UNIVERSIDAD DE GUAYAQUIL - UGrepositorio.ug.edu.ec/bitstream/redug/33165/1/401... · de embalaje,...
76
UNIVERSIDAD DE GUAYAQUIL Facultad de Ingeniería Química Carrera de Ingeniería Química Trabajo de Titulación Previa a la obtención del Título de: INGENIERO QUÍMICO Tema: “Obtención de Tintas Flexo Screen, para impresión de forma artesanal en fundas de polietileno, a partir de Tintas Flexográficas Base Solvente” Presentado por: JUAN CARLOS VITE RUIZ Tutor: Ing. Quím. Carlos Rafael Calle Jara Msc. Guayaquil – Ecuador 2018
Transcript of UNIVERSIDAD DE GUAYAQUIL - UGrepositorio.ug.edu.ec/bitstream/redug/33165/1/401... · de embalaje,...
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ingeniería Química
Carrera de Ingeniería Química
Trabajo de Titulación
Previa a la obtención del Título de:
INGENIERO QUÍMICO
Tema:
“Obtención de Tintas Flexo Screen, para impresión de
forma artesanal en fundas de polietileno,
a partir de Tintas Flexográficas
Base Solvente”
Presentado por:
JUAN CARLOS VITE RUIZ
Tutor: Ing. Quím. Carlos Rafael Calle Jara Msc.
Guayaquil – Ecuador
2018
II
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ingeniería Química
Carrera de Ingeniería Química
ACTA DE APROBACIÓN
Trabajo de Titulación
TEMA:
“Obtención de Tintas Flexo Screen, para impresión
de forma artesanal en fundas de polietileno,
a partir de Tintas Flexográficas
Base Solvente”
Presentado por:
JUAN CARLOS VITE RUIZ
Aprobado en su estilo y contenido por el Tribunal de
Sustentación:
………………………………………………………………
Ing. Quím. Carlos Calle Jara
Director del Proyecto
Presidente del Tribunal Profesor del Tribunal o Miembro
__________________ ______________________
Profesor del Tribunal o Miembro
__________________________
Fecha de finalización Proyecto de Investigación: Abril 2018
III
DERECHO DE AUTORÍA
Yo, Juan Carlos Vite Ruiz, declaro bajo juramento que el trabajo aquí
descrito es de mi autoría, que no ha sido previamente presentado para
ningún grado o calificación profesional, y que he consultado las referencias
bibliográficas que se incluye en este documento.
A través de la presente declaración cedemos los derechos de propiedad
intelectual a la Universidad de Guayaquil, Facultad de Ingeniería
Química, según lo establecido por la Ley de Propiedad Intelectual y su
reglamento.
____________________
Juan Carlos Vite Ruiz
CI. 0913580973
IV
CERTIFICACIÓN DEL TUTOR
Yo, Ing. Carlos Rafael Calle Jara, certifico haber tutelado el trabajo de
titulación “Obtención de Tintas Flexo Screen, para Impresión de forma
artesanal, en fundas de polietileno a partir de Tintas Flexográficas
base Solvente”, que ha sido desarrollada por Juan Carlos Vite Ruiz,
previa la obtención del título de Ingeniero Químico, de acuerdo al
reglamento para la elaboración de trabajos de titulación de tercer nivel de
la Universidad de Guayaquil, facultad de Ingeniería Química.
_________________________
Ing. Carlos Calle Jara Msc.
C.I: 0907201313
V
AGRADECIMIENTO
Quiero agradecer a Dios, por darme la vida y bendecirme todos los días, al
brindarme sabiduría, y la fuerza necesaria, para lograr avanzar en mi
preparación profesional.
Agradezco a la INDUSTRIA DILTIN ClA Ltda, por la apertura en sus
instalaciones y facilitarme todos los equipos que utilicé en la realización de
este proyecto de titulación.
Agradezco a mi tutor, Ing. Carlos Calle Jara, por su gran ayuda y
colaboración en la dirección de este proyecto.
Juan Carlos Vite Ruiz
VI
DEDICATORIA
A mi madre Anita, por todo ese amor, cariño, y confianza, que me ha sabido
brindar y que con su ejemplo de trabajo y perseverancia logró sacarnos
adelante, siendo ella una fuente de inspiración en todo esto momento.
A mi esposa Isabel, mi chiquita, que ha sabido brindarme su apoyo y
tolerancia en todo este tiempo que estoy junto a ella, demostrándome su
inmenso amor.
A mis hijos Katy, Jean, Ángel y Victoria, por su confianza y ser parte
fundamental de mi diario vivir y mi fuente de inspiración.
A mis hermanos David, Pilar, Gabriela, Olga, Wuacho, y Walter, por el
apoyo y consejos que me dieron para continuar en mis estudios y no
desmayar en el intento.
A mis familiares, profesores, compañeros de trabajo, y de estudio, quienes
me dieron conocimiento, apoyo y consejos para culminar mi objetivo y llegar
a esta meta.
Y a todos los que lamentablemente ya no están por que fueron llamados
ante nuestro padre celestial y sé que desde arriba me dan una mano
siempre.
Juan Carlos Vite Ruiz
VII
ÍNDICE GENERAL
DERECHO DE AUTORÍA ....................................................................................................... III
CERTIFICACIÓN DEL TUTOR................................................................................................ IV
AGRADECIMIENTO .............................................................................................................. V
DEDICATORIA ..................................................................................................................... VI
ÍNDICE GENERAL ............................................................................................................... VII
ÍNDICE DE TABLAS ............................................................................................................... X
ÍNDICE DE FIGURAS ............................................................................................................ XI
ÍNDICE DE CUADROS ......................................................................................................... XII
RESUMEN ......................................................................................................................... XIII
ABSTRACT ......................................................................................................................... XIV
INTRODUCCIÓN ................................................................................................................... 1
CAPÍTULO I .......................................................................................................................... 4
EL PROBLEMA ...................................................................................................................... 4
1.1Enunciado del Problema. ........................................................................................... 4
1.2 Antecedentes del Problema. ..................................................................................... 4
1.2.1 Historia de la flexografía. ................................................................................. 4
1.3 Planteamiento del problema. .................................................................................. 6
1.4 Formulación del problema ........................................................................................ 7
1.5 Delimitación del Estudio ........................................................................................... 7
1.6. Objetivos .................................................................................................................. 8
1.6.1 Objetivo General: ............................................................................................... 8
1.6.2 Objetivos Específicos: ........................................................................................ 8
1.7 Justificación del Problema ........................................................................................ 9
1.7.1 Justificación Práctica .......................................................................................... 9
1.7.2 Justificación Teórica ........................................................................................... 9
1.7.3 Justificación Metodológica .............................................................................. 10
CAPITULO II ....................................................................................................................... 11
MARCO TEÓRICO .............................................................................................................. 11
2.1 Presente y futuro de la Flexografía ......................................................................... 11
2.2 Definición de las tintas ........................................................................................... 11
VIII
2.3 Clasificación de las tintas ........................................................................................ 12
2.3.1 Tintas Flexográficas. ......................................................................................... 12
2.3.2 Tintas Offset ..................................................................................................... 13
2.3.3 Tintas Seri Gráficas ........................................................................................... 13
2.3.4 Tintas Litográficas ............................................................................................ 14
2.3.5 Tintas Flexográficas naturales. ......................................................................... 14
2.3.6 Tintas flexográficas sintéticas .......................................................................... 15
2.4 Tintas de mayor consumo. ..................................................................................... 15
2.4.1 Tintas base solvente ......................................................................................... 15
2.4.2 Tintas base Acuosa ........................................................................................... 16
2.4.3 Tintas UV .......................................................................................................... 17
2.5 Componentes de las Tintas. .................................................................................... 19
2.5.1 Vehículos o Resinas .......................................................................................... 20
2.5.1.1 Resinas poliamidas ........................................................................................ 20
2.5.1.2 Tipos de Resinas Poliamidas ......................................................................... 20
2.5.2 Solventes .......................................................................................................... 21
2.5.3 Pigmentos ........................................................................................................ 23
2.5.3.1 Promotores de adherencia ........................................................................... 24
2.5.4 ADITIVOS .......................................................................................................... 25
2.5.4.1 Antiespumantes ............................................................................................ 25
2.5.4.1.1 Tipos de antiespumantes ........................................................................... 25
2.5.4.2 Secantes ....................................................................................................... 26
2.5.4.2.1 Tipos de secantes ....................................................................................... 27
2.6 Industrias que fabrican tintas en el Ecuador .......................................................... 31
CAPITULO III ...................................................................................................................... 33
Metodología Experimental ............................................................................................... 33
3.1 Requerimientos de Equipos .................................................................................... 33
3.2 Procedimiento de la Preparación de la Tinta Flexo Screen. ................................. 33
3.3 Los Pasos a seguir en la Preparación de Tintas ...................................................... 34
3.4 Fórmula Stándar para 100 kilos de Producto. ........................................................ 34
3.5 Proceso de Fabricación de una Tinta. ..................................................................... 35
3.6 Control de calidad ................................................................................................... 36
3.7 Ensayos.................................................................................................................... 36
IX
3.8 Control de Calidad de los Ensayos .......................................................................... 42
3.8.1 Análisis del Ensayo # 1 ..................................................................................... 42
3.8.2 Análisis del Ensayo # 2 ..................................................................................... 43
3.8.3 Análisis del Ensayo # 3 ..................................................................................... 43
3.8.4 Análisis del Ensayo # 4 ..................................................................................... 44
3.8.5 Análisis del Ensayo # 5 ..................................................................................... 45
3.9 Materiales y Costos ................................................................................................. 45
3.10 Características del Equipo ..................................................................................... 46
3.11 Estructura del Equipo ............................................................................................ 47
3.12 Técnica de Operación de los Equipos. .................................................................. 49
3.13 Seguridad del personal. ........................................................................................ 49
3.14 Operación del molino y mezclador ....................................................................... 50
3.15 Mantenimiento de las máquinas .......................................................................... 50
CAPITULO IV ...................................................................................................................... 52
CONCLUSIONES Y RECOMENDACIONES............................................................................ 52
4.1 CONCLUSIONES ....................................................................................................... 52
4.2 RECOMENDACIONES ............................................................................................... 53
BIBLIOGRAFÍA .................................................................................................................... 54
ANEXOS ............................................................................................................................. 55
X
ÍNDICE DE TABLAS
Tabla # 1 Cuadro estadístico ..................................................................................... 31
Tabla #2 Ensayo 1 COLOR: ROJO ............................................................................... 37
Tabla #3 Ensayo 2 COLOR: AZUL ............................................................................... 38
Tabla #4 Ensayo 3 COLOR: NEGRO ............................................................................ 39
Tabla #5 Ensayo 4 COLOR: BLANCO .......................................................................... 40
Tabla #6 Ensayo 5 COLOR ROJO (2) .......................................................................... 41
Tabla #7 Costo de la tinta para el proyecto. ............................................................. 45
Tabla #8 Costo de la Tinta Flexográfica..................................................................... 46
Tabla #9 Diferencia de Costo de la tinta flexográfica con la Tinta Proyecto. ........... 46
XI
ÍNDICE DE FIGURAS
Figura #1 INDUSTRIA DILTIN ClA Ltda. ........................................................................ 7
Figura # 2. Mercado de Tintas en el Ecuador en el año 2010 .................................. 32
Figura #3 Molino Tricilíndrico ................................................................................... 47
Figura #4 Diagrama del Molino de Rodillos .............................................................. 47
Figura #5 Mezclador de Laboratorio ......................................................................... 48
Figura #6 Balanza ...................................................................................................... 49

XII
ÍNDICE DE CUADROS
Cuadro # 1 Estructura básica de las tintas Flexograficas .......................................... 19
Cuadro #2 Diagrama de flujo del proceso de fabricación de tinta .......................... 30
Cuadro #3 Diagrama de flujo de la tinta ................................................................... 51
XIII
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ingeniería Química
Previa a la obtención del Título de:
INGENIERO QUÍMICO
RESUMEN
Este proyecto de tesis brindará las posibilidades de realizar trabajos flexo
gráficos de manera artesanal, obteniendo un producto con las mismas
características, como las que se imprimen en las máquinas impresoras de
gran magnitud, logrando obtener dicho producto a un bajo costo. Las tintas
flexográficas son una gran necesidad, hoy en día, estas evolucionan a la
par con las nuevas tecnologías, para poder captar la atención de los
consumidores. Día tras día el fabricante tiene que evolucionar sus
empaques, ya que una buena presentación y un color adecuado del
producto, llama la atención de los clientes prácticamente facilita la venta,
llenando las expectativas del consumidor. Para lograr todo esto, la tinta
debe cumplir varias normas durante el proceso y después de aplicado, el
encargado debe realizar las impresiones, debe ser competitivo en su
trabajo, y estar pendiente del proceso, como de las condiciones del medio
ambiente. Al aplicar las tintas en el sustrato que se va a imprimir se debe
comprobar que tenga el correcto tratado, para lo cual el obrero debe tener
un registró donde se valore el correcto funcionamiento del producto.
Tenemos que asegurar la calidad del producto final, para su respectiva
producción. Dando con esto un empuje al pequeño artesano y una
posibilidad de crecer.
Palabras clave: tintas, tintas flexográficas, sustrato, grafico artesanal
XIV
UNIVERSIDAD DE GUAYAQUIL
Facultad de Ingeniería Química
Previa a la obtención del Título de:
INGENIERO QUÍMICO
ABSTRACT
This thesis project will provide the possibilities of doing graphic flexo work in a
traditional craft way, obtaining a product with the same characteristics, such as
those printed on large-scale printing machines, achieving this product at a low cost.
Flexographic inks are a great need, these days, they evolve on par with new
technologies, to capture the attention of consumers. Day after day the
manufacturer has to evolve their packaging, since a good presentation and an
adequate color of the product, draws the attention of the customers practically
facilitates the sale, filling the expectations of the consumer. To achieve all this, the
ink must meet several standards during the process and after applied, the manager
must make the impressions, must be competitive in their work, and be aware of
the process, as environmental conditions. When applying the inks on the substrate
to be printed, it must be verified that it has the correct treatment, for which the
worker must have a register where the correct operation of the product is
assessed. We have to ensure the quality of the final product, for its respective
production. This gives a push to the small craftsman and a chance to grow.
Key words: inks, flexographic inks, substrate, artisanal graphics
1
INTRODUCCIÓN
La Flexografía es un proceso que se utiliza en la impresión de materiales
de embalaje, cajas de cartón, cartón ondulado, bolsas de papel y plástico,
envases de alimentación, periódicos y catálogos. Este método de
impresión sigue creciendo en popularidad gracias a su bajo coste y respeto
al medio ambiente. La parte más importante de la impresión es la aplicación
de la tinta.
Es un sistema de alta calidad, que fue desarrollado en los años 60 sobre la
base de la impresión tipográfica convencional. En consonancia con
tipografía tradicional, el proceso utiliza planchas grabadas para la
impresión.
Es ideal para impresión sobre materiales elásticos como el foil de
polietileno, y otros plásticos elásticos. Entre los hitos de la relativamente
joven historia de la impresión flexográfica encontramos el desarrollo de
rodillos anilox de cerámica, Placas de fotopolímero, unidades anilox,
tecnología “sleeve”.
Las impresoras de flexografia de hoy en día pueden imprimir hasta 12
colores simultáneamente sobre un cilindro de impresión central. Estas
impresoras están diseñadas pensando en la productividad, permitiendo
cambios de trabajo rápido y reduciendo tiempos de impresión; tienen un
tamaño reducido y son altamente eficientes, permitiendo incluso la
impresión de tiradas cortas.
Las Tintas han sufrido cambios en los últimos años así como reajustes, los
primeros tiempos eran pigmentos por ejemplo el negro se lo sacaba del
carbón y hollín, se los destinaba a la impresión de periódicos, desde
entonces la evolución de las tintas nos ha llevado a formar instituciones y
al mismo tiempo con ellas normativas, para la pos impresión y la
manipulación. Al proceso de las tintas también se sumaron nuevas materias
primas, aditivos, solventes y componentes que nos advierten de la
peligrosidad de las tintas.
2
Por aquello y para no seguir destruyendo el planeta se crearon tintas
vegetales ecológicas con bajo olor, de baja migración que no contengan
metales pesados. Esto ha llevado a que las tintas sean más saludables y
complejas para aplicar. Las tintas son de tradición delgadas, fluidas y de
rápido secado; no obstante se ha incrementado las de tipo pasta las cuales
son formuladas así mismo, tipo solvente y tipo acuoso, que son reducibles
en agua o en solventes.
Las tintas por su clasificación han crecido notoriamente a través de los años
en las industria las cuales las emplean para un sin número de aplicación
tales como libros, revistas, cartones, plásticos, sacos, empaques,
periódicos, textiles, y muchos otros más.
También inciden en esa evolución la oferta de nuevos materiales para la
elaboración de tintas como resinas o polímeros sintéticas sustituyentes de
las antiguas gomas naturales y pigmentos de diseño a cambio de otros que
eran altamente contaminantes y peligrosos para la salud como los
derivados del plomo, cromo y otros.
Hoy en día la impresión flexográfica se está volcando a la utilización de
tintas al agua de bajo riesgo de contaminación ambiental, aunque todavía
subsisten tintas con solventes o anilinas cuya creación y síntesis datan de
más de 100 años.
