Trabajo Práctico 1
15
Trabajo Práctico N 1 Alejandro Peowich 1 Cuatrimestre 2011 1 INTRODUCCIÓN El presente trabajo tiene por objetivo desarrollar a nivel académico el proyecto de fabricación de un gancho de uso ferroviario en acero SAE 1045. Para ello se estudiarán los procesos de diseño y cálculo así como también las técnicas y operaciones de conformado plástico en caliente necesarias para la obtención del producto de forja a partir de tan solo un plano de la pieza terminada. La cantidad de piezas a producir es de 4 unidades por única vez. Por este motivo no es económicamente viable realizar las operaciones de esbozado y de preforma mediante el empleo de estampas si no que será conveniente efectuarlas en el martinete de forma más artesanal. Finalmente se obtendrá la pieza de forja mediante el empleo de estampas recuperadas a las que se les borrará el grabado que tuvieran anteriormente. DESARROLLO DEL TRABAJO CALCULO DE TOLERANCIAS (Según normas IRAM‐IAS U500‐184‐1) Para determinar las tolerancias en las dimensiones de la pieza es necesario conocer, además de las medidas, los siguientes datos: Masa de la pieza forjada Tipo de línea de partición Tipo de acero usado Factor de complejidad de forma Masa de la pieza forjada La masa de la pieza forjada se obtiene con el programa de diseño habiendo definido el material de la misma como un SAE 1045. , Tipo de línea de partición La línea de partición de la pieza es PLANA Tipo de acero usado El acero utilizado para la fabricación de esta pieza es un SAE 1045 que entraría en la categoría definida por la norma como M1
Transcript of Trabajo Práctico 1
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 1/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
1
INTRODUCCIÓN El presente trabajo tiene por objetivo desarrollar a nivel académico el proyecto de fabricación de un gancho de uso ferroviario en acero SAE 1045. Para ello se estudiarán los procesos de diseño y cálculo así como también las técnicas y operaciones de conformado plástico en caliente
