revista aristas Investigación Básica...
51
revista aristas Investigación Básica Aplicada REVISTA ARISTAS: INVESTIGACIÓN BÁSICA Y APLICADA * AÑO 2012 * VOL. 1 * NUM. 2
Transcript of revista aristas Investigación Básica...

revista aristasInvestigación Básica Aplicada
RE
VIS
TA
AR
IST
AS
: IN
VE
ST
IGA
CIÓ
N B
ÁS
ICA
Y A
PLI
CA
DA
* A
ÑO
20
12
* V
OL.
1 *
NU
M. 2
Año 2012 Vol. 1 NO 1
EDITOR EN JEFEDr. Juan Andrés López BarrerasFacultad de Ciencias Químicas e IngenieríaUniversidad Autónoma de Baja California
José LópezAuxiliar EdiciónCésar LópezAuxiliar Diseño
Publicada por laFacultad de Ciencias Químicas e Ingeniería
UNIVERSIDAD AUTÓNOMA DE BAJA CALIFORNIA
Revista Aristas
Es una Revista de Divulgación Científica donde laUnidad Académica responsable es la Facultad de
Ciencias Químicas e Ingeniería, Campus Tijuana de laUniversidad Autónoma de Baja California
COMITE EDITORIAL
PORTADADiseño: JA-C&LB
Fotografía: Alfred Pasieka
Publicación semestral
LEGALREVISTA ARISTAS INVESTIGACIÓN BÁSICA Y APLICADA, año 1, número 2, Julio 2012 – Diciembre 2012, es una publicación semestral editada y publicada por la Universidad Autónoma de Baja California, Ave. Álvaro Obregón sin número, Col. Nueva, Mexicali, Baja California, México. C.P. 21100. Teléfono Directo: (686) 553-44-61, (686) 553-46-42, Conmutador: (686) 551-82-22, Fax: (686) 551-82-22 ext. 33005, http://fcqi.tij.uabc.mx/usuarios/revistaaristas/. Editor responsable: Juan Andrés López Barreras. Reservas de Derechos al uso Exclusivo No. 04-2013-082310014500-102, ISSN en trámite, ambas otorgadas por el Instituto Nacional del Derecho de Autor.Responsable de la última actualización de este número: Juan Andrés López Barreras, Coordinación de Posgrado e Investigación de la Facultad de Ciencias Químicas e Ingeniería, fecha de última actualización: 18 de Diciembre de 2012.La reproducción total o parcial está autorizada siempre y cuando se cite la fuente.
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIADr. Fernando Toyohiko Wakida Kusunoki
Dr. Samuel Guillermo Meléndez LópezDr. Luis Guillermo Martínez Méndez
Dr. José Heriberto Espinoza GómezDr. Paul Adolfo Taboada González
Dr. Luis Enrique Palafox Maestre
Dr. Marco Antonio Ramos IbarraDr. José Luis González Vázquez
Dr. Gerardo César Díaz TrujilloDr. José Manuel Cornejo Bravo
Dra. Quetzalli Aguilar Virgen
Dr. Guillermo Licea SandovalDra. Alma Elia Leal Orozco
Dr. Iván Córdova GuerreroDr. Manuel Castañón Puga
Dr. Raudel Ramos Olmos
M.C. Rubén Guillermo Sepúlveda Marqués
M.C. Jesús Everardo Olguín TiznadoM.C. José Jaime Esqueda Elizondo
M.C. Jorge Edson Loya HernándezM.C. José María López Barreras
M.C. Julio Cesar Gómez Franco
M.C. Claudia Camargo WilsonM.C. Teresa Carrillo Gutiérrez
UNIVERSIDAD DEL BIO-BIO, CHILE.
Dra. Leticia Galleguillos PeraltaDr. Ivan Santelices Malfanti
INSTITUTO TECNOLÓGICO DE HERMOSILLODr. Enrique de la Vega Bustillos
Dr. Gil Arturo Quijano Vega
http://fcqi.tij.uabc.mx/revistaaristas/[email protected]
El contenido de los artículos publicados no representannecesariamente los pensamientos de la Universidad ni
de la propia Revista. El contenido de los Artículosúnicamente es responsabilidad de sus Autores.
Mayores informes
Revista Aristas: Ciencia e IngenieríaUniversidad Autónoma de Baja CaliforniaFacultad de Ciencias Químicas e Ingeniería
Calzada Universidad # 14418Mesa de Otay, Tijuana, B.C.
C.P. 22390, México.Tel. +52 (664) 9797500Fax +52 (664) 6822790
Derechos Reservados ©Toda reproducción total o parcial deberá citar a la
Revista Aristas: Ciencia e Ingeniería
HUATSON
vol1num1
HUATSON
Cuadro de texto
HUATSON
Texto escrito a máquina
Vol. 1 Num. 2
HUATSON
Texto escrito a máquina

EDITORIAL El comité editorial de la Revista Aristas: Ciencia e Ingeniería se complace en presentarles el segundo numero, ano 1, vol. 2 del 2012. Se ha hecho un esfuerzo adicional para mejorar la calidad de los artículos presentados con la ampliación de nuestra base de árbitros y un constante seguimiento a los procesos de edición de los trabajos. En este número encontrará predominantemente trabajos de investigación en el área de Ingeniería industrial, por ejemplo: Calidad educativa y mejora continua, Mejoramiento de la eficiencia en una empresa medica aplicando DMAIC, Redistribución de planta para la optimización de la producción en base a modelos matemáticos, Mejoramiento de la productividad en el manejo y aplicación de materiales para obra negra en la construcción de proyectos de viviendas de interés social, Simulación de procesos a través del análisis de líneas de espera para la optimización de tiempos. Seguimos invitando a todos los investigadores y académicos para que sometan sus trabajos en el marco de las convocatorias que cada semestre se publican en la pagina de Internet de nuestra Revista Aristas. También queremos agradecer a nuestros lectores sus mensajes de agradecimiento recibidas en los correos electrónicos del comité editorial y por sus comentarios y recomendaciones para mejorar cada vez más las publicaciones. Esperamos que la comunidad académica y estudiantil disfruten de la lectura que nos ofrecen nuestros estimados autores.
Dr. Juan Andrés López Barreras Revista Aristas: Ciencia e Ingeniería
Editor en Jefe

TITULO PAGINAS
Mejoramiento de la eficiencia en una empresa medica aplicando DMAIC Claudia Camargo Wilson, Negmi Palleiro Navarro, Jesús Everardo Olguín Tiznado, Juan Andrés López Barreras, José Luis Javier Sánchez González
4-12
Redistribución de planta para la optimización de la producción en base a modelos matemáticos Elías López Méndez, José Alberto Estrada Beltrán, Alberto Ramírez Leyva, Jesús Iván Ruiz Ibarra
13-26
Simulación de procesos a través del análisis de líneas de espera para la optimización de tiempos Selene Inzunza Borgetti, José Alberto Estrada Beltrán, Alberto Ramírez Leyva, Jesús Rodolfo Rodríguez
27-33
Calidad educativa y mejora continua Julio Cesar Gómez Franco, Juan Andrés López Barreras, José María López Barreras
34-38
Mejoramiento de la productividad en el manejo y aplicación de materiales para obra negra en la construcción de proyectos de viviendas de interés social Edgar Pacheco Ruiz
39-50

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
4
MEJORAMIENTO DE LA EFICIENCIA EN UNA EMPRESA MÉDICA APLICANDO DMAIC
Improving the efficiency in a medical company applying DMAIC
RESUMEN Esta investigación aborda tres problemáticas detectadas en el área de empaque de una empresa Médica. La primera fue la ineficacia del flujo del producto debido a una distribución inadecuada. Por esta razón el área fue re-diseñada y el flujo del material se hizo más eficiente. La segunda, fue el cambio de empaque de ciertos productos, con el objetivo de reducir los costos de material. La tercera, fue la acumulación de piezas en la Operación A debido a un mayor tiempo de proceso en la Operación B, para esto, se propuso un nuevo balanceo para Operación B en la que se incluyó un nuevo operador que apoya realizando actividades directas y que permite a la línea de empaque tener una cantidad de piezas por hora igual a la del proceso anterior. Así mismo, se desarrolló una nueva estación de trabajo y dos estructuras que facilitan el manejo del producto. PALABRAS CLAVES: Eficacia, empaque, productividad, re-diseño, reducción de tiempos. ABSTRACT This research addresses three problematic situation detected in the area of packaging a medical company. The first was the inefficacy of flow of the product due to the inadequate distribution; for which re-design the area and make the flow of material more efficient. The second was the change in packaging of certain products, with the goal of reducing the cost of material. The third was the accumulation of parts on operation A, due to increased processing time in the Operation B; To resolve this affair we propose adding an extra operator on operation B who will aid on certain direct tasks allowing the packaging line to have the same pieces per hour count as the last process. In addition we developed a new layout, a new work station and two structures that will make the product handling easier. KEYWORDS: Efficacy, packaging, productivity, layout, time reduction.
CLAUDIA CAMARGO WILSON Ingeniera Industrial, Dra. Profesora-Investigadora U.A.B.C. [email protected] NEGMI PALLEIRO NAVARRO Ingeniera Industrial, Ing. [email protected] JESÚS EVERARDO OLGUÍN TIZNADO Ingeniero Industrial, M.C. Profesor-Investigador U.A.B.C. [email protected] JUAN ANDRES LÓPEZ BARRERAS Ingeniero Industrial, Dr. Profesor-Investigador U.A.B.C. [email protected] JOSÉ LUIS JAVIER SÁNCHEZ GONZÁLEZ Ingeniero Físico Industrial, M.C. Profesor-Investigador U.A.B.C. [email protected]
1. INTRODUCCIÓN
Esta investigación se desarrolla en una de las áreas de empaque, en la que será necesaria la gestión de tres distintas cuestiones: 1. Flujo ineficaz del producto empaquetado en
producto X. 2. Cambio de tamaño de cavidad de ciertos productos
por cuestión de reducción de costos. 3. Disminución del tiempo de Operación B (Empacado
en caja) de productos que salen de máquinas M, con el fin de crear un mejor flujo y evitar cuellos de botella.
Para el desarrollo de las actividades que solucionarán las mencionadas problemáticas o cuestiones a mejorar, se utilizaron distintos conceptos de ingeniería, metodologías y herramientas como: Administración de la producción,
estandarización, mapa de flujo de proceso, balanceo de líneas, DMAIC, diagrama de flujo, actividades directas e indirectas y productividad.
1.1 Administración de la producción
La administración de la producción se puede definir como el diseño, operación y control de sistemas para la manufactura y la distribución de productos. Este concepto tiene tres niveles de aplicación en la cadena logística: el nivel al detalle, el nivel de mayoreo (el almacén) y el nivel de manufactura. Los ambientes de manufactura presentan un alto grado de variabilidad. Sin embargo, dos factores comunes a todos los ambientes de adiministración de la producción son: el estrecho contacto con las personas, y la necesidad de un sistema de planeación y control consistente y bien definido.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
5
1.2 DMAIC La metodología Definir-Medir-Analizar-Mejorar-Controlar (DMAIC) es utilizada como la base de la filosofía Six Sigma. Definida a continuación: • Definir: Se refiere a entender los procesos
importantes afectados y definir la problemática de manera específica.
• Medir: Seleccionar la variable o las variables apropiadas que deberán ser mejoradas y asegurarse de que sean cuantificables, es decir, que puedan ser medidas.
• Analizar: Analizar los datos preliminares. Identificar causas raíces o defectos y sus impactos.
• Mejorar: Determinar cómo intervienen en el proceso para reducir significativamente el nivel de defectos. Se diseñan soluciones que ataquen el problema de raíz. También se desarrolla el plan de implementación.
• Controlar: Una vez que se hicieron las debidas mejoras, es necesario crear un sistema con el fin de asegurarnos de que dichas mejoras serán sustentables aún en un futuro.1
1.3 Diagrama de flujo o recorrido
El diagrama de flujo o recorrido es una representación gráfica de la distribución de los pisos y edificios que muestra la ubicación de todas las actividades en el diagrama de flujo del proceso. Cuando se elabora un diagrama de este tipo, se identifica cada actividad mediante símbolos y números correspondientes a los que aparecen en el diagrama de flujo del proceso. La dirección del flujo se indica colocando pequeñas flechas periódicamente a lo largo de las líneas de flujo. Un diagrama de flujo proporciona la mayor parte de la información pertinente relacionada con un proceso de manufactura, y puede ser útil para desarrollar un nuevo método.2
1.4 Actividades directas e indirectas
Todo el trabajo indirecto como el general son una combinación de las siguientes 4 divisiones: 1) trabajo directo, 2) transporte, 3) trabajo indirecto, 4) trabajo innecesario y demoras. El trabajo directo es ese segmento de la operación que avanza visiblemente con el progreso del trabajo. Es sencillo medir este trabajo directo con las técnicas convencionales como el estudio de tiempos con cronómetro, datos de estándares o datos de movimientos fundamentales.
1 G. Robin Henderson. “Six Sigma, Quality Improvement with MINITAB”. Wiley. 2 Niebel. Freivalds. “Ingeniería Industrial”, Mc. Graw Hill.
Como regla general, los analistas no pueden evaluar la porción de mano de obra indirecta o general con evidencia física en el trabajo terminado, o en cualquier etapa durante la tarea, excepto por inferencia deductiva de ciertas características. Los elementos del trabajo indirecto pueden dividirse en tres categorías: a) herramientas, b) materiales y c) planeación. Los elementos de planeación representan el área más dificil para establecer estándares. Estos elementos incluyen: consulta con el supervisor, planeación de los procedimientos de trabajo, inspección, verificación y pruebas. Los analistas miden con cronómetro estos elementos, pero esdificil determinar su freciencia de ocurrencia; por lo tanto el muestreo del trabajo es el método más práctico para este tipo de elmenetos. 3
1.5 Productividad
Webster define la productividad como “el producto físico por unidad de trabajo productivo; el grado de eficiencia de la administración industrial en la utilización de las instalaciones de producción; la utilización eficaz de la mano de obtra y el equipo”. John Kendrick en su libro Understanding Productivity, la define como “la relación que existe entre la producción de bienes y servicios y la aportación de recursos, humanos y otra clase, usados en el proceso de producción. Es posible calcular la productividad de la mano de obra, del capital, de la energía y de los materiales, pruesto que todos ellos intervienen en la mayor parte de la producción de artículos y servicios. Hay sistemas mediante los cuales se puede medir en su totalidad la productividad de una operación, pesando cada uno de esos factores y combinándolos en una medida general de productividad.4
2. CONTENIDO
2.1 La problemática 1: flujo ineficaz del producto empaquetado en producto X. Existe una ineficacia en el flujo que sigue el producto al momento de ser empacado en su respectiva caja. La línea de flujo es la siguiente: Una vez ensamblado y empacado individualmente en el producto X correspondiente, el producto sale de cuarto limpio a través de ventanas que dan al exterior de éste, justo al área de empaque. En ocasiones, la orden debe esperar a que alguna de las líneas de empaque se desocupe para ser empacada en su caja de cartón correspondiente, con el fin de que la orden no esté esperando en dichas ventanas y permita que más órdenes salgan por el mismo medio, es colocada en cierta raca, sin embargo, el lugar en donde se encuentran las racas está a una distancia considerablemente larga, por lo
3 Niebel. Freivalds. “Ingeniería industrial”. Alfaomega. 4 Gavriel Salvendy. “Ingeniería industrial”. Limusa Noriega Editores.
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
6
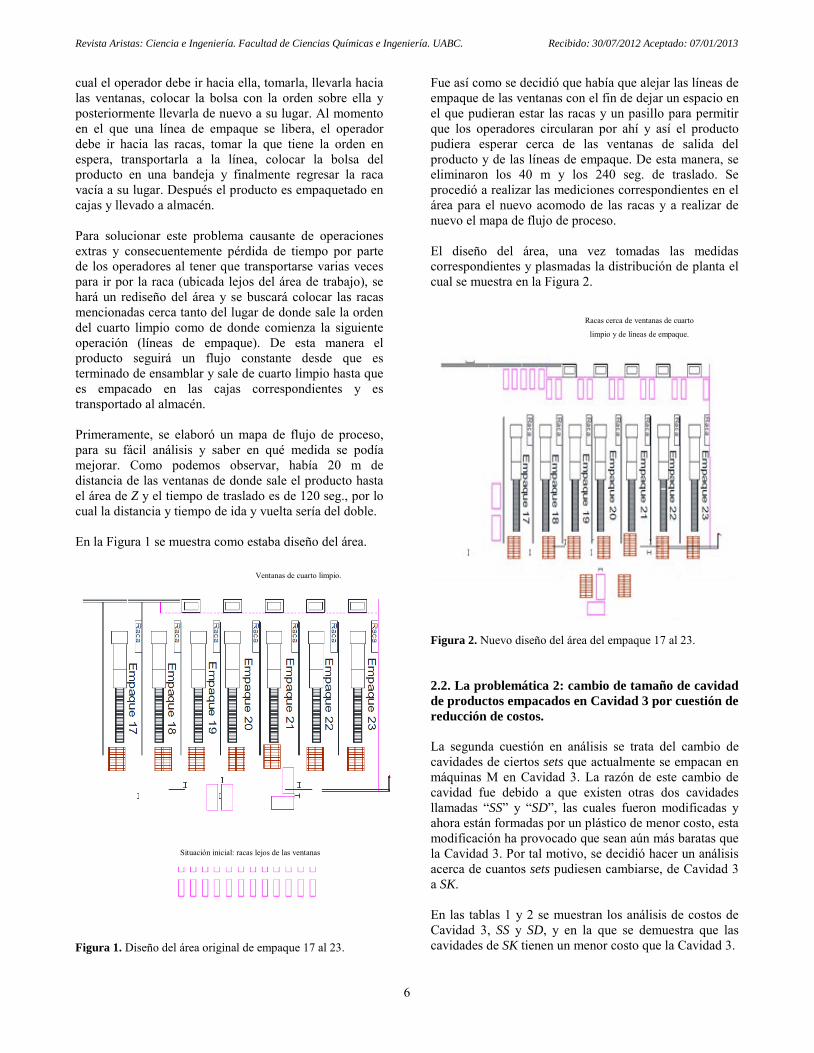
cual el operador debe ir hacia ella, tomarla, llevarla hacia las ventanas, colocar la bolsa con la orden sobre ella y posteriormente llevarla de nuevo a su lugar. Al momento en el que una línea de empaque se libera, el operador debe ir hacia las racas, tomar la que tiene la orden en espera, transportarla a la línea, colocar la bolsa del producto en una bandeja y finalmente regresar la raca vacía a su lugar. Después el producto es empaquetado en cajas y llevado a almacén. Para solucionar este problema causante de operaciones extras y consecuentemente pérdida de tiempo por parte de los operadores al tener que transportarse varias veces para ir por la raca (ubicada lejos del área de trabajo), se hará un rediseño del área y se buscará colocar las racas mencionadas cerca tanto del lugar de donde sale la orden del cuarto limpio como de donde comienza la siguiente operación (líneas de empaque). De esta manera el producto seguirá un flujo constante desde que es terminado de ensamblar y sale de cuarto limpio hasta que es empacado en las cajas correspondientes y es transportado al almacén. Primeramente, se elaboró un mapa de flujo de proceso, para su fácil análisis y saber en qué medida se podía mejorar. Como podemos observar, había 20 m de distancia de las ventanas de donde sale el producto hasta el área de Z y el tiempo de traslado es de 120 seg., por lo cual la distancia y tiempo de ida y vuelta sería del doble. En la Figura 1 se muestra como estaba diseño del área.
Figura 1. Diseño del área original de empaque 17 al 23.
Fue así como se decidió que había que alejar las líneas de empaque de las ventanas con el fin de dejar un espacio en el que pudieran estar las racas y un pasillo para permitir que los operadores circularan por ahí y así el producto pudiera esperar cerca de las ventanas de salida del producto y de las líneas de empaque. De esta manera, se eliminaron los 40 m y los 240 seg. de traslado. Se procedió a realizar las mediciones correspondientes en el área para el nuevo acomodo de las racas y a realizar de nuevo el mapa de flujo de proceso. El diseño del área, una vez tomadas las medidas correspondientes y plasmadas la distribución de planta el cual se muestra en la Figura 2.
Figura 2. Nuevo diseño del área del empaque 17 al 23.
2.2. La problemática 2: cambio de tamaño de cavidad de productos empacados en Cavidad 3 por cuestión de reducción de costos. La segunda cuestión en análisis se trata del cambio de cavidades de ciertos sets que actualmente se empacan en máquinas M en Cavidad 3. La razón de este cambio de cavidad fue debido a que existen otras dos cavidades llamadas “SS” y “SD”, las cuales fueron modificadas y ahora están formadas por un plástico de menor costo, esta modificación ha provocado que sean aún más baratas que la Cavidad 3. Por tal motivo, se decidió hacer un análisis acerca de cuantos sets pudiesen cambiarse, de Cavidad 3 a SK.
En las tablas 1 y 2 se muestran los análisis de costos de Cavidad 3, SS y SD, y en la que se demuestra que las cavidades de SK tienen un menor costo que la Cavidad 3.
Ventanas de cuarto limpio.
Racas cerca de ventanas de cuarto
limpio y de líneas de empaque.
Situación inicial: racas lejos de las ventanas

