Revista Mantenimiento en Latinoamerica Volumen 2 N°2
27
Mantenimiento en Latinoamérica. Volumen 2 – N°2 1 KPI’S Investigación Causa Raíz Falla Cable de Potencia Central Playas – Segunda Parte Parte Solución de Problemas en los Sistemas de Refrigeración y Aire Acondicionado – CONDENSADOR Aporte de las 5S al Uso Racio nal de Energía Mantenimiento en Latinoamérica Marzo – Abril 2010 La Revista para la Gestión Confiable de los Activos Volumen 2 – N° 2 El verdadero significado del MTBF La organización del Departamento de Mantenimiento y mucho más
-
Upload
mantenimiento-en-latinoamerica -
Category
Documents
-
view
248 -
download
8
description
3 Editorial 5 El verdadero significado del MTBF 6 KPI’S 9 La organización del Departamento de Mantenimiento (Parte III y final) 10 Investigación Causa Raíz Falla Cable de Potencia Central Playas – Segunda Parte Parte 14 Solución de Problemas en los Sistemas de Refrigeración y Aire Acondicionado - CONDENSADOR 18 Aporte de las 5S al Uso Racional de Energía
Transcript of Revista Mantenimiento en Latinoamerica Volumen 2 N°2

Mantenimiento en Latinoamérica. Volumen 2 – N°2 1
KPI’SInvestigación Causa Raíz Falla Cable de Potencia Central Playas – Segunda Parte ParteSolución de Problemas en los Sistemas de Refrigeración y Aire Acondicionado –CONDENSADORAporte de las 5S al Uso Racio nal de Energía
Mantenimiento enLatinoamérica
Marzo – Abril 2010
La Revista para la Gestión Confiable de los Activos
Volumen 2 – N° 2
El verdaderosignificado del MTBF
La organización del Departamentode Mantenimiento y mucho más

Mantenimiento en Latinoamérica. Volumen 2 – N°2 2
Contenido
3 Editorial
5 El verdadero significado del MTBF
6 KPI’S
9 La organización del Departamen to de Mantenimiento (Parte III y final)
10 Investigación Causa Raíz Falla Cable de Potencia Central Playas – Segunda Parte Parte
14 Solución de Problemas en los Sistemas de Refrigeración y Aire Acondicionado -CONDENSADOR
18 Aporte de las 5S al Uso Racional de Energía
Mantenimiento enLatinoamérica

Mantenimiento en Latinoamérica. Volumen 2 – N°2 3
Mantenimientoen
Latinoamérica
Volumen 2 – N° 2EDITORIAL Y COLABORADORES
Pedro E. Silva AGerman Gomez GordonEduardo Díaz Rodríguez
Juan Carlos Toro LondoñoDouglas E. Chacón MurilloJuan Carlos Orrego Barrera
Héctor Diego González Sánchez
El contenido de la revista no reflejanecesariamente la posición del Editor.
El responsable de los temas y conceptos emitidosen cada artículo es la persona quien los emite.
VENTAS y SUSCRIPCIONES:[email protected]
Director GeneralJuan Carlos Orrego
Editorial
Nos espera un gran año respecto a temas demantenimiento, hemos recibido las invitaciones deeventos importantísimos, al final de la revista podránencontrar algunas de ellas, la confiabilidad de lasinstalaciones no da espera y el conocimiento compartidoen estos eventos permite que los profesionale s de todaLatinoamérica se sigan poniendo al día con las nuevastendencias mundiales.
Las exigencias para los mantenedores se hacen cadavez mayores, hace treinta años si las plantas sedetenían por problemas en las máquinas, producción yel resto del personal quedaba a merced de lo que sehiciera en mantenimiento, el mismo cliente tenía queesperar a que las cosas se resolvieran para obtener susproductos, hoy nadie puede darse ese lujo, si no está elproducto que compro tradicionalmente, acudo a miles demarcas mas en el mercado y , “hasta me puede gustar yno usar mas el que no salió”.
Por lo anterior, es necesario asistir a los eventosprogramados por las distintas asociaciones yorganizaciones de toda Latinoamérica. Primero, parapoder estar al tanto de las tendencias modernas, luegopara compartir experiencias, conocer mas profesionalesenamorados del mantenimiento y por ultimo para que nodejen de existir quienes hacen el esfuerzo parareunirnos y enseñarnos.
Como dijimos en ediciones pasadas, para nosotros seráun placer y orgullo poder difundir los lugares y fechas enlos que se realizan los eventos.
Los invitamos a todos los profesionales de las empresasa que hagan parte de ellos y que luego nos envíen susimpresiones sobre los temas tratados co mo de laorganización de los mismos.
Podemos dar fe de que a los que hemos podido asistirson de gran calidad tanto en temas como enorganización.
Nos vemos en los seminarios y congresos.

Mantenimiento en Latinoamérica. Volumen 2 – N°2 4
Una verdadera estrategia de mantenimiento consiguegrandes beneficios para todo tipo de empresas, elentendimiento de las mejores prácticas y un plansistemático para realizarlas es la base del éxito.
Flexible – Práctico – Eficiente – Efectivo – Sostenible - Personalizado
Medellín – Colombia,Móvil: 300-208-5830
www.mantonline.com
Flexible – Práctico – Eficiente – Efectivo – Sostenible - Personalizado

Mantenimiento en Latinoamérica. Volumen 2 – N°2 5
El verdadero significado del MTBF
Por :Ing. Pedro E. Silva A.Consultor, [email protected]
En dias pasados leí un artículo sobre el tema, que aúnestoy en proceso de comprender. El artículo se titu la "Laverdad acerca del MTBF". El artículo fué publicado por"Sunrise Telecom" en julio de 1998. Allí se mencionaque lo que realmente significa el MTBF es cuantascosas se necesitan para que ocurra una falla en unintervalo de tiempo determinado. Si un f abricante le diceque el MTBF de su producto está en 43200 horas noquiere decir que su producto tiene una vida promedio de43200 horas o que en promedio cada 43200 horas leocurre una falla. Lo que realmente quiere decir es quese necesitan 5 de sus productos para que se espere unafalla de alguno de ellos en un año.
Hagamos las cuentas:
MTBF = 43200 horas = 43200 / 24 horas * 365 dias alaño = 4.93 año Si nosotros revisamos la fórmula delMTBF en detalle es:
MTBF = # equipos * t (Intervalo en horas) / # de fallas osea las unidades del MTBF son # de equipo -tiempo porfalla. Es decir que para el ejemplo anterior el MTBF =4.93 equipos para que haya una falla en un intervalo deun año.
¿Tiene razón el artículo? Otro ejemplo allí mencionado:
Un estudio demostró que para un grupo de personas ala edad de los 30 años existe una tasa de mortandad(fallas) de 1.1 (Rata de fallas) por cada mil personas alaño. Si el MTBF es el inverso de la rata de fallas (1,1),entonces el MTBF para nuestro caso es de 0.909 esdecir que para mil personas el MTBF es de 909años????? es decir la vida promedio de esas personases de 909 años??Si lo interpretamos como en el artículo, lo que realmentesignifica es que se necesitan 909 de esas person as paraque haya una muerte al año, lo cual es correcto. MTBF= 909 personas*año/ una muerte.¿¿¿¿¿dudas??????

