UD3 PLANES DE MANTENIMIENTO EN …€¦ · para realizar tareas de gran complejidad y envergadura,...
27
UD3 PLANES DE MANTENIMIENTO EN INSTALACIONES DE ENERGÍA EÓLICA ESTRUCTURA DEL MANTENIMIENTO Estructura del mantenimiento es un conjunto coherente de políticas y procedimientos, a través de las cuales se realiza la gestión del mantenimiento para lograr la disponibilidad requerida de los equipos al costo más conveniente. Un mantenimiento bien estructurado es fundamental para la eficiencia del mantenimiento y los resultados positivos del mismo. TIPOS DE MANTENIMIENTO Generalmente se distinguen 5 tipos de mantenimiento, que se diferencian entre sí por el carácter de las tareas que incluyen: Mantenimiento Correctivo: Es el conjunto de tareas destinadas a corregir los defectos que se van presentando en los distintos equipos, que se realizan una vez ha cometido el fallo. Mantenimiento Preventivo: Es el mantenimiento que tiene por misión mantener un nivel de servicio determinado en los equipos, programando las intervenciones de sus puntos vulnerables en el momento más oportuno. Suele tener un carácter sistemático, se interviene aunque el equipo no haya dado ningún síntoma de tener un problema. Mantenimiento Predictivo: Es el que persigue conocer e informar permanentemente del estado y operatividad de las instalaciones mediante el conocimiento de determinadas variables, representativas del estado y operatividad. Por ejemplo, toma de medidas de temperaturas, vibraciones, consumos de energía etc.. Mantenimiento Cero horas (Overhaul): Es el conjunto de tareas cuyo objetivo es revisar los equipos a intervalos programados, bien antes de que aparezca algún fallo, bien cuando la fiabilidad del equipo ha disminuido apreciablemente de manera que resulta arriesgado hacer previsiones sobre su capacidad productiva. Dicha revisión consiste en dejar el equipo a cero horas de funcionamiento es decir, como si el equipo fuera nuevo. En estas revisiones se sustituyen o se reparan todos los elementos sometidos a desgaste. Se pretende asegurar, con gran probabilidad, un tiempo de buen funcionamiento fijado de antemano. Mantenimiento En Uso: Es el mantenimiento básico de un equipo realizado por los usuarios del mismo. Consiste en una serie de tareas elementales (tomas de datos, inspecciones visuales, lubricación, limpieza) para las que no es necesario una gran formación, sino sólo un entrenamiento breve.
Transcript of UD3 PLANES DE MANTENIMIENTO EN …€¦ · para realizar tareas de gran complejidad y envergadura,...

UD3 PLANES DE MANTENIMIENTO EN INSTALACIONES DE ENERGÍA
EÓLICA
ESTRUCTURA DEL MANTENIMIENTO
Estructura del mantenimiento es un conjunto coherente de políticas y procedimientos, a través de las cuales se realiza
la gestión del mantenimiento para lograr la disponibilidad requerida de los equipos al costo más conveniente. Un
mantenimiento bien estructurado es fundamental para la eficiencia del mantenimiento y los resultados positivos del
mismo.
TIPOS DE MANTENIMIENTO
Generalmente se distinguen 5 tipos de mantenimiento, que se diferencian entre sí por el carácter de las tareas que
incluyen:
Mantenimiento Correctivo: Es el conjunto de tareas destinadas a corregir los defectos que se van
presentando en los distintos equipos, que se realizan una vez ha cometido el fallo.
Mantenimiento Preventivo: Es el mantenimiento que tiene por misión mantener un nivel de servicio
determinado en los equipos, programando las intervenciones de sus puntos vulnerables en el momento
más oportuno. Suele tener un carácter sistemático, se interviene aunque el equipo no haya dado ningún
síntoma de tener un problema.
Mantenimiento Predictivo: Es el que persigue conocer e informar permanentemente del estado y
operatividad de las instalaciones mediante el conocimiento de determinadas variables, representativas del
estado y operatividad. Por ejemplo, toma de medidas de temperaturas, vibraciones, consumos de energía
etc..
Mantenimiento Cero horas (Overhaul): Es el conjunto de tareas cuyo objetivo es revisar los equipos a
intervalos programados, bien antes de que aparezca algún fallo, bien cuando la fiabilidad del equipo ha
disminuido apreciablemente de manera que resulta arriesgado hacer previsiones sobre su capacidad
productiva. Dicha revisión consiste en dejar el equipo a cero horas de funcionamiento es decir, como si el
equipo fuera nuevo. En estas revisiones se sustituyen o se reparan todos los elementos sometidos a
desgaste. Se pretende asegurar, con gran probabilidad, un tiempo de buen funcionamiento fijado de
antemano.
Mantenimiento En Uso: Es el mantenimiento básico de un equipo realizado por los usuarios del mismo.
Consiste en una serie de tareas elementales (tomas de datos, inspecciones visuales, lubricación, limpieza)
para las que no es necesario una gran formación, sino sólo un entrenamiento breve.

