Sistemas modulares de herramientas - INICIO · Descripción de la herramienta y ventajas Vista del...
46
GM 300 1490 1. GM 300 2. GE 100 1491 1492 1496 1500 1502 1506 1508 1510 1512 1513 1517 1520 1524 1525 1526 1527 1528 1533 Indice a partir de página Descripción de la herramienta y ventajas Vista del sistema Vista general sobre del sistema Visión del sistema para aplicación MMS La lubrificación mínima MMS Portaherramientas hidráulicos Portaherramientas térmicos y aparatos de inducción Aparatos de análisis y medición Vista general del sistema GE 100 Características del sistema Cabezales Portaplacas Pinzas de apriete Brocas de centrar Brocas bidiametrales Adaptadores, soportes Placas de corte reversible Cuestionario técnico El programa actual véase en el catálogo GM 300.
Transcript of Sistemas modulares de herramientas - INICIO · Descripción de la herramienta y ventajas Vista del...

GM
300
1490
1. GM 300
2. GE 100
14911492149615001502150615081510
1512151315171520152415251526152715281533
Indice
a partir de páginaDescripción de la herramienta y ventajasVista del sistemaVista general sobre del sistemaVisión del sistema para aplicación MMSLa lubrificación mínima MMSPortaherramientas hidráulicosPortaherramientas térmicos y aparatos de inducciónAparatos de análisis y medición
Vista general del sistema GE 100Características del sistemaCabezalesPortaplacasPinzas de aprieteBrocas de centrarBrocas bidiametralesAdaptadores, soportesPlacas de corte reversibleCuestionario técnico
El programa actual véase en el catálogo GM 300.
08_Modular.indb 1490 26.09.2008 16:24:20 Uhr
biancatec
Typewritten Text
biancatec
Typewritten Text
biancatec
Typewritten Text
biancatec
Typewritten Text
Sistemas Modulares de herramientas
biancatec
Typewritten Text

sisteMas Modulares de herraMientas
08_Modular.indb 1488 26.09.2008 16:24:15 Uhr

Sis
tem
as
mo
du
lare
s d
e h
erra
mie
nta
s
08_Modular.indb 1489 26.09.2008 16:24:18 Uhr

GM
300
1491
Descripción de la herramienta y ventajas
GM 300 es un sistema de herramienta continuo y modular, desarrollado para la aplicación de herramientas rotativas y fijas. El GM 300 se desarrolló en 1987. En 1991 este punto de corte y separación se normalizó con la norma DIN 69893. Desde 12/2001 también ha quedado registrado el punto de corte HSK en la ISO 12164-1/-2.El módulo es adecuado tanto como punto de separación dentro del sistema de herramientas como punto de corte para la adaptación directa al husillo o portaherramientas.
Característica principal: El cono hueco con plano según DIN 69893. A continuación las ventajas más importantes:
• Alta rigidez estática y dinámicaLas fuerzas radiales y axiales generadas en el porta aportan la fuerza de tensión necesaria para una gran rigidez.
Fuerzas de pretensión y fricción del cono hueco en el punto de separación y de corte
posición tensadaposición destensada
fuerzas de tensión influyentesjuego del plano
• Alta transmisión del par de fuerzas y posicionamiento radial definidoEl cono hueco está tensado en el husillo de tal manera, que se crea una gran fricción sobre todo el plano cónico y plano de ajuste. Dos index al final del cono hueco sirven para posicionar la herramienta radialmente de forma muy definida.
• Alta exactitud en el cambio y en la repeticiónEl ajuste en forma de anillo de las garras de tensión asegura una unión totalmente libre de juego entre el cono y el husillo o portaherramientas.
• Adecuado para alta velocidadCuanto más altas las revoluciones, tanto mayor es el incremento de la fuerza y más intenso es el cerramiento del mecanismo tensor tipo cuña. El pretensado exacto entre cono hueco y husillo compensa la posible dilatación del husillo por las fuerzas centrífugas, de forma que no se puede crear ningun juego radial. El plano de ajuste evita un movimiento en el sentido axial.
• Tiempos de cambio cortosCambio de herramienta racional por construcción corta (aprox. 1/3 del cono convencional) y poco peso (aprox. 50% del cono ISO).
• Construcción del cono sencilla y económicaLa ausencia de piezas móviles suponen la ausencia de piezas de desgaste.
• Poca sensibilidad a la suciedadEl plano de ajuste en forma de anillo no se interrumpe para facilitar la limpieza del cono. En el cambio automático de herramientas se aconseja la limpieza por aire durante el cambio.
• Codificación o identificaciónPara insertar chips de datos de identificación típicos en el mercado, está previsto un taladro en diámetro 10mm y profundidad 4,5 mm.
• Estandarización, normalización del punto de corteGM 300 corresponde a ISO 12164-1 / DIN 69893.
• Administrador de refrigeranteLas herramientas cambiables automáticamente HSK-A y E están diseñadas para la administración de refrigerante mediante tubito o por la unión. En el caso de cambio de herramientas manual después del punto de separación GM300, el suministro de refrigerante también se efectúa centralmente. Los elementos de tensión están completamente estancos. De esta forma el interior del husillo no puede entrar en contacto con el refrigerante.
08_Modular.indb 1491 26.09.2008 16:24:28 Uhr

GM
300
1492
Vista del sistema Vista del sistema
MMS Tensores de 4 puntos
Tensores de 4 puntos
PowerClampArt. Nº Descripción4930 Juegos tensores MMS de cuatro puntos4931 Unidad tensora para juegos tensores MMS de cuatro puntos4932 Extractor para juegos tensores MMS de cuatro puntos4933 Husillos de sujeción para juegos tensores MMS de cuatro puntos4934 Adaptador para juegos tensores MMS de cuatro puntos4935 Tornillo de apriete para juegos tensores MMS de cuatro puntos4936 Adaptador para juegos tensores MMS de cuatro puntos
Art. Nº Descripción
4351 Alargadores HSK-C4355 Reducciones HSK-A/HSK-C4385 Adaptadores al husillo cortos4386 Adaptadores al husillo sobresalidos HSK por husillos segun DIN 20794387 Adaptador básico SK/HSK-C4953 Aros de cierre de latón4957 Piezas de encaje para tensores de 4 puntos4958 Juegos tensores de 4 puntos para refrigeración convencional4959 Piezas de encaje para tensores de 4 puntos4961 Piezas de apriete de rosca4963 Apoyos con par
08_Modular.indb 1492 26.09.2008 16:24:31 Uhr

GM
300
1493
Vista del sistema Vista del sistema
Programa MMSTensores de 4 puntos
PowerClampArt. Nº Descripción Art. Nº Descripción4509 Cuerpo base SK DIN 2080 forma A/HSK-C4510 Cuerpo base VDI DIN 69880-1/HSK-C4512 Cuerpo base SK DIN 69871 forma AD/HSK-C4514 Cuerpo base MAS 403 BT/HSK-C 4549 Alargadores HSK-A/HSK-C4551 Muelle y pasador roscado para juegos tensores Power-Clamp4553 Aros de cierre de aluminio4554 Juegos tensores PowerClamp4555 Husillo de rosca para juegos tensores Power-Clamp4557 Juego de tuercas tensoras juegos tensores Power-Clamp4581 Adaptadores sobresalidos HSK4582 Adaptadores sobresalidos para centros de tornear4584 Adaptadores para husillo HSK-C4586 Adaptadores sobresalidos 4953 Aros de cierre de latón4961 Piezas de apriete de rosca
Art. Nº Descripción4509 Cuerpo base SK DIN 2080 forma A/HSK-C4510 Cuerpo base VDI DIN 69880-1/HSK-C4512 Cuerpo base SK DIN 69871 forma AD/HSK-C4514 Cuerpo base MAS 403 BT/HSK-C 4549 Alargadores HSK-A/HSK-C4551 Muelle y pasador roscado para juegos tensores Power-Clamp4553 Aros de cierre de aluminio4554 Juegos tensores PowerClamp4555 Husillo de rosca para juegos tensores Power-Clamp4557 Juego de tuercas tensoras juegos tensores Power-Clamp4581 Adaptadores sobresalidos HSK4582 Adaptadores sobresalidos para centros de tornear4584 Adaptadores para husillo HSK-C4586 Adaptadores sobresalidos4953 Aros de cierre de latón4961 Piezas de apriete de rosca
08_Modular.indb 1493 26.09.2008 16:24:33 Uhr
GM
300
1494
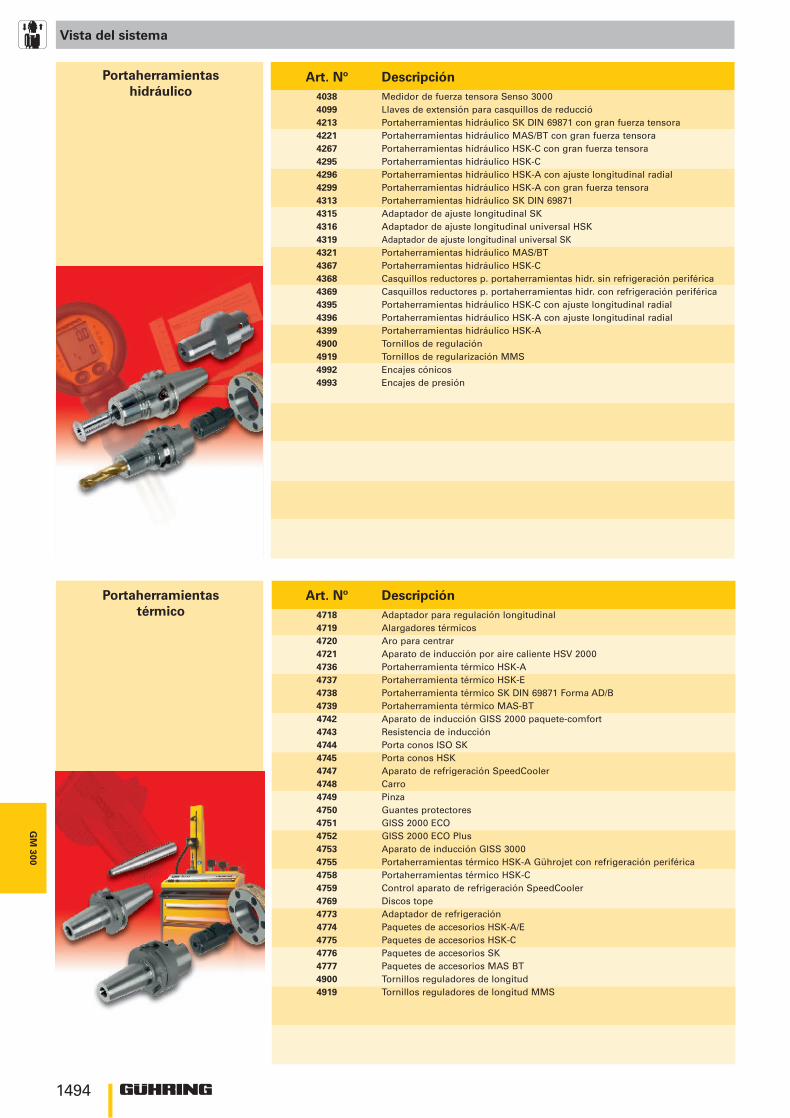
Vista del sistema Vista del sistema
Porta herramientasPortaherramientashidráulico
Portaherramientastérmico
Art. Nº Descripción4038 Medidor de fuerza tensora Senso 30004099 Llaves de extensión para casquillos de reducció4213 Portaherramientas hidráulico SK DIN 69871 con gran fuerza tensora4221 Portaherramientas hidráulico MAS/BT con gran fuerza tensora4267 Portaherramientas hidráulico HSK-C con gran fuerza tensora4295 Portaherramientas hidráulico HSK-C4296 Portaherramientas hidráulico HSK-A con ajuste longitudinal radial4299 Portaherramientas hidráulico HSK-A con gran fuerza tensora4313 Portaherramientas hidráulico SK DIN 698714315 Adaptador de ajuste longitudinal SK4316 Adaptador de ajuste longitudinal universal HSK4319 Adaptador de ajuste longitudinal universal SK4321 Portaherramientas hidráulico MAS/BT4367 Portaherramientas hidráulico HSK-C4368 Casquillos reductores p. portaherramientas hidr. sin refrigeración periférica4369 Casquillos reductores p. portaherramientas hidr. con refrigeración periférica4395 Portaherramientas hidráulico HSK-C con ajuste longitudinal radial4396 Portaherramientas hidráulico HSK-A con ajuste longitudinal radial4399 Portaherramientas hidráulico HSK-A4900 Tornillos de regulación4919 Tornillos de regularización MMS4992 Encajes cónicos4993 Encajes de presión
Art. Nº Descripción4718 Adaptador para regulación longitudinal4719 Alargadores térmicos4720 Aro para centrar4721 Aparato de inducción por aire caliente HSV 20004736 Portaherramienta térmico HSK-A4737 Portaherramienta térmico HSK-E4738 Portaherramienta térmico SK DIN 69871 Forma AD/B4739 Portaherramienta térmico MAS-BT4742 Aparato de inducción GISS 2000 paquete-comfort4743 Resistencia de inducción4744 Porta conos ISO SK4745 Porta conos HSK4747 Aparato de refrigeración SpeedCooler4748 Carro4749 Pinza4750 Guantes protectores4751 GISS 2000 ECO4752 GISS 2000 ECO Plus4753 Aparato de inducción GISS 30004755 Portaherramientas térmico HSK-A Gührojet con refrigeración periférica4758 Portaherramientas térmico HSK-C4759 Control aparato de refrigeración SpeedCooler4769 Discos tope4773 Adaptador de refrigeración4774 Paquetes de accesorios HSK-A/E4775 Paquetes de accesorios HSK-C4776 Paquetes de accesorios SK4777 Paquetes de accesorios MAS BT4900 Tornillos reguladores de longitud4919 Tornillos reguladores de longitud MMS
08_Modular.indb 1494 26.09.2008 16:24:38 Uhr

