
RECUBRIMIENTOS ANTI-RAYADURA PARA LENTES OFTÁLMICAS
32
RECUBRIMIENTOS ANTI-RAYADURA PARA LENTES OFTÁLMICAS Trabajo Fin de Grado Facultad de Farmacia- Universidad de Sevilla Diego Bermúdez Domínguez Curso académico 2018-2019
Transcript of RECUBRIMIENTOS ANTI-RAYADURA PARA LENTES OFTÁLMICAS

RECUBRIMIENTOSANTI-RAYADURAPARALENTESOFTÁLMICAS
TrabajoFindeGrado
FacultaddeFarmacia-UniversidaddeSevilla
DiegoBermúdezDomínguez
Cursoacadémico2018-2019
UNIVERSIDADDESEVILLAFacultaddeFarmaciaTrabajoFindegradoDobleGradoenFarmaciayÓpticayOptometríaTítulodelTrabajoFindeGrado:
“Recubrimientosanti-rayaduraparalentesoftálmicas”DiegoBermúdezDomínguez
- Lugaryfechadepresentación:FacultaddeFarmacia(Sevilla).Juniode2019.
- Departamento:QuímicaInorgánicaTutora:MarcelaMartínezTejadaDepartamentodeQuímicaInorgánicaInstitutodeCienciadeMaterialesdeSevillaCotutor:VíctorLópezFloresDepartamentodeFísicadelaMateriaCondensadaInstitutodeCienciadeMaterialesdeSevillaRevisiónbibliográfica

Resumen
Losmaterialesorgánicoshanidosustituyendoalvidrioenlaslentesoftálmicaspor
susmejores propiedades (resistenciamecánica, peso…), sin embargo, suelen ser
materialesrelativamenteblandos,porloqueacumulanrápidamenterayadurasen
elusodiarionormalquereducenlavidaútildelalente.Parapaliaresteproblema,
se suelen recubrir demateriales inorgánicos duros y transparentes en formade
láminasdelgadasqueprotegenalmaterialorgánico.
En este trabajo de fin de grado se hará una revisión bibliográfica acerca de los
materialesymétodosdefabricaciónydecaracterizacióndeestosrecubrimientos
anti-rayadura,ademásdesusúltimastendencias.
Palabras clave: recubrimientosanti-rayadura, lentesoftálmicas,óxidodesilicio,
óxidodetitanio,óxidodecirconio.

Índice
1.Introducción.........................................................................................................................................5
2.Objetivos................................................................................................................................................8
2.1.Objetivoprincipal......................................................................................................................8
2.2.Objetivossecundarios.............................................................................................................8
3.Metodología..........................................................................................................................................9
4.Resultadosydiscusión..................................................................................................................10
4.1.Materialesutilizadosenlosrecubrimientosantirayadura...................................10
4.2.Métodosdedeposicióndelascapasantirayadura...................................................13
4.3.Propiedadesycaracterizacióndelosrecubrimientosanti-rayadura..............24
5.Conclusiones......................................................................................................................................29
6.Bibliografía.........................................................................................................................................30

5
1.Introducción
Enlasúltimasdécadas, laslentesorgánicashanidoreemplazandoalaslentesde
origen mineral en la industria oftálmica, debido a los grandes inconvenientes
mostradosporestasúltimas.
Las lentes minerales, también conocidas como lentes de vidrio, están formadas
principalmenteporvidriosdesilicatosódico-cálcico,conpequeñascantidadesde
óxidos de potasio (K2O), óxidos de boro (B2O3) u óxidos de arsénico (As2O3). A
estaslentesmineralestambiénselesdenominanvidriosCrownytienenuníndice
de refracción del orden de 1.523 (Navarro, 2006) y una baja dispersión (con
númerosdeAbbedealrededorde60).EltérminoCrownprocededelapalabradel
antiguo francés corone (“curvado”), según el proceso de fabricación utilizado
tradicionalmenteparaestetipodevidrio,mediantesopladoyposterioraplanado
enformadedisco.Estosvidriospresentanunagrandurezayresistenciaalrayado,
pero tienenunpesomuyelevadoysonmuy frágiles,por loquepuedenresultar
muypeligrososfrenteaunafractura,yaqueloscristalesprocedentesdelarotura
podríandañargravementeelgloboocular.Estoúltimohaprovocadoqueenpaíses
comoEstadosUnidossuusoseencuentretotalmenteprohibidoenniños.
El peso de las lentes se relaciona con el índice de refracción del material base.
Lentesmenospesadasydemenoresespesoresnecesitaríaníndicesderefracción
altos(1.6,1.7,1.8o1.9)encomparaciónporejemploconelíndicemáscomúnen
vidrios, que es de 1.523. En estas lentes se suelen añadir óxidos de metales
pesadosparadisminuirelespesoryaumentarel índicederefracción,peroéstos
aumentanelpesofinal(Vaimbergetcols.,2019).Estadificultadhaprovocadoque
laslentesmineraleshayanperdidoimportanciaconelpasodeltiempo,afavorde
laslentesdeorigenorgánico.
Elprimermaterialorgánicoutilizadoparaeldiseñode lentes fueelCR-39oalil-
diglicolcarbonato(ADC),descubiertoaprincipiosdelosaños40porquímicosde
la empresa PPG y que constituyó la primera alternativa al vidrio (Kamppeter,

6
2019).Estaresinapresentabamuchasventajas, lascualessiguenvigenteshoyen
día. El CR-39 es un polímero altamente reticulado, lo que le proporciona la
característica de material termoestable, posee un índice de refracción
relativamentebajoyunnúmerodeAbbebastantegrande loque le confiereuna
menordispersiónyunamayorcalidadvisual.AdemásprotegedelaradiaciónUVy
tiene una alta resistencia a los impactos,mayor que la del policarbonato. Tiene,
asimismo,unadensidadmuchomasbajaqueelvidrio,permitiendoquelaslentes
tenganunpesoun50%más ligeroque lasminerales.El índicederefraccióndel
CR-39esde1.498, loquelohaceidealparaametropíasmoderadas,peronoestá
especialmente indicadoenametropías altas, yaqueel grosorde la lentedebería
serdemasiadoalto(Navarro,2007).
Posterior al CR-39, aparecieron más polímeros orgánicos adecuados para la
fabricacióndelentesoftálmicas,comoelpolicarbonato,elTrivex,olosmateriales
orgánicosdeíndicemedio(1.6),medio-alto(1.67)yalto(1.7,1.74,1.76)(Navarro,
2007).
Elpolicarbonatoesotrodelosmaterialesmásusadoshoyendíaparaeldiseñode
lentes,juntoconelCR-39.Estematerialposeeunadurezaentremediayalta,gran
rigidez y una excelente resistencia al impacto (Navarro, 2007). Debido a su
composición química se caracteriza por una baja densidad (1.2 g/ml) y un alto
índicederefracción(1.586).Labajacristalinidaddeestepolímeroleproporciona
una elevada transparencia y esto lo hace adecuado para la fabricación de lentes
(Navarro, 2007). El policarbonato, usado en gafas de seguridad, es menos
quebradizo que el CR-39, pero también es menos resistente a los arañazos
(Samson,1996).
Sin embargo, tanto el CR-39 como el policarbonato tienen una desventaja en
común,ladesermuysensiblesfrentealosarañazosyrayaduras.Estohamotivado
el desarrollo y estudio de recubrimientos que protejan las lentes orgánicas,
confiriéndoles una mayor resistencia mecánica y características anti-rayadura.
Estos recubrimientos comenzaron siendo lacas endurecedoras con compuestos
híbridos orgánicos e inorgánicos, depositadas en forma de una capa fina