Constantemente se está investigando sobre sustratos y tintas más
amigables con el medio ambiente y con una mayor biodegradabilidad,
aunque esto signifique a menudo aumento de costos. Sin embargo, se
advierte también un aumento notable de precios de los materiales más
contaminantes, sea por menor producción por ser sustituidos, sea por su
utilización en otros procesos”.
Así la flexografía avanza de la mano de los nuevos equipos y nuevas tintas,
el futuro de este sistema es incierto aunque todavía parece tener viabilidad
por muchos años e incluso expansión.
Tal vez en un futuro próximo las impresiones de variados materiales sean
realizados con tintas sólidas vaporizadas y orientadas para su deposición
en el sustrato por medios electrónicos, cargas eléctricas o fotostáticas y sin
3
pasar por cliché alguno configurando diseños computados directamente
sobre el sustrato.
En el capítulo I, se realiza una breve historia de la Flexografía, y se
menciona los antecedentes y problemas de las Tintas en Ecuador,
estableciéndose el problema y su delimitación, para finalmente plantear los
Objetivos a alcanzar.
En el Capítulo II, se hace referencia a las tintas y su clasificación, las
industrias ecuatorianas que fabrican tintas. Los ingredientes que componen
una Tinta y la importancia de cada uno de ellos en la aplicación de la misma.
También se elaboró un Diagrama de Proceso de la elaboración de una
Tinta.
En el Capítulo III, se indica todo el Proceso experimental realizado para la
elaboración de dicho Proyecto. Se elaboró la fórmula a utilizar, y se
realizaron algunas pruebas hasta lograr encontrar la fórmula ideal. Además
se realizaron los respectivos controles de Calidad y se indican los equipos
utilizados.
Para finalmente en el Capítulo IV, establecer las Conclusiones y
Recomendaciones, del Proyecto realizado, es decir la Obtención de las
Tintas Flexo Screen.
4
CAPÍTULO I
EL PROBLEMA
1.1Enunciado del Problema.
Obtención de Tintas Flexo Screen, para Impresión de forma artesanal
en fundas de polietileno, a partir de tintas flexográficas base Solvente.
1.2 Antecedentes del Problema.
1.2.1 Historia de la flexografía.
Originariamente se le llamaba impresión de anilina, ya que en los
comienzos de la flexografía se utilizaba tinta del tinte de anilina. Debido a
su toxicidad se prohibió en el envasado de alimentos. Su uso era
complicado ya que manchaban y necesitaban sangrado. Estas fueron
modificándose y mejorando, se substituyeron por resinas de poliamida, las
cuales permitieron un secado más rápido, por lo tanto un aumento de
velocidad de impresión.
Se empezaron a utilizar tintas con base solvente, las cuales eran
seguras para el envasado de alimentos, pero perjudiciales para el medio
ambiente. La Ley de Medioambiente, en la década de los 80, llevó a los
impresores a probar con las tintas de base agua. Hoy en día, a través de
investigaciones y del desarrollo se ha conseguido que la mayoría de
imprentas se adapten fácilmente a las tintas de base agua, y así permitir a
los impresores reciclar la tinta para su uso posterior.
A finales de los años 30 surgió la flexografia como consecuencia de
sistemas preexistentes adaptados a la utilización de tintas líquidas.
Durante varias décadas su uso se limitó al papel impreso tipo “fantasía”
o al fondeo de cartulinas.
5
Los expertos señalan que la flexografía se dio origen, en el siglo XVIII,
en Inglaterra, surge una máquina cuyo sistema de impresión era rotativo y
se la conoció como prensa de anilina, las Artes Gráficas atribuyó el origen
de la flexografía a Bibby Baron, cuyo diseño era un rollo de impresión
alimentado de torres de color entorno a un tambor.
La flexografía, la inventó Houleg en Francia en 1905. Se trata de una
técnica de impresión en relieve. La plancha que se utiliza, llamada cliché,
es generalmente de “fotopolímero”, que debido al material muy flexible, es
capaz de adaptarse a una cantidad de soportes muy variados. La
flexografía es un método semejante al de un sello de imprenta.
En el año 1908 la compañía Holweng patento la primera máquina de
flexo al producir bolsas en correa continua (Tubular) por medio del secado
rápido de los colorantes de la anilina.
https://flexografia.wikispaces.com/HISTORIA
Con la llegada de nuevos materiales como los films de polietileno,
celofanes, foils de aluminio, se crearon tintas adecuadas a estos sustratos
y se diversificó enormemente la industria de los envases. Así llegaron a los
mercados nuevas y atractivas creaciones en los envoltorios: bolsas,
pouches, blíster y todas las variantes a las que hoy estamos familiarizados.
La tendencia a usar este sistema de impresión es creciente, y la razón
es que es un modo sumamente veloz y económico; muchísimo más rápido
que otros sistemas como la tipografía o el offset, y en tiradas cortas más
flexible y baratas que el huecograbado.
Esta flexibilidad está dada en gran parte gracias a la constante innovación
en tintas y máquinas, aunque las tintas son la variable de ajuste más optada
debido a la menor inversión que requiere su desarrollo y aún, el tiempo
requerido.
Sin embargo, también las máquinas tuvieron en los últimos años enormes
avances, de dos cuerpos impresores iniciales se pasó a máquinas de ocho
totalmente computarizadas en las que se logra una calidad de impresión
similar al offset con un registro preciso, velocidades muy grandes de
producción y recambio de trabajos, cambio de bobinas sin detener la máquina,
6
automatización de las viscosidades de las tintas, formación de los diferentes
envases en la línea con la impresión, inversores de cara del sustrato.
Sistemas de anilox cerámicos racla y otros avances que hacen tan atractivo
al packaging actual, y tan versátil, desde los envoltorios de caramelos hasta
las cajas corrugadas para perecederos, los paquetes de film laminado a los
blíster de medicamentos, los saches de leches a los termoformados para
quesos, sin olvidarse de la enorme variedad de materiales escolares.
Para toda esta variedad, hoy en día se pueden encontrar en el mercado
tintas adecuadas para cada sustrato y para cada exigencia, con resistencias
específicas y aplicaciones puntuales, muchas de ellas surgidas de la
colaboración entre el proveedor de tintas y el usuario de las mismas, o sea, el
impresor.
1.3 Planteamiento del problema.
En la actualidad son pocas las empresas en Ecuador que fabrican este
producto, las tintas debido a su fórmula son líquidas, y no dan la facilidad
para su aplicación con maya, es este el motivo principal por el cual se
elaboró como proyecto, la elaboración este producto.
La intención de este proyecto, es presentar como alternativa a los
pequeños artesanos, una Tinta Flexo Screen, con facilidad de impresión,
materiales más económicos y con las mismas propiedades que las
flexográficas, brillo, adherencia, roce, con la única diferencia, que ésta
posea una alta viscosidad.
Es importante elaborar un producto idóneo para realizar el trabajo de
una manera más práctica durante la impresión, tomando en cuenta los
siguientes criterios y necesidades:
Bajo costo de fabricación.
Menos Consumo de energía
Facilidad de aplicación
Cumplir con la necesidad del cliente.
Bajo costo en impresión.
7
Con este proyecto el costo les dará facilidades y beneficios, para todos
los artesanos, ya que ellos no poseen una buena economía.
1.4 Formulación del problema
¿Es posible la creación de una fórmula de Tinta Flexo Screen de alta viscosidad, para ser utilizada en la impresión de forma artesanal?
1.5 Delimitación del Estudio
El proyecto de titulación se realizó en las instalaciones de la Industria “TINTAS DILTIN CÍA. LTDA”. Ubicada en Mapasingue Oeste Av. 1era # 413 E/ 3era y 4ta, Mapasingue,Guayas.
Figura #1 INDUSTRIA DILTIN ClA Ltda.
8
https://www.google.com.ec/maps/@-2.1614668,-
79.9339984,3a,75y,135.43h,70.88t/data=!3m9!1e1!3m7!1s_8kjqmncyIyvCCW2lsPk5w!2e0!7i13312!8i6656!9m2
!1b1!2i52
1.6. Objetivos
1.6.1 Objetivo General:
Obtener Tintas Flexo Screen, para impresión en fundas de
Polietileno de manera artesanal, a partir de las tintas Flexográficas
base solvente.
1.6.2 Objetivos Específicos:
Seleccionar la Materia Prima adecuada, que cumplan con las
propiedades requeridas por la nueva Tinta Flexo Screen.
Elaborar la Formulación Estándar de la Tinta Flexo Screen deseada.
Evaluar las propiedades de la Formulación Estándar de la Tinta
Flexo Screen obtenida.
9
1.7 Justificación del Problema
1.7.1 Justificación Práctica
El presente Proyecto de investigación consiste en desarrollar una tinta
Flexo Screen, con las mismas características de la tinta flexográfica, y
obtener un producto con alta viscosidad para su aplicación con mallas.
Trabajando en este proyecto se beneficia directa e indirectamente al
artesano ecuatoriano, ya que para realizar este trabajo no se necesitará
de una máquina impresora.
Solamente se utilizará malla, racleta, barniz, y un solvente apropiado
por su fórmula, la tinta no va ocasionar ningún problema cuando realicen la
aplicación en cualquiera de los sustratos a imprimir.
1.7.2 Justificación Teórica
En la actualidad, las tintas que se encuentran en el mercado ecuatoriano
tienen las siguientes características:
No son de aplicación artesanal.
La materia prima no cumple los requisitos para tipo malla.
Inexistencia en el mercado de una tinta de alta viscosidad tipo pasta.
No existe el apoyo ni firma de diseño tecnológico para el artesano.
Teniendo como consecuencia que:
La tinta en el mercado sea de mala impresión.
Su aplicación sea defectuosa.
Mercado insatisfecho
Por tales motivos he planteado la elaboración de una tinta Flexo Screen,
con excelente adherencia, y fácil aplicación para los pequeños
empresarios.
10
1.7.3 Justificación Metodológica
Gracias a la INDUSTRIA DILTIN ClA Ltda, pude realizar este proyecto, ya
que ellos me facilitaron sus instalaciones y equipos para el desarrollo del
mismo.
Para lograr el objetico trazado, realicé varios ensayos luego de analizar las
respectivas materias primas, previamente seleccionadas, y que cumplieran
con las propiedades exigidas para la obtención de la nueva Tinta.
Se realizó cinco ensayos utilizando pigmentos de distintos colores, y
aditivos, que le dieran las respectivas propiedades requeridas; luego de
realizar los respectivos análisis, se obtuvo la Fórmula Estándar.
11
CAPITULO II
MARCO TEÓRICO
2.1 Presente y futuro de la Flexografía
Con la llegada de nuevos materiales como los films de polietileno,
polipropileno, celofán, papel de aluminio, cartón, envases plásticos, se
crearon tintas para cada tipo de sustrato, encontrándose una gran variedad
en el mercado para cada exigencia, diversificándose de esta manera
enormemente la industria de Tintas Flexograficas, llegando al mercado
atractivas creaciones hacia los consumidores de hoy en día; también hay
que considerar, que las tintas sean amigables con el medio ambiente,
llegando a imprimir bolsas de polietileno pouches, blíster y todas las
variantes a las que hoy estamos familiarizados.
2.2 Definición de las tintas
La palabra Tinta proviene del latín tincta que significa “teñir”, la tinta es
el líquido coloreado que se utiliza para escribir o dibujar a través de
un instrumento adecuado. Este líquido suele contener distintos
pigmentos que permiten colorear una superficie con la intención de
crear textos o imágenes.
La tinta china, por otra parte, es producida mediante el carbón vegetal
molido, apelmazado y compactado con resinas vegetales u otras
sustancias que puedan actuar como pegamento.
En general todas las tintas poseen una fase sólida y una líquida. La fase
sólida es discontinua y la forman los pigmentos, mientras que la líquida es
una fase continua más o menos viscosa, llamada vehículo, barniz o
aglutinante.
12
2.3 Clasificación de las tintas
Las tintas se clasifican de acuerdo al sustrato donde se realiza la impresión a aplicar en:
Tintas flexográficas
Tintas offset
Tintas Serográficas
Tintas litográficas
2.3.1 Tintas Flexográficas.
La flexografía, es una técnica de impresión en relieve, de este modo
las zonas impresas quedan realzadas respecto de las zonas no impresas.
Anteriormente se utilizaban el hule vulcanizad, pero hoy en día es más
común la plancha, llamada cliché, elaborada de fotopolímero, que por ser
un material muy flexible, es capaz de adaptarse a una cantidad de
soportes muy variados.
Las tintas de flexografía son líquidas y al igual que otras tintas están
constituidas por resinas, materias colorantes (pigmentos/colorantes),
disolventes y aditivos. Una de sus características más importantes es que
son transparentes y para darles opacidad se les debe añadir blanco.
Los principales tipos de tintas Flexográficas son:
Tintas base solvente.
Tintas base agua.
Tintas UV.
Las principales propiedades de las tintas vienen dadas por cualidades
como: La viscosidad (22", ford 4, 20ºC), el color, la intensidad, la tonalidad,
el brillo, el poder cubriente, La limpieza del tono. Propiedades reológicas
como viscosidad, resistencia, tack y el secado.
La Flexografía, es un proceso de impresión sobre cuyos materiales por
su diversidad son: el papel, plásticos, cartón, cajas y envases de alimento.
13
Este método ha crecido grandemente por su bajo costo y consideración
al medio ambiente.
2.3.2 Tintas Offset
Esta tinta es oleosa compuesta por aleación de aluminio, también se
utiliza en cartón o materiales similares. Esta tinta se coloca en planchas
donde se tiene un compuesto hidrófobo, al resto se le coloca agua para que
repele la tinta, esto queda bajo presión y se pasa al papel.
Las tintas Offset son una fina dispersión de pigmentos o derivados de
colorantes en un medio líquido de viscosidad variable llamado vehículo o
ligante (comúnmente barniz). Su composición están condicionadas a:
sistema de impresión – forma de impresión – tipo de máquina de impresión
– soporte de impresión – requisitos estáticos – resistencias solicitadas de
cualquier tipo en cualquier posición del impreso en función del uso al cual
será destinado.
Las tintas Offset o de impresión están compuestas por tres partes
fundamentales, que dependiendo de la medida o variación de las mismas,
se emplean para los diferentes sistemas de impresión, soportes a imprimir,
necesidades en la impresión, tonalidades, etc.
2.3.3 Tintas Seri Gráficas
Esta técnica se utiliza para la reproducción de documentos e imágenes
en cualquier material al que se lo coloque, esta se utiliza sobre una malla
tensada en marco, a la cual ya le colocaron una imagen en los espacios se
le coloca barniz y en lo siguiente pasará la tinta, esta técnica se la puede
hacer repetidas ocasiones en este mismo marco.
Son tintas formuladas para estampación sobre tejidos, papel, cartón o
cualquier superficie porosa que admita la tinta.
Se componen de una base acuosa pigmentada que una vez aplicada en el
tejido (en el caso de las tintas textiles) se fija y resiste los lavados y
estirones. Se pueden formular tintas textiles de una amplia gama de colores
14
y se pueden mezclar entre sí como si se tratara de acuarelas para obtener
otros tonos.
Por lo general son de alta calidad, con buen poder cubriente y ecológicas,
por lo que trabajando con ellas respetamos el medio ambiente.
Existen tres tipos de tintas base agua para serigrafía: Tintas textiles
Opacas, Acraminas y Tintas para papel.
2.3.4 Tintas Litográficas
La litografía se basa en el grabado de una piedra caliza que hace de
matriz, siendo una técnica de impresión.
En la litografía se utiliza la adherencia diferente que tienen las
sustancias hidrófilas e hidrófobas. Como el agua rechaza las tintas grasas,
no se imprimen las zonas grasas, aunque se encuentran en el mismo nivel,
por ello las matrices litográficas se llaman también planográficas.
Para este tipo de impresión se utiliza una piedra caliza pulimentada
sobre la que se dibuja la imagen a imprimir (de forma invertida) con una
materia grasa, bien sea mediante lápiz o pincel. Este proceso se basa en
la incompatibilidad de la grasa y el agua. Una vez la piedra humedecida, la
tinta de impresión solo queda retenida en las zonas dibujadas previamente.
Para cada color debe usarse una piedra distinta y, evidentemente, el
papel tendrá que pasar por la prensa de imprimir tantas veces como tintas
se empleen.
Dentro de las tintas Flexográficas tenemos las naturales y sintéticas:
2.3.5 Tintas Flexográficas naturales.
Las tintas flexograficas naturales son, lino (linaza), soja, girasol, colza y
algunas semillas, como la mostaza que dan mayor resistencia y calidad a
las tintas y no presentan problemas de toxicidad.Tienen la desventaja de
ser, un 25 % más cara que las minerales.
http://lastintas.blogspot.com/
15
2.3.6 Tintas flexográficas sintéticas
Polímeros Sintéticos es especialista en la formulación de resinas que
satisfacen al 100% las necesidades específicas de la industria para tintas
base agua y base solvente utilizadas en rotograbado, flexografía, serigrafía,
offset y huecograbado. Esta línea incluye promotores de adherencia,
resinas fumáricas, ésteres, fenólicas modificadas y penta maléicas
http://www.polimerossinteticos.com/es/mercados/tintas-
gr%C3%A1ficas.html
2.4 Tintas de mayor consumo.
Según los estudios realizados en las tintas, las más utilizadas en el arte
de impresión tanto para empaque y cartón son.