necesarias para la obtención del producto de forja a partir de tan solo un plano de la pieza terminada. La cantidad de piezas a producir es de 4 unidades por única vez. Por este motivo no es económicamente viable realizar las operaciones de esbozado y de preforma mediante el empleo de estampas si no que será conveniente efectuarlas en el martinete de forma más artesanal. Finalmente se obtendrá la pieza de forja mediante el empleo de estampas recuperadas a las que se les borrará el grabado que tuvieran anteriormente.
DESARROLLO DEL TRABAJO CALCULO DE TOLERANCIAS (Según normas IRAM‐IAS U500‐184‐1)
Para determinar las tolerancias en las dimensiones de la pieza es necesario conocer, además de las medidas, los siguientes datos:
Masa de la pieza forjada Tipo de línea de partición Tipo de acero usado Factor de complejidad de forma
Masa de la pieza forjada La masa de la pieza forjada se obtiene con el programa de diseño habiendo definido el material de la misma como un SAE 1045.
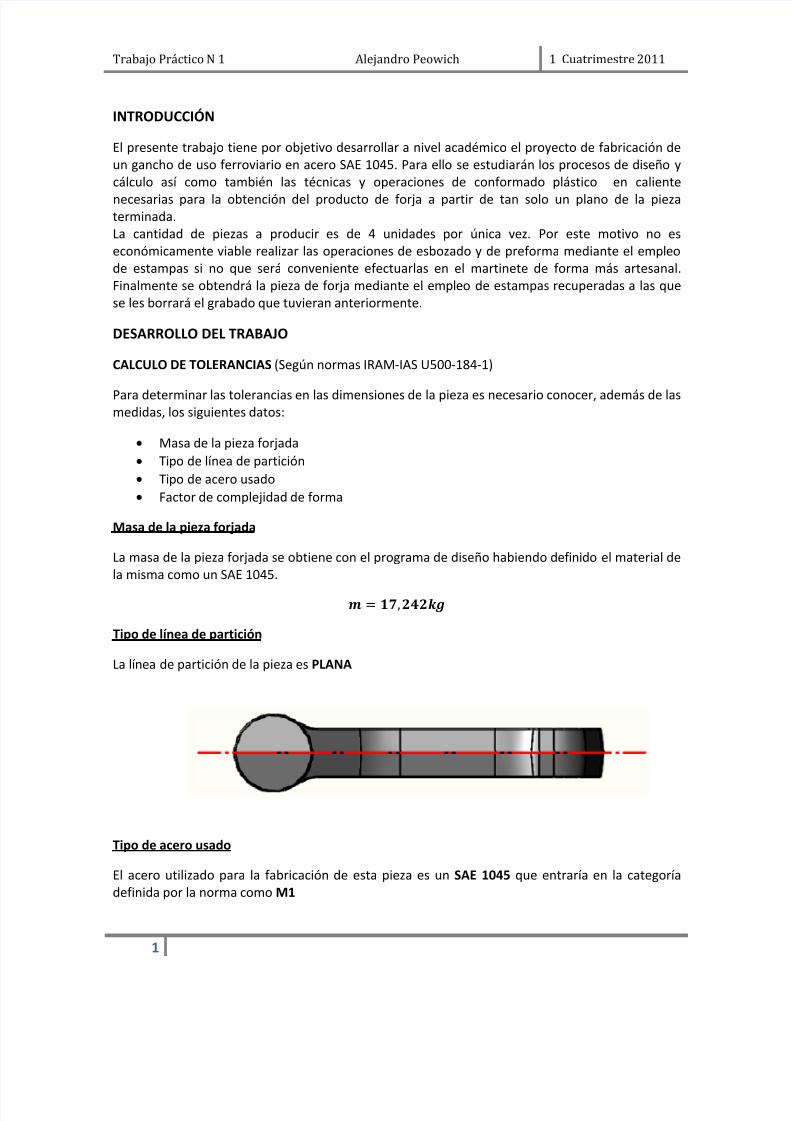
, Tipo de línea de partición La línea de partición de la pieza es PLANA
Tipo de acero usado El acero utilizado para la fabricación de esta pieza es un SAE 1045 que entraría en la categoría definida por la norma como M1
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 2/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
2
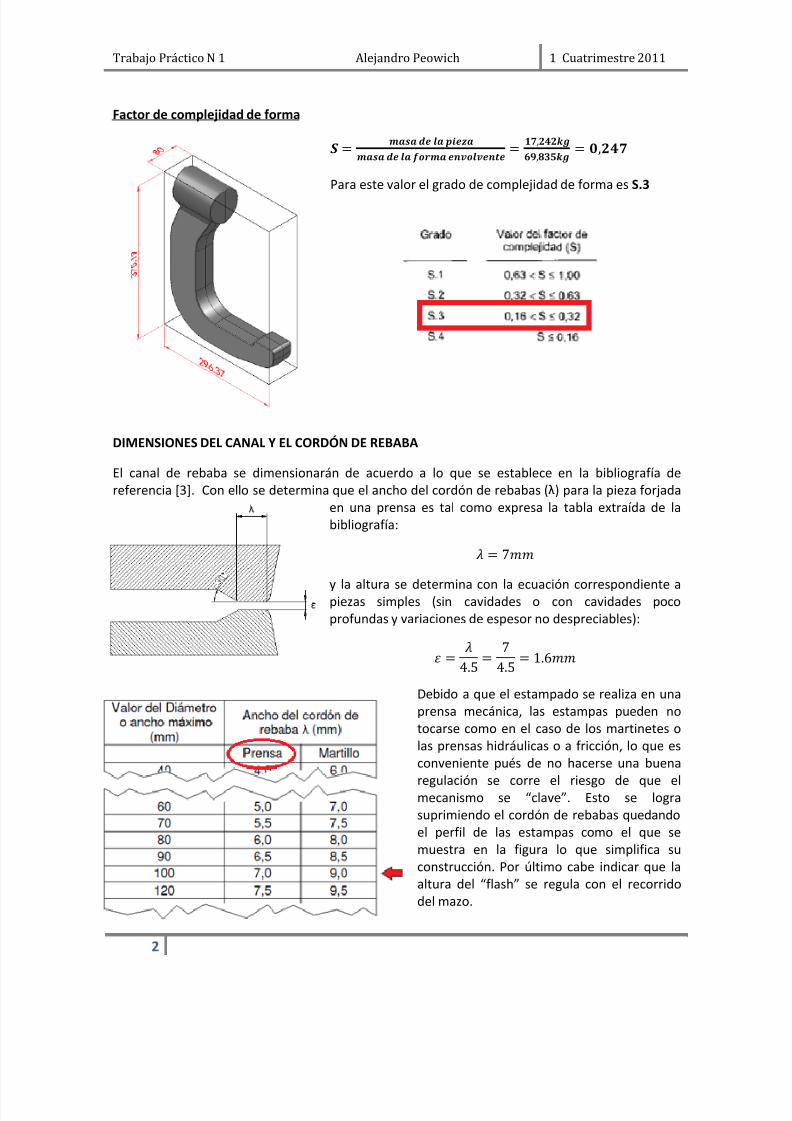
Factor de complejidad de forma
,
, ,
Para este valor el grado de complejidad de forma es S.3
DIMENSIONES DEL CANAL Y EL CORDÓN DE REBABA El canal de rebaba se dimensionarán de acuerdo a lo que se establece en la bibliografía de referencia [3]. Con ello se determina que el ancho del cordón de rebabas ( λ) para la pieza forjada
en una prensa es tal como expresa la tabla extraída de la bibliografía:
7
y la altura se determina con la ecuación correspondiente a piezas simples (sin cavidades o con cavidades poco profundas y variaciones de espesor no despreciables):
4.5
7
4.5 1.6
Debido a que el estampado se realiza en una prensa mecánica, las estampas pueden no tocarse como en el caso de los martinetes o las prensas hidráulicas o a fricción, lo que es conveniente pués de no hacerse una buena
regulación se corre el riesgo de que el mecanismo se “clave”. Esto se logra suprimiendo el cordón de rebabas quedando el perfil de las estampas como el que se muestra en la figura lo que simplifica su construcción. Por último cabe indicar que la altura del “flash” se regula con el recorrido del mazo.