MODELOS DE MANTENIMIENTO:
Un modelo de mantenimiento es una mezcla de los anteriores tipos de mantenimiento en unas proporciones
determinadas, y que responde adecuadamente a las necesidades de un equipo concreto.
Cada equipo del aerogenerador necesitará una mezcla de los distintos tipos de mantenimiento.
Todos los modelos de mantenimientos de equipos necesitan de al menos dos acciones: Inspecciones y lubricación.
Las inspecciones apenas nos cuestan dinero y la lubricación es fundamental.
Podemos tener los siguientes modelos de mantenimiento.
Modelo Correctivo: Este modelo es el más básico, e incluye, además de las inspecciones visuales y la
lubricación de equipos, las reparaciones de las averías que surjan. Este modelo es aplicable en equipos con
bajo nivel de criticidad, cuyas averías no suponen ningún problema, ni económico ni técnico.
Modelo condicional: Incluye las actividades del modelo anterior más la realización de una serie de pruebas
o ensayos, que condicionarán una actuación posterior. Este modelo es útil en aquellos equipos de poco uso
o de uso elevado pero de poca probabilidad de fallo.
Modelo sistemático: Este modelo incluye un conjunto de tareas que realizaremos sin importarnos cuál es
la condición del equipo. Este modelo se aplica en aquellos equipos cuyos costes por avería sean muy
elevados.
Modelo de mantenimiento de Alta Disponibilidad: Se aplica a aquellos equipos que bajo ningún concepto
pueden sufrir una avería o mal funcionamiento por su elevadísimo coste. Este modelo se planifica con
mucho tiempo de antelación y no tienen por qué ser iguales año tras año.
MANTENIMIENTO LEGAL
Algunos equipos están sometidos a normativas o a regulaciones por parte de las Administraciones Públicas.
Algunos de los equipos sometidos a este tipo de mantenimiento en los parques eólicos son los siguientes:
- Equipos y aparatos a presión
- Instalaciones de Alta y Media Tensión.
- Determinados medios de elevación de cargas o de personas.
- Vehículos.
- Instalaciones contraincendios.
- Tanques de almacenamientos de determinados productos químicos.

ORGANIZACIÓN DEL MANTENIMIENTO:
En la siguiente figura podemos ver un esquema de la organización jerárquica del mantenimiento.
La Dirección de Mantenimiento es la que define la organización y quien toma las decisiones importantes en última
instancia.
Jefes de Zona: Suelen ser zonas geográficas.
Jefes de Parque: Son los encargados de asignar los trabajos a los técnicos de parque, ya sea mantenimiento
preventivo o correctivo.
Técnicos Especialistas: Apoyan a los técnicos del parque tanto en el mantenimiento preventivo como correctivo.
Equipo de Grandes Correctivos. El equipo de Grandes Correctivos tiene una gran capacidad y movilidad geográfica
para realizar tareas de gran complejidad y envergadura, como puede ser cambiar una pala, una multiplicadora.
ESPECIALITA TÉCNICO
DIRECCIÓN DE
MANTENIMIENTO
JEFES DE ZONA JEFES DE ZONA
JEFE O SUPERVISOR DEL
PARQUE JEFE O SUPERVISOR DEL
PARQUE
EQUIPO CORRECTIVO EQUIPO PREVENTIVO EQUIPO GRANDES CORRECTIVOS

MANTENIMIENTO PREVENTIVO DE AEROGENERADORES
INTRODUCCIÓN.
Los objetivos buscados en el mantenimiento preventivo son: la reparación de componentes
con tiempo de ejecución controlada, una mayor previsión en recursos humanos y materiales,
optimización de la reparación buscando la solución más adecuada (retrofit), conseguir una
pérdida de producción baja. Para la realización del mantenimiento preventivo se seguirán las
instrucciones del fabricante, que normalmente indicara cada cuanto tiempo hay que revisar
sus componentes, o también se podrá elaborar un plan de mantenimiento programado basado
en nuestra observaciones de cómo se comportan las máquinas.
Los trabajos que habitualmente se realizan en el mantenimiento programado se centran en las
palas, en la torre, mejora de componentes y revisión de equipos fundamentales.
Vemos a continuación un pequeño extracto de las operaciones de mantenimiento preventivo,
con su correspondiente programación.
Nº1 GENERAL 6 meses anual 4 años Observaciones 1.1 Verificar puertas y acceso góndola x
1.2 Verificar línea de seguridad x
1.3 Verificar par de apriete de la tornillería x
1.4 Verificar ausencia de grietas x
1.5 Inspección elevador x
1.6 Revisión de documentación técnia x
Nº2 TRANSMISIÓN MECÁNICA 6 meses anual 4 años Observaciones 2.1 Verificar correcto estado del
multiplicador x
2.2 Extracción de muestra de análisis de aceite para su análisis
x
2.3 Cambio de filtro de aceite de la multiplicadora.
x
2.4 Cambio aceite multiplicadora x
2.5 Cambio shent-block generador x
2.6 Cambio shent-blocs multiplicadora x
2.7 Verificar rodamiento del buje x
2.8 Engrase rodamiento del bujo x
Vemos a continuación las revisiones más habituales que se hacen semestralmente.
Cimentación y Torre:
- Grietas fundación.
- Pares de apriete.
Palas
- Fisuras y marcas de grietas.
- Decoloraciones y rugosidades.

