviación mínima = ___________ = ____________
Oscilación circular (axial)
Nombre del instrumento:
Rango de medida:
Apreciación:
Desviación máxima = ___________ = Desv. máx. - Desv. mín.
Desviación mínima = ___________ = ____________
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
123 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Ejercicio 3
Determinar el error de coaxialidad de la pieza sobre la superficie que se señala en el croquis (escalón 4),
utilizando un reloj comparador. Clasifique la superficie en buena o mala.
Nombre del instrumento:
Rango de medida:
Apreciación:
Desviación máxima = ___________ = Desv. máx. - Desv. mín.
Desviación mínima = ___________ = ____________
Ejercicio 4
Determinar sobre la superficie especificada en el croquis (escalón 1) la tolerancia del error de
perpendicularidad señalado. Realizar la medición en el microscopio herramental o de taller, analizar los
resultados para clasificar la superficie en aceptable o no.
Nombre del instrumento:
Rango de medida:
Apreciación:
Lectura X1: ___________ Lectura Y1: ____________ Longitud: Y1- Y2 _________
Lectura X2: _________________ Lectura Y2: ____________ Error : X1- X2 __________
Ejercicio 5
¿Cómo usted clasificaría la pieza? ¿Por qué?
Tenga en cuenta que si la tolerancia dimensional de una superficie no garantiza la asignación de servicio de la
pieza, es necesario realizar el análisis de qué tolerancias de orientación, situación y oscilación son necesarias
controlar.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
124 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
3.4 Tareas del bloque temático 3
Las tareas de este bloque tienen que ver con la medida de otras magnitudes, para la cual no disponemos de
equipamiento propio. En el presente curso se han utilizado las instalaciones del Centro Andaluz de
Metrología (CAM).

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
125 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
4 CONCLUSIONES
El alumno dispondrá de un libro de tareas durante la asignatura Metrología Industrial que le acompañará
durante la realización de todas las prácticas propuestas en este proyecto. En este libro estarán reflejados
todos los datos, conclusiones y resultados obtenidos de las prácticas.
Con la realización de las prácticas propuestas el alumno a final de curso habrá conseguido afrontar y superar
los siguientes retos:
Favorecer la comprensión de los conceptos teóricos tratados en clase.
Desarrollo de habilidades de comunicación, trabajo en grupo y cooperación.
Seleccionar el medio de medición de acuerdo al criterio práctico estudiado en clases.
Analizar el método de enfoque más adecuado a emplear en las máquinas de medición.
Identificar la vinculación entre empresas de ámbito industrial o servicios con la metrología.
Durante la realización de estas prácticas realizará un resumen de lecciones aprendidas, que aglutinen todo lo
que ha funcionado perfectamente y lo que es mejorable en el desarrollo de las prácticas. Por ello este
proyecto no termina aquí, es un proceso de mejora continua y que año tras año aportará conceptos nuevos y
mejorará los ya existentes, a medida que la asignatura Metrología Industrial y la implantación del Plan
Bolonia maduren en la Escuela Técnica Superior de Ingenieros de Sevilla.
Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
126 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
5 REFERENCIAS
5.1 Referencias a libros
- Luis Ruiz-Castillo Basala. 1976. Historia de la Ciencia de medir desde la antigüedad hasta el siglo
XVII. Sección de Publicaciones de la E.T.S.I.I, Universidad Politécnica de Madrid.
- 1999. Metrología. Práctica de la medida en la industria. AENOR.
- Lorenzo Sevilla Hurtado / María Jesús Martín Sánchez. 2005. Metrología dimensional. Servicio de
Publicaciones e Intercambio Científico de la Universidad de Málaga.
- María Moro Piñeiro. 2000. Metrología: introducción, conceptos e instrumentos. Universidad de
Oviedo.
- 1998. Metrología Dimensional. Normas fundamentales. AENOR.
- Tito Pfeifer. 2005. Production Metrology. Oldenbourg.
- Ángel María Sanchez Pérez. 1999. Fundamentos de metrología. Sección de Publicaciones de la
E.T.S.I.I, Universidad Politécnica de Madrid.
- Javier Carro de Vicente-Portela. 1978. Curso de metrología dimensional. Sección de Publicaciones
de la E.T.S.I.I, Universidad Politécnica de Madrid.
- Carmelo Javier Luis Pérez / Miguel José Ugalde Barbería / Ignacio Puertas Arbizu / Lucas Álvarez Vega
/ Francisco Javier Rípodas Agudo. 2001. Guiones de prácticas de Metrología Dimensional.
Universidad Pública de Navarra.
- María del Salvador González Raposo. 2003. Introducción a la metrología histórica. Universidade da
Coruña.
- Centro Español de Metrología. 1999. Pesas y medidas españolas antiguas. Patrones del siglo XIX
anteriores al sistema métrico. Ministerio de Fomento.
- Mikell P.Groover. 2007. Fundamento de manufactura moderna.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
127 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
5.2 Referencias a internet
- Centro Español de Metrología. www.cem.es
- Centro Andaluz de Metrología. www.cam.us.es/index.php
- Entidad Nacional de Acreditación. www.enac.es
- Wikipedia. www.wikipedia.es
- Mitutoyo Corporation www.mitutoyo.com
- Carl Zeiss www.zeiss.com
- Welmec www.welmec.org
- Jenoptik www.jenoptik.com
- National Physical Laboratory (NPL) www.npl.co.uk
- French metrology www.french-metrology.com
- EURAMET www.euramet.org
- E-medida www.e-medida.es
5.3 Referencias a publicaciones, artículos y PFCs
- Dr. Bruce Marsh and Dr. Mark Miller. 2004. Dimensional Metrology: A Perspective on Structure and
Lab Integration.
- Dr M.Hugg. 2006. The role of metrology.
- Germán Urrea Quiroga. 2013. Del aula a la realidad. la importancia de los laboratorios en la
formación del ingeniero.
- Francisco Javier Sánchez Martín. 2012. La metrología renacentista: análisis científico y lexicográfico.
- M.A. Selles. 2012. La importancia de los trabajos prácticos en ingeniería.
- Luisa Fernanda Castro Patiño. 2009. Rugosímetros: Herramientas Sencillas para Grandes
Resultados
- V. Rodriguez. 2011. Roughness measurement problems in tribological testing.
- Frost & Sullivan. 2013. Analysis of the Global Dimensional Metrology Market in the Aerospace
Industry.

Escuela Técnica Superior de Ingeniería – Universidad de Sevilla
128 Puesta a punto de un laboratorio para prácticas docentes de metrología dimensional
Departamento de Ingeniería Mecánica y de los Materiales
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2014