7
transparenteporambascarasdelalente.Enellaspequeñaspartículasdedistintos
óxidosseincrustanenunamatrizpolimérica,queseadhierealmaterialorgánico
delalenteporprocesosdeinmersión,centrifugaciónopormétodosdevacío(Caro
etal.,2011).
Hoyendíaelmétodomásutilizadopararecubrirlaslentesorgánicassueleserla
inmersión(tambiénllamadodip-coating).Enestecasolalentesesumergeenuna
suspensión de nanopartículas del material del recubrimiento a una velocidad
constante. Pasado un tiempo, la lente se extrae también a velocidad constante,
formándosefinalmentelacapatrasunprocesolentodecuradocontemperatura.
Elespesordelacapaendurecedoraresultantequedadeterminadoporlavelocidad
de inmersión y de extracción de la lente. En cuanto al curado (o secado) con
temperaturadelrecubrimiento,porlogeneralseintroducelalenteenunhornoa
una temperatura media, favoreciéndose la adhesión sólida entre la lente y el
recubrimiento.TambiénpuedensecarseporradiaciónUV (Samson,1996).Otros
métodos de recubrimiento para lentes orgánicas son deposición física en fase
vapor(PVD)yladeposiciónquímicaenfasevapor(CVD),quetambiénsonusados
a nivel industrial (Gómez-Aleixandre et al., 1991). Todos estos métodos se han
mejoradoa lo largode losañosparafavorecer laadhesiónderecubrimientoa la
lente, de modo que la película, bajo una presión, aunque tienda a romperse
internamente,lalentenopresentafracturay/orayadura(Samson,1996).Hoyen
díasesiguenbuscandonuevosrecubrimientosquepermitanmejoraraúnmás la
calidad de las lentes, para hacerlas cada vez más resistentes y duras
mecánicamentesininfluirensufunciónoftálmica.
Enestetrabajodefindegradosemostraráunarevisiónbibliográficasobreeluso
derecubrimientosanti-rayaduraenlentesorgánicasparamejorarsuspropiedades
mecánicas.Estosrecubrimientosensumayoríasondeóxidosdesilicio, titanioy
circonio. Además, semostrarán las técnicasmás utilizadas para depositarlos en
lentesorgánicas,asícomolascaracterísticasypropiedadesdelosrecubrimientos
anti-rayaduraylacaracterizacióndelacapaformada.

8
2.Objetivos
2.1.ObjetivoprincipalRealizar una revisión bibliográfica acerca del estado actual en la síntesis y
caracterizaciónderecubrimientosanti-rayaduraparalentesoftálmicas.
2.2.Objetivossecundarios
w Identificar losmaterialesmás comunes que se emplean como recubrimientos
anti-rayaduraenlentesorgánicas,suscaracterísticasypropiedades.
w Discutirlasdiferentestécnicasdedepósitoderecubrimientosanti-rayadura.
w Identificar losdistintosmétodosdecaracterizaciónde losrecubrimientosanti-rayadura.w Compararlaspropiedadesdelosrecubrimientosanti-rayaduramásempleados.

9
3.MetodologíaEl proceso de búsqueda de información se ha llevado a cabo siguiendo unaestructuragradual,empezandoportérminosmásgeneralesyconcluyendoporlosmásespecíficos.
Se comenzó el análisis partiendo de las lentes oftálmicas y de su historia,incluyendo los materiales más empleados en la fabricación de las lentes y losmotivosquehanllevadoprácticamentealdesusodealgunosdeellos.Másadelantese realizó una búsqueda de losmateriales utilizados en los recubrimientos anti-rayadura y sus respectivas características. De igual modo, se estudiaron losposibles métodos de deposición para estos recubrimientos y las ventajas einconvenientesmostradospor losmismos.Porúltimo,sebuscaron laspruebasalasquesonsometidasestaslentesoftálmicasparalavaloraciónycaracterizacióndelosrecubrimientosanti-rayadura.
Durante este proceso se utilizaron diferentes bases de datos como “GoogleAcadémico”, “PubMed” o “Sciencedirect” entre otras. Además muchos de losartículosdeinteréssirvierondebasebibliográficaparaobtenernuevosartículosymejorar la revisión bibliográfica. También se recogieron tablas e imágenes dediferentesartículos científicosypáginasweb.Hededestacarque la informaciónencontradaparadesarrollarestetema,hasidodifícildeencontraryaquelagranmayoríadeellaseencuentrabajosecretoindustrial.
En la primera búsqueda se introdujo la palabra clave “ophthalmic lens coating”parapoderajustarel temaprincipal.Acontinuaciónse introdujeronlosdistintosmaterialesutilizadosenlosrecubrimientos“Silicondioxide”o“Titaniumdioxide”.Más adelante se introdujeron los términos “dip-coating”, “spin-coating”, “CVD” y“PVD”. Para finalizar la búsqueda bibliográfica se introdujeron los términos“scratchtesting”y“Bayerabrasiontest”.
Porotraparte,serealizarontablascomparativasconlaspropiedadesgeneralesdelosdiferentesmaterialesderecubrimientoytambiénconlosvaloresobtenidosenlaspruebas.
Concluyendo este proceso, se mantuvieron los artículos y páginas web queveremosalolargodeéstarevisiónbibliográfica.

