Tiempos y Movimientos Bolsa de Hielo

of 206
-
Upload
alejandro-linderman-shumacher-rosete -
Category
Documents
-
view
254 -
download
0
Transcript of Tiempos y Movimientos Bolsa de Hielo
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
1/206
UNIDAD PROFESIONAL INTERDISCIPLINARIADE INGENIERÍA Y CIENCIAS SOCIALES
Y ADMINISTRATIVAS
“ESTANDARIZACIÓN DEL PROCESO DE LA BOLSA PARA HIELO EN UNA PRODUCTORA
DE POLIETILENO PARA EL INCREMENTODE LA PRODUCTIVIDAD”
T E S I S
QUE PARA OBTENER EL TÍTULO DE
I N G E N I E R O I N D U S T R I A L
P R E S E N T A :
NANCY MIRIAM FERNÁNDEZ LÓPEZ
MÉXICO D.F. 2009.
INSTITUTO POLIT CNICO NACIONAL
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
2/206
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
3/206
ÍNDICE
RESUMEN . . . . . . . . . . i
INTRODUCCIÓN . . . . . . . . . ii
CAPÍTULO I MARCO TEÓRICO . . . . . . . 1
1.1 PRODUCTIVIDAD . . . . . . . 1
1.1.1 ¿Qué es la Productividad? . . . . . 1
1.1.2 Productividad en la Empresa . . . . . 2
1.1.3 Los Factores de Insumo y Producto en una Empresa . . 3
1.2 PLÁSTICOS . . . . . . . . 4
1.2.1 Orígenes de los Plásticos . . . . . 4
1.2.2 Evolución de los Plásticos . . . . 5
1.2.3 Características Generales de los Plásticos . . . 6
1.2.4 Tipos de Plásticos . . . . . . 7
1.2.5 Procesos de transformación . . . . . 10
1.2.5.1 Extrusión . . . . . . 10
1.2.5.2 Impresión . . . . . . 18
1.2.5.3 Bolseo . . . . . . . 22
1.3 ESTUDIO DEL TRABAJO . . . . . . 24
1.3.1 Utilidad del Estudio del Trabajo . . . . . 24
1.3.2 Técnicas del Estudio del Trabajo y su Interrelación . . 26
1.3.3 Procedimiento Básico para el Estudio del Trabajo . . 27
1.3.4 Estudio del Trabajo y Administración de la Producción . . 28
1.4 ESTUDIO DE MÉTODOS . . . . . . 29
1.4.1 Enfoque del Estudio de Métodos . . . . 29
1.5 TÉCNICAS DE REGISTRO Y ANÁLISIS . . . . 31
1.5.1 Diagrama de Proceso de la Operación . . . . 31
1.5.2 Diagrama de Flujo del Proceso . . . . . 34
1.5.3 Diagrama de Flujo . . . . . . 36
1.5.4 Diagramas de Proceso de Grupo . . . . 37
1.6 ESTUDIO DE TIEMPOS . . . . . . 371.6.1 Requerimientos del Estudio de Tiempos . . . 39
1.6.2 Equipos para el Estudio de Tiempos . . . . 39
1.6.3 Elementos del Estudio de Tiempos . . . . 41
1.6.4 Inicio del Estudio . . . . . . 43
1.6.5 Calificación del Desempeño del Operario . . . 49
1.6.6 Cálculos del Estudio . . . . . . 53
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
4/206
1.6.7 Tiempo Estándar . . . . . . 56
1.7 DISTRIBUCIÓN DE PLANTA . . . . . . 57
1.7.1 Objetivo de la Distribución de Planta . . . . 57
1.7.2 Principios Básicos de la Distribución de Planta . . . 57
1.7.3 Tipos de Distribución . . . . . . 58
1.7.4 Gráficas de Recorrido . . . . . . 60
1.8 DESARROLLO DE LA ENCUESTA . . . . . 61
1.8.1 Definición de encuesta . . . . . . 61
1.8.2 Aplicación de la encuesta . . . . . 65
CAPÍTULO II ANTECEDENTES DE LA EMPRESA PRODUCTORA DE POLIETILENO 66
2.1 ANTECEDENTES HISTÓRICOS . . . . . 66
2.2 LOCALIZACIÓN DE LA EMPRESA . . . . . 67
2.3 MISIÓN, VISIÓN, POLÍTICA Y OBJETIVOS DE LA ORGANIZACIÓN . 682.4 ORGANIGRAMA . . . . . . . 69
2.5 DISTRIBUCIÓN ACTUAL . . . . . . 70
2.6 GENERALIDADES DE LOS PRODUCTOS . . . - 71
2.7 PROVEEDORES Y CLIENTES . . . . . . 75
CAPÍTULO III ANÁLISIS DEL PROCESO DE LA BOLSA PARA HIELO . . 76
3.1 DIAGRAMAS DEL PROCESO DE LA BOLSA PARA HIELO . . 76
3.1.1 Diagrama de Proceso de la Operación . . . . 76
3.1.2 Diagrama de Flujo del Proceso . . . . . 81
3.1.3 Diagrama de Flujo . . . . . . 94
3.1.4 Diagramas de Proceso de Grupo . . . . 100
CAPÍTULO IV PROPUESTAS . . . . . . . . 103
4.1 JUSTIFICACIÓN DEL ESTUDIO. . . . . 103
4.1.1 Determinación de la muestra. . . . . 103
4.1.2 Aplicación de la encuesta. . . . . 106
4.1.3 Análisis de la encuesta . . . . . 118
4.2 APLICACIÓN DEL ESTUDIO DE MÉTODOS. . . . 120
4.2.1 Descripción del Proceso Actual . . . . 120
4.2.2 Análisis del Proceso Actual. . . . . 127
4.2.3 Método Mejorado. . . . . . 129
4.2.4 Estudios de Tiempos y Movimientos. . . . 144
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
5/206
4.2.5 Comparativo de Incremento de Productividad . . 177
CONCLUSIONES . . . . . . . . . 183
BIBLIOGRAFIA . . . . . . . . . 185
GLOSARIO . . . . . . . . . . 186
ANEXOS . . . . . . . . . . 190
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
6/206
i
RESUMEN
Título del Trabajo de Titulación.
Estandarización del Proceso de la Bolsa para Hielo en una Productora de Polietileno para el
Incremento de la Productividad.
Planteamiento del Problema.
Desarrollar estándares de los procesos productivos para la elaboración de la bolsa para hielo, para
incrementar la productividad de la empresa y elevar su nivel de competitividad ante el mercado.
Objetivo General.
Realizar un Estudio del Trabajo con el fin de Estandarizar los Procesos Productivos que intervienen
en la elaboración de la Bolsa para Hielo.
Objetivos Específicos.
Aplicar encuestas para diagnosticar el estado actual de las Áreas de Producción.
Realizar un Estudio de Métodos.
Emplear Técnicas de Registro y Análisis de Información.
Realizar un Estudio de Tiempos.
Estandarizar los procesos productivos para la elaboración de la Bolsa para Hielo.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
7/206
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
8/206
CAPÍTULO I. MARCO TEÓRICO
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
9/206
1
CAPÍTULO I
MARCO TEÓRICO
1.1 PRODUCTIVIDAD
1.1.1 ¿Qué es la productividad?
La productividad puede definirse de la manera siguiente:
La productividad, también conocida como eficiencia es genéricamente entendida como la relación
entre la producción obtenida por un sistema de producción o servicios y los recursos utilizados para
obtenerla. También puede ser definida como la relación entre los resultados y el tiempo utilizado
para obtenerlos: cuanto menor sea el tiempo que lleve obtener el resultado deseado, más
productivo es el sistema.1
La productividad es la relación entre producción e insumo.2
Esta definición se aplica a una empresa, un sector de actividad económica o toda la economía. El
término productividad puede utilizarse para valorar o medir el grado en que se extrae cierto
producto de un insumo dado. Aunque esto parece bastante sencillo cuando el producto y el insumo
son tangibles y pueden medirse fácilmente, la productividad resulta más difícil de calcular cuando
se introducen bienes intangibles.
Productividad del Trabajo
La Productividad del Trabajo es el rendimiento, eficiencia de la actividad productiva de los hombres
expresada por la correlación entre el gasto de trabajo (en escala de la sociedad, de una rama, de
1 Casanova Fernando, “Formación profesional, productividad y trabajo decente” Boletín nª153 Cinterfor Montevideo 2002.
2 OIT, Introducción al Estudio del Trabajo, 4ª edición, LIMUSA, México 2004, pág. 4
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
10/206
2
una empresa o de un solo trabajador) y la cantidad de bienes materiales producidos (establecida
en dinero o en especie) en una unidad de tiempo.
Se determina por la cantidad de tiempo invertido en elaborar la unidad de producción o por la
cantidad de producción fabricada en la unidad de tiempo.
El nivel de la productividad del trabajo es un índice importantísimo del carácter progresivo de un
modo de producción de un régimen social dado.
Elevar la productividad del trabajo significa economizar trabajo vivo y trabajo social, o sea, reducir
el tiempo socialmente necesario para producir la unidad de mercancía, rebajar su valor. La
proporción de trabajo vivo disminuye mientras que la proporción de trabajo pasado (materializado)
aumenta relativamente y de tal modo que se reduce la suma global de trabajo encerrado, en la
mercancía.
