T E S I S - Instituto Politécnico...
87
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS “Fabricación y caracterización del Acero Inoxidable 430 como estándar en las pruebas de Polarización de acuerdo a la norma ASTM G5” T E S I S QUE PARA OBTENER EL GRADO DE: MAESTRO EN CIENCIAS EN INGENIERIA EN METALÚRGICA P R E S E N T A : JESÚS VARGAS HERNÁNDEZ DIRECTORES. DR. JESÚS GILBERTO. GODINEZ SALCEDO DR. JOSÉ FEDERICO CHÁVEZ ALCALÁ. MÉXICO, DF. DICIEMBRE DEL 2010
Transcript of T E S I S - Instituto Politécnico...

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA QUÍMICA E INDUSTRIAS EXTRACTIVAS
“Fabricación y caracterización del Acero Inoxidable 430
como estándar en las pruebas de Polarización de
acuerdo a la norma ASTM G5”
T E S I S
QUE PARA OBTENER EL GRADO DE:
MAESTRO EN CIENCIAS EN
INGENIERIA EN METALÚRGICA
P R E S E N T A :
JESÚS VARGAS HERNÁNDEZ
DIRECTORES. DR. JESÚS GILBERTO. GODINEZ SALCEDO DR. JOSÉ FEDERICO CHÁVEZ ALCALÁ.
MÉXICO, DF. DICIEMBRE DEL 2010



Índice
Lista de Figuras. ................................................................................................................................... iv
Lista de Tablas .................................................................................................................................... vii
Resumen. ........................................................................................................................................... viii
Abstract. .............................................................................................................................................. ix
I. Introducción. .................................................................................................................................... 1
2. Antecedentes ................................................................................................................................. 3
2.1 Los Aceros Inoxidables .............................................................................................................. 3
2.2. Tipos de Aceros Inoxidables ..................................................................................................... 3
2.2.1. Aceros Inoxidables Martensíticos. .................................................................................... 3
2.2.2. Aceros Inoxidables Austeníticos. ....................................................................................... 4
2.2.3. Aceros Inoxidables Ferríticos............................................................................................ 4
2.3 Proceso de fabricación de los Aceros Inoxidables. ................................................................. 14
2.3.1 Carga. ................................................................................................................................ 14
2.3.4 Reducción. ........................................................................................................................ 15
2.4 Teoría del potencial mixto....................................................................................................... 17
2.5 Medida de la velocidad de corrosión por extrapolación. ....................................................... 17
2.6 Medición de la velocidad de corrosión por polarización lineal. .............................................. 19
2.7 Medida de la resistencia a la Polarización según la norma ASTM G59. .................................. 20
2.8. Uso de la técnica de Polarización anódica para control de la corrosión. ............................... 21
2.8.1 Transición Activa Pasiva y Pasividad. ............................................................................... 21
2.8.2 Medición de Polarización anódica Potenciostática y Potenciodinámica. ........................ 22
2.9 Corrosión por Picaduras. ......................................................................................................... 23
2.9.1. Técnicas para medir tendencia por picadura. ................................................................. 24
2.10 Corrosión por hendidura. ...................................................................................................... 24
2.10.1 Técnica electroquímica para medición de la tendencia a la corrosión por hendidura. . 25
2.11. Corrosión Intergranular. ....................................................................................................... 26
2.11.1. Técnica electroquímica para la medición de corrosión Intergranular. ......................... 26
2.12 Desviaciones en las Curvas de Polarización para el Acero Inoxidable 430. .......................... 27

ii
2.12.1 Efecto de Hendidura....................................................................................................... 27
2.12.2 Efecto Instrumental. ....................................................................................................... 27
2.12.3. Efecto del Oxígeno. ....................................................................................................... 28
3. Desarrollo Experimental. ........................................................................................................... 29
3.1 Material y equipo utilizado. .................................................................................................... 31
3.1.1 Fabricación del Acero Inoxidable. .................................................................................... 31
3.1.2 Análisis Químico y Microestructural. ............................................................................... 31
3.1.3 Tratamiento de Homogenización. .................................................................................... 31
3.1.4 Pruebas Electroquímicas. ................................................................................................. 31
3.1.5 Laminación ....................................................................................................................... 32
3.2 Fabricación del Acero Inoxidable 430 ..................................................................................... 32
3.2.2. Calculo de Carga. ............................................................................................................. 32
3.2.3 Secuencia de Colada. ........................................................................................................ 33
3.3 Homogenización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN. ...................... 35
3.3.1 Tratamiento de Homogenización 1. ................................................................................. 35
3.3.2 Tratamiento de Homogenización 2. ................................................................................. 36
3.3.3 Tratamiento de Homogenización 3. ................................................................................. 36
3.3.3.4 Tratamiento de Homogenización 4. .............................................................................. 36
3.3.3.5 Tratamiento de Homogenización 5. .............................................................................. 37
3.4 Laminación del acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN ................................ 38
3.5 Caracterización de los aceros inoxidables 430 original y el Fabricado en el DIMM ESIQIE IPN.
....................................................................................................................................................... 39
3.5.1 Análisis Químico. .............................................................................................................. 39
3.5.2 Análisis Metalográfico. ..................................................................................................... 39
3.5.3. Análisis Electroquímico. .................................................................................................. 39
b) Potencial de Corrosión. ......................................................................................................... 43
c) Resistencia a la polarización. ................................................................................................ 43
d) Polarización Potenciodinámica anódica. .............................................................................. 43
4. Resultados y Análisis de resultados. ............................................................................................. 44
4.1. Análisis químico. ..................................................................................................................... 44
4.1.1. Análisis Químico del Acero Inoxidable 430 Comercial. ................................................... 44
4.1.2. Análisis Químico del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN. .............. 44

iii
4.2 Análisis Microestructural. ....................................................................................................... 44
4.2.1 Contenido y tipo de inclusiones de los Aceros Inoxidables 430 Comercial y 430 fabricado
en el DIMM ESIQIE IPN. ............................................................................................................. 44
4.2.2 Tipo y Tamaño de Grano. ................................................................................................. 45
4.3 Tratamiento de Homogenización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
....................................................................................................................................................... 48
4.3.1. Tratamiento de Homogenización 1. ............................................................................... 48
4.3.2. Tratamiento de Homogenización 2. ................................................................................ 48
4.3.3. Tratamiento de Homogenización 3. ................................................................................ 49
4.3.4. Tratamiento de Homogenización 4. ................................................................................ 49
4.3.5. Tratamiento de Homogenización 5. ................................................................................ 49
4.4 Microestructura de Laminación del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
....................................................................................................................................................... 50
4.5 Resultados de caracterización electroquímica. ....................................................................... 51
4.5.1 Acero Inoxidable 430 Comercial. ..................................................................................... 51
4.5.2 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, en la zona de granos
equiaxiales. ................................................................................................................................ 55
4.5.3 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, en la zona de granos
columnares. ............................................................................................................................... 58
4.5.4. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, después del tratamiento de
Homogenizado #5. .................................................................................................................... 62
4.5.5 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, deformado al 50%. ................. 66
4.6 Comparación de Resultados. ................................................................................................... 69
5. Conclusiones.............................................................................................................................. 72
6. Bibliografía. ............................................................................................................................... 74

iv
Lista de Figuras.
Figura 1. Influencia del cromo en la corrosión atmosférica de acero bajo carbono. ......................................... 3
Figura 2. Diagrama de fases Hierro-Cromo ........................................................................................................ 4
Figura 3. Diagrama Pseudobinario con 17% de Cr.............................................................................................. 7
Figura 4. Microestructura de un acero Inoxidable Tipo 409 recocido................................................................ 8
Figura 5. Microestructura de un Acero Inoxidable 430 rolado en caliente. ....................................................... 8
Figura 6. Microestructura de un Acero Inoxidable 430 recocido a 1100 y templado a temperatura ambiente. 8
Figura 7. Zona de fusión en un Acero Inoxidable ferrítico: a) Tipo 409 (con martensita a lo largo del límite de
grano). ..................................................................................................................................................... 11
Figura 8. Fase ferrita y martensita intergranular en un Acero Inoxidable 430. ................................................ 12
Figura 9. Diagrama Pseudobinario Fe-Cr-N a 18%Cr constante. ...................................................................... 13
Figura 10. Medición de icorr por extrapolación. ................................................................................................ 18
Figura 11. Medición de corrosión por Polarización Lineal................................................................................ 20
Figura 12. Curva de polarización esquemática de un acero inoxidable solución de acido sulfúrico ................ 22
Figura 13. Diagrama de Polarización Potenciodinámica usando el estándar de Acero Inoxidable 430. .......... 23
Figura 14. Ilustración esquemática de una curva de polarización donde se indican las condiciones bajo la cual
las picaduras pueden o no pueden ocurrir. ............................................................................................ 24
Figura 15. Curvas de polarización anódicas de una aleación Fe-10Cr-10Ni en un solución 1 N. de H2SO4 a 25°
C como función de la técnica de montaje del electrodo. ....................................................................... 25
Figura 16. Curva de polarización anódica de un acero inoxidable tipo 304, en un solución 2N H2SO4 a 90° C
después de ser sensibilizado a 650 °C a diferentes tiempos. ................................................................. 26
Figura 17. Efecto de Fisura en las Curvas de Polarización Anódica. ................................................................. 27
Figura 18 Efecto Instrumental en las Curvas de Polarización Anódica. ............................................................ 28
Figura 19. Efecto de Oxígeno en las Curvas de Polarización Anódica. ............................................................. 28
Figura 20 Diagrama de Bloques mostrando el desarrollo experimental. ......................................................... 30
Figura 21. Diagrama de tratamiento térmico #1 según la norma ASTM G5 .................................................... 35
Figura 22. Diagrama de Tratamiento Térmico #3. ............................................................................................ 36
Figura 23. Diagrama de Tratamiento térmico #4. ............................................................................................ 37
Figura 24. (a) Diagrama de tratamiento térmico #5; (b) Diagrama TTT para un acero Inoxidable 430. .......... 37
Figura 25. Barras de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN. ................................................ 38
Figura 26. Diagrama dimensional del Cupón Original usado por la Norma ASTMG5 Y ASTM G59. ................. 40
Figura 27. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN montado en resina. ............. 40
Figura 28. Diagrama esquemático de la Celda de Polarización sugerida por la Norma ASTM G5. .................. 41
Figura 29. Soporte para el electrodo de trabajo sugerido por la norma ASTM G5. ......................................... 42
Figura 30. Diagrama esquemático de conexiones eléctricas para la prueba de Polarización. ......................... 43
Figura 31. Diagrama de Conexiones para la Prueba de Resistencia ala polarización de acuerdo a la Norma
ASTM G5. ................................................................................................................................................ 43
Figura 32. Inclusiones del Acero Inoxidable 430 Comercial. ............................................................................ 45
Figura 33. Inclusiones del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN. ....................................... 45
Figura 34. Microestructura del Acero Inoxidable 430 Original......................................................................... 46
Figura 35. Microestructura de fundición del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN; a) Zona
templada, b)Granos columnares y c) Granos equiaxiales. ...................................................................... 47

v
Figura 36. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de
homogenizado (100x) sugerido por la Norma ASTM G5. ....................................................................... 48
Figura 37. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de
homogenizado #2 (50x), sugerido por la norma ASTM G5. .................................................................... 48
Figura 38. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de
homogenizado #3 (50x) .......................................................................................................................... 49
Figura 39. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de
homogenizado #4 (50x) .......................................................................................................................... 49
Figura 40. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de
homogenizado #5. .................................................................................................................................. 50
Figura 41. Microestructura del Acero Inoxidable 430 fabricado en el DIMM ESIQIE, con diferentes grados de
deformación: a) Microestructura del Acero Inoxidable deformado en caliente al 10%, b)
Microestructura del Acero Inoxidable deformado en caliente al 50% ................................................... 50
Figura 42. Diagrama de Potencial Tiempo del Acero Inoxidable 430 Comercial. ............................................. 51
Figura 43. Diagrama de Resistencia a la Polarización Densidad de Corriente-Potencial del Acero Inoxidable
430 Comercial. ........................................................................................................................................ 52
Figura 44. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 Comercial en comparación la
curva de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software. .................. 53
Figura 45. Cupón de Acero Inoxidable 430 Comercial después de terminada la prueba, puede apreciarse
corrosión generalizada a excepción de las picaduras formadas en la base del cupón. ......... 54
Figura 46. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con
microestructura de granos equiaxiales de fundición. ............................................................................. 55
Figura 47. Diagrama de Resistencia a la Polarización Densidad de Corriente-Potencial del Acero Inoxidable
430 fabricado en el DIMM ESIQIE IPN con microestructura de granos equiaxiales de fundición. ......... 56
Figura 48. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN con microestructura de granos equiaxiales de fundición en comparación la curva de Polarización
Potenciodinámica del Acero Inoxidable 430 obtenida del software. ..................................................... 57
Figura 49. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN después de la prueba, pueden observarse
los limites de grano. ................................................................................................................................ 57
Figura 50. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con
microestructura de granos columnares de fundición. ............................................................................ 58
Figura 51, Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con
microestructura de granos columnares de fundición. ............................................................................ 59
Figura 52. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN con microestructura de granos columnares de fundición en comparación la curva de Polarización
Potenciodinámica del Acero Inoxidable 430 obtenida del software. ..................................................... 60
Figura 53. Superficie del Acero Inoxidable 430 con granos columnares de fundición después de la prueba de
Polarización Potenciodinámica. .............................................................................................................. 61
Figura 54. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una
estructura homogenizada debida al tratamiento térmico de recocido. ................................................. 62
Figura 55. Diagrama de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN con una estructura homogenizada debida al tratamiento térmico de recocido.............................. 63
Figura 56 Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
con una estructura homogenizada debida al tratamiento térmico de recocido. en comparación la curva
de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software. ............................ 64

vi
Figura 57 Comparación de Curvas de Polarización para los materiales: Acero Inoxidable 430 Original, Acero
Inoxidable 430 de fundición y el Acero Inoxidable 430 de fundición Recocido. ..................................... 65
Figura 58. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, se muestran los limites de
grano zonas preferenciales para el inicio de la corrosión. ...................................................................... 65
Figura 59. Diagrama de Potencial vs Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
laminado al 50% en caliente. .................................................................................................................. 66
Figura 60. Diagrama de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN laminado en caliente al 50% ............................................................................................................. 67
Figura 61 Grafica de Polarización Potenciodinámica del acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN laminado al 50 % en caliente. ........................................................................................................... 68
Figura 62. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, se muestran los limites de
granos y los subgranos como zonas preferenciales para el inicio de la corrosión. ................................ 68
Figura 63. Curvas de Polarización Potenciodinámica para los aceros Inoxidables: Norma ASTM G5, ASTM y
DIMM ESIQIE IPN. ................................................................................................................................... 71

vii
Lista de Tablas
Tabla 1. Composición de Aceros Inoxidables Ferríticos. .................................................................................... 6
Tabla 2 Composición Química del Acero al Carbono 1018. .............................................................................. 32
Tabla 3 Composición química del Acero Inoxidable 430 .................................................................................. 32
Tabla 4 Composición Química de Ferrocromo. ................................................................................................ 33
Tabla 5. Diseños Experimentales para homogenizado del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN. .......................................................................................................................................................... 35
Tabla 6. Composición del reactivo para Aceros Inoxidables ferríticos. ............................................................ 39
Tabla 7. Composición Química del Acero Inoxidable 430 Comercial. .............................................................. 44
Tabla 8. Composición Química del Acero 430 fabricado en el DIMM ESIQIE IPN ............................................ 44
Tabla 9. Resultados de Potencial de Corrosión del Acero Inoxidable 430 Comercial. ..................................... 51
Tabla 10 Resultados de Polarización Lineal del Acero Inoxidable 430 Comercial. ........................................... 52
Tabla 11. Resultados de Potencial de Corrosión del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
con microestructura de granos equiaxiales de fundición. ...................................................................... 55
Tabla 12 Resultados de Resistencia a la Polarización para el Acero Inoxidable fabricado en el DIMM ESIQIE
IPN en la zona de granos equiaxiales. ..................................................................................................... 56
Tabla 13. Resultados de Potencial de Corrosión del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
con microestructura de granos columnares de fundición. ..................................................................... 58
Tabla 14. Resultados de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN con microestructura de granos columnares de fundición. ............................................................... 59
Tabla 15 Resultaods de Resistencia a la Polarizacion del Acero Inoxidable 430 fabricado en el DIMM con
estructura Recristalizada. ....................................................................................................................... 62
Tabla 16. Resultados de Resistencia a la Polarización lineal del Acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN con una estructura homogenizada debida al tratamiento térmico de recocido .................. 63
Tabla 17. Resultados de Potencial de Corrosión del Acero Inoxidable 430 Original. ....................................... 66
Tabla 18. Resultados de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN laminado al 50% en caliente. ............................................................................................................ 67
Tabla 19. Comparación de Potencial de Corrosión para el Acero Inoxidable 430: Comercial, Fabricado en el
DIMM ESIQIE y el establecido por la Norma ASTM G59. ........................................................................ 69
Tabla 20. Comparación de Velocidades de corrosión y Resistencia a la Polarización Rp para el Acero
Inoxidable 430: Comercial, Fabricado en el DIMM ESIQIE IPN y el establecido por la Norma ASTM G59.
................................................................................................................................................................ 70

Resumen
viii
Resumen. La Norma ASTM G5, describe un método para obtener graficas de Polarización Potenciostáticas y
Potenciodinámicas anódicas. El material de referencia propuesto por esta norma es un acero
inoxidable ferrítico AISI 430.
Es necesario tener un material de referencia disponible en el laboratorio para realizar
verificaciones periódicas de la instrumentación. El material de referencia suministrado por el
fabricante del equipo (Potenciostato-Galvanostato), tiene como inconveniente tiempos
prolongados de entrega y un alto costo
El acero inoxidable AISI 430 sugerido por la norma ASTM G5, tiene una microestructura
característica que permite obtener un comportamiento electroquímico definido cuando se
perturba con el aumento del potencial a partir de su potencial de corrosión, y que se expresa en la
norma mediante las curvas de polarización anódica. Se utiliza además para evaluar la exactitud de
los aparatos e instrumentos utilizados en la misma. Por lo tanto si se desea caracterizar
electroquímicamente algún metal o una aleación que tienda a pasivarse, significa que los
resultados que se tengan al evaluar tal material van a ser confiables [1-2].
Se analizó químicamente, microestructuralmente y electroquímicamente un Acero Inoxidable 430
Comercial y se estudio el efecto de estas propiedades en las graficas de Polarización
potenciodinámica y con ellos se tomo como prototipo para la fabricación de un Acero Inoxidable
430.
Se fabricó un acero inoxidable AISI 430 en el Laboratorio de Fundición del DIMM ESIQIE IPN. Se
encontró el tratamiento térmico que recristalizara al material para su posterior laminación con el
propósito de romper la estructura de colada generada por el vaciado en molde metálico. Se
analizó químicamente, microestructuralmente y electroquímicamente en cada etapa del proceso
y se comparó con el Acero Inoxidable 430 Comercial.
Se obtuvo un Acero Inoxidable formado de granos y subgranos los cuales influyeron
notablemente en la velocidad de corrosión y en la curva de Polarización Potenciodinamica pero
que no se pudieron igualar a los de la Norma. Para ellos de debe de tener un mayor control en el
conformado de material con la finalidad de tener una microestructura con granos pequeños.