Tintas base solvente
Tintas base agua
Tintas UV
2.4.1 Tintas base solvente
Las tintas de base alcohol o base solvente, por su fórmula está
compuesta de resinas naturales o sintéticas, las más utilizadas son las
poliamidas (disolvente: alcoholes), la nitrocelulosa (disolventes: ésteres y
alcoholes) y el poliuretano (disolventes: ésteres y alcoholes); plastificantes,
aditivos, solventes, pigmentos, dispersantes (químicamente adicionados
para darle ciertas características especiales, por ejemplo, buena
adherencia, brillo, flexibilidad resistencia al roce) el solvente utilizado para
este tipo de tinta es el alcohol.
Las tintas de base solvente para serigrafía, son aquellas tintas en las
cuales sus pigmentos están disueltos en disolventes orgánicos no polares
como las bencinas. Estas tintas presentan gran resistencia a la
decoloración por efecto de la luz solar y las inclemencias meteorológicas,
por lo que es muy adecuado su uso en serigrafías de larga duración y en
16
trabajos en que las superficies serigrafiadas quedan expuestas a la
intemperie, como por ejemplo vallas publicitarias, lonas de exterior, piezas
exteriores de vehículos.
Las tintas de base solvente, son especialmente indicadas en las
serigrafías de superficies plásticas, ya que el solvente se disuelve sobre
éstas de modo que el pigmento de la tinta queda fijado en la superficie
serigrafiada después de que el solvente se evapore, ofreciendo una gran
resistencia y durabilidad de varios años a la intemperie. También presentan
buenos resultados en madera, papel, metal y vidrio.
2.4.2 Tintas base Acuosa
Las tintas base acuosa, por su fórmula está compuesta de resinas o
barniz, se utilizan las acrílicas hidrosolubles (disolvente: agua),
antiespumante, colorantes, aditivos, dispersantes (químicamente
adicionados para darle ciertas características especiales, por ejemplo,
buena adherencia, brillo, flexibilidad resistencia al roce, etc.) el solvente
utilizado para este tipo de tinta es agua.
Las tintas base agua son la mejor opción para empezar y hacer cualquier
producción pequeña, su manipulación es muy sencilla, ya que son
ecológicas y dan unos resultados muy buenos, acabado fino y brillante.
La industria gráfica está lista para comprometerse con el cuidado del
medio ambiente, y el uso de tintas base agua es uno de los pasos a seguir.
Las ventajas de usar tintas base agua son muchas y variadas, pero el
principal interés de muchos se basa en que son amigables con el medio
ambiente. Entre las ventajas tenemos las siguientes:
Los colores que se logran son más limpios e intensos.
El tacto del estampado es mucho más suave.
Las prendas son frescas en época de calor porque permiten una libre
transpiración gracias a la ligereza del estampado.
17
En el caso de las técnicas manuales, permiten una impresión de
gran formato sin tanto trabajo físico.
Se pueden imprimir telas muy delicadas al calor de curado.
Son nobles con el ambiente.
Los estampados son libres de componentes contaminantes.
Se pueden estampar en serigrafía rotativa en bobina, con marco
abierto en máquina de cinta, en pulpo automático o manual, o en
mesa leonesa.
Cumplen con las normativas ecológicas internacionales para poder
colocar prendas en el mercado internacional.
2.4.3 Tintas UV
La técnica de empleo de un tipo de tintas que secan mediante la acción
de radiaciones ultravioleta es relativamente moderna. Dicha variedad
recibe el nombre de “tintas UV” proveniente de la denominación de estas
radiaciones. La citada técnica se basa en la utilización de resinas
especiales para la fabricación de estas tintas UV. Generalmente se trata de
derivados acrílicos de alta viscosidad.
Para la elaboración de estas tintas se utilizan resinas especiales
generalmente se trata de derivados acrílicos de alta viscosidad. Estas
resinas tienen la propiedad de polimerizarse formando una película sólida,
gracias a la reacción química que se produce en las mismas cuando son
sometidas a la acción de los rayos ultravioleta, emitidos por lámparas
especiales. Los resultados obtenidos con las tintas UV son perfectamente
equiparables a los que pueden conseguirse utilizando tintas
convencionales.
La impresión directa con tintas UV, es un método de impresión
digital basado en el uso de unas tintas especiales cuyo secado se realiza
gracias a la reacción química que se produce al exponerlas a la luz
18
ultravioleta.
Los cabezales de impresión de las máquinas cuentan con una fuente de
luz UV en su extremo que va secando el chorro de tinta al instante,
provocando a la vez, que esta se adhiera al sustrato.
Este método tiene muchas ventajas:
Las imágenes impresas obtienen una mayor nitidez debido a que,
gracias al rápido secado, los puntos de tinta no se propagan. No da
tiempo a que el sustrato absorba la tinta y esta se endurece sobre
su superficie sin alterar la impresión.
Debido a este rápido secado se produce una baja absorción por lo
que permite la impresión sobre madera, vidrio, aluminio,… y una
gran variedad de materiales, ofreciendo mayores oportunidades
para aplicar en soluciones creativas.
Las tintas UV no desprenden VOC (Compuestos Volátiles
Orgánicos) que los causantes de ese olor químico tan
característico de las tintas tradicionales por lo que utilizarlas vuelve
al proceso más ecológico y más seguro, tanto para los usuarios
finales como para los trabajadores.
Es resistente a los arañazos superficiales mejorando así el
transporte e instalación. Además es extremadamente duradero, algo
que a la larga supone un mayor rentabilidad.
Los tiempos de producción más rápidos debido al proceso de
secado instantáneo.
Tiene un menor coste porque no hay necesidad de materiales y
mano de obra para un montaje posterior en un segundo sustrato.
La impresión UV permite la reproducción con altos niveles de brillo
o sin acabados brillantes, dependiendo de la apariencia requerida
para el proyecto.
19
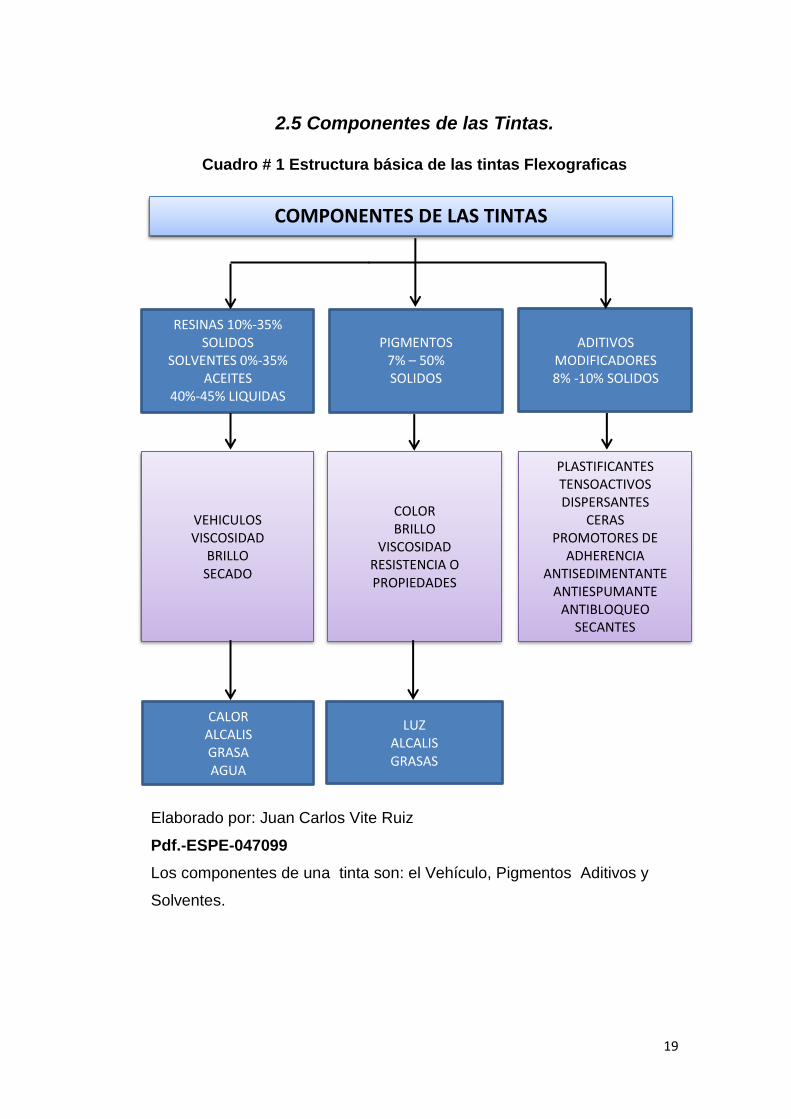
2.5 Componentes de las Tintas.
Cuadro # 1 Estructura básica de las tintas Flexograficas
Elaborado por: Juan Carlos Vite Ruiz
Pdf.-ESPE-047099
Los componentes de una tinta son: el Vehículo, Pigmentos Aditivos y
Solventes.
COMPONENTES DE LAS TINTAS
RESINAS 10%-35% SOLIDOS
SOLVENTES 0%-35% ACEITES
40%-45% LIQUIDAS LIQUIDOS
PIGMENTOS
7% – 50% SOLIDOS
ADITIVOS MODIFICADORES 8% -10% SOLIDOS
VEHICULOS VISCOSIDAD
BRILLO SECADO
COLOR BRILLO
VISCOSIDAD RESISTENCIA O PROPIEDADES
PLASTIFICANTES TENSOACTIVOS DISPERSANTES
CERAS PROMOTORES DE
ADHERENCIA ANTISEDIMENTANTE
ANTIESPUMANTE ANTIBLOQUEO
SECANTES
CALOR ALCALIS GRASA AGUA
LUZ ALCALIS GRASAS
20
2.5.1 Vehículos o Resinas
El Vehículo es la porción de una tinta que da la continuidad de la película
y que también proporciona adherencia al sustrato .Las resinas o también
llamados Vehículos, son productos cuya misión es la de mantener unidas
las partículas sólidas y dar la adherencia, brillo, resistencia al roce, una vez
que la tinta o pintura este seca.
2.5.1.1 Resinas poliamidas
La Resina Poliamida, es un tipo de polímero que contiene enlaces de
tipo amida. Las poliamidas se pueden encontrar en la naturaleza, como la
lana o la seda, y también ser sintéticas, como el nylon o el Kevlar.
Las poliamidas, como el nylon, se comenzaron a emplear como fibras
sintéticas, aunque han terminado por emplearse en la fabricación de
cualquier material plástico.
Las características especiales de la poliamida son:
Resistencia
Durabilidad
Tacto suave y sedoso
Baja absorbencia de humedad
Gran resistencia a la abrasión
Recuperación elástica
2.5.1.2 Tipos de Resinas Poliamidas
Las poliamidas se pueden clasificar de la siguiente manera:
Aramidas
Son un tipo de poliamidas en las que hay grupos aromáticos formando
parte de su estructura.
21
Nylon
El nylon o nylon 66, se obtiene a partir de la hexametilen diamina y el
ácido adipico.
Poliamida 6
Otra Poliamida importante, desde el punto de vista textil, es la poliamida
6 obtenida de la caprolactama. También es conocida con el nombre de
perlón.
Poliamidas Aromáticas
Existen diversas poliamidas considerados como aromáticas, entre ellas
se encuentran las de nombre: Nomex, Kevlar, Kermel, Karvin.
2.5.2 Solventes
Los Solventes se definen como líquidos volátiles de baja viscosidad que
se utilizan en las tintas para mejorar las propiedades de aplicación.
Se llama así al agua y otros productos de naturaleza orgánicas, también
son llamados como adelgazante de viscosidad, para tintas, pinturas o
barnices, dando una viscosidad optima según su aplicación,
Los solventes son los que al mezclar con las resinas solubilizan y
regulan la velocidad de evaporación. Entre los más utilizados tenemos: al
butil glicol, alcohol isopropílico, y n propil acetato.
Butil glicol Fórmula C6H14O2
El Butil Glicol (Butil Cellosolvent) es un líquido incoloro de olor suave y
de evaporación lenta, un poco viscoso. De sabor amargo higroscópico y
de olor característico
Uso industrial: como solvente para nitrocelulosa, pinturas, lacas,
esmaltes, tintas, manchas y recubrimientos de superficie y de limpieza en
seco. Para la fabricación de limpiadores base agua por su miscibilidad en
22
ella y su alto poder de solvencia, es un excelente solvente. Tiene
aplicaciones en la formulación de adelgazadores y mezclado con ellos
como retardador ó control mejora el acabado de las superficies pintadas
aún con ciertas condiciones de humedad ambiental.
Es un disolvente de grasas orgánica, pastas, ceras, resinas y lacas
combinado con otros solventes; está constituido como un solvente eficaz,
se lo ocupa como un solvente activo, anticongelante, lubricante y
plastificante de adhesivos.
Recomendaciones
Al abrir el envase de pinturas y diluyentes que contenga este producto
tener mucha precaución ya que al estar en bodega libera vapores y debe
mantener a una temperatura ambiente.
http://www.americanchemical.com.bo/index.php/butil-glicol
Alcohol Isopropílico Fórmula C3H8O
El alcohol isopropílico (también conocido como isopropanol, propanol-
2-ol, 2-propanol, alcohol o API), es el nombre común de un compuesto
químico de la fórmula molecular C3H8O. Se trata de un compuesto
químico incoloro, inflamable y con un fuerte olor. Este solvente se utiliza
como un regulador de viscosidad.
Usos
Es ampliamente utilizado como líquido de limpieza de cristales ópticos.
También es ampliamente usado como antiséptico tópico (como alcohol
para frotar) del mismo modo que el alcohol etílico desnaturalizado.
Es un disolvente de grasas orgánica, pastas, ceras, resinas y lacas
combinado con otro solventes está constituido como un solvente eficaz se
lo ocupa como un solvente activo anticongelante, lubricante y plastificante
de adhesivos.
23
Recomendaciones
Este producto es:
Extremadamente volátil.
Altamente inflamable.
La inhalación de vapores causan irritación del tracto respiratorio
superior con tos, disnea, dolor de cabeza, congestión, salivación,
suave deshidratación, bronquitis.
Por ingestión causa irritación gástrica, dolor abdominal y vómitos.
Código NFPA: Salud 1, Inflamabilidad 3, Reactividad 0.
http://grupopetroquimica.blogspot.com/2009/04/alcohol-isopropilico.html
http://alcohol.org.es/alcohol-isopropilico- textoscientificos.com
Normal propil acetato npa Fórmula CH3COO(CH2)2CH3
NN
Se produce por Esterificación del Ácido Acético con el Propanol. Es un
líquido incoloro, de olor aromático característico, es completamente
miscible en alcoholes, cetonas, esteres.
Usos
Es un excelente disolvente para formular lacas a base de nitrocelulosa.
Se utiliza en la mayoría de formulaciones para tintas en la industria
flexográfica y rotograbado; por su olor, y baja toxicidad puede emplearse
en industria y productos de uso corriente.
http://www.conquimica.com/wp-
content/uploads/2015/06/ft_n_propil_acetato.pdf
http:www.conquimica.com/wp-cont/ups/2015/06/ft_n_propil_acetato.pdf
2.5.3 Pigmentos
Son polvos o partículas sólidas de tamaño uniforme y controlado que
son permanentemente insolubles en el vehículo o resina de la tinta. Esta
insolubilidad diferencia a los pigmentos de los colorantes o anilinas.
24
Son sustancias opacas, que se utilizan en las industrias para dar color y
poder cubriente a las tintas, pinturas, de base solvente y agua.
Se clasifican en:
Pigmentos Orgánicos.
Pigmentos Inorgánicos.
Pigmentos Orgánicos
Los Pigmentos orgánicos son compuestos de carbono e hidrógeno,
nitrógeno y oxígeno, que generalmente contienen metales como el bario,
calcio o cobre, titanio, Negro, Azul, Rojo, Amarillo Hansa, Naranja
El principal pigmento negro es el negro humo. Los negros carbón, son
químicamente inertes y extremadamente proveen buenas cualidades de
impresión, resistencia y son excelentes con los solventes, grasas, ácidos y
a la luz. Tienen una pobre resistencia a los álcalis y no se deben usar, por
tanto, en contacto con envoltorio para jabones.
Pigmentos Inorgánicos
Amarillo cromo medio, Naranja Molibdato, Cromato de Plomo son
pigmentos inorgánicos cubrientes y unos muy opacos, tienen una
resistencia excelente a los solventes y las grasas y una buena resistencia
a la luz, (se han prohibido debido a su toxicidad y se sospecha que los
cromo medio, molibdatos, cromatos sean cancerígenos).
Los Óxidos de hierro son importantes por ser químicamente inertes,
resistentes a la luz y son aceptables para usar en contacto con los
alimentos, difieren de los inorgánicos por tener una gravedad específica
menor y una transparencia más alta.
2.5.3.1 Promotores de adherencia
Los promotores de la adherencia son las resinas o también llamados
Vehículos, como la poliamida que al ser diluida en alcohol, normal propyl
acetato en un porcentaje de 50% solvente y 50% resina, tenemos como
25
producto un barniz de color un poco amarillento, y una viscosidad entre 50
a 60 seg en copa zahn # 2. Esto es según el uso que se le da a esta solución
o el producto que se esté procesando, en las tintas se utiliza este tipo de
barniz en las pinturas según el producto que se elabore, se utilizan las
resinas acrílicas, estirenadas, alquídicas.
