Seminario de Christian Silva -...
66
i Facultad de Ingeniería Departamento de Ingeniería Mecánica Diseño de un Plan de Mantención en la Planta de Osmosis Inversa de Oxiquim S.A. Seminario de Título presentado en conformidad a los requisitos para obtener el título de Ingeniero de Ejecución en Mecánica. Profesor Guía: Sr. Osvaldo Amigo Riquelme Christian Flavio Silva Rojas A Ñ O 2014 Universidad del Bío-Bío Sistema de Bibliotecas - Chile
-
Upload
duongkhuong -
Category
Documents
-
view
224 -
download
0
Transcript of Seminario de Christian Silva -...
i
Facultad de Ingeniería Departamento de Ingeniería Mecánica
Diseño de un Plan de Mantención en la Planta de Osmosis Inversa de Oxiquim S.A.
Seminario de Título presentado en conformidad a los requisitos para obtener el título de Ingeniero de Ejecución en Mecánica.
Profesor Guía:
Sr. Osvaldo Amigo Riquelme
Christian Flavio Silva Rojas
A Ñ O 2014
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

i
RESUMEN
Este seminario de título, tiene como objetivo proponer algunas mejoras en la
realización de los procesos de tratamiento de aguas desmineralizadas en la planta
de Osmosis Inversa de OXIQUIM S.A. mediante la implementación de un plan de
Mantenimiento Preventivo.
Se da a conocer los distintos tipos equipos que componen la planta de Osmosis
Inversa, así como también se expone la característica del agua desmineralizada, los
tipos de membranas más utilizados y los parámetros que afectan a las membranas
al momento de utilizar el sistema de Osmosis Inversa.
Los puntos importantes tratados en este seminario son: realizar una definición del
tipo de mantención a ejecutar, generación de las pautas de mantención, descripción
de los equipos según su criticidad y diseño del plan de mantención a planta de
Osmosis Inversa.
El objetivo de este plan es aumentar la cantidad de producción de agua
desmineralizada ya que al monitorear periódicamente todos los equipos que
intervienen en la producción de agua para evitar la detención de estos por fallas en
sus componentes y siguiendo las pautas del plan de mantenimiento preventivo, se
generará un ahorro considerable en la producción de agua.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

ii
OBJETIVOS
Diseñar un plan de Mantención Mecánica que reemplace el actual sistema de
mantención en la planta de Osmosis Inversa, en OXIQUIM S.A.
Objetivos específicos
Analizar la planta de Osmosis Inversa de OXIQUIM S.A. para lograr implementar
un plan de mantenimiento.
Hacer una proposición de mantención preventiva, que reemplace la Mantención
correctiva que existe hoy en día.
Determinar las necesidades para realizar el plan de Mantención.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
iii
INTRODUCCION
El agua que se nos presenta en la naturaleza, posee características que por razones
económicas, operacionales y técnicas no puede ser utilizada directamente. La
existencia de turbiedad, olores, colores, sales en solución, sólidos disueltos o
dispersos y materia orgánica etc. obliga al acondicionamiento de la misma para su
utilización.
Para purificar el agua, generalmente es preciso combinar varios tratamientos
elementales, cuyas bases pueden ser físicas, químicas o biológicas y cuyo efecto es
el de eliminar en primer lugar las materias en suspensión, y a continuación las
sustancias coloidales y finalmente las sustancias disueltas.
En la búsqueda por entregar un aporte a la empresa OXIQUIM S.A., se detectó que
existe una gran variedad de recursos que se podrían aprovechar en lo que a plan de
mantenimiento se refiere.
Es por eso que el interés se centró precisamente en esas áreas, las automatizadas,
más aún en las que inciden directamente en la producción. Específicamente fue
enfocada al sector de purificación de agua, donde no existe ningún tipo de registros
de mantenciones, de ahí entonces la preocupación de por investigar, diseñar e
implementar un plan de mantenimiento en la planta de osmosis inversa de Oxiquim
S.A.
Para lograrlo se hará un estudio de frecuencias de fallas para determinar la
periodicidad de las mantenciones a realizar utilizando los índices de mantenimiento.
Con el plan de mantenimiento implantado se espera aumentar la disponibilidad de
los equipos de la planta otorgando un suministro constante de agua purificada a la
planta de Osmosis Inversa evitando así la pérdida de producción.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

1
TABLA DE CONTENIDOS
RESUMEN ................................................................................................................. i
OBJETIVOS .............................................................................................................. ii
INTRODUCCIÓN ...................................................................................................... iii
CAPÍTULO
ANTECEDENTES DE OXIQUIM S.A.
1.1.- La Empresa ....................................................................................................... 1
1.2.- Sectores productivos de OXIQUIM S.A y distribución de agua de Osmosis
Inversa .................................................................................................................... 2
1.3.- La planta de Osmosis Inversa ........................................................................... 2
1.3.1.- Equipos para la calidad del agua ....................................................................... 4
1.3.2.- Calidad del agua ..................................................................................... 5
1.3.3.- Membranas de Osmosis Inversa ............................................................. 5
1.3.4.- Parámetros que afectan a las membranas y sistemas de Osmosis Inversa
………………………………………………………… ............................................. 6
a) Temperatura ............................................................................................ 7
b) Presión osmótica ..................................................................................... 7
c) pH ............................................................................................................ 7
d) Concentración del agua permeada .......................................................... 7
e) Recuperación del agua permeada ........................................................... 8
f) Velocidad de flujo ..................................................................................... 8
g) Limpieza de membranas ......................................................................... 8
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

2
CAPÍTULO
ANALISIS DE LOS EQUIPOS.
2.1.- Descripción, inspección y mantención según su criticidad................................ 9
2.2.- Definición del tipo de mantención a realizar.................................................... 10
2.3.- Generación de las pautas de mantención ....................................................... 10
2.4.- Descripción de los equipos según su criticidad ............................................... 11
2.4.1.- Inspección y mantención de equipos CR1 ............................................. 11
2.4.2.- Inspección y mantención de equipos CR2 ............................................. 16
2.4.3.- Inspección y mantención de equipos CR3 ............................................. 18
2.5.- Diseño del plan de mantención a planta de Osmosis Inversa ......................... 19
2.6.- Observaciones ................................................................................................ 20
CAPÍTULO
PROPOSICION DE UN PLAN DE MANTENIMIENTO.
3.1.- Causas y mediciones por las cuales realizar el mantenimiento ...................... 21
3.2.- Descripción del proceso de mantención ......................................................... 22
3.2.1.- Ejemplo tipo: Cambio de microfiltros OR1/OR2 ..................................... 23
3.2.2.- Procedimiento lavado químico a membranas de unidades OR1/OR2 ... 24
3.2.3.- Consideraciones para el cambio membranas OR1/OR2 ....................... 24
3.2.4.- Comportamiento en el lavado de los filtros de carbón OR1/OR2 .......... 25
3.3.- Implementando un programa de mantenimiento preventivo ........................... 25
3.3.1.- Establecimiento de un programa de mantenimiento preventivo ............ 25
3.3.2.- Transición al mantenimiento preventivo ................................................ 28
3.3.3.- Personal ................................................................................................ 28
3.3.4.- Organizando el mantenimiento preventivo ............................................ 31
3.3.5.- Información y datos ............................................................................... 35
3.3.6.- Equipos e instrumentos para colección de datos .................................. 37
a) Medidor de vibraciones .......................................................................... 38
b) Boroscopio ............................................................................................. 39
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

3
c) Medidor de espesor y recubrimiento ...................................................... 41
d) Termómetro digital infrarrojo con laser de proximidad ........................... 42
3.4.- Establecimiento de las metas ......................................................................... 44
3.5.- Plan de acción ................................................................................................ 48
3.5.1.- Efectos tribológicos ................................................................................ 48
3.5.2.- Causas operacionales ........................................................................... 49
3.5.3.- Instrumentación y equipos en mal estado ............................................. 49
3.5.4.- Contaminación y poco flujo de permeado .............................................. 50
3.6.- Tareas implementadas para realizar nuestro plan de mantenimiento
predictivo………………………………………………………………………….………...50
3.6.1.- Inspecciones visuales y lectura de indicadores ..................................... 50
3.6.2.- Inspecciones boroscópicas .................................................................... 51
3.6.3.- Inspección de los estanque intercambiadores ....................................... 53
3.6.4.- Análisis de vibraciones a bombas alimentadoras de agua .................... 54
3.6.5.- Inspección por ultrasonido a espesores de los recipientes .................... 56
3.6.6.- Inspección técnica por líquidos penetrantes .......................................... 57
3.6.7.- Procedimiento de aplicación del ensayo ................................................ 58
CONCLUSIÓN ........................................................................................................ 65
BIBLIOGRAFÍAS .................................................................................................... 66
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
1
CAPITULO
ANTECEDENTES DE OXIQUIM S.A.
1.1.- LA EMPRESA
OXIQUIM S.A. es una de las principales empresas del negocio químico integral de
Chile. Participa activamente en la distribución y comercialización de productos
químicos y petroquímicos, tanto en el mercado nacional como extranjero.
Representa de manera exclusiva y en cada una de sus subsidiarias, a compañías
internacionales de reconocido prestigio como ser es La fabricación y
comercialización de sus productos químicos, le permite abastecer a la industria
nacional maderera, minera, pesquera, de pinturas, alimenticia, textil, de curtiembres,
farmacéutica, de plástico y agrícola, entre otras.
La estrategia de negocio de la Empresa se enfoca en tres áreas: manufactura
(división de resinas), distribución (división comercial) y terminales marítimos (división
terminales).
Para ello, la compañía posee instalaciones orientadas a la comercialización y
distribución de productos químicos para la gran y pequeña minería, tanto nacional
como extranjera (Perú y Bolivia principalmente) y para diferentes industrias de la
zona norte orientadas sobre todo a los rubros plásticos y polietilenos, de aseo
industrial, pesca, metal mecánico y alimentos, entre otros.
Quilicura, es el centro de ventas más importante de la Empresa, el cual está
aprobado por los organismos medioambientales y de seguridad del país, para el
almacenamiento y distribución de productos químicos.
Concepción, a su vez, es el centro de operación, producción y comercialización de
resinas para la fabricación de tableros de madera, destacando los productos tales
como: Resinas Urea Formaldehido, Fenol Formaldehido y Fenol- Resorcinol-
Formaldehido.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