Resumen
ix
Abstract.
Standard ASTM G5 describes a procedure to obtain Potenciostatic and Potenciodynamic anodic
Polarization curves. Reference material proposed by this standard is a ferritic Type 430 Stainless
Steel.
Periodic verifications of instrumentation are realized using the reference material. The reference
material is supplied by the electrochemical test apparatus’s manufacturer however it takes too
much time to deliver and its cost is relatively expensive.
Ferritic Type 430 Stainless steel has a microstructure and chemical composition characteristic that
allow getting a specific electrochemical behavior in the Pontentiostatic and Potentiodynamic
Anodic Polarization graphs. This test method covers and experimental procedure for checking
experimental technique and instrumentation. So if a metal or alloys able to passivity are tested by
this test, the results will be reliable [1-2]
A commercial Type 430 Stainless Steel was chemically, microestructural and electrochemical
analyzed to investigate the effect from these properties in the corrosion rate and the Anodic
Polarization graph and took them for fabricate a Ferritic Type 430 Stainless Steel.
A ferritic Type 430 Stainless Steel was fabricated in the DIMM ESIQIE IPN. Heat treatment was
founded to promote the material recrystallization of the microstructure. Hot Rolled was used to
delete cast structure. It was chemically, Microestructural and electrochemical analyzed and in
each stage from the process and they were compared with the Commercial Ferritic Type 430
Stainless Steel.
Stainless Steel fabricated in the DIMM ESIQIE IPN before hot rolled has a microesctructure with
grains and subgrains which have an effect on the corrosion rate and the Anodic Polarization graphs
and the results were different than the Test ASTM G5 shows. Hot deformation must have more
control to get a small grain similar as the commercial type 430 stainless steel.

Antecedentes
1
I. Introducción.
Una forma conveniente de caracterizar electroquímicamente un material capaz de pasivarse es
mediante pruebas de polarización anódica para obtener diagramas de densidad corriente-
potencial.
La pasivación se logra mediante reacciones de oxidación en la superficie del material formando
una capa de productos de corrosión que disminuye la velocidad de corrosión del metal. En el caso
de aceros inoxidables el Cromo es el elemento que posee gran afinidad por el oxígeno formando
una capa estable de óxidos en la superficie del materia, logrando velocidades de corrosión muy
bajas.
En este trabajo se trabajara con la Norma ASTM G5 utilizada para obtener diagramas de densidad
de corriente-potencial mostradas en la misma para un Acero Inoxidable 430. Primeramente se
obtendrán los resultados con una Acero Inoxidable 430 comercial, tratando de reproducir los
resultados mostrados en la norma de: Potencial de Corrosión, Resistencia a la Polarización y
Polarización Potenciodinámica anódica.
Se fabricara un Acero Inoxidable 430 con una composición química y microestructura similar al del
acero Inoxidable 430 comercial tratando de obtener los mismos resultados mostrados en la
norma.
Obtener los resultados mostrados en la norma es de gran importancia para un Laboratorio de
Corrosión ya que demuestra que se ha realizado el procedimiento descrito en la norma y que su
equipo e instrumentación se encuentra calibrado dando confiabilidad en los resultados para
cualquier tipo de prueba de este tipo que se llegue a realizar.
El material de referencia utilizado es un Acero Inoxidable 430 en forma de cilindro, el cual es
suministrado por el fabricante del potenciostato utilizado para la prueba, sin embargo la
disponibilidad del material no es inmediata con costos relativamente altos. La disponibilidad del
Acero Inoxidable 430 en el mercado se limita al perfil de lámina el cual no permite el maquinado
para generar el cilindro con las dimensiones descritas en la Norma.

Antecedentes
2
Por lo tanto se fabricara en el laboratorio de Fundición del Departamento de Ingeniería en
Metalurgia y Materiales un Acero Inoxidable 430 que tenga las mismas características que el Acero
Inoxidable 430 comercial.
La heterogeneidad en la microestructura tiene un papel importante en la formación de la capa
pasiva, tomando en cuenta que los óxidos generados serán diferentes en cada zona del material.
Otros factores como inclusiones juegan un papel importante en el comportamiento corrosivo del
material, debido a que son zonas donde la capa pasiva formada por el cromo pierde su
continuidad, ya que las impurezas no forman compuestos.
El Cromo y otros elementos como el Carbono en los aceros influyen notablemente en la velocidad
y mecanismo de corrosión.
El efecto de todas estas propiedades se tomaran en cuenta en los aceros: AISI 430 Comercial y AISI
Tipo 430 fabricado en el DIM-ESIQIE-IPN, con la finalidad de favorecer velocidad y mecanismos de
corrosión similares.

Antecedentes
3
2. Antecedentes
2.1 Los Aceros Inoxidables
Los Aceros Inoxidables son aleaciones de hierro que contienen un mínimo de aproximadamente
11% de cromo. Esta cantidad previene la formación de óxido en atmósferas corrosivas, como se
muestra en la
Figura 1 [3]. Su resistencia a la corrosión la proporciona una pequeña capa superficial conocida
como capa pasiva la cual se genera en una amplia variedad de medios.
Figura 1. Influencia del cromo en la corrosión atmosférica de acero bajo carbono.
2.2. Tipos de Aceros Inoxidables
Se han desarrollado diferentes tipos de Aceros Inoxidable clasificados como Ferríticos,
Austeníticos y Martensíticos, basados en factores composicionales, microestructurales y
cristalográficos. La base para los aceros inoxidables es el sistema binario hierro-cromo. La
modificación de este sistema se lleva a cabo con la adición de elementos de aleación específicos,
los cuales influyen en la estructura y propiedades finales.
2.2.1. Aceros Inoxidables Martensíticos.
Los Aceros Inoxidables grados Martensíticos fueron desarrollados para proveer aleaciones que
fueran resistentes a la corrosión y al calor. Se realizo agregando carbono al sistema binario Hierro-
Cromo el cual produce que la aleación responda a ciclos térmicos de temples. El carbono extiende
la fase gama y hace posible que la martensita transforme a partir de la austenita en una manera
similar que en los aceros al carbono. El tratamiento normalmente consta de mantener el material
en la zona de austenita y templar para formar martensita.
% Cromo
Pé
rdid
a d
e P
eso
(g/
pu
lg2 )

Antecedentes
4
2.2.2. Aceros Inoxidables Austeníticos.
Los Aceros Inoxidables Austeníticos están formados por la adición de un elemento centrado en las
caras (fcc), como el níquel o el manganeso al sistema Hierro-Cromo mostrado en la Figura 2. La
zona gamma es expandida por virtud de esta adición de aleantes estabilizadores de la austenita,
que da como resultado el incremento y alargamiento de la fase gama. Esta fase es llamada
Austenita y cuando se agrega suficiente manganeso o níquel elimina la formación de ferrita alfa.
Por consiguiente es posible que en aceros hierro-cromo con un mínimo de 8% de níquel se tenga
una estructura austenítica estable a temperatura ambiente. Los aceros inoxidables austeníticos
son aleaciones hierro-cromo que han sido suficientemente aleadas con níquel o manganeso y/o
nitrógeno para tener una estructura austenítica a temperatura ambiente.
La austenita no es magnética a diferencia de los aceros inoxidables ferríticos y Martensíticos.
Figura 2. Diagrama de fases Hierro-Cromo
2.2.3. Aceros Inoxidables Ferríticos.
Los Aceros Inoxidables son clasificados de esta forma porque la fase predominante
metalúrgicamente es la ferrita. Estas aleaciones poseen buena resistencia a la corrosión bajo
esfuerzos, corrosión por picaduras y corrosión por fisuras (particularmente en medios con
cloruros). Son utilizados en una variedad de aplicaciones donde la resistencia a la corrosión más
que las propiedades mecánicas (dureza, tenacidad y ductilidad) es el requerimiento principal.
Bajos contenidos de cromo (10.5 a 12.5%) son usados para aplicaciones como sistemas de tubo de
escapes en automóviles, donde la resistencia a la corrosión general es mayor a las de aceros con
carbono. Aceros Inoxidables ferríticos con contenidos medios y altos de cromo son usados en
medios más agresivos a la corrosión. Las aleaciones superferríticas son usadas en el

Antecedentes
5
procesamiento químico en la industria del papel donde la resistencia a la corrosión es requerida en
muchos medios oxidantes. Altos contenidos de cromo son también usados en hornos de alta
eficiencia.
Históricamente, los aceros inoxidables ferríticos han sido usados en grandes tonelajes en
aplicaciones que no requieren soldadura. Por ejemplo grados medios de cromo son usados
extensivamente para adornos de automóviles y otras aplicaciones decorativas y de arquitectura.
Desde inicios de 1980´s el uso de aceros con contenidos bajos y medianos de cromo se ha
incrementado dramáticamente. Desde que se soldaron tubos y conexiones, la soldabilidad de los
aceros inoxidables ha recibido mucha atención.
Se han desarrollado aceros con alto contenido de cromo desarrollado por años para medios que lo
demandan, como por ejemplo: plantas químicas, molinos de papel, pulpa y refinerías. Estas
aleaciones poseen relativamente resistencia a la corrosión mayor que los aceros inoxidables
austeníticos y martensíticos, sin embargo son caros y difíciles de fabricar. La soldabilidad de
aleaciones con contenido medio (16-18%) y alto (>25%) de cromo han estado sujetas a
investigaciones. Los aceros inoxidables ferríticos están generalmente limitados a temperaturas de
servicio por debajo de los 400°C (750°F) debido a la formación de fases frágiles. Altos contenidos
de cromo son particularmente susceptibles a los 475°C (885°F) por fragilización.
Metalúrgicamente, la soldadura en estas aleaciones son primeramente ferríticas aunque puede
presentar martensita bajo ciertas condiciones y comúnmente nitruros y carburos.
2.2.3.1 Aleaciones estándar.
A través de los años los aceros inoxidables ferríticos han evolucionado relativamente en tres
generaciones en sus rangos de composición. En sus inicios (primera generación) las aleaciones
tenían principalmente contenidos medios de cromo con contenidos altos de carbono. Estas
aleaciones no eran 100% ferríticas porque tenían algunas estructuras austeníticas durante la
solidificación y enfriamiento o cuando se calentaba a altas temperaturas. La austenita que está
presente a elevadas temperaturas se transforma en martensita cuando se enfría a temperatura
ambiente. La segunda generación de aleaciones fueron desarrolladas para minimizar la formación
de martensita en la estructura ferrítica y mejorar la soldabilidad. Tienen contenidos bajos de
carbono y frecuentemente contienen elementos estabilizantes (Nb o Ti) que atrapan al carbono y
nitrógeno y por consecuencia promueven la estabilidad de la ferrita.
La tercera generación de aceros inoxidables tiene altos contenidos de cromo, bajos niveles de
átomos intersticiales, y niveles bajos de impurezas. Los aceros inoxidables con alto grado de
pureza tienen resistencia a la corrosión superior con tenacidad y ductilidad moderada. Cuando se
sueldan estos materiales con alto grado de pureza, se debe de tener extremo cuidado para evitar
que entren elementos indeseables, particularmente nitrógeno y oxígeno, y para minimizar el
crecimiento de grano. La composición de diversos aceros inoxidables ferríticos se encuentran en la
Tabla 1. Muchas de estas aleaciones tienen una designación 4XX, similar a la de los aceros
inoxidables Martensíticos, aunque su microestructura y sus propiedades son diferentes.

Antecedentes
6
Tabla 1. Composición de Aceros Inoxidables Ferríticos.
Composición (%W)
Tipo UNS* No.
C Mn P S Si Cr Ni Mo N Cu Al Ti Nb
Primera Generación (Aceros libres de carbono)
405 S40500 0.08 1.0 0.04 0.03 1.0 11.5-14.5
0.60 - - -
0.10-0.30
- -
430 S43000 0.12 1.0 0.04 0.03 1.0 16.0-18.0
0.75 - - - - - -
434 S43400 0.12 1.0 0.04 0.03 1.0 16.0-18.0
- 0.75-1.25
- - - - -
442 S44200 0.20 1.0 0.04 0.04 1.0 18.0-23.0
0.60 - - - - - -
446 S44600 0.20 1.5 0.04 0.04 1.0 23.0-27.0
0.75 - 0.25 - - - -
Segunda Generación (Aceros con formadores de carburos)
409 S40900 0.08 1.0 0.04 0.03 1.0 10.5-11.75
0.50 - - - - 6*C-0.75 -
409 S40910 0.03 1.0 0.04 0.02 1.0 10.5-11.7
0.50 - 0.03 - - 6*C-0.50 0.17
409 S40920 0.03 1.0 0.04 0.02 1.0 10.5-11.7
0.50 - 0.03 - - 8*(C+N)min. 0.1
0.15-0.50 -
409 S40932 0.03 1.0 0.04 0.02 1.0 10.5-11.7
0.50 - 0.03 - - 0.05 min -
Ti+Nb= [0.08+8X (C+N)]-0.75
436 S43600 0.12 1.0 0.04 0.03 1.0 16.0-18.0
- 0.75-1.25
- - * - 5*c-0.80
439 S43035 0.03 1.0 0.04 0.03 1.0 17.0-19.0
0.50 - 0.03 - - 0.15[0.20+4(c+n)]-1.10
-
468e
S46900 0.03 1.0 0.04 0.03 1.0 18.0-20.0
0.50 - 0.03 - - 0.07-0.03 0.10-0.60
Tercera Generación (Aceros con bajo carbono y formadores de carburos)
444 S44400 0.02 1.0 0.04 0.03 1.0 17.5-19.5
1.0 1.75-2.0
0.035 - - Ti+Nb=]0.20+4(C+N)-0.80
-
XM-27
S44627 0.01 0.4 0.02 0.02 0.4 25.0-27.5
0.050F
0.75-1.5
0.015 0.20F
- - 0.05-0.20
25-4-4
S44635 0.02 1.0 0.04 0.03 0.7 24.5-26.0
3.5-4.35
3.5-4.5
0.035 - - Ti+Nb=]0.20+4(C+N)-0.80
-
29-4C
S44735 0.03 1.0 0.04 0.03 1.0 28.0-30.0
1.0 3.6-4.2
0.045 - - Ti+Nb=0.20-1.0 Ti+Nb=6(C+N)min
-
29-4-2
S44800 0.01 0.3 0.25 0.02 0.2 28.0-30.0
2.00-2.5
3.5-4.2
0.020 0.15
- - -
*UNS. Sistema de Numeración Unificado.
La fundición de los aceros inoxidables ha sido limitada en su disponibilidad, y la rangos
especificados por la ASTM A743 ó ASTM A297 tienen rangos amplios de carbono, por la tanto es
posible desarrollar una microestructura ferrítica o una microestructura martensítica en
condiciones de vaciado.
La mayoría de los artículos de consumo con aceros inoxidables ferríticos tienen una composición
similar. Estas aleaciones pueden ser también soldadas usando aceros inoxidables austeníticos. La
combinación de resultados en los metales soldados, contienen una mezcla de austenita y ferrita.
Su microestructura provee tenacidad y ductilidad en el metal soldado. Sin embargo en la

Antecedentes
7
soldadura de tercera generación en aceros inoxidables ferríticos, la selección de metales de
relleno de aceros inoxidables austeníticos debe ser hecho con precaución, porque su uso principal
de aceros inoxidables ferríticos de tercera generación es para resistencia a la corrosión por
fractura en cloruros (SCC). Muchos de los aceros austeníticos y metales de relleno son susceptibles
a SCC en medios que contienen cloruros.
2.2.3.2 Metalurgia física y mecánica.
La metalurgia física de los aceros inoxidables ha sido estudiada extensivamente desde los inicios
de 1940. El objetivo de esta sección es presentar la metalurgia física requerida para entender la
soldabilidad de los aceros inoxidables, incluyendo una revisión de equilibrio de fases y
microestructura, problemas de reforzamiento y fenómenos de fragilización.
El sistema ternario Fe-Cr-C [4], puede ser usado para describir la transformación que ocurre en los
aceros inoxidables ferríticos. El diagrama pseudobinario a 17% Cr es usado para ilustrar y describir
la metalurgia física de estas aleaciones. El diagrama de la Figura 3 muestra una concentración de
carbono de 0.05%. Esta composición se aproxima a la de una aleación con contenidos de cromo
medios, Tipo 430.
La línea punteada señala que la primera solidificación, y el diagrama predice que la estructura será
completamente ferrítica al final de la solidificación. Y será ferrítica en el estado sólido hasta que se
enfrié aproximadamente por debajo de 1100°C (2010°F). A esta temperatura alguna
transformación a austenita ocurrirá y a temperaturas ligeramente más bajas algunos carburos
Cr23C6 serán formados. Bajo condiciones en equilibrio de enfriamiento, la austenita transformará
en ferrita y carburos y al final de la estructura habrá una mezcla de ferrita y carburos Cr23C6.
Figura 3. Diagrama Pseudobinario con 17% de Cr

Antecedentes
8
La microestructura típica de los aceros inoxidables ferríticos está mostrada en las Figura 4 a la
Figura 6. La Figura 4 es representativa de una hoja recocida Tipo 409, usada ampliamente para
aplicaciones en automóviles con una microestructura completamente ferritica. La Figura 5
muestra la microestructura de una hoja laminada en caliente que ha sido ligeramente enfriada de
la temperatura de laminación de aproximadamente 850°C (1560°). Esta microestructura consiste
de ferrita y carburos formados en la dirección de laminación de la hoja. La Figura 6 es
representativa de la microestructura de un grado Tipo 430 que ha sido templada de 1100°C
(2012°F). Esta estructura consiste de martensita a lo largo de los granos de los limites de grano
ferríticos y precipitados de carburos y nitruros entre los granos.
Figura 4. Microestructura de un acero Inoxidable Tipo 409 recocido.
Figura 5. Microestructura de un Acero Inoxidable 430 rolado en caliente.
Figura 6. Microestructura de un Acero Inoxidable 430 recocido a 1100 y templado a temperatura ambiente.