2.5.4 ADITIVOS
Los aditivos son ingredientes que se agregan a la resina, a los
pigmentos, o a los solventes, e imparten a las tintas propiedades
necesarias que no proporcionan los otros ingredientes.
2.5.4.1 Antiespumantes
Los antiespumantes son agentes tensos activos que actúan por medio
de tensiones superficiales intermedias para lograr desestabilizar la espuma
y liberar el aire retenido en la emulsión.
Existen antiespumantes de diferentes composiciones químicas que
permiten la adaptación a la diversidad de sistemas que existen en el
mercado y atacar los tipos de espuma que puedan generarse.
2.5.4.1.1 Tipos de antiespumantes
Antiespumante orgánico
Dentro de estos tipos de antiespumantes encontramos a los
antiespumantes orgánicos (base en aceites minerales) que proporcionan
un excelente desempeño y son de bajo costo; los antiespumantes
siliconados que son altamente efectivos a bajos niveles de dosificación y
por último los antiespumantes moleculares que ofrecen una excelente
compatibilidad con la mayoría de los sistemas.
Usos y aplicaciones de los antiespumantes
26
Algunas de las principales aplicaciones de los antiespumantes, son:
Fabricación de Recubrimientos
Aplicación de tintas
Fabricación de plásticos
Fabricación de lubricantes
Adhesivos
Obtención de resinas
https://www.quiminet.com/articulos/los-antiespumantes-agentes-
tensoactivos-desestabilizadores-de-espuma-63146.htm
2.5.4.2 Secantes
Los secantes son productos químicos que disminuyen
considerablemente la duración del tiempo de secado en las pinturas,
barnices y tintas. El secado de los aceites se verifica por absorción de
oxígeno.
La acción de las sustancias denominadas secantes, se fundamenta en
una transmisión de oxígeno, por lo cual se les da también el nombre de
catalizadores. Por esta razón merecen especial consideración ante todo,
las combinaciones de aquellos metales que pueden formar mayor número
de grados de oxidación.
Los secantes pueden clasificarse en cuanto a su efecto: en el siguiente
orden: Co, Mn, Pb, Fe, Cu, Ca, Zr, Al, Zn, serie de la cual corresponde al
cobalto la reacción más enérgica y al zinc la más débil.
Un buen secante debe satisfacer las siguientes condiciones:
1. Poseer una fuerza secante suficiente.
2. No espesar o cuajar los colores metálicos.
3. No formar sedimento alguno.
27
Las secantes derivados de los ácidos naturales se enturbian con
frecuencia al cabo de algún tiempo en reposo, por lo cual es preciso
dejarlos sedimentar en recipientes abiertos con el fin de clarificarlos. A
diferencia de las secantes hechos a base de ácidos orgánicos sintéticos los
cuales no presentan estas características.
Los secantes son adicionados a los recubrimientos (barnices, pinturas,
tintas) para dar el cambio físico de líquido a estado sólido en un tiempo
razonable. Este cambio es realizado por un mecanismo de reticulación
oxidativo, el cual es acelerado por la presencio de un ión metálico presente
en los secantes.
Existen dos categorías de secantes: activos o primarios y los secantes
auxiliares, los cuales son empleados conjuntamente con los secantes
activos para dar las características finales al recubrimiento.
Secantes primarios: Cobalto, Manganeso, Plomo
Secantes auxiliares: Calcio, Zirconio, Zinc, Fierro y Cobre
Los secantes son conocidos también como jabones metálicos o
carboxilos de metal.
2.5.4.2.1 Tipos de secantes
De cobalto
Los secantes de Cobalto son sin duda los más importantes usados en
pinturas y recubrimientos. Actúa como un secante de superficie. Se lo
puede utilizar en combinación con otros secantes tales como manganeso,
zinc, calcio, zirconio; el cobalto no ocasiona decoloración en las pinturas
blancas al agregarle este secante por su color violeta da una apariencia de
más blanco
Los secantes de cobalto son muy útiles en tintas de impresión, donde el
rápido apilamiento de impresos hace necesario un secado sumamente
eficaz y rápido. Debido a su gran actividad deben de preferencia ser
adicionados al final de proceso de fabricación.
De manganeso
28
Este tipo de secante tienen una actividad intermedia, no se puede
utilizar para pinturas blanca ni barniz por su color café oscuro cambia y tiñe
el color de las pinturas, barniz y tintas.
De plomo
Se recomienda su uso en combinación con otros secantes. Los
secantes de plomo tienen restricciones ecológicas, debido a la toxicidad del
metal. Este tipo de secante ya no se usa en pinturas y tintas por el contenido
de plomo que contiene
De calcio
Los secantes de calcio tienen una débil acción secante por sí mismos,
pero son muy utilizados en combinación con secantes activos, por tal
motivo se conoce como secante auxiliar.
En vehículos que muestran pobre tolerancia al plomo, es posible
reemplazar una parte del plomo, manteniendo la eficiencia del secado (el
calcio forma un complejo con el plomo y reduce notablemente o evita la
formación de sales insolubles de plomo).
En algunos tipos de pinturas la adición de calcio a la combinación
Cobalto – Manganeso – Plomo, puede reducir el tiempo total del secado de
tres días a 16 horas. Los secantes de calcio también son empleados como
dispersantes y agente humectante, debido a esa propiedad conviene ser
agregados al sistema durante la molienda.
De zinc:
Es un secante auxiliar, al catalizar la actividad de secantes primarios,
su función es permitir la difusión del oxígeno, esto permite dar apertura a la
película, retardando el secado y el arrugamiento de la aplicación al cobalto,
que es un secante superficial obteniendo un secado completo; el secante
de zinc, calcio se utiliza como agente dispersante y humectante.
Estos son agregados al principio para lograr reducir el tiempo de
molienda.
De zirconio:
29
El zirconio ha sido utilizado de un tiempo a la fecha, en países donde el
uso de secantes de plomo es restringido. Al hacer una mezcla con otros
secantes, logramos obtener el mismo resultado si se le agregara secante
de plomo; Con el zirconio se logra reducir la cantidad de cobalto sin alterar
el secado
https://www.google.com.ec/search?site=&source=hp&q=secantes+p
ara+pinturas+y+tintas&oq=secante+para+pinturas+y+&gs_l=psy-
ab.1.0.0i22i30k1l2.2413.30133.0.33218.24.24.0.0.0.0.259.4458.0j12j10.2
2.0...0...1.1.64.psy-ab..2.22.4456...0j0i131k1.blKdY3WZUc8
30
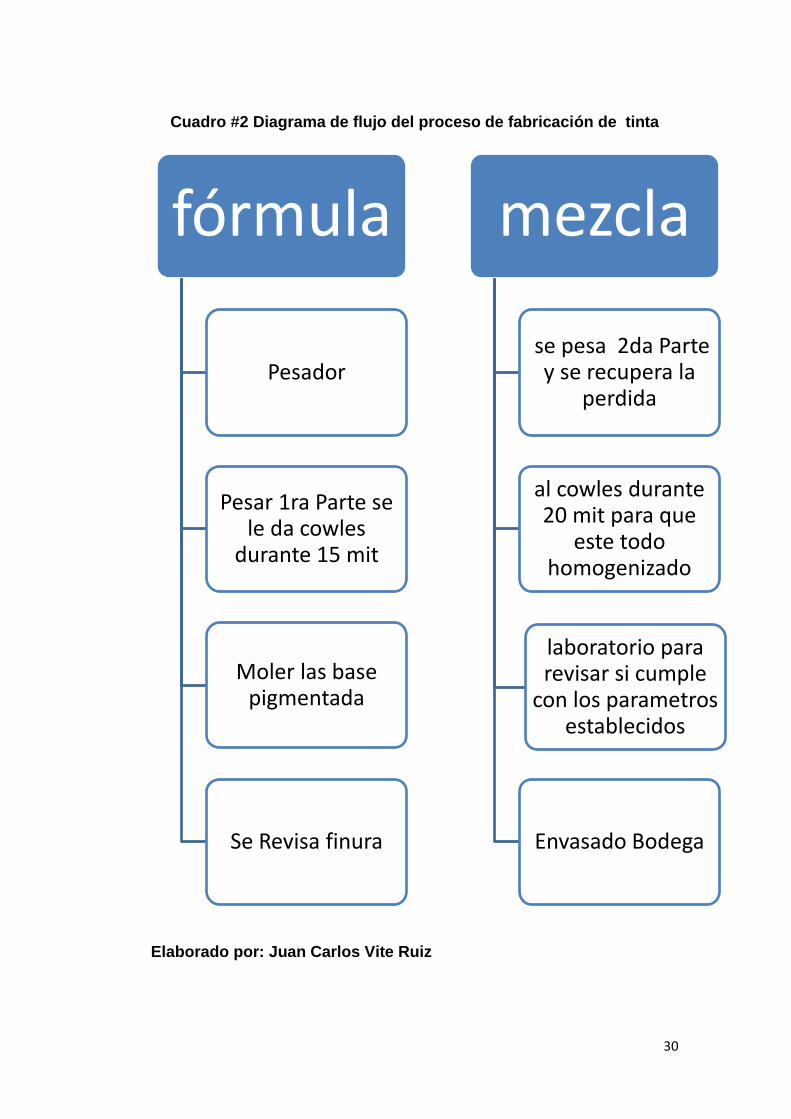
Cuadro #2 Diagrama de flujo del proceso de fabricación de tinta
Elaborado por: Juan Carlos Vite Ruiz
fórmula
Pesador
Pesar 1ra Parte se le da cowles
durante 15 mit
Moler las base pigmentada
Se Revisa finura
mezcla
se pesa 2da Parte y se recupera la
perdida
al cowles durante 20 mit para que
este todo homogenizado
laboratorio para revisar si cumple
con los parametros establecidos
Envasado Bodega
31
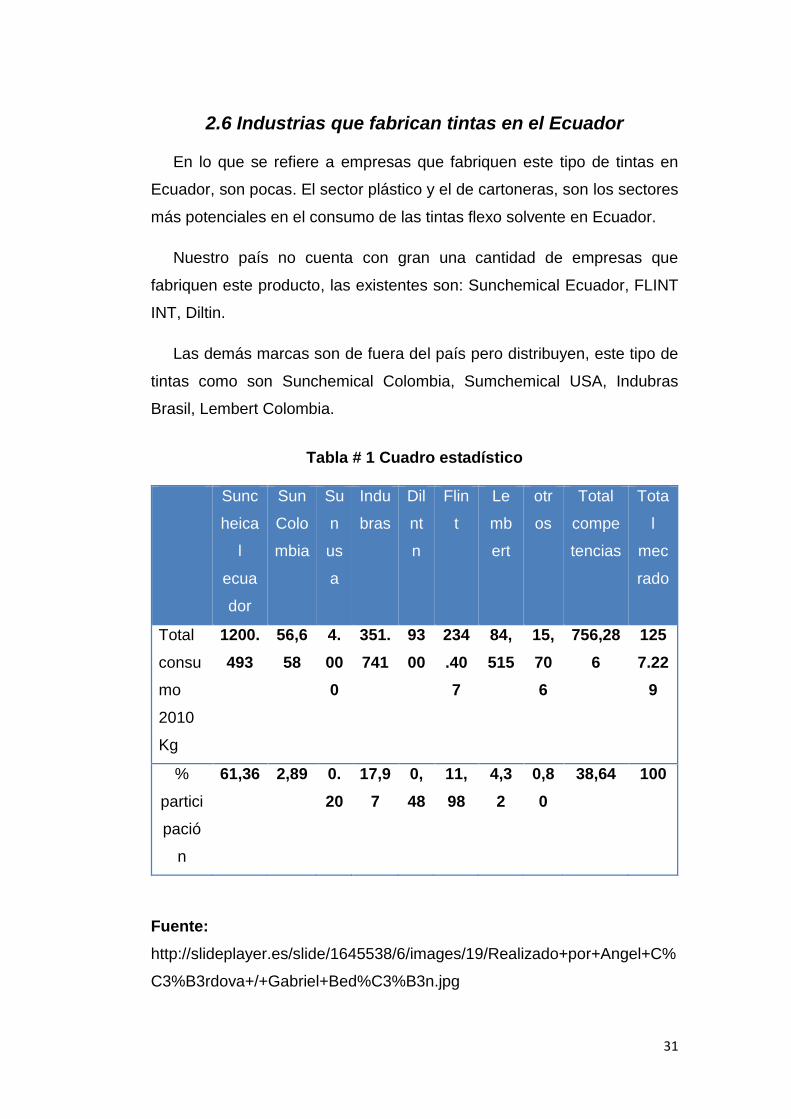
2.6 Industrias que fabrican tintas en el Ecuador
En lo que se refiere a empresas que fabriquen este tipo de tintas en
Ecuador, son pocas. El sector plástico y el de cartoneras, son los sectores
más potenciales en el consumo de las tintas flexo solvente en Ecuador.
Nuestro país no cuenta con gran una cantidad de empresas que
fabriquen este producto, las existentes son: Sunchemical Ecuador, FLINT
INT, Diltin.
Las demás marcas son de fuera del país pero distribuyen, este tipo de
tintas como son Sunchemical Colombia, Sumchemical USA, Indubras
Brasil, Lembert Colombia.
Tabla # 1 Cuadro estadístico
Sunc
heica
l
ecua
dor
Sun
Colo
mbia
Su
n
us
a
Indu
bras
Dil
nt
n
Flin
t
Le
mb
ert
otr
os
Total
compe
tencias
Tota
l
mec
rado
Total
consu
mo
2010
Kg
1200.
493
56,6
58
4.
00
0
351.
741
93
00
234
.40
7
84,
515
15,
70
6
756,28
6
125
7.22
9
%
partici
pació
n
61,36 2,89 0.
20
17,9
7
0,
48
11,
98
4,3
2
0,8
0
38,64 100
Fuente:
http://slideplayer.es/slide/1645538/6/images/19/Realizado+por+Angel+C%
C3%B3rdova+/+Gabriel+Bed%C3%B3n.jpg
32
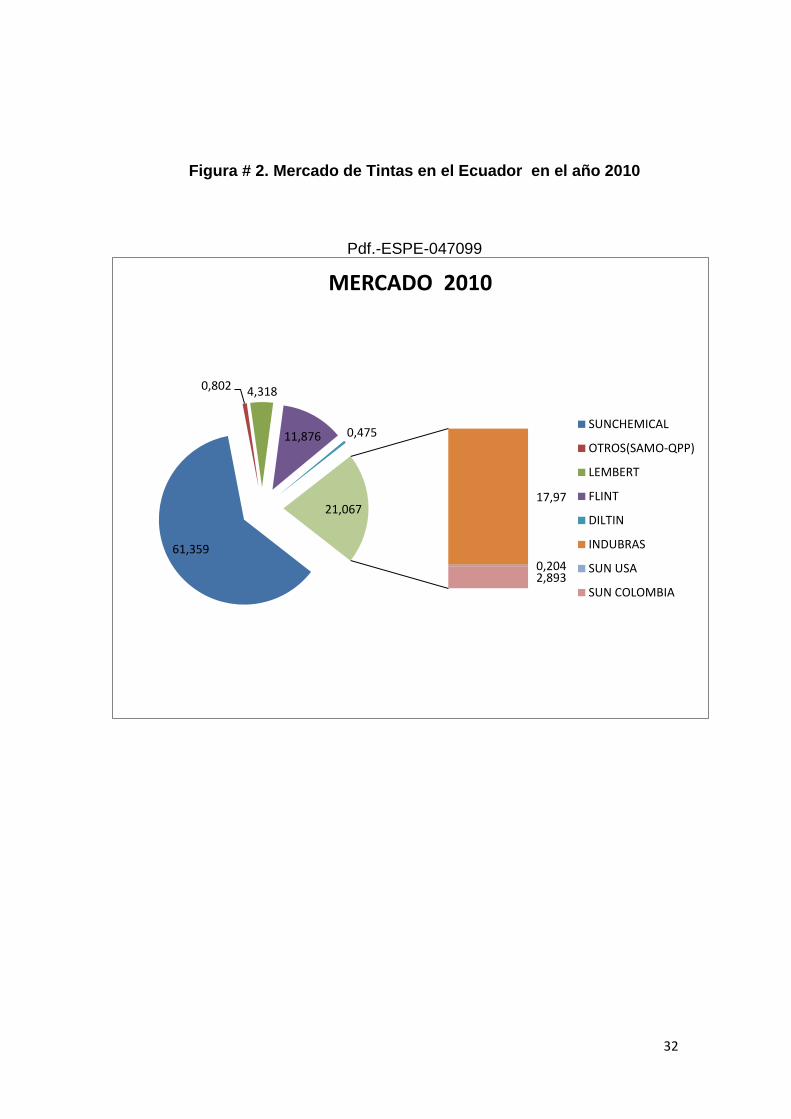
Figura # 2. Mercado de Tintas en el Ecuador en el año 2010
Pdf.-ESPE-047099
61,359
0,802 4,318
11,876 0,475
17,97
0,2042,893
21,067
MERCADO 2010
SUNCHEMICAL
OTROS(SAMO-QPP)
LEMBERT
FLINT
DILTIN
INDUBRAS
SUN USA
SUN COLOMBIA

33
CAPITULO III
Metodología Experimental
3.1 Requerimientos de Equipos
Para llevar a cabo este proyecto de tesis, disponemos de los siguientes
equipos de la empresa Diltin:
Molino tricilíndrico
Mezclador
Balanza
Materia prima
Fineness of Grind gage
3.2 Procedimiento de la Preparación de la Tinta Flexo Screen.
Los materiales o sustancias utilizadas en la elaboración de tintas,
pueden agruparse en cuatro categorías de materias primas: vehículos
pigmentos, Aglutinantes, solventes y aditivos menores. Los cuales
dependiendo del tipo de Tintas que se piense elaborar ya sea de base
agua o solvente, se llevan a cabo en diferentes etapas de los procesos.
