Resumen Libro_Industrialización
26
DESTILACIÓN AL VACÍO Las temperaturas de salida del horno requeridas para la destilación a presión atmosférica de las fracciones más pesadas del crudo de petróleo son tan altas que podrían dar lugar al craqueo térmico, con la consiguiente pérdida de producto y ensuciamiento del equipo. Estas materias que constituye el residuo de la destilación atmosférica se destilan bajo vacío, ya que la temperatura de ebullición desciende al decrecer la presión. La destilación se lleva a cabo con presiones absolutas, en la zona de alimentación de la columna, de 25 a 40 mm de Hg Para mejorar la vaporización, se rebaja aún más la presión efectiva a 10 mm Hg o menos, mediante la adición de vapor a la entrada del horno y a la base de la columna de vacío. La adición de vapor a la entrada del horno incrementa la velocidad en los tubos del horno y minimiza la formación de coque en el horno, así como la columna de vacío. La cantidad de vapor de agotamiento utilizado es una fracción del intervalo de ebullición del alimento y de la fracción vaporizada, pero generalmente varía de 10 a 50 lb lb/bl de alimento. Las presiones de operación más bajas dan lugar a incrementos significativos en el volumen de vapor por barril vaporizado, y por consiguiente, las columnas de destilación a vacío tienen un diámetro mucho mayor que las columnas a presión atmosférica. APLICACIÓN La destilación al vacío se utiliza cuando la temperatura del punto de ebullición del compuesto a destilar es superior a la temperatura de descomposición química del producto La aplicación más importante es la obtención de: Gas Oil Ligero – Gas Oil Pesado – Residuo de Vacío
-
Upload
brayan-chuga -
Category
Documents
-
view
213 -
download
0
description
ute industrializacionresumen de todo el semestre
Transcript of Resumen Libro_Industrialización

DESTILACIÓN AL VACÍO
Las temperaturas de salida del horno requeridas para la destilación a presión atmosférica de las fracciones más pesadas del crudo de petróleo son tan altas que podrían dar lugar al craqueo térmico, con la consiguiente pérdida de producto y ensuciamiento del equipo.
Estas materias que constituye el residuo de la destilación atmosférica se destilan bajo vacío, ya que la temperatura de ebullición desciende al decrecer la presión. La destilación se lleva a cabo con presiones absolutas, en la zona de alimentación de la columna, de 25 a 40 mm de Hg
Para mejorar la vaporización, se rebaja aún más la presión efectiva a 10 mm Hg o menos, mediante la adición de vapor a la entrada del horno y a la base de la columna de vacío. La adición de vapor a la entrada del horno incrementa la velocidad en los tubos del horno y minimiza la formación de coque en el horno, así como la columna de vacío. La cantidad de vapor de agotamiento utilizado es una fracción del intervalo de ebullición del alimento y de la fracción vaporizada, pero generalmente varía de 10 a 50 lb lb/bl de alimento.
Las presiones de operación más bajas dan lugar a incrementos significativos en el volumen de vapor por barril vaporizado, y por consiguiente, las columnas de destilación a vacío tienen un diámetro mucho mayor que las columnas a presión atmosférica.
APLICACIÓN
La destilación al vacío se utiliza cuando la temperatura del punto de ebullición del compuesto a destilar es superior a la temperatura de descomposición química del producto
La aplicación más importante es la obtención de:
Gas Oil Ligero – Gas Oil Pesado – Residuo de Vacío