Antecedentes
9
2.2.3.3. Efecto de la adición de aleantes sobre la microestructura.
La presencia de otros elementos, ya sea como aleantes o como impurezas pueden alterar la forma
y la extensión de la zona austenítica o influir en la microestructura de los aceros inoxidables
ferríticos. El nitrógeno normalmente presenta una impureza mayor que una adición intencional,
tiene un efecto similar al del carbono en promover la austenita (por ejemplo expandir el campo de
la fase austenita). Baerlecken [5] ha demostrado el efecto de carbono + nitrógeno sobre la
expansión de la fase gamma en aleaciones Fe-Cr. La adición de 0.04 % de C y 0.03 % de N genera
un cambio en las fase austenita y ferrítica para un Acero Inoxidable con 20% de Cromo. Así cada
reducción de carbono o nitrógeno a niveles extremadamente bajos (menos del 100 ppm), o la
adición de elementos aleantes que promuevan la formación de ferrita, es necesaria para mantener
una microestructura principalmente ferrítica en aceros con contenido de cromo medio y bajo.
Además de cromo, los elementos promovedores de ferrita comúnmente agregados a aceros
inoxidables ferríticos incluyen silicio, titanio, niobio, molibdeno y aluminio. El titanio y niobio son
particularmente usados en pequeñas concentraciones debido a su gran afinidad por ambos,
carbono y nitrógeno, mientras que aluminio es efectivo en combinación con nitrógeno. El aluminio
es también agregado para mejorar la resistencia a la oxidación, particularmente a elevada
temperatura. La sílice es normalmente agregada como un desoxidante y provee una resistencia a
la capa de óxido. El molibdeno es agregado en algunas aleaciones, especialmente en la tercera
generación de aceros inoxidables mejora la resistencia a la corrosión, particularmente con
respecto a las picaduras.
Entre los elementos que promueven la fase austenita (aquellos que tienden a expandir la región
gama) están incluidos el manganeso, el níquel, y el cobre además del carbono y nitrógeno. El
manganeso es tradicionalmente agregado para controlar el sulfuro, además de mejorar las
características del trabajo en caliente. El níquel y el cobre no son normalmente agregados a
aceros inoxidables ferríticos, aunque pequeñas cantidades de níquel pueden mejorar
notablemente la dureza [6-7]. Un gran número de relaciones equivalentes han sido desarrolladas
para asegurar que los aceros inoxidables sean completamente ferríticos (libre de martensita).
2.2.3.4. Efecto de la Martensita.
Bajo condiciones normales de procesamiento termo-mecánico, algunas partes de la austenita que
se forman a alta temperatura serán generalmente transformadas en enfriamientos de
temperatura ambiente, Figura 6. Solo bajo enfriamientos muy lentos, o mantener la temperatura
justo debajo del solvus de la austenita (alrededor de 900°C (1650°F) para una aleación 0.05 t% C-
17% Cr, la elevada temperatura de la austenita transformará a ferrita y carburos, como esta
predicho por el diagrama de fases. La martensita en aceros inoxidables ferríticos se ha demostrado
que tiene efectos benéficos y perjudiciales. La presencia de martensita en cantidades apreciables
promueve la fractura por hidrógeno inducido, similar a la que experimentan aceros estructurales
[8]. La martensita es también citada como una fuente de fragilización debido a sus características
de fractura y deformación relativa a la ferrita [6, 9-10]. Hayden [11] y Wright [12] han demostrado

Antecedentes
10
que las microestructuras combinadas basadas en los sistemas Fe-Cr-Ni y Fe-Cr-Mn
respectivamente han mostrado propiedades de dureza relativas a una estructura completamente
ferrítica o martensita.
Dependiendo del contenido de carbono de la aleación y la fracción volumen de martensita
presente, la martensita que se forma en aceros inoxidables ferríticos es generalmente de
contenido bajo de carbono, con la dureza de la martensita misma por niveles debajo de 30 HRC. A
temperaturas elevadas, donde la austenita es estable, el carbono pasara de la ferrita a la austenita
porque tiene una mayor solubilidad el carbono en la austenita. Por ejemplo entre 1000 y 1200°C
(1832 y 2190°F), Figura 3, los rangos de contenido de carbono en la austenita son de 0.05 a 0.3%
en una aleación de 17Cr-0.05C. Si el contenido de carbono en la austenita alcanza su equilibrio a
1200°C (2190°F) y es enfriada rápidamente a temperatura ambiente, la dureza de la martensita
será aproximadamente de 50 HRC. Este requerirá completa disolución de los carburos originales y
amplio tiempo para que la difusión ocurra.
En general a elevada temperatura la microestructura no alcanza la composición en equilibrio y la
martensita que se forma no alcanza estos niveles altos. Así la perdida de ductilidad y dureza
usualmente asociada con martensita sin templar en aceros estructurales con contenidos de
carbono, que excedan el 0.15 % no es normalmente un problema en estos aceros
La presencia de martensita en aceros inoxidables ferríticos con contenidos de cromo medio y bajo
se han relacionado a una pérdida de resistencia a la corrosión[13]. El ataque de corrosión en
microestructuras zonas afectadas por el calor (HAZ) en una solución hirviendo de acido sulfúrico al
2% conteniendo 600 ppm de iones Cu+ se encontró que incrementa como función del contenido
de martensita al 20%vol. Hay también evidencia de que la interface martensita-ferrita es un sitio
preferencial para corrosión intergranular bajo esfuerzos [14].
2.2.3.5. Secuencia de transformación y solidificación.
Como se muestra en la Figura 3, la solidificación inicial de los aceros inoxidables ferríticos soldados
siempre ocurren como ferrita primaria. La microestructura en la zona de fusión puede ser
completamente ferrítica o una mezcla de ferrita y martensita, con la martensita localizada en los
límites de grano de la ferrita. Tres solidificaciones y secuencias de transformación son posibles
para los aceros inoxidables ferríticos. El primero y el más simple es descrito a continuación.
Transformación 1. Microestructura completamente ferrítica.
LL+FF
Este camino es dominante cuando la relación de elementos que promueven la ferrita a elementos
que promueven la austenita es alta, y la formación de austenita a elevada temperatura es
eliminada completamente. Este camino es común en las siguientes aleaciones.
1. Las aleaciones con contenido de cromo bajo, como los tipos 405 y 409, con el contenido
de carbono es bajo.

Antecedentes
11
2. Las aleaciones con contenido de cromo, como los Tipos 439 y 444, y 468 donde el Ti y el
Nb son agregados como estabilizadores de carburos.
3. Aleaciones con contenido alto de cromo como los tipos XM-27 (popularmente conocidos
como E-Brite o E-Brite 26-1), 25-4-4. 29-4. Y 29-4-2, donde el alto contenido de cromo
predomina.
Por la ausencia de austenita en temperaturas elevadas, el grano ferrítico crece dramáticamente al
enfriarse en el rango de temperatura de solidificación, particularmente en calentamientos altos
debido a la soldadura. Ejemplos de microestructuras completamente ferríticas con soldadura de
arco con gas tungsteno en una aleación Tipo 409 en lámina, es mostrada en la Figura 7. La
ausencia de segregaciones (o particionamiento) es una consecuencia de varios factores: (1) una
rango de temperatura de solidificación estrecho, (2) pequeña o sin partición de cromo durante la
solidificación, y (3) rápida difusión dentro de la ferrita que elimina algunos gradientes de
composición que probablemente se formaron debido a la solidificación. En particular, la difusión
del carbón en la ferrita a elevada temperatura es extremadamente rápida.
Figura 7. Zona de fusión en un Acero Inoxidable ferrítico: a) Tipo 409 (con martensita a lo largo del límite de grano).
Si la martensita está presente en la zona de fusión, hay dos caminos de transformación por la cual
puede ocurrir. En la secuencia descrita a continuación, la solidificación ocurre completamente
como ferrita y que la ferrita es estable en el estado sólido sobre el rango de temperatura.
Transformación 2. Ferrita y Martensita.
L L+F F F+A F+M
En el enfriamiento, algo de austenita se forma a temperatura elevada en los límites de grano de la
ferrita. Esta austenita entonces se transforma en martensita como la zona de fusión se enfría a
temperatura ambiente. Esta secuencia es descrita en la Figura 3 cuando se considera el contenido
de carbonn en un rango de 0.05 a 0.15%. Nota que el contenido de carbono (o elementos que
promueven la austenita) incrementa, la temperatura de solvus de la ferrita incrementa y el rango
de temperatura sobre la cual solo la ferrita esta en el estado sólido disminuye. Este puede tener
implicaciones importantes con respecto al crecimiento de grano ferrítico, el crecimiento de grano
ferríticos parara una vez que la austenita comienza a formarse a lo largo de los limites de grano.
Esta transformación es común en los Tipo 430,434 y los aleaciones 442 y 446 con contenido bajo
de carbono, y los más altos de carbón 4305 y la versión más vieja con alta carbono 409.

Antecedentes
12
La austenita también se puede formar al final de la solidificación como se describe en el siguiente
esquema.
Transformación 3: Ferrita y martensita.
L L+F L+F+A F+AF+M
Se puede notar que la solidificación comienza como ferrita primaria pero se forma austenita al
final de la solidificación mediante reacción eutéctica-peritectica. Esta secuencia de transformación
puede ser descrita con la Figura 3 si la cantidad de carbón es de 0.15%wt. Existe una región de tres
fases constituida de ferrita, austenita y líquido. La aleación entonces es enfriada a estado sólido
pasando a través de dos regímenes: ferrita y austenita. Un enfriamiento rápido a temperatura
ambiente transforma la austenita a martensita. Este camino de transformación es común en
aleaciones alto carbono Tipos 442 y 446.
La Figura 8 presenta una microestructura que presenta dos fases, ferrita y martensita. La
martensita está presente en el límite de grano de ferrita y está presente generalmente como una
fase en el límite de grano continúo. La martensita simplemente refleja la morfología de la
austenita formada a elevadas temperaturas.
Figura 8. Fase ferrita y martensita intergranular en un Acero Inoxidable 430.
2.2.3.6 Comportamiento de los precipitados.
Los aceros inoxidables soldados exhiben una fina dispersión de precipitados dentro de la ferrita o
en el límite ferrita- martensita. En aleaciones inestables como el Tipo 430, esos precipitados son
principalmente carburos ricos en cromo M23C6 y M23(CN)6, o nitruros ricos con cromo [15]. En
grados estabilizados (Tipos 444, 439. Y 468), los carburos tipos MC son también posibles.
Un ejemplo de esta precipitación en la zona de fusión del Tipo 439 pude verse en la Figura 8. Estos
precipitados se forman debido a la supersaturación de carbono y nitrógeno en la fase ferrita a
elevadas temperaturas. Con el enfriamiento, los precipitados se pueden formar intra- e
intergranularmente, dependiendo de la velocidad de enfriamiento. A altas velocidades de
enfriamiento, pueden observarse significantes precipitaciones intergranulares, mientras que a
velocidades de enfriamiento lentas los granos son sitios preferenciales [16]. La naturaleza y el

Antecedentes
13
grado de precipitación se ha encontrado que influye en las propiedades mecánicas y de corrosión
de los aceros inoxidables soldados [7, 15].
Como se muestra en la Figura 3 la solubilidad del carbono en la ferrita cae dramáticamente como
la zona de fusión se enfría en la zona de sólido. En aleaciones con 13% de Cromo, arriba de 1% en
carbono es soluble en ferrita a 1400°C pero la solubilidad cae esencialmente a cero a 1100°C. La
solubilidad del carbono en aleaciones de con 17% de cromo también cae drásticamente con el
enfriamiento, disminuyendo de 0.15% a 1400°C a aproximadamente 0.03% a 1000°C. En aceros
comerciales que contienen bajo y medio cromo conteniendo arriba de .05% en carbono, la
precipitación de carburos en la zona de fusión es inevitable en ausencia de elementos
estabilizadores de carburos y/o austenita a elevada temperatura. Muchos aceros inoxidables
ferríticos modernos contienen carbono de 0.02 a 0.03%w para permitir un extensiva precipitación
de carburos, y aun en estos aceros se espera alguna precipitación de carburos.
Si la austenita está presente a elevadas temperaturas, la precipitación no ocurrirá en la austenita,
debido a su alta solubilidad de carbono y nitrógeno. Como se muestra en la Figura 3 y Figura 9 la
solubilidad de carbono y nitrógeno en a aleación con 17 o 18% en carbono a 1200°C será
aproximadamente de 0.32 y 0.41%. Cuando la austenita está presente a elevadas temperaturas
(que resulta en microestructura austenítica a temperatura ambiente) habrá una zona libre de
precipitados en la ferrita justo a un lado de la martensita. Esto es resultados de una gran afinidad
de la austenita para el carbono y nitrógeno a elevadas temperaturas. El corto rango de difusión de
carbono y nitrógeno de la ferrita dentro de la austenita reduce la concentración local en la ferrita,
en un enfriamiento a través del rango de precipitación habrá un poco o no habrá un motor para la
precipitación. Un ejemplo de zonas libres de precipitados en un depósito de metal soldado de un
acero Inoxidable 430 se da de acuerdo a la Figura 8.
Figura 9. Diagrama Pseudobinario Fe-Cr-N a 18%Cr constante.
La precipitación también puede ocurrir a lo largo del límite ferrita-ferrita ó ferrita-martensita.
Estos precipitados son normalmente M23C6 ricos en cromo, y M23(C,N)6. Esta precipitación puede
permitir una reducción local en cromo adyacente al límite de grano, haciendo el límite de grano
sensitivo al ataque por corrosión.

Antecedentes
14
2.3 Proceso de fabricación de los Aceros Inoxidables.
No hay diferencia entre un horno para fundición de aceros inoxidables y uno para la fabricación de
acero al carbono. Comúnmente un horno es usado para ambos.
Los procesos de fundición de aceros inoxidables pueden ser considerados como una serie de pasos
traslapados. Estos son: carga, fundición decarburización reducción y acabado.
2.3.1 Carga.
La mezcla consiste de chatarra de acero inoxidable y acero al carbono, carga de cromo (una tipo
de aleación de ferrocromo alto carbono) y alguna fuente que contengan elementos como Níquel y
Molibdeno. EL Óxido de Calcio es normalmente agregado para neutralizar la sílice formada
durante la fundición. El acomodo de la carga no es diferente al realizado con acero al carbono. Es
deseable tener material pesado en el fondo tanto para proteger el corazón y evitar la posibilidad
de fallas en las caídas y rompimientos de electrodos, la carga debe desplazarse durante la
fundición. Chatarra ligera debe cargarse al final, a fin de ser la parte superior del horno donde
absorberá el calor radiado de los arcos y ayudara a proteger la tapa y los muros.
En algunos lugares, el volumen del horno es insuficiente para contener la carga entera, por lo
tanto primero una porción se funde, y se recargan una o más veces según sea necesario.
Fundir la primera carga completamente antes de agregar la siguiente carga es innecesario y
algunas veces indeseable. Toma mucho y tiempo y energía, incrementa el desgaste del refractario
e incrementa la posibilidad de salpicar cuando la segunda carga es agregada. Como regla la
primera carga será fundida en un 75% cuando se agregara la segunda carga.
Aleaciones como cargas de cromo es frecuentemente agregado entre cargas.
2.3.2 Fundición.
Después de un breve periodo de potencia para reducir, mientras los electrodos están en contacto
con la carga la distancia entre el arco y la tapa se amplían, la fusión debe de ser lo más rápido
posible. Hay dos formas usadas comúnmente previo al paso siguiente que es la decarburización: la
primera es una licuefacción completa, la otra prefiere una licuefacción menos completa, dejando
arriba del 30% del baño solido. El método anterior tiende a permitir una menor oxidación del
Cromo sobre el proceso subsecuente, aunque el tiempo de fusión se extiende. Se escogerá el
método que más convenga de acuerdo a factores como tamaño de horno, velocidad de inyección
de oxígeno, etc.
2.3.3 Decarburización.
La decarburización es el proceso principal de fundición de los aceros inoxidables, envuelve la
inyección de oxígeno gaseoso dentro del baño para oxidarlo y remover carbono. La necesidad de
remover carbono a niveles bajos en presencia de cromo crea la especial característica de la
fundición de los aceros inoxidables.

Antecedentes
15
Son ampliamente usadas dos técnicas de inyección de. El método más viejo es el uso de una lanza
de tubo recto consumible el cual es alimentado en el baño como este es calentado. El tipo de lanza
es usualmente posicionado en la interfase metal escoria. Una lanza descubierta o revestida puede
ser usada. La primera dura de 5 a 10 minutos mientras que la ultima dura arriba de 30 minutos
En hornos largos se usa una pistola de oxígeno frecuentemente enfriada con agua. La pistola sopla
oxígeno a una velocidad muy alta dentro de la escoria la cual es partida por la fuerza del gas dando
acceso al oxígeno en el metal.
2.3.4 Reducción.
La inyección de oxígeno para remover el cromo, desafortunadamente permite una substancial
oxidación del cromo. Desde un punto de vista económico este cromo es recuperado por la adición
de un agente reductor a la escoria (normalmente una aleación de silicio) tan pronto como se
termina la inyección de oxígeno. El agente reductor es generalmente acompañado por óxido de
calcio el cual puede ser agregado en la carga, creando una escoria basica de la cual el cromo se
reduce mejor.
El periodo de reducción es también usado para hacer otras adiciones, chatarra y ferrocromo baja
aleación (FeCr). Al terminar la inyección de oxígeno por el calor generado por la oxidación de C, Si,
Cr, Fe y Mn es muy caliente (1875°C). Es mucho más temperatura de lo que los refractarios
pueden soportar. Estas temperaturas ayudan a la reducción de cromo, pero una vez que la
decarburación se termine se debe de enfriar el baño para evitar el daño excesivo del refractario.
La chatarra se agrega tan pronto como la lanza de oxígeno es retirada. La chatarra debe de ser
pesada, limpiada y bien identificada. Al tiempo que la chatarra es agregada una cantidad de
Ferrocromo bajo carbono con composición conocida es agregada. Esto además enfría el baño,
minimiza adiciones posteriores y lleva el análisis del baño cercano a la especificación final de
cromo.
Como regla, se aplica potencia durante la reducción de la escoria. Mientras haya un exceso de
calor en el sistema para fundir la escoria y las adiciones, no siempre es bueno exceder la
temperatura y mezclar la escoria y el metal en estas condiciones, por lo tanto se usa una potencia
adicional para licuar la escoria.
El agente reductor ampliamente usado es Ferrocromo Silicio (FeCrSi). FeCrSi es seleccionado
debido a su bajo costo, lo cual es usualmente más barato que el equivalente a agregar Ferrosilicio
(FeSi) y Ferrocromo (FeCr) bajo carbono. Ferromanganeso Silicio también es ampliamente usado,
cuando su uso es menos costoso que el equivalente a adicionar manganeso y silicio por separado.
La cantidad de adición es determinada por la cantidad de cromo a ser reducido de la escoria, el
cual depende de las condiciones durante la decarburización.
La reducción normalmente toma 20 minutos, la escoria reducida es removida y reemplazada con
una escoria final. Esta escoria está formada por óxido de calcio, fluorita y generalmente un agente
reductor el cual es relativamente fino de Ferrosilicio.