GM
300
1495
Vista del sistema Vista del sistema
Porta herramientas
Aparatos de análisis y medición
Accesorios4038 Medidor de fuerza tensora Senso 30004068 Medidor de caudal PQ 30004076 Analizador de refrigerante CC 30004077 Analizador de refrigerante CC 3000 con filtro de acero fino 4910 Llave4911 Llave4912 Llave hexagonal4914 Puntas para limpiar los HSK4915 Llaves de par4916 Encaste4918 Puntas para limpiar cilíndricas4921 Destornillador hexagonal y angular4924 Centro de transmisión de refrigerante MMS4925 Punzón tensor DIN 69872, forma A4926 Punzón tensor DIN 69872, forma B4927 Punzón tensor4928 Punzón tensor4946 Bloques de montaje para herramientas4947 Campana de limpiado HSK4949 Juegos de transmisión de refrigerante para refrigeración convencional4968 Calibres cónicos para mangos de herramientas HSK4969 Calibres para husillos4970 Calibres macho SK4971 Calibres macho HSK4973 Medidores de tensión SK4974 Medidores de tensión HSK4975 Maestro para husillo HSK4976 Aros centrífugos para husillos cortos según DIN 69002-34978 Calibres para tensores HSK4985 Tapones para final de herramienta HSK-C4990 Piezas para el montaje de herramientas4991 Accesorios de recambio
Art. Nº Descripción4206 Insertos para roscadores de cambio rápido4303 Portapinzas HSK-C4304 Portapinzas HSK-A4306 Tuercas de tensión, sistema DIN ISO 154884307 Pinzas DIN ISO 154884308 Pinzas para roscar4317 Portaherramientas para mango cilíndrico SK4318 Portapinzas SK DIN 69871 forma AD/B4320 Portaherramientas MK HSK-A4322 Portas para mangos cilíndricos SK4323 Portapinzas HSK-C, estancos4324 Portapinzas HSK-A, estancos4325 Juntas4326 Portamachos sincronizado para mango cilíndrico4327 Portamachos sincronizado HSK-A4328 Portamachos de cambio rápido HSK-A con refrigeración interna4329 Portaherramientas para mango cilíndrico HSK-A4333 Portaherramientas para mango cilíndrico HSK-C4334 Portas para mangos cilíndricos HSK-A4340 Portamachos de cambio rápido sin refrigeración interna4342 Portamachos de cambio rápido con refrigeración interna4343 Adaptadores HSK-A para roscadores4346 Portaherramientas de taladrar NC HSK-A con refrig.interna4361 Puntas de fresar combinadas HSK-A4362 Portafresas HSK-A4397 Adaptador para pinzas HSK-E4901 Tornillos reguladores para portapinzas HSK-C4902 Art 4902 Tornillos reguladores para portapinzas HSK-A/HSK-E4903 Tornillos tensores4904 Tornillos de regulación4905 Tornillos de regulación4906 Tornillos de regulación para pinzas de roscar4907 Tornillos DIN EN ISO 47624908 Tornillos de apriete para fresas DIN 63674909 Llave para tornillos de apriete4913 Llave para tensar4922 Juegos de tetillas para portafresas combinados4923 Muelles de adaptación DIN 6885 A
4982/4983 HSK-C/HSK-A semielaborados
Art. Nº Descripción
08_Modular.indb 1495 26.09.2008 16:24:41 Uhr
GM
300
1496
Vista general sobre el sistema Vista general sobre el sistema
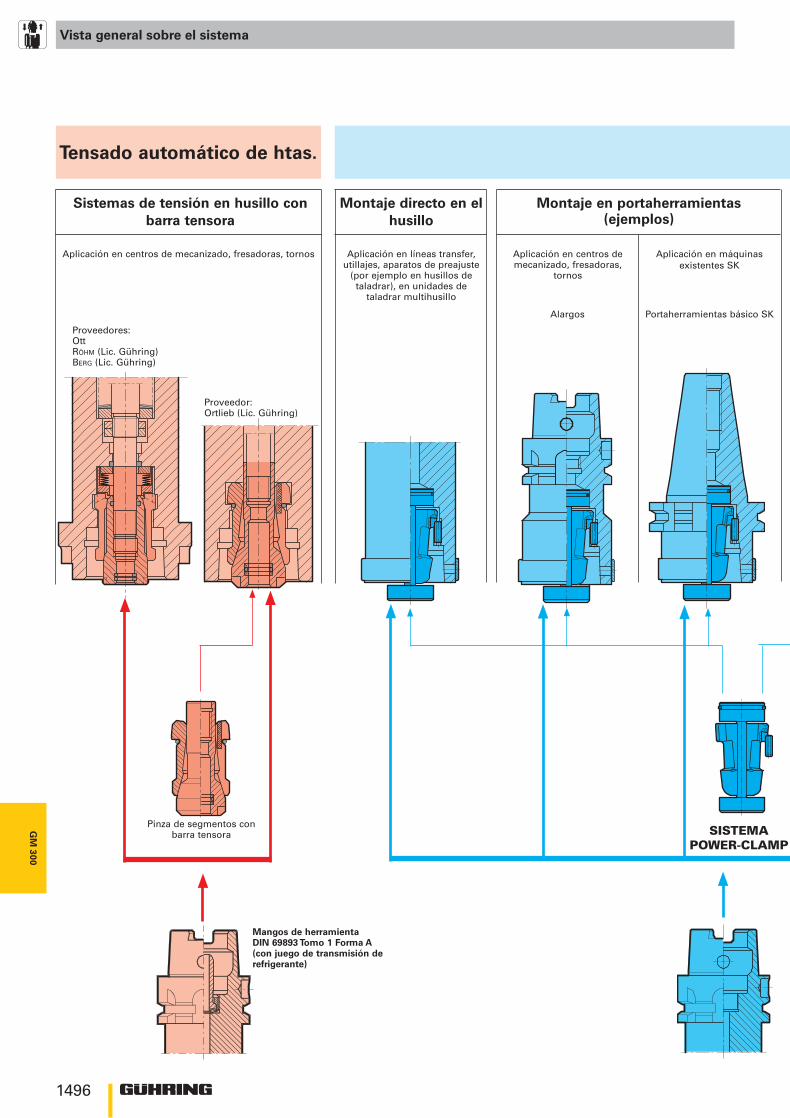
PowerClamp Dispositivotensor por4 puntos
Aplicación en centros de mecanizado, fresadoras, tornos Aplicación en líneas transfer,utillajes, aparatos de preajuste
(por ejemplo en husillos detaladrar), en unidades de
taladrar multihusillo
Aplicación en centros demecanizado, fresadoras,
tornos
Alargos Portaherramientas básico SK Adaptador para montar Preadaptador Adaptador corto de montaje
Aplicación en máquinasexistentes SK
Sistemas de tensión en husillo conbarra tensora
Montaje directo en elhusillo
Montaje en portaherramientas(ejemplos)
Montaje en adaptadores
sisteMaPower-ClaMP
sisteMa de tensiÓn Por Cuatro Puntos
Mangos de herramientaDIN 69893 Tomo 1 Forma A(con juego de transmisión de refrigerante)
Pinza de segmentos conbarra tensora
Proveedores:OttRÖHM (Lic. Gühring)BERG (Lic. Gühring)
Proveedor: Ortlieb (Lic. Gühring)
Mangos de herramientaDIN 69893 Tomo 1 Forma A(sin juego de transmisión de refrigerante)
Tensado automático de htas. Tensado manual de las herramientas
08_Modular.indb 1496 26.09.2008 16:24:54 Uhr

GM
300
1497
Vista general sobre el sistema Vista general sobre el sistema
Mangos de herramientaDIN 69893 Tomo 1 Forma Cmanual
PowerClamp Dispositivotensor por4 puntos
Aplicación en centros de mecanizado, fresadoras, tornos Aplicación en líneas transfer,utillajes, aparatos de preajuste
(por ejemplo en husillos detaladrar), en unidades de
taladrar multihusillo
Aplicación en centros demecanizado, fresadoras,
tornos
Alargos Portaherramientas básico SK Adaptador para montar Preadaptador Adaptador corto de montaje
Aplicación en máquinasexistentes SK
Montaje en portaherramientas(ejemplos)
Montaje en adaptadores Montaje directo en elhusillo
Aplicación en líneas transfer, utillajes, aparatos de preajuste,para aplicaciones generales, por ejemplo fresados
Aplicación en líneas transfer, utillajes, aparatos de preajuste(por ejemplo en husillos de taladrar), en multihusillos de taladrar
sisteMaPower-ClaMP
sisteMa de tensiÓn Por Cuatro Puntos
Mangos de herramientaDIN 69893 Tomo 1 Forma A(sin juego de transmisión de refrigerante)
Tensado automático de htas. Tensado manual de las herramientas
Dispositivotensor MMS
Montaje en adaptadores
08_Modular.indb 1497 26.09.2008 16:24:55 Uhr
GM
300
1498
Vista general sobre el sistema Vista general sobre el sistema
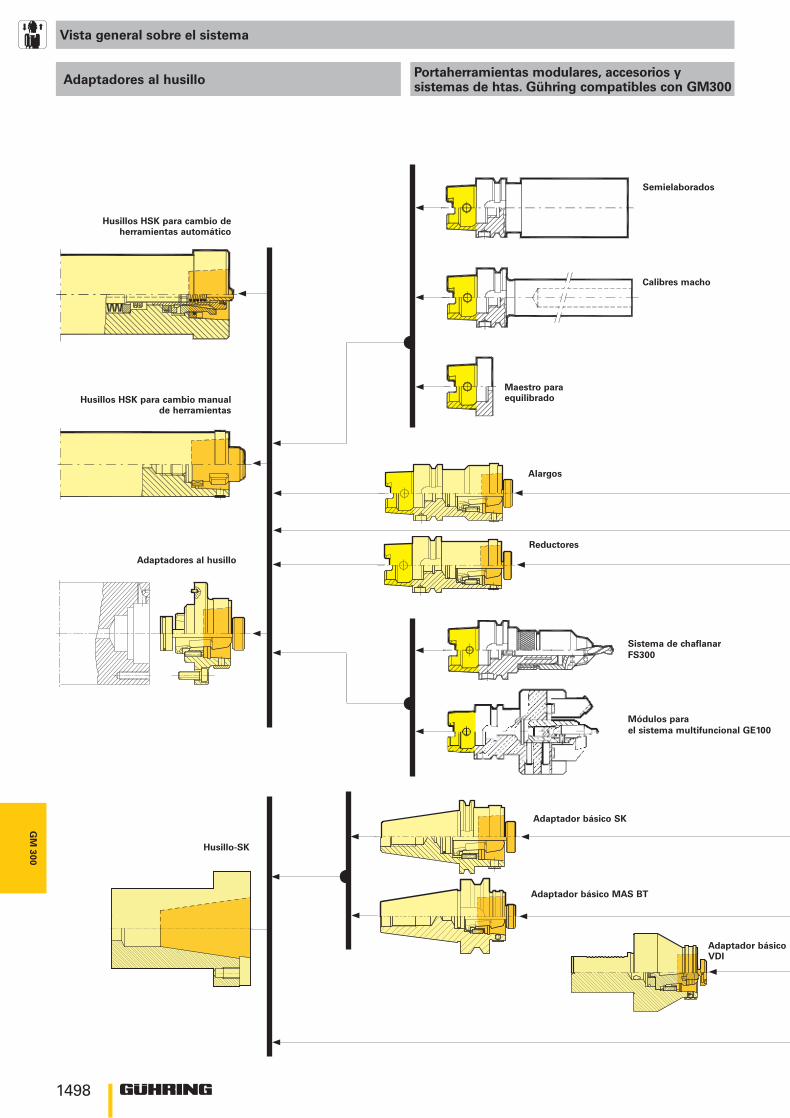
Adaptadores al husillo Portaherramientas modulares, accesorios ysistemas de htas. Gühring compatibles con GM300
Calibres macho
Semielaborados
Maestro paraequilibrado
Husillos HSK para cambio deherramientas automático
Adaptadores al husillo
Adaptador básico SK
Alargos
Reductores
Sistema de chaflanar FS300
Portapinzas
Portaherramientas tér-
Portaherramientas térmico
Husillos HSK para cambio manualde herramientas
Módulos parael sistema multifuncional GE100
Adaptador básico MAS BT
Portaherramientas térmico
Adaptador básico VDI
Husillo-SK
08_Modular.indb 1498 26.09.2008 16:25:09 Uhr

GM
300
1499
Vista general sobre el sistema Vista general sobre el sistema
Portaherramientas ISO 12164-1/DIN 69893-1
Portaherramientas ISO 12164-1/DIN 69893-1
Portaherramientas hidráulico
Portapinzas
Portaherramientas cilíndricoDIN 1835 E
Portaherramientas cilíndrico DIN 1835 B
Portabrocas-NC
Portaherramientascónico
Portafresas
Portafresas combinado
Portamachos
Portamachos sincronizado
Portaherramientas hidráulico
Portapinzas
Portaherramientas térmico
Portaherramientas cilíndrico DIN 1835 E
FS300
Portapinzas
Portaherramientas tér-mico y Gührojet
Portaherramientas térmico
Husillos HSK para cambio manual
Portaherramientas DIN 69893-5
Portaherramientas DIN 69871/JIS B 6339
el sistema multifuncional GE100
Adaptador básico MAS BT
Portaherramientas térmico
Adaptador básico VDI
Husillo-SK
Portaherramientas hidráulico
Portapinzas
Portaherramientas cilíndricoDIN 1835 E
Portaherramientas cilíndricoDIN 1835 B
HSK-A HSK-C
HSK-E
SK/MAS BT
08_Modular.indb 1499 26.09.2008 16:25:12 Uhr

