UNIVERSIDAD LATINA DE COSTA RICA · Uno de los valores agregados mas importantes es la calidad en...
114
UNIVERSIDAD LATINA DE COSTA RICA LICENCIATURA EN INGENIERIA INDUSTRIAL Trabajo Final de Graduación “Mejoramiento del nivel de servicio de entregas de equipo estándar, mediante la implementación de un plan de mejora en el manejo del inventario y el cumplimiento del programa de producción” Autor: Ing. Raúl Gillott López 2011
Transcript of UNIVERSIDAD LATINA DE COSTA RICA · Uno de los valores agregados mas importantes es la calidad en...
UNIVERSIDAD LATINA DE COSTA RICA
LICENCIATURA EN INGENIERIA INDUSTRIAL
Trabajo Final de Graduación
“Mejoramiento del nivel de servicio de entregas de equipo estándar, mediante la implementación de un plan de mejora en el manejo del inventario y el cumplimiento del programa de producción”
Autor: Ing. Raúl Gillott López
2011
Trabajo Final de Graduación Página 2
Hoja del Tribunal Examinador Lic. Ing Juan Gabriel Chaves Barahona. MARI Tutor Ing. Jorge Saénz Corella Representante Ing. Alexis Morales Quesada. MAE Representante Universidad
Trabajo Final de Graduación Página 3
Hoja de Agradecimientos
A la empresa EATON Electrical por la autorización de realizar este trabajo en sus
instalaciones, por el apoyo y colaboración en el suministro de la información
necesaria para conclusión de este trabajo.
Trabajo Final de Graduación Página 4
Hoja de Dedicatorias
Este trabajo es dedicado primeramente a Dios por la oportunidad de culminar una
importante etapa en mi vida, a mis padres y hermanos por el apoyo incondicional en
todo momento.

Trabajo Final de Graduación Página 5
Resumen
En la actualidad las empresas que compiten por ser lideres en el mercado se
enfocan no solo en vender un producto de calidad, también debe de agregarle valor
de forma tal que los clientes no tengan duda en volver a comprar productos y
servicios de esa compañía.
Uno de los valores agregados mas importantes es la calidad en el servicio al cliente
desde que inicia un requerimiento y hasta que se culmina con la obtención de un
producto o servicio.
Muchas empresas para atraer clientes garantizan la entrega inmediata de sus
productos, esto conlleva a suplir la necesidad en el momento que un cliente así lo
requiera.
Esta política obliga a las empresas a manejar un nivel de inventario adecuado para
soportar la demanda y mantener esa garantía de entrega inmediata.
Esto trae como consecuencia el debate de cuanto es la cantidad que debo producir o
comprar para almacenar en bodega de forma tal que los clientes compren y reciban
de forma inmediata sus requerimientos.
Este trabajo se enfoca en como mejorar el nivel de satisfacción de los clientes en
cuanto a entregas de disponibilidad inmediata, aplicando un sistema de inventario
optimo para evitar excesos y rupturas de abastecimiento. El enfoque se da en
mantener un nivel de satisfacción del cliente que se mide mensualmente de acuerdo
a los objetivos estratégicos de la empresa.
Trabajo Final de Graduación Página 6
Mediante la propuesta planteada se logra mantener un inventario optimo y mantener
un nivel de servicio acorde a las metas empresariales planteadas en un lapso
determinado.
Tabla de contenido
INTRODUCCIÓN ................................................................................................................. 7
PROBLEMA Y PROPOSITO ......................................................................................... 7
Estado actual de la investigación (Planteamiento del Problema) ........................ 7
Formulación del problema de investigación y su sistematización ........................ 9
Diagrama de Pareto ................................................................................................... 11
Diagrama causa efecto ............................................................................................. 12
Justificación del estudio de investigación .................................................................. 16
A. Objetivos del estudio .................................................................................... 17
B. Alcances y limitaciones ................................................................................... 18
MARCO TEÓRICO (MARCO SITUACIONAL Y CONCEPTUAL ............................. 19
Fundamentación Teórica .............................................................................................. 19
Marco situacional (Contextualización del objeto de estudio) .......................... 35
Descripción de la compañía ............................................................................................. 35
MARCO METODOLÓGICO (DISEÑO METODOLÓGICO) ................................... 43
A. Definición del enfoque y métodos de investigación utilizados: ..................... 43
B. Sujetos y fuentes de información: ................................................................. 45
C. Instrumentos y técnicas utilizadas en la recopilación de los datos 47
D. Sustentación de la confiabilidad y la validez de los instrumentos de la
investigación. ............................................................................................................ 47
E. Definición de términos, operacionalización de variables o de unidades
o categorías de análisis, según sea el caso ..................................................... 47
Propuesta del proyecto ................................................................................................. 53
Análisis y descripción de la situación actual .............................................................. 54
Desarrollo del Plan de Mejora ...................................................................................... 62
Plan de implementación de mejoras ........................................................................... 79
Trabajo Final de Graduación Página 7
Análisis costo beneficio de los cambios propuestos. ............................................... 79
Conclusiones y recomendaciones ............................................................................... 84
Bibliografía citada y consultada. .................................................................................. 90
Anexos ............................................................................................................................. 91
CAPITULO I
INTRODUCCIÓN
PROBLEMA Y PROPOSITO
Estado actual de la investigación (Planteamiento del Problema)
La elaboración del proyecto se realizará en una compañía transnacional, dedicada a
la elaboración y comercialización de productos de protección y control eléctricos;
una compañía reconocida en el ámbito mundial con marcas muy posicionadas en el
mercado.
Se genera un enfoque del trabajo en la parte del manejo en los niveles de inventario
y en las acciones que deben tomarse ante los cambios de la demanda.
El tema es sumamente importante pues esta compañía pertenece a una corporación
internacional que exige fijarse metas y objetivos anuales, para cuyo cumplimiento se
debe trabajar, con el objetivo de superar las propias expectativas. Una métrica que
año tras año se busca mejorar es la llamada “fill rate”, la cual consiste en la eficiencia
del cumplimiento de entregas de equipos y órdenes puestas por los clientes en la
fecha requerida por ellos.
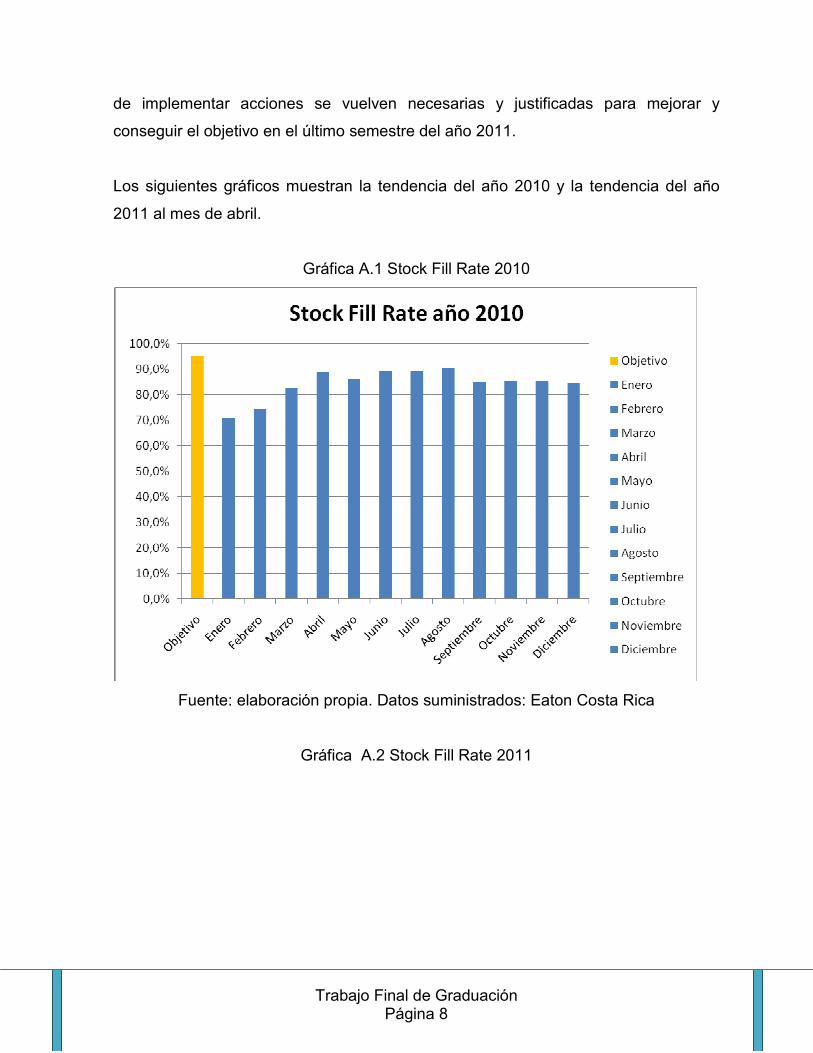
Esta compañía tanto en el año 2010 como el actual, se propuso como meta tener un
95% de eficiencia de nivel de entregas de equipo “stock” estándar medido en la
métrica denominada “fill rate”. Han pasado meses y su comportamiento se ha
mantenido en un promedio de 88% sin tendencia a mejorar, por lo que la necesidad
Trabajo Final de Graduación Página 8
de implementar acciones se vuelven necesarias y justificadas para mejorar y
conseguir el objetivo en el último semestre del año 2011.
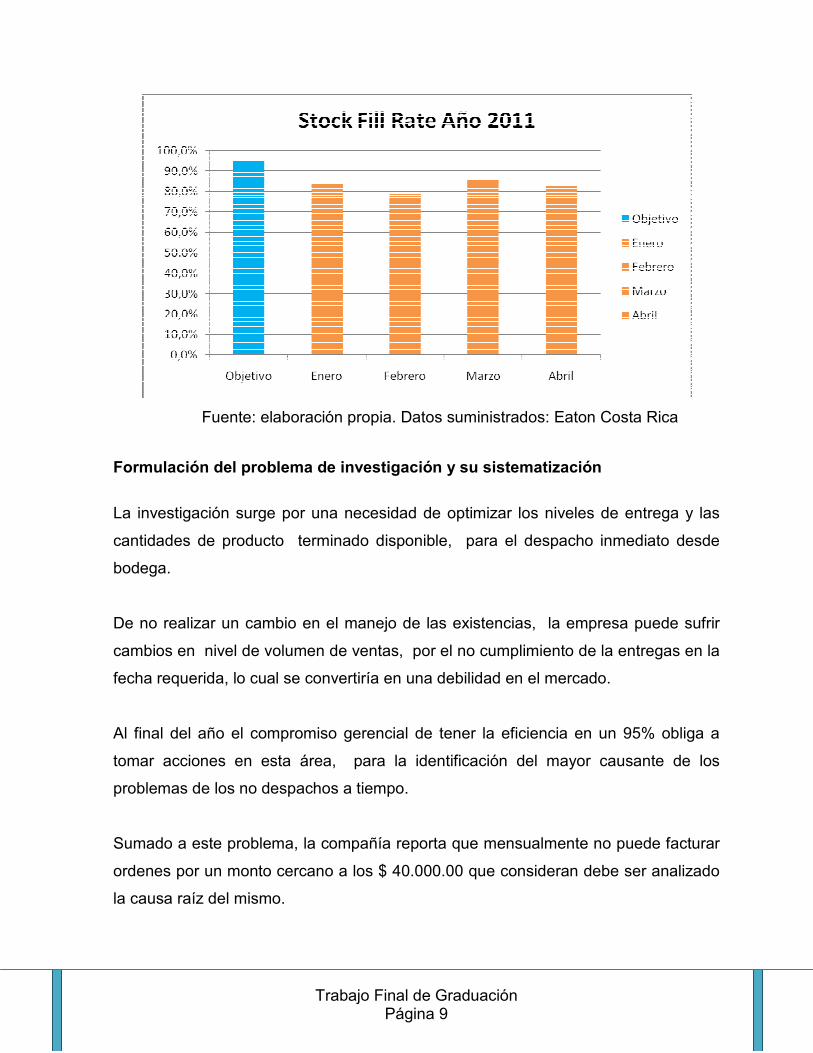
Los siguientes gráficos muestran la tendencia del año 2010 y la tendencia del año
2011 al mes de abril.
Gráfica A.1 Stock Fill Rate 2010
Fuente: elaboración propia. Datos suministrados: Eaton Costa Rica
Gráfica A.2 Stock Fill Rate 2011
Trabajo Final de Graduación Página 9
Fuente: elaboración propia. Datos suministrados: Eaton Costa Rica
Formulación del problema de investigación y su sistematización
La investigación surge por una necesidad de optimizar los niveles de entrega y las
cantidades de producto terminado disponible, para el despacho inmediato desde
bodega.
De no realizar un cambio en el manejo de las existencias, la empresa puede sufrir
cambios en nivel de volumen de ventas, por el no cumplimiento de la entregas en la
fecha requerida, lo cual se convertiría en una debilidad en el mercado.
Al final del año el compromiso gerencial de tener la eficiencia en un 95% obliga a
tomar acciones en esta área, para la identificación del mayor causante de los
problemas de los no despachos a tiempo.
Sumado a este problema, la compañía reporta que mensualmente no puede facturar
ordenes por un monto cercano a los $ 40.000.00 que consideran debe ser analizado
la causa raíz del mismo.
Trabajo Final de Graduación Página 10
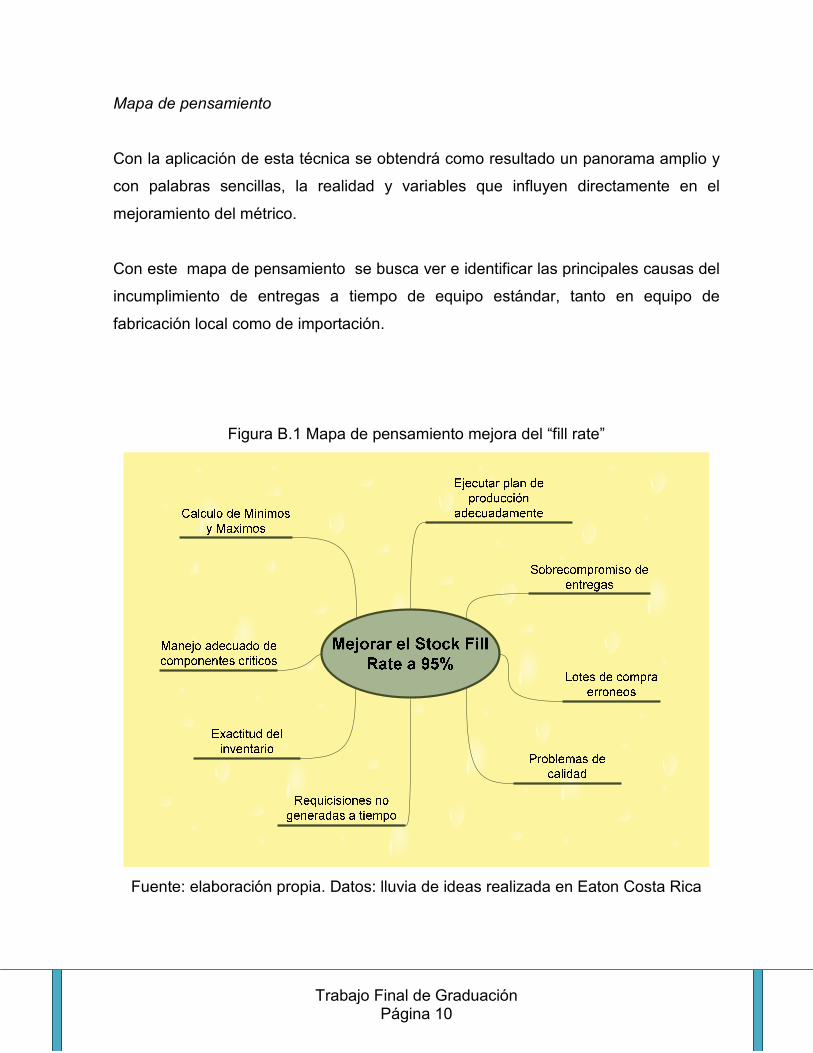
Mapa de pensamiento
Con la aplicación de esta técnica se obtendrá como resultado un panorama amplio y
con palabras sencillas, la realidad y variables que influyen directamente en el
mejoramiento del métrico.
Con este mapa de pensamiento se busca ver e identificar las principales causas del
incumplimiento de entregas a tiempo de equipo estándar, tanto en equipo de
fabricación local como de importación.
Figura B.1 Mapa de pensamiento mejora del “fill rate”
Fuente: elaboración propia. Datos: lluvia de ideas realizada en Eaton Costa Rica
Trabajo Final de Graduación Página 11
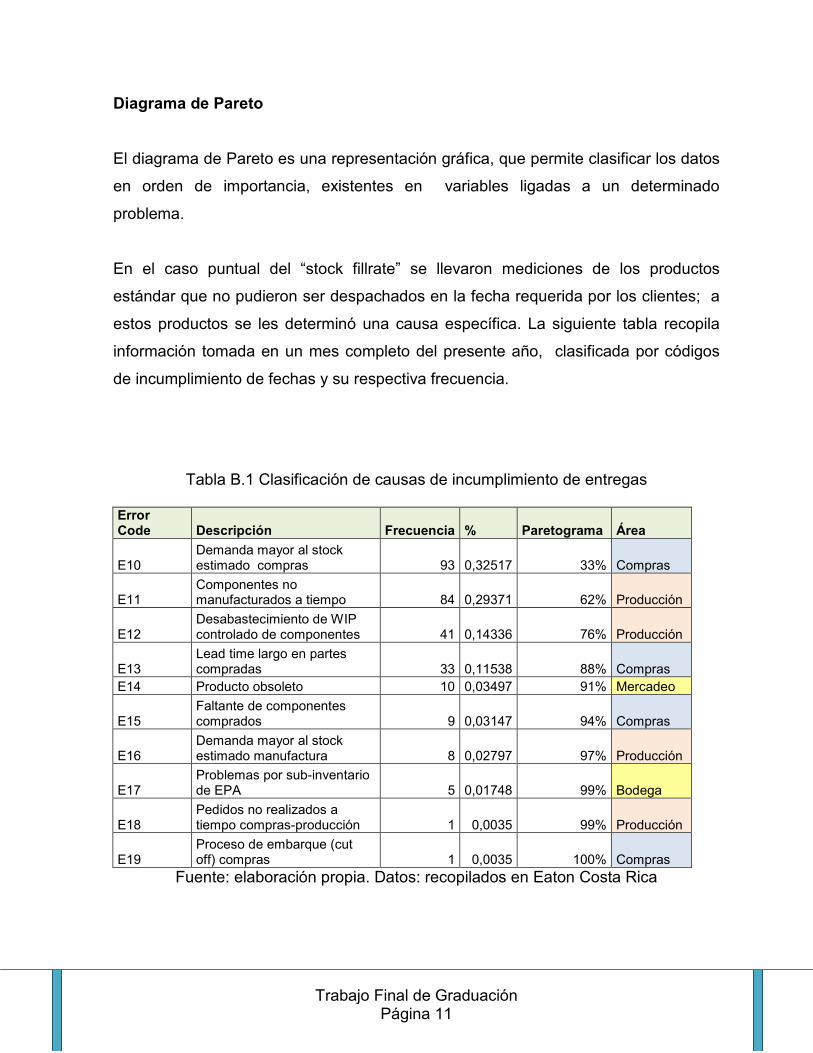
Diagrama de Pareto
El diagrama de Pareto es una representación gráfica, que permite clasificar los datos
en orden de importancia, existentes en variables ligadas a un determinado
problema.
En el caso puntual del “stock fillrate” se llevaron mediciones de los productos
estándar que no pudieron ser despachados en la fecha requerida por los clientes; a
estos productos se les determinó una causa específica. La siguiente tabla recopila
información tomada en un mes completo del presente año, clasificada por códigos
de incumplimiento de fechas y su respectiva frecuencia.
Tabla B.1 Clasificación de causas de incumplimiento de entregas
Error Code Descripción Frecuencia % Paretograma Área
E10 Demanda mayor al stock estimado compras 93 0,32517 33% Compras
E11 Componentes no manufacturados a tiempo 84 0,29371 62% Producción
E12 Desabastecimiento de WIP controlado de componentes 41 0,14336 76% Producción
E13 Lead time largo en partes compradas 33 0,11538 88% Compras
E14 Producto obsoleto 10 0,03497 91% Mercadeo
E15 Faltante de componentes comprados 9 0,03147 94% Compras
E16 Demanda mayor al stock estimado manufactura 8 0,02797 97% Producción
E17 Problemas por sub-inventario de EPA 5 0,01748 99% Bodega
E18 Pedidos no realizados a tiempo compras-producción 1 0,0035 99% Producción
E19 Proceso de embarque (cut off) compras 1 0,0035 100% Compras
Fuente: elaboración propia. Datos: recopilados en Eaton Costa Rica
Trabajo Final de Graduación Página 12
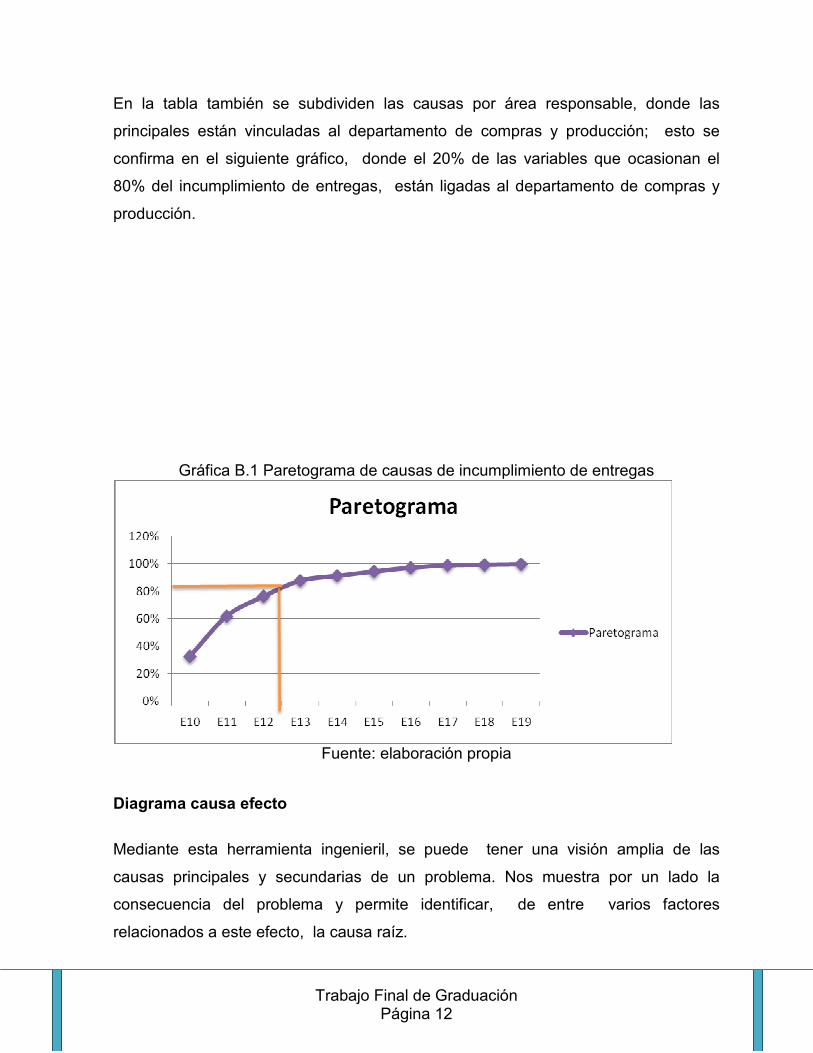
En la tabla también se subdividen las causas por área responsable, donde las
principales están vinculadas al departamento de compras y producción; esto se
confirma en el siguiente gráfico, donde el 20% de las variables que ocasionan el
80% del incumplimiento de entregas, están ligadas al departamento de compras y
producción.
Gráfica B.1 Paretograma de causas de incumplimiento de entregas
Fuente: elaboración propia
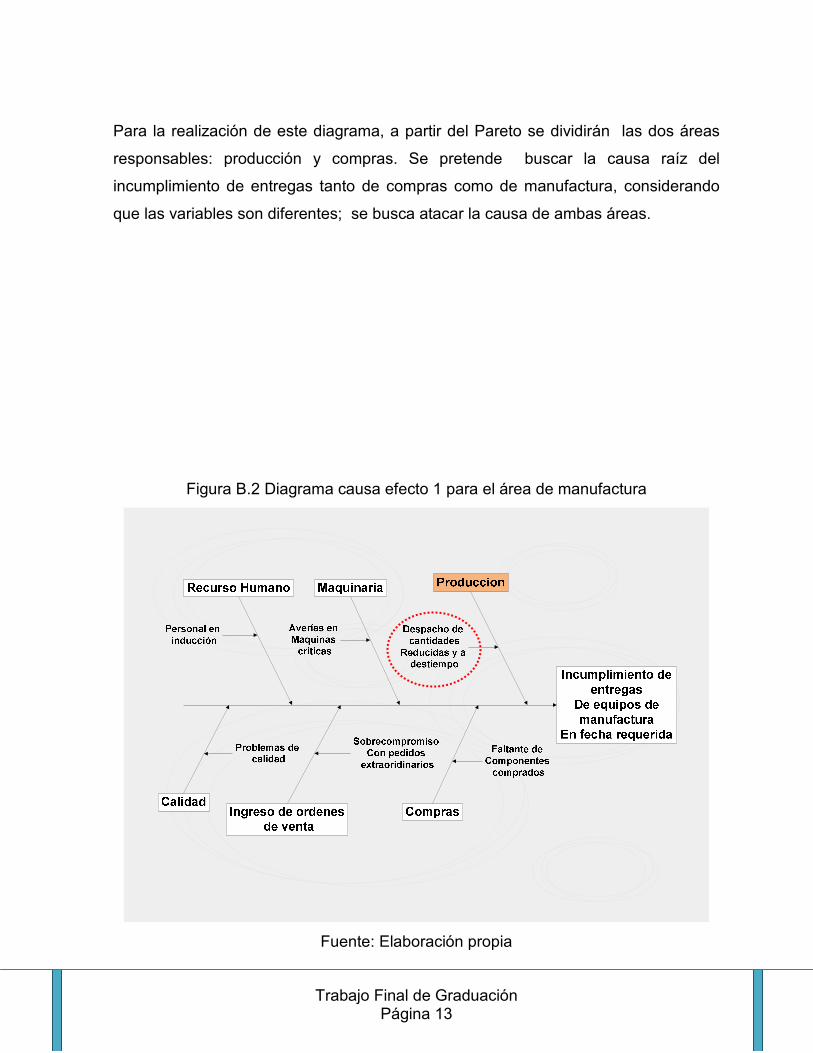
Diagrama causa efecto
Mediante esta herramienta ingenieril, se puede tener una visión amplia de las
causas principales y secundarias de un problema. Nos muestra por un lado la
consecuencia del problema y permite identificar, de entre varios factores
relacionados a este efecto, la causa raíz.
Trabajo Final de Graduación Página 13
Para la realización de este diagrama, a partir del Pareto se dividirán las dos áreas
responsables: producción y compras. Se pretende buscar la causa raíz del
incumplimiento de entregas tanto de compras como de manufactura, considerando
que las variables son diferentes; se busca atacar la causa de ambas áreas.
