TRATAMIENTOS TÉRMICOS TERMOQUÍMICOS · PDF fileDpto de Tecnoloxía...
2
Dpto de Tecnoloxía Tratamentos térmicos TRATAMIENTOS TÉRMICOS_TERMOQUÍMICOS_MECÁNICOS Y SUPERFICIALES DE LOS METALES. CORROSIÓN Se hacen para mejorar alguna propiedad del metal como su dureza, resistencia mecánica o aumentar su ductilidad o plasticidad para permitir un conformado más fácil de la pieza. TRATAMIENTOS TÉRMICOS El metal se somete a un aumento de la temperatura y su posterior enfriamiento bajo determinadas condiciones. No se varía su composición química pero sí su estructura interna cristalina ( el tamaño de grano por ejemplo). Los 4 trataments más empleados son el TEMPLE, REVENIDO, NORMALIZADO Y RECOCIDO. TEMPLE: es típico de los aceros, se calienta el metal hasta temperatura superior a la de austenización (727ºC) y se somete a un enfriamiento rápido con el objetivo de obtener una estructura martensítica. La velocidad de enfriamiento depende del medio que puede ser agua ( más rápido), aceite o al aire y de que haya una agitación. La capacidad de un acero de transformarse en martensita se denomina templabilidad. El ensayo de Jominy permite determinar el grado de templabilidad. Si se mantienen valores altos de dureza a lo largo de la probeta es que el acero tiene alta templabilidad. Las temperaturas, el medio, la geometría de la pieza o la velocidad de enfriamiento son factores que influyen en el temple. El temple no es un tratamiento final pues la martensita obtenida, a pesar de ser muy dura, también es muy frágil y tiene mucha acritud debido a las tensiones internas ocasionadas en el enfriamiento. Una vez templado el acero, se somete a Revenido en donde se calienta la pieza a una temperatura inferior a austenización para obtener estructuras más dúctiles y tenaces (menos frágiles). La unión de los dos tratamientos se conoce como bonificado. NORMALIZADO:tratamiento que se aplica a piezas forjadas o laminadas con el objetivo de afinar y homogeneizar el tamaño de los granos para eliminar la anisotropía. Consiste en calentar unos 50º más de temperatura superior a la crítica ( A 1 o A 3 ) seguido de un enfriamiento al aire que permite que no sea un enfriamiento excesivamente rápido para formar martensita y se forma perlita y ferrita o cementita. Es adecuado para mejorar las propiedades mecánicas de aceros con contenido en carbono < 0,25% por su baja templabilidad. Para los de > de 0,25%C o aleados es preferible la bonificación. RECOCIDO: se calienta el acero a temperatura similar al normalizado y se somete a un enfriamiento muy lento ( normalmente apagando el horno y dejando la pieza en el interior). El enfriamiento lento hace que se formen estructuras ferrito-perlíticas o cementito-perlíticas dependiendo si el acero es hipo o hipereutectoide. Se hace para ablandar el acero y proporcionar ductilidad y maleabilidad para conformarlo. TRATAMIENTOS TERMOQUÍMICOS En este tipo de tratamientos también se calientan y enfrían las piezas pero además se varía la composición química superficial de los metales con el objetivo de mejorar ciertas propiedades en su superficie, normalmente la dureza o la resistencia al desgaste y a la corrosión. Se obtienen así piezas de gran dureza superficial y con interior tenaz. Los tratamientos más habituales son: cementación o carburación, nitruración, carbonitruración y sulfinización. CARBURACIÓN: tiene como objetivo añadir carbón mediante difusión en aceros con bajo contenido de este elemento ( 0,2- 0,3%) para aumentar su dureza superficial. Se aumenta como máximo a un 1% de C sometiendo la pieza a alta temperatura ( favorece la difusión) y a un medio carburante sólido, líquido o gaseoso. El más preciso es el gaseoso obteniendo el carbono mediante la reacción de gas metano. CH 4 + CO 2 ↔ 2 CO + 2 H 2 ; 2 CO ↔ CO 2 + C Se aplica a piezas que necesiten resistencia al desgaste y a los golpes, es decir dureza superficial y resiliencia. NITRURACIÓN: se incorpora nitrógeno a la superficie del metal obteniendo una dureza muy elevada. El nitrógeno se introduce sometiendo la pieza a un baño de amoniaco a 500ºC y forma nitruros con elemento metálicos de la aleación (Cr, V ,Al, W, Mo). Se obtienen piezas muy duras y resistentes a la corrosión. 2 NH 3 → 2N +3 H 2 CARBONITRURACIÓN: es una mezcla de las dos anteriores que aumenta la dureza de los aceros por absorción de C y N en una atmósfera cementante a la que se le añade amoniaco. Si se hace por medio de baños recibe el nombre de cianuración. SULFINIZACIÓN: se incorpora al metal una capa de carbono, nitrógeno y sobre toso azufre por medio de un baño a 565ºC. El baño lo conforman el típico de sales para la cianuración ( carbonato de sodio+cianuro de sodio+cloruro de potasio) y la sal portadora del azufre ( cloruro de potasio+cianuro de sodio+sulfito de sodio). Este tratamiento aumenta la enormemente la dureza y resistencia al desgaste además de disminuir el coeficiente de rozamiento y favorecer la lubricación ( metales antifricción).
