Reporte Icim Práctica 2 e. Deformación
13
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE QUÍMICA REPORTE DE PRÁCTICA 2: “ENDURECIMIENTO POR DEFORMACIÓN” ALUMNO: FRANCISCO GARCÍA TENA N° DE CUENTA: 310190189 MATERIA: LABORATORIO DE INTRODUCCIÓN A LA CIENCIA E INGENIERÍA DE MATERIALES PROFESOR: EDGAR LÓPEZ MARTÍNEZ HORARIO: MARTES 13:00 A 15:00 PM SEMESTRE LECTIVO: 2014-2
-
Upload
paco-g-tena -
Category
Documents
-
view
32 -
download
0
Transcript of Reporte Icim Práctica 2 e. Deformación
UNIVERSIDAD NACIONAL AUTNOMA DE MXICOFACULTAD DE QUMICA
REPORTE DE PRCTICA 2: ENDURECIMIENTO POR DEFORMACIN
ALUMNO: FRANCISCO GARCA TENA
N DE CUENTA: 310190189
MATERIA: LABORATORIO DE INTRODUCCIN A LA CIENCIA E INGENIERA DE MATERIALES
PROFESOR: EDGAR LPEZ MARTNEZ
HORARIO: MARTES 13:00 A 15:00 PM
SEMESTRE LECTIVO: 2014-2
INTRODUCCIN
En la industria metal-mecnica se busca fabricar piezas de ptimas condiciones y de bajo costo de produccin, y si se desea manufacturar una pieza de alguna geometra en particular pero que al mismo tiempo tenga propiedades mecnicas como la dureza, es necesario implementar un proceso como el de endurecimiento por deformacin o trabajo en frio el cual adems dar la forma de la pieza le otorga un dureza al deformarlo plsticamente, existen varios procesos de trabajo en frio o endurecimiento por deformacin, como la forja, el laminado, la extrusin, el trefilado por mencionar algunos.
Los materiales pueden experimentar dos tipos de deformacin: deformacin elstica y plstica. La resistencia y la dureza son medidas de la resistencia del material a la deformacin plstica, la cual es una deformacin permanente. A escala microscpica, la deformacin plstica se debe al movimiento neto de un gran nmero de tomos en respuesta a una tensin aplicada. Durante este proceso, los enlaces interatmicos deben ser rotos y formados de nuevo. En los slidos cristalinos, la deformacin plstica involucra normalmente el movimiento de dislocaciones, defectos lineales cristalinos.
Los causantes de dicho fenmeno de endurecimiento son los defectos lineales en la microestructura de los metales, estos pueden ser tambin benignos o atenuantes de las propiedades mecnicas, dependiendo para que se use el material.Las dislocaciones son estos defectos lineales, existen dos tipos: dislocacin de cua y helicoidal. En una dislocacin de cua, existen distorsiones localizadas de la red alrededor del borde de un semiplano adicional de tomos, el cual tambin define la dislocacin.Una dislocacin helicoidal puede ser visualizada como el resultado de una distorsin de cizalladura; la lnea de la dislocacin pasa atreves del centro de una espiral, formadas por rampas de planos atmicos.
Un concepto importante para la realizacin de esta prctica es el mecanismo de endurecimiento, este un fenmeno por el cual un metal se vuelve ms duro y resistente a medida que es deformado plsticamente, a veces se le denomina acritud o bien trabajo en frio, debido a que la temperatura a la cual ocurre es fra en relacin a la de fusin del metal. La mayora de los metales se endurecen por deformacin a temperatura ambiente.
A veces es conveniente expresar el grado de deformacin plstica como el porcentaje de trabajo en frio ms que como deformacin. El porcentaje de trabajo en frio (%CW) se define as:
Dnde:to = Espesor inicial de la probeta (antes de la deformacin)tf = Espesor final de la probeta (despus de la deformacin)
El fenmeno de endurecimiento por deformacin explica en base a las interacciones entre los campos de deformacin de las dislocaciones. La densidad de dislocaciones en un metal aumenta con la deformacin (trabajo en frio) tal como antes ha sido mencionado. En consecuencia, la distancia media entre las dislocaciones disminuye, las dislocaciones se posicionan mucho mas juntas. En promedio las interacciones dislocacin-dislocacin son repulsivas. El resultado neto es que el movimiento de una dislocacin es limitado debido a la presencia de otros defectos lineales.