10
4.Resultadosydiscusión
4.1. Materiales más comunes utilizados en los recubrimientos anti-rayadura
Lacomposicióndelosrecubrimientosanti-rayaduraestábasadanormalmenteen
óxidosinorgánicosincrustadosenunamatrizpoliméricaorgánica.Mientrasquela
matrizproporcionaelpesoligeroylabuenaresistenciaal impacto, laspartículas
inorgánicasaportanlaestabilidadquímicaytérmicayladureza.
Loscompuestosinorgánicosqueseutilizansonelóxidodesilicio(SiO2),elóxido
de titanio (TiO2), el óxido de antimonio (Sb2O3) y el óxido de circonio (ZrO2),
siendoelmásutilizadoelSiO2(Caroetal.,2011).Estosóxidospresentanbuenas
características de resistencia mecánica que los hace adecuados como
recubrimientosdelentesorgánicas.Enotroscasostambiénsedepositancapasde
vidrioborosilicato,queincrementandemaneraimportantelaresistenciaalrayado
delalenteorgánicaaunqueleconfieremayorpeso(Navarro,2007).
Acontinuaciónsemuestranlascaracterísticasprincipalesdeestosóxidos:
4.1.1.Dióxidodesilicio.
El silicio es un elemento químico del grupo 14 de la tabla periódica de los
elementos.SeencuentraenformadeSiO2,tambiénconocidocomosílice.Laarena,
elcuarzoygranpartedelosmineralessonformasdelóxidodesilicio(Conantec,
2016).
Además de ser abundante, este material se utiliza en una gran variedad de
aplicaciones debido a sus excelentes propiedades. Algunas de sus características
son:notablespropiedades térmicasyde transmisiónóptica,acompañadodeuna
buena resistencia al desgaste y a la corrosión.Para aplicacionesópticas se suele
sintetizarelvidriodesilicioapartirdeproductosquímicos,yaque,delotromodo
11
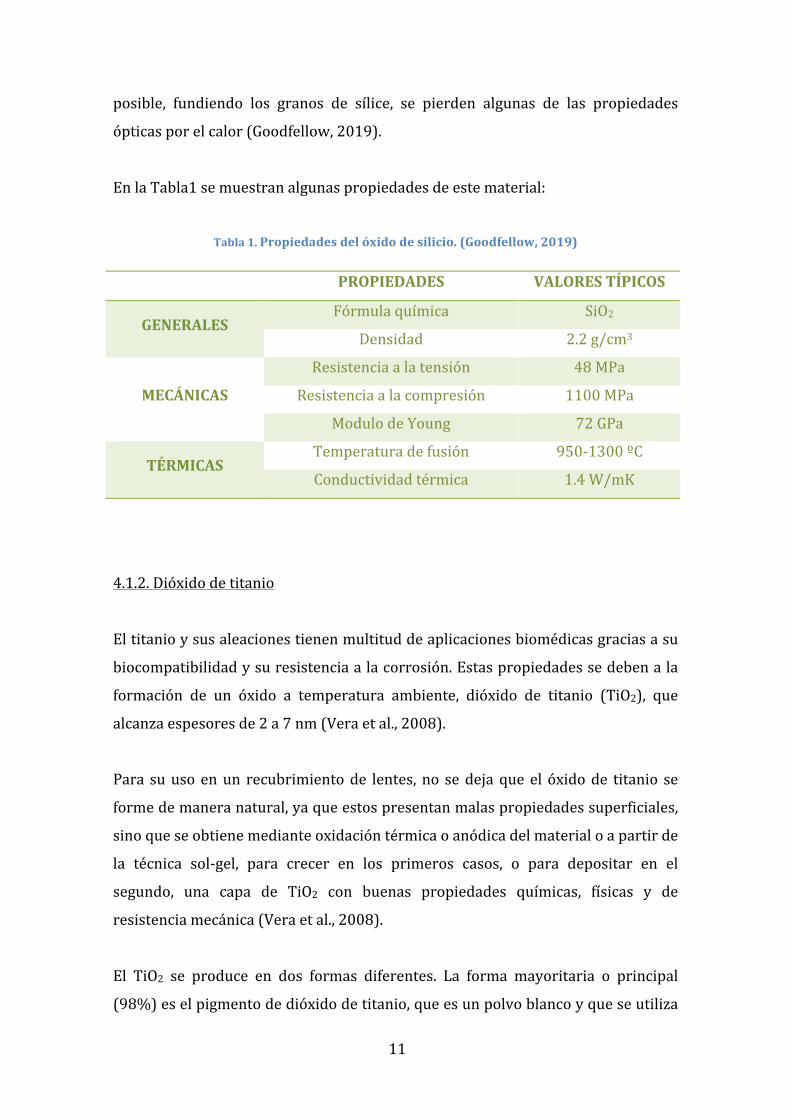
posible, fundiendo los granos de sílice, se pierden algunas de las propiedades
ópticasporelcalor(Goodfellow,2019).
EnlaTabla1semuestranalgunaspropiedadesdeestematerial:
Tabla1.Propiedadesdelóxidodesilicio.(Goodfellow,2019)
PROPIEDADES VALORESTÍPICOS
GENERALESFórmulaquímica SiO2
Densidad 2.2g/cm3
MECÁNICAS
Resistenciaalatensión 48MPa
Resistenciaalacompresión 1100MPa
ModulodeYoung 72GPa
TÉRMICASTemperaturadefusión 950-1300ºC
Conductividadtérmica 1.4W/mK
4.1.2.Dióxidodetitanio
Eltitanioysusaleacionestienenmultituddeaplicacionesbiomédicasgraciasasu
biocompatibilidadysuresistenciaalacorrosión.Estaspropiedadessedebenala
formación de un óxido a temperatura ambiente, dióxido de titanio (TiO2), que
alcanzaespesoresde2a7nm(Veraetal.,2008).
Para suusoenun recubrimientode lentes, no sedejaqueel óxidode titanio se
formedemaneranatural,yaqueestospresentanmalaspropiedadessuperficiales,
sinoqueseobtienemedianteoxidacióntérmicaoanódicadelmaterialoapartirde
la técnica sol-gel, para crecer en los primeros casos, o para depositar en el
segundo, una capa de TiO2 con buenas propiedades químicas, físicas y de
resistenciamecánica(Veraetal.,2008).
El TiO2 se produce en dos formas diferentes. La forma mayoritaria o principal
(98%)eselpigmentodedióxidodetitanio,queesunpolvoblancoyqueseutiliza

12
enaplicacionesque requierenbrillo yopacidad. La segunda formaominoritaria
(2%)esunproductoultrafinoonanomaterialcontamañodepartícula inferiora
100 nm, que además de ser transparente tiene la gran ventaja de absorber la
radiación ultravioleta. (ChemicalSafetyFacts, 2019). Esta última forma es la que
presentapropiedadesmásadecuadasparalosrecubrimientosdelentesoftálmicas.
EnlaTabla2semuestranalgunascaracterísticasgeneralesdeestecompuesto:
Tabla2.Propiedadesdeldióxidodetitanio(ChemicalSafetyFacts,2019)
PROPIEDADES UNIDADES
GENERALESFórmulaquímica TiO2
Densidad 4,23g/cm3
MECÁNICAS
Dureza 980kgf/mm2
Resistenciaalacompresión 900MPa
ModulodeYoung 250GPa
TÉRMICASTemperaturadefusión 1850ºC
Conductividadtérmica 2,5W/mK
4.1.3.Óxidodecirconio
Elcirconiotiendeaunirseconeloxígenoenlanaturaleza,debidoaello,unadelas
formas más habituales de encontrarlo es formando dióxido de circonio (ZrO2),
tambiénllamadacircona.Estecompuestofuedescubiertoen1789porelquímico
alemánMartin Heinrich Klaproth quien lo obtuvo a partir del calentamiento de
ciertas gemas (Martínez, 2011). Desde aquel entonces, las circonas han sido
utilizadasconmultituddefinalidadesentrelasquedestacan:
- Comopigmentosparamaterialescerámicos.
- En piezas que trabajan en ambientes agresivos por su buena resistencia al
desgaste.
- Comoelementosabrasivosdebidoasudureza.
- Comorecubrimientosporsuresistenciaalacorrosiónyalchoquetérmico.
13
La circona presenta 3 posibles formas en fase cristalina: monoclínica, cúbica y
tetragonal.Eldióxidodecirconioseencuentraenfasemonoclínicaatemperatura
ambiente,permaneciendoenestahasta1170oC.Atemperaturasmáselevadasse
transforma a fase tetragonal y por encimade 2370 oC se observa la fase cúbica.
Para la formación de recubrimientos sobre lentes interesa el estudio de la fase
monoclínica,quees laquepersistea temperaturaambiente(García-Menocal,Gil,
2003).
4.2.Métodosdedeposicióndelascapasanti-rayadura
Existen distintos métodos para la deposición del recubrimiento anti-rayadura
sobrelentesorgánicas.Entreelloslosmásimportantesyutilizadossonelmétodo
deinmersiónodip-coatingyeldecentrifugadoospin-coating,aunquetambiénse
puedenutilizarotrosmétodosdevacío.Enesteapartadoseexplicaránlosmétodos
anterioresyseexpondránlasventajaseinconvenientesprincipalesdecadaunode
ellos.
4.2.1.Métododeinmersiónodip-coating
Entre los distintos métodos de deposiciones químicas de recubrimientos el de
inmersión o dip-coating es el procedimiento en uso más antiguo de todos. La
primerapatentedeesteprocesofueotorgadaaJenaerGlaswerken1939(Brinker,
2013).
Se tratade sumergir la lente enunadisoluciónque contiene losprecursoresdel
recubrimiento,duranteuntiempoestablecidoyaunavelocidadconstante,yluego
extraerlade ladisolución aunavelocidaddeterminadav0.Al extraer la lente, se
arrastraconellaunapelículadedisoluciónconunespesorλ.Duranteesteproceso,
se elimina parte del solvente y el recubrimiento restante cae de nuevo en la
disolución.Alfinalelrecubrimientosesecaysellevaatemperaturasmediaspara
favorecersucristalizaciónsobre la lente.Esteprocesotérmicose llevaacabode
manera controlada, usando velocidades de calentamiento bajas e incluso con
controldelaatmósferaparafavorecerlaadherenciadelacapaylanoapariciónde