Mantenimiento en Latinoamérica. Volumen 2 – N°2 6
KPI’S
Por:Germán GómezConsultor Principal deOperaciones y [email protected]
Este proceso define las políticas, criterios y reglas quedeben seguirse para la definición de KPI´s y metas deresultados y procesos, así como las definiciones, formasde cálculo, vistas y reportabilidad.
La selección de KPI tiene como premisa que lo que nose puede medir no se puede controlar y mejorar; por lotanto, para definir los KPI´s se deberá indicar qué es loque realmente interesa controlar. Algunos elementos aconsiderar son:
KPI de Administración de Demanda
KPI de MantenimientoKPI de SeguridadKPI de Costos y otros
KPI de Resultado y ProcesoExisten genéricamente dos tipos de KPI: Estos son losde Resultados y los de Proceso. Los primeros reflejanqué tan bien lo estamos haciendo y los segundoscorresponden a la medición de las actividades querealizamos y sobre las que podemos tener control, y queguían nuestro desempeño. La figura 1 ilustra elconcepto.
La selección de los KPI está estrechamente ligada alestado en que un área se encuentra y hacia dónde sedesea llegar; por lo tanto, es clave no caer en latentación de tener una excesiva cantidad de KPI quepodrían provocar un efecto contrario al que se desealograr. Algunas consideraciones en el manejo de KPI’s,son: Especificar los datos de campo o información
requerida para el cálculo del KPI.
Detallar la forma en que se calculará el KPI a partirde la información obtenida.
Figura 1: Concepto de KPI de Resultado y Proceso.

Mantenimiento en Latinoamérica. Volumen 2 – N°2 7
Especificar los valores o rangos meta para los KPI,según definiciones de la compañía.
Determinar el significado de una variación del KPIrespecto a su meta, ya sea positiva o negativa.
Determinar las consecuencias previstas ante lavariación de un KPI.
Establecer las responsabilidades asociadas a laintroducción de correcciones ante variaciones delKPI.
La concepción del modelo prese ntado pretendeautomatizar el reporte y la interpretación de los KPI,con el fin de que se detecten oportunamente losproblemas.
El proceso de administración de los resultados de KPI’sse ajustará al concepto de “Lazo Cerrado”, mostrado enla figura 2:
Informe Mensual de Gestión de Mantenimiento
Deberá definirse e implementarse un informe mensualde gestión que considere tanto KPI’s de Proceso comode Resultado. Se describen en la tabla siguiente algunosKPI´s típicos que deberán ser usados y sus metas.
Información del sistemaEste proceso define las políticas, criterios y reglas quedeben seguirse para usar la información histórica, así
como la verificación de la calidad de la informacióningresada y el uso adecuado de ésta.
Para el sistema corporativo, las políticas de manejo yuso deberán estar claramente documentadas, comotambién los criterios de uso que deberán considerar losperfiles de acceso para un buen manejo de lainformación.
Importancia de la informaciónLa información histórica es fun damental para laorganización, dado que tiene mucha relevancia para laingeniería de confiabilidad y planificación.
Por lo anterior, se crearán normas mínimas para elingreso de información al sistema, principalmente paraaquellas personas cuyo perfil y r esponsabilidad losobliga a ingresar datos, por ejemplo mantenedores,personal de monitoreo de condiciones etc.
Desarrollo de KPI´sEs muy importante el Software para realizar, el
desarrollo y la Gestión de los diferentes procesos delnegocio. Existen muchos Software en el mercado pararealizar KPI’s, en particular en nuestra compañíacontamos con MER (Mincom Ellipse Reporting), queutiliza Business Inteligent y que permite la generaciónfácil de reportes y KPI´s por parte del usuario final.
Figura 2: Filosofía cerrada de KPI

Mantenimiento en Latinoamérica. Volumen 2 – N°2 8
ID Indicador Tipo Definición MetaRepresenta la medida del volumen de trabajo acumulado pendiente sin comprometer, la cargade trabajo atrasado (Backlog) y la carga futura (forwardlog)
Pendiente, corresponde a la suma de trabajo de todas las OT´s abiertas que no han sidoplaneadas (No tienen fecha planeada de inicio)
Backlog , corresponde a la suma de trabajo pendiente de todas las OT abiertas con fecha deinicio en periodos anteriores que fueron comprometidas y que no sean ejecutado
2semanas
1
Control de la carga detrabajo
Proceso
Forwardlog corresponde al promedio semanal del trabajo pendiente de todas las OT abiertas,agrupada por fecha de inicio en periodos futuros, donde los periodos futuros es de cuatrosemanas, sin incluir el período actual.
80%
2 CapacidadProgramada
Proceso Es una medida de las HH programadas vs la capacidad del grupo al inicio del periodo. 100%
3 Efectividad de laPlanificación
Proceso Mide el número de órdenes de trabajo completadas sin horas planificadas/ Número total deórdenes de trabajo completadas. 20%
4 Cumplimiento deprograma
Proceso Cumplimiento del programa = Número de trabajos programados completados / Número detrabajos programados. 80%
5 Precisión dePlanificación
Proceso Mide las horas planificadas vs las horas reales para las órdenes de trabajo planificadas por elplanificador especifico 80%
6 Relación captura demano de obra
Proceso Compara las horas de mano de obra destinadas a Órdenes de Trabajo de mantenimiento paraun grupo de trabajo, con las horas totales brindadas por el grupo. 90%
7Relación tipos deMantenimiento
Proceso Mide las órdenes de trabajo de cada tipo de mantenimiento de parada/ correctivo/ preventivo/predictivo/ que se crean en el sistema. Este sistema e s usado para monitorear la efectividaddel mantenimiento programado.
80%
8 Porcentaje decumplimiento de MST
Proceso Es una medida del mantenimiento preventivo y predictivo completadas vs el volumen demantenimiento preventivo y predictivo programadas par a el período 80%
9Porcentaje deasignación de lamano de obra
Proceso Es una medida del volumen del trabajo real asignado en el periodo de programación vs lacapacidad del grupo en el período de programación. 80%
10Porcentaje de trabajono programado
Proceso Es una medida del volumen del trabajo completado en el período de programación que no eratrabajo programado en el período. < 20%
11 Disponibilidad Resultado Mide la disponibilidad física del equipo seleccionado. La disponibilidad del equipo es unamedición de la probabilidad de que una pieza de equipo esté en un estado no deseado
12Utilización del tiempodel equipo
Resultado Mide la utilización del Tiempo del Bien del equipo seleccionado. Utilización de tiempo del bien= Tiempo operacional del bien / Tiempo de calendario.
13Utilización de lacapacidad del equipo
Resultado Mide la Utilización de la Capacidad del Bien del equipo seleccionado. Utilización deCapacidad del Bien= Rendimiento Físico Actual / Rendimiento Físico de Marca reconoc ida,calculado de acuerdo a la Utilización de Capacidad del Bien y el Estándar de Análisis dePérdidas.
14
Tiempo medio entreparadas (MTBS)
Resultado Mide el tiempo medio entre paradas de mantenimiento programado y no programado. MTBS =[Tiempo de calendario – Tiempo perdido por (Paradas de mantenimiento programadas + noprogramadas)] / Numero total de (Paradas de mantenimiento programadas + noprogramadas).
15
Tiempo medio dereparación ymantenimiento(MTTR)
Resultado Mide el tiempo medio para reparación y mantenimiento del equipo seleccionado. MTTR =Tiempo perdido para (Paradas de mantenimiento programadas + no programadas) / Numerototal de (Paradas de mantenimiento programadas + no programadas).
16Costo demantenimiento porunidad de producción.
Resultado Mide el costo de mantenimiento por unidad de producción. Este reporte es usado paramonitorear el rendimiento mensual en relación al presupuesto y la tendencia a largo plazo encostos de mantenimiento por unidad
17Costo demantenimiento deequipos
Resultado Muestra en un diagrama de Pareto los diez costos de mantenimiento de equipos másdestacados por área.
18CumplimientoPrograma deSeguridad
Proceso Muestra el cumplimiento con el programa de seguridad de la compañía en el mes100%
19Índice de Frecuencia Resultado Se calcula del cuociente entre: el número de accidentes con tiempo perdido en el periodo por
106 de horas trabajadas, y el número de HH del periodo. 0
20Accidentes contiempo perdido
Resultado Indica la cantidad de horas hombres comprometidas con tiempo perdido0%
21 Accidentes sin tiempoperdido
Resultado Indica la cantidad de horas hombres comprometidas sin tiempo perdido 0%
22 Cantidad deincidentes
Resultado Indica la cantidad de incidentes en el per iodo 0%
23Cantidad deincidentesAmbientales
Resultado Indica cantidad de eventos de incidentes ambientales en el período0%