A medida que la densidad de dislocaciones aumenta, la resistencia al movimiento de estas es debido a otras dislocaciones se hace ms pronunciada. As, la tensin necesaria para deformar el metal aumenta con la acritud.El esfuerzo por deformacin se utiliza a menudo en la prctica para aumentar las propiedades mecnicas de los metales durante los procesos de conformacin, el efecto de endurecimiento por deformacin puede ser eliminado mediante tratamiento trmico.
OBJETIVO
Se pretende observar el fenmeno de endurecimiento por deformacin e interpretar la tendencia del aumento de la dureza con respecto a la deformacin plstica ejercida sobre dos tipos de material, 3 probetas de Cobre (Cu 100%) y otra de una aleacin de aluminio 6063 (aleacin base aluminio con magnesio y silicio como principales elementos aleantes).Con base a los clculos de %CW se determinara el grosor final (tf) al que se deformara por medio de laminacin, para cada tf se tomara la dureza y se observar si existe acritud.
HIPTESIS
La habilidad de un metal depende de la habilidad para moverse de sus dislocaciones. Virtualmente todas las tcnicas de endurecimiento se basan en un principio bsico:Restringiendo o dificultando el movimiento de las dislocaciones resulta en una mejora en las propiedades mecnicas del material.De tal forma que al deformar plsticamente al material, este caso material metlico, este aumentara su densidad de dislocaciones y el movimiento de los planos de deslizamiento ser obstruido por lo que ganar resistencia a la deformacin plstica, es decir aumentara su dureza.Al laminar nuestras probetas estas experimentaran una deformacin plstica y tambin una breve recuperacin elstica, obtendremos un %CW (porcentaje de trabajo en frio en espaol) que ser una medida directa de la cantidad de deformacin plstica, y con ello la determinacin de una tendencia de tipo deformacin-dureza que se espera fuera proporcional.
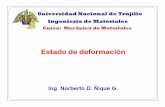
Figura 1: Grafica esfuerzo-deformacin ingenieriles.
En la figura 1 se aprecia que a medida que se genera una deformacin el esfuerzo para seguir deformando al materiales en este caso un metal es mayor, solo en la regin elstica es proporcional pero pasando el esfuerzo de fluencia esta varia. Esta deformacin fue hecha aplicando fuerzas axiales a una probeta de traccin, pero hubo una deformacin apreciable y en la zona del necking la dureza aument con respecto a la cuerda por ejemplo.
PROCEDIMIENTO EXPERIMENTAL
Se tenan 4 probetas, 3 de Cu y otra de Al, se decidi empezar arbitrariamente por la de aluminio. Se propusieron porcentajes de trabajo en frio para estimar el grosor final al que se llev la probeta, teniendo como referencia to = 10 mm. Para la probeta de aluminio se calcularon 4 tf o bien 4 % CW.Primeramente se procedi a tomar la dureza con la mquina de hardness test para poder corroborar si dicha dureza aumentaba, al tratarse de aluminio la escala a utilizar fue HRB, con una carga primaria de 100 kg y un identador de bola de 1/16. Tomada la primera dureza se lamin la probeta, ajustando los rodillos para alcanzar el tf. La laminadora usada era automtica que trabajo a 19.60 rpm.
Figura 2: Laminadora trabajando con la probeta de aluminio
En la figura 2 se muestra como los rodillo reducen el grosor de la probeta, los rodillos fueron ajustado por medio de engranes, los cuales se ajustaban al dar 1 vuelta a la manivela lo que se trasmite en 1 mm de adelgazamiento de la pieza a laminar.
Cuando la probeta la sido laminada para un %CW cualquiera esta experimentara una recuperacin elstica por lo que el tf no ser con toda precisin el calculado terico, de manera que para el primer evento se tom la dureza.
Figura 3: Toma de la dureza de la probeta de aluminio con la primea deformacin.
De la misma manera se repiti la metodologa para los % CW. Para medir la dureza de los ltimos trabajos en frio fue necesario cortar la probeta para evitar falsos negativos, debido a que la probeta se pandeo y esto provocara un mal contacto entre el identador y la superficie de la probeta.Para observar el fenmeno de acritud sobre el cobre, se trabaj con 3 probetas, para cada una se le asign un %CW, aunque para la ltima se continu con un porcentaje en frio para tener una mayor variabilidad de datos.Por la geometra de la probeta (circular) no se le pudo tomar la dureza inicial, por lo que se procedi directamente a defrmalo, de manera similar se haban calculado previamente los tf.