Transcript of TRATAMIENTOS TÉRMICOS TERMOQUÍMICOS · PDF fileDpto de Tecnoloxía...
Dpto de TecnoloxíaTratamentos térmicos
TRATAMIENTOS TÉRMICOS_TERMOQUÍMICOS_MECÁNICOS Y SUPERFICIALES DE LOS METALES. CORROSIÓN
Se hacen para mejorar alguna propiedad del metal como su dureza, resistencia mecánica o aumentar su ductilidad o plasticidad para permitir un conformado más fácil de la pieza.
TRATAMIENTOS TÉRMICOSEl metal se somete a un aumento de la temperatura y su posterior enfriamiento bajo determinadas condiciones. No se varía su
composición química pero sí su estructura interna cristalina ( el tamaño de grano por ejemplo). Los 4 trataments más empleados sonel TEMPLE, REVENIDO, NORMALIZADO Y RECOCIDO.
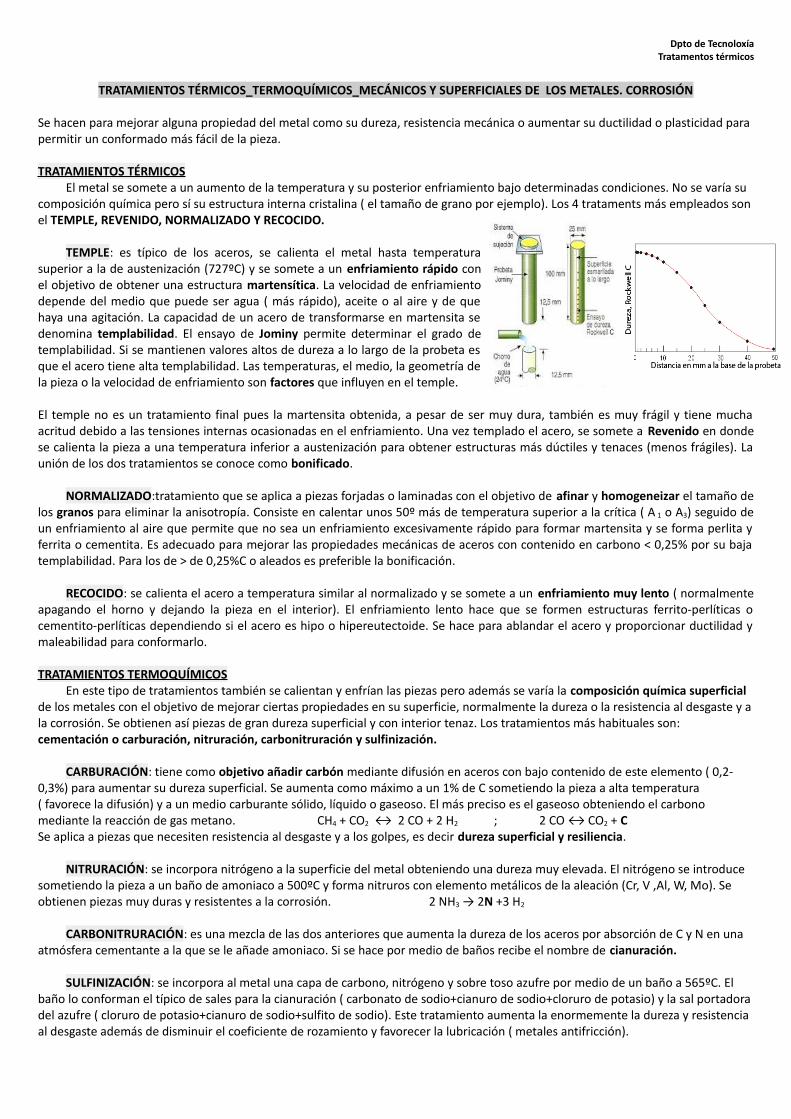
TEMPLE: es típico de los aceros, se calienta el metal hasta temperaturasuperior a la de austenización (727ºC) y se somete a un enfriamiento rápido conel objetivo de obtener una estructura martensítica. La velocidad de enfriamientodepende del medio que puede ser agua ( más rápido), aceite o al aire y de quehaya una agitación. La capacidad de un acero de transformarse en martensita sedenomina templabilidad. El ensayo de Jominy permite determinar el grado detemplabilidad. Si se mantienen valores altos de dureza a lo largo de la probeta esque el acero tiene alta templabilidad. Las temperaturas, el medio, la geometría dela pieza o la velocidad de enfriamiento son factores que influyen en el temple.