Mantenimiento en Latinoamérica. Volumen 2 – N°2 9
La organización del Departamento deMantenimiento (Parte III y final)
Por :Ing. Eduardo Díaz RodríguezViceversa [email protected] Rica
Si revisamos dos presentacionesanteriores, vemos que hemos llegado a la base denuestra pirámide de la estructura organizacional. Labase esta formada por los factores claves de éxito. Losfactores claves de éxito los podemos definir como sonlos elementos que nos permiten llevar la medición decuanto nos estamos acercando al cumplimiento de losobjetivos que se ha trazado.
Otra definición es que son los elementos que nosindican cuan exitoso o cual es el estado de salud denuestra gestión o de todo el departamento demantenimiento. Y he aquí un punto de discusión que amas de uno les ha traído un dolor de cabeza. Comosaber si la gestión que están haciendo es buena?. C omodeterminar si sus esfuerzos están contribuyendo aalcanzar los objetivos estratégicos de la compañía?.
Los factores claves de éxito se deben de convertir en eldía a día de todo departamento de mantenimiento,deben ser revisados con una frecuencia losuficientemente adecuada que nos permita en primerainstancia reactivamente corregir los aspectos que segeneran y nos van alejando de la meta establecida, yluego cuando tengamos la suficiente experiencia poderproactivamente hacer los ajustes necesarios para estar
dentro de las metas o parámetros establecidos.
Todos los factores claves de éxito varían deorganización en organización dependiendo de losobjetivos estratégicos que se han trazado lasorganizaciones, pero existen una serie de indicadoresque por su naturaleza genérica pueden indicarnos quetan exitoso es un departamento o el encargado delmismo. Algunos de estos son: tiempo de paro, quepuede ir ligado a disponibilidad de equipo (availability) ouso de equipo (MU(Machine utilization)), luego hay otraserie de indicadores ligados puramente con la gestiónde mantenimiento y estos pueden ser: tiempo medioentre falla, tiempo medio de reparación, tiempo mediode asistencia. No podemos dejar de lado los aspectosde costos y es necesario contar con el costo demantenimiento por unidad producida, y siendomantenimiento un departamento con un considerableriesgo en la generación de accidentes laborales no debequedar de lado un factor o indicador que nos indiquecomo es nuestra gestión en la prevención de accidentesdentro del departamento.
Esta muestra les puede dar una idea, pero como hemencionado variara según la organización. Finalmenteno podemos dejar de lado el concepto de meta mínimaque identifique el éxito, este aspecto debe ser definidode una manera objetiva, real y honestas, pues nopodemos poner metas que sean muy simples dealcanzar y nos genere mantenernos en la zona deconfort, ni metas tan altas que causen frustración en laorganización y nosotros mismos.
Espero que estos últimos artículos les ayuden o sirvande referencia en su gestión administrativa comoingenieros de mantenimiento.
Hasta la Próxima!!
Donde nos leen?..¡Observe el mapa!Tenemos amigos en buenaparte del mundo,Latinoamérica cada vez esmas referenciada respectoa las técnicas usadas paragerenciar los activos…
Y seguiremos creciendopara el beneficio Global.
Mas de 5700 profesionales inscritos en nuestra base de datos,mas de 13,461 descargas y un número elevado de lecturasdesde la Web indican la importancia de nuestra actividad