HIDROTRATAMIENTO
Comprende diversas aplicaciones en las cuales la calidad de los hidrocarburos líquidos mejora sometiéndolos a condiciones suaves o severas de presión de hidrógeno en presencia de un catalizador. Así el hidrotratamiento pude considerarse un tipo bastante especializado de hidrógenenación
El objetivo del hidrotratamiento es convertir selectiva mente una sustancia en otra deseable o eliminar del sistema una o más sustancias no deseadas incluidas en la materia prima. EL empleo del hidrotratamiento es extenso, pues interviene en el proceso de más del 30 % del crudo refinado en EEUU
APLICACIONES
Los procesos denominados de hidrotratamiento tienen como finalidad la eliminación de impurezas como azufre, nitrógeno, oxígeno, níquel o vanadio
DESCRIPCIÓN PASO A PASO
La materia prima se precalienta por intercambio de calor con el efluente del reactor y se eleva a la temperatura de entrada en el reactor en un dispositivo para calentamiento. Una corriente de hidrógeno de reciclaje entra en contacto con la materia prima. La corriente de reciclaje de hidrógeno excede de la necesaria para la reacción química, con el fin de impedir la acumulación de depósitos carbonáceos desactivadores en el catalizador.
Parte del hidrógeno de reciclaje frío puede introducirse en el reactor en puntos intermedios de la zona de reacción para actuar como medio de absorción de calor, y hacer así el perfil de temperatura de reactor más próximo al isotérmico de lo que estaría sin los enfriadores de gas.
Para reponer el hidrógeno consumido en la reacción y el disuelto, se introduce en el sistema una nueva corriente de hidrógeno ya sea antes o después del compresor de gas y reciclaje y en cantidad suficiente para mantener la presión elegida en la unidad.


REFORMACIÓN CATALÍTCA
El objetivo de la reforma es el re-arreglo o reformación de la estructura molecular de ciertos carbohidratos, particularmente para mejorar naftas con características antidetonantes deficientes y convertirlas en combustibles para automotores de calidad, extra, o para producir compuestos aromáticos, en especial de 8 carbonos, benceno y tolueno a partir de fracciones de nafta seleccionadas.
Prácticamente toda la nafta introducida a las unidades de reforma catalítica es hidrotratada para eliminar sustancias distintas de hidrocarburos, que afectarían negativamente la estabilizad de los catalizadores de la reforma desde el punto de vista de su actividad y selectividad. Algunas de las sustancias eliminadas son azufre, nitrógeno, oxígeno y compuestos orgánicos de arsénico y paladio, los cuales envenenan los catalizadores.
DESCRIPCIÓN PASO A PASO
El catalizador se coloca como un lecho fijo en los tres o más recipientes separados del reactor adiabático, junto con la materia prima. Se precalienta en una mezcla de gas de reciclaje e hidrógeno antes de ser introducido al primer reactor y se recalienta. Debido a que las reacciones de deshidrogenación son bastante endotérmicas, hay una pérdida importante de temperatura de las sustancias que fluyen y que reaccionan, particularmente en el primer reactor en donde ocurre una rápida deshidrogenación del nafteno. Además, los efluentes del primer y segundo reactor se recalientan para darles la temperatura adecuada antes de introducirlos en el tercer reactor. Frecuentemente el calentador de carga y los intercalentadores están en el mismo horno.
El efluente del último reactor se enfría y se lleva a un recipiente, donde la mezcla producida se separa en una fase líquida y otra gaseosa. La mayor parte del gas separado se comprime y reintroduce a los reactores para proporcionar la presión parcial protectora de hidrógeno en el medio ambiente de la reacción