- Borde de ataque.
Rotor
- Fisuras y tornillos soporte cono del buje.
- Retenes y engrases rodamientos palas.
- Pares de apriete.
Pala-buje.
- Aprietes y holguras cajas rodamientos de palas.
- Uniones rotor y eje principal.
- Engrase rodamiento eje principal.
- Comprobación alineación eje principal.
Multiplicadora
- Apriete y holguras de amortiguador.
- Aceite: análisis, fugas y nivel.
- Aspecto rodamientos y engranajes.
- Alineado, ruidos, y vibraciones.
- Sist. Refrigeración: bomba aceite, fugas circuito, válvulas, ventilador.
Eje alta velocidad
- Freno: desgastes, fisuras, alabeos.
- Sistema hidráulico freno: aceite, fugas, precarga.
- Uniones cardan, juntas, engrases.
- Rodamientos.
Generador
- Engrase de rodamientos.
- Inspección y apriete de caja de bornas.
- Inspección anillos y escobillas.
- Limpieza de intercambiador y filtros.
- Megado devanados estator y rotor.
Sistema de cambio de paso
- Comprobar ajustes: señal y rango entre extremos.
- Prueba de carrera: carga, puntos duros, etc.
- Comprobaciones del sistema hidráulico / Servomotores.

Otros Eléctricos
- Inspección visual, limpieza y comprobación conexiones: ground, auxiliares, cables,
terminales, trafo, celda.
- Megados y comprobación aislamiento eléctrico.
Sistema de orientación
- Inspección dientes y prueba: carga, ruidos, puntos duros.
- Engrase de corona y superficies deslizantes.
- Reapriete de discos y holguras rad. Placas deslizantes.
- Comprobación del sistema hidráulico: aceite, presión, frenos.
MANTENIMIENTO PREVENTIVO ATENDIENDO A LOS ANÁLISIS DE FALLOS.
Debemos de tener en cuenta que los fabricantes no son mantenedores. Aunque son
fundamentales las instrucciones que nos dé el fabricante sobre el mantenimiento de equipo, es
la empresa responsable del mantenimiento la que tiene que decidir y definir el plan de
mantenimiento.
La experiencia en el mantenimiento puede llevar a que obtengamos mejores resultados.
El análisis de los fallos de un determinado equipo, puede llevarnos a modificar el plan de
mantenimiento inicial.
El análisis de fallos debe contestar a 5 preguntas claves:
1. ¿Cómo falla el equipo?
2. ¿Cuál es la causa de cada fallo?
3. ¿Qué consecuencias tiene cada fallo?
4. ¿Cómo puede evitarse el fallo?
5. ¿Qué hacer si no se puede evitar el fallo?
Las respuestas a estas preguntas llevarán a modificar el plan de mantenimiento inicial, de tal
forma que, puede que se incrementes algunas acciones, como engrases o limpiezas, a la
modificación parcial de un equipo e incluso a la sustitución del mismo.

OPERACIONES DE MANTENIMIENTO PREVENTIVO
1. INSPECCIONES.
Las inspecciones realizadas de los trenes helicoidales (figuras 1 y 2), de las muestras de aceite y
partículas de cárteres, han evidenciado de forma general los siguientes defectos:
Figura 1.

Figura 2.
1) Presencia de pitting(corrosión) en grado muy avanzado, incluso con acusadas pérdidas de
material, en los trenes helicoidales de los engranajes.
2) Alto contenido partículas metálicas en suspensión en el aceite.
3) Abundante depósito de partículas en los cárteres de las cajas multiplicadoras.
4) Deterioro de rodamientos.
2.1 MEDICIÓN DE VIBRACIONES.
Con la medición de vibraciones se consigue identificar posibles problemas antes de que vayan a
mayor en diferentes partes del aerogenerador, estas medidas son tomadas mediante en puntos
representativos de la figura 3. Estas mediciones pueden ser efectuadas mediante dispositivos
móviles o detectores de vibraciones fijos.

Figura 3.
1. Rodamiento principal. 2. Unión eje principal-multiplicadora. 3. Soporte multiplicadora. 4. Soporte multiplicadora. 5. Eje multiplicadora. 6. Acoplamiento. 7. Multiplicadora. 8. Disco de freno. 9. Generador.
Tabla 1: Ejemplo de tabla de análisis de modulación en alta frecuencia (HFD).

2.2 Análisis de resultados.
El análisis de las tablas precedentes de resultados experimentales, ha permitido comprobar, que
con niveles de vibración ACEPTABLES (lo que revela un comportamiento mecánico-operativo
correcto); existen, como lo ponen de relieve los indicadores de alta frecuencia, defectos de
lubricación y/o agotamiento prematuro en la vida de los rodamientos.
2.3 Diagnóstico.
Una vez acotado el problema, los análisis y posterior cálculos de cargas en engranajes y
rodamientos, los ensayos complementarios: Caracterización y determinación de ciclos de fatiga
con cargas reales figura 4, han permitido diagnosticar que la causa raíz de este fallo se encuentra
en los rodamientos de estas unidades.