2
1.2.- SECTORES PRODUCTIVOS DE OXIQUIM S.A. Y DISTRIBUCIÓN DE AGUA DE
OSMOSIS INVERSA.
La planta de osmosis inversa provee abastecimiento de agua permeada, agua en la
cual las moléculas de agua atraviesan las membranas libremente creando un flujo de
agua desmineralizada (o permeada).
En el cuadro los distintos sectores productivos de OXIQUIM S.A.
La figura 1.1 muestra la distribución de agua permeada producida por la planta de
Osmosis Inversa hacia los distintos sectores de fabricación de productos químicos.
Figura 1.1 Distribución agua de Osmosis Inversa.
1.3.- LA PLANTA DE OSMOSIS INVERSA.
La planta de agua de Osmosis Inversa es un sistema para el abastecimiento de
agua libre de sales, sedimentos y materia disuelta. Su proceso de operación se
basa en tecnología de membranas semi-permeables.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
3
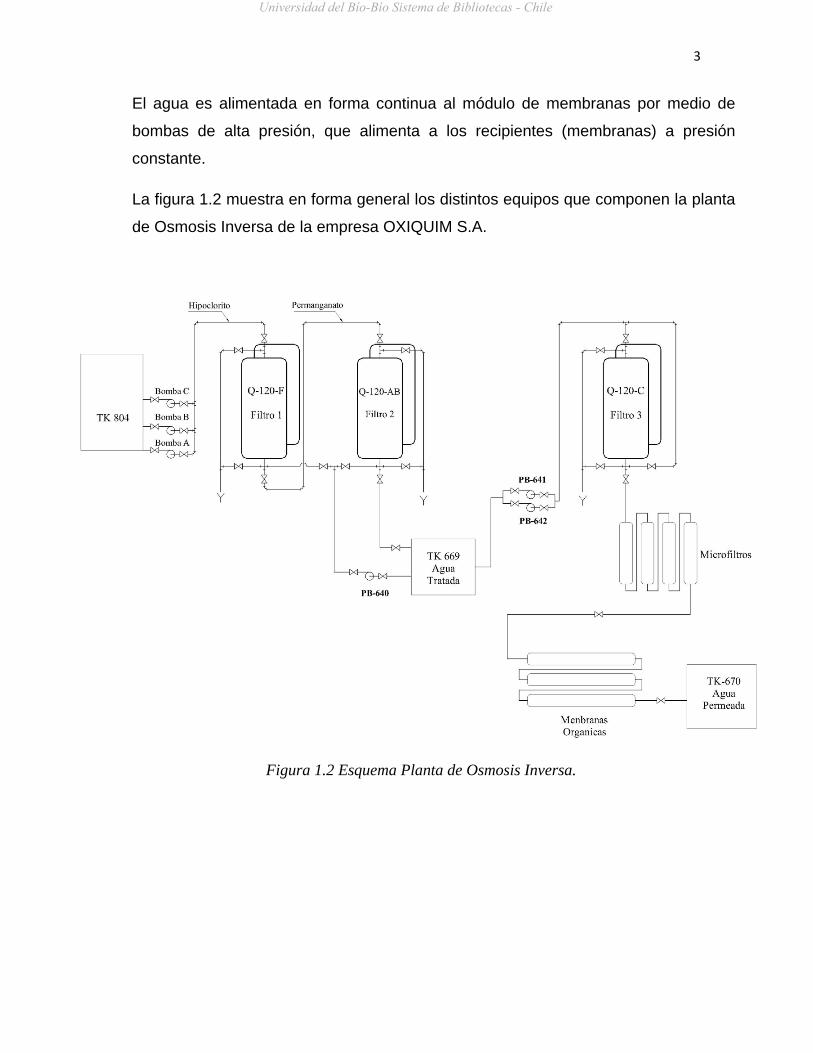
El agua es alimentada en forma continua al módulo de membranas por medio de
bombas de alta presión, que alimenta a los recipientes (membranas) a presión
constante.
La figura 1.2 muestra en forma general los distintos equipos que componen la planta
de Osmosis Inversa de la empresa OXIQUIM S.A.
Figura 1.2 Esquema Planta de Osmosis Inversa.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
4
1.3.1.- Equipos para la calidad del agua.
La planta de Osmosis Inversa para su funcionamiento emplea los siguientes
equipos: tres tipos de filtros diferentes, cada uno compuesto por dos baterías de
filtros.
Primer conjunto de Filtro: Adiciona cloro que retiene material orgánico. El
contenido de cloro debe ser entre 0,1 y 0,7 ppm.
Segundo conjunto Filtro: se adiciona el permanganato con el cual se atrapa
el fierro que proviene del primer filtro, el agua filtrada es almacenada en el
estanque TK-669.
Tercer conjunto Filtro: De carbón activado, es el encargado de atrapar el
cloro residual llegando a valores menores a 0.1 ppm. El agua proviene del
estanque TK-669, posteriormente su descarga es almacenada en el estanque
TK-670, pasando por micro filtros y membrana orgánicas.
Además de los filtros mencionados con anterioridad, se encuentran dentro de la
línea de tratamiento de agua:
Estanque TK-804: Pulmón de agua inicial, sin tratamiento.
Estanque TK-669: Pulmón de agua filtrada proveniente del primer y segundo
conjunto de filtros, mantiene el stock.
Estanque TK-670: Pulmón de agua filtrada proveniente del tercer conjunto de
filtros, mantiene el stock.
Micro filtros: abatimiento de partículas.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
5
1.3.2.- Calidad del Agua.
La calidad del agua es controlada mediante sensores de conductividad. Para las
máquinas de osmosis inversa esta debe ser de menos de 100.000 ohms. Para el
control de la máquina de osmosis inversa se considera manómetros en la línea de
descarga de la bomba de alta presión y rechazo. Se consideran alarmas por mala
calidad del agua producto y bajo flujo en el rechazo del 50% del agua que circula por
el filtro.
1.3.3.- Membranas en Osmosis Inversa.
Los tipos de membranas más utilizados en plantas de osmosis inversa son los
siguientes:
Acetato y triacetato de celulosa.
Poliaramida.
Polieterurea.
Polisulfona.
Teflón.
Poliamida aromática.
Generalmente las membranas para el filtrado presentan similares configuraciones,
estas son:
Placas paralelas.
Tubulares.
Fibra hueca delgada.
Capilares.
Membrana en espiral.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
6
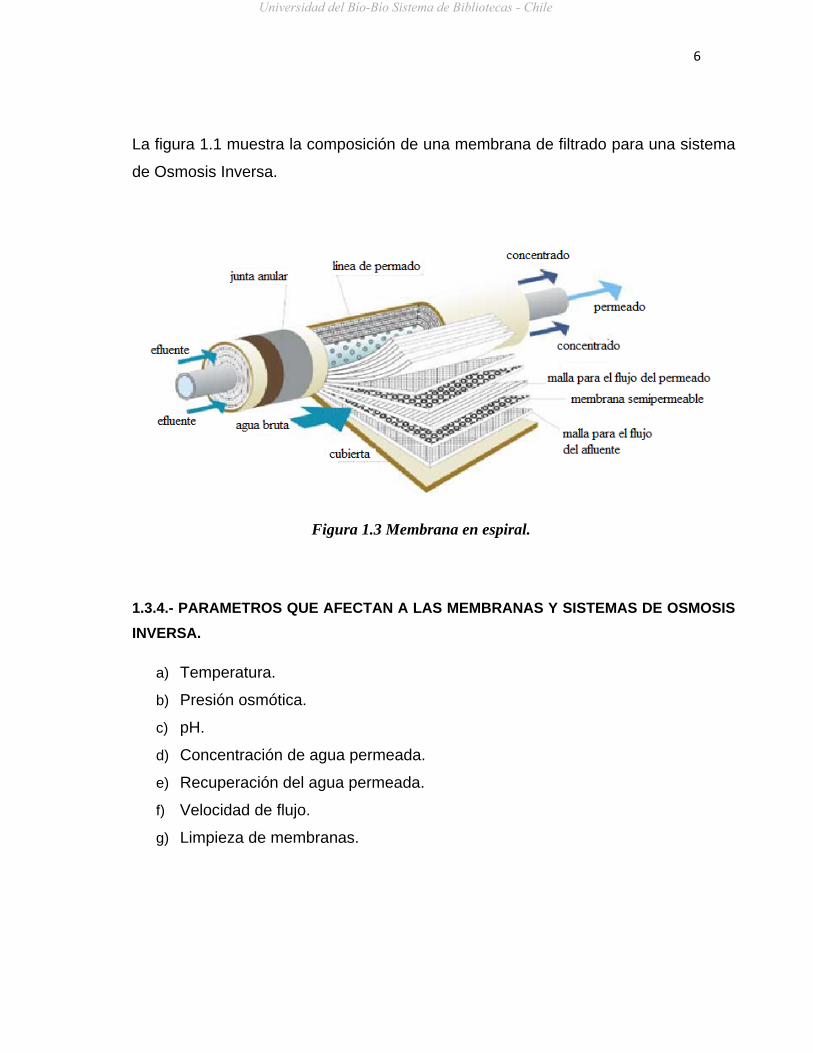
La figura 1.1 muestra la composición de una membrana de filtrado para una sistema
de Osmosis Inversa.
Figura 1.3 Membrana en espiral.
1.3.4.- PARAMETROS QUE AFECTAN A LAS MEMBRANAS Y SISTEMAS DE OSMOSIS
INVERSA.
a) Temperatura.
b) Presión osmótica.
c) pH.
d) Concentración de agua permeada.
e) Recuperación del agua permeada.
f) Velocidad de flujo.
g) Limpieza de membranas.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

7
a) Temperatura.
La temperatura afecta tanto a la presión osmótica como la permeabilidad del agua a
través de la membrana. Normalmente se acepta que el flujo de permeado se
incremente alrededor de 3% por cada grado Celsius de incremento de temperatura.
El paso de sales aumenta con la temperatura a la misma tasa que el flujo, por lo que
al incrementarse ésta a flujo de permeado constante, la calidad del permeado
disminuye.
b) Presión osmótica.
Para condiciones constantes de alimentación, un aumento de la presión conlleva a
un aumento del flujo de permeado conservando el mismo paso de sales, el resultado
aparente es una dilución del permeado.
c) pH.
En acetato de celulosa se requiere trabajar entre 5,5 y 6,5 de pH para evitar
hidrólisis del polímero.
d) Concentración del agua permeada.
A mayores concentraciones disminuye el flujo de permeado, ya que aumenta la
presión osmótica a vencer y por lo tanto disminuye la presión neta aplicada. Esto
toma mayor importancia en los casos en que la concentración se polariza frente a la
membrana. El resultado visible es que la calidad del permeado empeora, puesto que
al haber menor flujo de agua y mantenerse el flujo de sales, la concentración de
sales en el permeado se hace mayor.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
8
e) Recuperación del agua permeada.
Al aumentar la recuperación se concentran las sales de la alimentación en un menor
volumen de agua, por lo tanto, aparecerá el mismo caso que en el punto anterior.
f) Velocidad de flujo alimentación / concentración.
Al disminuir la velocidad de flujo, disminuye la turbulencia y se aumenta a tendencia
a la polarización de la concentración, así como se disminuye la eficiencia en el
arrastre de material particulado atrapado en la malla de concentración.
g) Limpieza de membranas.
Para la limpieza de las membranas se consideran dos formas de lavado. El primero
que consiste en un flushing(enjuague) de las membranas, donde son barridas las
sales acumuladas, mediante el aumento del caudal de rechazo por un tiempo de 45
segundos cada una hora de operación de la unidad . Esta acción es efectuada por el
PLC.
El otro tipo, es el lavado químico de las membranas, donde se contemplan dos a tres
lavados al año aproximadamente, esto se determina de acuerdo al comportamiento
de las máquinas de Osmosis Inversa, es decir, dependiendo de la disminución del
flujo de permeado, aumento de la pérdida de carga o disminución de la calidad del
agua de permeado.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
9
CAPITULO
ANALISIS DE LOS EQUIPOS
2.1.- DESCRIPCION, INSPECCION Y MANTENCION SEGUN SU CRITICIDAD.
La variable que debemos manejar será la criticidad, o condición de cuan crítico es un
equipo, la cual se definirá a partir de una clasificación que muestra el grado de
importancia que poseen los equipos estáticos y dinámicos dentro del proceso.
Así la definiremos como:
Criticidad 1: (CR1) Pérdida de producción.
Criticidad 2: (CR2) Disminución del ritmo de producción.
Criticidad 3: (CR3) Afecta la calidad.
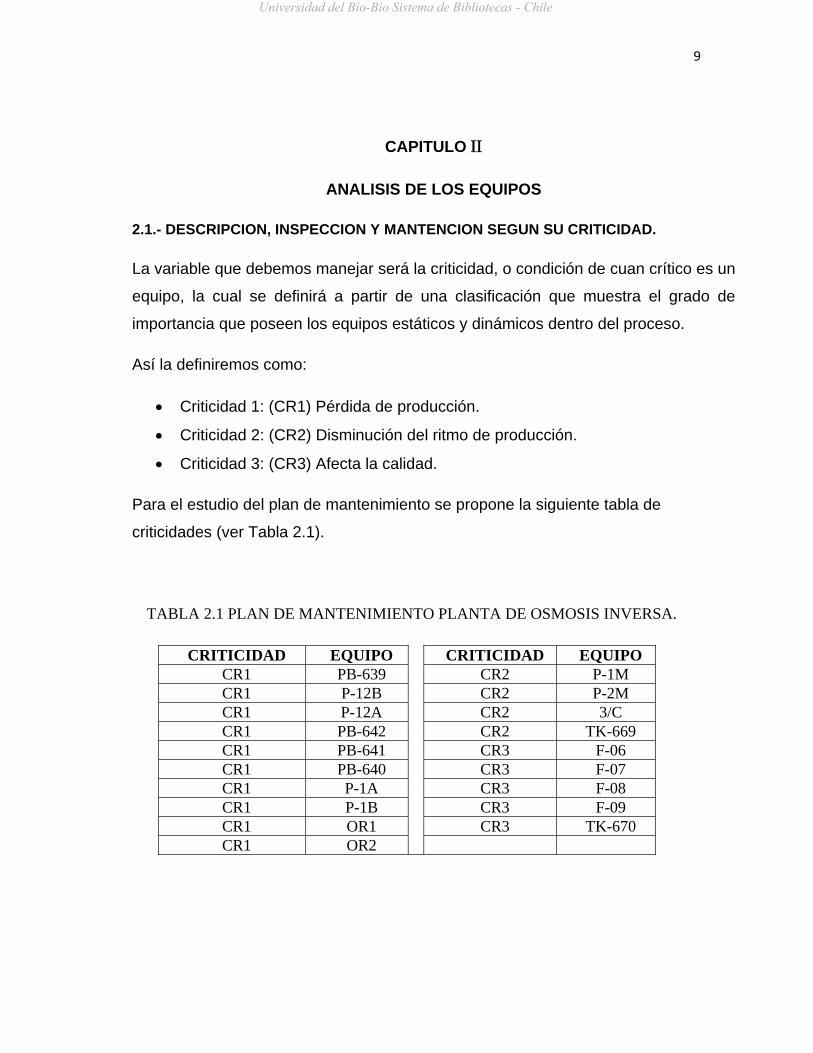
Para el estudio del plan de mantenimiento se propone la siguiente tabla de
criticidades (ver Tabla 2.1).
TABLA 2.1 PLAN DE MANTENIMIENTO PLANTA DE OSMOSIS INVERSA.
CRITICIDAD EQUIPO CRITICIDAD EQUIPO CR1 PB-639 CR2 P-1M CR1 P-12B CR2 P-2M CR1 P-12A CR2 3/C CR1 PB-642 CR2 TK-669 CR1 PB-641 CR3 F-06 CR1 PB-640 CR3 F-07 CR1 P-1A CR3 F-08 CR1 P-1B CR3 F-09 CR1 OR1 CR3 TK-670 CR1 OR2
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
10
2.2.- DEFINICION DEL TIPO DE MANTENCION A REALIZAR.
Para determinar el tipo de mantenimiento a implantar se realizan tareas de
inspección y control a cada equipo de la planta de osmosis inversa, con la finalidad
de prevenir, detectar o corregir defectos. Además se efectuarán seguimientos del
estado y desgaste de una o más piezas a través de análisis de síntomas, o análisis
por evaluación estadística, los cuales determinaran el instante preciso de sustitución
del equipo o elemento. Por lo anterior se opta por realizar una mantención
preventiva de tipo predictivo.
Para realizar la Mantención Preventiva se establecerán tareas específicas que se
realizarán en cada equipo, las cuales estarán bien definidas y acotadas en cuanto a
tiempo y labores a ejecutar. Así también, la periodicidad o ciclo de éstas se
determinarán de acuerdo a los requerimientos de mantención y producción.
Se establecerán criticidades para cada equipo que presenten una probabilidad alta
de falla y se determinarán parámetros que revelen el estado del equipo los cuales
serán monitoreados de acuerdo a un programa de frecuencias de medición que
puede ser diaria, semanal, mensual, trimestral y anual.
2.3.- GENERACION DE LAS PAUTAS DE MANTENCION.
Las pautas de mantención describen los antecedentes generales, que se deberán
tener en cuenta de acuerdo al tipo de mantención a utilizar, y que definirán las
operaciones e inspecciones para cada equipo, así como también se establecerá los
parámetros a estudiar y evaluar.
El mantenimiento programado de mayor criticidad se confiará a empresas
contratistas seleccionadas por su seriedad y competitividad.
El programa de mantención en su etapa de ejecución se realizará con inspecciones
por personal entrenado y calificado a cada equipo en particular.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

