Teoría Del Cierre
148
TEORÍA DEL CIERRE - 1ª parte Se inicia aquí un trabajo sobre la TEORÍA DEL CIERRE, que se publica en cuatro partes o capítulos. 1ª PARTE: ÍNDICE 1º.- INTRODUCCIÓN 2º.-TERMINOLOGÍA A.- Cuerpo del envase B.- Fondo del envase C.- Terminología del cierre propiamente dicho
-
Upload
germain-eduardoo -
Category
Documents
-
view
241 -
download
2
description
Cierre en latas
Transcript of Teoría Del Cierre

TEORÍA DEL CIERRE - 1ª parte
Se inicia aquí un trabajo sobre la TEORÍA DEL CIERRE, que se publica en cuatro partes o capítulos. 1ª PARTE: ÍNDICE 1º.- INTRODUCCIÓN 2º.-TERMINOLOGÍA A.- Cuerpo del envase B.- Fondo del envase C.- Terminología del cierre propiamente dicho D.- Utillaje de cerradora 3º.- GENERACIÓN DEL CIERRE:
- Rulinas- Compresión,- 1ª operación,

- 2ª operación,- Sellado del cierre- Parámetros críticos.
4º.- OPERACIÓN DE CERRADO:-Cerradoras:
- Cerradoras de latas cilíndricas- Cerradoras de latas irregulares.- Piezas básicas del utillaje de cierre - Rulinas: - 1ª operación - 2ª operación - Mandril - Plato de compresión - Expulsor
-Cierres:- Cierre de latas cilíndricas- Cierre de latas irregulares.
5º.- EVALUACIÓN DEL CIERRE: - Preparación.
- Ejecución
1ª Fase:- A.- Inspección visual- B.- Medidas exteriores:
- Medida de la profundidad de la cubeta.- Medición de la longitud de cierre- Medida de la caída en la unión- Medición del espesor del cierre Compacidad
2º Fase: Desmontaje del cierre- Corte del panel central del fondo- Corte de una sección del cierre- Desmontaje del cierre- Preparación del cierre para proyección

3ª Fase: Mediciones internas- Medición del espesor del metal del cuerpo y fondo- Determinación del espacio libre- Medición de ganchos- Penetración del gancho del cuerpo y traslape- Comprobación de defectos internos del cierre.
4ª Fase: Fugas- Detección de fugas
6º.- ACEPTABILIDAD DEL CIERRE (Parámetros críticos):- Apretado del cierre,- Penetración del gancho de cuerpo,- Traslape,- Ausencia de defectos visuales
7º.-VALORES RECOMENDADOS DE LOS PARÁMETROS DE LOS CIERRES 8º.- VARIACIONES DIMENSIONALES DEL CIERRE 9º.- DEFECTOS INTERNOS EN UN CIERRE OCASIONADOS POR UN MAL AJUSTE DE RULINAS Y SUS CAUSAS:
- 1ª operación de cierre.- 2ª operación de cierre:
o Gancho de cuerpo cortoo Gancho de cuerpo largoo Gancho de fondo cortoo Gancho de fondo largoo Excesiva longitud del cierreo Insuficiente longitud del cierre
10º.- CLASIFICACIÓN DE DEFECTOS EN EL CIERRE 11º.- CONTROL Y AJUSTE DIMENSIONAL DE LAS CERRADORAS 12º.- AJUSTE POR OBJETIVOS:

1º.- Comprobación del estado mecánico de la maquina cerradora2º.- Verificación que los mandriles y rutinas son los adecuados para el tipo de envase a cerrar3º.- Preparar la maquina para la altura de ajuste de cerrado4º.- Ajustar la presión del plato de compresión5º.-Comprobar la alturas de las rutinas con relación al labio del mandril6º- Verificar las presiones de cerrado de las rulinas y ajustes finales.7º.-Expulsores
13º.- ANÁLISIS DE LOS CIERRES 14º.- PROTOCOLOS DE MANTENIMIENTO DE LA CERRADORA 15º.- MEJORAS TÉCNICAS DEL CIERRE Y EVOLUCIÓN DEL MISMO (MINI CIERRES) - Introducción - Evolución del cierre - Primera operación - Segunda operación - Valoración del “mini cierre” - Parámetros críticos en el mini cierre: - Apretado del cierre - Indicadores del apretado - Solape - Penetración del gancho de cuerpo - Influencia de la pestaña. - Cambios en la línea de producción 16º.- PROGRESOS EN EL UTILLAJE DE CERRADORAS 17º.- RESUMEN DE DEFECTOS EN EL CIERRE:
- ORIGEN Y EFECTO - FALLOS Y SUS CAUSAS 18º.- SIPSONIS 19º.-EQUIVALENCIAS DE TÉRMINOS DEL CIERRE: INGLES - ESPAÑOL

20º.- BIBLIOGRAFÍA
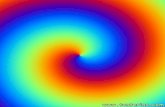
TEORÍA DEL CIERRE 1º.- INTRODUCCIÓN Pretendemos con este trabajo presentar de forma clara y detallada, tanto a fabricantes de envases como a envasadores, los fundamentos de la teoría del cierre, para que puedan conocer a fondo las características y tipos de cierre de los botes metálicos. La lectura atenta de este trabajo ayudará a controlar la calidad de los cierres, así como a regular las maquinas cerradoras. El objetivo principal es auxiliar al personal que toma las decisiones y determina la calidad del cierre. De los juicios valorativos de estas personas depende si una línea de producción va a continuar trabajando o por el contrario tiene que parar Empecemos por identificar las diferentes partes que componen un envase. La figura nº 1 muestra una lata metálica y sobre ella anotados sus diferentes elementos.

Figura nº 1: Elementos de una lata metálica Se define como “cierre” o “doble cierre”, el resultado de unir el extremo del cuerpo de un envase con su fondo o tapa. El cierre se obtiene curvando el ala del fondo alrededor de la pestaña del cuerpo, enganchándolas entre sí, hasta producir una unión hermética. Esta unión emplea por tanto una técnica de engatillado o agrafado doble, es decir genera una doble pared de seguridad. Su objetivo es obtener una junta totalmente estanca. Realizar un buen cierre es una condición esencial, necesaria pero no suficiente, para evitar la contaminación bacteriológica, la corrosión y la alteración del producto. Debe tener unas características mecánicas suficientes para soportar, en condiciones normales, el proceso de llenado, manipulación, transporte y almacenaje. El mismo se lleva a cabo en unos equipos denominados cerradoras. De estas maquinas hay una gran variedad de diseños y capacidades, desde la mas simples, de operación a mano, hasta las mas complejas, automáticas a elevadas velocidades de producción.

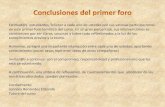
En este documento presentaremos como se genera el cierre, los elementos que lo componen y los utillajes que lo realizan, así como los principales problemas que pueden presentarse durante su ejecución También analizaremos los diferentes diseños y tamaños de los mismos, recomendados en función de los diámetros y características de los envases empleados. Para el lector no iniciado en esta materia, le sugerimos que empiece por leer en primer lugar la TERMINOLOGIA del cierre, que viene a continuación, para así poder seguir sin dificultad el léxico empleado a lo largo de este trabajo. El lector con conocimientos previos de este asunto puede saltársela y pasar al punto siguiente. 2º.- TERMINOLOGÍA A continuación definimos los diferentes términos técnicos que se emplean en la teoría del cierre. Empecemos por enumerar las partes del cuerpo del envase y del fondo que participaran en la confección del cierre. A.- Cuerpo del envase: En la figura nº 2 se presentan estos elementos
- Costura lateral: Unión lateral del cuerpo del envase, conseguida normalmente por soldadura eléctrica, aunque también puede conseguirse por un proceso de engatillado con aportación de un cemento termoplástico sellante. - Cuerpo: Parte cilíndrica, rectangular o irregular que forma las paredes del envase. - Pestaña: Reborde que presenta el cuerpo en cada uno de sus extremos. Está formada por una parte plana, casi perpendicular a la pared del cuerpo del envase, y un arco que une esta parte plana con dicho cuerpo - Radio de la pestaña: Radio del arco de la pestaña y que la une con el cuerpo.

Figura nº 2: Elementos del cuerpo de la lata que forman parte del cierre
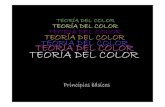
B.- Fondo del envase: En la figura nº 3 se plasman los componentes del fondo que participan en el cierre. - Ala del fondo: Porción exterior del fondo que se deforma durante la operación de cerrado y pasa a integrarse en el cierre. - Borde de rizo: Parte final del rizo. En el mismo siempre hay acero expuesto, que lo hace sensible a la oxidación. - Compuesto (o goma) sellante: Sustancia formulada a base de cauchos sintéticos, que facilita el hermético sellando del cierre. La misma va aplicada sobre la parte interna del ala del fondo. - Pared de la cubeta: Tabique lateral que delimita la cavidad del fondo, que permite alojar el mandril de cierre - Profundidad de cubeta: (e) Distancia entre la cumbre del ala (en el caso de fondo suelto), o del cierre (una vez efectuado el mismo) hasta el panel central del fondo. Se debe medir en el punto donde termina el radio de la cubeta del fondo. - Radio de la pared de la cubeta: Arco que enlaza la parte inferior de pared de la cubeta con el panel central del fondo - Radio del ala: Arco que enlaza la parte superior de la pared de la cubeta con el ala.

- Rizo: Curvatura hacia dentro del extremo del ala del fondo. Durante el cierre, sirve para iniciar la formación del gancho de fondo.
Figura nº 3: Componentes del fondo para el cierre
C.- Terminología del cierre propiamente dicho: Aparece reflejada en los dibujos nº 4 y 5. . Aquellos elementos del cierre que son magnitudes físicas – medidas de longitud – quedan reflejadas en el dibujo nº 5 acotadas por medio de una letra. -Ajuste del mandril: Determina el grado de adecuación del posicionamiento y esfuerzo de penetración del mandril dentro de la cubeta del fondo. -Arrugas en los ganchos: Son ondulaciones o pliegues formados en sentido vertical en el gancho de fondo. Son indeseables, pues si tienen cierta importancia, pueden afectar a la estanqueidad del cierre. - Borde cortante: Resalte agudo localizado en la unión entre la cumbre del cierre y la pared de la cubeta - Borde agudo: Borde cortante en menor grado, no presenta filo vivo sino simplemente un ángulo recto - Caída en la unión: Deformación hacia abajo del gancho del fondo en la zona de la soldadura lateral.

- Cierre: Es la parte de la lata formada por la unión de los bordes del fondo y el cuerpo, por medio de ganchos o pliegues que se entrelazan y forman una estructura de alta resistencia mecánica. Tiene que ser hermético. - Compacidad: Relación entre los cinco espesores de metal del cierre y el espesor real del mismo expresada en %. - Cumbre del cierre: Zona superior redondeada del cierre. Es una parte del ala del fondo ya deformada. - Espacio libre: Es la diferencia entre el espesor del cierre medido realmente y la suma de los espesores de las cinco hojas que están comprendidas en el cierre. - Espesor del cierre: (h) Dimensión máxima del cierre medida en el sentido perpendicular al eje del envase. En él están contenidas las cinco capas de metal del cierre. - Falso cierre: Zona en la que algún tramo de los ganchos del cierre no están agrafados, aunque la apariencia sea de un cierre normal.

Figura nº 4: Terminología del cierre
- Gancho del cuerpo: (d) Porción de la pestaña del cuerpo que se dobla hacia abajo durante la formación del cierre. - Gancho del fondo: (g) Parte del ala del fondo que se pliega durante el cierre para enlazarse con el gancho del cuerpo. - Gap: (i) Espacio vacío que queda entre la parte interna de la cumbre del cierre y la zona superior del gancho del cuerpo. - Huecos: Espacios abiertos situados al final del gancho del fono y del cuerpo que son llenados por el compuesto durante la operación del cierre.

- Huella del mandril: Marcas dejadas por el mandril alrededor de la periferia interna del cuerpo contiguo al radio de la pared de la cubeta, formadas por la presión aplicada por las rutinas de cierre durante el mismo. - Longitud de cierre: (f) Distancia entre la cumbre y la base del cierre. - Parámetros críticos: Valores del doble cierre que deben ser satisfechos para lograr su aceptabilidad. - Pared del cierre: Parte más externa del cierre, formada por la cara exterior del gancho de fondo. Tiene la forma del perfil de la rulina de segunda operación, es decir de curva de amplio radio. - Patinaje: Formación incompleta del cierre, debido a un desplazamiento de la rulina en la segunda operación. - Penetración del gancho del cuerpo: (b/c) Relación entre la longitud del gancho del cuerpo y la longitud interna del cierre, expresada como porcentaje. Indica la cantidad del gancho del cuerpo que se ha clavado contra el compuesto o junta del fondo. - Pico en el montaje: Proyección en ángulo localizada en la base del cierre en la zona de la soldadura lateral - Presión (o apretado) del gancho del fondo: Altura de las ondulaciones presentes en el gancho del fondo, medida en % de la altura del gancho. - Radio de la pared del cierre: Curva que enlaza la cumbre del cierre con la pared del mismo. - Radio del gancho del cuerpo: Curva de plegado en la formación del gancho de cuerpo. - Radio del gancho del fondo: Curva de plagado en la formación del gancho de fondo. - Sellado (o sello) primario: El producido al clavarse el gancho de cuerpo, contra la junta de goma o compuesto alojada en el gancho del fondo. - Sellado (o sello) secundario: El creado por solapamiento y aplastamiento del gancho del cuerpo y el gancho del fondo, en el interior del cierre.

- Solape (o traslape): (a) Es la magnitud de la superposición generada en el cierre entre el gancho del cuerpo y el gancho del fondo. . Como ya hemos dicho más arriba, aquellos elementos del cierre que son magnitudes físicas – medidas de longitud – quedan reflejadas en el dibujo nº 5, que aparece a continuación, acotadas por medio de una letra.
Figura nº 5: Cotas de las partes mensurables de un cierre.
- Unión o montaje: Parte del cierre coincidente con la costura lateral del cuerpo. D.- Utillaje de cerradora: Las piezas de la cerradora que están directamente ligadas con el cierre son los utillajes de la misma. Estas piezas cambian en función del tamaño del envase y del tipo de cierre que queramos realizar. En la foto nº 6 aparecen algunas de ellas. Definimos las mismas y sus principales ajustes: - Altura de ajuste de cerrado: Es el trayecto entre la cara inferior del mandril de cerrado y la cara superior del plato de compresión. Esta distancia se mide cuando actúa la cumbre de la leva de la primera operación - Carga base del plato de compresión: Fuerza aplicada a la base de la lata, a través del plato de compresión, durante la formación del cierre. - Cerradora: Maquina que realiza la operación de cierre entre fondo y cuerpo. También recibe otros nombres como sertidora.

- Expulsor: Pieza de la cerradora ubicada en el centro del mandril, que empuja al envase cerrado para extraerlo, una vez concluida la segunda operación. Tiene regulación en altura y fuerza - Labio del mandril: Borde del plato mandril en contacto con la pared de la cubeta - Mandril: Pieza del utillaje de la cerradora que cambia con el diámetro del envase. Se aloja en la cubeta del fondo durante la formación del cierre. Hace la función de yunque contra el que se constituye el cierre.
Foto nº 6: Utillajes de los cabezales de una cerradora
- Perfil de la rulina: Es el contorno necesario, de la parte activa de la rulina, para conseguir el correcto conformado del metal, que se requiere para cumplir las especificaciones de los ganchos de cuerpo y fondo. - Plato de compresión: Pieza del utillaje de la cerradora que cambia con el diámetro del envase. Sobre él se asienta la lata durante la formación del cierre. Está dotado de movimiento de subida y bajada y actúa cargado con muelles. También recibe la denominación de “plato base”. - Rulina: Es la pieza de la cerradora que realiza la operación de deformado del metal, para configurar los ganchos de cuerpo y fondo y el enlace entre ellos. Las

hay de dos tipos, de primera operación, que forma los ganchos y los enlaza, y de segunda operación, que los aplasta entre sí. Recibe también otros nombres como: Carretillas, ruedas de cierre, moletas, rodillos de cierre… 3º.- GENERACIÓN DEL CIERRE Otra forma de definir el “cierre” es: “el sellado hermético que se realiza entre el cuerpo de la lata y su fondo”. Se trata de un proceso de deformado del metal, que consta fundamentalmente de dos operaciones, aunque en casos de cierres de envases de forma irregular difíciles, pueden ser necesarias tres operaciones. Para conseguir la estanqueidad, se precisa la utilización de una goma – o compuesto –, que va depositada sobre la parte interna del ala del fondo, y después de realizada la operación de cerrado queda alojada en el interior del cierre. El cierre se efectúa según se ve esquemáticamente en la figura nº 7, y se descompone básicamente en 3 pasos sucesivos:
- situación o colocación del fondo en posición sobre el cuerpo, y el cuerpo del envase en el plato de compresión.
- primera operación de cerrado- segunda operación de cerrado

Figura nº 7: Esquema de la operación de cerrado
Rulinas: El cierre se realiza por la acción de dos rulinas o rodillos de cierre, que se designan también con diferentes nombre según la zona geográfica, (carretillas, moletas, ruedas, roldanas…). El trabajo de las mismas se divide en una primera operación, seguida de una segunda. Tienen una garganta, o zona de trabajo, conformada con unas siluetas de forma especial, denominados “perfiles de cierre”. Este perfil es de forma variable según sea de primera o de segunda operación, dependiendo de las características o especificaciones del ala o panel de cierre del fondo de la lata, y del grosor del material que va a ser sellado. Como regla general, cuanto más grande es el tamaño del ala del fondo y más grueso es el material, más ancho y profundo es el perfil de la rulina, o lo que es lo mismo, es función del formato del envase y el calibre del metal empleado en sus componentes. Esto da lugar a que puede

utilizarse un mismo tipo de perfil, pero sus dimensiones aumenten o disminuyan en función del tamaño del envase y los espesores de metal. Entre las rulinas de cierre de primera y segunda operación, la principal diferencia consiste en su perfil y misión, ya que la carretilla de la primera operación tiene como fin fundamental enrollar el ala del fondo alrededor del gancho del cuerpo, al tiempo que forma este. La carretilla de segunda operación tiene como objetivo apretar y planchar el cierre ya iniciado, para lograr la hermeticidad del mismo. Veamos más en detalle estos tres pasos del cierre. Compresión: El envase a cerrar – cuerpo y fondo - se sitúa sobre un plato regulable, que puede desplazarse verticalmente, de forma que el envase queda retenido entre este plato y el mandril de cierre. La compresión se realiza por medio de un resorte, y su misión principal es evitar el movimiento relativo del envase respecto al mandril de cierre, permitiendo la transformación progresiva de la pestaña del cuerpo y ala del fondo durante el cierre. Primera operación: Como ya hemos indicado, durante la primera operación de cierre se enrolla de manera suave el ala del fondo sobre la pestaña del cuerpo de la lata, al mismo tiempo que se dobla esta ultima, formando unos ganchos muy holgados, permaneciendo espacio entre sus paredes. En el dibujo nº 8 se representa en dos secuencias el principio y final de este paso.