Mantenimiento en Latinoamérica. Volumen 2 – N°2 10
Investigación Causa Raíz Falla Cable dePotencia Central Playas – Segunda Parte
Empresas Públicas de Medellín E.S.P- GerenciaGeneración Energía – Subgerencia OperaciónGeneración
Por:Juan Carlos Toro LondoñoM.Sc. Ingeniero [email protected]
Héctor Diego González SánchezM.Sc. Ingeniero [email protected]
Cálculos.
Los cálculos realizados, permiten afirmar que el diseñodel buje y del cable es correcto, destacándose losiguiente:
El cable y el buje están diseñados p ara un voltajenominal del orden de 245 kV.La sección transversal del conductor es adecuada parala potencia transmitida por el cable y se encuentra entrelos valores de 23.6 y 24.9 mm determinada por losestándares.La resistencia por unidad de longitud del conductor bajola corriente continua a 20°C es de 60.5 micro – ohm/mvalor ligeramente diferente del establecido por losestándares que es del orden de 0.0778 ohmios/ km.El aislamiento seleccionado por el fabricante tanto parael cable como para el cono de alivio de esfuerzos(elastómero EPDM) en el conector del bushing esadecuado y está acorde con su espesor, aunque hoy endía la tecnología avanzó hasta el desarrollo del XLPE.La intensidad y duración del cortocircuito a tierra para lapantalla metálica está bien diseñado (31.5 kA; 0.5segundos).El tipo de instalación y el montaje del cable en la centrales adecuado y permite aliviar los esfuerzoselectrodinámicos presentes durante los cortocircuitos.El espesor medio del aislamiento es correcto (23 mm) yse aproxima al criterio internacional de ser inferior a 22mm.No se pudo corroborar si las diferencias del espesormedio en diferentes puntos está entre los límitesestándares del - 5% y +15%, sin embargo, la verificaciónrealizada en el tramo de cable sobrante del montaje,
indica que el espesor está dentro de los límitesestándares.Las características mecánicas del cable se encontraronnormales y cumple los criterios de esfuerzo mínimo a latensión de 12.5 Mpa y elongación mínima a la ruptura lacual es del orden de 450%.
El espesor de la pantalla metálica es de 2.7 mm, valoradecuado para drenar la corriente de cortocircuito.El incremento de temperatura en el conductor, sobreuna temperatura ambiente de 40°C cuando por el cablecircula continuamente 210 Amperios es del orden de los5°C y para una corriente de 13 KA rms simétrico durante1 segundo es del orden de 20°C, valor conforme con eldiseño y los estándares.El radio mínimo de curvatura del cable a la entrada delterminal del domo es correc to y no es inferior al valorlímite de 1600mm.
El incremento de temperatura en la pantalla, sobre unatemperatura ambiente de 40°C cuando por ella circulan13 kA durante 1 segundo es del orden de 150°C, valorconforme con el diseño y los estándares.El valor de la corriente máxima permisible durante uncortocircuito para una duración de la falla de un (1)segundo es del orden de 33.4 kA rms simétrico en elconductor y de 13 kA rms simétrico en la pantalla,valores acordes con los estándares.La longitud de la trencilla flexible de cobre que sirve delink entre el buje del transformador y el terminal decable, no es adecuada, dando un margen muy estrechoy permitiendo la transmisión de esfuerzos ante elcortocircuito entre la trencilla y el casquillo.
La oxidación del aceite dieléctrico por efecto de laintensificación del campo eléctrico, aumenta laspérdidas dieléctricas con la consecuente contaminacióndel cobre y la afección de los hilos conductoresllevándolos a la ruptura, incrementándose la densidadde corriente y como consecuencia la temperatura en elconductor de aluminio.El sistema semiconductor utilizado en el conector delbushing asociado al cable en la frontera del cono dealivio (elastómero y caperuza semiconductora), esaltamente sensible a la temperatura, por lo que unincremento de esta variable por encima de su valor dediseño, cambia dramáticamente la resistividadvolumétrica, intensificándose el campo eléctrico hastallevar a la falla el sistema.El nivel de temperatura que soporta el ais lamiento delcable diseñado (low density polyethylene - LDPE) esbastante crítico, ya que si por cualquier circunstancia seincrementa la temperatura por encima de los valorespermisibles, las características dieléctricas del sistemacambian dramáticamente.La escasa recirculación del aceite en el domo, permiteincrementar más la temperatura en el fluido.
Mantenimiento en Latinoamérica. Volumen 2 – N°2 10

Mantenimiento en Latinoamérica. Volumen 2 – N°2 11

Mantenimiento en Latinoamérica. Volumen 2 – N°2 12
Inspección del terminal interior del cable fallado enla central.
En las comprobaciones y medidas realizadas al cable yal terminal interior en la central realizada el 12 deseptiembre de 2006, se encontró:
Durante la inspección visual realizada a los polímeros(EPDM y LDPE), involucrados en la falla, no sedetectaron trazas ni evidencia de presencia dearborescencias de agua (water tree) arboresc enciaseléctricas (electric tree) ó arborescenciaselectroquímicas (electrochemical tree), tampoco seobservaron cavidades gaseosas que hubieran podidopermitir desencadenar la falla.El modo de falla es típica de una disrupción súbita delsistema aislante.
La traza del streemer dejado por la disrupción en el conode alivio, es típica de una falla por esfuerzo dieléctrico,la cual se da cuando las características dieléctricascambian.No se evidencia un proceso de degradación en lasfronteras de la falla ni se observaron en los elementosrepliegues y singularidades que pudieran permitir afirmarque la falla fue producto de una degradación en eltiempo [2][3][4], del sistema aislante, aunque estahipótesis deberá ser reafirmada con los ensayos de losmateriales en el laboratorio.El conector y el terminal fallaron como producto de laintensa explosión.
Pruebas y ensayos en el laboratorio
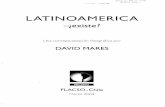
Las pruebas de laboratorio [5] realizadas al conectorflexible de cobre permitieron detectar:Presencia de sulfatos de cobre en los extremos de laterminal.Ruptura de filamentos y pérdida del recubrimiento deestaño.Núcleos afectados por corrosión.Sobre el Polímero fueron realizadas pruebasfisicoquímicas al polímero [7], encontrándose que nohay evidencias de arborescencia “trees” ni deteriorosevero por envejecimientoEl ensayo de flama en un tramo de cable aislado enpolietileno, permitió demostrar que la transferencia delcalor afectó el aislamiento del cable en un tramoimportante.
Figura 8. Rotura de filamentos y sulfatos de cobre.
Diagnóstico del estado del cable
Del análisis realizado por SILEC de Francia a laspruebas e información suministrada sobre el evento delcable de potencia asociado al transformador 2 se tiene:
Los resultados de 310 a 390 microamp erios de corrientede fuga, en las tres fases, significa que no hay uncortocircuito del cable o una falla directa y clara. Sinembargo, es de anotar que un ensayo de control de 50kV DC es generalmente suficiente; un valor superiorpuede conducir a una degradación del aislamiento(principalmente el LDPE) que no puede ser detectadaposteriormente.
SILEC informa que se conoce como experiencia dosfallas reportadas en la ciudad de México, muy similaresa la ocurrida a EPM. Las fallas de México sepresentaron en Abril y Mayo de 1994. En dicho caso sepresentó un cortocircuito en un transformador marcaSchneider y se concluyó que las fallas comenzaron enlos terminales interiores en SF6.
En nuestro caso, después de analizar la informaciónsuministrada por EEPPM, la firma SILEC considera quelas cuatro fallas presentadas en el estator de la unidadN°2 desde el año 1998 y la mala conexión del conectorde aluminio en el terminal, son las causas de la últimafalla ocurrida el 4/09/06 en el terminal de la fase T de launidad 2 de Playas.
Conclusiones
El análisis de la información, las pruebas de laboratorioy los cálculos, permiten deducir:
El evento se presentó básicamente por la distorsión delcampo eléctrico ocasionado por una combinación demecanismos entre los cuales se destaca lacontaminación del aceite dieléctrico y los esfuerzoselectrodinámicos generados por las recurrentes fallas atierra del generador y del sistema de potencia asociado
Mantenimiento en Latinoamérica. Volumen 2 – N°2 12