GM
300
1500
Aplicación en centros de mecanizado, máquinasfresadoras, tornos
Sistemas de tensado en husillo conbarra tensora
Provedores:OttRÖHM (Lic.. Gühring)BERG (Lic. Gühring)
Tensado de la herramientaautomática en MMS
Montaje en adaptadores
Adaptador corto para montaje
Aplicación en líneas transfer, utillajes, aparatos de preparación(por ejemplo: en husillos para taladrar), en unidades de taladrar multihusillo
Tensado de la herramienta manual en MMS
Vista general sobre el sistema para aplicaciones MMS
Final de mango para MMS
Final de mango para MMS
Unidad de refrig. mín.HSK-A Art.-Nr. 4939
Relleno MMS HSK-AArt.-Nr. 4940
Tornillo regulador MMScon labio de junta HSK-A
Tornillo regulador MMScon Dichtlippe para HSK-A
Portahtas. térmico MMSHSK-A Art.-Nr. 4741
Portahtas. térmico MMSHSK-A Art.-Nr. 4735
08_Modular.indb 1500 26.09.2008 16:25:15 Uhr

GM
300
1501
Vista general sobre el sistema para aplicaciones MMS
Adaptadores al husillo PortaherramientasISO 12164-1/DIN 69893-1
Tensado de la herramienta automática
Tensado de la herramienta manual
Husillos HSK para cambio deherramientas automático
Husillos HSK para cambio manualde herramientas
Husillo-SK MMS
Alargos MMS
Portaherramientas hidráulico MMS
Portaherramientas térmico MMS
Portaherramientas hidráulico MMS
Portaherramientas térmico MMS
Portaherramientas sincronizado para MMS
HSK-A
08_Modular.indb 1501 26.09.2008 16:25:16 Uhr

GM
300
1502
431°C
196°C145°C
Refrigeración efectivaMediante una cámara termográfi ca, Gühring ha determinado la temperatura en la punta de la herramienta durante el mecanizado con y sin refrigeración, con aire y con lubrifi cación mínima. Con lubrifi cación mínima la temperatura se reduce considerablemente.
Sistema MMS
Técnica y sus ventajas
Gühring se preocupa intensivamente del tema MMS y ocupa un puesto entre los mejores en estas tecnologías. Además de desarrollar las geometrías de las herramientas de cara al MMS, nos concentramos mucho en la transmisión óptima del refrigerante en el campo del portaherramientas. Por este motivo hemos desarrollado un final de mango para nuestras herramientas según las exigencias del MMS y un sistema de aportación óptimo del refrigerante para la aplicación en nuestros portaherramientas.
Como en el sistema MMS se trabaja con lubrificación mínima, la transmisión del lubrificante al punto de corte tiene gran importancia. En este caso la geometría del final del mango de las herramientas tiene unpapel esencial para aportar correctamente el refrigerante. Con muchas pruebas hemos ensayado diferentes finales de mango para las herramientas y determinado la mejor geometría. El final de mango cónico, desarrollado por Gühring cumple perfectamente con todas las exigencias requeridas en las aplicaciones con MMS:
• Ninguna pérdida de aceite• Mínimas zonas muertas• Fácil manejo• Fabricación económica
La transmisión de lubrificante según MMSTambién hemos sometido la transmisión del lubrificante a un análisis detallado. El resultado es un sistema de transmisión del lubrificante nuevo con un tubo de transmisión de una pieza, un tubito de inoxidable fino pegado y un tornillo regulador MMS. Ventajas de esta solución:
• El fácil montaje• Condiciones de flujo óptimas• Flexibilidad correcta del tubo transmisor• Costes bajos
En comparación a un mecanizado en seco, con la lubrificación mínima se reduce considerablemente la temperatura. De esta forma se consiguen buenos rendimientos y se asegura el proceso. Análisis termográficos demostraron en Gühring, que la temperatura en la punta de la herramienta se reduce más de 200K gracias a la refrigeración con aire seco.Añadiéndole pocos mililitros de aceite cada hora, es decir con lubrificación mínima, se rebaja todavía más la temperatura debido a la fricción reducida.
El final del mango para MMS MMS reduce la temperatura del proceso considerablemente
viruta
hta.
pieza
Comparativa de la temperatura de la herramienta
Tem
per
atu
ra d
e la
hta
. [°C
]
ohne Luft MMS
sin aire MMS
08_Modular.indb 1502 26.09.2008 16:25:19 Uhr

GM
300
1503
Final de mango para MMS
Zonas muertas esquivadas
Tornillo regulador de longitud MMS
Portahtas. térmico HSK-AArt.-Nr. 4741
Unidad de transmisión MMSArt.-Nr. 4939
Para una aplicación MMS correcta es imprescindible la coordinación perfecta entre la herramienta, el porta-herramientas, dispositivo transmisor de lubrificante, tensor, sistema lubrificante y la perifería de la máquina. En el mercado se obtienen los aparatos MMS necesarios y muchos fabricantes de maquinaria ofrecen centros de mecanizado, que se han optimizado para el mecanizado con lubrificación mínima.En el campo que concierne a Gühring, es decir, herramienta,
portaherramientas y tensor, también se ofrecen soluciones de cara al MMS que en este catálogose marca especialmente con un símbolo específico. El siguiente esquema muestra un ejemplo de la preparación correcta para el sistema MMS:
El sistema MMS de GühringUna herramienta optimizada para MMS con el fi nal de mango especial de Gühring, se encuentra en un portaherramientas térmico.La aportación de la mezcla MMS la provoca un tornillo regulador con labio junta.
Caudal óptimoEl análisis de fl ujos y caudal demuestra que la solución de Gühring consigue evitar desvíos y turbulencias. De esta forma se asegura una rápida y segura transmisión de la mezcla de aceite y aire hacia la punta de la herramienta.
Sistema MMS
Técnica y sus ventajas
Preparación y aplicación del sistema MMS-Gühring
08_Modular.indb 1503 26.09.2008 16:25:22 Uhr

GM
300
1504
SW
MA
Técnica y sus ventajasTécnica y sus ventajas
Técnica de tensión por cuatro puntos para MMS y para refrigeración convencional Técnica de tensión por cuatro puntos para MMS y para refrigeración convencional
Los tensores de cuatro puntos desarrollados especialmente para MMS disponen de un perfil interior idéntico al husillo y tienen las siguientes características especiales y ventajas:• El paso central y coaxial con diámetro interior constante,
ofrece una transmisión del refrigerante sin fugas y mantiene tiempos de acción muy rápidos.
Nuestros juegos tensores de cuatro puntos para lubricación mínima MMS o lubricación convencional son compatibles 100%. Son adecuados para la tensión radial y manual de herramientas. La aplicación está pensada principalmente para el montaje en husillos ( husillos de taladrar, cabezales multihusillo ). Las características especiales son:• fabricación sencilla y económica de husillos• montaje corto en el husillo con poca distancia hasta los rodamientosUn husillo diferencial roscado mueve dos segmentos tensores que están desplazados en 180º con dos planos de apriete. De esta manera se genera la fuerza tensora requerida para la aplicación. Nuestros juegos de tensión de cuatro puntos para MMS son apropiados para una presión de hasta 80 bares.
Contorno interior del husillo
Principio de actuación y posición de montaje
Ranuras de arrastre fresadas
Campo de soporte
Superficies de acción de la fuerza
La expulsión de la herramienta tiene lugar de forma automáticaa través de los expulsores movidos por mordazas
MMS refrigeración
➀ Recomendamos en el desbaste y las opera-ciones de fresado un MA max. En procesos de taladrado y escariado se permite rebajar el MA max. hasta un 30%. Por favor controlar el par de fuerzas con la llave dinamométrica especial.➁ Dependiendo de la temperatura y la calidad del lubricante, estos valores se puedenreducir en un 15%.➂ Debido al atornillamiento el MT max. en los acoplamientos puede ser más bajo.
HSK-C Par de tensión max. permitido
MA [Nm] ➀
SW Fuerza max. tensora [kN] ➁
Fuerza de flexión max.
MB [Nm] ➁
Fuerza max. de tor-sión transmisible
MT [Nm] ➁ ➂
32 3 2,5 8,5 72 10540 6 3 12,5 135 18050 14 4 24 330 39063 24 5 32 570 68080 40 6 45 1000 1570100 54 8 60 1620 4200
08_Modular.indb 1504 26.09.2008 16:25:26 Uhr

GM
300
1505
SWMA
HSK-C 80
HSK-C 63 HSK-C 50HSK-C 40
HSK-C 32
HSK-C 25
Técnica y sus ventajasTécnica y sus ventajas
Técnica de tensión por cuatro puntos para MMS y para refrigeración convencional Técnica de tensión por cuatro puntos para MMS y para refrigeración convencional
Contorno interior del husillo
Principio de actuación y posición de montaje
Ranuras de arrastre fresadas
Campo de soporte
Superficies de acción de la fuerza
La expulsión de la herramienta tiene lugar de forma automáticaa través de los expulsores movidos por mordazas
La expulsión de la herramienta tiene lugar de forma automáticaa través de los expulsores movidos por mordazas
Superficies de acción de la fuerza Refrigeración
Principio de actuación y posición de montaje
HSK-C Par de tensión max. permitido
MA [Nm] ➀
SW Fuerza max. tensora [kN] ➁
Fuerza de flexión max.
MB [Nm] ➁
Fuerza max. de tor-sión transmisible
MT [Nm] ➁ ➂
25 1,5 2,5 4,5 30 30
32 3,0 2,5 7,0 60 100
40 6,0 3,0 12,0 130 170
50 14,0 4,0 20,0 280 350
63 27,0 5,0 28,0 500 640
80 54,0 6,0 40,0 900 1330
➀ Recomendamos en el desbaste y las opera-ciones de fresado un MA max. En procesos de taladrado y escariado se permite rebajar el MA max. hasta un 30%. Por favor controlar el par de fuerzas con la llave dinamométrica especial.➁ Dependiendo de la temperatura y la calidad del lubricante, estos valores se puedenreducir en un 15%.➂ Debido al atornillamiento el MT max. en los acoplamientos puede ser más bajo.
08_Modular.indb 1505 26.09.2008 16:25:28 Uhr

GM
300
1506
Portaherramientas hidráulicos
De efectos convin-centes: Mediante un tornillo el medio de presión se comprime y consigue un asiento seguro de la herra-mienta.
Técnica y sus ventajasTécnica y sus ventajas
tornillo de regulación
cámara de presión
mango de hta.
casquillo
tensar destensar
llave tensora
tornillo tensor
pistón de presiónbulón tensor
medio de presión
Vista sobre las ventajas:Las técnicas de mecanizado modernas requieren condiciones especiales de los portaherramientas. Los portaherramientas hidráulicos ofrecen buena fijación en combinación con un giro exacto y sin salto. Además permiten un cambio de herramienta rápido, en el que ayuda mucho una llave especial de extracción.Al apretar el tornillo de presión, se genera en la cámara de presión una presión suficientemente alta, que crea una deformación elástica del portaherramientas, que así provoca un fuerte agarre de la herramienta – y todo esto sin salto alguno. Esto conlleva un asiento fuerte y seguro. Si se utilizan casquillos reductores para distintos diámetros, el sistema modular permite la expansión necesaria. ¡Si por el contrario se prescinde de ellos se debe tener en cuenta la profundidad mínima de agarre!
• Agarre de la herramienta precisa con un salto máximo de 3 micras
• Transmisión de altos pares de fuerza gracias al óptimo sistema de deformación del casquillo (alta tensión)
• idóneo para alta velocidad (sin fuerzas volátiles gracias a los segmentos tensores)
• Sin salto, lo que conlleva una medida exacta y una calidad superficial excelente en la pieza.
• Cambio de herramienta rápido gracias al tornillo tensor de fácil manejo
• Rendimientos de herramienta óptimos• Efecto antivibraciones por colchón hidráulico
08_Modular.indb 1506 26.09.2008 16:25:33 Uhr

GM
300
1507
20
100
300
500
16
700
900
3280 12 1814 256 10
200
400
600
800
1000
Portaherramientas hidráulicos
Técnica y sus ventajasTécnica y sus ventajas
Sobre todo las altas revoluciones en el corte de alta velo-cidad exigen requisitos especiales a los portaherramientas.Esto le da una gran importancia al agarre de las herramien-tas en el portaherramientas. Por esta razón Gühring ha desarrollado un portaherramientas hidráulico que con un par de fuerzas mayor, tensa con más fuerza y seguridad, es decir que está pensado para que la herramienta esté bien sujeta en el portaherramientas.
Claramente más alto:La fuerza de tensión de los nuevos portaherramientas hidráulicos HSK-A de Gühring en relación a los portaherramientas hidráulicos convencio-nales.
diámetro de tensión mm
par
de
fuer
zas
Nm
Portaherramientas hidráulicos nuevos Gühring:Par de fuerzas máximo en medida máximaPar de fuerzas mínimo en medida mínima
Par de fuerzas en portaherramientas hidráulicos convencionales
Los portaherramientas hidráulicos Gühring con fuerza tensora aumentada son ideales para el agarre de herramientas de rotación simétricas o piezas. En el caso de herramientas con mango se pueden tensar mangos llanos, cilíndricos hasta dia.32mm, como también mangos según DIN 6535 formas HA o HB hasta dia.20mm.En la aplicación no se deben sobrepasar los valores de la tabla. ¡Si no se respeta la profundidad de tensión mínima o se utilizan otros mangos distintos a los mencionados se corre el riesgo de pérdida de exactitud y fuerza tensora!
Portaherramientas hidráulicos Gühring con fuerza tensora aumentadaEste portaherramientas hidráulico con un salto mínimo de max. 3 micras, el cambio rápido de herramientas y el efecto amortiguador de vibraciones, ha demostrado estar a la altura de las mayores exigencias de mecanizado. Los resultados son una vida óptima de las herramientas, cali-dades superficiales muy buenas y medidas exactas en la pieza.
08_Modular.indb 1507 26.09.2008 16:25:36 Uhr