Figura B.2 Diagrama causa efecto 1 para el área de manufactura
Fuente: Elaboración propia
Trabajo Final de Graduación Página 14
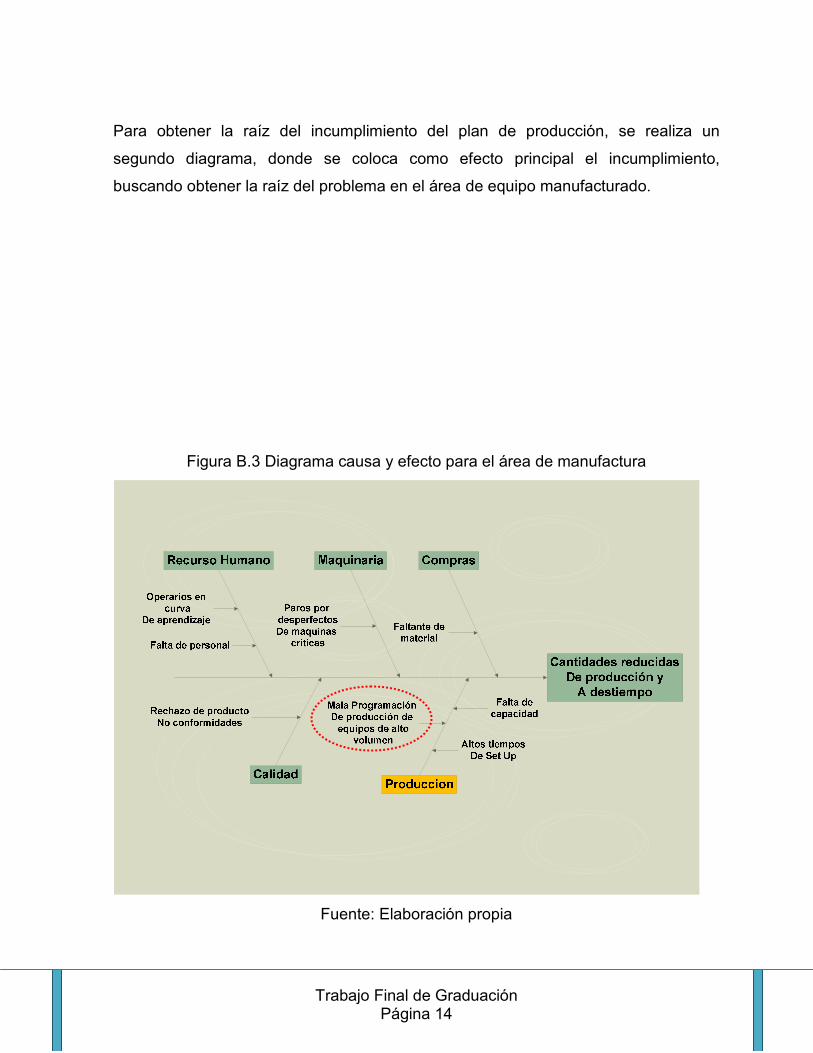
Para obtener la raíz del incumplimiento del plan de producción, se realiza un
segundo diagrama, donde se coloca como efecto principal el incumplimiento,
buscando obtener la raíz del problema en el área de equipo manufacturado.
Figura B.3 Diagrama causa y efecto para el área de manufactura
Fuente: Elaboración propia
Trabajo Final de Graduación Página 15
Con este segundo diagrama se llegó a la determinación que la causa raíz del
problema es la mala programación de la producción de equipo de alto volumen o
estándar, donde a pesar de tener una demanda constante, su programación es muy
irregular; ello genera como consecuencias el desabastecimiento en la bodega y
entregas a destiempo.
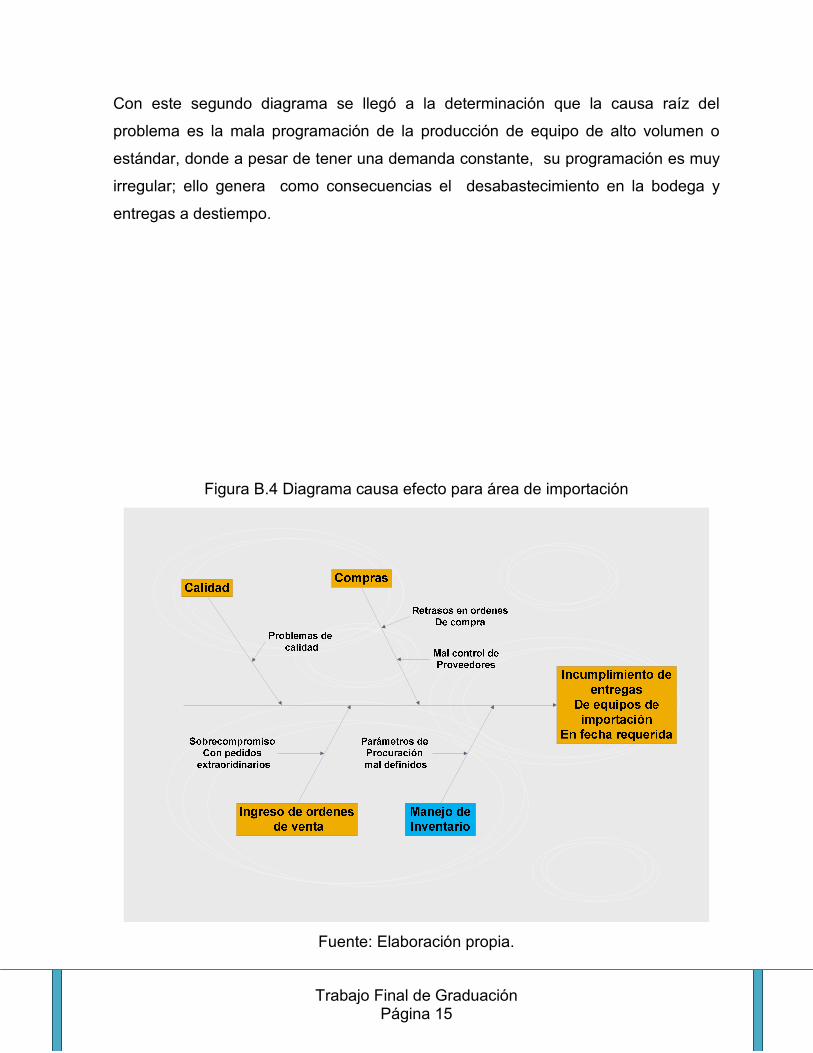
Figura B.4 Diagrama causa efecto para área de importación
Fuente: Elaboración propia.
Trabajo Final de Graduación Página 16
Para el área de equipos importados, el procedimiento y las causas se basan
principalmente en comprar a tiempo, buena relación con los proveedores y lo más
importante, administrar el inventario; por eso en el diagrama la causa raíz es la
mala definición de parámetros de procuración para la compra de estos equipos, lo
cual provoca incumplimiento de entregas en fechas requeridas.
Justificación del estudio de investigación
Este estudio surge ante la necesidad de mejorar el cumplimiento de entregas de
equipo estándar en la fecha requerida por los clientes.
La compañía EATON Electrical una vez superada la crisis estableció metas
elevadas en cuanto a niveles de ventas y facturación mensual, por lo tanto, día con
día debe mejorar la eficiencia en cada uno de sus procesos. El tema de cumplimiento
de entregas a tiempo es de suma importancia y repercusión en la estabilidad y
repunte de la compañía en los mercados nacional e internacional; ello por cuanto
dichos mercados deben asegurar el servicio, incentivar el mercado a confiar no solo
en la calidad de los equipos, sino en los plazos de entrega establecidos para
competir en el mercado.
La propuesta para solucionar el problema de administración del inventario, consiste
en definir los niveles necesarios de inventario para cumplir con el 95% de nivel de
servicio en equipo “stock” estándar, mediante la estimación de lotes económicos e
Trabajo Final de Graduación Página 17
inventarios de seguridad, mínimos y máximos, tanto para producto manufacturado,
como importado.
Pretende también esta propuesta alinear los valores de niveles de “stock” a las
estimaciones de metas mensuales de ventas, mediante la revisión del pronóstico
mensual de ventas contra la demanda de meses anteriores, asegurarse de que se
programe adecuadamente la producción y elaborar un manual de procedimiento de
forma que sea estandarizada la actividad.
La elaboración de este estudio traerá un impacto en las ventas mensuales de estos
equipos, en la métrica stock “fill rate”, en la programación del plan de producción, el
manejo y administración del inventario.
A. Objetivos del estudio
Objetivo general
ü Realizar un trabajo de investigación que permita mejorar los niveles entrega
de equipos estándar, mediante una reformulación de los parámetros de
procuración cargados en sistema, el cumplimiento diario y efectivo del plan de
producción.
Objetivos Específicos
ü Investigar sobre la metodología y forma de medición del métrico, parámetros y
definición de productos que se midan mediante “stock fill rate”.
Trabajo Final de Graduación Página 18
ü Identificar la causa raíz mediante paretogramas y diagrama de causa y efecto,
para determinar el mayor causante del incumplimiento relativo a las entregas
a tiempo.
ü Plantear una solución viable mediante herramientas de manejo de control de
inventario y niveles de “stock” adecuados para mantener el nivel de servicio.
ü Hacer un análisis de costos basados en la oportunidad de mejorar el métrico
de entrega de equipos estándar, contra el incremento de los niveles del
inventario y ventas perdidas producto de la no disponibilidad de equipo.
B. Alcances y limitaciones Se busca presentar un plan de análisis detallado de los productos de entrega
inmediata, que permita ser eficientes en el manejo de inventario y donde se pueda
programar la producción, en función de las necesidades de equipos que deben
existir en stock.
No se pretende analizar equipos especiales y creados según la necesidad del
cliente. Con este proyecto se quiere alcanzar la meta de una eficiencia del 95% en
entregas a tiempo de equipos estándar; tanto equipos de manufactura como
importados.
La limitación de este proyecto se encuentra en el análisis para los equipos
importados, pues por negociación con proveedores las cantidades definidas para las
órdenes de compra están determinadas por el departamento de compras y
proveedor. Dada la cantidad de equipos y datos por analizar en la parte de equipos
Trabajo Final de Graduación Página 19
de importación, esta propuesta se enfoca únicamente en los equipos de entrega
inmediata manufacturados en Costa Rica.
La vida útil del proyecto es de un año, dado los análisis estacionales de la demanda,
donde nos demostró que la tendencia de crecimiento es significativa.
CAPITULO II
MARCO TEÓRICO (MARCO SITUACIONAL Y CONCEPTUAL
Fundamentación Teórica Para la elaboración de este proyecto se utilizaron conceptos generales y específicos
de administración de inventarios, programación de la producción, logística de
importaciones, entre otros. Estos serán expuestos en detalle a continuación
Competitividad
En un nivel micro, la competitividad consiste en la generación de ingresos mediante
ventas de productos o servicios, que cumplan los requerimientos del mercado meta,
elaborados al menor costo posible.
Trabajo Final de Graduación Página 20
Existen múltiples variables que intervienen en la mejora de la competitividad de una
empresa; siempre deben tomarse en cuenta para su mejora. Estas variables son:
Calidad: consiste en cumplir con las necesidades del cliente al que está dirigido el
producto o servicio; para eso se debe asegurar que cada procedimiento realizado
en la fabricación o en el suministro de un servicio, se haga de forma estandarizada y
siempre de la manera correcta.
Productividad: este concepto se define como el total de productos obtenidos entre el
total de insumos utilizados.
Lo anterior implica que cuanto mayor sea el aprovechamiento de los insumos para
el incremento del producto final, mayor será su productividad. Se define mediante la
siguiente formula:
Productividad = Productos ÷ Insumos
Servicio: consiste en el trato adecuado con los consumidores, creando un ambiente
de confianza y lealtad en los clientes para la empresa donde se solicita el bien o
servicio; un buen servicio incentivará buenas relaciones y satisfacción del
consumidor en cuanto a la organización.
Imagen: es parte de la comercialización y estrategias importantes para la obtención y
mantenimiento de más y mejores clientes. Es la percepción que se pretende dar al
mercado de la compañía, para convencer a los consumidores de que la compañía
elegida por ellos para un bien o servicio, es la mejor elección.
Tecnología de la información: El manejo de la información se torna en la actualidad
en un aspecto fundamental de diferenciación de la competencia.
Trabajo Final de Graduación Página 21
La información es un recurso estratégico más de la empresa, cuyo personal, medios
materiales y económicos, son considerados recursos, porque generan rendimientos;
es decir, son productivos; aunque la información también produce rendimientos
debido a que puede develar alternativas, reducir incertidumbre y develar soluciones1.
Definición de estrategia
Esta palabra tiene origen militar, donde se define como la planeación en la
organización para lograr objetivos fijados en un tiempo determinado. Es el camino
para adaptarse al entorno para alcanzar los objetivos.
Administración Estratégica
La administración estratégica es un proceso de evaluación sistemática de la
naturaleza de un negocio, definiendo los objetivos a largo plazo, identificando metas
y objetivos cuantitativos, desarrollando estrategias para alcanzar dichos objetivos y
localizando recursos para llevar a cabo dichas estrategias.
Estrategia corporativa
La estrategia corporativa es aquella relacionada con el objetivo y alcance global de la
organización para satisfacer las expectativas de los accionistas. Es muy importante
para generar estas estrategias tener las bases de la administración (misión, visión,
objetivos) estratégicamente definidos.
1 Miguel Hornos Barranco et. Al “La gestión de la información como clave para adquirir ventaja competitiva: LO S MIS” , en Alta Dirección P. 185.
Trabajo Final de Graduación Página 22
Las estrategias planteadas deben ser evaluadas en un periodo determinado, para
asegurar su cumplimiento y analizar una eventual modificación de ellas, por las
condiciones cambiantes en el mercado.
Cómo se desarrolla una estrategia corporativa
Para el desarrollo de la estrategia corporativa normalmente se sigue una secuencia
ya establecida; una de ellas se cita a continuación:
El primer paso en el desarrollo de la estrategia corporativa consiste en determinar los
objetivos de la compañía, entre los más comunes están: crecimiento, supervivencia,
utilidades, rendimiento sobre la inversión entre otros2.
Una vez establecidos estos objetivos se consideran en relación con el mercado
externo y las fortalezas que posee la compañía para establecer la estrategia en nivel
de mercadeo.
La estrategia en nivel de mercadeo captura todos lo objetivos corporativos y los
desarrolla al detalle de especificar y definir variables como:
• Nivel de innovación de producto
• Variedad de productos
• Tiempo de entrega
• Soporte técnico suministrado una vez realizada la adquisición de producto o
servicio
• Entrega: confiabilidad, velocidad, disponibilidad
2 Sim Narasimhan, Dennis W. McLeavey y Peter Billington “Planeación de la Producción y control de Inventarios” Seg. Edición. Prentice Hall P.12
Trabajo Final de Graduación Página 23
• Precio
• Calidad
Estas variables son unas de muchas que pueden surgir del detalle que la compañía
quiera otorgar a las estrategias corporativas en nivel de mercadeo y ventas.
Estrategia de Fabricación
Una vez planteadas las estrategias en nivel de la corporación y las estrategias para
competir en el mercado, se inicia el desarrollo de las selecciones de los procesos
adecuados para la obtención de los objetivos.
En esta estrategia se toman en cuenta todas las variables de manufactura, como
capacidad, inventarios, maquinaria, obreros, personal, diseño e ingeniería de
producto.
Y existe otra etapa de la infraestructura del sistema de producción para la obtención
de los objetivos, donde se toman en cuenta variables como sistemas de planeación,
aseguramiento de la calidad, estructura organizacional.
Vinculación de la estrategia de fabricación con la estrategia corporativa
Dentro del proceso establecido se define incialmente la estrategia corporativa y
seguidamente la estrategia de fabricación, de forma tal que coincidan.
Dentro de la vinculación existen procesos aún más integrales, de forma tal que,
tanto la estrategia corporativa con la estrategia de fabricación, están estrictamente
ligadas y van de la mano en la creación de cada una de ellas.
Planeación de la producción y control de inventarios en la estrategia de
fabricación
Trabajo Final de Graduación Página 24
La parte de planeación de la producción y el control de los inventarios integra una
parte esencial en la estrategia de fabricación; esto permitirá analizar más en detalle
cómo debe estar estructurada la producción.
Existen sistemas de producción como MRP, justo a tiempo, administración total de la
calidad, que determinarán en función de su uso, un beneficio competitivo en
comparación con otras empresas que no los utilicen.
El sistema de planeación y control debe ser diseñado de manera que complemente
la estrategia corporativa y proporcione ventajas competitivas adicionales3.
Sistemas de inventarios
En la actualidad el manejo y control de los inventarios se convierte en parte
indispensable la administración. Las existencias en exceso implican un alto costo
para mantener el inventario, aparte de contar con una cantidad de dinero detenido.
Para brindar un buen servicio al cliente y una eficiente producción, se debe tener un
nivel óptimo de inventario, de tal forma que no se tengan excesos, ni tampoco
exista escasez de recursos.
3 Sim Narasimhan, Dennis W. McLeavey y Peter Billington “Planeación de la Producción y control de Inventarios” Seg. Edición. Prentice Hall P.16
Trabajo Final de Graduación Página 25
Un sistema de inventario proporciona la estructura de organización y las políticas
operativas para mantener y controlar los bienes en existencia4.
Definición de inventario
Son las existencias de productos físicos en un lugar y en un momento determinado;
por ejemplo, el inventario de un supermercado lo constituyen todos los productos
disponibles para la venta.
Un sistema de inventario es el conjunto de políticas y controles que supervisan los
niveles de inventario y determinan cuáles son los niveles que deben mantenerse,
cuándo se debe reabastecer el inventario y de cuál tamaño deben ser los pedidos.5
Existen muchos tipos de inventarios: insumos de tipo humano, fármacos, repuestos
de aeronáutica, entre muchos más. En este caso el enfoque que se brinda aquí es
en los inventarios ligados al ambiente que se presentan en la manufactura.
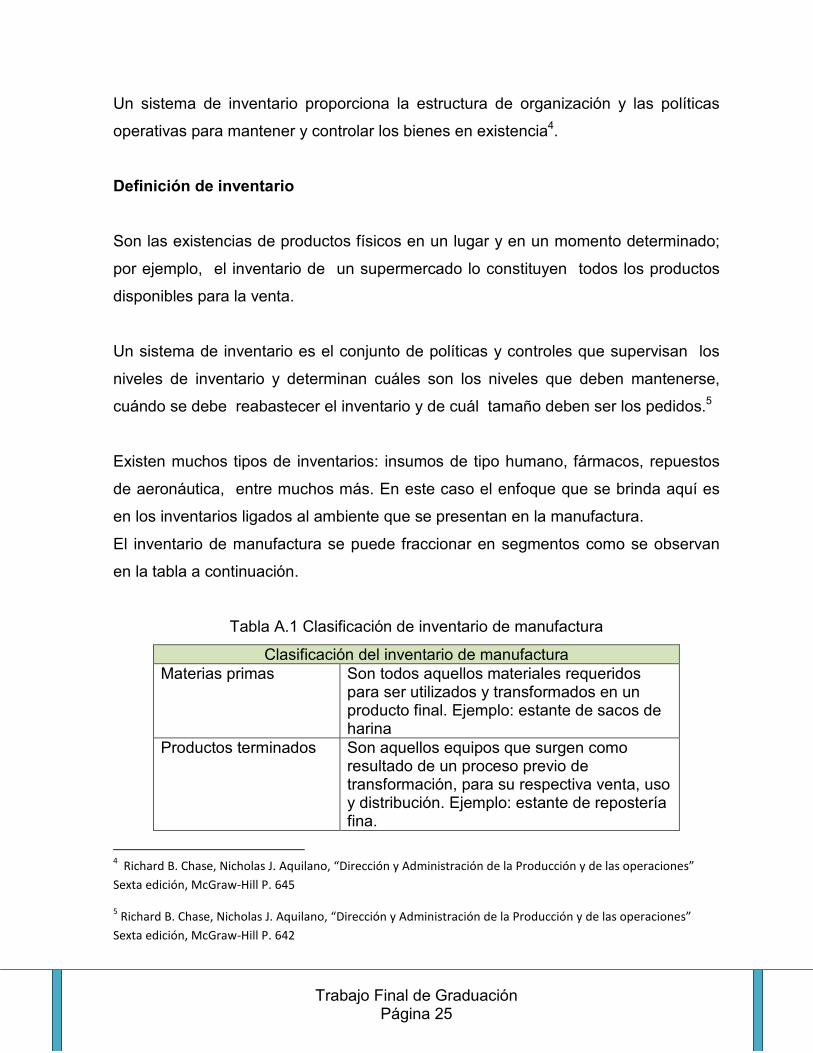
El inventario de manufactura se puede fraccionar en segmentos como se observan
en la tabla a continuación.
Tabla A.1 Clasificación de inventario de manufactura
Clasificación del inventario de manufactura Materias primas Son todos aquellos materiales requeridos
para ser utilizados y transformados en un producto final. Ejemplo: estante de sacos de harina
Productos terminados Son aquellos equipos que surgen como resultado de un proceso previo de transformación, para su respectiva venta, uso y distribución. Ejemplo: estante de repostería fina.
4 Richard B. Chase, Nicholas J. Aquilano, “Dirección y Administración de la Producción y de las operaciones” Sexta edición, McGraw-Hill P. 645
5 Richard B. Chase, Nicholas J. Aquilano, “Dirección y Administración de la Producción y de las operaciones” Sexta edición, McGraw-Hill P. 642
Trabajo Final de Graduación Página 26
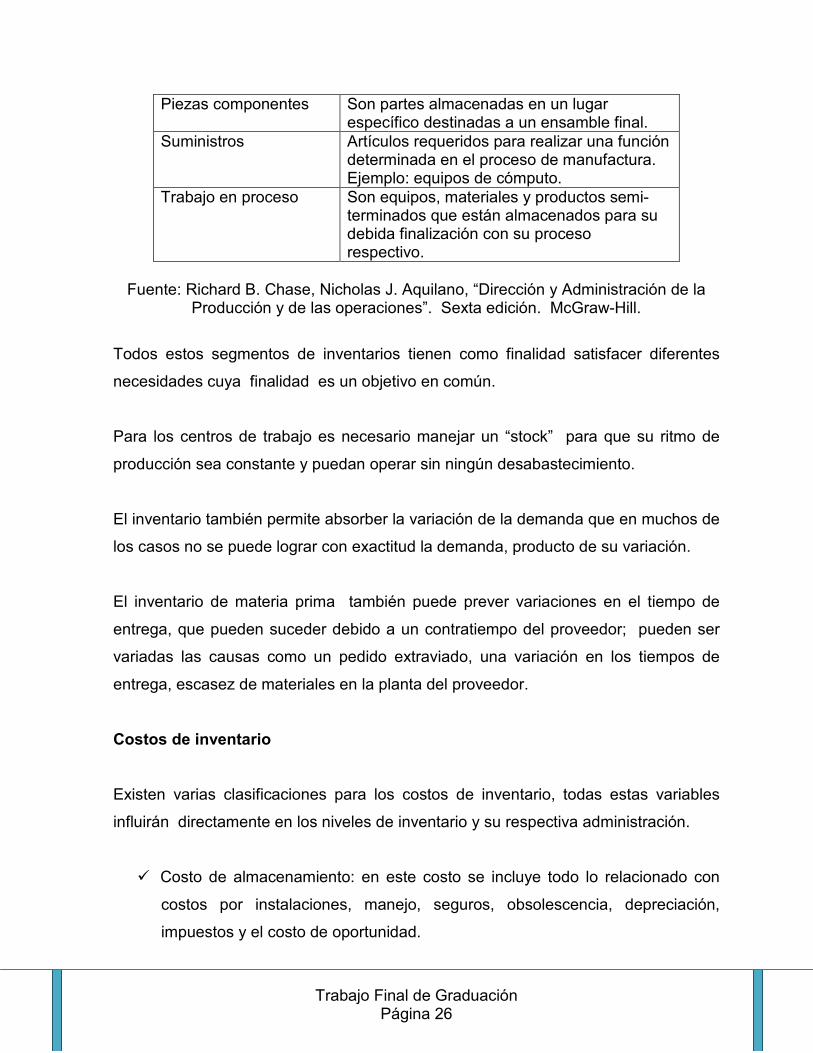
Piezas componentes Son partes almacenadas en un lugar específico destinadas a un ensamble final.
Suministros Artículos requeridos para realizar una función determinada en el proceso de manufactura. Ejemplo: equipos de cómputo.
Trabajo en proceso Son equipos, materiales y productos semi-terminados que están almacenados para su debida finalización con su proceso respectivo.
Fuente: Richard B. Chase, Nicholas J. Aquilano, “Dirección y Administración de la
Producción y de las operaciones”. Sexta edición. McGraw-Hill.
Todos estos segmentos de inventarios tienen como finalidad satisfacer diferentes
necesidades cuya finalidad es un objetivo en común.
Para los centros de trabajo es necesario manejar un “stock” para que su ritmo de
producción sea constante y puedan operar sin ningún desabastecimiento.
El inventario también permite absorber la variación de la demanda que en muchos de
los casos no se puede lograr con exactitud la demanda, producto de su variación.
El inventario de materia prima también puede prever variaciones en el tiempo de
entrega, que pueden suceder debido a un contratiempo del proveedor; pueden ser
variadas las causas como un pedido extraviado, una variación en los tiempos de
entrega, escasez de materiales en la planta del proveedor.
Costos de inventario
Existen varias clasificaciones para los costos de inventario, todas estas variables
influirán directamente en los niveles de inventario y su respectiva administración.
ü Costo de almacenamiento: en este costo se incluye todo lo relacionado con
costos por instalaciones, manejo, seguros, obsolescencia, depreciación,
impuestos y el costo de oportunidad.
Trabajo Final de Graduación Página 27
ü Costos de preparación: implican los costos que deben incurrir en la
preparación de manufactura para la producción de un producto determinado;
así, cuanto mayor sea el costo de preparación, mayor será el nivel de
inventario requerido.
ü Costo de pedir: costos de administrar, preparar y ejecutar un pedido u orden
de producción.
ü Costos de escasez: se determina como el costo del agotamiento de
existencias de un producto determinado, hasta que se reabastezca el
producto.
Modelos básicos de inventario
Modelo de cantidad fija
Para la aplicación de este modelo deben cumplirse ciertas características para que
pueda ser empleado de la manera correcta; entre estas características están:
demanda constante, tiempo de entrega constante, precio por unidad de producto
constante; el costo de mantenimiento se basa en el inventario promedio.