Mantenimiento en Latinoamérica. Volumen 2 – N°2 13
(líneas a 230 kV), que ocasionaron la ruptura de loshilos en la trencilla por la acción sinérgica de losesfuerzos y la contaminación de los hilos de cobre.
El efecto final de la distorsión del campo eléctrico es unsobrecalentamiento del sistema, el cual produce efectosadversos en las características eléctrica s del materialsemiconductor, tal como el incremento del PTC(coeficiente de temperatura positiva), fenómeno que enla pantalla semiconductora, hace que la resistenciacaiga dramáticamente, debido al incremento de latemperatura con daños en el aislamiento vecino a lafrontera donde se interrumpe el sistema semiconductor(bloque de elastómero en EPDM), por causa delincremento del calor específico y de la conductividadtérmica.
Teniendo en cuenta que si el campo eléctrico en elterminal se distorsiona, la convergencia del campoocasiona en muy poco tiempo la falla del sistemaaislante. Para evitar esta situación, los cables yterminales se dotan de una pantalla semiconductora conel fin de aliviar el fenómeno de distorsión, permitiendo elsostenimiento del campo eléctrico. Para ello, losfabricantes se esmeran en preparar el sistemasemiconductor de tal forma que el carbón negro posealas propiedades adecuadas que le permitan al sistemaestablecer un circuito conductivo que atenúe losintensos campos eléctricos producto de la distorsión.
Una vez la conductividad térmica del sistemasemiconductor se incrementa, la transferencia de caloral exterior ocurrirá. Si la situación se mantiene, en muypoco tiempo, la reacción de oxidación aparece, la cualestá en relación directa con la temperatura y con lapresencia de oxigeno. El oxigeno siempre está presenteen la constitución molecular del polímero y la oxidaciónse incrementa en la medida que la sobre temperaturaesté presente, creando una degradación muy rápida delas características eléctricas del polímero. Una vez laconductividad térmica del sistema semiconductor seincrementa, la transferencia de calor al exterior ocurrirá.Si la situación se mantiene, en muy poco tiempo, lareacción de oxidación aparece, la cual está en relacióndirecta con la temperatura y con la presencia deoxigeno. El oxigeno siempre está presente en laconstitución molecular del polímero y la oxidación seincrementa en la medida que la sobre temperatura estépresente, creando una degradación muy rápida de lascaracterísticas eléctricas del polímero.
La convergencia del campo ocasionó la falla del sistemaaislante, perforando el polímero e incrementando latemperatura por efecto de la intensidad del cortocircuitohasta el estado de plasma. La alta temperaturagenerada ocasionó la flamabilidad del aceite y lapresencia de gases tales como el metano y el hidrógenoproducto de la misma descomposición del aceite,ocasionando en el interior del domo la explosión.
La temperatura producto de la combustión, se transmitiópor transferencia de calor a lo largo del conductor dealuminio, afectando el polímero existente en el primertramo del cable.
La causa raíz de la falla del cable de potencia LDPEperteneciente a la fase T del transformador N° 2instalado en la central hidroeléctrica Playas depropiedad de EPM, fue la distorsión del campo eléctricopresente en la frontera del sistema semiconductor delterminal del conector en el bushing asociado al cable dela fase T, que ocasionó la disrupción eléctrica en elpolímero del conector al interior del terminal, iniciandouna gran conflagración que terminó por afectar laintegridad del aislamiento del cable.
REFERENCIAS
[1] Informe de preparación de probetas e inspecciónvisual en bujes terminales y cables 230 KV de la fallaocurrida en la central Playas, Equipo de AsistenciaTécnica e Investigación Calidad, Junio de 2006.[2] Diagnóstico de cables de Alta Tensión - AnálisisComparativo de resultados unidad 1 y Unidad 2. InducorIngeniería S.A. Medellín – Colombia, 2006.[3] Protocolo de ensayo No. 1489-06. Diagnóstico decables de Alta Tensión. Inducor Ingeniería S.A. Medellín– Colombia, 2006.[4] Reporte Medida de Descargas Parciales Cables deAlta Tensión – Central Playas Inducor Ingeniería S. A.Medellín – Colombia, mayo de 2007.[5] Estudio de la posible causa de falla en los conectoresde la central Playas, Laboratorio de Materiales –Universidad Nacional, 2007.[6} Diagnóstico de cables de Alta Tensión - DomosUnidad 2. Inducor Ingeniería S.A. Medellín – Colombia,2006.[7] Informe de Inspección Termográfica. Equipo yMejoramiento – Área Análisis e Ingeniería, Agosto de2006.[8] Informe de ensayo de polímeros, Equipo deAsistencia Técnica e Investigación Calidad, Junio de2007.[9] Memorias de cálculo, Cable seca a 230 KV, Fase Tmarca Silec, Unidad 2 – Central Hidroeléctrica Playas,Juan Carlos Toro Londoño, Mayo de 2007.[10] Planilla de datos – Pruebas Fisicoquímicas yCromatografías Aceite Transformadores Central Playas,septiembre de 2006.[11] Hallazgos de la inspección en sitio, Cable seco 230KV – Central Hidroeléctrica Playas, Juan Carlos ToroLondoño, Septiembre de 2006.
Mantenimiento en Latinoamérica. Volumen 2 – N°2 13

Mantenimiento en Latinoamérica. Volumen 2 – N°2 14
Solución de Problemas en los Sistemas deRefrigeración y Aire Acondicionado -CONDENSADOR
Por:Douglas E. Chacón MurilloIngeniero Electromecánico.Técnico en Mecánica.Ingeniero [email protected] Rica
Como condensador se conoce ala parte del sistema de Refrigeración y AireAcondicionado, que libera la carga térmica, absorbidapor el evaporador.Si lo comparamos con el cuerpo humano, siguiendo laanalogía utilizada, este seria el equivalente de la piel ylos poros, ya que es por ahí donde se da el intercambiotérmico hacia el exterior, nec esario para unacondensación del fluido refrigerante en los sistemas deRefrigeración y Aire Acondicionado, o enfriamiento en elcuerpo humano.
Inspección en campo-Efectos
a) Temperatura de condensación saturada
Causas:
Serpentín del condensador sucio→ Aunque las distintasrutinas de mantenimiento, deberían detectar y eliminaresta condición, la misma se puede presentar enocasiones, comúnmente los usuarios del sistema daránla campanada de aviso, ante la reducción gradual de lacapacidad de enfriamiento en el recinto, mastécnicamente hablando, se notara por el aumento en laspresiones del sistema en su lado de alta presión, asítambién por el accionamiento de las protecciones depresión en los sistemas.
Motor del ventilador del condensador defectuoso →Similar en concepto al anterior, pero de consecuenciasmás rápidas de detectar, se manifiesta este problema.Encontrando presiones altas en el sistema,accionamiento de protecciones por sobre -presión,eléctricas, entre otras.
Daños extensos en aletas→ Siguiendo con este tipo deproblema, se presenta esta que es similar en síntomas,a las anteriores, pero es detectable visiblemente, por eldaño en la estructura de canalización.
Solución 1: Revisión y solución del problema originadoen el componente como: Toma de presiones en amboslados del sistema de enfriamiento, mantenimientocorrectivo en las partes afectadas, etc.Solución 2: Cambio de motor.Solución 3: Cambio de motor, protecciones de altapresión, válvulas de sobre-presión, etc.
Solución 1: Revisión y solución del problema originadoen el componente como: Toma de pre siones en amboslados del sistema de enfriamiento, mantenimientocorrectivo en las partes afectadas, etc.Solución 2: Cepillado mecánico y manual de las aletas.Solución 3: Cambio del conjunto condensador,protecciones de alta presión, válvulas de sobre -presión,etc.
Solución 1: Revisión y solución del problema originadoen el componente como: Toma de presiones en amboslados del sistema de enfriamiento, mantenimientopreventivo en las partes afectadas, etc.Solución 2: Cambio de los sistemas de filtración y/otratamiento químico en las partes afectadas.Solución 3: Limpieza de todo el conjunto en general ycambio del elemento de expansión, así también como deotras partes como: válvulas, acoples e tc.