11
2.4.- DESCRIPCION DE LOS EQUIPOS SEGUN SU CRITICIDAD.
Para un mejor entendimiento se realizará una descripción de los equipos de la planta
de osmosis inversa, para enfocarse en los puntos más importantes a los que se les
realizará las mantenciones.
2.4.1.- Inspección y mantención de equipos CR1.
Nombre de equipo: PB-639 Bomba Centrífuga VOGT P620FLS180 Nº 105 H
Inspección y mantención
Inspeccionar estado de cañerías
Cambio de aceite
Cambio de válvulas
Revisar posibles fugas
Análisis de vibraciones
Cambio de rodamientos
Cambio de descanso
Chequeo eléctrico al motor
Inspección de conexiones eléctricas
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
12
Nombre de equipo: P-12B Bomba Centrífuga KSB MEGANORM 32-200.1
Nº 122134.1/1
Inspección y mantención
Inspección de conexiones eléctricas
Inspeccionar estado de cañerías
Cambio de aceite
Cambio de rodamientos
Cambio de válvulas
Revisar posibles fugas
Análisis de vibraciones
Cambio de descanso
Chequeo eléctrico al motor
Nombre de equipo: P-12A Bomba Centrífuga KSB MEGANORM 32-200.1
Nº 122134.1/2
Inspección y mantención
Revisar posibles fugas
Cambio de descanso
Inspección de conexiones eléctricas
Inspeccionar estado de cañerías
Cambio de rodamientos
Cambio de aceite
Cambio de válvulas
Análisis de vibraciones
Chequeo eléctrico al motor
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
13
Nombre de equipo: PB-642 Bomba Centrífuga VOGT P620FLS180 Nº 107 I
Inspección y mantención
Inspeccionar estado de cañerías
Chequeo eléctrico al motor
Revisar posibles fugas
Análisis de vibraciones
Cambio de descanso
Cambio de rodamientos
Inspección de conexiones eléctricas
Cambio de aceite
Cambio de válvulas
Nombre de equipo: PB-641 Bomba Centrífuga VOGT P620FLS180 Nº 104 H
Inspección y mantención
Cambio de descanso
Revisar posibles fugas
Cambio de válvulas
Inspeccionar estado de cañerías
Chequeo eléctrico al motor
Análisis de vibraciones
Cambio de rodamientos
Inspección de conexiones eléctricas
Cambio de aceite
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

14
Nombre de equipo: PB-640 Bomba Centrífuga VOGT P626FLS160 Nº 057J
Inspección y mantención
Análisis de vibraciones
Inspección de conexiones eléctricas
Cambio de descanso
Revisar posibles fugas
Inspeccionar estado de cañerías
Cambio de válvulas
Cambio de rodamientos
Chequeo eléctrico al motor
Cambio de aceite
Nombre de equipo: P-1A Bomba Multietapa SULZER MAV25.5 Nº 12742
Revisar posibles fugas
Inspeccionar estado de cañerías
Cambio de aceite
Análisis de vibraciones
Cambio de válvulas
Inspección de conexiones eléctricas
Cambio de descanso
Cambio de rodamientos
Chequeo eléctrico al motor
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

15
Nombre de equipo: P-1B Bomba Multietapa SULZER MAV25.5 Nº 12742
Análisis de vibraciones
Revisar posibles fugas
Cambio de aceite
Cambio de válvulas
Inspeccionar estado de cañerías
Inspección de conexiones eléctricas
Cambio de rodamientos
Cambio de descanso
Chequeo eléctrico al motor
Nombre de equipo: OR1/OR2 Tren de osmosis
Cambio de filtros
Inspección tablero de control
Inspección de circuitos eléctricos
Reapriete de filtros
Inspección visual a cañerías
Calibrar sensores de ph
Revisar posibles fugas
Cambio de válvulas
Cambio de membranas
Calibrar flujómetro
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

16
2.4.2.- Inspección y mantención de equipos CR2.
Nombre de equipo: P-1M Bomba diafragma (inyección de cloro)
Revisar membranas
Cambiar membranas
Revisar válvula check
Cambiar válvula check
Revisar posibles fugas
Inspección de conexiones eléctricas
Chequeo eléctrico al motor
Cambiar motor eléctrico
Revisar mangueras
Cambiar mangueras
Nombre de equipo: P-2M Bomba de diafragma (inyección de permanganato)
Cambiar motor eléctrico
Revisar membranas
Revisar válvula check
Cambiar válvula check
Revisar mangueras
Cambiar mangueras
Cambiar membranas
Revisar posibles fugas
Inspección de conexiones eléctricas
Chequeo eléctrico al motor
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
17
Nombre de equipo: 3/C Filtro de carbón activo
Cambio de válvulas
Calibración y seteado de manómetros
Calibración y seteado de termómetros
Realizar pruebas hidráulicas
Realizar medición de espesores
Calibración y seteado de sensores de flujo
Inspección visual de cañerías y flanges
Cambio de manómetros
Cambio de termómetros
Cambio de sensores de flujo
Nombre de equipo: TK-669 Estanque de agua filtrada
Análisis de espesores
Inspección visual de cañerías y cables
Calibración y seteado(puesta a punto) de manómetros
Realizar prueba hidráulica
Calibración y seteado de sensores de flujo
Cambio de sensores de flujo
Cambio de manómetros
Cambio de termómetros
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
18
2.4.3.- Inspección y mantención de equipos CR3.
Nombre de equipo: F06/F07/F08/F09 Microfiltros
Reapriete de microfiltros
Inspección de válvulas de venteo
Cambio de válvulas de venteo
Limpieza interna y externa
Nombre de equipo: TK-670 (BFW) Estanque solución lavado de osmosis
Limpieza interna y externa
Cambio de válvulas
Inspección de fitting
Cambio de fitting
Inspeccionar estanque
Inspección y seteado de sensores de nivel
Inspeccionar manómetros
Cambio de manómetros
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

19
2.5.- DISEÑO DEL PLAN DE MANTENCION A PLANTA DE OSMOSIS INVERSA.
Con la recolección de la información de las inspecciones y mantenciones de la
planta de osmosis inversa, se diseña una tabla con un código de colores, donde se
indican el equipo y la mantención a realizar durante el transcurso de un año (ver
tabla 2.2).
TABLA 2.2 PLAN DE MANTENIMIENTO PLANTA DE OSMOSIS INVERSA.
EQUIPO ENE FEB MAR ABR MAY JUN JUL AGOS SEPT OCT NOV DIC PB-639 P-12B P-12A PB-642 PB-641 PB-640 P-1A P-1B OR1 OR2 P-1M P-2M 3/C TK-669 F06 F07 F08 F09 TK-670
Nomenclatura:
Cambiar Análisis espesores Revisar Análisis de vibración Limpiar Reparar Inspección
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

20
2.6.- OBSERVACIONES.
Esta mantención se ejecutará de acuerdo a la planificación y necesidad desprendida
de las hojas de inspección así como también de la criticidad establecida para cada
equipo estático o dinámico.
Es necesario establecer que los equipos que intervendremos serán aquellos con
mayor frecuencia de falla y que inciden directamente en la producción, esto es CR1.
Los recursos serán informados después de cada mantención o trabajo realizado de
acuerdo a codificaciones establecidas, los que permitiría distribuir de forma más
eficaz los costos y recursos empleados, así como también llevar un historial que
permitirá ser más eficientes en las futuras mantenciones.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

21
CAPITULO
PROPOSICION DE UN PLAN DE MANTENIMIENTO.
3.1.- CAUSAS Y MEDICIONES POR LAS CUALES REALIZAR EL MANTENIMIENTO.
Para la detección de las causas se realizó un análisis causa en donde se tomaron en
cuentas las siguientes categorías.
Efectos tribológicos.
Causas Operacionales.
Instrumentación en mal estado.
Contaminación y poco flujo de permeado.
Al realizar el estudio causa-efecto se encuentran un gran número de razones que
generan detención en el tren desmineralizador, estas serán profundizadas más
adelante para evitar que sucedan mediante la toma de medidas preventivas.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

22
El siguiente diagrama muestra las causas reales y potenciales del mantenimiento
actual realizado en la planta de Osmosis Inversa (figura 3.1)
.
Figura 3.1 Diagrama causa y efecto.
3.2.- DESCRIPCION DEL PROCESO DE MANTENCION.
A continuación se procederá en describir los procedimientos de mantenimiento que
se debe realizar en los diferentes equipos mediante un ejemplo.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