El nivel y los ritmos de crecimiento de la productividad del trabajo social dependen de muchosfactores, ante todo del grado de desarrollo de las fuerzas productivas. "La capacidad productiva del
trabajo depende de una serie de factores, entre los cuales se cuentan el grado medio de destreza
del obrero, el nivel de progreso de la ciencia y de sus aplicaciones, la organización social del
proceso de producción, el volumen y la eficacia de los medios de producción y las condiciones
naturales" (C. Marx). 3
1.1.2 Productividad en la empresa
La productividad en una empresa puede ser afectada por diversos factores externos, así como por
varias deficiencias en sus actividades o factores internos. Algunos ejemplos de factores externos
son: la disponibilidad de materias primas y mano de obra calificada, las políticas estatales relativas
3 http://www.eumed.net/cursecon/dic/bzm/p/productividad.htm
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
11/206
3
a la tributación y los aranceles aduaneros, la infraestructura existente, la disponibilidad de capital y
los tipos de interés, y las medidas de ajuste aplicadas a la economía o a ciertos sectores por el
gobierno. Estos factores externos quedan fuera del control del empleador.
1.1.3 Los factores de insumo y producto en una empresa
En una empresa típica la producción se define normalmente en términos de productos fabricados o
servicios prestados. En una empresa manufacturera los productos se expresan en número, por
valor y por su grado de conformidad con unas normas de calidad predeterminadas. En una
empresa de servicios como una compañía de transporte público o una agencia de viajes la
producción se expresa en términos de los servicios prestados
Las empresas manufactureras como las de servicios deben estar igualmente interesadas en lasatisfacción de los clientes o usuarios, medida, por ejemplo el número de quejas o rechazos.
Por otro lado la empresa dispone de ciertos recursos o insumos con los que crea el producto
deseado. Estos son:
1) Terrenos y edificios
Terrenos y edificios en un emplazamiento conveniente.
2) Materiales
Materiales que pueden transformarse en productos destinados a la venta, como materias primas o
materiales auxiliares, por ejemplo disolventes u otros productos químicos y pinturas que se
necesitan en el proceso de fabricación, y el material de embalaje.
3) Energía
Energía en sus diversas formas como electricidad, gas, petróleo o energía solar.
4) Máquinas y equipo
Las máquinas y el equipo necesarios para las actividades de explotación de la empresa, incluso los
destinados al transporte y la manipulación, la calefacción o el acondicionamiento de aire, el equipo
de oficina, las terminales de computadora, entre otros.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
12/206
4
5) Recursos Humanos
Hombres y mujeres capacitados para desempeñar la actividad operacional, planificar y controlar,
comprar y vender, llevar las cuentas y realizar otras actividades como las de mantenimiento o
trabajos administrativos y de secretaría.
Otro factor de producción o insumo es el capital que, aun sin definirse aquí, se incluye
implícitamente puesto que se emplea para financiar la compra de terrenos, maquinaria, equipo,
materiales y trabajo, y para pagar los servicios prestados por los recursos humanos.
La utilización que se hace de todos estos recursos agrupados determina la productividad de la
empresa.4
1.2 PLÁSTICOS
1.2.1 Orígenes de los Plásticos
El término Plástico, en su significado más general, se aplica a las sustancias de distintas
estructuras y naturalezas que carecen de un punto fijo de ebullición y poseen durante un intervalo
de temperaturas propiedades de elasticidad y flexibilidad que permiten moldearlas y adaptarlas a
diferentes formas y aplicaciones. Sin embargo, en sentido restringido, denota ciertos tipos de
materiales sintéticos obtenidos mediante fenómenos de polimerización o multiplicación artificial de
los átomos de carbono en las largas cadenas moleculares de compuestos orgánicos derivados del
petróleo y otras sustancias naturales.
La definición enciclopédica de plásticos menciona lo siguiente:
Materiales poliméricos orgánicos (los compuestos por moléculas orgánicas gigantes) que son
plásticos, es decir, que pueden deformarse hasta conseguir una forma deseada por medio de
extrusión, moldeo o hilado. Las moléculas pueden ser de origen natural, por ejemplo la celulosa, la
cera y el caucho (hule) natural, o sintéticas, como el polietileno y el nylon. Los materiales
empleados en su fabricación son resinas en forma de bolitas o polvo o en disolución. Con estos
materiales se fabrican los plásticos terminados.
4 OIT, Introducción al Estudio del Trabajo, 4ª edición, LIMUSA, México 2004 pp. 4 – 5.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
13/206
5
Etimología
El vocablo plástico deriva del griego plastikos, que se traduce como moldeable. Los polímeros, las
moléculas básicas de los plásticos, se hallan presentes en estado natural en algunas sustancias
vegetales y animales como el caucho, la madera y el cuero, si bien en el ámbito de la modernatecnología de los materiales tales compuestos no suelen encuadrarse en el grupo de los plásticos,
que se reduce preferentemente a preparados sintéticos.
El primer plástico se origina como resultado de un concurso realizado en 1860, cuando el
fabricante estadounidense de bolas de billar Phelan and Collander ofreció una recompensa de
10.000 dólares a quien consiguiera un sustituto aceptable del marfil natural, destinado a la
fabricación de bolas de billar. Una de las personas que compitieron fue el inventor norteamericano
Wesley Hyatt, quien desarrolló un método de procesamiento a presión de la piroxilina, un nitrato de
celulosa de baja nitración tratado previamente con alcanfor y una cantidad mínima de disolvente de
alcohol. Si bien Hyatt no ganó el premio, su producto, patentado con el nombre de celuloide, se
utilizó para fabricar diferentes objetos.
1.2.2 Evolución de los Plásticos
Los resultados alcanzados por los primeros plásticos incentivaron a los químicos y a la industria a
buscar otras moléculas sencillas que pudieran enlazarse para crear polímeros. En la década del
30, químicos ingleses descubrieron que el gas etileno polimerizaba bajo la acción del calor y la
presión, formando un termoplástico al que llamaron polietileno (PE). Hacia los años 50 aparece el
polipropileno (PP).
Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se produjo el cloruro de
polivinilo (PVC), un plástico duro y resistente al fuego, especialmente adecuado para cañerías de
todo tipo. Al agregarles diversos aditivos se logra un material más blando, sustitutivo del caucho,
comúnmente usado para ropa impermeable, manteles, cortinas y juguetes. Un plástico parecido al
PVC es el politetrafluoretileno (PTFE), conocido popularmente como teflón y usado para rodillos ysartenes antiadherentes.
Otro de los plásticos desarrollados en los años 30 en Alemania fue el poliestireno (PS), un material
muy transparente comúnmente utilizado para vasos, popotes y hueveras. El poliestireno expandido
(EPS), una espuma blanca y rígida, es usado básicamente para embalaje y aislante térmico.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
14/206
6
También en los años 30, se crea la primera fibra artificial, el nylon. Su descubridor fue el químico
Walace Carothers, que trabajaba para la empresa Dupont. Descubrió que dos sustancias químicas
como el hexametilendiamina y ácido adípico, formaban polímeros que bombeados a través de
agujeros y estirados formaban hilos que podían tejerse. Su primer uso fue la fabricación de
paracaídas para las fuerzas armadas estadounidenses durante la Segunda Guerra Mundial,
extendiéndose rápidamente a la industria textil en la fabricación de medias y otros tejidos
combinados con algodón o lana. Al nylon le siguieron otras fibras sintéticas como por ejemplo el
orlón y el acrilán.
En la presente década, principalmente en lo que tiene que ver con el envasado en botellas y
frascos, se ha desarrollado vertiginosamente el uso del tereftalato de polietileno (PET), material
que viene desplazando al vidrio y al PVC en el mercado de envases.
1.2.3 Características Generales de los Plásticos
Los plásticos se caracterizan por una relación resistencia/densidad alta, unas propiedades
excelentes para el aislamiento térmico y eléctrico y una buena resistencia a los ácidos, álcalis y
disolventes. Las enormes moléculas de las que están compuestos pueden ser lineales, ramificadas
o entrecruzadas, dependiendo del tipo de plástico. Las moléculas lineales y ramificadas son
termoplásticas (se ablandan con el calor), mientras que las entrecruzadas son termoendurecibles
(se endurecen con el calor).
Los polímeros se producen por la unión de cientos de miles de moléculas pequeñas denominadas
monómeros que forman enormes cadenas de las formas más diferentes. Algunas parecen fideos,
otras tienen ramificaciones, otras, globos, etc. Algunas se asemejan a las escaleras de mano y
otras son como redes tridimensionales.
La mayor parte de los polímeros que usamos en nuestra vida diaria son materiales sintéticos con
propiedades y aplicaciones variadas.
Lo que distingue a los polímeros de los materiales constituidos por moléculas de tamaño normal
son sus propiedades mecánicas. En general, los polímeros tienen una muy buena resistencia
mecánica debido a que las grandes cadenas poliméricas se atraen. Las fuerzas de atracción
intermoleculares dependen de la composición química del polímero y pueden ser de varias clases.
Las más comunes, denominadas Fuerzas de Van der Waals.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
15/206
7
1.2.4 Tipos de Plásticos
La clasificación más aceptada es la que se basa en la procedencia de las materias plásticas. Estas
pueden proceder: de la transformación de otros productos naturales, o ser enteramente sintéticas.
Es así que se pueden distinguir dos grupos:
1) Plásticos nacidos de la modificación química de ciertas sustancias orgánicas.
En este caso se usan los materiales que ofrece la propia naturaleza desde la goma laca por
ejemplo, hasta otros que si bien son de extracción de sustancias naturales, requerían de una
transformación química, con el fin de modificar sus componentes moleculares y conferirles las
características de las propiedades plásticas deseadas, por ejemplo la celulosa y la caseína.
Dentro de este grupo se encuentran: el acetato de celulosa, plástico de caseína, cauchos
sintéticos, celulosa metílica, ésteres-goma, etilcelulosa, plástico del lignito y nitrato de celulosa.
2) Plásticos de obtención sintética
Se obtienen siempre por reacciones químicas a partir de dos o más elementos igualmente
químicos, que por sucesivas reacciones se transforman en resinas artificiales.