Antecedentes
16
La reducción y eliminación de la escoria se combinan en algunas fabricas en una operación en el
horno. En este caso después de varias adiciones hechas en la reducción y fusión de la escoria, el
metal y la escoria son vertidas en un cucharon. La escoria es decantada y el metal es regresado al
horno. Esto tiene ciertas ventajas:
1. Logra que la mezcla íntima entre el metal y la escoria mejore la eficiencia de la reducción
de la escoria.
2. Enfría el metal.
3. Permite al operador reparar el horno y muy frecuentemente permite enfriar el refractario.
4. Simplifica la eliminación de escoria.
5. Mezcla muy bien el metal por lo cual se puede obtener una composición química
representativa de todo el material.
6. En algunos casos se pueden pesar aleaciones de metal antes de regresarse al horno para
tener una composición mas precisa.
2.3.5 Acabado.
Este periodo empieza agregando la así llamada escoria final e incorpora tareas como
muestreo, desulfuración y ajuste de temperatura. Las escorias son generalmente agregadas
con FeSi o Silicato de Calcio (CaSi). Aluminio es agregado en la escoria, aunque solo en casos
especiales donde son necesarios niveles bajos de sulfuro o de elementos altamente oxidables.
En algunos lugares y bajo algunas condiciones, la reducción de la escoria puede no ser
removida. En este caso el periodo de reducción y el periodo de acabado llega a ser indistinto.
2.3.6 Desoxidación.
Con altos niveles de Si, Mn y Cr los aceros inoxidables se desoxidan así mismo. De otra forma,
para el control de la limpieza de los aceros y control de inclusiones, el Aluminio puede ser
usado en algunos aceros como Ferríticos y Martensíticos. Ocasionalmente el Aluminio se
adiciona en el baño por debajo de la escoria y frecuentemente la adición se lleva a cabo en el
cucharon.
En grados Austeníticos, el aluminio es rara vez utilizado debido a que los productores
consideran que se daña la apariencia superficial del material cuando se pule.
El Silicato de Calcio (CaSi) es usado en algunas plantas para la modificación de inclusiones con
una mejora en la calidad interna y superficial del material.
Las adiciones en la cuchara no son necesariamente una regla. Si es necesario, se agregan
aleaciones de aluminio y calcio, aparte de eso también se agregan titanio y niobio en la
cuchara.

Antecedentes
17
2.4 Teoría del potencial mixto.
Las bases teóricas para las pruebas de corrosión electroquímicas surgieron de la teoría del
potencial mixto, la formulación más común es la de Wagner y Traud [17]. En esencia esta teoría
separa las reacciones de oxidación y reducción, y postula que la velocidad total de las reacciones
de reducción es igual a la velocidad total de las reacciones de oxidación sobre la superficie en
corrosión.
Las reacciones de oxidación, referidas como anódicas, por que ocurren en sitios anódicos sobre el
metal en corrosión ó en el ánodo en una celda electroquímica, pueden ser representadas por la
reacción general.
En esta reacción el número de electrones producidos iguala la valencia del ion metálico producido.
La teoría del potencial mixto propone que todos los electrones generados por las reacciónes
anódicas son consumidos por las reacciones de reducción correspondiente. Las reacciones de
reducción son conocidas como catódicas, porque ocurren en sitios catódicos de un metal en
corrosión. Las reacciones catódicas encontradas en soluciones acuosas de corrosión son las
siguientes:
1. Reducción de iones hidrogeno 2H++2e H2
2. Reducción de oxígeno (soluciones acidas) O2 + 4H+ + 4e 2H2O
3. Reducción de oxígeno (soluciones básicas o neutras) O2 + 2H2O + 4e 4OH-
4. Reducción del ion metálico. M+n + neM
5. Deposición del metal M+n + ne M.
Durante la corrosión puede ocurrir más de una reacción anódica y catódica. Considerando por
ejemplo la corrosión de una acero inoxidable en una solución de acido clorhídrico contaminada
por iones férricos. El potencial mixto, el cual es referido comúnmente como el potencial de
corrosión, denotado por el símbolo Ecorr es el potencial donde la velocidad de las reacciones
anódicas es igual al total de reacciones catódicas. La densidad de corriente correspondiente a Ecorr
se le llama densidad de corriente de corrosión, icorr, y es una medida de la velocidad de corrosión.
2.5 Medida de la velocidad de corrosión por extrapolación.
La densidad de corriente de corrosión, icorr, no puede ser medida directamente, ya que la corriente
está envuelta entre sitios catódicos y anódicos microscópicos sobre la superficie del metal
corroído. Una práctica conveniente y moderna es emplear un potenciostato con un electrodo de
referencia (frecuentemente un electrodo de calomel saturado). Esencialmente el potenciostato es
un instrumento que aplica corriente a una muestra que permite controlar el potencial de la forma
en que uno desea. El electrodo de referencia provee un potencial estándar conocido.

Antecedentes
18
Una forma de medir icorr es extrapolando ciertas regiones lineales de las curvas densidad de
corriente-potencial. El procedimiento para la técnica de extrapolación en las curvas es el siguiente.
En este procedimiento la muestra inicialmente actúa como un cátodo en la celda electroquímica
que tiene al medio corrosivo (electrolito). La curva catódica potencial-densidad de corriente es
medida sobre un rango alrededor del potencial de corrosión Ecorr. La curva puede ser obtenida
variando el potencial continuamente o por pasos. A un Ecorr la medición de densidad de corriente
catódica es cercana a cero.
Para lograr que la muestra se comporte como ánodo, se aplica un potencial mayor a partir del
potencial de corrosión Ecorr. La corriente anódica aumenta con el incremento del potencial, dando
un aumento al la medición de la curva anódica.
En teoría la variación de las curvas catódicas y anódicas deben ser lineales, intersectando en un
punto definido como Ecorr/icorr. Sin embargo las curvas se desvían de la linealidad
aproximadamente en el punto Ecorr. Esta desviación de la linealidad es consecuencia de los sitios
anódicos y catódicos desarrollados en la superficie de la muestra conforme la corriente aplicada
llega a ser más pequeña. No obstante ambas curvas catódicas y anódicas contienen segmentos
lineales, algunas veces referidos a regiones de Tafel.
Figura 10. Medición de icorr por extrapolación.
Extrapolando los segmentos lineales de cada medición de la curva anódica y catódica e
intersectando estas líneas extrapoladas obtendremos el potencial de corrosión Ecorr y por
consiguiente la icorr, como se muestra en la Figura 10.
Hay muchos procedimientos prácticos descritos en la literatura de corrosión para medir la icorr por
la técnica de extrapolación, incluyendo procedimientos con galvanostato y potenciostato. Un
procedimiento con el potenciostato, el cual es usado para medir la icorr de los aceros inoxidables en
ácidos no oxidantes, emplea barridos de potenciales catódicos y anódicos para establecer las
regiones lineales catódicas, en conjunción con una velocidad de barrido de potencial rápido que es
posible con potenciostato modernos.

Antecedentes
19
La densidad de corriente, icorr, puede ser convertida en velocidad de corrosión por medio de la
siguiente relación:
(1)
Donde CRmpy= velocidad de corrosión (milímetros/año)
icorr= densidad de corriente de corrosión (µA/cm2)
e= peso equivalente del metal.
ρ= densidad del metal (g/cm3)
Esta ecuación describe la velocidad de corrosión de un metal puro el cual tiene cierta densidad y
peso equivalente. Ya que los aceros inoxidables tienen un mayor número de elementos aleantes
de diferentes densidades y pesos equivalente, se debe de hacer un cálculo de las contribuciones
parciales de los varios elementos de aleación. Se obtiene un factor de conversión que debe ser
multiplicado por la icorr para obtener la velocidad de corrosión, que es:
CRmm/y= Kicorr (2)
La técnica de extrapolación para medir icorr es dependiente sobre la habilidad de identificar las
regiones lineales (Tafel) [18]. Los medios donde las reacciones de reducción es más de una o en la
cual grado de especies reducibles en la superficie del cátodo determina la velocidad de reducción,
exhiben regiones menos lineales, haciendo la extrapolación menos precisa. Esta desventaja puede
ser cubierta con la técnica de polarización lineal (resistencia).
2.6 Medición de la velocidad de corrosión por polarización lineal.
El valor de icorr también puede ser medida por otra técnica conocida como polarización lineal. Esta
técnica está basada sobre la demostración práctica y teórica que un potencial muy cercano al
potencial de corrosión Ecorr, +/- 10 mV, la pendiente del potencial/corriente aplicada es
aproximadamente lineal, como se muestra en la Figura 11. Está pendiente ΔE/Δi, tiene unidades
de resistencia; por lo tanto la técnica es algunas veces llamada resistencia a la polarización.

Antecedentes
20
Figura 11. Medición de corrosión por Polarización Lineal.
Aceptando la linealidad de la pendiente ΔE/Δi, ha sido demostrado que icorr es inversamente
proporcional a esta pendiente por la ecuación:
(3)
Donde βa y Bc son las pendientes de Tafel, respectivamente. En general es aceptado que la
cantidad BaBc/2.3(Ba+Bc) es una constante C, por lo tanto, icorr esta dado por la relación:
(4)
2.7 Medida de la resistencia a la Polarización según la norma ASTM G59.
Esta Norma describe un procedimiento experimental para medidas de resistencia a la polarización los cuales pueden ser usadas para la calibración del potenciostato y verificación de técnicas experimentales. Este método proporcionar potenciales de corrosión y medidas de resistencia a la polarización potenciodinámica reproducibles siempre y cuando cuente con el Material de referencia (Acero Inoxidable 430 acreditado) con la composición química, Tabla 3 y microestructura requerida Figura 34[2]. En este método, un potencial pequeño, ΔE(t), definido con respecto al potencial de corrosión
(ΔE=E-Ecorr), es aplicado a una muestra metálica. Las corrientes resultantes son registradas. La
resistencia a la polarización, Rp, de un electrodo de corrosión es definido de la eq. 1 como la
pendiente en la grafica de potencial contra la densidad de corriente a i=0 [19-21]
0/,0)( dtdEipi
ER
(5)
La densidad de corriente es dada por i. La densidad de corriente de corrosión, icorr, está
relacionado con la resistencia a la polarización por el coeficiente de Stern Geary, B. [21]

Antecedentes
21
p
corrR
Bi 610
(6)
La dimensiones de Rp están dadas por ohm-cm2, icorr es μA/cm2, y B esta en Volts. El coeficiente de
Stern-Geary está relacionada a las pendientes de Tafel anódico, ba, y catódico, bc, por la ec. 3
)(303.2 ca
ca
bb
bbB
(7)
Las unidades de las pendientes de Tafel son Volts. La velocidad de corrosión CR, en mm por año,
puede ser determinado de la Eq. 8 en la cual EW es el peso equivalente de las especies corroídas
en gramos y ρ es la densidad del material es corroído en g/cm3.
EWixCR corr31027.3
(8)
2.8. Uso de la técnica de Polarización anódica para control de la corrosión.
2.8.1 Transición Activa Pasiva y Pasividad.
El objetivo principal del acero inoxidable o de una aleación mayor es poder soportar un medio
dado por un tiempo de vida del equipo en cuestión. El estado en el cual un acero inoxidable exhibe
un grado de corrosión bajo es conocido como pasividad. Una forma conveniente de obtener
conocimiento de la pasividad de un acero inoxidable es considerando el diagrama densidad de
corriente- potencial, generado por la curva de polarización. Para ello hay que incrementar el
potencial en la dirección noble a partir del Ecorr y registrando la corriente resultante, se obtiene
una variación de la densidad de corriente y potencial como se puede ver en la Figura 12. Primero
la medición de corriente cesa al incrementar el potencial aplicado, y a ese potencial usualmente se
le llama Pasivación Primera (Epp) y la corriente comienza a descender. El inicio de esta disminución
es conocida como la transición activa pasiva. Alrededor de este potencial, la corriente cae a muy
bajos valores, ipass, (densidad de corriente pasiva) y se mantiene a bajos valores (aunque no es
necesariamente constante) sobre un ancho rango de potencial. El rango de potencial sobre la cual
la corriente mantiene bajos valores es llamado rango de potencial pasivo, y es este rango el que
define la pasividad de un acero inoxidable en combinación con el medio. Las velocidades de
corrosión en estos rangos son muy bajos(16).

Antecedentes
22
Figura 12. Curva de polarización esquemática de un acero inoxidable solución de acido sulfúrico
Continuando con el incremento del potencial aplicado en la dirección noble, se obtendrá otro
potencial en el cual de densidad de corriente aumentara. El potencial a la cual incrementa la
corriente es crítico dependiendo del medio al cual se encuentra sujeto. Por ejemplo un solución
de acido sulfúrico libre de cloro este potencial representa el comienzo del oxígeno gaseoso por la
electrolisis del agua, y ese conocido como el Potencial Transpasivo (Et), el potencial representa el
comienzo del comportamiento transpasivo. Sin embargo en soluciones que contienen cloro, la
corriente rompe a potenciales más bajos (más activos) como se muestra en la Figura 12. Este
rompimiento viene acompañado por la formación de picaduras de corrosión sobre la superficie de
las muestras, y es conocido usualmente como Potencial de Picadura (Ep). Como las picaduras
pueden perforar y destruir el material, el Potencial de Picadura (Ep) no debe de ser excedido.
Como en algunos medios industriales están contaminados con iones cloro, el rango de potencial
pasivo está definido prácticamente entre el Potencial de Pasivación Primera (Epp) y el Potencial de
Corrosión (Ep), aunque en algunos casos está definido entre el Potencial de Pasivación Primera
(Epp) y el Potencial Transpasivo (Et ).
2.8.2 Medición de Polarización anódica Potenciostática y Potenciodinámica.
La norma ASTM G5, “Método de referencia estándar para medidas de polarización anódica
potenciostáticas y potenciodinámicas” es un método que cubre un procedimiento experimental
que es utilizado para verificar técnicas experimentales y de instrumentación. Este método deberá
proveer mediciones de polarización anódica potenciodinámica y potenciostáticas repetibles que se
podrán reproducir ciertos datos determinados, usando un material de referencia, el cual es un
acero inoxidable AISI Tipo 430 [1].
De acuerdo a los resultados obtenidos en la prueba, es posible formar una curva de polarización ó
curva catódica potencial-densidad de corriente la cual es medida sobre un rango alrededor del
potencial de corrosión Ecorr. La curva es obtenida variando el potencial continuamente o por pasos.
La Norma presenta un rango de curvas de polarización anódicas potenciodinámicas y
potenciostáticas aceptables mostrado en la Figura 13, que se tienen que obtener utilizando el

Antecedentes
23
acero inoxidable AISI Tipo 430 con el procedimiento establecido, y que cualquier resultado
comprendido fuera de este rango, significa que se pueden tener errores en el procedimiento o en
la instrumentación.
Figura 13. Diagrama de Polarización Potenciodinámica usando el estándar de Acero Inoxidable 430.
2.9 Corrosión por Picaduras.
Corrosión por Picaduras, como su nombre lo indica, es una forma de ataque corrosivo localizado
que produce picaduras. Puede ser una forma destructiva de corrosión en estructuras ingenieriles si
causa perforación del equipo. Sin embargo picaduras menores no causan perforación y son
frecuentemente toleradas y aceptadas ingenierilmente por razones económicas. Por lo tanto se
han desarrollado métodos capaces de definir condiciones bajo las cuales un sistema dado
metal/medio es probable que exhiba picaduras. Se han propuesto un gran número de teorías que
explican la iniciación de las grietas en superficies perfectas (por ejemplo, superficies que no
contengan defectos físicos como inclusiones, heterogeneidades superficiales, etc) lo cual
consideran que la iniciación de la grieta es resultado de ciertas interacciones entre las especias en
el medio (ejemplo, iones cloro) y la superficie pasiva. Entre estas teorías ambas son cinéticas, los
cuales explican el rompimiento de la pasividad en términos de la adsorción competitiva entre los
iones cloro y oxígeno, termodinámicamente se considera el potencial de picadura al potencial en
el cual el ion cloruro esta en equilibrio con el óxido. El acero inoxidable comercialmente producido
contiene numerosas inclusiones, segundas fases y regiones con composición heterogénea,
resultados en la literatura han demostrado que la iniciación de las picaduras aparece en
estructuras heterogéneas, particularmente, pero no exclusivas con inclusiones [22]

Antecedentes
24
2.9.1. Técnicas para medir tendencia por picadura.
Las técnicas electroquímicas permiten establecer una combinación metal-medio que permita
obtener una picadura, comparando el potencial de corrosión Ecorr con el potencial de pasivación,
Ep, como se ilustra en la Figura 14.
Figura 14. Ilustración esquemática de una curva de polarización donde se indican las condiciones bajo la cual las picaduras pueden o no pueden ocurrir.
Algunas investigaciones mide el Potencial de Picadura (Ep), de la curva de polarización anódica
[23]. En soluciones aireadas con cloruros, donde la posibilidad de picadura en aceros inoxidables
es una preocupación, el Potencial de Corrosión (Ecorr), es el potencial que define la transición activa
pasiva. La corrosión ocurrirá dependiendo de la separación del Potencial de Corrosión (Ecorr) y el
Potencial de Picadura (Ep). Si el Potencial de Corrosión (Ecorr) es muy cercano al potencial de
Picadura (Ep), algún pequeño cambio en el poder de oxidación de la solución, como la introducción
de vestigios de óxidos (ejemplo, iones cúpricos o férricos), pueden provocar picaduras reduciendo
la separación entre el Potencial de Corrosión (Ecorr) y el Potencial de Picaduras (Ep). La combinación
de medio y aleación que son improbables que causen picaduras tendrá un Potencial de Corrosión
(Ecorr) significativamente activo que el Potencial de Picadura (Ep), como se muestra en la Figura 14,
aunque noble al potencial que define la transición activa pasiva en medios ácidos, otra forma de
corrosión general ocurrirá. Debido a que los valores de Potencial de Corrosión (Ecorr) en aceros
inoxidables en soluciones de cloro oxigenadas no cambiaran significativamente de aleación a
aleación, se ha acostumbrado igualar simplemente la resistencia a la picadura con el valor
absoluto del Potencial de Picaduras (Ep), que con la diferencia (Ep-Ecorr). Así es generalmente
aceptado que mientras mayor sea el valor del Potencial de Picaduras (Ep) mayor será la resistencia
a la picadura.
2.10 Corrosión por hendidura.
Esta forma de corrosión se caracteriza por un intenso ataque localizado en grietas expuestas a
agentes corrosivos. Este proceso normalmente asociado al estancamiento de pequeños

Antecedentes
25
volúmenes de solución causados por perforaciones en empaquetaduras, juntas labiales, defectos
superficiales o grietas bajo pernos u otros elementos de sujeción.
El mecanismo básico de corrosión por hendidura, considera un metal M en contacto con una
solución salina, en presencia de oxígeno. En este proceso produce la disolución del metal M y la
reducción de iones oxígeno e hidróxido (3,7,5).
Esta situación tiende a producir un exceso de carga positiva en la solución, la cual es necesaria
equilibrar, con la migración de iones cloro a la grieta. Esto da como resultado el aumento de
concentración de metal clorado en esta zona.
Estos productos de hidrólisis dentro de la grieta y son los responsables de aumentar la tasa de
disolución del metal M.
2.10.1 Técnica electroquímica para medición de la tendencia a la corrosión por hendidura.
Históricamente cinco parámetros electroquímicas han sido explorados en relación a la corrosión
por hendidura: densidad de corriente pasiva, ipas; la densidad de corriente activa pasiva, icrit;la
diferencia entre el potencial de picadura, Ep, y la medición de potencial por escaneo reverso, Ex, el
potencial de picadura medido con una electrodo fisurado; y el potencial de repasivación medido
con un electrodo fisurado.
En la Figura 15 se muestras las curvas de polarización de un material montado en diferentes
soportes, donde es posible observar que las curvas tiene un comportamiento diferente de acuerdo
al tipo de soporte. Esta variación se da debido a la fisura creada entre la muestra y el soporte,
favoreciendo la corrosión por fisuras, y por lo tanto datos erróneos sobre el comportamiento del
material en las curvas de polarización [24].
Figura 15. Curvas de polarización anódicas de una aleación Fe-10Cr-10Ni en un solución 1 N. de H2SO4 a 25° C como función de la técnica de montaje del electrodo.