23
3.2.1.- Ejemplo tipo: Cambio de microfiltros OR1/OR2.
Cuando los microfiltros presenten un alto diferencial de presión (mayor a 10 PSI
cuando el S.D.I. es 3.5) proceder al cambio de las unidades filtrantes.
Procedimiento.
a) Detener unidad de osmosis a la cual se le cambiarán los filtros.
b) Detener bombas PB-641 y PB-642 de alimentación al filtro de carbón activo y
equipos de osmosis.
c) Cerrar válvulas de alimentación para OR1 y OR2 respectivamente.
d) Cerrar la válvula manual de succión de la bomba de alta presión para OR1y OR2
respectivamente.
e) Abrir la válvula de venteo y drenaje de las carcasas de los porta microfiltros hasta
que drene completamente el agua.
f) Abra las carcasas de los microfiltros y retire los cartuchos.
g) Inserte los cartuchos nuevos asegurándose que queden bien puestos en sus
respectivos calzos y atornille fuertemente la mariposa contra el plato, para que
éste presione los cartuchos sobre sus bases impidiendo que el agua pase sin
filtrar por este punto.
h) Cerrar la carcasa de los filtros.
i) Cerrar válvula de drenaje de las carcasas.
j) Colocar en servicio bomba de alimentación a filtros de carbón y equipos de
osmosis inversa.
k) Abrir válvula manual de alimentación para la OR1 y OR2.
l) Abrir válvula manual de succión a bomba de alta presión para OR1 y OR2
respectivamente.
m) Cierre el venteo una vez que se elimine el aire del interior de la carcasa.
n) Colocar la unidad de osmosis en servicio y verifique comportamiento.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

24
Nota:
Después de transcurridos 10 o más días, el S.D.I. comience a subir y el diferencial
de presión se mantenga dentro del rango de operación, proceder a inspeccionar los
filtros, si se observan limpios proceder a reapretar las unidades filtrantes y chequear
nuevamente el S.D.I. Si continúa alto, cambie las unidades filtrantes.
3.2.2.- Procedimiento lavado químico a membranas de unidades OR1/OR2.
Cuando las membranas presenten problemas de bajo flujo de permeado y alta
presión de entrada a los tubos de osmosis, es que se ha producido un
ensuciamiento o taponamiento, lo que hace necesario un lavado químico, se dispone
de un calendario anual de lavado químico para ambas plantas, el cual considera los
factores de lavado antes mencionados.
Al comenzar el lavado asegurar un buen nivel en el estanque de almacenamiento de
permeado o permitir que se restrinjan los consumos.
Primera etapa: Lavado con solución ácida (elimina sustancias solubles como
hidróxidos metálicos y carbonato de calcio).
Segunda etapa: lavar con solución alcalina (elimina sustancias orgánicas y
fangos microbiológicos)
3.2.3.- Consideraciones para el cambio membranas OR1/OR2.
A medida que pasa el tiempo la eficiencia de las membranas se irá reduciendo,
siendo necesario cambiarlas. Dependiendo del comportamiento las membranas se
deberían cambiar completamente en un tiempo de tres años aproximadamente.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

25
3.2.4.- Comportamiento en el lavado de los filtros de carbón OR1/OR2.
Los filtros por programa del PLC se lavan automáticamente cada 12 horas de
servicio desplazados uno de otro por una hora. Las bombas que entran en el lavado
son PB-641 y PB-642
3.3.- IMPLEMENTANDO UN PROGRAMA DE MANTENIMIENTO PREVENTIVO.
3.3.1.- Establecimiento de un programa de mantenimiento preventivo.
La mayoría de las metodologías reconocidas para introducir e implementar
programas de mantenimiento predictivo dividen el proceso en tres fases principales.
El diseño cuidadoso asegura que el centro de atención sea la maquinaria más
importante.
Una implementación bien pensada ayudará a que el programa se monte y ponga en
marcha sin dificultades. La revisión regular verificará que el programa sea efectivo y
alentará la mejora.
La fase de diseño debería comenzar con la evaluación de la criticidad para constatar
que el programa de mantenimiento preventivo se concentre en la maquinaria con el
costo de propiedad más alto o donde la falla podría hacer peligrar la seguridad de
las personas o el equipo de la planta, u ocasionar una pérdida significativa de
producción. Luego debe realizarse un análisis del efecto modo de falla para
identificar los modos y frecuencias de falla. Finalmente, debe diseñarse un programa
de mantenimiento utilizando la combinación más adecuada y económicamente
efectiva de técnicas de mantenimiento predictivo y otros mantenimientos para
proteger el equipo contra los modos de falla identificados en el análisis de efecto de
falla.
Existen consultores con experiencia en liderar a las compañías a través de estos
pasos. Además de utilizar datos históricos es muy importante involucrar a personal
experimentado de operaciones e ingeniería en todas las etapas ya que su
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

26
conocimiento será crítico para el éxito del proceso. Un software de optimización de
activos adecuado tiene ventaja adicional de poder calcular los intervalos de
mantenimiento y los resultantes ahorros financieros para cada máquina y demostrar
claramente cuando la opción de operar hasta que falle el equipo es una opción
viable de mantenimiento.
Habiendo diseñado un programa de mantenimiento predictivo, es importante
considerar lo que se debe hacer con personal propio y lo que se debe realizar por
terceros. Será necesario analizar la manera en que está organizada el área de
mantenimiento y considerar que puede ser de mucho beneficio tener un equipo de
ingenieros de confiabilidad responsables de montar y hacer funcionar el programa
de mantenimiento predictivo.
La fase de implementación por lo general comienza con la selección del
equipamiento y/o proveedores del servicio de monitoreo de la condición y la
capacitación de los ingenieros. Luego sigue un proceso que incluye el diseño de
rutas para recolección de datos, la realización de evaluación de salud y seguridad y
la preparación de la maquinaria para el monitoreo, por ejemplo, marcando los puntos
de medición, fijando sensores remotos, colocando áreas de ingreso en las
protecciones. Para el análisis de vibraciones en particular, un paso importante (y que
lleva bastante tiempo) es reunir toda la información posible con respecto a la
maquinaria, por ejemplo, las velocidades de funcionamiento, detalles sobre los
rodamientos, configuraciones de las cajas de engranajes. Esta información se puede
incluir toda en las bases de datos de análisis de vibraciones que posteriormente
simplificaran el análisis de los datos. Una vez que se monta el software de análisis
de vibraciones y demás software de monitoreo, se puede comenzar a realizar la
recolección de datos y se pueden establecer las líneas de base iniciales de las
máquinas. Se requerirán nuevos sistemas de trabajo para apoyar el programa de
mantenimiento predictivo, los que incluyen las rutinas del sistema de mantenimiento
para la recolección de datos y procedimientos para informar fallas y generar órdenes
de trabajo de mantenimiento.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

27
Una vez montado y en marcha el programa, es necesario realizar una revisión
regular del mismo para asegurar una administración exitosa de los programas de
mantenimiento predictivo, centrándose en elementos básicos del mantenimiento
como la lubricación y sistemas aceptables, para asegurar que apliquen las rutinas
del mantenimiento predictivo, que se realicen de manera efectiva las reparaciones y
que se eliminen sistemáticamente las raíz de las causas.
Es importante fijar objetivos con respecto a los cuales se pueda medir el
desempeño y a fin de comunicarlo a gerencia. La mejora continua se asegura a
través de la atención dada a todos los puntos anteriores y a través de la introducción
de nueva tecnología, prácticas de trabajo, capacitación y desarrollo permanente de
las personas, esto último es de principal importancia para el mejor cumplimiento de
los objetivos de la mantención.
Generalmente, montar y hacer funcionar un programa de mantenimiento predictivo
lleva mucho tiempo, y lo que se recomienda es que el programa se arme
gradualmente, comenzando con las máquinas de mayor prioridad a partir de la
evaluación inicial. Es recomendable buscar apoyo experto externo en forma regular
durante el primer año aproximadamente para asegurar que el programa se ponga en
marcha sin dificultades y para ayudar a incorporar buenas prácticas en el equipo de
trabajo.
Es poco realista esperar que el monitoreo de la condición dé resultados perfectos de
inmediato, inicialmente es lógico que se pasen por alto algunas fallas y que haya
algunas falsas alarmas. El programa naturalmente se volverá robustecido a medida
que se desarrollan las destrezas y las personas vayan ganando experiencia. Una
vez que se comienza a utilizar el mantenimiento predictivo se puede esperar
identificar muchos problemas en el equipo de los cuales ni siquiera se sospechaba
su existencia.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

28
3.3.2.- Transición al mantenimiento preventivo.
Como suele suceder con la introducción de la mayoría de las nuevas iniciativas en la
fábrica, puede ser necesario ganar el apoyo del resto de las personas. Es evidente
que para introducir un mantenimiento predictivo la buena comunicación, participación
de las personas y el ganar el compromiso de la gerencia, son todos factores críticos
para el éxito del programa.
3.3.3.- Personal.
Al introducir nuevas tecnologías y prácticas de trabajo tales como los que implica el
mantenimiento predictivo, generalmente surge la pregunta con respecto a si el
trabajo se debe realizar con el personal de la compañía o con personal externo.
Hay varios factores que es necesario considerar. En cuanto a costos hay que tener
en mente tanto la inversión inicial como los costos permanentes de tener el
programa en funcionamiento. También es necesario considerar la habilidad para
adaptarse a los cambios en los horarios de producción y reponer en forma adecuada
(y a veces urgente) a solicitudes de las áreas de mantenimiento o producción. Uno
de los factores más importantes para lograr esto es sentirse propietarios, es decir,
que haya alguien que tenga la clara responsabilidad de manejar el programa y de
asegurar que logre resultados.
Para ilustrar estos puntos, se pueden considerar tres enfoques que se podrían
adoptar: un programa de mantenimiento predictivo realizado totalmente con personal
de planta, un programa manejado por personal de la planta pero con elementos
significativos tercerizados, y un programa totalmente tercerizado.
Generalmente los programas establecidos en las compañías deberán ser manejados
prácticamente con personal de la planta. Si bien esto implica una alta inversión inicial
en equipo, capacitación y apoyo externo durante las primeras etapas del programa,
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

29
esto con frecuencia se ve contrarrestado con el pasar de los bajos costos directos de
funcionamiento. Asumiendo que el programa se organice de manera adecuada y con
el personal necesario, la propiedad se mantiene claramente dentro de la planta. Un
equipo de ingenieros bien capacitados que estén dedicados al programa y reúnan
ellos mismos los datos es la mejor manera posible de asegurar la repetibilidad y de
retener la flexibilidad para responder ante problemas urgentes del equipo. Un
análisis preciso se ve apoyado por el conocimiento detallado de la maquinaria y su
historial de mantenimiento, y los temas de lubricación y demás prácticas de
instalación y mantenimiento se identifican velozmente. Si bien esta opción ofrece las
mejores oportunidades para desarrollar a las personas dentro de la fábrica, sin duda
es importante pensar en el riesgo de perder ingenieros altamente capacitados.
El segundo enfoque podría implicar que un ingeniero en confiabilidad totalmente
dedicado tome toda la responsabilidad de la administración y coordinación del
programa de mantenimiento predictivo, tercerizando elementos significativos cuando
lo requiera la falta de recursos o destrezas al nivel interno. Con esta opción habrá
una menor inversión inicial en equipo y capacitación, si bien es probable que al
menos alguna parte del equipo de monitoreo pertenecerá a la fábrica, será
importante que el ingeniero en confiabilidad que maneje el programa tenga una
plena comprensión de todas las técnicas de mantenimiento predictivo. Cabe
destacar que los costos de funcionamiento serán más altos que los que implican la
opción de utilizar el personal de la planta debido al mayor uso de proveedores de
servicios. Lo importante aquí es que la propiedad y control quedan claramente
dentro de la planta y deberían poderse obtener buenos resultados con la selección
cuidadosa del (los) proveedor (es) de servicios y una buena administración del
programa. Si bien esto no es tan flexible como la primera alternativa, quizás sea una
buena manera de comenzar un programa de mantenimiento predictivo y ofrece la
opción ir incorporando cada vez más actividad a la planta a medida que se va
estableciendo el programa y los recursos se hacen disponibles.
La tercera opción es la alternativa totalmente tercerizada. Muchos proveedores de
servicios ofrecen un servicio completo de monitoreo para realizar estudios con una
variedad de tecnologías como análisis de vibraciones o termografía sobre una lista
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