Figura 4.
Una vez desgastados los rodamientos, se produce la degradación de los dientes de los trenes,
con el subsiguiente fallo de la caja multiplicadora.
3. ANALISIS DEL ACEITE.
El análisis del aceite es otra técnica empleada en mantenimiento preventivo como se ha dicho
anteriormente, para identificar posibles problemas, ya que el aceite al circular por casi todas
las zonas más sensibles puede servir de indicador de su estado a grosso modo, ya que no
indicará la pieza concreta que puede estar fallando sino que indicará la zona donde se
encuentra, ya que será la zona por donde circule el aceite. El aceite indicara que algo es
pasando en una determinada zona si se ven cambios en sus propiedades por ejemplo si
contiene más metales, es nos indica desgastes, o si el aceite se oscurece.
4. CONCLUSIONES.
• El mantenimiento, en su vertiente especializada de Mantenimiento Predictivo de Averías, se
ha revelado como una eficaz herramienta, no sólo para optimizar condiciones de explotación
de los parques eólicos, sino como medio de identificación precoz de fallos o defectos de
diseño.
• Esta técnica de mantenimiento preventivo, junto con la caracterización experimental, o
determinación de ciclos de fatiga, permiten garantizar técnicamente al inversor-usuario, la
viabilidad de la inversión.
Inspección Típica de Aerogeneradores de Paso Variable
El mantenimiento de los Parques Eólicos consistirá en una serie de operaciones complejas que
dependerán del tipo de máquinas a mantener. Todas estas operaciones se realizarán siempre
según las indicaciones del fabricante, es él quien establece el orden de prioridades y las
cadencias de las actividades a la hora de realizar los mantenimientos mínimos programados.
Todo esto estará expuesto a modificaciones y mejoras de la máquina con el fin de obtener
siempre el máximo rendimiento. Todo el mantenimiento estará expuesto a modificaciones y
mejoras de la máquina con el fin de obtener siempre el máximo rendimiento.
Todas las actividades las realizarán personal cualificado cuyas responsabilidades abarcarán:
- Mecánicas: Se desempeñarán tareas de medida, ajustes, maquinados de ciertas partes
de la máquina y deberán trabajar con un grupo electrógeno.
- Eléctricas: Se realizarán trabajos en Baja, Media y Alta tensión, todos estos trabajos
tienen un riego inherente por lo que es fundamental trabajar con el equipo adecuado y
se debe cumplir de manera severa toda la normativa vigente en materia de Seguridad y
Salud, teniendo siempre muy en cuenta las 5 reglas de oro y no confiándonos en
absoluto.
- Electrónicas: Se deberán controlar los numerosos sensores que controlan el buen
funcionamiento de la máquina. Por otro lado se deberán revisar toda la electrónica de
potencia y el autómata de control del aerogenerador.
Mantenimiento típico en un aerogenerador con paso de pala variable.
Se hace mención al mantenimiento tipo que deberá realizarse a una máquina tripala con paso
variable y regulable hidráulicamente. (La regulación también se podrá realizar con motores
eléctricos paso-paso o paso fijo).
Previo a cualquier trabajo en un aerogenerador se deberán revisar que se cumplan todas las

condiciones de seguridad marcadas tanto por el fabricante como por los responsables de
Seguridad y Salud.
Los puntos de mayor atención serán:
- Las palas: Éstas deberán estar en bandera.
- El eje del rotor: Siempre bloqueado.
- Al mismo tiempo los trabajadores deberán estar familiarizados con la localización de las setas
de emergencia. Estas estarán por regla general en:
- En el eje principal.
- En la plataforma de giro.
- En el controlador del TOP.
- En el controlador del ground.
Al accionar cualquiera de estas setas el sistema deberá entrar en emergencia, por lo que no
existirá tensión en los contactores de los motores ni en las electroválvulas de emergencia del
sistema hidráulico, con lo que las palas pasarán a bandera. ( 90º de pala, es el mínimo ángulo de
la pala expuesta al viento.)

La primera tarea será comprobar si alguna de las lámparas de señalización está fundida, esta
tarea se realizará mediante el pulsador de prueba de lámparas. En caso de alguna lámpara esté
fundida se deberá proceder a su sustitución.
Se revisará y se limpiará el armario por si tiene restos de virutas.
Se comprobarán que todas las conexiones externas están fijas tanto en los embarrados como en
las inductancias.
Se deberán anotar las velocidades del viento, este se podrá ver en el display del ground, en el
PC o en el dispositivo que tenga la máquina. También se deberán tener en cuenta la temperatura
ambiente y la temperatura del aceite de la multiplicadora.
Se deberá comprobar el correcto funcionamiento de las setas de emergencia, se accionarán una
por una para ver que la alarma de solicitud se activa, después de la comprobación se deberán
reponer otra vez. Los frenos deben activarse al accionar las setas de emergencia.
El sensor de vibraciones se activará y se comprobará que la señal digital se activa y produce el
enclavamiento en el sistema, después de la comprobación se deberá desactivar.
Las pruebas a realizar en el PITCH serán:
Prueba de e negativo.
Prueba de tope positivo.
Prueba del pitch positivo del desplazamiento.
Prueba del pitch negativo del desplazamiento.
Prueba de flujo positivo válvula proporcional.
Prueba de flujo negativo válvula proporcional.
Prueba de consigna de posición del pitch.
Todas estas pruebas se realizarán con el sistema en emergencia y sin ningún enclavamiento.
Todas estas pruebas se realizarán con el display o el PC.
Una vez finalizadas todas las pruebas se deberá de dar la orden al sistema de fin de pruebas.