Figura nº 8: Principio y final de una primera operación de cierre Como se puede ver fácilmente, la correcta realización de esta primera operación, es determinante para la obtención de un buen cierre, debiéndose tener especial cuidado en su reglaje. Un corte transversal de la primera operación debe mostrar un buen solapamiento de los ganchos o pliegues del cuerpo y el fondo, y además la ausencia de distorsiones en la formación de la unión. La profundidad de cubeta aumenta ligeramente de forma progresiva durante la primera y segundas operaciones. Más adelante se darán algunos detalles de la formación del cierre durante la primera operación de cuerpos y fondos de formas irregulares; sin embargo, los principios de aceptabilidad son los mismos, tanto para latas cilíndricas como para las de forma irregular.

Segunda operación: Una vez realizada la primera operación de cierre, se emplea una segunda rulina de formado para comprimir las cinco capas de metal (dos del cuerpo de la lata y tres del fondo), para dar lugar a una costura hermética. La operación de apretado y planchado de los ganchos de fondo y cuerpo entre sí, se realiza de forma progresiva. La figura nº 9 muestra también el principio y final de este paso. Esta operación, da al cierre la resistencia mecánica y estanqueidad suficiente para soportar con garantías, y en condiciones normales de uso, las diversas etapas del proceso de fabricación y distribución del envasado.
Figura nº 9: Principio y final de una segunda operación de cierre
Sellado del cierre:

En el cierre se pueden identificar dos zonas de sellado. El sello primero se produce al clavarse el borde del cuerpo de la lata, es decir el gancho de cuerpo, contra la junta de goma o compuesto, material de sallado que se encuentra dentro del pliegue formado en el ala del fondo, o gancho del fondo. El sello secundario se crea por el solapamiento y aplastamiento del gancho del cuerpo y el gancho del fondo, en el interior del cierre. El volumen, tipo y peso de la goma de cierre cambia notablemente con el diámetro de los envases, variando su composición de acuerdo con el producto que vaya a contener el envase. Una falta de compatibilidad entre el compuesto de cierre y el contenido del envase puede dar lugar a contaminaciones del producto y de la goma, perjudicando notablemente las características del cierre. La aplicación de este compuesto de cierre se realiza por medio de maquinas engomadoras, pudiendo realizarse por diferentes técnicas: tampón, ducha o boquilla. Su regulación en el momento de la aplicación, debe hacerse con suma precaución para evitar problemas de fugas en el envase. La finalidad del compuesto es ocupar el espacio libre y los huecos existentes dentro del cierre. El cierre así conseguido, debe tener una resistencia mecánica apropiada, y una estanqueidad suficiente en condiciones normales de uso. Parámetros críticos del cierre: Los aspectos o factores principales en la formación del cierre, que producen una unión libre de fugas se denominan parámetros críticos de aceptabilidad y son:
- Apretado del cierre: Muestra el grado de estanqueidad. Garantiza que el doble cierre ha quedado bajo la presión suficiente.
- Penetración gancho cuerpo: Refleja el empotramiento del gancho del cuerpo dentro de la altura neta del cierre. Mide la formación del sello primario.
- Traslape (o solape): Manifiesta el solapamiento de los dos ganchos (de cuerpo y de fondo). Mide la formación del sello secundario.
Más adelante volveremos a tratar estos conceptos con mayor profundidad. 4º.- OPERACIÓN DE CERRADO A.- CERRADORAS

La operación de cierre de los envases de conservas alimenticias o cualquier otro producto, se realizan en las maquinas cerradoras. En principio las mismas se pueden clasificar en dos grandes grupos: Cerradoras de latas cilíndricas y cerradoras de latas irregulares. Cerradoras de latas cilíndricas La mayor parte de la latas son cilíndricas. Con esta forma se alcanzan más fácilmente mayores velocidades de llenado y cierre. Las cerradoras que trabajan con bote cilíndrico se dividen en dos tipos: -1º.- Las que el envase gira durante la operación de cierre. Pueden tener uno o varios cabezales y permiten unas grandes velocidades de cerrado. En ellas, el envase con su tapa, que se alimentan por separado a la maquina, se sitúan entre el mandril y el plato de compresión, manteniendo el expulsor la tapa en su lugar mientras el plato va subiendo hasta colocar el envase en posición de cierre, oprimido contra el mandril. En ese momento comienzan a girar conjuntamente el plato de compresión, el envase y el mandril, produciéndose la primera operación de cierre por la acción de las rulinas correspondientes, que se aproximan portadas en sus brazos y accionadas por una leva; a continuación, por un procedimiento análogo, se efectúa la segunda operación, la misma plancha y acaba el cierre.Se emplean para la fabricación de botes y también en el llenado de ciertos productos. Para establecer la velocidad de cierre de una maquina, han de tenerse en cuenta factores tales como: diámetro del envase, producto a envasar y posibilidades de derrame del producto. - 2º.- Las que mantienen el envase sin rotar durante el cierre. En este tipo de cerradoras la lata permanece inmóvil, mientras que el cabezal de cierre de la maquina gira en torno a la lata. En este cabezal van alojados los brazos porta rulinas. También hay variantes de cerradoras de este tipo que trabajan al vacío para productos determinados como cárnicos, lácteos, etc. Hay varias formas de conseguir un vacío en el proceso de llenado y cierre de un envase:
- Vacío mecánico, por medio de una bomba de vacío, manteniendo el envase durante el cierre en una cámara herméticamente cerrada.
- Vacío por vapor de agua, expulsa el aire inyectando un chorro de vapor en el espacio en cabeza del envase lleno. Cuando el vapor se condensa se produce el vacío.

- Vacío por llenado en caliente, conseguido llenando a tope el envase de producto caliente y por tanto dilatado, cuando se enfría y reduce su volumen se genera una cámara de vacío interior.
En función del producto a envasar se elige un tipo u otro de cerradora, así el prime caso se emplea para productos dietéticos, y el ultimo para productos cárnicos. El uso de vacío siempre reduce la velocidad del ciclo. Cerradoras de latas irregulares Con el término irregular se engloba a todos los tipos de latas que no son cilíndricas. Estas cerradoras están diseñadas para realizar el cierre de latas con forma oblonga, oval, rectangular, cuadrada, o en forma de pera; suelen funcionar a velocidades bajas y tienen un diseño complejo. Algunas de estas cerradoras se han diseñado para trabajar en condiciones bajo vacío, lo que complica aún más la operación mecánica de los equipos. El principio de funcionamiento es el siguiente: las latas llenas de producto llegan a la máquina, bien manual o mecánicamente, hasta la plataforma de cerrado, comúnmente denominada “plato de compresión”, antes de posicionarse el fondo sobre la lata. Por tanto, la colocación del envase y el fondo se efectúa de manera análoga a una cerradora de envase redondo. En estas maquinas, las rulinas de la primera operación, que suelen ser una pareja, van colocadas de forma diametralmente opuestas. Las mismas giran alrededor del mandril y el envase, que están parados, ejerciendo sobre este último una presión determinada que es regulada por la acción de una leva. Ver dibujo nº 10.

Figura nº 10: Vista en planta de un cabezal de cierre para envases rectangulares
A continuación y en forma similar, entran en acción las rulinas de segunda operación. Acabado el cierre y separados los brazos portarulinas de segunda operación, actúa el expulsor, que separa el envase del mandril, acompañando al plato de compresión en su movimiento de descenso.

Algunas cerradoras de latas irregulares a vacío, alimentadas a mano elevan la lata en dos fases. Esto significa que una vez que la lata ha sido colocada en el plato, el movimiento mecánico de la maquina eleva la lata hasta un punto por debajo de la rulina de cierre. En esta posición se hace el vacío en la cámara de cerrado. Este vacío desencadena el segundo movimiento de elevación, que sube la lata hasta permitir el comienzo de la operación de cierre. Las cerradoras de mayor velocidad normalmente funcionan con una estación de prevacío antes del cierre. Algunos tipos de estrella rotatoria, permiten aumentar la velocidad, pero rara vez se superan las 100 latas/minuto. Cuando no es posible conseguir mantener una separación entre el cuerpo y su fondo antes del inicio de la operación de cierre, durante el tiempo que se hace el vacío, entonces se requiere emplear fondos especialmente diseñados, que proporcionan un paso a la salida del aire del interior de la lata. Esto se consigue, haciendo sobre el ala del fondo unas muescas, que apoyan sobre la pestaña del cuerpo, elevando ligeramente el nivel del ala, y dejando por tanto un espacio libre para la salida del aire interior. Sin esta separación, la pestaña del cuerpo de la lata se encajaría sobre la goma del ala del fondo, creando un sellado que impediría la obtención de vacío dentro de la lata. Normalmente se denomina a este tipo de fondo especial como fondo con “dimples”. Mas adelante volveremos sobre la complejidad del cierre de envases irregulares. Piezas básicas del utillaje de cierre Rulinas: Son rodillos de acero en el caso de fabricantes de envases o acero inoxidable especial para conserveros, con un grado de dureza muy elevado. Van motados sobre un eje o sobre cojinetes. Ver figura nº 11

Figura nº 11: Rulina de cierre
La rulina aquí dibujada es del tipo de doble guía, y en ella se aprecia el montaje de su eje con los rodamientos correspondientes. Las medidas acotadas sobre el dibujo se refieren a las dimensiones adecuadas para un tipo de cerradora especifico - FMC. 521 -. Las cotas encerradas en rectángulo son básicas para un ajuste correcto, ya que marcan las distancias desde el punto de referencia en la garganta de la carretilla a su talón (3.15 mm), y a su superficie de guiado (28.63 mm) Las zonas de trabajo de estas rutinas están configuradas con unas siluetas de forma especial, denominadas “perfiles de cierre”. El brazo donde se insertan, efectúa un movimiento de aproximación y separación respecto al mandril de manera automática. Este movimiento es mandado por una leva. Su misión durante el cierre, y su actuación durante el mismo ya han sido descritas más arriba. Las formas y dimensiones de los perfiles de las rutinas, influyen de manera decisiva sobre la hermeticidad del cierre. Las gargantas de

las rutinas deben tener un excelente acabado superficial, cuanto superior sea el mismo los resultados serán mejores. Rulina de primera operación: Su perfil es siempre profundo y estrecho, siendo la curvatura del borde inferior más acusada que la del superior. Ver figura nº 8. El perfil actúa de generatriz para formar los ganchos del cuerpo y fondo. Su objeto es enrollar el metal del ala del fondo con el de la pestaña del cuerpo, quedando esta introducida en aquella. Ver figura nº 8. El cierre resultante presenta una forma exterior redondeada y su altura es inferior a la del cierre terminado. Rulina de segunda operación: Su perfil es menos profundo y más alto que la de primera operación, presentando una curvatura más acentuada en su borde superior. Ve figura nº 9. Como ya hemos explicado, realiza la operación de acabado presionando el cierre, formado en la primera operación, contra el mandril, de modo que los ganchos queden planchados y rectos. Ver figura nº 9. Mandril: Es un plato montado sobre un eje, con un reborde o labio que se ajusta al fondo a cerrar, y cuyas características depende del fabricante del envase. Ver figura nº 12. Sus dimensiones influyen también sobre la forma y configuración del cierre, ya que hace de base de apoyo a la acción de las rulinas. El mandril representado en sección en la figura nº 12 es un ejemplo típico de plato para envase redondo, para ser usado con rulinas del tipo guiado. Muestra una rosca central de paso fino y a izquierdas, para asegurar que no se afloje con el giro del mismo a derechas. Va dotado de cuatro agujeros en su cara inferior, para una llave especial de montaje y desmontaje. En la misma cara presenta un rebaje para el alojamiento del perfil del fondo.
Figura nº 12: Ejemplo de mandril para fondo redondo

El labio es de forma ligeramente cónica, para facilitar la expulsión del envase cerrado y adaptarse mejor a la forma inicial de la cubeta. Antiguamente la superficie del labio se estriaba para evitar deslizamientos del fondo durante el cerrado, pero esta práctica se ha eliminado por generar daños en el barniz de protección exterior del fondo, que posteriormente daban origen a oxidaciones en la zona. Su parte central presenta un vaciado, que sirve para salvar los anillos de expansión y gradas del perfil del panel del fondo. El labio del mandril queda definido por cuatro dimensiones básicas que están indicadas en la figura nº. 13
Figura nº13 : Perfil del labio de un mandrilLas mismas son
- Altura de labio S1. El valor de S1 está ligado la profundidad de cubeta (A) del fondo. SEFEL propone la siguiente formula para su determinación:
o S1 = A + 0.13 para todos los fondos redondos iguales o mayores de 60 mm de diámetro
o S1 = A + 10 para los diámetros inferiores a 60 mm.

- Angulo de inclinación del labio: Su valor normal es de 4º. Cuantía admitida por SEFEL
- Radio de la base del labio P1. Su valor normal es de 1 mm. Cuantía
admitida por SEFEL.
- Diámetro en el punto de referencia N2: El diámetro N2 se obtiene a partir del diámetro del bloque del punzón de troquelado del fondo (B1), es decir a partir de la pieza que define el diámetro de la cubeta del fondo. SEFEL recomienda la siguiente formula :
o N2 = B1 + 0.12
Plato de compresión: Como ya adelantamos anteriormente, sirve de soporte al envase, centrándolo y transmitiendo la presión del muelle sobre el mandril. Su forma depende de la del extremo del envase. En el caso de cerradoras para fabricación de latas, presenta un perfil copiando del de la pestaña del cuerpo del envase; para cerradoras de llenado tiene unos canales en su superficie, que coincide con el cierre de su base, para fijar el bote en la posición correcta. Ver figura nº 14. En la misma se presenta el perfil de un plato para cerradora de fabricación de envases, y se dan las formulas aproximadas para la determinación de sus medidas, en función del formato a cerrar.
Figura nº 14: Perfil del plato de compresión para cerradora de fabricantes de
envases

Va montado sobre un eje. En reposo está a una distancia del mandril superior a la del envase con el fondo posicionado en el momento del cierre. La presión se regula actuando sobre este plato, mas tarde volveremos sobre ello al tratar el ajuste de una cerradora. El centrado del plato tiene también influencia durante el cierre. Debe de estar perfectamente centrado respecto al eje y lo más paralelo posible al mandril. Expulsor: Todas las máquinas cerradoras automáticas están provistas de mecanismos de expulsión, que al mismo tiempo contribuyen al mantenimiento de la correcta posición del fondo sobre el envase, antes de llegar a la posición de cierre. Además el expulsor separa el envase cerrado del mandril, una vez efectuado el cierre. Este expulsor es un eje, cargado con un resorte, con un pequeño plato en su extremo, que se aloja en un orificio realizado en el centro del plato mandril. Está dotado de un movimiento alternativo (ascendente-descendente) actuando en el centro del fondo. Ver figura nº 15