30
acordada de equipo. Si bien esta opción requiere una inversión inicial mínima y sin
duda estará en funcionamiento en muy poco tiempo, será quizás más costoso si el
programa es extensivo. Otra preocupación real es el tema de la propiedad. Siempre
que se vea que ofrecen un servicio aceptable, ¿los contratistas realmente tienen el
mismo interés creado en mejorar la confiabilidad de la fábrica? Desde el punto de
vista técnico su conocimiento de la máquina será básico, es poco probable que
marquen puntos de medición y sin duda no estarán al tanto de temas de lubricación
y otras tareas de mantenimiento realizadas desde su última visita. Todos estos
factores afectarán la confiabilidad de los datos y la precisión de las
recomendaciones. Las consideraciones de salud y seguridad exigirán que sea
necesario que alguien los acompañe al menos parte del tiempo, lo que inutiliza un
recurso interno, y el no tener el equipo de monitoreo disponible en la planta también
limitara la flexibilidad de este enfoque para responder a problemas urgentes. Puede
haber una demora en recibir los resultados y los contratistas tienden a ser
precavidos con sus recomendaciones, y prefieren pasar por alto una falla en lugar de
crear una falsa alarma. Esto sería justo lo opuesto a que los operadores de
mantenimiento propio preferirían cambiar una pieza como precaución en lugar de
arriesgarse a una falla inesperada. Si bien habrá duda algunos contratistas más
competentes y diligentes que otros, esto implica elegir el proveedor de servicio
correcto y será muy importante conseguir el mismo ingeniero todos los meses, ya
que esto podría tener un efecto muy significativo sobre la confiabilidad en la planta.
Dependiendo de las políticas de cada compañía sería recomendable adoptar una de
las dos primeras opciones. Solo si realmente tomamos propiedad del programa de
mantenimiento predictivo podremos estar seguros de concentrarnos en la
confiabilidad, los mejores costos versus resultados y un interés creado en que todo
funcione. Si bien creemos que capacitar y desarrollar especialistas internos en la
planta lograra los mejores resultados y costos versus resultados en el largo plazo,
consideramos que la tercerización de las partes del programa más complejas y que
requieren más tiempo también es un enfoque viable siempre que haya una buena
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
31
administración y coordinación interna de todas las actividades de mantenimiento
predictivo.
3.3.4.- Organizando el mantenimiento preventivo.
Es importante separar el monitoreo de condición de otras actividades de
mantenimiento y dedicar los recursos adecuados a la tarea. Los programas que
aparecen estar funcionando de manera más efectiva van más allá que esto.
Han establecido departamentos de confiabilidad responsables no solo del monitoreo
de la condición sino de asegurar buenas prácticas en la lubricación, la instalación y
mantenimiento del equipo, y la eliminación sistemática de las causas de raíz para
mejorar la confiabilidad de la planta. Estos equipos rara vez realizan el
mantenimiento de rutina o correctivo ellos mismos, sino que trabajan muy de cerca
con sus respectivos departamentos de mantenimiento, confiando en ellos para
reparar las fallas identificadas a través del monitoreo de la condición. El equipo de
mantenimiento a su vez solicitara la ayuda de los ingenieros de confiabilidad para
ayudar a confirmar y diagnosticar los problemas sospechados a raíz de las
inspecciones de rutina.
La idea de establecer equipos de confiabilidad se debería lograr a través de una
reorganización del departamento de ingeniería en lugar de una expansión. El
tamaño de los equipos dependerá de la velocidad a la que se desea introducir el
programa de mantenimiento predictivo y cuanta amplitud se desea que tenga. Estas
personas deberían tener idealmente una sólida preparación mecánica y experiencia
en el mantenimiento del equipo. Los técnicos y contratistas quizás sean más
apropiados para las tareas de preparación de maquinaria y recolección de datos.
Una idea para ir formando el equipo seria rotar los aprendices u operarios
especializados para darles alguna experiencia de la función y ampliar su
concientización del programa dentro de la planta. Los que muestran entusiasmo y
aptitud para la función son los candidatos obvios para puestos permanentes a
medida que va creciendo el programa.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

32
El equipo debería depender directamente del ingeniero de planta para asegurar que
tenga la autoridad suficiente para impulsar el cambio y logar que las cosas se hagan,
y asegurar que se cumplan los objetivos acordados.
También será de importancia crítica asegurar que los recursos estén dedicados a su
tarea específica y que no se les pida constantemente que cubran la ausencia de
otros empleados de mantenimiento o se los incluya en proyectos de otro tipo. Incluso
en el caso de que el monitoreo de la condición se tercerice mayoritariamente, los
ingenieros de confiabilidad requerirán un conocimiento muy actualizado de las
técnicas y esto exigirá compromiso de la gerencia con una inversión permanente en
capacitación y equipamiento.
Antes de comenzar a implementar un plan de mantenimiento preventivo es
necesario realizar un análisis financiero con estimaciones de ahorros de cada
diagnóstico y su acción correctiva. De estos reportes, se generara la fuente de los
ingresos para la compra o renovación de los equipos. O para ampliar la cobertura del
programa de monitoreo con otras técnicas o en otras áreas.
Si no se cuenta con la información financiera adecuada que refleje los beneficios
generados por el programa, siempre se tendrá la idea de que el programa de
mantenimiento predictivo es costoso. En la práctica, hay quien considera que “el
predictivo es muy caro” y que no tiene recursos suficientes para su implantación. Sin
embargo, cuando hay fallas imprevistas que afectan directamente la producción (y
que pudieron ser evitadas). Entonces si hay todos los recursos necesarios para
reparar o reestablecer la operación. Entonces, si hay recursos, pero siguen siendo
para reparar, no para prevenir. Como se mencionó antes, se debe hacer siempre un
análisis costo–beneficio de los resultados generados por mantenimiento predictivo,
estaremos seguros que pueden ser mayores a 10 veces lo invertido. La rentabilidad
del mantenimiento predictivo bien llevado, es muy alta.
A pesar de los beneficios mencionados, en la mayoría de las empresas que cuentan
con avances al respecto, los programas existentes deben ser modernizados,
actualizados y expandidos a otras áreas o equipos.
Existen algunas deficiencias, entre las que podemos citar:
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

33
Mediciones solamente en maquinaria critica. La maquinaria y equipo,
importantes y secundarios, en ocasiones no son cubiertos por el programa de
monitoreo.
Intervalos demasiado extensos entre las mediciones, lo que genera vacíos en la
información y en las tendencias.
Falta de personal calificado.
El personal encargado para generar los diagnósticos es insuficiente.
Equipamiento obsoleto, en ocasiones, pesado, lento y de análisis totalmente
dependiente del usuario.
Falta de áreas de trabajo adecuadas.
Métodos de adquisición de datos inapropiados, información poco confiable y no
representativa de la condición real del equipo o maquinaria.
Falta de apoyo de otros grupos de trabajo de mantenimiento y de producción.
Todavía vivimos con el concepto de “es más importante producir que prevenir”.
Diagnóstico tardío. Detección de los problemas, pero en estado avanzado, el
costo de reparación es más alto.
En general existe muchos datos y poco análisis.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

34
¿Cuáles son los retos?
Incrementar la productividad en el departamento de mantenimiento predictivo,
“hacer más con menos” o “hacer más con lo mismo”, en términos de predictivo:
generar “más diagnósticos en menos tiempo”, cubrir “más equipos dentro del
programa de monitoreo”.
Generar diagnósticos cada vez más acertados.
Certificar al personal técnico para realizar mejor su trabajo. La capacitación
continua y el desarrollo de nuevas habilidades, debe ser parte del programa de
mantenimiento predictivo.
Adicionar nuevas técnicas de diagnóstico que permitan “completar la foto de la
máquina”. Una sola técnica de diagnóstico puede ser insuficiente para evitar una
falla.
Convertir los datos colectados en información valiosa útil para la toma de
decisiones.
Automatizar los procesos de diagnóstico, la generación de reportes, colección de
datos y transferencia de la información a los responsables.
Utilización intensiva de los medios informáticos o computacionales para la
transferencia de datos y reportes.
Es importante notar que los problemas encontrados en su fase incipiente, o
temprana, son corregidos con gran prioridad y con costo asociado menor. Mientras
más tarde se detecte y se corrija el problema, el costo será mayor. En ocasiones las
alarmas de los sistemas de diagnóstico, detectan los problemas demasiado tarde.
Se debe cuidar que el sistema de monitoreo utilizado, cuente con suficiente
sensibilidad para detectar los cambios en el comportamiento o en las variables
medidas, para detectar los problemas en la fase incipiente. Lo anterior nos lleva al
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

35
objetivo de mantener los equipos operando confiablemente, pero a un costo de
mantenimiento más bajo.
3.3.5.- Información y datos.
Primero se debe hacer notar la diferencia entre información y datos. Cuando se
refiere a datos, son valores de vibración, temperatura, número de partículas,
decibeles, niveles de alarmas, etc. Por otro lado, la información es el resultado de la
interpretación y análisis de esos datos que describen la condición de la máquina.
Los datos son valiosos para el técnico analista, la información tiene valor para todos
los demás. Consideramos información cuando existen respuestas precisas a
preguntas como: ¿Cuándo se espera que falle?, ¿Cuáles son las recomendaciones
para su reparación? U otras similares.
Ahora estamos en la era de la informática. Contamos con redes de comunicación en
prácticamente todas partes, transmisión de datos vía internet, sincronización de
bases de datos, información compartida por múltiples usuarios, dispositivos de
almacenamiento de datos portátiles con gran capacidad de almacenamiento interno.
Ahora la información puede estar en todas partes.
En la industria del mantenimiento predictivo, cada fabricante, cuenta con diversos
equipos o sistemas para adquisición de datos, almacenamiento y transferencia a una
computadora donde residen programas especializados, para analizar y llevar
tendencias. Sin embargo, los fabricantes han sido poco exitosos para proporcionar
medios para generar y compartir la información que indica la condición de la
maquinaria de la planta. La información que no se comparte, pierde su valor.
Esta información debe estar disponible a través de terminales de PC, paneles de
control.
El problema en los sistemas de mantenimiento predictivo es que por lo general, cada
proveedor cuenta con programas propietarios y estos deben ser instalados en cada
PC o terminal donde se requiera la información. Esto es poco conveniente por las
siguientes razones.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
36
Costo de las licencias: Para cada terminal de consulta para acceso a la
información. Es requerida una licencia del programa especializado.
Generalmente los programas y sus licencias son muy costosos.
Entrenamiento: Los programas especializados, requieren personal capacitado
para su correcta operación.
Los programas para mantenimiento predictivo resultan muy caros y cuentan con
muchas funciones especializadas, requeridas solamente por el analista. La
finalidad de estos programas no es solamente la distribución de la información.
Pobre integración sobre tecnologías predictivas. Cada fabricante, cuenta con sus
protocolos de comunicación hacia sus instrumentos, y muy poco se ha avanzado
para la integración entre programas de diversos proveedores o de otras
tecnologías. Aun, cuando existen programas que ofrece la integración de varias
tecnologías, siempre están enfocados principalmente a la tecnología del
fabricante y realizan una labor pobre con las técnicas, programas para análisis
de vibraciones, combinados con termografía y ultrasonido.
Para contar con la información en todas partes en la actualidad algunos fabricantes
cuentan con:
Poderosas computadoras portátiles, con gran capacidad de almacenamiento de
datos, análisis e historiales completos disponibles en piso y en sitios remotos.
Transferencia de datos e información entre usuarios y computadoras, con
replicas o sincronización de base de datos.
Servicios de WEB: Los reportes de diagnóstico de condición pueden ser
observados a través de cualquier máquina conectada a internet, a través de
páginas simples con explorador “tipo Windows”. Las demás áreas solo tendrán la
información que requieren para tomar decisiones.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