Se orientará la barquilla a 90º dando órdenes de giro a los motores CW y parada y CCW y
parada. Una vez finalizada esta prueba se orientará la barquilla a 90º de la dirección del viento
con el fin de eliminar par en las palas.
Pruebas de giro que se realizarán en la máquina:
Orientación de la máquina.
Comprobación medida y regulación.
Sobre velocidad eléctrica.
Sobre velocidad mecánica.
Se inspeccionará el generador en periodos regulares se hará especial hincapié en los siguientes
puntos:
Mediciones de vibraciones.
La vibraciones que puedan aparecer a baja velocidad y que son sensibles tanto sobre la
carcasa como sobre los rodamientos o las escobillas.
Las vibraciones o golpes en las juntas elásticas o flexibles del acoplamiento.
Se observará que la ventilación no ha sido perjudicada por materiales extraños.
Se limpiará periódicamente y por aspiración enérgica el cuerpo de anillos rozantes.
Cuando exista sospecha de calentamiento excesivo, se medirá la temperatura. Se
podrá realizar por la medición de la resistencia de los devanados de la máquina en frío
y en caliente.
Limpieza del cuerpo de anillos y escobillas.
Este mantenimiento deberá de hacerse con una máquina desacoplada de red y el
contactor del rotor abierto.
El generador lleva tres o cuatro escobillas electrografíticas por anillo.
El reemplazo de escobillas se realizará una vez al año.
Se reengrasará los rodamientos del generador, esta grasa deberá estar exenta de
resinas y ácidos, no deberá solidificarse ni ponerse grumosa. Es muy importante no
mezclar grasas de diferentes propiedades y el reengrase se debe realizar con la
máquina en marcha.