14
grietas.Apesardeparecerunprocesosimple, sedeben tenerencuentamuchos
factoresparagarantizarunrecubrimientohomogéneo,estable,bienadherido,sin
fisuras y con propiedades mecánicas buenas, esto se logra controlando la
viscosidad de la disolución, la velocidad de inmersión/emersión, tiempo de
contactodelalenteconlasuspensión,tamañodepartículadelosprecursoresdela
capa, tensión superficial, temperatura del exterior, entre otros. El espesor de la
capa formada se puede estimar a partir de la relación de Landau y Levich
(Ecuación 1), donde LV es la tensión superficial del medio dispersante, g es la
gravedad, ρsoles la densidadde la disolución, η su viscosidad, v0 la velocidadde
retiradadelsustratodeladisolución,λeselespesordelacapaderecubrimientoγ
es una constante definida por Landau y Levich y que es dependiente delmedio
dispersante(Elshof,2015)(Brinker,2013):
(4.3)λ=0.94(ηv0)2/3γLV1/6ρsol.(1)
Así,elprocesodedip-coatingsepuededividiren5pasosoetapasbiendefinidas:
- Etapa 1 o inmersión: la lente limpia se sumerge en la disolución del
recubrimientoaunavelocidadconstante.Puedehaberuntratamientoanterior
aestepasodependiendodelmaterialdelalentequesequierarecubrir,para
mejorarlaadhesión.
- Etapa 2 o inicio: la lente permanece en la disolución por un tiempo
determinado,hastaquecomienzaaretirarse.
- Etapa3odeposición:mientrasseextraela lente,sehadepositadosobrela
lenteunapelículadelgadaderecubrimiento.Elgrosordelamismadependede
los factoresque seobservanen la fórmuladeLandauyLevich (Ecuación1),
dondedestacanlavelocidaddeextracciónylaviscosidaddelasolución.
- Etapa4odrenaje:enestepasoelexcesodelíquidodelasuperficiedelalente
sedrena,quedandounacapaaúnmásfina.

15
- Etapa5 o evaporación: eldisolventeseevaporade lasuperficiede la lente
formandounapelícula delgada y dura. Si el disolvente es volátil, esto puede
ocurrirenlaetapa3.
EnlaFigura1semuestrancadaunadelasetapasexplicadasanteriormente:
Figura1.Etapasdelprocesodedip-coating(NadetechInnovations,2017)
Las ventajas quemuestra este tipo de recubrimiento son el bajo costo y que el
grosordelacapaesfácilmenteajustable,yaquelalentesepuederecubrirconuna
monocapadelmaterialderecubrimientooconmulticapassiendonecesariopara
ello varias inmersiones en la disolución coloidal del recubrimiento.Además, con
este método es posible recubrir ambas caras de la lente simultáneamente. El
inconvenientemásimportanteeslalentituddelproceso(Sahooetal.,2018).
LaFigura2muestraunprocesodeinmersiónindustrialdelentesoftálmicas.
Figura2.Métododedip-coatingindustrialconlentesoftálmicas(OpticiansClub,2019)

16
4.2.2Métododecentrifugaciónospin-coating
Elspin-coatingocentrifugaciónesotroprocesoquesehautilizadoampliamente
para la aplicaciónde recubrimientos sobre lentesoftálmicas.Elproceso consiste
básicamente endepositar unapequeña cantidad (o gota) de la disolución con la
quesedesearecubrirenel centrode la lentey luegogirarlaaaltavelocidad.La
aceleración centrífuga hace que la disolución se extienda de manera uniforme
hacia los bordes, dejando finalmente una delgada película que ocupará todo el
sustrato.Normalmentesegirael sustratoa3000rpm(Louisville,2013),aunque
dependerá también de las características reológicas de la disolución de
recubrimiento(viscosidad,tamañodepartícula,etc).
El espesor final del recubrimiento y otras propiedades dependerán tanto de la
naturaleza de la disolución (velocidad de secado, viscosidad, tensión superficial,
porcentajedesólidos,etc)comodelosparámetroselegidosparalacentrifugación
(velocidadderotaciónfinalyaceleraciónqueasuvezdeterminaránlavelocidad
desecado).
Sepuededividirestemétodoen3etapasfundamentales(Louisville,2013):
- Etapa1odeposición:dondesedepositaenelcentrodelalenteunapequeña
cantidaddeladisoluciónconlaquesedesearecubrir.
- Etapa2o centrifugado: la lentesehacegirarrápidamente.Ladisoluciónse
esparceportodalasuperficiedeéstademanerahomogénea.
- Etapa3osecado:mediantecalororadiaciónUV,seeliminaeldisolventedela
superficiedelalentecreandounafinacapasólida.