37
Mensajes de texto: Los reportes con recomendaciones, pueden ser enviados a
los diversos servicios de recepción de mensajes de texto. PC, teléfonos
celulares, PDA, entre otros.
3.3.6.- Equipos e instrumentos para colección de datos.
Los equipos para la recolección de datos en campo, han sido desarrollados de
manera prioritaria y para un solo fin. Por ejemplo, un analizador de vibraciones, solo
sirve para recolectar y análisis de vibraciones. En el desarrollo futuro de los
recolectores de datos, estos equipos utilizarán computadoras industriales que
permiten su fácil escalabilidad y son de un costo inferior que los equipos dedicados.
En estos de nueva generación de recolectores de datos, operan diversos programas
de análisis especializados para las técnicas predictivas, así como los programas de
uso común de Microsoft . Algunos de ellos se muestran a continuación
a) Medidor de vibraciones.
Figura 3.2 Medidor de vibraciones.
Especificaciones:
Aceleración: 10Hz to 1KHz 10Hz to 10KHz 0,1- 200 m/s
Velocidad: 10Hz to 1KHz 0,1-400 mm/s
Desplazamiento: 10 Hz to 1KHz 0,001- 4.0 mm
Condiciones de Operación: 0 - + 45°C (32°F – 104°F) -<90% RH
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
38
Energía: 4x1,5V AAA (UM- 4) battery incluidas
Exactitud:< 5%
Cable y software conexión a pc para registros on line
Auto apagado
RPM : 5-100000r/min
Mide en unidades Metric/imperial conversión
Puerto de conexión R232 a computador
Indicador de baterías bajas
Dimensiones: 124x62x30 mm
Cable y software conexión a PC
Peso: 120g
Características:
Funcionamiento según Norma ISO 2372.
Apropiado para mediciones periódicas y detección desbalance en máquinas,
motores, rodamientos, etc., dispone de un microprocesador con circuito LSI y
base de tiempo de cristal lo que le confiere una alta resolución y tiempos de
lectura breves.
Otorga lecturas exactas sin errores.
Peso y tamaño compacto y el funcionamiento muy sencillo.
Apropiado para ser utilizado por talleres de mantenimiento de plantas
industriales en forma predictiva o de emergencia.
Los componentes utilizados de calidad duradera y su cuerpo principal de
ABS, liviano y gran resistencia.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
39
b) Boroscopio (Cámara de inspección 9 mm monitor color LCD TFT 3,5”)
Figura 3.3 Boroscopio videocopio.
Características:
Cable de 1 metro de largo flexible (permite una fácil inspección en zonas de
difícil alcance.
Mini lente LED de 9 mm a prueba de agua.
Cámara grabable. Video y fotografías soporta tarjeta microSD de hasta 32GB.
Monitor sin cables TFT-LCD 3,5” desmontable.
Este equipo permite una fácil inspección visual en zonas de difícil alcance.
Especificaciones técnicas de la cámara.
Sensor de imagen CMOS.
Total de pixeles: 40x 480.
Angulo horizontal de visión: 45 grados.
Frecuencia de transmisión: 2468 Mhz.
Iluminación mínima: 0 Lux.
Tipo de modulación: FM.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

40
Ancho de banda: 18 MHz.
Alimentación: 4 pilas AA.
Alcance efectivo sin obstáculos: 10 m
Capacidad de resistencia al agua: IP67.
Especificaciones del monitor.
Pantalla LCD: 3,5” TFT – LCD.
Pixeles: 960 x 240.
Sistema de video: PAL/NTSC.
Formato fotografía: JPG.
Frecuencia de transmisión: 2414 MHz, 2432 MHz, 2450 MHz, 2468 MHz.
Pixeles de imágenes/ video 640x480.
Velocidad de cuadro: 30 cuadros por segundo.
c) Medidor de espesor y recubrimiento.
Figura 3.4 Medidor de espesores y recubrimiento.
Apropiado para medir el espesor de todo tipo de metales ferrosos y no ferrosos,
vidrio, cristal, polietileno, PVC en configuraciones de espacios cerrados donde no es
posible el acceso de micrómetros.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
41
Indicado para medir espesores en calderas, recipientes, equipos varios, estanques
de todo tipo y demás equipos similares.
Mide sin necesidad de perforar.
Principales Ventajas
Alta resolución y tiempos de lectura de solo segundos.
Portátil.
Imagen N°5 -3 Medidor de Medidor de espesores y recubrimiento
Características.
Display de cristal líquido LCD: 4 digitos x 10 mm
Rango de espesores: 1,5 a 200 mm.
Tipo de transductor dual: ultrasonido.
Resolución: 0,1 mm.
Precisión: +- 0,5% n + 0,2.
Tiempo de respuesta: Inmediato.
Energía: 4 pilas AA de 1,5V.
Consumo eléctrico: Aproximadamente 80 mA.
d) Termómetro digital infrarrojo con laser de proximidad -25°C a 600°C.
(Incluye selector de emisividad)
Figura 3.5 Termómetro digital.
Este termómetro infrarrojo es fácil de usar. Con un click toma la temperatura en 0.5
segundo.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

42
Toma temperaturas de superficies sin tocarlas ni paralizando la producción,
reduciendo el riesgo de accidentes o quemaduras.
Controla instantáneamente tanto altas como bajas temperaturas. Apropiado para
control de Hornos de fundición, deshidratantes, industria química, automotriz,
tableros eléctricos, motores a explosión, motores eléctricos, interruptores, fusibles.
Etc.
Características.
Rango de temperaturas: -25°C to 600°C.
Resolución: 0,2°C.
Exactitud: 25°C a 560°C +- 1,5% °C 1°C.
Emisividad: Pre- establecida 0,99, 0,95, 0,89, 0,85, 0,79 y 0,75.
Espectro de respuestas: 8-14 um.
Energía: batería de 9 V.
Humedad relativa de operación: 10 – 80% RH
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

43
3.4.- ESTABLECIMIENTO DE LAS METAS.
Lograr entender de manera efectiva las metas a obtener se muestra la figura 3.6 , la
cual se diseñó con la finalidad de dar una alternativa de solución a esta
problemática.
Tradicionalmente se ha trabajado desde reparar solo cuando falle, hasta con
técnicas de detección al tratar de resolver los problemas del mantenimiento,
inclusive se ha llegado a considerar al mantenimiento como un mal necesario.
El inicio es identificar la efectividad, reconocer la efectividad es un ejercicio con
diversas variables, algunas de las cuales presentarán mayores dificultades que
otras.
En esta búsqueda deberá tomarse en cuenta el maximizar: calidad, disponibilidad,
productividad, competitividad, etc., esta acción presentará costos significativos, sin
embargo es posible, tener siempre presente el costo más bajo, por lo tanto es
indispensable direccionar el plan.
Las operaciones de la planta deben tener una estructura fuerte y bien soportada
para asegurar el éxito del programa, un verdadero entendimiento y compromiso
hacia las metas del sistema, debe ser evidente en toda la organización.
Figura 3.6 lluvia de ideas.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

44
Simultáneamente debemos identificar los factores que determinan la problemática de
la planta, identificando los elementos que se deben llevar dentro del programa de
mejoramiento, contemplando la sistematización del mantenimiento
La figura 3.7 muestra un gráfico de las principales fallas en la planta de Osmosis
Inversa.
Figura 3.7 Grafico de las causas principales de falla en los equipos.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
45
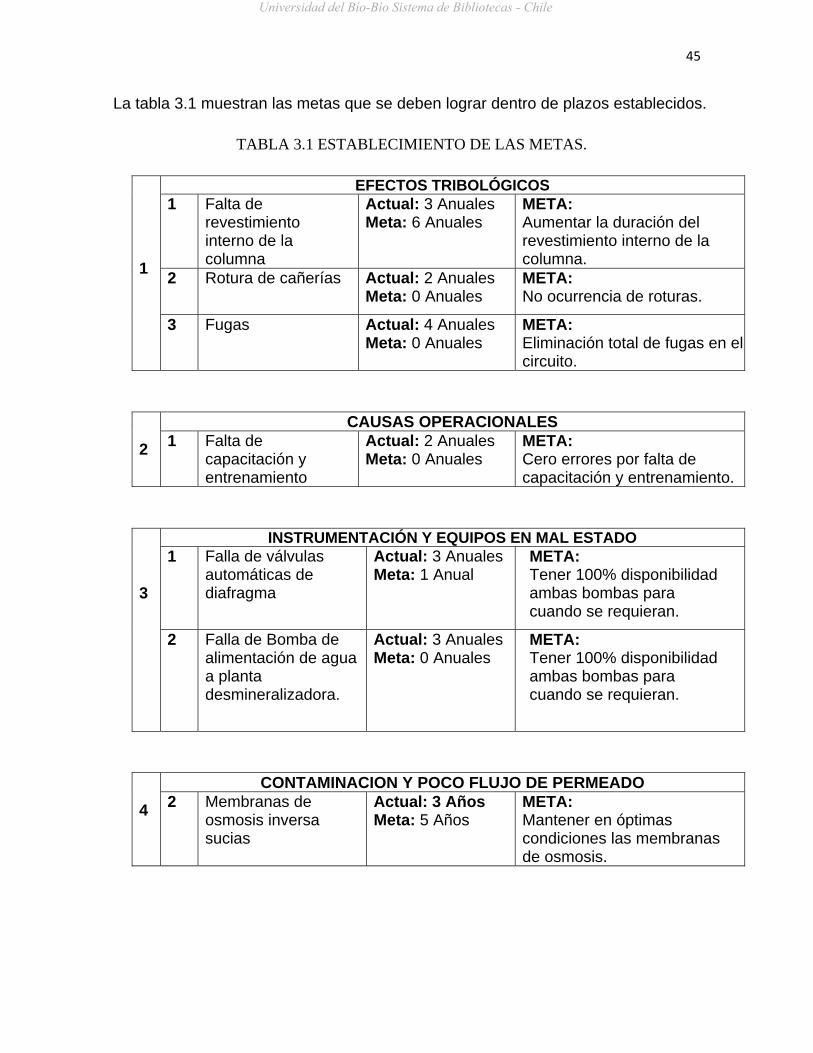
La tabla 3.1 muestran las metas que se deben lograr dentro de plazos establecidos.
TABLA 3.1 ESTABLECIMIENTO DE LAS METAS.
1
EFECTOS TRIBOLÓGICOS 1 Falta de
revestimiento interno de la columna
Actual: 3 Anuales Meta: 6 Anuales
META: Aumentar la duración del revestimiento interno de la columna.
2 Rotura de cañerías Actual: 2 Anuales Meta: 0 Anuales
META: No ocurrencia de roturas.
3 Fugas Actual: 4 Anuales Meta: 0 Anuales
META: Eliminación total de fugas en el circuito.
2
CAUSAS OPERACIONALES 1 Falta de
capacitación y entrenamiento
Actual: 2 Anuales Meta: 0 Anuales
META: Cero errores por falta de capacitación y entrenamiento.
3
INSTRUMENTACIÓN Y EQUIPOS EN MAL ESTADO 1 Falla de válvulas
automáticas de diafragma
Actual: 3 Anuales Meta: 1 Anual
META: Tener 100% disponibilidad ambas bombas para cuando se requieran.
2 Falla de Bomba de alimentación de agua a planta desmineralizadora.
Actual: 3 Anuales Meta: 0 Anuales
META: Tener 100% disponibilidad ambas bombas para cuando se requieran.
4
CONTAMINACION Y POCO FLUJO DE PERMEADO 2 Membranas de
osmosis inversa sucias
Actual: 3 Años Meta: 5 Años
META: Mantener en óptimas condiciones las membranas de osmosis.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