El temple no es un tratamiento final pues la martensita obtenida, a pesar de ser muy dura, también es muy frágil y tiene muchaacritud debido a las tensiones internas ocasionadas en el enfriamiento. Una vez templado el acero, se somete a Revenido en dondese calienta la pieza a una temperatura inferior a austenización para obtener estructuras más dúctiles y tenaces (menos frágiles). Launión de los dos tratamientos se conoce como bonificado.
NORMALIZADO:tratamiento que se aplica a piezas forjadas o laminadas con el objetivo de afinar y homogeneizar el tamaño delos granos para eliminar la anisotropía. Consiste en calentar unos 50º más de temperatura superior a la crítica ( A 1 o A3) seguido deun enfriamiento al aire que permite que no sea un enfriamiento excesivamente rápido para formar martensita y se forma perlita yferrita o cementita. Es adecuado para mejorar las propiedades mecánicas de aceros con contenido en carbono < 0,25% por su bajatemplabilidad. Para los de > de 0,25%C o aleados es preferible la bonificación.
RECOCIDO: se calienta el acero a temperatura similar al normalizado y se somete a un enfriamiento muy lento ( normalmenteapagando el horno y dejando la pieza en el interior). El enfriamiento lento hace que se formen estructuras ferrito-perlíticas ocementito-perlíticas dependiendo si el acero es hipo o hipereutectoide. Se hace para ablandar el acero y proporcionar ductilidad ymaleabilidad para conformarlo.
TRATAMIENTOS TERMOQUÍMICOSEn este tipo de tratamientos también se calientan y enfrían las piezas pero además se varía la composición química superficial
de los metales con el objetivo de mejorar ciertas propiedades en su superficie, normalmente la dureza o la resistencia al desgaste y ala corrosión. Se obtienen así piezas de gran dureza superficial y con interior tenaz. Los tratamientos más habituales son: cementación o carburación, nitruración, carbonitruración y sulfinización.
CARBURACIÓN: tiene como objetivo añadir carbón mediante difusión en aceros con bajo contenido de este elemento ( 0,2-0,3%) para aumentar su dureza superficial. Se aumenta como máximo a un 1% de C sometiendo la pieza a alta temperatura ( favorece la difusión) y a un medio carburante sólido, líquido o gaseoso. El más preciso es el gaseoso obteniendo el carbono mediante la reacción de gas metano. CH4 + CO2 ↔ 2 CO + 2 H2 ; 2 CO ↔ CO2 + CSe aplica a piezas que necesiten resistencia al desgaste y a los golpes, es decir dureza superficial y resiliencia.
NITRURACIÓN: se incorpora nitrógeno a la superficie del metal obteniendo una dureza muy elevada. El nitrógeno se introduce sometiendo la pieza a un baño de amoniaco a 500ºC y forma nitruros con elemento metálicos de la aleación (Cr, V ,Al, W, Mo). Se obtienen piezas muy duras y resistentes a la corrosión. 2 NH3 → 2N +3 H2
CARBONITRURACIÓN: es una mezcla de las dos anteriores que aumenta la dureza de los aceros por absorción de C y N en una atmósfera cementante a la que se le añade amoniaco. Si se hace por medio de baños recibe el nombre de cianuración.
SULFINIZACIÓN: se incorpora al metal una capa de carbono, nitrógeno y sobre toso azufre por medio de un baño a 565ºC. El baño lo conforman el típico de sales para la cianuración ( carbonato de sodio+cianuro de sodio+cloruro de potasio) y la sal portadoradel azufre ( cloruro de potasio+cianuro de sodio+sulfito de sodio). Este tratamiento aumenta la enormemente la dureza y resistencia al desgaste además de disminuir el coeficiente de rozamiento y favorecer la lubricación ( metales antifricción).
