
rugosidad del mecanizdo
9
TECNOLOGÍA DE FABRICACIÓN HOFELE Página 1 01/06/2008 RUGOSIDAD E INTEGRIDAD SUPERFICIAL EN EL MECANIZADO Estamos ante el desafío de lograr la mínima rugosidad y las mínimas alteraciones metalúrgicas (integridad superficial) compatibles con los requerimientos técnicos y de costos. El estudio de estos fenómenos y de sus consecuencias para el estado metalúrgico del material (en particular el sustrato superficial) es de interés por su directa relación con la resistencia de la pieza: a la fatiga, a los choques, a la corrosión, etc. Los elevados calentamientos, la deformación plástica del sustrato (fundamentalmente con herramientas desgastadas) y las entallas o surcos dejados por la herramienta llegan a reducir en algunos casos hasta en un 50% la resistencia a la fatiga. Rugosidad e integridad superficial en el torneado: En operaciones de torneado de acabado, el radio de punta de los insertos de corte en combinación con el avance afecta el acabado superficial. La altura máxima del perfil teórico (R t ) y la rugosidad media aritmética (R a ) de la superficie generada pueden calcularse (considerando que sólo la parte curvilínea del filo define la rugosidad) como sigue: 5 , 3 ; 50 ; 1000 8 ] [ 2 2 t a a t R R r f R r f k R m ≈ ⋅ ≈ ⋅ ⋅ ≈ ε ε μ Donde: f = avance [mm] r ε = radio de punta [mm] k = 1,4 para aceros y aceros inoxidables y 1 para fundiciones UNIVERSIDAD TECNOLÓGICA NACIONAL Facultad Regional Delta Facultad Regional General Pacheco
-
Upload
patu-gutierrez -
Category
Documents
-
view
5 -
download
1
description
rugosidad del material
Transcript of rugosidad del mecanizdo

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 1 01/06/2008
RUGOSIDAD E INTEGRIDAD SUPERFICIAL EN EL MECANIZADO Estamos ante el desafío de lograr la mínima rugosidad y las mínimas alteraciones metalúrgicas (integridad superficial) compatibles con los requerimientos técnicos y de costos. El estudio de estos fenómenos y de sus consecuencias para el estado metalúrgico del material (en particular el sustrato superficial) es de interés por su directa relación con la resistencia de la pieza: a la fatiga, a los choques, a la corrosión, etc. Los elevados calentamientos, la deformación plástica del sustrato (fundamentalmente con herramientas desgastadas) y las entallas o surcos dejados por la herramienta llegan a reducir en algunos casos hasta en un 50% la resistencia a la fatiga. Rugosidad e integridad superficial en el torneado: En operaciones de torneado de acabado, el radio de punta de los insertos de corte en combinación con el avance afecta el acabado superficial. La altura máxima del perfil teórico (Rt) y la rugosidad media aritmética (Ra) de la superficie generada pueden calcularse (considerando que sólo la parte curvilínea del filo define la rugosidad) como sigue:
5,3;
50;1000
8][
22t
aat
RR
r
fR
r
fkRm ≈⋅≈⋅⋅≈
εε
µ
Donde: f = avance [mm] rε = radio de punta [mm] k = 1,4 para aceros y aceros inoxidables y 1 para fundiciones
UNIVERSIDAD TECNOLÓGICA NACIONAL Facultad Regional Delta Facultad Regional General Pacheco

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 2 01/06/2008
Radio de punta rε [mm]
0,2 0,4 0,8 1,2 1,6 2,4
Rugosidad media
aritmética Ra[µm] Avance f [mm/rev.]
0,6 0,05 0,07 0,10 0,12 0,14 0,17
1,6 0,08 0,12 0,16 0,20 0,23 0,29
3,2 0,12 0,16 0,23 0,29 0,33 0,40
6,3 - 0,23 0,33 0,40 0,47 0,57
8,0 - - 0,40 0,49 0,57 0,69
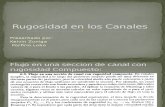
El dibujo hecho en Autocad muestra los picos de 4,5 µm dejados con un avance de 0,12 mm y un radio de punta de 0,4 mm, resultado que se obtiene con la fórmula de Rt con k =1, situación en que la rugosidad real coincide con la teórica. En el caso de que se utilicen insertos con geometría Wiper o rascadora (el filo secundario se hace tangente una pequeña longitud para barrer los picos) deben considerarse rugosidades del orden de la mitad de los que se obtienen con estas fórmulas; tener en cuenta que en este caso aumenta el contacto y consecuentemente se requiere mayor estabilidad. Debe considerarse que la rugosidad real obtenida siempre será algo mayor a la que resulta de este cálculo geométrico ya que a ésta se suma la llamada rugosidad natural debido a vibraciones, filo recrecido e imperfecciones del filo de corte. Varía principalmente con el método de mecanizado, tipo y condición de la herramienta, datos de corte, material de la pieza y estabilidad general.

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 3 01/06/2008
Las fórmulas mostradas resultan para Rt con k =1 igual rugosidad real que teórica, lo cual se logra con la tecnología actual en ciertos materiales y a muy altas velocidades (esta fórmula fue desarrollada por Schmaltz a principios del siglo XX considerando en ella un arco de parábola en lugar de un arco de circunferencia, ajustándose de ese modo más a la realidad). El valor de k se obtuvo empíricamente para diversos materiales. En la fórmula de Ra la constante 50 es en realidad variable en función de la relación f / rε pudiendo variar aproximadamente entre 31 y 50. Para alcanzar mejores resultados deberán utilizarse velocidades de corte lo más elevadas posibles y una geometría de corte más positiva (ángulo de desprendimiento más elevado). En iguales y determinadas condiciones de corte, para un acero SAE 1045, la máxima rugosidad resulta a una velocidad de 23 m/ min tendiendo a igualarse a la teórica por encima de los 180 m/ min. Esto se debe fundamentalmente a que en un entorno entre 10 y 40 m/ min hay una fuerte formación de filo recrecido. Una de las principales reglas (estamos considerando operaciones de acabado) es procurar que el avance no sea superior a una tercera parte del radio de punta. El proceso de mecanizado tiene que seleccionarse para poder hacer frente a las limitaciones impuestas por la calidad superficial de una pieza. Las superficies siempre presentan irregularidades y el objetivo es asegurar que el mecanizado superficial sea satisfactorio para la función de la pieza. Una superficie mecanizada en desbaste puede que no necesite ningún mecanizado adicional porque la única demanda es que debería tener ciertos límites dimensionales respecto a una referencia. Una superficie de un cojinete a menudo necesita varios parámetros de las calidades superficiales para asegurar no sólo estrechas tolerancias dimensionales, sino también el contacto correcto con otra superficie y la capacidad de retener adecuadamente un lubricante. Debido a las limitaciones de los diferentes parámetros de calidad superficial, a menudo se necesita aplicar evaluaciones de multi-parámetros para lograr una correcta definición superficial.

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 4 01/06/2008
Como regla general, y con el objeto que los límites dimensionales no se impongan a los de rugosidad y viceversa, en la práctica se ha establecido fijar un parámetro de calidad superficial de Ra inferior a una octava parte de la tolerancia del diámetro para lograr una precisión en el mecanizado en acabado (La firma I.B.M. establece 1/10 en sus normas de ingeniería). Sin embargo, es importante determinar cada operación en la base de los límites indicados. Cuando aumenta la calidad superficial, también se incrementan los costos de fabricación, por lo tanto es vital especificar adecuadamente los parámetros de rugosidad. El avance tecnológico a cambiado mucho los procedimientos y consecuentemente los costos en relación a este tema. Tomemos por ejemplo la distinción entre las operaciones de torneado y fresado con insertos desechables respecto de las operaciones de amolado (rectificado). Los filos de corte de nitruro de boro cúbico, cerámicas, cermets y diamante proporcionan un trabajo mucho más efectivo aún en piezas endurecidas. En muchos procesos el subsecuente rectificado en acabado es eliminado completamente. No sólo ha sido el considerable desarrollo de la herramienta de corte lo que ha cambiado la base para la selección de los métodos de mecanizado, las máquinas-herramienta, los controles y los métodos de medición son hoy totalmente diferentes. Para lograr resultados adecuados, hay que prestar mucho énfasis en el desgaste, la estabilidad y el mantenimiento. Pero es la ESTABILIDAD el factor número uno para lograr un mecanizado satisfactorio. La calidad superficial será la primera que se vea afectada cuando las vibraciones se hagan excesivas. Los principales factores de las herramientas de corte son: Los principales factores de las herramientas de corte son: Los principales factores de las herramientas de corte son: Los principales factores de las herramientas de corte son:
� Estabilidad � Voladizo � Geometría de corte � Material de la pieza � Desgaste de la herramienta � Datos de corte

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 5 01/06/2008
� Formación de viruta � Temperatura de mecanizado
Los principales factores quLos principales factores quLos principales factores quLos principales factores que afectan a la máquina son:e afectan a la máquina son:e afectan a la máquina son:e afectan a la máquina son: � Estabilidad � Entorno de la máquina � Aplicación de refrigerante � Condiciones de la máquina � Potencia y rigidez
Los principales factores que afectan a la pieza son:Los principales factores que afectan a la pieza son:Los principales factores que afectan a la pieza son:Los principales factores que afectan a la pieza son: � Estabilidad � Calidad del material � Diseño � Sujeción � Preforma � Proceso previo de mecanizado � Tolerancias de las dimensiones y formas
La rugosidad y la integridad superficial en el fresado: Considerando el fresado periférico podemos distinguir entre fresado en oposición y fresado en concordancia. Si se consideran las trayectorias de las aristas cortantes, el paso de la rugosidad es igual al avance por diente fz y la Rt
es menor en el fresado en oposición, lo cual se puede ver en las siguientes fórmulas:
iaconcordancdfz
dfR
oposicióndfz
dfR
z
zt
z
zt
2
2
2
22
)2/2(2
)2/(
)2/2(2
)2/.(
⋅⋅−⋅⋅⋅=
⋅+⋅⋅=
ππ
ππ
Siendo: z número de dientes de la fresa d diámetro de la fresa
Las diferencias de rugosidad se deben a la diferencia en el movimiento relativo entre fresa y pieza. En condiciones de corte corrientes estas diferencias no

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 6 01/06/2008
suelen superar el 5%, por lo que se puede simplificar y escribir una única fórmula:
d
fR z
t ⋅=
4
2
La rugosidad real en el fresado periférico es muy superior a la teórica, y la fresa se comporta en el límite, como si trabajase un sólo diente, razón por la cual en la fórmula anterior se reemplaza a fz por f que es el avance por vuelta, entonces:
d
fRt ⋅
=4
2
Cabe aclarar, que si bien teóricamente el fresado en oposición logra una mínima ventaja sobre el fresado en concordancia, es este último el que logra mejor acabado real pero requiere de máquinas más robustas (fundamentalmente el árbol porta-fresa) y de juego casi nulo en el sistema de avance del carro. El fresado en oposición tiene la gran desventaja de iniciar el corte con espesor de viruta cero, lo que implica un resbalamiento inicial hasta que la presión sobre la superficie sea suficiente para penetrar el material. Esta fricción deteriora el filo y sobre la pieza genera una zona con acritud y una ondulación provocada por la penetración brusca. La viruta además es más larga y delgada lo que aumenta el tiempo de contacto. Además, de formarse filo recrecido, en fresado en oposición el material aportado al desprenderse se incrusta en la superficie mecanizada deteriorando aún más el filo y la superficie, mientras que en concordancia se va con la viruta. Las fresas trabajando en concordancia logran por estas razones duraciones de filos aproximadamente un 40% mayores. Por último, en los casos que no se pueda alcanzar la estabilidad necesaria para el fresado en concordancia, se logra un mejor acabado en oposición. La rugosidad y la integridad superficial en el rectificado:
El rectificado puede provocar una notable variedad de alteraciones del sustrato, tales como: variaciones de microdureza, cambios de fase, deformaciones

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 7 01/06/2008
plásticas, microcracks, recristalizaciones, tensiones residuales. Todas producidas por las altas temperaturas, por sus elevados gradientes y por reacciones químicas, que derivan en menor resistencia a la fatiga y a la corrosión. Las alteraciones dependen de:
� Tipo de muela (en particular su dureza) � Velocidad de corte � Profundidad de pasada � Velocidad de avance periférico de la pieza � Tipo de líquido refrigerante
Se obtienen las menores alteraciones superficiales con muelas blandas, con velocidad de corte y profundidad de pasada moderados, con velocidad de la pieza elevada y con fluidos de corte eficientes. Es también importante el tipo de reavivado de la muela: si ésta ha sido reavivada con gran profundidad de pasada y con elevado avance se presenta en condiciones particularmente cortantes que reducen las alteraciones superficiales. Recordemos que el rectificado es un mecanizado por abrasión producido por granos con distintas orientaciones y en consecuencia con ángulos de corte distintos, siendo γ generalmente negativo. Las deformaciones plásticas son elevadas al igual que las temperaturas. La rugosidad depende en este caso de:
� Tamaño del grano � Distancia intergranular (estructura o densidad de la muela) � Avance longitudinal � Número de pasadas sin incrementar el avance � Tipo de reavivado practicado � Tiempo de exposición del material a altas temperaturas � Condiciones de refrigeración
Establecimiento del método de mecanizado en relación con la calidad Establecimiento del método de mecanizado en relación con la calidad Establecimiento del método de mecanizado en relación con la calidad Establecimiento del método de mecanizado en relación con la calidad superficialsuperficialsuperficialsuperficial

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 8 01/06/2008
Cuando se va a fabricar una pieza por arranque de viruta, es aconsejable revisar ciertos aspectos. De esta forma se podrán obtener más bases con las que establecer el proceso.
• ¿Existe un proceso indicado para el mecanizado?, si es así, ¿existe un método alternativo más adecuado o limitaciones en cuanto al tipo de proceso? ¿Cómo se relaciona el proceso con la precisión disponible de la máquina y condición, así como con el inventario de herramientas?
• ¿Es el parámetro de calidad superficial indicado una base suficiente para establecer un proceso de mecanizado? ¿Se tienen que definir todas las superficies a mecanizar? ¿Deberían existir algunos parámetros complementarios en lo que respecta a ondulación y relación de superficies? Si no existen parámetros de calidad superficial, ¿cuál es la política? ¿Cómo se relaciona con el proceso de mecanizado el subsecuente proceso y tratamiento? ¿Son los parámetros de calidad superficial realistas en lo que respecta a límites en las dimensiones y formas? • ¿Es completo el parámetro de calidad superficial en lo que respecta a datos necesarios para la inspección? ¿Existe información relevante normalizada? Dentro de los límites de los parámetros indicados ¿dónde deberían fijarse los límites para el mecanizado? • ¿Qué operaciones pueden lograr los resultados demandados? ¿Es necesario el desbaste, semi-acabado y/o acabado? ¿Puede eliminarse el rectificado? ¿Existen soluciones más efectivas para costos y hay información disponible sobre los últimos métodos de mecanizado y herramientas? • ¿Cómo se comporta el material de la pieza durante el mecanizado y cuáles son las normas generales ¿Es la calidad del material adecuada para obtener calidad superficial? ¿Cómo afectan los diferentes datos de corte al resultado y a la eficiencia de la operación? ¿Cómo afectará el refrigerante al resultado? y ¿está la pieza sujeta correctamente? • ¿Están establecidos todos los factores de herramienta en relación al proceso y resultados? ¿Ha sido especificada la vida de la

TECNOLOGÍA DE FABRICACIÓN
HOFELE Página 9 01/06/2008
herramienta como criterio de mecanizado? ¿Hay voladizos innecesarios y están todas las herramientas en buenas condiciones? • ¿Se caracteriza el sistema o la pieza-máquina-herramienta por su suficiente estabilidad?













![Rugosidad Superficial[1]](https://static.fdocumento.com/doc/165x107/5571f80949795991698c8208/rugosidad-superficial1.jpg)