46
TABLA 3.2 ESTABLECIMIENTO DE METODOS PARA LOGRAR LAS METAS.
1
EFECTOS TRIBOLÓGICOS Falta revestimiento interno de la columna
1.1 Chequeo mensual al interior de la columna.
Rotura de cañerías 1.2.1 Mejoramiento de cañerías del circuito 1.2.2 Chequeo de soportes y anclajes de
cañerías Fugas 1.3 Chequeo visual quincenal de la condición de
las empaquetaduras.
2
CAUSAS OPERACIONALES Falta revestimiento interno de la columna
2.1 Mejorar manuales de operación 2.1.2 Realizar cartas de control de parámetros de
operación de la planta de agua 2.1.3 Re evaluación de competencias de los
operadores
3
INSTRUMENTACIÓN Y EQUIPOS EN MAL ESTADO Falla de válvulas automáticas de diafragma.
3.1 Chequeo y calibración de las válvulas automáticas y sus componentes.
Falla de bomba de alimentación de agua a planta desmineralizadora.
3.2 Monitoreo de condición (chequeo de vibraciones, temperatura, ruido, consumo de energía eléctrica.
4
CONTAMINACION Y POCO FLUJO DE PERMEADO Membranas de osmosis inversa sucias
4.1 Realizar lavado químico de membranas cada 4 meses.
4.2 cambio de membranas cada 5 años.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

47
3.5.- PLAN DE ACCION
3.5.1.- Efectos tribológicos. Falta de revestimiento interno de columna.
N° QUE COMO QUIEN CUANDO ESTADO 1.1 Chequeo
mensual al interior de la columna
Visualizar paredes interna de la columna mediante boroscopía
Personal de mantenimiento de la planta
Mensual los primeros 5 días del mes
En ejecución.
1.1.2 Chequeo de espesor de pared
Realizar inspección mediante ultrasonido.
Personal de mantenimiento de la planta
cambio de membranas cada 5 años
Ejecución.
Rotura de cañerías.
N° QUE COMO QUIEN CUANDO ESTADO 1.2.1 Mejoramiento
de cañerías del circuito
Cambio de cañerías de pvc por cañería de cpvc.
Personal de mantenimiento
Próxima detención general de planta
pendiente
1.2.2 Chequeo de soportes y anclajes de cañerías
Inspección visual de soportes por corrosión
Personal de mantenimiento de cañerías de la planta
Los primeros días del mes
Pendiente
Fugas.
N° QUE COMO QUIEN CUANDO ESTADO 1.3.1 Chequeo de la
condición de las empaquetaduras
Chequeo visual
Personal de mantenimiento de la planta
Cada 10 días
pendiente
1.3.2 Ensayo no destructivo para encontrar grietas y fisuras
Inspección por técnicas líquidos penetrantes
Personal externo CESMEC
Anual Pendiente
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
48
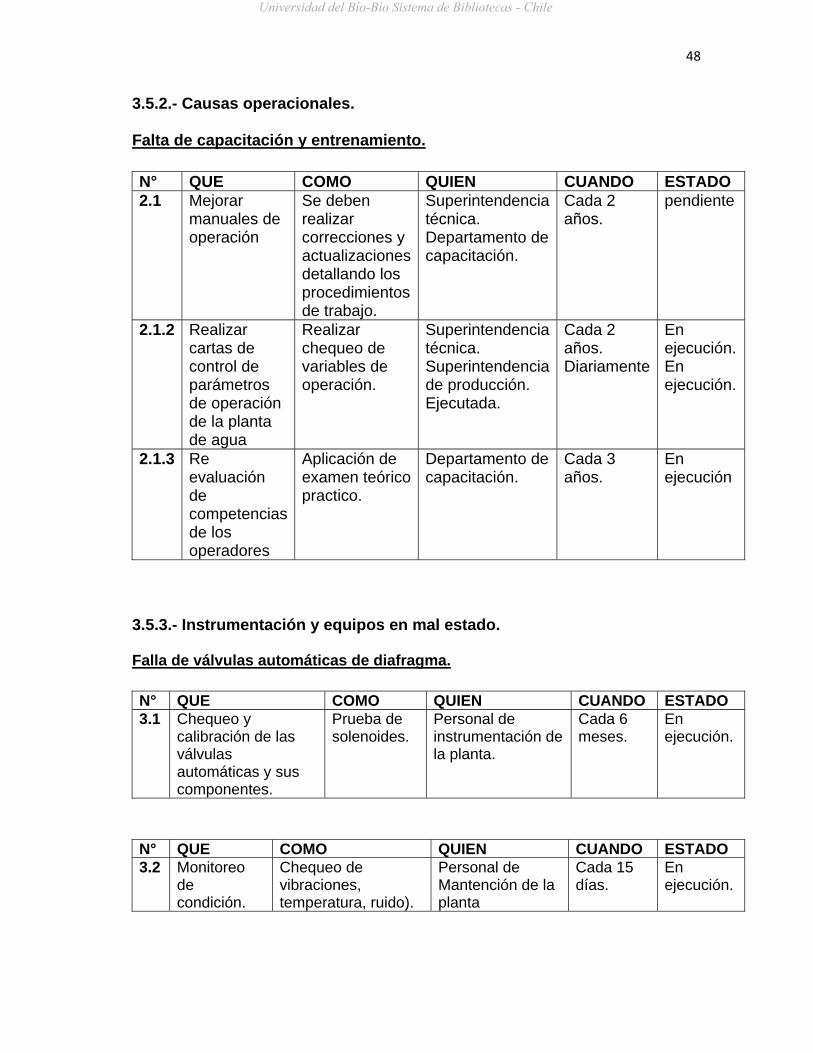
3.5.2.- Causas operacionales.
Falta de capacitación y entrenamiento.
N° QUE COMO QUIEN CUANDO ESTADO 2.1 Mejorar
manuales de operación
Se deben realizar correcciones y actualizaciones detallando los procedimientos de trabajo.
Superintendencia técnica. Departamento de capacitación.
Cada 2 años.
pendiente
2.1.2 Realizar cartas de control de parámetros de operación de la planta de agua
Realizar chequeo de variables de operación.
Superintendencia técnica. Superintendencia de producción. Ejecutada.
Cada 2 años. Diariamente
En ejecución. En ejecución.
2.1.3 Re evaluación de competencias de los operadores
Aplicación de examen teórico practico.
Departamento de capacitación.
Cada 3 años.
En ejecución
3.5.3.- Instrumentación y equipos en mal estado. Falla de válvulas automáticas de diafragma.
N° QUE COMO QUIEN CUANDO ESTADO 3.1 Chequeo y
calibración de las válvulas automáticas y sus componentes.
Prueba de solenoides.
Personal de instrumentación de la planta.
Cada 6 meses.
En ejecución.
N° QUE COMO QUIEN CUANDO ESTADO 3.2 Monitoreo
de condición.
Chequeo de vibraciones, temperatura, ruido).
Personal de Mantención de la planta
Cada 15 días.
En ejecución.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

49
3.5.4.- Contaminación y poco flujo de permeado.
Membranas de osmosis inversa sucias
N° QUE COMO QUIEN CUANDO ESTADO 4.2 Realizar
lavado químico de membranas permeables
Seguir procedimiento de lavado químico de membranas permeables
Personal de operaciones de la planta.
Cada 5 meses
En ejecución.
4.2.1 Cambio de membranas permeable
Seguir procedimiento de cambio de membrana permeable
Personal de mantención de la planta
Cada 5 años
En ejecución.
3.6.- TAREAS IMPLEMENTADAS PARA REALIZAR NUESTRO PLAN DE
MANTENIMIENTO PREDICTIVO
3.6.1.- Inspecciones visuales y lectura de indicadores.
Las inspecciones visuales consisten en la observación del equipo, tratando de
identificar posibles problemas detectables a simple vista. Los problemas habituales
suelen ser ruidos anormales, vibraciones extrañas y fugas de aire, agua o aceite,
comprobación del estado de pintura y observación de signos de corrosión.
La lectura de indicadores consiste en la anotación de los parámetros que se miden
en continuo en los equipos, para compararlos con su rango normal. Fuera de ese
rango normal, el equipo tiene una falla.
Estas inspecciones y lecturas, por su sencillez y economía, es conveniente que sean
realizadas a diario, incluso varias veces al día, y que abarquen al mayor número de
equipos. Suele llevarlas a cabo el personal de operación, lo que además les permite
conocer de forma continua el estado de la planta.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

50
Figura 3.8 Fuga de flanje de descarga.
3.6.2.- Inspecciones boroscópicas.
Las inspecciones boroscópicas son inspecciones visuales en lugares inaccesibles
para el ojo humano con la ayuda de un equipo óptico, el boroscopio o endoscopio.
Se desarrolló en el área industrial a raíz del éxito de las endoscopias en humanos y
animales.
El boroscopio es un dispositivo largo y delgado en forma de varilla flexible. En el
interior de este tubo hay un sistema telescópico con numerosas lentes, que aportan
una gran definición a la imagen. Además está equipado con una poderosa fuente de
luz.
La imagen resultante puede verse en un monitor, o ser registrada en un
videograbador o una impresora para su análisis posterior.
Entre las ventajas de este tipo de inspecciones están la facilidad para la llevarla a
cabo sin apenas tener que desmontar nada y la posibilidad de guardar las imágenes,
para su consulta posterior.
Los boroscopios se utilizan para realizar inspecciones de motores alternativos de
gas, turbina de gas, turbina de vapor, caldera, y en general, en cualquier equipo de
difícil acceso cuyos fallos pueden ser observados a simple vista, pero lo que se
pretende observar no está accesible con facilidad para el ojo humano, pues implica
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
51
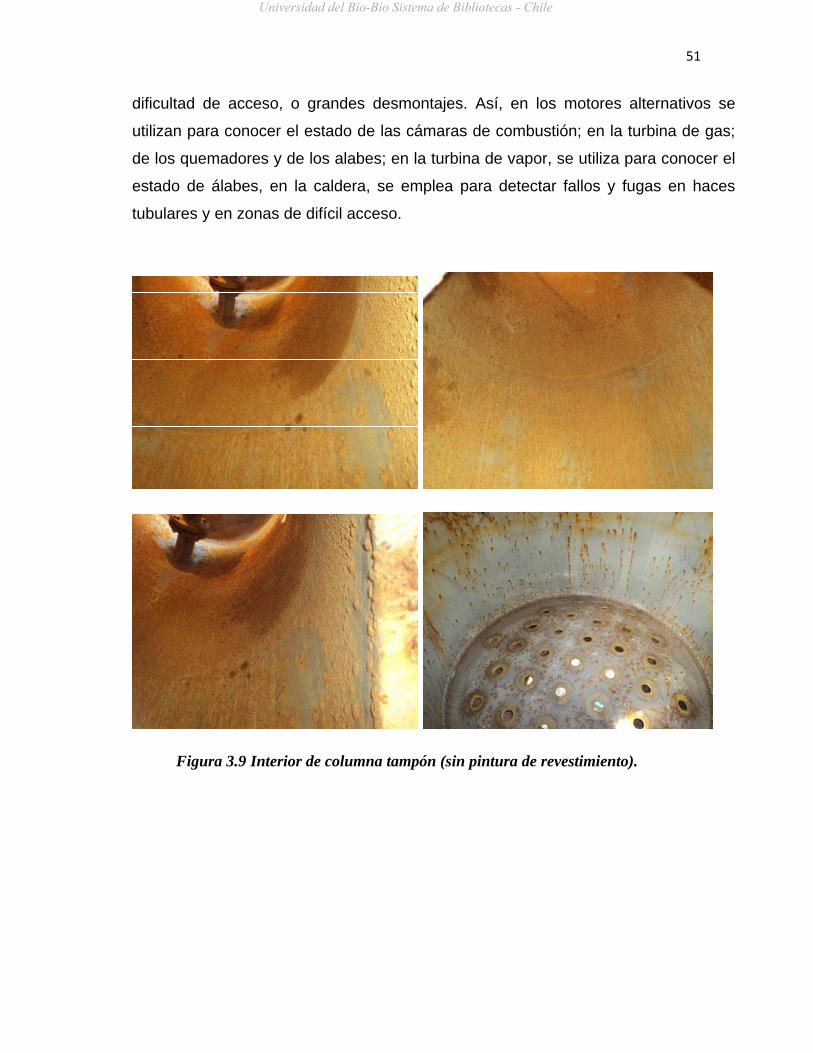
dificultad de acceso, o grandes desmontajes. Así, en los motores alternativos se
utilizan para conocer el estado de las cámaras de combustión; en la turbina de gas;
de los quemadores y de los alabes; en la turbina de vapor, se utiliza para conocer el
estado de álabes, en la caldera, se emplea para detectar fallos y fugas en haces
tubulares y en zonas de difícil acceso.
Figura 3.9 Interior de columna tampón (sin pintura de revestimiento).
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