Antecedentes
26
2.11. Corrosión Intergranular.
Aceros inoxidables austeníticos, como el AISI 304, contienen un porcentaje importante de
carbono, el cual está en estado sólido a temperatura ambiente, por lo tanto desde el punto de
vista termodinámico el acero inoxidable es estable ya que puede coexistir la solución solida en
fase austenítica del carbono, con el carburó de cromo.
Sin embargo, cuando el metal se somete a un tratamiento térmico sobre los 1000 °C y un posterior
templado, el carburo de cromo se descompone, pasando a la solución austenítica. Esta da como
resultado una estructura uniforme de la solución en fase austenítica, lo que le da al acero
excelentes propiedades.
Cuando el acero es sometido a tratamientos térmicos mal realizados, calentamientos y
enfriamientos defectuosos, o calentamientos excesivos sufridos por soldadura, los átomos de
carbono tienden a precipitar en la frontera retículas como carburos de cromo. Esta situación hace
que la concentración de carburo de cromo sea mayor en la frontera reticular que en zonas
contiguas a los mismos, lo que genera una difusión entre una zona y otra de este material. Este
fenómeno se llama sensibilización.
La sensibilización hace que el acero inoxidable quede expuesto a la corrosión Intergranular cuando
está en ambientes corrosivos. En algunos casos también reduce la resistencia a los fenómenos de
corrosión por picaduras o grietas y en otra corrosión bajo tensión.
Figura 16. Curva de polarización anódica de un acero inoxidable tipo 304, en un solución 2N H2SO4 a 90° C después de ser sensibilizado a 650 °C a diferentes tiempos.
2.11.1. Técnica electroquímica para la medición de corrosión Intergranular.
Es posible utilizar la técnica de polarización para conocer el comportamiento de un material sujeto
a diferentes tiempos de tratamiento donde es posible ver en su comportamiento reflejado en las
curvas de polarización.

Antecedentes
27
La Figura 16 muestra curvas de un acero inoxidable Tipo 304 en una solución 2 N H2SO4 a 90 ° C
después de ser sensibilizado a 650 ° C durante diferentes tiempos. De acuerdo a las curvas
podemos ver que materiales sujetos a tiempos largos de sensibilización tardan más tiempo en
empezar a desarrollar su capa pasiva, y sin embargo, la capa pasiva desarrollada no es
completamente protectora ya que no presenta un rango aceptable de pasivación. En la muestra
que no tiene tiempo de sensibilización se puede ver que la muestra alcanza la transición activa
pasiva a menores tiempos y a menores densidades de corriente [24].
2.12 Desviaciones en las Curvas de Polarización para el Acero Inoxidable 430.
2.12.1 Efecto de Hendidura.
Los ejemplos de densidades de corriente pasivas los cuales son mayores para una grafica estándar
de Polarización Potenciodinámica, Figura 17, es atribuible a una abertura entre la muestra y el
material de montaje. La abertura debe ser el resultado de técnicas de montaje o el material usado
para montar.
Figura 17. Efecto de Fisura en las Curvas de Polarización Anódica.
El electrolito se almacena dentro de la fisura, entre la muestra y el material de montaje, en esta
zona el material pierde su pasivación. Aunque la cara de la muestra se pasiva, la alta densidad de
corriente asociada con la abertura activa contribuye a un crecimiento en la medición de densidad
de corriente [1].
2.12.2 Efecto Instrumental.
Las bajas densidades de corrientes pasivas mostradas en la son indudablemente el resultado de
problemas instrumentales. Este efecto puede ser eliminado calibrando la corriente sobre el rango
entero de interés antes de conducir un experimento, Figura 18 [1].

Antecedentes
28
Figura 18 Efecto Instrumental en las Curvas de Polarización Anódica.
2.12.3. Efecto del Oxígeno.
La “curva negativa” a potenciales entre -0.350 V y -0.050 V, mostrado por las líneas achuradas en
la Figura 19, ocurre cuando la corriente catódica total excede la corriente total anódica. Dichos
resultados son característicos de la existencia de oxigeno presente en la solución. La purga de gas
debe de remover oxigeno del sistema, pero debe de haber fuga de aire o el gas de purga será
contaminado con oxígeno. Es necesario tomar extrema precaución en el diseño del equipo de
cristalería y asegurar la alta pureza en el gas usado para evitar contaminación por oxígeno [1].
Figura 19. Efecto de Oxígeno en las Curvas de Polarización Anódica.

Desarrollo Experimental
29
3. Desarrollo Experimental.
Se obtuvo el Acero Inoxidable 430 Comercial el cual se realizó un análisis químico y de
microestructura. Se analizó electroquímicamente mediante la norma ASTM G5 Y G59 para
obtener: Potencial de Corrosión, Resistencia a la Polarización y las curvas de Polarización
Potenciodinámica y todos estos resultados se tomaron como referencia para la fabricación en los
Laboratorios de Fundición del DIMM ESIQIE IPN y tratamientos posteriores del Acero Inoxidable
430 .
Inicialmente se fabrico el Acero Inoxidable 430 en un Horno de Inducción el cual fue vaciado en
molde metálico. Se analizo química, microestructural y electroquímicamente el material vaciado
para estudiar sus diferencias con respecto al Acero Inoxidable 430 comercial.
Después se Homogenizo el material mediante Recocido con la intención de tener homogeneidad
en composición química y de microestructura y se analizo electroquímicamente para ver la
influencia de la homogenización en la grafica de Polarización Potenciodinámica y se comparo con
el Acero Inoxidable 430 comercial.
Finalmente se lamino en caliente el material para romper la estructura de colada finalizando con
su análisis macroestructural y electroquímico para conocer la influencia de la deformación en
caliente y se comparo con el Acero Inoxidable 430 comercial.

Desarrollo Experimental
30
Figura 20 Diagrama de Bloques mostrando el desarrollo experimental.
Acero Inoxidable 430
Comercial
Acero Inoxidable 430
fabricado en el DIMM
ESIQIE IPN.
Análisis Químico
Fundición del Acero
Inoxidable 430.
Tratamiento Térmico
de Homogenización
Análisis
Electroquímico
mediante la Norma
ASTM G5
Laminación
Análisis
Metalográfico
Análisis
Metalográfico.
Análisis
Metalográfico.
Análisis Químico
Análisis
Metalográfico.
Análisis
Electroquímico
mediante la Norma
ASTM G5
Análisis
Electroquímico
mediante la Norma
ASTM G5
Análisis
Electroquímico
mediante la Norma
ASTM G5
Comparación de
Resultados.
Análisis y Conclusión de
Resultados.

Desarrollo Experimental
31
3.1 Material y equipo utilizado.
3.1.1 Fabricación del Acero Inoxidable.
Acero al carbono 1018
Ferroaleación (FeCr)
Tanques de Argón
Óxido de Calcio
Fluorita (CaF2)
Ferrosilicio (FeSi).
Cascarilla de Laminación
Horno de Inducción con capacidad nominal de 10 kg
Olla refractaria para vaciado y transporte del acero liquido.
Lingotera de Hierro Gris.
Medidor de temperatura.
3.1.2 Análisis Químico y Microestructural.
Espectometro de Chispa
KCl, Marca Fermont, Pureza 99.3%
HCl, Marca Realyt´s Productos Químicos.
Acido Nitrico, Marca Fermont.
Glicerina, Marca Reactivos Analiticos.
Microscopio Óptico Marca Olimpus modelo GX51
Software Image Pro 6.2
3.1.3 Tratamiento de Homogenización.
Horno tubular de Alta temperatura Carbolite
3.1.4 Pruebas Electroquímicas.
Celda de corrosión K0047 Priceton Applied Reserach.
Electrodos Auxiliares de grafito alta densidad
Capilar Luggin
Electrodo de Calomel Saturado de KCl 3M, Corning Inc.
Potenciostato Galvanostato Modelo 263ª de la serie 48102
Acido Sulfúrico (H2SO4) J. T Baker, Densidad 1.84
Baño de temperatura constante, PolyScience Modelo 8001
Nitrógeno con pureza de 99.997%
Moto Tool Dremel Multipro Velocidad Variable.
Alcohol 99.9% 2-Propanol, J. T Baker.
Acetona CH3(CO)CH3. J. T Baker.
Software Power Suit Version 2.56.

Desarrollo Experimental
32
Computadora Dell Modelos Dimension E520 para procesamiento de datos.
Termómetro, Lauka.
Multimetro, Fluke Modelo 75.
Calibrador Digital, Mitutoyo, Modelo Cd-6” CSX
Matraz de 1 Litro clase A Serie A946
Probeta graduado KIMAX
Pipetas volumétricas 20 mL, KIMAX
Campana Extractora, Marca Lab Tech.
3.1.5 Laminación
Molino de Laminación, Marca Sir James Farmer Norton % Company Ltd, modelo Dp-008
Mufla, Marca Thermolyne.
3.2 Fabricación del Acero Inoxidable 430
3.2.2. Calculo de Carga.
Se partió de un Acero bajo carbono 1018, que contiene una mínima cantidad de elementos
aleantes y a partir de este acero es posible partir para la fabricación del acero Inoxidable 430 Tabla
2 [25].
Tabla 2 Composición Química del Acero al Carbono 1018.
C Si Mn P Máx S Máx Fe
0.15-0.20 0.15-0.35 0.60-0.90 0.040 0.050 Balance.
En la Tabla 3 se muestra la composición química del acero Inoxidable 430 que se desea fabricar
[26].
Tabla 3 Composición química del Acero Inoxidable 430
%CMax %Cr %Mn %Si %P %S Fe
0.12 16-18 1.0 1.0 0.40 max. 0. 30 max. Balance
3.2.2.1 Calculo de elementos aleantes para la fabricación del Acero Inoxidable 430.
C=100x0.12=12 g C
Cr=100x16=1600g C
Fe=100x84=8400g C

Desarrollo Experimental
33
El ferrocromo utilizado para la fabricación del acero inoxidable se encuentra en cierta proporción y
con un rendimiento establecido que se muestra en la Tabla 4 [27].
Tabla 4 Composición Química de Ferrocromo.
Material Composición Rendimiento.
FeCr Bajo C 63.66 % Cr 36.34% Fe 90%
3.2.2.2 Calculo de Ferroaleaciones.
Ajuste de Carga
Carga Final:
2792g FeCr
7385g de Acero 1018
Carga Total= 2792gr FeCr+7385g Acero 1018= 10117g Carga.
Escoria de decarburación
150g CaO
36g CaF2.
150g Cascarilla de Laminación.
3.2.3 Secuencia de Colada.
1ª Etapa.
1. Se pesa y prepara la carga que se alimenta al horno.
2. Se carga el horno con las barras de Acero 1018
3. Se enciende el horno así como los sistemas de extracción y enfriamiento (bomba de
circulación de agua) para iniciar la fusión.

Desarrollo Experimental
34
4. Cuanto el metal empieza a ablandarse por la temperatura se inyecta argón por la tobera
inferior.
5. Cuando el metal pase a estado líquido y se tiene la temperatura adecuada se agrega la
primera escoria de Decarburación y se deja que reaccione durante 10 minutos, después se
retira la escoria.
6. Se agrega la Segunda escoria de Decarburación y se deja reaccionar durante 10 minutos,
después se retira la escoria.
7. Por último se agrega la tercer escoria de Decarburación se deja que actué durante 10
minutos y se procede a desescoriar.
8. Se adiciona FeSi(10g) y Al (10g) para desoxidar
2ª Etapa.
1. Se coloca la tapa para evitar la oxidación del baño metalico.
2. Una vez desoxidado el baño se agrega la ferroaleación.
3. Se inyecta Argón por la tapa para crear una atmosfera inerte.
4. Cuando la temperatura haya alcanzado la temperatura de fusión (1650°C) medido con el
termopar se procede al vaciado.
3ª Etapa.
1. Se acerca una olla previamente calentada al la piquera del horno de inducción
2. Se vacía el acero líquido a la olla, al mismo tiempo que se agregan FeSi y Al como
elementos desoxidantes.
3. De la olla se vacía al molde que estuvo previamente secado y precalentado
4. Se espera a que solidifique el material para su extracción del molde.

Desarrollo Experimental
35
3.3 Homogenización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
El acero inoxidable 430 fabricado en el DIMM ESIQIE IPN, se vació en una lingotera con una forma
simple, donde se formó una microestructura que a veces se conoce como estructura de lingote, la
cual está formada por tres partes, zona templada, zona columnar y zona equiaxial, como se puede
observar en la Figura 35.
El enfriamiento del lingote lleva la segregación de elementos en algunas zonas de la pieza aunado
a la estructura de lingote, por lo cual el material debe ser sometido a un tratamiento de recocido
para homogenizar su composición química así como eliminar la estructura de colada.
Se realizaron 5 tratamiento diferentes con las variables mostradas en la Tabla 1, hasta obtener una
microestructura recristalizada.
Los tratamientos de homogenización se realizaron en un horno de alta temperatura Carbolite con
un refractario de alta alúmina ubicado en el DIMM. El tratamiento de homogenización se
realizó sin atmosfera controlada, debido a que el Acero Inoxidable 430 es resistente a la oxidación
temperaturas de 850° (referencia) que es la temperatura cercana a la temperatura de
homogenización.
Tabla 5. Diseños Experimentales para homogenizado del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
Temperatura °C Tiempo Referencia.
Tratamiento 1 815° 3 Hrs Norma ASTM G5 [1]
Tratamiento 2 815° 5 Hrs Norma ASTM G5 [1]
Tratamiento 3 900° 2 Hrs Handbook of
Stainless Steel [26]
Tratamiento 4 790° 1 Hr Aalco Metals Ltd [28]
Tratamiento 5 910° y 704° 1 Min y 4 Hrs H. Krafft [29]
3.3.1 Tratamiento de Homogenización 1.
El material fue calentado en el horno a 815° C durante 3 horas y después sacado del horno y
enfriado en aire. Figura 21,
Figura 21. Diagrama de tratamiento térmico #1 según la norma ASTM G5
La temperatura y se tomo de la Norma ASTM G5, propuesta para el Acero Inoxidable 430 [1].
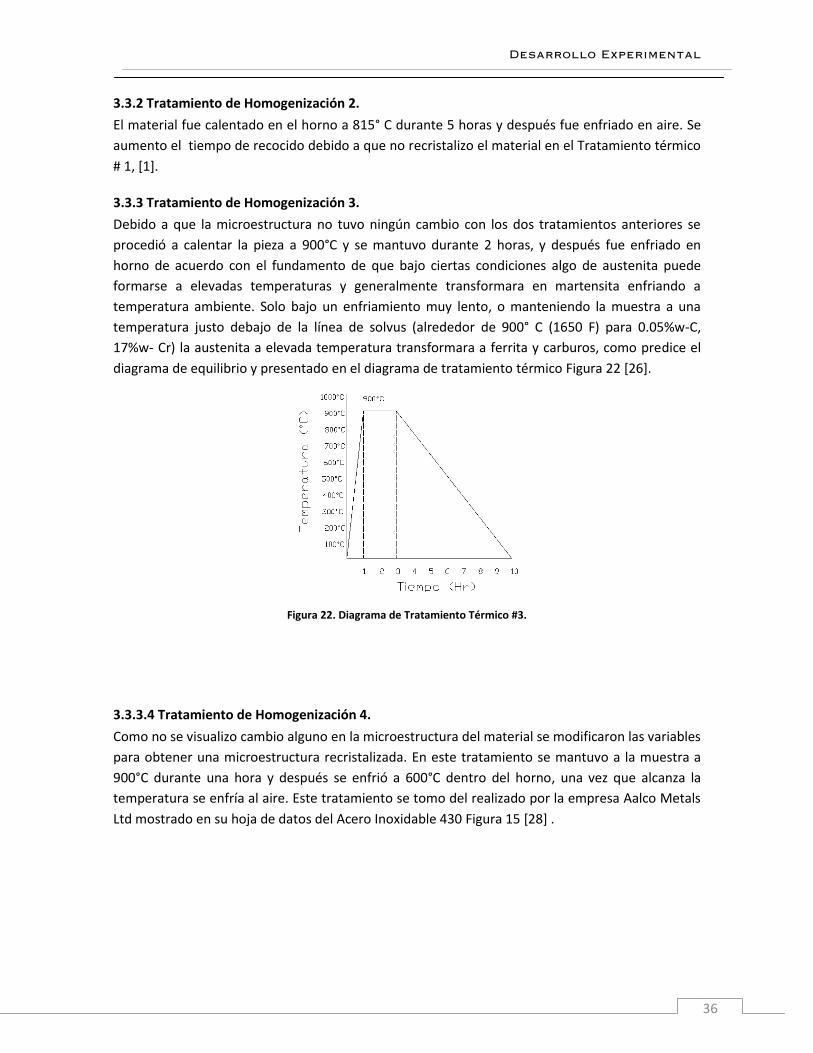
Desarrollo Experimental
36
3.3.2 Tratamiento de Homogenización 2.
El material fue calentado en el horno a 815° C durante 5 horas y después fue enfriado en aire. Se
aumento el tiempo de recocido debido a que no recristalizo el material en el Tratamiento térmico
# 1, [1].
3.3.3 Tratamiento de Homogenización 3.
Debido a que la microestructura no tuvo ningún cambio con los dos tratamientos anteriores se
procedió a calentar la pieza a 900°C y se mantuvo durante 2 horas, y después fue enfriado en
horno de acuerdo con el fundamento de que bajo ciertas condiciones algo de austenita puede
formarse a elevadas temperaturas y generalmente transformara en martensita enfriando a
temperatura ambiente. Solo bajo un enfriamiento muy lento, o manteniendo la muestra a una
temperatura justo debajo de la línea de solvus (alrededor de 900° C (1650 F) para 0.05%w-C,
17%w- Cr) la austenita a elevada temperatura transformara a ferrita y carburos, como predice el
diagrama de equilibrio y presentado en el diagrama de tratamiento térmico Figura 22 [26].
Figura 22. Diagrama de Tratamiento Térmico #3.
3.3.3.4 Tratamiento de Homogenización 4.
Como no se visualizo cambio alguno en la microestructura del material se modificaron las variables
para obtener una microestructura recristalizada. En este tratamiento se mantuvo a la muestra a
900°C durante una hora y después se enfrió a 600°C dentro del horno, una vez que alcanza la
temperatura se enfría al aire. Este tratamiento se tomo del realizado por la empresa Aalco Metals
Ltd mostrado en su hoja de datos del Acero Inoxidable 430 Figura 15 [28] .