Al iniciar el cálculo de los valores adecuados para el inventario es importante tomar
el enfoque en la parte de costos. De aquí que se define el costo anual de la siguiente
manera:
Trabajo Final de Graduación Página 28
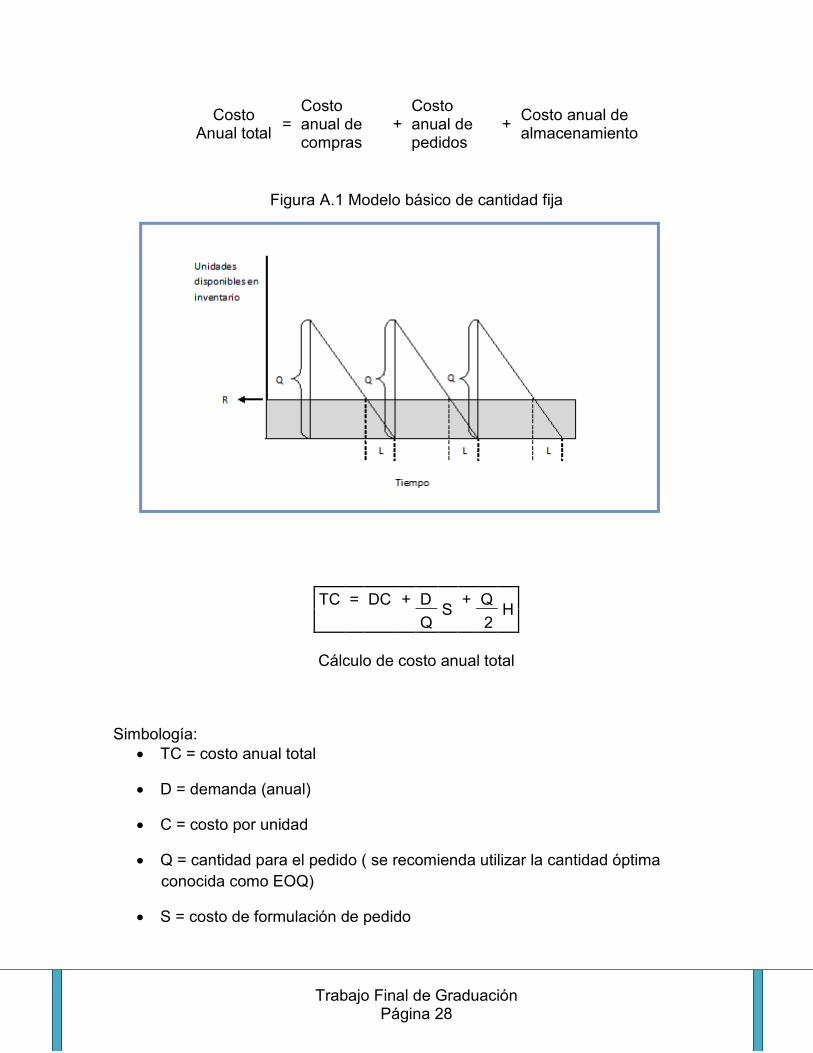
Costo Anual total =
Costo anual de compras
+ Costo anual de pedidos
+ Costo anual de almacenamiento
Figura A.1 Modelo básico de cantidad fija
TC = DC + D S
+ Q H
Q 2
Cálculo de costo anual total Simbología:
• TC = costo anual total
• D = demanda (anual)
• C = costo por unidad
• Q = cantidad para el pedido ( se recomienda utilizar la cantidad óptima conocida como EOQ)
• S = costo de formulación de pedido
Trabajo Final de Graduación Página 29
• R = punto de reorden
• L = tiempo de entrega
• H = costo de almacenamiento
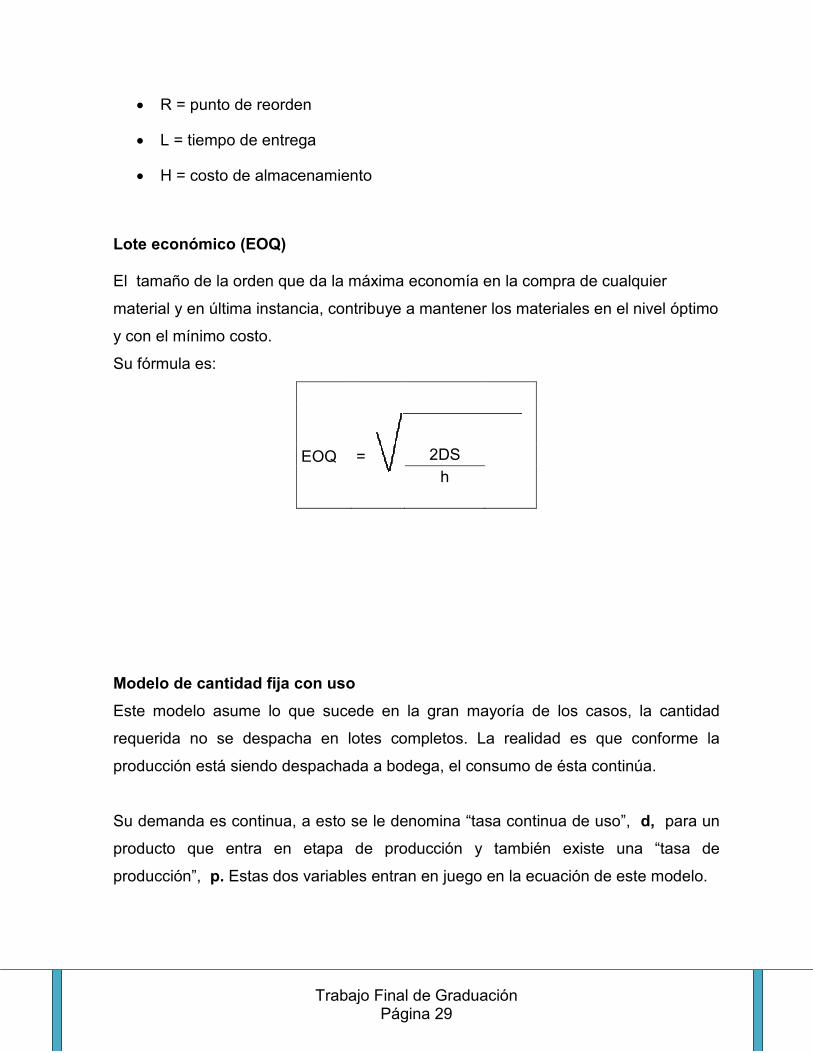
Lote económico (EOQ) El tamaño de la orden que da la máxima economía en la compra de cualquier
material y en última instancia, contribuye a mantener los materiales en el nivel óptimo
y con el mínimo costo.
Su fórmula es:
EOQ = 2DS h
Modelo de cantidad fija con uso
Este modelo asume lo que sucede en la gran mayoría de los casos, la cantidad
requerida no se despacha en lotes completos. La realidad es que conforme la
producción está siendo despachada a bodega, el consumo de ésta continúa.
Su demanda es continua, a esto se le denomina “tasa continua de uso”, d, para un
producto que entra en etapa de producción y también existe una “tasa de
producción”, p. Estas dos variables entran en juego en la ecuación de este modelo.
Trabajo Final de Graduación Página 30
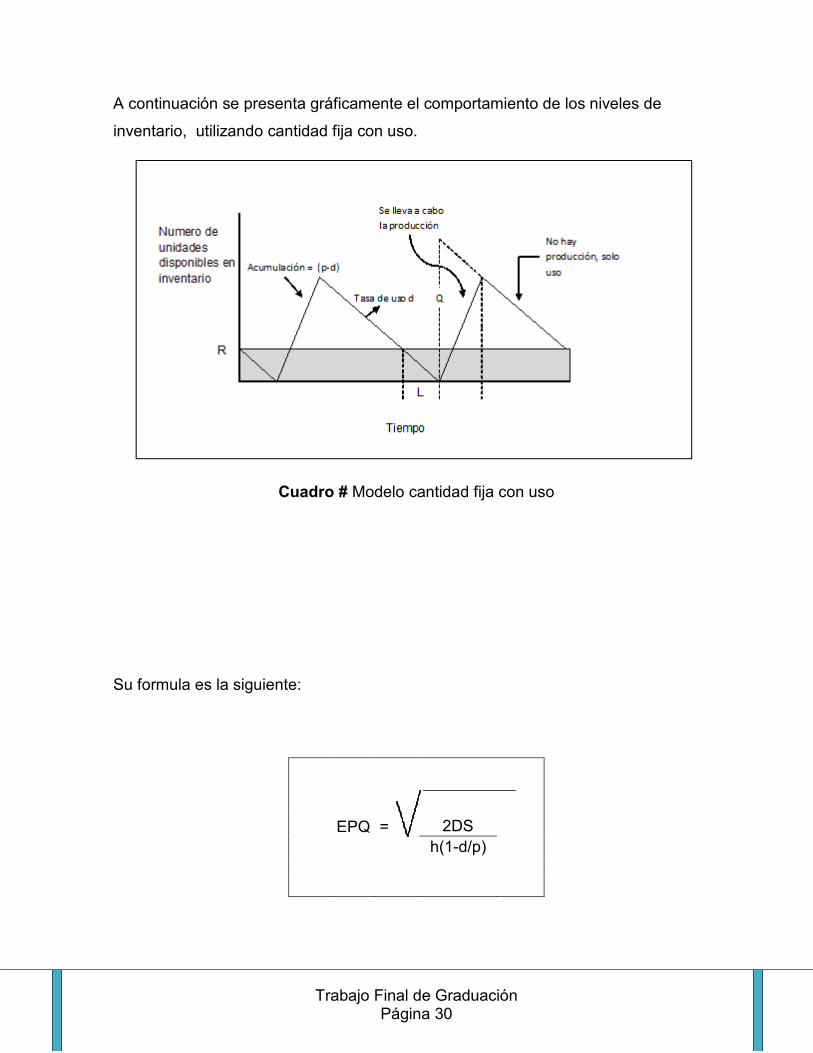
A continuación se presenta gráficamente el comportamiento de los niveles de
inventario, utilizando cantidad fija con uso.
Cuadro # Modelo cantidad fija con uso
Su formula es la siguiente:
EPQ = 2DS h(1-d/p)
Trabajo Final de Graduación Página 31
Un factor que influye directamente en este cálculo está determinado en el costo de
preparación, de ahí que surge la necesidad de reducir este tiempo hasta donde sea
posible, para logra reducir aún mas la cantidad por producir. Esto trae como
consecuencia la reducción del inventario a cantidades mínimas.
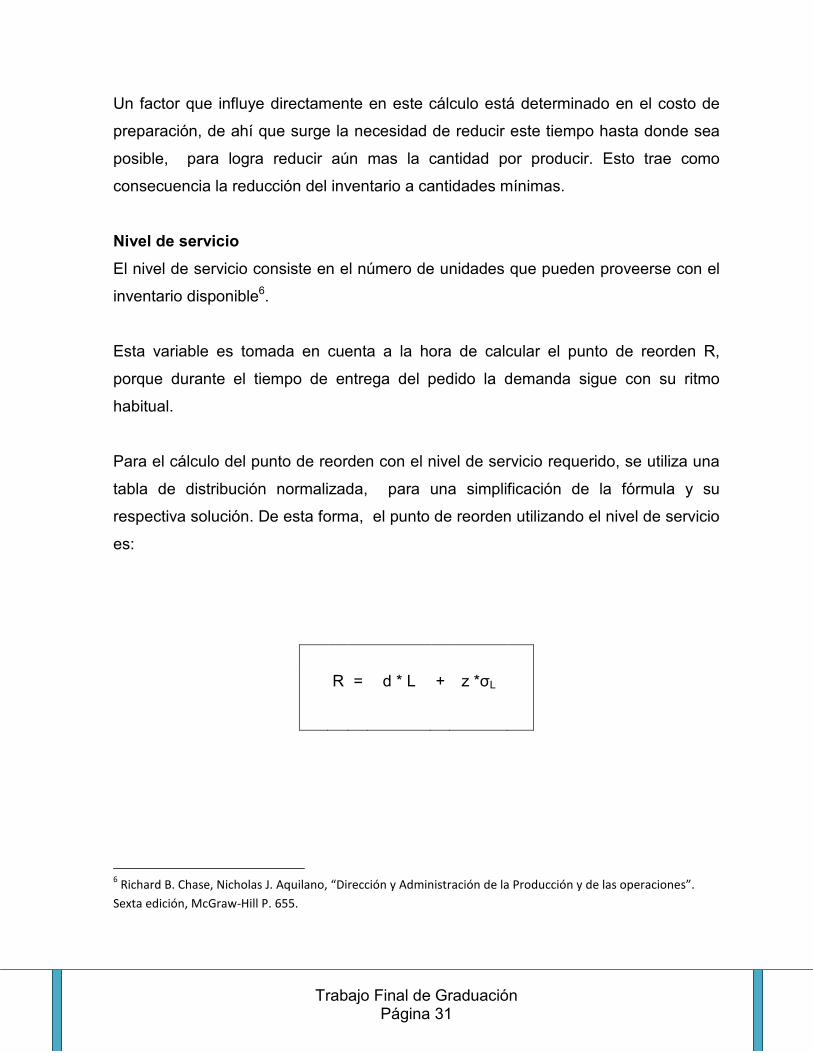
Nivel de servicio
El nivel de servicio consiste en el número de unidades que pueden proveerse con el
inventario disponible6.
Esta variable es tomada en cuenta a la hora de calcular el punto de reorden R,
porque durante el tiempo de entrega del pedido la demanda sigue con su ritmo
habitual.
Para el cálculo del punto de reorden con el nivel de servicio requerido, se utiliza una
tabla de distribución normalizada, para una simplificación de la fórmula y su
respectiva solución. De esta forma, el punto de reorden utilizando el nivel de servicio
es:
R = d * L + z *σL
6 Richard B. Chase, Nicholas J. Aquilano, “Dirección y Administración de la Producción y de las operaciones”. Sexta edición, McGraw-Hill P. 655.
Trabajo Final de Graduación Página 32
Donde:
R= punto de reorden (unidades)
d= demanda diaria promedio
L= tiempo de entrega en días
Z= número de desviaciones estándar, para el nivel de servicio esperado (de acuerdo
con tabla normalizada en anexos)
σL = desviación estándar durante el tiempo de entrega
Sistema de producción “Justo a Tiempo” (JIT) Es un sistema de producción desarrollado por japoneses después de la segunda
guerra mundial; en resumen integra principios fundamentales de la administración
de operaciones y administración total de la calidad.
Sus bases están en la eliminación de todo desperdicio en cualquier etapa del
proceso; elimina excesos de producción, fabricando únicamente la cantidad
necesaria en el momento necesario.
Para implementar este sistema es importante tomar en cuenta que debe aplicarse a
la fabricación repetitiva y demanda constante sin grandes variaciones. Los tamaños
de lote se reducen a cantidades mínimas, esto provoca una exposición mayor de los
problemas que puede tener el sistema de producción, en cuanto a factores que
deben corregirse de la forma más breve, para evitar contratiempos.
Como parte de los elementos claves para la eliminación de desperdicios en el
sistema JIT, está la carga de producción de la planta.
En cuanto a carga, se recomienda que ésta sea lo más uniforme posible, buscando
suavizar las ondas de reacción que ocurren debido a los cambios en la
programación.
Trabajo Final de Graduación Página 33
Otro elemento clave son los tiempos de preparación de máquinas, debido a que el
tamaño de los lotes son pequeños los procesos de preparación van a aumentar; por
ello es de suma importancia que estos tiempos sean pequeños y los colaboradores
que apoyan estas tareas estén conscientes de esta función y su repercusión en todo
el sistema de producción.
Sistema de control Kanban La palabra de origen Japonés significa “señal o tarjeta de instrucción”. El Kanban es
muy importante para la regulación de los flujos de producción en un sistema JIT; las
señales visuales constituyen una indicación de mandar a producir material o equipos
a la etapa anterior de todo el sistema de producción.
Dentro de las señales y métodos de activación están las tarjetas, pero también el
Kanban se apoya en otras señales visuales para determinar la generación de una
orden de trabajo.
Para el sistema debe establecerse el número de tarjetas necesarias para operar de
forma adecuada; el número de contenedores controla directamente la cantidad de
inventario que está en proceso en el sistema7.
La clave para calcular este número está en el tiempo de proceso para un contenedor
o tarjeta. Para ese tiempo es necesario contar con material disponible para cubrir la
demanda equivalente; inclusive se puede tomar en cuenta una cantidad extra para
prevenir una desviación en el tiempo de respuesta.
La fórmula para el cálculo de cantidad de tarjetas es:
7 Richard B. Chase, Nicholas J. Aquilano, “Administración de Producción y operaciones “Octava edición, McGraw-Hill P. 328.
Trabajo Final de Graduación Página 34
k= Demanda esperada durante el tiempo del proceso + existencias de seguridad
Tamaño del contenedor
Cuadro # Formula de calculo Tarjetas
k= DL (1+S) C
Cuadro # calculo de tarjetas Kanban
Donde:
K = número de juegos de tarjetas Kanban
D = número promedio de unidades pedidas durante un periodo determinado
L = tiempo del proceso de producción para reponer una orden (mismas unidades
que la demanda)
S = existencias de seguridad, tomando en cuenta variación
C = tamaño del contenedor
Este sistema de cálculo es dinámico y busca mantener un inventario controlado,
puede ajustarse si la demanda sufre cambios o el tiempo de respuesta cambió
debido a múltiples factores.
Sistema de inventario para la demanda dependiente tipo MRP
Es un sistema enfocado a la planeación de recursos para la manufactura con
muchos años de utilizarse en las compañías el MRP; en la actualidad es un pilar
importante en la programación de compras y producción de partes.
Trabajo Final de Graduación Página 35
El MRP se basa en la demanda dependiente causada por un artículo de un nivel más
alto.
Este sistema identifica partes y materiales específicos requeridos para el ensamble
de un producto final, con sus respectivas cantidades, fechas en que se deben pedir o
producir y finalizar, para cumplir con la entrega a tiempo. Para la efectividad de este
sistema es necesario que el inventario sea lo más preciso posible; ello por cuanto
las discrepancias afectan directamente todos los cálculos relacionados.
Los propósitos del MRP es controlar el inventario, asignar prioridades, planear
capacidad en la parte de producción.
Marco situacional (Contextualización del objeto de estudio) Descripción de la compañía
Eaton Electrical, S.A., nace en el año 1963 mediante la razón social “Industrias Delta
S.A.”. Su objetivo era fabricar centros de carga, interruptores de seguridad, tableros
de control y otros aparatos eléctricos, por inquietud de un grupo de inversionistas
costarricenses.
Trabajo Final de Graduación Página 36
Dadas las perspectivas que en el campo del control y la distribución eléctrica se
generan en la época de los años 60 y las proyecciones para épocas futuras,
Industrias Delta compite en el mercado, con la limitación de capacidad de planta y la
posición de su marca, en el segmento de mercado que se fijó como meta.
El despertar del mercado costarricense en la demanda de un bien que satisfaga una
necesidad, también despertó el interés de compañías transnacionales por captar una
parte de este mercado y desde luego extenderse desde nuestro país al resto del área
de Centroamérica.
Es así como Industrias Delta recibe una fuerte inyección de capital extranjero,
específicamente CUTLER HAMMER INCORPORATED, una sociedad debidamente
organizada y domiciliada en Milwuakee, Wisconsin, Estados Unidos de América, que
lo convirtió en el socio mayoritario, con un 84.8% del capital total de acciones. Así
como Industrias Delta desaparece como entidad legal, para dar lugar a CUTLER
HAMMER CENTROAMERICANA S.A.
Regulada a partir de 1966, por las directrices de la corporación, por espacio de 17
años, en el año 1983 como consecuencia de una absorción entre compañías que se
llevó a cabo en USA, vuelve a cambiar de razón social para continuar vigente en el
mercado con el nombre de “EATON CONTROLES INDUSTRIALES S.A.”, pero sin
alterar la marca de sus productos ya posicionados debidamente en el mercado
mediante el nombre de Cutler Hammer.
A partir del año 2000 y como parte de su iniciativa de mejoramiento continuo, la
empresa inicia una serie de cambios para la eliminación de procesos productivos
contaminantes. Realiza importantes inversiones en tecnología, capacitación,
mejoramiento de controles e instalaciones, con el propósito de cumplir con los
requisitos de fabricación en equipos de control eléctrico en armonía con el
ambiente.
Trabajo Final de Graduación Página 37
Así, a finales del 2003 la planta obtiene la Certificación ISO: 14001:1996 al
haber implantado un Sistema de Gestión Ambiental.
En el 2004 un lineamiento corporativo indica que todas las operaciones dedicadas
al sector eléctrico deben de tener en su nombre la palabra “Electrical”, por lo que se
procede a cambiar de razón social a EATON ELECTRICAL, S.A. , sin que esto
afecte la misión de la empresa que es “proveer productos eléctricos y servicios
innovadores de superior calidad que ayuden a la excelencia de nuestros clientes y
por lo tanto crear valores para nuestros empleados, distribuidores, accionistas y
nuestra comunidad”.
Eaton Electrical, como subsidiaria de Eaton Corporation es una empresa dedicada a
la fabricación de equipo eléctrico; desde su fábrica de San José, Costa Rica, atiende
el mercado del Norte de Latinoamérica, a través de sus oficinas en:
ü Managua, Nicaragua
ü San Salvador, El Salvador
ü San Pedro Sula, Honduras
ü Ciudad de Panamá, Panamá
ü Ciudad de Guatemala, Guatemala
ü Caracas, Venezuela
Igualmente importa productos para ser enviados a sus clientes finales, desde las
plantas de:
ü USA : Sumter, Memphis, El Paso, Texas, Beaver, Lincoln, Cleveland, Duncan
y Fayetteville
ü República Dominicana: Haina
ü Puerto Rico: Las Piedras, Coamo, Arecibo
ü Canada: Calgary, Alberta

Trabajo Final de Graduación Página 38
El sistema de negocios EATON
Se trata de un modelo operacional integrado, que dirige todas las operaciones,
prácticas y funciones:
• Enfocados en el crecimiento y la excelencia operacional
• En estandarización y mejores prácticas
• Profundamente grabados en Eaton en el ámbito mundial
La Visión de Eaton
“Ser la empresa más admirada de nuestros mercados”.
Medido por:
• Clientes: “Queremos hacer más negocios con Eaton.”
• Accionistas: “Eaton es una de mis mejores inversiones.”
• Empleados: “Estoy orgulloso de ser parte del equipo de Eaton.”
Valores de EATON
Nos enorgullecemos de nuestro esfuerzo para balancear nuestro compromiso con la
¨Excelencia de rendimiento¨ con nuestro compromiso de ¨Hacer los negocios de
la manera correcta¨.
Comprendemos que nuestra capacidad de lograr nuestros objetivos de rendimiento
depende de que cada uno de nosotros ponga en práctica nuestros valores centrales.
Trabajo Final de Graduación Página 39
• Orientación al cliente: mantenemos a nuestros clientes como el centro de todo
lo que hacemos.
• Gente: reconocemos a nuestra gente como nuestro recurso más valioso.
• Confianza: tenemos confianza en la dedicación de los demás a hacer lo
correcto.
• Respeto: nos tratamos mutuamente con respeto y consideración.
• Dignidad: respetamos el orgullo y autoestima de los demás.
• Integridad: actuamos de forma ética.
Filosofía de EATON
Las declaraciones de la filosofía de Eaton deberán ser llevadas a cabo por cada
empleado en cada localidad.
• Esperamos lo mejor de nosotros y de cada uno.
• Estamos comprometidos a atraer, desarrollar y mantener una fuerza de trabajo
diversa que refleje la naturaleza de nuestro negocio global.
• Nuestras comunicaciones son abiertas, honestas y oportunas.
• Nos esforzamos por el involucramiento activo de cada empleado hacia nuestro
éxito y crecimiento sostenidos.
• Aceptamos el desafío de aprender durante toda la vida.
• Hacemos nuestro trabajo con un sentido de urgencia.
• Somos responsables de nuestros compromisos y esperamos que nuestro
desempeño sea medido.
• La compensación en Eaton es justa y competitiva para un desempeño que
contribuya al éxito del negocio.
• Valoramos las ideas del empleado, y construimos a propósito un ambiente en
el cual las ideas florezcan.
Ética Global
Trabajo Final de Graduación Página 40
Principios fundamentales de Eaton para conducta ética:
• Obedecer la Ley.
• Integridad para registrar y reportar nuestros resultados financieros-
• Respetar los derechos humanos.
• Entregar calidad.
• Competir de una manera ética.
• Respetar las prácticas justas de diversidad y empleo.
• Evitar conflictos de interés.
• Proteger nuestros activos.
• No ofrecer/aceptar regalos, entretenimiento y sobornos.
• Vender a gobiernos.
• Contribuciones políticas.
• Reportar inquietudes éticas, legales o de integridad financieras.
TIPO DE PRODUCTOS
EATON ELECTRIAL, S,A. fabrica una amplia gama de equipos para la distribución
eléctrica, los cuales se pueden clasificar en las siguientes familias: centros de carga,
interruptores de seguridad, tableros estándar, tableros especiales, centro de control
de motores, equipo de transferencia, arrancadores, banco de condensadores, entre
otros. EATON fabrica equipo eléctrico para el mercado residencial, comercial e
industrial.
Trabajo Final de Graduación Página 41
Su amplia trayectoria comercial permite soportar técnicamente, apegados a los más
altos estándares de calidad, un amplio portafolio de productos.
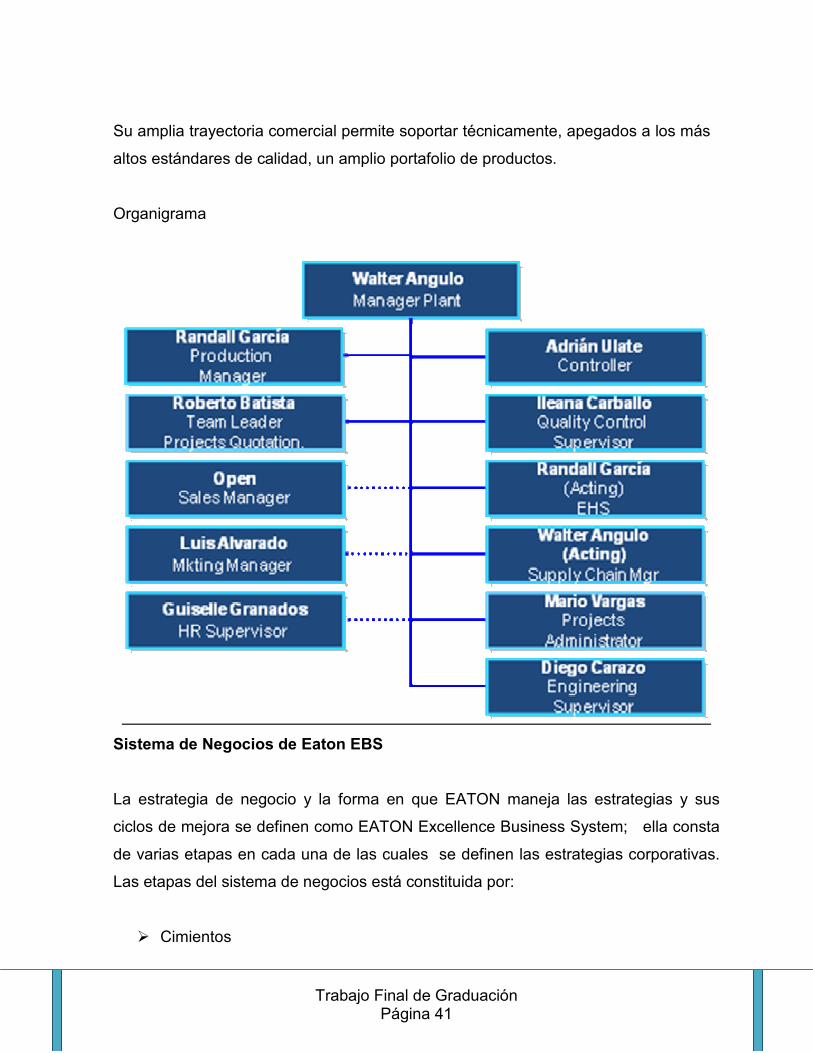
Organigrama
Sistema de Negocios de Eaton EBS
La estrategia de negocio y la forma en que EATON maneja las estrategias y sus
ciclos de mejora se definen como EATON Excellence Business System; ella consta
de varias etapas en cada una de las cuales se definen las estrategias corporativas.