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 3/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
3
MATERIAL DE PARTIDA En el mercado local se consigue acero SAE 1045 grado forja en una gran variedad de
presentaciones por ser uno de los aceros más comunes en la industria. Para la selección del diámetro de barra se deben estimar primeramente los sobremateriales correspondientes a:
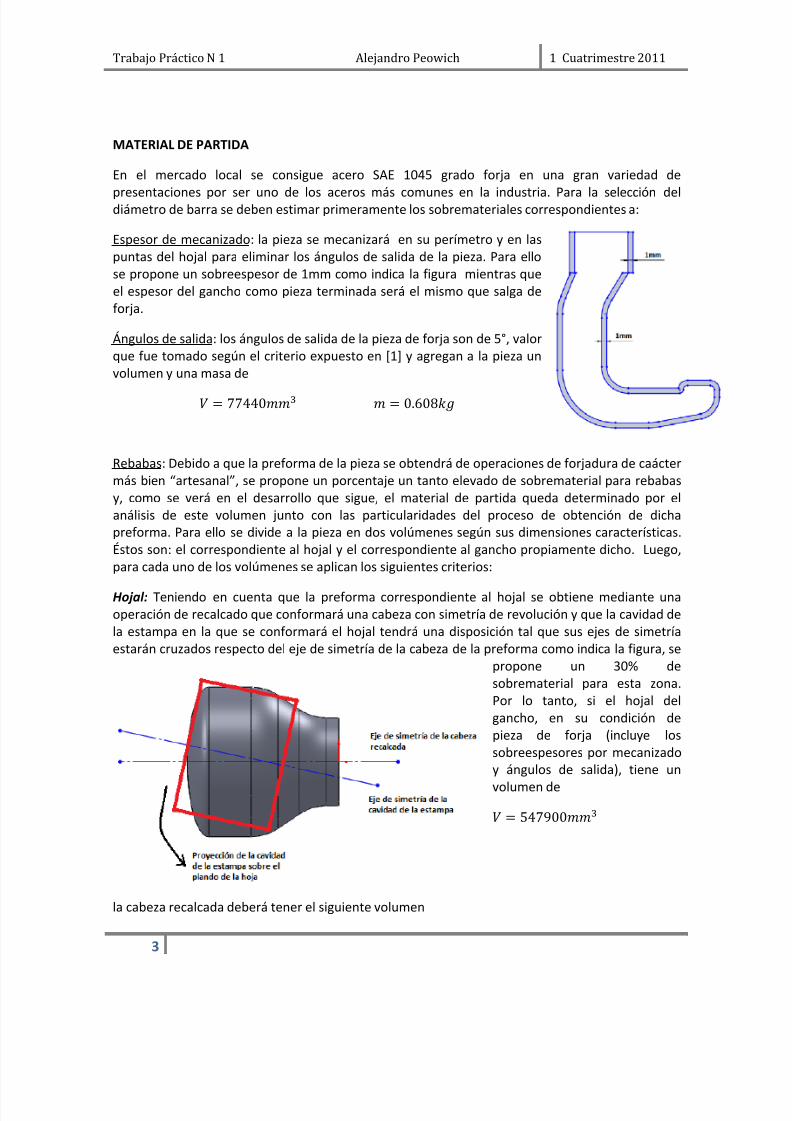
Espesor de mecanizado: la pieza se mecanizará en su perímetro y en las puntas del hojal para eliminar los ángulos de salida de la pieza. Para ello se propone un sobreespesor de 1mm como indica la figura mientras que el espesor del gancho como pieza terminada será el mismo que salga de forja.