Dentro de este grupo se encuentran: las resinas acrílicas, fenólicas, fluoroplásticos, resinas de
hidrocarburo, melaminas, poliaminas, poliésteres, poliestirenos, poliéter (epoxi), polidefíricas
(polietileno y polipropileno), poliuretano, silicónas, urea-formol y virilos (policloruros de vinilo y
poliacetatos de vinilo).
Polietileno
El polietileno (PE) es un material termoplástico blanquecino, de transparente a translúcido, y es
frecuentemente fabricado en finas láminas transparentes. Las secciones gruesas son translúcidas
y tienen una apariencia de cera. Mediante el uso de colorantes pueden obtenerse una gran
variedad de productos coloreados.
Por la polimerización de etileno pueden obtenerse productos con propiedades físicas muy variadas.
Estos productos tienen en común la estructura química fundamental (-CH2-CH2-)n, y en general
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
16/206
8
tienen propiedades químicas de un alcano de peso molecular elevado. Este tipo de polímero se
creó para usarlo como aislamiento eléctrico, pero después ha encontrado muchas aplicaciones en
otros campos, especialmente como película y para envases.
Tipos de Polietileno
En general hay dos tipos de polietileno:
De baja densidad (LDPE)
De alta densidad (HDPE).
El de baja densidad tiene una estructura de cadena enramada, mientras que el polietileno de alta
densidad tiene esencialmente una estructura de cadena recta.
El polietileno de baja densidad fue producido comercialmente por primera vez en el Reino Unido en
1939 mediante reactores autoclave (o tubular) necesitando presiones de 1019.69 kg f /cm2 (14500
psi) y una temperatura de unos 300 ºC. El polietileno de alta densidad fue producido
comercialmente por primera vez en 1956-1959 mediante los proceso de Philips y Ziegler utilizando
un catalizador especial. En estos procesos la presión y temperatura para la reacción de conversión
del etileno en polietileno fueron considerablemente más bajas. Por ejemplo, el proceso Philips
opera de 100 a 150 ºC y 20.39 a 40.79 kgf /cm2 (290 a 580 psi) de presión.
Sobre 1976 se desarrolló un nuevo proceso simplificado a baja presión para la producción de
polietileno, el cual utiliza una presión de 7.03 a 21.10 kgf /cm2 (100 a 300 psi) y una temperatura de
unos 100 ºC. El polietileno producido puede describirse como un polietileno lineal de baja densidad
(LLDPE) y tiene una estructura de cadena lineal con ramificaciones laterales cortas, inclinadas.
Usos y aplicaciones del polietileno
El polietileno ha encontrado amplia aceptación en virtud de su buena resistencia química, falta de
olor, no toxicidad, poca permeabilidad para el vapor de agua, excelentes propiedades eléctricas y
ligereza de peso. Se emplea en tuberías, fibras, películas, aislamiento eléctrico, revestimientos,
envases, utensilios caseros, aparatos quirúrgicos, juguetes y artículos de fantasía.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
17/206
9
Las primeras aplicaciones del polietileno se basaron en sus excelentes propiedades eléctricas, y
hasta el año 1945 su uso como aislante en los cables submarinos y otras formas de recubrimiento
de conductores absorbió la mayor parte del material fabricado. Recientemente, han adquirido
mayor importancia los usos que se basan en su inercia y su resistencia al agua, y hoy se usa el
polietileno en grado cada vez mayor para hacer botellas y otros envases, tuberías para agua y
película para envolver, usos que consumen más de la mitad del polietileno producido.
Las principales aplicaciones de los distintos tipos de polietileno son las siguientes:
Polietileno de baja densidad Polietileno de alta densidad
Película termocontraíble
Envasamiento automático
Bolsas industriales
Film para agro
Bolsas de uso general
Cables eléctricos (aislantes)
Tuberías para riego
Tubos y manijas
Caños
Envases soplados
Botellas
Bidones
Contenedores industriales
Cajones
Bolsas de supermercado
Bolsas tejidas
Macetas
Fabricación de artículos de polietileno
El polietileno se suministra generalmente en forma de gránulos de unos 3mm de diámetro, ya en su
estado natural o con un antioxidante o un pigmento. La mayor parte de los artículos terminados
hechos con polietileno se fabrican por extrusión. La extrusión se hace sobre alambres para la
fabricación de cables, o en forma de tubos de pared gruesa para instalaciones de abastecimiento
de agua o fábricas de productos químicos, en monofilamento para tejidos, en película, ya como
lámina plana, ya como tubo ancho de pared delgada, ya como lámina plana sobre una hoja de
papel. En general, se usan máquinas de extrusión del tipo de husillo y los gránulos se introducen
en frío. La temperatura de extrusión varía considerablemente, según la naturaleza del artículo
terminado, entre temperaturas próximas al punto de fusión para secciones gruesas y temperaturaspróximas a la temperatura de descomposición (300 ºC) cuando el objeto es de acción delgada y
puede enfriarse rápidamente sin que se deforme.
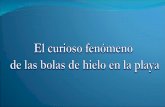
En el moldeo por inyección, pueden usarse velocidades elevadas de moldeo en virtud del elevado
punto de solidificación del polietileno. El moldeo por extrusión del polímero fundido se hace en
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
18/206
10
máquina de husillo y con un molde grande calentado provisto de orificios para la expulsión del aire,
que se enfría progresivamente desde el extremo más alejado del extrusor mientras se mantiene la
alimentación del molde; así se fabrican artículos que pesan 45 o más kilogramos. Para la
fabricación de artículos huecos, como botellas, se usa un procedimiento parecido al de soplado del
vidrio. Se usan también el moldeo por compresión y la conformación de láminas previamente
formadas5.
Ilustración 1 Moldeo de Polietileno por Inyección
1.2.5 Procesos de transformación
La empresa cuenta con los siguientes procesos:
1) Extrusión de Películas planas y tubulares
2) Impresión hasta 8 tintas
3) Bolseo
1.2.5.1 Extrusión
¿Qué es la Extrusión?
Extruir o extrudir significa empujar o forzar a salir. La extrusión o moldeo por extrusión es un
proceso continuo en el que la resina plástica es fundida por acción de temperatura y fricción;
5 http://www.textoscientificos.com/polimeros/plasticos
c
Sistema de
alimentación
Cámara de
calefacción
Embolo de inyección 2,100 kg/cm
Molde de Precisión
http://www.textoscientificos.com/polimeros/plasticoshttp://www.textoscientificos.com/polimeros/plasticoshttp://www.textoscientificos.com/polimeros/plasticos
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
19/206
11
forzada a pasar por una abertura llamada “dado” que le proporciona una forma definida, y enfriada
para evitar deformaciones permanentes posteriores.
Es un proceso continuo, es decir que durante todo momento del trabajo normal de una máquina se
obtiene producto. Como en todos los procesos continuos, la extrusión presenta una altaproductividad. Además de ser un proceso en el que la operación es de las más sencillas, ya que
una vez que se han establecido y controlado las condiciones de operación, la producción continua
sin problemas.
Clasificación de los Procesos de Extrusión
Los procesos de extrusión se pueden clasificar de acuerdo al producto que se obtiene de ellos y la
forma del dado, o bien por el número de husillos. El primer criterio es el más usado, y el que mejorayuda a la comprensión del proceso mismo y las diferencias entre las distintas líneas de extrusión.
Así, conforme este criterio, se tienen las siguientes categorías:
1) Tubería y manguera
2) Perfil
3) Película Tubular
4) Recubrimiento de cable y alambre
5) Lámina y película plana
6) Monofilamento
De acuerdo a estas categorías, se muestra a continuación algunos productos que pueden
encontrarse en el mercado, de cada uno de los procesos de extrusión:
1) Tubería y manguera
a) Tubería para conducción de agua y gas
b) Manguera para jardín
c) Manguera para uso médico
d) Popotes
2) Perfil
a) Persianas
b) Ventanería
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
20/206
12
c) Molduras decorativas
d) Canales de flujo de agua
e) Canaletas para protección de cables
3) Película Tubulara) Película plástica para uso diverso
b) Bolsa (comercial, supermercado)
c) Bolsa para envase de alimentos y productos de alto consumo
d) Película para protección de cultivos
e) Bolsas para plátanos
4) Recubrimiento de cable y alambre
a) Alambre para corriente eléctrica
b) Cables de uso telefónico
c) Fibra óptica
d) Cables electrónicos
5) Lámina y película plana
a) Película stretch
b) Raffia
c) Lámina para termoformado
d) Recubrimiento de cartón y papele) Cinta adhesiva
f) Flejes para embalaje
6) Monofilamento
a) Filamentos
b) Alfombra (filamento para alfombras)
c) Mallas para empaque
Proceso de Extrusión de la Película Tubular
La extrusión es quizá el proceso de transformación de plásticos más diversificado en cuanto a los
diferentes tipos de procesos posibles. La mejor manera de clasificar estos procesos es considerar
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
21/206
13
la forma o diseño del dado, a la par de la forma y aplicación del artículo final. Así, la extrusión se
puede clasificar en los siguientes procesos generales:
1) Película tubular
2) Tubería, perfil y recubrimiento de cable3) Dado plano
4) Compounding y pelletizado
Cada categoría tiene a su vez otras clasificaciones que tienen que ver, principalmente, con el uso o
presentación del artículo final. Y regularmente son pequeñas variaciones de las líneas básicas para
cada una de las categorías escritas.
Encontramos también algunos procesos en donde la extrusión provee alguna forma extruida, comoláminas o películas, como materia prima del proceso. Algunos de estos procesos, conocidos como
procesos “secundarios” son:
1) Soplado
2) Termoformado
Adicionalmente, algunos procesos posteriores a la fabricación de artículo se clasifican como
procesos de acabado. En la película tubular tienen gran importancia:
1) Impresión
2) Bolseo
Componentes de la línea
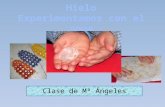
La película tubular es el producto de mayor volumen en el mundo entero. El proceso consiste en
hacer pasar el material plástico a través de u dado en forma anular, con lo que se obtiene un “tubo”
de espesor mas o menos delgado. Este tubo se sopla para tener una burbuja o “globo” de un
espesor muy fino, del orden de 0.254 mm (0.010 in), esta película se enfría y se enrolla o embobina
para pasar a otros procesos donde se le dará forma final al producto.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
22/206
14
Los plásticos más utilizados en la extrusión de película tubular son los polietilenos, el polipropileno
las mezclas de estos y otros polietilenos especiales como los lonómeros, los copolímeros de
etileno y los plastómeros.