GM
300
1508
∞C
Portaherramientas térmicos y aparatos de inducción Portaherramientas térmicos y aparatos de inducción
Un principio muy tenso:Solamente el calentamiento y enfriamiento crean una unión perfecta entre el portaherramientas térmico y el mango de la herramienta.
Técnica y sus ventajas
Sus ventajas:
• Tiempos cortos de contracción• Fuerza de tensión máxima• Portaherramientas térmicos para herramientas con mangos de diámetro 3mm hasta 32mm.• Más vida
Los portaherramientas térmicos Gühring consiguen una unión óptima entre el propio portaherramientas y la herramienta con mango.Así como muchos proveedores habitualmente ofrecen un acero de aplicación normal, nosotros ofrecemos un acero para herramientas específico para las diferentes aplicaciones. El resultado es un grado de expansión más alto y una mayor resistencia térmica. Expansión y contracción se pueden repetir tantas veces como se desee.
Características convincentes: • Exactitud excelente en el salto• Gran fuerza tensora y rigidez• Más vida• Desequilibrado mínimo por simetría de rotación• Productividad
Equipo perfecto: Portaherramientas térmicos Gühring y aparatos de contracciónPara la contracción o extracción de sus herramientas en nuestros portaherramientas térmicos, ofrecemos varios aparatos de inducción según las necesidades específicas de su producción: Desde soluciones de alta tecnología con ajuste longitudinal de alta precisión integrado a través de portaherramientas térmicos especiales para herramientas extra largas, hasta el aparato más económico de aire caliente HSV 2000:
• GISS 5000 • GISS 2500• GISS 4000 • GISS 2000• GISS 3000 • HSV 2000
De estas ventajas se benefician sobre todo los procesos de fresado de alta velocidad, gran desbaste, taladrado, escariado y rectificados interiores y mecanizados de la madera.
08_Modular.indb 1508 26.09.2008 16:25:41 Uhr

GM
300
1509
Portaherramientas térmicos y aparatos de inducción Portaherramientas térmicos y aparatos de inducción
El principio de tensión
Para la tensión de una herramienta en un portaherramientas térmico, los factores determinantes para asegurar bien la herramienta, son el calentamiento y enfriamiento del portaherramientas. Gracias al calentamiento el portaherramientas se dilata de forma que se puede colocar o extraer una herramienta. Al enfriarse se contrae y agarra la herramienta con máxima fuerza de tensión.Dada la circunstancia de que los portaherramientas térmicos se calientan mucho en algunas zonas y además se tensan y destensan herramientas muy afiladas, se recomienda utilizar siempre guantes tipo kevlar para protegerse de quemaduras y cortes.
Alargadores para portaherramientas térmicos: mejoran la eficacia
Alargadores para portaherramientas térmicos aumentan la efectividad de la herramienta y reducen los cantos que exceden en la herramienta. Como en los portaherramientas térmicos la herramienta se coloca en el alargador térmico y luego preferiblemente se agarra con un portaherramientas hidráulico. Desde luego los alargadores también se pueden tensar en portaherramientas térmicos.
08_Modular.indb 1509 26.09.2008 16:25:44 Uhr

GM
300
1510
Medios de control y medición Medios de control y medición
Técnica y ventajas Técnica y ventajas
Un agarre perfecto de la herramienta y una buena conducción del refrigerante son condiciones imprescindibles para un mecanizado óptimo. Comprobaciones prácticas en el usuario demuestran que a menudo no se trabaja con un agarre óptimo y una buena lubrificación. Por esta razón Gühring ha desarrollado un programa amplio de aparatos de control y de medición, que permiten mediciones y controles rápidos y sencillos en la fábrica del cliente. De esta manera se pueden detectar y arreglar fallos a tiempo y así evitar bajos rendimientos de las herramientas, bajas condiciones de corte o incluso daños en la máquina o los portaherramientas.
Aparato comprobador de fuerza tensora Senso 3000 para portaherramientas térmicos
Aparato de comprobación de lubrificante MMS, MQL-CHECK 3000, para la medición de la cantidad de lubrificación y tiempos de reacción
Aparato de control de tensión Senso 3000 para portaherramientas hidráulicos
Comprobador de caudales PQ 3000 para la medición de la presión y el volumen del flujo del refrigerante
Aparato de comprobación de refrigerante CC 3000 para controlar la calidad de filtraje del sistema de refrigeración
La técnica de tensión hidráulica es poco delicada, requiere poco mantenimiento y tiene mucha durabilidad. Aun así, con el tiempo se producen pérdidas de la fuerza tensora por el uso diario en el taller y las influencias térmicas y mecánicas.
Con el nuevo aparato de control Senso 3000, Gühring ofrece ahora una posibilidad de medir y reproducir con precisión la fuerza tensora. Además también se puede efectuar lamedición dentro de las máquinas y los útiles.
Senso 3000 comprueba la fuerza de tensión del portaherramientas hidráulico mediante un palpador sensible a la presión. El palpador se tensa en su longitud total en el portaherramientas hidráulico de manera que la fuerza tensora ejerza sobre el palpador al apretar el tornillo tensor.
La presión comprobada es indicada por el aparato como un solo valor por una parte y por otra en tanto por ciento de fuerza tensora en relación a un valor de referencia programable individualmente. Para la comprobación rápida, sencilla y directa de la pre-
sión y el caudal del refrigerante en las herramientas con lubrificación interna, Gühring ha desarrollado el aparato de control PQ 3000. La comprobación se realiza con la
Con el aparato de comprobación de refrigerante CC 3000 Ud. podrá controlar rápidamente la calidad de filtraje del sistema de refrigeración. Para analizar posibles defectos dentro del sistema de filtraje y poder solventarlos, Ud. recibe la siguiente información:
Con el refractómetro se puede determinar además la viscosidad de la emulsión. ¡De esta manera Ud. optimizará la vida de las herramientas y evitará roturas y los consecuentes paros en su producción!
Senso-Shrink 3000 comprueba la fuerza tensora del portaherramientas térmico sencillamente, rápidamente y con precisión, mediante la medición del volumen del agujero. Como resultado el Senso-Shrink 3000 nos da la desviación en tanto por ciento en relación al valor normal de un portaherramientas térmico de referencia.
Utilizando el Senso-Shrink 3000, el usuario se beneficia de:• comprobación sencilla, rápida y precisa de sus
portaherramientas térmicos en el taller,• reconocer a tiempo el desgaste o la mala utilización de
sus portaherramientas térmicos,• una seguridad mucho más alta en el proceso de su
fabricación,• asegurar la calidad de todo el conjunto de herramientas
y portaherramientas,• un sistema sin cableado que genera datos de medición
reproducibles en cualquier momento.
Con el desarrollo del nuevo MQL-CHECK 3000 Gühring ofrece por primera vez la posibilidad de comprobar rápida- y sencillamente la cantidad de lubrificante y el tiempo de reacción en MMS, directamente en la punta de la herramienta. Para el usuario esto significa una mejora considerable en la seguridad del proceso en el mecanizado MMS.
El MQL-CHECK 3000 se monta fácilmente en la máquina, luego se introduce la punta de la herramienta en la apertura para la medición y se conecta la lubrificación. Los datos se envían por control remoto desde la unidad al dispositivo indicador, un conector de datos permite enviarlos sin problemas a un PC, con el que se podrán analizar más a fondo y quedar documentadas todas las mediciones.
El usuario se beneficia así de:
08_Modular.indb 1510 26.09.2008 16:25:54 Uhr

GM
300
1511
Medios de control y medición Medios de control y medición
Técnica y ventajas Técnica y ventajas
Aparato comprobador de fuerza tensora Senso 3000 para portaherramientas térmicos
Aparato de comprobación de lubrificante MMS, MQL-CHECK 3000, para la medición de la cantidad de lubrificación y tiempos de reacción
Aparato de control de tensión Senso 3000 para portaherramientas hidráulicos
Comprobador de caudales PQ 3000 para la medición de la presión y el volumen del flujo del refrigerante
Aparato de comprobación de refrigerante CC 3000 para controlar la calidad de filtraje del sistema de refrigeración
La técnica de tensión hidráulica es poco delicada, requiere poco mantenimiento y tiene mucha durabilidad. Aun así, con el tiempo se producen pérdidas de la fuerza tensora por el uso diario en el taller y las influencias térmicas y mecánicas.
Con el nuevo aparato de control Senso 3000, Gühring ofrece ahora una posibilidad de medir y reproducir con precisión la fuerza tensora. Además también se puede efectuar lamedición dentro de las máquinas y los útiles.
Senso 3000 comprueba la fuerza de tensión del portaherramientas hidráulico mediante un palpador sensible a la presión. El palpador se tensa en su longitud total en el portaherramientas hidráulico de manera que la fuerza tensora ejerza sobre el palpador al apretar el tornillo tensor.
La presión comprobada es indicada por el aparato como un solo valor por una parte y por otra en tanto por ciento de fuerza tensora en relación a un valor de referencia programable individualmente. Para la comprobación rápida, sencilla y directa de la pre-
sión y el caudal del refrigerante en las herramientas con lubrificación interna, Gühring ha desarrollado el aparato de control PQ 3000. La comprobación se realiza con la
Con el aparato de comprobación de refrigerante CC 3000 Ud. podrá controlar rápidamente la calidad de filtraje del sistema de refrigeración. Para analizar posibles defectos dentro del sistema de filtraje y poder solventarlos, Ud. recibe la siguiente información:• funcionamiento perfecto del sistema de filtraje,• posibles daños en los filtros,• filtraje insuficiente para la herramienta a utilizar.
Con el refractómetro se puede determinar además la viscosidad de la emulsión. ¡De esta manera Ud. optimizará la vida de las herramientas y evitará roturas y los consecuentes paros en su producción!
Senso-Shrink 3000 comprueba la fuerza tensora del portaherramientas térmico sencillamente, rápidamente y con precisión, mediante la medición del volumen del agujero. Como resultado el Senso-Shrink 3000 nos da la desviación en tanto por ciento en relación al valor normal de un portaherramientas térmico de referencia.
Utilizando el Senso-Shrink 3000, el usuario se beneficia de:
reproducibles en cualquier momento.
Con el desarrollo del nuevo MQL-CHECK 3000 Gühring ofrece por primera vez la posibilidad de comprobar rápida- y sencillamente la cantidad de lubrificante y el tiempo de reacción en MMS, directamente en la punta de la herramienta. Para el usuario esto significa una mejora considerable en la seguridad del proceso en el mecanizado MMS.
El MQL-CHECK 3000 se monta fácilmente en la máquina, luego se introduce la punta de la herramienta en la apertura para la medición y se conecta la lubrificación. Los datos se envían por control remoto desde la unidad al dispositivo indicador, un conector de datos permite enviarlos sin problemas a un PC, con el que se podrán analizar más a fondo y quedar documentadas todas las mediciones.
El usuario se beneficia así de: • la medición fácil y rápida de la cantidad de lubrificante
en la punta de la herramienta,• de la información sobre el tiempo de reacción, es decir, la
medición del tiempo requerido hasta que el lubrificante llega a la punta de la herramienta,
• datos de medición reproducibles y comparables en cualquier momento
• un sistema pensado para el taller, que trabaja sin cableado tanto en el suministro eléctrico como en el envío de datos,
• mediciones comparativas del funcionamiento del aparato de lubrificación mínima, de la máquina, del husillo, del portaherramientas y de la herramienta.
herramienta tensada, directamente en el husillo parado, es decir bajo circunstancias reales en la configuración máquina-herramienta.
De esta manera Ud. recibe información sobre:• Caudal y presión de la bomba de refrigerante, es decir la
llamada línea P/Q,• posible desgaste en bomba o juntas y giros• posibles estrangulaciones en el conducto de tuberías a
través de máquina, husillo y portaherramientas,• filtros obturados,• posibles obturaciones en los canales de refrigeración de
las herramientas por residuos• la posición de los canales de refrigeración de la herra-
mienta.
08_Modular.indb 1511 26.09.2008 16:25:58 Uhr

GE
100
1512
30°
45°
30°
45°
para achaflanado ext. para repasado en torno para refrentadopara achaflanado int.
Pinzas de aprietepara sujetarbrocas de centrar
Cabezales portahtas.
* otros sistemas sobre demanda
con 4 adaptadorescon 3 adaptadorescon 2 adaptadores
cono ISOsegúnDIN 2080
cono ISOsegúnDIN 69 871
UMAØ 45/88,88*
AdaptadoresAcoplamientos
ángulo ajustable 15° - 60°
ajuste axial
Vista general del sistema GE 100 Características del sistema
Portaplacas, ajuste radial
Vista general del sistema GE 100 Características del sistema
08_Modular.indb 1512 26.09.2008 16:27:15 Uhr