El proceso de las tintas, es una operación que se inicia, con la
elaboración de varios ensayos, los cuales se elaboran en el laboratorio,
donde. Por medio del catálogo denominado Pantone, o muestra del color
que se requiere, se elabora la tinta deseada con el color escogido, y se
imprime sobre el sustrato escogido que para el caso son polietileno de alta
y baja densidad, transparente o blanco y se compara con el color
Standard.
Los ensayo se los realiza el estos materiales polipropileno, polietileno,
celofán, papel, poliéster, etc. Donde por medio de implemento de medición,
aplicación, se realizan todas las pruebas necesarias estas son, bloqueo,
viscosidad, adherencia, brillo, T de secado, % de sólidos.
34
3.3 Los Pasos a seguir en la Preparación de Tintas
Se realizan varios ensayos de fórmulas hasta lograr la más adecuad:
Se Seleccionan las materias primas, que cumplan con las
características de la Tinta deseada.
Se pesa y se mezcla la primera parte.
Se pesa y se mezcla la segunda parte.
Se realiza dos o más pases por el molino, hasta obtener la finura
deseada.
Se revisa la finura de la primera parte.
Se pesa la primera parte por perdida de evaporación al pasar por el
molino.
Se agrega la segunda parte y se mezcla.
Se realiza el Control de calidad para verificar que la Tinta obtenida
cumpla con las propiedades exigidas.
Envasado del Producto.
3.4 Fórmula Stándar para 100 kilos de Producto.
Una vez realizados los ensayos necesarios para obtener la fórmula Ideal,
se elabora lo que se conoce con el nombre de Fórmula Estándar.
Primera parte Porcentaje Peso
Resina o Vehículo adherente 26 %
Dispersantes 0.5 %
Espesante 12 %
Retardante 3 %
Pigmentos Orgánicos 9 %
35
Segunda parte
Vehículo adherente 30,5 %
Solvente (Alcohol) 7 %
Retardante 9 %
Plastificante 3 %
Total 100 %
3.5 Proceso de Fabricación de una Tinta.
Al realizar los primeros ensayo o lote de la tinta flexo, la fórmula
Estándar se la divide en dos partes, se mezcla una parte del barniz que
contiene la estructura con aditivos, retardantes, dispersantes y pigmentos
consiste en formar una pasta homogénea para pasar por el molino y
obtener una finura adecuada.
El barniz con el vehículo y aditivos depende fundamentalmente de las
propiedades fisicoquímicas del proceso, es muy importante la humectación
del pigmento con los aditivos, barniz y los dispersantes para obtener una
buena dispersión, en la cual las partículas, de los pigmentos asociadas
permanecen prácticamente inalteradas.
Una reducción del tamaño del pigmento se obtiene con una buena
dispersión y molienda, se logra mayor poder tintóreo especialmente en la
reducción del pigmento, el cual nos proporciona un excelente color y buen
brillo.
Para comprobar que los pigmentos estén correctamente molidos,
utilizamos un instrumento de laboratorio llamado “Grindómetros Hegman –
Precisión” con este equipo se mide diámetro de la granulometría, o también
llamada finura del pigmento.
Una vez terminada esta etapa del proceso, se pesa y se agrega la
segunda parte, y lo trasladamos al mezclador para que toda la tinta se
homogenice, a esta parte se la conoce con el nombre de Reducción.
36
3.6 Control de calidad
El Departamento de Control de Calidad o Laboratorio, se encarga de
realizar, todo el chequeo de la tinta flexo, verificando que la Tinta cumpla
con las Propiedades requeridas por los Clientes, de acuerdo a la
formulación desarrollada, para que la tinta este, aprobada se le realizan
los siguientes pasos.
Se realiza un Comparativo de la muestra Stándar vs el lote.
Se realiza la Prueba de Adherencia.
Se calcula el Porcentaje de Sólidos, que es el que establece el
rendimiento de la Tinta.
Y por último se realiza la Prueba de bloqueo.
Si el lote es aprobado se le coloca una etiqueta la cual, informa que el
producto esta “Conforme “si no cumple con los parámetro establecido bajo
las normas, se le coloca un aviso de “No conforme “
3.7 Ensayos
Al pasar, la primera parte por el molino, se pierde alrededor de 3 Kg por
evaporación, y al pasar el segundo pase por el molino pierde 2.8 Kg.
Luego cuando la primera parte ya pasó por el molino, se va a la pesa y se
complementa, debido que al mezclar algunos componentes de la tinta se
evaporan
37
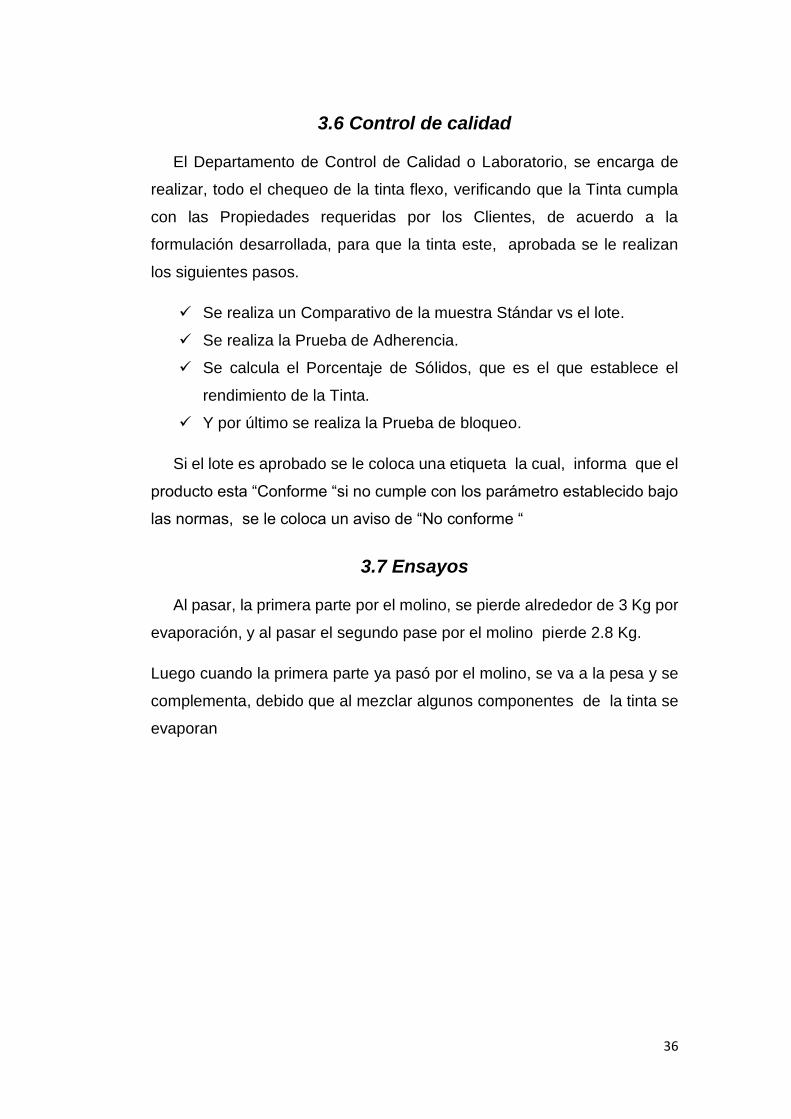
Tabla #2 Ensayo 1 COLOR: ROJO
COMPOSICION DEL PRODUCTO
MATERIAS PRIMAS
CODIGO NOMBRE Cantidad Kg % Peso
000000001 Resina o vehículo adherente 66.5 66,5 %
00000002 Dispersantes 0.5 0,5 %
00000003 Espesante 6 6 %
0000004 Retardante 12 12 %
0000005 Pigmento rojo 8 8%
0000006 Solventes 7 7%
100 100,00%
Al realizar el balance la perdida en el primer ensayo # 1 para 100 Kg de
tinta la perdida por evaporación es 7,3 Kg % y para recuperar esta pérdida
se utiliza retardante, y solvente.
Perdida en el proceso Kilos por evaporación
1er Pase 3.000
2do Pase 2.800
Mezcla 1.500
Pérdida Total 7.300 %
38
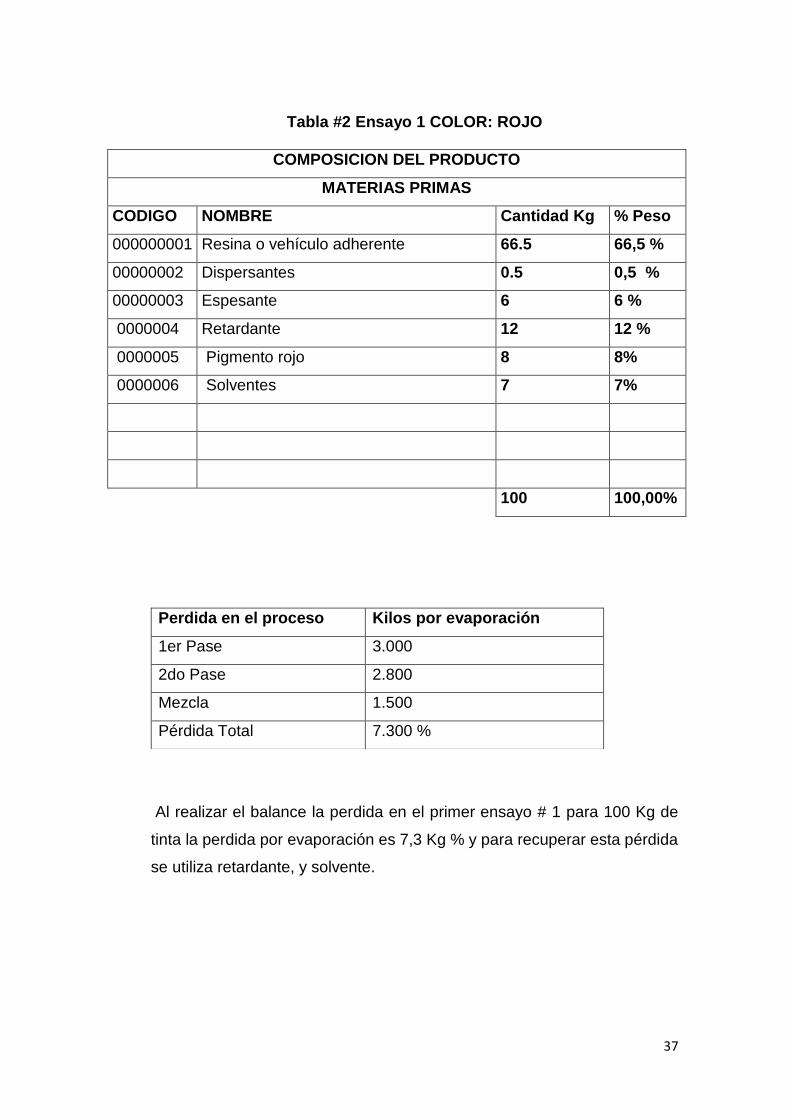
Tabla #3 Ensayo 2 COLOR: AZUL
COMPOSICION DEL PRODUCTO
MATERIAS PRIMAS
CODIGO NOMBRE Cantidad Kg % Peso
000000001 Resina o vehículo adherente 61.5 61,5 %
00000002 Dispersantes 0.5 0,5 %
00000003 Espesante 8 8 %
0000004 Retardante 18 18 %
0000005 Pigmento azul 8 8%
0000006 Solventes 4 4%
100 100,00%
Al realizar el balance la pérdida del ensayo # 2 para 100 Kg de tinta la
perdida por evaporación es 10,5 Kg % y para recuperar esta pérdida se
utiliza retardante, y solvente.
Perdida en el proceso Kilos por evaporación
1er Pase 4.000
2do Pase 4.800
Mezcla 1.200
Pérdida Total 10.500 %
39
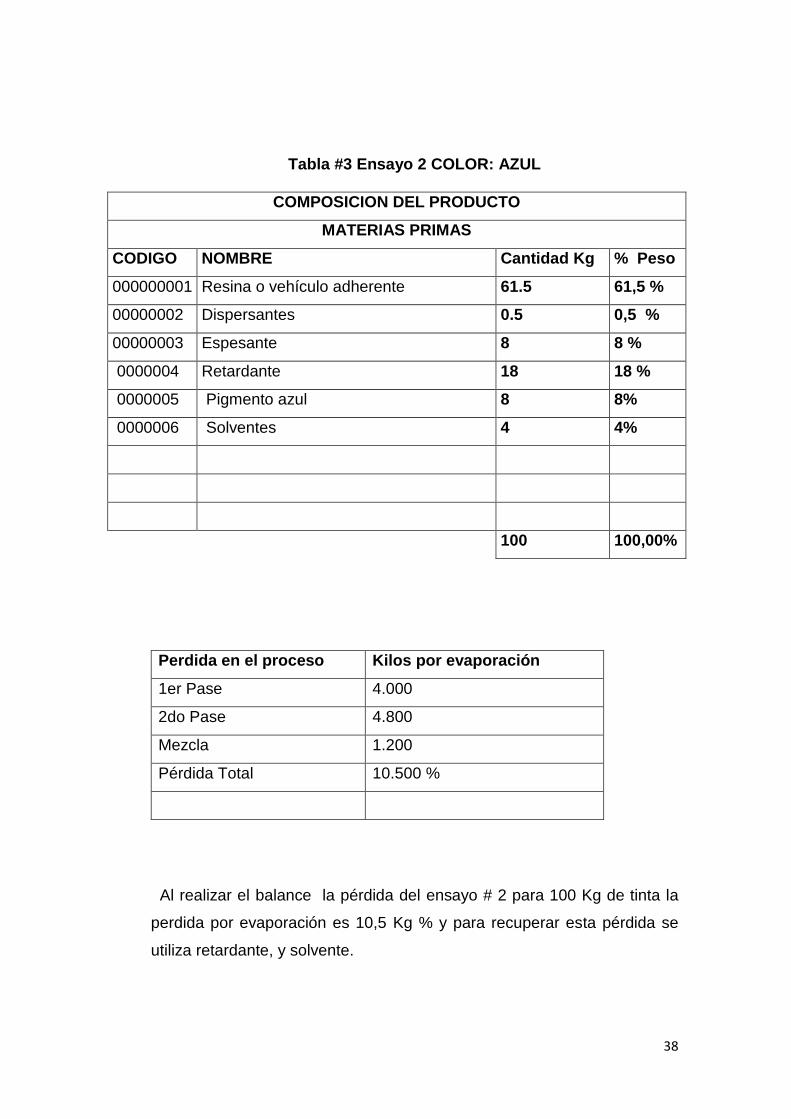
Tabla #4 Ensayo 3 COLOR: NEGRO
COMPOSICION DEL PRODUCTO
MATERIAS PRIMAS
CODIGO NOMBRE Cantidad Kg % Peso
000000001 Resina o vehículo adherente 59.5 59,5 %
00000002 Dispersantes 0.5 0,5 %
00000003 Espesante 10 10 %
0000004 Retardante 16 16 %
0000005 Pigmento negro 9 9%
0000006 Solventes 5 5%
100 100,00%
Al realizar el balance la pérdida del ensayo #·3 para 100 Kg de tinta la
perdida por evaporación es 6,9 Kg % y para recuperar esta pérdida se
utiliza retardante, y solvente.