Figura nº 15: Cabezal de cierre para cúpulas y fondos de aerosoles con
expulsor
El cabezal representado en la figura nº 15, es el de una cerradora de cabezales horizontales para el cierre de cúpulas y fondos para envases aerosoles. La parte de arriba del dibujo presenta la sección de un cabezal para cúpulas, en este caso el extractor es más corto para dejar espacio a la mayor altura de la cúpula. La parte de abajo del dibujo muestra el caso de fondos, que tienen una forma cóncava. En las cerradoras equipadas con inyección de vapor para lograr vacío, es necesaria una completa sincronización de los movimientos del plato de compresión y el expulsor. Al aumentar la velocidad, el ajuste del expulsor resulta más crítico, y debe ser más exacto cuanto más rápido se trabaje. B.-CIERRES Cierres de latas cilíndricas Actualmente los equipos de cerrado para envases cilíndricos, tanto a bote parado como rotatorio, producen cierres uniformes y de alta calidad, con pocos problemas en términos de conformado de metal. Sin embargo, los cambios que se han ido introduciendo en el espesor del material del fondo, con reducciones sensibles del mismo, han obligado a un rediseño del ala de los fondos con el fin de mantener una alta calidad del cierre. Volveremos sobre este tema más adelante. El uso muy frecuente de envases embutidos en diferentes sectores, como pescado y cárnicos, ha reducido sensiblemente el riesgo de falta de calidad en el cierre, que se reflejaría en alteraciones por fugas. Si se emplea latas tipo tres piezas, con la costura lateral soldada eléctricamente, siempre se produce una zona de menor calidad en el solapamiento de los ganchos de fondo y cuerpo, coincidiendo con la región de la costura lateral, debido a un aumento de espesor del gancho del cuerpo, originado por la soldadura. Este efecto se acentúa hasta un punto que puede ser peligroso cuando se trata de envases con la costura lateral engatillada – o engargolada – con aportación de cemento termoplástico como material sellante. Claro está, que las limitaciones de uso de este tipo de envases a productos sin proceso, reducen sustancialmente el riesgo de fugas. De cualquier manera, las

normas de aceptabilidad del cierre que se apliquen, han de garantizar, que se mantiene la integridad adecuada en esa área de alto riesgo de la costura. Si se compara la calidad de cierre que ahora se consigue, con el uso generalizado de envases tres piezas soldados eléctricamente o embutidos, con los que antiguamente se obtenían con envases engargolados y soldados con soldadura estaño-plomo, los resultados han mejorado de manera muy importante, ya que el cierre se mantiene uniforme en todo el perímetro, sin presentar áreas de alto riesgo, si bien siempre hay un punto de menor calidad en la zona de la costura soldada eléctricamente, como ya hemos indicado. Cierres de latas irregulares Hay una serie de mercados que emplean latas de forma irregular, como pueden ser: cárnicos, pescados y aceites comestibles. Sin embargo, la necesidad de conseguir cierres de alta calidad, es más difícil si se emplean estas latas de cuerpo y fondos irregulares, si se compara con los resultados conseguidos con lastas cilíndricas. Se comprenderá mejor esto, si volvemos a recordar como se realiza el cierre de estas latas. Una vez depositado el fondo sobre el cuerpo del envase, se coloca el conjunto sobre el plato de compresión. Este le eleva y aloja la cubeta del fondo en el plato mandril de cierre. Los brazos portadores de las rulinas de cierre inician su movimiento hacia dentro – recordamos que normalmente hay una pareja diametralmente opuestas de rulinas de cada operación - y contactan con el ala del fondo. Una vez que se realiza este contacto, comienza la operación de deformado del metal. Las rulinas de la primera operación se mueven progresivamente hacia dentro, conforme le dan la vuelta a la lata. La operación de deformado crea una onda de metal frente al perfil de la rulina por la acción de la misma. En las latas cilíndricas esta onda se distribuye uniformemente durante el ciclo de la primera operación de cierre. En las latas irregulares esta operación de formado funciona de la misma manera, con la salvedad que conforme la rulina de la primera operación va rodeando a la lata, la onda de material que discurre delante de la misma al llegar a cada esquina se deposita en ella. Esta falta de control del metal en las esquinas, frecuentemente produce pliegues y arrugas en el gancho del fondo de la primera operación de cierre. Cuando comienza el ciclo de la segunda operación de cierre, también normalmente por medio de dos brazos porta rulinas, se comprime la unión para producir un cierre hermético con la ayuda de la junta de goma, mantenida la

misma con la suficiente presión para producir un cierre libre de fugas. Lógicamente, cuanto menor sea el radio de la esquina de la lata irregular, mayor será el riesgo de formarse fuertes arrugar que falseen el cierre. Se emplean diversos métodos para reducir el riesgo de formación de pliegues y arrugas en las esquinas. El diseño del fondo juega un papel crucial en la solución de estos problemas. Si el material del ala del fondo se reduce en cada esquina, la onda de metal que se deposita en este punto durante la primera operación de cerrado se reducirá de tamaño. Esto produce un gancho de fondo más uniforme en los lados rectos y las esquinas. Obviamente, son necesarios definir unos parámetros críticos mínimos, y a partir de ellos calcular la reducción en anchura del ala, para así equilibrar el material que se depositará en cada esquina durante el cierre. Para ampliar esta información recomendamos leer el trabajo:
- Cierres de envases rectangulares Los fabricantes de maquinaria, en conjunción con los metalgraficos, han estudiado el diseño de las operaciones de cerrado para controlar adecuadamente el material en las esquinas de las latas irregulares. La reducción de material del ala en los radios se hace de manera progresiva, iniciándose antes de que acabe el tramo recto de dicha ala. Las rulinas de primera operación suelen también empezar su movimiento en curva de manera gradual, un poco antes de que acabe el lado recto, y antes de llegar al radio de la lata. Así se controla mejor la formación del gancho en los radios. Otra forma de mejorar el cierre, es que la primera operación del mismo, se realice en dos vueltas alrededor de la lata en lugar de una y fracción, como ocurre en los envases redondos. Esto permite conformar el metal del ala mas suave y progresivamente, con lo que el riesgo de pliegues y arrugas disminuye.
5º.- EVALUACIÓN DEL CIERRE La evaluación del cierre es la metodología empleada para juzgar su aceptabilidad. La misma está relacionada, por tanto con las especificaciones y requerimientos que el fabricante indica. Estas varían para cada formato y tipo de envase. Por tanto para enfrentarse con la avaluación de un cierre, se ha de disponer en primer lugar, de la tabla de especificaciones completas que el mismo debe cumplir.

Sucede con frecuencia que un cierre aparentemente normal y dentro de especificaciones en sus medidas exteriores, presenta al efectuar un análisis más completo, una serie de defectos que lo hacen incorrecto. Por medio de la evaluación o examen adecuado, es posible garantizar o no la hermeticidad del mismo. El examen de un cierre comprende cuatro fases, aportando cada una de ellas abundante información cualitativa y cuantitativa. Estas son: 1ª Fase: Examen visual y Medidas Exteriores. 2ª Fase: Desmontaje y/o Seccionado del cierre 3ª Fase: Medidas Interiores directas e indirectas y Defectos Internos 4ª Fase: Detección de fugas. PREPARACIÓN Para abrir un cierre se precisan una serie de herramientas básicas que son: 1º.- Abridor bacteriológico: Consistente en una varilla con empuñadura, que termina en punta acodada. A lo largo de la varilla desliza una cuchilla puntiaguda que permite cortar el metal. Ver figura nº 16. Si no se dispone del mismo, puede usarse unas tijeras de corte de metal de puntas curvas.
Figura nº 16: Material básico para apertura de un cierre

2º.- Tenacillas. Ver figura nº 16. Son unas tenazas pequeñas y manejables de boca ancha, que permiten maniobrar con eficacia. 3º.- Regla de control de cierres. Es el elemento más simple de medición. Ver figura nº 16. No permite lecturas exactas, pero reúne unos elementos mínimos como son:
-Regla graduada en mm. con el “cero” en el extremo para poder medir, por apoyo directo de la punta, distintos parámetros como: diámetro del envase, longitud del cierre, etc.
- Conjunto de muescas calibradas para lectura del espesor del cierre.- Alojamiento de 2” (50.8 mm) para evaluar el numero de fondos que
caben en esta magnitud.- Talón calibrado para verificación de la profundidad de cubeta.
4º.- Ganchímetro. Es un micrómetro de diseño especial para la medición de las partes del cierre. 5º.- Galga con carátula para medir profundidad de cubeta.6º.- Galga con carátula para medir espesor de cierre7º.- Sierra especial para el corte del cierre8º.- Micrómetro de espesores para grosor del metal9º.- Proyector de cierres Además para ajustar la cerradora se precisa: 10º.- Juego de galgas de espesores (laminas) para altura de rulinas11º.- Juego de galgas de varilla para la distancia de rulinas12º.- Micrómetro de interiores para altura del plato base13º.- Dinamómetro para presión del plato base
Más adelante se ira describiendo cada uno de estos elementos. Cualquier evaluación de un cierre requerirá el empleo de este instrumental, el cual debe, a su vez, estar calibrado, de modo que el cero esté correctamente ajustado. Generalmente se emplean dos métodos de análisis. El primero consiste en abrir el cierre por completo. Esto requiere desmontar la doble costura, medir los componentes, y registrar sus dimensiones y observaciones desprendidas de su examen. El segundo método es el seccionado del cierre. Para realizar este tipo de análisis, se corta el cierre perpendicularmente, y la superficie transversal del mismo resultante se proyecta en una pantalla, o se coloca en un microscopio, para permitir la medida exacta del gancho de cuerpo, del gancho de fondo,

solape efectivo, y con la ayuda de una escala, de la penetración del gancho de cuerpo. El método de seccionado del cierre puede efectuarse de forma rápida en las latas cilíndricas. Sin embargo, la vulnerabilidad de las esquinas de las latas irregulares, impone seccionar cada esquina para determinar la calidad general de estas zonas. Esto es una tarea larga y a menudo se considera que conlleva más tiempo que el método de apertura total. Una de las principales desventajas de la evaluación de la calidad del cierre por el método de seccionado y proyección, es que no revela el ratio o grado de compacidad o el nivel de arrugas del gancho de tapa. EJECUCIÓNPara comprobar la calidad de un cierre, el camino normal a seguir es, desdoblar cada una de las fases enumeradas anteriormente, en una serie de pasos que son los siguientes:
1ª Fase: Inspección visual y medidas exteriores
A.- Inspección visual1.- Inspeccionar visualmente en el mismo la posible presencia de: Patinaje, borde cortante, falso cierre, “pico” en el montaje, picos en el cierre, pestaña aplastada, rizo aplastado, fondo hundido, salto de rulina, cierre rayado, mandril roto, expulsión de compuesto, laminación en la base del cierre, irregularidades en el cierre, etc.
B.-Medidas exteriores:2.- Profundidad de la cubeta
3.- Longitud del cierre 4.- Caída en la unión 5.- Espesor del cierre. Compacidad 2ª Fase: Desmontaje del cierre
6.- Cortar y extraer el centro del fondo del envase 7.- Seccionado del cierre
8.- Separar el cierre, si se ha optado por el procedimiento de “desguace” o desmontaje (1º procedimiento). 9.- Preparación del cierre para su proyección. (2ª procedimiento)

3ª Fase: Mediciones internas10.- Realizar las siguientes medidas:
- espesor o calibre del metal del cuerpo - espesor o calibre del metal del fondo 11.- Apretado del cierre. Determinar el espacio libre – (Parámetro critico) 12.- Medir: - longitud del gancho de cuerpo - longitud del gancho del fondo - penetración del gancho del cuerpo (Parámetro critico)
- traslape (Parámetro critico)13.- Comprobar defectos internos del cierre 4ª Fase: Fugas14.- Detección de fugas.
Veamos cada uno de estos pasos: 1ª FASE: INSPECCIÓN VISUAL Y MEDIAS EXTERIORES DEL CIERRE A.- INSPECCIÓN VISUAL Lo primero que hay que hacer con un cierre para su análisis, es inspeccionarlo visualmente por el exterior. Muchos defectos pueden detectarse a simple vista, o por tacto directo, sin necesidad de emplear ningún instrumento y material de medición. El listado de fallos de este tipo se identifican como “defectos externos del cierre”. Algunos defectos se pueden apreciar mucho más rápidamente por reconocimiento táctil que por inspección visual, ésta primera se realiza pasando el dedo por el interior y exterior del cierre, para comprobar su rugosidad, presencia de bordes cortantes, ondulaciones, etc. Los principales defectos externos que se pueden localizar por este sistema son: Patinaje Formación y aplastamiento inconcluso del cierre, causado por una 2ª operación incompleta, originada por un desplazamiento del envase entre el plato de

compresión y el mandril de cierre. Se caracteriza porque parte del cierre tiene el perfil de la 1ª operación. Ver figura nº 17. Genera fugas. Se detecta este defecto por un mayor espesor de cierre y una ligera deformación del fondo del envase.
Figura nº 17: Defecto de patinaje en un cierre
Este defecto puede ser causado por:
- Insuficiente presión en el plato de compresión.- Las rulinas de cierre no giran libremente.- Mandril de cierre desgastado- Aceite o grasa sobre el mandril o en el plato de compresión- Colocación inadecuada del fondo en el mandril por dimensiones o forma,
o también por demasiado apretado o flojo.- Mala sincronización de las operaciones de cierre
Borde cortante Presencia de una arista viva en la parte interior de la cumbre del cierre. Ver figura nº 18. Este borde muy agudo, es causado por el material del fondo, al ser forzado sobre la parte superior del labio del mandril durante el cierre. Ocurre normalmente en la zona de la soldadura del cuerpo, pero puede también suceder en cualquier lugar del cierre.Se reconoce recorriendo con el dedo la periferia interna del cierre. Es un defecto peligroso, pues puede provocar una fractura del metal por debajo de borde cortante. Si sucede esto hay un peligro cierto de fugas.

Figura nº 18: Defecto de borde cortante
Puede ser causado por:- Desgaste en el mandril de cierre.- Perfiles de rutinas demasiado estrechos- Demasiado aprieto de las rulinas de segunda operación.- Excesiva presión del plato base.- Mandril demasiado bajo con relación a las rutinas.- Compuesto de cierre excesivo
Puede que este defecto se presente de manera más atenuada, sin llegar a mostrar un borde cortante sino simplemente una arista aguda. En este caso el defecto es menor y sucede por las mismas causas pero en menor intensidad, se designa como borde vivo o recto.
Falso cierre Fallo en el engarce entre el gancho de cuerpo y el de fondo. Ver figura nº 19. Es similar al defecto que provoca una pestaña aplastada, donde parte de ella es doblada contra el cuerpo del envase, sin que se enrolle con el gancho del fondo, pero sin sobresalir por la parte inferior del cierre. Supone la presencia de fugas.

Figura nº 19: Falso cierre
Puede ser causado por:- Pestaña del cuerpo dañada, golpeada o aplastada.- Pestaña del cuerpo “achampiñonada”. Es decir curvada hacia abajo,
originada por una mala regulación de la pestañadota, o por mal estado del utillaje de pestañar.
- Desperfectos en el rizo del ala del fondo: golpes, marcas…- Colocación incorrecta del fondo sobre el mandril de cierre.- Producto o materias extrañas depositadas en la pestaña.
Los falsos cierres son un defecto a veces difícil de ver, por estar cubiertos por el gancho del fondo, siempre son muy peligrosos. Hay que detectarlos observando el cierre por su parte baja. “Pico” en el montaje Presencia de una cresta en la base del cierre, en la zona de la costura lateral del cuerpo. Consiste en una proyección del gancho del fondo por debajo del cierre. Ver figura nº 20. Conlleva la ausencia o disminución del gancho de fondo en esa zona, y por consiguiente la posibilidad de fuga. Si se extiende más de 1/3 de la longitud del cierre por debajo del mismo o en más de 10 mm a lo largo de dicho cierre, es un defecto importante.

Figura nº 20: “Pico” en el cierre Puede ser causado por:
- Excesivo gancho de cuerpo- Cantidad excesiva de goma- Segunda operación realizada con demasiada presión- Producto o materia extraña dentro del cierre.
Se denomina también “caída en la unión”. Picos en cierre Los picos pueden presentarse no solo en la zona de la costura lateral, sino en varios puntos en un mismo cierre, si estos puntos son muy pronunciados reciben el nombre de “picos en V” A veces este pico puede degenerar en una fractura en la base del cierre, muy difícil de observar. Se requiere el uso de una lupa para su visión. Los cierres con espesor menor al especificado corren el riesgo de presentar este defecto. La causa principal de este defecto es el exceso de presión de la rulina de 2ª operación y/o del plato base. Pestaña aplastada Este defecto presenta la pestaña doblada contra el cuerpo, sin que se enrolle con el gancho del fondo y aparece de una manera clara por debajo de la base del

cierre. Ver figura nº 21. Cuando se manifiesta de una manera severa, le afecta a la parte contigua e inferior del cuerpo. Genera una unión defectuosa. Es semejante al falso cierre pero más visible.
Figura nº 21: Pestaña aplastada
Las causas más frecuentes que originan este defecto son:- Pestaña dañada durante la manipulación, transporte, llenado o en el alimentador de la cerradora.- Pestaña muy achampiñonada.- Pestaña deformada por depósito de producto o materias extrañas.- Mal alineamiento del envase en la posición de cierre.
Se puede presentar un problema semejante cuando es el rizo del fondo el que ha sufrido daños, dando lugar al defecto “rizo aplastado”. En este caso parte del gancho del fondo está completamente desenganchado del gancho del cuerpo, y además abatido hacia abajo contra el cuerpo, dejando al descubierto el borde del fondo. Fondo hundido

Gran deformación del fondo en la zona de la cubeta, dando lugar a la separación de los ganchos entre sí, y pudiendo llegar a estar parte del rizo del fondo girada, de modo que la pestaña queda al descubierto. Sus motivos principales:
- Mandril demasiado bajo respecto al plato base, o mejor plato de compresión demasiado alto.- Excesiva presión en el plato de compresión- Recortes aprisionados en el cabezal de la cerradora.
Salto de rulina Zona del cierre que queda poco apretada, causada por un salto de las rutinas de cierre. Siempre ocurre en una zona contigua a costura lateral, sobre todo cuando dicha costura es engargolada, que es cuando presenta mayor grosor, y provoca que las rutinas “tropiecen” con ella, y se levanten ligeramente a la salida de la costura. Se observa al desmontar el cierre y examinar el gancho de fondo respecto a las arrugas a ambos lados de la costura. Su localización dependerá del sentido de giro de las rutinas. Sus causas son: - Velocidad de cierre excesiva. - Costura demasiado gruesa. - Rotura del muelle de ajuste del brazo de rutinas. - Rodamiento de rulina de 2ª operación demasiado débil o lento. Cierre rayado Es un roce o abrasión de la pared de la cubeta del fondo, que aparece después del cierre, y viene causada por un deslizamiento del fondo respecto al mandril. Puede originar un desprendimiento del barniz de protección, con la probabilidad de una posterior corrosión del metal si llega a afectar al estaño. Sus posibles causas pueden ser: - Presión del plato de compresión insuficiente.

- Mandril de cierre dañado. - Excesiva holgura vertical del eje del mandril - Aceite o grasa en el mandril Precisamente para evitar este defecto, no es recomendable utilizar mandriles con el labio moleteado. Mandril roto Defecto que se manifiesta porque una parte del cierre no esta adecuadamente apretada, presentando una irregularidad por su interior, es decir en la pared de la cubeta. Se produce por un hueco o mella en el labio del mandril. Se origina porque el labio del mandril se ha astillado o “mellado” a consecuencia de un atasco u otras razones. Expulsión de compuesto Pequeñas partículas de compuesto que emergen por la base del cierre. Su origen esta en la expulsión del mismo fuera del cierre, entre el gancho de fondo y el cuerpo. Puede presentarse en una parte del cierre o en la totalidad del mismo. Ver figura nº 22
Figura nº 22: Expulsiones de compuesto
Probables causas: - Compuesto de cierre en exceso - Compuesto de cierre húmedo o sin secar suficientemente. - Rulinas de 2ª operación demasiado apretadas.