GE
100
1513
Vista general del sistema GE 100 Características del sistema
Fig. 1 y 2: De dos hasta un máximo de seis portaherramietas cortos de ajuste axial y radial en combi-nación con brocas de centrar o brocas escalonadas reducen el tiempo necesario para el mecanizado completo de extremos en un par de segundos.
Mecanizado de ejes Mecanizado de tubos Mecanizado de carcasas
4 x torneado, achaflanadointerior, refrentado
Redondeado, achaflanado ext.
2 x achaflanado exterior, -achaflanado int., refrentado
3xtorneado, 3 x achaflanado -interior, refrentado
Avellanado frontal, centrado,achaflanado ext., refrentado
Fig. 3: Las posibilidades de aplicación para este sistema son casi infinitas. A continuación aparecen algunos ejemplos teóricos en el campo de la mecanización de ejes, tubos y carcasas.
Torneado, achaflanado exteri-or, achaflanado interior
Refrentado, achaflanado inte-rior, achaflanado exterior Perforado refrentado, achafla-
nado ext., centrado, refrentado
2 x desbastado, 3 x achaflana-do ext., refrentado, tal. forma
Desbastado, refrentado,torneado con forma, centrado
Refrentado, 2 x desbastado, 3 x achflanado exterior
Desbastado, punteado, -refrentado, centrado
Punteado
Desbastado, 2 x achaflanado ext., torneado, refrentado
Taladrado forma, refrentado, tornear radio
Desbastado, achaflanado ex-terior, achaflanado interior, refrentado
2xtorneado, 2 x achaflanado interior, perforado refrentado, tornear radio, achaflanado ext.
Perforado refrentado, torneado, -achaflanado ext., refrentado
Vista general del sistema GE 100 Características del sistema
Diseño modular inteligente
Posibilidades ilimitadasEl sistema de mecanizado de extremos GE 100 no pone límites a la creatividad. La estructura modular, los portaplacas cortes reversibles especialmente orientado hacia la práctica hacen que el sistema GE 100 sea de aplicación universal: mecanizado de ejes, tubos y carcasas.La principal área de aplicación son las máquinas para el mecanizado de ex-tremos, es decir, está pensado sobre todo para trabajos de avellanado frontal y centrado. Pero también para sobretornear espigas tensoras, refrentar, achaflanar exteriores y centrar (como preparación para mecanizados CNC). O para puntear barras para su posterior mecanización en automáticos. Incluso para el mecanizado de carcasas y grifería, es decir, tornear esferas, tornear radios o refrentar en centros de mecanizado, máquinas especiales y de varias estaciones. En pocas palabras para:• la industria del automóvil, fabricantes de motores (cajas de cambio, ejes, manguitos)• fabricantes de accesorio para tubos• industria de instrumentos• fabricantes de aceros(puntear barras para automáticos)
Las herramientas estandarizadas son por lo general más baratas pero menos eficaces que las herramientas especiales, aunque este no es el caso del sistema GE_100. El diseño del sofisticado sistema modular estandarizado sorprende por su capacidad de adaptación en cuanto a diámetro, precisión y material de corte.GE 100 se puede utilizar para el mecanizado de diámetros de entre 15 y 240 mm. El cabezal portaherramientas (figura 1 y 2) permite el acoplamiento en todos los adaptadores estándar, incluidos los sistemas de cambio rápido. Cambiando el portaplacas o la pinza de apriete se pueden mecanizar otras piezas con el mismo soporte básico, es decir, cabezal. El taladro en el cabezal sirve como adaptador de la pinza de apriete para brocas de centrar, brocas escalonadas, brocas de forma o barras de mandrinar.
08_Modular.indb 1513 26.09.2008 16:27:21 Uhr

GE
100
1514
BA
Características del sistema
Fig. 5: Las placas de corte reversible con rompevirutas producen virutas cortas controladas, algo absoluta-mente necesario cuando se efectúan mecanizados multicortes. La versión con cortes incrementa la eficacia
Corte 2
Corte 1
Corte 4
Corte 3
Corte 4
Corte 3
Corte 2
Corte 1
Placas de corte reversibles
Rompevirutas recto Rompevirutas media caña
Cabezales
Fig. 4: El cabezal portaherramients permite la fijación en todos los adaptadores estándar para máquinas, in-cluso en sistemas de cambio rápido. Cambiando los portaplacas o los casquillos tensores, se pueden llevar acabo numerosas operaciones de mecanizado con el mismo cabezal. Un paquete de muelles de disco tensa las mordazas de sujeción en la regleta de cuña doble.
Pieza de sujeción(cuña doble)
Pieza a mecanizar
Portaplacas Cabezal con 4 adaptadores
Ajuste radial
Ajuste axial
Placas de corte reversibles
Casquillo tensorBroca de centrar HSS
Sección A - B
Características del sistema Características del sistema
Resumen de las ventajas
El ajuste axial y radial del portaplacas se efectúa por medio de un espárrago roscado con hexágono interior y el apriete por medio de las regletas de cuña doble (fig. 4). Las regletas de cuña doble están preparadas de forma que se evita el problema del autoenganche y así no se obstaculiza el proceso de ajuste. Dos llaves hexagonales son suficientes para montar o reequipar un cabezal completo.
El programa de placas de corte para los portaplacas está especialmente preparado para la mecanización de extremos. Está disponible en dos modelos: uno de precisión y un modelo estándar. Las placas con rompevirutas (fig. 5) producen virutas cortas controladas, imprescindibles para los mecanizados multicortes. Se incrementa la eficacia por medio de la versión de cuatro cortes. No obstante, también le podemos ofrecer otras placas .
• Varias operaciones concentradas en una sola.
• Gracias al diseño modular se reduce el tiempo de entrega y los costes.• Excentricidad axial y radial
garantizada al cien por cien gracias al movimiento giratorio de todas las cuchillas.
• Portaplacas de ajuste axial y radial, lo que significa mayor campo de aplicación para cada tamaño.• Afilado de precisión de las placas de corte reversible con rompevirutas
optimizado orientado a la aplicación. Precisión de reversión ± 0,013 mm.
• Punto de intersección en el cono corto para acoplamiento en todos los adaptadores.• Cabezales portaherramientas con taladro para alojar la pinza de apriete
para brocas de centrado, brocas escalonadas, etc.• Cabezales portaherramientas con 2, 3 ó 4 adaptadores para portaplacas,
independientemente del diámetro de mecanizado.• Fácil manejo, posible sujeción de la
herramienta de taladrado desde el exterior sin necesidad de desmontar los portaplacas.
08_Modular.indb 1514 26.09.2008 16:27:34 Uhr

GE
100
1515
max
. Ø 2
8
5,65
Características del sistema Características del sistema
La solución
Dos ejemplos de la “praxis”
Herramienta ICorte 2: planear
Corte 1: repasar en torno Ø 25,5
Corte 3: tornear el radio
Cortes 1,2 y 3: rectificar
Herramienta II
max
. Ø 2
8
Fig. 7
Fig. 8
Fig. 9: herramienta II
La tareaEjemplo 1:
Pieza: Asiento para tapa protectora en GGG50 en cilindros de la rueda para nuevo ABS.Tarea: Producción del complicado perfi l del asiento para tapa protectora ( dibujo 7)Problema: Reducción de costes drástica juntando los fases de trabajo:
- planear- repasar en torno el Ø = 25,5 mm- tornear el radio (R2)- rectifi car
Y naturalmente todo en una máquina para ahorrar tiempo de preparación y de trabajo.
Solución: La meta, poder realizar todos los procesos de trabajo con una sola herramienta acabó siendo una ilusión. Pero, los técnicos expertos en desvirutar de Gühring al menos lo lograron mediante dos herramientas.
Herramienta I: GE 100, diseñado para los procesos de trabajo planear, repasar en torno y tornear el radio (dibujo 8 arriba).
Herramienta II: De nuevo GE 100, diseñado para el proceso de trabajo profundizar (dibujo 8 abajo y dibujo 9). El desvirutar se hace según el principio circular (herramienta rotativo, pieza fi jo), trabajando así tres cortes a la vez. Por consecuencia la pieza no sufre ninguna carga unilateral, el desgaste de cortes se reduce.
Material : Metal duro, grupo K10/K20, para ambas herramientas.
Valores de corte:vc = 314 m/minf = 0,12 mm/rev.(también para ambas herramientas)
Los costes de trabajo corresponden así a los cálculos extremadamente justos.
08_Modular.indb 1515 26.09.2008 16:27:42 Uhr

GE
100
1516
170
Ø5.
2 -0.
02
A
3.5
R0.4
0.5x45°
Ø3.
5 -0.
1
0.04 A
Características del sistema
Tarea:
Problema:
Solución:
Repasar el bulón a Ø 3,5+- 0,1x 3,5 mm, achafl anar o,5x45º (imagen 10).
Bulón de acero especial Cq45 con 630 N/mm2.Medida bruta: Ø 5,2-0,02x170 mm
Ejemplo 2:
Pieza:
Juntar los procesos de trabajo “repasar” y “achafl anar” manteniendo una exacti-tud de alineación de 4/100 mm (¡) del Ø 3,5 mm al 157 5,2 mm, o sea realmente un problema de guía considerando la longitud de destensar de 30 mm.
GE 100 con guía (imagen 11). En la guía está colocado un rodamiento acanalado con un casquillo guía por lo que pode-mos garantizar un movimiento giratorio absoluto. Los dispositivos de sujetar, regulables radialmente, permiten la graduación exacta del Ø 3,5 mm y de la fase o,5x45º.
Con esta solución nuestros expertos no sólo redujeron la tarea a un proceso de trabajo si no consiguieron además una exactitud de movimiento giratorio aún mejor de lo exigido de los dos Ø o sea 0,04 mm en promedio. Las dos plaquitas hacen por regla general 8000 piezas, siendo la desviación del Ø nominal nunca más de 0,02 mm. Errores del husillo de la máquina no se repercuten en el resultado.
Como una ventaja más se debe men-cionar el cambio de preparación de máquina a otras piezas sin problema. Basta con cambiar el dispositivo de sujeción y el casquillo guía.
Valores de corte: vc = 100 m/minf = 0,12 mm/rev.Trabajar en seco
Dos ejemplos de la “praxis”
soporte guía
dispositivo de sujeción para retornear
dispositivo de suje-ción para achafl anar a 45º exteriormente
rodamiento acanalado
casquillo guía
pieza = bulón
mordazas de sujeción
Pieza:
Fig. 11
Fig. 10
La solución
La tarea
apro
x. 3
0 m
m
de
lon
g. d
e d
este
nsa
r
08_Modular.indb 1516 26.09.2008 16:27:50 Uhr
GE
100
1517
II
III
IV
I
II
III
I
II
III
10
A
l1
L
Ø 2
5 h6
D =
Ø 1
02-2
20
3x120°18
D =
Ø 8
0
D =
Ø 6
3Ø 1
6 h6
D =
Ø 4
5
Ø 6
3±0.
2
Ø 3
0H7
B25 DIN 1835
2556
M6
Bd D
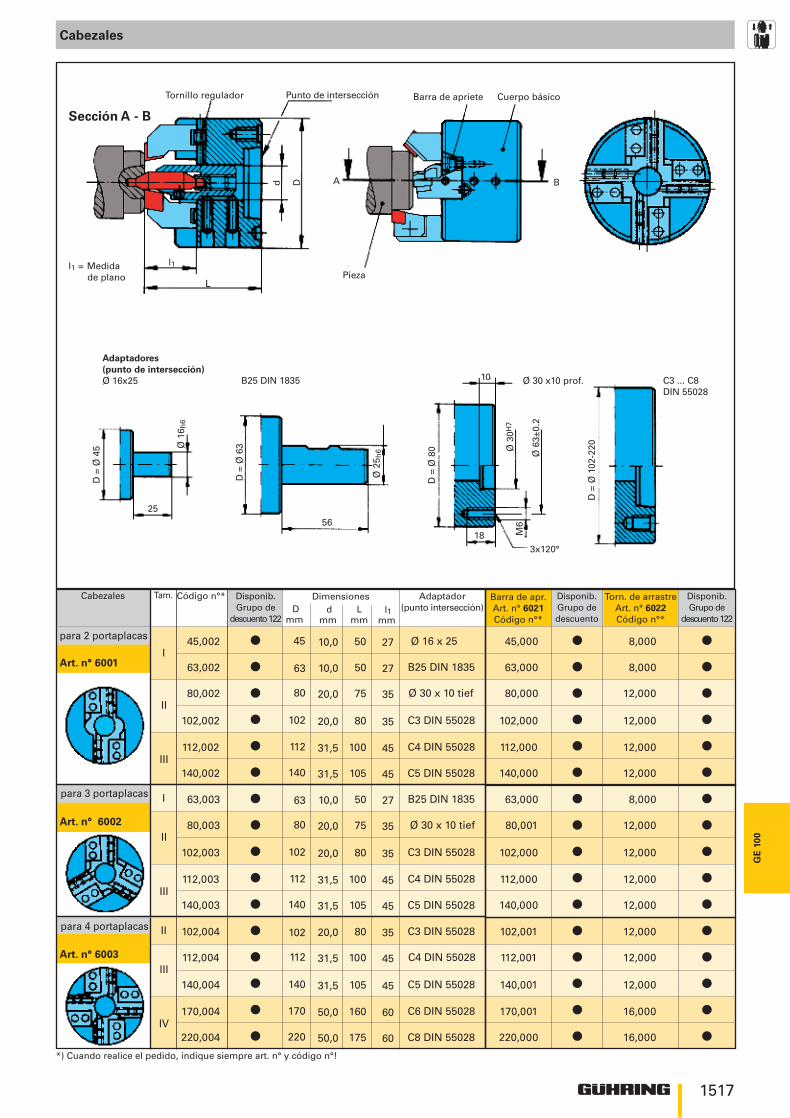
Adaptadores (punto de intersección)Ø 16x25 Ø 30 x10 prof. C3 ... C8
DIN 55028
Barra de apriete Cuerpo básico
Pieza
Punto de intersecciónTornillo regulador
l1 = Medida de plano
Sección A - B
Cabezales
Art. n° 6002
Cabezales Tam. Dimensiones
Art. n° 6001
para 2 portaplacas
para 3 portaplacas
para 4 portaplacas
Art. n° 6003
Disponib.Grupo de
descuento 122
Disponib.Grupo de descuento
Disponib.Grupo de
descuento 122 l1
mm
35
45
45
60
60
27
35
35
45
45
27
27
35
35
45
45
112
140
170
220
102
80
102
112
140
63
Dmm
45
80
102
112
140
63
Lmm
80
100
105
160
175
50
75
80
100
105
50
50
75
80
100
105
C3 DIN 55028
C4 DIN 55028
C5 DIN 55028
C6 DIN 55028
C8 DIN 55028
B25 DIN 1835
C3 DIN 55028
C4 DIN 55028
C5 DIN 55028
Ø 16 x 25
B25 DIN 1835
C3 DIN 55028
C4 DIN 55028
C5 DIN 55028
Ø 30 x 10 tief
Adaptador(punto intersección)
Ø 30 x 10 tief
dmm
20,0
31,5
31,5
50,0
50,0
10,0
20,0
20,0
31,5
31,5
10,0
10,0
20,0
20,0
31,5
31,5
Torn. de arrastreArt. n° 6022Código n°*
12,000
12,000
12,000
16,000
16,000
8,000
12,000
12,000
12,000
12,000
8,000
8,000
12,000
12,000
12,000
12,000
Barra de apr.Art. n° 6021Código n°*
102,001
112,001
140,001
170,001
220,000
63,000
80,001
102,000
112,000
140,000
45,000
80,000
102,000
112,000
140,000
63,000
*) Cuando realice el pedido, indique siempre art. n° y código n°!
Código n°*
102,004
112,004
140,004
170,004
220,004
63,003
80,003
102,003
112,003
140,003
45,002
63,002
80,002
102,002
112,002
140,002
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1517 26.09.2008 16:27:58 Uhr