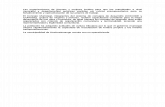
CRAQUEO CATALÍTICO
Se emplea principalmente para fabricar gasolina, olefinas C3 y C4 e isobutano, por lo general mediante descomposición selectiva de destilados pesados
Debido a que las reacciones de desintegración son gobernadas por catalizadores preparados específicamente, la gasolina producida contiene proporciones sustanciales de hidrocarburos con alto índice de octano, como compuestos aromáticos, parafinas absorbentes y olefinas. Debido a que la relación de desintegración ocurre de acuerdo con el mecanismo de ion carbono, hay cantidades relativamente pequeñas de fragmentos más ligeros que el C3 en los productos
APLICACIONES
La carga para esta unidad son los gasóleos livianos y pesados que se producen en la unidad de destilación al vacío, de esta unidad es posible obtener gases que luego de un debido tratamiento se obtiene glp, se producen naftas para la producción de gasolinas, en la refinería del pacifico se obtiene aceites que luego van hacia la unidad de craqueo catalítico (FCC) esto sirve para la producción de propileno el cual se transforma en prolipropileno que sirve para la producción de plástico.
DESCRIPCIÓN PASO A PASO
En la unidad de fcc el catalizador se encuentra en movimiento entre el regenerado y reactor, el alimento nuevo ( gasóleos) se ponen en contacto con carga reciclada que es la que no se craqueo, este alimento nuevo es bombeado hacia el catalizador que se encuentra a altas temperaturas 720ºC en donde la carga alcanza la temperatura óptima para el proceso de 480ºC esta mezcla se dirige por una tubería hacia un reactor donde se dan todas las reacciones de craqueo allí también se dan reacciones indeseables como la producción de coque por efectos de las altas temperaturas esto se pega al catalizador disminuyendo su eficacia , después la carga pasa hacia unos ciclones que hace que el polvo fino se vaya hacia el fondo aquí se le inyecta vapor para que quede libre de hidrocarburos, Todos los productos craqueados y no craqueados salen por el tope, mientras el catalizador agotado sale fondo hacia el regenerador donde se quema el coque y este se transforma en Co y CO2, el catalizador regenerado regresa al reactor para ser utilizado nuevamente.
Los productos que salen por el tope del regenerador se dirigen a una columna de fraccionamiento, los componentes más ligueros salen por el tope se enfrían y se dirigen hacia un separador de reflujo de tope por la parte superior sale GLP por debajo sale un reflujo de tope que va hacia la torre y otra parte sale como gasolina algunos productos de la columna contiene aceites cíclicos pesados y livianos una parte regresa al proceso. El residuo se va al decantador y regresa al proceso de craqueo catalítico, por la parte superior se separa el aceite de residuo decantado.


COQUIZACIÓN RETARDADA
Actualmente se emplean dos tipos de proceso de coquificación térmica: Coquificación fluida continua, Coquificación retardada
Por este proceso se convierten fracciones altamente residuales en gas, gasolina, destilados y coque, con el objetivo de maximizar el rendimiento de destilados y minimizar el de gas, gasolina y coque. Los destilados pesados son materias primas apropiadas para desintegración catalítica. La gasolina que proviene de unidades de coquificación térmica puede mezclarse con combustibles para automotores después de un tratamiento adecuado, o bien puede ser sometida a tratamiento adicional para mejorar su índice de octano por reforma catalítica después de purificarla por hidrotratamiento. Aunque solo es un subproducto del proceso el coque de petróleo es útil como combustible para generación de vapor y, si satisface ciertas especificaciones de pureza y de otro tipo, es una de las principales materitas primas para la fabricación de electrodos de carbono en las industrias de aluminio y otras electrometalurgias.
DESCRIPCIÓN PASO A PASO
El proceso comienza con los residuos del fondo de vacío en este caso la brea este se dirige a un horno donde se reduce la viscosidad luego pasa a la columna de fraccionamiento aquí se va a separar los componentes más livianos por el tope y los más pesados por el fondo a estos se los inyecta vapor y se lo manda a un horno para que alcancen un temperatura de 483 C, pasa por un sistema de válvulas y se va a 2 tambores de coque se abre el paso de las válvulas que se dirigen al primer tambor ahí se dan las reacciones de coque el mismo que se adhiere a las paredes del tambor en un periodo de 48 horas, se abre la otra válvula y sucede lo mismo mientras en el otro tambor se inyecta agua y esta se va por el fondo se dirige a un separador donde el coque queda libre de agua, el proceso se repite con el otro tambor como también se produce el craqueo por la parte superior se produce HC que van a una columna de fraccionamiento los componentes más ligeros salen por el tope a un acumulador donde se produce gas la otra parte regresa como reflujo de tope.
Más abajo tenemos un corte lateral donde está un striper por la parte superior regresa como reflujo de tope y por abajo obtenemos diésel de baja calidad.
Por el fondo se obtiene fuel oil y carga pesada y productos no craqueados los cuales se mezclan con carga fresca y vuelven al principio del proceso, el coque se dirige al gasificador donde se obtiene H2.