Principales Averías
PEQUEÑAS AVERIAS.
Normalmente las averías que se dan en los aerogeneradores suelen ser pequeñas averías que
se pueden arreglar en poco tiempo menos de 24 horas, las averías pueden deberse a:
– Condiciones de operación.
– Mala reparación de un componente.
– Fallo de calidad o diseño del componente.
– Fallo humano.
– Rearme local por seguridad del aerogenerador, al detectarse vibraciones extrañas,
presiones inseguras, exceso de temperaturas o torsión de cables.
– Rearme remoto ocasionalmente debo a fallos de lectura o funcionamiento temporal.
1. AVERIAS y ALARMAS ELECTRICAS.
Las averías y alarmas eléctricas que más se suelen dar son fallos en los instrumentos de
medida como son: el anemómetro, la veleta, los sensores de temperatura, velocidad,
vibración, presión. Las posibles causas que los originan son:
• Por un aviso real de la alarma.
• Por un mal ajuste del sensor.
• Por desajuste del sensor por el funcionamiento.
• Por condiciones adversas (temperatura, climatología, etc.)
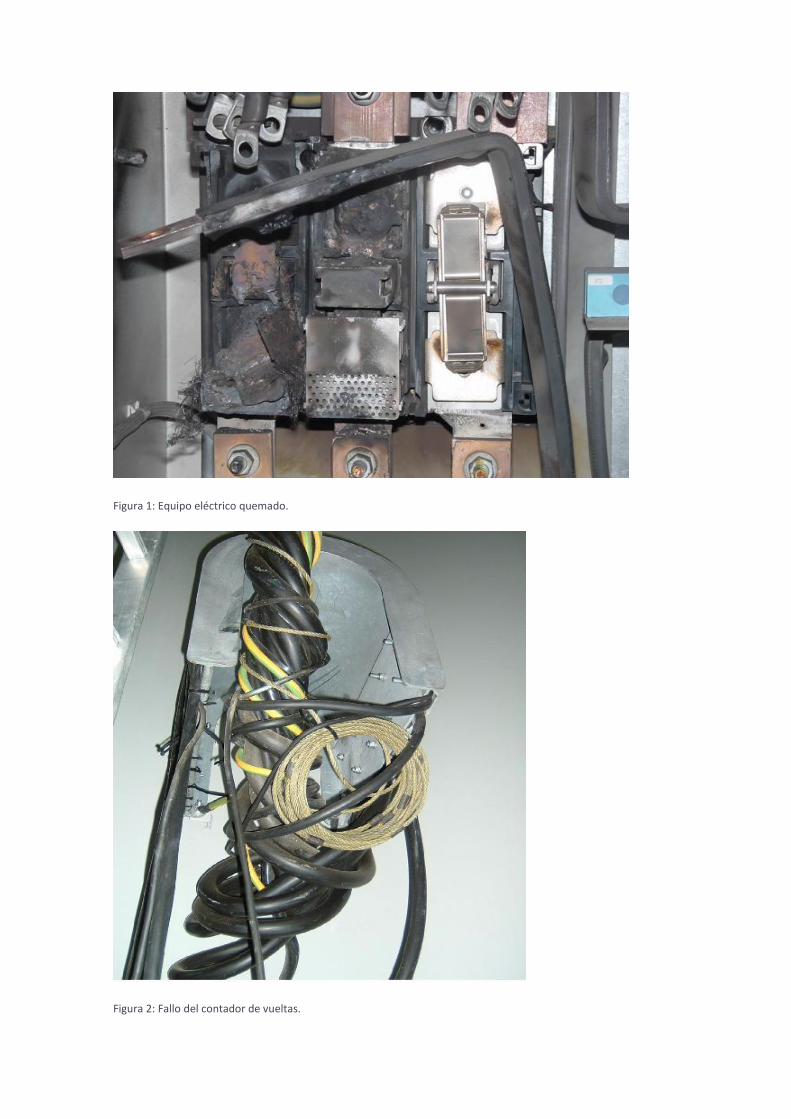
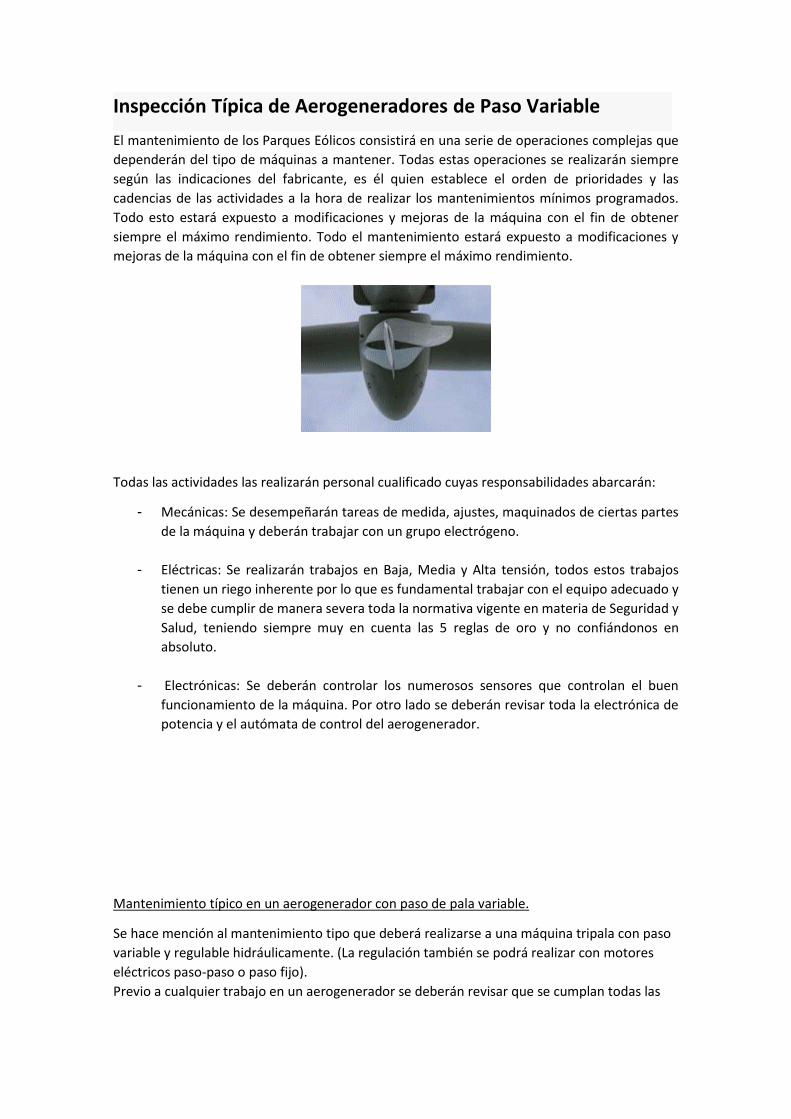
Figura 1: Equipo eléctrico quemado.
Figura 2: Fallo del contador de vueltas.
1.1 Equipo de maniobra.
El aparellaje de maniobra es otro de los componentes eléctricos que puede fallar esta
compuestos por contactores, relés, magneto-térmicos, electro válvulas. Las causas que pueden
conducir al fallo son:
– Fallo por fatiga del componente.
– Mal conexionado de los cables.
– Consecuencia de otras alarma.
– Fallo súbito (disparo de línea, tormenta eléctrica).
– Desgaste de las escobillas.
– Mala transmisión por suciedad.
– Derivación por humedad.
– Mal Reapriete del conexionado.
– Contactor defectuoso.
– Exceso de maniobras.
– Mal conexionado.
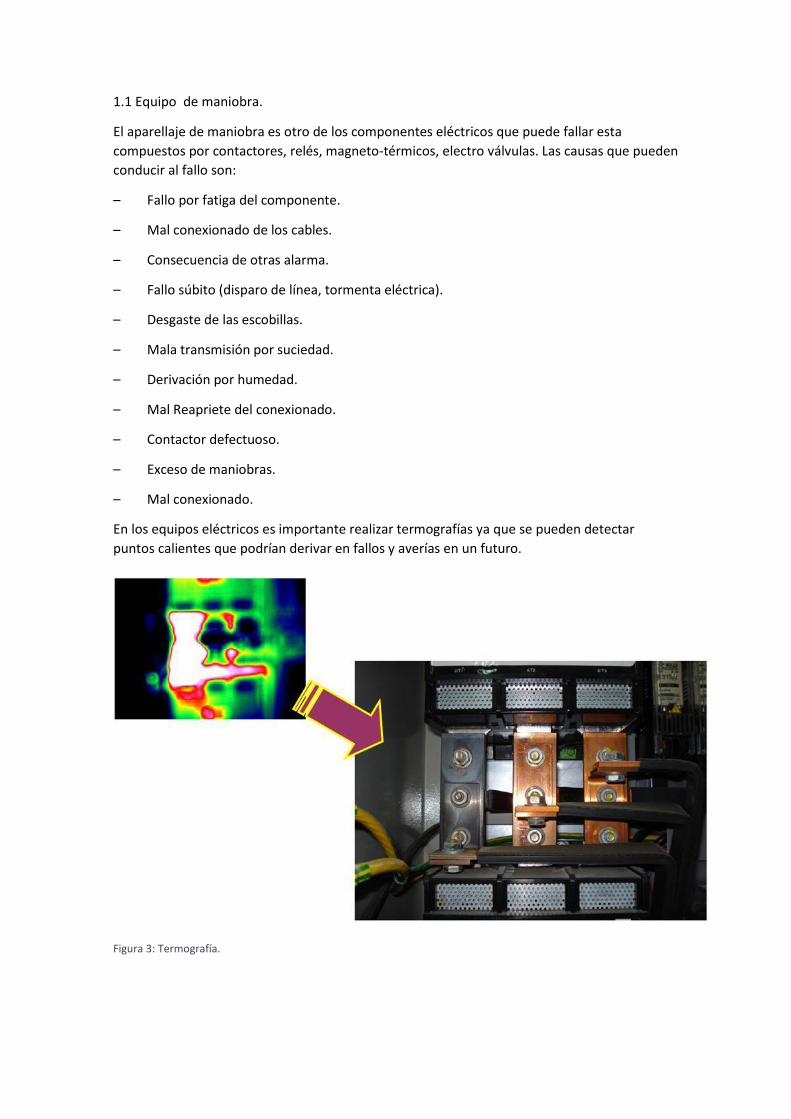
En los equipos eléctricos es importante realizar termografías ya que se pueden detectar
puntos calientes que podrían derivar en fallos y averías en un futuro.
Figura 3: Termografía.