Laminaciones en la base del cierre Marca o raya en las proximidades de la base del cierre, paralela a la cumbre del mismo, que manifiesta la presencia de una laminación en esta zona. Puede dañar la protección del barniz. Su causa más probable es el uso de una rulina de 2ª operación demasiado apretada o de perfil muy estrecho. También puede originarlo una rulina de 1ª operación desgastada o grande. Irregularidades en el cierre Aunque es muy poco frecuente, algunas veces se pueden presentar cierres de aspecto irregular, con falta de uniformidad en su espesor y longitud, ligeras laminaciones en algunas zonas del mismo o picos puntuales. La causa principal de estos defectos puede estar en un mandril o plato de compresión inclinados, bien por un montaje defectuoso o por deformación en los mismos. Si el diámetro del mandril es pequeño también produce irregularidades en el cierre. B.- MEDIDAS EXTERIORES: Se efectuaran en varios puntos de la periferia del cierre. Solo se registraran las medidas de tres puntos situados en los vértices de un hipotético triángulo equilátero inscrito en el fondo. El punto más próximo de la costura lateral debe estar al menos a 10 mm de la misma. En los envases de forma no cilíndrica, las mediciones se efectuaran en tres puntos, uno en el punto opuesto a la costura lateral y los otros dos en los extremos de la parte recta del cierre del lado mayor. En los envases de forma no cilíndrica los puntos más conflictivos para las medidas del cierre son los radios. Un envase oval se considera que los lados curvos mayores son los rectos. No deben promediarse los valores. MEDIDA DE LA PROFUNDIDAD DE CUBETA La profundidad de cubeta se mide desde la parte superior del cierre – cumbre del cierre – hasta la base del radio de la pared de la cubeta del fondo. La profundidad

de cubeta original del fondo es modificada por la altura del labio del mandril de cierre. Esta profundidad varía según el tipo de envases, no debiendo ser en ningún caso inferior a la altura del cierre. Su valor normal después del cierre debe ser 0.10 a 0.30 mm. más profunda que la longitud del cierre, para que el mandril permita al fondo y al cuerpo un buen acoplamiento con el plato de compresión durante la ejecución del cierre. En el caso del “mini cierre” esta diferencia aumenta como veremos más tarde. En los cierres convencionales de envases la profundidad de cubeta varia entre 3 a 3.50 mm. aunque hay diversas excepciones, como son los envases de bebidas carbonatadas, en los que tiene un mayor valor por la configuración convexa de la tapa y la presencia de la anilla, y otro tanto ocurre en general con las tapas de fácil apertura. La profundidad de cubeta se debe comprobar por medio de una galga apropiada, del tipo que se refleja en la figura nº 23. Para medir dicha profundidad, se coloca la barra de la galga sobre la cumbre del cierre. La punta de la galga se sitúa en el punto más bajo adyacente a la pared de la cubeta, pero alejada de la unión por lo menos 10 mm. Hay que evitar también que la barra horizontal descanse sobre la unión o la punta toque algún código troquelado sobre el fondo. En los envases de forma se mide en cuatro puntos, cada uno ubicado en la zona de cada radio .

Figura nº 23: Medición de la profundidad de cubeta Variaciones en la profundidad de cubeta poner de manifiesto el mal estado o reglaje del utillaje o de la maquina. Un aumento de la profundidad de cubeta, de manera uniforme y en bastante menor medida que el caso de un “fondo muñido”, es decir sin llegar a perderse el doble cierre,es un defecto originado por un ajuste del mandril en el fondo demasiado duro, impidiendo el flujo normal del material en el cierre. También puede provocarlo una falta de presión en el plato base. Genera unos ganchos descompensados (gancho de fondo corto). Si el aumento de profundidad de la cubeta no es uniforme, las causas pueden ser las mismas o más bien la falta de plenitud el mandril – mandril alabeado -. Los efectos son los mismos. MEDICIÓN DE LA LONGITUD DE CIERRE

Se trata de evaluar la altura del cierre. Para realizarla se emplea un ganchímetro o micrómetro, según se puede apreciar en la figura nº 24, es decir manteniendo la superficie plana del micrómetro contra el cuerpo del envase
Figura nº 24: Medida de la longitud del cierre con ganchímetro o micrómetro
La longitud real de cierre también es una buena referencia para intuir la calidad del mismo, con relación a la teórica del tipo de cierre que le corresponda. Esta medida está relacionado con el grado de apriete del cierre, cuanto más largo sea el cierre, mayor es el grado de apretado del mismo, por tanto se puede decir que la longitud de cierre depende de cómo trabaje la rulina de segunda operación de la cerradora. Una rulina de 1ª operación de perfil demasiado ancho o desgastado, floja o baja con relación al mandril, generará una longitud de cierre grande. Si su perfil es estrecho, está muy ajustada o alta provocará una longitud de cierre pequeña. Una rulina de 2ª operación de perfil grande o desgastado, floja o baja con relación al mandril, aun influirá más sobre la longitud del cierre, dando un resultado grande. Lo contrario dará un resultado pequeño. El rango normal de esta medida es de 2.6 a 3.2 mm, según formatos y tipos de cierre empleados, aunque también hay excepciones cuando se trata de un mini cierre. En general en un mismo envase no se deben presentar diferencia en esta longitud superiores a 0.15 mm.

MEDIDA DE LA CAÍDA EN LA UNIÓN La caída en la unión es el aumento de longitud que sufre el cierre en el punto de intercesión del mismo con la costura lateral. Es lógico que en este punto el cierre aumente su altura, porque en él, el gancho de cuerpo tiene un espesor mayor, debido al solapamiento de dos grosores de metal, necesarios para realizar la soldadura. Esto se puede traducir en una disminución de la longitud del gancho de fondo.Para medir esta caída en la unión se debe usar un micrómetro ordinario o mejor un ganchímetro, como se indica en la figura nº 25. Se ha de medir en el punto de máxima caída.La caída en la unión no debe ser nunca mayor que el 20% de la longitud media del cierre. Viene expresada por: Caída en la unión = Longitud de cierre en la unión – Longitud media del cierre
Figura nº 25: Medida de la caída en la unión
Caída en la unión = A - longitud media del cierre.

En la zona de la caída, también el cierre presenta un mayor espesor por la misma razón antes mencionada. MEDICIÓN DEL ESPESOR DEL CIERRE Es otro indicador secundario del grado de apretado del cierre. Es función de los espesores de metal del fondo y cuerpo y de la presión de la rulina de segunda operación. También depende del peso de compuesto aplicado. No debe variar más de 0.10 mm alrededor del cierre, aunque esta referencia es poco fiable pues hay muchas excepciones. Esta medición al igual que las anteriores se realiza en tres posiciones en forma de triangulo equilátero Para realizar dicha medición se puede utilizar una galga especial, o bien un ganchimetro. El empleo de la galga nos da una exactitud muy superior al micrómetro y es menos susceptible de errores de medida por parte del operador. Ver figura nº 26.
Figura nº 26: Medida del espesor de cierre por medio de galga Cuando se emplea el ganchimetro se debe balancear ligeramente con el índice una vez situado sobre el cierre, hasta que el ángulo que forma con la horizontal sea el mismo que la pared de la cubeta forma con la vertical, tal como se muestra en la figura nº 27, debiendo tener especial cuidado en no presionar excesivamente el cierre, pues puede dar lugar a una falsa medida.

Figura nº 27: Medida del espesor de cierre por medio de ganchimetro Hay otro medio muy simple para medir aproximadamente el espesor del cierre, consiste en emplear una “regla de control de cierres” (ver figura nº 16), la misma presenta una serie de muescas calibradas con diferentes medidas. La que mejor se ajuste al espesor del cierre nos dará una valoración bastante aproximada de su valor en mm.
2ª FASE: DESMONTAJE DEL CIERRE Para poder determinar una serie de factores claves para la integridad del cierre, tales como grado de apretado, ganchos de cuerpo y fondo etc, hace falta desmontar el mismo. Hay dos maneras de preparar el cierre para su estudio:
1.- Desmontaje total o “desguace” del mismo, para medición directa.2.- Seccionado para evaluación por proyector,
Se parte de una serie de operaciones comunes para ambos caminos, aunque después cada uno requiere una preparación final.
Los pasos a dar son los siguientes:
Operaciones comunes:1º.- Corte y extracción del panel central del fondo.2º.- Corte de dos secciones opuestas del cierre Operaciones diferenciadas:

3º.- Para estudio por desmontajea.- Eliminación por desgarre del resto del panelb.- Desmontaje del gancho de fondoc.- Estudio de los elementos del cierre desmontados
4º.- Para estudio por proyector
a.- Doblar hacia atrás las secciones producidas y separarlas del envase.
b.- Uniformizar los bordes de las secciones con papel de lija fina. c.- Colocar las secciones en el proyector para evaluación
d.- Desprender los tramos cortados el gancho del fondo, para el estudio independiente de ambos ganchos.
Entremos en detalle en cada uno de los pasos marcados 1º.- CORTE DEL PANEL CENTRAL DEL FONDO Es la operación previa al desguace o seccionado del cierre. Es una tarea necesaria para poder acceder con facilidad al mismo. Para ello se requiere utilizar un abridor bacteriológico o en su defecto unas tijeras de punta curva para el corte de chapa. La figura nº 28 ilustra el funcionamiento del abridor bacteriológico. Hay que clavarlo en el centro del fondo, y ajustar el abridor de forma, que corte un disco con un radio tal, que deje una franja de material sin escindir entre 6 a 12 mm, desde la pared de la cubeta hasta el filo de corte.

Figura nº 28: Corte del panel central de un fondo Una vez cortado el disco central se extrae el mismo. Es aconsejable usar guantes de seguridad para esta operación, y así prevenir riesgos de heridas con los filos vivos del metal. 2º.- CORTE DE UNA SECCIÓN DEL CIERRE Esta operación es imperativa solo si se va a inspeccionar el cierre por medio de su proyección, pero es aconsejable hacerla en cualquiera de los dos casos. Para seccionar el corte, partiendo del envase con su panel central eliminado, se puede usar una sierra especial de corte fino, realizando dos cortes en el cierre. Para obtener un corte limpio, sin rebabas ni deformaciones, hay que usar sierras especificas para este fin existentes en el mercado, que disponen de dos hojas circulares de unos 100 mm de diámetro, con un grosor de 0.35 mm, con una paso de 24 dientes/pulgada y una velocidad de giro de 520 r.p.m. Ver figura nº 29

Figura nº 29: Sierra para corte de cierres
Los cortes se deben realizar alineados con el diámetro del envase y paralelos a su eje, conviene que estén situados a 90º a la derecha de la costura lateral. Después se debe cortar otra sección en el lado opuesto del envase. Ver figura nº 30
Figura nº 30: Corte de una sección del cierre 3º.- PREPARACIÓN DEL CIERRE POR DESMONTAJE Tiene por finalidad desprender el gancho de fondo del envase, para luego poder analizarlo de manera separada.

Foto nº 31: Envase seccionado Partiendo del envase seccionado (Foto nº 31) hay que desgarrar con la ayudade unos alicates o tenacillas especiales para este fin, el resto de fondo que ha quedado después de cortar el panel central, entre el corte y la cumbre del cierre (Figura nº 32). Para ello se necesita un poco de practica, aunque es una tarea fácil. Por medio de las tenacillas, se tira en sentido contrario al radio del panel y alrededor de todo el tramo del cierre. Se desgarrará una tira de metal que incluye el resto de panel y la pared de la cubeta. De esta manera tendremos independizado el gancho del fondo del resto del envase.
Figura nº 32: Preparación para extraer el gancho de fondo
Para extraer el gancho del fondo hay que golpear, suavemente y con cuidado, hacia abajo el borde cortante del mismo con la ayuda de la parte plana de las tenacillas. Ver secuencia de extracción en fotos 33. Así conseguiremos desunir poco a poco el gancho del fondo de su cierre.

Figura nº 33: Modo de extraer el gancho de cuerpo
De esta manera, desprenderemos del cierre el gancho de cuerpo con mucha precaución, quedando el conjunto como se indica en el dibujo nº 34. Ya hemos terminado la preparación de la lata para el examen de su cierre.
Figura nº 34: Envase preparado para el examen del cierre por desguace
4º.-PREPARACIÓN DEL CIERRE PARA PROYECCIÓN Partiendo de un envase ya previamente preparado como se indica en la figura nº 230, es decir una vez cortadas dos tramos o secciones de cierre, se debe doblar hacia atrás la sección producida, según se muestra en la figura nº 35, y separarla del resto del envase seccionándola con unos alicates, teniendo cuidado de no afectar al cierre.

Figura nº 35: Separación de la sección cortada de un cierre La superficie del tramo cortado, presentará un aspecto áspero y con rebabas por la acción de la sierra, es necesario suavizar y uniformizar la sección con la ayuda de un papel de lija fino. Ahora podremos llevar sobre el proyector este fragmento y visualizarlo para su evaluación. Con mucho cuidado, se puede desprender el gancho del fondo del fragmento de cierre, y así poder comprobar la huella producida por las rutinas al actuar sobre el mandril, salto de rutinas, caída en la unión y otros defectos. 3ª FASE: MEDICIONES INTERNAS Con el cierre preparado entramos en la fase de medición de los parámetros del mismo 5º.- MEDICIÓN DEL ESPESOR DEL METAL DEL CUERPO Y FONDO Los espesores reales del metal del cuerpo y fondo se tienen que conocer, pues son datos necesarios para posteriores cálculos. Para realizar esta medición se empleará una galga del tipo que se muestra en la figura nº 36.

Figura nº 36: Micrómetro para medición de espesores de metal
También se puede utilizar un micrómetro con lectura digital o de dial. Sea cual sea el instrumento usado, se debe comprobar a intervalos regulares, para asegurarse de su precisión. Para realizar estas mediciones sobre un envase muestra, se deben cortar unos triángulos de la forma que se indica en la figura nº 37, sobre los que determinaremos el espesor de metal.
Figura nº 37: Puntos de medición del espesor sobre un envase El punto P, en el que realizaremos la medición, debe estar situado como mínimo a 10 mm del borde del envase.

Si las muestras triangulares están barnizadas y/o litografiadas, si se quiere tener una lectura sin errores, se debe eliminar estos recubrimientos, aplicando un algodón impregnado con disolvente. 6.- APRETADO DEL CIERRE. DETERMINACIÓN DEL ESPACIO LIBRE Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en detalle en el epígrafe “ACEPTABILIDAD DEL CIERRE” 7.- MEDICIÓN DE GANCHOS Los ganchos de fondo y cuerpo deben medirse en dos puntos opuestos en envases dos piezas, y en la posición de las 10 y 14 horas del reloj, siendo las 12 la costura lateral, en envases tres piezas. Las longitudes de los ganchos de cuerpo y fondo, se pueden medir por medio de un ganchimetro si el cierre se ha desmontado, pero si deseamos obtener una medición mucho más precisa, se debe emplear un proyector de cierres si se ha seccionado previamente el cierre. Si usamos la medición por ganchimetro con desmontaje en el cierre, podremos tomar medias en varios puntos de ambos ganchos y luego sacar la media, con lo que obtendremos un valor más real de su medida. Si se emplea un proyector la medida será más exacta pero solo en dos puntos del cierre, con lo que su visión general es más incompleta. Los proyectores usados para el control de cierres son del tipo mostrado en la figura nº 38 o similar.

Figura nº 38: Proyector de cierres
En este equipo se pueden tomar valores directos de las longitudes de ganchos, mediante una adecuada colocación del cierre, por medio de la lectura que los brazos móviles nos dan en la regla graduada. Ver figura nº 39.

Figura nº 39: Toma de medidas de un cierre sobre el proyector El gancho se debe situar en el aparato de forma que se obtenga una imagen nítida sobre la pantalla. Penetración del gancho de cuerpo Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en el epígrafe “ACEPTABILIDAD DEL CIERRE” Traslape Es un parámetro crítico y sobre el mismo nos remitimos a lo que trataremos en el epígrafe “ACEPTABILIDAD DEL CIERRE”

9.- COMPROBACIÓN DE DEFECTOS INTERNOS DEL CIERRE Una buena indicación de la presión de cierre es la impresión producida en la parte interna del cuerpo, por la presión ejercida por las rutinas de cierre sobre el mandril. Esta indicación no es garantía por sí sola de una adecuada presión de cierre. Una forma de mejorar el agarre del mandril, es hacer moleteada la superficie del labio del mismo, pero esta práctica no es recomendable, pues daña el barniz de protección del fondo en esta zona. Es mejor siempre emplear un mandril liso y procurar que su ajuste sea el adecuado para asegurar una buena fijación. Entremos en la descripción de los defectos visuales principales que pueden presentarse en un cierre desmontado: 1º.- Caída en la unión Es la presencia de una ondulación, más o menos importante, en la cara interna del gancho de fondo, en la zona de la costura lateral. La causa de que en este punto se produzca una ondulación, es debida a la superior presión que se genera ahí, por el mayor número de capas de hojalata existentes en él. Ver figura nº 40
Figura nº 40: Caída en la unión
En el caso de envases con costura lateral engargolada – o engatillada –, con o sin cemento lateral en la misma, esta ondulación será bastante mayor causada por las capas de metal que forman el engargolado en esta área. De debe por tanto examinar el interior del gancho, y asignarle un valor como “caída en la unión” según una escala de referencia o mediante medición.

