Teoria de Fallas
35
PROCESOS DE MANUFACTURA JR/2012 TORNEADO FABRICACIÓN II TECNOLOGÍA DE Teorías de Fallas
Transcript of Teoria de Fallas

PROCESOS DE MANUFACTURA
JR/2012
TORNEADOFABRICACIÓN II
TECNOLOGÍA
DE
Teorías de
Fallas

PROCESOS DE MANUFACTURA
JR/2012
TORNEADO
Objetivos:•Conocer las diferentes teorías de fallas para eldiseño de materiales dúctiles y frágiles.
•Determinar el factor de seguridad.
TECNOLOGÍA DE FABRICACIÓN II

PROCESOS DE MANUFACTURA
TORNEADO
Contenido:•Introducción.
•Teoría del esfuerzo normal máximo.
•Teoría del esfuerzo cortante máximo
•Teoría de la energía de Distorsión Máxima o Von- Mises y Hencky.
TECNOLOGÍA DE FABRICACIÓN II
JR/2012

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
INTRODUCIÓN.
Se conocen como teorías de fallas ocriterios de fallas a los usados paradeterminar los esfuerzos permisibles enestructuras o componentes de máquinas. Seutilizan diversas formulaciones,dependiendo del tipo de material que seutiliza.
JR/2012

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
INTRODUCIÓN.
En general los materiales dúctiles encargas a tensión estática están limitados porsu resistencia cortante, en tanto que losfrágiles están limitados por sus resistencias atensión.
JR/2012

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
INTRODUCIÓN.
Circulo de Morh para el estado de esfuerzos de una probeta de prueba a torsión.
σ1σ2σ3
τ
τyx
τxy
σ
JR/2012

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
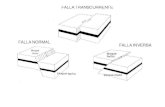
TEORÍA DEL ESFUERZO NORMAL MÁXIMO
Utilizado en materiales frágiles, estaanticipa la fluencia cuando los esfuerzos soniguales a la resistencia a la tensión ocompresión respectivamente, es decir,
σ1 = St ó σ3 = -Sc σ2 = 0
σ1 , σ2, σ3: Esfuerzos Principales

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DEL ESFUERZO NORMAL MÁXIMO
St = Resistencias a la tensión
Sc = Resistencia a compresión
Recordemos que el que garantiza que elelemento no falle, es el factor de seguridad(n) y este se obtiene así:
n = Sy
σ
Sy : Resistencia a la fluenciaσ: Esfuerzo de diseño.
Nota: Siempre debe ser n>1 . Es recomendable cuando se encuentra entre 2 y 3

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DEL ESFUERZO CORTANTE MÁXIMO
Esta se usa preferiblemente enmateriales dúctiles y anticipa la fluencia pormedio del factor de seguridad que seobtiene por medio de:
n = Ssy
SdSsy : Resistencia de fluencia de corteSd: Esfuerzo de diseño.

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DEL ESFUERZO CORTANTE MÁXIMO
Ssy = 0,5 x Sy Sy : Resistencia de fluencia.
Resistencia de fluencia de corte
Esfuerzo de diseño.
Sd = √(σ/2)2+ τ2 σ : Esfuerzo normal.
τ : Esfuerzo cortante

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DEL ESFUERZO CORTANTE MÁXIMOEsfuerzo Normal.
P: Fuerza axial.
A : Área de la sección transversalMf: Momento flectorc: Distancia del eje neutro al punto de estudioI : Momento de Inercia.
σ = + P + Mf x cA I

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DEL ESFUERZO CORTANTE MÁXIMOEsfuerzo Cortante.
V: Fuerza de corte.
Q : Primer momento = AyI: Momento de Inerciab: Espesor de corteMt: Momento torsorc: RadioJ : Momento polar de Inercia.
τ = + VQ + Mt x cIb J

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DE VON – MISES Y HENCKY
Esta se usa preferiblemente enmateriales dúctiles y anticipa la fluencia pormedio del factor de seguridad que seobtiene por medio de:
n = Ssy
SdSsy : Resistencia de fluencia de corteSd: Esfuerzo de diseño.

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
TEORÍA DE VON – MISES Y HENCKY
Donde:
Ssy = 0,557 x Sy
Los esfuerzos normales y cortantes se obtienen de la misma manera que la teoría anterior.
Sd = √σ2+ 3τ2

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Problema:
Para la figura mostrada. Calcule elfactor de seguridad en el punto H situado enla parte superior de la barra CD, la mismatiene un diámetro de ½” y esta hecha de unacero AISI 1020 estirado en frío, utilizando lateoría de Von- Mises y Hencky.