17
En la Figura 3 se muestran las etapas del proceso de recubrimiento por spin-
coating:
Figura3.Etapasdelprocesodespin-coating(FindLight,2017)
Este proceso esmuy aconsejable siempre y cuando el sustrato a recubrir tenga
pequeñasdimensiones,yaqueun tamañomayordificulta la tareadegirarlo con
velocidad.Porestarazónenel recubrimientode lentesestemétodoganamucha
importancia.Entre lasventajasadicionalesdelspin-coatingseencuentranquees
fácil de realizar, barato y que no necesita altas temperaturas. Entre sus
inconvenientesmasimportantesdestacanquenosepuedenrecubrirambascaras
delalentesimultáneamenteyqueeslentopararealizarrecubrimientosmulticapa
condistintasfunciones.
Uno de los factoresmás importantes en el recubrimiento por centrifugado es la
reproducibilidad.Variacionessutilesenlosparámetrosquedefinenelprocesode
centrifugadopuedendarlugaravariacionesdrásticasenlapelícularecubierta,por
lo que hay que tener un control máximo de la velocidad y aceleración de la
rotación y de la atmosfera circundante (Louisville, 2013). Igual situación sucede
con elmétodo de inmersión o dip-coating. Para solucionar estos inconvenientes
entre otros, se utilizan los métodos de vacío, los cuales además de superar los
inconvenientes de los métodos tradicionales, generan capas anti-rayaduras en
menortiempo,aunqueconuncostedeprocesomayor.
18
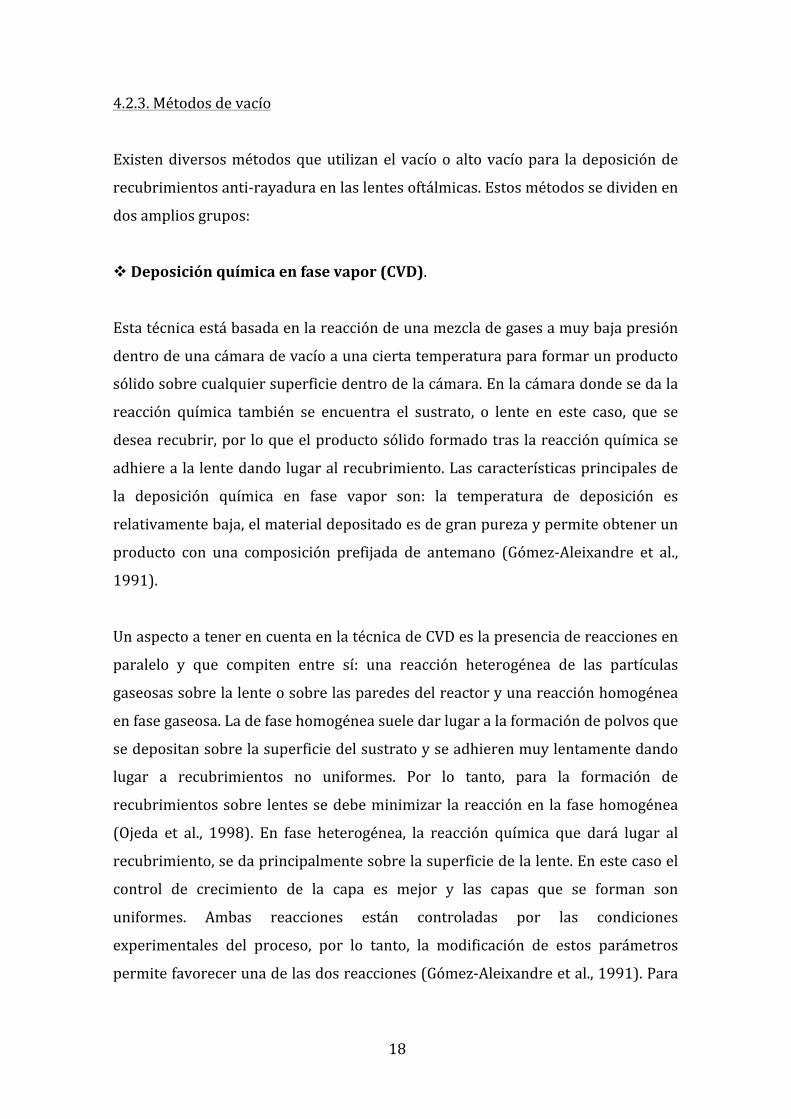
4.2.3.Métodosdevacío
Existendiversosmétodosqueutilizanelvacíooaltovacíopara ladeposiciónde
recubrimientosanti-rayaduraenlaslentesoftálmicas.Estosmétodossedividenen
dosampliosgrupos:
vDeposiciónquímicaenfasevapor(CVD).
Estatécnicaestábasadaenlareaccióndeunamezcladegasesamuybajapresión
dentrodeunacámaradevacíoaunaciertatemperaturaparaformarunproducto
sólidosobrecualquiersuperficiedentrodelacámara.Enlacámaradondesedala
reacción química también se encuentra el sustrato, o lente en este caso, que se
desearecubrir,porloqueelproductosólidoformadotraslareacciónquímicase
adhierealalentedandolugaralrecubrimiento.Lascaracterísticasprincipalesde
la deposición química en fase vapor son: la temperatura de deposición es
relativamentebaja,elmaterialdepositadoesdegranpurezaypermiteobtenerun
producto con una composición prefijada de antemano (Gómez-Aleixandre et al.,
1991).
UnaspectoatenerencuentaenlatécnicadeCVDeslapresenciadereaccionesen
paralelo y que compiten entre sí: una reacción heterogénea de las partículas
gaseosassobrelalenteosobrelasparedesdelreactoryunareacciónhomogénea
enfasegaseosa.Ladefasehomogéneasueledarlugaralaformacióndepolvosque
sedepositansobrelasuperficiedelsustratoyseadhierenmuylentamentedando
lugar a recubrimientos no uniformes. Por lo tanto, para la formación de
recubrimientossobre lentessedebeminimizar lareacciónen la fasehomogénea
(Ojeda et al., 1998). En fase heterogénea, la reacción química que dará lugar al
recubrimiento,sedaprincipalmentesobrelasuperficiedelalente.Enestecasoel
control de crecimiento de la capa es mejor y las capas que se forman son
uniformes. Ambas reacciones están controladas por las condiciones
experimentales del proceso, por lo tanto, la modificación de estos parámetros
permitefavorecerunadelasdosreacciones(Gómez-Aleixandreetal.,1991).Para

19
favorecer la reacción heterogénea se suelen utilizar presiones por debajo de la
atmosféricadeahílanecesidaddeutilizarcámarasybombasdevacío.
Lapelícula formadapuede tenerunespesordesdepocosnanómetros(específico
paralentes)avariasmicras.Esteprocesoseutilizanosóloenaplicacionesópticas
y electrónicas, sino que también se utiliza en aplicaciones químicas ymecánicas
cuandoserequiereunacapamuyfina(PhotonExport,2019).
En la Figura 4 semuestra un esquema básico de un proceso CVD, indicando las
reaccioneshomogéneasyheterogéneas.
Figura4.EsquemabásicodeunprocesoCVD(Ojedaetal.,1998)
Lasmoléculasgaseosasnecesitanseractivadasparaquesedelareacción,yaque
enausenciadeestaactivaciónlosgasesnoreaccionaríanoloharíandeformamuy
lenta. Existen, por lo tanto, distintos tipos de deposición química en fase vapor
teniendoencuentaelsistemadeactivaciónqueposibilitalareacción(Ojedaetal.,
1998).LostiposdeCVDmásempleadospararecubrirlentesoftálmicasson:
- CVDtérmico.
Eselmétodomásusadoenlosreactoresdedeposiciónquímicaenfasevapor.
En esta deposición se utiliza el calor como método de activación de las
partículasgaseosas.LosreactoresdeCVDtérmicossuelenestarformadospor
varioselementos:unsistemadeinyeccióndegases,unsistemaquemantiene
el vacíoo lapresión constante, la lente sobre laque sedeposita elproducto
formado y una fuente de calor. Esta fuente de calor puede situarse en las