52
3.6.3.- Inspección de los estanque intercambiadores.
Periódicamente se debe realizar la inspección de los estanques de arena y carbón
activo, con el fin de verificar que no hayan sufrido modificaciones.
Observar el estado de la superficie de la resina, ver si la superficie está pareja o
dispareja, si presenta suciedades, etc.
Inspección del estado de recubrimiento de las paredes internas de los
estanques.
Inspección del distribuidor de regenerante: es preferible que esté ubicado
inmediatamente encima de la resina (no más de 3 pulgadas), para evitar que se
rediluya el regenerante en el agua de la cámara de expansión. Es mejor un
distribuidor del regenerante en toda el área de la resina.
Verificar el estado de las válvulas, ya sea que se puede presentar dilución
durante la regeneración. Los regenerantes no deben estar debajo de cierta
concentración, ya que cuando esto sucede no puede desplazar la reacción en
sentido contrario.
Inspección de placa deflectora del agua a regenerar.
Análisis de mallas, en húmedo (determinar el porcentaje menor a la malla 0,3
mm )
Densidad.
Humedad.
Observaciones al microscopio (porcentaje de resina hinchada, coloreada,
agrietada, fragmentada, presencia de material ensuaciante).
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

53
3.6.4.- Análisis de vibraciones a bombas alimentadoras de agua.
De las distintas técnicas aplicables al mantenimiento predictivo, el análisis de
vibraciones es la más popular. La razón la encontramos en la posibilidad de
determinar una gran cantidad de defectos, en una amplia gama de máquinas con
una inversión económica inicial razonable. La vibración es uno de los indicadores
más claros del estado de una máquina. Bajos niveles de vibración indican equipo en
buen estado, cuando estos niveles se elevan está claro que algo comienza a ir mal.
Los equipos utilizados para la adquisición de datos de vibraciones en las máquinas
van desde los portátiles o de campo hasta la monitorización en continuo u online.
Mantenimiento ya en proceso por ser las dos áreas de actividad más vinculadas a la
productividad en la explotación. El control de los parámetros de proceso (presión,
temperatura, caudal, etc) de los equipos ha sido objeto de automatización desde
hace más de una década en base a sistemas de control distribuido y redes
autómatas programables con interfaces scada. El control de los parámetros de
mantenimiento (vibración, temperatura, etc) de los mismos equipos tiene todavía un
largo camino por recorrer antes de lograr una implantación generalizada y una
integración dentro del proceso de planta comienza a ir mal.
El análisis espectral de vibraciones consiste simplemente en realizar una
transformación de una señal en el tiempo al dominio de la frecuencia, donde
podemos identificar la vibración característica de cada uno de los componentes o
defectos que presentar nuestro equipo.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
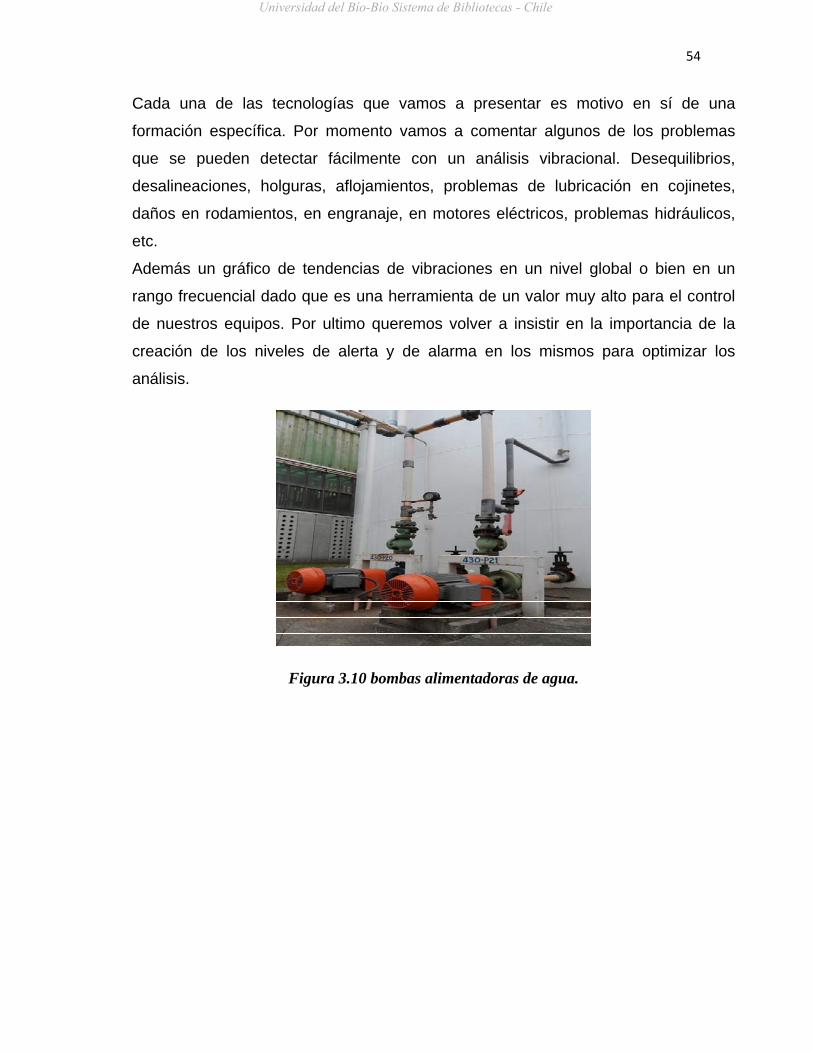
54
Cada una de las tecnologías que vamos a presentar es motivo en sí de una
formación específica. Por momento vamos a comentar algunos de los problemas
que se pueden detectar fácilmente con un análisis vibracional. Desequilibrios,
desalineaciones, holguras, aflojamientos, problemas de lubricación en cojinetes,
daños en rodamientos, en engranaje, en motores eléctricos, problemas hidráulicos,
etc.
Además un gráfico de tendencias de vibraciones en un nivel global o bien en un
rango frecuencial dado que es una herramienta de un valor muy alto para el control
de nuestros equipos. Por ultimo queremos volver a insistir en la importancia de la
creación de los niveles de alerta y de alarma en los mismos para optimizar los
análisis.
Figura 3.10 bombas alimentadoras de agua.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
55
3.6.5.- Inspección por ultrasonido a espesores de los recipientes.
Es una técnica de inspección por ultrasonido que se usa para detectar
discontinuidades internas de los materiales (especialmente fisuras y grietas), que
permiten adelantarse a la ocurrencia de una falla por fractura catastrófica de algún
componente importante de máquinas y equipos, sin embargo, la técnica de
ultrasonido es muy usada en el campo tecnológico y científico en una gran variedad
de aplicación como por ejemplo:
Defectología de materiales: Detectar defectos internos en materiales.
Medición de espesores de componentes estructurales: Estructura de
cascara, inspección de uniones soldadas, procesos de fabricación de
componentes.
Ventajas de la Inspección por ultrasonido.
Las indicaciones de discontinuidades internas encontradas en las piezas se
pueden dimensionar en verdadera magnitud y son directas en tiempo real.
A través del análisis de tamaño y forma de las discontinuidades es posible
discriminar el tipo de defecto en función de patrones de espectros.
Tienen mayor alcance de su campo cercano que las radiografías dependiendo
naturalmente de la potencia del equipo.
Bajo costo operacional y riego de daño físico para el operador o los equipos.
La inspección tiene acceso a una sola superficie lo que permite inspecciones y
mediciones de espesores por un solo lado.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

56
Limitaciones de la Inspección por ultrasonido.
Se necesita entrenamiento especializado al instructor.
No siempre es posible registrar la información obtenida en documentos.
Necesidad de preparación de superficie, existen diferentes sustancias de
acoplamiento.
Alto costo de inversión del equipo.
3.6.6.- Inspección técnica por líquidos penetrantes.
El método de ensayo no destructivo por líquidos penetrantes tiene un amplio campo
de aplicación en la detección de discontinuidades superficiales en componentes
mecánicos y estructurales como acción preventiva fundamental para evaluar riesgos
de fracturas en equipos en servicio.
El método se distingue por ser independiente de la geometría de la pieza, aplicable a
todos los materiales ferrosos y no ferrosos, productos cerámicos y sintéticos, etc. Su
aplicación es posible realizar en terreno con un equipamiento portátil mínimo, es una
técnica de gran sensibilidad en la detección de fisuras por tratamientos térmicos de
temple, fisuras por shock térmico, fisuración por fatiga, fisuras o grietas en uniones
estructurales soldadas, en estructuras de cáscara sometidas a tensiones térmicas,
en diseños con superficies que generan concentración de tensiones, etc. Es un
método práctico efectivo de bajo costo.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
57
3.6.7.- Procedimiento de aplicación del ensayo.
El procedimiento de aplicación para un examen con líquidos penetrantes, debe
ceñirse a un protocolo de informe, en el cual debe haber una orden de eyección, un
cliente y un informe final de diagnóstico o hallazgo de un defecto o discontinuidades
valorando su conformidad o no conformidad.
Las condiciones de ejecución del ensayo según Norma ASTM-E165, la cual exige
indicar tipo y marca de los líquidos, los equipos a usar.
El método de ensayo con líquidos penetrantes comprende las siguientes
operaciones.
Preparación y limpieza
Aplicación del penetrante.
Aplicación del revelador
Inspección visual
Universidad del Bío-Bío Sistema de Bibliotecas - Chile

58
CONCLUSIONES
Al finalizar este trabajo podemos estar satisfechos del buen cumplimiento de los
objetivos planteados.
Se logró confeccionar un buen plan realizable de mantenimiento preventivo para la
empresa OXIQUIM S.A., que eliminará en gran parte los derroches producidos por el
mal aprovechamiento de insumos, esto referido al cambio de los microfiltros,
cambios repentinos de membranas, mantención de bombas, así como también en la
eliminación de gran parte del stock en bodega, definiendo así cuando y bajo que
circunstancia se deberían cambiar.
Se analizaron los distintos equipos que componen la planta de Osmosis Inversa de
OXIQUIM S.A. catalogándolos según su criticidad, mostrando el grado de
importancia que tiene cada equipo en la línea de producción de agua permeada, así
como también se describió el tipo de mantención realizado.
Se estudiaron las causas principales y de mayor importancia que impiden el buen
rendimiento de la planta de Osmosis Inversa, para luego implementar un programa
de Mantenimiento Preventivo, recolectando información para lograr establecer
tiempos definidos o metas en las que se debe realizar las mantenciones
correspondientes a los equipos, efectuando inspecciones y mediciones por el
personal de la empresa OXIQUIM S.A. previamente capacitado.
El rendimiento y la disponibilidad de los equipos de la planta de Osmosis Inversa se
verán reflejados en forma ascendentes al optar por este plan de mantenimiento,
anticipando una falla futura. En la planta no existía ningún plan de mantenimiento,
solo se llevaba un registro de los cambios y ensayos.
La buena implementación del plan propuesto es una opción de gerencia para lo cual
se propuso algunas ideas y consideraciones en el capítulo 3.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile
59
BIBLIOGRAFIA
Rosaler, Robert C. Manual del Ingeniero de Plantas. Hill/Interamerica de
Editores, S.A. de C.V. 2002.
Bittel, L./Ramsey,J. Enciclopedia del MANAGEMENT. Ediciones Centrum
Técnicas y científicas. Barcelona, España. 1992.
Aguasin Ltda., Manual de Instalación de Plantas de Osmosis. 2006.
Santamaria Holek, Ricardo. Tendencias del Mantenimiento Predictivo.
OXIQUIM S.A., Documento Plantas de Aguas.
OXIQUIM S.A., Documento Excel Base de datos, Planta de Osmosis Inversa.
Universidad del Bío-Bío Sistema de Bibliotecas - Chile