Dpto de TecnoloxíaTratamentos térmicos
TRATAMIENTOS MECÁNICOSSe utilizan para mejorar las características de los metales por deformación mecánica en caliente o en frío.
EN CALIENTE: consiste en calentar un metal a una temperatura determinada y deformarlo mediante golpes ( forja). Se consigueafinar el tamaño de grano y eliminar sopladuras o cavidades interiores mejorando la estructura interna del metal.
EN FRÍO: se deforma el metal en frío, bien golpeándolo o por trefilado o laminación. Se consigue un aumento de la dureza yresistencia mecánica pero también disminuye su plasticidad y ductilidad.TRATAMIENTOS SUPERFICIALES: se modifica la superficie del metal sin variar su composición química, a diferencia de los anterioresno es siempre necesario aportar calor. Los más comunes son: cromado y metalizado
CROMADO: se deposita cromo sobre el metal a proteger. Incrementamos la dureza y la resistencia al desgaste y la corrosión.Se realiza con electrolisis o por difusión a alta temperatura.
METALIZADO: se proyecta un metal fundido pulverizándolo sobre la superficie del otro metal adquiriendo superficialmente suspropiedades.
LA CORROSIÓNLos metales tienden a degradarse (oxidarse o corroerse) para volver a su estado natural en forma de óxidos, sulfuros,carbonatos...que es la forma en que se extraen de las canteras. El metal pierde electrones ( M → Mn+ + ne- ), bien reaccionando con un agenteexterno como el oxígeno o azufre, o a través de una reacción electroquímica redox ( donde un metal se oxida (pierde e-) y otro sereduce ( gana e-). En el primer caso hablamos de OXIDACIÓN y en el segundo de CORROSIÓN.Los metales tienen diferente energía de oxidación ( tendencia a oxidarse) y lo hacen a diferentes velocidades por eso en los acerosinoxidables el metal añadido como cromo, aluminio o silicio normalmente tiene más tendencia a oxidarse pero lo hacen a unavelocidad mucho menor. El mejor aleante para el hierro es el cromo pues a pesar de tener menos tendencia de oxidación se mezclamuy bien con el hierro y a un 18% reduce en 100 veces la velocidad de oxidación del acero a 900ºC.
OXIDACIÓN: en este caso los átomos del metal reaccionan con los del agente agresivo y se oxida. Toda la superficie del metal seve afectada prácticamente por igual. 2Fe + O2 → 2 FeO ; Fe + S → FeS
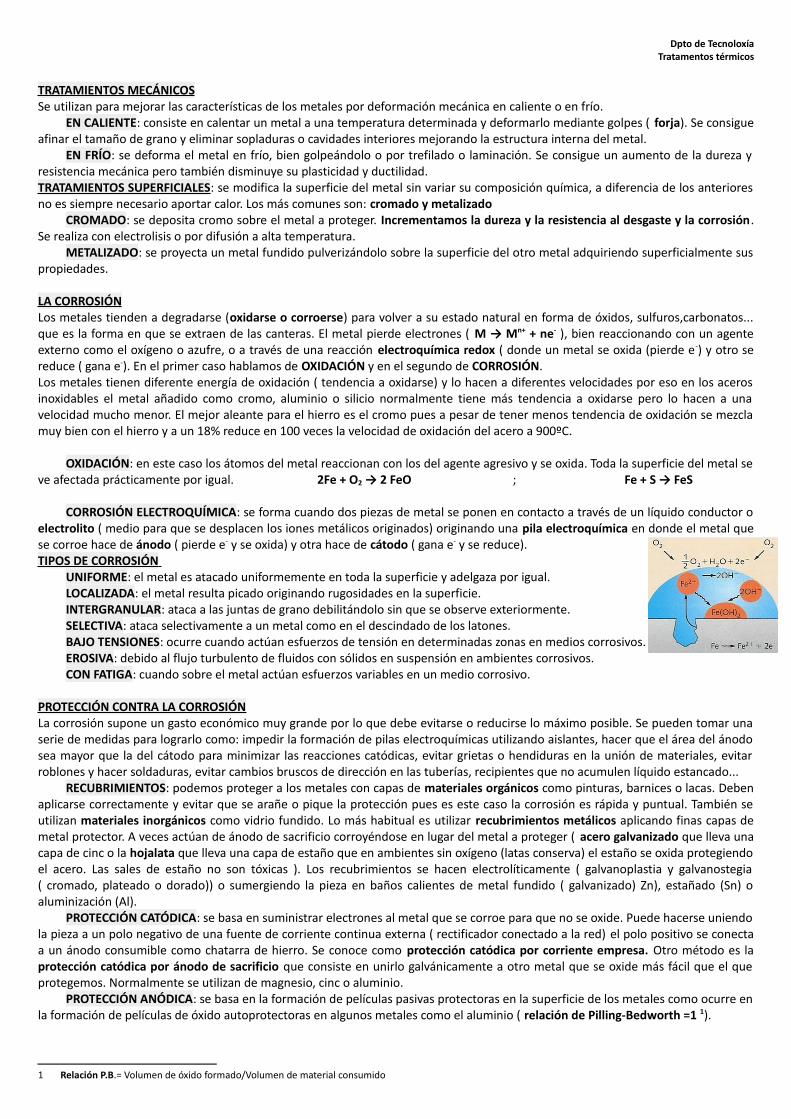
CORROSIÓN ELECTROQUÍMICA: se forma cuando dos piezas de metal se ponen en contacto a través de un líquido conductor oelectrolito ( medio para que se desplacen los iones metálicos originados) originando una pila electroquímica en donde el metal quese corroe hace de ánodo ( pierde e- y se oxida) y otra hace de cátodo ( gana e- y se reduce). TIPOS DE CORROSIÓN