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Problema:Y
Z
X
HD
C
B
A
2”
3”
2”
8”
60°
80 Lb
Diámetro del eje 1/2”

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
Por la teoría de Von- Mises:
n = Ssy
SdSsy = 0,557 x Sy y Sd = √σ2+ 3τ2
Por Tabla A-20 del Shigley: Sy = 57 Kpsi:
Luego: Ssy = 0,557 x 57 Ssy = 32,88 Kpsi:

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
Procedemos a buscar los esfuerzosnormales y cortantes que producen la cargade 80 Lb:
Y
Z
X
HD
C
B
A2”
3”
2”
8”
60°
80 Lb

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
La carga de 80 Lb debe trasladarse aleje que posee el punto H, es decir
80 LbH
2”
3”
2”
Indica que el puntoH se encuentra atracción

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
El momento flector con respecto alpunto H esta dado por la expresión:
80 LbH
y
3”
2”
Mf = 80. 5 Lb.pulgMF = 400 Lb.pulg.
+
+
Mt = 80. 8cos30° Lb.pulgMt = -554,26 Lb.pulg.2”z
x

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
El esfuerzo normal queda expresadopor: σH = + P + Mf x c
A I
0
σH = + 400 . 0,25 σH = 32,59 Kpsiπ (0,5)4
64

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
El esfuerzo cortante queda expresadopor: 0
σH = - 554,26. 0,25 σH = - 22,58 Kpsiπ (0,5)4
32
τ = + VQ + Mt x cIb J

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
Luego el esfuerzo de diseño queda :
Sd = √σ2 + 3τ2
Sd = √(32,59)2 + 3(-22,58)2
Sd = 50,9 Kpsi

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
El factor de seguridad queda expresadocomo : , Sustituyendo:
n= 32,8850,9
n= 0,64
n = Ssy
Sd
Como n es menor que 1 falla elelemento por esta teoría.

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Solución:
n= 1,066
Se decide sustituir el material por otroy se selecciona un AISI 1030 tratadotérmicamente a 400°F, (de la tabla A-21 del Shigley)
Sy = 94 Kpsi Ssy= 54,24 Kpsi
Entonces: n= 54,2450,9
Se concluye que no falla el material, aunque la
probabilidad tiene un margen pequeño, con estematerial.

PROCESOS DE MANUFACTURA
JR/2012
TECNOLOGÍA DE FABRICACIÓN II
Problema:
En el mecanismo mostrado en la figura determineel factor de seguridad para el diseño de la barra ABespecíficamente en el punto A situado en la partesuperior, utilice la Teoría cortante máximo siendo elmaterial un acero 4130 recocido a 865 °C y las fuerzasaplicadas son F1 = 4000 N, F2= 1100 N y F3 = 1000 N, elradio R= 100 mm y el diámetro de la barra AB es 30 mm ,las demás dimensiones son en mm.

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Problema:
JR/2012
150
150200 100
100
Y
Z
X
R
F1
F2
F3
A C
D
E
B

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Por la teoría de Cortante Normal Máximo:
n = Ssy
SdSsy = 0,5 x Sy y Sd = √(σ/2)2+ τ2
Por Tabla A-21 del Shigley: Sy = 361 Mpa.
Luego: Ssy = 0,5 x 361 Ssy = 180,5 Mpa

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución: Graficando los momentos flectores
y torsores tenemos.
JR/2012
150
150200 100
100
Y
Z
X
R
F1
F2
F3
A C
D
E
B
+ Mf+ Mt

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Se analiza cada una de las fuerzas:
Fuerza 1 (F1): Esta fuerza en primera instancia produce un
momento torsor y luego ocasiona una flexión.
Mt1= F1 . (0,2) ; Mt= 4000. (0,1) = 400 Nm ( - )
Mf1 = F1.(0,15) ; Mf1 = 4000. (0,15) = 600 Nm ( - )

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Se analiza cada una de las fuerzas:
Fuerza 2 (F2):
Esta fuerza produce en primera instancia un momento flector pero no afecta al punto A ya que está ubicado en el eje neutro y solo puede observarse que se ocasiona es compresión.

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Luego:
Fuerza 3 (F3): Esta fuerza a igual que F1 se analiza en los dos
momentos.
Mt3= F3 . (0,2) ; Mt= 1000. (0,2) = 200 Nm ( - )
Mf3 = F3.(0,4) ; Mf1 = 1000. (0,4) = 400 Nm ( + )

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Se analizan los esfuerzos:
σA = -1000 - 200 (0,015)π (0,03)2 π (0,03)4
4 64
σA = + P + Mf x cA I
τ = + VQ + Mt x cIb J
τA = = - 600 (0,015)π (0,03)4
32
0

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Dando los siguientes resultados
σA = 77 Mpa τ A = 113,17 MPA
Sd = √(-77/2)2 + (-113,17)2
Luego
Sd = 119,53 MPa

PROCESOS DE MANUFACTURATECNOLOGÍA DE FABRICACIÓN II
Solución:
JR/2012
Finalmente
El factor de seguridad queda expresadocomo : Sustituyendo:
n= 180,5119,53
n = Ssy
Sd
n = 1,51 > 1 la probabilidad de falla es pequeña