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
7
Porción de la unidad de recurso utilizada
Costo por unidad de recurso
Costo por pieza
Caja 0.02 $ 0.72 $
0.0144
Papel 0.26247 $ 0.0975 $
0.0256
Plástico 0.04425 $ 0.7951 $
0.0352
TOTAL $ 0.0752 dlls Tabla 1. Análisis de costos de Cavidad 3
Porción de la unidad de recurso utilizada
Costo por unidad de recurso
Costo por pieza
Caja 0.02 $ 0.86 $ 0.0172
Papel 0.20997 $ 0.0975 $ 0.0205
Plástico 0.0354 $ 0.7951 $ 0.0281
TOTAL $ 0.0658 dlls
*Ambas cavidades utilizan la misma cantidad de material.
Tabla 2. Análisis de costos del SS y del SD. Primeramente fue necesario identificar todos los sets que se empacan en Cavidad 3, los cuales resultaron ser 1370 productos, posteriormente fueron divididos en 16 grupos clasificados en base a características que tenían en común.
Posterior a esto, se procedió a ensamblar los sets característicos de cada grupo para hacer las pruebas convenientes con el fin de identificar los sets que pudiesen empacarse en Cavidad SK. Para ello, fue necesario tomar en cuenta cuestiones de calidad con el fin de que los tubos no tuvieran la mínima posibilidad de sufrir algún problema de torcedura por quedar demasiado justo en el empaque, y en general para saber si la pieza pudiese llegar a sufrir un daño al ser empacada en una cavidad de distintas dimensiones. Fue así como se identificó que 9 grupos podrían cambiarse de empaque con la seguridad de que cada componente del set cabría a la perfección dentro de la cavidad, que no hubiera riesgo absoluto de que algún componente sobresaliera al momento de ser empacado en máquinas M, y con la ventaja de la disminución de costo. Fueron en total 54 productos, algunos se irían para SS y otros para SD, según sus características. Sin embargo, aún faltaba una prueba, los sets debían pasar por el proceso de esterilizado correspondiente para verificar que a los días de haber sido ensamblados, enrolados y esterilizados, los tubos que conforman los sets no hubiesen sufrido algún daño de tal forma que al quitarles la cinta sujetadora no resultaran demasiado rizados.
Para el proceso de esterilizado de este tipo de sets (I.V. Sets), se utiliza la esterilización con rayos gamma y la esterilización EP. Las máquinas esterilizadoras están
configuradas para emitir las dosis de gases justas para esterilizar cajas de cierto rango de pesos. Es por ello que existe una tabla en la que se indican los rangos de pesos dentro de los cuales debe estar cada set, esto con el fin de que el set se empaque en la cavidad adecuada, logrando así que al momento de colocar la cavidad en el tamaño de caja respectiva, dicha caja sea esterilizada correctamente y el producto llegue al cliente libre de microbios y virus. Sin embargo, dado que en cavidad SK no se empacaban este tipo de productos, no hay un rango de pesos establecido para ellos. Por tal motivo se procedió a establecer el rango de pesos para ambas cavidades de SK identificando el menor y el mayor peso de los sets que habían sido ubicados en cada cavidad.
2.3 La problemática 3: Disminución del tiempo de Operación B de productos que salen de máquinas M, con el fin de crear un mejor flujo y evitar cuellos de botella. 2.3.1 DEFINIR: La problemática en análisis se sitúa en los Empaques 14 y 15, en los cuales se empacan productos de Cavidad 10 y Cavidad 12 deep respectivamente en cajas de 50 unidades generalmente. Ambos empaques tienen el mismo proceso y trabajan con 2 operadores.
En la operación A, el producto es empacado en su cavidad individual correspondiente en máquinas M dentro del cuarto limpio. Una vez que la máquina sella el producto con una etiqueta de papel y corta los empaques individuales, estos son transportados mediante una banda transportadora que atraviesa una pequeña ventana y los conduce al exterior del cuarto limpio, justo a los empaques en cuestión. La banda transportadora arroja el producto a una tolva de aproximadamente 1m de largo x 60 cm de ancho x 80 cm de profundidad, en esta etapa comienza la operación B. Los operadores pre-arman las cajas y toman los productos de la tolva de cinco en cinco para colocarlos en su caja, posteriormente deben pesar la caja en una tara previamente configurada para asegurarse de que contenga justo las piezas que contaron manualmente (generalmente 50 piezas). Después, los operadores colocan un folleto con información del producto dentro de la caja, la cierran y la colocan en el riel de la máquina “3M”, la cual sella la caja automáticamente con cinta adhesiva por la parte superior e inferior para finalmente, mediante una banda transportadora, conducirla a una mesa con rodillos. Una vez que dicha mesa (de aproximadamente 4m de largo) se llena de cajas, uno de los operadores debe caminar hasta ahí, tomar las cajas de cuatro en cuatro y colocarlas en una tarima de madera ubicada en el suelo, al final de la mesa de rodillos. Al finalizar la orden, la tarima debe contener el número de cajas correspondiente
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
8
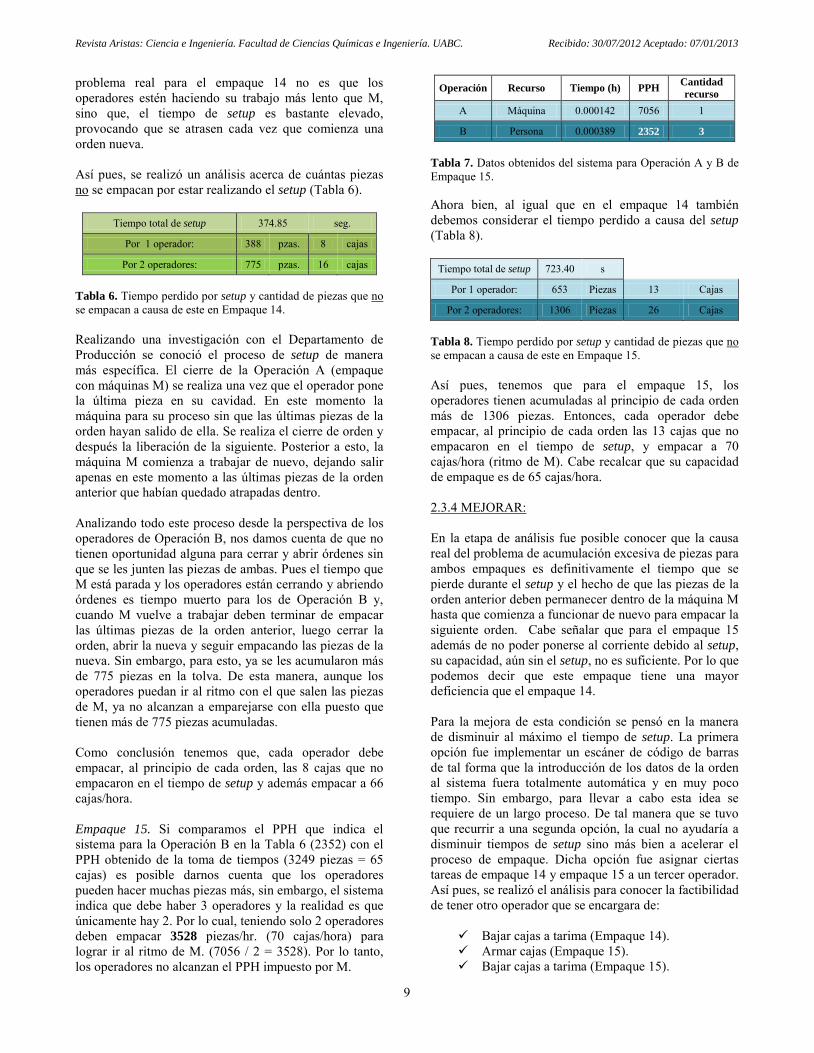
para posteriormente ser transportada al área de esterilizado (Operación C). El problema consiste básicamente en que la Operación Atiene un PPH mayor al que tiene la Operación B, lo cual provoca que la tolva esté constantemente llena de producto esperando ser empacado y que en ocasiones, cuando las máquinas M se encuentran trabajando a la velocidad máxima* (la que indica el sistema), los productos tengan que colocarse en bolsas antes de salir de cuarto limpio porque la capacidad de la tolva de empaque sería rebasada si permiten la salida de todos los productos. Todo esto hace que el proceso de empaque en caja sea bastante lento y tenga una productividad y una eficiencia baja. Una de las consecuencias de embolsar las piezas acumuladas es la mezcla de producto de una orden con otra, ya que debido a que las bolsas no están correctamente etiquetadas ni tienen un lugar establecido, otros operadores pueden confundirlas con bolsas de descarte. En ocasiones no hay un buen control de dichas bolsas y al momento de sacarlas de cuarto limpio estas pierden rastreabilidad. 2.3.2 MEDIR: Empaque 14. Para analizar de manera más específica la problemática se comenzó por tomar tiempos de cada una de las operaciones realizadas por los operadores de este empaque. En la tabla 3, se muestran los tiempos obtenidos con una tolerancia del 10%
# Actividades para empaque de
cavidad en caja Actividad
directa Actividad indirecta
1 Abrir orden, imprimir y revisar hoja. - 223.00
2 Armar caja. 6.59 -
3 Tomar sets de 5 en 5 o 10 en 10; colocar en caja. 30.15 -
4 Pesar. 2.25 -
5 Meter DFU, cerrar y colocar en 3M. 5.26 -
6 Bajar cajas a tarimas
Caminar (ida) 0.69 -
Voltear cajas 1.34 -
Colocar en tarima 1.31 -
Caminar (regreso) 0.76 -
7 Cerrar orden. - 151.85
TOTAL (seg.) 48.35s. =
0.0134hr. 374.85
PPH (Cajas/hr.) 74
PPH (Piezas/hr.)*por un operador 3723
PPH (Piezas/hr.) ambos operadores 7446 *1 caja = 50 piezas
Tabla 3. Tiempos de operaciones realizadas en Empaque 14 Empaque 15. Se procedió a realizar la toma de tiempos del empaque 15, es decir las actividades para empaque de
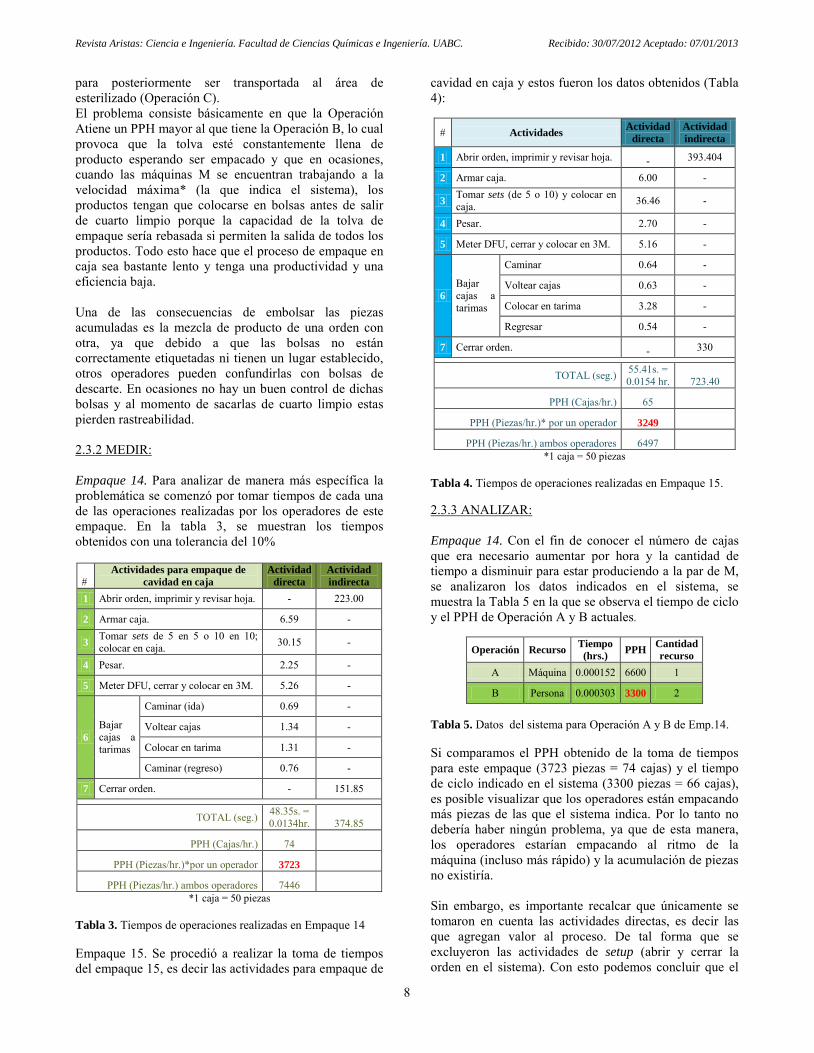
cavidad en caja y estos fueron los datos obtenidos (Tabla 4):
# Actividades Actividad directa
Actividad indirecta
1 Abrir orden, imprimir y revisar hoja. - 393.404
2 Armar caja. 6.00 -
3 Tomar sets (de 5 o 10) y colocar en caja. 36.46 -
4 Pesar. 2.70 -
5 Meter DFU, cerrar y colocar en 3M. 5.16 -
6 Bajar cajas a tarimas
Caminar 0.64 -
Voltear cajas 0.63 -
Colocar en tarima 3.28 -
Regresar 0.54 -
7 Cerrar orden. - 330
TOTAL (seg.) 55.41s. =
0.0154 hr. 723.40
PPH (Cajas/hr.) 65
PPH (Piezas/hr.)* por un operador 3249
PPH (Piezas/hr.) ambos operadores 6497 *1 caja = 50 piezas
Tabla 4. Tiempos de operaciones realizadas en Empaque 15. 2.3.3 ANALIZAR: Empaque 14. Con el fin de conocer el número de cajas que era necesario aumentar por hora y la cantidad de tiempo a disminuir para estar produciendo a la par de M, se analizaron los datos indicados en el sistema, se muestra la Tabla 5 en la que se observa el tiempo de ciclo y el PPH de Operación A y B actuales.
Operación Recurso Tiempo (hrs.) PPH Cantidad
recurso A Máquina 0.000152 6600 1
B Persona 0.000303 3300 2
Tabla 5. Datos del sistema para Operación A y B de Emp.14.
Si comparamos el PPH obtenido de la toma de tiempos para este empaque (3723 piezas = 74 cajas) y el tiempo de ciclo indicado en el sistema (3300 piezas = 66 cajas), es posible visualizar que los operadores están empacando más piezas de las que el sistema indica. Por lo tanto no debería haber ningún problema, ya que de esta manera, los operadores estarían empacando al ritmo de la máquina (incluso más rápido) y la acumulación de piezas no existiría. Sin embargo, es importante recalcar que únicamente se tomaron en cuenta las actividades directas, es decir las que agregan valor al proceso. De tal forma que se excluyeron las actividades de setup (abrir y cerrar la orden en el sistema). Con esto podemos concluir que el
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
9
problema real para el empaque 14 no es que los operadores estén haciendo su trabajo más lento que M, sino que, el tiempo de setup es bastante elevado, provocando que se atrasen cada vez que comienza una orden nueva.
Así pues, se realizó un análisis acerca de cuántas piezas no se empacan por estar realizando el setup (Tabla 6).
Tiempo total de setup 374.85 seg.
Por 1 operador: 388 pzas. 8 cajas
Por 2 operadores: 775 pzas. 16 cajas
Tabla 6. Tiempo perdido por setup y cantidad de piezas que no se empacan a causa de este en Empaque 14.
Realizando una investigación con el Departamento de Producción se conoció el proceso de setup de manera más específica. El cierre de la Operación A (empaque con máquinas M) se realiza una vez que el operador pone la última pieza en su cavidad. En este momento la máquina para su proceso sin que las últimas piezas de la orden hayan salido de ella. Se realiza el cierre de orden y después la liberación de la siguiente. Posterior a esto, la máquina M comienza a trabajar de nuevo, dejando salir apenas en este momento a las últimas piezas de la orden anterior que habían quedado atrapadas dentro. Analizando todo este proceso desde la perspectiva de los operadores de Operación B, nos damos cuenta de que no tienen oportunidad alguna para cerrar y abrir órdenes sin que se les junten las piezas de ambas. Pues el tiempo que M está parada y los operadores están cerrando y abriendo órdenes es tiempo muerto para los de Operación B y, cuando M vuelve a trabajar deben terminar de empacar las últimas piezas de la orden anterior, luego cerrar la orden, abrir la nueva y seguir empacando las piezas de la nueva. Sin embargo, para esto, ya se les acumularon más de 775 piezas en la tolva. De esta manera, aunque los operadores puedan ir al ritmo con el que salen las piezas de M, ya no alcanzan a emparejarse con ella puesto que tienen más de 775 piezas acumuladas.
Como conclusión tenemos que, cada operador debe empacar, al principio de cada orden, las 8 cajas que no empacaron en el tiempo de setup y además empacar a 66 cajas/hora. Empaque 15. Si comparamos el PPH que indica el sistema para la Operación B en la Tabla 6 (2352) con el PPH obtenido de la toma de tiempos (3249 piezas = 65 cajas) es posible darnos cuenta que los operadores pueden hacer muchas piezas más, sin embargo, el sistema indica que debe haber 3 operadores y la realidad es que únicamente hay 2. Por lo cual, teniendo solo 2 operadores deben empacar 3528 piezas/hr. (70 cajas/hora) para lograr ir al ritmo de M. (7056 / 2 = 3528). Por lo tanto, los operadores no alcanzan el PPH impuesto por M.
Operación Recurso Tiempo (h) PPH Cantidad recurso
A Máquina 0.000142 7056 1
B Persona 0.000389 2352 3
Tabla 7. Datos obtenidos del sistema para Operación A y B de Empaque 15.
Ahora bien, al igual que en el empaque 14 también debemos considerar el tiempo perdido a causa del setup (Tabla 8).
Tiempo total de setup 723.40 s
Por 1 operador: 653 Piezas 13 Cajas
Por 2 operadores: 1306 Piezas 26 Cajas
Tabla 8. Tiempo perdido por setup y cantidad de piezas que no se empacan a causa de este en Empaque 15.
Así pues, tenemos que para el empaque 15, los operadores tienen acumuladas al principio de cada orden más de 1306 piezas. Entonces, cada operador debe empacar, al principio de cada orden las 13 cajas que no empacaron en el tiempo de setup, y empacar a 70 cajas/hora (ritmo de M). Cabe recalcar que su capacidad de empaque es de 65 cajas/hora. 2.3.4 MEJORAR: En la etapa de análisis fue posible conocer que la causa real del problema de acumulación excesiva de piezas para ambos empaques es definitivamente el tiempo que se pierde durante el setup y el hecho de que las piezas de la orden anterior deben permanecer dentro de la máquina M hasta que comienza a funcionar de nuevo para empacar la siguiente orden. Cabe señalar que para el empaque 15 además de no poder ponerse al corriente debido al setup, su capacidad, aún sin el setup, no es suficiente. Por lo que podemos decir que este empaque tiene una mayor deficiencia que el empaque 14. Para la mejora de esta condición se pensó en la manera de disminuir al máximo el tiempo de setup. La primera opción fue implementar un escáner de código de barras de tal forma que la introducción de los datos de la orden al sistema fuera totalmente automática y en muy poco tiempo. Sin embargo, para llevar a cabo esta idea se requiere de un largo proceso. De tal manera que se tuvo que recurrir a una segunda opción, la cual no ayudaría a disminuir tiempos de setup sino más bien a acelerar el proceso de empaque. Dicha opción fue asignar ciertas tareas de empaque 14 y empaque 15 a un tercer operador. Así pues, se realizó el análisis para conocer la factibilidad de tener otro operador que se encargara de:
Bajar cajas a tarima (Empaque 14). Armar cajas (Empaque 15). Bajar cajas a tarima (Empaque 15).

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
10
Para conocer la factibilidad se realizó un análisis de sensibilidad eliminando los tiempos que ya no realizarían los dos operadores de cada empaque sino el tercer operador propuesto. Dando como resultado un PPH mayor y con el que podrían alcanzar el ritmo de M al poco tiempo de haber empezado la orden. Para completar este análisis únicamente teórico, se realizó una prueba en el área con el tercer operador. Los resultados fueron los esperados. Así mismo se realizó un estudio para conocer el tiempo que el operador propuesto estaría operando, esto con el fin de evitar asignar un operador que este teniendo mucho tiempo muerto. Dicho estudio se realizó en base al historial de órdenes de los empaques y los tiempos que dichas órdenes suelen durar. Se obtuvo que estaría ocupado un 78% de su tiempo en el empaque 14 y un 73% de su tiempo en empaque 15 (turno de 10 horas). Para que el operador propuesto pudiera operar correctamente fue necesario diseñar una nueva estación de trabajo en un lugar estratégico tanto para armar cajas, abastecérselas a Empaque 15 y bajarlas a tarima, como para bajar cajas a tarima en Empaque 14. En la Figura 3 se muestra el diseño del área original y en la Figura 4 la propuesta, PPH originales y propuestos, y el recorrido que haría el operador propuesto (en color verde).
Además, con ayuda del programa de diseño asistido por computadora (AutoCAD), se diseñó una estructura en la cual, el operador encargado del pre-armado de cajas, pudiera colocar dichas cajas y hacérselas llegar a los operadores que se encuentran de ambos lados de la línea del Empaque 15, de esta forma los operadores tendrían las cajas pre-armadas a su alcance. (Ubicación de la estructura en color azul en Figura 3)
Figura 3. Diseño del área actual para Empaque 14 y 15
En el empaque 14 se tenía una acumulación de piezas en espera por tiempo perdido de setup de 775 piezas/orden. Y en el empaque 15 se tenía una acumulación de piezas en espera por tiempo perdido de setup de menor capacidad de operador A de 1306 piezas/orden.
Figura 4. Diseño del área Propuesta para Empaque 14 y 15.
El modelo de la estructura para colocación de cajas mencionada anteriormente se observa en la siguiente figura (Figura 5)
Figura 5. Estructura para colocación de cajas propuesta para Empaque 15.
Se sabe que esta opción no solucionaría el problema de la acumulación de piezas, ya que el tiempo de setup sería el mismo, únicamente les permitiría a los dos operadores de