20
paredesdelreactorydebajodelsustratoosólodebajodelsustratoarecubrir
(Ojedaetal.,1998).
En la Figura 5 se muestra un reactor de deposición química en fase vapor
activadotérmicamente,asícomosuselementosprincipales:
Figura5.ReactordeCVDactivadotérmicamente(ICMM,2019)
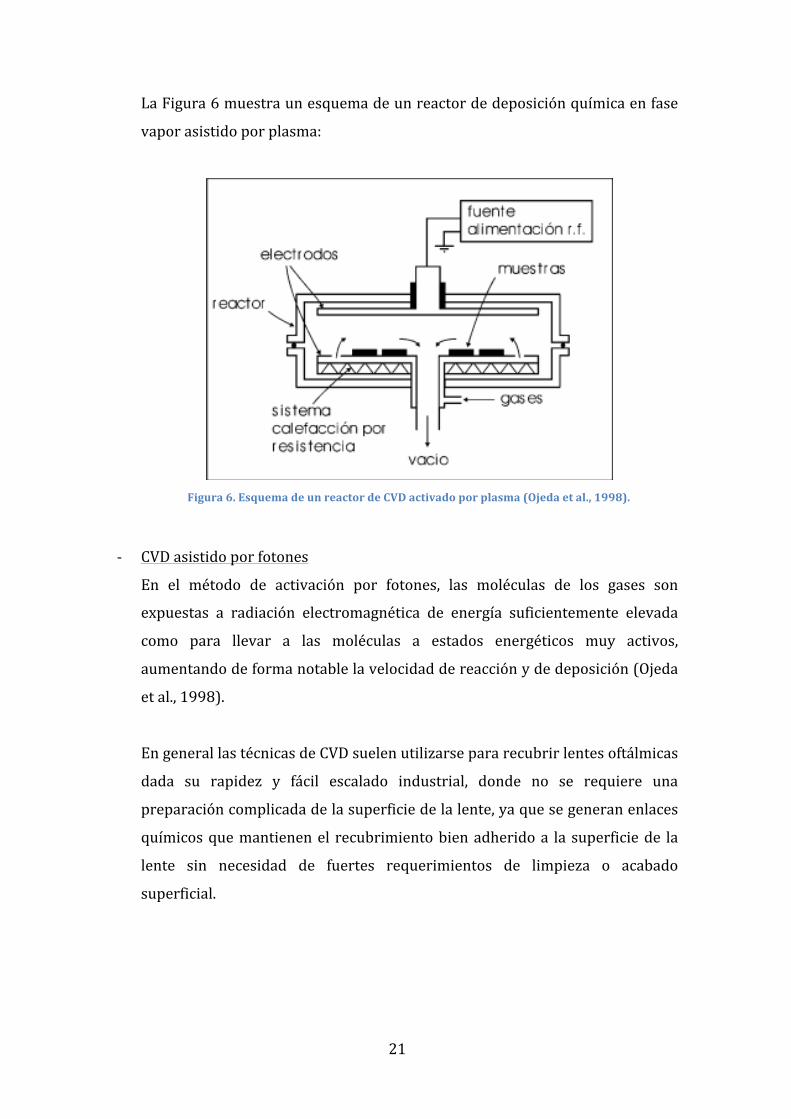
- CVDasistidoporplasma
En este caso, una fuente de excitación electromagnética (típicamente una
descarga eléctrica, un tren de pulsos de microondas o una emisión de
radiofrecuencia),excitalasmoléculasdelgasdelacámaratransformándoloen
un plasma, es decir, separando algunos de los electrones de los átomos. El
activadorde la reacciónes,por tanto, eseplasma (ICMM,2019).Esteestado
excitado de las moléculas presenta unos niveles de reactividad mucho mas
altosquelosátomosomoléculasdelgasenestadonormal.Enestastécnicasde
CVDasistidaporplasmasetrabajaapresionesmuyreducidas,entre0.01y1
Torr,paraasegurarlauniformidaddelrecubrimiento(Ojedaetal.,1998).
21
LaFigura6muestraunesquemadeunreactordedeposiciónquímicaenfase
vaporasistidoporplasma:
Figura6.EsquemadeunreactordeCVDactivadoporplasma(Ojedaetal.,1998).
- CVDasistidoporfotones
En el método de activación por fotones, las moléculas de los gases son
expuestas a radiación electromagnética de energía suficientemente elevada
como para llevar a las moléculas a estados energéticos muy activos,
aumentandodeformanotablelavelocidaddereacciónydedeposición(Ojeda
etal.,1998).
EngenerallastécnicasdeCVDsuelenutilizarsepararecubrirlentesoftálmicas
dada su rapidez y fácil escalado industrial, donde no se requiere una
preparacióncomplicadadelasuperficiedelalente,yaquesegeneranenlaces
químicosquemantienenel recubrimientobienadheridoa la superficiede la
lente sin necesidad de fuertes requerimientos de limpieza o acabado
superficial.

22
vDeposiciónfísicaenfasevapor(PVD).
La deposición física en fase vapor engloba a aquellos procesos en los que el
material de recubrimiento de la lente se vaporiza, desde una fuente sólida o
líquida,enformadeátomosomoléculasysetransportaenformadevaporenun
entorno de vacío o de baja presión hasta la lente, donde se condensa (Donald,
2010). El recubrimiento por deposición física en fase vapor se diferencia del
recubrimientopordeposiciónquímicaenfasevaporenqueelprimerodeellosno
requierequeocurranreaccionesquímicassobrelasuperficiedelalente,yaquese
parte delmaterial de recubrimiento previamente consolidado, que se denomina
blanco(Thierry,2016).
LosrecubrimientosporPVDsonprocesosrespetuososconelmedioambienteya
que reducen en gran medida la cantidad de sustancias tóxicas utilizadas con
respectoalosmétodosqueutilizansustanciasprecursorasyreaccionesquímicas
comoeselcasode losmétodosCVDo los tradicionalesdedepósito(dip-coating,
spin-coating)(Hughes,2019).
TodoslosprocesosdePVDconstandetresetapasofasescomunes(Sigma-Aldrich,
2019):
- Etapa1.Vaporizacióndelmaterialsólidoporvacíoaalta temperaturaopor
plasmagaseoso.
- Etapa2.Transportedelvaporhastalasuperficiedelalente.
- Etapa3.Condensaciónsobrelalenteformandolapelículadelgada.
LasdiferentestecnologíasdePVDcompartenestastresetapasperosediferencian
enlosmétodosutilizadosparavaporizarydepositarelmaterial.Losdosmétodos
más comunes para la vaporización del material sólido y recubrir lentes son la
evaporacióntérmicaylapulverizacióncatódica.Laevaporacióntérmicaalcanzala
vaporización delmaterial al calentarlo en condiciones de vacíomientras que la

23
pulverización catódica crea el vapor a través del bombardeo del blanco de
recubrimientoconionesgaseososacelerados,quesuelenserionesargón(Sigma-
Aldrich,2019).
En la Figura 7 se esquematiza un proceso de deposición física en fase vapor
activadoporpulverizacióncatódica:
Figura7.EsquemadePVDporpulverizacióncatódica(Sigma-Aldrich,2019)
En el estudio realizado por Samson (Samson, 1996) se indicaron que las
limitaciones que mostraban los métodos tradicionales de recubrimiento
(inmersión y centrifugación) estaban impuestas por las altas temperaturas de
tratamiento térmico final que necesitaban estos procesos. Sin embargo, las
técnicas de vacío (PVD y CVD) no requerían estas altas temperaturas y además
permitíanunmayorcontroldelascaracterísticasdelosrecubrimientos(Samson,
1996).