Desarrollo Experimental
37
Figura 23. Diagrama de Tratamiento térmico #4.
3.3.3.5 Tratamiento de Homogenización 5.
Ninguno de los parámetros de homogenización había modificado la estructura del material,
utilizando el diagrama de tiempo-temperatura-transformación el material se calentó a 910° C,
después se dejo durante un minuto a esta temperatura y se enfrió dentro del horno a 704°C y se
mantuvo durante 4 horas para permitir que existiera solamente Ferrita y carburos Figura 24
siendo estos parámetros los que permitieron una recristalización del material. [29].
Figura 24. (a) Diagrama de tratamiento térmico #5; (b) Diagrama TTT para un acero Inoxidable 430.
(a) (b)

Desarrollo Experimental
38
3.4 Laminación del acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
Una vez que se consiguió la recristalización del material con el tratamiento #5, se procede a
romper la estructura de colada deformando el material por medio de un molino de laminación.
Se procedió a deformar el material laminando en caliente para facilitar su deformación a una
temperatura de 1200° C [30], el cual se dejo 2 horas dentro del horno previo a la laminación para
que la pieza tuviera una temperatura homogénea.
Se deformo el material en un 12% y al 50%, partiendo de piezas de 2 cm de ancho por 2 cm alto y
10 cm de largo . La deformación se realizo en pasos, una vez que se tuvo el material a 1200° por 5
horas, se saco la pieza del horno y se deformo 5% inmediatamente se vuelve a meter al horno por
5 min para evitar perdida de calor y con ellos dificultad para deformar, pasados los 5 min se vuelve
a deformar 5%. Siguiendo estos pasos se deformó el material hasta alcanzar el porcentaje de
deformación deseada.
Figura 25. Barras de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.

Desarrollo Experimental
39
3.5 Caracterización de los aceros inoxidables 430 original y el Fabricado en el
DIMM ESIQIE IPN.
3.5.1 Análisis Químico.
El análisis químico del acero Inoxidable 430 Comercial fue obtenido de la hoja de especificaciones
que el proveedor entrega acerca del material. Para el acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN se utilizo el espectrómetro emisión óptica perteneciente al DIMM.
3.5.2 Análisis Metalográfico.
Para conocer la cantidad y tipo de inclusiones se llevo a cabo la preparación metalográfica. El
primer paso fue desbastar el Acero Inoxidable 430 hasta lija 2000 consecuentemente se pulió la
muestra con Alúmina 0.3, Alúmina 0.05 y Magnesia hasta obtener la muestra con terminado a
espejo.
Para revelar la microestructura se utilizó el reactivo mostrado en la Tabla 6 para aceros inoxidables
según la norma ASTM E 407 [31].
Tabla 6. Composición del reactivo para Aceros Inoxidables ferríticos.
Glicerina CH2OHCHOHCH2OH
Acido Nítrico HNO3
Acido Clorhídrico. HCl
Reactivo 10 mL 30 mL 30 mL
El reactivo fue mezclado y utilizado a temperatura ambiente, la muestra estuvo en contacto con
este reactivo alrededor de 2 minutos.
La observación se realizo en un microscopio óptico Olimpus modelo GX51 equipado con analizador
de imágenes de software Imagen Pro 6.2 utilizando la técnica de campo claro.
3.5.3. Análisis Electroquímico.
3.5.3.1 Material utilizado.
a) Acero Inoxidable 430 Original.
Para realizar las pruebas de Polarización Potenciodinámica Anódica se utilizo el material de
referencia propuesto por la Norma ASTM G5, la cual propone utilizar un cupón de un Acero
Inoxidable Tipo 430 ferrítico (UNS S4300) y que es suministrado por el fabricante del
potenciostato.
Para obtener el mismo comportamiento indicado en la norma ASTM G5 en las graficas de
Polarización Potenciodinámica se requiere que el material cumpla con la composición química y

Desarrollo Experimental
40
microestructura requeridas, así como la preparación de la muestra mostradas en la norma ASTM
G5.
La muestra tiene la forma y dimensiones requeridas por la norma ASTM G5, Figura 26.
Figura 26. Diagrama dimensional del Cupón Original usado por la Norma ASTMG5 Y ASTM G59.
b) Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
El material fue cortado en cubos de aproximadamente 8 milímetros de lado. El material fue
perforado en la parte opuesta a la cara que se desea analizar para poder realizar una conexión
eléctrica. La muestra fue montada en acrílico y resina de acuerdo con la Figura 27.
Figura 27. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN montado en resina.
3.5.3.2 Montaje Experimental.
a) Celda tipo matraz.
Se utilizo un celda tipo matraz indicada por las normas ASTM G5 Y G59 la cual está diseñada para
introducir: un electrodo de trabajo, dos electrodos auxiliares, un capilar Luggin con una conexión
de puente salino al electrodo de referencia y un tubo de respiración y purga, Figura 28 [1-2].
b) Potenciostato.
Se utilizo un Potencisotato/Galvanostato Modelo 263A de la serie 48102.
c) Electrodo de Referencia y Auxiliares.
mm mm

Desarrollo Experimental
41
Se utilizo un electrodo de referencia de calomel saturado, Figura 28. Los electrodos auxiliares
utilizados fueron de grafito de alta densidad.
Figura 28. Diagrama esquemático de la Celda de Polarización sugerida por la Norma ASTM G5.
d) Electrodo de trabajo.
Los electrodos de trabajo y auxiliares están montados en soportes como el mostrado en la Figura
28. Diagrama esquemático de la Celda de Polarización sugerida por la Norma ASTM G5. El electro
de trabajo se enrosca en una varilla de acero inoxidable que a su vez tiene un empaque de plástico
que permite al material sellar completamente evitando el paso de solución y así atacar áreas del
material que no se tienen contempladas y calculadas, Figura 29. Soporte para el electrodo de
trabajo sugerido por la norma ASTM G5. Este es un detalle muy importante ya que si la solución
pasa entre la muestra y el empaque causa una desviación grave de la curva favoreciendo la
corrosión por fisura y con ello datos erróneos que si no se detectan puede pensarse que el
comportamiento que se tiene es perteneciente al material.
3.5.3.3 Procedimiento Experimental.
a) Montaje Experimental.
1.- Se preparo una solución de 1.0 N H2SO4, para ello se agregaron 27.65 mL de H2SO4 aforados a
un litro de agua destilada. De los cuales se transfirieron 900 mL a la celda tipo matraz.

Desarrollo Experimental
42
2.- Se colocan los electrodos de auxiliares de grafito, el puente salino Luggin y el tubo de
respiración y purga.
3.- Se lleva la temperatura de la solución a 30°C ± 1°C sumergiendo la celda en un baño de agua
con temperatura controlada.
Figura 29. Soporte para el electrodo de trabajo sugerido por la norma ASTM G5.
4.- Se reducen los niveles de oxígeno en la solución para la inmersión de la muestra. Esto se hizo
burbujeando un gas libre de oxígeno, en este caso se hizo con gas nitrógeno a un burbujeo
constante durante un tiempo mínimo de 30 minutos mediante el tubo de respiración y purga.
5.- Se preparo la superficie del electrodo de trabajo lijando en húmedo con una lija 240 y 600 de
SiC hasta que todas las rayas gruesas fueron removidas con la ayuda de un Moto Tool Dremel
Multipro de Velocidad Variable que nos permite obtener un desbaste homogéneo para muestras
cilíndricas.
6.- Se determino el área superficial que estará en contacto con la solución de H2S04.
7.- Se monta la muestra en el soporte para electrodo de trabajo, de acuerdo a la Figura 29. Se
aprieta el ensamble sujetando la parte superior de la varilla de montaje en una grapa o
abrazadera mientras se aprieta la tuerca de montaje hasta que el empaque sea comprimido.
8.- Se limpia la muestra con alcohol y acetona para eliminar grasa e impurezas en el material.
9.- Se transfiere la muestra a la celda de prueba y se ajusta la punta del puente salino a una
distancia aproximada de 2 mm de la superficie de la muestra.
10. Se realizan las conexiones de la celda con las salidas del Potenciostato, a las cuales se les
realizan pruebas de continuidad para verificar que no existe algo que interfiera en la lectura de los

Desarrollo Experimental
43
resultados de la prueba. El Diagrama esquemático de las conexiones es el mostrado en la Figura
30.
11.- Se utilizó el software Power Suite para generar las graficas de Potencial de Corrosión,
Resistencia a la Polarización y Polarización Potenciodinámica.
Figura 30. Diagrama esquemático de conexiones eléctricas para la prueba de Polarización.
b) Potencial de Corrosión.
Una vez que se realizaron las conexiones eléctricas, con la ayuda del software Power Suite se
registró el Potencial de Corrosión de la muestra a circuito abierto durante 1 hora. Un diagrama
simplificado de la conexión del Potenciostato con la celda de corrosión es el mostrado en la Figura
31.
Figura 31. Diagrama de Conexiones para la Prueba de Resistencia ala polarización de acuerdo a la Norma ASTM G5.
c) Resistencia a la polarización.
Después de obtener el Potencial de Corrosión E0 tras 55 minutos, se corre la prueba de Resistencia
a la polarización, para ello se aplico un potencial de 30 mV mas negativos y 30 mV mas positivos al
Potencial de Corrosión tras 55 minutos.
El software Power Suite genera una grafica de densidad de corriente – potencial lineal, con el cual
de podrá determinar la Resistencia a la Polarización, Rp.
d) Polarización Potenciodinámica anódica.
Para el método de Polarización Potenciodinámica se utiliza un rango de barrido de potencial de 0.6
V/h a partir del Potencial de Corrosión Ecorr tras 55 minutos hasta alcanzar un potencial de +1.6 V
SCE. El software Power Suite genera una grafica de Polarización anódica (densidad de corriente-
Potencial).

Resultados y Análisis de Resultados
44
4. Resultados y Análisis de resultados.
4.1. Análisis químico.
4.1.1. Análisis Químico del Acero Inoxidable 430 Comercial.
La composición química del cupón Comercial de Acero Inoxidable 430 que presentó se encuentra
establecida en la Tabla 7.
Tabla 7. Composición Química del Acero Inoxidable 430 Comercial.
Al Cu N S Nb Si Cr Mo P V C Fe
0.014 0.120 0.037 0.005 0.010 0.020 16.280 0.020 0.023 0.050 0.046 Balance
4.1.2. Análisis Químico del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
La composición química del Acero Inoxidable 430 fabricado en DIMM ESIQIE-IPN que presento se
encuentra establecida en la Tabla 8.
Tabla 8. Composición Química del Acero 430 fabricado en el DIMM ESIQIE IPN
Al Cu N S Nb Si Cr Mo P V C Fe
0.001 0.259 -- 0.0258 0.002 0.12 18.5 0.0267 0.01 0.0305 0.0143 Balance
4.2 Análisis Microestructural.
4.2.1 Contenido y tipo de inclusiones de los Aceros Inoxidables 430 Comercial y 430 fabricado en el DIMM ESIQIE IPN.
De acuerdo al análisis de inclusiones observado con el Microscopio óptico se obtuvieron
fotografías de la muestra pulida de acero inoxidable Tipo 430, donde se enfocaron las inclusiones
presentes en el material Figura 32 y Figura 33.

Resultados y Análisis de Resultados
45
Figura 32. Inclusiones del Acero Inoxidable 430 Comercial.
Análisis E. % Matriz
%INC
Media 99.9 0.098
Figura 33. Inclusiones del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
Análisis E. % Matriz
%INC
Media 99.85 0.140
El conteo de inclusiones fue realizado de acuerdo a la norma E45 mediante el Software Image Pro
Plus.
De acuerdo a la norma E45, la muestra de acero Inoxidable 430 presenta inclusiones no metálicas
del tipo D (óxidos globulares) y de acuerdo al ancho de la inclusión se encuentra en la serie fina de
los óxidos globulares tipo D [32].
4.2.2 Tipo y Tamaño de Grano.
Acero Inoxidable 430 Comercial.
La fase ferrita es la única fase presente del Acero Inoxidable 430 Comercial

Resultados y Análisis de Resultados
46
De acuerdo a la análisis de fases presentes observadas con el Microscopio óptico se obtuvieron
fotografías de la muestra atacada deL acero inoxidable Tipo 430 de acuerdo a la norma E407 [31]
donde se enfocaron las fases presentes en el material y con la ayuda del Programa Image Pro Plus
se determino el tamaño de grano ferrítico Figura 34.
a) b)
Figura 34. Microestructura del Acero Inoxidable 430 Original.
Análisis E. % Ferrita
ASTM GRANO
Media 83.70 9
Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
La fase presente predominante del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, fue la
fase ferrita, la cual está presente en toda la muestra. El acero fue fundido y vaciado en un molde el
cual se dejo que solidificara hasta temperatura ambiente. El molde produjo la forma simple de un
lingote el cual requiere de una deformación plástica o maquinado antes crear un producto
terminado. El lingote fue cortado para su análisis micro y macroestructural que se conoce como
estructura de lingote, la cual está formada de hasta tres partes. Sobre la superficie de la pieza de
fundición hay un estrecha banda de granos, orientados al azar debido a que el metal que esta
sobre la pared del molde es el primero en enfriarse a una temperatura igual a la temperatura de
solidificación, a esta zona se le llama Zona templada, Figura 35 a). Después hacia el centro de la
pieza aparecen los granos columnares que son granos alargados, orientados en una dirección
cristalográfica particular, conforme el material del molde extrae calor de la fundición, los granos
de la zona fría crecen en dirección opuesta al flujo de calor o desde las áreas más frías de la pieza a
la más caliente. Los granos crecen más rápidamente en ciertas direcciones cristalográficas Figura
35 b). En los aceros ferríticos con una estructura cristalina cubica centrada en las caras los granos
creen más aprisa en la dirección <100> perpendicular a la pared del molde que los granos
orientados en otras direcciones. En la zona central de la pieza se forman granos equiaxiales
orientados al azar Figura 35 c). A menudo estos granos se generan por una baja temperatura de
vaciado o por la incorporación de elementos aleantes, refinadores de grano e inoculantes, para
nuestro caso debido a la adición de Aluminio en el momento antes y durante el vaciado Figura 35.

Resultados y Análisis de Resultados.
47
Figura 35. Microestructura de fundición del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN; a) Zona templada, b)Granos columnares y c) Granos equiaxiales.
a) b) c) b) a)

Resultados y análisis de resultados
48
4.3 Tratamiento de Homogenización del Acero Inoxidable 430 fabricado en el
DIMM ESIQIE IPN.
Se probaron diferentes parámetros de recocido en base a las referencias mencionadas en la Tabla
5 hasta obtener la recristalización de la microestructura, lograda en el tratamiento de
Homogenización #5.
4.3.1. Tratamiento de Homogenización 1.
El material fue calentado en el horno a 815° C durante 3 horas y enfriado en aire. La Figura 36
muestra que no hay ningún cambio Microestructural antes y después del tratamiento.
(a)
(b)
Figura 36. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de homogenizado (100x) sugerido por la Norma ASTM G5.
4.3.2. Tratamiento de Homogenización 2.
El material fue calentado en el horno a 815° C durante 5 horas y enfriado en aire. La Figura 37
muestra que no hay ningún cambio microestructural antes y después del tratamiento.
Figura 37. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de homogenizado #2 (50x), sugerido por la norma ASTM G5.

Resultados y análisis de resultados
49
4.3.3. Tratamiento de Homogenización 3.
El material fue calentado en el horno a 900°C durante 2 horas, y después se mantuvo dentro del
horno para enfriarse hasta alcanzar la temperatura ambiente. La Figura 38 muestra que no hay
ningún cambio microestructural antes y después del tratamiento.
Figura 38. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de homogenizado #3 (50x)
4.3.4. Tratamiento de Homogenización 4.
En este tratamiento se mantuvo a la muestra a 790°C durante una hora, después se mantuvo
dentro del horno para enfriarse y llegar a 600°C, una vez alcanzada esta temperatura se saca del
horno para enfriarse en aire.
Figura 39. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de homogenizado #4 (50x)
4.3.5. Tratamiento de Homogenización 5.
De acuerdo al diagrama de tiempo-temperatura-transformación el material se calentó a 910° C,
después se dejo durante un minuto a esta temperatura y se enfrió dentro del horno a 704°C y se
mantuvo durante 4 horas. La Figura 40 muestra una microestructura recristalizada con granos más

Resultados y análisis de resultados
50
homogéneos en forma y tamaño a los que se tenían antes del tratamiento. Por lo tanto se utilizo
este tratamiento para homogenizar el material antes de pasar a la Laminación en caliente.
a) (b)
Figura 40. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, con tratamiento térmico de homogenizado #5.
4.4 Microestructura de Laminación del Acero Inoxidable 430 fabricado en el
DIMM ESIQIE IPN.
En la Figura 41 se muestra las microestructuras del Acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN, con diferentes grados de deformación. La Figura 41 a) muestra la microestructura del
Acero Inoxidable laminado en caliente al 10% de deformación y puede verse que los granos
provenientes de la estructura de colada crecieron notablemente debido a que cuando se alcanzo
la deformación del 10% el material se volvió a meter a l horno y ahí mismo enfriado. La Figura 41
b) muestra la microestructura del Acero Inoxidable laminado en caliente al 50% de deformación y
se puede ver un límite de grano que cruza diagonalmente la fotografía, el cual pertenece al límite
de los granos de colada que se tenía antes de la deformación, sin embargo también aparecen
subgranos los cuales tienen un tamaño aproximado de 7 ASTM.
a)
b)
Figura 41. Microestructura del Acero Inoxidable 430 fabricado en el DIMM ESIQIE, con diferentes grados de deformación: a) Microestructura del Acero Inoxidable deformado en caliente al 10%, b) Microestructura del Acero Inoxidable deformado en caliente al 50%

Resultados y análisis de resultados
51
4.5 Resultados de caracterización electroquímica.
4.5.1 Acero Inoxidable 430 Comercial.
Se trabajo con un cupón Comercial de Acero Inoxidable 430 estandarizado para su uso en las
pruebas de Resistencia a la Polarización y Polarización Potenciodinámica.
4.5.1.1 Potencial de Corrosión.
En la Figura 42 se muestra el Potencial de corrosión medido durante 1 hora.
Figura 42. Diagrama de Potencial Tiempo del Acero Inoxidable 430 Comercial.
Tabla 9. Resultados de Potencial de Corrosión del Acero Inoxidable 430 Comercial.
Potencial del Acero Inoxidable 430
Comercial (mV) Intervalo de Potencial según ASTM
G59 (mV)
Potencial de Corrosión (EC) 5 min
-515 -514 – -565
Potencial de Corrosión (EC) 55 min
-505 -505 – -529
4.5.1.2 Análisis del Potencial de Corrosión
De acuerdo a los intervalo de resultados mostrados en la Norma ASTM G59 el material cae dentro
de los límites establecidos tanto en el Potencial a 5min como a 55min, ya que el potencial de
Corrosión de un material depende de su composición química, de acuerdo a los resultados
mostrados en la Tabla 9 se muestra que el material cumple químicamente.