Perdida en el proceso Kilos por evaporación
1er Pase 2.000
2do Pase 3.200
Mezcla 1.700
Pérdida Total 6.900 %
40
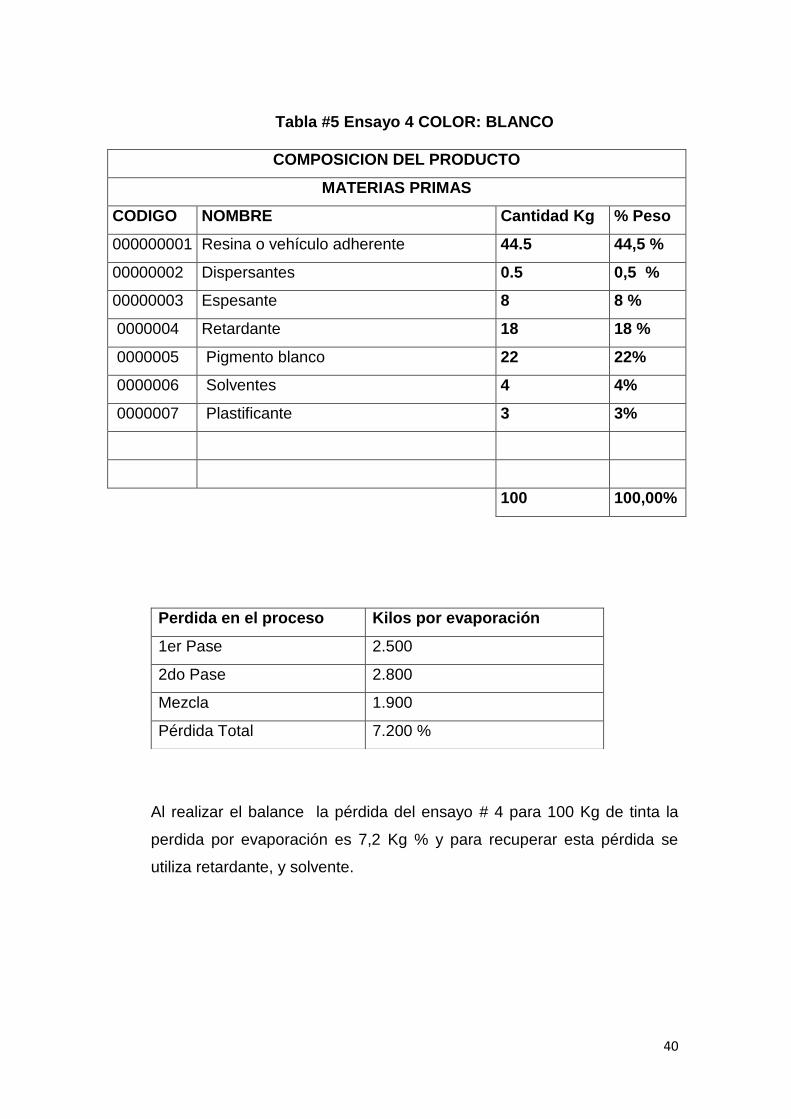
Tabla #5 Ensayo 4 COLOR: BLANCO
COMPOSICION DEL PRODUCTO
MATERIAS PRIMAS
CODIGO NOMBRE Cantidad Kg % Peso
000000001 Resina o vehículo adherente 44.5 44,5 %
00000002 Dispersantes 0.5 0,5 %
00000003 Espesante 8 8 %
0000004 Retardante 18 18 %
0000005 Pigmento blanco 22 22%
0000006 Solventes 4 4%
0000007 Plastificante 3 3%
100 100,00%
Al realizar el balance la pérdida del ensayo # 4 para 100 Kg de tinta la
perdida por evaporación es 7,2 Kg % y para recuperar esta pérdida se
utiliza retardante, y solvente.
Perdida en el proceso Kilos por evaporación
1er Pase 2.500
2do Pase 2.800
Mezcla 1.900
Pérdida Total 7.200 %
41
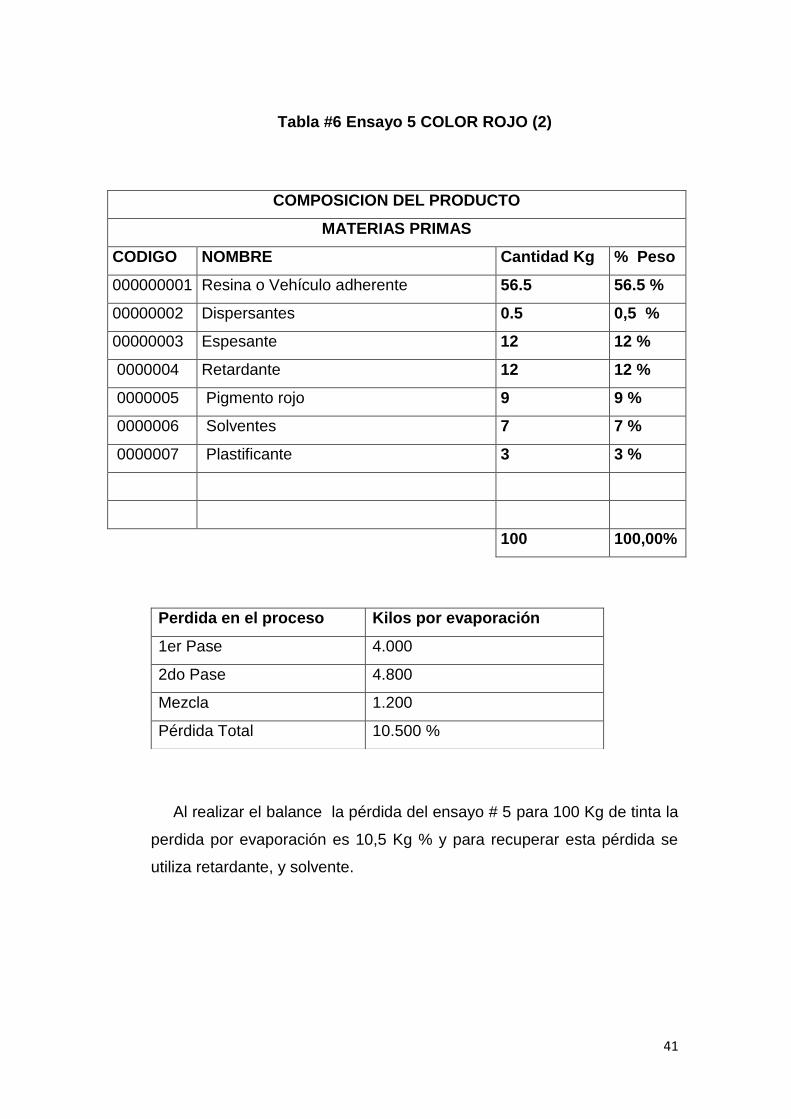
Tabla #6 Ensayo 5 COLOR ROJO (2)
COMPOSICION DEL PRODUCTO
MATERIAS PRIMAS
CODIGO NOMBRE Cantidad Kg % Peso
000000001 Resina o Vehículo adherente 56.5 56.5 %
00000002 Dispersantes 0.5 0,5 %
00000003 Espesante 12 12 %
0000004 Retardante 12 12 %
0000005 Pigmento rojo 9 9 %
0000006 Solventes 7 7 %
0000007 Plastificante 3 3 %
100 100,00%
Al realizar el balance la pérdida del ensayo # 5 para 100 Kg de tinta la
perdida por evaporación es 10,5 Kg % y para recuperar esta pérdida se
utiliza retardante, y solvente.
Perdida en el proceso Kilos por evaporación
1er Pase 4.000
2do Pase 4.800
Mezcla 1.200
Pérdida Total 10.500 %
42
3.8 Control de Calidad de los Ensayos
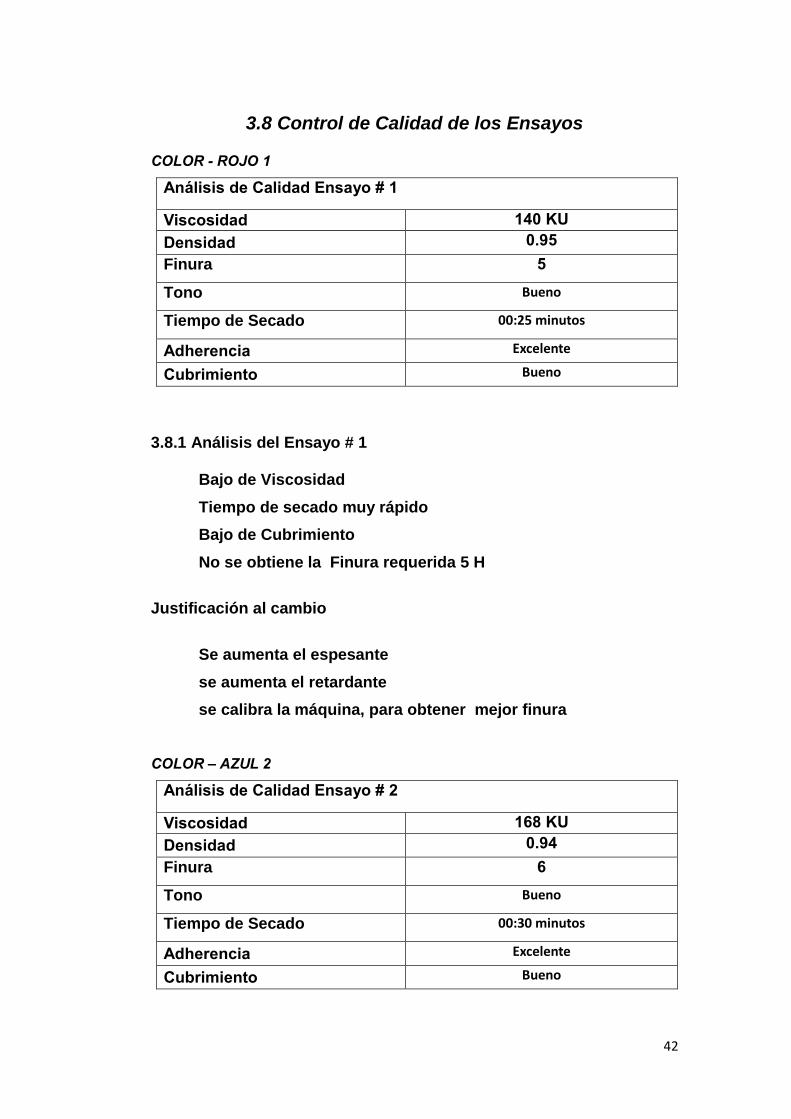
COLOR - ROJO 1
Análisis de Calidad Ensayo # 1
Viscosidad 140 KU
Densidad 0.95
Finura 5
Tono Bueno
Tiempo de Secado 00:25 minutos
Adherencia Excelente
Cubrimiento Bueno
3.8.1 Análisis del Ensayo # 1
Bajo de Viscosidad
Tiempo de secado muy rápido
Bajo de Cubrimiento
No se obtiene la Finura requerida 5 H
Justificación al cambio
Se aumenta el espesante
se aumenta el retardante
se calibra la máquina, para obtener mejor finura
COLOR – AZUL 2
Análisis de Calidad Ensayo # 2
Viscosidad 168 KU
Densidad 0.94
Finura 6
Tono Bueno
Tiempo de Secado 00:30 minutos
Adherencia Excelente
Cubrimiento Bueno
43
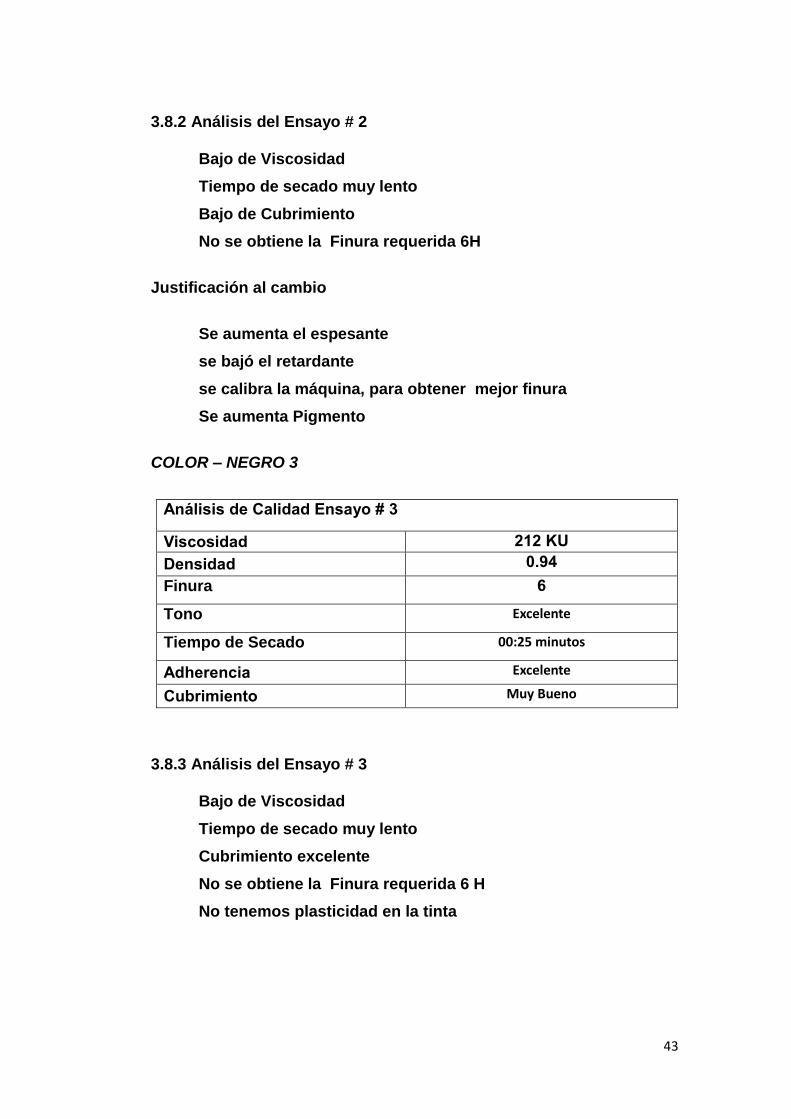
3.8.2 Análisis del Ensayo # 2
Bajo de Viscosidad
Tiempo de secado muy lento
Bajo de Cubrimiento
No se obtiene la Finura requerida 6H
Justificación al cambio
Se aumenta el espesante
se bajó el retardante
se calibra la máquina, para obtener mejor finura
Se aumenta Pigmento
COLOR – NEGRO 3
Análisis de Calidad Ensayo # 3
Viscosidad 212 KU
Densidad 0.94
Finura 6
Tono Excelente
Tiempo de Secado 00:25 minutos
Adherencia Excelente
Cubrimiento Muy Bueno
3.8.3 Análisis del Ensayo # 3
Bajo de Viscosidad
Tiempo de secado muy lento
Cubrimiento excelente
No se obtiene la Finura requerida 6 H
No tenemos plasticidad en la tinta
44
Justificación al cambio
Se aumenta el espesante
Se baja el retardante
Se calibra la máquina, para obtener mejor finura
Se agrega plastificante.
COLOR – BLANCO 4
Análisis de Calidad Ensayo # 4
Viscosidad 260 kU
Densidad 1.35
Finura 7
Tono Excelente
Tiempo de Secado 00:20 minutos
Adherencia excelente
Cubrimiento Muy Bueno
3.8.4 Análisis del Ensayo # 4
Bajo de Viscosidad
Tiempo de secado muy lento
Cubrimiento excelente
Se obtiene finura 7 H
Se obtuvo con el plastificante plasticidad en la impresión
Justificación al cambio
Se aumenta el espesante
Se baja el retardante
COLOR ROJO (2) 5
Análisis de Calidad Ensayo # 5
Viscosidad 284 kU
Densidad 0.95
45
Finura 7
Tono Excelente
Tiempo de Secado 00:18minutos
Adherencia Excelente
Cubrimiento Excelente
3.8.5 Análisis del Ensayo # 5
Viscosidad adecuada
Tiempo de secado adecuada
Cubrimiento excelente
Finura excelente
Adherencia excelente
3.9 Materiales y Costos
Tabla #7 Costo de la tinta para el proyecto.
Material % kilos Precio Unitario
Dólares por kilo
Costo Total
Dólares
Barniz
56,5 2.7762 155.467
Solvente
12 1.653 16.53
Aditivos 3 1.905 5.715
Vehículos 12 4.2265 50.718
Pigmentos 9 2.1579 25.8948
Alcohol 7 1.3 9.1
Total % 100 263.424
Elaborado por: Juan Carlos Vite Ruiz
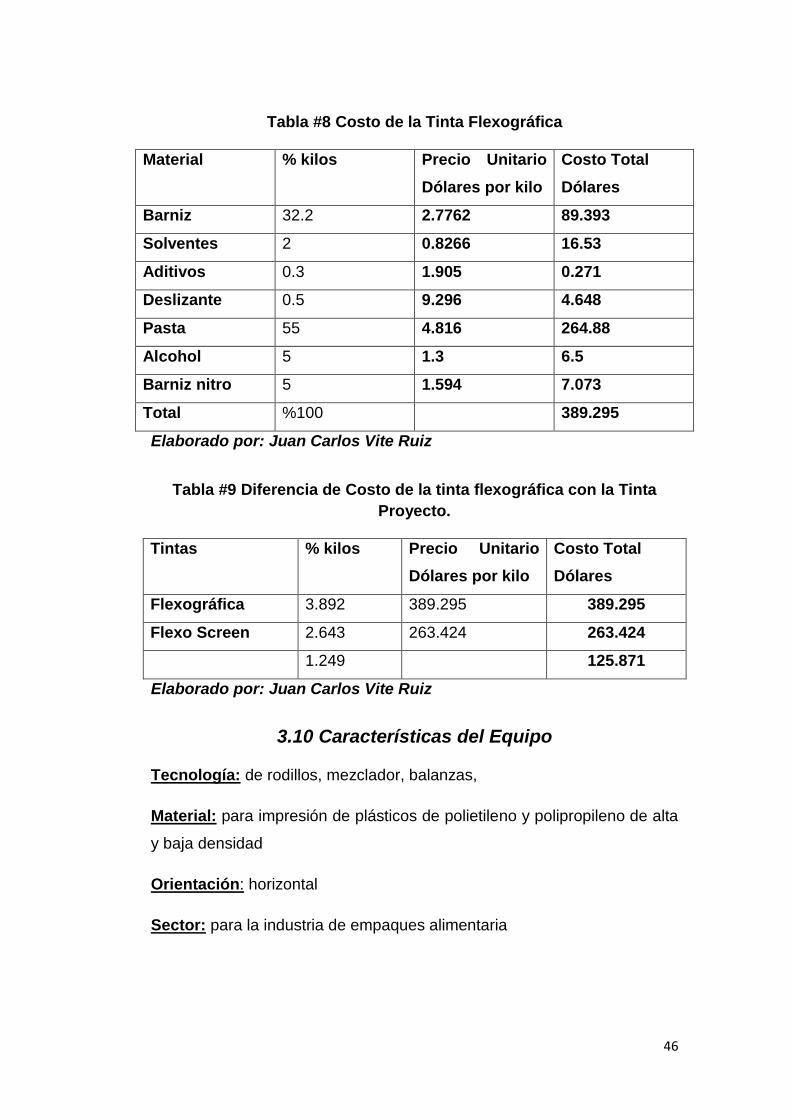
46
Tabla #8 Costo de la Tinta Flexográfica
Material % kilos Precio Unitario
Dólares por kilo
Costo Total
Dólares
Barniz 32.2 2.7762 89.393
Solventes 2 0.8266 16.53
Aditivos 0.3 1.905 0.271
Deslizante 0.5 9.296 4.648
Pasta 55 4.816 264.88
Alcohol 5 1.3 6.5
Barniz nitro 5 1.594 7.073
Total %100 389.295
Elaborado por: Juan Carlos Vite Ruiz
Tabla #9 Diferencia de Costo de la tinta flexográfica con la Tinta
Proyecto.