Aunque de estos, los polietilenos son los más usados.
Una línea de extrusión de película tubular consiste en los siguientes elementos.
1) Extrusor
2) Dado
3) Anillo de enfriamiento
4) Sistema de calibración
5) Torre estructural6) Unidad de tiro
7) Sistema de embobinado
8) Equipos de tratamiento y auxiliares
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
23/206
15
Ilustración 2 Proceso de Extrusión
Fuente: www.empaquesplasticos.com.mx
Dado
En el dado, el plastificado es formado en un estrecho boquete anular con una abertura de entre 0.6
a 2.8 mm que conforma la película. Esto permite que se forme un “tubo”, que es la base de la
película tubular. Su función principal es tomar la corriente de material plastificado y moldearla hasta
salir por un anillo estrecho. Existen tres tipos de dados para película tubular:
1) Dado de alimentación lateral. Prácticamente ha desaparecido de la industria.
2) Dado tipo araña. Se ha restringido para la producción de tubería.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
24/206
16
3) Dado de distribuidor helicoidal. Es aquel que presenta un diseño más favorable para el
flujo correcto del plástico. En este diseño, el plástico es alimentado axialmente dentro del
dado, y después a través de una serie de canales espirales ascendentes que realizan una
función similar a un mezclador estático que desvanece eficientemente las líneas de unión
que podrían formarse cuando el plástico toma la forma de un anillo circular.
Anillo de enfriamiento
En el anillo de enfriamiento el plastificado que emerge del dado es enfriado hasta su estado
termoplástico y, junto con el sistema de tiro, se le da dimensión final. Este anillo de enfriamiento
arroja aire, regularmente a temperatura ambiente, sobre la película, logrando así que su
temperatura baje de unos 190-230°C hasta una temperatura donde se logra su estabilización
dimensional.
Sistema de calibración
Para mantener las dimensiones de la película constantes se pueden utilizar, además de la
inspección realizada por el operador, sistemas de calibración. El más sencillo de ellos es la canasta
de calibración, que es una serie de rodillos o barras que rodean la película y la forzan a conservar
un diámetro específico. Además, estas canastas de calibración pueden estar acompañadas de
sensores que miden el espesor de la película, de acuerdo al valor medido, pueden ordenar a un
control central alguna acción automática para recuperar el calibre deseado; estos sistemas son
casi exclusivos de los sistemas IBC ó sistemas con enfriamiento interno, en los cuales se puede
regular el calibre del flujo interno de aire.
Torre estructural
La torre estructural es una estructura metálica destinada no sólo a soportar la unidad de tiro, sino
que es importante para el enfriamiento y estabilización total de la película. Su diseño y tamaño
debe permitir el enfriamiento total de la película, sin permitir vibraciones y movimientos que puedan
afectar la calidad superficial de la película. Al mismo tiempo, debe permitir al operador realizar un
montaje o inicio de la operación (vestir la máquina) de manera cómoda y segura, mediante
escaleras y accesos diseñados con ergonomía y seguridad.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
25/206
17
Mamparas de colapsamiento
Pueden ser consideradas, por su función, como parte de la unidad de tiro. Estas mamparas son
una serie de tubos o perfiles de un material con muy bajo coeficiente de fricción, dispuestos en
forma de V invertida, que tiene la función de “aplanar” la película, rediciendo el volumen de aire
contenido en la burbuja. El material más utilizado para estas mamparas es la madera, siempre que
no sea demasiado resinosa y este totalmente pulida para evitar astillas que puedan reventar el
globo.
Rodillos de tiro
Es uno de los elementos más importantes y determinantes en el funcionamiento de la línea y en
calidad de la película.
Los rodillos de tiro terminan de extraer el aire del interior de la burbuja, mantiene la velocidad de
producción constante y es el responsable, junto con el inflado del globo, del espesor o calibre final
que la película tendrá. La velocidad de estos rodillos debe estar estrictamente controlada para
mantener constante el espesor de la película durante toda la producción.
Una vez que la película ha sido “inflada” y se ha alcanzado el ancho deseado, el aire interno no
debe variar, siendo la velocidad de los rodillos de tiro el único parámetro que se puede utilizar paracontrolar el espesor del producto. De allí la gran importancia de estos rodillos de tiro en el control
del proceso.
Sistemas de embobinado
Una vez que la película ha tomado sus dimensiones finales, es necesario acumularla de manera
apropiada, de tal manera que pueda ser útil para uso o procesamiento posterior, como la impresión
o el bolseo. La mejor manera de hacer esto es embobinando la película, y para ello se cuenta conun equipo de embobinado que guía, tensa y enrolla la película sobre un tubo de cartón o plástico
para obtener bobinas de cierto peso y medidas manejables.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
26/206
18
El embobinador son una serie de rodillos que giran a una velocidad tal que mantienen tensa la
película sin llegar a forzarla o estirarla, la van guiando hacia un último rodillo que deposita la
película en un tubo de cartón o plástico en donde se va acumulando la película.
Existen 2 tipos de embobinadores: Embobinadores de contacto y embobinadores centrales. Losprimeros simplemente acumulan la película por contacto con el último rodillo guía de la película. En
los embobinadores centrales, en cambio, este último rodillo acumulador esta motorizado y varía su
velocidad al incrementarse el diámetro de la bobina.
Proceso de Acabado
El mayor mercado de la película tubular se encuentra en la producción de bolsa, de todos tipos y
tamaños: Impreso o no, de gran variedad de tamaños y hasta formas. Por ellos, es muy difícilencontrar una empresa que fabrique película tubular sin que tenga, en el mismo proceso, los
equipos de acabado para obtener las bolsas que el mercado requiere. Estos equipos, son los
equipos de impresión y bolseo.
1.2.5.2 Impresión
Un producto, mientras más atractivo sea a la vista más posibilidades tiene de ser vendido. Además,
la impresión del producto puede servir para comunicar una gran cantidad de conceptos, laimpresión de la película es un proceso casi indispensable en las empresas que procesan película
plástica.
Los procesos de impresión se clasifican esencialmente en:
1) Tipografía
2) Flexografía
3) Rotograbado4) Offset
5) Serigrafía
6) Tampografía
7) Hot Stamping
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
27/206
19
De estos procesos, se utilizan, de mayor a menor importancia y frecuencia, la flexografía, el
rotograbado y el Offset; para impresión de películas plásticas.
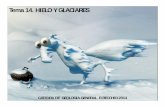
Flexografía
Ilustración 3 Proceso de Impresión por Flexografía
Fuente: www.bwtweb.com
Es el proceso más utilizado para la impresión de empaque flexible. Es un tipo de impresión en
relieve, derivado de la impresión tipográfica que utiliza clichés y tinta fluidas de capa delgada que
secan por evaporación de solventes y calor. Se emplea un cliché para cada color, la tinta se
absorbe de un baño denominado tintero por un cilindro intermedio, donde se han fijado los clichés
de goma.
Las partes sobresalientes son las portadoras de tinta. Es un método relativamente económico para
pequeñas tiradas, la tinta seca rápidamente permitiendo imprimir con alta velocidad.
Los clichés de hule anteriormente se obtenían con sistemas de procesos de estereotipia,
actualmente se obtienen en placas poliméricas y de hule sintético presensibilizadas por procesos
fotomecánicos en transporte de imagen.
El cliché de hule, no permite caracteres muy delgados, porque se engruesan y emplastan en la
impresión, al igual que letras blancas sobre fondo oscuro o letra contorneada.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
28/206
20
El texto para flexografía debe ser grueso y limpio, sin remates y de ocho puntos cuando menos. Es
utilizado en películas pláticas, envolturas, laminaciones y bolsas, tetra pack, fajas retráctiles de
PVC y cajas de cartón.
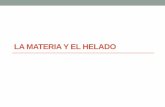
Rotograbado
Ilustración 4 Proceso de Impresión por Rotograbado
Fuente: www.gusgsm.com
En el Rotograbado se utilizaban placas de cobre grabadas con buril, más adelante se logro
imprimir con pequeñas muescas imperceptibles a simple vista.
En la actualidad el huecograbado ó rotograbado es utilizado para imprimir producciones medias o
largas preferentemente con materiales plásticos o papel.
Es una impresión directa que utiliza un rodillo grabado con celdas microscópicas y otro cilindro de
hule que se utiliza como soporte para la impresión. Las tintas utilizadas son de baja viscosidad y
rebajadas con solventes o agua.
Se trabaja con cilindros de cobres grabados, cuya parte inferior se sumerge en el tintero; cuando
los cilindros giran quedan entintada toda la superficie, un rasero expulsa la tinta de la zona no
grabada y permanece únicamente en los huecos, el papel o película flexibles se presiona hacia el
cilindro con otro cilindro de apoyo.
Las tintas utilizadas en este sistema son ligeras y volátiles, logrando el secado por evaporación
casi inmediatamente después de la impresión.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
29/206
21
El rotograbado, debido al alto costo de los rodillos, se usa para tirajes muy grandes, con este
sistema se obtiene buena calidad en las imágenes delineadas y fotográficas.