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
11
cada empaque acelerar el proceso y alcanzar el ritmo de M rápidamente.
Sin embargo, lo que si se podrá hacer es evitar el embolsado de piezas, es decir, que estas puedan seguir pasando por la banda transportadora y salir de cuarto limpio sin retrasar el proceso. Para esto, se hará un rediseño en la banda transportadora, el cual consiste en hacer más grande el conducto por el que pasan las piezas y colocar una compuerta al final de dicho conducto, dándonos la posibilidad de convertir la banda en un pequeño almacén. Se creará un sistema visual y auditivo para que los operadores de M hagan saber a los operadores de empaque que las piezas de la nueva orden serán enviadas por la banda transportadora, teniendo estos últimos que cerrar la mencionada compuerta al final de la banda transportadora, con el fin de que las piezas de la nueva orden queden almacenadas en el conducto de la banda hasta que los operadores de empaque terminen de empacar las piezas de la orden anterior. Una vez que las piezas de la orden anterior fueron empacadas, que se cerró la orden y se abrió la nueva, los operadores de M abrirán la compuerta, permitiendo así el paso a las piezas de la nueva orden y siguiendo con su proceso normal.
2.3.5 CONTROLAR:
Una vez implementados los cambios, se planea mantener un control del Empaque 14 y 15 mediante la asignación de una persona encargada de supervisar el nuevo proceso, dicha persona será la supervisora del área de empaque. 3. RESULTADOS
3.1 Problemática 1: Flujo ineficaz del producto empaquetado en producto X: La solución brindada a esta cuestión resultó ser de gran ayuda, brindó una eficacia importante del flujo del material en el área de empaque. Se disminuyó en gran medida uno de los desperdicios más importantes: 40m de transporte que implicaban 240s. de tiempo útil. En la Figura 1A, en Anexos se presenta un diagrama de Spaghetti en el cual es posible visualizar la situación antes y después de implementar la nueva distribución. Con este cambio también se beneficiarán otros proyectos relacionados con reducción de tiempos de setup para empaque, mejora en la productividad de las líneas, etc.
3.2 Problemática 2, Cambio de tamaño de cavidad de ciertos productos por cuestión de reducción de costos:
Se establecieron las reglas de asignación de cavidades para Cavidad 3, SS y Deep como continuación a las que se realizaron en un proyecto previo. Las etapas de pruebas de ingeniería y de implementación siguen en proceso, y a causa de esto no es posible presentarlas.
3.3 Problemática 3: Disminución del tiempo de Operación B (Empacado en caja) de productos que salen de máquinas M, con el fin de crear un mejor flujo y evitar cuellos de botella. La implementación física de los cambios propuestos para esta problemática no se ha a cabo aún, sin embargo, se realizó un análisis de la productividad y la eficiencia que ambos empaques tienen actualmente y que tendrán una vez implementadas las propuestas. Los resultados de este análisis fueron favorables para el proyecto. En las Tablas 10 y 11 se muestran dichos resultados.
Empaque 14 Antes Después Eficiencia: 78% 100%
Productividad: 77% 99% Tabla 10. Eficiencia y productividad antes y después de los
cambios propuestos para Empaque 14
Empaque 15 Antes Después Eficiencia: 77% 91%
Productividad: 76% 90% Tabla 11. Eficiencia y productividad antes y después de los cambios propuestos para Empaque 15 Así mismo, se realizó un análisis del costo-beneficio para conocer la factibilidad de la propuesta. En la Tabla 12 se presenta el costo que la empresa tendría que cubrir al año por un nuevo operador.
Costo / hora trabajada (dlls.)
Costo horas trabajadas / año (dlls.)
$ 3.89 $ 10,114.00 Tabla 12. Costo por año por un operador extra.
Para conocer el ahorro producido, se calculó la diferencia de: el costo de la labor con una productividad como la que tienen actualmente, menos el costo de la labor con la productividad estimada. El ahorro por el aumento de la productividad es de: $7,184.05dlls. El desglose del análisis se muestra en las Tablas 13 y 14.
Tabla 13. Ahorro anual producido por el aumento de la productividad para Empaque 14.
Productividad (empaque 14)
Antes Después
77% 99%
$ 12,411.59 $ 10,173.24 Ahorro/año: $ 2,238.35
2 operadores: $ 4,476.71

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
12
Tabla 14. Ahorro anual producido por el aumento de la productividad para Empaque 15.
4. CONCLUSIONES
En algunos casos, los beneficios ocasionados por las mejoras aquí presentadas podrán hacerse notar en un periodo corto de tiempo o al instante, como lo es el caso de la primera problemática planteada, en el que el rediseño del área de empaque permitió a los operadores acortar sus recorridos diarios y con esto, notar una disminución de tiempos de proceso rápidamente. Sin embargo, en el caso de la segunda problemática, probablemente el ahorro de costos por el cambio de cavidades se verá a un plazo de tiempo un poco más largo, una vez que los cambios de cavidades se implementen en todos los productos por completo. La elaboración de este proyecto trajo consigo distintas mejoras que beneficiarán a la empresa y en específico al área de empaque. Aunque como ya se comentó en el apartado de resultados, no fue posible llegar hasta la etapa de implementación en dos de las tres problemáticas planteadas, se intentó cubrir hasta el análisis de resultados con estimaciones y cálculos de productividad, eficiencia y mejoras en general, esto con el fin de que las propuestas aquí presentadas para estas dos problemáticas sean implementadas al 100% en el área correspondiente y/o se gestionen las cuestiones faltantes. 5. CITAS Y REFERENCIAS Libros: Zandin B. K., ”Manual del Ingeniero Industrial”, 5ª Ed., vol. 1, Ed. McGraw-Hill, 2005, pp. 9 y 71. B.W. Niebel y A. Freivalds, ”Ingeniería Industrial, Métodos, estándares y diseño del trabajo”, 10ª Ed., vol. 1, Ed. Alfaomega, 2001, pp. 546-547. B.W. Niebel y A. Freivalds, ”Ingeniería Industrial, Métodos, estándares y diseño del trabajo”, 12ª Ed., Vol. 1, Ed. Mc. Graw Hill, 2009, pp. 29. G. Salvendy ”Manual de Ingeniería Industrial”, 1ª Ed., Vol. 1, Ed. Limusa Noriega Editores, 2007, pp. 113. G. Robin Henderson. ”Six Sigma. Quality Improvement with MINITAB”, 1ª Ed., Vol. 1, Ed. Wiley Editorial Offices. 2006, pp. 6. Páginas electrónicas: http://www.icumed.com/Spanish-Website/about.asp Acceso: 30 de marzo, 2011. http://www.medesargentina.com.ar/conformidaddeproducto_esterilizacion.php Acceso: 25 de abril, 2011
CLAUDIA CAMARGO WILSON: She is an industrial engineer with a Masters degree in Science in industrial Engineering by the Hermosillo Institute of Technology (Division of Posgrade studies &investigation), and has a PhD in Engineering Sciences (Industrial) by the Autonomous University of Baja California. She has been a lecturer for more than a decade in different institutions of higher education related to the system of Institutes of Technology depending on the Secretary of Public Education, teaching courses of mainly Production, Statistics, and similar areas. She has been a speaker in different congresses both domestically and internationally.
Productividad (empaque 15)
Antes Después
76% 90%
$ 12,507.96 $ 11,154.29
Ahorro/año : $ 1,353.67 2 operadores: $ 2,707.34

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
13
RE-DISTRIBUCIÓN DE PLANTA PARA LA OPTIMIZACIÓN DE LA PRODUCCIÓN EN
BASE A MODELOS MATEMÁTICOS
Plant Re-Distribution to Optimize Production using Mathematical Models
RESUMEN El cultivo del camarón en estanques es una actividad que se ha venido incrementando de manera significativa en los últimos años, debido a la gran demanda de este producto en el mercado internacional. Esto conlleva la necesidad de tratar químicamente las aguas de los estanques en los que se cultiva, a fin de conservarlo en buen estado de salud, evitar enfermedades que impidan la mortandad y obtener las tallas solicitadas por los mercados. El objetivo de esta investigación es hacer la redistribución de planta del área de producción para elaborar dos productos químicos para el tratamiento de dichas aguas. PALABRAS CLAVES: redistribución de planta, cultivo de camarón en estanques, incremento de demanda, tratamientos químicos de agua. ABSTRACT Shrimp culture in ponds is an activity that has been increasing significantly in the last years, due to the great demand of this product at international markets. This implies the need to give a chemical treatment to the ponds water just to keep the shrimp in good health, avoiding mortality and getting the sizes requested by markets. The objective of this research is to make the plant redistribution of the production area to produce two chemical products for ponds water treatment for shrimp culture. KEYWORDS: Plant layout, shrimp culture in ponds, demand increase, chemical treatment to the ponds water.
ELIAS LÓPEZ MÉNDEZ Estudiante de la Maestría en Ingeniería Industrial. Línea de investigación: Optimización Industrial. [email protected] JOSÉ ALBERTO ESTRADA BELTRAN Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected] ALBERTO RAMÍREZ LEYVA Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected] JESÚS IVÁN RUIZ IBARRA Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected]
1. NTRODUCCIÓN En esta investigación se desarrolla en aspecto cuantitativo y cualitativo; la primera razón para ello es porque se realiza un pronóstico de demanda anual para conocer la capacidad del equipo que se requiere, a fin de satisfacer la demanda pronosticada, y la segunda es realizar la redistribución de planta aplicando el método S.L.P. (Sistematic Layout Planning). Al inicio de esta investigación la empresa no cuenta con un área de producción, por lo mismo que era solamente como distribuidor de productos acuícola, sin embargo con el
paso del tiempo vio la posibilidad de poder fabricar los productos Control-5 y Nutriaqua. Además de que no tiene un área de producción, tampoco tiene un tanque de preparación, por ello para la fabricación de los productos se hace la mezcla en una bandeja de plástico con capacidad de 68 litros, lo cual es tedioso, cansado y demasiado lento para sacar la producción y cubrir la demanda. El operador encargado de este proceso se encierra en una bodega sin ventilación, lo que le provoca problemas de deshidratación debido a las altas temperaturas, pues la elaboración y venta de estos productos es solamente en las temporadas de verano, porque en invierno no hay producción de camarones debido a la baja temperatura.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
14
Además presenta irritación en los ojos y la piel debido a la composición química de los productos, aunado a síntomas de fatiga ya que el proceso de preparación es prolongado y tedioso. A principios de 2011, y debido al incremento de la demanda de los dos productos mencionados anteriormente, la empresa se ve obligada a adquirir tanques de mezcla de mayor capacidad para preparar lotes más grandes. Sin embargo, actualmente la empresa no cuenta con terreno disponible para su ampliación, por lo que se ve en la necesidad de reacomodar sus instalaciones para establecer un área de preparación adecuada, donde se puedan instalar los nuevos equipos de proceso para preparar los productos Control-5 y Nutriaqua y diseñar líneas de producción, así como un área para el envasado de dichos productos. Realizar un diseño y distribución de la planta, para establecer un área de producción adecuada para fabricar los productos Control-5 y Nutriaqua. Determinar el pronóstico de la demanda anual usando herramientas estadísticas cuantitativas, a fin de fijar la capacidad del equipo de proceso que se requiere. Reubicar algunos departamentos de la empresa. Seleccionar el espacio adecuado como área de producción para la instalación de equipos de proceso seleccionados para la elaboración de los productos Control-5 y Nutriaqua. Elaborar el diseño adecuado de la distribución de planta para la instalación de los equipos. María del Pilar et al. [1] afirman en su proyecto denominado “Diseño del proceso productivo de una empresa procesadora de embutidos de camarón de pacotilla para su integración al DIAPYME” que, la acuicultura es parte esencial del quehacer económico y social, la cual representa una alternativa real para ampliar una oferta alimentaria en el país, en México ha adquirido importancia conforme aumenta la demanda mundial, las principales especies de cultivo en México son: camarón, trucha, carpa, entre otros; ocupando el camarón los primeros lugares. A nivel nacional el camarón ocupa el segundo lugar en cuanto a producción, siendo Sonora el estado que más aportación tiene en este rubro. Esta producción proviene del noroeste de México comprendiendo los estados de Baja California, Sonora, Sinaloa y Nayarit. En Sonora, el 35% de la producción total se desecha, por lo que la empresa bajo estudio decidió diseñar el proceso productivo para una empresa procesadora de embutido de camarón de pacotilla y así cubrir un mercado poco explotado en base a ese camarón desechado” el
procedimiento para lograr el objetivo de la investigación se basó en el método de planeación sistemática simplificada de distribución (PSSD). Mauricio Martínez Muñoz [2], en su investigación denominada “Propuesta de distribución de planta para una organización dedicada a la fabricación de llantas tipo diagonal”, define que la distribución de planta puede contribuir a la generación de la ventaja en costos por medio de los ahorros diversos que se logran con ella, además de ser factor para la implantación de técnicas japonesas tendientes a la optimización del sistema productivo, lo que trae como consecuencia la ventaja competitiva al sentar las bases para la creación de un sistema productivo flexible capaz de adaptarse a las variaciones de la demanda, cambios en diseño, mayor rapidez de reacción ante problemas de calidad, control de inventarios y balanceo de líneas, entre otras. Es decir, se cuenta con un sistema productivo tendiente a la eliminación de desperdicios y generador de productos cuya secuencia de actividades (cadena de valor) es la necesaria para la transformación, agregándose valor en cada una de ellas desde recepción de materia prima hasta la entrega y servicio del producto final. Ingrid Jeannette Pérez Morales [3], aplicó el método Planeación Sistemática de la Distribución (SLP por sus siglas en inglés) en su proyecto titulado “Estudio de factibilidad para la instalación de una planta embotelladora de agua purificada en el municipio de San José Pinula del departamento de Guatemala”, donde considera que, para llevar a cabo el cálculo de las dimensiones de áreas, se deben considerar las especificaciones de la maquinaria por instalar, los espacios necesarios para mantenimiento, la magnitud de la mano de obra y el espacio requerido para la fluidez de los materiales, así como la distribución del área administrativa. Juan Carlos Lozano García [4], en su conferencia denominada “Comparación de métodos de distribución en planta para centros de trabajo aplicados a empresas del sector metalmecánico”, dictada en la XVI International Conference on Industrial Engineering and Operations Management. Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment”, menciona que la desorganización en los centros de trabajo es un problema muy común que enfrentan las empresas del sector metalmecánico, ya que por su naturaleza tipo taller, donde existen múltiples productos que son realizados en distintas máquinas y secuencias, se hace difícil encontrar

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
15
una manera eficiente de ubicar las instalaciones que son necesarias para la realización de los procesos, sin que se generen obstáculos al flujo y desorden en la planta de producción, lo que resulta inevitablemente en la subutilización y el mal manejo de los espacios disponibles en el área de trabajo, lo cual a su vez se manifiesta en problemas de exceso de inventarios y generación de sobrecostos. Propone una solución al problema de desorden desde el punto de vista de la distribución en planta, reasignando los diferentes centros de trabajo que intervienen en la fabricación de los productos en las locaciones existentes en el área de producción”. Guillermo Sonoda Fujimoto [5], en su proyecto titulado “Estudio técnico económico para la instalación de un criadero de caracoles comestibles terrestre”, aplicó el método Guerchet para analizar el espacio requerido para la instalación de un criadero de caracoles, dividida en 4 áreas diferentes que es la sala de reproducción, sala de incubación y primera fase de cría, área para segunda fase de cría y el espacio necesario para la engorda. A través de este método obtuvo la superficie de distribución adecuada. Torres García [6], en su investigación denominada “Estudio de pre factibilidad para la elaboración de cápsulas vitamínicas en base a cereales andinos”, utilizó el método Guerchet para calcular el espacio físico necesario para áreas de producción, áreas administrativas, áreas de almacenes, y de servicios; departamentos requeridos para cumplir con la función de la empresa. 2. CONTENIDO 2.1 Métodos y pruebas realizadas. El Método SLP es una forma organizada de realizar la planeación de una distribución y está constituido por cuatro fases, en una serie de procedimientos y símbolos convencionales para identificar, evaluar y visualizar los elementos y áreas involucradas en la planificación (Maynard, 2004). En esta investigación se desarrolla el aspecto cuantitativo y cualitativo. La primera razón para ello es porque se realiza un pronóstico de demanda anual para conocer la capacidad del equipo que se requiere, a fin de satisfacer la demanda pronosticada; la segunda es realizar la distribución de planta. 2.2 Cálculos y/o modelos matemáticos. Como herramienta de recopilación de datos, se tomó como base el historial de las ventas de Control-5 y de Nutriaqua en el periodo 2010 y 2011. Para obtener la estimación de la demanda que ayuda a tomar la decisión de la capacidad del equipo o tanques de preparación, se
aplica el “método de suavización exponencial, una herramienta de la estadística muy útil para resolver problemas aproximados a la realidad y tomar decisiones más acertadas para el futuro” (CHASE, JACOBS, 2009). La constante de uniformidad alfa (α) tiene aplicación en tres formas diferentes, dependiendo de la condición del producto o servicio que se quiera pronosticar, y para cada tipo de aplicación hay valores de α establecidos, de acuerdo a lo siguiente: Para pronósticos con condición estable, se puede usar α= 0.1, 0.2 ó 0.3. Para pronósticos con condición promedio estable, se puede aplicar α= 0.4, 0.5 ó 0.6. Para pronosticar ventas de nuevos productos, se aplica α= 0.7, 0.8 ó 0.9. Los productos Control-5 y Nutriaqua fueron formulados en los años 2009 y 2010, por lo que se consideran nuevos en el mercado. Por lo tanto, para los cálculos se considera α= 0.7, 0.8 y 0.9. Pronóstico de Control-5. Tabla 1. Ventas mensuales de Control-5 del año 2010.
Mes Ventas en litros Enero 360 Marzo 700 Abril 1,080 Mayo 3,800 Junio 11,250 Julio 7,470 Agosto 4,130 Septiembre 3,020
Fuente: elaboración propia a partir del “historial de ventas”. Para llevar a cabo la proyección de ventas de Control-5 para el año 2012, se toman como referencia las ventas reales del año 2011 para efectuar los cálculos del pronóstico. En las tablas 1 y 2 se muestran los historiales disponibles de ventas de Control-5 de los años 2010 y 2011 respectivamente. Tabla 2. Ventas mensuales de Control-5 del año 2011.
Mes Ventas en litros Abril 2,340 Mayo 4,960 Junio 7,940 Julio 10,180 Agosto 6,260 Septiembre 2,570 Octubre 210
Fuente: elaboración propia a partir del “historial de ventas”.
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
16
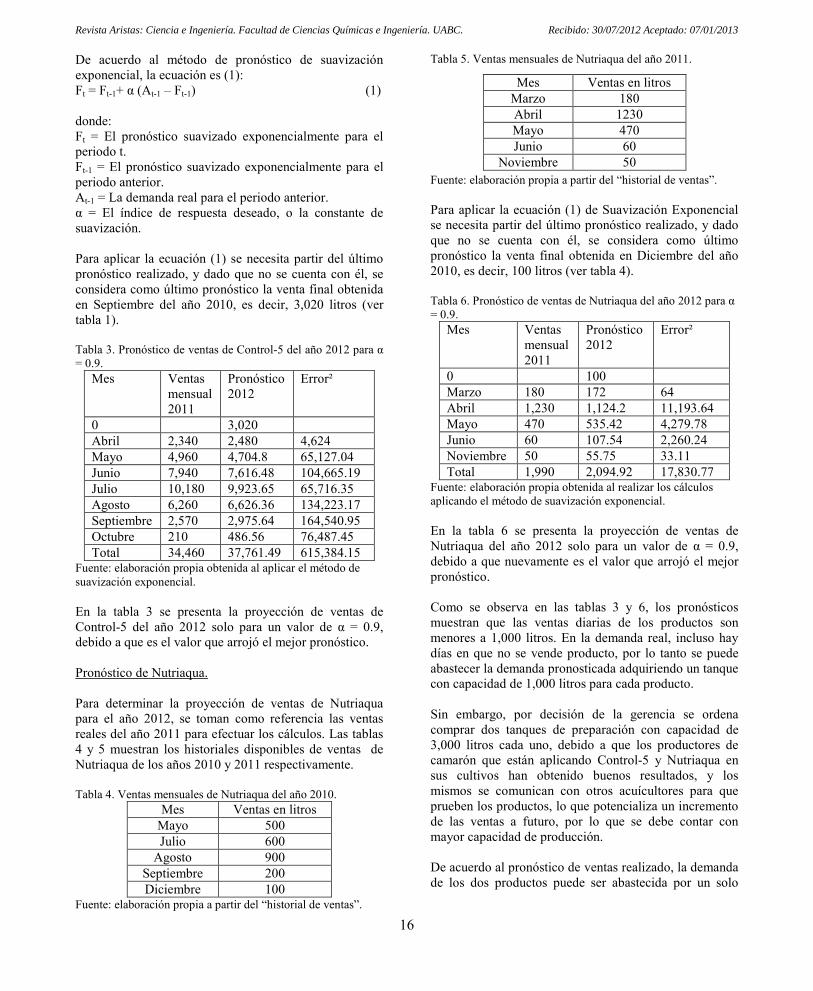
De acuerdo al método de pronóstico de suavización exponencial, la ecuación es (1): Ft = Ft-1+ α (At-1 – Ft-1) (1) donde: Ft = El pronóstico suavizado exponencialmente para el periodo t. Ft-1 = El pronóstico suavizado exponencialmente para el periodo anterior. At-1 = La demanda real para el periodo anterior. α = El índice de respuesta deseado, o la constante de suavización. Para aplicar la ecuación (1) se necesita partir del último pronóstico realizado, y dado que no se cuenta con él, se considera como último pronóstico la venta final obtenida en Septiembre del año 2010, es decir, 3,020 litros (ver tabla 1). Tabla 3. Pronóstico de ventas de Control-5 del año 2012 para α = 0.9.
Mes Ventas mensual 2011
Pronóstico 2012
Error²
0 3,020 Abril 2,340 2,480 4,624 Mayo 4,960 4,704.8 65,127.04 Junio 7,940 7,616.48 104,665.19 Julio 10,180 9,923.65 65,716.35 Agosto 6,260 6,626.36 134,223.17 Septiembre 2,570 2,975.64 164,540.95 Octubre 210 486.56 76,487.45 Total 34,460 37,761.49 615,384.15
Fuente: elaboración propia obtenida al aplicar el método de suavización exponencial. En la tabla 3 se presenta la proyección de ventas de Control-5 del año 2012 solo para un valor de α = 0.9, debido a que es el valor que arrojó el mejor pronóstico. Pronóstico de Nutriaqua. Para determinar la proyección de ventas de Nutriaqua para el año 2012, se toman como referencia las ventas reales del año 2011 para efectuar los cálculos. Las tablas 4 y 5 muestran los historiales disponibles de ventas de Nutriaqua de los años 2010 y 2011 respectivamente. Tabla 4. Ventas mensuales de Nutriaqua del año 2010.
Mes Ventas en litros Mayo 500 Julio 600
Agosto 900 Septiembre 200 Diciembre 100
Fuente: elaboración propia a partir del “historial de ventas”.
Tabla 5. Ventas mensuales de Nutriaqua del año 2011. Fuente: elaboración propia a partir del “historial de ventas”. Para aplicar la ecuación (1) de Suavización Exponencial se necesita partir del último pronóstico realizado, y dado que no se cuenta con él, se considera como último pronóstico la venta final obtenida en Diciembre del año 2010, es decir, 100 litros (ver tabla 4). Tabla 6. Pronóstico de ventas de Nutriaqua del año 2012 para α = 0.9.
Mes Ventas mensual 2011
Pronóstico 2012
Error²
0 100 Marzo 180 172 64 Abril 1,230 1,124.2 11,193.64 Mayo 470 535.42 4,279.78 Junio 60 107.54 2,260.24 Noviembre 50 55.75 33.11 Total 1,990 2,094.92 17,830.77
Fuente: elaboración propia obtenida al realizar los cálculos aplicando el método de suavización exponencial. En la tabla 6 se presenta la proyección de ventas de Nutriaqua del año 2012 solo para un valor de α = 0.9, debido a que nuevamente es el valor que arrojó el mejor pronóstico. Como se observa en las tablas 3 y 6, los pronósticos muestran que las ventas diarias de los productos son menores a 1,000 litros. En la demanda real, incluso hay días en que no se vende producto, por lo tanto se puede abastecer la demanda pronosticada adquiriendo un tanque con capacidad de 1,000 litros para cada producto. Sin embargo, por decisión de la gerencia se ordena comprar dos tanques de preparación con capacidad de 3,000 litros cada uno, debido a que los productores de camarón que están aplicando Control-5 y Nutriaqua en sus cultivos han obtenido buenos resultados, y los mismos se comunican con otros acuícultores para que prueben los productos, lo que potencializa un incremento de las ventas a futuro, por lo que se debe contar con mayor capacidad de producción. De acuerdo al pronóstico de ventas realizado, la demanda de los dos productos puede ser abastecida por un solo
Mes Ventas en litros Marzo 180 Abril 1230 Mayo 470 Junio 60
Noviembre 50

