Soldadura(Explo.alum.Frio)
12
Click here to load reader
-
Upload
silvia-r-zuniga -
Category
Documents
-
view
16 -
download
5
Transcript of Soldadura(Explo.alum.Frio)

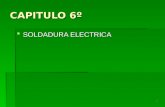
Soldadura por explosión
En la soldadura por explosión (EXW, explosion welding) se aplica presión detonando una capa de explosivo tendida sobre uno de los componentes que se va a unir (se llama aleta). Las presiones de contacto que se desarrollan son extremadamente altas, y la energía cinética de la placa que golpea la parte opuesta causa la formación de una interfase ondulada.
Este impacto engancha mecánicamente las dos superficies. También hay soldadura en frío por presión, debida a deformación plástica. La aleta se coloca en ángulo y cualquier capa de óxido presente en la interfase se rompe y es expulsada de allí. El resultado es que la resistencia de adhesión obtenida en la soldadura por explosión es muy alta.
El explosivo puede estar en forma de hoja plástica flexible, cordón, granulado o líquido, que se funde o se prensa sobre la aleta. La velocidad de detonación suele ser de 2400 a 3600 m/s (8000 a 12000 pies/s); depende del tipo de explosivo, el grosor de su capa y de su densidad de empacamiento. Hay una velocidad mínima de detonación necesaria en este proceso. La detonación se hace con una espoleta normal comercial.
Posibilidades del proceso. Este proceso se desarrolló en la década de 1940. Se adapta en especial para revestir placa o losa con metal disimilar. Se han revestido por explosión placa hasta de 6 m x 2 m (20 pies x 7 pies). Después, estas piezas se pueden laminar en espesores menores. Se pueden unir tubos a los orificios en los domos de las calderas y los espejos de los intercambiadores de calor colocando el explosivo dentro del tubo; la explosión lo expande. La soldadura por explosión es intrínsecamente peligrosa, por lo que requiere un manejo seguro por parte de personal bien adiestrado con experiencia.
Proceso de unión explosiva mostrando la reacción a alta velocidad que emana del punto de colisión debido a la presión ascendente.

Soldadura por aluminotermia
Procedimiento para soldar conductores eléctricos a estructuras metálicas, consiste de una mezcla pulverizada de óxido de fierro, aluminio y polvo de arranque, que se activa mediante una chispa, dentro de un molde.
La aluminotermia es un ejemplo espectacular de oxidación y reducción simultáneas, y es una clara demostración de la diferencia entre el calor necesario para iniciar una reacción, y el calor desprendido durante ella. El calor es suministrado por la combustión de una mecha de cinta de magnesio; el calor procedente de ésta inicia una reacción entre el aluminio y el óxido de hierro.
El calor desprendido durante la reacción puede verse por el resplandor esparcido a lo largo del tubo.
La aluminotermia puede usarse como un modo de obtener hierro fundido para soldadura y es la base de la extracción de otros metales, por ejemplo, cromo a partir de óxido de cromo.

Soldadura en frío
La soldadura en frío o soldadura del contacto primero fue reconocida como fenómeno general de los materiales en los años 40. Entonces fue descubierto que dos limpios, superficies planas de similar metal adheriría fuertemente sí estuvo traído en contacto debajo vacío.
La soldadura en frío es un proceso de estado sólido de la soldadura en el cual el ensamblar ocurre sin la fusión en el interfaz de las dos piezas que se soldarán con autógena. Desemejante en de los procesos de la fusión-soldadura, no hay líquido o fase fundida presente en el empalme.
En la soldadura en frío, la presión se aplica a los objetos a través de dados o rueda. Debido a la deformación plástica implicada, es necesario que por lo menos una (pero preferiblemente ambas) piezas de acoplamiento sea dúctiles. Antes de la soldadura, el interfaz se desengrasa, alambre-está cepillado, y limpiado para quitar manchas del óxido. La soldadura en frío se puede utilizar para ensamblar los objetos pequeños hechos de metales suaves, dúctiles.
Ahora se sabe que la fuerza de adherencia el primer contacto de siguiente puede ser aumentado presionando los metales firmemente junto, aumentando la duración del contacto, el levantar temperatura de los objetos, o de cualquier combinación del antedicho. La investigación ha demostrado que incluso para los metales muy lisos, sólo los altos puntos de cada superficie, llamados asperezas, toque el pedazo de oposición. Quizás tan poco como algunos milésimos de un por ciento de la superficie total está implicado. Sin embargo, estas áreas pequeñas del tacto desarrollan de gran alcance molecular conexiones; microscopio electrónico. Si las superficies originales son suficientemente lisas las atracciones subatómicas entre los puntos de contacto dibujan eventual los dos pedazos totalmente juntos y eliminan incluso el macroscópico interconectan.
Exposición a oxígeno o ciertos otros compuestos reactivos producen las capas superficiales que reducen o eliminan totalmente el efecto de la soldadura en frío. Esto es especialmente verdad si, por ejemplo, un metal óxido tiene características mecánicas similares a las del padre elemento (o más suave), en este caso las deformaciones superficiales no agrietan el de revestimiento de óxido. La razón que ésta no sucede normalmente entre los metales en la tierra es porque hay una capa muy fina de metal