Las etapas del sistema de negocios está constituida por:
Ø Cimientos
Trabajo Final de Graduación Página 42
Ø Excelencia Operacional
Ø Planeación y crecimiento
Ø Excelencia funcional
Ø Evaluación
Ø Aprendizaje
Estas etapas se describen brevemente a continuación:
Cimientos: constituida por los valores, misión, visión, objetivos, filosofía. En cada
una de estas lo que se busca es que los colaboradores de la compañía entiendan
cuáles son los fundamentos que deben practicarse.
Excelencia Operacional: en esta etapa del sistema de negocios se definen todas las
herramientas disponibles y que deben utilizarse en el nivel de administrativo y de
manufactura. Entre ellas están un Sistema Lean Manufacturing de EATON, Sistema
de Calidad de EATON, Administración de seguridad ambiental y salud de EATON
EHS.
Planeación y crecimiento: esta es una de las etapas más importante porque se
definen los planes que la empresa ejecutará a corto, mediano y largo plazo. Entre
esos planes está el plan estratégico donde se define la visión del mercado,
crecimiento estimado; la excelencia operacional que define el plan para sobresalir en
áreas críticas para el cliente, como calidad, entrega, valor y soporte.
Adicional al plan estratégico se incluye el plan de ganancias, la evaluación de
capacidad organizacional, crecimiento del mercado y adquisiciones.
Excelencia Funcional: incluye el desarrollo y escogencia del recurso humano para el
máximo desempeño y aprovechamiento del material humano. La tecnología de la
información es otro pilar de esta etapa de sistema, pues la información y la
Trabajo Final de Graduación Página 43
tecnología van de la mano y se requiere que sean confiables y seguras para el
beneficio de la corporación.
Proyección a la comunidad es parte de la excelencia funcional y como la compañía
se involucra con el gobierno local y vecinos de la comunidad, mediante campañas
se realizan acercamientos y apoyo a toda la sociedad de la zona cercana a EATON.
Evaluación: en esta última etapa del sistema de negocios se evalúa el desempeño
del colaborador, se realiza también una evaluación a la empresa por parte de los
clientes y todas estas variables con tomadas en cuenta para iniciar nuevamente el
ciclo como parte del mejoramiento continuo.
MARCO METODOLÓGICO (DISEÑO METODOLÓGICO)
A. Definición del enfoque y métodos de investigación utilizados
Para la elaboración de este trabajo se busca realizar un análisis de las demandas de
los productos de entrega inmediata, tanto manufacturados como importados; el
enfoque se realizará en la administración de inventario en función de la
disponibilidad de productos para la venta en fecha requerida.
Trabajo Final de Graduación Página 44
Los métodos de investigación utilizados son los comentados a continuación:
A.1 Investigación cuantitativa
Permite examinar los datos en forma numérica utilizando herramientas de estadística
para la elaboración de la investigación.
Dentro de sus características están es que es un tipo de investigación descriptiva,
permite hacer predicción de un escenario planteado, la investigación cuantitativa
presenta encuestas y cuestionarios, los resultados son descriptivos y pueden
generalizarse.
En este trabajo se aplica este tipo de investigación en toda la justificación del
problema, diagnóstico actual de inventarios, situación actual y propuesta final.
A.2 Investigación exploratoria
Partiendo de que muchos de los temas relacionados en esta investigación como lo
son el manejo de inventario en términos de dinero y costos de mantenimiento eran
desconocidos, se hizo necesario buscar información al respecto para poder
desarrollar los objetivos planteados.
A.3 Investigación descriptiva
Mediante la investigación descriptiva se muestra la situación actual; es el medio por
el cual se justifica y se muestra de una forma clara un problema. Busca describir
situaciones o acontecimientos.
Empleado en la situación actual de la compañía y su descripción general.
Trabajo Final de Graduación Página 45
B. Sujetos y fuentes de información
La investigación será realizada en la compañía, con la colaboración de todas las
personas que directa o indirectamente se ven afectadas por el incumplimiento de
entregas a tiempo de equipo estándar. Gerentes de Operaciones, producción,
servicio al cliente, encargados de compras, inventario, ingeniería, entre otros.
Las fuentes de información serán internas de la compañía, únicamente para la
elaboración de este proyecto.
B.1 Suite Oracle
Es el software empleado en la compañía para todas las operaciones; agrupa todas
necesidades de la compañía en cuanto a información, reportes para todas las áreas
de la compañía. Para la elaboración de este trabajo serán tomados en cuenta los
parámetros cargados para las partes de entrega inmediata.
B.2 Métrica stock Fill rate
Es la medición que determina la eficiencia del nivel de servicio, en relación con las
entregas realizadas en la fecha requerida. Es una forma de medir el nivel de servicio
y satisfacción al cliente; aspectos evaluados anualmente en la estrategia de la
compañía.
Este métrico se lleva diariamente y los equipos deben cumplir con los siguientes
parámetros cargados dentro de sus atributos en el sistema (ORACLE) para ser
contados.
Trabajo Final de Graduación Página 46
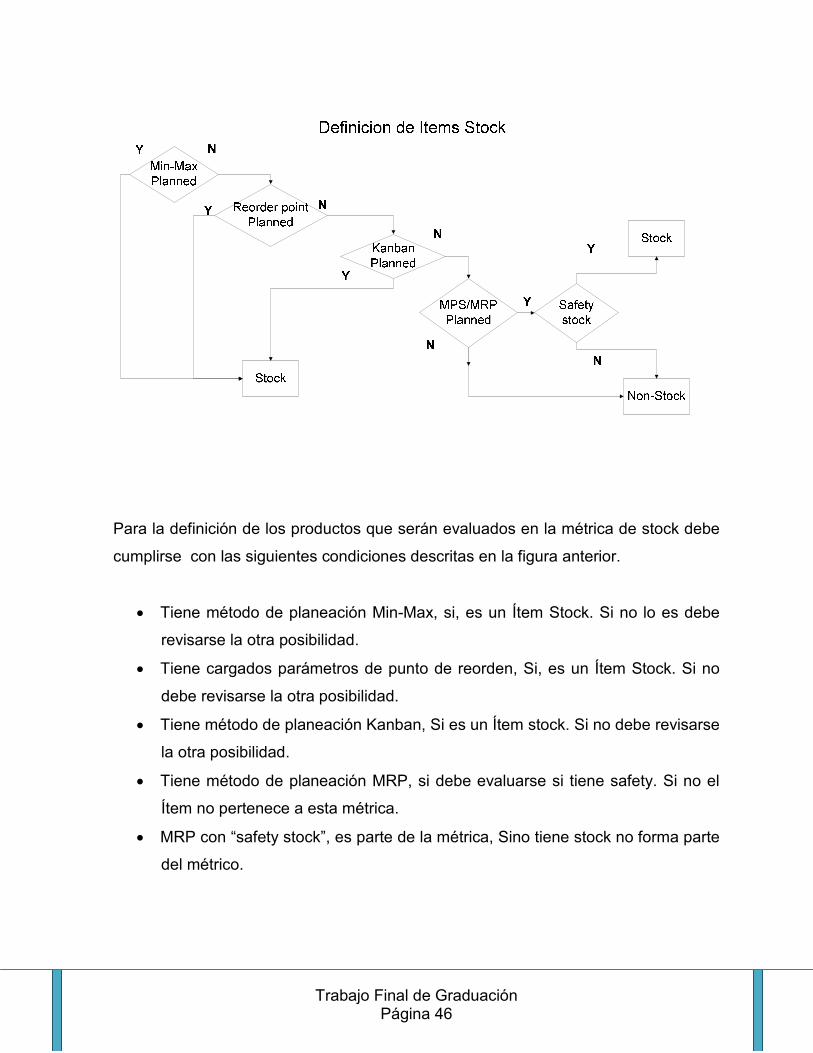
Para la definición de los productos que serán evaluados en la métrica de stock debe
cumplirse con las siguientes condiciones descritas en la figura anterior.
• Tiene método de planeación Min-Max, si, es un Ítem Stock. Si no lo es debe
revisarse la otra posibilidad.
• Tiene cargados parámetros de punto de reorden, Si, es un Ítem Stock. Si no
debe revisarse la otra posibilidad.
• Tiene método de planeación Kanban, Si es un Ítem stock. Si no debe revisarse
la otra posibilidad.
• Tiene método de planeación MRP, si debe evaluarse si tiene safety. Si no el
Ítem no pertenece a esta métrica.
• MRP con “safety stock”, es parte de la métrica, Sino tiene stock no forma parte
del métrico.
Trabajo Final de Graduación Página 47
C. Instrumentos y técnicas utilizadas en la recopilación de los datos
Los datos fueron recopilados con historiales registrados de ventas, niveles de
inventario, costos ligados al desarrollo de este trabajo.
D. Sustentación de la confiabilidad y la validez de los instrumentos de la
investigación
Para la elaboración de este trabajo, se utilizan herramientas estadísticas aplicadas a
los análisis de ingeniería industrial, de forma tal que sustenten y determinen un
diagnóstico real de la situación.
Se busca que también permita realizar una propuesta y comparar los respectivos
resultados.
E. Definición de términos, operacionalización de variables o de unidades o
categorías de análisis, según sea el caso
Backlog: Es la denominación empleada en la compañía para referirse a la cantidad
de órdenes ingresadas por los clientes pendientes de entregar a futuro.
Backorder: Es la denominación empleada en la compañía para referirse a la
cantidad de órdenes que ingresaron y se les dio una fecha promesa de entrega, que
la empresa no pudo cumplir. Órdenes atrasadas.
Lista de precios: es el documento que poseen los vendedores, distribuidores y
clientes estratégicos; es el catálogo de los equipos que vende EATON, con sus
respectivos precios, características y tiempos de entrega en al apartado llamado:
código de disponibilidad.
Trabajo Final de Graduación Página 48
Código de disponibilidad: son los códigos empleados en la lista de precio para
indicar los tiempos de entrega de los equipos a los clientes por parte de EATON. Son
varios definidos, basados en estrategias de mercado y entre ellos están.
• W: tiempo de entrega inmediato
• FA: tiempo de entrega de 2 a 3 días
• FP: tiempo de entrega a definirse con la compañía
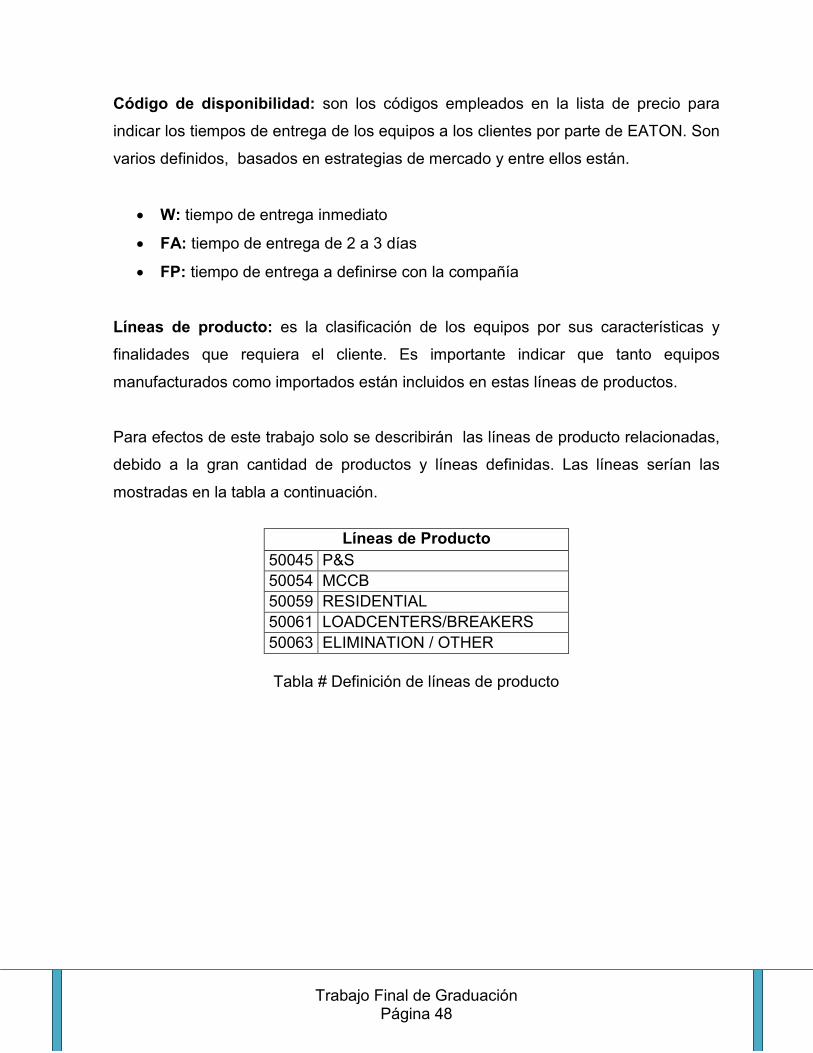
Líneas de producto: es la clasificación de los equipos por sus características y
finalidades que requiera el cliente. Es importante indicar que tanto equipos
manufacturados como importados están incluidos en estas líneas de productos.
Para efectos de este trabajo solo se describirán las líneas de producto relacionadas,
debido a la gran cantidad de productos y líneas definidas. Las líneas serían las
mostradas en la tabla a continuación.
Líneas de Producto
50045 P&S 50054 MCCB 50059 RESIDENTIAL 50061 LOADCENTERS/BREAKERS 50063 ELIMINATION / OTHER
Tabla # Definición de líneas de producto
Trabajo Final de Graduación Página 49
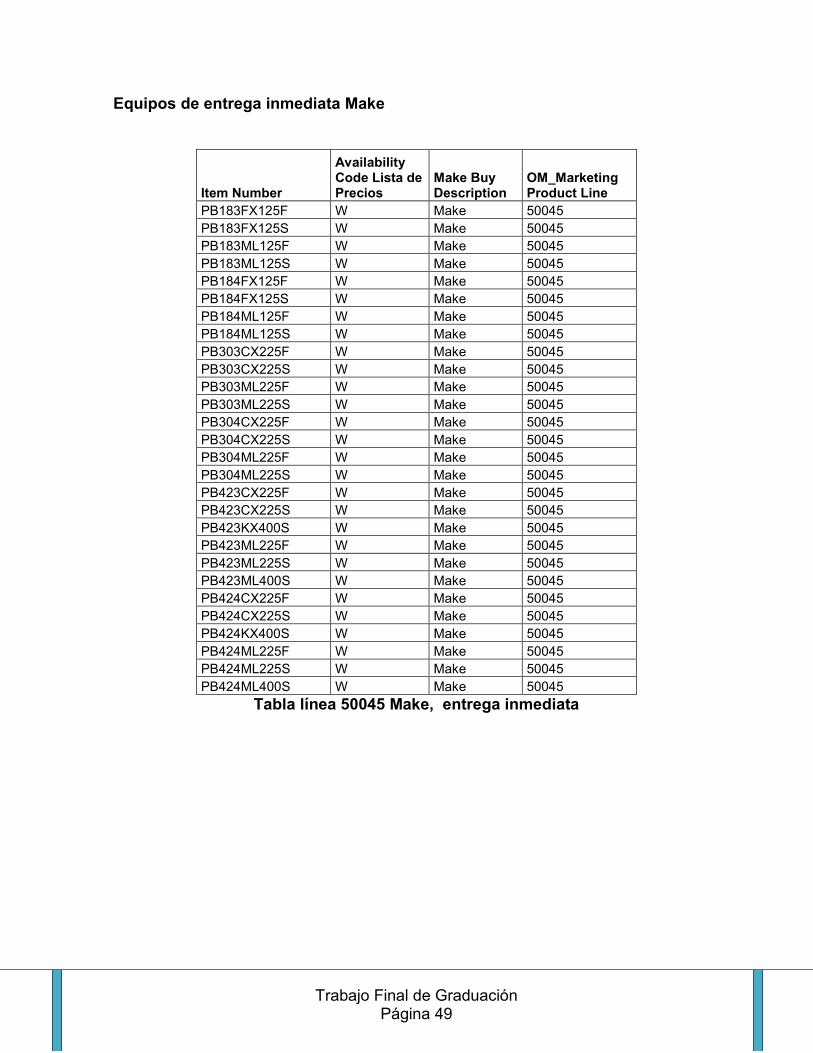
Equipos de entrega inmediata Make
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
PB183FX125F W Make 50045 PB183FX125S W Make 50045 PB183ML125F W Make 50045 PB183ML125S W Make 50045 PB184FX125F W Make 50045 PB184FX125S W Make 50045 PB184ML125F W Make 50045 PB184ML125S W Make 50045 PB303CX225F W Make 50045 PB303CX225S W Make 50045 PB303ML225F W Make 50045 PB303ML225S W Make 50045 PB304CX225F W Make 50045 PB304CX225S W Make 50045 PB304ML225F W Make 50045 PB304ML225S W Make 50045 PB423CX225F W Make 50045 PB423CX225S W Make 50045 PB423KX400S W Make 50045 PB423ML225F W Make 50045 PB423ML225S W Make 50045 PB423ML400S W Make 50045 PB424CX225F W Make 50045 PB424CX225S W Make 50045 PB424KX400S W Make 50045 PB424ML225F W Make 50045 PB424ML225S W Make 50045 PB424ML400S W Make 50045
Tabla línea 50045 Make, entrega inmediata
Trabajo Final de Graduación Página 50
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
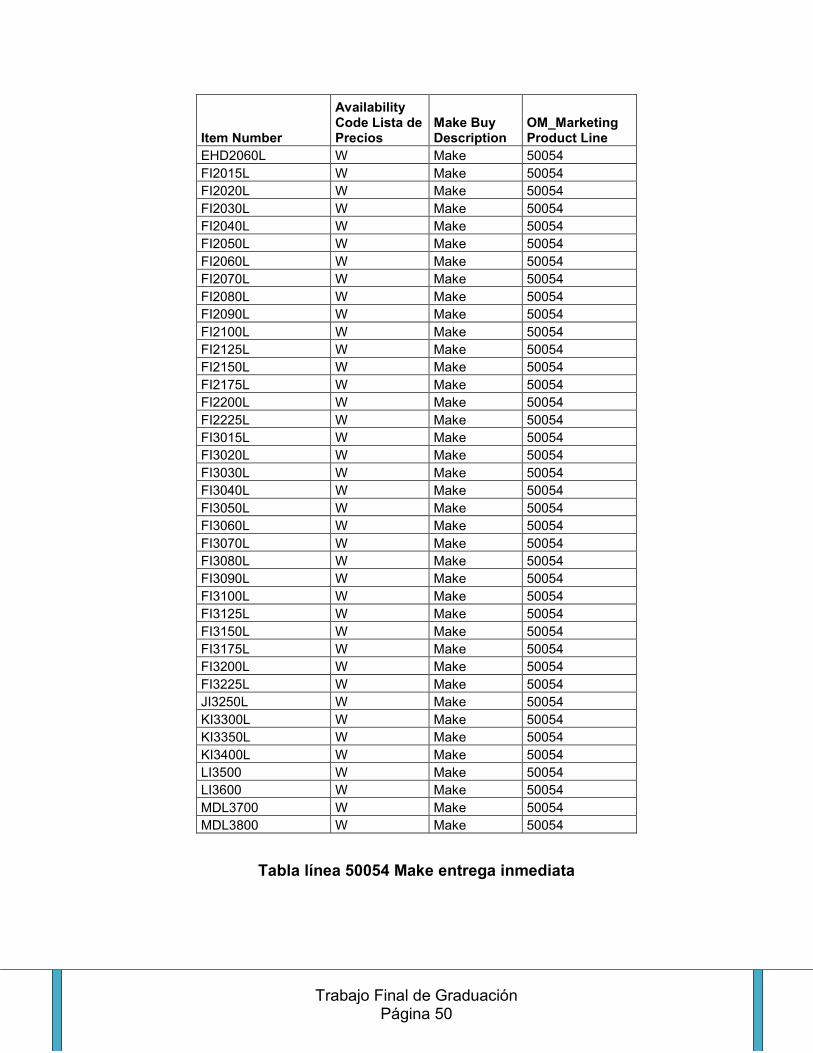
EHD2060L W Make 50054 FI2015L W Make 50054 FI2020L W Make 50054 FI2030L W Make 50054 FI2040L W Make 50054 FI2050L W Make 50054 FI2060L W Make 50054 FI2070L W Make 50054 FI2080L W Make 50054 FI2090L W Make 50054 FI2100L W Make 50054 FI2125L W Make 50054 FI2150L W Make 50054 FI2175L W Make 50054 FI2200L W Make 50054 FI2225L W Make 50054 FI3015L W Make 50054 FI3020L W Make 50054 FI3030L W Make 50054 FI3040L W Make 50054 FI3050L W Make 50054 FI3060L W Make 50054 FI3070L W Make 50054 FI3080L W Make 50054 FI3090L W Make 50054 FI3100L W Make 50054 FI3125L W Make 50054 FI3150L W Make 50054 FI3175L W Make 50054 FI3200L W Make 50054 FI3225L W Make 50054 JI3250L W Make 50054 KI3300L W Make 50054 KI3350L W Make 50054 KI3400L W Make 50054 LI3500 W Make 50054 LI3600 W Make 50054 MDL3700 W Make 50054 MDL3800 W Make 50054
Tabla línea 50054 Make entrega inmediata
Trabajo Final de Graduación Página 51
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
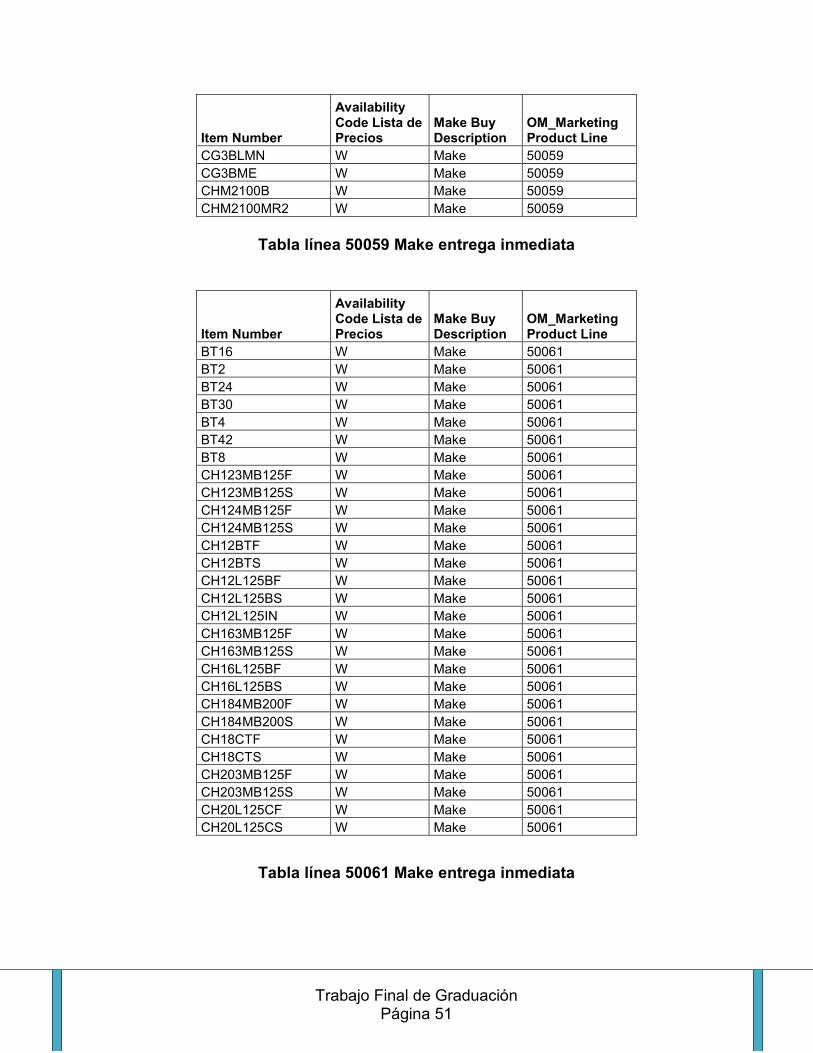
CG3BLMN W Make 50059 CG3BME W Make 50059 CHM2100B W Make 50059 CHM2100MR2 W Make 50059
Tabla línea 50059 Make entrega inmediata
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
BT16 W Make 50061 BT2 W Make 50061 BT24 W Make 50061 BT30 W Make 50061 BT4 W Make 50061 BT42 W Make 50061 BT8 W Make 50061 CH123MB125F W Make 50061 CH123MB125S W Make 50061 CH124MB125F W Make 50061 CH124MB125S W Make 50061 CH12BTF W Make 50061 CH12BTS W Make 50061 CH12L125BF W Make 50061 CH12L125BS W Make 50061 CH12L125IN W Make 50061 CH163MB125F W Make 50061 CH163MB125S W Make 50061 CH16L125BF W Make 50061 CH16L125BS W Make 50061 CH184MB200F W Make 50061 CH184MB200S W Make 50061 CH18CTF W Make 50061 CH18CTS W Make 50061 CH203MB125F W Make 50061 CH203MB125S W Make 50061 CH20L125CF W Make 50061 CH20L125CS W Make 50061
Tabla línea 50061 Make entrega inmediata
Trabajo Final de Graduación Página 52
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
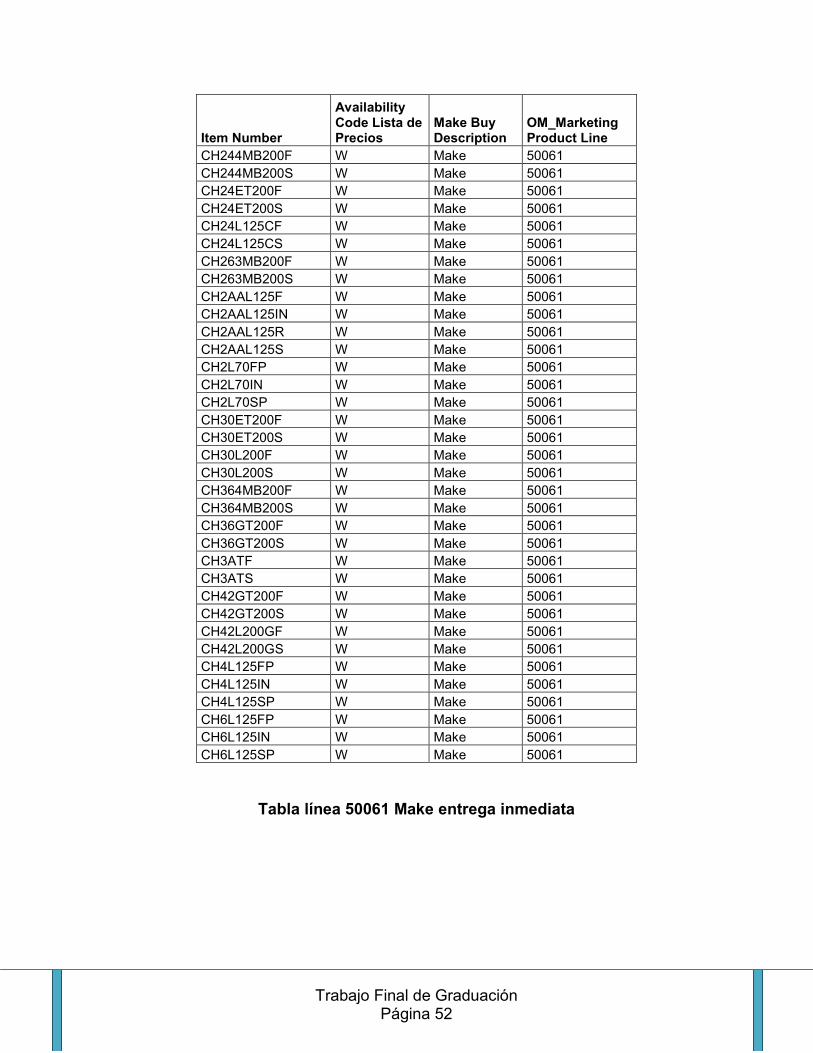
CH244MB200F W Make 50061 CH244MB200S W Make 50061 CH24ET200F W Make 50061 CH24ET200S W Make 50061 CH24L125CF W Make 50061 CH24L125CS W Make 50061 CH263MB200F W Make 50061 CH263MB200S W Make 50061 CH2AAL125F W Make 50061 CH2AAL125IN W Make 50061 CH2AAL125R W Make 50061 CH2AAL125S W Make 50061 CH2L70FP W Make 50061 CH2L70IN W Make 50061 CH2L70SP W Make 50061 CH30ET200F W Make 50061 CH30ET200S W Make 50061 CH30L200F W Make 50061 CH30L200S W Make 50061 CH364MB200F W Make 50061 CH364MB200S W Make 50061 CH36GT200F W Make 50061 CH36GT200S W Make 50061 CH3ATF W Make 50061 CH3ATS W Make 50061 CH42GT200F W Make 50061 CH42GT200S W Make 50061 CH42L200GF W Make 50061 CH42L200GS W Make 50061 CH4L125FP W Make 50061 CH4L125IN W Make 50061 CH4L125SP W Make 50061 CH6L125FP W Make 50061 CH6L125IN W Make 50061 CH6L125SP W Make 50061
Tabla línea 50061 Make entrega inmediata
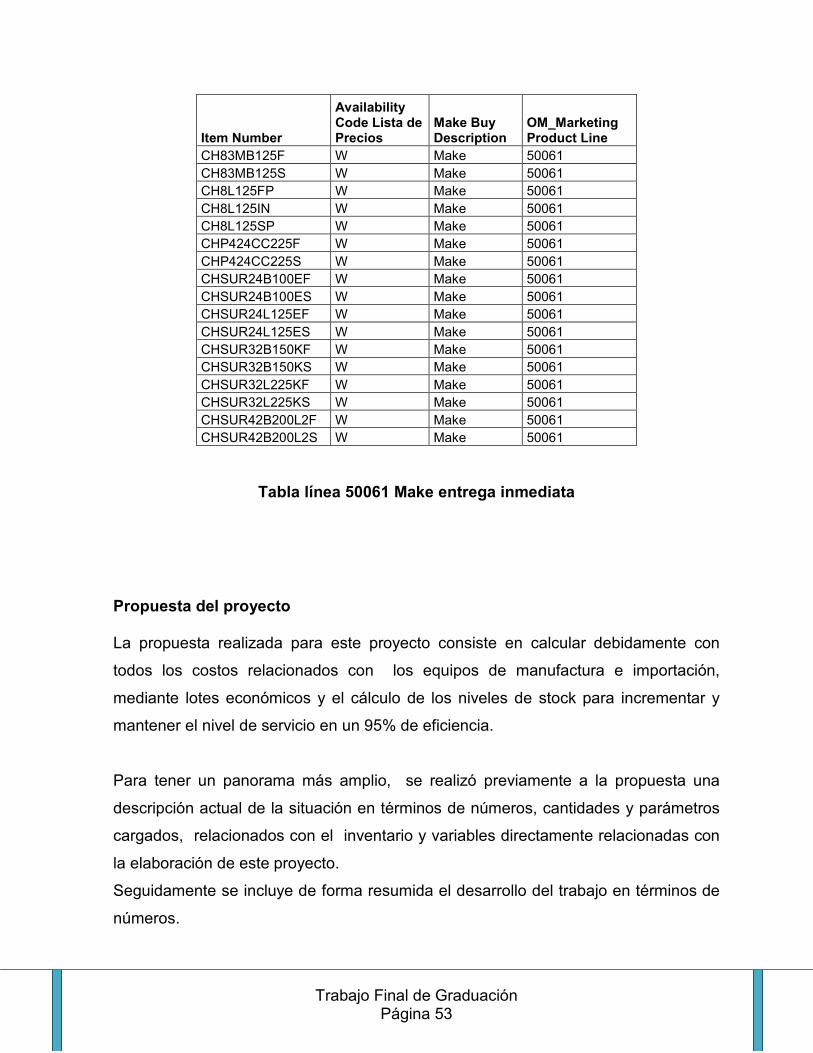
Trabajo Final de Graduación Página 53
Item Number
Availability Code Lista de Precios
Make Buy Description
OM_Marketing Product Line
CH83MB125F W Make 50061 CH83MB125S W Make 50061 CH8L125FP W Make 50061 CH8L125IN W Make 50061 CH8L125SP W Make 50061 CHP424CC225F W Make 50061 CHP424CC225S W Make 50061 CHSUR24B100EF W Make 50061 CHSUR24B100ES W Make 50061 CHSUR24L125EF W Make 50061 CHSUR24L125ES W Make 50061 CHSUR32B150KF W Make 50061 CHSUR32B150KS W Make 50061 CHSUR32L225KF W Make 50061 CHSUR32L225KS W Make 50061 CHSUR42B200L2F W Make 50061 CHSUR42B200L2S W Make 50061
Tabla línea 50061 Make entrega inmediata
Propuesta del proyecto La propuesta realizada para este proyecto consiste en calcular debidamente con
todos los costos relacionados con los equipos de manufactura e importación,
mediante lotes económicos y el cálculo de los niveles de stock para incrementar y
mantener el nivel de servicio en un 95% de eficiencia.