Offset
Ilustración 5 Proceso de Impresión por Offset
Fuente: www.commons.wikimedia.org
Es un proceso basado en la repulsión entre agua y aceite. Se usa un negativo colocado en una
placa de metal sensibilizada a la luz, se expone a la luz, y donde el negativo es transparente se
endurece la emulsión, es donde se adherirá la tinta. Se necesita una lámina por cada color. La
impresión offset es un método indirecto de impresión que utiliza placas quemadas con sistema
computarizado, logrando disminuir el gasto inicial al no utilizar cilindros rotograbados. Los trabajos
de impresión se protegen con una subsecuente laminación, cuando las bobinas resultantes son
muy anchas, se requiere de un corte conforme a especificaciones del cliente. La técnica consiste
en transferir indirectamente la tinta al papel o plástico con una mantilla de goma.
La litografía offset moderna usa planchas de aluminio granulado, y fue hasta los años sesenta
cuando la litografía comenzó a desplazar a la tipografía como proceso de impresión principal.
El offset tiene buena reproducción en detalles y fotografías, la superficie de impresión es barata, y
el cilindro de caucho permite el uso de una amplia gama de sustratos de papel o plásticos. Es
similar a los métodos de reproducción fotográfica, y el principio rotativo permite velocidades de
impresión más elevadas.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
30/206
22
1.2.5.3 Bolseo
El proceso de Bolseo de película es un proceso de acabado o terminado del producto. Por medio
de este se obtiene una bolsa o envase totalmente útil a partir de la película tubular obtenida por el
proceso de extrusión.
Existe gran variedad de maquinas de bolseo, dependiendo de el tipo de bolsa a obtener. Como las
bolsas selladas lateralmente, son sello de fondo, cortadoras-selladoras, para bolsa suajada o bolsa
camiseta, etc. Todos los equipos se basan en realizar un corte de la película a un tamaño
especificado, y al mismo tiempo sellar o pegar ambas caras de la película por medio de
reblandecimiento por calor.
Este tipo de bolsa se forma por medio de un sello que se hará a lo ancho de la película. (Sellotransversal).
Ilustración 6 Fabricación de Bolsas de Sello de Fondo
Otro tipo de bolsa usada continuamente y que difiere de la anterior es la de sello lateral (side weld),
cuya elaboración puede hacerse partiendo de la película plana, la cual es doblada por la mitad y
sellada transversalmente al mismo tiempo que es cortada y separada.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
31/206
23
Ilustración 7 Fabricación de Bolsas de Sello Lateral
El sistema de sellado lateral puede usar de igual manera película tubular en rollo, el que es cortado
en el mismo proceso para obtener dos bolsas simultáneamente en cada ciclo.
Ilustración 8 Bolsa de Sello Lateral a partir de película tubular
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
32/206
24
Algunos modelos, además, tienen una unidad de suajado ó”ponchado” en donde, por medio de un
suaje se realice un corte de una forma específica6.
1.3 ESTUDIO DEL TRABAJO
1.3.1 Utilidad del Estudio del Trabajo
¿Cuál es la utilidad del estudio del trabajo?
Investigar y perfeccionar las operaciones en el lugar de trabajo no es nada nuevo; los buenos
dirigentes lo están haciendo desde que se organizó por primera vez el esfuerzo humano para
acometer grandes empresas. Siempre ha habido dirigentes de extraordinaria capacidad - genios -que lograron realizar notables progresos, pero, lamentablemente, ningún país parece poseer un
número adecuado de dirigentes competentes. De ahí la gran utilidad del estudio del trabajo, pues
aplicando sus procedimientos sistemáticos un dirigente puede lograr resultados equiparables, e
incluso superiores, a los obtenidos en otras épocas por hombres geniales, pero menos
sistemáticos.
El estudio del trabajo da resultados porque es sistemático, tanto para investigar los problemas
como para buscarles solución. Pero la investigación sistemática requiere tiempo y, por eso, en
todas las empresas, salvo en las más pequeñas, las personas que mandan no pueden encargarse
del estudio del trabajo. El director de una fábrica o el jefe de un taller, por competentes que sean,
nunca disponen de suficiente tiempo sin interrupciones, mientras cumplen su labor cotidiana con
sus múltiples problemas humanos y materiales, para dedicarlo enteramente al estudio de una sola
actividad de la fábrica. Por eso les es casi imposible conocer todos los datos sobre lo que está
sucediendo en tal actividad. Ahora bien, sin todos los datos es imposible estar seguro de que las
modificaciones que se hacen se basan en información exacta y van a surtir efecto. Para enterarse
a fondo de 10 que ocurre en el lugar o zona donde se trabaja es indispensable estudiar y observar
continuamente, y por sí mismo, el desarrollo de las actividades. Esto significa que el estudio del
trabajo deberá encomendarse siempre a quien pueda dedicarse a él exclusivamente y sin ejercer
funciones de dirección, a alguien que pertenezca a la línea jerárquica asesora y no de mando. El
estudio del trabajo es un servicio a los directores y mandos intermedios.
6 Blanco Vargas Rafael, Manual práctico de extrusión de películas de plástico, pp. 3-4; 38-46
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
33/206
25
Se han examinado muy brevemente algunos aspectos de la naturaleza del estudio del trabajo y el
motivo de su utilidad como instrumento de dirección. A las razones expuestas pueden añadirse las
que resumimos a continuación:
1) Es un medio de aumentar la productividad de una fábrica o instalación mediante lareorganización del trabajo, método que normalmente requiere poco o ningún desembolso
de capital para instalaciones o equipo.
2) Es sistemático, de modo que no se puede pasar por alto ninguno de los factores que
influyen en la eficacia de una operación, ni al analizar las prácticas existentes ni al crear
otras nuevas, y que se recogen todos los datos relacionados con la operación.
3) Es el método más exacto conocido hasta ahora para establecer normas de rendimiento, de
las que dependen la planificación y el control eficaz de la producción.
4) Puede contribuir a la mejoría de la seguridad y las condiciones de trabajo al poner de
manifiesto las operaciones riesgosas y establecer métodos seguros para efectuar lasoperaciones.
5) Las economías resultantes de la aplicación correcta del estudio del trabajo comienzan de
inmediato y continúan mientras duren las operaciones en su forma mejorada.
6) Es un «instrumento» que puede ser utilizado en todas partes. Dará buen resultado
dondequiera que se realice trabajo manual o funcione una instalación, no solamente en
talleres de fabricación, sino también en oficinas, comercios, laboratorios e industrias
auxiliares, como las de distribución al por mayor y al por menor y los restaurantes, y en las
explotaciones agropecuarias.
7) Es relativamente poco costoso y de fácil aplicación.
8) Es uno de los instrumentos de investigación más penetrantes de que dispone la dirección.
Por eso es un arma excelente para atacar las fallas de cualquier organización, ya que al
investigar un grupo de problemas se van descubriendo las deficiencias de todas las demás
funciones que repercuten en ellos.
Conviene analizar más detenidamente este último punto. Como el estudio del trabajo es
sistemático y obliga a examinar en persona todos los factores que influyen sobre la eficacia de una
operación dada, pondrá de manifiesto las .deficiencias de todas las actividades relacionadas conesa operación. Por ejemplo, la observación puede mostrar que un operario pierde tiempo porque
tiene que esperar que le entreguen el material o porque se ha descompuesto la máquina con que
trabaja. Ahí se ve en seguida que está mal organizado el control de materiales o que el jefe de
mantenimiento descuida la conservación de la maquinaria. También puede haber pérdida de
tiempo si las series de producción fijadas son demasiado breves y exigen el reajuste constante de
las máquinas; pero esto no podrá comprobarse sin observaciones prolongadas para apreciar si el
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
34/206
26
grado en que se interrumpe el trabajo es indicio de que está mal planeada la producción o de que
merece que se investigue la política de ventas.
El estudio del trabajo actúa como el bisturí del cirujano, exponiendo a la vista de todos las
actividades y el funcionamiento, bueno o malo, de una empresa. Porque tiene ese carácter«revelador», es preciso manejarlo, como el bisturí del cirujano, con cuidado y destreza. A nadie le
gusta que lo pongan en evidencia, y si el especialista en estudio del trabajo no trata a los demás
con gran tacto, puede atraerse la antipatía de directores y obreros, lo que le impedirá cumplir su
cometido debidamente.
Los directores y jefes de taller que han intentado aplicar el estudio del trabajo generalmente no han
conseguido las economías y mejoras que hubieran sido posibles porque no pudieron dedicarse a él
de modo continuo, aun poseyendo la debida capacitación. No basta que el estudio del trabajo sea
sistemático. Para lograr resultados realmente importantes hay que aplicarlo continuamente y de un
extremo a otro de la empresa. De nada sirve que el especialista en estudio del trabajo realice una
buena labor si luego se cruza de brazos, satisfecho de su obra, o si la dirección le encomienda otro
trabajo. Aunque pueden ser considerables las economías que se logren en determinadas tareas,
suelen ser pequeñas en comparación con la actividad total de la empresa. El estudio del trabajo
sólo surtirá todo su efecto cuando haya sido aplicado en todas partes y cuando todo el personal de
la organización esté convencido de que es preciso rechazar el desperdicio en todas sus formas -
de materiales, tiempo, esfuerzo o dotes humanas - y no aceptar sin discusión que las cosas se
hagan de cierto modo «porque siempre se hicieron así ».
1.3.2 Técnicas del Estudio del Trabajo y su Interrelación
La expresión «estudio del trabajo» comprende varias técnicas, y en especial el estudio de métodos
y la medición del trabajo. ¿Qué son esas dos técnicas y qué relación tienen entre sí?
El estu d io de métodos es el registro y examen crítico sistemáticos de los modos de realizar
actividades, con el fin de efectuar mejoras.