Ángulos de salida: los ángulos de salida de la pieza de forja son de 5°, valor que fue tomado según el criterio expuesto en [1] y agregan a la pieza un volumen y una masa de
77440 0.608
Rebabas: Debido a que la preforma de la pieza se obtendrá de operaciones de forjadura de caácter más bien “artesanal”, se propone un porcentaje un tanto elevado de sobrematerial para rebabas y, como se verá en el desarrollo que sigue, el material de partida queda determinado por el análisis de este volumen junto con las particularidades del proceso de obtención de dicha preforma. Para ello se divide a la pieza en dos volúmenes según sus dimensiones características. Éstos son: el correspondiente al hojal y el correspondiente al gancho propiamente dicho. Luego, para cada uno de los volúmenes se aplican los siguientes criterios:
Hojal: Teniendo en cuenta que la preforma correspondiente al hojal se obtiene mediante una operación de recalcado que conformará una cabeza con simetría de revolución y que la cavidad de la estampa en la que se conformará el hojal tendrá una disposición tal que sus ejes de simetría estarán cruzados respecto del eje de simetría de la cabeza de la preforma como indica la figura, se
propone un 30% de sobrematerial para esta zona. Por lo tanto, si el hojal del gancho, en su condición de pieza de forja (incluye los sobreespesores por mecanizado y ángulos de salida), tiene un
volumen de
547900
la cabeza recalcada deberá tener el siguiente volumen

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 4/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
4
547900 ∗ 1.3 712270
Por otra parte, para que no se produzca el pandeo y que con ello se generen fallas en el material, en la operación de recalcado se debe cumplir que la relación entre el diámetro y el largo sea
Para ello se “tantea” para un par de diámetros, cuál es el que cumple con esta condición conociendo el volumen de material pués si bien alguno puede cumplir en este caso, puede no hacerlo para el otro.
Ø2 7/8” (73mm): ∗
∗ .
.
Ø 3” (76.2mm): ∗
∗. .
.
Ø 3 1/4” (82.5mm): ∗
∗. . .
Gancho: La operación de recalcado es la única operación de forjadura que aumenta la sección del
material de partida, a diferencia del resto de las operaciones que mas bien la reducen. Por ello el
diámetro a seleccionar debe tener una sección mayor que la mayor sección de la pieza de forja (o
sea que incluye los sobremateriales correspondientes a mecanizado y ángulos de salida) en la
porción de estudio, que es la que se encuentra en la unión de esta zona con la del hojal y que tiene
un valor aproximado de
≅ 94 ∗ 50
Para las medidas analizadas precedentemente se obtienen los siguientes valores
Ø2 7/8” (73mm): ∗
.
Ø 3” (76.2mm): ∗.
.
Ø 3 1/4” (82.5mm): ∗.
.
Por lo tanto, por cumplir con ambos requisitos, se selecciona la barra de medida
Ø 3 1/4” (82.5mm) Por último queda determinar el largo del material de partida. Anteriormente se propuso un porcentaje de sobrematerial por rebabas del 30% para la porción de la pieza correspondiente al hojal con motivo de asegurarse de que la cavidad correspondiente de la estampa llene sin problemas. Para el resto de la pieza se propone un porcentaje de sobrematerial para rebaba del 20%. Si el volumen del gancho como pieza de forja sin tener en cuenta el hojal es
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 5/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
5
1678268
el volumen de material de partida para esta porción de la pieza es
1678267 ∗ 1.2 2013920.4
Por lo tanto el volumen total que debe tener el material de partida es
712270 2013920.4 2726190.4