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
17
tanque de 3,000 litros. Sin embargo, debido a su composición química, el proceso de preparación de Nutriaqua requiere de una fermentación por un lapso mínimo de 24 horas antes de ser envasado, por lo que se requiere de un tanque exclusivo para dicho producto. Una vez determinada la capacidad de los tanques de preparación a adquirir, se aplica el Método SLP para analizar las posibles alternativas dónde ubicar el área de fabricación y diseñar la instalación de los equipos
necesarios para la preparación de los productos Control-5 y Nutriaqua. En la imagen 1 se muestra la distribución original de la planta baja y en la imagen 2 se aprecia la distribución de la planta alta. Como se observan en estas dos imágenes, no existe ningún espacio destinado para área de producción dado que la empresa no cuenta con tal departamento.
Imagen 1. Distribución original planta baja.
Fuente: elaboración propia basada a la distribución original de la empresa.
Imagen 2. Distribución original planta alta.
Fuente: elaboración propia a partir de la distribución original de la empresa.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
18
En la tabla 7 se muestra la gráfica de relaciones propuesta para la empresa. Tabla 7. Gráfica de relaciones propuesta.
Fuente: elaboración propia de acuerdo al método SLP. Imagen 3. Gráfica de relaciones de actividades.
Fuente: elaboración propia de acuerdo a la importación de cercanía de cada departamento.
En la imagen 3 se muestra la gráfica de relaciones propuesta entre actividades de la planta baja y la planta alta. Justificación por departamento. El análisis hecho muestra que no hay ningún área que esté ocupada totalmente, sino que en cada lugar se tiene solo lo necesario, dependiendo de la función de cada departamento. Las imágenes 4 y 5 presentan a través de diagramas de relación-espacio, la dimensión total ocupada por departamento. En la tabla 8 se aprecian las especificaciones de espacio de cada área de la empresa; se observa también el nivel de importancia de las necesidades a integrar en cada lugar, por ejemplo, un aire acondicionado en el caso de una oficina, extinguidores contra incendio en un área de producción, entre otras.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
19
Imagen 4. Diagrama de relación-espacio planta baja mostrando solo el área ocupada.
Fuente: elaboración propia hecho a escala de acuerdo al método SLP.
Imagen 5. Diagrama de relación-espacio planta alta mostrando sólo el área ocupada.
Fuente: elaboración propia hecho a escala basado al método SLP.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
20
Tabla 8. Especificaciones de espacio, señalando la actividad que se realiza en cada área.
Planta: Aquatecnología en Producción S.A. de C.V.ÁREA DE ACTIVIDAD Y HOJA DE CARACTERÍSTICAS Proyecto: Establecer un área de producción
Por: Elías López MéndezFecha: Agosto 2011
Nº Orden Denominación Supe
rf m
²
Agua
Dre
baje
Cor
rient
e 11
0 vt
s
Cor
rient
e 22
0 vt
s
Cor
rient
e 33
0 vt
s
Vent
ilaci
ón
Aire
aco
ndic
iona
do
Sist
. con
tra in
cen.
A
6.7 A
23.91 A A
20.92 A A A
E
E
E
E
E
A
1.97 A A E
22.05 A
16.91 A A A
7.81 A
E
2.09 A A A A E
2.28 A A A A
A E
81 A A A A E
62.13 A A A
23.52 A
29.52 A
A A
38.55 A
A
4.56 A A
A A
31.93 I E
6
17.43 A
43.86 A A
17.82 A
Oficina de recepción
Entrada y salida productos
WC para damas
Oficina de producción
Almacén de PT y flujo de material y peatonal
Oficina administrativa
1
2
3
4
5
7
8
9
10
WC con regadera11
Almacén para mallas
Almacén para envases y materia prima
Área de premezcla y de envasado
Área de preparación
17 Sala de reunión
18 Oficina de gerencia
19 Escalera para subir planta alta o viceversa
WC con regadera12
13 Pasillo
Baño para gerencia16
15 Cuarto
Dormitorio14
Fuente: elaboración propia.
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
21
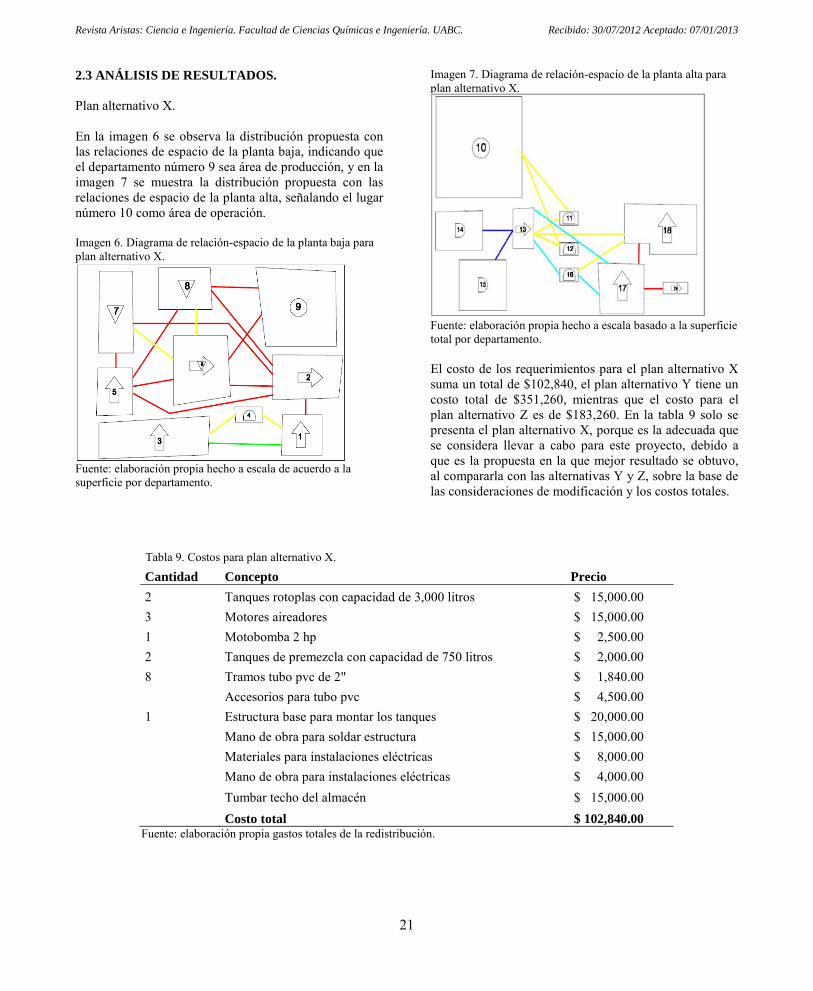
2.3 ANÁLISIS DE RESULTADOS. Plan alternativo X. En la imagen 6 se observa la distribución propuesta con las relaciones de espacio de la planta baja, indicando que el departamento número 9 sea área de producción, y en la imagen 7 se muestra la distribución propuesta con las relaciones de espacio de la planta alta, señalando el lugar número 10 como área de operación. Imagen 6. Diagrama de relación-espacio de la planta baja para plan alternativo X.
Fuente: elaboración propia hecho a escala de acuerdo a la superficie por departamento.
Imagen 7. Diagrama de relación-espacio de la planta alta para plan alternativo X.
Fuente: elaboración propia hecho a escala basado a la superficie total por departamento. El costo de los requerimientos para el plan alternativo X suma un total de $102,840, el plan alternativo Y tiene un costo total de $351,260, mientras que el costo para el plan alternativo Z es de $183,260. En la tabla 9 solo se presenta el plan alternativo X, porque es la adecuada que se considera llevar a cabo para este proyecto, debido a que es la propuesta en la que mejor resultado se obtuvo, al compararla con las alternativas Y y Z, sobre la base de las consideraciones de modificación y los costos totales.
Tabla 9. Costos para plan alternativo X.
Cantidad Concepto Precio 2 Tanques rotoplas con capacidad de 3,000 litros $ 15,000.00 3 Motores aireadores $ 15,000.00 1 Motobomba 2 hp $ 2,500.00 2 Tanques de premezcla con capacidad de 750 litros $ 2,000.00 8 Tramos tubo pvc de 2" $ 1,840.00
Accesorios para tubo pvc $ 4,500.00
1 Estructura base para montar los tanques $ 20,000.00
Mano de obra para soldar estructura $ 15,000.00
Materiales para instalaciones eléctricas $ 8,000.00
Mano de obra para instalaciones eléctricas $ 4,000.00
Tumbar techo del almacén $ 15,000.00
Costo total $ 102,840.00
Fuente: elaboración propia gastos totales de la redistribución.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
22
Imagen 8. Plano Layout de la redistribución planta baja.
Fuente: elaboración propia.
Imagen 9. Plano Layout de la redistribución planta alta.
Fuente: elaboración propia.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
23
En la imagen 8 se presenta la redistribución de la planta baja, en ella se observa el reacomodo de los almacenes de materiales correspondiente a la planta baja, como el almacén de producto terminado y manejo de materiales (antes espacio sólo para flujo de materiales), el almacén mixto (ahora se ha destinado para almacenar mallas, entre otras cosas) y almacén para mallas (se ha seleccionado como área de premezcla y de llenado de
envasado), así como la oficina del departamento de producción, que anteriormente era un área utilizada como almacén de chatarra (ver imagen 1). En este nuevo plano, la materia prima se guarda en el almacén de envases. La imagen 9 muestra la nueva distribución de la planta alta en ella se especifica la ubicación del área de preparación.
Imagen 10. Diseño de los tanques de preparación.
Fuente: elaboración propia hecho en Autocad. Imagen 11. Diseño de los tanques de premezcla.
Fuente: elaboración propia hecho en Autocad.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
24
Una vez ubicada el área para fabricar Control-5 y Nutriaqua, el siguiente paso es diseñar los equipos de preparación con capacidad de 3,000 litros cada uno (ver imagen 10), que se tiene planeado instalar por la planta alta. En la imagen 11 se observa el diseño de los tanques de premezcla con capacidad de 750 litros cada una y tiene una base individual. Debido a que el material
plástico es inerte a las reacciones químicas que se pudieran presentar en el interior de la mezcla de las materias primas con que se elaboran los productos mencionados, es factible utilizar tanques de dicho material (marca Rotoplas), en lugar de equipos de acero inoxidable, que además son mucho más costosos.
Imagen 12. Diseño completo de los equipos de proceso.
Fuente: elaboración propia realizado en Autocad. En la imagen 12 se muestra en un solo plano el diseño general de los equipos de proceso para fabricar los productos Control-5 y Nutriaqua. En la imagen 13 se pueden observar dos tanques instalados, el tanque de balance 1 (TB1), que es exclusivo para agitar el producto Nutriaqua, y el tanque de balance 3 (TB3), solamente para homogenizar Control-5. La estructura base en la que esta montado los tanques de preparación está construida con perfiles de fierro de diferentes pulgadas, y para evitar la oxidación y prolongar la vida útil de ese material, se baña con dos capas de pintura anticorrosiva (ver imagen 13). Sobre cada tanque está montado un motor (aireador) trifásico con 3 caballos de fuerza (hp), conectado a un interruptor eléctrico único, para activarlo facilmente cuando se requiera agitar el producto depositado en el recipiente.
Imagen 13. Tanque de preparación para productos Nutriaqua y Control-5.
Fuente: imagen tomada después de la instalación completa de los equipos.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
25
Imagen 14. Tanque de premezcla para Nutriaqua.
Fuente: imagen tomada después de la instalación completa de los equipos. En la imagen 14 se puede apreciar un equipo instalado (marca Rotoplas) con capacidad de 750 litros, para la premezcla del producto Nutriaqua. Sobre el tanque está montado un motor (aireador) trifásico con 3 caballos de fuerza (hp) y conectado a un interruptor eléctrico único, para activar y desactivar fácilmente cuando se está incorporando las materias primas en el recipiente. En la misma foto se observan los tubos PVC y tres válvulas instaladas (color rojo) para controlar el flujo del producto, además de una motobomba monofásica con 2 caballos de fuerza (hp) para enviar el producto semipreparado al tanque de balance 1 correspondiente en la planta alta. Esta bomba está conectada a un interruptor eléctrico único para accionarlo cuando se requiera. Imagen 15. Tanque de premezcla para Control-5.
Fuente: imagen tomada después de la instalación completa de los equipos.
En la imagen 15 se observa un tanque Rotoplas instalado con capacidad de 750 litros para preparar Control-5. Este tanque cuenta con su respectivo tubo PVC para hacer fluir el producto, el cual es controlado a través de 3 válvulas con una motobomba monofásica con 2 caballos de fuerza (hp), para enviar el producto semipreparado al tanque de balance 3. Imagen 16. Área de envasado de productos.
Fuente: Imagen tomada después de la instalación de los equipos de llenado. En la imagen 16, se pueden ver dos tubos PVC de 2” de diámetro instalados por la pared, a través de los cuales fluyen los productos por gravedad desde los tanques de balance, localizados en la planta alta, hacia el área de llenado correspondiente en la planta baja. Actualmente, estos tubos no tienen ninguna especificación del tipo de producto que conducen, por lo que una sugerencia es rotular sobre la pared el nombre del producto correspondiente, para evitar errores a la hora de llenar los porrones o tambores. 3. CONCLUSIONES. Después de finalizar la instalación de los equipos, se realiza una prueba recirculando agua entre los tanques de preparación o de premezcla y los tanques de balance, para verificar el funcionamiento de los motores agitadores y observar si existe alguna fuga en las tuberías y repararla. Después de la prueba se hace la primera corrida de producción de 3,000 litros de Nutriaqua, que es la capacidad del tanque instalado. Así mismo se hace un lote de producción de Control-5 con la materia prima disponible, obteniendo un total de 2,310 litros como producto terminado.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
26
Al implementar la propuesta sugerida para fabricar los productos Nutriaqua y Control-5, se llega a la conclusión de que para producir 1,000 litros de Control-5 es necesario un lapso de una hora en promedio. Esto representa una gran ventaja en cuanto al tiempo de preparación de ese producto, comparado con los primeros lotes de producción, cuando la mezcla de las materias primas para elaborar este producto se hacía envase por envase. Así mismo, para mezclar 3,000 litros de Nutriaqua se necesitan en promedio 3 horas, después se deja reposando en el tanque de balance durante 24 horas para que se fermente, y al siguiente día está listo para ser envasado. La duración para envasar 1,000 litros es de una hora en promedio. Las ventajas que se tiene con el sistema de producción actual es la reducción de tiempo de preparación, comparada con los primeros lotes de producción cuando se hacía en una bandeja de plástico con capacidad de 68 litros, proceso mediante el cual era necesario invertir 3 horas para producir 500 litros, debido a que era muy cansado, tedioso y fatigante, por la preparación prolongada y la falta de un área de producción adecuada. La capacidad de producción con que cuenta actualmente la empresa Aquatecnología en Producción S.A de C.V., es suficiente para abastecer la demanda pronosticada para el año 2012, e incluso se tiene capacidad adicional. 4. BIBLIOGRAFÍA. 1. Lizardi Duarte-María del Pilar, Portugal Vásquez-Javier,
Ramírez Cárdenas-Ernesto, Coy Castro-Israel Santos, Verdugo Robles-Eira Dalila. Diseño del proceso productivo de una empresa procesadora de embutidos de camarón de pacotilla para su integración al DIAPYME, Ponencia, Ciudad Obregón, Sonora, México, 2009, 23 PP.
2. Martínez Muñoz-Mauricio. Propuesta de distribución de
planta para una organización dedicada a la fabricación de llantas tipo diagonal, tesis (Maestría en Ciencias con especialidad en Administración de Negocios), México, Instituto Politécnico Nacional, 2006, 208 pp.
3. Pérez Morales-Ingrid Jeannette. Estudio de factibilidad para
la instalación de una planta embotelladora de agua purificada en el municipio de San José Pinula del
Departamento de Guatemala, tesis (licenciatura en ingeniería industrial), Guatemala, Universidad de San Carlos de Guatemala, 2005, 180 pp.
4. Lozano García-Juan Carlos. Challenges and Maturity of
Production Engineering: competitiveness of enterprises, working conditions, environment, en (ICIEOM International Conference on Industrial Engineering and Operations Management [XVI, 2010, San Carlos, Brazil]). Comparación de métodos de distribución en planta para centros de trabajo, aplicado en empresas del sector metalmecánico, San Carlos, Brazil, 2010, p. 15.
5. Sonoda Fujimoto-Guillermo. Estudio técnico económico
para la instalación de un criadero de caracoles comestibles terrestres, tesis (licenciatura en ingeniería industrial), Lima-Perú, Universidad Nacional Mayor de San Marcos, 2006, 106 pp.
6. Torres García-Fernando Iván. Estudio de pre factibilidad
para la elaboración de cápsulas vitamínicas en base a cereales andinos, tesis (licenciatura en ingeniería industrial), Lima-Perú, Pontificia Universidad Católica del Perú, 2009, 111 pp.
7. K. Hodson William, “Manual Del Ingeniero Industrial,” 4ª
ed., tomo II, México, Mc Graw-Hill, 2004, pp. 13.35-13.76. 8. Chase Richard B., Jacobs F. Robert, Aquilano Nicholas J.,
“Administración de Operaciones de Producción y Cadenas de Suministros,” 12ª ed., México, McGraw-Hill, 2009, pp. 477-480.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
27
SIMULACIÓN DE PROCESOS A TRAVÉS DEL ANÁLISIS DE LÍNEAS DE ESPERA PARA LA OPTIMIZACIÓN DE TIEMPOS
Processes simulation through the analysis of the queue theory for time optimization RESUMEN En la actualidad las empresas buscan mejorar su desempeño y la calidad del servicio, para que sus clientes queden satisfechos. Este proyecto de investigación tiene como objetivo, efectuar un estudio de tiempos en el área de lavado de una agencia automotriz, para determinar el nivel actual de capacidad y optimizar el tiempo de lavado de los autos, con el fin de dar respuesta adecuada a la demanda. El sistema se analiza mediante líneas de espera y se utiliza la simulación mediante el software PROMODEL® para evaluar las propuestas de mejora y la optimización del tiempo de lavado de autos.
Palabras clave: estudio de tiempos, líneas de espera, propuestas de mejora, reducción de tiempos, simulación.
ABSTRACT Enterprises currently look for improving their performance and the quality service, in order to satisfy the costumers. The objective of this investigation project is to make a time study in the car wash area in a car dealership to determinate the current capacity level and optimize the car’s wash time, in order to attend properly the customer’s demand. The system is analized through queue theory and the simulation using PROMODEL® software is used to evaluate the improvement proposals and the car wash time optimization KEYWORDS: queue theory, time study, the improvement proposals, time optimization, simulation.
SELENE INZUNZA BORGETTI Maestrante de Ingeniería Industrial. Línea de investigación: Optimización Industrial Tecnológico de Los Mochis. [email protected]
JOSÉ ALBERTO ESTRADA BELTRAN Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected] ALBERTO RAMÍREZ LEYVA Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected] JESUS RODOLFO RODRIGUEZ Ingeniero Industrial, M.C. Profesor Investigador Instituto Tecnológico de Los Mochis [email protected]
INTRODUCCIÓN: Al igual que muchas industrias, la automotriz ha sufrido constantes cambios, sobre todo en los últimos tiempos, en los cuales la tecnología ha avanzado de forma muy acelerada. Estos avances han obedecido básicamente a la demanda cada vez más exigente por parte del consumidor. A fin de cumplir con las expectativas del cliente, las empresas deben implementar estrategias para ganar la preferencia del mercado, dando una mejor atención y servicio, y con ello lograr la fidelidad de los consumidores, lo que contribuye a elevar sus niveles de competitividad. En el ramo automotriz, el servicio posventa es una herramienta muy importante para ganar la preferencia de los clientes. Lo que incluye la atención adecuada de las unidades en el taller, dándole al cliente un servicio adicional en el lavado de su automóvil después de haber sido atendido en el taller. Sin embargo, constantemente se tienen quejas de clientes debido a que al momento de presentarse a recoger sus unidades, de acuerdo a la hora de entrega prometida por el asesor personalizado de servicio (APS), éstas no han sido lavadas, por lo que deciden llevarse sus autos sin haber recibido este
servicio. Ante esta situación, la empresa pide al cliente que traiga su unidad al día siguiente para ser lavado, pero esto representa una molestia para el mismo, lo que afecta a la empresa porque al realizar las encuestas de los índices de satisfacción de clientes (ISC), aparecen por debajo del objetivo establecido por la empresa. Para realizar la investigación en la Agencia Automotriz de Los Mochis S.A de C.V; se necesita verificar si el procedimiento del lavado de los automóviles, se está realizando de acuerdo al procedimiento operativo, establecido por la empresa para el lavado de la unidad, y con los materiales adecuados. Además es necesario conocer la cantidad de automóviles que se lavaron en el año 2011 (ver tabla 1), y sobre esta base determinar el tamaño de muestra adecuado para efectuar el estudio; analizándolo mediante la simulación en el área de lavado con el programa Promodel para definir la situación actual, y así verificar lo que está ocasionando que se queden carros sin lavar, con el tamaño de la muestra se realiza un estudio de tiempos, a fin de determinar el tiempo de proceso actual de lavado de autos. Ya determinado los tiempos y la simulación se procede a