Para tener un panorama más amplio, se realizó previamente a la propuesta una
descripción actual de la situación en términos de números, cantidades y parámetros
cargados, relacionados con el inventario y variables directamente relacionadas con
la elaboración de este proyecto.
Seguidamente se incluye de forma resumida el desarrollo del trabajo en términos de
números.
Trabajo Final de Graduación Página 54
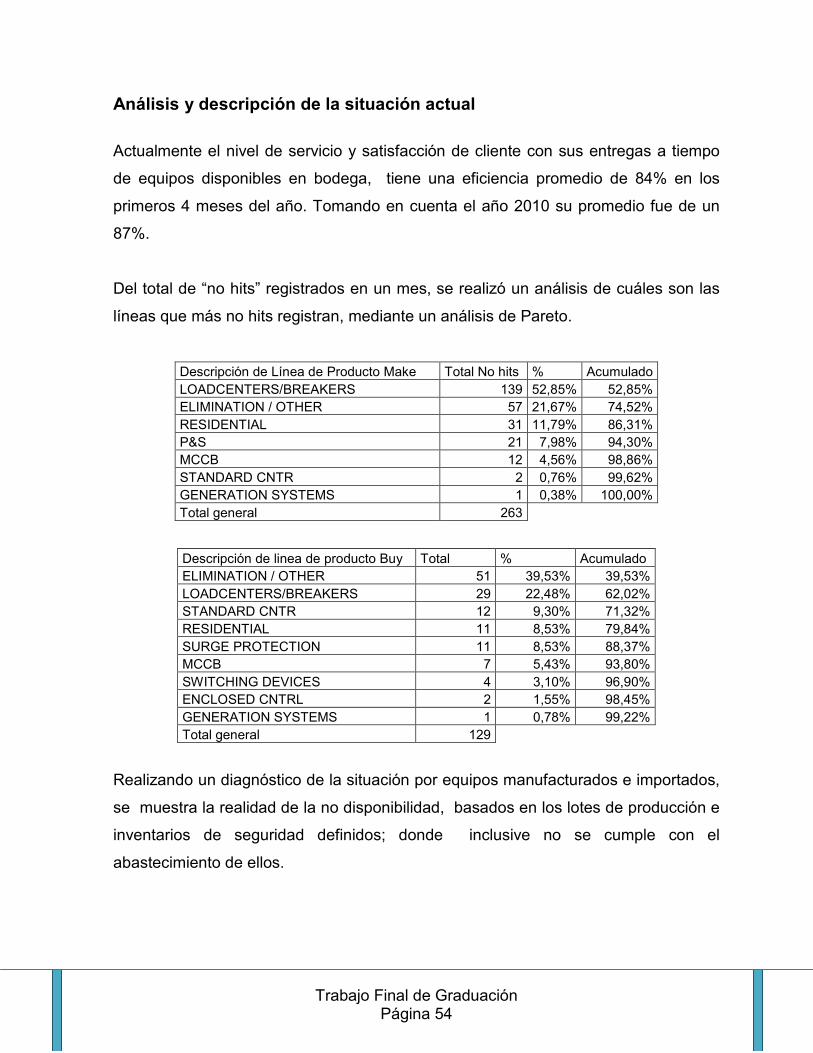
Análisis y descripción de la situación actual
Actualmente el nivel de servicio y satisfacción de cliente con sus entregas a tiempo
de equipos disponibles en bodega, tiene una eficiencia promedio de 84% en los
primeros 4 meses del año. Tomando en cuenta el año 2010 su promedio fue de un
87%.
Del total de “no hits” registrados en un mes, se realizó un análisis de cuáles son las
líneas que más no hits registran, mediante un análisis de Pareto.
Descripción de Línea de Producto Make Total No hits % Acumulado LOADCENTERS/BREAKERS 139 52,85% 52,85% ELIMINATION / OTHER 57 21,67% 74,52% RESIDENTIAL 31 11,79% 86,31% P&S 21 7,98% 94,30% MCCB 12 4,56% 98,86% STANDARD CNTR 2 0,76% 99,62% GENERATION SYSTEMS 1 0,38% 100,00% Total general 263
Descripción de linea de producto Buy Total % Acumulado ELIMINATION / OTHER 51 39,53% 39,53% LOADCENTERS/BREAKERS 29 22,48% 62,02% STANDARD CNTR 12 9,30% 71,32% RESIDENTIAL 11 8,53% 79,84% SURGE PROTECTION 11 8,53% 88,37% MCCB 7 5,43% 93,80% SWITCHING DEVICES 4 3,10% 96,90% ENCLOSED CNTRL 2 1,55% 98,45% GENERATION SYSTEMS 1 0,78% 99,22% Total general 129
Realizando un diagnóstico de la situación por equipos manufacturados e importados,
se muestra la realidad de la no disponibilidad, basados en los lotes de producción e
inventarios de seguridad definidos; donde inclusive no se cumple con el
abastecimiento de ellos.
Trabajo Final de Graduación Página 55
Niveles de Stock definidos para equipos Manufacturados comparados con
niveles de inventario a 1-5-2011
Para mostrar este panorama, se enfocará una línea de producto específica para los
equipos de fabricación local y otra línea producto para equipos importados; esto
para dar una descripción de la realidad actual.
Inventarios de seguridad para la línea 50061 en equipos de manufactura
El enfoque en la línea 50061, se justifica en las ventas realizadas de sus equipos, lo
cual representa un gran porcentaje de los no hits mensuales. Por eso la descripción
específica de esta línea de producto.
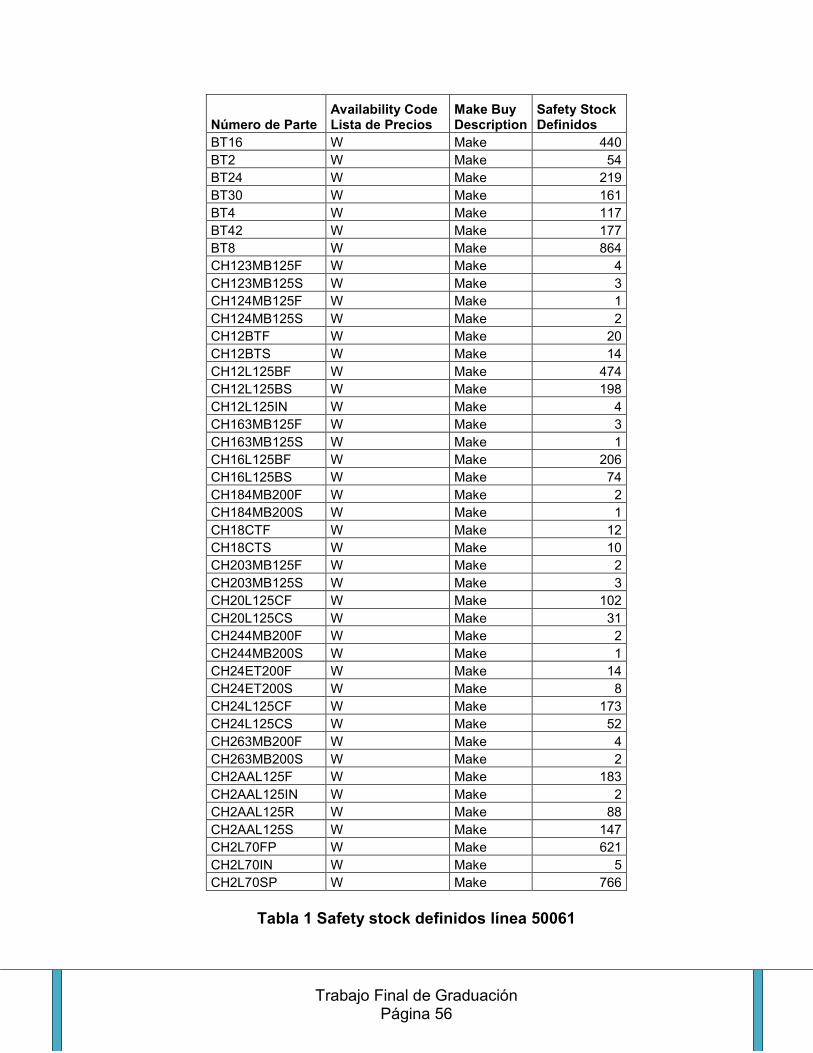
Trabajo Final de Graduación Página 56
Número de Parte Availability Code Lista de Precios
Make Buy Description
Safety Stock Definidos
BT16 W Make 440 BT2 W Make 54 BT24 W Make 219 BT30 W Make 161 BT4 W Make 117 BT42 W Make 177 BT8 W Make 864 CH123MB125F W Make 4 CH123MB125S W Make 3 CH124MB125F W Make 1 CH124MB125S W Make 2 CH12BTF W Make 20 CH12BTS W Make 14 CH12L125BF W Make 474 CH12L125BS W Make 198 CH12L125IN W Make 4 CH163MB125F W Make 3 CH163MB125S W Make 1 CH16L125BF W Make 206 CH16L125BS W Make 74 CH184MB200F W Make 2 CH184MB200S W Make 1 CH18CTF W Make 12 CH18CTS W Make 10 CH203MB125F W Make 2 CH203MB125S W Make 3 CH20L125CF W Make 102 CH20L125CS W Make 31 CH244MB200F W Make 2 CH244MB200S W Make 1 CH24ET200F W Make 14 CH24ET200S W Make 8 CH24L125CF W Make 173 CH24L125CS W Make 52 CH263MB200F W Make 4 CH263MB200S W Make 2 CH2AAL125F W Make 183 CH2AAL125IN W Make 2 CH2AAL125R W Make 88 CH2AAL125S W Make 147 CH2L70FP W Make 621 CH2L70IN W Make 5 CH2L70SP W Make 766
Tabla 1 Safety stock definidos línea 50061
Trabajo Final de Graduación Página 57
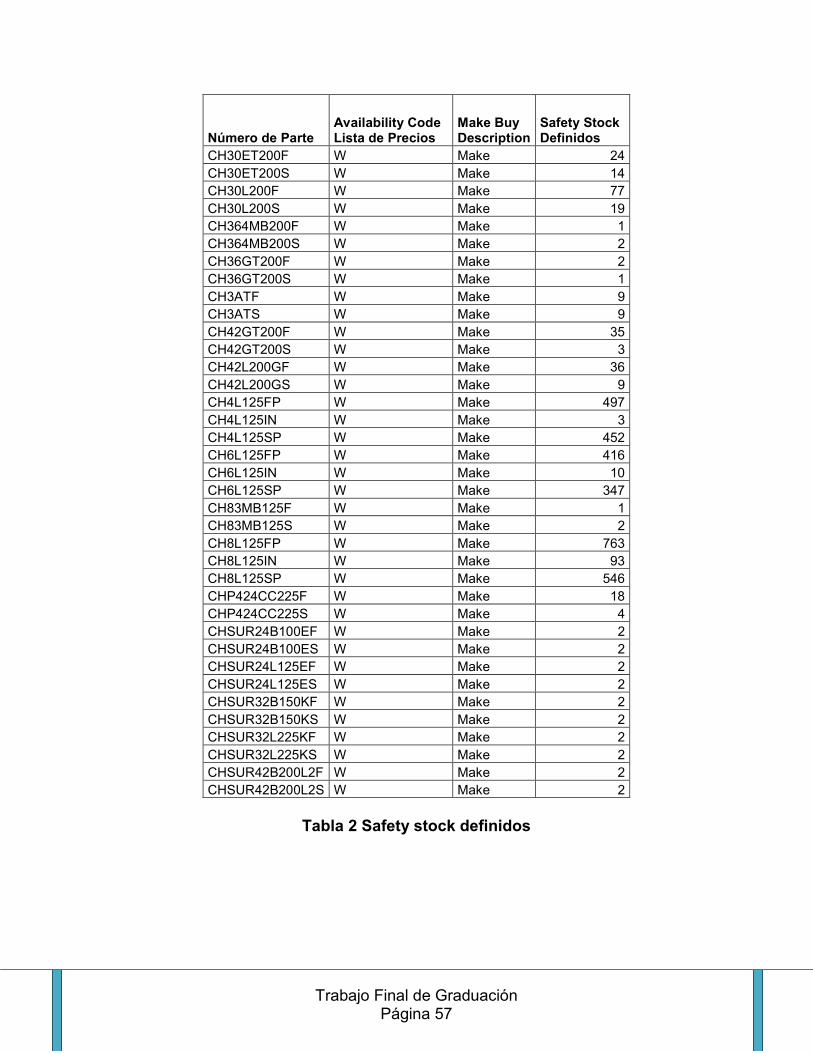
Número de Parte Availability Code Lista de Precios
Make Buy Description
Safety Stock Definidos
CH30ET200F W Make 24 CH30ET200S W Make 14 CH30L200F W Make 77 CH30L200S W Make 19 CH364MB200F W Make 1 CH364MB200S W Make 2 CH36GT200F W Make 2 CH36GT200S W Make 1 CH3ATF W Make 9 CH3ATS W Make 9 CH42GT200F W Make 35 CH42GT200S W Make 3 CH42L200GF W Make 36 CH42L200GS W Make 9 CH4L125FP W Make 497 CH4L125IN W Make 3 CH4L125SP W Make 452 CH6L125FP W Make 416 CH6L125IN W Make 10 CH6L125SP W Make 347 CH83MB125F W Make 1 CH83MB125S W Make 2 CH8L125FP W Make 763 CH8L125IN W Make 93 CH8L125SP W Make 546 CHP424CC225F W Make 18 CHP424CC225S W Make 4 CHSUR24B100EF W Make 2 CHSUR24B100ES W Make 2 CHSUR24L125EF W Make 2 CHSUR24L125ES W Make 2 CHSUR32B150KF W Make 2 CHSUR32B150KS W Make 2 CHSUR32L225KF W Make 2 CHSUR32L225KS W Make 2 CHSUR42B200L2F W Make 2 CHSUR42B200L2S W Make 2
Tabla 2 Safety stock definidos
Trabajo Final de Graduación Página 58
Días de demanda equivalente de inventario de seguridad
Utilizando la fórmula de cálculo de inventario de seguridad se realizó un despeje de
la fórmula para determinar para qué tiempo de reacción en la línea de manufactura y
equipos importados están calculados los inventarios de seguridad. El despeje sería el
siguiente:
R = d * L + z *σL
Realizando un despeje de la fórmula obtenemos el resultado mostrado a
continuación.
L = R - z *σL
d
Para comprender el funcionamiento de esta fórmula se va a utilizar en dos números
de parte: uno de manufactura local y otro de importación. Una vez empleada la
fórmula de manera adecuada se aplicará en todos los datos con “safety stock”
definidos para determinar el tiempo de demanda equivalente para el valor que está
cargado el safety stock.
• Equipo Manufacturado
CH2L70FP
Demanda diaria: 45 unidades
Desviación estándar: 16 unidades
Safety Stock definido: 621 unidades
Factor de servicio para 95%: 1.68
L = 621 - 15,37 * 1,67 = 13,453 días
45
Trabajo Final de Graduación Página 59
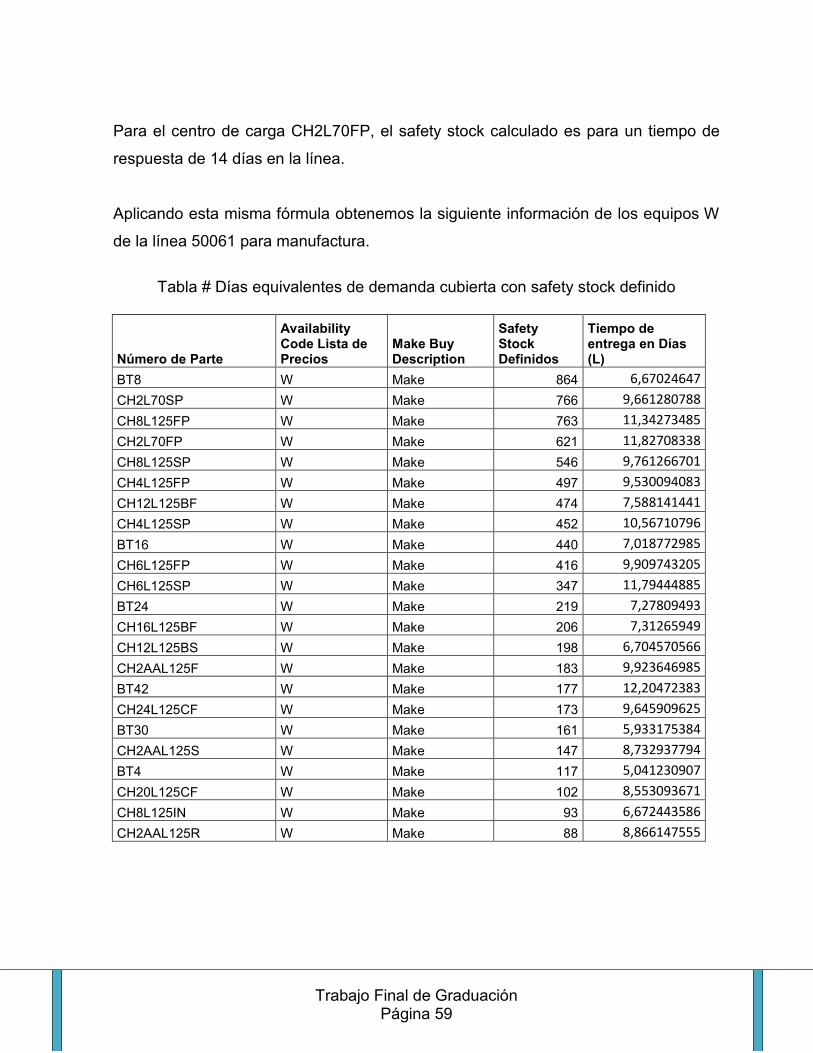
Para el centro de carga CH2L70FP, el safety stock calculado es para un tiempo de
respuesta de 14 días en la línea.
Aplicando esta misma fórmula obtenemos la siguiente información de los equipos W
de la línea 50061 para manufactura.
Tabla # Días equivalentes de demanda cubierta con safety stock definido
Número de Parte
Availability Code Lista de Precios
Make Buy Description
Safety Stock Definidos
Tiempo de entrega en Días (L)
BT8 W Make 864 6,67024647
CH2L70SP W Make 766 9,661280788
CH8L125FP W Make 763 11,34273485
CH2L70FP W Make 621 11,82708338
CH8L125SP W Make 546 9,761266701
CH4L125FP W Make 497 9,530094083
CH12L125BF W Make 474 7,588141441
CH4L125SP W Make 452 10,56710796
BT16 W Make 440 7,018772985
CH6L125FP W Make 416 9,909743205
CH6L125SP W Make 347 11,79444885
BT24 W Make 219 7,27809493
CH16L125BF W Make 206 7,31265949
CH12L125BS W Make 198 6,704570566
CH2AAL125F W Make 183 9,923646985
BT42 W Make 177 12,20472383
CH24L125CF W Make 173 9,645909625
BT30 W Make 161 5,933175384
CH2AAL125S W Make 147 8,732937794
BT4 W Make 117 5,041230907
CH20L125CF W Make 102 8,553093671
CH8L125IN W Make 93 6,672443586
CH2AAL125R W Make 88 8,866147555
Trabajo Final de Graduación Página 60
Estos valores, pese a que estos equipos son familia, tienen procesos muy parecidos;
estos valores son cargados mediante cálculos basados únicamente en la demanda y
no en la certeza de la respuesta que debe dar el equipo de manufactura para
reabastecer el inventario.
Lotes de producción
Los lotes de producción en la compañía están basados en diversas variables que de
una forma u otra influyen en los tamaños; entre ellas están: equipo máximo que
puede ser estibado en una tarima, rendimiento óptimo de la lámina, entre otros. Lo
que no se contempla en ninguno de los casos es que se tome en cuenta el consumo
mensual o anual, los costos almacenamiento y los costos de fabricación de los lotes.