La medición d el trabajo es la aplicación de técnicas para determinar el tiempo que invierte un
trabajador calificado en llevar a cabo una tarea según una norma de rendimiento preestablecida.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
35/206
27
El estudio de métodos y la medición del trabajo están, pues, estrechamente vinculados. El estudio
de métodos se relaciona con la reducción del contenido de trabajo de una tarea u operación. En
cambio, la medición del trabajo se relaciona con la investigación de cualquier tiempo improductivo
asociado con ésta, y con la consecuente determinación de normas de tiempo para ejecutar la
operación de una manera mejorada, tal como ha sido determinada por el estudio de métodos. La
relación entre ambas técnicas se presenta esquemáticamente a continuación:
Ilustración 9 Esquema del estudio del trabajo
1.3.3 Procedimiento Básico para el Estudio del Trabajo
Es preciso recorrer ocho etapas fundamentales para realizar un estudio del trabajo completo, a
saber:
1) Seleccionar el trabajo o proceso que se ha de estudiar.
2) Registrar o recolectar todos los datos relevantes acerca de la tarea o proceso, utilizando
las técnicas más apropiadas y disponiendo los datos en la forma más cómoda para
analizarlos.
Estudio delTrabajo
Estudio de Métodos
Para simplificar la tareay es tab lecer métodosmás económicos paraefectuarla.
Medición del Trabajo
Para determinar cuántotiempo deberíainsumirse en llevarla acabo.
Mayorproductividad
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
36/206
28
3) Examinar los hechos registrados con espíritu crítico, preguntándose si se justifica lo que
se hace, según el propósito de la actividad; el lugar donde se lleva a cabo; el orden en que
se ejecuta; quién la ejecuta, y los medios empleados.
4) Establecer el método más económico, teniendo en cuenta todas las circunstancias y
utilizando las diversas técnicas de gestión así como los aportes de dirigentes,
supervisores, trabajadores y otros especialistas, cuyos enfoques deben analizarse y
discutirse.
5) Evaluar los resultados obtenidos con el nuevo método en comparación con la cantidad de
trabajo necesario y establecer un tiempo tipo.
6) Definir el nuevo método y el tiempo correspondiente, y presentar dicho método, ya sea
verbalmente o por escrito, a todas las personas a quienes concierne, utilizando
demostraciones.
7) Implantar el nuevo método, formando a las personas interesadas, como práctica general
aceptada con el tiempo fijado.8) Controlar la aplicación de la nueva norma siguiendo los resultados obtenidos y
comparándolos con los objetivos.
Las etapas 1, 2 y 3 son inevitables, ya se emplee la técnica del estudio de métodos o la medición
del trabajo; la 4 forma parte del estudio de métodos corriente, mientras que la 5 exige la medición
del trabajo. Es posible que, después de un cierto tiempo, el nuevo método requiera una
modificación, en cuyo caso se lo reexaminaría siguiendo la secuencia anterior.
1.3.4 Estudio del Trabajo y Administración de la Producción
Cuando hizo su aparición el estudio del trabajo en la primera mitad de este siglo como una técnica
destinada a racionalizar y a medir el trabajo, el interés se centró en la economía del movimiento.
Por eso se le designó con el nombre de estudio de tiempos y de movimientos. Más tarde, empezó
a abarcar otros aspectos del trabajo de observación y análisis y la primera designación fue
sustituida por la de «estudio del trabajo». Simultáneamente, a finales de los años cuarenta y más
tarde en el decenio de 1960 se crearon otras disciplinas, a saber: la ingeniería industrial y la
gestión de la producción, respectivamente. Estas disciplinas diferían del estudio del trabajo en el
sentido de que se consagraban a aumentar la eficiencia de una actividad de producción en
conjunto, y no sólo de los métodos de trabajo.
De modo que la gestión moderna de la producción se ocupa de diversos aspectos de la producción
como el diseño del producto, el control de la calidad, la disposición del espacio y manipulación de
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
37/206
29
los materiales, la planificación y el control de la producción, la gestión del mantenimiento e
invariablemente el estudio del trabajo. Estas técnicas pueden aplicarse, aisladas o conjuntamente,
en la empresa. Además, con el tiempo muchas de ellas comenzaron a recurrir cada vez más a
métodos cuantitativos perfeccionados como la investigación operativa para resolver incluso los
problemas operacionales más complicados. Los avances en las esferas de los ordenadores y de
los sistemas de información contribuyeron a que las técnicas de gestión de la producción
alcanzaran su nivel actual.
Si bien el estudio del trabajo ha seguido siendo un método relativamente sencillo y poco costoso de
racionalizar los métodos de trabajo, también ha continuado perfeccionándose. Por este motivo,
muchos especialistas capacitados en el estudio del trabajo se dan cuenta de que pueden utilizar
también con ventaja varias de las técnicas de gestión de la producción existentes para contribuir a
mejorar los métodos de trabajo. En cierto sentido proporcionan un conjunto de técnicas que no es
posible ignorar. 7
1.4 ESTUDIO DE MÉTODOS
1.4.1 Enfoque del Estudio de Métodos
El estudio de métodos es el registro y examen crítico sistemáticos de los modos de realizar
actividades, con el fin de efectuar mejoras.
El enfoque básico del estudio de métodos consiste en el seguimiento de ocho etapas o pasos,
antes mencionado en el punto 1.3.3 Procedimiento Básico para el Estudio del Trabajo.
Estas ocho etapas constituyen el desarrollo lógico que el especialista del estudio de métodos debe
seguir normalmente. No obstante, en la práctica, las cosas no ocurren siempre de ese modo. Así,
por ejemplo, al evaluar los resultados obtenidos con el nuevo método, puede advertirse que sus
ventajas son poco importantes y que, por tanto, no vale la pena implantado. En este caso, esnecesario recomenzar e idear otra solución.
7 OIT, Introducción al Estudio del Trabajo, 4ª edición, LIMUSA, México 2004, pp.17-23
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
38/206
30
Del mismo modo, en otros casos se podría advertir que el nuevo método plantea nuevos
problemas y, por consiguiente, debe retrocederse en la secuencia de las etapas.
Selección del trabajo para estudio.
Con base en la investigación teórica del estudio de métodos se puede afirmar que cualquier
actividad efectuada en un entorno de trabajo puede ser objeto de una investigación con miras a
mejorar la manera en que se realiza dicha actividad. Cabe resaltar los factores que se debe tener
presente al elegir una tarea o actividad.
1) Consideraciones económicas o de eficiencia en función de los costos.
2) Consideraciones técnicas
3) Consideraciones humanas.
Consideraciones económicas o de eficiencia en función de los costos: Constituye una perdida de
tiempo comenzar a proseguir una larga investigación si la importancia económica de un trabajo es
reducida, o si no se espera que dure mucho tiempo. Es preciso hacerse siempre preguntas como;
¿Compensara empezar un estudios de los métodos con respecto a este cometido?
Entre otras opciones evidentes del estudio cabe mencionar las siguientes:
a) Operaciones esenciales generadores de beneficios o costosas, u operaciones con los
máximos índices de desechos.
b) Estrangulamiento que están entorpeciendo las actividades de producción u operaciones
largas que requieren mucho tiempo.
c) Actividades que entrañan en un trabajo repetitivo con un gran empleo de mano de obra o
actividades que es probable que duren mucho tiempo.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
39/206
31
d) Movimientos de materiales que recorren largas distancias entre los lugares de de trabajo o
que entrañan la utilización de una proporción relativamente grande de mano de obra o
requieren una manipulación repetida del material.
Consideraciones técnicas o tecnológicas: Una de las consideraciones mas importantes es el deseode la dirección de adquirir una tecnología más avanzada, sea en equipo o en procedimientos. En
este sentido, es posible que la dirección desee computarizar su trabajo de oficina o sistema de
inventarios, o introducir la automatización en las actividades de producción. Antes de adoptar esas
medidas, el estudio de métodos puede señalar las necesidades más importantes de la empresa a
este respecto. El estudio de metido actúa, como una actividad de exploración antes de la
introducción de una tecnología mas avanzada. La introducción de una nueva tecnología debería
constituir, por lo tanto, un factor importante en la elección de los métodos de trabajo que se han de
investigar.
Consideraciones humanas: Existen actividades que causan insatisfacción en los trabajadores,
provocan fatiga o monotonía o resultar poco seguras. El nivel de satisfacción debe apuntar a la
necesidad del estudio de los métodos.
Análogamente, la elección de un puesto particular para el estudio puede provocar inquietud o
malestar. El consejo que se puede dar es no tocarlo, por prometedor que pueda ser desde el punto
de vista económico. Si se abordan otros puesto de trabajo con éxito y el consejo se puede
considerar que resulta beneficioso para las personas que lo ocupan, las opiniones cambiaran yserá posible, con el tiempo, volver a la opinión original.
1.5 TÉCNICAS DE REGISTRO Y ANÁLISIS
1.5.1 Diagrama de Proceso de la Operación
El proceso de la operación muestra la secuencia cronológica de todas las operaciones,inspecciones, holguras y materiales que se usan en un proceso de manufactura o de negocios,
desde la llegada de la materia prima hasta el empaque del producto terminado. La gráfica describe
la entrada de todas las componentes y subensambles al ensamble principal. De la misma manera
que un plano muestra detalles de diseño como ajustes, tolerancias y especificaciones, el diagrama
de proceso de la operación proporciona detalles de manufactura o de negocios a simple vista.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
40/206
32
Al construir un diagrama de proceso de la operación se usan dos símbolos: un círculo pequeño,
con diámetro de 9.525 mm (3/8 in), que denota una operación, y un cuadrado pequeño, de 9.525
mm (3/8 in) por lado, que denota una inspección. Una operación tiene lugar cuando una parte bajo
estudio se transforma intencionalmente o cuando se realiza su estudio o la planeación antes de
realizar el trabajo productivo. Una inspección tiene lugar cuando la parte se examina para
determinar su conformidad con un estándar.