La “caída interna de la unión” no debe exceder del 50% de la longitud del gancho de fondo. Un 50% de caída produce un traslape en la zona de la unión de solo el 20% del valor normal También es conveniente, examinar detenidamente el interior del gancho de fondo a ambos lados de montaje, para detectar irregularidades, salto de rulina, etc. 2º.- Huella del labio del mandril Es la impresión producida en la parte interna del cuerpo como reacción al doble cierre. Ver figura 41. Es resultado de la presión ejercida por las rulinas de segunda operación durante el cerrado. Su inspección visual permite, junto a otros factores, apreciar si el apretado del cierre es correcto. Su ausencia total indica falta de apretado, aunque otras mediciones sean correctas. Deberá tener un aspecto mateado ligero, uniforme, claramente visible, libre de irregularidades y siempre alrededor de la parte interna del cuerpo en el cierre. Una huella excesiva, un escalón marcado, es una indicación de que las rutinas o mandril usados pueden ser erróneos, o de que la operación de cerrado se ha efectuado con demasiada presión. Un mandril demasiado grande lógicamente producirá una huella del mismo excesiva.
Figura nº 41: Huella del labio del mandril sobre el gancho de cuerpo
Constituye una buena indicación de la presión de cierre pero no garantiza que haya sido correcta, por lo que se debe usar en unión a otras inspecciones.

3º.- Inspección visual de arrugas, ondulaciones y otras irregularidades en los ganchos del cuerpo y/o fondo. .Todas estas irregularidades se producen por falta de ajuste en el utillaje, o por no ser el mismo idóneo, pudiendo ser de muy diversos tipos. Entre otros se encuentran:
- Pestaña del cuerpo con arrugas- Deslizamiento del envase- Diámetro del mandril pequeño- Mandril inclinado- Rulina de 2ª operación floja- Perfil de la rulina de 2ª operación desgastado- Holgura de la rulina de 2ª operación en su eje- Otros
4ª FASE: FUGAS DETECCIÓN DE FUGAS Independientemente del análisis del cierre por destrucción del mismo, hay que verificar en otras muestras complementarias, la ausencia de fugas y por tanto la estanqueidad adecuada de los envases. La cantidad a probar será tomada según un tipo de muestreo predeterminado, con la ayuda de las tablas correspondientes, en función del tamaño del lote y del nivel de calidad elegido. Los procedimientos a aplicar varían según sea a bote vacío o lleno. a.- Bote vacío Se emplea aire a presión en dos posibles variantes. 1ª.- Por medio de un cabezal, se suministra aire a presión dentro del envase, aplicando al mismo tiempo con la ayuda de una brocha, agua jabonosa en los cierres. Si existe fugas de aire a través de los mismos se formarán burbujas en el punto exacto de la fuga. 2ª.- Sumergir totalmente el envase dentro de un deposito con agua, y aplicar en su interior aire a presión por medio de un cabezal apropiado. Si el cierre es

defectuoso o presenta poros se produce un burbujeo, debido a la salida del aire a través de los poros. La presión de aire empleada en ambos casos es del orden 1.5 Kg/cm2 para envases de costura lateral soldada eléctricamente y tamaño igual o menor de 1 Kg. Para tamaños mayores o costura cementada es inferior. Estos procedimientos se usan para muestrear lotes, pero en líneas de fabricación envases se emplean otras técnicas para verificar la estanqueidad en el 100% de la producción. b.- Bote lleno o cerrado por ambos extremos Existen procedimientos complejos a nivel laboratorio, como el método de Lefebvre, que requiere una cierta especialización. También hay procedimientos más sencillos como el que indicamos en nuestro trabajo de esta Web:
p;- Pinchando aquí puede acceder a la 1ª parte de este trabajo- Pinchando aquí puede acceder a la 2ª parte de este trabajo

3ª entrega 6º.- ACEPTABILIDAD DEL CIERRE (Parámetros críticos) La integridad del doble cierre tiene una importancia crucial, y los niveles mínimos de aceptabilidad son esencialmente los mismos tanto para las latas irregulares como para las cilíndricas.Incidiendo en lo dicho con anterioridad, son dos los aspectos de la construcción del cierre, los que producen un sellado hermético. El área primaria de sellado, es la originada por el borde del gancho del cuerpo empotrado dentro del compuesto, alojado en el interior del gancho del fondo. El sello secundario, es el área de solapamiento de metal entre los ganchos de cuerpo y fondo en el interior de la costura de unión. Los parámetros críticos de aceptabilidad del cierre son: 1º.-Apretado del cierre (Presión de 2ª operación): El efecto que la presión de 2ª operación produce sobre el cierre también se designa como apretado del cierre. El cierre debe tener un apretado tal, que asegure que la goma, inicialmente contenida en el ala del fondo, y que durante el mismo rellena los espacios vacíos del cierre, se encuentre comprimida entre los ganchos, quedando el gancho de cuerpo empotrado en ella. Por la naturaleza de la operación de cerrado, es inevitable la formación de arrugas sobre el interior del gancho del fondo durante la primera operación, desapareciendo casi en su totalidad en la segunda operación. Las que quedan pueden ser observadas a simple vista y dan una indicación sobre el grado de apriete del cierre. La presencia de arrugas pronunciadas puede originar fugas leves, aunque si son ligeras no afectan prácticamente a la hermeticidad del cierre. Por tanto, se puede realizar un juicio aproximado sobre el apretado del cierre por medio de la observación de las arrugas residuales que resulten o puedan resultar en la segunda operación. Ver figura nº 42.
Figura nº 42: Evaluación de arrugas en % de la altura del gancho de fondo

La longitud del gancho de fondo que está libre de arrugas es un indicador de la hermeticidad del cierre. Este grado de hermeticidad (o apretado del cierre) se indica como la longitud del gancho del fondo libre de arrugas, expresada como porcentaje de la longitud total de dicho gancho. Este indicador no puede medirse, debe estimarse visualmente, y al ser una apreciación subjetiva, se requiere una cierta experiencia para evaluarlo correctamente. Cuando en el gancho no aparecen arrugas el apretado es 100% y cuando la arruga ocupa toda la altura del gancho es del 0%. Este grado de apretado es un parámetro crítico de la calidad del cierre. Su valor mínimo tiene que ser del 75%, referido siempre al punto peor sobre el gancho del fondo, debiéndose poner en su examen especial atención a ambos lados de la zona de la unión de la soldadura lateral.. Para envases de forma no redonda, se admite como aceptable un valor mínimo del 60% del grado de apretado. Las arrugas deben ser suaves en forma de ondulaciones. La proporción de arrugas será menor cuanto mayor sea el diámetro del envase. Esto se manifiesta de manera palpable en los envases de forma rectangular, donde no aparecen arrugas en los lados rectos, pero su presencia es muy acentuada en las curvas de la esquinas que son de pequeño radio. Dentro de un mismo formato, la mayor o menor intensidad de arrugas depende de la presión de la rulina de segunda operación. Las pequeñas arrugas quedan rellenas por la junta de goma, siendo esta una de sus principales aplicaciones. Hay una tendencia clara a disminuir el espesor del fondo por inevitables imperativos de reducción de coste, la habilidad para lograr la ausencia de arrugas se hace mucho más difícil, y por tanto complica la tarea de determinar correctamente la evaluación del apretado del cierre. Sobre este aspecto volveremos más adelante. Hay otros tipos de ondulaciones o deformaciones sobre el gancho de fondo, que no deben confundirse con las que se relacionan con el grado de compacidad. Algunas de ellas están indicadas en las figura nº 43 y 44. Así en el dibujo nº 43, las letras A, B, C y D muestras las ondulaciones típicas del cierre hasta un grado asumible. La protuberancia E esta motivada por una acumulación excesiva de goma en ese punto, que no es deseable. El punto F presenta una pequeña cresta en el borde de corte del gancho de fondo, ocasionada por una excesiva presión de la segunda operación, que puede dar lugar a un laminado del cierre, defecto peligroso.

Figura nº 43: Tipos distintos de arrugas sobre el gancho de fondo
Además de estos, hay otros tipos de arrugas que son indeseables y deben evitarse, pues son síntoma de una anomalía, como por ejemplo las indicadas en el dibujo nº 44
.Figura nº 44: Pliegues y arrugas no deseables
Arruga aislada grande: Muestra que el material no se ha ido recogiendo de manera uniforme.Arruga en “V”: Presenta una inversión en onda. Las arrugas normales son ligeramente cóncavas, mientras que las invertidas en forma de “V”, son convexas y por lo tanto en relieve sobre la superficie del gancho de fondo.Pliegue: Supone un escalón en la cara del gancho de fondo, con riesgo de micro fugas. Espacio libre: Además controlar el apretado del cierre por medio de la evaluación de las ondulaciones o arrugas del gancho del fondo, hay otra manera de hacerlo, consistente en medir el espesor del cierre, y compararlo con la suma de los cinco grosores de metal que el cierre engloba. Nos dará una idea del espacio libre, que debe estar relleno de goma en condiciones normales, pero que puede estar vacío si es muy grande. Espacio libre = E - ( 2 Gc + 3 Gf)

Siendo E el espesor real del cierre, Gf el espesor del metal del fondo y Gc el del metal del cuerpo. La “compacidad” es un índice, que se emplea también para expresar el grado de contacto de las capas de hojalata que forman el cierre. Por tanto está íntimamente relacionado con el espacio libre. Se expresa por:
Compacidad = C = ( 2 Gc + 3 Gf) x 100 E Otra forma de expresar el espacio libre seria: Espacio libre = (100 – C) x E 100 Un cierre apretado tendrá un espacio libre bajo y una compacidad elevada. Atendiendo a ello, el cierre se puede clasificar en:
- Muy bueno………………………. C > 85%- Bueno ……………………………. 75% < C < 85%- Peligroso…………………………. C < 75%
Esta medida de la compacidad es válida solo para envases redondos, y no del tipo usado en bebidas carbonatadas o cerveza, donde la presión interna es elevada y exige valores de compacidad mayores. En el caso de los envases de forma rectangular y oval, que tienen un peso de compuesto algo mas elevado, se puede admitir hasta un valor de compacidad mínimo del 60%. Otro criterio también valido que se puede emplear es que el limite del valor de este espacio libre en cierres de envases redondos e irregulares es 0.19 mm (0.0075”). Por tanto otra forma de expresar este concepto es:
Espesor real del cierre < (2 Gc + 3 Gf) + 0.19
2º.- Penetración del gancho del cuerpo La longitud del gancho del cuerpo en relación con la longitud interna del cierre, debe ser la suficiente para asegurar que está bien hundido en la goma de cierre. Esto nos garantiza que queda bien asegurado el primer sellado. Este valor nos viene indicado por el porcentaje de penetración del gancho del cuerpo, y mide la relación entre la longitud interna de dicho gancho y la longitud interna del cierre, expresada en porcentaje. (Ver figura nº 45)

Figura nº 45: Parámetros críticos del cierre Hay dos maneras de determinarla:1ª.- Partiendo de un cierre “desguazado” y midiendo los ganchos por medio de un ganchimetro o micrómetro.En este caso, como no podemos medir las longitudes interiores del gancho de cuerpo y del cierre, tendremos que aplicar la siguiente formula: % Penetración gancho cuerpo = ( LGc - 1.1 Gc ) x 100 Lc – 1.1 (2Gf + Gc) Donde:
- LGc = Longitud de gancho del cuerpo- LGf = Longitud de gancho del fondo- Gc = Espesor metal cuerpo- Gf = Espesor metal fondo- Lc = Longitud del cierre
La experiencia ha demostrado que para asegurar un cierre hermético se precisa como mínimo un 70% de penetración para envases de conserva y de un 80% para envases de cerveza y bebidas carbonatadas.2ª.- Partiendo de un cierre seccionado. En este caso la penetración del gancho del cuerpo se puede medir directamente en el proyector de cierres, determinando por medio de las reglas móviles las medidas c yb, según se muestra en la figura 46.

La penetración del gancho del cuerpo nos vendría determinada por la formula % Penetración del gancho de cuerpo = a = b x 100 c También se puede medir directamente sobre la pantalla del proyector usando un ábaco, como muestra la figura nº 47. Para ello se deben abrir las reglas móviles tanto como sea posible, y colocar el ábaco de modo que sea visible en la pantalla, posesionándolo de modo que las líneas de referencia del mismo aparezcan paralelas al gancho de cuerpo. Ajustar la posición del ábaco de modo que se localice el cero en el interior del radio del gancho de cuerpo. La lectura de la penetración en porcentaje, será el valor que marque la línea que coincida con el final del gancho de cuerpo. 3º.- Traslape (o solape) Los ganchos de cuerpo y de fondo deben traslapar lo suficiente para asegurar que el compuesto de cierre se encuentre bajo compresión entre ellos con un espesor de cierre correcto. Ver figura nº 45 El traslape de los ganchos debe ser tan grande como se pueda, dentro de lo que sea asumible en relación con la ausencia de arrugas. El traslape varia según la especificación del tipo de cierre empleado, pero en cada caso se fija un standard mínimo que hay que lograr. Se puede medir directamente en el proyector de cierres o por la formula Traslape = LGc + LGf + 1.1 Gf - Lc

Si se aplica la formula, el traslape calculado será menos exacto que el obtenido por la medición directa de un corte sobre el proyector, pero se puede considerar lo suficientemente precisa para evaluar el cierre. La dimensión minima de traslape aceptable para un cierre convencional, se haga por la sección de corte o por calculo, puede evaluarse en 1.1 mm tanto para envases dos piezas como de tres en un cierre convencional, aunque este valor es función del tipo de cierre empleado. 4º.- Ausencia de defectos visuales Por ultimo un buen cierre debe estar exento de defectos visibles, esto es, no es deseable que exista ninguna distorsión local en el mismo. Es difícil hacer una lista completa de posibles defectos, pero entre otros se puede mencionar los siguientes:
- Exceso de inclinación- Cierre cortado.- Rotura de la pestaña.- Falso cierre.- Patinaje.- Marcas en la pared de la cubeta.- Daños en el revestimiento.- Barniz dañado por codificación mecánica en el panel del fondo- Etc.
Dichos defectos saltan rápidamente a la vista y tienen posibilidad de perjudicar la integridad del doble cierre. Sobre algunos de estos defectos ya hemos tratado con anterioridad. Como resumen, los parámetros críticos de aceptabilidad del cierre requieren una atención preferente. Un ejemplo típico de dimensiones de estos parámetros para cuerpos y fondo de hojalata son: 1,1 mm de solape efectivo, un mínimo del 70% de penetración de gancho de cuerpo y un mínimos del 75 % de grado de

compacidad. Sin embargo, con aluminio como material, el grado de compacidad seria como mínimo del 90 %. Debería realizarse regularmente un examen visual externo del cierre, analizando latas procedentes de cada estación de cerrado, una vez cada 15 minutos. Para evaluar las latas en cuanto a la calidad total del cierre, debería abrirse el cierre por “desguace” completo del mismo en cada estación de cerrado y registrar sus dimensiones. La frecuencia de la evaluación en teoría seria cada hora, sin embargo, la cantidad de personal de la planta puede limitar esta frecuencia de chequeo. El control estadístico del proceso, proporciona un grado de confianza estable del mantenimiento bajo control del doble cierre, basado en el análisis de las tendencias resultantes. Asumiendo que el fabricante de los componentes cumpla las especificaciones del cuerpo y fondo, es poco probable que la aceptabilidad del cierre decline rápidamente. Es mas frecuente observar la tendencia durante un periodo de días, ya que aspectos como los utillajes o el ajuste de la cerradora tienen un gran efecto sobre la calidad del cierre. Lo normal es que los análisis de tendencia denoten fallos en las dimensiones del cierre de forma progresiva, antes de que se sobrepasen los parámetros críticos de aceptabilidad. 7º.- VALORES RECOMENDADOS DE LOS PARÁMETROS DE LOS CIERRES Anteriormente hemos dado unos datos orientativos de los valores críticos en términos generales, ahora bien los mismos no son validos para todos los envases. En función de su forma estos valores pueden ser más o menos exigentes. Ya hemos comentado el caso de los envases no redondos. Pero lo que mas influye en las cuantías de estos valores es el tipo de cierre elegido. Este tipo depende de las dimensiones del envase y sobre todo de los espesores y dureza del metal empleado en el fondo y cuerpo. Más adelante, cuando comentemos la evolución los cierres, estudiaremos con más detalle como las características del metal influyen sobre los parámetros base (cantidad de metal a cerrar y pestaña). En función de estas dimensiones quedan definidos los valores críticos de los cierres. Parámetros base:

a.- Se define como metal a cerrar la zona del fondo que se incorpora al cierre del envase, es decir su ala. Su valor aproximado se determina por la formula indicada al pie del cuadro resumen siguiente. b.- El otro parámetro base, o de partida para el cierre, es la longitud de pestaña, que ya hemos definido en la terminología del cierre. SEFEL clasifica los cierres en seis tipos o tamaños distintos, los tres primeros entran dentro de los que podríamos llamar “mini cierres” y los tres restantes para cierres convencionales. Existe un séptimo tipo para cierres de gran tamaño que no incluimos en el cuadro resumen. En el cuadro se reflejan:
1º.- Los tipos de cierres SEFEL2º.- Sus parámetros de partida o base3º.- Las magnitudes recomendadas de los parámetros fundamentales del cierre propiamente dicho4º.- Los valores de los parámetros críticos de los cierres
5º.- Las formulas empíricas para la determinación aproximada del:
o Traslape del cierreo Metal a cerrar del fondo

8º.- VARIACIONES DIMENSIONALES DEL CIERRE Es inevitable que se produzcan pequeñas variaciones en el cierre. Estas variaciones se deben principalmente a los siguientes factores:a.- El espesor del metal utilizado depende del tipo y tamaño del envase. Además de las tolerancias normales de fabricación de la hojalata o TFS, puede existir una variación en la ductilidad y temple del metal.b.- El tipo de cerradora empleada, ya que cada maquina tiene unas características diferentes, tales como número de revoluciones del mandril, diámetro de rulina, velocidad de cerrado, etc.c.- Características superficiales de la hojalata o TFS. La presencia de diferentes tipos de barniz o litografía afecta al comportamiento del metal durante la formación del cierre.d.- Temperatura a la que se efectúa el cierre. A fin de minimizar los efectos que estos factores tienen sobre las dimensiones del cierre, es imperativa una estricta disciplina en el ajuste y regulación de la máquina cerradora, así como en su manejo. 9º.- DEFECTOS INTERNOS EN UN CIERRE OCASIONADOS POR UN MAL AJUSTE DE RULINAS Y SUS CAUSAS

Partiremos de las hipótesis siguientes: 1º.- Suponemos que tanto los fondos como los cuerpos – o envases – suministrados a la cerradora son correcto. 2º.- Los utillajes instalado en la maquina son los adecuados y están en perfectas condiciones. Por tanto los defectos que pueden aparecer durante la operación de cerrado son imputables solamente a un mal ajuste del equipo.Si los utillajes y componente a cerrar presentan problemas, el abanico de posibles causas se abriría fuertemente. Por tanto, cuando se presenta un defecto, lo primero que tenemos que verificar es que los fondos, envases y utillajes están bien, y así descartar estos factores y centrarnos exclusivamente en la labor del reglaje. 1º.- PRIMERA OPERACIÓN DE CIERRE Después de la primera operación de cierre, la apariencia idónea de la sección del mismo es análoga a la que se presenta en la figura nº 48. A.- Si se ha realizado una insuficiente formación de ganchos de cuerpo y fondo, es decir si la rulina está demasiado floja, según se muestra en la figura nº 49, esto puede originar los siguientes defectos: 1.- Gancho de fondo corto. 2.- Excesiva longitud del cierre. 3.- Formación de pliegues en el gancho de fondo. 4.- Gancho de cuerpo grande 5.- Solape pequeño 6.- Picos en la base del cierre Los defectos 2 y 6 se aprecian fácilmente sin necesidad de desmontar el cierre y ya han sido tratados con anterioridad. Los defectos 1, 3, 4 y 5 se precisa abrir el cierre para su análisis.