Utilizando la misma línea de producto para los equipos de manufactura la compañía
cuenta actualmente con los siguientes lotes de producción:
Trabajo Final de Graduación Página 61
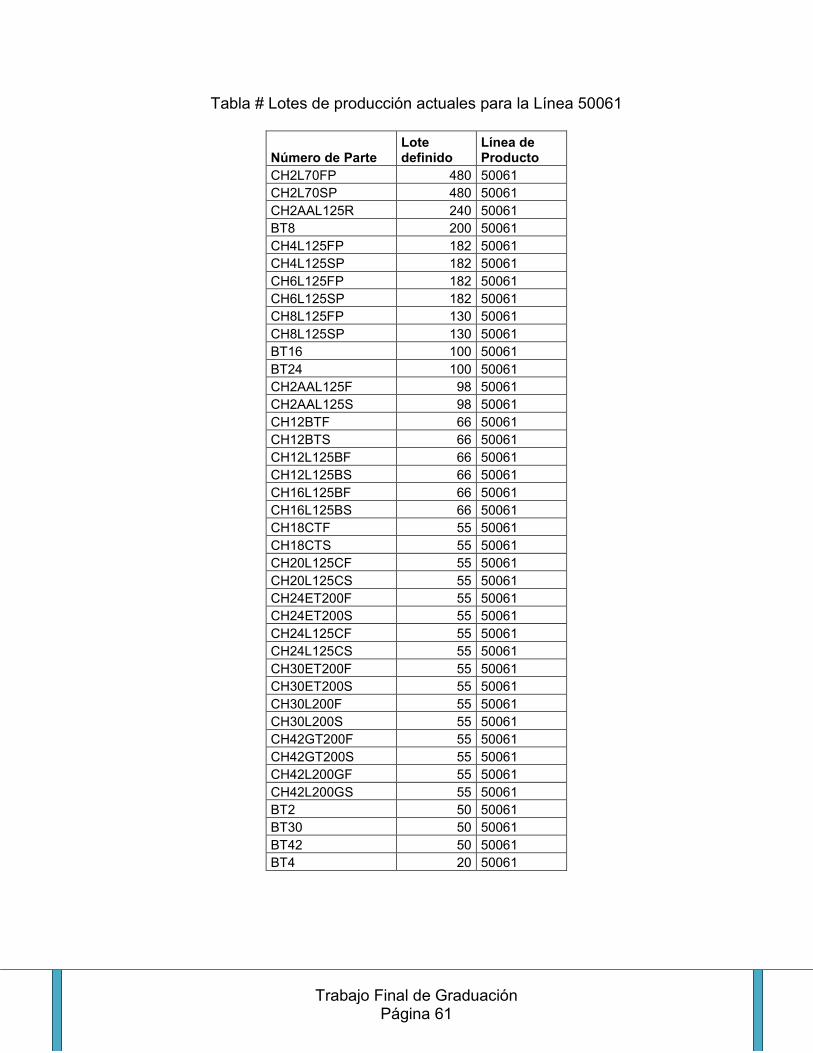
Tabla # Lotes de producción actuales para la Línea 50061
Número de Parte Lote definido
Línea de Producto
CH2L70FP 480 50061 CH2L70SP 480 50061 CH2AAL125R 240 50061 BT8 200 50061 CH4L125FP 182 50061 CH4L125SP 182 50061 CH6L125FP 182 50061 CH6L125SP 182 50061 CH8L125FP 130 50061 CH8L125SP 130 50061 BT16 100 50061 BT24 100 50061 CH2AAL125F 98 50061 CH2AAL125S 98 50061 CH12BTF 66 50061 CH12BTS 66 50061 CH12L125BF 66 50061 CH12L125BS 66 50061 CH16L125BF 66 50061 CH16L125BS 66 50061 CH18CTF 55 50061 CH18CTS 55 50061 CH20L125CF 55 50061 CH20L125CS 55 50061 CH24ET200F 55 50061 CH24ET200S 55 50061 CH24L125CF 55 50061 CH24L125CS 55 50061 CH30ET200F 55 50061 CH30ET200S 55 50061 CH30L200F 55 50061 CH30L200S 55 50061 CH42GT200F 55 50061 CH42GT200S 55 50061 CH42L200GF 55 50061 CH42L200GS 55 50061 BT2 50 50061 BT30 50 50061 BT42 50 50061 BT4 20 50061
Trabajo Final de Graduación Página 62
Situación actual del sistema de inventario
La compañía trabaja con los lotes definidos, pero cuándo realizar nuevamente un
pedido no está definido; por eso la ruptura de inventario se presenta en la gran
mayoría de los equipos, porque hasta cuando ingresa una orden y no se cuenta con
la cantidad requerida en bodega, se inicia la producción del equipo.
Entonces el lote de producción se enfoca en un porcentaje por cumplir con los
pedidos atrasados, debido a la ruptura de stock; el porcentaje restante, queda a
disposición en bodega, pero su reordenamiento en la mayoría de los casos se
volverá a realizar hasta que el inventario llegue a cero.
Desarrollo del plan de mejora
Costos relacionados para la implementación de la propuesta Para la utilización de la formula de lote económico es necesario definir los costos de mantener, costo de pedir o producir y costo del producto. Costo de emitir una orden de producción. En el costo de pedir o producir se determina un valor igualitario para todos los
equipos, determinado como el costo que se asume cada vez que se emite la orden
de manufacturar o comprar un producto.
El proceso para emitir un pedido es muy sencillo y es importante definirlo para
entender por qué se determina ese costo.
Sumado a este costo se debe contemplar el set up de las líneas de ensamble, estos
tiempos se muestran en las siguientes tablas por línea de producto.
Trabajo Final de Graduación Página 63
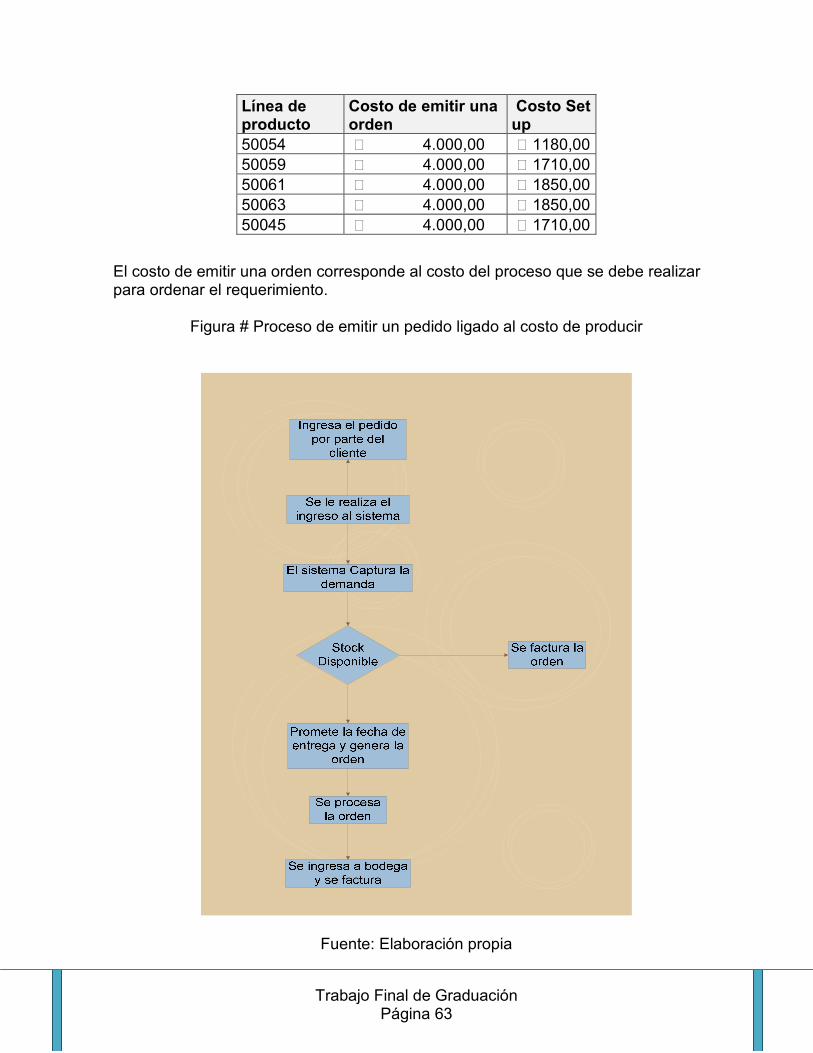
Línea de producto
Costo de emitir una orden
Costo Set up
50054 \ 4.000,00 \ 1180,00 50059 \ 4.000,00 \ 1710,00 50061 \ 4.000,00 \ 1850,00 50063 \ 4.000,00 \ 1850,00 50045 \ 4.000,00 \ 1710,00
El costo de emitir una orden corresponde al costo del proceso que se debe realizar para ordenar el requerimiento.
Figura # Proceso de emitir un pedido ligado al costo de producir
Fuente: Elaboración propia
Trabajo Final de Graduación Página 64
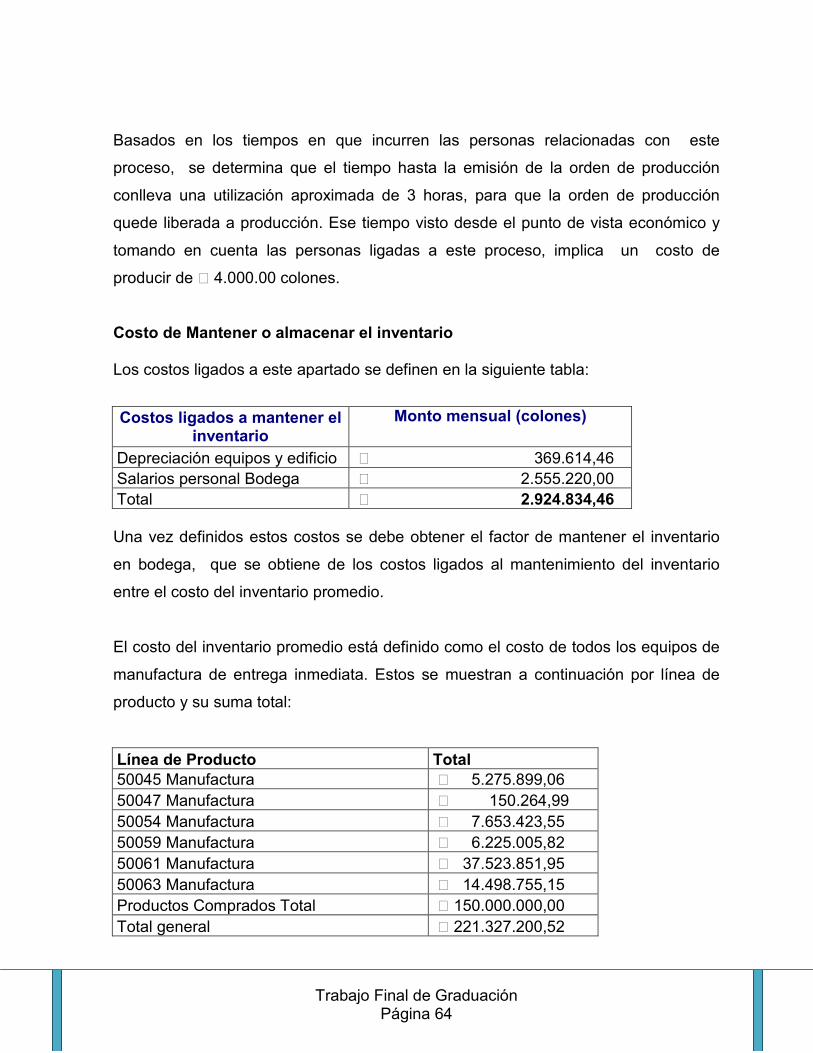
Basados en los tiempos en que incurren las personas relacionadas con este
proceso, se determina que el tiempo hasta la emisión de la orden de producción
conlleva una utilización aproximada de 3 horas, para que la orden de producción
quede liberada a producción. Ese tiempo visto desde el punto de vista económico y
tomando en cuenta las personas ligadas a este proceso, implica un costo de
producir de \ 4.000.00 colones.
Costo de Mantener o almacenar el inventario Los costos ligados a este apartado se definen en la siguiente tabla:
Costos ligados a mantener el
inventario Monto mensual (colones)
Depreciación equipos y edificio \ 369.614,46 Salarios personal Bodega \ 2.555.220,00 Total N 2.924.834,46 Una vez definidos estos costos se debe obtener el factor de mantener el inventario
en bodega, que se obtiene de los costos ligados al mantenimiento del inventario
entre el costo del inventario promedio.
El costo del inventario promedio está definido como el costo de todos los equipos de
manufactura de entrega inmediata. Estos se muestran a continuación por línea de
producto y su suma total:
Línea de Producto Total 50045 Manufactura \ 5.275.899,06 50047 Manufactura \ 150.264,99 50054 Manufactura \ 7.653.423,55 50059 Manufactura \ 6.225.005,82 50061 Manufactura \ 37.523.851,95 50063 Manufactura \ 14.498.755,15 Productos Comprados Total \ 150.000.000,00 Total general \ 221.327.200,52
Trabajo Final de Graduación Página 65
Contando con ambos valores se puede determinar el factor de mantener, realizando
la división de los costos de mantener, dividido entre el costo del inventario promedio
en bodega
Factor Mantener = \ 2.924.834,46 = 0,01321498
\ 221.327.200,52
A este factor de mantener el inventario se le debe sumar un “rate” que debe pagar la
compañía a la corporación por un 6,67% del valor del costo del inventario, definido
como el costo de oportunidad por tener ese dinero invertido en stock.
Rate de Inventario = 6,67 %
Costo Mantener = (Factor de mantener + Rate de inventario) * costo del producto.
Factor de Mantener + Rate de Inventario = 0,08021498
Una vez definidos todos estos valores se puede llegar a determinar el lote económico
mediante la implementación de la formula, de EPQ.
Aplicación de Lote económico
Implementación de Lote económico para la línea 50061 de equipos de manufactura.
Una vez definidos los costos relacionados al almacenamiento del inventario, se
puede implementar esta fórmula para analizar los resultados obtenidos.
Trabajo Final de Graduación Página 66
Tomando en cuenta la cantidad de datos que pasarán por el mismo análisis se
escogieron tres productos de diferentes líneas, para poder exponer cuál fue el
procedimiento seguido para la obtención de los resultados.
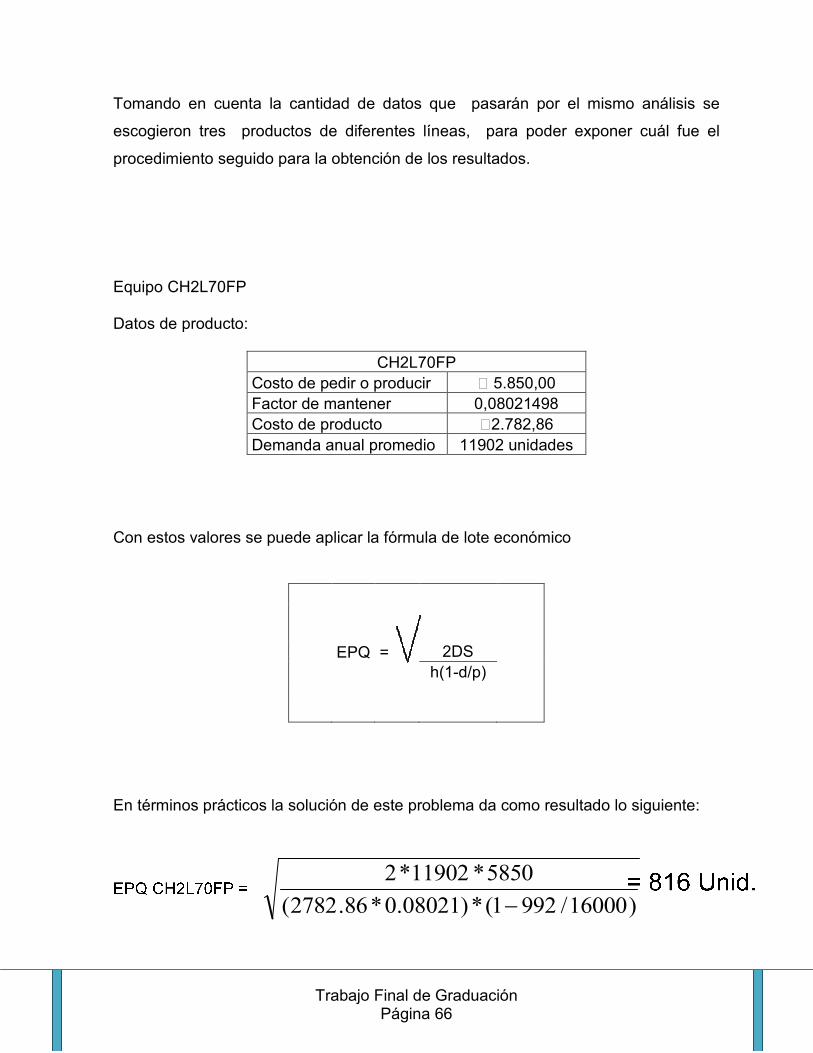
Equipo CH2L70FP Datos de producto:
CH2L70FP Costo de pedir o producir \ 5.850,00 Factor de mantener 0,08021498 Costo de producto \2.782,86 Demanda anual promedio 11902 unidades
Con estos valores se puede aplicar la fórmula de lote económico
EPQ = 2DS h(1-d/p)
En términos prácticos la solución de este problema da como resultado lo siguiente:
)16000/9921(*)08021.0*86.2782(5850*11902*2−
Trabajo Final de Graduación Página 67
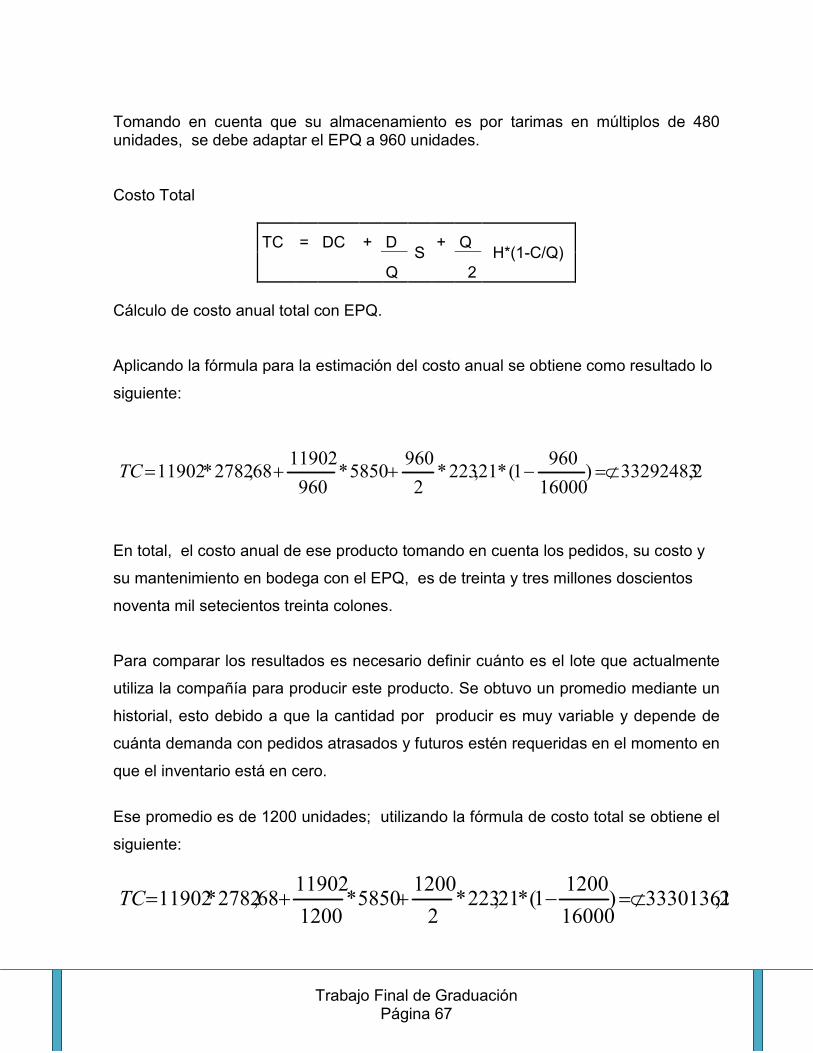
Tomando en cuenta que su almacenamiento es por tarimas en múltiplos de 480 unidades, se debe adaptar el EPQ a 960 unidades. Costo Total
TC = DC + D S
+ Q H*(1-C/Q)
Q 2 Cálculo de costo anual total con EPQ.
Aplicando la fórmula para la estimación del costo anual se obtiene como resultado lo
siguiente:
2,33292483)16000
9601(*21,223*
2
9605850*
960
1190268,2782*11902 =⊄−++=TC
En total, el costo anual de ese producto tomando en cuenta los pedidos, su costo y
su mantenimiento en bodega con el EPQ, es de treinta y tres millones doscientos
noventa mil setecientos treinta colones.
Para comparar los resultados es necesario definir cuánto es el lote que actualmente
utiliza la compañía para producir este producto. Se obtuvo un promedio mediante un
historial, esto debido a que la cantidad por producir es muy variable y depende de
cuánta demanda con pedidos atrasados y futuros estén requeridas en el momento en
que el inventario está en cero.
Ese promedio es de 1200 unidades; utilizando la fórmula de costo total se obtiene el
siguiente:
2,33301361)16000
12001(*21,223*
2
12005850*
1200
1190268,2782*11902 =⊄−++=TC
Trabajo Final de Graduación Página 68
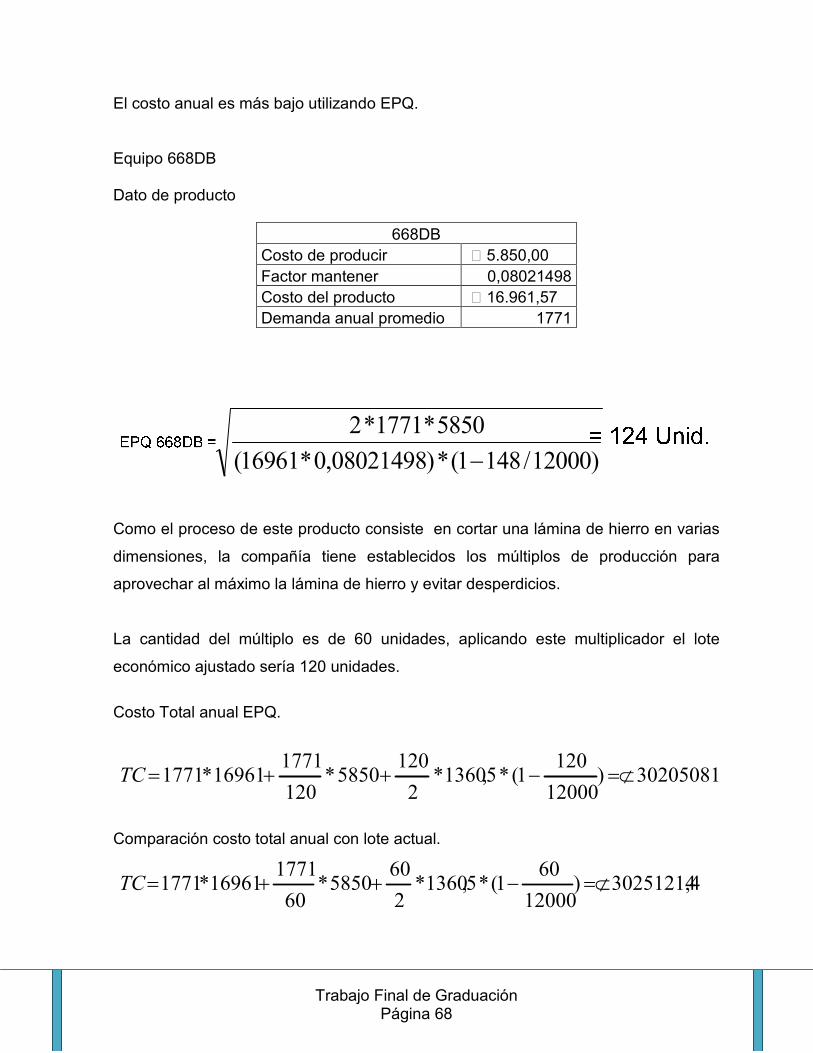
El costo anual es más bajo utilizando EPQ. Equipo 668DB Dato de producto
668DB Costo de producir \ 5.850,00 Factor mantener 0,08021498 Costo del producto \ 16.961,57 Demanda anual promedio 1771
)12000/1481(*)0,08021498*16961(5850*1771*2
− Como el proceso de este producto consiste en cortar una lámina de hierro en varias
dimensiones, la compañía tiene establecidos los múltiplos de producción para
aprovechar al máximo la lámina de hierro y evitar desperdicios.
La cantidad del múltiplo es de 60 unidades, aplicando este multiplicador el lote
económico ajustado sería 120 unidades.
Costo Total anual EPQ.
30205081)12000
1201(*5,1360*
2
1205850*
120
177116961*1771 =⊄−++=TC
Comparación costo total anual con lote actual.
4,30251214)12000
601(*5,1360*
2
605850*
60
177116961*1771 =⊄−++=TC
Trabajo Final de Graduación Página 69
Actualmente el lote que utiliza este producto es de 60 unidades; en comparación con
el costo total anual utilizando el EPQ, tiene un ahorro económico en las cantidades
por pedir.
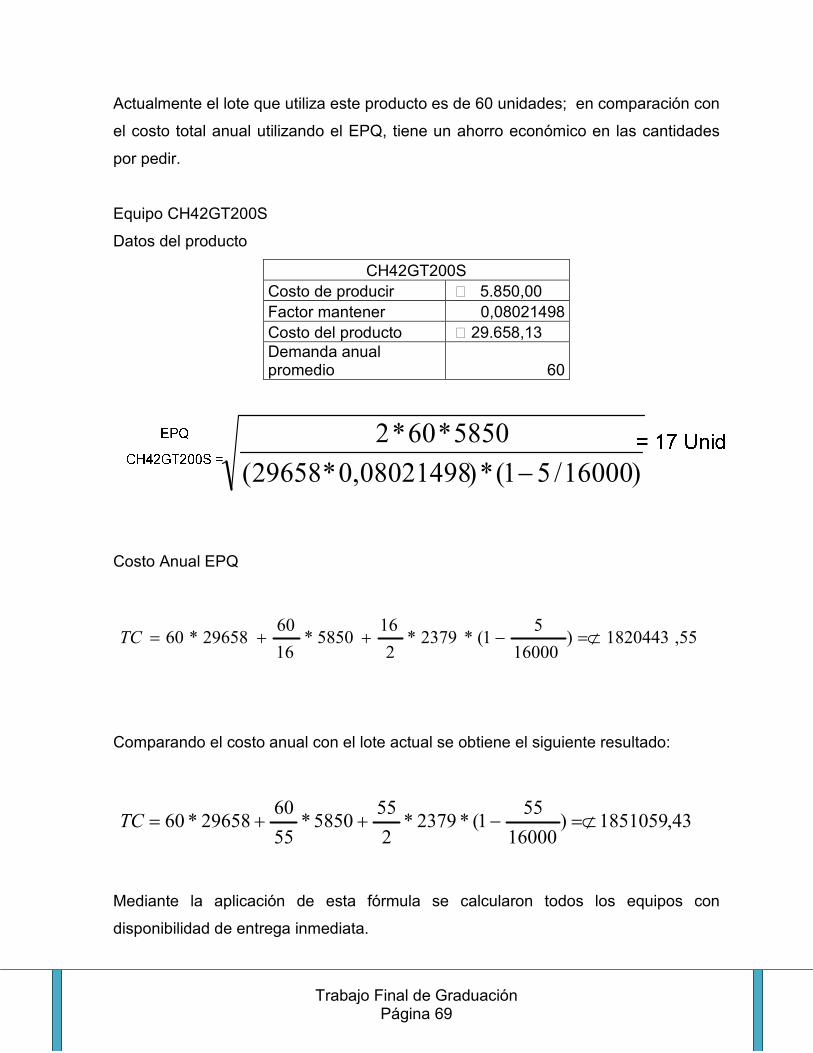
Equipo CH42GT200S
Datos del producto
CH42GT200S Costo de producir \ 5.850,00 Factor mantener 0,08021498 Costo del producto \ 29.658,13 Demanda anual promedio 60
)16000/51(*)0,08021498*29658(5850*60*2
−
Costo Anual EPQ
55,1820443)16000
51(*2379*
2
165850*
16
6029658*60 =⊄−++=TC
Comparando el costo anual con el lote actual se obtiene el siguiente resultado:
43,1851059)16000
551(*2379*
2
555850*
55
6029658*60 =⊄−++=TC
Mediante la aplicación de esta fórmula se calcularon todos los equipos con
disponibilidad de entrega inmediata.
Trabajo Final de Graduación Página 70
Variables que se deben tomar en cuenta en la determinación de los lotes.