24
Caroet al. (Caroet al., 2011), estudiaron cuatro tiposde recubrimientos , de los
cuales, tres de ellos se depositados por el método de inmersión y el cuarto
mediantecentrifugaciónospin-coating.
Otroestudiorealizadoenelaño2004utilizóelmétododeinmersiónodip-coating
paradeposicióndeunrecubrimientoanti-rayaduraenunalentedepolicarbonato
(Charitidisetal.,2004).
4.3.Propiedadesycaracterizacióndelosrecubrimientos.Para la caracterización de los recubrimientos anti-rayadura se suelen realizar
distintas pruebas que determinan valores como la dureza del material (H), el
módulo de Young (E), la adherencia o la resistencia a la abrasión. Los dos
principalesmétodosparacuantificarladureza,elmódulodeYoungylaadherencia
sonelensayodeindentaciónyelensayoderayado(Samson,1996).Comoejemplo
ilustrativodeestastécnicas,ysinpérdidadegeneralidad,pasoaresumiruncaso
particular(Caroetal.,2011):
Esteestudio,comparócuatrorecubrimientosdistintosparalentesorgánicas(A,B,
CyD),producidospordiferentesfabricantesypormétodosdistintos.
• El recubrimientoA estaba formadopornanopartículasdeóxidode silicio
incrustadasenunamatrizdepolímerodepolisiloxano.Esterecubrimiento
seaplicómedianteinmersiónysecurótérmicamentedurante4horasa100oC,obteniéndoseunespesorde2μm.
• El recubrimiento B contenía principalmente nanopartículas de óxido de
estaño, titanio y antimonio incrustadas inmediatamente, 6 días y 21 días
despuésdemezclar todos loscompuestos,enunamatrizdepoliuretanoy
polisiloxano, así también se obtuvieron recubrimientos envejecidos B.
Durante este tiempo lamezcla semantuvo a 20 oC. Para su aplicación se
utilizó también la tecnología de inmersión y las muestras se secaron
durante3horasa120oC,obteniéndoseunacapade2μmdeespesor.

25
• El recubrimientoC estaba formadopor nanopartículas de óxidode silicio
incrustadas en unamatriz de polímero acrílico y de polisiloxano. Éste se
depositómediantetecnologíadecentrifugaciónysecuróirradiándolocon
luzultravioletayunposteriorsecadotérmico.Seobtuvodeestamaneraun
depósitode5μm.
• Finalmente el recubrimiento D contenía partículas de óxido de titanio y
circonioenunamatrizdepolisiloxano.Sedepositóporinmersiónysecuró
térmicamentedurante3horasa120oCparaobtenerungrosorde2μm.
Enlarealizacióndelestudiodedureza,módulodeYoungyporcentajedeabrasión
se eligieron tres materiales orgánicos diferentes para la deposición de los
recubrimientos A, B, C y D. El primer material es el CR-39, ya explicado con
anterioridad y comercializado por PPG Company. El segundo material es el
Superfin (SF), un polímero termoestable, variación del CR-39, con un índice de
refracción ligeramente más alto y que pertenece a Indo Lens Group. El tercer
material utilizado es el MR7, un polímero de poliuretano con índice de 1.67
comercializadoporMitsuiCompany(Caroetal.,2011).
Para estimar la resistencia a la abrasión de cada uno de los recubrimientos, se
realizóel testdeBayer,dondela lentesecolocóenunabandejaqueconteníaun
material abrasivo parecido a la arena y se hizo girar la bandeja, desgastando la
superficie de la lente. La prueba depende en alto grado de las condiciones
ambientales, por lo que se utilizó una lente de CR-39 como referencia para
normalizar losresultados.Lavelocidadseajustóa150ciclos/minyseutilizaron
500 gramosde arena cuya composición era: 75%de alúmina y23%de circonia
(Caroetal.,2011).
Enlatabla3semuestranlosdatosmasrelevantesdedureza,módulodeYoungy
porcentaje de abrasión para losmateriales utilizados en la fabricación de lentes
oftálmicasy losmismosdatostras laaplicacióndedistintosrecubrimientosanti-
rayadura.Estosdatossecomparanconunalentemineralcomún:

26
Tabla3.Valoresdedureza,módulodeYoungyporcentajedeabrasión(Caroetal.,2011).
Material Dureza(H)
GPa
Mód.Young
(E)GPa
%Abrasión Grosordela
películaμm
Lentemineral 5.9±0.2 73.3±0.1 - -
CR-39 0.21±0.02 3.7±0.1 22.2±0.2 -
MR7 0.33±0.04 5.9±0.3 52.2±0.5 -
SF 0.28±0.02 4.2±0.2 25.0±0.3 -
SF+rec.A 0.70±0.1 7.6±0.5 - 1.8
MR7+rec.B 0.42±0.07 6.3±0.4 10.0±1.6 1.7
MR7+envej.B 0.41±0.05 5.6±0.4 17.5±0.2 1.7
CR39+rec.A - - 6.2±0.4 -
SF+rec.C 0.24±0.03 3.8±0.3 - 4.5
MR7+rec.D 0.70±0.09 9.0±0.4 5.6±0.1 1.9
SeobservacomoelmaterialmineralaportaunadurezayunmódulodeYoungmuy
superior al resto demateriales orgánicos estudiados (CR-39,MR7 y SF), incluso
cuando se le aplican los distintos recubrimientos. Dentro de los materiales
orgánicos,elquepresentamayordurezayelasticidadeselMR7,seguidodelSFy
por último el CR-39. Valorando ya los distintos recubrimientos aplicados, se
comprueba como los recubrimientos que presentan mayor dureza y elasticidad
sonelmaterialSF+recubrimientoAyelmaterialMR7+recubrimientoD,esdecir,
con laspelículas formadasporóxidodesilicioenmatrizdepolisiloxanoyconel
recubrimiento formado por óxido de titanio y óxido de circonio en matriz de
polisiloxano.
La lente que presenta menos porcentaje de abrasión en el test de Bayer es el
material CR-39+recubrimiento A, seguido de la lente compuesta por
MR7+recubrimiento B, que contenía principalmente nanopartículas de óxido de
estaño, titanio y antimonio incrustadas en una matriz de poliuretano y
polisiloxano,aplicadotambiénmedianteelmétododeinmersiónodip-coating.

27
Es importante destacar el grosor de la película SF+recubrimiento C, depositado
medianteelmétodode spin-coating.Estapelículaduplica enespesoral restode
recubrimientosrealizadosmedianteelmétododedip-coating.
Tanto en el estudio anterior (Caro et al., 2011) como en el realizado antes por
(Charitidiset al., 2004) seutilizóunsistemaNanoindenterXPequipadoconuna
puntadediamanteparabólicaparalosexperimentosderayaduraydeindentación.
EnlaFigura8semuestraunesquemadelsistemaNanoindenterXP:
Figura8.EsquemadelsistemaNanoindenterXP(Caroetal.,2011).
En el test de indentación realizado por (Charitidis et al., 2004) se observa el
comportamientodelalentealsersometidoaltestantesydespuésdeaplicarleel
recubrimiento anti-rayadura. Se observa en la curva de retroceso como el
comportamientoelásticohasidomodificadoycomotrasaplicar lamisma fuerza
enamboscasos,lalentedepolicarbonatoquenotienelapelículaprotectorasufre
unadeformaciónmuchomayorquelaquesilotiene.Aplicandounafuerzamáxima
de 0,06 mN la lente de policarbonato presenta una deformación de 120 nm
mientras que la lente que lleva el recubrimiento varia unos 75 nm. Se puede
concluir entonces que tanto la dureza como la elasticidad delmaterial han sido
mejoradastrasaplicarlelapelículaanti-rayadura.