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
28
definir la propuesta de mejora para el área de lavado. Si la empresa implementa la propuesta de mejora sugeridas en esta investigación, se logrará reducir el número de quejas por los clientes; ya que les entregarán lavados y a tiempo sus autos. Además, los trabajadores serán más eficientes, se reducirán los cuellos de botella y los tiempos de espera en el área de lavado. Díaz Ortiz [1] afirma en su tesis denominada “Modelo de Reingeniería de procesos para el centro de auto lavado Santa Lucia, Oaxaca, Oax. Propone el desarrollo de un modelo de reingeniería de procesos el cual permita disminuir el tiempo de espera a través de la automatización del área de secado, con lo que se logrará una mejora en el proceso de lavado y se incrementará la satisfacción del cliente así como los rendimientos de la empresa y de los trabajadores. La propuesta surge como una estrategia encaminada a lograr un mayor posicionamiento competitivo para el centro de auto lavado, el diseño del modelo de basa en la longitud de las colas y el tiempo de espera real promedio determinadas mediante de la teoría de colas. 2. CONTENIDO 2.1 Métodos y pruebas realizadas. Se realiza un estudio de tiempos con cronómetro y video para el área de lavado de los diferentes automóviles que llegan a servicio o reparación en la Agencia Automotriz de Los Mochis, S.A de C.V, usando los siguientes materiales: Cronómetro: se utiliza para determinar el tiempo necesario para el lavado de los automóviles. Cámara de video: con la toma de video se pueden apreciar las operaciones que realiza el lavador y verificar si está cumpliendo con las especificaciones del procedimiento operativo para el lavado de un automóvil proporcionado por la empresa. Laptop: se utiliza para almacenar los datos y analizar los documentos necesarios para realizar correctamente la investigación. Programa Promodel V7.0: mediante este programa se simula el funcionamiento actual del proceso de lavado, a través de un modelo matemático, con el fin de validarlo al compararlo con los resultados reales del sistema, y sobre este hacer la propuesta de mejora correspondiente. 2.2 Cálculos y/o modelos matemáticos. Para realizar la investigación es necesario conocer el procedimiento operativo para el lavado de un automóvil; mismo que se presenta a continuación: 1.-Preparación Inicial. 1A.- El lavador revisa en el formato de control de unidades, el vehículo que debe lavar de acuerdo a la hora prometida de entrega. 1B.- Va por la unidad al estacionamiento de automóviles pendientes por lavar y lo lleva al área de lavado exterior. 1C.- Se asegura de colocar correctamente el freno de mano. 1D.- Guarda torreta en el interior del vehículo.
1E.- Se asegura de que estén cerrados todos los vidrios del automóvil. 1F.- Guarda las llaves en el bolsillo. 2.- Lavado de tapetes. 2A.- El lavador saca los tapetes del auto. 2B.- Moja los tapetes. 2C.- Aplica shampoo al guante esponja y talla los tapetes. 2D.-Aplica abundante agua para retirar el jabón y suciedad de los tapetes y los pone a secar. Nota: En caso de tapetes de alfombra únicamente se aspiran. 3.- Lavado de Motor. 3A.- El lavador abre el cofre 3B.- Moja el interior del motor y el cofre por la parte interna, aplicando un rocío abundante de agua, removiendo tierra y suciedad. Nota 1: Si el motor está muy sucio se deberá aplicar desengrasante, dejándolo actuar mientras se lava la carrocería y después de ello se aplica agua a presión para remover la suciedad y el desengrasante del motor. Nota 2: En caso de que la unidad sea Platina no se aplica agua, sólo se sopletea el motor, por indicaciones de Nissan Company. 4.- Lavado de Carrocería. 4A.- Se moja la carrocería con agua a presión partiendo del cofre, continuando con el toldo, posteriormente el costado izquierdo, parte trasera y costado derecho, asegurándose de lavar bien la parte interna de las salpicaderas, llantas y rines, así como también puertas y estribos. 4B.- Con el guante esponja y shampoo se lava toda la carrocería removiendo suciedad, e impurezas. 4C.- Una vez lavada la carrocería se aplica agua a presión para retirar el jabón en el orden que marca la secuencia anterior. 5.- Detallado de la unidad. 5A.- Se traslada el vehículo al área de detallado. 5B.- Antes de iniciar el detallado de la unidad, se seca el motor con pistola de aire. 5C.- Se aspiran los interiores del auto, retirando basura y suciedad de asientos y alfombras. 5D.- Se realiza limpieza de interiores utilizando franela húmeda, se limpia el tablero y costados interiores. 5E.- Se limpian los cristales utilizando una franela. 5F.- Se seca la unidad utilizando franela seca. 5G.- Se detallan las llantas aplicando abrillantador con una esponja. 5H.- Se colocan los tapetes delanteros y traseros. 6.- Auto inspección. 6A.- Al concluir el lavado, el lavador lleva a cabo una inspección de la unidad, revisando carrocería e interiores. Posteriormente el lavador debe marcar en el formato de control de unidades a lavar que el proceso ha terminado.
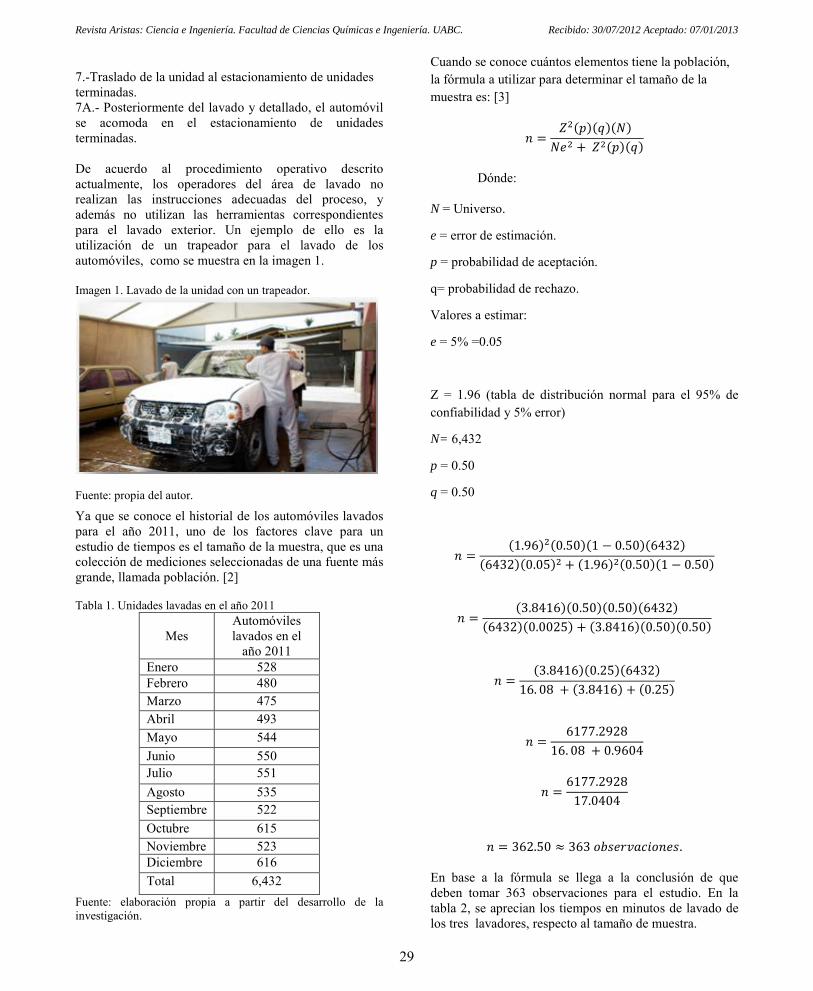
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
29
7.-Traslado de la unidad al estacionamiento de unidades terminadas. 7A.- Posteriormente del lavado y detallado, el automóvil se acomoda en el estacionamiento de unidades terminadas. De acuerdo al procedimiento operativo descrito actualmente, los operadores del área de lavado no realizan las instrucciones adecuadas del proceso, y además no utilizan las herramientas correspondientes para el lavado exterior. Un ejemplo de ello es la utilización de un trapeador para el lavado de los automóviles, como se muestra en la imagen 1. Imagen 1. Lavado de la unidad con un trapeador.
Fuente: propia del autor.
Ya que se conoce el historial de los automóviles lavados para el año 2011, uno de los factores clave para un estudio de tiempos es el tamaño de la muestra, que es una colección de mediciones seleccionadas de una fuente más grande, llamada población. [2] Tabla 1. Unidades lavadas en el año 2011
Mes Automóviles lavados en el
año 2011 Enero 528 Febrero 480 Marzo 475 Abril 493 Mayo 544 Junio 550 Julio 551 Agosto 535 Septiembre 522 Octubre 615 Noviembre 523 Diciembre 616 Total 6,432
Fuente: elaboración propia a partir del desarrollo de la investigación.
Cuando se conoce cuántos elementos tiene la población, la fórmula a utilizar para determinar el tamaño de la muestra es: [3]
𝑛 =𝑍2(𝑝)(𝑞)(𝑁)
𝑁𝑒2 + 𝑍2(𝑝)(𝑞)
Dónde:
N = Universo.
e = error de estimación.
p = probabilidad de aceptación.
q= probabilidad de rechazo.
Valores a estimar:
e = 5% =0.05
Z = 1.96 (tabla de distribución normal para el 95% de confiabilidad y 5% error)
N= 6,432
p = 0.50
q = 0.50
𝑛 =(1.96)2(0.50)(1 − 0.50)(6432)
(6432)(0.05)2 + (1.96)2(0.50)(1 − 0.50)
𝑛 =(3.8416)(0.50)(0.50)(6432)
(6432)(0.0025) + (3.8416)(0.50)(0.50)
𝑛 =(3.8416)(0.25)(6432)
16. 08 + (3.8416) + (0.25)
𝑛 =6177.2928
16. 08 + 0.9604
𝑛 =6177.2928
17.0404
𝑛 = 362.50 ≈ 363 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠.
En base a la fórmula se llega a la conclusión de que deben tomar 363 observaciones para el estudio. En la tabla 2, se aprecian los tiempos en minutos de lavado de los tres lavadores, respecto al tamaño de muestra.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
30
Tabla 2. Tiempos en minutos del área de lavado.
lavador 1 lavador 2 lavador 3 Tiida 71 Rogue 37 Sentra 40 Tsuru 38 Frontier 33 Np 300 62 Xtrail 36 Versa 40 Sentra 65 Np 300 35 Platina 39 Np 300 40 Sentra 55 Altima 59 Sentra 48 sentra 46 Rogue 32 Xtrail 49 Tiida 36 Versa 40 Rogue 30 Sentra 28 Np 300 40 Sentra 51 Rogue 30 Altima 60 Tsuru 55 Tiida 63 np 300 30 Tsuru 55 Np 300 36 Platina 50 Np 300 33 Sentra 46 March 35 Np 300 45 Sentra 35 Sentra 46 Tida 50 Xtrail 60 Versa 37 Tida 40 Rogue 35 Sentra 32 Tsuru 59 Sentra 41 Tida 52 Parhfinder 33 Tsuru 33 Xtrail 45 Sentra 41 Xtrail 50 Sentra 36 Sentra 30 Sentra 36 Rogue 35 Versa 40 Tsuru 35 Tida 40 Tiida 43 Rogue 53 Tida 34 Tiida 30 March 39 Tsuru 48 Tiida 52 Tsuru 31 Sentra 32 Frontier 62 Np 300 30 Tida 36 Tiida 35 Tiida 42 Sentra 59 Versa 36 Np 300 40 Tida 30 Np 300 30 Xtrail 34 Xtrail 52 Tiida 35 Sentra 49 Np 300 36 Sentra 38 Np300 40 Tida 60 Altima 35 Frontier 50 Tida 49 Np 300 35 Sentra 40 Np 300 39 Frontier 40 Np300 30 Sentra 35 Sentra 35 Sentra 35 Versa 40 Tiida 32 Tsuru 40 Np 300 40 Xtrail 40 Xtrail 43 Rogue 48 Tiida 35 Tsuru 35 Rogue 55 Platina 32
Fuente: elaboración propia a partir del desarrollo de la investigación.
Tabla 2. Tiempos en minutos del área de lavado (continuación).
lavador 1 lavador 2 lavador 3 Pathfinder 33 Versa 35 Xtrail 40 Altima 38 Tsuru 35 Sentra 35 Tsuru 50 Sentra 30 Sentra 37 Np 300 36 Altima 40 Sentra 30 Xtrail 37 Tsuru 37 Sentra 35 Tiida 35 Frontier 40 Sentra 32 Pathfinder 40 Np 300 35 Sentra 39 Altima 38 Sentra 38 Tiida 46 Versa 40 Tiida 35 Tiida 35 Sentra 35 Tsuru 35 Versa 30 Tiida 38 Sentra 36 Xtrail 40 Versa 33 Rogue 60 Np 300 35 Sentra 40 Np 300 40 Np 300 50 Tiida 36 Tsuru 35 Titan 40 Tsuru 32 Frontier 40 Np 300 30 Xtrail 35 Versa 48 Versa 35 Np 300 40 Np 300 30 Sentra 32 Juke 40 Sentra 42 Xtrail 36 Versa 35 Tiida 35 Tida 35 Tiida 49 Np 300 40 Tsuru 50 Tsuru 36 Tsuru 34 Altima 45 Altima 38 Versa 65 Versa 44 Versa 82 Versa 30 Tsuru 49 Tsuru 33 Xtrail 45 Sentra 38 March 30 Tiida 35 Tiida 40 Np300 40 Pathfinder 40 Sentra 35 Tiida 38 Tsuru 35 Np300 41 March 35 Tiida 45 Tiida 38 Sentra 40 Tsuru 40 March 30 Np 300 42 Np 300 50 Sentra 35 Tiida 38 Tsuru 48 Sentra 38 Tiida 40 Np 300 45 Tiida 32 Tsuru 38 Altima 60 Tsuru 40 Frontier 45 Versa 39 Sentra 39 Pathfinder 54 Np 300 43 Np 300 45 Np 300 37 Rogue 55 Np 300 40 Tsuru 33 platina 37 Np 300 49 Xtrail 50 March 30 Platina 34 Np 300 46 Altima 48 Altima 47 Sentra 34 Tiida 35 Sentra 42
Fuente: elaboración propia a partir del desarrollo de la investigación.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
31
Tabla 2. Tiempos en minutos del área de lavado (continuación).
lavador 1 lavador 2 lavador 3 Tsuru 40 Altima 39 Versa 60 Sentra 43 Tsuru 50 Tsuru 37 Tsuru 40 Np 300 43 Tiida 35 Np 300 45 Xtrail 54 Tsuru 38 Sentra 33 Np 300 49 Np 300 55 Np 300 35 Np 300 45 Np 300 48 Tiida 38 Tiida 37 Tiida 30 versa 40 Tsuru 40 Versa 35 Sentra 35 Altima 45 Np 300 49 Frontier 44 sentra 38 Np 300 42 Sentra 30 Sentra 35 sentra 38 np 300 42 Tiida 32 Pathfinder 50 Np 300 40 Tiida 38 Sentra 40 Np 300 45 Np 300 45 Sentra 35 Altima 38 sentra 39 Xtrail 46 Sentra 45 Np 300 48 Altima 50 Altima 40 Np 300 45 Altima 47 Np 300 46 Np 300 39 Altima 39 Sentra 38 Quest 64 Sentra 35 Aprio 40 Tiida 55 Sentra 30 Xtrail 45 Xtrail 47 Versa 34 Np 300 50 Rogue 36 Tiida 30 Urvan 63 Altima 49 Versa 37 Frontier 42 Tiida 39 Np300 48 Sentra 39 Tiida 35 Sentra 34 Tsuru 34 Np 300 30 Versa 35 Tiida 41 Sentra 42 Altima 40 Sentra 35 Tsuru 40 Sentra 45 Sentra 38 Np 300 55 Tiida 30 Np 300 30 Sentra 40 Rogue 50 quest 40 Tiida 60 Rogue 47 Versa 35 Sentra 35 Sentra 35 Tiida 32 Platina 33 Np 300 48 Rogue 39 Tsuru 35 Tiida 36 Sentra 42 Tiida 49 Sentra 44 Tsuru 30 Tiida 45 Np 300 50 Tiida 30 Altima 38 Np 300 45
Fuente: elaboración propia a partir del desarrollo de la investigación.
Tabla 2. Tiempos en minutos del área de lavado (continuación).
lavador 1 lavador 2 lavador 3 Versa 37 Tiida 40 Np 300 49 Np 300 43 Sentra 45 Sentra 36 Versa 35 sentra 37 Np 300 40 Xtrail 45 Np 300 30 Versa 35 Tiida 32 altima 40 Aprio 30 Tiida 36 Sentra 38 Sentra 35 Sentra 45 Rogue 46 March 32 Tiida 30 Tiida 33 Np 300 43 Tsuru 45 Tsuru 37 Platina 36
Fuente: elaboración propia a partir del desarrollo de la investigación. Se muestra en la tabla 3 los tiempos promedio de los diferentes procesos, para el lavado de la unidad. Tabla 3. Tiempos promedios en segundos y minutos.
Fuente: elaboración propia a partir del desarrollo de la investigación 2.3 ANÁLISIS DE RESULTADOS. En la imagen 2 se observa la distribución actual en el área de lavado: 1. Lavado exterior, 2. Lavado interior, 3. Estacionamiento de unidades por lavar, 4. Estacionamiento de unidades lavadas, 5. Unidades pendientes de refacciones, 6. Unidades pendientes por recibir el servicio.
Se observa que las área 5 y 6 no pertenecen al área de lavado. Sin embargo, dichas áreas son utilizadas por los lavadores y mecánicos, debido a la falta de una adecuada planeación para el acomodo de los automóviles. En base a la información recolectada y a la distribución actual de la planta, se procede a simular el funcionamiento del sistema de lavado, tanto de la situación actual como de la situación propuesta.
Tiempo Total segundos minutos Revisar formato 27.67 0.46111 Va por el carro 39.00 0.65 Llevar carro al lavado exterior 151.00 2.51667 Lavado de carrocería 830.00 13.8333 Transportar al área de interior 39.67 0.66111 Limpieza de interior 1899.33 31.6556 Transportar al estacionamiento 232.33 3.87222 Total de Tiempo 3179.33 52.9889
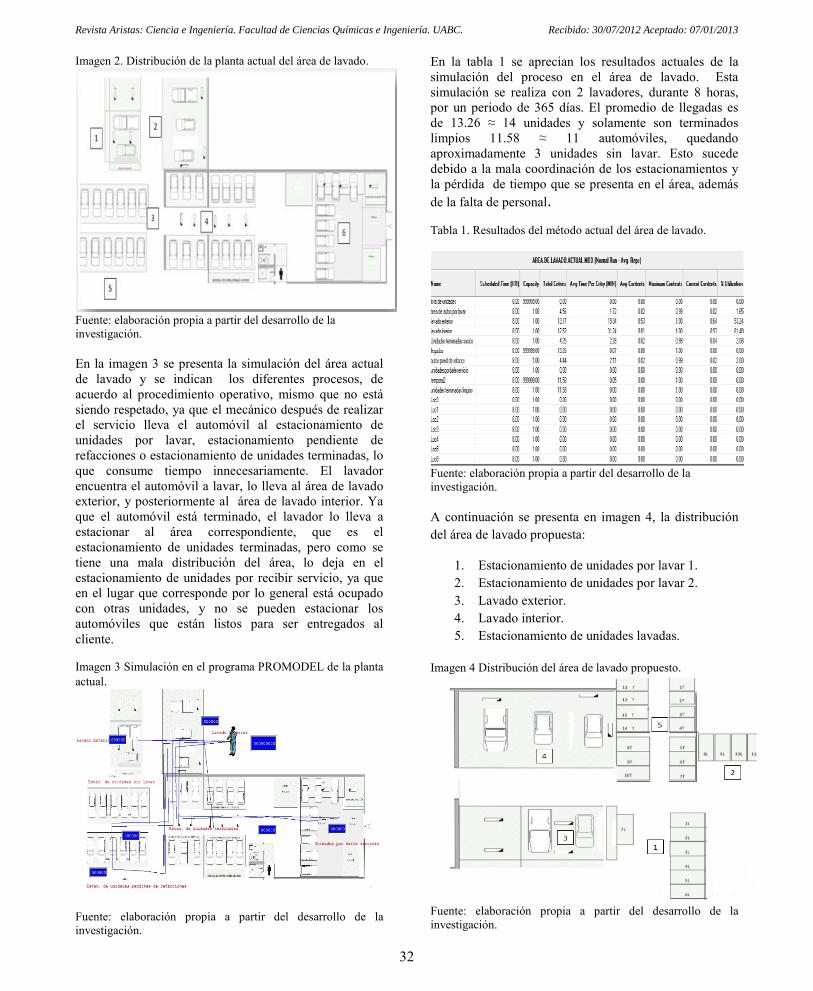
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
32
Imagen 2. Distribución de la planta actual del área de lavado.
Fuente: elaboración propia a partir del desarrollo de la investigación. En la imagen 3 se presenta la simulación del área actual de lavado y se indican los diferentes procesos, de acuerdo al procedimiento operativo, mismo que no está siendo respetado, ya que el mecánico después de realizar el servicio lleva el automóvil al estacionamiento de unidades por lavar, estacionamiento pendiente de refacciones o estacionamiento de unidades terminadas, lo que consume tiempo innecesariamente. El lavador encuentra el automóvil a lavar, lo lleva al área de lavado exterior, y posteriormente al área de lavado interior. Ya que el automóvil está terminado, el lavador lo lleva a estacionar al área correspondiente, que es el estacionamiento de unidades terminadas, pero como se tiene una mala distribución del área, lo deja en el estacionamiento de unidades por recibir servicio, ya que en el lugar que corresponde por lo general está ocupado con otras unidades, y no se pueden estacionar los automóviles que están listos para ser entregados al cliente.
Imagen 3 Simulación en el programa PROMODEL de la planta actual.
Fuente: elaboración propia a partir del desarrollo de la investigación.
En la tabla 1 se aprecian los resultados actuales de la simulación del proceso en el área de lavado. Esta simulación se realiza con 2 lavadores, durante 8 horas, por un periodo de 365 días. El promedio de llegadas es de 13.26 ≈ 14 unidades y solamente son terminados limpios 11.58 ≈ 11 automóviles, quedando aproximadamente 3 unidades sin lavar. Esto sucede debido a la mala coordinación de los estacionamientos y la pérdida de tiempo que se presenta en el área, además de la falta de personal.
Tabla 1. Resultados del método actual del área de lavado.
Fuente: elaboración propia a partir del desarrollo de la investigación. A continuación se presenta en imagen 4, la distribución del área de lavado propuesta:
1. Estacionamiento de unidades por lavar 1. 2. Estacionamiento de unidades por lavar 2. 3. Lavado exterior. 4. Lavado interior. 5. Estacionamiento de unidades lavadas.
Imagen 4 Distribución del área de lavado propuesto.
Fuente: elaboración propia a partir del desarrollo de la investigación.
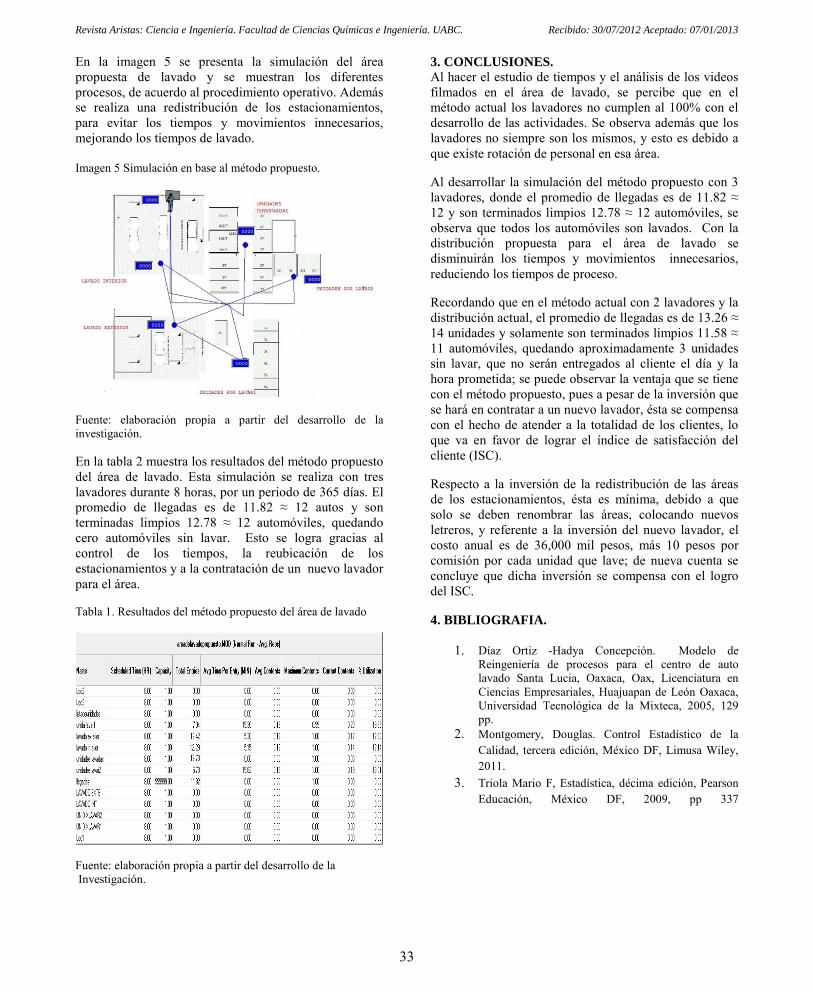
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
33
En la imagen 5 se presenta la simulación del área propuesta de lavado y se muestran los diferentes procesos, de acuerdo al procedimiento operativo. Además se realiza una redistribución de los estacionamientos, para evitar los tiempos y movimientos innecesarios, mejorando los tiempos de lavado. Imagen 5 Simulación en base al método propuesto.
Fuente: elaboración propia a partir del desarrollo de la investigación.
En la tabla 2 muestra los resultados del método propuesto del área de lavado. Esta simulación se realiza con tres lavadores durante 8 horas, por un periodo de 365 días. El promedio de llegadas es de 11.82 ≈ 12 autos y son terminadas limpios 12.78 ≈ 12 automóviles, quedando cero automóviles sin lavar. Esto se logra gracias al control de los tiempos, la reubicación de los estacionamientos y a la contratación de un nuevo lavador para el área.
Tabla 1. Resultados del método propuesto del área de lavado
3. CONCLUSIONES. Al hacer el estudio de tiempos y el análisis de los videos filmados en el área de lavado, se percibe que en el método actual los lavadores no cumplen al 100% con el desarrollo de las actividades. Se observa además que los lavadores no siempre son los mismos, y esto es debido a que existe rotación de personal en esa área.
Al desarrollar la simulación del método propuesto con 3 lavadores, donde el promedio de llegadas es de 11.82 ≈ 12 y son terminados limpios 12.78 ≈ 12 automóviles, se observa que todos los automóviles son lavados. Con la distribución propuesta para el área de lavado se disminuirán los tiempos y movimientos innecesarios, reduciendo los tiempos de proceso.
Recordando que en el método actual con 2 lavadores y la distribución actual, el promedio de llegadas es de 13.26 ≈ 14 unidades y solamente son terminados limpios 11.58 ≈ 11 automóviles, quedando aproximadamente 3 unidades sin lavar, que no serán entregados al cliente el día y la hora prometida; se puede observar la ventaja que se tiene con el método propuesto, pues a pesar de la inversión que se hará en contratar a un nuevo lavador, ésta se compensa con el hecho de atender a la totalidad de los clientes, lo que va en favor de lograr el índice de satisfacción del cliente (ISC).
Respecto a la inversión de la redistribución de las áreas de los estacionamientos, ésta es mínima, debido a que solo se deben renombrar las áreas, colocando nuevos letreros, y referente a la inversión del nuevo lavador, el costo anual es de 36,000 mil pesos, más 10 pesos por comisión por cada unidad que lave; de nueva cuenta se concluye que dicha inversión se compensa con el logro del ISC.
4. BIBLIOGRAFIA.
1. Díaz Ortiz -Hadya Concepción. Modelo de Reingeniería de procesos para el centro de auto lavado Santa Lucia, Oaxaca, Oax, Licenciatura en Ciencias Empresariales, Huajuapan de León Oaxaca, Universidad Tecnológica de la Mixteca, 2005, 129 pp.
2. Montgomery, Douglas. Control Estadístico de la Calidad, tercera edición, México DF, Limusa Wiley, 2011.
3. Triola Mario F, Estadística, décima edición, Pearson Educación, México DF, 2009, pp 337
Fuente: elaboración propia a partir del desarrollo de la Investigación.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
34
CALIDAD EDUCATIVA Y MEJORA CONTINUA
Educational Quality and Constant Improvement
RESUMEN Considerar la calidad Educativa como una meta a lograr por las Instituciones de Educación Superior es un esfuerzo de todos los elementos que conforman el ámbito social, económico, productivo, educativo, gubernamental. Llevar a cabo todos los esfuerzos conjuntos para lograr este objetivo es lo que se analiza, la respuesta a preguntas ¿Qué parte es importante para lograr esta política educativa de calidad? ¿Qué elementos prácticos pueden ser utilizados para obtener logros significativos en el proceso de calidad? Lo anterior desprende una presentación de los conceptos de calidad educativa, comparación de propuestas y experiencias propias para encaminarse hacia el cumplimiento de los objetivos de calidad. PALABRAS CLAVES: calidad, mejora, procesos. ABSTRACT To consider the educational quality to be a goal to managing for the Institutions of Top Education is an effort of all the elements that shape the social, economic, productive, educational, governmental area, To carry out all the joint efforts to achieve this aim is what is analyzed, the response to questions what part is important to achieve this educational politics of quality? What practical elements can be used to obtain significant achievements in the quality process? The previous thing detaches a presentation of the concepts of educational quality, comparison of offers and own experiences to intend towards the fulfillment of the quality aims. KEYWORDS: improvement, processes, quality
JULIO CESAR GÓMEZ FRANCO Ingeniero en Electrónica. Profesor TC. Universidad Autónoma de Baja California [email protected] JUAN ANDRES LOPEZ BARRERAS Ingeniero industrial, Dr. Profesor-Investigador Universidad Autónoma de Baja California. [email protected] JOSE MARIA LOPEZ BARRERAS Industrial Engineer, M.C. Profesor de Asignatura. Universidad Autónoma de Baja California [email protected]
1. INTRODUCCIÓN
En la última década la calidad se ha convertido en un concepto citado por las principales instituciones públicas y de servicios, se ha convertido en una meta que es buscada de una manera completa, ya que se ha considerado de forma común que lo que tiene “calidad” cubre con las expectativas del cliente, la calidad en general abarca todas las cualidades con las que cuenta un producto o un servicio, cuando sus características, tangibles e intangibles satisfacen las necesidades del usuario mencionado por Cantú [1] estos conceptos fueron utilizados primeramente en el rubro de la economía y área industrial, hoy en día la competitividad se presenta cada vez más en las empresas, y de esta manera estar al nivel de los estándares internacionales de calidad, este concepto es citado cada vez por las instituciones dedicadas a la educación, dentro del Programa Nacional de Educación 2001-2006 el gobierno federal mexicano [2] resalta la necesidad de avanzar en la consolidación de la educación en todos los niveles, proponiendo la creación del Instituto Nacional De Evaluación de la Educación, donde considera la evaluación del aprendizaje como un elemento importante, siendo la educación
considerada la “columna vertebral” de las acciones del gobierno es hacer de la educación un gran proyecto nacional, considerando que esto conseguiría ampliar que los ciudadanos logren mejores niveles de calidad de vida. La educación debe ser considera como un elemento que sirve de palanca del cambio del país, y como el medio principal para la generación de empleos, además de una participación más equitativa de la economía, del federalismo y apoyo al desarrollo regional [3]. Dentro de los postulados de ANUIES [4] del capítulo tercero es considerada la calidad de una forma dinámica esto determina que debe estar en continuo cambio, pero estos fundamentados en acciones tendientes a tener elementos suficientes para determinar niveles o cambios provocados en nuestros procesos educativos con los miembros que desarrollan dichas funciones, estudiantes, maestros y directivos. La aplicación del concepto de calidad, aunado al desarrollo de programas de desarrollo institucional bajo una planeación a largo plazo permite que el beneficio de estos planes toque a cada uno de los elementos que forman a la institución educativa, Este trabajo presenta la aplicación del concepto de calidad orientado a un conjunto de acciones a seguir
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
35
tales como planes de mejora, acreditación y certificación para llegar y mantener niveles óptimos en áreas especifica de la institución donde interactúen alumnos, maestros, directivos aprovechando su infraestructura 2. CALIDAD COMO META Si se considera a la calidad como la meta del proceso en la educación, este debe de considerar a cada uno de los elementos que lo integran e innovador, entre los múltiples y variantes significados al concepto de calidad cabe señalar el criterio de calidad como eficacia, entendida como el logro de los objetivos propuestos por el propio sistema educativo[5], hoy la preocupación está centrada en el diseño de las estrategias que articulen los elementos externos internos del sistema escolar con la finalidad de crear más y mejores oportunidades de aprendizaje atendiendo a la diversidad de la población. Existen varios paradigmas como modelos que buscan en forma completa obtener la educación total o integral [6] donde la primera la relaciona con cuatro características fundamentales, la primera de ellas pone un énfasis en la satisfacción del “cliente” que puede llegar a ser descubiertas o satisfechas, la segunda el proceso de “mejora continua” de la gestión como del proceso, unido a esto una “participación” de todos los agentes que intervienen y por último se requiere que exista un nivel de “interpelación” que desde el punto de vista educativo con una vinculación al sector productivo y educativo entre universidades. La segunda se incorpora a la equidad, que es un valor como un elemento que sería difícil de medir, por lo tanto no es fácil de evaluar por ello se debe apelar a nuevas formas de evaluación y de autoevaluación que garanticen en forma y fondo que las medidas tomadas y ejecutadas están logrando los resultados previstos. Ya que el interés por la calidad en la educación y de los servicios educativos se asocia a la preocupación por realizar adecuadas actividades de aprendizaje para la totalidad de los alumnos. Siendo que la evaluación, así como la calidad educativa es una realidad compleja, depende de una gran cantidad de factores y no permite ser acotada por un solo indicador que de un resultado, dado que la evaluación está relacionado con “un rendimiento de cuentas” esta permite ser usadas por las autoridades educativas como el medio para determinar los apoyos brindados y permite analizar cada una de las acciones realizadas, encaminadas a una educación dinámica integral, la evaluación debe de dejar de ser instrumento que se utiliza para controlar el nivel educativo de la población estudiantil, es preciso que estos instrumentos educativos sean transformados en un medio que utilicen las propias instituciones para mejorar su calidad educativa, ya que la enseñanza en las condiciones de la practica real o en el servicio debe preparar profesionales capaces de trabajar en colectivo para enfrentar los cambios acelerados que ocurren en el ámbito de toda la sociedad.
Considerando la creciente implementación de sistemas para el control, el aseguramiento, el perfeccionamiento o la planificación de la calidad dándose en las empresas, así como, el renovado tratamiento que durante los últimos años sufrieron los conceptos de calidad, evidencia que esta se ha convertido en una “arma competitiva” de una importancia no solo en las organizaciones modernas como lo establece Cañedo [7] sino también en las instituciones educativas. Sin embargo, López Rupérez [8] afirma que en el ámbito de la educación el cliente es el ciudadano-colectividad, dándose esto a través de la opinión pública y los diferentes organismos sociales, con una visión de los retos productivos del país. Se requiere de personas creando, aportando ideas que ejerzan un liderazgo, ya que la verdadera educación de calidad significa más que seguir cierto curso de estudios. Es amplia, incluye el desarrollo armonioso de todas las facultades físicas y mentales [9]. Dado que la evaluación es clave del proceso de mejoramiento su diseño debe ser muy creativo y bien analizado; y a su vez pueda ir respaldado por una buena estrategia de implantación sujeta a la realidad. Los modelos pueden ser sujetos a modificaciones y realizar una adaptación de la institución o mejor, diseñar un modelo propio fundamentado en cada uno de los elementos que forman parte de la educación. Existen diferentes modelos donde esto hace notar algún elemento en particular, ya sea la institución, el docente, el entorno socioeconómico o el alumno, Los enfoques que se representan como una base en la calidad de la educación superior supone una relación de coherencia entre cada uno de los componentes del sistema. Dentro de los modelos relacionados con la calidad de la educación superior, la función del docente puede ser tomadas desde diferentes puntos, en el enfoque sistémico supone una relación de coherencia o unión entre cada uno de los componentes que integran el sistema. 2.1 Actividad Celular de Calidad Si los componentes que conforman todo un sistema educativo está sujeta a la misma visión de mejora, cada uno de ellos pueden realizar una parte del todo, de esta manera esta acción permitirá la participación de maestros y alumnos en forma más práctica y que no solo se quede en buenos propósitos o políticas de calidad a nivel dirección. La presentación de cómo la calidad puede sensibilizar a toda la institución y de esta forma participar en forma activa en el objetivo de lograr una educación integral de calidad se presenta en la aplicación de varias acciones tendientes a aportar los elementos necesarios para este fin. La actividad Celular de Calidad se plantea como un trabajo seccionado abarcando un pequeño número de elementos que componen el área a fin. Dentro del modelo educativo siendo este relativamente difícil ya que presenta características muy particulares y en ocasiones no es posible generalizar el método.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
36
La asimilación de los conceptos de mejora continua aplicados en áreas establecidas, en conjunto con elementos evaluativos y de certificación nos presenta la oportunidad de alcanzar niveles altos en la obtención de objetivos planteados. El perfil de una institución orientada a la mejora continua está inmersa en un área cada vez más competitiva, tiene una gran necesidad de incrementar velocidad de respuesta y flexibilidad con una alta probabilidad de cambiar hacia diferentes estructuras y procesos de trabajo. Aunque la competitividad se presenta en todos los rubros del ámbito diario Deming W. [10] menciona que debemos echar por la borda la idea de que la competencia es una forma necesaria de vivir. En lugar de la competencia necesitamos de la cooperación. El mejoramiento continuo es un proceso que describe muy bien lo que es la esencia de la calidad y refleja lo que las instituciones necesitan hacer si quieren ser eficientes a lo largo del tiempo. 3. ACTIVIDADES DEL PROCESO DE MEJORA CONTINUA La calidad no será nunca el resultado de la improvisación, sino que se obtendrá como consecuencia de planificar el objetivo que se desea alcanzar.. El proceso concierne a todo el personal y a todas las áreas de la institución, si bien habrá que tener en cuenta las particularidades de cada una.
1. Información, sensibilización y motivación.
La mejora Continua, incorpora unos principios de gestión que suponen un cambio en los comportamientos de todas las personas que integran la institución. Lo que proponemos es que las personas comiencen a modificar sus comportamientos mediante una acción formativa, justo al comienzo del proceso, con los siguientes objetivos: Información sobre: - Los principios que se orientará la gestión -Los detalles del proceso diseñado para ser implantado en institución. Sensibilización sobre la necesidad de participar activamente en el proceso y contribuir a la consecución de los objetivos. Motivación para cambiar actitudes y comportamientos reduciendo la resistencia al cambio adoptando un compromiso personal con los principios de la Calidad.
2. Identificar el potencial de mejora.
Ahora se trata de encontrar el campo concreto de aplicación de la Mejora Continua. Frente a esta realidad se pueden adoptar dos posturas: ignorarla, pero a sabiendas de que no por ello deja de existir, o dotarse de las herramientas analíticas para su identificación, lo que da por aceptar internamente la crítica constructiva.
3. Medición de la satisfacción de los clientes.
Otro campo de aplicación de la Mejora Continua se sitúa en el exterior de la institución, en la satisfacción o insatisfacción percibida por los medios sociales y productivos. La percepción de la satisfacción de su auténtica necesidad condiciona su fidelidad. Esta es la razón por la que nos interesa conocerla para detectar la insatisfacción existente y, de nuevo, al verlo positivamente, poder convertirla en oportunidades de mejora.
4. Diagnóstico interno.
La optimización de los potenciales de mejora identificados en un plazo razonable de tiempo pasa por la participación activa de un amplio colectivo del personal. La pregunta es: ¿se dan las condiciones necesarias para que tenga éxito el proceso de Mejora Continua?. A ella se responde con la realización de tres autodiagnósticos. Estilo de dirección y liderazgo. Cultura Institucional, Barreras a la participación
5. Compromiso de la dirección.
En este momento del proceso, la dirección dispone de Informes de los autodiagnósticos realizados sobre la posibilidad de que las oportunidades detectadas pueden ser aprovechadas mediante mecanismos de gestión participativa. Si se dieran la condiciones, es el momento de reafirmar el compromiso de la institución con la Calidad a través de la elaboración y divulgación de las Políticas de Calidad y Recursos Humanos correspondientes.
6. Objetivos.
La información disponible reúne todas las condiciones que deben cumplir los objetivos, por lo que éstos pueden fijarse mediante diálogo y participación:
Concreción: se sabe dónde hay que actuar (actividades). Cuantificación: las oportunidades están todas cuantificadas. Accesibilidad: el potencial interno se identificó mediante autodiagnósticos de los responsables de cada proceso. Evaluación: mediante nuevos análisis de actividades y medición de la satisfacción percibida.
Obviamente, los objetivos que se fijen al Proceso de Mejora Continua han de ser coherentes con la estrategia de institución.
7. Planes de acciones directivas.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
37
Objetivos distintos requieren la toma de acciones diferentes para alcanzarlos. Lógicamente, con acciones tradicionales conseguiremos objetivos tradicionales, continuistas. Si se dispone de la información necesaria para elaborar los planes tácticos de acción y programar las actuaciones pertinentes. Como guía para la elaboración del plan con las acciones directivas sugerimos:
Confirmar qué misión y estrategia institucional apoya el desarrollo del Proceso de Mejora Continua. Un liderazgo visible y coherente con los principios de la Calidad. Una comunicación permanente apoyada en un plan preestablecido. Identificar los procesos críticos para la gestión de la institución. Desarrollar las competencias necesarias para gestionar el cambio. Reducir el tamaño de los obstáculos a la participación. Diseñar los mecanismos de participación adaptados a la realidad de la institución.
8. Planes de desarrollo de competencia personales.
Una parte relevante del Proceso de Mejora Continua es el desarrollo de competencias, normalmente mediante la implantación de acciones formativas en las personas llamadas a ser protagonistas del proceso. Este desarrollo lo vemos con una doble dimensión:
Habilidades personales: De comunicación interpersonal y para trabajar en equipo y "Capacidades técnicas": Conocimiento de la metodología operativa de la Mejora Continua y manejo de las herramientas para el análisis y la resolución de problemas.
9. Plan de acción: equipos de mejora continua.
La parte más importante del proceso que venimos describiendo la constituyen los equipos de mejora continua. Respetando la metodología establecida y usando las herramientas de análisis y resolución de problemas en equipo consiguen elaborar planes de acción para eliminar las causas raíces. Trabajan haciendo realidad el principio "causa - efecto", es decir:
Identificando y cuantificando el efecto: problema, objetivo, potencial de mejora, etc. Orientando la acción analítica hacia la identificación de todas las causas posibles, proponiendo acciones concretas para evitar su repetición.
Cuando los miembros de estos equipos son mandos y directivos, este es un mecanismo para hacer realidad una de sus funciones principales: la planificación, entendida como elaboración de planes con acciones de mejora.
10. Implantación, evaluación y seguimiento.
Hemos definido la Mejora Continua como un proceso y no como un programa. La diferencia no es irrelevante: ambas tienen un punto de comienzo concreto, pero el proceso, a diferencia del programa, no tiene punto de finalización conocido. Debido, pues, a su larga duración necesita de un mecanismo forma de coordinación, evaluación (control) y seguimiento. Evidentemente, ni este mecanismo formal ni quizás el Proceso de Mejora Continua son un fin en sí mismos, sino que están al servicio de los objetivos de nivel superior de la institución. La importancia de esta técnica radica en que con su aplicación se puede contribuir a mejorar las debilidades y afianzar las fortalezas de la institución.
4. CONCLUSIONES Y RECOMENDACIONES En las instituciones de educación superior se han establecidos planes de desarrollo institucionales que plantean la visión y misión de estas, dentro de la Políticas establecidas la Universidad Autónoma de Baja California en cuanto a calidad, plantea el desarrollo de sus tareas tomando acciones eficaces, eficientes, equitativas y pertinentes que requiere esta misma como los sectores que conforman el entorno institucional. Esta política ha impulsado que la institución busque la calidad por medio de procesos de homologación, acreditación de planes de estudio y certificación de procesos para brindar un servicio de excelencia. Dentro del proceso de mejora continua se plantea una distribución de funciones, pero principalmente atendiendo en forma particular, el área a desarrollar, donde la planeación mostrada presenta una serie de pasos que muestra el procedimiento a seguir de una forma clara y sencilla. El aseguramiento de la calidad permite mantener y mejorar los procesos, logrando un avance continuo en el logro de las metas establecidas por la institución. Fig. 1 Mejora Continua.
Fuente: Gabinete de la Promoción de la calidad. PNECU
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
38
La implementación de cualquier modelo o proceso a seguir dentro de la institución a la que se aplique la mejora continua, es indispensable el compromiso de cada persona, ya sea, directivo, coordinador, docente y alumno, que aunque el último mencionado sea nuestro cliente primario, es el elemento que brinda un parámetro importante en la evaluación de la institución. El lograr que los modelos de calidad cada vez más incidan sobre el estudiante y el énfasis del cambio a mejorar este centrado en políticas y planes que la institución se podrá alcanzar la calidad educativa con equidad y con valores. 4. BIBLIOGRAFÍA CITADA [1] Cantú, Delgado, Desarrollo de una Cultura de Calidad, McGraw Hill. 2001
[2] Programa Nacional de Educación 2001-2006. México.2001. [3] Loria, Eduardo, La Competitividad de las Universidades Públicas Mexicanas. Una propuesta de evaluación. P y V editores. UAEM. México, 2002.
[4] ANUIES. La educación superior en el siglo XXI. ANUIES.México.2001. [5] Programa Calidad y Equidad en Educación.2001-2002. Organización de Estados Iberoamericanos. Texto aprobado por la 68 Reunión del Consejo Directivo. http://www.campus-i.org/calidad/calidad0102.htm (4/3/2002)
[6] Seibold, Jorge, Equidad en la Educación. La Calidad Integral en Educación. Revista Iberoamericana de Educación. Número 23, Mayo-Agosto.2000.
[7] Cañedo, Rubén A. Educación y calidad: dos eslabones en la cadena del servicio de excelencia. ACIMED: Enero-abril, 1966. Pág. consultada 10/02/02: http://bvs.sld.cu/revistas/aci/vol4_1_96/aci01196.htm
[8] López, Rupérez F. La gestión de calidad en educación. La Muralla, Madrid. España.1997.
[9] White, Elena G. Consejos para los Maestros. Publicaciones Interamericanas. E.U. 1971. [10] Deming, W.E. The New Economics. Cambridge: MIT Press, 1993.
Principal author's name: He is an engineer in electrical mechanics with electronics specialization by the School on Engineering, UABC. He did a Masters degree in Science and Industrial Engineering by the ITT. He has developed Quality Systems, he is an auditor for the norms: ISO17025:2005, ISO9001:2008 and TS16949:2009. He has collaborated in different academic and administrative functions for over 20 years in UABC; he has taken part in instrumentation, control and automatization projects. He is currently undertaking the Master in Solar Energy, SEAS. He has participated in agreements with the Industry and Public Institutions; he promotes science and education in previous education systems.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
39
MEJORAMIENTO DE LA PRODUCTIVIDAD EN EL MANEJO Y APLICACIÓN DE MATERIALES PARA OBRA NEGRA EN LA CONSTRUCCIÓN DE PROYECTOS DE
VIVIENDAS DE INTERÉS SOCIAL
Productivity improved in the handling and application of materials for rough construction in the projects construction of social housing
RESUMEN En la industria de la construcción, se presentan demoras, pérdidas y control inadecuado en el manejo y aplicación de materiales. El objetivo del presente trabajo, consiste en mejorar la productividad en obra negra mediante un estudio de trabajo, basado en la reducción y/o eliminación de actividades innecesarias, así como el mejoramiento de las indispensables. De los resultados, además de la determinación adecuada de realizar las actividades, se obtiene una mejora de 35.6750 minutos representando el 12.6% en tiempo y 26.1844 metros que interpreta un 8.4% en distancias. PALABRAS CLAVES: estudio del trabajo, productividad, obra negra. ABSTRACT In the construction industry, there are delays, losses and inadequate control in the management and application of materials. The objective of this work is to improve productivity in rough construction through a work study, based on the reduction and / or elimination of unnecessary activities and essentials improvement. From the results, besides perform proper determination of activities, is obtained an improvement 35.6750 minutes represent the 12.6% time, and 26.1844 meters which interprets 8.4% in distances. KEYWORDS: work study, productivity, rough construction.
EDGAR PACHECO RUIZ Arquitecto Maestrante de Ingeniería Industrial Línea de investigación: Optimización Industrial Instituto Tecnológico de Los Mochis [email protected]
1. INTRODUCCIÓN
Se ha demostrado que la industria de la construcción presenta altos volúmenes de desperdicios en el empleo de sus recursos, es decir, perdiendo tiempo y bajando la productividad en las actividades. Si un recurso se usa de más y no está generando un valor agregado o un valor al producto final, esto es un desperdicio. La importancia de entender los flujos en los procesos para la mejora, es crucial para identificar las actividades que agregan valor y las que no lo hacen. Con respecto a éstas últimas, suelen suponer un porcentaje bastante más elevado de lo que creemos, el cual influye en el aspecto económico de la empresa. Surge la necesidad de proponer medidas para el mejoramiento de la productividad en el manejo y aplicación de los recursos materiales que influyen para obra negra en la construcción de proyectos de vivienda de interés social. Existen investigaciones relacionadas al tema, una de ellas es un estudio que se hizo en la Universidad Eafit en Medellin, Colombia, el tema es “Guía de mejoramiento continuo para la productividad en la construcción de proyectos de vivienda” por los autores
Arq. Fernando Botero Botero y la Ing. Martha Eugenia Álvarez Villa. Esta investigación, habla sobre una estrategia de mejoramiento aplicando la filosofía Lean Construction; la cual está orientada hacia la administración de la producción en construcción, cuyo objetivo fundamental es la eliminación de las actividades que no agregan valor (desperdicios). [1]
Basado en los supuestos, se puede mejorar la productividad por medio de un estudio del trabajo en obra, que simplifique y pueda idear métodos más económicos y determinación del tiempo que debe de llevar cada actividad, y con ello aumentar los trabajos productivos y una disminución de los no contributivos (pérdidas) en relación a la eficiencia y eficacia.
Esta solución, influye en la adecuada manera de controlar, manejar y dirigir una secuencia de actividades en el manejo y aplicación de los materiales para obra negra que la empresa realiza para crear el producto (vivienda), con esto se aumentará el beneficio (valor) para el cliente.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
40
2. METODOLOGÍA De acuerdo al método seguido, los ingenieros de métodos utilizan un procedimiento sistemático para desarrollar un centro de trabajo, fabricar un producto y ofrecer un servicio [2], en este caso se adaptaron las principales etapas que resultan para el estudio del trabajo llevado en obra. 1) Selección del proyecto. La selección corresponde al objeto a estudiar, en este caso es la construcción de viviendas de tipo de interés social, abarcando obra negra, ya que en esta etapa se implementan la mayoría de los materiales en grandes cantidades y se desarrolla la mayor parte del proyecto. La ubicación del estudio realizado se encuentra al sur-oriente de la ciudad de Los Mochis, Sinaloa, en el fraccionamiento “La Cantera”. Las viviendas son del prototipo 1R34.40 cuentan con un lote de 6 m x 16.50 m. y tienen 34.40 m2 de construcción con los siguientes espacios: (Imagen 1) 1. Una Recámara 2. Un Baño 3. Sala - Comedor - Cocina 4. Estacionamiento 5. Patio de servicio 6. Jardín exterior
Imagen 1. Espacios de la vivienda prototipo 1R34.40.
Fuente: Imagen Disponible en: http://www.grupomezta.com.mx/index.php?option=com_content&task=view&id=84 2) Búsqueda de información. En esta etapa se hizo la recopilación de las distintas fuentes técnicas que se tienen en oficina y obra (planos, presupuesto y/o programación de obra), para poder determinar el flujo y cantidades de los materiales con respecto a los conceptos del proyecto. Con respecto al presupuesto, a continuación se mencionan los procesos que se les aplicó el estudio:
1. Cimentación 1.1 Trazo y nivelación 1.2 Colocación de hule en cimentación 1.3 Acero en cimentación 1.4 Colado de losa de cimentación 2. Muros planta baja 2.1 Muro de block hueco 3. Losa de azotea 3.1 Acero en losa de azotea 3.2 Colado de losa de azotea
3) Registro por observación directa. Para realizar esta actividad, el registro se hizo en obra (lugar donde se realizaban los trabajos de construcción), ya que era la manera de observar los procesos que se presentaban en tiempo y forma, haciendo anotaciones, preguntas y entrevistas a los encargados de los distintos puestos, así como toma de fotografías y videos de los procesos. 4) El registro se hizo mediante diagramas de flujo de procesos, se tomaron 30 muestras por cada material empleado en los procesos que abarcan obra negra. Para complementar el registro se emplearon diagramas de flujo o recorrido de materiales, para ubicar el flujo de las actividades dentro de las áreas de trabajo, en este caso en el lote de construcción. 5) Examinar los hechos registrados. En este apartado se examinaron los datos capturados, los cuáles arrojaron promedios de tiempos y distancias, así como actividades necesarias e innecesarias, y para llevar a cabo el análisis, se apoyó mediante una serie de preguntas, para la decisión de las posibles alternativas. Las siguientes tablas, muestran las preguntas preliminares y de fondo, que se utilizaron para examinar las actividades que se estaban llevando a cabo. (Tabla 1 y 2). Tabla 1. Tabla de preguntas preliminares.
PREGUNTAS PRELIMINARES Propósito ¿Qué se hace en realidad?
¿Por qué hay que hacerlo? Lugar ¿Dónde se hace?
¿Por qué se hace allí? Sucesión ¿Cuándo se hace?
¿Por qué se hace en ese momento? Persona ¿Quién lo hace?
¿Por qué lo hace esa persona? Medios ¿Cómo se hace?
¿Por qué se hace de ese modo? Fuente: Archivo disponible en: http://materias.fi.uba.ar/7628/Produccion2Texto.pdf