Y por último, con este volumen se puede determinar el largo con que se debe seccionar la barra para obtener el material de partida
2726190.4
5345.6
510
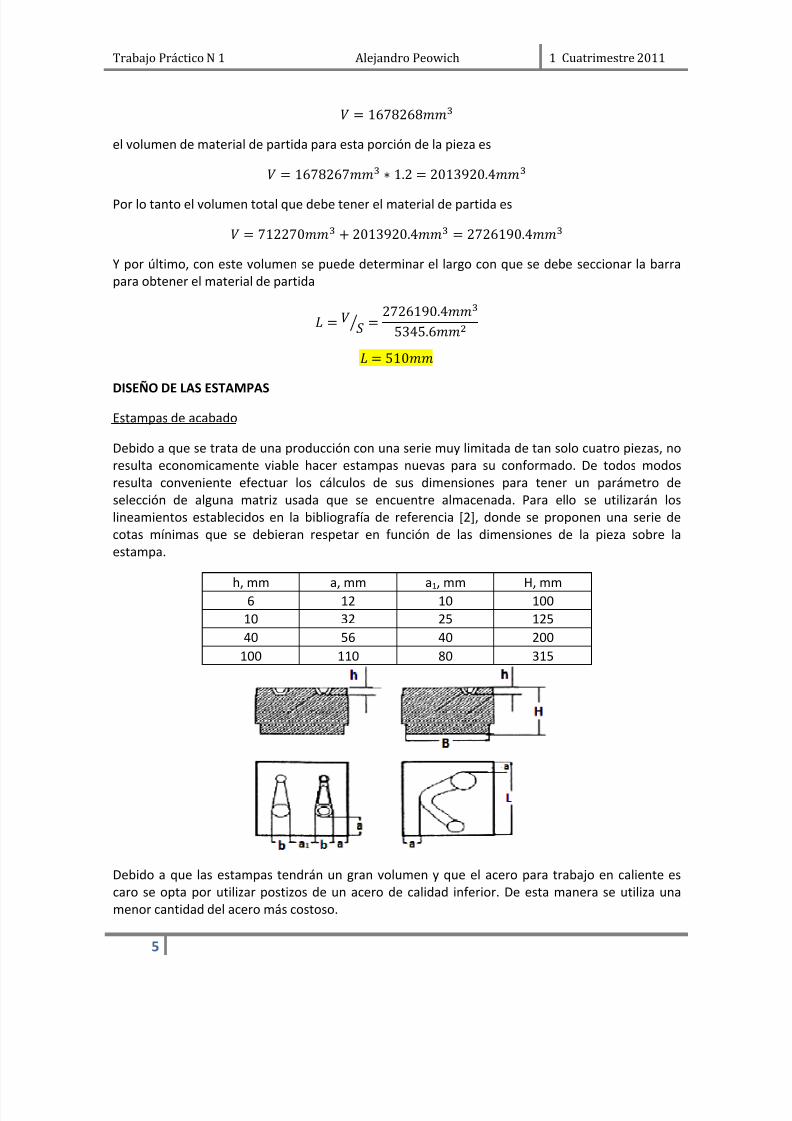
DISEÑO DE LAS ESTAMPAS Estampas de acabado
Debido a que se trata de una producción con una serie muy limitada de tan solo cuatro piezas, no resulta economicamente viable hacer estampas nuevas para su conformado. De todos modos resulta conveniente efectuar los cálculos de sus dimensiones para tener un parámetro de selección de alguna matriz usada que se encuentre almacenada. Para ello se utilizarán los lineamientos establecidos en la bibliografía de referencia [2], donde se proponen una serie de cotas mínimas que se debieran respetar en función de las dimensiones de la pieza sobre la estampa.
h,
mm
a,
mm
a1,
mm
H,
mm
6 12 10 100 10 32 25 125
40 56 40 200
100 110 80 315
Debido a que las estampas tendrán un gran volumen y que el acero para trabajo en caliente es caro se opta por utilizar postizos de un acero de calidad inferior. De esta manera se utiliza una menor cantidad del acero más costoso.

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 6/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
6
Para la confección de las estampas se selecciona un acero H13 y para los postizo se utiliza un acero SAE 4140.
Todas las dimensiones de las estampas están expresadas en los planos correspondientes en el Anexo “Planos”
El sistema de guíado de las estampas será mediante columnas. Su dimensionamiento también se efectúa según [2]
Si bien se recomienda que la distancia de las columnas a los bordes sea de una vez y media su diámetro, en este caso se utilizará una distancia de una vez el diámetro ya que al tener que estampar tan solo cuatro piezas prácticamente no cabe la posibilidad de que las estampas se rompan por quedar un espesor de material muy holgado entre las columnas y los bordes. Al utilizarse matrices postizas, también se prevee una distancia de un diámetro entre las columnas y el borde inferior de la “cola de milano” de las mismas para no debilitar demasiado el material.
Todas las dimensiones de las columnas de guía se encuentran expresadas en los planos correspondientes en el Anexo “Planos”.
Matrices de Doblado
Las dos matrices que se requieren para las operaciones de doblado se construirán de acero SAE 4140 debido a su menor costo y a que tiene las propiedades mecánicas adecuadas a los fines dados. Éstas matrices se montarán a los lados de las estampas de acabado en la misma prensa. Las estampas de acabado deben tener 35mm de altura adicionales cada una para que las matrices para el segundo doblado no se aproximen demasiado. Cabe indicar que la altura de estas últimas se redujo a lo más que se podía para que la pieza no impacte contra el plato superior de la prensa. Las dimensiones de éstas matrices se encuentran en los planos correspondientes en el Anexo “Planos”.
SECUENCIA DE OPERACIONES Como ya se mencionó antes en este trabajo, las operaciones de esbozado se efectuarán integramente en el martinete ya que por la escasa serie de producción no es económicamente conveniente la inversión en matrices y herramental específico para ésta pieza. De este modo, una vez obtenido el esbozo de la pieza, la misma se estampará en la prensa haciendo uso de matrices usadas y regrabadas.
Corte de las barras:

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 7/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
7
El corte del material de partida para el conformado de las piezas se efectuará por medio de una cizalla para corte en frío. Se cortarán las 4 secciones de barra antes de proceder al resto de las operaciones.