ALQUILACIÓN
La alquilación se utiliza para producir un componente de la mezcla de gasolina para automóviles y consiste en la combinación química de isobutano ya sea con propileno, butileno, amilenos o una combinación de ellas para formar una mezcla de parafinas muy absorbentes con alto índice antidetonante y buena estabilidad. Las reacciones de alquilación se efectúan a temperaturas iguales o ligeramente inferiores a las del intervalo líquido normal del agua y presiones suficientemente altas para mantener la materia prima y la mezcla de reacción en fase líquida. Se emplea ácido sulfúrico o fluorhídrico como catalizador
DESCRIPCIÓN PASO A PASO
La materia prima se trata antes de ser introducida en la unidad alquiladora, principalmente para eliminar compuestos de azufre y agua. La mezcla que contiene olefinas, el HF reutilizable y un producto reutilizable que contiene isobutano en mayor cantidad de la necesaria para reaccionar con las olefinas se introduce en diversas proporciones al recipiente del reactor. En éste, los hidrocarburos y el ácido entran en íntimo contacto y forman una emulsión, en la cual reaccionan y forman el producto del alquilato.
De varios modos se elimina gran parte del calor de reacción. En la alquilación con HF comúnmente se emplea agua de enfriamiento en un haz de tubos para intercambio térmico dentro del reactor, a fin de control la temperatura de emulsión.
La emulsión efluente del reactor pasa a un tanque de sedimentación, donde la fase de hidrocarburo se eleva y envía al sistema de fraccionamiento. Los hidrocarburos que salen del tanque de sedimentación se introducen a un fraccionador, que separa una cabeza rica en isobutano. Esta corriente se envía al sistema del reactor para su reutilización como aportadora de isobutano en cantidad considerablemente mayor a la requerida para la reacción con las olefinas de la materia prima.


ISOMERIZACIÓN
Puede definirse como el re-arreglo de la configuración estructural de una molécula sin cambiar su peso molecular. Aunque cambios estructurales de este tipo solo ocurren en otros procesos, como reforma o desintegración catalítica, en esta parte se consideran sólo proceso en los que la isomerización es la reacción principal.
Los procesos de isomerización se utilizan en la industria del petróleo para cambiar la configuración estructural de las parafinas C4 a isobutano a fin de aportar por medios distintos a los ya mencionados el isobutano necesario para la alquilación de olefinas en la producción de combustibles para automotores. Las parafinas C5 y C6 se convierten por isomerización en las estructuras más absorbentes del mismo peso molecular a fin de mejorar sus índices antidetonantes. La isomerización también se aplica aunque en mucho menor grado a los hidrocarburos aromáticos C4.
DESCRIPCIÓN PASO A PASO
Esta unidad está arreglada para procesar una mezcla C5/C6 con equipo de fraccionamiento a fin de reciclar tanto n-pentano como n-hexano. Primero se fracciona una mezcla C5/C6 desulfurada para extraer el isopentano nativo como producto neto. La temperatura de esta nueva mezcla se eleva a la de la reacción por intercambio de calor y precalentamiento adecuado. Antes de entrar al reactor, la carga combinada se, mezcla con gas hidrógeno de reciclaje, cuya función es inhibir la formación de depósitos en el catalizador.
El líquido que se obtiene en el separador se estabiliza como un paso más hacia a la separación de cualquier C4 e hidrocarburos más ligeros que pudieran introducirse con el hidrógeno de complemento, y una pequeña cantidad de hidrocarburos ligeros formados por hidrólisis en el reactor
Como paso final, la fracción de hexano se separa en un concentrado de dimetilbutanos como cabeza de producto neto y una cola rica en n-hexano, que se reprocesa para isomerización adicional de n-hexano y metilpentanos.