B.- Si en la primera operación se efectúa una presión excesiva, según se indica en la figura 50, esto podría causar los siguientes defectos en el cierre: 1.- Gancho de cuerpo corto. 2.- Gancho de fondo excesivamente largo. 3.- Insuficiente longitud del cierre. 4.- Apretado insuficiente de la parte inferior del cierre Salvo el defecto 3, se precisa desmontar el cierre para su detección.

2º.- SEGUNDA OPERACIÓN DE CIERRE El análisis de los resultados obtenidos después de aplicar la 2ª operación en un cierre, no se puede simplificar tanto como en el caso de la 1ª operación (rulina floja o apretada), ya que se pueden dar una serie de efectos adversos, cuyos orígenes pueden ser varios. Por ello haremos el análisis al revés, partiremos del resultado para definir las posibles causas. A.- Gancho de cuerpo corto Si la sección de cierre presenta un gancho de cuerpo demasiado corto, como se indica en la figura nº 51,

las causas de este defecto pueden estar en: 1.- Insuficiente presión en el plato de compresión. 2.- Rulinas de primera operación demasiado apretadas. 3.- Rulinas de segunda operación poco apretadas.
4.- Incorrecta altura de ajuste de cerrado, es decir mandril demasiado alto en relación con el plato de compresión.
B.- Gancho de cuerpo largo Si por el contrario, la sección del cierre presenta un gancho de cuerpo demasiado largo, como se refleja en la figura nº 52, las causas en este caso pueden ser las siguientes:

Figura nº 52: Gancho de cuerpo largo 1.- Demasiada presión en el plato de compresión. 2.- Incorrecta altura de ajuste de cerrado. 3.- Rulinas de 1ª operación poco apretadas. 4.- Rulinas de 2ª operación demasiado apretadas. C.- Gancho de fondo cortoLa sección del cierre en este caso se presenta como en la figura nº 53. Sus causas probables son: 1.- Rulinas de primera operación muy poco apretadas. 2.- Demasiada presión en el plato de compresión 3.- Plato de compresión demasiado alto. 4.- Rulina de primera operación alta respecto al mandril 5.- Rulina de segunda operación alta respecto al mandril
Figura nº 53: Gancho del fondo corto

D.- Gancho de fondo largo Ver figura nº 54. Posibles causas: 1.- Rulinas de primera operación demasiado apretadas
Figura nº 54: Gancho del fondo largo E.- Excesiva longitud del cierre Ver figura nº 55. Causas más probables: 1.- Rulinas de 1ª operación muy poco apretadas. 2.- Rulinas de 2ª operación demasiado apretadas.
3.- Rulina de primera operación baja respecto al mandril 4.- Rulina de segunda operación baja respecto al mandril
Figura nº 55: Excesiva longitud de cierre

F.- Insuficiente longitud del cierre Ver figura nº 56. Causas más probables: 1.- Rulinas de 1ª operación demasiado apretadas 2.- Rulinas de 2ª operación muy poco apretadas 3.- Rulina de primera operación alta respecto al mandril
Figura nº 56: Insuficiente longitud de cierre
10º.- CLASIFICACIÓN DE DEFECTOS EN EL CIERRE Los defectos en el cierre no tienen todos la misma importancia. Ateniéndonos a la clásica división de “críticos”, “mayores” y “menores”, los hay que deben ser encuadrados siempre en una sola de las categorías, por tener persistentemente un mismo tipo de incidencia, pero también los hay que según sea la magnitud en que se presenten, pueden estar incluidos en dos o hasta en las tres categorías. Teniendo en cuantíe los diferentes tipos de defectos que hemos visto hasta aquí, en términos generales se puede hacer la siguiente clasificación:

11º.- CONTROL Y AJUSTE DIMENSIONAL DE LAS CERRADORAS La calidad del cierre es un fiel reflejo de la capacidad de la maquina cerradora para funcionar correctamente.Es fácil de comprender, particularmente con las latas irregulares, que si por ejemplo las rulinas de cierre no siguen de forma precisa el mandril de cierre, el grado de ajuste de la rulina no alcanzará resultados perfectos. De igual manera, si el mandril del fondo no es el correcto, o los perfiles de las rulinas de cierre no tienen la forma óptima para controlar y formar el mismo, no se obtendrá un buen resultado en las dimensiones.

Un buen diseño en cerradora, permite a la maquina producir una calidad de cierre uniforme, con paradas mínimas encaminadas a reparar las averías mecánicas o realizar ajustes.Es esencial que la primera operación sea verificada con frecuencia, registrándose la altura y anchura de la misma. Esto aporta la información necesaria para determinar el momento de cambiar la rulina. En las últimas décadas se han realizado mejoras significativas en los utillajes de cierre, introduciendo materiales resistentes a la corrosión con superficies que, por su dureza, tienen una vida útil mas larga sin necesidad de recambio. Estas mejoras, hasta cierto punto están ligadas a la introducción de materiales para los envases más delgados y duros o incluso nuevos como el TFS.Ciertamente, el cambio de hojalata por acero libre de estaño (TFS), provocan una dramática reducción de la vida media de la rulina que entra en contacto con el revestimiento de oxido crómico del fondo, respecto de los fondos de hojalata, mucho mas blandos. El cambio a TFS, pese a todo, mejora en la relación coste-eficacia; sin embargo, el coste de la herramienta es una parte destacable de la economía asociada a la introducción de TFS.Si se mantienen las cerradoras de un modo apropiado, y los útiles de cierre (mandriles y rulinas) en buenas condiciones, el análisis del mismo solamente aportará información que confirmará que el proceso está bajo control. Para garantizar que las cerradoras no estén sujetas a continuos ajustes, se ha introducido universalmente en la industria conservera y metalgrafica un proceso denominado “ajuste por objetivos”, que asegura que el cierre se realiza correctamente. 12º.- AJUSTE POR OBJETIVOS Cada máquina cerradora se debe ajustar y regular de acuerdo con sus especificaciones particulares, según el tipo de fondos/tapas y cuerpos con los que va a trabajar, calibres de metal y diámetros o formatos de envases. En general se debe seguir el siguiente procedimiento. 1º.- Comprobación del estado mecánico de la maquina cerradora Para comenzar un proceso de ajuste por objetivos, primero es necesario establecer el estado mecánico de la maquina cerradora. Por su mayor simplicidad describiremos el ajuste de una cerradora de usos múltiples para latas cilíndricas, del tipo de envase giratorio.

El primer paso a dar es determinar el alineamiento entre eje del plato mandril y el conjunto del plato de compresión o plato elevador. Para ello hay que desmontar uno de estos conjuntos de platos de compresión de su cojinete soporte. Este alineamiento puede ahora medirse exactamente, y registrar su valoración, colocando un reloj palpador con soporte magnético, sobre el eje del mandril. Subiendo y bajando el eje del plato de compresión, veremos la variación de la aguja. En teoría, la lectura debería ser inferior a 0.005” (0.16 mm), sin embargo solo es imperativo realizar un ajuste si se pasa de 0.012” (0.30 mm). Cada maquina tiene su propio sistema de ajuste, que puede variar desde el uso de llaves adecuadas a sistemas mas complejos. A veces resulta una tarea difícil, pero para alcanzar una buena calidad de cierre la alineación es esencial. Una vez establecido el alineamiento, deben medirse el juego vertical y lateral de los rodamientos del eje del mandril y que deben ser inferiores de 0.002” (0.05 mm). Un valor excesivo del juego vertical, por ejemplo de 0.005” (0.13 mm), requerirá un examen adicional y su reposición si fuese necesaria. A continuación, se deben examinar los rodamientos y ejes del las rutinas de cierre, en cuanto a su juego lateral y vertical. No se deben aceptar en ningún caso valores que superen 0.002” (0.05 mm) en juego lateral y de 0.005” (0.13 mm) en vertical.Finalmente se pasa a los platos de compresión. Para asegurar una buena calidad del cierre deben corregirse tanto las perdidas de paralelismo y alineamiento con el mandril como el excesivo juego con la pestaña, si se trata de cerrar un envase vacío, como con la cubeta de la tapa ya colocada, en caso de cerrar un envase lleno.Una vez establecido el buen estado de los puntos clave de la cerradora, que determinan la calidad del cierre, puede empezar el ejercicio de ajuste por objetivos. 2º.- Verificación que los mandriles y rutinas son los adecuados para el tipo de envase a cerrar El primer objetivo es comprobar el asiento entre el mandril y fondo. Es inútil ajustar la cerradora con precisión, si el fondo entra demasiado holgado o apretado en el mandril. En el caso de tapas que no sean del tipo fácil apertura, se ha de necesitar un esfuerzo positivo para alojar el fondo en el mandril. Ver figura 57. El grado de interferencia entre mandril y fondo debe ser de 0.10 mm. Este valor es muy difícil de medir, pero en principio, con el mandril depositado sobre el fondo, debe quedar un hueco de 0.10 mm entre el final del radio del labio del mandril y la profundidad de cubeta del fondo. Así cuando el mandril es empujado firmemente sobre en fondo, y llega a apoyarse sobre la base de la cubeta, vencerá

una interferencia de este valor (0.10 mm). El diseño del labio del mandril es un punto crítico a cuidar para la operación del cierre.
Figura nº 57: Asiento del mandril sobre el fondo Los perfiles de las rutinas son función del tipo de cierre que vaya a emplearse, que a su vez está ligado con las dimensiones del ala del fondo, de la pestaña del cuerpo y de los espesores de metal empleados. También están ligadas al formato redondo o irregular del envase. 3º.- Preparar la maquina para la altura de ajuste de cerrado Asumiendo que el ajuste entre mandril y fondo es el correcto, debe ajustarse entonces la “Altura de ajuste de cerrado” (Hc). Se trata de la distancia entre la cara superior del plato de compresión y la inferior del mandril de cierre. Para llevar a cabo esta tarea de forma adecuada, será necesario tener disponible las especificaciones del suministrador de envases y fondos. Ajustar bien sobre la cerradora la altura de ajuste de cerrado es importante por dos razones:
- De una adecuada altura de ajuste de cerrado, depende obtener una correcta dimensión del gancho de cuerpo en el cierre.
- En las plantas de llenado, la apropiada posición de la pestaña del cuerpo con relación a las partes de cambio del flujo de vapor, debe ser conseguida y mantenida
La formula para calcular esta dimensión es:

- Altura de lata sin cerrar (M) menos la altura del labio del mandril (A) más una constante que toma uno valor de 0.043” (1.09 mm)”
Hc = M - A +1.09El valor 0.043” (1.09 mm) representa la elevación del plato de compresión durante el ciclo de actuación de la primera operación de cierre, que es 0.022” (0.56 mm), más la reducción en altura del envase el este ciclo, que es 0.021” (0.53 mm). La “altura de ajuste de cerrado” debe ser medida durante la primera operación. Ver figura nº 58. La galga de altura se debe ajustar, cuando el seguidor de levas de la primera operación de cierre, coincide con la cima o punto máximo de la leva.
Figura nº 58: Ajuste de la distancia entre mandril al plato de compresión.
4º.- Ajustar la presión del plato de compresión El paso siguiente es ajustar la fuerza del plato de compresión, es decir la presión del muelle del plato. Es un factor que tiene una gran influencia en la formación

de un cierre correcto. Durante el ciclo de cierre, y hasta que éste haya quedado formado, se va reduciendo la altura del cuerpo del envase, para lograr la correcta formación del gancho del cuerpo y del fondo, para ello es necesario ejercer una presión constante y controlada sobre el cuerpo de la lata.La carga del plato de compresión se relaciona con el espesor del material del cuerpo de la lata, es decir a igualdad de formato de envase, cuanto más grueso es el material del cuerpo, mayor debe ser la presión. También esta ligada al tamaño del envase. Para un espesor de cuerpo tipico de 0.18 mm se puede ajustar a un valor de 200 libras, con una deflexión de 0.022” (0.56 mm).Ver figura nº 59.
Figura nº 59: Ajuste del plato de compresión
Se necesita un dinamómetro especial para ajustar el plato de compresión a esta carga preestablecida. La mayoría de fabricantes de cerradoras ofrecen este equipamiento en su catalogo, y dan información de los valores adecuados de esta presión en función del envase a cerrar. Si durante el análisis final del cierre, es necesario aumentar o disminuir la longitud del gancho de cuerpo para llegar a los objetivos deseados, esto debe hacerse incrementando o disminuyendo la carga y nunca alterando la altura de ajuste de cerrado.

.En el articulo - Estabilidad de la presión del plato de compresión en una cerradorase desarrolla con más detalle esta labor. 5º.-Comprobar las distancias de las rulinas con relación al labio del mandril Rulina de 1ª operación: Durante el ajuste de las rulinas de primera operación se debe evitar que se produzca un contacto directo, sin control, entre el perfil de las mismas y el labio del mandril, ya que podría dañarse este perfil por la acción del filo del labio de dicho mandril. Para posicionar la rulina adecuadamente, se debe realizar este ajuste cuando esté actuando la cumbre de la leva que manda el movimiento del brazo de estas rutinas, es decir en su posición de máxima aproximación al mandril. Una vez en el saliente de la leva de primera operación, se ajusta primero la distancia de la rulina al labio del mandril, para ello se ha de conocer el valor del grosor da la 1ª operación de cierre, que debe estar indicado en las especificaciones del cierre. Para su ajuste se utiliza galgas de alambre o varillas calibradas.Seguidamente se ajusta la rulina en la altura de la rulina en relación con el labio del mandril. Este valor es normalmente 0.003”(0.07 mm) para la 1ª primera operación por encima del labio del mandril. Ver figura nº 60.
Figura nº 60: Ajuste en altura de rulinas de cierre
La regulación con precisión de estas alturas se puede conseguir ayudándonos de un juego de galgas de espesores. Para envases de forma no redonda, esta rulina

debe de regularse tan baja como sea posible para evitar laminaciones en la cumbre del cierre. Una manera de simplificar el ajuste en altura de las rulinas con relación al mandril, es usar carretillas de guiadas de “doble guía”. En las mismas se realiza una canal que se ajusta a un talón o saliente que presenta la parte superior del mandril. Ver figura nº 61.
Figura nº 61: Rulina de doble guíaDe esta manera, la rulina de 1ª operación que durante su trabajo tiene tendencia a elevarse, hará tope con la cara inferior del talón del mandril. La rulina de 2ª operación presenta el caso contrario Rulina de 2ª operación: El mismo procedimiento al descrito para la rulina de 1ª operación, se repite para la de 2ª operación. También el ajuste se realiza en la parte más alta de la leva de 2ª operación. La altura con relación al filo superior del labio del mandril en este caso es de 0.005” (0.13 mm) Ver figura nº 60. En las cerradoras de envases de forma no redonda esta rulina debe ser regulada algo más alta que en los envases cilíndricos.

6º.- Verificar las presiones de cerrado de las rulinas y ajustes finales. Terminado el ajuste de la primera operación, se puede hacer funcionar la máquina con latas y fondos, midiendo las dimensiones de esta operación y analizando sus secciones transversales. Si es correcta, el procedimiento se repite para las rulinas de segunda operación. En caso contrario hay que repasar de nuevo el ajuste de la presión de las rulinas. Debe verificarse así mismo la profundidad de cubeta resultante después del cierre. De esta manera el cierre está ya preparado para su evaluación, bien por el método de “desguace” o por proyección de su sección, como hemos comentado anteriormente. Ver figura nº 62.
Figura nº 62: Métodos de evaluación del cierre 7º.- Expulsores Ya se trató este asunto en el apartado “Operación de cerrado” –“Piezas básicas del utillaje”

Pincha aquí para ver 1ª parte Pincha aquí para ver 2ª parte Pincha aquí para ver 3ª parte 4ª entrega 13º.- ANÁLISIS DE LOS CIERRES Hay que implantar un sistema de análisis, a partir de los datos periódicos obtenidos en el seguimiento del trabajo de una cerradora. Si la cerradora esta perfectamente ajustada, cualquier cambio significativo en la calidad del cierre, es bastante probable que se deba a los cuerpos o los fondos más que a la propia maquina.Actualmente se utilizan muy diferentes tipos de cerradoras, desde las de una simple cabeza de cierre a las de 16 cabezas o más. Es esencial que el proceso de cerrado sea estable, en todas las cabezas, necesitándose un riguroso control del proceso de cada cabeza.Instaurando un análisis de tendencias, apoyado en la representación diaria de los resultados del cierre, se puede establecer, para cada tipo de cerradora, la frecuencia necesaria de las actuaciones de ajuste por objetivos. Las cerradoras bien diseñadas y construidas, pueden necesitar un ajuste por objetivos cada tres meses, mientras que otras deben hacerlo semanalmente.