28
LaFigura9muestra losresultadosrealizadospor(Charitidisetal.,2004)parael
testdeindentación:
Figura9.Resultadosdeltestdeindentación(Charitidisetal.,2004)

29
5.ConclusionesEn primer lugar, en esta revisión bibliográfica se hanmostrado losmotivos que
han llevado a la aparición y posterior desarrollo de los recubrimientos anti-
rayadura.
Se han puesto de manifiesto las ventajas e inconvenientes de cada uno de los
métodosutilizadosparadepositarestosrecubrimientosanti-rayadura.Elmétodo
deinmersiónodip-coatingeselmásutilizadodebidoasusencillezyaquesetrata
deunprocesobaratoysinaltosrequerimientos.Lacentrifugaciónospin-coating
setratatambiéndeunprocesobaratoyquenospermiterealizarrecubrimientos
con mayor grosor en menor tiempo. Los métodos de vacío, sin embargo, son
procesosmáscarosperoqueseutilizan industrialmentedebidoasurapidezya
que tienenunmayor control sobre las característicasde la capaadepositar. Sin
embargo, en esta revisión bibliográfica, no se pudieron encontrar resultados
directosdeellosdebidoaquepermanecenbajosecretoindustrial.
Trashaber realizadounabúsquedabibliográficaacercade losmaterialesusados
en losrecubrimientosanti-rayadurade lentesoftálmicas, sehaobservadoqueel
recubrimientodeóxidodesilicioenunamatrizdepolisiloxanoeshastaahorauna
de lasmejores opciones para aportar dureza y elasticidad almaterial basede la
lente.Seestudióotrorecubrimientoqueaportabasimilarescaracterísticasqueel
anterior y que estaba formado por una mezcla de oxido de titanio y oxido de
circonio en una matriz de polisiloxano. Ambos recubrimientos fueron aplicados
medianteelmétododedip-coatingo inmersiónobteniéndose lentesconmejores
propiedadesanti-rayadurayderesistenciamecánica.
30
6.Bibliografía
1.Brinker,C.J.(2013).DipCoating.
2.CaroJ.,CuadradoN.,GonzálezI.,CasellasD.,PradoJ.M.,VilajoanaA.,Dürsteler,J.
C. (2011). Microscratch resistance of ophthalmic coatings on organic lenses.
SurfaceandCoatingsTechnology,205(21–22),5040–5052.
3. Charitidis, C., Laskarakis, A., Kassavetis, S., Gravalidis, C., & Logothetidis, S.(2004).Opticalandnanomechanicalstudyofanti-scratchlayersonpolycarbonatelenses,36,171–179.
4.ChemicalSafetyFacts.(2019).Usosdeldióxidodetitanio|Informaciónsobrela
seguridad química. Retrieved May 26, 2019, from
https://www.chemicalsafetyfacts.org/es/dioxido-de-titanio/#safety-information
5. Conantec. (2016).Nanotecnologíabasadaendióxidode silicio SiO2.Retrieved
May 23, 2019, from https://www.co-nantec.com/blog/nanotecnologa-basada-en-
dixido-de-silicio-sio2
6.DonaldM.,M.(2010).HandbookofPhysicalVaporDeposition(PVD)Processing
(Secondedi).Kidlington,Oxford:ElsevierInc.
7. Elshof, J.E. (2015). 4 - Chemical solution deposition techniques for epitaxial
growthofcomplexoxides.InG.Koster,M.Huijben,&G.Rijnders(Eds.),Epitaxial
GrowthofComplexMetalOxides(pp.69–93).WoodheadPublishing.
8. FindLight. (2017). AR Coating Techniques: Thin Film Deposition Methods.
Retrieved May 29, 2019, from https://www.findlight.net/blog/2017/12/15/ar-
coating-techniques/
9. García-Menocal, D., & Gil, F.J. (2003). Cerámicas de circona para aplicaciones
biomédicas(Vol.46).
10. Gómez-Aleixandre, C., Sánchez, O., Vázquez, L., & Albella, J. M. (1991).
Obtencióndematerialescerámicospordeposiciónquímicaenfasedevapor(CVD).

31
11. Goodfellow. (2019). Dióxido de Silicio - Cerámicas - Cerámica y Vidrio
Industriales - Goodfellow-Ceramics. Retrieved May 22, 2019, from
http://www.goodfellow-ceramics.com/sp/productos/ceramicas/dioxido-de-
silicio/
12.Hughes,M.(2019).WhatIsPVDCoating?PhysicalVaporDepositionCoatings.
RetrievedJune9,2019,fromhttp://www.semicore.com/what-is-pvd-coating
13. InstitutodeCiencias de losMateriales deMadrid. (2019).Descripciónde las
técnicas de CVD. Retrieved June 9, 2019, from
https://www.icmm.csic.es/fis/espa/cvd_activacion.html
14.Kamppeter,M.,Kamppeter,K.,&Thung,D.(2019).Ópticastradicionales.CR39.
RetrievedMay11,2019,fromhttps://www.gafas.es/glosario/cr-39
15.Louisville,U.(2013).SpinCoatingTheory.,2–3.
16. Martínez,N.(2011).MartinKlaproth,elpadredelaquímicaanalítica-RTVE.es.
Retrieved from http://www.rtve.es/noticias/20110415/martin-klaproth-padre-
quimica-analitica/424931.shtml
17. Nadetech Innovations. (2017). Dip coating process – Nadetech Innovations.
RetrievedMay27,2019,fromhttps://nadetech.wordpress.com/2017/05/18/dip-
coating/
18.Navarro,A.Materialesópticos inorgánicos: propiedadesdevidrios ymetales
paraóptica.5ªed.España;2006.
19. Navarro, A. Materiales ópticos orgánicos: monturas y lentes. 1ª ed. España;
2007.
20.Ojeda,F.,Marti,F.J.,&Albella,J.M.(1998).CerámicayVidrioPreparaciónde
recubrimientoscerámicosmediantetécnicasdeCVD.

32
21. OpticiansClub. (2019). Scratch Resistant Coatings Technology for Lenses.
Retrieved May 28, 2019, from http://www.opticianclub.com/scratch-resistant-
coatings.html
22. PhotonExport. (2019).Deposición física en fase vapor (pvd) – Photonexport.
RetrievedJune9,2019,fromhttps://photonexport.com/es/equipos/pvd/
23. Sahoo, K., Manoharan, B., & Sivakumar, N. (2018). Chapter 1 - Introduction:
WhyPerovskiteandPerovskiteSolarCells?InS.Thomas&A.Thankappan(Eds.),
PerovskitePhotovoltaics(pp.1–24).
24.Samson,F.(1996).Ophthalmiclenscoatings,81,79–86.
25. Sigma-Aldrich. (2019). Physical Vapor Deposition (PVD). Retrieved June 4,
2019, from https://www.sigmaaldrich.com/materials-science/material-science-
products.html?TablePage=108832720
26. Thierry. (2016). Recubrimiento por PVD; Ventajas y desventajas del
recubrimiento por PVD. Retrieved from https://www.thierry-
corp.com/mx/plasma/conceptos-fundamentales/recubrimiento-por-pvd/
27. Vaimberg, E., Vaimberg, J., Vaimberg, I., & Vaimberg, T. (2019). Lentes
Minerales | Óptica y Ortopedia Popular. Retrieved June 11, 2019, from
https://oopopular.com.ar/lentes-minerales/
28. Vera M.L., Ares A.E., Lamas D.G., Schvezov C.E. (2008). Preparación y
caracterizaciónde recubrimientosdedióxidode laaleaciónTi-6Al-4V .Primeros
resultados.AnalesAfa,20,178–183.


