1.2 Protección de rayos.
Después de una avería por tormenta eléctrica hay que inspeccionar todo el sistema eléctrico
y anti-rayos para buscar posibles averías provocadas por el rayo que se puede a ver derivado y
estropeado instrumentos por todo el aerogenerador, por lo que los principales elementos a
revisar son:
- Protector de rayos generador.
- Protector de rayos.
- Panel eléctrico.
- Rodamiento principal.
- Palas.
Figura 4: Pintura que impide el contacto entre metales.
1.3 Motores / ventiladores.
Las averías que sufren motores y ventiladores eléctricos están relacionadas con:
– Sobre intensidad por funcionamiento.
– Derivación entre fases.
– Problemas de rodamientos.
1.4 Electrónica de control y potencia.
Las averías que se dan en controladores, módulos de control y comunicación, UPS, IGBT,
tiristores son debidas normalmente a:
- Fallo encadenado de componentes.
- Sobretensiones e intensidades de la línea.

- Baja calidad de los componentes.
- Tormentas eléctricas.
2. MECANICO/HIDRAULICAS.
Son fallos que se dan en sistemas mecánico-hidráulicos, principalmente por la degradación del
aceite.
– Generadores: sobrecalentamiento por falta de engrase o humedad en los rodamientos, falta
de refrigeración en los bobinados.
– Multiplicadora: retenes dañados, mal conexionado en refrigeración hidráulica y filtros.
– Sistemas hidráulicos: Fugas y contaminación de aceite.
– Bombas.
2.1 Hidráulica.
Las principales averías que se dan en el sistema hidráulico son:
- Bloqueo de componentes.
- Degradación y rotura.
- Fugas en el circuito.
Las averías son debidas a:
- Aceite contaminado, de todas las averías las relacionadas con la contaminación del aceite
representan entre un 70-80%.
- Rotura mecánica del componente.
- Mala reparación del sistema.
- Sobrecarga del sistema.

Figura 5: Manguera degradada.
2.1.1 Conexionado y sellado.
Para evitar problemas durante el transporte y el montaje, todos los orificios deben ser sellados
de manera segura. Todos los orificios y componentes expuestos deben ser cubiertos
inmediatamente después del desmontaje. Los latiguillos deben ser inmediatamente tapados
tras su desconexión.
Fuentes de contaminación:
- Bombas, tienden a machacar las impurezas, haciendo la situación más grave.
- Tapa superior del tanque, el aceite se puede contaminar si el sellado es incorrecto.
- Desgaste del sistema, el desgaste de piezas móviles (bombas y válvulas) conlleva la
creación de partículas metálicas.
- Sistemas nuevos, en ocasiones partículas metálicas, pintura, etc, provenientes de la
mecanización pueden contaminar todo el sistema.
- A través del filtro de aire, agua en suspensión puede colarse junto con el aire y pasar a
mezclarse con el aceite o condensarse en el tanque.
- Juntas del cilindro, se desgastan con el paso del tiempo, contaminando el aceite.
Las partículas que podemos encontrar en el aceite dependiendo de su tamaño nos podrán
ocasionar uno u otro tipo de daño, a continuación se detallan los daños según su tamaño.
1) Partículas > 40 µm causan averías cuando se quedan atascadas en válvulas o bloquear líneas
de pilotaje o válvulas de corredera (como las proporcionales).
2) Partículas >25-40 µm causan fallos intermitentes ya que pueden bloquear líneas de pilotaje
y correderas de válvulas.