oxidado debido a la atmósfera, e incluso los metales tierra-hechos llevados el espacio conservarían esta capa y no frío-sueldan con autógena.
Aplicación
Por soldadura en frio se entiende generalmente a las diversas masillas de origen sintético utilizadas para unir tuberías, proporcionar estanqueidad en juntas o roscas, y taponar potenciales fugas.
Estas masillas resisten bastante bien la presión, así que pueden usarse perfectamente para arreglar tuberías dañadas que pierdan agua. El problema es que con el tiempo el material que forma la soldadura en frio se va degradando y perdiendo adherencia. Es decir, nunca deberían usarse en reparaciones que deban ser duraderas o permanentes, siempre como solución temporal a modo de emergencia.
Dependiendo del tipo de masilla funcionará mejor o peor en algunos materiales. Por ejemplo aquellas con una base de poliéster no son adecuadas para su uso en PVC o plástico pues su adherencia no será buena, mientras que en tuberías metálicas funcionarán bien. Las masillas de tipo epóxido funcionan bien tanto con plásticos como con metales. Las masillas a base de siliconas son muy útiles como selladoras de juntas, empalmes, y roscas, pero su resistencia es menor que las anteriores.
El modo de empleo de una masilla para soldadura en frio es sencillo:
-En primer lugar deberemos limpiar bien la superficie o unión sobre la que vayamos a aplicar la masilla. Podemos usar un paño para este fin. Si la tubería ha sido pintada, barnizada, o detectamos cualquier tipo de capa protectora recubriéndola, deberemos recurrir al uso de un disolvente adecuado para eliminar dicha capa.
-Una vez limpia la tubería deberemos preparar la masilla. Dependiendo del producto puede venir ya mezclado en un tubo, o puede ser necesario que mezclemos primero un par de componentes. Este tipo de masillas generalmente son de secado rápido, así que no debemos perder demasiado tiempo tras mezclar los componentes o será imposible aplicar la mezcla.
-Distribuiremos la masilla por la zona a cubrir mediante una espátula de forma uniforme.
-Tras el secado de la masilla procederemos a lijarla para uniformizar la superficie y poder pintar encima si fuera necesario. Recordemos de nuevo que debería ser una reparación temporal, por lo que no es buena idea pintar y olvidarnos de ella en caso de tratarse de la reparación de una fuga.