Resultados y análisis de resultados
52
4.5.1.3 Resistencia a la Polarización Rp.
Después de obtener el potencial de corrosión se realizo la prueba de Resistencia a la Polarización, de acuerdo a la norma G59, de la cual se obtuvieron los resultados mostrados en la Tabla 10 Resultados de Polarización Lineal del Acero Inoxidable 430 Comercial.
En la Figura 43 se muestra la prueba de Resistencia a la Polarización lineal del acero Inoxidable 430
Comercial junto con la microestructura ferrítica del material.
Figura 43. Diagrama de Resistencia a la Polarización Densidad de Corriente-Potencial del Acero Inoxidable 430 Comercial.
4.5.1.4 Análisis de resultados de Resistencia a la Polarización.
Como se muestra en la Tabla 10 los resultados de la resistencia a la Polarización Rp caen dentro
de los límites de resultados propuestos en la Norma ASTM G59, debido a que el valor de Rp es
utilizado en la formula (6) necesaria para obtener la icorr que se utiliza en la formula (8) para
obtener la velocidad de corrosión. La velocidad de corrosión esta directamente influencia por el
tamaño de grano, de acuerdo a la solución utilizada y la temperatura, el material debe de tener un
tipo de corrosión general [24].
Acero Inoxidable 430 Comercial Acero Inoxidable 430 Intervalo de
Resultados según la Normal ASTM G59
Resistencia a la Polarización Rp (Ω) 1.211 -
Potencial de Corrosión (mV) -506.925 -
Intensidad de Corrosión (µA) 1.795e+004 -
Velocidad de Corrosión (mmpy*) 3.153e+001 -
Velocidad de Corrosión (mpy**) 1.241e+003 -
Resistencia a la Polarización (Ω*cm2) 5.3660 4.64-9.06
* mmpy= Milímetros por año. ** mpy= Mili pulgadas por año.

Resultados y análisis de resultados
53
4.5.1.5. Polarización Potenciodinámica anódica.
En la Figura 44 aparece la curva de Polarización Potenciodinámica del Acero Inoxidable 430
Comercial, comparado con la Curva de Polarización Potenciodinámica obtenida del software
Power Suit para un Acero Inoxidable 430.
------- Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 Comercial.
------- Grafica de Polarización Potenciodinámica según la Norma ASTM G5.
Figura 44. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 Comercial en comparación la curva de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software.
4.5.1.6 Análisis de la grafica de Polarización Potenciodinámica.
La grafica de la Figura 44 nos muestra el comportamiento corrosivo del material, en el Punto A,
que es el punto de partida, se encuentra situado el Potencial de Corrosión, como se ve, el material
de Acero Inoxidable Comercial, coincide con el del Acero Inoxidable 430 del software. Del punto A
al punto B existe una disolución del material debido al incremento del Potencial hacia la zona
anódica. En el punto B, el material se encuentra en el Potencial de Transición Activa pasiva, es aquí
donde el material empieza a formar una capa de productos de oxidación sobre la superficie. Del
punto B al punto C el material desarrollara la capa pasiva, en este segmento la densidad de
corriente disminuye a valores muy bajos, debido a que la capa de pasiva impide el paso de
corriente. En el punto C el material quien aun no tiene la capa de pasiva estable tendrá otra
disolución debido a la heterogeneidad del material con un pequeño incremento en la densidad de
corriente hasta llegar al punto D. En el punto D, la capa de óxido del material terminara de
formarse sobre la superficie hasta el punto E donde el material habrá desarrollado una capa de
pasiva estable. En este punto la densidad cae drasticamente, lo que significa que la disolución del
material es muy pequeña. Del punto E al punto F el material mantendrá su capa de óxido estable,
es en este rango de Potencial donde el material se debe de mantener para que la corrosión que se
lleve a cabo sea mínima. A partir del punto F habrá un rompimiento de la capa de pasivación del
A
C
B
D E
F

Resultados y análisis de resultados
54
material formándose picaduras sobre este, habiendo una disolución del material aumentando su
densidad de corriente a valores mayores.
Se puede ver que densidades de corriente bajas la curva presenta ruidos, que no pudieron
suprimirse aun usando el filtro de ruidos de 5.9 Hz del Software Power Suit. Sin embargo sin este
filtro no sería posible observar el comportamiento pasivo del material, ya que cuando se trabaja
con corrientes bajas y sin filtro la cantidad de ruidos presentes en la grafica es mayor.
Como se observa el material de Acero Inoxidable 430 Comercial que se utilizo cumple con el
comportamiento del Acero Inoxidable 430 obtenido del software lo que nos indica que el material
cumple con la Microestructura, dimensiones, forma requerida y que el procedimiento se ha
realizado conforme a lo establecido por la Norma ASTM G5.
En la Figura 45 se observa una fotografía del cupón del Acero Inoxidable 430 Comercial una vez
terminada la prueba y se puede apreciar corrosión general a través de toda la pieza a excepción
del las picaduras sobre la base del cupón generadas principalmente por inclusiones y
heterogeneidad de la pieza y que con el uso del cupón crecen aun más.
Figura 45. Cupón de Acero Inoxidable 430 Comercial después de terminada la prueba, puede apreciarse corrosión generalizada a excepción de las picaduras formadas en la base del cupón.

Resultados y análisis de resultados
55
4.5.2 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, en la zona de granos equiaxiales.
Se trabajo con el Acero Inoxidable 430 fabricado en el DIMM con una microestructura de granos
equiaxiales de la estructura de colada.
4.5.2.1 Potencial de Corrosión.
Potencial de Corrosión medido durante 1 hora, Figura 46.
Figura 46. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos equiaxiales de fundición.
Tabla 11. Resultados de Potencial de Corrosión del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos equiaxiales de fundición.
Potencial (mV) Intervalo de Potencial según ASTM G59 (mV)
Potencial de Corrosión (EC) 5 min -537 -514 – -565
Potencial de Corrosión (EC) 55 min -523 -505 – -529
4.5.2.2 Análisis del Potencial de Corrosión
De acuerdo a los intervalos de resultados mostrados en la Tabla 11, de la Norma ASTM G59 el
material cae dentro de los límites establecidos tanto en el Potencial a 5min como a 55min, Figura
46. Cumpliendo con la composición química requerida.

Resultados y análisis de resultados
56
4.5.2.3. Resistencia a la Polarización Rp.
Después de obtener el potencial de corrosión se realizo la prueba de Resistencia a la Polarización,
de acuerdo a la norma G59, de la cual se obtuvieron los resultados mostrados en la Tabla 12 y la
grafica de la Figura 47.
Figura 47. Diagrama de Resistencia a la Polarización Densidad de Corriente-Potencial del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos equiaxiales de fundición.
Tabla 12 Resultados de Resistencia a la Polarización para el Acero Inoxidable fabricado en el DIMM ESIQIE IPN en la zona de granos equiaxiales.
Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
Acero Inoxidable 430 Intervalo de Resultados según la Normal
ASTM G59
Resistencia a la Polarización Rp (Ω) 15.485 1.211
Potencial de Corrosión (mV) -529.449 -506.925
Intensidad de Corrosión (µA) 1.404e+003 1.795e+004
Velocidad de Corrosión (mmpy*) 1.012e+001 3.153e+001
Velocidad de Corrosión (mpy**) 3.983e+002 1.241e+003
Resistencia a la Polarización (Ω*cm2) 16.723 4.64-9.06
4.5.2.4 Análisis de resultados de Resistencia a la Polarización.
La velocidad de corrosión en el Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN es menor
que el del Acero Inoxidable Comercial debido a que la corrosión en el primero se lleva a cabo solo
en los límites de grano y en la hendidura creada en estos debido a que se tiene un tamaño de
grano grande mientras que para el segundo tiene una corrosión general por su tamaño de grano
chico.

Resultados y análisis de resultados
57
4.5.2.5. Polarización Potenciodinámica.
La curva de Polarización Potenciodinámica Figura 48, tienen un comportamiento con una
tendencia similar a la curva original Propuesta por la norma ASTM G5 sin embargo el único punto
que cumple con exactitud es en el potencial de corrosión.
------ Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de
granos equiaxiales de fundición..
--------- Grafica de Polarización Potenciodinámica según la Norma ASTM G5.
Figura 48. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos equiaxiales de fundición en comparación la curva de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software.
4.5.2.6 Análisis de la grafica de Polarización Potenciodinámica.
Se observa en el segmento A-B se lleva a cabo la disolución del material, el punto B que es el
punto de transición activa pasiva no permite el mismo paso de corriente a comparación del cupón
original; además, este material de fundición no tienen un punto claro donde se pueda definir el
inicio y fin de la pasivación, la curva muestra una disminución de corriente debido a la capa de
oxido pero no muestra un rango estable, por lo cual se vuelve a llevar a cabo la disolución del
material, punto C y D. En la Figura 49 se muestra la superficie de la muestra expuesta a la solución
y puede apreciarse claramente los límites de grano esto debido a que es en esta zona donde
principalmente se corroerá el material debido a la presencia de carburos en el límite de grano.
Figura 49. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN después de la prueba, pueden observarse los limites de grano.
A B B´
C
D

Resultados y análisis de resultados
58
4.5.3 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, en la zona de granos columnares.
Se trabajo con el Acero Inoxidable 430 fabricado en el DIMM con una microestructura de granos
columnares de la estructura de colada.
4.5.3.1. Potencial de Corrosión.
Potencial de Corrosión medido durante 1 hora Figura 50.
Figura 50. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos columnares de fundición.
Tabla 13. Resultados de Potencial de Corrosión del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos columnares de fundición.
4.5.3.2 Análisis del Potencial de Corrosión
De acuerdo a los intervalo de resultados mostrado en la Norma ASTM G59 el material cae dentro
de los límites establecidos tanto en el Potencial a 5min como a 55min, Tabla 13, ya que el
potencial de Corrosión de un material depende de su composición química, el material cumple con
la misma composición que los utilizados por la norma ASTM G5.
Potencial (mV) Intervalo de Potencial según ASTM G59 (mV)
Potencial de Corrosión (EC) 5 min -538 -514 – -565
Potencial de Corrosión (EC) 55 min -533 -505 – -529

Resultados y análisis de resultados
59
4.5.3.3. Resistencia a la Polarización Rp.
Después de obtener el potencial de corrosión se realizo la prueba de Resistencia a la Polarización,
de acuerdo a la norma G59, de la cual se obtuvieron los resultados mostrados en la Tabla 14 y la
grafica de la Figura 51
Figura 51, Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos columnares de fundición.
Tabla 14. Resultados de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos columnares de fundición.
Acero Inoxidable 430 Intervalo de Resultados según la Normal
ASTM G59
Resistencia a la Polarización Rp (Ω) 13.349 1.211
Potencial de Corrosión (mV) -529.688 -506.925
Intensidad de Corrosión (µA) 1.629e+003 1.795e+004
Velocidad de Corrosión (mmpy*) 1.030e+001 3.153e+001
Velocidad de Corrosión (mpy**) 4.057e+002 1.241e+003
Resistencia a la Polarización (Ω*cm2) 16.41 4.64-9.06
4.5.3.4 Análisis de resultados de Resistencia a la Polarización.
La velocidad de corrosión en el Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN es menor
que el del Acero Inoxidable Comercial debido a que la corrosión en el primero se lleva a cabo solo
en los límites de grano y en la hendidura creada en estos debido a que se tiene un tamaño de
grano grande mientras que para el segundo tiene una corrosión general por su tamaño de grano
chico.

Resultados y análisis de resultados
60
4.5.3.5. Polarización Potenciodinámica anódica.
La curva de Polarización Potenciodinámica Figura 52 tienen un comportamiento con una tendencia
similar a la curva original Propuesta por la norma ASTM G5 este en comparación con el de granos
equiaxiales cumple en dos puntos: en el Potencial de corrosión y en el Potencial de transición
activa pasiva.
------ Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de
granos columnares de fundición.
--------- Grafica de Polarización Potenciodinámica según la Norma ASTM G5.
Figura 52. Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con microestructura de granos columnares de fundición en comparación la
curva de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software.
4.5.3.6 Análisis de la grafica de Polarización Potenciodinámica.
Se observa en el segmento A-B que el material también tiene una disolución similar a la del acero
Inoxidable Comercial, ambos materiales tienen la transición activa pasiva en un punto similar,
punto B de la grafica. El material de fundición como se puede observar alcanza a desarrollar la
zona de pasivación en el mismo potencial que el material Comercial, sin embargo no es una capa
de óxido estable, debido a que permite una mayor paso de corriente a comparación del material
comercial, visto de otra forma el material tiene un desplazamiento hacia la derecha en
comparación con la grafica original.
Hasta que el potencial llega a 1 el material tienen un comportamiento similar al original, en este
punto el material comienza a disolverse debido al rompimiento de la capa pasiva y el desarrollo de
picaduras en la superficie del material. Vemos que curva de Polarización Potenciodinámica del
material con granos columnares tiene valores de densidad de corriente mayores a los mostrados
en la curva de Polarización del material con granos equiaxiales. Dichas diferencias pueden deberse
al falta de homogenidad del material debido a su procesos de obtención.
En la Figura 53 se muestra la superficie de la muestra después de la prueba de Polarización
Potenciodinámica. De acuerdo a la imagen, el material sufre dos tipos de corrosión, la primera
A B

Resultados y análisis de resultados
61
llamada corrosión intergranular y consecuentemente corrosión por fisura. En la primera el
material es susceptible a corrosión intergranular por el efecto del tamaño de grano, debido al
hecho de que cuando se tiene un tamaño de grano grande se pude formar una cadena continua de
carburos, siendo estos el principal factor de la corrosión Intergranular. Una vez que el material
genere los surcos en el material, permite que se lleve a cabo el fenómeno de corrosión por fisura,
explicado en la sección 2.8. Siendo este el mecanismo que prevalece durante la prueba.
Figura 53. Superficie del Acero Inoxidable 430 con granos columnares de fundición después de la prueba de Polarización Potenciodinámica.

Resultados y análisis de resultados
62
4.5.4. Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, después del tratamiento de Homogenizado #5.
Se trabajo con el Acero Inoxidable 430 fabricado en el DIMM con una microestructura
recristalizada por el tratamiento de Homogenizado #5.
4.5.4.1. Potencial de Corrosión.
Potencial de Corrosión medido durante una 1 Hora, Figura 54.
Figura 54. Diagrama de Potencial Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura homogenizada debida al tratamiento térmico de recocido.
Tabla 15 Resultaods de Resistencia a la Polarizacion del Acero Inoxidable 430 fabricado en el DIMM con estructura Recristalizada.
Potencial (mV) Intervalo de Potencial según ASTM G59 (mV)
Potencial de Corrosión (EC) 5 min -523 -514 – -565
Potencial de Corrosión (EC) 55 min -516 -505 – -529
4.5.4.2 Análisis del Potencial de Corrosión
De acuerdo a los intervalo de resultados mostrado en la Norma ASTM G59 el material cae dentro
de los límites establecidos tanto en el Potencial a 5min como a 55min, Tabla 15, ya que el
potencial de Corrosión de un material depende de su composición química, el material cumple con
la misma composición que los utilizados por la norma ASTM G5.

Resultados y análisis de resultados
63
4.5.4.3. Resistencia a la Polarización Lineal.
Después de obtener el potencial de corrosión se realizo la prueba de Resistencia a la Polarización,
de acuerdo a la norma G59, de la cual se obtuvieron los resultados mostrados en la Tabla 16 y la
grafica de la Figura 55.
Figura 55. Diagrama de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura homogenizada debida al tratamiento térmico de recocido.
Tabla 16. Resultados de Resistencia a la Polarización lineal del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura homogenizada debida al tratamiento térmico de recocido
Acero Inoxidable 430 Intervalo de Resultados según la Normal
ASTM G59
Resistencia a la Polarización Rp (Ω) 19.670 4.64-9.06
Potencial de Corrosión (mV) -516.725 -506.925
Intensidad de Corrosión (µA) 1.105e+003 1.795e+004
Velocidad de Corrosión (mmpy*) 1.257e+001 3.153e+001
Velocidad de Corrosión (mpy**) 4.949e+002 1.241e+003
Resistencia a la Polarización (Ω*cm2) 13.44 4.64-9.06
4.5.4.4 Análisis de resultados de Resistencia a la Polarización.
La velocidad de corrosión en el Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN es menor
que el del Acero Inoxidable Comercial debido a que la corrosión en el primero se lleva a cabo solo
en los límites de grano y en la hendidura creada en estos debido a que se tiene un tamaño de
grano grande mientras que para el segundo tiene una corrosión general por su tamaño de grano
chico

Resultados y análisis de resultados
64
4.5.4.5. Polarización Potenciodinámica
La curva de Polarización Potenciodinámica Figura 56, tienen un comportamiento con una
tendencia similar a la curva original Propuesta por la norma ASTM G5, coincidiendo en dos puntos
importantes: el Potencial de Corrosión y el Potencial de Transición activa-pasiva.
------ Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura
homogenizada debida al tratamiento térmico de recocido..
--------- Grafica de Polarización Potenciodinámica según la Norma ASTM G5.
Figura 56 Curva de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura homogenizada debida al tratamiento térmico de recocido. en comparación la curva de Polarización Potenciodinámica del Acero Inoxidable 430 obtenida del software.
4.5.4.6 Análisis de la grafica de Polarización Potenciodinámica.
La grafica de Polarización del material de fundición tiene un el mismo comportamiento que el
cupón original desde en el segmento A-B-C, es en este último punto C, donde el material comienza
a diferenciar su comportamiento corrosivo en comparación con el cupón original, el material de
fundición en este punto desarrolla su primera pasivación, después viene una pequeña disolución
hasta el punto D. El material vuelve a desarrollar la capa de óxido hasta llegar al punto E donde el
material desarrolla su capa pasiva más estable; del punto E al punto F el material se encuentra en
de potencial de Pasivación donde el material se encuentra completamente protegido, a partir del
punto F conocido como el potencial de transpasivación la capa de óxido de la superficie se rompe,
y comienza la disolución completa del material alcanzado densidades de corriente muy altas. El
material de fundición recocido presenta todas las fases en la curva de polarización
potenciodinámica que presenta la curva de polarización para el material original, pero es en el
rango de pasivación donde el material diferencia en su comportamiento, demostrando que tiene
una capa de pasivación que no es estable debido a que permite mayor paso de corriente.
Como se muestra en la Figura 57, donde se comparan las graficas para el material de fundición sin
recocer y el material de fundición recocido, puede verse que existe una gran diferencia entre
A B
C D
E
F

Resultados y análisis de resultados
65
estos, ya que el material de recocido tiene un comportamiento más apegado al material original y
se tiene mayor apreciación de las fases, principalmente en la zona de pasivación del material.
El material forma un capa pasiva la cual se rompe y se lleva a cabo la disolución aumentando la
disolución, después el material vuelve a formar su capa pasiva pero ahora con mayor estabilidad
debido a que la densidad de corriente es menor, sin embargo no alcanza los niveles de densidad
de corriente tan bajos como los logrados por el acero Inoxidable 430
------ Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN fundido.
------- Grafica de Polarización Potenciodinámica del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN con una estructura
homogenizada debida al tratamiento térmico de recocido.
--------- Grafica de Polarización Potenciodinámica según la Norma ASTM G5.
Figura 57 Comparación de Curvas de Polarización para los materiales: Acero Inoxidable 430 Original, Acero Inoxidable 430 de fundición y el Acero Inoxidable 430 de fundición Recocido.
Hasta que el potencial llega a 1 el material tienen un comportamiento similar al original, en este
punto el material comienza a disolverse debido al rompimiento de la capa pasiva y el desarrollo de
picaduras en la superficie del material. Es notorio efecto de la homogenización en la curva de
Polarización Potenciodinámica con respecto a la establecida por la Norma ASTM G59 Figura 56.
En la Figura 58 se muestra la superficie del material después de la prueba de polarización anódica,
donde se aprecian claramente los límites de grano del material.
Figura 58. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, se muestran los limites de grano zonas preferenciales para el inicio de la corrosión.