3) Partículas < 25 µm desgastan prematuramente todos los componentes del sistema. No
suelen provocar bloqueos.
2.1.2 Oxidación.
Durante la operación normal, el aceite está expuesto a condiciones que pueden descomponerlo
por oxidación. Se debe al calentamiento y al batido del aceite en presencia de aire, catalíticos
metálicos o agua. Los ácidos orgánicos que son solubles en el aceite e insolubles al agua
aparecen tras la oxidación. Esto hace que los componentes del sistema queden expuestos a un
riesgo de corrosión todavía mayor, la oxidación puede conllevar la formación de barros que
pueden formar depósitos en conducciones y componentes, la oxidación además produce ácidos
carboxílicos, para neutralizarlos se añaden al aceite sustancias básicas que constituyen la
“reserva básica” del aceite (TBN), si el TBN baja del 50% del que tiene el aceite nuevo, hay que
sustituir. El aceite oxidado tiene un olor rancio y fuerte.
Figura 6: Oxidación.
2.1.3 Presencia de aire en el aceite.
Las burbujas de aceite se dan a menudo si el depósito es pequeño en relación con la demanda
de aceite del sistema. Las burbujas no tendrán tiempo de flotar hacia la superficie y dejar el
aceite antes de ser succionadas de nuevo por la bomba. También puede entrar aire al sistema a
través de bombas deterioradas o conducciones rajadas. A menudo se introduce aire en el
sistema al reemplazar algún componente. El aire puede eliminarse mediante un sangrado o
purgado. La presencia de aire en grandes cantidades puede dar lugar a la destrucción de las
bombas por el efecto de cavitación. Al presurizar las burbujas de aire, éstas explotan, cuando las
burbujas explotan, el aceite implosiona rápidamente creando presiones de hasta 400 bares, si
la implosión tiene lugar cerca del cuerpo de la bomba se podrán producir daños en la misma.
Una bomba puede quedar totalmente inutilizada tras pocos minutos de funcionamiento con
cavitación (aspiración en vació).
Figura 7: Aire en el aceite.
AVERIAS GRANDES.
Las grandes averías ocurren en pocas ocasiones, pero debido a su gravedad pueden parar el
aerogenerador durante mucho tiempo, ya que afectan directamente a componentes principales
y sus elementos como son: la multiplicadora, el generador, el transformador, las palas, los
sistema giro.
El coste de las averías es elevado de reparar ya que provocan pérdidas de producción y se suelen
necesitar máquinas y herramientas especiales como son grandes grúas, y personal cualificado.
El fallo puede deberse a:
– Condiciones de funcionamiento.
– Mal funcionamiento del componente.
– Fallo de calidad o diseño del componente.
– Fallo humano.
3. AVERIAS ELECTRICAS.
Las grandes averías que más se suelen dar son principalmente eléctricas y se dan en los
siguientes componentes:
– Generador: Por defecto de aislamiento, mal conexionado en el bornero, falta de
aislamiento en el estator.
– Transformador: Por sobrecalentamiento por falta de refrigeración, falta de aislamiento,
mal dimensionado del T. a potencia nominal, mal conexionado.
– Celda MT: Por fallo en fusibles, fuga de SF6.

Figura 8: Falta de aislamiento.
4. AVERIAS MECANICAS.
En la multiplicadora las principales averías que se pueden dar son las relacionas con la
degradación y rotura de las ruedas dentadas y los piñones, con los rodamientos por falta de
lubricación principalmente o por que se han introducido objetos extraños que han provocados
daños, averías o desgaste, también pueden ser provocadas por fatiga por flexión, por fatiga por
contacto, por deformación plástica, por figuración.
Figura 9: Degradación ruedas dentadas.

- En las palas las principales averías que se dan son las relacionadas con problemas en los
rodamientos de las palas, daños en las palas como son grietas y fisuras
estructurales e impactos de rayos, además de los siguientes:
1) Falta de engrase.
2) Contaminación de la grasa (hidráulico, agua).
3) Vibraciones.
4) Mal dimensionado del rodamiento.
5) Ajuste del ángulo.
6) Daños estructurales de diseño.
7) Impacto de aves.
Figura 10: Daños provocados por un rayo.
Generalmente las averías mecánicas suelen producirse por el desgaste de las piezas cuando
están mal lubricadas o sometidas a sobre esfuerzos, los desgastes pueden acarrear y ser
provocados por las siguientes razones:
- Desgaste por rodadura.
- Micropicaduras/Coloración gris.
- Viscosidad insuficiente.
- No uso de lubricante seco, limpio o refrigerado.

- Fallos de fabricación como la eliminación de la capa dura en el rectificado o que tenga
insuficiente capa primaria.
- Excesivo tiempo con el rotor bloqueado.
- Rotura por causa de otro componente.
- Desconchado.
- Oxido.
- Falta de lubricación.
- Aceite contaminado.
- Daños en los rodamientos.
- Daños en el circuito de refrigeración.

SENSORES EN UN AEROGENERADOR
Sensor ultrasónico para la velocidad del viento.
Veleta analógica
Sensores de vibraciones
Sensores nivel de líquidos. (refrigerante, aceite)
Sensor desgaste escobillas.
Sensor YAW.
Encoder YAW.
Sensor humos.
Sensores detectores de hielo.
Sensores de temperatura:
- En el transformador
- En radiadores (trafo)
- En embarrados.
- En la góndola
- En el exterior
- En devanados del generador
- En rodamientos generador
- En anillos rozantes generador
- Refrigerante IGBT
- Aceite hidráulico
- Aceite multiplicadora
- Rodamientos multiplicadora
- En el cuadro del HUB
Sensores de presión:
- En grupo hidráulico.
- En multiplicadora
- En acumulador del PITCH
Encoders: