SECRETARIA DE COMERCIO Y FOMENTO … · NMX-B-023 Tuercas - sujetadores roscados internamente -...
18
SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-H-008-1980 “VALVULA DE COMPUERTA FIERRO FUNDIDO - GUARNICIONES DE BRONCE” GATE - VALVE - CAST IRON BRONZE OR BRASS FITTINGS DIRECCION GENERAL DE NORMAS
Transcript of SECRETARIA DE COMERCIO Y FOMENTO … · NMX-B-023 Tuercas - sujetadores roscados internamente -...

SECRETARIA DE COMERCIO
Y
FOMENTO INDUSTRIAL
NORMA MEXICANA
NMX-H-008-1980
“VALVULA DE COMPUERTA FIERRO FUNDIDO - GUARNICIONES DE BRONCE”
GATE - VALVE - CAST IRON BRONZE OR BRASS FITTINGS
DIRECCION GENERAL DE NORMAS

NMX-H-08-1980
PREFACIO En la elaboración de esta Norma, participaron las siguientes Instituciones y Empresas: - DIRECCION GENERAL DE CONSTRUCCION Y OPERACIÓN
HIDRAULICA - SECRETARIA DE ASENTAMIENTOS HUMANOS Y OBRAS PUBLICAS. - MAGNAVAL, S.A. DE C.V.
INDICE 1 OBJETIVO Y CAMPO DE APLICACIÓN 2 REFERENCIAS 3 DEFINICIONES 4 CLASIFICACION 5 ESPECIFICACIONES 6 MUESTREO 7 METODO DE PRUEBA 8 MARCADO, ETIQUETADO Y EMBALAJE 9 BIBLIOGRAFIA 10 APENDICE

NMX-H-08-1980
“VALVULA DE COMPUERTA FIERRO FUNDIDO - GUARNICIONES DE BRONCE”
GATE - VALVE - CAST IRON BRONZE OR BRASS FITTINGS
1 OBJETIVO Y CAMPO DE APLICACION Esta norma establece las especificaciones y los métodos de prueba que deben cumplir las válvulas de compuerta de fierro fundido con guarniciones de bronce, destinados al control del paso de agua o fluidos similares, con un pH entre 6 y 8 para diámetros de 50.8 mm hasta 300 mm y 1.372 MPa (14 kg/cm2) de presión de trabajo máxima, y para diámetros mayores, con una presión de trabajo de 0.98 MPa (10 kg/cm2) máxima. 2 REFERENCIAS Para la correcta aplicación de esta norma, es indispensable consultar las siguientes Normas Mexicanas vigentes: NMX-B-001 Métodos de análisis químicos para determinar la
composición de aceros y fundiciones. (Aceros y fundiciones - Componentes - Métodos de análisis químicos) (véase apéndice)
NMX-B-023 Tuercas - sujetadores roscados internamente - Requisitos
mecánicos - Valores específicos de carga de prueba. NMX-B-116 Método de prueba para determinación de dureza Brinell en
materiales metálicos. (Dureza Brinell - Materiales metálicos - Determinación)
NMX-B-119 Determinación de las durezas Rockwell y Rockwell
superficial de materiales metálicos. (Dureza Rockwell y Rockwell superficial - Materiales metálicos Determinación)
NMX-B-172 Métodos de prueba mecánicos para productos de acero.
(Productos de acero - Pruebas mecánicas) NMX-W-006 Bronce en lingotes, utilizado para vaciado en moldes de
arena. (Bronce - Lingotes - para moldes de arena) NMX-W-069 Métodos de prueba para la determinación de cobre en
aleaciones de aluminio. (Aleaciones de aluminio - Determinación de cobre)

NMX-H-08-1980
NMX-W-070 Método de prueba para la determinación de fierro en aleaciones de aluminio. (Aleaciones de aluminio - Determinación de fierro)
NMX-W-071 Método de prueba para la determinación de níquel en
aleaciones de aluminio. (Aleaciones de aluminio - Determinación de níquel)
NMX-W-073 Método de prueba para la determinación de manganeso en
aleaciones de aluminio(Aleaciones de aluminio - Determinación de manganeso)
NMX-W-075 Método de prueba para la determinación de Silicio en
aleaciones de aluminio. (Aleaciones de aluminio - Determinación de Silicio)
NMX-W-078 Método de prueba para la determinación de Zinc en
aleaciones de aluminio. (Aleaciones de aluminio - Determinación de Zinc)
3 DEFINICIONES Para efectos de esta norma, se establecen las siguientes definiciones: (véase fig.1) 3.1 Válvula de compuerta Dispositivo mecánico que permite u obstruye totalmente el paso en la tubería. 3.2 Cuerpo de la válvula Elemento en el que se ensamblan los demás componentes de la válvula y cuyos extremos se conectan a la tubería. 3.3 Disco o Compuerta de la Válvula Elemento que opera transversalmente al flujo, evitando o permitiendo el paso de éste. 3.4 Asiento Superficie donde se logra el sello entre la compuerta y el cuerpo de la válvula, y ésta formada por los anillos de asiento. 3.5 Vástago Elemento que regula la posición del disco o compuerta de la válvula. 3.6 Bonete Tapas superior del cuerpo.
NMX-H-08-1980
3.7 Extremo Parte integral del cuerpo donde se conecta la tubería. 3.8 Volante Elemento que se utiliza para operar manualmente el vástago. 3.9 Capuchón Elemento que permite operar el vástago mediante alguna herramienta o dispositivo (véase fig. 2). 3.10 Paso lateral Accesorio que permite igualar las presiones hidráulicas en ambos lados de la compuerta. 3.11 Dispositivo de purga Accesorio que permite vaciar los sedimentos del cuerpo de la válvula(dispositivo elevador, yugo, collarín integral, guía de los discos, empaque, prensa - estopa y tapa). 3.12 Estopero Elemento constituido de la caja de estopero, empaque, prensa- estopa y tapa. 4 CLASIFICACION Las válvulas objeto de esta norma, se clasifican según el tipo de vástago en: 4.1 Tipo 1 Vástago no saliente.
Tipo 2 Vástago saliente. 4.2 Por la construcción de la compuerta se clasifican en: Subtipo 1 Válvulas de compuerta con disco sólido y asientos inclinados. Subtipo 2 Válvulas de compuerta con doble disco y éstas se dividen a su vez en: a) Válvulas de compuerta de doble disco de asientos paralelos. b) Válvulas de compuerta con doble disco de asientos inclinados.

NMX-H-08-1980
5 ESPECIFICACIONES 5.1 Materiales 5.1.1 Fundición de Hierro Para los cuerpos, discos, bonetes, volantes y capuchones, debe utilizarse fundición de hierro gris, de grano fino, uniforme, sano, limpio, y sin arena o impurezas, sin reparaciones por soldaduras, fácilmente maquinable y que cumplan los siguientes requisitos: 5.1.1.1 Químicos Fósforo (P) 0.75 % máximo. Azufre (S) 0.15 % máximo. 5.1.2 Bronce El bronce utilizado en algunas partes de la válvula sujetas a fricción, tales como vástagos, asientos, bujes, deben cumplir con lo especificado en la Norma NMX-W-006 vigente y en tanto no existan Normas Mexicanas, que cubran en su totalidad las partes aquí contempladas deben aplicarse las Normas descritas en la bibliografía. 5.1.3 Tornillos y tuercas Las tuercas a usar deben cumplir con la Norma NMX-B-023 vigente.(Véase apéndice). 5.2 Cuerpo Debe ser de fundición gris, tal como se especifica en 5.1.1 y estar de acuerdo con los espesores mínimo especificados en la tabla 1. 5.3 Dimensiones de las bridas En el caso de válvulas con extremos bridados, las dimensiones de éstas deben ser las especificadas en la tabla 2. NOTA: En el caso de válvulas con extremos diferentes a los bridados, las dimensiones de éstos extremos se fabricarán por acuerdo mutuo entre consumidor y fabricante. 5.3.1 Acabado de las bridas Las caras de las bridas, deben maquinarse y las mismas deben tener por lo menos un rayado concéntrico o en espiral de 7 hilos por cm.