Tiempo estimado para el corte de las barras: Ver en el Anexo “Máquinas” las especificaciones de la cortadora. Calentamiento: La temperatura de forja del acero 1045 se encuentra entre 1000°C y 1200°C. La pieza se calentará en un horno a gas a la máxima temperatura de forja establecida en la hoja de característias del acero IRAM 1045 (aprox. 1200°C) para retardar el enfriamiento durante las etapas de esbozado. El horno seleccionado tiene un rendimiento a 1200°C de 125kg/h, por lo tanto el tiempo para calentar el material de partida de las cuatro piezas es
21.4
4. 85.6
85.6
125
0,685 ≡ ,
Ver características del horno en el Anexo “Máquinas”.
Recalcado: La operación de recalcado bien podría efectuarse en la prensa, pero para ello existe el inconveniente de que la apertura máxima de las mismas no es suficiente para colocar la pieza en forma vertical y además dejar lugar para las matrices. Por lo tanto se debe recurrir al empleo de la recalcadora, que es una máquina mucho más específica y también costosa. Para la selección de la recalcadora se debe calcular la fuerza necesaria para realizar esta operación pués el parámetro de selección de éstas máquinas es el tonelaje. El calculo se realiza de acuerdo a lo que se establece en la bibliografía de referencia [1]:
Fuerza de recalcado
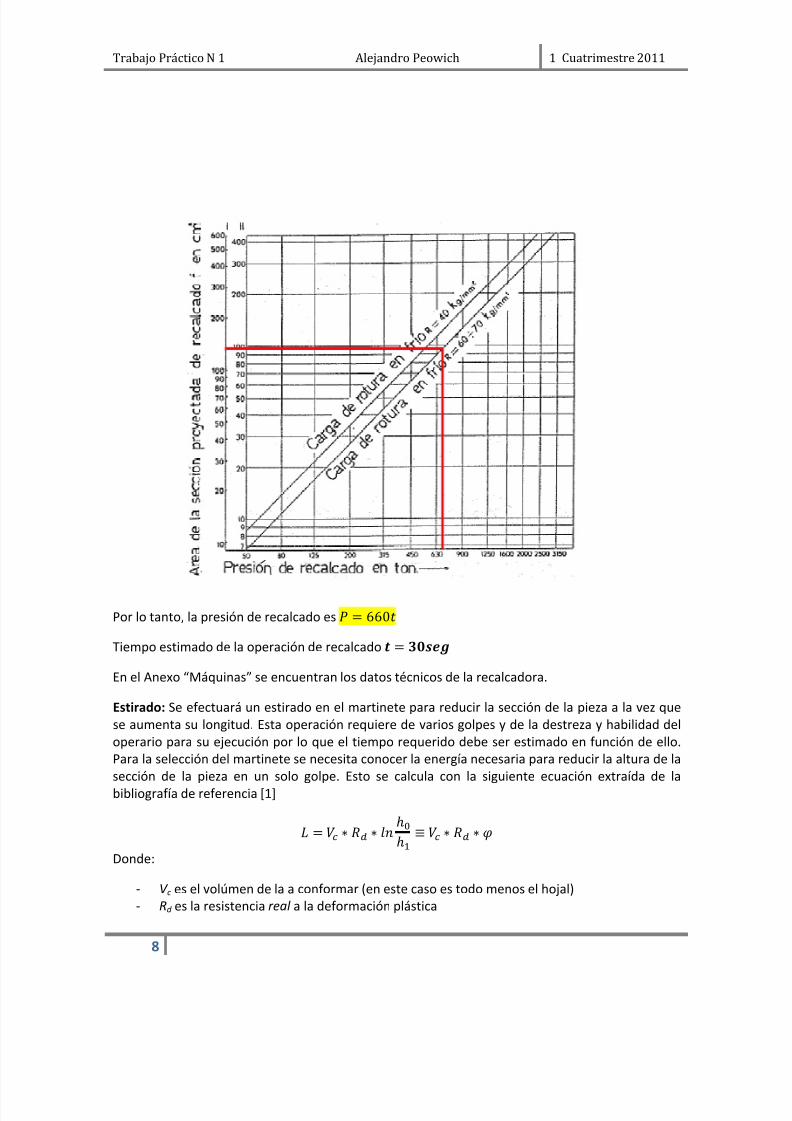
El área de la sección proyectada de racalcado es
∗ 124
4 12076. 3 ≡ 120.76
Con este dato se ingresa en el siguiente gráfico extraído de la bibliografía de referencia [1]. El eje I
corresponde a formas “sencillas” y el eje II corresponde a formas “complejas”. El eje
correspondiente a nuestro caso es el I ya que solo se debe realizar un aumento de sección con
radios de curvatura generosos.
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 8/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
8
Por lo tanto, la presión de recalcado es 660
Tiempo estimado de la operación de recalcado
En el Anexo “Máquinas” se encuentran los datos técnicos de la recalcadora.