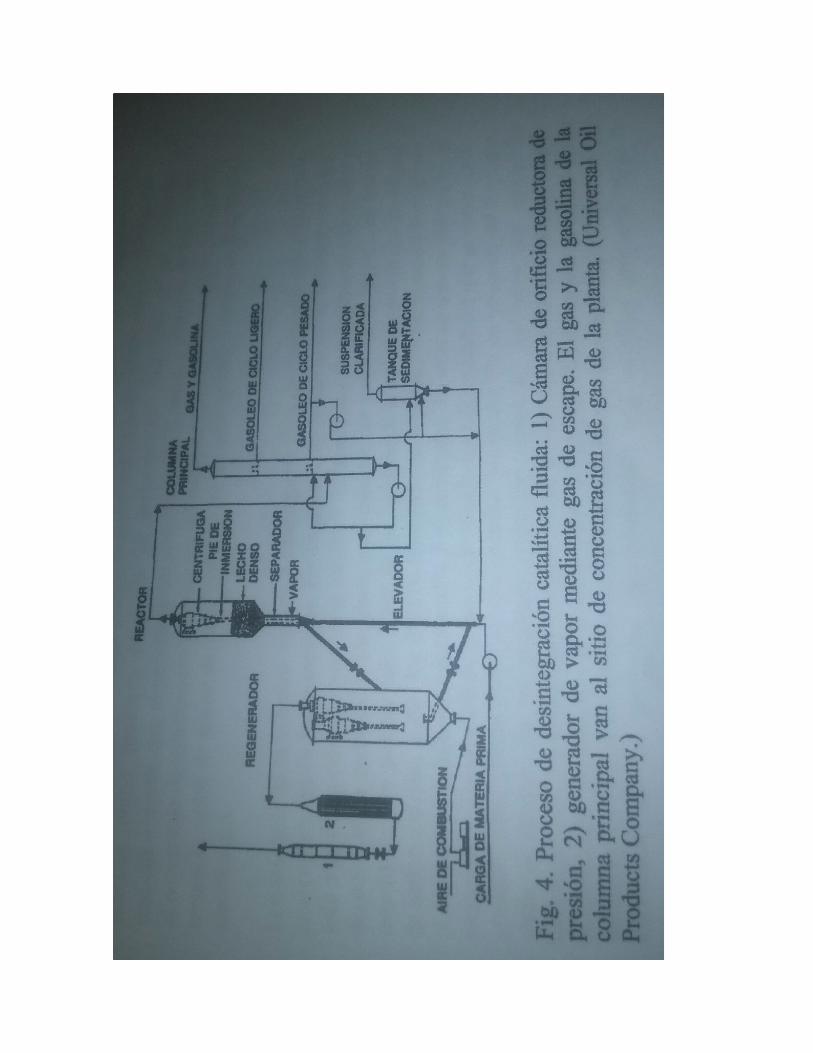
HIDRÓLISIS
Este proceso difiere de la desintegración catalítica en que emplea diferente catalizador y un ambiente de hidrógeno a presiones totales de entre 800 a 2500 psig. Debido a que la acumulación de un depósito carbonáceo sobre el catalizador es extremadamente lenta, los periodos de proceso en línea varían de algunas semanas a un año más. En algunos casos la necesidad de quemar materia depositada en el catalizador no es causa principal de detección del proceso.
Generalmente, en los productos de hidrólisis se puede utilizar una gamma mapas amplia de materias primas en la que desintegración catalítica. Ente éstas se incluyen no solo destilados pesados, sino también sustancias extraídas por medio de solventes de productos residuales, los que contienen varias ppm de complejos organometálicos. En algunos diseños, los aceites residuales pueden ser procesados económicamente si el contenido de metales no es demasiado alto
Todos los productos de la hidrólisis tienen bajo contenido de azufre. Los hidrocarburos ligeros son predominantemente isómeros absorbentes.