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
41
Tabla 2. Tabla de preguntas de fondo.
Fuente: Archivo disponible en: http://materias.fi.uba.ar/7628/Produccion2Texto.pdf
6) Idear el método más económico. Se llevó a cabo la eliminación de actividades que no agregaban valor en cada proceso, así como una propuesta de tiempos y distancias. Se hizo una comparación con los datos actuales y las mejoras.
7) Definir el nuevo método. Se toman las actividades propuestas como el nuevo método para realizar el manejo y aplicación de los materiales que se emplean en obra negra. 3. PRUEBAS REALIZADAS
Se presentan los promedios actuales de las 30 muestras que se realizaron en el manejo y aplicación de los materiales de cada proceso dentro de obra negra.
3.1 CIMENTACIÓN
3.1.1 Trazo y nivelación
Materiales Tiempo
promedio (minutos)
Distancia promedio (metros)
Clavo e hilo 1.3490 Cal hidratada 1.8381 10.9467
Fuente: elaboración propia. 3.1.2 Colocación de hule en cimentación
Materiales
Tiempo promedio (minutos)
Distancia promedio (metros)
Plástico de poliuretano negro 27.3858 9.5300 Clavos y fichas galvanizadas 2.3673
Fuente: elaboración propia. 3.1.3 Acero en cimentación
Materiales
Tiempo promedio (minutos)
Distancia promedio (metros)
Armex 15x30-4 9.5009 9.3933 Malla electrosoldada 6x6 6/6 5.8803 13.5333
Fuente: elaboración propia.
3.1.4 Colado de cimentación
Materiales Tiempo
promedio (minutos)
*Concreto premezclado f’c= 200 kg/cm²
125.2523
Fuente: elaboración propia. * f’c: resistencia a la compresión simple, a los 28 días en cilindros estándar de 15 x 30 cm.[3]. 3.2 MUROS PLANTA BAJA
3.2.1 Muro de block hueco
Fuente: elaboración propia. 3.3 LOSA DE AZOTEA
3.3.1 Acero en losa de azotea
Materiales
Tiempo promedio (minutos)
Distancia promedio (metros)
Armex 12x20-4 3.6009 5.9167 Malla electrosoldada 6x6 6/6 7.3040 10.5868 Silletas modelo SME100 0.5829 10.6358
Fuente: elaboración propia.
PREGUNTAS DE FONDO Propósito ¿Qué otra cosa podría hacerse?
¿Qué debería de hacerse? Lugar ¿En qué otro lugar podría hacerse?
¿Dónde debería de hacerse? Sucesión ¿Cuándo podría hacerse?
¿Cuándo debería de hacerse? Persona ¿Qué otra persona podría hacerlo?
¿Quién debería de hacerlo? Medios ¿De qué otro modo podría hacerse?
¿Cómo debería de hacerse?
Materiales
Tiempo promedio (minutos)
Distancia promedio (metros)
Block entero 12-20-40 (primera hilada)
1.9049 2.7683
Block entero 12-20-40 (primera hilada) en varilla de refuerzo y/o instalaciones
1.6836 2.4450
Mezcla en block entero (primera hilada)
0.6404 5.2837
Block entero 12-20-40 (cuarta hilada)
0.9804 2.5567
Block entero 12-20-40 (cuarta hilada) en varilla de refuerzo y/o instalaciones
1.9836 2.6667
Mezcla en block entero (cuarta hilada)
0.4567 4.7408
Block entero 12-20-40 (séptima hilada)
0.9467 2.3700
Block entero 12-20-40 (séptima hilada) en varilla de refuerzo y/o instalaciones
0.8808 2.9767
Mezcla en block entero (séptima hilada)
0.3532 5.9048
Block entero 12-20-40 (décima hilada)
1.0190 3.5833
Block entero 12-20-40 (décima hilada) en varilla de refuerzo y/o instalaciones
1.1332 3.8367
Mezcla en block entero (décima hilada)
0.4451 5.8959