GE
100
1518
II
III
I
II
III
I
II
III
l1 l2
L
d
Dd
2 d1
Cabezales
112
140
102
80
102
112
140
63
Dmm
45
80
102
112
140
63
35
45
45
27
35
35
45
45
l1mm
27
27
35
35
45
45
60
75
48
38
48
60
75
30
d2mm
24
38
48
60
75
30
63
80
100
40
50
63
80
100
32
40
50
63
80
100
32
40
50
20
25
32
40
50
l2mm
16
20
25
32
40
50
Cabezales AdaptadorHSK d
mm
20,0
31,5
31,5
10,0
20,0
20,0
31,5
31,5
10,0
10,0
20,0
20,0
31,5
31,5
Código n°*
102,063
112,080
140,100
63,040
80,050
102,063
112,080
140,100
45,032
63,040
80,050
102,063
112,080
140,100
para 2 portaplacas
para 3 portaplacas
para 4 portaplacas
Tam. DimensionesDisponibilidadgrupo de
descuento 122
*) Cuando realice el pedido, indique siempre art. n° y código n°!
Cabezalescon adaptador HSK,forma Aautomático
63
80
100
40
50
63
80
100
d1 mmform A
32
40
50
63
80
100
131
131
85
105
105
131
131
L mmform A
85
85
105
105
131
131
105forma A art. 6043
forma A art. 6042
forma A art. 6041●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1518 26.09.2008 16:28:05 Uhr

GE
100
1519
d
D
d2 d1
II
III
I
II
III
I
II
III
l1 l2
L
Cabezalescon adaptador HSK,forma Cmanual con mayor planode ajuste
80
100
125
50
63
80
100
125
d1 mmform C
40
50
63
80
100
125
75
100
100
59
75
75
100
100
L mmform C
59
59
75
75
100
100
forma C art. 6033
forma C art. 6032
forma C art. 6031
112
140
102
80
102
112
140
63
Dmm
45
80
102
112
140
63
35
45
45
27
35
35
45
45
l1mm
27
27
35
35
45
45
60
75
48
38
48
60
75
30
d2mm
24
38
48
60
75
30
63
80
100
40
50
63
80
100
32
40
50
63
80
100
32
40
50
20
25
32
40
50
l2mm
16
20
25
32
40
50
Cabezales AdaptadorHSK d
mm
20,0
31,5
31,5
10,0
20,0
20,0
31,5
31,5
10,0
10,0
20,0
20,0
31,5
31,5
Código n°*
102,063
112,080
140,100
63,040
80,050
102,063
112,080
140,100
45,032
63,040
80,050
102,063
112,080
140,100
para 2 portaplacas
para 3 portaplacas
para 4 portaplacas
Tam. DimensionesDisponibilidadgrupo de
descuento 122
*) Cuando realice el pedido, indique siempre art. n° y código n°!
Cabezales
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1519 26.09.2008 16:28:09 Uhr

GE
100
1520
III
IV
II
I
20353022402544406230504062407070
100467680
11080
13013018086
138130180
III
IV
II
I
456363456380
10280
10280
10280
102112140112140112140112140170220170220170220170220
0 -5 -0 -0 -0 -0 -
0(8**)-10 -
10(17**)-0 -
0(8**)-12 -13 -0 -0 -
35 -35 -0 -0 -
35 -35 -0 -0 -
50 -50 -0 -0 -
50 -50 -
8 -10 -12 -15 -8 -9 -
12 -13 -9 -
9(18**)-20 -
20(29**)-9 -
9(17**)-20 -
20(29**)-15 -15 -38 -38 -15 -15 -38 -38 -36 -36 -73 -73 -
8 -
10 -
12 -
15 -
8 -
10 -
12 -
14 -
8 -
8(17
)-15 -15 -40 -40 -20 -20 -40 -40 -40 -40 -78 -78 -
13301734123016342345335520443155386860903868609074
127114167
456345634563456380
10280
10280
10280
102112140112140112140112140170220170220
45
63
45
63
45
63
45
63
80
102
80
102
80
102
80
102
112
140
112
140
112
140
112
140
170
220
170
220
13
30
17
34
12
30
16
34
21
43
32
54
20
43
30
54
38
68
60
90
38
68
60
90
72
124
114
166
15302515302216342749355725463553407060904070609082
132120170
456363456363456380
10280
10280
10280
102112140112140112140112140170220170220
Dmm
para trabajos de refrentado
me-dida pla-no
l1mm
–
–
–
–
–
–
Long. total
l2mm
Ø demecanización
d1min d1maxmm
Portaplacas AsientosMD
Para placa tipo
Código n°*
tamaño
Paracabezal
Casquillosroscados
Tornillos de fi jación
Disponib.Grupo de descuento
122
Art. n° 6101
para trabajos de achafl anado ext.
Art. n° 6102
30,4
32,7
40,7
43,0
53,0
53,3
63,3
27
35
45
60
*) Cuando realice el pedido, indique siempre art. n° y código n°! **)Dimensiones para cabezal con 4 adaptadores, Ø 102 mm (6003 102,004)!
Disponib./Grupo de descuento 122
Portaplacas, ajuste radial
27
35
45
60
30,4
32,7
40,7
43,0
53,0
53,3
63,3
11,006
12,006
11,009
12,009
21,009
22,009
21,012
22,012
31,012
32,012
31,016
32,016
41,016
42,016
11,006
12,006
11,009
21,009
22,009
21,012
22,012
31,012
32,012
31,016
32,016
41,016
42,016
41,019
42,019
–
–
9,000
12,000
16,000
–
–
5,000
6,000
8,000
2,501
3,500
3,501
4,000
5,000
CCH...0602
CCH...09T3
CNH...1204
CNH...1606
CCH...0602
CCH...09T3
CNH...1204
CNH...1606
CNH...1906
–
9,000
12,000
16,000
19,000
–
5,000
6,000
8,000
8,000
2,501
3,500
3,501
4,000
5,000
5,000
Piezas de recambio Piezas de recambio
Art. 6126Cód. n°
Art. 6127Cód. n°
Art. 6128Cód. n°
Art. 6126Cód. n°
Art. 6127Cód. n°
Art. 6128Cód. n°
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1520 26.09.2008 16:28:19 Uhr

GE
100
1521
)-15 -15 -38 -38 -15 -15 -38 -38 -36 -36 -73 -73 -
8 -
10 -
12 -
15 -
8 -
10 -
12 -
14 -
8 -
8(17**)-
20 -
20(29**)-
8 -
8(17**)-
20 -
20(28**)-
15 -
15 -
38 -
38 -
15 -
15 -
38 -
38 -
36 -
36 -
71 -
71 -
7 -14 -7 -7 -
15 -7 -
14 -18 -15 -
15(23**)-25 -
25(30**)-16 -
16(24**)-25 -
25(30**)-15 -15 -40 -40 -20 -20 -40 -40 -40 -40 -78 -78 -
13301734123016342345335520443155386860903868609074
127114167
456345634563456380
10280
10280
10280
102112140112140112140112140170220170220
45
63
45
63
45
63
45
63
80
102
80
102
80
102
80
102
112
140
112
140
112
140
112
140
170
220
170
220
13
30
17
34
12
30
16
34
21
43
32
54
20
43
30
54
38
68
60
90
38
68
60
90
72
124
114
166
15302515302216342749355725463553407060904070609082
132120170
456363456363456380
10280
10280
10280
102112140112140112140112140170220170220
Dmm
para trabajos de achafl anado ext.
me-dida pla-no
l1mm
Long. total
l2mm
Ø demecanización
d1min d1maxmm
Portaplacas AsientosMD
Para placa tipo
Código n°*
tamaño
Paracabezal
Casquillosroscados
Tornillos de fi jación
31,5
34,3
42,3
45,0
55,1
57,9
55,9
70,9
Disponib.Grupo de descuento
122
Art. n° 6103
11,006
12,006
11,009
12,009
21,009
22,009
21,012
22,012
31,012
32,012
31,016
32,016
41,016
42,016
27
35
45
60
CCH...0602
CCH...09T3
CNH...1204
CNH...1606
–
–
9,000
12,000
16,000
–
–
5,000
6,000
8,000
2,501
3,500
3,501
4,000
5,000
para trabajos de achafl anado int.
*) Cuando realice el pedido, indique siempre art. n° y código n°! **)Dimensiones para cabezal con 4 adaptadores, Ø 102 mm (6003 102,004)!
–
–
9,001
12,001
12,000
16,001
16,000
–
16,000
29,0
36,5
38,0
47,0
48,0
47,0
48,0
68,0
–
–
5,000
6,000
8,000
–
8,000
2,501
3,500
3,501
4,000
5,000
Art. n° 6104
11,006
12,006
11,007
12,007
11,009
21,009
22,009
21,012
22,012
31,012
32,012
31,016
32,016
41,016
42,016
CCH...0602
DCM...0702
CCH...09T3
CNH...1204
CNH...1606
27
35
45
60
I
II
III
IV
II
I
III
IV
Disponib./Grupo de descuento 122
Portaplacas, ajuste radialPiezas de recambio Piezas de recambio
Art. 6126Cód. n°
Art. 6127Cód. n°
Art. 6128Cód. n°
Art. 6126Cód. n°
Art. 6127Cód. n°
Art. 6128Cód. n°
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1521 26.09.2008 16:28:26 Uhr

GE
100
1522
Portaplacas, ajuste radial
para trabajos de achafl anado int.
Art. n° 6105
Dmm
me-dida
plano
l1mm
Long. total
l2mm
Ø demecanización
d1min d1maxmm
Portaplacas PortaplacasPara placa tipo
Código n°*
tamaño
Paracabezal
Disponibili-dad
Grupo de descuento
122
CCH...0602
DCM...0702
CCH...09T3
CNH...1204
CNH...1606
7 -15 -7 -7 -
15 -7 -
14 -18 -15 -
15(23**)-25 -
25(35**)-16 -
16(24**)-26 -
26(36**)-15 -15 -40 -40 -20 -20 -40 -40 -40 -40 -78 -78 -
15302015302217352749386025463658407060904070609082
132120170
–
–
–
9,002
12,002
12,000
16,002
16,000
–
16,000
29,5
36,5
38,0
48,0
70,0
11,006
12,006
11,007
12,007
11,009
21,009
22,009
21,012
22,012
31,012
32,012
31,016
32,016
41,016
42,016
–
–
–
5,000
6,000
8,000
–
8,000
2,501
3,500
3,501
4,000
5,000
27
35
45
60
456363456363456380
10280
10280
10280
102112140112140112140112140170220170220
III
IV
II
I
*) Cuando realice el pedido, indique siempre art. n° y código n°! **)Dimensiones para cabezal con 4 adaptadores, Ø 102 mm (6003 102,004)!
Portaplacas, ajuste radial x axial, con ángulo de ajuste
II
III
IV
CCH...0602
CNH...1204
CNH...1906
Dmm
80
102
112
140
170
220
l2mm
l1mm
35
45
60
15° - 60°
15° - 60°
15° - 60°
12 -
12 -
16 -
16 -
30 -
30 -
21
44
35
65
67
120
Disponib.Grupo de descuento
122
Para placa tipo
Ø demecanización** d1 min. d1 max.
mm
DimensionesSoporte para portaplacas con ángulo de ajuste, ajuste radial
tamaño
Para cabezal
39,5
54,5
76,5
80,000
112,000
170,000
Angulo de ajuste
min. max.
Art. n° 6111
Pieza de repuesto para art. n° 6111Código
n°*Art. n° 6113
Art. n° 6113
Art. n° 6128
Art. n° 6128 para art. n° 6111código n°*
Soporte
80,000
112,000
170,000
20,006
30,012
40,019
2,501
4,002
5,000
80,000
112,000
170,000
Código n°*
Código n°*
Art. n° 6112
Disponib.Grupo de desc. 122
Disponib.Grupo de desc. 122
Disponib.Grupo de desc. 122
Código n°*
Disponib./Grupo de descuento 122
Piezas de recambio
AsientosMD
Casquillosroscados
Tornillos de fi jación
Art. 6126Cód. n°
Art. 6127Cód. n°
Art. 6128Cód. n°
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1522 26.09.2008 16:28:35 Uhr

GE
100
1523
maxmm
Portaplacas PortaplacasPara placa tipo
Código n°*
tamaño
Paracabezal
Disponibili-dad
Grupo de descuento
122
Portaplacas, ajuste radial y axial, con ángulo de ajuste
II
III
CCH...0602
CNH...1204
80
102
112
14045
35
35 - 42
42 - 49
49 - 56
35 - 45
45 - 55
55 - 65
40 - 50
50 - 60
60 - 70
40 - 50
50 - 60
60 - 70
45 - 55
55 - 65
65 - 75
45 - 55
55 - 65
65 - 75
CNH...1204
Código n°*
Para placa tipo
Ø demecanización** d1 min. d1 max.
mm
Long. de ajustel2 min. l2 max.
mm
medida plano
Portaplacas para tor-neadoajuste radial y axial
tamaño
Para cabezal
25,0
4,0 - 28,0
6,0 - 35,0
6,0 - 65,0
80,000
80,001
80,002
102,000
102,001
102,002
102,003
102,004
102,005
102,013
102,014
102,015
112,000
112,001
112,002
112,010
112,011
112,012
CCH...09T3
CCH...09T3
l1mm
Dmm
DisponibilidadGrupo de
descuento 122
Pieza de repuesto para art. n° 6114
Art. n° 6114
Código n°*
Casquillos rosc. Torn. de fi jación para art. n° 6114código n°*
Soporte
2,501
2,501
4,002
3,500
4,002
3,500
20,006
23,006
23,012
23,009
23,012
23,009
80,000
80,001
80,002
102,000
102,001
102,002
102,000
102,001
102,002
102,000
102,001
102,002
112,000
112,001
112,002
112,000
112,001
112,002
80,000
80,001
80,002
102,000
102,001
102,002
102,003
102,004
102,005
102,013
102,014
102,015
112,003
112,004
112,005
112,010
112,011
112,012
Código n°*
Código n°*
Disponib.Grupo de descuento
122
Disponib.Grupo de descuento
122
Disponib.Grupo de descuento
122Art. n° 6115 Art. n° 6116 Art. n° 6128
*) Cuando realice el pedido, indique siempre art. n° y código n°! **) sin casquillo tensor
11,0 -
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
08_Modular.indb 1523 26.09.2008 16:28:41 Uhr