Figura 4: Toma de la dureza del Cu una vez deformado.
La figura muestra cmo se tom la medida a la probeta para el cobre, es apreciable que tiene restos de que fue cortada, debido a que las dimensiones de la probeta eran pequea y se pandeo, por lo que se cort transversalmente y fue lijada para una toma ptima de la dureza, se utiliz el mismo identador de 1/16 y una carga inicial de 100 kg, despus de haber recopilado datos de tf, %CW y dureza, la parte experimental concluyo.
ANLISIS DE RESULTADOS Y CONCLUSIN
A continuacin se muestra un ejemplo de clculo para tf, con un %CW propuesto para la probeta de aluminio.Despejando tf de la ecuacin de %CW tenemos que:
Para to = 10 mm y %CW = 10 %, sustituyendo tenemos:
Con ello tenemos el tf, es decir el grosor al que tenemos que llegar sin considerar la recuperacin elstica del material, con este mismo clculo se llen la siguiente tabla.}Tabla 1: %CW propuestos y grosor final de trabajo en frio (tf) para el aluminio.%CW propuesto (%)Tf calculado (mm)
109
208.1
307.3
406.5
Tabla 2: %CW, Tf experimental promedio de durezas obtenidas para el aluminio.Tf real (mm)%CW propuesto (%)Dureza promedio (HRB)
10053
9.851051.76
8.152055.53
7.253056.93
6.204057.53
Se tomaron 3 medidas para la dureza, de tal forma que a dispersin de los datos no superara las 3 unidades, y el tf fue medido con vernier.
Es importante resaltar que la pieza ya haba sido deformada desde la manufactura para obtener la probeta, del tal forma que la dureza es mayor que una pieza del mismo material pero con otra geometra.Si observamos la tendencia de la tabla 2 al aumentar el %CW es decir a medida que aumentamos la deformacin en el material la dureza va aumentando esto corrobora la hiptesis planteada, algo interesante es que aumenta de manera proporcional, alrededor de 1.5 unidades (HRB) por cada 10% de trabajo en frio.Segn datos tericos el Cu presenta una mayor dureza que el Al, pero hay que recordar que trabajamos con un aleacin, esta mejor las propiedades mecnicas, aun as el Al deformado lleg a registrar una dureza similar al Cu, con lo que podemos afirmar que como proceso ingenieril es bastante eficiente. Otro evento que se predeca en la hiptesis era la recuperacin elstica del material, ya por citar algn caso, para 40 %CW el tf terico fue de 6.5 mm pero experimentalmente registramos un grosor de 6.2 mm, 0.3 mm de recuperacin, a pesar de ello y si se considerara el coeficiente de elasticidad del metal se podran obtener una tolerancias dimensionales precisas, por ejemplo para crear un material metal-mecnico como autopartes.
Tabla 3: %CW propuestos y grosor final de trabajo en frio (tf) para el Cu, para to = 12.25 mm.%CW propuesto (%)Tf calculado (mm)
209.8
407.35
604.9
802.45
Tabla 4: %CW, Tf experimental promedio de durezas obtenidas para el cobre.Tf real (mm)%CW propuesto (%)Dureza promedio (HRB)
11.252038.43
7.354046
56052.3
2.78060
La primera impresin al interpretar los datos es cierta disparidad entre el tf calculado y el tf real, pero al tratarse de Cu un metal que se caracteriza por ser muy dctil, era de esperarse que la recuperacin elstica fuera detectable.
En esta experiencia la tendencia de aumento de dureza en funcin del trabajo en frio es claramente proporcional, incluso se puede hacer una relacin de que por cada 20% de CW aumentan 10 unidades HRB la dureza, para hacer ms evidente dicha proporcionalidad se mostrar una grfica de dureza contra %CW.
Grfico 1: Relacin de proporcionalidad entre aumento dureza y trabajo en frio aplicado a probeta de Cu.En la grfica se muestra que la proporcional es casi lineal.
Por ultimo dar un veredicto de las ventajas y desventajas del trabajo en frio o del endurecimiento por deformacin.
REFERENCIAS
Askeland, D. R., La ciencia y la ingeniera de los materiales, Mxico, Grupo Editorial Iberoamrica, 1994. Pags consultadas (292-306)