Mantenimiento en Latinoamérica. Volumen 2 – N°2 15

Mantenimiento en Latinoamérica. Volumen 2 – N°2 16
Recirculación nula o parcial de aire en el condensador →De efecto casi inmediato, nos damos cuenta de esteproblema, debido a que el sistema en si, acciona susprotecciones por sobre-presión, así también por la nulao poca capacidad de enfriamiento del sistema.
Los vientos del ambiente no permiten un flujo de aireadecuado en el serpentín→ Como es sabido yrecordado en la analogía, al principio de esta guía, elcondensador funciona al igual que nuestro sistema deenfriamiento interno, si los poros están bloq ueados,nuestro sistema se sobrecalentara y colapsararápidamente. Del lado de los sistemas de enfriamiento,rápidamente se notara, por el accionamiento de lasprotecciones por sobre-presión, así también por la pocao nula capacidad de enfriamiento, en los recintosacondicionados.
Descarga de aire de otros equipos condensadores →Aunque similar en concepto y efecto, a los anteriores,este fenómeno se presenta debido al desconocimientode los supervisores o instaladores de los sistemas deenfriamiento, donde las condiciones de tempera tura enlos recintos se logra en tiempos mayores a losrecomendados por el fabricante o no se logran.
Rotación del ventilador incorrecta→ Es bien sabido, portodos el dicho "zapatero a tus zapatos", y nos viene arecordar que el conocimiento y experiencia, conseguidosa través del estudio y el tiempo, no pueden sersustituidos de la noche a la mañana, por solo lainformación. Haciendo una analogía con el problemaanterior, en los sistemas de bombeo, nos encontramoscon este problema, común si n o se siguen lasrecomendaciones y fichas técnicas de los fabricantes, sedenotara por el aumento de la presión y posibleaccionamiento, en las protecciones de sobre -presión,también los usuarios internos, resentirán la perdidagradual de las condiciones de acondicionamiento.
Aspas del ventilador dañadas o rotas → Si se a realizadoun correcto montaje y ajuste de las mismas, no deberíaocurrir, pero se puede presentar que debido aldesbalance del eje del motor o el fallo, de los seguros,puedan causar que se presente este problema.Es denotado, por el accionamiento de la el control porsobre-presión, y por el decrecimiento de las condicionesde confort interno, entre otras.
Bomba de agua del condensador defectuosa o Impulsordel sistema de bombeo dañado→ Asociadoprincipalmente a sistemas, de uso industrial yprincipalmente aquellos de condensación por mediosEVAPORATIVO, como las Torres de Enfriamiento,Condensadores Evaporativos, entre otros.
Tubería de agua del condensador bloqueada→ Las altaspresiones en el lado de alta, en el sistema y el
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento,mantenimiento correctivo en las partes afectadas, e tc.Solución 2: Cepillado mecánico y manual de lasaletas.Solución 3: Cambio del conjunto condensador,protecciones de alta presión, válvulas de sobre -presión, etc.
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento,mejoramiento de ventilación, etc.Solución 2: Reubicación del condensador.Solución 3: Reubicación de los condensadores.
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento,mejoramiento de la ventilación existente, etc.Solución 2: Reubicación del condensador.Solución 3: Reubicación de los condensadores.
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento,corrección y pruebas de giro, etc.Solución 2: Cambio de aspas y parte dañadas.Solución 3: Cambio de conjunto de motor y aspas.
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento, ajuste delaspa, etc.Solución 2: Cambio de aspas y parte dañadas.Solución 3: Cambio de conjunto de motor y aspas.
Solución 1: Revisión y solución del problemaoriginado en el componente como: Toma de presionesen ambos lados del sistema de enfriamiento, ajuste deseguros e impulsores, etc.Solución 2: Cambio de los impulsores y partedañados.Solución 3: Cambio de conjunto de moto-bomba.

Mantenimiento en Latinoamérica. Volumen 2 – N°2 17
accionamiento de las protecciones por sobre -presión,son el producto final de este problema, así tambiéncomo el accionamiento de la protección, por flujo en elsistema, de importancia alta, es siempre sabido verificary realizar pruebas a los sistemas de control y protección,ya que son los únicos que pueden evitar una tragedia odaños mayores, si así se presentaran.
Sistema sobrecargado→ El descuido o eldesconocimiento de la carga adecuada, hacer apareceresta falla, la cual es visible, por un aumento en laspresiones de ambos lados del sistema, las cuales seencontraran sobre los rangos de placa, aumento deconsumo energético y accionamiento de susprotecciones.Muy común en arranques o reparaciones decomponentes mayores como: compresores, válvulas,entre otras más.
b) Carga de refrigerante incorrecta
Causas:
Sistema sobrecargado→ Un equipo de refrigeracióndebe SIEMPRE tener la carga adecuada de refrigerante,para su correcto funcionamiento, un método o forma deverificarlo es con las fichas técnicas y tablas de losfabricantes, el consumo de corriente de placa, presionesde bitácora, entre otras mas.Nuevamente nos encontramos ante un problem a, muycomún en los arranques o en mantenimientos mayores,el supervisor o responsable, debe hacer conciencia desu papel en la ejecución de los proyectos.
Citas Bibliografícas .
Paginas de Internet.
www.carrier.com www.york.com www.trane.com
Fuentes Adicionales
Ingeniero Electromecánico. Ángel Yeldo Pinelo [email protected]
Solución 1: Revisión y solución del problema originadoen el componente como: Desbloqueo de tuberías,válvulas, etc.Solución 2: Cambio de las partes dañadas y limpiezadel sistema de bombeo en general.Solución 3: Cambio de conjunto de moto -bomba ytuberías dañadas.
Solución 1: Revisión y solución del problemaoriginado en el sistema, como: Comprobación depresiones en ambos lados del sistema (Baja presión yAlta presión), etc.Solución 2: Recuperación del exceso de carga.Solución 3: Cambio de partes dañadas como: válvulasde sobre-presión, compresor, por ejemplo.
Solución 1: Revisión y solución del problemaoriginado en el sistema, como: Comprobación depresiones en ambos lados del siste ma (Baja presióny Alta presión), etc.Solución 2: Recuperación y reutilización del excesode carga.Solución 3: Cambio de partes dañadas como:válvulas de sobre-presión, compresor, por ejemplo.
El diagrama de Mollier, nos permite identificar muycerteramente el estado real del refrigerante,conociendo las propiedades físicas del sistema.