Tintas % kilos Precio Unitario
Dólares por kilo
Costo Total
Dólares
Flexográfica 3.892 389.295 389.295
Flexo Screen 2.643 263.424 263.424
1.249 125.871
Elaborado por: Juan Carlos Vite Ruiz
3.10 Características del Equipo
Tecnología: de rodillos, mezclador, balanzas,
Material: para impresión de plásticos de polietileno y polipropileno de alta
y baja densidad
Orientación: horizontal
Sector: para la industria de empaques alimentaria
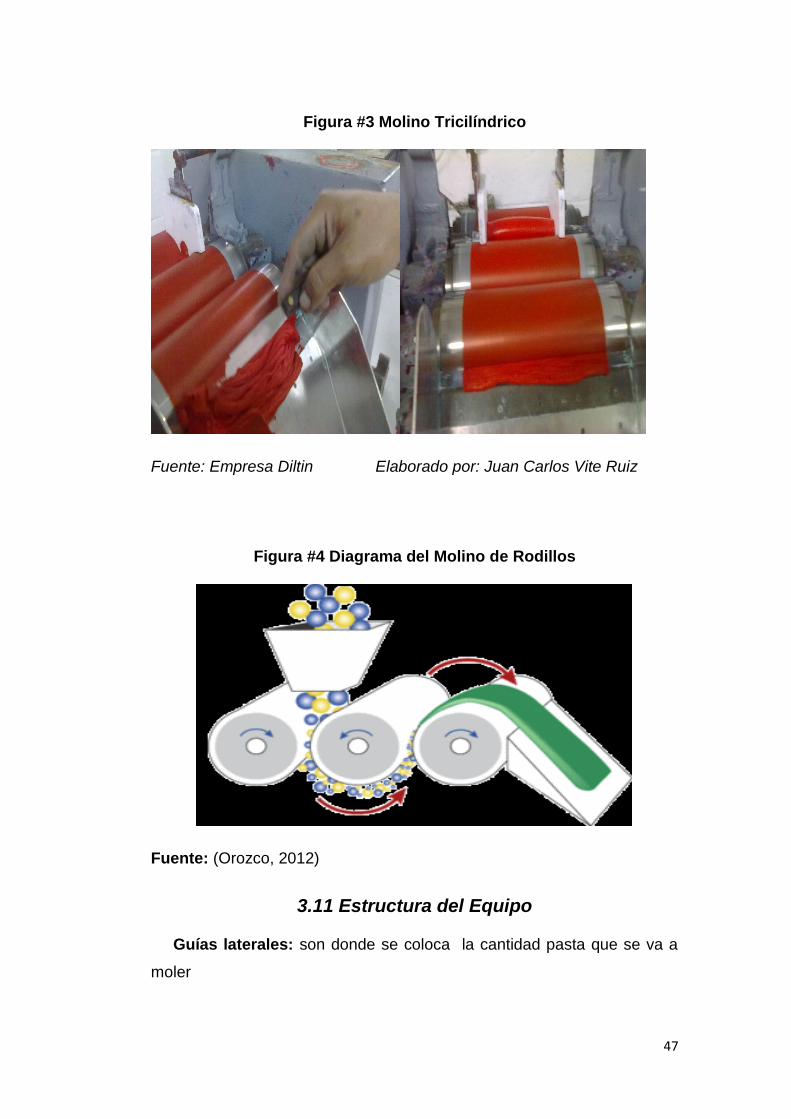
47
Figura #3 Molino Tricilíndrico
Fuente: Empresa Diltin Elaborado por: Juan Carlos Vite Ruiz
Figura #4 Diagrama del Molino de Rodillos
Fuente: (Orozco, 2012)
3.11 Estructura del Equipo
Guías laterales: son donde se coloca la cantidad pasta que se va a
moler
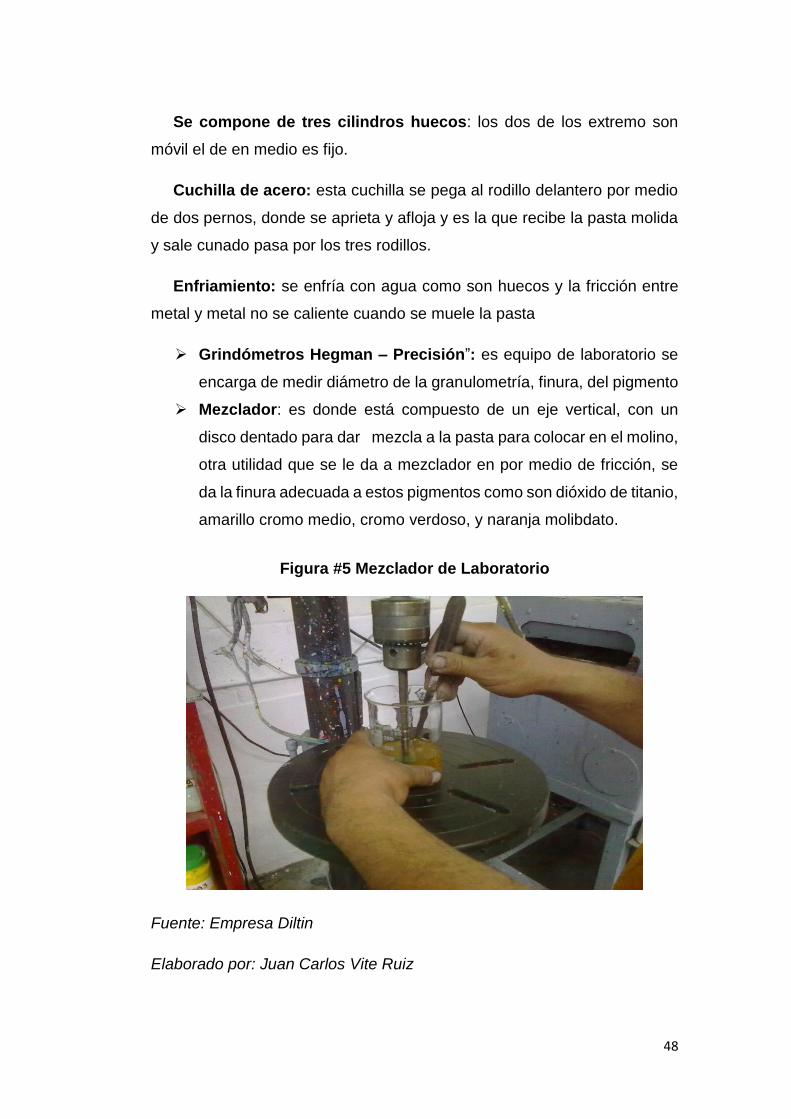
48
Se compone de tres cilindros huecos: los dos de los extremo son
móvil el de en medio es fijo.
Cuchilla de acero: esta cuchilla se pega al rodillo delantero por medio
de dos pernos, donde se aprieta y afloja y es la que recibe la pasta molida
y sale cunado pasa por los tres rodillos.
Enfriamiento: se enfría con agua como son huecos y la fricción entre
metal y metal no se caliente cuando se muele la pasta
Grindómetros Hegman – Precisión”: es equipo de laboratorio se
encarga de medir diámetro de la granulometría, finura, del pigmento
Mezclador: es donde está compuesto de un eje vertical, con un
disco dentado para dar mezcla a la pasta para colocar en el molino,
otra utilidad que se le da a mezclador en por medio de fricción, se
da la finura adecuada a estos pigmentos como son dióxido de titanio,
amarillo cromo medio, cromo verdoso, y naranja molibdato.
Figura #5 Mezclador de Laboratorio
Fuente: Empresa Diltin
Elaborado por: Juan Carlos Vite Ruiz
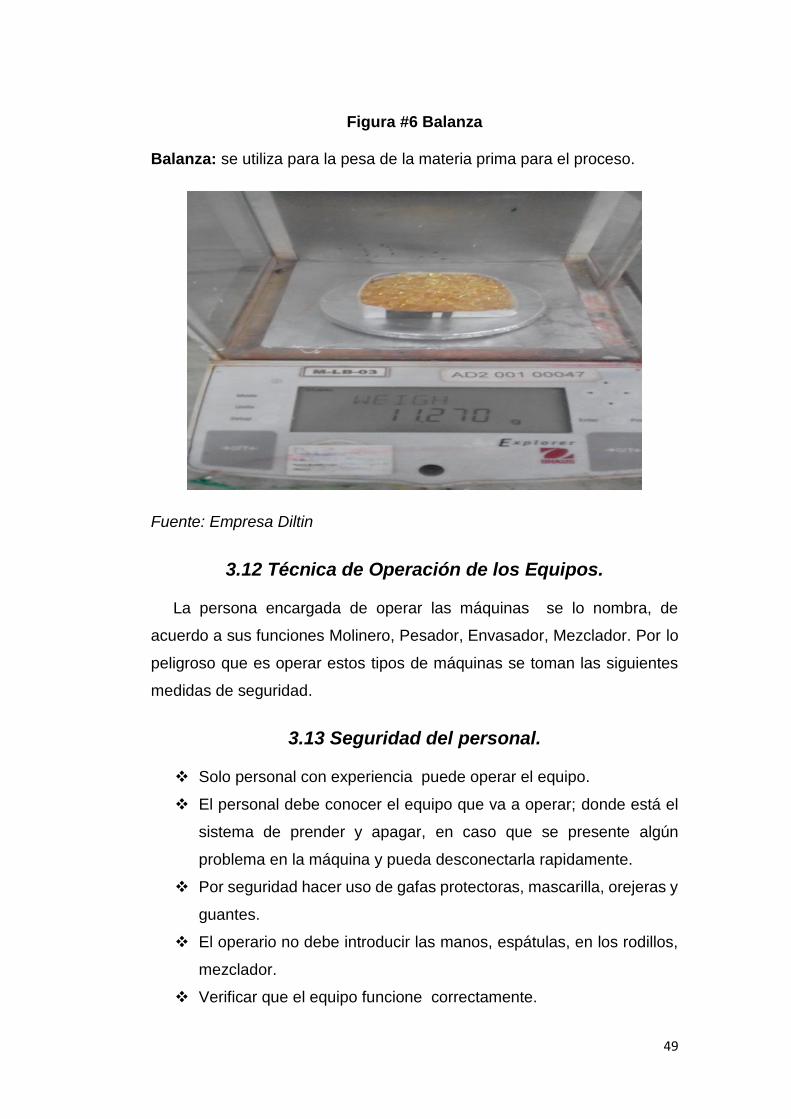
49
Figura #6 Balanza
Balanza: se utiliza para la pesa de la materia prima para el proceso.
Fuente: Empresa Diltin
3.12 Técnica de Operación de los Equipos.
La persona encargada de operar las máquinas se lo nombra, de
acuerdo a sus funciones Molinero, Pesador, Envasador, Mezclador. Por lo
peligroso que es operar estos tipos de máquinas se toman las siguientes
medidas de seguridad.
3.13 Seguridad del personal.
Solo personal con experiencia puede operar el equipo.
El personal debe conocer el equipo que va a operar; donde está el
sistema de prender y apagar, en caso que se presente algún
problema en la máquina y pueda desconectarla rapidamente.
Por seguridad hacer uso de gafas protectoras, mascarilla, orejeras y
guantes.
El operario no debe introducir las manos, espátulas, en los rodillos,
mezclador.
Verificar que el equipo funcione correctamente.
50
El operario tiene que estar bien vestido para evitar accidente.
Además de poseer buen estado de salud.
3.14 Operación del molino y mezclador
El operario o (molinero) coloca la pasta o la base pigmentada en
las guías con precaución.
Presionar el interruptor delantero y trasero porque este tipo de
maquina tiene dos interruptores.
Al moler la base pasa por los tres rodillo y sale por la parte delantera,
por medio de la cuchilla que está pegado al rodillo delantero.
Luego que la base se le realiza dos pases previamente verificado la
finura se envía a la balanza, para verificar cuanto ha perdido en la
fase de molienda
Se recupera la pérdida y se lleva al mezclador
3.15 Mantenimiento de las máquinas
Se engrasa o Lubrica con las graseras, los rodamientos cada mes.
Se cambia las cuchillas cada seis u ocho meses, si es necesario
por si acaso estén desgastadas por la fricción debido al roce del
metal.
Se verifica que el sistema de enfriamiento esté funcionando de
forma normal.
Verificar que el disco del mezclador no este gastado.
Realizar la limpieza y calibración de las balanzas.
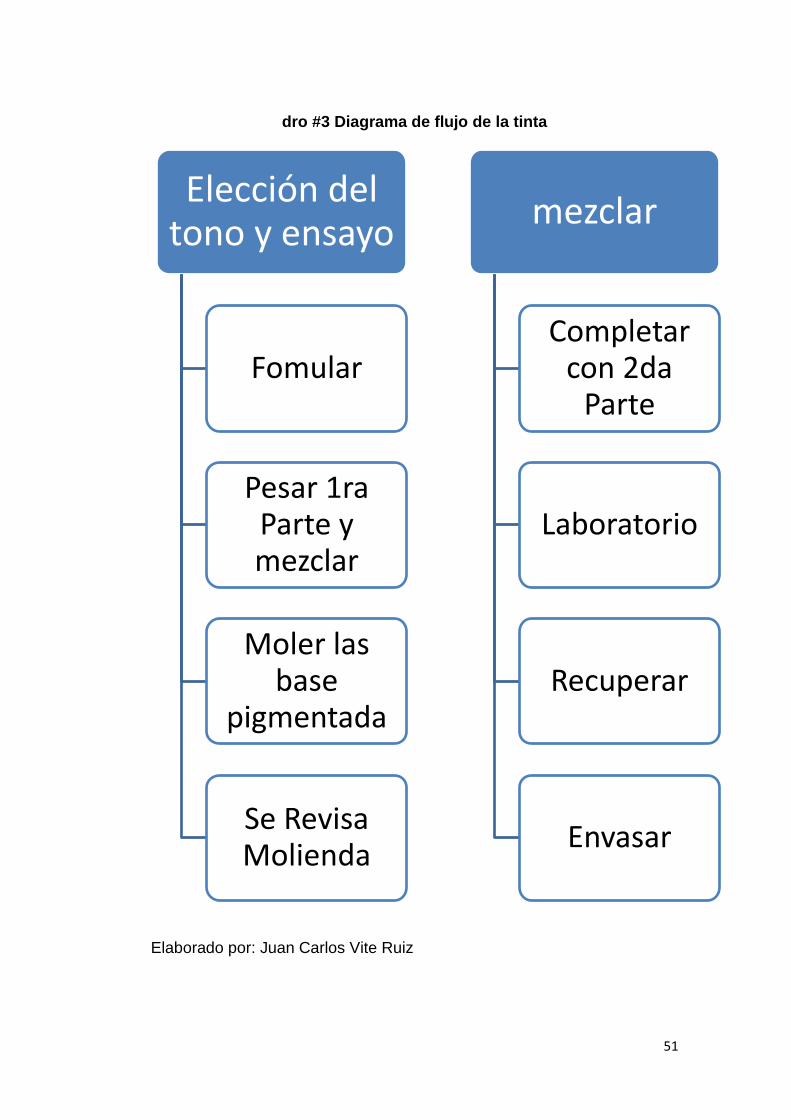
51
dro #3 Diagrama de flujo de la tinta
Elaborado por: Juan Carlos Vite Ruiz
Elección del tono y ensayo
Fomular
Pesar 1ra Parte y mezclar
Moler las base
pigmentada
Se Revisa Molienda
mezclar
Completar con 2da
Parte
Laboratorio
Recuperar
Envasar
52
CAPITULO IV
CONCLUSIONES Y RECOMENDACIONES
4.1 CONCLUSIONES
Realizados los ensayos se notó que la pérdida debido a la molienda
varían, en cada uno de ellos.