GE
100
1524
l
dd1
S-0,1
~15o
d1
d2
l1
60o
32323249494949497070707070707070
116116116116
––––––
M 4M 5
–M 4M 5
–M 6M 8M 10
––
M 12M 16M 20
stop
lmm
Art. n° Para brocas de centrard
mmd1
mm
Código n°* Dimensiones para brocas
escalon.
Versionforma A/RØ broca
forma BØ broca
Las medidas de graduación observen página 1532.*) Cuando realice el pedido, indique siempre art. n° y código n°!
4,0005,0006,3004,0005,0006,3008,000
10,0006,3008,000
10,00011,20012,50014,00016,00018,00018,00020,00025,00031,500
4,05,06,34,05,06,38,0
10,06,38,0
10,011,212,514,016,018,018,020,025,031,5
6,0006,0016,002
10,00010,00110,00210,00310,00412,00012,00112,00212,00312,00412,00512,00612,00720,00020,00120,00220,003
10,010,010,020,020,020,020,020,031,531,531,531,531,531,531,531,550,050,050,050,0
1,6 2,0 2,5 1,6 2,0 2,5 3,15 4,0 2,5 3,15 4,0 – 5,0 – 6,3 – – 8,0 10,0 12,5
– – 1,6 – – 1,6 2,0 2,5 1,6 2,0 2,5 3,15 – 4,0 – 5,0 5,0 6,3 8,0 10,0
Pinzas de apriete
DisponibilidadGrupo de
descuento 122
6151tamañoI
6152tamañoII
6153tamañoIII
6154tamañoIV
Artículo no. 287 288
Norma Norma de fabrica
Material de corte HSS
Acabado
Forma A R
Sentido de corte derechas derechas
Grupo de descuento 138 138
Por favor observen las medidas de graduación en página 1532.
d1 d2 l1 sDisponibilidad
mm mm mm mm1,000 3,500 31,50 2,351,600 4,000 35,50 3,252,000 5,000 40,00 4,202,500 6,300 45,00 5,353,150 8,000 50,00 6,954,000 10,000 56,00 8,405,000 12,500 63,00 10,956,300 16,000 71,00 14,008,000 20,000 80,00 17,9010,000 25,000 100,00 22,50
brillante
Código n°* €/GD 122
Torn. de ajuste (pieza de repuesto) Art. n° 6155
❍● ●● ●● ●● ●● ●● ●● ●● ●●
●●●●●●●●●●●●●●●●●●●●
●●●●●●●●●●●●●●●●●●●●
●●●●●●●●
08_Modular.indb 1524 26.09.2008 16:29:58 Uhr

GE
100
1525
S-0,1
~15o
d1
d2
l1
60o
120o
Artículo no. 589
Norma Norma de fabrica
Material de corte HSS
Acabado
Forma B
Sentido de corte derechas
Grupo de descuento 138
Por favor observen las medidas de graduación en página 1532.
d1 d2 l1 sDisponibilidad
mm mm mm mm1,600 6,300 45,00 5,352,000 8,000 50,00 6,952,500 10,000 56,00 8,403,150 11,200 60,00 10,004,000 14,000 67,00 12,655,000 18,000 75,00 16,406,300 20,000 80,00 17,908,000 25,000 100,00 22,50
Brocas de centrar
❍● ●● ●● ●● ●● ●● ●● ●● ●●
●●●●●●●●●●●●●●●●●●●●
●●●●●●●●●●●●●●●●●●●●
●●●●●●●●
08_Modular.indb 1525 26.09.2008 16:30:02 Uhr

GE
100
1526
d1
d2
l1
118 o
l2
d3
l4 l5
90°
60°
S
15 o
Artículo no. 274 574
Norma norma de fabrica
Material de corte HSS
Acabado
Tipo N N
Forma p. avellanado forma D p. avellanado forma DR
Sentido de corte derechas derechas
Grupo de descuento 138 138
Por favor observen las medidas de graduación en página 1532.
d3 h7 d2 d1 h8 s l1 l2 l4 l5 paraDisponibilidad
mm mm mm mm mm mm mm mm roscas8,000 4,300 3,300 6,75 63,00 23,00 11,00 1,60 M 410,000 5,300 4,200 8,45 67,00 27,00 13,00 2,15 M 512,500 6,400 5,000 10,45 71,00 33,00 16,00 2,90 M 614,000 8,400 6,800 12,50 88,00 41,00 19,50 3,50 M 816,000 10,500 8,500 14,85 94,00 47,00 23,00 4,70 M 1020,000 13,000 10,200 18,45 105,00 59,00 28,00 6,50 M 1225,000 17,000 14,000 23,40 132,00 67,00 33,00 8,30 M 1631,500 21,000 17,500 29,35 145,00 76,50 38,00 10,35 M 2040,000 25,000 21,000 36,50 160,00 90,00 45,00 12,00 M 24
Brocas bidiametrales
sulfanizado
● ●● ●● ●● ●● ●● ●● ●● ●● ●
●●●●●●
●●●●●●
●●●●●●●
08_Modular.indb 1526 26.09.2008 16:30:07 Uhr

GE
100
1527
SK 30SK 40SK 40SK 40SK 40SK 50
IIIIIIIIIIIIIII
Ø 30H6 x 10Ø 30H6 x 10C 3 DIN 55028C 4 DIN 55028C 5 DIN 55028C 5 DIN 55028
8080
102112140140
SK 40SK 40SK 40SK 45SK 45SK 50
555555555555
IIIIIIIIIIIIIIIII
C 3 DIN 55028C 4 DIN 55028C 5 DIN 55028C 4 DIN 55028C 5 DIN 55028C 5 DIN 55028
102112140112140140
2342344
40404040404045
IIIIIIIIIIIIIIIIII
C 3 DIN 55028C 3 DIN 55028C 3 DIN 55028C 4 DIN 55028C 4 DIN 55028C 4 DIN 55028C 5 DIN 55028
102102102112112112140
*) Cuando realice el pedido, indique siempre art. n° y código n°! Otros sistemas sobre demanda.
Tamaño CabezalØ
Cabezaltamaño
Tam. Lmm
Código n°* Punto de intersección
Tamaño CabezalØ
Cabezaltamaño
Tam. Lmm
Código n°* Punto de intersección
Adaptadoresp. portaplacas
CabezalØ
Cabezaltamaño
Tam. Lmm
Código n°* Punto de intersección
30,08040,08040,10240,11240,14050,140
16,616,621,621,621,623,2
40,10240,11240,14045,11245,14050,140
3,0023,0033,0044,0024,0034,0045,004
Adaptadores, soportes
DisponibilidadGrupo de
descuento 122
DisponibilidadGrupo de
descuento 122
DisponibilidadGrupo de
descuento 122
Soportes con cono ISO según 69871-1 AD Art. n° 6052
Soportes con cono ISO según DIN 2080 Art. n° 6051
Aviso:sólo utilizarcabezales rectifi cados
Adaptadores para UMA Ø 45/88,88 Art. n° 6056● ●● ●● ●● ●● ●● ●● ●● ●● ●
●●●●●●
●●●●●●
●●●●●●●
08_Modular.indb 1527 26.09.2008 16:30:12 Uhr

GE
100
1528
d
l s80°
R
24°
B
R1
d
l s80°
R
16°
BR1
d
l s80°
R
d
l s80°
R
18°
B
R1
7°
d
l s80°
R
18°
B
R1
7°
d
l s80°
R
7°
R d l s B R1
Plaquitas con gargantilla y 4 cortes
Código PCR-ISO* Código n°
Dimensionesdel cuerpo básico
mm
Dimensionesdel rompevirutas
mm
Tipo placas de corte reversibles
CNHX 12 0400(R/L)122CNHX 12 0400(R/L)126CNHX 12 0404(R/L)122CNHX 12 0404 (R/L)126CNHX 12 0408(R/L)126CNHX 12 0408(R/L)130CNHX 16 0602(R/L)126CNHX 16 0604(R/L)126CNHX 16 0608(R/L)130CNHX 1906 04 (R/L)130
R d l s B R1
Plaquitas con arista y 4 cortes
Código PCR-ISO* Código n°
Art. n°
0,0 12,70 12,9 4,76 2,2 0,50,0 12,70 12,9 4,76 2,6 0,50,4 12,70 12,9 4,76 2,2 0,50,4 12,70 12,9 4,76 2,6 0,50,8 12,70 12,9 4,76 2,6 0,50,8 12,70 12,9 4,76 3,0 0,50,2 15,88 16,1 6,35 2,6 0,50,4 15,88 16,1 6,35 2,6 0,50,8 15,88 16,1 6,35 3,0 0,50,4 19,05 19,2 6,35 3,0 0,5
124,000124,001124,040124,041124,080124,081166,000166,040166,081196,040
Calidad de MD
Acabado
Sentido de corte
CNHQ12 0400NCNHQ12 0404NCNHQ12 0408NCNHQ16 0602NCNHQ16 0604NCNHQ16 0608NCNHQ19 0604NCNHQ19 0608NCNHQ19 0612N
R d l s
Plaquitas sin rompevirutasy 4 cortes Código PCR-ISO* Código n°
Art. n°
124,000124,040124,080166,020166,040166,080196,040196,080196,120
0,0 12,70 12,9 4,76 0,4 12,70 12,9 4,760,8 12,70 12,9 4,76 0,2 15,88 16,1 6,35 0,4 15,88 16,1 6,35 0,8 15,88 16,1 6,35 0,4 19,05 19,2 6,35 0,8 19,05 19,2 6,35 1,2 19,05 19,2 6,35
R d l s B R1
Plaquitas con gargantilla y 2 cortes
Código PCR-ISO* Código n°
0,2 6,35 6,4 2,38 1,2 0,50,4 6,35 6,4 2,38 1,2 0,50,8 6,35 6,4 2,38 1,4 0,50,2 9,525 9,6 3,97 1,6 1,00,4 9,525 9,6 3,97 1,6 1,00,8 9,525 9,6 3,97 1,8 1,00,2 12,70 12,9 4,76 1,6 1,00,4 12,70 12,9 4,76 1,6 1,00,8 12,70 12,9 4,76 1,6 1,0
62,020 62,040 62,080 93,020 93,040 93,080124,020124,040124,080
CCHX 060202(R/L)212CCHX 060204(R/L)212CCHX 060208(R/L)214CCHX 09T3 02(R/L)216CCHX 09T3 04(R/L)216CCHX 09T3 08(R/L)218CCHX 120402(R/L)216CCHX 120404(R/L)216CCHX 120408(R/L)216
R d l s
Plaquitas sin rompevirutasy 2 cortes Código PCR-ISO* Código n°
0,2 6,35 6,4 2,38 0,4 6,35 6,4 2,38 0,8 6,35 6,4 2,38 0,2 9,525 9,6 3,97 0,4 9,525 9,6 3,97 0,8 9,525 9,6 3,97 0,2 12,70 12,9 4,760,4 12,70 12,9 4,760,8 12,70 12,9 4,76
62,020 62,040 62,080 93,020 93,040 93,080124,020124,040124,080
CCHW 060202NCCHW060204NCCHW060208NCCHW09T3 02NCCHW09T3 04NCCHW09T3 08NCCHW 120402 NCCHW 120404 NCCHW 120408 N
Sentido de corte
Sentido de corte
Sentido de corte
Sentido de corte
Art. n°
Art. n°
brillante TiN TiAlN TiCN
Placas de corte reversible
62556210 6254 62116208 6252 6209 6253 6212 6256 6213 6257 6214 6258
62486203 6247 62046201 6245 6202 6246 6205 6249 6206 6250 6207 6251
6235 62366215 6234
62936277 6278 6279 6280 62826281 6283 6284 6298
6287 6288 6289
Grupo de descuento 122
*)Cuando realice un pedido, no olvide indicar siempre código PCR-ISO, calidad de MD, art. n° y código n°! (Ej.: CNHX120400R226 K10 6208 124,000)
Todas las medidas de plaquitas intercambiables no señaladas se sirven sobre demanda
der.der.
der.der.
der.der.
Art. n°
0,0 12,70 12,9 4,76 2,6 1,50,4 12,70 12,9 4,76 2,6 1,50,4 12,70 12,9 4,76 3,0 2,00,8 12,70 12,9 4,76 2,6 1,50,8 12,70 12,9 4,76 3,0 2,00,2 15,88 16,1 6,35 2,6 1,50,4 15,88 16,1 6,35 2,6 1,50,8 15,88 16,1 6,35 2,6 1,50,8 15,88 16,1 6,35 3,0 1,50,4 19,05 19,2 6,35 3,0 2,00,8 19,05 19,2 6,35 3,0 2,0
124,000124,040124,041124,080124,081166,000166,040166,080166,081196,040196,080
CNHX 12 0400(R/L)226CNHX 12 0404(R/L)226CNHX 12 0404(R/L)230CNHX 12 0408(R/L)226CNHX 12 0408(R/L)230CNHX 16 0602(R/L)226CNHX 16 0604(R/L)226CNHX 16 0608(R/L)226CNHX 16 0608(R/L)230CNHX 19 0604(R/L)230CNHX 19 0608(R/L)235
08_Modular.indb 1528 26.09.2008 16:30:18 Uhr