Mantenimiento en Latinoamérica. Volumen 2 – N°2 18
Aporte de las 5S al Uso Racional de Energía
Por:Juan Carlos Orrego B.Ingeniero Mecánico –Esp. en Finanzas, Preparación yEvaluación de ProyectosDirector de [email protected]ín - Colombia
El hacer mejor las actividades en cualquier áreafuncional de las compañías siempre ha de contribuir albeneficio global de las empresas y las regiones,estudios realizados por el Departamento de Energía delos Estados Unidos de América, ha cen cuenta de hastaun 20% de disminución en el consumo de energíadebido a la realización de buenas practicas [1]. Buenasprácticas que son construidas y soportadas por unaserie de herramientas de fácil implementación y quereportan rápidamente resultados mostrables ante lasdirectivas de las compañías.
Una de las herramientas mas usadas y queademás no puede faltar cuando se deseaimplementar , se estáimplementando cualquiermetodología demantenimiento opractica demejoramiento son las5Ss, herramientaJaponesa que hademostrado ser exitosaen muchas empresasde todo el mundo.
Pero, ¿como aportanlas 5S al ahorroenergético y al UsoEficiente de este recursotan valioso y tandeterminante en laconsecución de las metasfinancieras de lasempresas?, la respuesta podría seralgo compleja si no existe unmonitoreo permanente respecto a loque está sucediendo con la energíadesde cualquiera de suspresentaciones y las actividades que sedesarrollan dentro de las empresas.
Mientras nos ponemos de acuerdo en como haremosesta medición, veamos como cada etapa de las 5Saporta al menor consumo energético, por lo menos lo
que se evidencia en algunas de las empresas en las quehemos trabajado el tema:
Hay que recordar que las 5Ss hacen referencia a 5palabras provenientes del japonés que se inician con S(ese) y que enmarcan toda una filosofía y cultura; SEIRI– SEITON – SEISO – SEIKETSU y SHITSUKE. Ellas ysu implementación ayudan al mejoramiento de lasempresas que implementan e interiorizan toda lafilosofía.
SEIRI – Organización; donde se ha de separar lonecesario de lo innecesario del lugar de trabajo. Luegode mucho leer los informes y resultados en lasempresas y casi a punto de decir que esta primera S noaportaba mucho, encontramos una relación valio sa,vimos como los equipos y herramientas en muchasocasiones los habíamos retirado del puesto de trabajopor que habían sido sobre diseñados para la función queles correspondía y que en otras áreas de la compañíaeran requeridos por el personal, haciendo así un mejoruso de la energía que ellos consumían, taladros,pulidoras, quemadores, equipos de bombeo y hastaunidades de aire acondicionado estaban dentro de lalista.
SEITON – Todo en su lugar: ya esta S fue mucho masfácil de evidenciar luego de haber visto la
primera, y por ende las siguientes3S, el Seiton aporta al menorconsumo o uso eficiente de laenergía en primera instancia de
forma similar a como lo hace elSeiri puesto que herramientas yequipos de mediana o pocautilización colocadas en áreascomunes llevó a desechar con
mayor facilidad algunas que seencontraban duplicadas o con un
rendimiento por debajo deldeseado. Por otra parte, elubicar los elementos en lugares“fijos” permitió la eliminación delargas extensiones eléctricas ode tuberías conductoras que por
si mismas tienen pérdidas, lacolocación de lámparas fijas con mejoriluminación y de características ahorradorasayudo a eliminar buena cantidad delámparas de mano con bombillosincandescentes de alto consumo.
SEISO – Limpieza Profunda: muestra elmayor aporte al Uso Racional de Energía;
tableros eléctricos limpios ayudan a no tener “fugas” deenergía, lámparas limpias evitan la utilización de fuentesde iluminación de apoyo, filtros de equipos de aireacondicionado limpios ayudan a motores y compresorestrabajen menos, motores limpios permiten una mayor

Mantenimiento en Latinoamérica. Volumen 2 – N°2 19
disipación de calor, boquillas de quemadores limpiaseficientan el uso del combustible, tuberías limpiaspermiten evidenciar fácilmente escapes de aire, vapor uotro fluido, lo que representa a su vez una energíadesperdiciada, y podríamos seguir dando ejemplos decasos encontrados, pero dejaremos para que cada unode ustedes inspeccionen sus plantas e identifiquen lospotenciales ahorros energét icos que tienen en susempresas gracias al SEISO.
SEIKETSU – Estandarización: permite ahorrar energíacuando las anteriores Ss tienen bien definidasfrecuencias y rutinas, cuando han sido entendidas,interiorizadas y practicadas por todo el personal. Pero siextendemos un poco mas su alcan ce, vemos que elSeiketsu en bombillas, motores y demás elementos oequipos podrán ayudarnos a ahorrar energía.
Por último llagamos a la quinta S, SHITSUKE –Disciplina; normalmente como muchos lo hemosexperimentado y expresado, la mas compleja de todas,pues lo que sugiere es convertir todas las Ss en unhabito, que no sean solo un acto aislado y de momentoo como muchas veces ocurre realizado para ganaralgunos puntos con una visita importante o en una
auditoría, sino que debe convertirse en una forma devida. Disciplina, que al interior de la empresa seconvertirá en parte de una cultura y que como dijimos enel Volumen 1 N° 5 de la revista Mantenimiento enLatinoamérica, deberá ser aquella que ayude adiferenciarnos del resto. Y como podría ser mejordiferenciarnos que mostrando como por medio deuna herramienta como las 5S hacemos un UsoEficiente de Energía que repercutirá en beneficiostangibles para toda la sociedad; productos yservicios mas económicos, menores i mpactosambientales, mayor calidad de productos,posicionamiento competitivo de todo un país oregión.
Referencias
[1] Galván, Javier. Mantenimiento y la EficienciaEnergética. Documento recuperado de www.aciem.org

Mantenimiento en Latinoamérica. Volumen 2 – N°2 21

Mantenimiento en Latinoamérica. Volumen 2 – N°2 22

Mantenimiento en Latinoamérica. Volumen 2 – N°2 23
Tema del SIC 2010:"El papel de la Ingeniería de la Confiabilidad
en el Desarollo Sustentable”
La Ingeniería de Confiabilidad puede tornarseuna herramienta importante para el DesarrolloSustentable de su empresa. El SimposioInternacional de Confiabilidad trae aprofesionales que presentaron casos reales enque la confiabilidad ayudo en la gestión de loscostos y recursos.
19 al 21 de Mayo del 2010Milenium Centro de Convenções
São Paulo • Brasil
Inscripciones - Garantice ya la suya!Para inscribirse, entre en contacto con ReliaSoft por teléfono +55 11 2177 -5456 o por e-mail [email protected][Valores e Ficha de Inscrição ].
Vea el cuadro de presentaciones y el resumen de los trabajos [accedaaqui]