En el caso de cerradoras para envases irregulares, el proceso de ajuste de objetivos en general no es tan preciso, debido a las limitaciones dentro del diseño de este tipo de maquinas. Sin embargo se pueden aplicar los mismos principios.En términos generales, para seguir adecuadamente la evolución de los cierres en una cerradora, se pueden aplicar los siguientes principios:1.- Se debe recoger a intervalos regulares una muestra, normalmente una de cada estación de cierre, marcando su procedencia.2.-Cada envase se somete a las mediciones y aprobaciones antes indicadas, anotando los resultados obtenidos.3.-Se deben comparar los resultados de las mediciones con los datos marcados en las especificaciones. Para esto se debe determinar la media de todas las medidas, teniendo en cuenta los máximos y mínimos, confrontando este valor medio obtenido con las especificaciones, así como su rango de variación.4.- Los resultados obtenidos, se deben comparar con los conseguidos de otras muestras anteriores, a fin de comprobar el estado, de la maquina y poder corregir sus desajustes sin tener que llegar a parar la misma.5.- Si aparece que el cierre está fuera de control, es conveniente una comprobación de 5 envases por estación para asegurar que son ciertos los valores previamente obtenidos6.- También es importante llevar a cabo una evaluación de 5 envases por estación, cuando se comience a trabajar después de una larga parada, después de un cambio de formato, o incluso al cambiar utillajes en la maquina. Si la comparación de las mediciones nos muestran que la maquina se va desajustando, o los cierres que se obtienen se van separando progresivamente de las especificaciones, esto se puede deber a una de las causas siguientes: a.- Algún cambio en las características de los cuerpos o fondos con que se alimente el equipo.b.- Suciedad en la maquina.c.- Desgaste excesivo de alguna parte de la cerradora.e.- Alguna interferencia o atasco de mecanismos de la maquina. Se debe recalcar que el control estadístico de los cierres, nos asegura una mayor eficiencia, y nos da una indicación clara de cuando debe actuarse sobre la regulación y ajuste de la cerradora. En una cerradora de múltiples cabezas de cierre, la tarea de hacer un seguimiento frecuente de varios envases por cabezal, resulta una tarea larga y laboriosa, pero merece la penar realizarla, más aun si dicha maquina se ha dotado de utillajes de

nueva tecnología, que son caros; es un contrasentido realizar este gasto para no tener la maquina en todo momento bien ajustada a través de este seguimiento frecuente. 14º.- PROTOCOLOS DE MANTENIMIENTO DE LA CERRADORA La tarea principal de mantenimiento, con bastante diferencia sobre las otras, es una correcta lubricación. Las áreas más vulnerables de la cerradora son las partes que se mueven a mayor velocidad como los ejes de los mandriles, de platos de compresión, de las rulinas y el sistema de alimentación de fondos.El eje del mandril y el del plato de compresión son particularmente susceptibles de agarrotarse, no solo por la falta de lubricación, sino también por contaminación con el producto, en el caso de cerradoras en fábricas de conserva.Después de cada fabricación, se debe emplear un tiempo suficiente de limpieza de aquellas áreas vulnerables, donde el vertido de producto haya podido causar un daño mecánico, o una generación de calor localizada por rozamiento. Una vez terminado el proceso de lavado a presión, es importante realizar un engrasado que asegure la salida del agua atrapada, y en particular de los líquidos de limpieza, para garantizar que los mismos no contaminan las zonas sensibles, como por ejemplo los rodamientos de las rulinas. Es ineficaz desarrollar un ajuste por objetivos si se trata de una maquina obsoleta, con áreas vulnerables corroídas. Esto puede ocurrir con frecuencia en cerradoras que tienen una producción solamente estacional.Los constructores de cerradoras, realizan esfuerzos de ingeniería para reducir la frecuencia y mantenimiento adecuado de la tarea de engrase. Sin embargo, los sistemas de recirculación de aceite y las instalaciones de autolubricado de las rutinas, solo existen en los equipos modernos. Muchas de la cerradoras antiguas, que todavía funcionan perfectamente, necesitan los cuidados y atenciones necesarias para mantenerse en buenas condiciones, y ser capaces de producir cierres de buena calidad. 15º.- MEJORAS TECNICAS DEL CIERRE Y EVOLUCIÓN DEL MISMO (MINI CIERRES) Introducción La llegada al mercado de maquinas cerradoras de alta velocidad, la reducción del espesor en la hojalata así como el incremento de su dureza, la introducción de la hojalata doble reducida, la generalización de uso de envase tipo “dos piezas”, y el

aumento del uso de componentes de cierre de otros materiales como el TFS o el aluminio, han hecho que se actualice el concepto de cierre. En realidad, todo nace de la creciente necesidad de reducir los costes de los envases, provocando continuas mejoras y modificaciones en los procesos de fabricación de los cuerpos y fondos. Un avance muy significativo en el campo de las latas cilíndricas es el envase “tipo dos piezas” DWI, esto es, el bote formado por embutición y posterior estirado y planchado de sus paredes. Su gran difusión en el campo de las bebidas carbonatadas y cerveza, implica el requerimiento adicional de que los cierres han de ser herméticos sometidos a cierta presión interna, para que no reproduzca perdida de gas carbónico. Las ventajas evidentes de este cambio, son la eliminación de cualquier tipo de costura lateral y la necesidad de un único cierre de unión entre cuerpo y tapa. Las latas irregulares, obtenidas por embutición poco profunda también se han beneficiado de esta nueva tecnología de fabricación. Otro gran avance, ha sido la significativa reducción del espesor del fondo y cuerpo. Utilizando materiales más delgados y resistentes se ahorra metal, y además con la introducción del acero doble reducido, se pueden mantener las propiedades de los envases. Esta evolución, ha requerido la introducción de la tecnología del “mini cierre”, que asegura el mantenimiento del proceso de conformación del cierre, con los nuevos materiales más delgados y duros. Este cierre también se ve posibilitado, por las facilidades que presentan al mismo, los envases embutidos o tres piezas con costura soldada eléctricamente. Evidentemente, un cierre más pequeño significa un mayor grado de precisión que los cierres de tamaño normal. Sin embargo, si queremos implantar correctamente el uso de materiales muy delgados y duros, es necesario el cambio a las técnicas de uso del “mini cierre”, para mantener el nivel mínimo de los parámetros críticos de estanqueidad. Esto lleva consigo, la necesidad de formar adecuadamente en esta nueva tecnología, a los mecánicos y personas implicadas en la técnica del cierre convencional. Evolución del cierre Durante las últimas décadas, los cuerpos y fondos de envases hechos de acero recubierto (hojalata, TFS…), han sido optimizados por los usuarios (por ejemplo: mejoras en su manejo, almacenamiento, condiciones del proceso…), y fabricantes de embalajes (por ejemplo: mejoras en el proceso de fabricación,

espesores, propiedades…), teniendo en cuenta el uso de materiales delgados combinados con elevadas durezas (por ejemplo: el uso de hojalata doble reducida)El empleo de espesores mas delgados y rígidos para la fabricación de fondos, ha afectado directamente a la calidad e integridad de los procesos de cierre. El tamaño o tipo de cierre que fue definido y adaptado, hace bastantes años, para el uso de hojalata simple reducida, más gruesa y blanda, no es necesariamente adecuado para garantizar una buena calidad de cerrado empleando ahora una hoja dura y rígida.Como consecuencia de ello, el tamaño o tipo de cierre no ha evolucionado en paralelo con el cambio de especificaciones del cuerpo de los envases y sobre todo de su fondo. Al aplicar con estos materiales los criterios dimensionales de los tipos de cierres en vigor, generan una serie de problemas, siendo el principal de ellos, la presencia de un excesivo nivel de arrugas, lo cual es un detrimento de la calidad del cierre. Durante el proceso del cierre, el metal de la parte del ala del fondo es “reducido”, y esta operación es mas pronunciada cuanto mas periférico es el punto, siendo máxima en el borde. Así el punto “A”, ver dibujo nº 63 pasa de la posición 1 en su estado inicial en el disco plano cortado, a la posición 2, cuando el fondo está ya rizado. Finalmente se desplaza a la posición 3, una vez terminado el cierre.
Figura nº 63: Evolución del metal en el ala de un fondo
En este proceso de “reducción”, hay un material “sobrante” originado por la disminución de diámetro. La tendencia natural del metal es formar arrugas. Mientras que estas arrugas pueden ser minimizadas o eliminadas, aplicando un mayor apriete durante el proceso de cierre sí se usa hojalatas “blandas”; habrá más y más dificultad, independientemente del tipo de las rutinas de cierre empleadas, cuando se emplea un metal delgado y duro. Esta dificultad aumentará significativamente en el caso de diámetros de envases pequeños, afectando la integridad del cierre. De ahí que para eliminar el gravísimo problema de un exceso de arrugas con materiales duros y delgados se hizo necesario replantear los criterios clásicos de un cierre. La única solución posible, es disminuir la cantidad de metal del ala del fondo a ser “reducida”, redimensionando el tamaño del cierre, en función de las nuevas especificaciones del cuerpo y fondo del envase. En resumen, la disminución de espesor y aumento de dureza del material del cuerpo y sobre todo del fondo, obliga a rediseñar la pestaña del cuerpo y el ala del fondo, pasando a estándares

de menor tamaño. Esto ha dado lugar a una nueva generación de cierres designados como “mini cierres”De esta manera, se aumenta el rango de tipos de cierre con tamaños menores. Estos nuevos tipos son validos tanto para hojas delgadas y duras (DR) como para hojas gruesas y blandas (SR). En el dibujo nº 64, se representa la evolución del proceso de reducción del tamaño del ala del fondo, que ha tenido lugar a lo largo de las últimas décadas, ligado al uso de nuevos materiales. Esto ha llevado consigo, la reducción del diámetro de corte del disco inicial, y por consiguiente un descenso en el consumo de material, y consecuentemente un ahorro significativo.
Figura nº 64: Evolución del tamaño del cierre
El uso de este tipo de materiales DR afectan no solo al cierre, es necesario rediseñar de nuevo el perfil del fondo, modificando elementos como la profundidad y configuración de la cubeta, y redefiniendo la forma de los anillos de expansión del panel central. La reducción en el espesor del fondo y la adopción de material doble reducido, requiere inevitablemente un radio más pequeño de la base de la cubeta del mismo, y aumentar la profundidad de dicha cubeta para logar conseguir buenos resultados en el cierre. Este cambio reduce el esfuerzo de penetración del mandril en el fondo. La técnica de realización de los “mini cierres”, exige un grado de precisión superior al cierre convencional, los utillajes a usar deben de mejor calidad, y es siempre deseable utilizar piezas (mandriles y rutinas al menos) recubiertas de carburo de cromo o nitruro de titanio. Precisemos los avances necesarios en cada operación de cierre. Primera operación La correcta formación de la primera operación del cierre, es siempre el factor más importante para lograr una buena calidad. La tecnología del “mini cierre” requiere un cuidado adicional en el momento de la 1ª operación, ya que cuanto más dura y delgada es la hoja, más difícil es de controlar la presencia de arrugar. De ahí que el diseño del perfil de esta rulina sea decisivo para tener éxito en este paso. Durante el proceso de conformación del metal, es esencial que el borde del

rizo del fondo se posicione en el centro del radio de la pestaña del envase. Ver figura nº 65.
Figura nº 65: Sección correcta de la 1ª operación de un “mini cierre”
El nuevo diseño reducido del ala del fondo, es tal que solo contiene el material mínimo suficiente para conseguir la adecuada longitud del gancho del fondo. Por tanto si la rulina de 1ª operación no tiene un perfil correcto, o está reglada defectuosamente, y no coloca el material del ala en su posición exacta, se producirá un traslape insuficiente al final del cierre. La alternativa de añadir más material al ala del fondo, para asegurar un mejor gancho de fondo tendría un efecto adverso, porque generaría unas arrugas inaceptables desde el punto de vista de apretado del cierre. Los fondos diseñados para “mini cierres” presentan un extremo o borde del rizo, en el que ha sido eliminado el tramo recto final, teniendo redondeado el mismo hasta el filo de corte. En la figura 66 se aprecia la parte recta del final del rizo en un fondo convencional y a su lado el aspecto que debe presentar un fondo de este nuevo tipo. Figura nº 66: Comparación de una 1ª operación en un cierre convencional y un
mini cierre
Sobre fondo negro se ven las imágenes de las 1ª operaciones que ambos tipos de rizos generarían. Es evidente que este diseño, da un control adicional del material durante la formación del gancho del fondo en la 1ª operación del cierre. Cuando analizamos el aspecto de la sección de una 1ª operación, conseguida con este nuevo diseño de fondo, se aprecia que una radical mejora se ha logrado usando esta tecnología. El material se controla mejor y es posible situarlo en la posición óptima. Segunda operación. Insistamos una vez más en el fin de la acción de la segunda operación: Comprimir el conjunto conseguido en la 1ª operación, hasta un punto en el cual la hermeticidad del cierre esté garantizada.

Durante esta operación, la junta de goma fluye para ocupar cualquier vacío existente dentro del cierre. El perfil de la rulina de segunda operación, para este tipo de nuevos fondos, se diseña para cumplir dos requerimientos básicos. Primero y ante todo, su silueta se debe diseñar para lograr el correcto apretado, que permita cubrir los parámetros críticos del cierre. En segundo lugar, la forma del perfil debe tratar de compaginar la menor presión posible del cierre con la necesaria hermeticidad del mismo. La nueva generación de cierres, permite resolver los problemas generados en los cierres convencionales, con el aumento de dureza y disminución de espesor de los materiales, y suponen un avance en la tecnología del cierre Valoración del “mini cierre” La tarea de realizar un “mini cierre” requiere un grado de precisión superior al de un cierre convencional, `por lo que hay que introducir en el proceso típico de valoración de un cierre clásico, una serie de actuaciones especiales que detallamos a continuación. 1ª operación: Una vez efectuada la 1ª operación del cierre por la cerradora, se precisa valorar la misma tanto dimensionalmente como ópticamente. Con la ayuda de un ganchimetero -o micrómetro para cierres - , se mide y anota el espesor de la 1ª operación. Además hay que medir la profundidad de cubeta resultante una vez realizada esta operación. Por tanto, con la galga ya señalada en el epígrafe “EVALUACIÓN DEL CIERRE – Medida de la profundidad de cubeta”, se medirá la profundidad de cubeta justo al final del radio de la misma. Debido a la pequeña dimensión y configuración del cierre y la reducción en el tamaño del ala del fondo, es de gran importancia lograr una correcta profundidad de cubeta en la 1ª operación. En las cerradoras que emplean mandriles y rutinas de cierre “no guiadas”, se requiere recurrir a ajustes de la altura del perfil de la rulina con relación al labio del mandril empleando galgas de espesores, como ya hemos indicado con anterioridad. Para este tipo de cierres es muy positivo emplear conjuntos de rutinas y mandriles guiados. Una vez anotadas estas dos dimensiones, el cierre obtenido en 1ª operación se secciona en dos puntos opuestos, lejos de la zona de la costura lateral del cuerpo

y se observan dichos cortes en el proyector de cierres. Además de cumplir las medidas especificadas, la confirmación de que se ha logrado una buena formación geométrica del cierre en su primera operación, es un aspecto importante para conseguir un buen cierre final La figura nº 67 muestra tres tipos de una 1ª operación de un “mini cierre” que se corresponden con los siguientes resultados:
Figura nº 67: Diferentes tipos de 1ª operación en un mini cierre
Ideal: Es muy importante que el borde del rizo del fondo se vea que está en una posición coincidente con el centro del radio de la pestaña del cuerpo.Flojo: Si el cierre está demasiado flojo, se generará un gancho del fondo inadecuado. Apretado: Si la 1ª operación esta demasiado apretada, se generará una distorsión entre el gancho de fondo y el de cuerpo. 2ª operación: Como en caso de la 1ª operación, es necesario valoran el cierre obtenido dimensional y visualmente. Todas las dimensiones se anotan en una hoja de control de proceso, a partir de la cual se calculan los parámetros críticos. Es esencial que las galgas de aseguramiento de la calidad usadas sean capaces para medir “mini cierres”, permitiendo lecturas de precisión. Esto es particularmente relevante para las galgas que miden la profundidad de cubeta y el espesor del cierre. Cada aspecto del cierre terminado es importante, pero son esenciales los parámetros críticos que deben ser conseguidos. La secuencia de medidas recomendada es: Profundidad de cubeta: Es importante que el palpador de la galga de medición de la profundidad de cubeta, apoye sobre en la zona donde termina el radio de la cubeta. En la figura nº 68 se aprecia donde debe hacer contacto dicho palpador.
Figura nº 68: Medición de la cubeta en un mini cierre