TRATAMIENTO MEROX
La corriente de Jet A-1, luego de la destilación atmosférica pasa a través de la unidad merox que reduce el contenido de azufre en el combustible, así como también reduce el número de ácido causado por ácidos nafténicos presentes, componentes que dan características corrosivas y emulsionantes al turbocombustibe.
DESCRIPCIÓN PASO A PASO
El proceso se inicia cuando la corriente de Jet A-1 crudo pasa a través de una columna en contracorriente con una solución de 3 a 10 °Bé o de NaOH para remover la mayor parte de ácidos nafténicos, luego la corriente de jet es precalentada y es añadido aire para el ingreso al reactor catalítico ael cual consta de un lecho de carbón impregnado con catalizador, del rector pasa a un tanque separador de donde la fase inorgánica que contiene sales de ácidos nafténicos es tratada para la regeneración de sosa y la fase Jet pasa a una columna de lavado con agua, luego pasa por un filtro de sal para la eliminación de humedad y finalmente a un filtro de arcilla

.

DESTILACIÓN ATMOSFERICA
DESALADOR ELECTROSTÁTICO
Variable Rango Ref. EsmeraldasPérdida de carga, psi 25-65 30Agua de lavado, %V 3-8 5Voltaje, v/cm distancia de electrodo 1200 460 y trifásico.
V1, V2, V3 20AmpTemperatura de mezcla (°C) 105-135 121Presion desalador
- psi- PH
25-507.5-8.5
407.6-7.9
HIDROTRATAMIENTO DE NAFTA PESADA
Variable Operacional SOR EORPresión de salida del reactor, kg/cm2g 20.3 20.3
Temperatura del Reactor, °C- Entrada- Salida
290290
340340
Relación de gas de reciclo (litros de H2 Puro Por Hora)
90 90
Presión parcial de Hidrógeno, kg/cm2 7.0 7.0
Velocidad espacial LHSV (Flujo de carga, m3)HR -306
C5 5
CONDICIONES DEL DESPOJADORTemperatura de tope (°C) 195-197Temperatura de fondo (°C) 261Presión de tope [kg/cm2] 14.6Presión de Fondo [kg/cm2] 15Temperatura tambor de reflujo (°C) 45Presión de tambor de reflujo 14Relación reflujo-carga 0.16
REFORMACIÓN CATALÍTICA
Tipo de nafta Parafínica Nafténica
Punto de corte TBP, °C 80-160 80-180
Destilación ASTM, °C
P/E- 10- 30- 50- 70- 90- PFE
86111.18121.4131.9147.6186.1158
86111.8121.4131.9147.6186.1158
Gravedad Específica 0.7868 0.7868
Parafinas %Vol 54.0 49.0
Naftenos %Vol 40.0 49.0
Aromáticos %Vol 8 9.3
Máximos niveles de contaminantes en la carga a la reformadora (ppm peso)Azufre 0.5Nitrógeno 0.5Agua y productos oxigenados 5Arsénico 1ppbOlefinas 0Diolefinas 0Metales 5Halógenos 1
UNIDAD CCF
Capacidad (kg/h) 109 343Temp. Reactor (°C) 530Temp. Regenerador (°C) 695Temp. Carga combinada (°C) 215Capacidad soplante (kg/h) 82000Capacidad compresor de gas
- 1ra etapa- 2da etapa
35 00033 000
Circulación catalizador (tm/min) 15Relación catalizador-aceite 8-4Adición diaria de catalizador (tm/día) 1.8Análisis MAT 65Carga (API) 23.4Adición reciclo 1.0Presión reactor (kg/cm2) 1.86Presion regenerador (kg/cm2) 2.3Niv (ppm) 680/220Azufre %P 1.35Carbón %P 0.36
HIDROCRAQUEO

ALQUILACIÓN
TEMPERATURA DE REACCION H2SO4 (°C) 0-15TEMPERATURA DE REACCION HF (°C) 15-50Concentración de agua en el ácido 3-5Concentración de ácido en proceso de H2SO4 (%P)
93-95
Concentración de ácido en proceso de HF(%P) 86-90Tiempo de contacto H2SO4 (min) 5-40Tiempo de contacto HF (min) 5-25
![[+] resumen](https://static.fdocumento.com/doc/165x107/58668da91a28abb9408b75ae/-resumen.jpg)