Estirado: Se efectuará un estirado en el martinete para reducir la sección de la pieza a la vez que se aumenta su longitud. Esta operación requiere de varios golpes y de la destreza y habilidad del operario para su ejecución por lo que el tiempo requerido debe ser estimado en función de ello. Para la selección del martinete se necesita conocer la energía necesaria para reducir la altura de la sección de la pieza en un solo golpe. Esto se calcula con la siguiente ecuación extraída de la bibliografía de referencia [1]
∗ ∗
≡ ∗ ∗
Donde:
‐ V c es el volúmen de la a conformar (en este caso es todo menos el hojal) ‐ Rd es la resistencia real a la deformación plástica

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 9/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
9
‐ h0 es la altura inicial de la sección ‐ h1 es la altura final de la sección ‐ es el % de deformación
Los valores de Rd se obtienen en función de de la tabla que figura más abajo extraída de la
bibliografía de referencia [1].
83.5
50 0.513
Por lo tanto el valor de Rd es
≅ 33
El volúmen V c se calcula como el volúmen de la porción de la pieza que es aplastado en cada golpe. Teniendo en cuenta que el dado del martinete tiene 100mm, que se toma un ancho de la pieza de 70mm y una altura de 50mm el volúmen en cuestión es
100 ∗ 70 ∗ 50
≅ 3500
La energía necesaria para producir la deformación requerida es
350000 ∗ 33 ∗ 0.513
≅ 5925 ≡ 58
En el Anexo “Máquinas” se encuentra la información correspondiente al martinete seleccionado.
Tiempo estimado para la operación de estirado
Recalentamiento: Se prevé la necesidad de recalentar la pieza nuevamente antes del estampado dependiendo del tiempo que se demore el operario en efectuar las operaciones anteriores. Si la pieza se estampase a una temperatura menor que la adecuada se corre el riesgo de que al matriz no “llene” y la pieza salga defectuosa.
Se estima un tiempo de recalentamiento de la mitad del tiempo determinado para el calentamiento inicial. Por lo tanto es

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 10/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
10
Doblado: El doblado de la pieza se perfecciona en la misma prensa donde se efectúa el estampado final. Para ello se disponen las dos matrices de doblado a los lados de la estampa de acabado. La pieza se posicionará en la matriz por medio de un tope colocado en la misma a tal fin. El material para estas matrices es acero SAE 4140 puesto que para una operación de este tipo no se requieren grandes resistencias.
Tiempo estimado para las 2 operaciones de doblado
Estampado: El estampado de la pieza se llevará a cabo en un solo paso. Esto por lo general produce mayor desgaste de las matrices reduciendo su vida útil pero en este caso no es un iconveniente por tratarse de la producción de tan solo cuatro piezas por única vez. Para la selección de la prensa se calcula la fuerza necesaria para estampar la pieza según lo que se establece en [4]. Fuerza de estampado
La fuerza de estampado viene dada por la siguiente ecuación
. .
Donde:
‐ P es la presión necesaria para llenar la figura ‐ S p es la superficie proyectada de la pieza (en la línea de cierre) ‐ q es la contrapresión que esjerce el cordón de rebaba ‐ Sr es la superficie del cordón de rebaba
Cálculo de q: se determina mediante el siguiente gráfico ingresando con el valor de K obtenido de la siguiente ecuación
2.
1.62 ∗ 7
0.114

5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 11/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
11
Por lo tanto, del gráfico se obtiene que el valor de q para la pieza a 1200°C es
7.5
Cálculo de P : Con las dimensiones indicadas en el corte B‐B de la figura se calculan los coeficientes:
. 1.08
2.
2 ∗ 1.5
22.2 0.14
Con estos valores se ingresa en el gráfico siguiente, de donde se determina el valor:
50
A este valor de P2 falta sumarle el término
∆
Para aceros a 1000°C el valor del término entre corchetes es:
21
mientras que Δp es un factor que tiene en cuenta la posición de la cavidad con respecto al eje de separación de los corrimientos. Para el acero a 1000°C y con cavidad bien centrada (es nuestro caso pués tenemos columnas guía) vale Δp = 0.
Cálculo de S p: éste valor se calcula con las herramientas del programa SolidWorks 42744
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 12/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
12
Cálculo de S p: éste valor se calcula con las herramientas del programa SolidWorks 8178
Por lo tanto el valor de la fuerza necesaria para el estampado de la pieza es
. . 50 ∗ 42744 7.5
∗ 8178
2198535 ≡ 2198.5
La prensa seleccionada es una de funcionamiénto mecánico y sus características se encuentran en el Anexo “Máquinas”.