El espacio de la bodega: actualmente la compañía presenta un incremento general
de las ventas, sumado a esto el lanzamiento de una nueva línea de producto ha
generado una disminución en el espacio disponible para almacenar equipos. Esto
limita el espacio para almacenar productos de entrega inmediata.
Por lo tanto, se realizó un análisis para determinar si esta limitación puede afectar la
producción y almacenamiento de los lotes, principalmente en las líneas 50061 y
50063 ya que son las de alto volumen de producción.
• Línea 50061: constituida por los equipos de mayor salida, los centros de
carga disponen de ubicaciones específicas para su almacenamiento, donde la
cantidad de tarimas que se puede almacenar está limitada.
En bodega se pueden almacenar 90 tarimas de productos para la línea 50061.
Por tanto, para valorar sí es necesario ajustar los lotes, se realizó el ajuste de
todos los EPQ, en funciones de los múltiplos por tarima; se contabilizó el total
para analizar si este monto es mayor al límite o está dentro de la capacidad
de almacenamiento.
El método de ajuste que se utilizó se muestra a continuación:
Numero de Parte Lote Económico
Múltiplo por Tarima
Lote económico Ajustado
Equivalente de tarimas
CH20L125CF 179 55 165 3
De esta forma se ajustaron los equipos de la línea 50061 para determinar si
con los lotes económicos determinados se va a presentar un problema de
almacenamiento en cuanto a espacio. Al final se determinó que para
almacenar todas las cantidades de los EPQ se requiere 62 tarimas. Con el
límite de 90 tarimas se llega a la conclusión que pueden almacenarse sin
problema en la bodega.
Trabajo Final de Graduación Página 71
• Linea 50063: Se realizó una visita y se determino que por el tipo de embalaje
no representa un problema de espacio para la bodega, por lo que los lotes
calculados se pueden almacenar.
Aplicación de formula Punto de reorden (safety stock)
El cálculo del punto de reorden es fundamental para los equipos de disponibilidad
inmediata; actualmente en nivel de la compañía se tiene un concepto errado de lo
que es el safety stock, pues la mayoría de las veces se confunde el termino safety
stock con el concepto de “lote de producción”. Esto deja preguntas claves sin
responder como por ejemplo, cuándo y cuánto se debe producir para no quedar sin
existencias en bodega.
Muchas veces la producción se basa en las órdenes ya ingresadas y ese nivel de
stock realmente no significa que toda la demanda estará cubierta por un tiempo
determinado. Por esto muchas veces cuando llegan los cierres de mes, muchas
órdenes no se pueden facturar, porque no hay existencias en la bodega. Tal
situación genera pérdidas mensuales por no efectuarse la venta en la fecha
requerida y estimada.
Por eso es importante definir que este concepto es estrictamente para definir la
cantidad que según la indicación debe producirse nuevamente, porque en los
próximos días se van a agotar las existencias.
De esta forma se definieron los tiempos de respuesta por familia de producto o líneas
de producto, para implementar la fórmula de “safety stock” tomando en cuenta que
la compañía tiene como objetivo mantener el 95% de nivel de servicio
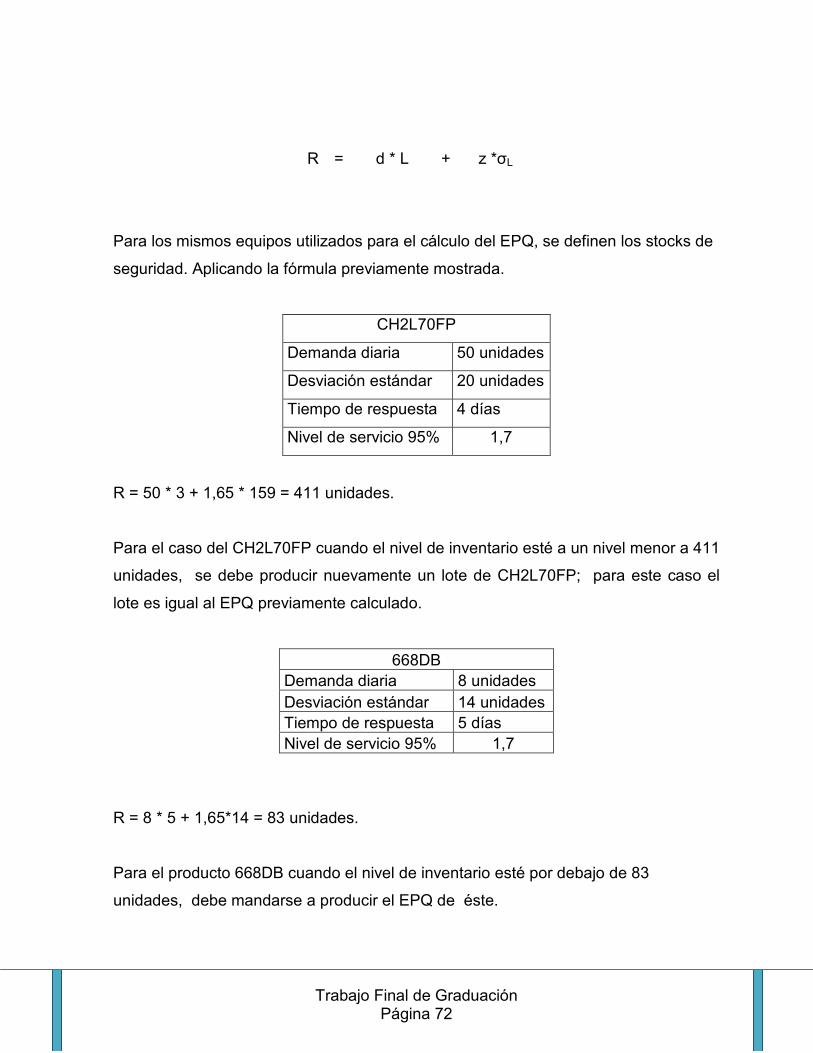
Trabajo Final de Graduación Página 72
R = d * L + z *σL
Para los mismos equipos utilizados para el cálculo del EPQ, se definen los stocks de
seguridad. Aplicando la fórmula previamente mostrada.
CH2L70FP
Demanda diaria 50 unidades
Desviación estándar 20 unidades
Tiempo de respuesta 4 días
Nivel de servicio 95% 1,7
R = 50 * 3 + 1,65 * 159 = 411 unidades.
Para el caso del CH2L70FP cuando el nivel de inventario esté a un nivel menor a 411
unidades, se debe producir nuevamente un lote de CH2L70FP; para este caso el
lote es igual al EPQ previamente calculado.
668DB Demanda diaria 8 unidades Desviación estándar 14 unidades Tiempo de respuesta 5 días Nivel de servicio 95% 1,7
R = 8 * 5 + 1,65*14 = 83 unidades.
Para el producto 668DB cuando el nivel de inventario esté por debajo de 83
unidades, debe mandarse a producir el EPQ de éste.
Trabajo Final de Graduación Página 73
CH42GT200S Demanda diaria 0,25 unidades
Desviación estándar 1 unidades Tiempo de respuesta 4 días Nivel de servicio 95% 1,7
R = 0,25 * 4 + 1,65 * 2 = 4 unidades
Para el producto CH42GT200S, el “safety stock” es de 4 unidades, ello significa que
cuando el nivel de inventario llegue a esa cantidad, debe mandarse a producir el lote
EOQ del mismo producto.
Análisis estacional de los datos
Como parte del plan de mejora se realizó un análisis estacional de la demanda del
año anterior y el historial de ventas del primer cuarto del año actual, pues durante
los cierres trimestrales se tiene un incremento en las ventas. Por tanto, se debe
determinar si en ciertos equipos se debe realizar alguna modificación de los datos y
parámetros calculados para esos periodos. Se definió el factor estacional de la
siguiente manera:
Factor Estacional = Demanda Mensual
Demanda Mensual
Promedio
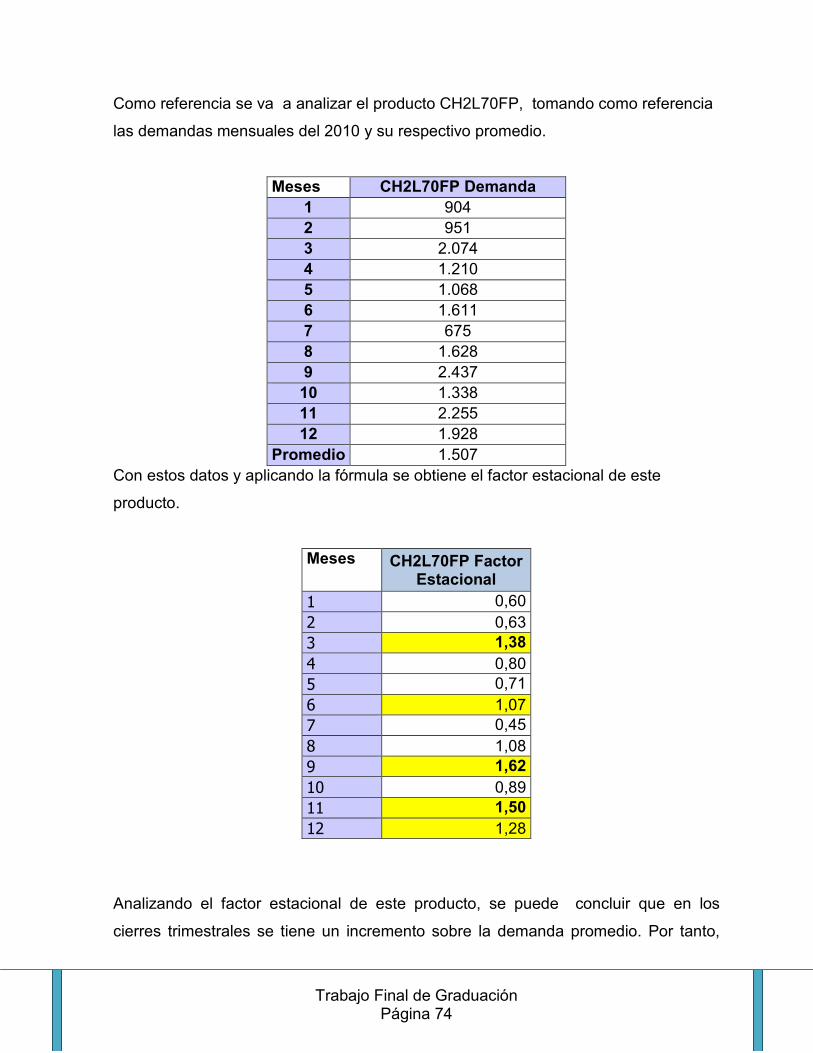
Trabajo Final de Graduación Página 74
Como referencia se va a analizar el producto CH2L70FP, tomando como referencia
las demandas mensuales del 2010 y su respectivo promedio.
Meses CH2L70FP Demanda 1 904 2 951 3 2.074 4 1.210 5 1.068 6 1.611 7 675 8 1.628 9 2.437 10 1.338 11 2.255 12 1.928
Promedio 1.507 Con estos datos y aplicando la fórmula se obtiene el factor estacional de este
producto.
Meses CH2L70FP Factor Estacional
1 0,60 2 0,63 3 1,38 4 0,80 5 0,71 6 1,07 7 0,45 8 1,08 9 1,62 10 0,89 11 1,50 12 1,28
Analizando el factor estacional de este producto, se puede concluir que en los
cierres trimestrales se tiene un incremento sobre la demanda promedio. Por tanto,
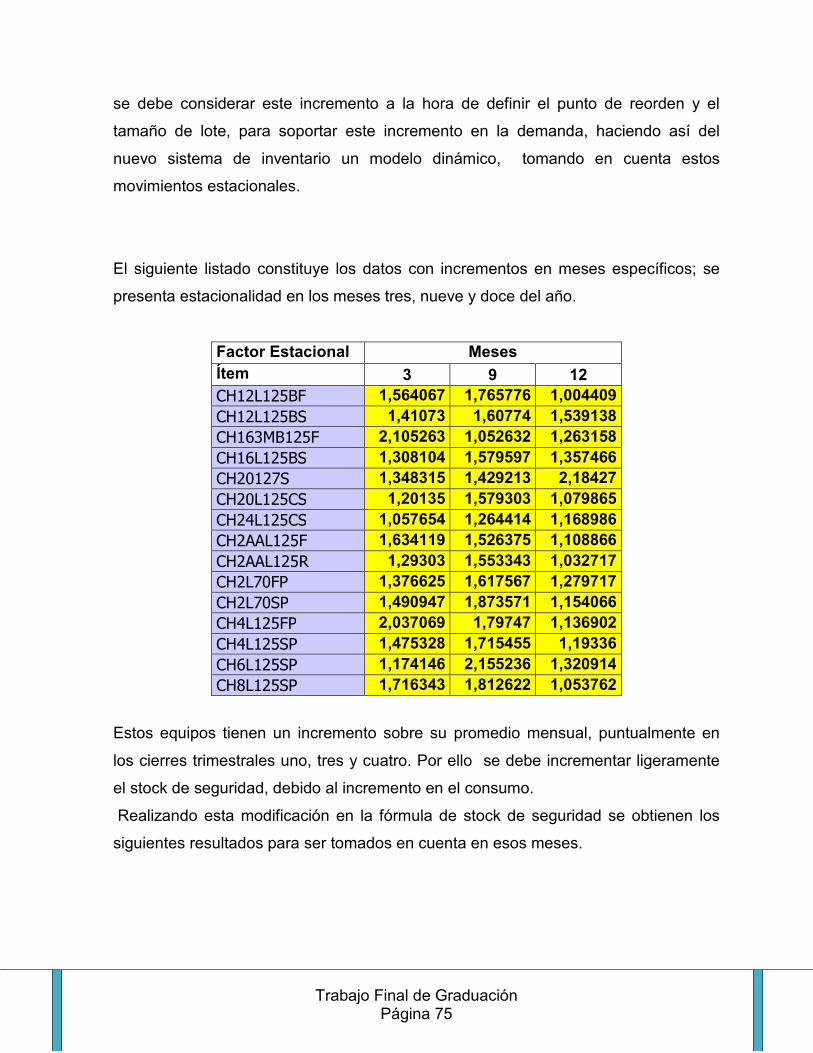
Trabajo Final de Graduación Página 75
se debe considerar este incremento a la hora de definir el punto de reorden y el
tamaño de lote, para soportar este incremento en la demanda, haciendo así del
nuevo sistema de inventario un modelo dinámico, tomando en cuenta estos
movimientos estacionales.
El siguiente listado constituye los datos con incrementos en meses específicos; se
presenta estacionalidad en los meses tres, nueve y doce del año.
Factor Estacional Meses Ítem 3 9 12 CH12L125BF 1,564067 1,765776 1,004409 CH12L125BS 1,41073 1,60774 1,539138 CH163MB125F 2,105263 1,052632 1,263158 CH16L125BS 1,308104 1,579597 1,357466 CH20127S 1,348315 1,429213 2,18427 CH20L125CS 1,20135 1,579303 1,079865 CH24L125CS 1,057654 1,264414 1,168986 CH2AAL125F 1,634119 1,526375 1,108866 CH2AAL125R 1,29303 1,553343 1,032717 CH2L70FP 1,376625 1,617567 1,279717 CH2L70SP 1,490947 1,873571 1,154066 CH4L125FP 2,037069 1,79747 1,136902 CH4L125SP 1,475328 1,715455 1,19336 CH6L125SP 1,174146 2,155236 1,320914 CH8L125SP 1,716343 1,812622 1,053762
Estos equipos tienen un incremento sobre su promedio mensual, puntualmente en
los cierres trimestrales uno, tres y cuatro. Por ello se debe incrementar ligeramente
el stock de seguridad, debido al incremento en el consumo.
Realizando esta modificación en la fórmula de stock de seguridad se obtienen los
siguientes resultados para ser tomados en cuenta en esos meses.
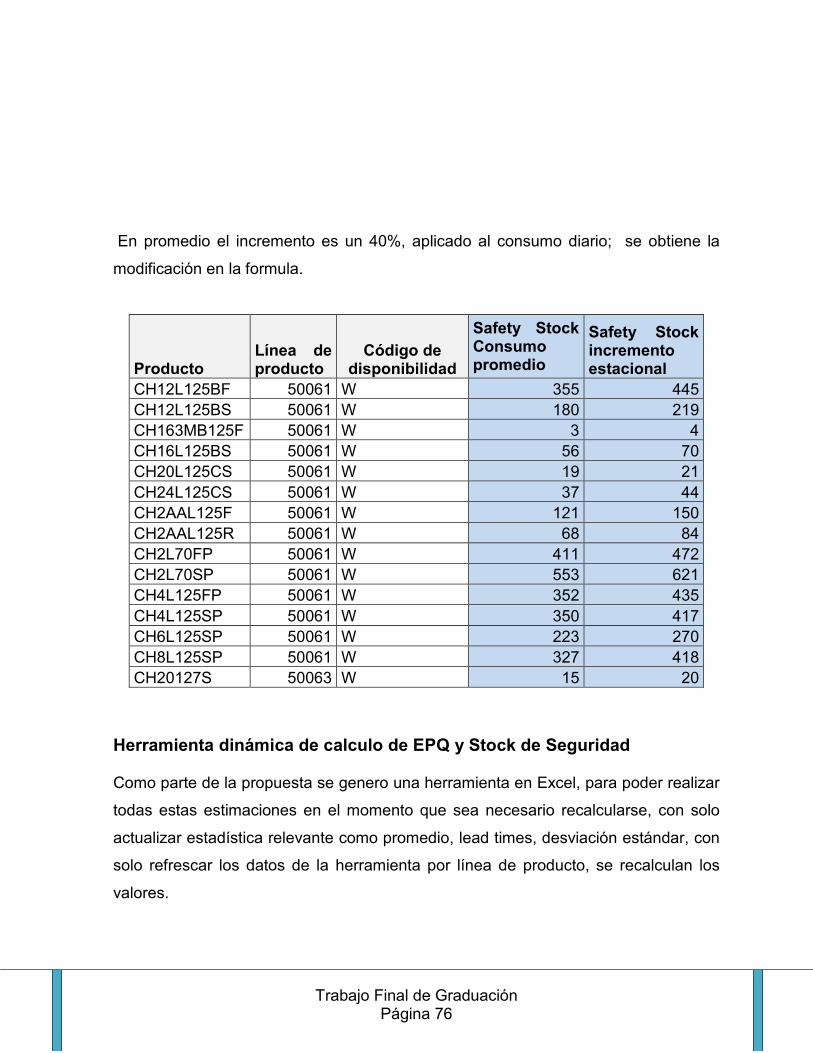
Trabajo Final de Graduación Página 76
En promedio el incremento es un 40%, aplicado al consumo diario; se obtiene la
modificación en la formula.
Producto Línea de producto
Código de disponibilidad
Safety Stock Consumo promedio
Safety Stock incremento estacional
CH12L125BF 50061 W 355 445 CH12L125BS 50061 W 180 219 CH163MB125F 50061 W 3 4 CH16L125BS 50061 W 56 70 CH20L125CS 50061 W 19 21 CH24L125CS 50061 W 37 44 CH2AAL125F 50061 W 121 150 CH2AAL125R 50061 W 68 84 CH2L70FP 50061 W 411 472 CH2L70SP 50061 W 553 621 CH4L125FP 50061 W 352 435 CH4L125SP 50061 W 350 417 CH6L125SP 50061 W 223 270 CH8L125SP 50061 W 327 418 CH20127S 50063 W 15 20
Herramienta dinámica de calculo de EPQ y Stock de Seguridad Como parte de la propuesta se genero una herramienta en Excel, para poder realizar
todas estas estimaciones en el momento que sea necesario recalcularse, con solo
actualizar estadística relevante como promedio, lead times, desviación estándar, con
solo refrescar los datos de la herramienta por línea de producto, se recalculan los
valores.
Trabajo Final de Graduación Página 77
Utilizando programación, y datos de distribución normal se puede elegir el nivel de
stock deseado, basado en el nivel de servicio que se quiere tener en cuanto a
cumplimientos de entregas.
Si los valores de almacenamiento varían permite ajustar el factor de mantener y
recalcular los valores de EOQ.
La información se despliega en una tabla resumen con los datos relevantes de la
estimación y que pueden ser utilizados para tomar decisiones en cuanto a lotes de
producción y nivel de safety stock se trata.
El producto final de este trabajo se resume en este archivo que permite realizar estas
estimaciones estadísticas tomando en cuenta el nivel de servicio que se desea
brindar.
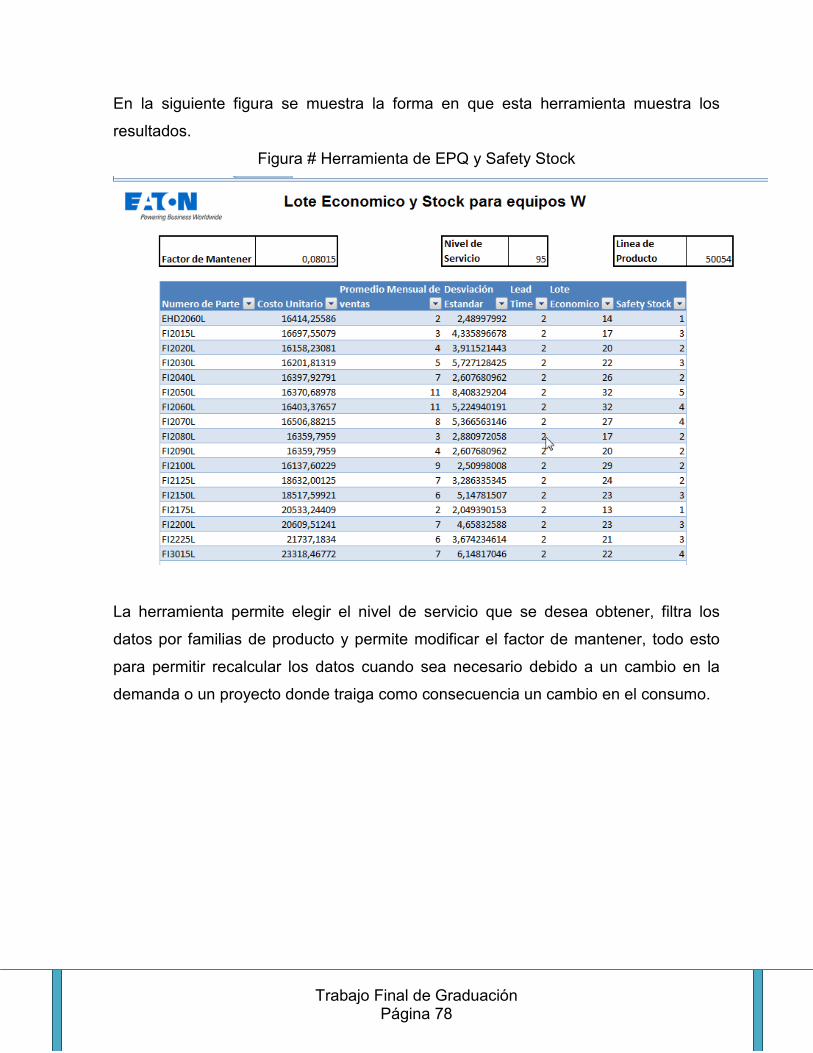
Trabajo Final de Graduación Página 78
En la siguiente figura se muestra la forma en que esta herramienta muestra los
resultados.
Figura # Herramienta de EPQ y Safety Stock
La herramienta permite elegir el nivel de servicio que se desea obtener, filtra los
datos por familias de producto y permite modificar el factor de mantener, todo esto
para permitir recalcular los datos cuando sea necesario debido a un cambio en la
demanda o un proyecto donde traiga como consecuencia un cambio en el consumo.
Trabajo Final de Graduación Página 79
Plan de implementación de mejoras
Una vez definidos los lotes de producción para los equipos de manufactura, los
“safety stocks” tanto para productos manufacturados como comprados, debe
implementarse un plan para realizar los cambios propuestos. A continuación se
muestran las etapas de todo el proyecto realizado.
• Identificación del problema.
• Delimitación de productos afectados.
• Estimación de costos ligados al proyecto de mejora.
• Estimación de nuevos parámetros para los lotes de producción.
• Estimación de nuevos niveles de stock para los equipos manufacturados y
comprados.
• Carga de nuevos parámetros en el sistema Oracle.
• Ejecución de Lotes de producción y seguimiento de niveles de stock.
Análisis costo- beneficio de los cambios propuestos
Para comprender el alcance de la propuesta planteada es importante fraccionar las
dos áreas involucradas en equipos manufacturados y equipos comprados.
Equipos manufacturados: en la definición de lotes económicos, el impacto se va a
reflejar en el mantenimiento de equipos en bodega; principalmente los productos de
bajo volumen y alto costo, que por un concepto de aprovechamiento de espacio
erróneo se estaban produciendo excesos, generando costos de mantención
innecesarios.
Con los nuevos lotes de producción, se procura rotar los productos de mayor costo
más constantemente y contar con una cantidad considerable de los equipos de bajo
costo, para enfocarse en los de alto costo. En el área de producción el mayor
impacto se va a reflejar en el cambio de concepto de lo que realmente es un “safety
stock”.
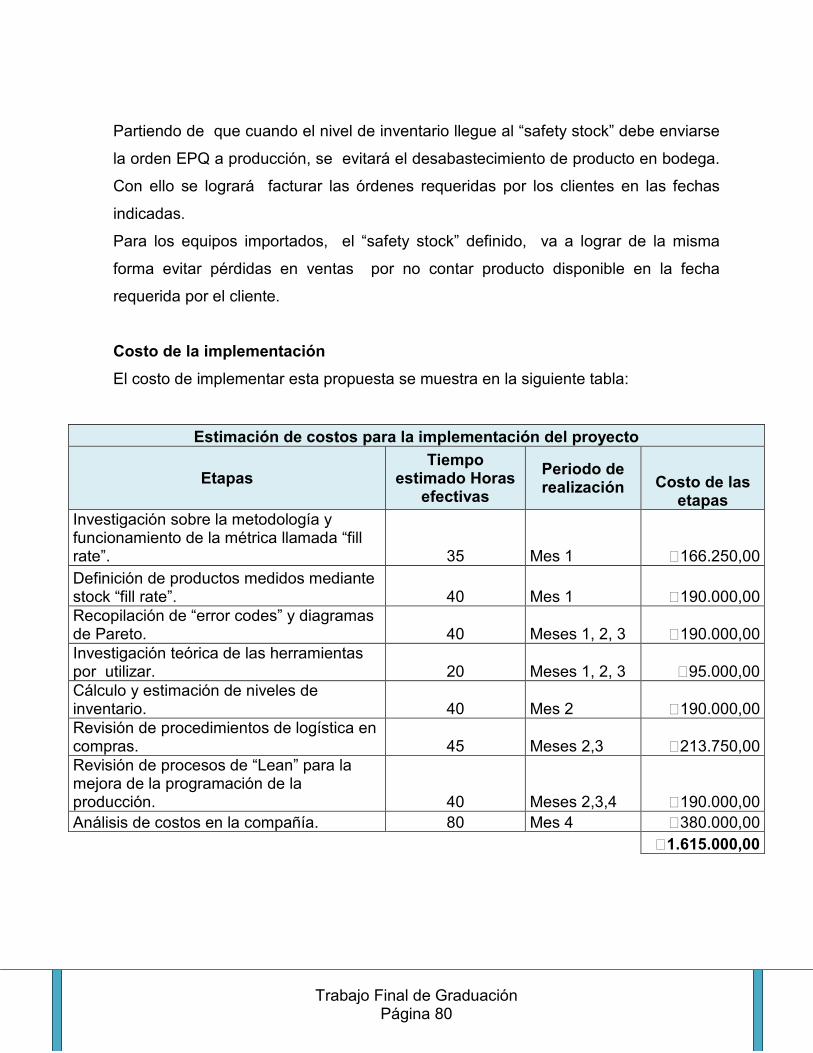
Trabajo Final de Graduación Página 80
Partiendo de que cuando el nivel de inventario llegue al “safety stock” debe enviarse
la orden EPQ a producción, se evitará el desabastecimiento de producto en bodega.