NMX-H-08-1980
5.4 Asientos de los cuerpos Los asientos del cuerpo deben ser de bronce 85-5-5-5, según se especifica en la Norma NMX-W-006 vigente. Los asientos deben roscar al cuerpo, y la cara de contacto debe maquinarse. El ancho de la cara de contacto debe ser tal que el esfuerzo en ésta no sea mayor a 19.61 MPa (2 kg/mm2) estando la válvula cerrada y sometida a su presión de trabajo. Las dimensiones de los asientos del cuerpo se dan en la Tabla 3.
TABLA 1.- DIMENSIONES GENERALES

NMX-H-08-1980

NMX-H-08-1980
5.5 Guía de los discos En las válvulas de disco tipo sólido se dispondrá de guías para dirigir el movimiento del disco. La longitud de las guías en el disco debe ser mayor a la mitad del diámetro nominal de la válvula: la longitud de las guías en el cuerpo debe ser tal que permita el desplazamiento total del disco hasta que éste no obstruya el área de flujo al abrir la válvula, así como para permitir el cierre total.

NMX-H-08-1980
5.6 Area de flujo Al estar totalmente abierta la válvula, el paso del flujo debe ser tal que permita un paso directo, sin desvío ni obstrucciones. El área de flujo es igual al área del círculo correspondiente al diámetro nominal especificado en la tabla 2 de la válvula, tomando en cuenta las tolerancias especificadas en el párrafo 5.18.2, en los casos en donde se usen salientes para insertar o remover los asientos del cuerpo. En ningún caso el área debe reducirse en más del 3 %. 5.7 Longitud de las válvulas La distancia entre los extremos de la válvula, son las indicadas en la tabla 1. 5.8 Disco o compuerta Puede ser de fierro con asientos de bronce o, totalmente de bronce, que cumpla con el párrafo 5.1.1 y con la Norma NMX-W-006 vigente respectivamente. 5.8.1 Asientos del disco Los asientos del disco deben ser de bronce 85-5-5-5, de las características especificadas en la Norma NMX-W-006 vigentes. Los asientos del disco se pueden rolar o presionar al disco, o adherirse de cualquier otra forma, previo acuerdo entre fabricante y consumidor. 5.8.2 Ancho de los asientos del disco El ancho de los asientos del disco, debe ser 2.5 veces, del ancho de los asientos del cuerpo, como mínimo. 5.8.3 Dispositivo elevador del disco Debe ser de bronce 85-5-5-5, según se especifica en la Norma NMX-W-006 vigente, su longitud debe ser 1.5 veces el diámetro mayor de la cuerda del vástago, como mínimo. 5.9 Vástago El vástago se debe fabricar de bronce al manganeso o bronce al aluminio que cumpla con la especificación de la Norma NMX-W-006 vigente, y si es de alguna aleación de cobre podrá ser aceptada si cumple con lo siguiente: 1. - Resistencia a la tensión ≥ 414.246 MPa (4227 kg/cm2) 2. - Punto de cedencia ≥ 167.718 MPa (1691 kg/cm2) 3.- Su elongación no menor al 10% en una longitud igual a 4 veces el diámetro de la probeta de tensión.