GE
100
1529
P40P40P25K10 P10 P40 P40 K10
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
62556210 6254 62116208 6252 6209 6253 6212 6256 6213 6257 6214 6258
62486203 6247 62046201 6245 6202 6246 6205 6249 6206 6250 6207 6251
6235 62366215 6234
62936277 6278 6279 6280 62826281 6283 6284 6298
6287 6288 6289
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
*)Cuando realice un pedido, no olvide indicar siempre código PCR-ISO, calidad de MD, art. n° y código n°! (Ej.: CNHX120400R226 K10 6208 124,000)
Todas las medidas de plaquitas intercambiables no señaladas se sirven sobre demanda
izqu.der. izqu. der.der. izqu. der. izqu. der. izqu. der. izqu. der. izqu.
neutral neutralneutral neutral
neutralneutral neutral
izqu.der. izqu. der.der. izqu. der. izqu. der. izqu. der. izqu. der. izqu.
izqu.der.der. izqu. der. izqu. der. izqu. der. izqu.
●●●●●●●
●●●
●●❍❍❍●●
●●
●●●●●●●●●●●
❍❍❍❍❍❍❍❍
❍❍
❍●❍❍❍❍❍●
❍❍
●●●●●●●●●●●
●●❍●●❍❍●❍●❍
●●●●●●●●●●●
●●❍●●❍❍❍❍●●
●❍❍●●●❍●
●
❍❍❍●❍❍❍❍❍❍
●❍❍●❍❍●●●❍
❍
❍●❍❍❍❍❍❍
●●●●●●●●●❍
●❍❍❍❍❍❍●❍❍
●●●●❍●●●●❍
●●❍● ●❍❍❍❍❍
●●●●❍●●●●❍
❍●❍●●❍●❍❍❍
●●●●●●●●●
●●●●●●●
●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●❍❍❍❍
●❍❍❍❍❍
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●●●●●●●●
●●❍❍❍❍
●●●●●●●●●
❍●❍●❍❍●●❍●●
● ●
08_Modular.indb 1529 26.09.2008 16:30:20 Uhr

GE
100
1530
CNMU 12 0402NCNMG12 0404NCNMG12 0408NCNMU16 0604NCNMG16 0608N
CCMT 060202NCCMT060204NCCMT060208NCCMT09T3 02NCCMT09T3 04NCCMT09T3 08NCCMT120404NCCMT120408N
DCMT 070202NDCMT070204NDCMT11T304N
VBMT 1102 02N
B
L s
α°
d
l s
35°
R
5°
d
l s55°
R
7°
d
l s80°
R
d
l s80°
R
d
l s80°
R
7°
CNMG CNMU
R d l s
R d l s
R d l s
R d l s
Placas de corte reversiblecon rompevirutasy 4 cortes Código PCR-ISO* Código n°
Dimensionesdel cuerpo básico
mm
Calidad de MD
Acabado
Sentido de corte
Placas de corte reversiblecon rompevirutasy 2 cortes
Tipo placas de corte reversibles
Código PCR-ISO* Art. n°
Placas de corte reversiblecon rompevirutasy 2 cortes Código PCR-ISO* Código n°
Placas de corte reversiblecon rompevirutasy 2 cortes Código PCR-ISO* Código n°
Placasen bruto
Tornillos de fi jación
Dibujo n° Código n°Código n°
Art. n° 6128
Placas para afi lados especiales, en bruto, rectifi cado de precisión
Sentido de corte
Art. n°
Art. n°
Sentido de corte
Art. n°
Sentido de corte
Art. n°
Art. n°
Calidad de MD
Acabado
Sentido de corte
brillante TiN TiAlN TiCN
0,2 12,70 12,9 4,76 0,4 12,70 12,9 4,76 0,8 12,70 12,9 4,76 0,4 15,88 16,1 6,35 0,8 15,88 16,1 6,35
124,020124,040124,080166,040166,080
0,2 6,35 6,4 2,38 0,4 6,35 6,4 2,38 0,8 6,35 6,4 2,38 0,2 9,525 9,6 3,970,4 9,525 9,6 3,97 0,8 9,525 9,6 3,970,4 12,70 12,9 4,760,8 12,70 12,9 4,76
62,020 62,040 62,080 93,020 93,040 93,080124,040124,080
0,2 6,35 7,8 2,38 0,4 6,35 7,8 2,380,4 9,525 11,0 3,97
72,02072,04011,040
0,2 6,35 11,0 2,38 11,020
ES 060001ES 070001ES 080001ES090001ES100001ES130001
B L �° s
6,4 13,25 90 2,4 2,501 7,4 16,70 60 2,5 2,501 8,4 20,70 60 3,0 3,500 9,4 18,65 90 4,0 4,000/4,00110,4 18,70 90 4,0 4,000/4,00113,4 23,50 90 4,0 4,000/4,001
6,000 7,000 8,000 9,00010,00013,000
Placas de corte reversibles , sinterizados
*)Cuando realice un pedido, no olvide indicar siempre código PCR-ISO, calidad de MD, art. n° y código n°! (Ej.: CNHX120400R226 K10 6208 124,000)
Todas las medidas de plaquitas intercambiables no señaladas se sirven sobre demanda
08_Modular.indb 1530 26.09.2008 16:30:27 Uhr

GE
100
1531
62736271
62766294 6295 6296 6275
P40P25K10 P10 P40
62316290
62926291
6297
P40
62866285
P40P25K10 P10 P40 P40
1
D
2
3
M
4
Q
T
X
5
6
7
H
s
C
C1
N2
H3
X4
2610
(R/L)8
047
125
046
29
C
N
9
1
8 R N L
2
10
V
B
U
W
G
Código PCR-ISO* Código n°
Dimensionesdel cuerpo básico
mm
Calidad de MD
Acabado
Sentido de corte
n°
Sentido de corte
n°
Sentido de corte
Sentido de corte
Calidad de MD
Acabado
Sentido de corte
brillante TiN TiAlN TiCN
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
Disponibilidad • Grupo de descuento 122
*)Cuando realice un pedido, no olvide indicar siempre código PCR-ISO, calidad de MD, art. n° y código n°! (Ej.: CNHX120400R226 K10 6208 124,000)
Todas las medidas de plaquitas intercambiables no señaladas se sirven sobre demanda
neutralneutral neutral neutral neutral neutral
neutralneutral
neutralneutral
neutralneutral
neutral neutral
Ejemplo
Descripción y tol. segun DIN ISO 1832
Forma básica
Angulo de destalonado
Calidad de tolerancia
Tipo de placa
Dimensión
Grosor
Punto de ataque
Longitud lateral de la plaquita en mm sin decimales, en números de una cifra anteponer un 0.
Espesor de la plaquita en mm sin decimales, en números de una cifra anteponer un 0.
Radio en 1/10 mm, en números de una cifra anteponer un 0.
Ancho s Circulor int. d Medida m
sin ranura rompevirutas,con agujero de fi jación a ambos lados
con ranura rompevirutas a un lado,sin agujero de fi jación
rómbica con 55° de ángulo en punta
rómbica con 80° de ángulo en punta
diseño especial (según dibujo)
Tipo de corteángulo rectifi cado
ángulo efectivo
escalón 16° 10° (áng. destal. 6°)
Sentido de cortea derechas neutrala izquierdas
ranura hueca 18°/24° 18° (áng. destal. 6°)
Ancho del escalónEn 1/10 mm sin decimales (ejemplo: 2,6 mm = 26)
rómbica con 35° de ángulo en punta
con ranura rompevirutas a ambos lados,con agujero de fi jación a ambos lados
con ranura rompevirutas a ambos lados,con agujero de fi jación
sin ranura rompevirutas, con agujero defi jación
± 0,05 - 0,13* ± 0,05 - 0,1 ± 0,08 - 0,2± 0,025 ± 0,013 ± 0,013
●●
●
●●●●●●●●
●●●
●●●
● ●
●●●●●●
●●●●●●
● ● ●
●
●
●
●●
●
●●●●●●●●
08_Modular.indb 1531 26.09.2008 16:30:30 Uhr

GE
100
1532
BA
L
6151
6152
6153
6154
––––––
M 4M 5
–M 4M 5
–M 6M 8M 10
––
M 12M 16M 20
L1L
LL2
L L2L L1L L1
➤Graduación de los dispositivos de sujeción1. Tornillo de regulación 1 para dispositi-vo de sujeción girar en dirección de re-gulación hasta el tope (paso muerto).2. Afl ojar el listón de apriete y volver a retensar mediante el muelle (no apretar). 3. Con una llave hexagonal graduar el tornillo 1 (paso 1 mm) a la medida(1 vuelta = 2 mm al diámetro).4. Apretar listón de apriete
Graduar y cambiar las herramientas del centro.1. Longitud L según las medidas de graduación sobre el tornillo de apoyo pregraduar.2. Colocar el casquillo fi jador en el talad-ro del cabezal y graduar fi no mediante el tornillo de regulación 2 axialmente en el cabezal sobre la inclinación en el casquillo fi jador.3. Fijar con el tornillo de fi jación la po-sición del casquillo.4. El cambio de la herramienta de centrar se efectúa después de afl ojar el tornillo de fi jación 1 mediante el taladro en el dispositivo de sujeción sin tocar el dispositivo de sujeción.
Para la aclaración de las primeras preguntas hemos desarrollado el cuestionario adjunto.
Utilícelo por favor copiando y rellenándolo. Para poder concretar en seguida.
Ø –brocamm
casquilloArt. Código*
Brocas de centrar con plano para taladros de centrado forma D o
DR según DIN 332 hoja
Brocas de centrar con plano para taladros de centrado forma
B según DIN 332 hoja 1
Brocas de centrar con plano para taladros de centrado forma A o R
según DIN 332 hoja 1
Medidas de graduación “L” para el posi-cionamiento de brocas de centrar y brocas escalonadas con plano en los casquillos
medidas en mm
Art. 274, 574
Ø –brocamm
medidas en mm
Art. 589
Ø –broca mm
medidas en mm
Art. 587, 588
brocas de centrar
brocas escalonadas
*)Indiquen p.f. el nº art. y nr.code al pedir
conjunto de muelleslistón de apriete
pieza
dispositivo de sujeción
cabeza de la hta.
tornillo de regulación 1(graduable radialmente)
casquillo
corte A - B
tornillo de regulación 2 (graduable axialmente)
tornillo de apoyo
hta. de centrar
tornillo de sujeción 1
tornillo de sujeción 2
4,0005,0006,3004,0005,0006,3008,000
10,0006,3008,000
10,00011,20012,50014,00016,00018,00018,00020,00025,00031,500
– – – – – –58,0**61,0** –58,0**61,0** –
71,0 77,0**82,0** – –
105,0 132,0 145,0
– – – – – –
74,777,8
–95,798,8
–103,2108,3114,1
– –174,9186,7196,0
– – – – – 45,0
50,056,045,050,056,060,0
–67,0
–75,075,080,0
100,0125,0
– – – – – 64,5 66,0 67,9 83,0 87,0 88,9 87,0 – 90,1 – 92,7 148,7 151,4 155,4 160,5
– – – – – 1,60 2,00 2,50 1,60 2,00 2,50 3,15 – 4,00 – 5,00 5,00 6,30 8,00 10,00
35,540,045,035,540,045,050,056,045,050,056,0
–63,0
–71,0
– –
80,0100,0125,0
47,548,449,562,563,464,566,067,983,087,088,9
–91,1
–94,0
– –153,9158,5164,6
1,60 2,00 2,50 1,60 2,00 2,50 3,15 4,00 2,50 3,15 4,00 – 5,00 – 6,30 – – 8,0010,0012,50
Indicaciones para la graduación del cabezal Cuestionario técnico
**) longitud de mango acortado
08_Modular.indb 1532 26.09.2008 16:30:34 Uhr

GE
100
1533
Para el mecanizado de extremos
1.3 Oferta cantidades
2.2 Posicionamiento
Herramienta Ø máx. mmLongitud herramienta max. mmSoporte de herramientaPropuesta de plaquita intercambiable
Cuerpo básico pz., Tensor corto pz.Accesorios
Acabado de superficieTolerancias
otros mecanizados
Tipo de máquinaPotencia kW
Planear
Achaflanar exteriormente
Repasar
Tornear interiores
Centrar
d1 max.____mm, d1 min.____mm
d1 max. ____ mm, d1 min. ____ mm ____° , l1 max. ____ mm ____° , l1 max. ____ mm ____° , l1 max. ____ mm
ℵℵℵ
d1 max. ____ mm, d1 min. ____ mm ____° , l1 max. ____ mm ____° , l1 max. ____ mm ____° , l1 max. ____ mm
ℵℵℵ
d1 max. ____ mm, d1 min. ____ mmd2 max. ____ mm, d2 min. ____ mm ____° , l1 max. ____ mmℵ
Centraje según DIN 332Forma A d1 ____ mmForma B d1 ____ mmForma R d1 ____ mm
Forma D d1 M ____Forma DR d1 M ____
d1 max. ____ mm, d1 min. ____ mmd2 max. ____ mm, d2 min. ____ mm ____° , l1 max. ____ mmℵ
Pieza
Long. sobresaliente x min. ____ mm
Soporte
Para preguntas técnicas persona de contacto Sr. Extensión nr.
Firma (sello) Fecha, Firma
Achaflanar interiormente
Indicaciones para la graduación del cabezal Cuestionario técnico
1. Herramienta1.1 Datos técnicos
2. Pieza (acaso plano)
3. Máquina3.1 Datos técnicos
1.2 Operaciones de mecanizado necesarias (Acaso plano de la pieza)
2.1 Material a mecanizar
Nomenclatura (NºMat.s/DIN)
2.3 Otros datos (p.f. plano al dorso)
08_Modular.indb 1533 26.09.2008 16:30:36 Uhr