Operación: Indica las principales fases del proceso, método o procedimiento. Por lo común, la
pieza, material o producto del caso, se modifica durante la operación. (Sufre algún cambio). Hay
actividad cuando:
1. Se consigna un procedimiento.
2. Hay trámite.
3. Se da o recibe información.
4. Hay planes o cálculos.
5. Se hace avanzar un paso hacia el final el producto.
6. Se añade o quita elementos al producto y cuando se prepara una actividad.
Inspección: Es la verificación de la calidad o cantidad o ambas. Comprueba la ejecución correcta
en cuanto a calidad y cantidad.
El diagrama de proceso de la operación indica el flujo general de las componentes de un producto,
y como cada paso se muestra en la secuencia cronológica adecuada, el diagrama, en sí, es una
distribución de planta ideal.
El diagrama de proceso de la operación también es útil para promover y explicar el método
propuesto. Como proporciona mucha información clara permite una comparación ideal entre dos
soluciones posibles. Esta técnica importante:
1. Identifica todas las operaciones, inspecciones, materiales, movimientos, almacenamientos
y retrasos al hacer una parte o completar un proceso.
2. Muestra todos los eventos en la secuencia correcta.
3. Muestra con claridad la relación entre las partes y la complejidad de su fabricación.
4. Distingue entre partes producidas y compradas.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
41/206
33
5. Proporciona información sobre el número de empleados utilizados y el tiempo requerido
para realizar cada operación e inspección.
En este trabajo de tesis se utiliza el diagrama sinóptico o diagrama de proceso de operación
porque es ideal para la descripción y entendimiento del proceso de fabricación de bolsas demanera general antes de realizar estudios minuciosos ya que permite dividir el proceso en
operaciones principales como son operación e inspección y así poder visualizarlo a detalle.
El procedimiento para la elaboración de un diagrama sinóptico, es el más apropiado para el trabajo.
Las operaciones e inspecciones de deben enlistar en la secuencia adecuada para cada
componente en forma vertical de arriba hacia abajo.
Línea vertical De flujo o de secuencia del proceso.
Línea Horizontal De entrada de materiales o de componentes.
1. El componente más importante que generalmente es el chasis estará en el extremo
derecho y los demás componentes tendrán un espacio a la izquierda de este componente
dependiendo del momento en que entre en el proceso.
2. Se de debe incluir a la izquierda del símbolo los valores de tiempo para las operaciones o
las inspecciones y a la derecha del símbolo debe hacerse una breve descripción de la
operación y de el departamento donde se realiza así como para las inspecciones de debe
anotar lo que verifica, (cantidad, calidad o ambas) y en que departamento se realiza.
3. Para cada componente es importante hacer notar que el diagrama debe contar con la
mayor cantidad de información como sea posible pero sin detenerse en operaciones
vanas, entre los datos que puede contener el diagrama están los de aleaciones o
composición de la materia prima, forma, cantidad, dimensiones, o estado físico en el que
se encuentre.8
8 Maynard, Manual del Ingeniero Industrial, 4ª edición, MCGRAW HILL, Tomo I.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
42/206
34
1.5.2 Diagrama de Flujo del Proceso
En general, el diagrama de flujo del proceso contiene mucho más detalle que el diagrama de
proceso de la operación. Por lo tanto, es común que no se aplique al ensamble completo. Se usa,
en principio, para cada componente de un ensamble o de un sistema para obtener el máximoahorro en la manufactura, o en procedimientos aplicables a una componente o secuencia de
trabajo específicos. El diagrama de flujo del proceso es valioso en especial al registrar costos
ocultos no productivos, como distancias recorridas, retrasos y almacenamientos temporales. Una
vez detectados estos periodos no productivos, los analistas pueden tomar medidas para
minimizarlos y, por ende, sus costos.
Además de registrar las operaciones e inspecciones, estos diagramas muestran todos los
movimientos y almacenamientos de un artículo en su paso por la planta. Entonces, los diagramas
de flujo del proceso requieren símbolos adicionales a los usados en los diagramas de proceso de la
operación. Una pequeña flecha significa un transporte, que se puede definir como mover un objeto
de un lugar a otro, excepto cuando el movimiento se lleva a cabo durante el curso normal de una
operación o inspección. Una D mayúscula indica una demora (delay) que ocurre cuando no se
permite el procesamiento inmediato de una parte en la siguiente estación de trabajo. Un triángulo
equilátero sobre un vértice significa un almacenamiento, que sucede cuando una parte se detiene y
se protege contra el movimiento no autorizado. Estos cinco símbolos constituyen el conjunto
estándar de símbolos del diagrama de procesos (ASME, 1972). En ocasiones, se usan otros
símbolos no estándar para operaciones de documentación o de apoyo y para operaciones
combinadas.
Los diagramas de flujo del proceso de uso común son de dos tipos: de producto o material y
operativos o de persona. El diagrama de producto proporciona detalles de los eventos que ocurren
sobre un producto o material, y el diagrama operativo da los detalles de cómo realiza una persona
una secuencia de operaciones.
Lo mismo que el diagrama de proceso de la operación, este diagrama se identifica con un título,
"diagrama de flujo del proceso", y se acompaña de información que incluye número de parte,
número de dibujo, descripción del proceso, método actual o propuesto, y el nombre de la persona
que lo realiza. Otros datos, como planta, edificio o departamento, número de diagrama, cantidad y
costo pueden ser valiosos para identificar por completo el trabajo al que se refiere el diagrama.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
43/206
35
Para cada evento del proceso, el analista asienta su descripción, marca el símbolo adecuado e
indica los tiempos de proceso o demora y las distancias de los transportes. Después conecta los
símbolos de los eventos sucesivos con líneas hacia abajo. La columna de la derecha proporciona
espacio para que el analista escriba comentarios o recomendaciones de cambios potenciales.
Para determinar la distancia que se mueve, el analista debe medir con exactitud cada movimiento
con un flexómetro. En general, se puede llegar a cifras bastante exactas si se cuenta el número de
columnas (si existen) que pasa el material al moverse y luego se multiplica por el espacio entre
ellas menos una. Es usual no registrar los movimientos de 1.5 m (5 ft) o menos; sin embargo,
puede hacerse si el analista piensa que afectan materialmente el costo total del método en estudio.
Todos los tiempos de demora y almacenamiento deben incluirse en el diagrama. Sin embargo no
es suficiente con sólo indicar que ocurren. Cuanto más tiempo pase una parte en almacén o se
demore, más grande será el costo que acumule y mayor será la espera del cliente para su entrega.
Por lo tanto, es importante saber cuánto tiempo pasa una parte en una demora o almacenamiento.
El método más económico para determinar la duración de las demoras es marcar varias partes con
gis indicando la hora exacta en que se almacenaron o se detuvieron. Después, se verifica esa
sección periódicamente para ver el momento en que esas partes regresan a producción. Con una
muestra paralela en la cual se registra el tiempo transcurrido y el promedio de esos tiempos, el
analista puede obtener valores con suficiente exactitud.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
44/206
36
Ilustración 10 Diagrama de Flujo de Proceso ó Cursograma Analítico
El diagrama de flujo del proceso, igual que el diagrama de proceso de la operación, no es un fin, es
sólo un medio para lograr un fin. Esta técnica facilita la eliminación o reducción de costos ocultosde un componente. Debido a que muestra con claridad los transportes, demoras y
almacenamientos, la información que proporciona puede conducir a la reducción tanto en cantidad
como en duración de estos elementos. Además, al registrar las distancias, el diagrama tiene un
gran valor para el mejoramiento de la distribución de planta.
1.5.3 Diagrama de Flujo
Aunque el diagrama de flujo del proceso contiene la mayor parte de la información pertinenterelacionada con el proceso de manufactura, no muestra un plano del flujo de trabajo. En ocasiones,
esta información ayuda a desarrollar un nuevo método. Por ejemplo, antes de reducir un
transporte, el analista debe ver o visualizar en dónde existe un espacio para añadir una instalación
que acorte la distancia. De igual manera, es útil visualizar áreas de almacenamiento temporal o
permanente, estaciones de inspección y puntos de trabajo.
Diagrama No. Actual Propusto Economia
s
TOTAL
Tiempo (hrs-hom)
ActividadOBSERVACIONESDESCRIPCIÓN Cantidad Distancia Tiempo
CURSOGRAMA ÁNALITICO Operario / Material / Equipo
Producto:
Actividad:Método: Actual / Propuesto
Resumen ActividadOperaciónInspecciónEsperaTransporte
Operario(s): Ficha No.
Lugar:
Mano de obraMaterialTOTAL
Costo
AlmacenamientoDistancia (m)
Compuesto por:
Aprobado por:
Fecha:
Fecha:
Hoja: de
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
45/206
37
La mejor manera de proporcionar esta información es tomar un plano existente de las áreas de la
planta que se estudian y trazar las líneas del flujo que indican el movimiento del material de una
actividad a la siguiente. Un diagrama de flujo es una representación pictórica de la distribución de
la planta y los edificios, que muestra la localización de todas las actividades del diagrama de flujo
del proceso. La dirección del flujo se indica con pequeñas flechas sobre las líneas. Se pueden usar
varios colores para indicar distintos flujos.
El diagrama de flujo es un complemento útil del diagrama de flujo del proceso, ya que indica cómo
regresar y las posibles áreas congestionadas, además facilita el desarrollo de una distribución de
planta ideal.
1.5.4 Diagramas de Proceso de Grupo
El diagrama de proceso de grupo, en cierto modo, es una adaptación del diagrama hombre-
máquina. Esta última ayuda a determinar el número más económico de máquinas que un
trabajador puede operar. No obstante, algunos procesos e instalaciones son de tal magnitud que
en lugar de que un trabajador opere varias máquinas, se requieren varios trabajadores para operar
una máquina con efectividad. El diagrama de proceso de grupo muestra la relación exacta entre los
ciclos de operación y ociosos de la máquina y los tiempos de operación y ociosos por ciclo de los
trabajadores que la atienden. El diagrama revela la posibilidad de mejoramiento si se reducen
ambos tiempos ociosos9.