NMX-H-08-1980
4.- El contenido de cobre no menor al 70% 5.- El zinc, si lo hay, no debe exceder del 16% 5.9.1 Diámetro de los vástagos Los diámetros mínimos del vástago, deben ser los especificados en la tabla 1. 5.9.2 Cuerda del vástago La cuerda admisible en el vástago es cuadrada, de una o dos entradas; el sentido de la rosca debe ser tal que abra al girar el volante o capuchón en sentido contrario al de las manecillas del reloj. 5.9.3 Penetración del vástago en el dispositivo elevado del disco La penetración del vástago en el dispositivo elevador del disco en cualquier posición de la compuerta, nunca debe ser menor a 1.5 veces al diámetro del vástago, según se especifica en el párrafo 5.9.1. 5.9.4 Collarín del vástago El collarín debe ser integral con el vástago, no permitiéndose que sea soldado, roscado o de alguna otra forma fijado. 5.9.5 Extremo de Operación del vástago El vástago en su extremo de operación, debe tener forma de pirámide cuadrada truncada cuya diagonal mayor (en la base de la pirámide), sea igual al diámetro del vástago. En la parte superior de la pirámide debe tener una parte roscada donde se fija la tuerca de sujeción del volante. 5.9.6 Sello del vástago El diseño del vástago debe ser tal que permita el cambio de los empaques estando la válvula bajo presión y totalmente abierta. 5.10 Caja de empaques El diseño de la caja de empaques debe ser tal que permita el cambio de los empaques, estando la válvula bajo presión y totalmente abierta. 5.10.1 Profundidad de la caja de empaques La profundidad de la caja de empaques, debe ser por lo menos igual al diámetro del vástago.

NMX-H-08-1980
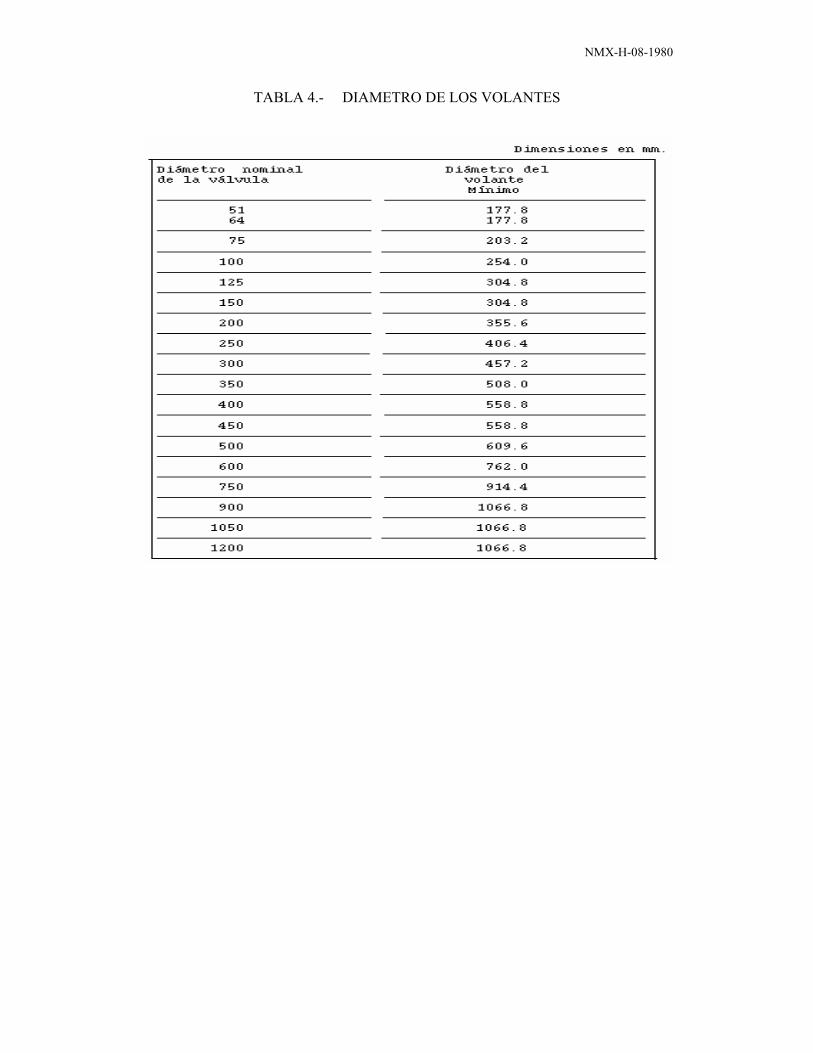
5.11 Empaques Los empaques utilizados deben ser de asbesto trenzado, impregnado con grasa mineral químicamente neutra, simple o grafitada, o con tetrafluoretileno, sin mineral de carga, libres de materias saponificables. 5.11.1 Altura total del empaque antes de prensar Se debe poner tantos empaques como sean necesarios, para llenar la caja de empaques antes de prensar. 5.12 Bonetes Los bonetes se deben fabricar de fundición de hierro, tal como se especifica en el párrafo 5.1.1, y estar de acuerdo con los espesores mínimos especificados en la tabla 1. 5.12.1 Unión cuerpo - bonete El bonete debe estar unido al cuerpo de la válvula mediante bridas, tornillos o birlos y entre ambos deben tener una junta de asbesto comprimido. 5.13 Torre En las válvulas de vástago saliente la torre está construida de hierro fundido según párrafo 5.1.1 5.14 Volantes y capuchones Los volantes y capuchones se deben fabricar de hierro fundido que cumpla con las especificaciones del párrafo 5.1.1 5.14.1 Volantes Los volantes deben ser de tipo de rayos, con un mínimo de tres rayos y con un diámetro, según se especifica en la Tabla 4. 5.14.2 Capuchones Los capuchones pueden ser de dos tipos, según se muestra en la fig. 2. El comprador debe especificar el tipo de capuchón deseado. 5.15 Pasos laterales Los pasos laterales, cuando sean requeridos por el comprador deben ser de las dimensiones consignadas en la tabla 5 y se localizan según se indica en la Fig. 3. La dimensión de las válvulas del paso lateral debe corresponder al diámetro del paso lateral.