Mantenimiento en Latinoamérica. Volumen 2 – N°2 24
Literatura Recomendada
Gestión de MantenimientoHospitalario e Industrial
Tribología y LubricaciónIndistrial y Automotriz Tomo I
Revista Electrónica –ELECTRO-MAGAZINE -tecindhyo @ hotmail.com
Mantenimiento en laPráctica
Managing FactoryMaintenance

Mantenimiento en Latinoamérica. Volumen 2 – N°2 25
www.mantonline.com , especialistas en gestión
de mantenimiento, plantación, estrategia,
capacitación.
www.sunegocio.com, invierta en publicidad
económica y efectiva, permita que esta idea sea
entregada físicamente a mas de 5400 suscriptores
en latinoamérica
www.sunegocio.com,
invierta en publicidadeconómica y efectiva
www.sunegocio.com, invierta en publicidad
económica y efectiva, permita que esta idea sea
entregada físicamente a mas de 5400 suscriptores
en latinoamérica
www.sunegocio.com,
invierta en publicidadeconómica y efectiva
Paute con Nosotros
www.sunegocio.com, invierta en publicidad
económica y efectiva, permita que esta idea sea
entregada físicamente a mas de 5400
suscriptores en latinoamérica
Encuentre en Internet
www.ingenierosdelubricacion.com ,
especialistas en lubricación, certificacion en
normas, seminarios y cursos.
www.confiabilidad.net , portal con toda la
información actualizada para los profesiona les
del mantenimiento.
www.faismon.com.co, fabricaciones especiales,
mantenimiento, alquiler de grúas e ingeniería en
general.
www.mecanicosudea.org, organización de
Egresados de Ingeniería Mecánica de la
Universidad de Antioquia
www.sunegocio.com, invierta en publicidad
económica y efectiva, permita que esta idea sea
entregada físicamente a mas de 5400
suscriptores en latinoamérica
www.clubdemantenimiento.com.ar , consultoría
en mantenimiento, seminarios y cursos de
actualidad.
www.mantenimientoenlatinoamerica.com ,
La revista del mantenimiento de toda
Latinoamérica
Permita que esta ideasea entregada
físicamente a mas de5400 suscriptores en
Latinoamérica
www.sunegocio.com, invierta en publicidad
económica y efectiva, permita que esta idea sea
entregada físicamente a mas de 5400
suscriptores en latinoamérica
Paute con Nosotros

Mantenimiento en Latinoamérica. Volumen 2 – N°2 26
Mantenimiento enLatinoamérica
La Revista para la Gestión Confiable de los Activos
Nombre: _______________________________ _____________________________________ ______________________________
Título: ________________________________ _______________________________ ____________________________________
Compañía: ____________________________________________________________ ________________________________ ____
Dirección: _________________________________________________________________________________________________
Ciudad: ____________________________ Estado (Departamento): _________________________País:______________________
Código Postal: _______________________ Teléfono: ____________________________________
Fax: _______________________________
e-mail corporativo: _________________________ e-mail personal: ___________________________
Si, Deseo recibir la Revista Mantenimiento enLatinoamérica GRATIS
Firma: _____________________________________________________________________________
Fecha: _____________________________________________________________________________
Por favor encierre en un círculo sus temas de interés:1. Gerencia del Mantenimiento2. Costos del Mantenimiento3. Lubricación4. Vibraciones5. Ultrasonido6. Confiabilidad7. Termografía8. Balanceo9. Otros. Cuales: _____________________________________________________________________________________________________________________________ ______________________________________________________________________________________________________________
Firme esta página y envíela a: [email protected]

Mantenimiento en Latinoamérica. Volumen 2 – N°2 27
Convocatoria de Artículos
Mantenimiento en LatinoaméricaLa Revista para la Gestión Confiable de los Activos
Responsables con el compromiso de convertirse en un espacio vital para que la comunidad de mantenedores deLatinoamérica, que reflexionen y generen nuevo conocimiento en la disciplina, se permite comunicar que su proceso deconvocatoria de artículos para su número ordinario bimensual se encuentra abierto.
La revista se constituye en un importante medio para la socialización y visibilidad de aportes que nuestras comunidadesde mantenedores vienen desarrollando, en especial, aquel los relacionados con la administración del mantenimiento y laaplicación de labores tendientes a mejorar la confiabilidad de los activos físicos. Así mismo, son bienvenidos aquellostextos de orden interdisciplinario que aborden problemas de la realidad in dustrial Latinoamericana.
Plazo de entrega: La convocatoria y recepción de artículos es permanente aquellos que se envíen antes del 15 de losmeses de Febrero, Abril, Junio, Agosto, Octubre, Diciembre de cada año, serán considerados para el numerosiguiente. Sin embargo pueden ser considerados en el Volumen 2, Número 3 de la revista,aquellos que lleguen hasta el 15 de Abril de 2010.Política editorial: Quince días después de la fecha de recepción de las colaboraciones el Comité editorial notificará asus autores si cumplen los requerimientos de calidad editorial y pertinencia temática por lo cual serán publicados.
Pautas editoriales:1. Presentación del texto: enviar archivo electrónico en formato Word 2007, letra Arial, tamaño 10, a espacio
sencillo, hoja tamaño carta con una extensión máxima de 15 hojas.2. Contenido del texto: una portada que contenga: título del artículo y nombre del autor (o autores, sin son varios),
títulos académicos o cargos que indiquen su autoridad en la materia.
Adicionalmente, se debe incluir:o Fotografía del autor en formato JPG.o Las direcciones electrónicas y país de Origen.o Las citas bibliográficas, deben de ser escritas preferiblemente en forma manual y no con la función del Word.o Referencias: Bibliografía y/o Cibergrafía.o Ilustraciones, gráficos y fotografías: Deben ser originales, para mayor calidad al imprimir. Y de ser tomadas de
otro autor citando su fuente y en lo posible adjuntar su permiso de utilización y deben ser en formato JPG.
PARA TENER EN CUENTA:o Ni la Revista, ni el Comité Editorial se comprometen con los juicios emitidos por los autores de los textos. Cada
escritor asume la responsabilidad frente a sus puntos de vista y opiniones.o Es tarea del Comité Editorial revisar cada texto y si es el caso, sugerir modif icaciones. Igualmente puede
devolver aquellos que no se ajusten a las condiciones exigidas.o No tienen que ser artículos de carácter “científico” la revista es de todos los mantenedores y quienes apoyen o
interactúen con ellos.o Dirección de envío: Los artículos deben ser remitidos al editor de la revista a los siguientes correos electrónicos
en los plazos indicados anteriormente: [email protected]
¡Esperamos sus trabajos!