El Rendimiento Operativo del molino tricilíndrico durante las 8 horas
diarias, es de aproximadamente de 300 Kg a 500 Kg de tintas
diarias.
Se obtiene una tinta con pigmentos y resinas orgánicas sin
contenido de plomo, o metales pesados aptos para empaques,
plásticos y todo lo que se refiere a embalaje.
El coste de la Fórmula Estándar de la nueva Tinta, es mucho menor
que la que se está utilizando actualmente, en el mercado.
La nueva Formulación Stándar seleccionada, reúne los objetivos
propuestos para su aplicación artesanal utilizando mallas.
53
4.2 RECOMENDACIONES
Se recomienda para mejorar la eficiencia en los equipos trabajar
en lugares frescos y con buena ventilación e iluminación.
Se debe realizar el mantenimiento adecuado del Molino Tricinlidrico
para mejorar su Rendimiento.
Se tiene que realizar permanentemente la selección adecuada de
las materias primas en el mercado para su correcta aplicación.
Se debe establecer por lo menos dos o más proveedores de las
materias primas, seleccionadas en la nueva formulación.
Como el artesano trabaja con mallas, se recomienda que después
de imprimir, se tiene que realizar una limpieza y mantenimiento
adecuado, porque caso contrario se tapan los orificios de la malla
utilizando el solvente indicado, ya que la malla puede dañarse.
54
BIBLIOGRAFÍA
Capítulo 1
Capítulo 1 historia de la flexografía
https://flexografia.wikispaces.com/HISTORIA TINTAS DILTIN CÍA. LTDA. Mapasingue Oeste Av. 1era # 413 E/ 3era y
4ta, Mapasingue, Guayas
https://www.google.com.ec/maps/@-2.1614668,-
79.9339984,3a,75y,135.43h,70.88t/data=!3m9!1e1!3m7!1s_8kjqmncyIyv
CCW2lsPk5w!2e0!7i13312!8i6656!9m2!1b1!2i52
Capítulo 2
http://slideplayer.es/slide/1645538/6/images/19/Realizado+por+Angel+C
%C3%B3rdova+/+Gabriel+Bed%C3%B3n.jpg
Capítulo 3
http://biblioteca.usac.edu.gt/tesis/08/08_1276_Q.pdf
https://flexografia.wikispaces.com/HISTORIA
http://lastintas.blogspot.com/
https://www.google.com.ec/maps/@-2.1614668,-
79.9339984,3a,75y,135.43h,70.88t/data=!3m9!1e1!3m7!1s_8kjqmncyIyv
CCW2lsPk5w!2e0!7i13312!8i6656!9m2!1b1!2i52
http://www.polimerossinteticos.com/es/mercados/tintas-
gr%C3%A1ficas.html
http://www.americanchemical.com.bo/index.php/butil-glicol
http://grupopetroquimica.blogspot.com/2009/04/alcohol-isopropilico.html
http://alcohol.org.es/alcohol-isopropilico- textoscientificos.com
http://www.conquimica.com/wp-
content/uploads/2015/06/ft_n_propil_acetato.pdf
http://slideplayer.es/slide/1645538/6/images/19/Realizado+por+Angel+C
%C3%B3rdova+/+Gabriel+Bed%C3%B3n.jpg
http://biblioteca.usac.edu.gt/tesis/08/08_1276_Q.pdf
https://www.quiminet.com/articulos/los-antiespumantes-agentes-
tensoactivos-desestabilizadores-de-espuma-63146.htm
https://www.google.com.ec/search?site=&source=hp&q=secantes+para+
pinturas+y+tintas&oq=secante+para+pinturas+y+&gs_l=psy-
ab.1.0.0i22i30k1l2.2413.30133.0.33218.24.24.0.0.0.0.259.4458.0j12j10.
22.0...0...1.1.64.psy-ab..2.22.4456...0j0i131k1.blKdY3WZUc8
55
http://slideplayer.es/slide/1645538/6/images/19/Realizado+por+Angel+C
%C3%B3rdova+/+Gabriel+Bed%C3%B3n.jpg
ANEXOS
Imagen 1 Fuente: Empresa Diltin
Se realiza la planificación del ensayo, la selección de la materia
prima y el tono a procesar.

56
Imagen 2 Fuente: Empresa Diltin
Realizando el ensayo se pesa todas las materias primas
Imagen 3 Fuente: Empresa Diltin
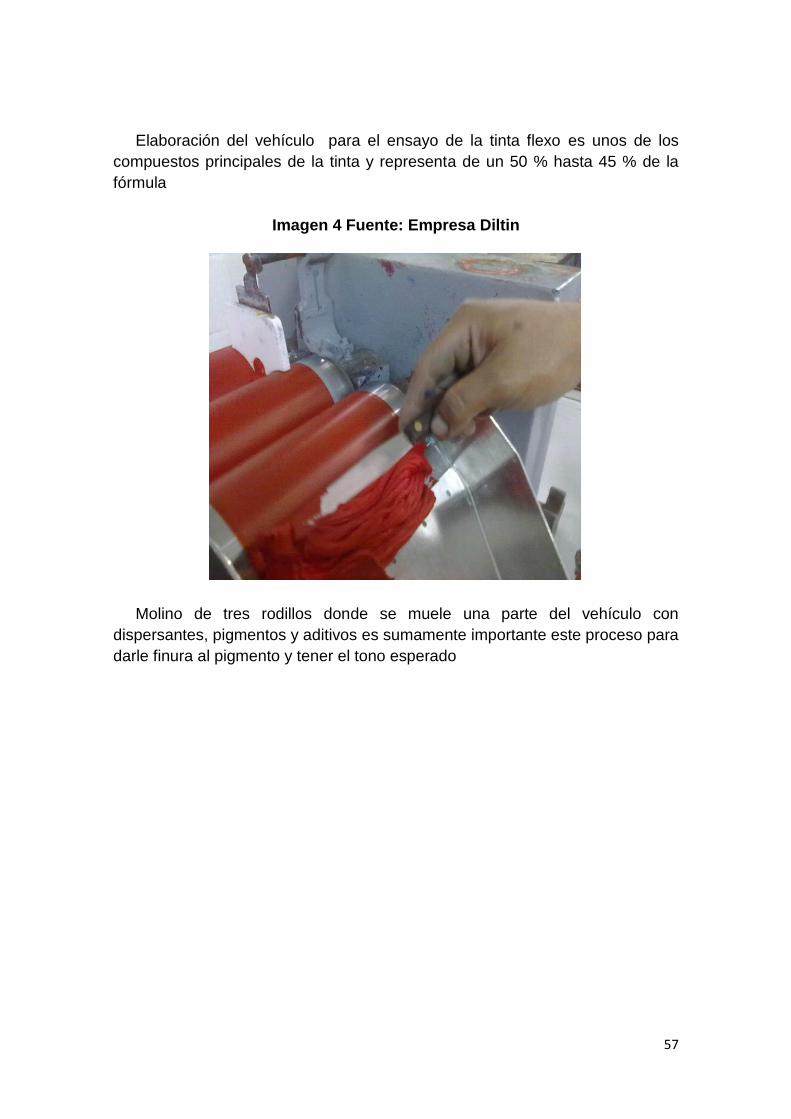
57
Elaboración del vehículo para el ensayo de la tinta flexo es unos de los
compuestos principales de la tinta y representa de un 50 % hasta 45 % de la
fórmula
Imagen 4 Fuente: Empresa Diltin
Molino de tres rodillos donde se muele una parte del vehículo con
dispersantes, pigmentos y aditivos es sumamente importante este proceso para
darle finura al pigmento y tener el tono esperado
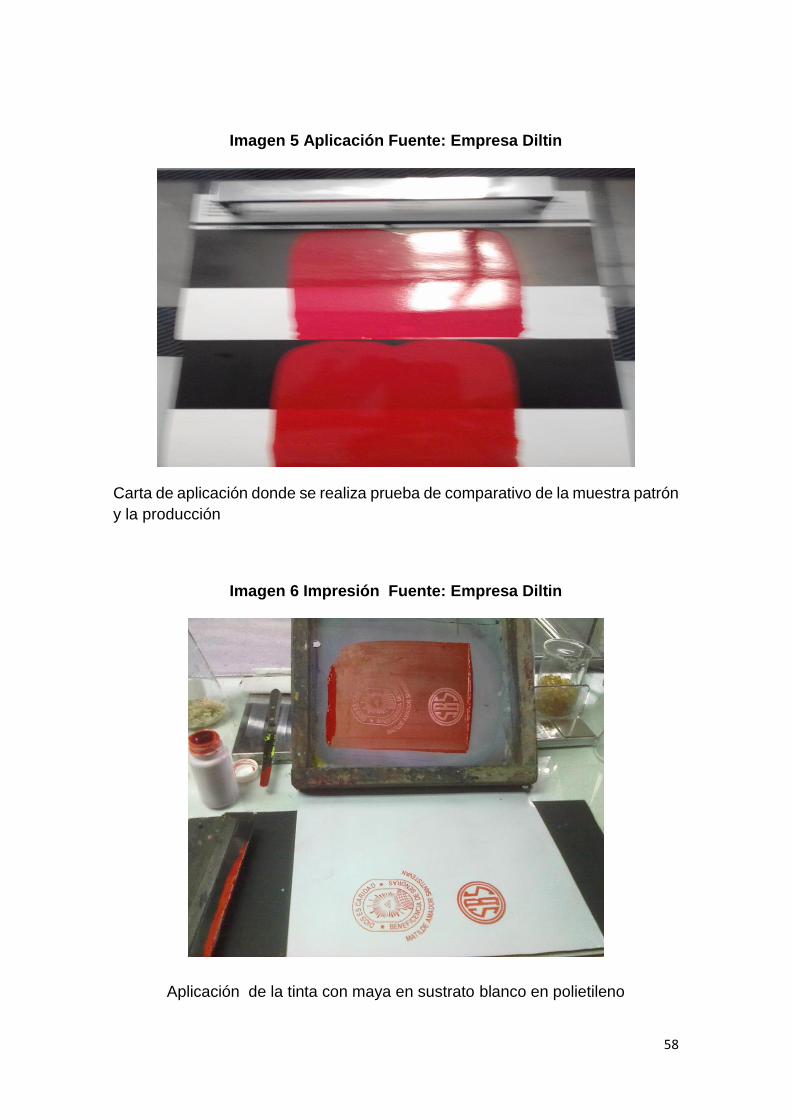
58
Imagen 5 Aplicación Fuente: Empresa Diltin
Carta de aplicación donde se realiza prueba de comparativo de la muestra patrón
y la producción
Imagen 6 Impresión Fuente: Empresa Diltin
Aplicación de la tinta con maya en sustrato blanco en polietileno
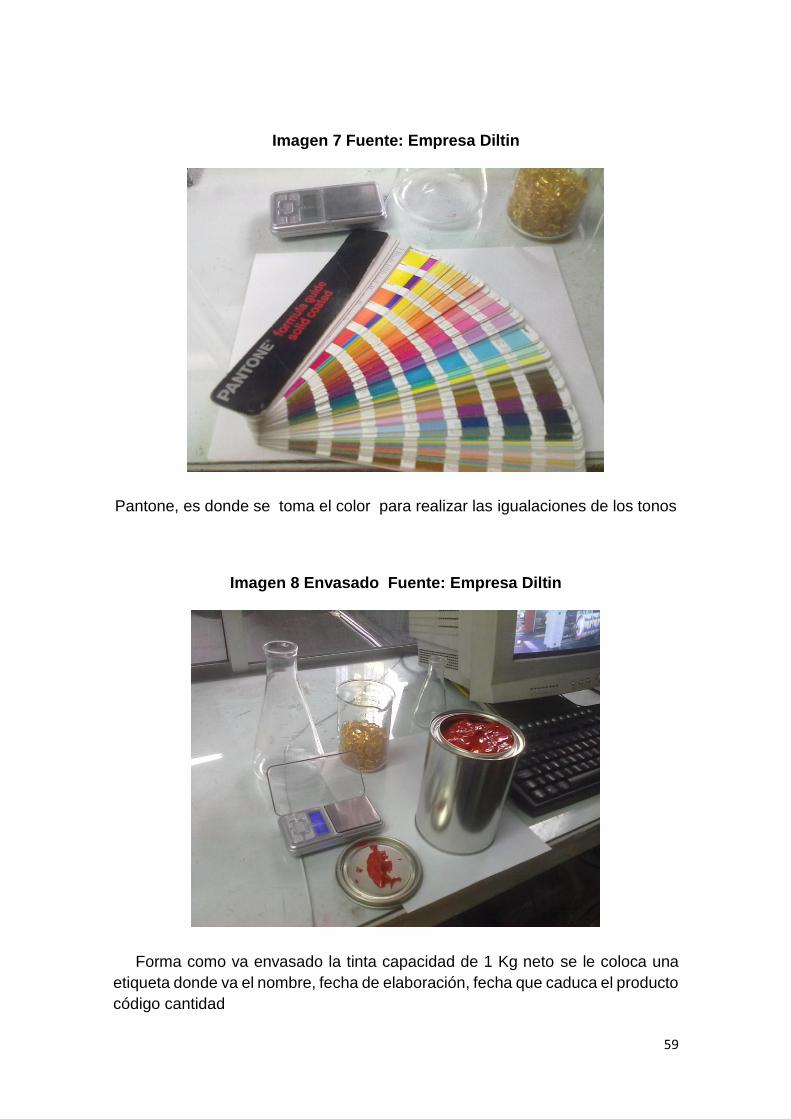
59
Imagen 7 Fuente: Empresa Diltin
Pantone, es donde se toma el color para realizar las igualaciones de los tonos
Imagen 8 Envasado Fuente: Empresa Diltin
Forma como va envasado la tinta capacidad de 1 Kg neto se le coloca una
etiqueta donde va el nombre, fecha de elaboración, fecha que caduca el producto
código cantidad
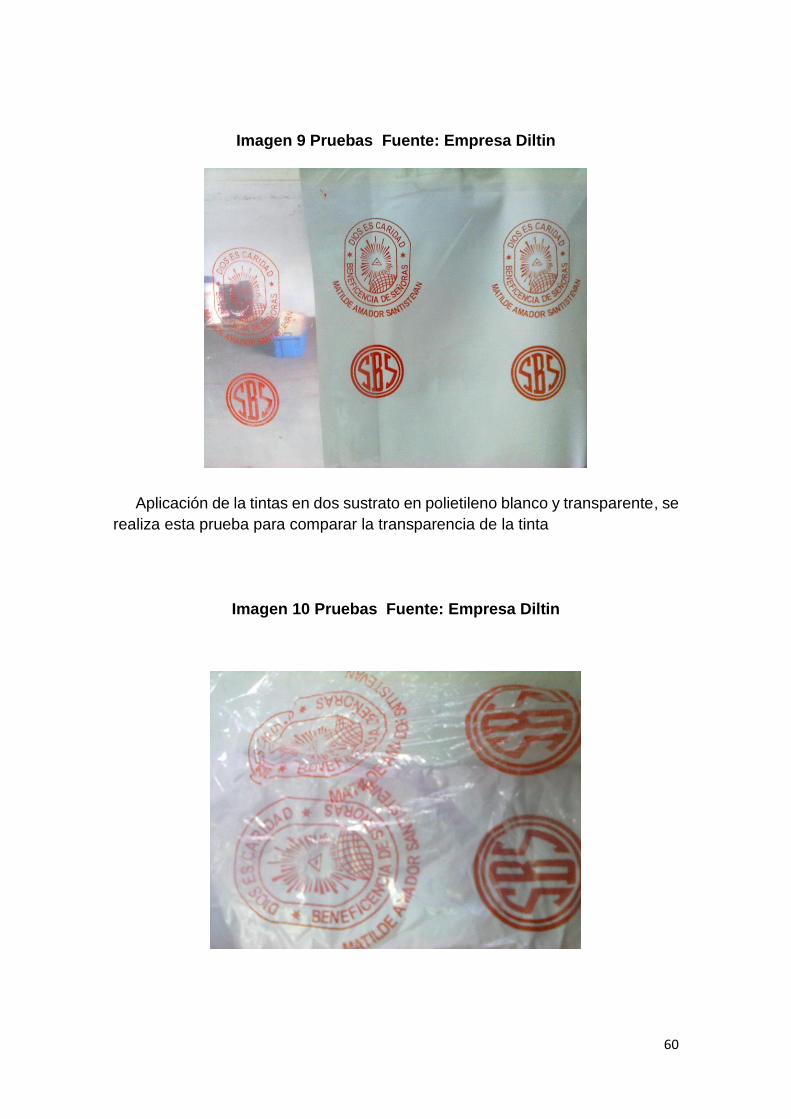
60
Imagen 9 Pruebas Fuente: Empresa Diltin
Aplicación de la tintas en dos sustrato en polietileno blanco y transparente, se
realiza esta prueba para comparar la transparencia de la tinta
Imagen 10 Pruebas Fuente: Empresa Diltin
61
Prueba que realiza control de calidad a todos los productos que se elaboran
como son comparativos, adherencia, brillo, rugosidad, resistencia a la luz.
Imagen 11 Fuente: Empresa Diltin
“Grindómetros Hegman – Precisión
62
“Grindómetros Hegman – Precisión este es un instrumento para medir la
molienda de los pigmentos tanto base acuosa como solventes