NMX-H-08-1980
5.16 Dispositivo de purga A opción del comprador se pueden suministrar las válvulas de dispositivos de purga. En caso de ser éste un tapón, debe ser de bronce 85-5-5-5, roscado con cuerda normal para tubo; y en caso de registro, éste debe ser de fierro especificado en 5.1.1. 5.17 Pintura Ensamblada la válvula debe ser cubierta en sus partes externas o internas sujetas a corrosión con pintura anticorrosiva. 5.18 Tolerancias 5.18.1 Límites admisibles en las dimensiones Entre las caras de contacto de los extremos bridados de las válvulas son los siguientes: - En válvulas de 250 mm de diámetro nominal y menores, se permite una
variación de 0.8 mm desde el eje central del cuerpo de la válvula a la superficie de contacto.
- Para válvulas mayores de 250 mm de diámetro nominal, la variación aceptable
del eje central del cuerpo a la superficie de contacto es de ± 1.6 mm.
Si se toman como referencia las superficies de contacto, la variación admisible en cualquiera de los dos casos es el doble, esto es:
Para válvulas de 250 mm de diámetro nominal y menores, se acepta una variación de ± 1.6 mm; para válvulas de diámetros nominales mayores de 250 mm la variación es de ± 3.2 mm.
5.18.2 Límites admisibles en los diámetros Los diámetros interiores de las válvulas pueden variar dentro de los límites siguientes: - Para válvulas menores de 100 mm de diámetro nominal, la tolerancia es de
± 2.4 mm. - Para válvulas de 100 mm a 400 mm de diámetro nominal, la tolerancia es de
± 3.2 mm. - En válvulas de 450 mm a 600 mm de diámetro nominal, la tolerancia es de
± 4 mm. - En válvulas de 750 mm a 1050 mm de diámetro nominal, la tolerancia es de
± 4.8 mm. - En válvulas de 1200 mm de diámetro nominal, la tolerancia es de ± 6.4 mm.
NMX-H-08-1980
TABLA 4.- DIAMETRO DE LOS VOLANTES