Tiempo estimado de estampado
Desrebabado: Esta operación se lleva a cabo en una prensa mecánica de menor tonelaje que la utilizada para el estampado. La misma se selecciona mediante el calculo de la fuerza necesaria para realizar el desrebabado. Esta fuerza se calcula mediante la ecuación
∗ ∗ Donde:
‐ Q: Resistencia al corte (Se toma como la resistencia a la tracción divido por 2) ‐ e: espesor de la rebaba ‐ t : perímetro
Por lo tanto, la fuerza necesaria para cortar las rebabas es
6400
2
∗ 0.16 ∗ 131.33
67.2
Tiempo estimado de desrebabado Los datos técnicos de la prensa se pueden encontrar en el Anexo “Máquinas”
DETERMINACIÓN DE LOS COSTOS Los
costos
de
producción
de
la
pieza
quedarán
determinados
por
los
costos
del
material
de
partida
y del material de las matrices; del costo de la maquinaria empleada; de la energía eléctrica
consumida por las mismas y de la mano de obra empleada.
Costo del material de la pieza El costo de la acero SAE 1045 es de aproximadamente 10.52$/kg y se emplean 21.4kg de acero
para cada pieza. Por lo tanto el costo del material para cada una es de
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 13/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
13
$, Costo de las estampas La matricería para las estampas se hace de acero para trabajo en caliente H13, incluyendo
mecanizado, tiene un costo aproximado de 60$/kg y el peso de cada matríz es de unos 440.4kg.
Por lo tanto el costo total de las estampas es
$ Por otra parte, los postizos para la sujeción de las estampas están hechos de acero SAE 4140 que
tiene un costo, incluyendo mecanizado de 16.8$/kg y tienen un peso de aproximadamente
1045.2$/kg. Por lo tanto el costo de los postizos es de
$ Costo de las matrices de doblado Las matrices de doblado están confeccionadas de acero SAE 4140, al igual que los postizos para
las estampas. Los dos juegos de matrices tienen un peso en total de 375.6kg, por lo tanto el costo
de las mismas es de
$ Costo de la maquinaria Cortadora de barras:………………………………………………………… $462000
Martinete:………………………………………………………………………… $210000
Prensa mecánica para estampado:………………………………….. $840000
Prensa mecánica para corte de rebaba:…………………………… $336000
Costo del horno a gas:………………………………………………………. $41300
Costo de la recalcadora:……………………………………………………. $1260000
Costo TOTAL de la maquinaria:……………………………………. $3149300 Se toma un período de amortización de 30 años trabajando a un turno de 8hs por día y 5 días a la
semana. Si suponemos además que un año tiene 52 semanas, el costo de la maquinaria, por hora,
es de
$ $3149300
30ñ ∗ 52 ñ ∗ 5 í ∗ 8
í
$ 50$/
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 14/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
14
Teniendo en cuenta que cada pieza insume un tiempo de 1.07hs, el costo de la maquinaria por
cada una asciende a
$ 50 $ ∗ 1.07 $53.5
Costo de la mano de obra El costo de la mano de obra de un operario es de aproximadamente $20 por hora. Teniendo en
cuenta que se necesitará la siguiente cantidad de personal
Cortadora de barras:………………………………………………………… 1 persona
Martinete:………………………………………………………………………… 2 personas
Prensa mecánica para estampado:………………………………….. 1 persona
Prensa mecánica para corte de rebaba:…………………………… 1 persona
Costo del horno a gas:………………………………………………………. 1 persona
Costo de la recalcadora:……………………………………………………. 1 persona
TOTAL de mano de obra involucrada………………………….... 7 personas Si suponemos que habrá unos 10 minutos (0.17 horas) de tiempos muertos, el costo de la mano de obra es
$.. 20 $
∗ 1.07 0.17)*7
$. . $. En cuanto al costo de la energía eléctrica y del gas consumido en el horno, los mismos pueden
despreciarse frente al costo de los materiales.
Por lo tanto, el costo total de cada pieza es de
$
5/17/2018 Trabajo Práctico 1 - slidepdf.com
http://slidepdf.com/reader/full/trabajo-practico-1-55b07982ef3fe 15/15
TrabajoPrácticoN1 AlejandroPeowich 1Cuatrimestre2011
15
Referencias
[1] “ESTAMPADO EN CALIENTE DE LOS METALES” – Prof. Mario Rossi
[2] “FORJAMENTO. INTRODUÇÃO AO PROCESSO” – Lirio Shaeffer
[3]
“CÁLCULO
DE
CORDONES
DE
REBABA”
–
Apuntes
del
curso
de
Tecnología
Mecánica
II
tomados
del libro “DEFORMACIÓN PLÁSTICA DE LOS METALES” del Ing. Jesús del Río.
[4] “CÁLCULO DE LA FUERZA NECESARIA PARA FORJAR UNA PIEZA” ‐ Apuntes del curso de Tecnología Mecánica II tomados del libro “DEFORMACIÓN PLÁSTICA DE LOS METALES” del Ing. Jesús del Río.