Soldadura por transferencia de metal frío (Cold Metal Transfer – CMF)
Introducción
El proceso de soldadura involucra muchos fenómenos metalúrgicos como, fusión, transformaciones de fase durante la solidificación, transformaciones de fase de estado sólido, deformaciones causadas por el calor y tensiones de contracción, que pueden causar muchos problemas prácticos. Los problemas puede ser evitados o solucionados aplicándose principios metalúrgicos apropiados a dicho proceso, ya que la soldadura es un proceso metalúrgico. En los procesos de soldadura, al igual que la fundición de los metales, se requiere de altas temperaturas para hacer posible la fusión. El tipo de fuente de calor es básicamente lo que describe el tipo de proceso. Algunos de estos procesos han sido desarrollados para algunas aplicaciones específicas, mientras otros se mantienen muy flexibles, cubriendo un amplio intervalo de actividades en la soldadura. Aunque la soldadura es usada principalmente para unir metales similares, es también muy usada, para reparar y reconstruir partes averiadas o desgastadas y en algunos casos materiales metálicos diferentes.
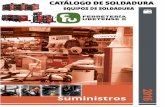
Existe, sin embargo, un proceso de soldadura de nuevo desarrollo, conocida como Cold Metal Transfer (CMT), que parece ofrecer la combinación de versatilidad, velocidad y calidad. Desarrollado por Fronius, el proceso CMT se caracteriza por piezas y zonas de soldadura que son considerablemente 'fríos' en comparación con procesos de soldadura convencionales como la GMA. El reducido aporte térmico lleva a ventajas como la baja distorsión y alta precisión. El proceso CMT se basa en la transferencia del metal aporte en la soldadura por arco y cuenta con una deliberada y sistemática discontinuidad del arco. El resultado puede ser descrito como una alternada secuencia calor-frío-calor-frío que reduce en gran medida la presión de arco. En un rango normal de la transferencia de arco, el electrodo se deforme mientras se sumerge en el charco de soldadura y bruscamente se funde. Esto es importante cuando la antorcha de soldadura es abruptamente reorientado, como ocurre a menudo en automatizados o robóticos de soldadura. En la Figura 1, se observa cómo se deposita el metal en el proceso de soldadura por transferencia de metal en frio.

Hay ciertos materiales y aplicaciones que no soportan el calor constante del proceso de soldadura. Para evitar soldar con un charco de soldadura caliente, a través de gotas, que puede producir chisporroteo, y para ser más favorable al proceso metalúrgico, se necesitan temperaturas más bajas., lo cual es logrado con el proceso CMT. El CMT realiza la transferencia fría del metal. Por supuesto, el término "frío" tiene que ser entendido en términos de un proceso de la soldadura, comparado contra el proceso convencional de MIG/MAG, el CMT es de hecho un proceso frío. El resultado es una soldadura libre chisporroteo, robusta y se pueden soldar espesores a partir de 0.3 milímetro hasta3 mm en un solo pase.
Proceso
Este proceso de soldadura es la evolución del proceso GMAW, pero incorpora un arco corto, con una nueva técnica, para desprender las gotas de metal de aporte, la cual logra transferir el metal con una muy baja intensidad de calor en comparación a otros procesos convencionales.
El desprendimiento de la gota de metal es logrado con la ayuda de la energía que se produce en cada corto circuito y está asociada al alto flujo de corriente, ya que por primera vez el movimiento del alambre es incorporado y controlado en el proceso, logrando el desprendimiento de la gota de metal cuando la corriente está cercana a cero, debido al movimiento hacia atrás del alambre que ayuda al desprendimiento de la gota. (Ver figura 1). La principal innovación en la CMT es el movimiento del alambre el cual está estrechamente controlado como parte integral del proceso de soldadura. Cada vez que se produce el cortocircuito, el controlador digital interrumpe el proceso de toma de corriente

y el alambre se retrae, lo cual ayuda al desprendimiento de la gota. Este movimiento hacia adelante y atrás se lleva a cabo con una frecuencia de hasta 70 veces por segundo.
Este proceso es de fácil operación, ya que tiene monitores internos, basados en la definición de límites. En su antorcha tiene un motor para el avance y retroceso del electrodo metálico. A pesar de lo anterior esta antorcha es liviana, con un peso de 1.6 Kg, además la disipación de calor está mejorada y la unidad electrónica está completamente aislada y protegida, con lo anterior se obtiene una tensión del alambre reproducible y una exactitud en el arrastre del alambre gracias al control digital de la velocidad. En la figura 2. Se observa el esquema del proceso de soldadura por transferencia de metal frio.
Sus principales aplicaciones son:
- MIG branzing libre de chispas.- Aplicaciones en láminas delgadas- Unión entre láminas de aluminio, acero, acero inoxidable o acero galvanizado.- Soldadura de acero con aluminio.

Bibliografía
Manufactura, ingeniería y tecnologíaSerope Kalpakjian, Steven R. Schmid.
Ciencia combinada Nuffiel Nuffield Foundation.