UNIFORME: el metal es atacado uniformemente en toda la superficie y adelgaza por igual.LOCALIZADA: el metal resulta picado originando rugosidades en la superficie.INTERGRANULAR: ataca a las juntas de grano debilitándolo sin que se observe exteriormente.SELECTIVA: ataca selectivamente a un metal como en el descindado de los latones.BAJO TENSIONES: ocurre cuando actúan esfuerzos de tensión en determinadas zonas en medios corrosivos.EROSIVA: debido al flujo turbulento de fluidos con sólidos en suspensión en ambientes corrosivos.CON FATIGA: cuando sobre el metal actúan esfuerzos variables en un medio corrosivo.
PROTECCIÓN CONTRA LA CORROSIÓNLa corrosión supone un gasto económico muy grande por lo que debe evitarse o reducirse lo máximo posible. Se pueden tomar unaserie de medidas para lograrlo como: impedir la formación de pilas electroquímicas utilizando aislantes, hacer que el área del ánodosea mayor que la del cátodo para minimizar las reacciones catódicas, evitar grietas o hendiduras en la unión de materiales, evitarroblones y hacer soldaduras, evitar cambios bruscos de dirección en las tuberías, recipientes que no acumulen líquido estancado...
RECUBRIMIENTOS: podemos proteger a los metales con capas de materiales orgánicos como pinturas, barnices o lacas. Debenaplicarse correctamente y evitar que se arañe o pique la protección pues es este caso la corrosión es rápida y puntual. También seutilizan materiales inorgánicos como vidrio fundido. Lo más habitual es utilizar recubrimientos metálicos aplicando finas capas demetal protector. A veces actúan de ánodo de sacrificio corroyéndose en lugar del metal a proteger ( acero galvanizado que lleva unacapa de cinc o la hojalata que lleva una capa de estaño que en ambientes sin oxígeno (latas conserva) el estaño se oxida protegiendoel acero. Las sales de estaño no son tóxicas ). Los recubrimientos se hacen electrolíticamente ( galvanoplastia y galvanostegia( cromado, plateado o dorado)) o sumergiendo la pieza en baños calientes de metal fundido ( galvanizado) Zn), estañado (Sn) oaluminización (Al).
PROTECCIÓN CATÓDICA: se basa en suministrar electrones al metal que se corroe para que no se oxide. Puede hacerse uniendola pieza a un polo negativo de una fuente de corriente continua externa ( rectificador conectado a la red) el polo positivo se conectaa un ánodo consumible como chatarra de hierro. Se conoce como protección catódica por corriente empresa. Otro método es laprotección catódica por ánodo de sacrificio que consiste en unirlo galvánicamente a otro metal que se oxide más fácil que el queprotegemos. Normalmente se utilizan de magnesio, cinc o aluminio.
PROTECCIÓN ANÓDICA: se basa en la formación de películas pasivas protectoras en la superficie de los metales como ocurre enla formación de películas de óxido autoprotectoras en algunos metales como el aluminio ( relación de Pilling-Bedworth =1 1).
1 Relación P.B.= Volumen de óxido formado/Volumen de material consumido