NMX-H-08-1980
TABLA 5.- DIMENSIONES DE LOS PASOS LATERALES
5.19 Presión de trabajo 5.19.1 Resistencia de la válvula a la presión hidrostática Las válvulas de compuerta de hasta 300 mm de diámetro, su presión de trabajo será de 1.372 MPa (14 kg/cm2) y 0.98 MPa (10 kg/cm2) para mayores de 300 mm. 5.19.2 Resistencia de los asientos de la válvula a la presión hidrostática Los asientos de la válvula deben resistir 2 veces la presión normal de trabajo, al ser probados de acuerdo con el inciso 7.2. Además deben cumplir con los requisitos mecánicos que establece la Norma NMX-B-172 vigente. 6 MUESTREO Cuando se requiera el muestreo para una inspección a nivel privado, éste podrá ser establecido de común acuerdo entre productor y comprador, recomendándose el uso de la Norma Mexicana NMX-R-018.

NMX-H-08-1980
Para efectos oficiales, el muestreo estará sujeto a las disposiciones reglamentarias de la inspección que se efectúe. 7 METODO DE PRUEBA 7.1 Prueba hidrostática de la válvula 7.1.1 Aparatos y/o instrumentos - Manómetro. - Sistema hidráulico. 7.1.2 Procedimiento Estando la válvula totalmente abierta se debe conectar a la entrada de la válvula el manómetro y el sistema hidráulico, la presión se elevará lentamente hasta alcanzar 2 veces la presión de trabajo. Esta prueba se debe observar con él prensa - estopa flojo y sin empaques durante 3 minutos. 7.1.3 Resultados No debe existir fuga a través de las partes metálicas, ni en la unión cuerpo - bonete, ni en la caja de empaques. 7.2 Prueba hidrostática de los asientos 7.2.1 Aparatos y/o instrumentos - Manómetro. - Sistema hidráulico. 7.2.2 Procedimiento Estando la válvula cerrada, se instala el manómetro y el sistema hidráulico en la entrada de la válvula, aplicando una presión de 2 veces la presión de trabajo, esta prueba, debe efectuarse en ambos lados de la válvula, abriendo y cerrando la válvula en cada prueba. Esta prueba tiene una duración de 2 minutos por cada lado. 7.2.3 Resultados No debe existir ninguna fuga en los asientos y demás partes. 7.2.4 Las válvulas también deben cumplir con la Norma NMX-B-172 vigente.

NMX-H-08-1980
7.3 Dureza La comprobación de la dureza debe ser de acuerdo con las Normas: NMX-B-116 y NMX-B-119 en vigor. 7.4 Análisis químico del Bronce al Mn El análisis químico del bronce al manganeso y bronce 85-5-5-5, será de acuerdo con la Norma NMX-W-006 en vigor. 7.5 Análisis químico al Al El análisis químico del bronce al aluminio grados A y B, será de acuerdo con las Normas: NMX-W-069, NMX-W-070, NMX-W-071, NMX-W-073, NMX-W-075 Y NMX-W-078, en vigor. 8 MARCADO, ETIQUETADO Y EMBALAJE 8.1 Marcado Las válvulas deben llevar en el cuerpo, en alto relieve y claramente indicado como mínimo los siguientes datos: - Marca o razón social del fabricante. - Diámetro nominal (mm). - Presión nominal de trabajo en MPa (kg/cm2). - La leyenda "HECHO EN MEXICO". 8.2 Embalaje Antes del embalaje, las válvulas deben limpiarse y cerrar totalmente la compuerta. Los puertos de las válvulas, deben ir protegidos con tapas de material adecuado. 9 BIBLIOGRAFIA NORMA A.S.T.M. A-126-77 Gray iron castings for valves, flages, and pipe
fittings. NORMA A.S.T.M. A-307-68 NORMA A.S.T.M. B-584-78 Copper Alloy sand castings for general
applications.
NMX-H-08-1980
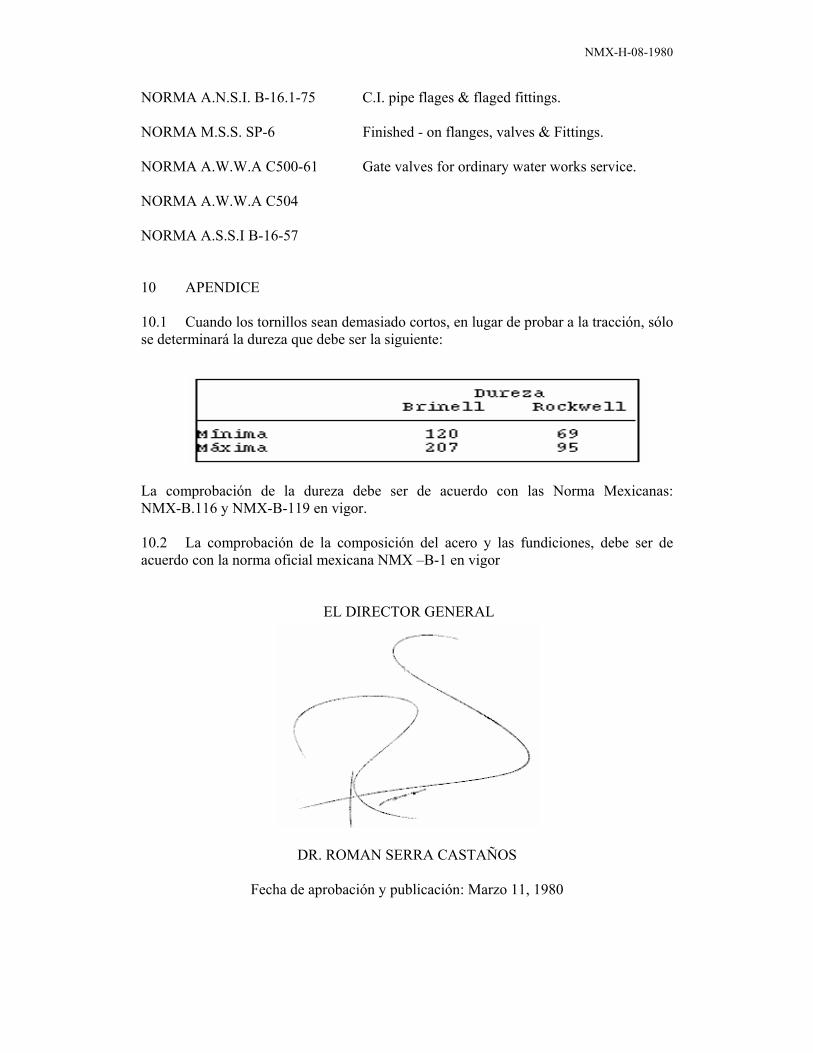
NORMA A.N.S.I. B-16.1-75 C.I. pipe flages & flaged fittings. NORMA M.S.S. SP-6 Finished - on flanges, valves & Fittings. NORMA A.W.W.A C500-61 Gate valves for ordinary water works service. NORMA A.W.W.A C504 NORMA A.S.S.I B-16-57 10 APENDICE 10.1 Cuando los tornillos sean demasiado cortos, en lugar de probar a la tracción, sólo se determinará la dureza que debe ser la siguiente:
La comprobación de la dureza debe ser de acuerdo con las Norma Mexicanas: NMX-B.116 y NMX-B-119 en vigor. 10.2 La comprobación de la composición del acero y las fundiciones, debe ser de acuerdo con la norma oficial mexicana NMX –B-1 en vigor
EL DIRECTOR GENERAL
DR. ROMAN SERRA CASTAÑOS
Fecha de aprobación y publicación: Marzo 11, 1980