1.6 ESTUDIO DE TIEMPOS
El séptimo paso en el proceso sistemático de desarrollar un centro de trabajo eficiente es
establecer los tiempos estándar. Tres elementos ayudan a determinarlos: las estimaciones, los
registros históricos y los procedimientos de medición del trabajo.
En el pasado, los analistas se apoyaban más en las estimaciones como un medio para establecerlos estándares. Con la creciente competencia actual de productores extranjeros, se ha
incrementado el esfuerzo para establecer estándares basados en los hechos y no en el juicio. La
experiencia ha demostrado que ningún individuo puede establecer estándares consistentes y justos
9 Niebel-Freivalds. Ingeniería industrial, Métodos, Estándares y Diseño del Trabajo, ALFAOMEGA, pp. 30-41
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
46/206
38
sólo con ver un trabajo y juzgar el tiempo requerido para terminarlo. Cuando se usan estimaciones,
los estándares se salen de contexto. La compensación de errores en ocasiones disminuye su
desviación, pero la experiencia muestra que a lo largo de un periodo, los valores estimados tienen
una desviación sustancial de los estándares medidos. Tanto los registros históricos como las
técnicas de medición del trabajo proporcionan valores mucho más precisos que las estimaciones
basadas sólo en el juicio.
Con el método de registros históricos, los estándares de producción se basan en los registros de
trabajos similares, realizados con anterioridad. En la práctica diaria, el trabajador perfora una
tarjeta en un reloj o aparato recolectar de datos cada vez que inicia un nuevo trabajo y de nuevo
cuando lo termina. Esta técnica informa cuánto tiempo llevó en realidad hacer el trabajo, pero no
cuánto debió haber tardado. Como los operarios desean justificar su día completo, algunos trabajos
incluyen retrasos personales, inevitables y evitables en un grado mucho mayor que lo que deben, y
otros no incluyen las cargas adecuadas de tiempos de retraso. Los datos históricos contienendesviaciones consistentes hasta de 50% en la misma operación del mismo trabajo. Aun así, como
base para determinar los estándares de la mano de obra, los registros históricos son mejores que
no contar con ellos. Estos registros proporcionan resultados más confiables que las estimaciones
basadas sólo en el juicio, pero no proveen suficiente validez para asegurar costos de mano de obra
equitativos y competitivos.
Cualquiera de las técnicas de medición del trabajo -estudio de tiempos con cronómetro (electrónico
o mecánico), datos de movimientos fundamentales, datos estándar, fórmulas de tiempos o estudios
de muestreo del trabajo representan mejores caminos para establecer estándares de producción
justos. Estas técnicas se basan en hechos. Todas establecen estándares de tiempo permitido para
realizar una tarea dada, con los suplementos por fatiga y por retrasos personales y retrasos
inevitables.
Los estándares de tiempo establecidos con precisión hacen posible producir más en una planta
dada, e incrementan la eficiencia del equipo y el personal operativo. Los estándares mal
establecidos, aunque mejor que no tener estándares, conducen a costos altos, disentimientos del
personal y quizá fallas de toda la empresa. Los estándares acertados pueden significar la
diferencia entre el éxito y el fracaso de un negocio.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
47/206
39
1.6.1 Requerimientos del Estudio de Tiempos
Deben cumplirse ciertos requerimientos fundamentales antes de tomar un estudio de tiempos. Por
ejemplo, si se requiere un estándar de una nueva tarea, o de una tarea anterior en la que el
método o parte de él se ha alterado, el operario debe estar familiarizado por completo con la nuevatécnica antes de estudiar la operación. Además, el método debe estandarizarse en todos los
puntos en que se use antes de iniciar el estudio. A menos que todos los detalles del método y las
condiciones de trabajo se hayan estandarizado, los estándares de tiempo tendrán poco valor y se
convertirán en una fuente continua de desconfianza, resentimientos y fricciones internas.
Los analistas deben comunicar al representante del sindicato, al supervisor del departamento y al
operario que se estudiará el trabajo. Cada parte puede hacer planes específicos y tomar las
medidas necesarias para realizar un estudio coordinado y adecuado. El operario debe verificar que
aplica el método correcto y debe estar familiarizado con todos los detalles de esa operación. El
supervisor debe verificar el método para asegurar que la alimentación, la velocidad, las
herramientas de corte, los lubricantes, etcétera, cumplen con las prácticas estándar, como lo
establece el departamento de métodos. También ha de investigar la cantidad de material disponible
para que no ocurran faltantes durante el estudio. Si dispone de varios operarios para el estudio,
debe determinar quién tendrá los resultados más satisfactorios. El representante del sindicato se
asegura que sólo se elijan operarios capacitados y competentes, debe explicarles por qué se
realiza el estudio y responder a cualquier pregunta pertinente que surja de los operarios.
1.6.2 Equipos para el Estudio de Tiempos
El equipo mínimo requerido para llevar a cabo un programa de estudio de tiempos incluye un
cronómetro, una tabla, las formas para el estudio y una calculadora de bolsillo. También puede ser
útil un equipo de videograbación.
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
48/206
40
Cronómetro
En la actualidad se usan dos tipos de cronómetros: 1) el cronómetro tradicional con décimos de
minuto (0.01 min.) y 2) el cronómetro electrónico mucho más práctico.
El cronómetro decimal, tiene 100 divisiones en la carátula, y cada división
es igual a 0.01 minutos, es decir, un recorrido completo de la manecilla
larga requiere un minuto. El círculo pequeño de la carátula tiene 30
divisiones, cada una igual a un minuto. Entonces, por cada revolución
completa de la manecilla larga, la corta se mueve una división o un
minuto. Para iniciar el cronómetro, se desliza el botón lateral hacia la
corona. El movimiento contrario detiene el reloj con las manecillas en la
posición en que se encuentren. Para continuar la operación desde el
punto en que se detuvieron las manecillas, se desliza el botón hacia la
corona. Al oprimir la corona, ambas manecillas, la larga y la corta,
regresan a cero. Al soltarla el cronómetro inicia de nuevo la operación, a menos que se deslice el
botón lateral alejándolo de la corona.
Los cronómetros electrónicos proporcionan una resolución de 0.001
segundos y una exactitud de ± 0.002%. Pesan cerca de 114.8 gramos y
miden más o menos 101.6 x 50.8 x 25.4 mm. Permiten tomar el tiempo de
cualquier número de elementos individuales, mientras sigue contando eltiempo total transcurrido. Entonces, proporcionan tanto tiempos continuos
como regresos a cero, sin las desventajas de los cronómetros mecánicos.
Para operar el cronómetro, se presiona el botón superior. Cada vez que
se presiona este botón aparece una lectura numérica. Al presionar el
botón de la memoria se obtienen las lecturas anteriores. Una versión un
poco más elaborada incorpora el cronómetro a un tablero de estudio de tiempos.
Tablero de estudio de tiempos
Cuando se usa un cronómetro, es conveniente tener una tabla adecuada para sostener la forma
del estudio de tiempos y el cronómetro. La tabla debe ser ligera para que no se canse el brazo y
fuerte para proporcionar el apoyo necesario para la forma. Los materiales adecuados incluyen
triplay de 6.35 mm (1/4 in) o plástico liso. La tabla debe tener formas de contacto para el brazo y el
cuerpo para que el ajuste sea cómodo y sea fácil escribir mientras se sostiene. Para el observador
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
49/206
41
derecho el reloj debe estar montado en la esquina superior derecha de la tabla. Un sostén de
resorte a la izquierda mantiene la forma en su lugar. De pie en la posición adecuada el analista
puede ver la estación de trabajo por encima de la tabla y seguir los movimientos del operario, al
tiempo que mantiene el reloj y la forma dentro de su campo visual.
Formas de Estudio de Tiempos
Todos los detalles del estudio se registran en una forma de estudio de tiempos. La forma contiene
espacio para registrar toda la información pertinente sobre el método que está en estudio, las
herramientas utilizadas, etcétera. Se identifica la operación que se estudia con información como
nombre y número del operario, descripción y número de la operación, nombre y número de la
máquina, herramientas especiales usadas y sus respectivos números, el departamento donde se
realiza la operación y las condiciones de trabajo que prevalecen. Es mejor que sobre información y
no que falte.
1.6.3 Elementos del Estudio de Tiempos
La realización de un estudio de tiempos es tanto una ciencia como un arte. Para asegurar el éxito,
el analista debe poder inspirar confianza, aplicar su juicio y desarrollar un enfoque de acercamiento
personal con quienes tenga contacto. Además, sus antecedentes y capacitación deben prepararlo
para entender a fondo y realizar las distintas funciones relacionadas con el estudio. Estos
elementos incluyen; seleccionar al operario, analizar el trabajo y desglosarlo en sus elementos,
registrar los valores elementales de tiempos transcurridos, calcular la calificación del operario,
asignar los suplementos adecuados; en resumen, llevar a cabo el estudio.
Elección del Operario
El primer paso para iniciar un estudio de tiempos se realiza a través del supervisor de línea o del
departamento. Una vez revisado el trabajo en la operación, debe acordar con el supervisor que
todo está listo para estudiar el trabajo. Si más de un operario realiza el trabajo para el que se
quiere establecer un estándar, debe tomar en cuenta varias cosas al elegir el operario que va a
observar. En general, un operario que tiene un desempeño promedio o un poco arriba del promedio
proporcionará un estudio más satisfactorio que uno menos calificado o que el que tiene habilidades
superiores. El trabajador promedio, por lo común, desempeña su trabajo con consistencia y de
-
8/15/2019 Tiempos y Movimientos Bolsa de Hielo
50/206
42
manera sistem