Resultados y análisis de resultados
66
4.5.5 Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, deformado al 50%.
De trabajo con el material laminado en caliente al 50% el cual presento una estructura de granos y
subranos.
4.5.5.1 Potencial de Corrosión. En la
Figura 59 se muestra el Potencial de corrosión medido durante 1 hora.
Figura 59. Diagrama de Potencial vs Tiempo del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN laminado al 50% en caliente.
Tabla 17. Resultados de Potencial de Corrosión del Acero Inoxidable 430 Original.
Potencial del Acero Inoxidable 430
Original (mV) Intervalo de Potencial según ASTM G59
(mV)
Potencial de Corrosión (EC) 5 min
-554 -514 – -565
Potencial de Corrosión (EC) 55 min
-527 -505 – -529
4.5.5.2 Análisis del Potencial de Corrosión
De acuerdo a los intervalos de resultados mostrados en la Norma ASTM G59 el material cae dentro de los límites establecidos tanto en el Potencial a 5min como a 55min Tabla 17. Ya que el Potencial de corrosión depende de la composición química se concluye que el material cumple químicamente.

Resultados y análisis de resultados
67
4.5.5.3 Resistencia a la Polarización Rp.
Después de obtener el potencial de corrosión se realizo la prueba de Resistencia a la Polarización,
de acuerdo a la norma G59, de la cual se obtuvieron los resultados mostrados en la Tabla 18.
Figura 60. Diagrama de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN
laminado en caliente al 50% Tabla 18. Resultados de Resistencia a la Polarización del Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN laminado al 50% en caliente.
4.5.5.4 Análisis de resultados de Resistencia a la Polarización.
Las velocidades de corrosión en el Acero Inoxidable 430 fabricado después de haber sido
deformado al 50% presento granos y subgranos que aumentaron la velocidad de corrosión del
material esto debido a que la corrosión se llevaba en los límites de grano y en los límites de los
subgranos. Como se observa en la Tabla 18 en los resultados de Resistencia a la Polarización
(Ω*cm2) el material se acerca al límite superior permitido.
Acero Inoxidable 430 fabricado en el
DIMM ESIQIE IPN.
Acero Inoxidable 430 Intervalo de Resultados según la Normal
ASTM G59
Resistencia a la Polarización Rp (Ω) 18.132 1.211
Potencial de Corrosión (mV) -526.796 -506.925
Intensidad de Corrosión (µA) 7.828+002 1.795e+004
Velocidad de Corrosión (mmpy*) 1.592 +001 3.153e+001
Velocidad de Corrosión (mpy**) 6.267 +002 1.241e+003
Resistencia a la Polarización (Ω*cm2) 10.59 4.64-9.06
* mmpy= Milímetros por año. ** mpy= Mili pulgadas por año.

Resultados y análisis de resultados
68
4.5.5.5. Polarización Potenciodinámica anódica.
En la Figura 61 se muestra la grafica de Polarización Potenciodinámica del acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN laminado al 50% en caliente.
------ Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN. --------- Grafica según la Norma ASTM G5. Figura 61 Grafica de Polarización Potenciodinámica del acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN laminado al 50 % en caliente.
4.5.5.6 Análisis de la grafica de Polarización Potenciodinámica.
Se observa que en el punto A y B que es el Potencial de corrosión y el punto de transición activa pasiva coinciden con la grafica de la Norma ASTM G5. El material difiere en el punto C´, en esta parte el Acero Inoxidable ASTM tiene una pequeña disolución del material e inmediatamente se vuelve a pasivar el material, para el material de acero inoxidable 430 fabricado en el DIMM ESIQIE IPN, esta disolución es mínima, el material pasa directamente del punto B al punto D donde se forma completamente la capa de óxido y que está muy cerca de coincidir con el original, lo mismo pasa con el Potencial de Picaduras Ep, mostrado en el punto E
Figura 62. Muestra de Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN, se muestran los limites de granos y los subgranos como zonas preferenciales para el inicio de la corrosión.
A
C B
D
E
C´

Resultados y análisis de resultados
69
4.6 Comparación de Resultados.
En la Tabla 19 se muestras los potenciales a 5 y 55 minutos del acero Inoxidable 430 Comercial y el
fabricado en el DIMM ESIQIE IPN en sus diferentes etapas: Fundido, Homogenizado y Laminado.
De acuerdo a la Norma ASTM G5 establece un rango aceptable de valores de Potencial de
Corrosión para este acero mostrado en la última columna y se observa que todos ellos se
encuentran dentro del límite establecido tanto a 5 como a los 55 minutos. El potencial de
corrosión está referido como el potencial donde la velocidad de las reacciones anódicas es igual al
total de reacciones catódicas y son dependientes de la composición química, por lo tanto se dice
que el material cae dentro del rango de composición establecido para el acero Inoxidable 430.
Tabla 19. Comparación de Potencial de Corrosión para el Acero Inoxidable 430: Comercial, Fabricado en el DIMM ESIQIE y el establecido por la Norma ASTM G59.
Acero Inoxidable
430.
Comercial
Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
Fundido.
Acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN.
Homogenizado.
Acero Inoxidable 430 fabricado en el
DIMM ESIQIE IPN.
Laminado.
Acero Inoxidable 430 Intervalo de
Resultados según la
Norma ASTM G59
Potencial de Corrosión (EC)
5 min -515 -537 -523 -554 -514 – -565
Potencial de Corrosión (EC)
55 min -505 -523 -516 -527 -505 – -529
En la Tabla 20 se muestran las velocidades de corrosión para el acero Inoxidable 430 Comercial y el
fabricado en el DIMM ESIQIE IPN en sus diferentes etapas: Fundido, Homogenizado y Laminado. El
único resultado da la Norma ASTM G59 para esta prueba es el de Rp (Ω*cm2) que muestra limites
de aceptabilidad de resultados. El único material que cae dentro de la Norma es el cupón de acero
Inoxidable 430 Comercial, en el cual se muestran velocidades de corrosión mayores en
comparación con los otros materiales. Esto debido al efecto de la microestructura en el tipo y
grado de corrosión, cuando se tiene un material con tamaño de grano pequeño tiende sufrir
corrosión generalizada y cuando se tiene granos grandes como el de fundición permite que se
tenga una cadena mayor de carburos siendo esta zona la más propensa y predominante al ataque
por corrosión intergranular. Para granos pequeños se perderá peso en un menor tiempo a
comparación de los materiales con granos alargados [33]. Para el caso del Acero Inoxidable 430
fabricado en el DIMM ESIQIE IPN Laminado donde aparecen subgranos parece tener una leve
influencia en los resultados de Rp ya que se acerca al límite superior de acuerdo a la norma y tiene
una velocidad de corrosión mayor a comparación del acero fundido y el homogenizado.
Sin embargo como el material no cae dentro de los rangos establecidos no funciona como material
estándar, para ello se tendría que tener un mayor control en la deformación del material tener
granos parecidos al del Acero Inoxidable 430.

Resultados y análisis de resultados
70
Tabla 20. Comparación de Velocidades de corrosión y Resistencia a la Polarización Rp para el Acero Inoxidable 430: Comercial, Fabricado en el DIMM ESIQIE IPN y el establecido por la Norma ASTM G59.
En la Figura 63 se muestran las curvas para el acero Inoxidable 430 de la Norma ASTM G5, del
cupón original Comercial y del fabricado en el IDMM ESIQIE IPN. Como observa el cupón Comercial
tiene un comportamiento similar al establecido por la Norma ASTM G5, lo que significa que el
material cumple con los requerimientos de composición química y microestructurales y que el
procedimiento llevado a cabo fue el correcto. Para el acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN laminado en caliente alcanza un comportamiento con tendencia al de la Norma sin
embargo en la zona marcada por el punto C y D no coincide. Desde el punto B el material
Comercial comienza a desarrollar una capa de óxido sobre su superficie el cual viene acompañado
con una disminución en la densidad de corriente, cuando llega al punto C la capa se ha
desarrollado sobre toda la superficie, sin embargo no hay estabilidad en ella lo cual produce una
segunda disolución hasta el punto D inmediatamente el material genera una segunda pasividad
que llevara a la curva a densidades de corrientes menores hasta formar una capa de óxido estable.
Para el material laminado cuando llega a este punto C no alcanza a formar esa capa de óxido
debido a la discontinuidad de la capa de óxido generado por la corrosión en los límites de grano,
donde no se generara capa de óxido por que el cromo responsable de la pasivación se encuentra
en forma de carburo de cromo y por ello que no genera óxido de cromo que pasive al material
[34].
El material fabricado tiene un comportamiento similar al del acero Inoxidable comercial en las
graficas de Polarización Potenciodinámica pero no cumple con exactitud, por lo cual el material no
es apto como material de referencia ya que presentas mecanismos de corrosión diferentes al
original.
Acero Inoxidable 430.
Comercial
Acero Inoxidable 430 fabricado en el DIMM ESIQIE
IPN. Fundido.
Acero Inoxidable 430 fabricado en el DIMM ESIQIE IPN.
Homogenizado.
Acero Inoxidable 430 fabricado en el DIMM
ESIQIE IPN.
Laminado.
Acero Inoxidable 430 Intervalo de
Resultados según la
Norma ASTM G59
Resistencia a la Polarización Rp (Ω)
1.211 15.485 19.670 18.132 -
Potencial de Corrosión (mV)
-506.925 -529.449 -516.725 -539.937 -
Intensidad de Corrosión (µA)
1.795e+004 1.404e+003 1.105e+003 7.828+002 -
Velocidad de Corrosión (mmpy*)
3.153e+001 1.012e+001 1.257e+001 1.597E+001 -
Velocidad de Corrosión (mpy**)
1.241e+003 3.983e+002 4.949e+002 6.288e+002 -
Resistencia a la Polarización (Ω*cm2)
5.3660 16.723 13.44 10.59 4.64-9.06
* mmpy= Milímetros por año. ** mpy= Mili pulgadas por año.

Resultados y análisis de resultados
71
---- Norma ASTM G5. ---- Acero Inox. Comercial. ----Acero. Inox. DIMM ESIQIE IPN Laminado.
Figura 63. Curvas de Polarización Potenciodinámica para los aceros Inoxidables: Norma ASTM G5, ASTM y DIMM ESIQIE IPN.

CONCLUSIONES
72
5. Conclusiones
Se obtuvieron valores de Resistencia a la Polarización aceptables dentro del rango de
resultados mostrados por la Norma ASTM G59, pertenecientes a 13 laboratorios
internacionales con lo cual se comprueba: Reproducibilidad y repetitibilidad de la Norma
ASTM G59 utilizando el Acero Inoxidable 430 Comercial.
Se obtuvo una curva de Polarización Potenciodinámica con un comportamiento similar al
de la curva mostrada en la Norma ASTM G59 utilizando el Acero Inoxidable 430 Comercial,
comprobando reproducibilidad de la prueba como confiabilidad en los resultados para
pruebas en materiales capaces de pasivarse.
Se logro fabricar un Acero Inoxidable AISI Tipo 430 ferrítico en el Departamento de
Ingeniería en Metalurgia y Materiales fundido a partir de Acero al carbono 1018 y
ferrocromo en horno de Inducción con inyección de Argón por tobera superior e inferior.
Se encontró que el efecto del tamaño de grano aumenta la susceptibilidad al ataque
intergranular debido al hecho de que se puede formar una cadena larga de carburos de
cromo, al contrario del grano pequeño que no permite formar esta red de carburos.
La velocidad de corrosión en este material con grano grande es menor debido a que
predomina la corrosión intergranular y por consiguiente corrosión por hendidura lo cual
evita menor pérdida de peso a comparación del grano pequeño que favorece la corrosión
generalizada.
La presencia de subgranos en el Acero Inoxidable 430 del DIMM ESIQIE IPN, aumenta la
velocidad de corrosión en el material acercándose al límite superior del rango establecido
por la Norma ASTM G59, sin embargo no se logro entrar en los intervalos debido a la
presencia los granos grandes que sigue favoreciendo la corrosión intergranular.

CONCLUSIONES
73
El Acero Inoxidable del DIMM ESIQIE IPN laminado en caliente no genera la primera
pasivación debido que la capa de óxido generada en la superficie de la muestra no es
homogénea porque en los límites de grano no hay capa de pasivación a consecuencia de
que el cromo responsable de esta capa de óxido se encuentra como carburo en los límites
de grano.
El material fabricado si alcanza a generar la capa de óxido que permite llevar la densidad
de corriente a valores tan bajos como los de la Norma ASTM G5 esto debido a que los
subgranos evitan la formación cadenas largas de carburos favoreciendo una corrosión
general aunque también se tiene corrosión intergranular en estos límites de subgrano.
El material solo cumple con el Potencial de corrosión, pero no cumple en los valore de
Resistencia a la Polarización ni se comporta de la misma forma en los graficas de
Polarización Potenciodinamica por lo tanto no sirve como material de referencia porque
no genera los mismos mecanismos de corrosión que el Acero Inoxidable 430 comercial.

Bibliografía
74
6. Bibliografía.
1. ASTM, Standard Reference Test Method for Making Potentiostatic and Potentiodynamic Anodic Polarization Measurementes, in G-5. 2004.
2. ASTM, Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements., in G59. 2003.
3. Binder, W.D. and C.M. Brown, Proceedings of the American Society for Testing and Materials. 1946. 46: p. 593.
4. Castro, R. and R. Tricot, Études des transformations isothermes dans les aciers inoxydables semiferritiques á 17% de chrome. Memoires Scientifiques de la Revue de Metallurgie, 1962: p. 571-596.
5. Baerlecken, E., W. Fisher, and K. Lorenz, Investigations conerning the transformation behavior, the notched impact toughness and the susceptibility to intergranular corrosion of iron-chromium contents to 30%. Stahl und Eisen, 1961. 81(12): p. 768.
6. Thielsch, H., Physical and welding metalurgy of chromium stainless steels. Welding Journal, 1951. 30(5): p. 209s-250s.
7. Demo, J.J., Structure and constitution of wrought ferritic stainless steel, in Handbook of Stainless Steel, D.P.a.I.M. Bernstein, Editor. 1977, McGraw-Hill: New York.
8. Nishio, Y., T. Yoshida, and A. Miura., Weld cracking and mechanical properties of 17% chromium steel weldment. Welding Journal, 1971. 50(1): p. 9s-18s.
9. R., C. and J.J. Cadenet, Welding Metallurgy of Stainless and Heat Resisting Steels. 1974, Cambridge: Cambridge University.
10. Folkhard, E., Welding Metallurgy of Stainless Steel. 1998, Berlin: Springer-Verlag.
11. Hayden, H.W. and S. Floreen, The influence of martensite and ferrite on the properties of two-phase stainless steel having microduplez microestructures. Metallurgical Transactions, 1950. 1: p. 1955-1959.
12. Wright, R.N. and J.R. Wood, Fe-Cr-Mn micro-duplex ferrtici martensitic stainless steel Metallurgical Transactions, 1977. 8a: p. 1977-2007.
13. Thomas, R. and R.L. Apps, Weld heat effected zone properties of AISI 409 ferritic stainless steel, in Toughness of Ferritic Stainless Steels, A.S.f.T.a. Materials, Editor. 1980, R. A. Lula: West Conshohocken. p. 161-183.
14. Lippold, J.C., The effect of postweld heat treatment on the microsctructure and properties of the HAZ in 12Cr- 1Mo- 0.3V weldments, in Procceding of the topical Conference on Ferritic Alloys for Use in Nuclear Energy Technologies. 1984, Metallurgical Society of AIME: Warrendale. p. 497-506.
15. R., C. and R. Tricot, Study of the isothermal transformations in 17% Cr stainless steels. Metal Treatment and Drop Forging, 1964. 31(231): p. 469.

Bibliografía
75
16. Thomas, C.R. and F.P.A. Robinson, Kinetics and mechanism of grain growth during welding in niobium -stabilized 17% chromium stainless steels. Metals Technology, 1978. 5(4): p. 133.
17. Wagner, C. and W. Traud, in Zeitschrift fuer Electrochemic. 1938. p. 391. 18. Tafel, J., in Zeitschriftf fuer Physikalische Chemie. 1904. p. 641. 19. Stern, M. and R.M. Roth, Journal of the Electrochemical Society, 1957. 104:
p. 390. 20. Stern, M., Corrosion, 1958. 14: p. 440. 21. Mansfeld, F., The Polarization Resistence Technique for Measuring
Corrosion Currents. Corrosion Science and Technology, 1976. VI: p. 163. 22. Szklarska-Smialowska, Z., Pitting Corrosion of Metals. National Association
of Corrosion Engineers. 1986, Houston. 23. Horvath, J. and H.H. Uhlig, Journal of the Electrochemical Society, 1968.
115: p. 1262. 24. Sedricks, A.J., Corrosion of Stainless Steels. 1996, Virginia: John Wiley &
Sons. 437. 25. Mexico, P. Acero Maquinaria 1018. 2010; Available from:
http://www.acerospalmexico.com.mx/1018.htm. 26. Bernstein, D.P.a.I.M., Structure and constitution of wrought ferritic stainless
steel, in Handbook of Stainless Steel. 1977, McGraw-Hill: New York. 27. Damsa. FerroCromo Bajo Carbono. 2010; Available from:
http://www.damsametals.com/ferrocromobajo.html. 28. Aalco. Technical Information. 2010; Available from: http://www.aalco.co.uk/. 29. Krafft, H., Alloy 430 Ferritic Stainless Steel Welds Fail due to Stress-
Corrosion Cracking in Heat Recovery Steam Generator. American Society for Metals, 2002. 2(4): p. 39-45.
30. Kimura, K. and A. Yamamoto, Hot Recrystallization Behavior of SUS 430 Stainless Steel. Nippon Steel Techinical Report, 1996. 71.
31. Materials, A.S.f.T.a., Standard Practice for Microetching Metals and Alloys, in E 407. 1999. p. 21.
32. Materiales, A.S.f.T., Standard Test Methods for Determining the Inclusion Content of Steel., in E 45. 1997. p. 15.
33. Streicher, M.A., Intergranular Corrosion of Stainless Steel Alloys. American Society for Testing Materials, 1978. ASTM STP 656: p. 3.
34. Kain, R.M., Metals Handbook Corrosion. ASM Handbook. Vol. 13. 1992: ASM International. 3455.















![PLAN INTEGRAL DE SEGURIDAD ESCOLARescuelagracielaletelier.cl/wp-content/uploads/2018/10/NUEVO-PISE-2018.pdfZona De Seguridad Externa . Plan Integral de Seguridad Escolar [3] Unidad](https://static.fdocumento.com/doc/165x107/5e71ecb9149ee77372472197/plan-integral-de-seguridad-escolaresc-zona-de-seguridad-externa-plan-integral.jpg)