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
42
3.3.2 Colado de losa de azotea
Materiales Tiempo
promedio (minutos)
Distancia promedio (metros)
Concreto premezclado f’c= 200 kg/cm²
85.6810 197.4167
Fuente: elaboración propia. Se tomó el promedio de las muestras para desarrollar la desviación estándar y ubicar las actividades menos confiables, de las cuáles se eliminaron y/o mejoraron dependiendo la importancia en el flujo. 4. DISCUSIÓN Y ANÁLISIS DE RESULTADOS
A continuación se muestran las actividades empleadas en el manejo y aplicación de los materiales que se analizaron en los procesos constructivos. Se logró una eliminación de 8.14% de actividades y 22.37% a las que se aplicó mejora. 4.1 CIMENTACIÓN
4.1.1 Trazo y nivelación
Clavo e hilo Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Medición en lote 0.2350 *Demora 0.0000 Colocación de clavos 0.2175 Tendido de hilo 0.3635 Amarre de hilo 0.2649 Total ciclo 1.0809
Fuente: elaboración propia. *Se eliminó, porque no aporta valor en el proceso.
Cal hidratada Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
Envasado de cal 0.2897 *Demora 0.0000 Agregado de agua 0.1722 Mezclado 0.4668 *Transporte 0.0000 0.0000 Transporte sobre hilo trazado 0.1787 5.1500 Total ciclo 1.1073 5.1500
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso. 4.1.2 Colocación de hule negro
Clavos y fichas galvanizadas Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Colocación y fijación 0.2525 0.2176 0.2336
0.2044 0.2461 0.2451 0.2524 0.2687 0.1878
* 0.0000 Total ciclo 2.1082
Fuente: elaboración propia. *Se eliminó porque no aporta valor.
Plástico de poliuretano Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
*Espera para ser procesado 0.0000 Desenrollo 0.4745 *Demora 0.0000 Medición 0.3847 *Demora 0.0000 Corte transversal 0.4780 *Demora 0.0000 Doblado 0.5462 Corte longitudinal 0.5458 *Demora 0.0000 **Transporte a excavación 0.2083 6.0000 *Demora 0.0000 Total ciclo 2.6374 6.0000
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material. 4.1.3 Acero en cimentación
Armex 15x30-4 Propuesta Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
*Espera para ser procesado 0.0000 Corte de estribos 0.2076 *Demora 0.0000 Doblado de puntas 0.0753 *Demora 0.0000 **Transporte dentro del lote 0.0870 5.5000 *Demora 0.0000 Medición (colocación) 0.1041 Corte transversal 0.1229 Corte de estribos 0.1813 *Demora 0.0000 Doblado de puntas 0.2075 Colocación 0.1614 *Demora 0.0000 Corte en cruce de armex 0.3382 Abertura en cruce de armex 0.0772 Total ciclo 1.5624 5.5000
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
43
Malla electrosoldada 6x6 6/6 Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
**Transporte 0.1009 6.3000 *Demora 0.0000 Desenrollo y extensión 1.3568 *Demora 0.0000 Transporte 0.0362 1.5500 Colocación 0.3290 Amarre 3.3222 Corte 0.3665 Transporte 0.0807 2.7833 Total ciclo 5.5922 10.6333
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso. **Se mejoró mediante una propuesta de tiempos y distancias. 4.1.4 Colado de cimentación
Concreto premezclado f’c= 200 kg/cm²
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Espera de camión revolvedor 23.4277 Acomodo de camión revolvedor 6.1023 *Demora 0.0000 Preparación de sitio (humedecer) 2.8991 Demora 3.0082 Vaciado en carretilla para prueba de laboratorio 1.2505 Demora 2.6467 Vaciado y dispersión de concreto: área húmeda 6.0026 Demora 0.1894 Dispersión de concreto sobre área húmeda 6.5732 Emitido de vibraciones para relleno 4.8407 Demora 1.8256 Regleo y alisado de superficie de concreto 16.7319 Allanado de superficie de concreto (acabado) 16.1455 Aplanado con agua 15.1208 Curado de concreto 18.4882 Total ciclo 125.2523
Fuente: elaboración propia. *Se elimina porque no aportan valor al proceso. 4.2 MUROS PLANTA BAJA
4.2.1 Muro de block hueco En las tablas de block entero 12-20-40 de primera, cuarta, séptima y décima hilada, las demoras (colocación de mezcla), corresponden a las actividades de transporte y colocación de mezcla en área y en block de las tablas de mortero en block entero 12-20-40 de la primera, cuarta, séptima y décima hilada. El transporte de block en las tablas de mortero en block de la primera, cuarta, séptima y décima hilada corresponde a la indicada en las tablas de block entero 12-20-40 de la primera, cuarta, séptima y décima hilada.
Block entero 12-20-40 (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.4818 **Transporte 0.0227 1.0000 Demora (colocación de mezcla) 0.0960 **Transporte de block 0.0436 0.8000 Colocación y nivelación 1.2198 Total ciclo 1.8639 1.8000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Block entero 12-20-40 en varilla de refuerzo y/o instalaciones (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.4818 **Transporte 0.0782 1.0000 Demora (colocación de mezcla) 0.0960 **Transporte de block 0.0174 1.2000 Colocación y nivelación 1.0208 Total ciclo 1.6942 2.2000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Mortero en block entero (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Batido 0.2368 **Transporte de mezcla a área 0.0280 0.8000 Colocación de mezcla en área 0.0350 **Transporte de mezcla a área 0.0323 0.8000 Colocación de mezcla en área 0.0449 **Transporte de mezcla a área 0.0099 0.8000 Colocación de mezcla en área 0.0523 Transporte de block 0.0609 - **Transporte de mezcla a block 0.0106 0.5000 Colocación de mezcla en block 0.0413 **Transporte de mezcla a block 0.0102 0.5000 Colocación de mezcla en block 0.0144 **Transporte de mezcla a block 0.0104 0.5000 Colocación de mezcla en block 0.0109 Total ciclo 0.5979 3.9000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación y manejo de material.
Block entero 12-20-40 (cuarta hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.2441 **Transporte 0.0277 1.0000