A diferencia de los fondos convencionales, existe una gran diferencia dimensional entre la profundidad de cubeta y la longitud del cierre. En el dibujo 65 se aprecia que la cubeta en el mini cierre es mucho mayor que el cierre, diferente de lo que ocurre en un cierre convencional. En muchos aspectos esto significa que ajustar un cerradora es más fácil, particularmente en aquellas que usan rulinas y mandriles guiados, donde los ajustes para corregir la relación entre estos dos elementos del cierre es muy difícil. En cerradoras donde se da un ajuste vertical en altura de las rutinas, se debe tener un especial cuidado para asegurarnos de que la rulina nunca está en contacto con el borde vivo del labio del mandril. Los sofisticados recubrimientos de que están provistos la mayor parte de los utillajes de cierre en esta tecnología se destruyen en un instante, si hay contracto aunque sea ligero. La profundidad de cubeta del fondo se mide en dos puntos opuestos después de que se haya vaciado el contenido del envase, si se realiza la evaluación del cierre en una fabrica de conservas, pues puede resultar una falsa lectura se si mide en un envase que está sometido a un vacío interno, particularmente en los fondos de espesor de metal bajo, que es caso normal en el mini cierre. Longitud del cierre: Medida en dos puntos, la longitud del cierre refleja primariamente cuando el apretado de la rulina de segunda operación está bien ajustado. Además, un cuidadoso seguimiento de la longitud del cierre es un buen indicador del estado de desgaste de la rulina de primera operación. Si la rulina de segunda operación esta ajustada demasiado floja, la longitud del cierre acabado será corta, por ejemplo por debajo de 2.40 mm. Si esta rulina esta demasiado apretada la longitud del cierre puede exceder los 2.70 mm. Longitudes de cierre excesivas pueden ser también una indicación de que la rulina de 1ª operación está desgastada. Espesor del cierre: El espesor o grosor del cierre está ligado al espacio libre en el mismo, como ya vimos en el concepto “Determinación del espacio libre” en el epígrafe 5ª EVALUACIÓN DEL CIERRE. En el caso del “mini cierre” que estamos tratando, la diferencia estriba en que la constante se reduce de 0.19 mm. máximo a 0.13, debido a los menores espesor de metal y pequeñas dimensiones del cierre. La expresión quearia:

Espesor real del cierre = (2 Gc + 3 Gf) + 0.13
El espesor del cuerpo en los envases tipo dos piezas (DWI) es difícil de medir, debido a la proximidad de la transición de la zona gruesa a la delgada en el área inmediatamente debajo de la pestaña del cuerpo. Por tanto se le debe pedir al proveedor de envases que facilite este dato. Sin embargo el espesor del fondo debe medirse con precisión con la galga adecuada de espesores. El espesor del cierre debe medirse en dos puntos, en las posiciones del reloj de las 10 y las 14, donde las 12 se corresponden con la posición de la costura lateral en los envases tres piezas, y en dos puntos opuestos en envases dos piezas. El proceso de preparación de los cierres, seccionado, desguace, etc, para el mini cierre es análogo al ya comentado para un cierre convencional. Parámetros críticos en el mini cierre Apretado del cierre: Indudablemente el es la valoración más difícil de la aceptabilidad del cierre, debido a la subjetividad de la tarea de llevar a cabo una evaluación visual del estado del gancho del fondo, para establecer si el cierre esta bastante planchado o no.Esto se hace todavía más difícil en el “mini cierre”, simplemente porque la pequeñez del gancho del fondo, enmascara y dificulta la fácil identificación de las arrugas sin planchar.Uno de los principales objetivos del desarrollo de “mini cierre”, era asegurar que el metal del fondo deformado durante la operación del cierre, permaneciera bajo control, por tanto minimizando el riesgo de arrugas resistentes formadas en la 1ª operación del cierre, las cuales podrían ser planchadas durante la 2ª operación.Sin embargo el material delgado de calidad doble reducido (DR) para fondos, requiere una elevada presión de cierre para mantener la integridad del mismo e igualar o incluso mejorar la ejecución de los cierres de fondos convencionales. Además de la inspección visual del gancho del fondo, recomendamos seguir las siguientes instrucciones para asegurar que se toma la decisión correcta al juzgar lo apretado del cierre. Indicadores del apretado del cierre:

1º.- Un calculo directo del espacio ocupado por la junta de goma dentro del cierre, da una buena confirmación del grado de presión en el cierre. Esta zona se denomina “espacio libre” y para su cálculo nos remitimos a lo dicho con anterioridad sobre este punto en los cierres convencionales. Cuando el calculo se realiza para un envase tipo dos piezas, por las razones dadas anteriormente se debe pedir al fabricante de la lata el dato del grosor del metal del cuerpo en esta zona (incluyendo el barniz) para realizar dicho calculo. 2º.-Para asegurarnos de que un cierre demasiado apretado, no es el responsable de un resultado artificialmente alto del valor del espacio libre, se deben considerar dos factores más:Primero y más importante, es comprobar si hay evidencia de un “muelleo” del cierre, observando una sección del mismo en el proyector. En la figura 69 se presenta la compasión entre un cierre correcto y otro con “muelleo”.
Figura nº 69: Comparación de cierres
En segundo termino, si la medida de la longitud del cierre es más grande que lo especificado para un mini cierre. Por ejemplo, cuando es mayor de 2.70 mm. Si la respuesta fue afirmativa a ambas cuestiones, se debe tener cuidado en la definición del juicio correcto de las condiciones del cierre, y a que una información errónea sea facilitada para realizar un reajuste de la cerradora, pues si se aumentase la presión para reducir el espacio libre, el resultado será peor si el cierre ya estaba suficientemente apretado. La evaluación del grado del presión o apretado del mini cierre, sigue el mismo criterio porcentual con relación a la altura del gancho de fondo, que el aplicado para un cierre convencional. Otro tanto se debe decir en lo relacionado a picos, arrugas, pliegues, etc. Traslape o solape: Hay que seguir los mismos criterios que para un cierre convencional, con la una diferencia que el valor mínimo absoluto baja, como referencia puede tomarse 0.9 mm mínimo. Penetración del gancho del cuerpo: Se siguen los criterios establecidos para un cierre convencional

Defectos visuales: Se siguen los criterios establecidos para un cierre convencional Influencia de la pestaña La especificación dimensional de la pestaña del cuerpo del envase, tendrá una mayor contribución a la buena ejecución del cierre que en un envase convencional. El valor de esta pestaña se reduce poco para un mini cierre, pudiéndose incluso cerrar envases con fondos convencionales o para mini cierre con un mismo tipo de pestaña. Sin embargo es inevitable que debido al menor tamaño del ala en este ultimo caso, haya menos espacio entre el borde de la pestaña del cuerpo y el filo del rizo del ala del fondo. Esto obliga a que estén más bajo control las dimensiones de la pestaña, reduciendo su campo de tolerancia. Si la pestaña fuese excesiva, habría una interferencia entre ella y el rizo, generando pestañas dobladas hacia abajo durante la operación de cierre, que se traduce en falsos cierres. En la figura nº 70 se comparan las posiciones relativas de ala del fondo y pestaña del cuerpo en el caso de un envase convencional y otro dotado de mini cierre.
Figura nº 70: Relación entre rizo/pestaña en cierre convencional y mini cierre
Cambios en la línea de producción La introducción de fondos fabricados con material DR, requiere cambios en las condiciones de manipulación de los mismos en la línea de producción de botes o de llenado. Estos cambios afectan tanto al manejo como a la alimentación de estos fondos.El poco espesor del fondo lo hace muy vulnerable y puede recibir daños en diferentes puntos con anterioridad a la operación de cierre. El daño inevitablemente se presentará en forma de abolladuras o muescas en el rizo del ala del fondo, la experiencia demuestra que se traducirá en fallos en el doble cierre, si dicho fondo no es retirado de la torreta de alimentación de fondos de la

cerradora antes del cierre. Defectos típicos son: caída en el cierre, picos, o arrugas residuales en el gancho del fondo. Daños producidos en la carretilla elevadora, como resultado de rollos de fondos apilados sobre la paleta, viajando en contacto con el mástil o uñas de la carretilla, se han presentado como la causa más común del problema. Para prevenir estos fallos, las carretillas elevadoras deberán modificarse, con un espaciador sobre las uñas para evitar el contacto de la paleta de fondos con el mástil de la misma. Ver figura nº 71.
Figura nº 71: Colocación de espaciador en carretillas elevadoras
Al incorporar estos espaciadores, se deberá verificar con el fabricante de la carretilla que el desplazamiento del centro de gravedad de la carga no afecta a la estabilidad de la máquina. Además, se deberá formar adecuadamente a los carretilleros, haciéndoles comprender la vulnerabilidad de los nuevos fondos, en el mismo sentido se requerirá implementar revisiones en las “Instrucciones de operación” de la planta. Se ha de tener muy presente que los fondos convencionales son mas insensibles a estos fallos por su mayor espesor, que hace que estos daños se presenten en menor cantidad, e incluso presentándose se transformen en menos defectos sobre el cierre. Los fondos para el mini cierre no dan tal capacidad, debido al reducido espesor del material. Conclusiones: Recapitulando y a niveles prácticos, debemos decir que el uso de estos mini cierres permite el uso de metales más duros y delgados en fondos, lo que supone un doble ahorro de materia prima: a.- Ahorro por espesor a igualdad de superficie, para mantener sus propiedades mecánicas. b- Ahorro por rediseño del cierre que se refleja en una disminución de superficie.

Por el contrario, para implantar en un formato determinado un nuevo cierre de este tipo, hay que tener en cuenta que es necesario introducir una serie de cambios que suponen un coste importante. Las modificaciones a establecer son:
- Reconstrucción del utillaje de corte de bobinas en scroll primario, en función del nuevo corte reducido del fondo rediseñado. Otro tanto hay que hacer con el utillaje de scroll secundario para la obtención de tiras.
- Renovación del utillaje en prensas para la fabricación del fondo. Esto le
afecta tanto al troquel, como al utillaje de rizadora y un reajuste del de la engomadora en función del nuevo diámetro exterior del fondo.
- Las cerradoras de los fabricantes de envases y llenadores requerirán
nuevas partes de cambio para la alimentación de fondos, así como utillaje de cierre. Es decir, todas las partes de cambio que afecten a los fondos necesitan ser reemplazadas o modificadas (mandriles, rutinas, expulsores…), incluyendo el alimentador de fondos que suele ser un elemento caro.
Sin embargo, aunque la inversión inicial es importante, cuando se trata de formatos de elevadas producciones, el periodo de retorno de la inversión es corto. 16º.-PROGRESOS EN EL UTILLAJE DE CERRADORAS En las últimas décadas, los fabricantes de equipo, han centrado sus mejoras en la fabricación de cerradoras, en diversas áreas que podríamos concretar en los siguientes segmentos:
- Avance de la tecnología a través de la introducción de nuevos materiales.
- Mejoramiento de la productividad reduciendo los tiempos muertos de parada.
- Mejoras en la integridad de los cierres.- Reducción de los costes de operación.
Comentaremos solamente el primero de ellos. Nuevos materiales en la tecnología del cierre:

Estos materiales, encuentran su principal aplicación, en equipos donde se utilice la tecnología del mini cierre, pues la misma demanda una gran precisión y calidad en los utillajes. En los utillajes convencionales de las cerradoras, la vida de las rulinas normalmente excede de la vida del mandril en un cierto margen. Los nuevos avances en materiales han tenido por fin producir piezas de utillaje (mandriles, rulinas, rodamientos) de duración análoga. En este sentido, entre otras nuevas aportaciones merecen ser destacada las siguientes: A.- Nitruro de titanio: Es un recubrimiento que se aporta a los utillajes (mandriles y rulinas) y que mejora sensiblemente la superficie de acabado de los mismos, reduce el daño al barniz de protección de los fondos e incrementa sustancialmente la vida del utillaje. Un trabajo sobre esta materia ya ha sido publicado en esta Web y puede consultarse entrando en la página:
Utillajes de cierre con revestimiento de nitruro de titanio En la figura nº 72 aparece un mandril recubierto con este material.
Figura nº 72: Mandril recubierto con nitruro de titanio
B.-Rodamientos cerámicos para rulinas de cierre: El aumento de vida de las rulinas, con el uso del recubrimiento de nitruro de titanio, ha tenido un impacto en el uso de los rodamientos empleados en las mismas. Utilizando un rodamiento de calidad convencional bien lubricado, se puede llegar a una magnitud de 25 millones de cierres. Con el uso de rulinas nitruradas se puede alcanzar una duración que excede los 40 millones de cierres por rulina. Los costos horarios del personal cualificado hacen que no sea económico reemplazar los rodamientos en estas rulinas parcialmente usadas. Para conseguir una vida en el rodamiento equiparable a la rulina sobre la que va montado, se desarrolló uno de contacto angular opuesto, caracterizado por estar hecho de bolas de cerámica y un material compuesto que forma la jaula. Las pistas interior y exterior del rodamiento están realizadas en acero inoxidable.Con este tipo de rodamientos se ha conseguido una significativa reducción de la lubricación requerida. Teniendo en cuenta que muchas cerradoras necesitan bastantes minutos de parada diaria, trabajando 24 horas/día, la mejora de productividad por reducción del tiempo de engrase es evidente.

C.- Otros materiales: Para los mandriles de cierre hay ciertas opciones de materiales que tienden a alargar la vida de los mismos además de la ya enunciada del recubrimiento con nitruro de titanio, sin entrar en el detalle de los mismos pues su utilización hoy por hoy es minoritaria, podemos señalar: - Uso de un recubrimiento a base de carburo de cromo. - Realización de un mandril formado por un combinado metal/material de metal depositado. Se trata de un cuerpo de acero semi-inoxidable y un labio “stoody”. - Mandril compuesto de un metal sinterizado/material cerámico, combinando las propiedades de ambos materiales. En suma, se trata de buscar combinaciones de materiales que mejoran la resistencia y fatiga del labio del mandril, progresando además en su dureza. 17º.-RESUMEN DE DEFECTOS EN EL CIERRE Es mucho lo que se puede escribir sobre el cierre, sus posibles problemas de calidad, las causas que lo originan y el modo de solucionarse, pero cuando una dificultad se presenta, no es cómodo andar buscando entre tanta literatura como encontrar una vía para resolverla. Un modo de abreviar esta tarea, es recurrir a cuadros resumen donde conociendo el defecto nos indiquen la posible causa, y de esta manera actuar en el sentido indicado. O también lo contrario, conocido un posible error o imperfección inicial, que efectos nos puede generar en el cierre. Por ello hemos preparados los cuadros siguientes enfocados para este fin. A.-ORIGEN Y EFECTO Si observamos que algunos de los componentes iniciales del cierre, como son: fondos sueltos, cuerpos o envases vacíos, utillajes o reglajes de la cerradora, presentan una anomalía previa y queremos conocer que puede suponer la misma sobre el cierre, el cuadro siguiente trata de sumariar de forma concisa las diferentes opciones.

B.- FALLOS Y SUS CAUSAS Lo más normal es la situación contraria, es decir que nos encontremos al analizar un cierre con un defecto determinado y tratemos de averiguar su posible origen. A esta idea responde el cuadro siguiente.
18º.- SIPNOSIS Como recapitulación a este trabajo, se puede decir que a fin de obtener una óptima calidad del cierre, y una alta eficiencia en las operaciones de cerrado, es esencial observar los siguientes puntos: a.- Calidad del cierre: Para que un cierre cumpla con su finalidad de resistencia y hermeticidad debe poseer las siguientes características: 1.- Los ganchos del cuerpo y del fondo deben ser rectos, paralelos y de la misma longitud.2.- El borde inferior del cierre debe estar unido al cuerpo del envase y no presentar señales de laminación.3.- La cumbre del cierre no debe presentar aristas, ni ángulos agudos ni señales de laminación.4.- La cumbre del cierre debe ser ligeramente plana.5.- La curvatura exterior del cierre debe ser uniforme y típica del perfil de la rulina de segunda operación.6.- La profundidad de cubeta debe ser ligera o moderadamente superior a la altura del cierre.7.- El compuesto debe cubrir cualquier hueco o espacio libre.8.- El cierre debe ser uniforme a lo largo de todo el perímetro.9.- La compacidad debe ser superior al 75% en envases redondos y al 60% en envases de forma.10.- El grado de apretado debe ser como mínimo del 75% en envases redondos y del 60% en envases de forma.11.-El solape o traslape debe ser superior al 45% y en general superior a 1 mm.

12.- La penetración del gancho de cuerpo debe ser como mínimo el 70%. b.- Alta eficiencia en los equipos de cerrado. Para que las cerradoras funcionen adecuadamente y mantengan una uniformidad de calidad en el cierre se ha de tener presente: 1.- Efectuar un efectivo mantenimiento preventivo de la cerradora.2.- Limpiar y engrasar la cerradora en la forma recomendada en el manual de la maquina.3.- Manejar el equipo siguiendo de una forma estricta las especificaciones dadas por el fabricante.4.- Utillar la maquina de acuerdo a las características de los fondos y envases a cerrar, teniendo muy en cuenta el tipo idóneo de cierre a implantar.5.- Verificar que la cerradora está produciendo una calidad de cierre adecuada.6.- Anotar todas las operaciones y ajustes efectuados, así como los resultados obtenidos, a fin de determinar cuales son las acciones más idóneas que debemos realizar cuando vuelvan a surgir problemas análogos. 19º.-EQUIVALENCIAS DE TERMINOS DEL CIERRE: INGLES - ESPAÑOL Las fuentes más frecuente de información sobre cierres suelen estar escritas en ingles, y a veces se presentan dificultades para encontrar la palabra más adecuada en su traducción al español. Por eso consideramos útil, en este trabajo sobre cierres, incluir un listado con los temidos mas usuales en ingles, con su equivalente en español
20º.- BIBLIOGRAFÍA
- Foodcan “Euroseam” Double Seam Manual by Pete Moran- “Seamer Tooling” – IX Seminario sobre tecnología del cierre.- “El sellado de las latas “ por Pete Moran.- “Manual de Cierre” – Envases Carnaud.- “Double Seam Manual” – CMB Engineering- “Recommended Industry Specifications for Opon Top Processed Food
Cans” – MPMA (Metal Packaging Manufacturers Associaton)

- “Cierres y Defectos de Envases Metálicos para Productos Alimenticios” Carlos Paños – Soivre
- “Enlatado de pescado y carne” por R.J. Footitt y A. S. Lewis