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
44
Demora (colocación de mezcla) 0.1422 **Transporte de block 0.0172 0.8000 Colocación y nivelación 0.5306 Total ciclo 0.9618 1.8000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Block entero 12-20-40 en varilla de refuerzo y/o instalaciones (cuarta hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.2441 **Transporte 0.0240 1.0000 Demora (colocación de mezcla) 0.1422 **Transporte de block 0.0262 1.2000 Colocación y nivelación 1.5356 Total ciclo 1.9721 2.2000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Mortero en block entero (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
**Transporte de mezcla a llana 0.0084 0.2000 Colocación de mezcla en llana 0.0066 **Transporte de mezcla a llana 0.0026 0.2000 Colocación de mezcla en llana 0.0037 **Transporte de mezcla a área 0.0174 0.8000 Colocación de mezcla en área 0.0398 **Transporte de mezcla a llana 0.0033 0.2000 Colocación de mezcla en llana 0.0084 **Transporte de mezcla a llana 0.0021 0.2000 Colocación de mezcla en llana 0.0040 **Transporte de mezcla a área 0.0182 0.8000 Colocación de mezcla en área 0.1067 Transporte de block 0.0381 - **Transporte de mezcla a block 0.0122 0.5000 Colocación de mezcla en block 0.0296 **Transporte de mezcla a block 0.0195 0.5000 Colocación de mezcla en block 0.0602 **Transporte de mezcla a block 0.0166 0.5000 Colocación de mezcla en block 0.0473 Total ciclo 0.4446 3.9000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación y manejo de material.
Block entero 12-20-40 (séptima hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.1866 **Transporte 0.6002 1.0000
Demora (colocación de mezcla) 0.1016 **Transporte de block 0.0930 1.0000 Colocación y nivelación 0.4811 Total ciclo 0.9225 2.0000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Block entero 12-20-40 en varilla de refuerzo y/o instalaciones (séptima hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.1866 **Transporte 0.0242 1.0000 Demora (colocación de mezcla) 0.1016 **Transporte de block 0.0295 1.2000 Colocación y nivelación 0.5199 Total ciclo 0.8618 2.2000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Mortero en block entero (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
**Transporte de mezcla a llana 0.0054 0.2000 Colocación de mezcla en llana 0.0131 **Transporte de mezcla a llana 0.0046 0.2000 Colocación de mezcla en llana 0.0125 **Transporte de mezcla a área 0.0149 1.0000 Colocación de mezcla en área 0.0367 **Transporte de mezcla a llana 0.0058 0.2000 Colocación de mezcla en llana 0.0147 **Transporte de mezcla a llana 0.0066 0.2000 Colocación de mezcla en llana 0.0132 **Transporte de mezcla a área 0.0151 1.0000 Colocación de mezcla en área 0.0363 Transporte de block 0.0299 - **Transporte de mezcla a block 0.0185 0.5000 Colocación de mezcla en block 0.0207 **Transporte de mezcla a block 0.0239 0.5000 Colocación de mezcla en block 0.0176 **Transporte de mezcla a block 0.0215 0.5000 Colocación de mezcla en block 0.0189 Total ciclo 0.3297 4.3000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación y manejo de material.
Block entero 12-20-40 (décima hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.2692 **Transporte 0.0707 1.0000
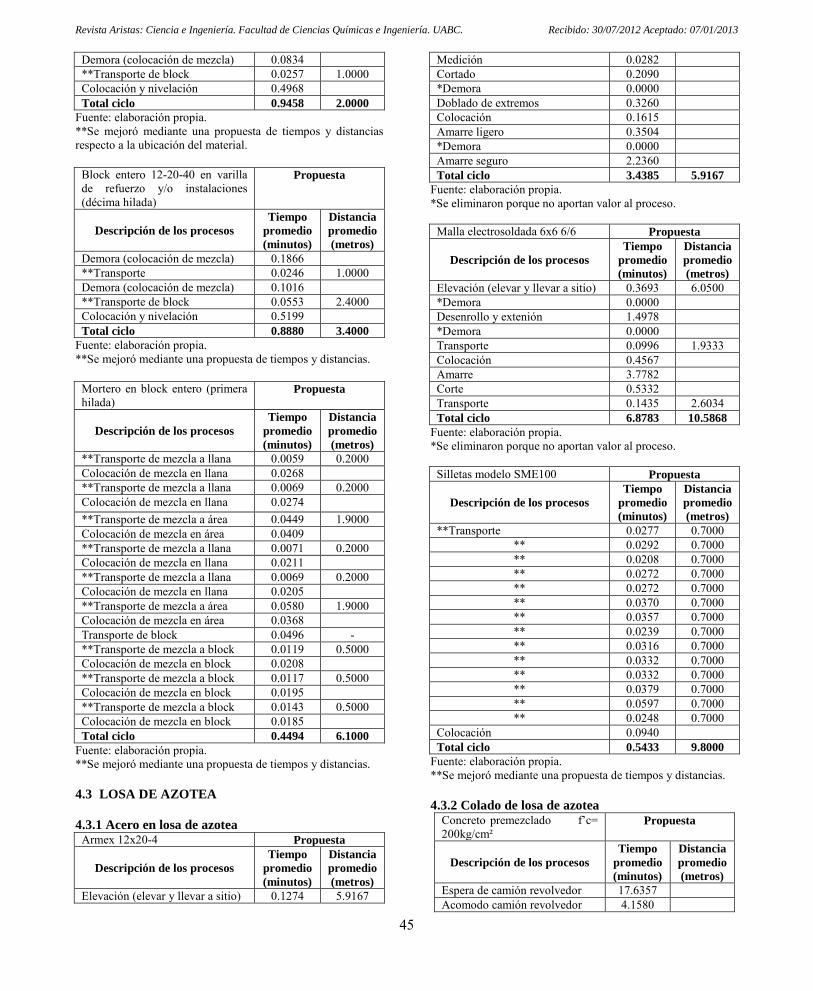
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
45
Demora (colocación de mezcla) 0.0834 **Transporte de block 0.0257 1.0000 Colocación y nivelación 0.4968 Total ciclo 0.9458 2.0000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias respecto a la ubicación del material.
Block entero 12-20-40 en varilla de refuerzo y/o instalaciones (décima hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Demora (colocación de mezcla) 0.1866 **Transporte 0.0246 1.0000 Demora (colocación de mezcla) 0.1016 **Transporte de block 0.0553 2.4000 Colocación y nivelación 0.5199 Total ciclo 0.8880 3.4000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias.
Mortero en block entero (primera hilada)
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
**Transporte de mezcla a llana 0.0059 0.2000 Colocación de mezcla en llana 0.0268 **Transporte de mezcla a llana 0.0069 0.2000 Colocación de mezcla en llana 0.0274 **Transporte de mezcla a área 0.0449 1.9000 Colocación de mezcla en área 0.0409 **Transporte de mezcla a llana 0.0071 0.2000 Colocación de mezcla en llana 0.0211 **Transporte de mezcla a llana 0.0069 0.2000 Colocación de mezcla en llana 0.0205 **Transporte de mezcla a área 0.0580 1.9000 Colocación de mezcla en área 0.0368 Transporte de block 0.0496 - **Transporte de mezcla a block 0.0119 0.5000 Colocación de mezcla en block 0.0208 **Transporte de mezcla a block 0.0117 0.5000 Colocación de mezcla en block 0.0195 **Transporte de mezcla a block 0.0143 0.5000 Colocación de mezcla en block 0.0185 Total ciclo 0.4494 6.1000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias. 4.3 LOSA DE AZOTEA
4.3.1 Acero en losa de azotea
Armex 12x20-4 Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
Elevación (elevar y llevar a sitio) 0.1274 5.9167
Medición 0.0282 Cortado 0.2090 *Demora 0.0000 Doblado de extremos 0.3260 Colocación 0.1615 Amarre ligero 0.3504 *Demora 0.0000 Amarre seguro 2.2360 Total ciclo 3.4385 5.9167
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso.
Malla electrosoldada 6x6 6/6 Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
Elevación (elevar y llevar a sitio) 0.3693 6.0500 *Demora 0.0000 Desenrollo y extenión 1.4978 *Demora 0.0000 Transporte 0.0996 1.9333 Colocación 0.4567 Amarre 3.7782 Corte 0.5332 Transporte 0.1435 2.6034 Total ciclo 6.8783 10.5868
Fuente: elaboración propia. *Se eliminaron porque no aportan valor al proceso.
Silletas modelo SME100 Propuesta
Descripción de los procesos Tiempo
promedio (minutos)
Distancia promedio (metros)
**Transporte 0.0277 0.7000 ** 0.0292 0.7000 ** 0.0208 0.7000 ** 0.0272 0.7000 ** 0.0272 0.7000 ** 0.0370 0.7000 ** 0.0357 0.7000 ** 0.0239 0.7000 ** 0.0316 0.7000 ** 0.0332 0.7000 ** 0.0332 0.7000 ** 0.0379 0.7000 ** 0.0597 0.7000 ** 0.0248 0.7000
Colocación 0.0940 Total ciclo 0.5433 9.8000
Fuente: elaboración propia. **Se mejoró mediante una propuesta de tiempos y distancias. 4.3.2 Colado de losa de azotea
Concreto premezclado f’c= 200kg/cm²
Propuesta
Descripción de los procesos
Tiempo promedio (minutos)
Distancia promedio (metros)
Espera de camión revolvedor 17.6357 Acomodo camión revolvedor 4.1580

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
46
*Demora 0.0000 Vaciado en carretilla para prueba de laboratorio
4.6167
Llenado en carretilla con banda transportadora
0.3896
Transporte de carretilla 0.1368 5.8667 0.1402 6.0667
0.1397 6.2667 0.1292 6.4667 0.1400 5.2667 0.1370 5.4667 0.1332 5.6667 0.1348 5.8667 0.1366 4.6667 0.1363 4.8667
0.1308 5.0667 0.1374 5.2567
0.1393 4.0667 0.1259 4.2667 0.1143 4.4667 0.1135 4.6667 0.0946 3.4667 0.1070 3.6667 0.0756 3.8667 0.0965 4.0667 0.0754 2.8667 0.1020 3.0667 0.0818 3.2667
0.1025 3.4667 0.1013 3.0667
0.1118 3.2667 0.1008 3.4667 0.0883 3.6667 0.0959 3.8667 0.0813 4.2667 0.1008 2.4667 0.0525 2.6667 0.1002 2.8667 0.0519 3.0667 0.0816 3.2667 0.0612 2.0667 0.0802 2.2667 0.0515 2.4667
0.0824 2.6667 0.0502 2.8667 0.0928 2.2667 0.0628 2.4667 0.0934 2.6667 0.0675 2.8667 0.0884 0.8667 0.0708 1.0667 0.0736 1.2667 0.0695 1.4667 0.0870 1.6667 0.0909 1.8667 0.0932 0.6667 0.0773 0.8667 0.0908 1.0667 0.0762 1.2667
0.0568 1.4667 0.0564 1.6667
0.0489 0.4667 0.0506 0.6667 0.0504 0.8667 0.0435 1.0667 0.0523 1.2667 0.0473 1.4667 0.0400 1.6690 0.0496 1.8667 0.0385 1.3077 0.0935 0.4400 0.0960 0.6000 Vaciado en cimbra 0.0501 Emitido de vibraciones para relleno
24.2277
Dispersión de concreto sobre área húmeda
11.1417
Regleo y alisado de superfcicie de concreto
9.7475
Aplanado con agua en superficie de concreto
7.3873
Total ciclo 85.3646 197.4167 Fuente: elaboración propia. *Se eliminó porque no aporta valor al proceso. En las siguientes tablas, se muestra la productividad del ciclo total de las actividades por cada material analizado, la cual se obtiene con referencia a los datos actuales. Todas las tablas son elaboración propia. 4.4 CIMENTACIÓN
4.4.1 Trazo y nivelación Clavo e hilo.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.3490 1.0809 19.87
Fuente: elaboración propia. Cal hidratada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.8381 1.1073 39.76
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
10.9467 5.1500 52.95 Fuente: elaboración propia. 4.4.2 Colocación de hule en cimentación Plástico de poliuretano negro.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento
27.3858 2.6374 90.37
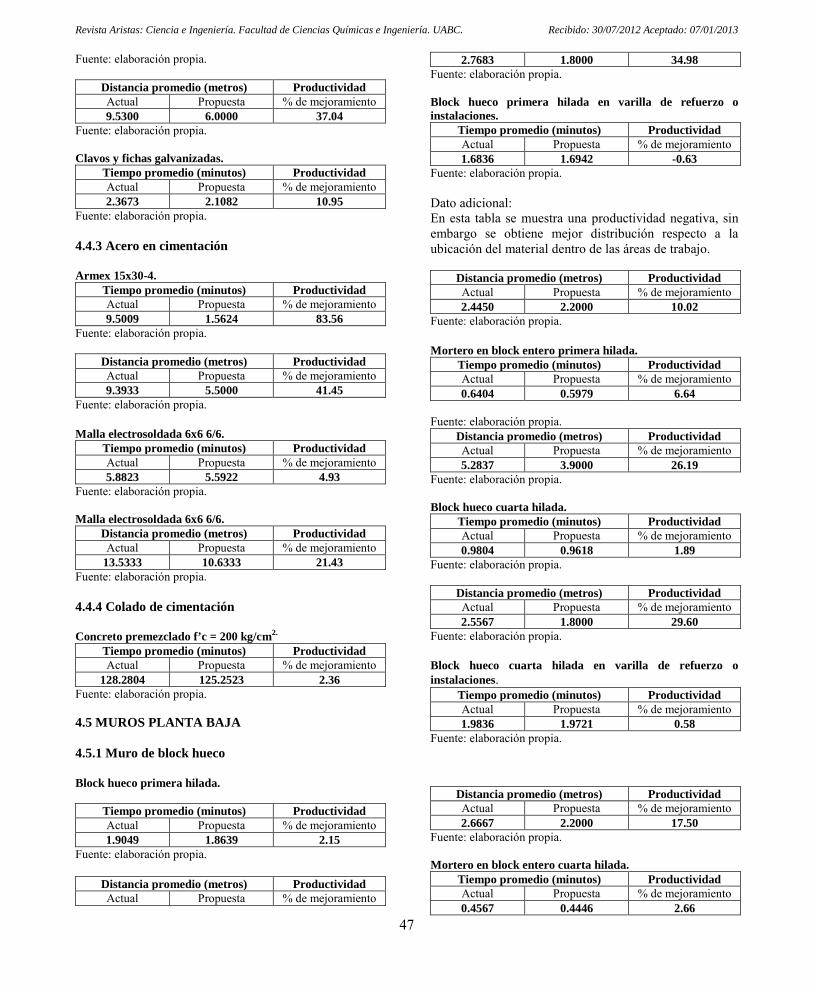
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
47
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 9.5300 6.0000 37.04
Fuente: elaboración propia. Clavos y fichas galvanizadas.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 2.3673 2.1082 10.95
Fuente: elaboración propia. 4.4.3 Acero en cimentación Armex 15x30-4.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 9.5009 1.5624 83.56
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 9.3933 5.5000 41.45
Fuente: elaboración propia. Malla electrosoldada 6x6 6/6.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 5.8823 5.5922 4.93
Fuente: elaboración propia. Malla electrosoldada 6x6 6/6.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
13.5333 10.6333 21.43 Fuente: elaboración propia. 4.4.4 Colado de cimentación Concreto premezclado f’c = 200 kg/cm2.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento
128.2804 125.2523 2.36 Fuente: elaboración propia. 4.5 MUROS PLANTA BAJA 4.5.1 Muro de block hueco Block hueco primera hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.9049 1.8639 2.15
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
2.7683 1.8000 34.98 Fuente: elaboración propia. Block hueco primera hilada en varilla de refuerzo o instalaciones.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.6836 1.6942 -0.63
Fuente: elaboración propia. Dato adicional: En esta tabla se muestra una productividad negativa, sin embargo se obtiene mejor distribución respecto a la ubicación del material dentro de las áreas de trabajo.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 2.4450 2.2000 10.02
Fuente: elaboración propia. Mortero en block entero primera hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.6404 0.5979 6.64
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 5.2837 3.9000 26.19
Fuente: elaboración propia. Block hueco cuarta hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.9804 0.9618 1.89
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 2.5567 1.8000 29.60
Fuente: elaboración propia. Block hueco cuarta hilada en varilla de refuerzo o instalaciones.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.9836 1.9721 0.58
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 2.6667 2.2000 17.50
Fuente: elaboración propia. Mortero en block entero cuarta hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.4567 0.4446 2.66

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
48
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 4.7408 3.9000 17.74
Fuente: elaboración propia. Block hueco séptima hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.9467 0.9225 2.55
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 2.3700 2.0000 15.61
Fuente: elaboración propia. Block hueco séptima hilada en varilla de refuerzo o instalaciones.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.8808 0.8618 2.16
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 2.9767 2.2000 26.09
Fuente: elaboración propia. Mortero en block entero séptima hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.3532 0.3297 6.65
Fuente: elaboración propia
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 5.9048 4.3000 27.18
Fuente: elaboración propia Block hueco décima hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.0190 0.9458 7.19
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 3.5833 2.0000 44.19
Fuente: elaboración propia. Block hueco décima hilada en varilla de refuerzo o instalaciones.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 1.1332 0.8880 21.64
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
3.8367 3.4000 11.38 Fuente: elaboración propia. Mortero en block entero décima hilada.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.4451 0.4494 -0.98
Fuente: elaboración propia. En esta tabla se muestra una productividad negativa, sin embargo se obtiene mejor distribución respecto a la ubicación del material dentro de las áreas de trabajo.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 5.8959 6.1000 -3.46
Fuente: elaboración propia. En esta tabla se muestra una productividad negativa, sin embargo se obtiene mejor distribución respecto a la ubicación del material dentro de las áreas de trabajo. 4.6 LOSA DE AZOTEA 4.6.1 Acero en losa de azotea Armex 12x20-4.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 3.6009 3.4385 4.51
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento 5.9167 5.9167 0.00
Fuente: elaboración propia. En esta tabla no hubo necesidad de eliminar y/o mejorar actividades. Malla electrosoldada 6x6 6/6.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 7.3040 6.8783 5.83
Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
10.5868 10.5868 0.00 Fuente: elaboración propia. En esta tabla no hubo necesidad de eliminar y/o mejorar actividades. Silletas modelo SME 100.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento 0.5829 0.5433 6.80
Fuente: elaboración propia.
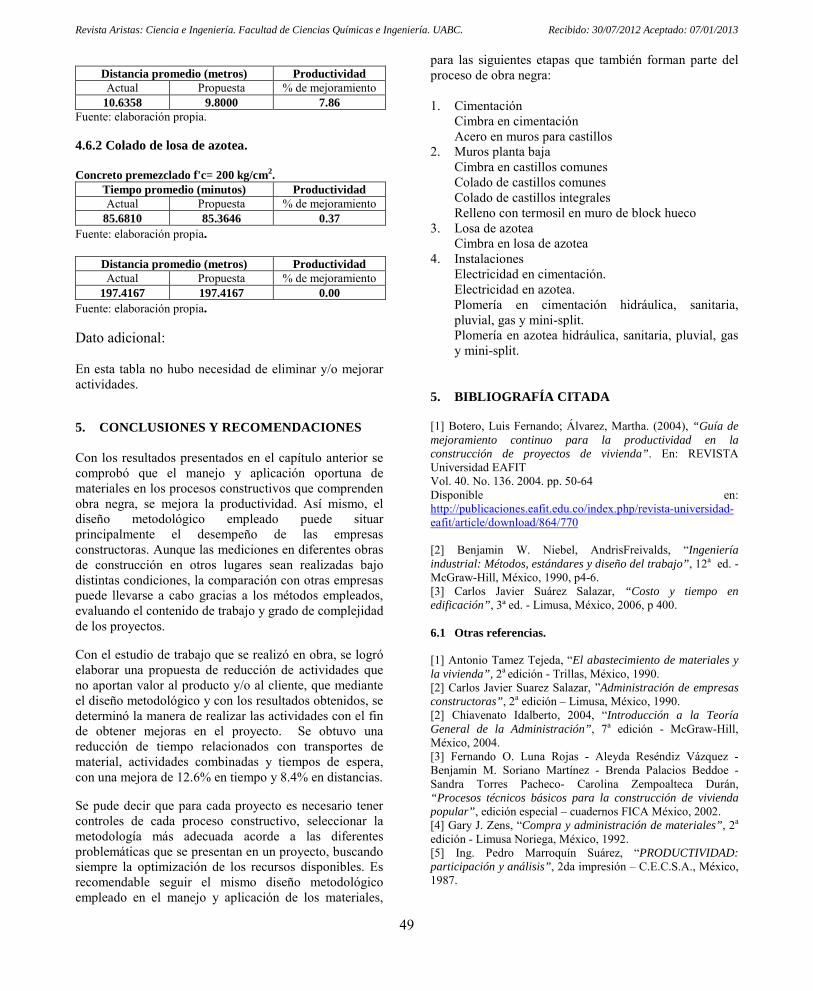
Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
49
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
10.6358 9.8000 7.86 Fuente: elaboración propia. 4.6.2 Colado de losa de azotea. Concreto premezclado f'c= 200 kg/cm2.
Tiempo promedio (minutos) Productividad Actual Propuesta % de mejoramiento
85.6810 85.3646 0.37 Fuente: elaboración propia.
Distancia promedio (metros) Productividad Actual Propuesta % de mejoramiento
197.4167 197.4167 0.00 Fuente: elaboración propia. Dato adicional: En esta tabla no hubo necesidad de eliminar y/o mejorar actividades. 5. CONCLUSIONES Y RECOMENDACIONES
Con los resultados presentados en el capítulo anterior se comprobó que el manejo y aplicación oportuna de materiales en los procesos constructivos que comprenden obra negra, se mejora la productividad. Así mismo, el diseño metodológico empleado puede situar principalmente el desempeño de las empresas constructoras. Aunque las mediciones en diferentes obras de construcción en otros lugares sean realizadas bajo distintas condiciones, la comparación con otras empresas puede llevarse a cabo gracias a los métodos empleados, evaluando el contenido de trabajo y grado de complejidad de los proyectos.
Con el estudio de trabajo que se realizó en obra, se logró elaborar una propuesta de reducción de actividades que no aportan valor al producto y/o al cliente, que mediante el diseño metodológico y con los resultados obtenidos, se determinó la manera de realizar las actividades con el fin de obtener mejoras en el proyecto. Se obtuvo una reducción de tiempo relacionados con transportes de material, actividades combinadas y tiempos de espera, con una mejora de 12.6% en tiempo y 8.4% en distancias.
Se pude decir que para cada proyecto es necesario tener controles de cada proceso constructivo, seleccionar la metodología más adecuada acorde a las diferentes problemáticas que se presentan en un proyecto, buscando siempre la optimización de los recursos disponibles. Es recomendable seguir el mismo diseño metodológico empleado en el manejo y aplicación de los materiales,
para las siguientes etapas que también forman parte del proceso de obra negra: 1. Cimentación
Cimbra en cimentación Acero en muros para castillos
2. Muros planta baja Cimbra en castillos comunes Colado de castillos comunes Colado de castillos integrales Relleno con termosil en muro de block hueco
3. Losa de azotea Cimbra en losa de azotea
4. Instalaciones Electricidad en cimentación. Electricidad en azotea. Plomería en cimentación hidráulica, sanitaria, pluvial, gas y mini-split. Plomería en azotea hidráulica, sanitaria, pluvial, gas y mini-split.
5. BIBLIOGRAFÍA CITADA
[1] Botero, Luis Fernando; Álvarez, Martha. (2004), “Guía de mejoramiento continuo para la productividad en la construcción de proyectos de vivienda”. En: REVISTA Universidad EAFIT Vol. 40. No. 136. 2004. pp. 50-64 Disponible en: http://publicaciones.eafit.edu.co/index.php/revista-universidad-eafit/article/download/864/770 [2] Benjamin W. Niebel, AndrisFreivalds, “Ingeniería industrial: Métodos, estándares y diseño del trabajo”, 12a ed. - McGraw-Hill, México, 1990, p4-6. [3] Carlos Javier Suárez Salazar, “Costo y tiempo en edificación”, 3ª ed. - Limusa, México, 2006, p 400. 6.1 Otras referencias.
[1] Antonio Tamez Tejeda, “El abastecimiento de materiales y la vivienda”, 2a edición - Trillas, México, 1990. [2] Carlos Javier Suarez Salazar, ”Administración de empresas constructoras”, 2a edición – Limusa, México, 1990. [2] Chiavenato Idalberto, 2004, “Introducción a la Teoría General de la Administración”, 7a edición - McGraw-Hill, México, 2004. [3] Fernando O. Luna Rojas - Aleyda Reséndiz Vázquez - Benjamin M. Soriano Martínez - Brenda Palacios Beddoe - Sandra Torres Pacheco- Carolina Zempoalteca Durán, “Procesos técnicos básicos para la construcción de vivienda popular”, edición especial – cuadernos FICA México, 2002. [4] Gary J. Zens, “Compra y administración de materiales”, 2a
edición - Limusa Noriega, México, 1992. [5] Ing. Pedro Marroquín Suárez, “PRODUCTIVIDAD: participación y análisis”, 2da impresión – C.E.C.S.A., México, 1987.

Revista Aristas: Ciencia e Ingeniería. Facultad de Ciencias Químicas e Ingeniería. UABC. Recibido: 30/07/2012 Aceptado: 07/01/2013
50
[6] John R. Immer, “Manejo de materiales”, 2a edición - Editorial Hispano Europea Barcelona (España), publicaciones MARCOMBO, S.A. Mexico-Barcelona, 1983. [7] Joseph G. Monks, “Administración de operaciones”, serie Schaum, 1a edición - McGraw-Hill, México, 1991. [8] Richard J. Hopeman, “Administración de la producción y operaciones”, 15a reimpresión, C.E.C.S.A., México, 1990. [9] Botero, Luis Fernando; Álvarez, Martha. (2003). “Identificación de pérdidas en el proceso productivo de la construcción”. En: Revista Universidad EAFIT. No. 130. Disponible en: http://redalyc.uaemex.mx/pdf/215/21513006.pdf [10] José Padilla Leal, “Aplicación del método de ensambles a partir del valor de reposición nuevo de tres prototipos de vivienda en la ciudad de Colima; y su programa de actualización al 5 de septiembre de 2002”, tesis (maestría en ciencias, área: valuación de bienes), Colima, Universidad de Colima, 2002. Disponible en: http://digeset.ucol.mx/tesis_posgrado/Pdf/Jose%20Padilla%20Leal.pdf
Principal author’s name: He is an Architect, master's student in industrial engineering industrial optimization line at the Technological Institute of Los Mochis. He has training in electrical system in residential, industrial electrical installations, application of PLC and installations of intecfon systems, video intercom and electric fence. He has worked as a project assistant, preparing architectural and executives plans, estimates, remodeling and 3D projects.