Con ello se logrará facturar las órdenes requeridas por los clientes en las fechas
indicadas.
Para los equipos importados, el “safety stock” definido, va a lograr de la misma
forma evitar pérdidas en ventas por no contar producto disponible en la fecha
requerida por el cliente.
Costo de la implementación
El costo de implementar esta propuesta se muestra en la siguiente tabla:
Estimación de costos para la implementación del proyecto
Etapas Tiempo
estimado Horas efectivas
Periodo de realización Costo de las
etapas Investigación sobre la metodología y funcionamiento de la métrica llamada “fill rate”. 35 Mes 1 \166.250,00 Definición de productos medidos mediante stock “fill rate”. 40 Mes 1 \190.000,00 Recopilación de “error codes” y diagramas de Pareto. 40 Meses 1, 2, 3 \190.000,00 Investigación teórica de las herramientas por utilizar. 20 Meses 1, 2, 3 \95.000,00 Cálculo y estimación de niveles de inventario. 40 Mes 2 \190.000,00 Revisión de procedimientos de logística en compras. 45 Meses 2,3 \213.750,00 Revisión de procesos de “Lean” para la mejora de la programación de la producción. 40 Meses 2,3,4 \190.000,00 Análisis de costos en la compañía. 80 Mes 4 \380.000,00 N1.615.000,00
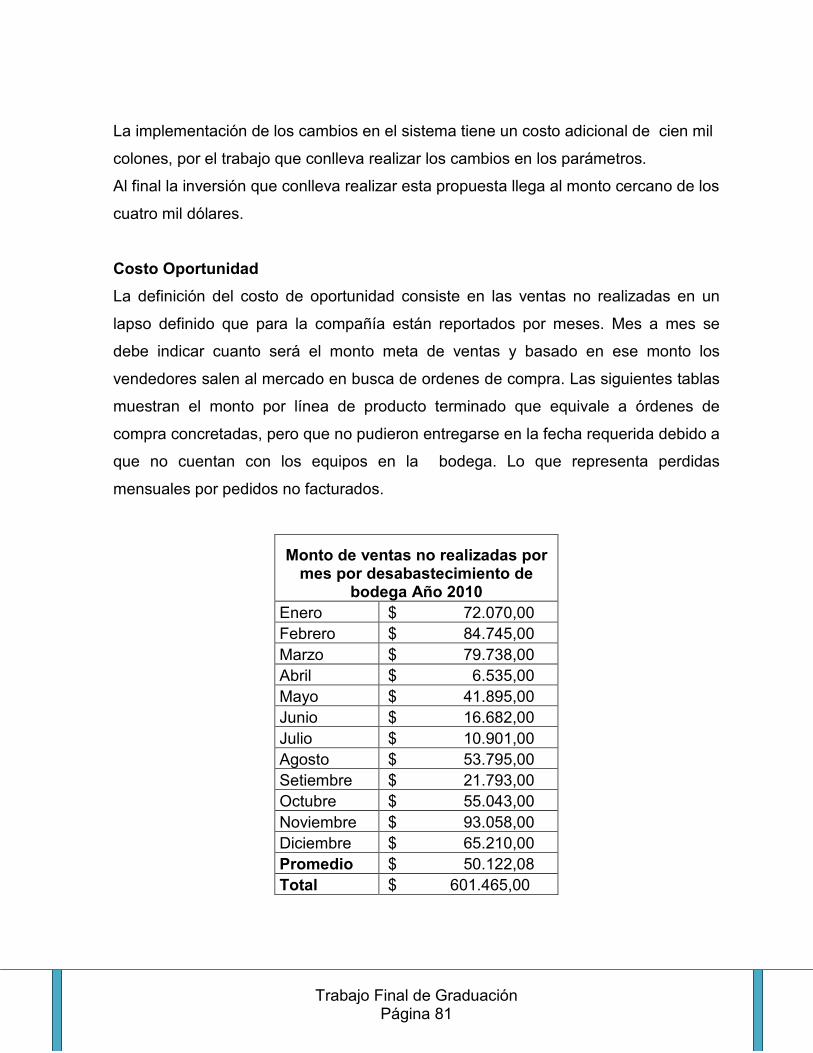
Trabajo Final de Graduación Página 81
La implementación de los cambios en el sistema tiene un costo adicional de cien mil
colones, por el trabajo que conlleva realizar los cambios en los parámetros.
Al final la inversión que conlleva realizar esta propuesta llega al monto cercano de los
cuatro mil dólares.
Costo Oportunidad
La definición del costo de oportunidad consiste en las ventas no realizadas en un
lapso definido que para la compañía están reportados por meses. Mes a mes se
debe indicar cuanto será el monto meta de ventas y basado en ese monto los
vendedores salen al mercado en busca de ordenes de compra. Las siguientes tablas
muestran el monto por línea de producto terminado que equivale a órdenes de
compra concretadas, pero que no pudieron entregarse en la fecha requerida debido a
que no cuentan con los equipos en la bodega. Lo que representa perdidas
mensuales por pedidos no facturados.
Monto de ventas no realizadas por mes por desabastecimiento de
bodega Año 2010 Enero $ 72.070,00 Febrero $ 84.745,00 Marzo $ 79.738,00 Abril $ 6.535,00 Mayo $ 41.895,00 Junio $ 16.682,00 Julio $ 10.901,00 Agosto $ 53.795,00 Setiembre $ 21.793,00 Octubre $ 55.043,00 Noviembre $ 93.058,00 Diciembre $ 65.210,00 Promedio $ 50.122,08 Total $ 601.465,00
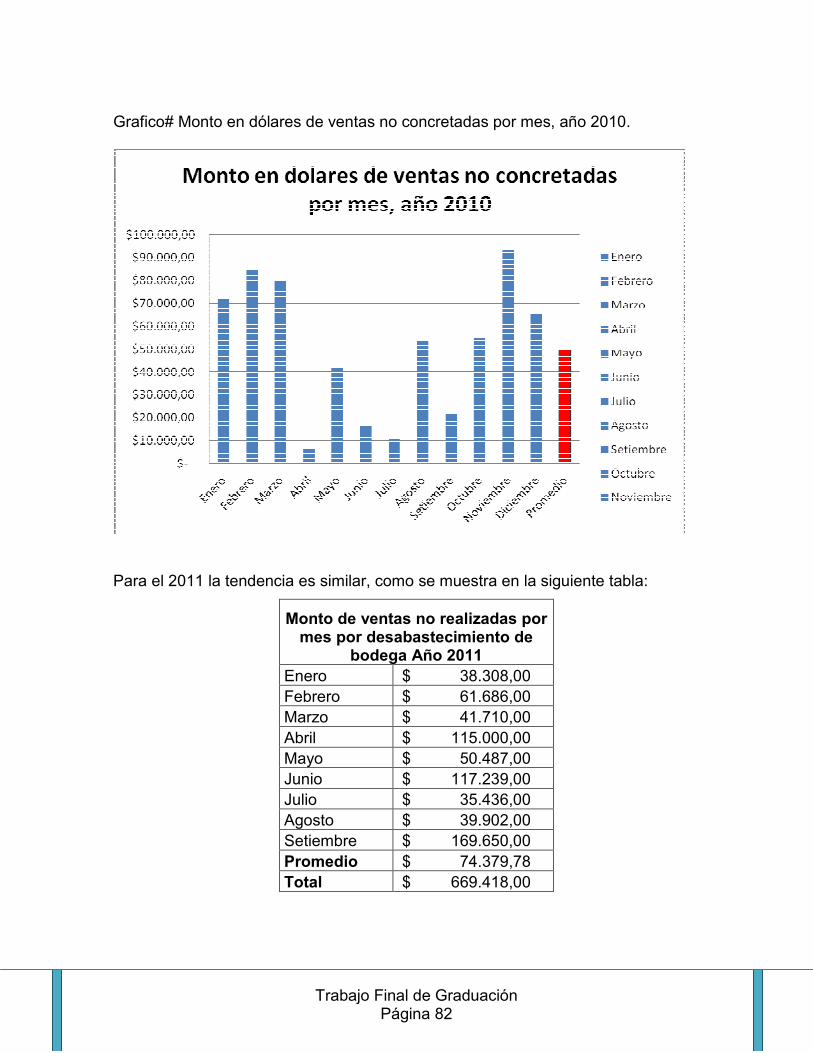
Trabajo Final de Graduación Página 82
Grafico# Monto en dólares de ventas no concretadas por mes, año 2010.
Para el 2011 la tendencia es similar, como se muestra en la siguiente tabla:
Monto de ventas no realizadas por mes por desabastecimiento de
bodega Año 2011 Enero $ 38.308,00 Febrero $ 61.686,00 Marzo $ 41.710,00 Abril $ 115.000,00 Mayo $ 50.487,00 Junio $ 117.239,00 Julio $ 35.436,00 Agosto $ 39.902,00 Setiembre $ 169.650,00 Promedio $ 74.379,78 Total $ 669.418,00
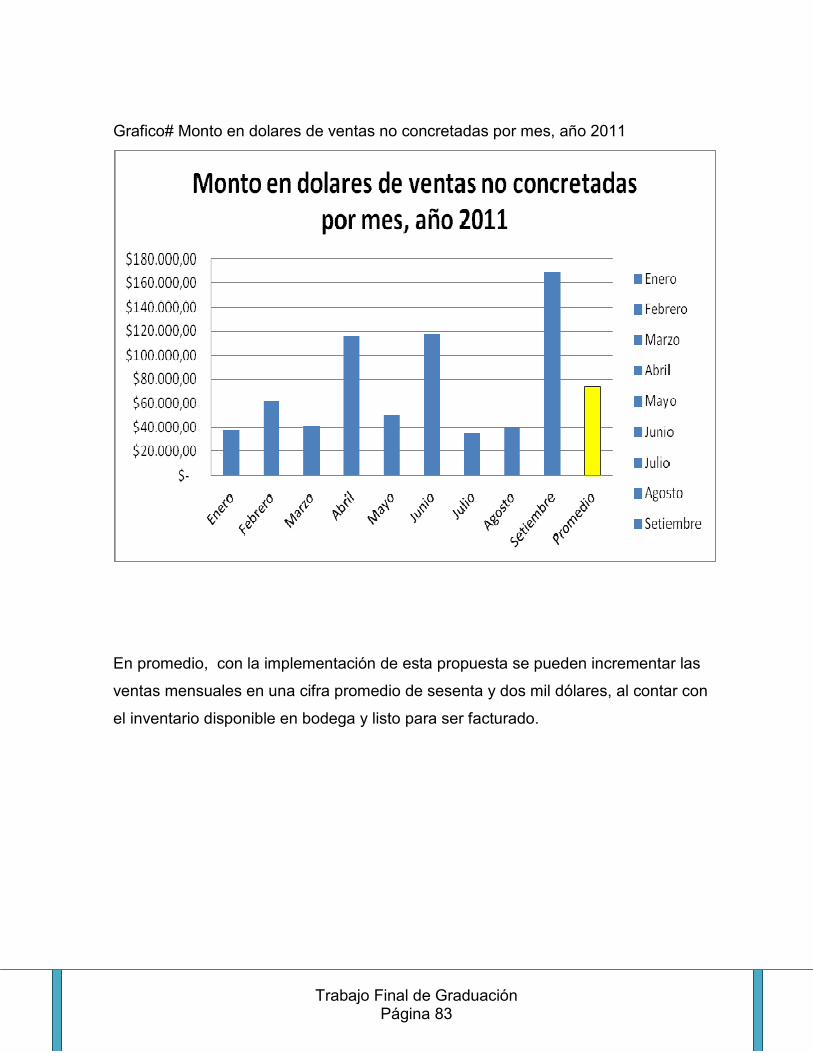
Trabajo Final de Graduación Página 83
Grafico# Monto en dolares de ventas no concretadas por mes, año 2011
En promedio, con la implementación de esta propuesta se pueden incrementar las
ventas mensuales en una cifra promedio de sesenta y dos mil dólares, al contar con
el inventario disponible en bodega y listo para ser facturado.
Trabajo Final de Graduación Página 84
Sumado a las ventas también se debe tomar en cuenta los costos que se evaden
producto de tener los equipos en la bodega entre ellos:
• Recorridos del personal de bodega:
Actualmente el recorrido por la preparación de un pedido tiene tomado en
cuenta la búsqueda de productos en las diferentes ubicaciones, en
oportunidades hay pedidos que no se pueden despachar por falta de un
equipo estándar lo que trae como consecuencia recorridos innecesarios en la
preparación de los pedidos. Tiempo invertido en realizar estas tareas 0,56
horas diarias.
• Consultas de agentes de servicio al cliente
Cuando se va a realizar un ingreso de una orden a la compañía, el personal
de servicio al cliente con la finalidad de cumplirle al cliente con una fecha
correcta buscan validar el dato de entrega de los equipos con producción y
bodega aun siendo equipos de entrega inmediata. Tiempo invertido en realizar
estas tareas 0,5 horas diarias.
• Llamadas ligadas a quejas y reprogramaciones de entregas
El incumplimiento de los plazos de entrega provocan disconformidad en los
clientes causando cancelaciones de órdenes y solicitudes de información
concisa de la fecha real de la entrega. Atender estas consultas respecto a la
entrega de productos de entrega inmediata genera perdidas de tiempo
elaborando correos, reportes, llamadas, visitas improductivas. Tiempo
invertido en realizar estas tareas 1 horas diarias.
Estos tiempos representan un monto que la empresa desembolsa mensualmente en
atender estos contratiempos que pueden evadirse mediante la propuesta. El
resumen de estos gastos se muestra a continuación.
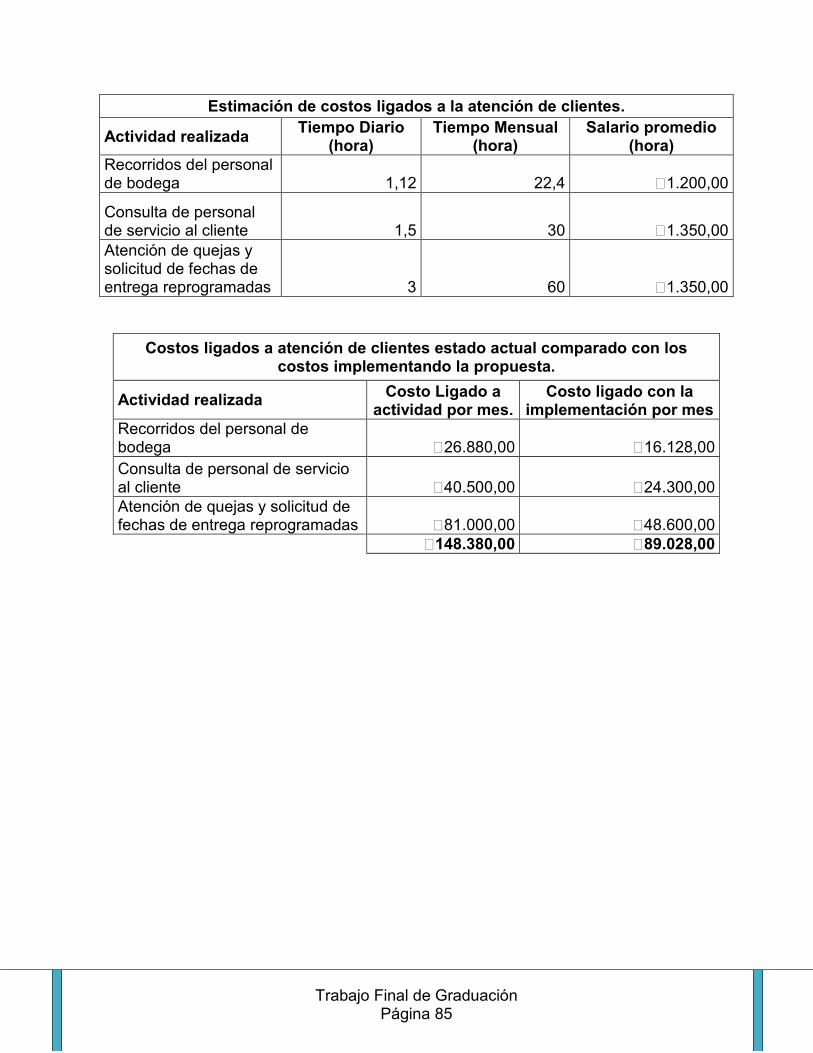
Trabajo Final de Graduación Página 85
Estimación de costos ligados a la atención de clientes.
Actividad realizada Tiempo Diario (hora)
Tiempo Mensual (hora)
Salario promedio (hora)
Recorridos del personal de bodega 1,12 22,4 \1.200,00
Consulta de personal de servicio al cliente 1,5 30 \1.350,00 Atención de quejas y solicitud de fechas de entrega reprogramadas 3 60 \1.350,00
Costos ligados a atención de clientes estado actual comparado con los costos implementando la propuesta.
Actividad realizada Costo Ligado a actividad por mes.
Costo ligado con la implementación por mes
Recorridos del personal de bodega \26.880,00 \16.128,00 Consulta de personal de servicio al cliente \40.500,00 \24.300,00 Atención de quejas y solicitud de fechas de entrega reprogramadas \81.000,00 \48.600,00
N148.380,00 N89.028,00
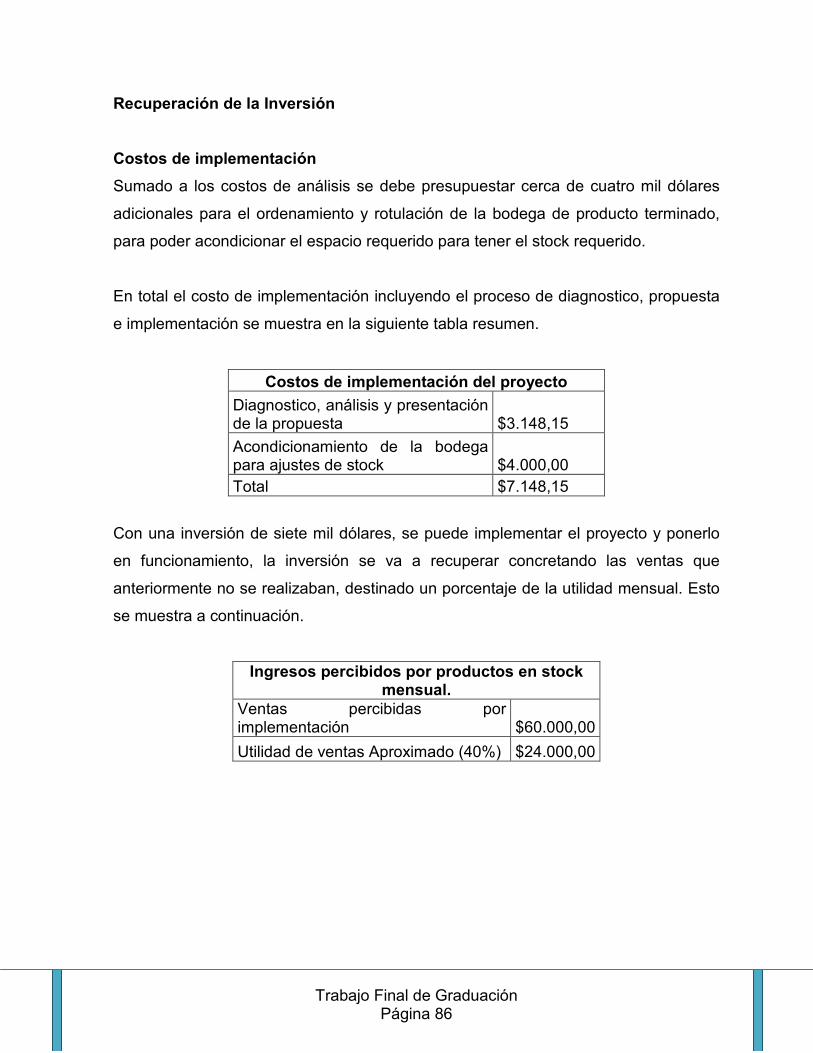
Trabajo Final de Graduación Página 86
Recuperación de la Inversión
Costos de implementación
Sumado a los costos de análisis se debe presupuestar cerca de cuatro mil dólares
adicionales para el ordenamiento y rotulación de la bodega de producto terminado,
para poder acondicionar el espacio requerido para tener el stock requerido.
En total el costo de implementación incluyendo el proceso de diagnostico, propuesta
e implementación se muestra en la siguiente tabla resumen.
Costos de implementación del proyecto Diagnostico, análisis y presentación de la propuesta $3.148,15 Acondicionamiento de la bodega para ajustes de stock $4.000,00 Total $7.148,15
Con una inversión de siete mil dólares, se puede implementar el proyecto y ponerlo
en funcionamiento, la inversión se va a recuperar concretando las ventas que
anteriormente no se realizaban, destinado un porcentaje de la utilidad mensual. Esto
se muestra a continuación.
Ingresos percibidos por productos en stock mensual.
Ventas percibidas por implementación $60.000,00
Utilidad de ventas Aproximado (40%) $24.000,00
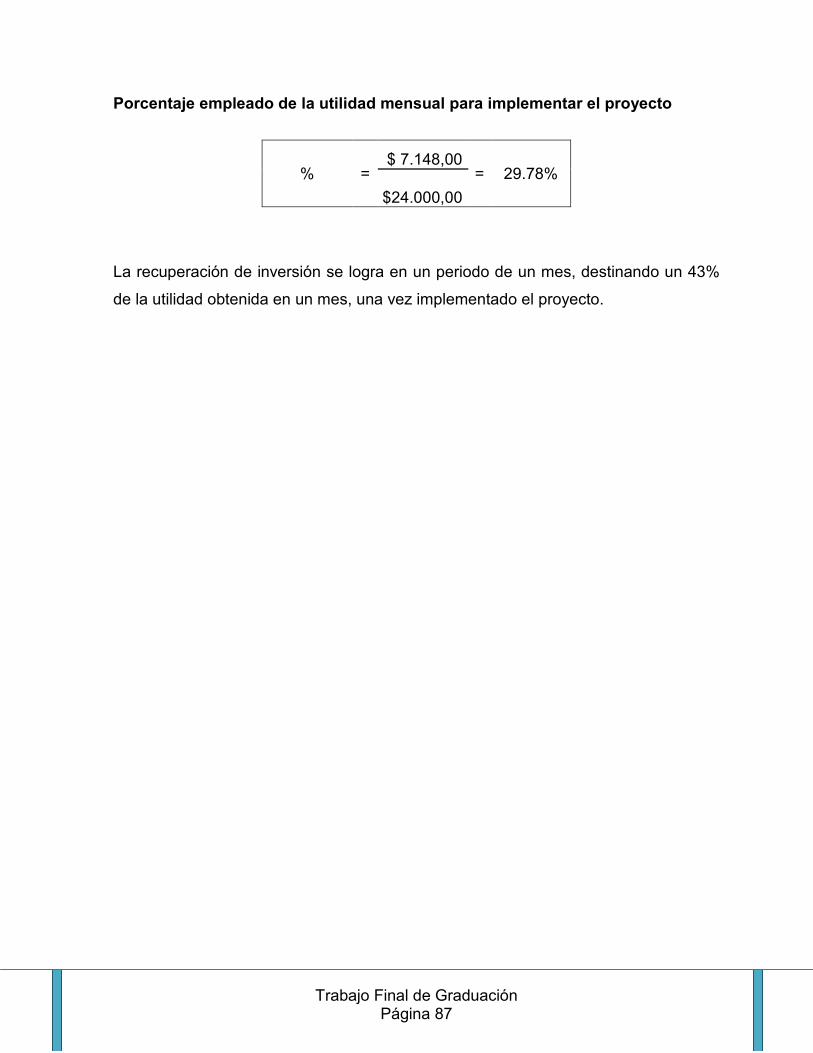
Trabajo Final de Graduación Página 87
Porcentaje empleado de la utilidad mensual para implementar el proyecto
% = $ 7.148,00
= 29.78% $24.000,00
La recuperación de inversión se logra en un periodo de un mes, destinando un 43%
de la utilidad obtenida en un mes, una vez implementado el proyecto.
Trabajo Final de Graduación Página 88
Conclusiones y recomendaciones Conclusiones
• Mediante la propuesta planteada, el nivel de inventario para los equipos de
entrega inmediata, mejoran en cuanto a disponibilidad trayendo como
consecuencia la mejora del métrico clave, así como el incremento de ventas al
mes.
• Las órdenes que no se suplen a tiempo en la compañía, son producto del mal
manejo del nivel de inventario en función de atender a la demanda. Por los
tiempos de tránsito de componentes, la compañía no puede adoptar
disciplinas de producción “Justo a tiempo”, por lo que la administración del
inventario es fundamental para la obtención de objetivos anuales.
• En la planta se tiene un concepto erróneo de lo que significa “stock” de
seguridad, lo que ha generado como consecuencia productos sin existencias
en bodega, por desconocimiento de cuándo es el momento preciso en que se
debe producir nuevamente este producto, evitando inventarios en cero
unidades. Aplicando el principio de lote económico e inventario de seguridad,
se puede administrar de una mejor forma los niveles de inventario, evitando
los desabastecimientos.
• El nivel de servicio no solo significa un métrico significativo para una
corporación internacional, representa satisfacción de los clientes y un
incremento en las ventas mensuales de la compañía. Evitar que la bodega se
quede sin existencias de productos de alta demanda, implica un incremento
en las ventas mensuales cercanas a los setenta y cuatro mil dólares.
Trabajo Final de Graduación Página 89
Recomendaciones
• Actualmente el tránsito de los componentes importados y productos
importados tienen en promedio 45 días de tiempo de entrega, esto implica que
la compañía para poder suplir la demanda de los clientes internos y externos
deba tener en inventario una gran cantidad de dinero. Esto afecta el monto
total del inventario elevando estas cantidades a montos muy elevados.
La propuesta de este trabajo es ajustar esos niveles para poder cubrir la
demanda y su posible variación, lo que trae en algunos casos un incremento
en los niveles de inventario. Se debe analizar si es posible asumir un gasto
mayor en una logística de movimiento de componentes y equipos importados
más ágil, que permita bajar los tiempos de tránsito y por consiguiente los
niveles de “stock” en la bodega. Se debe tomar en cuenta que los equipos
que actualmente se almacenan en la bodega son de muy alto costo.
• El control del inventario debe hacerse de forma cruzada, haciendo revisiones
físicas y contra las cantidades del sistema; la exactitud del inventario es
fundamental para el buen funcionamiento del manejo de productos entrega
inmediata, según solicitud del cliente.
Trabajo Final de Graduación Página 90
Bibliografía Citada y consultada
• Chase, Richard; Jacobs, Robert y Aquilano, Nicholas (2009). Administración de Operaciones Producción y Cadena de Suministros (12 ed). México: Mc Graw Hill.
• Narasimhan, Sim ; Mc Leavey, Dennis y Billington, Peter (1996). Planeación de la Produccion y Control de Inventarios (2 ed). México: Prentice Hall.
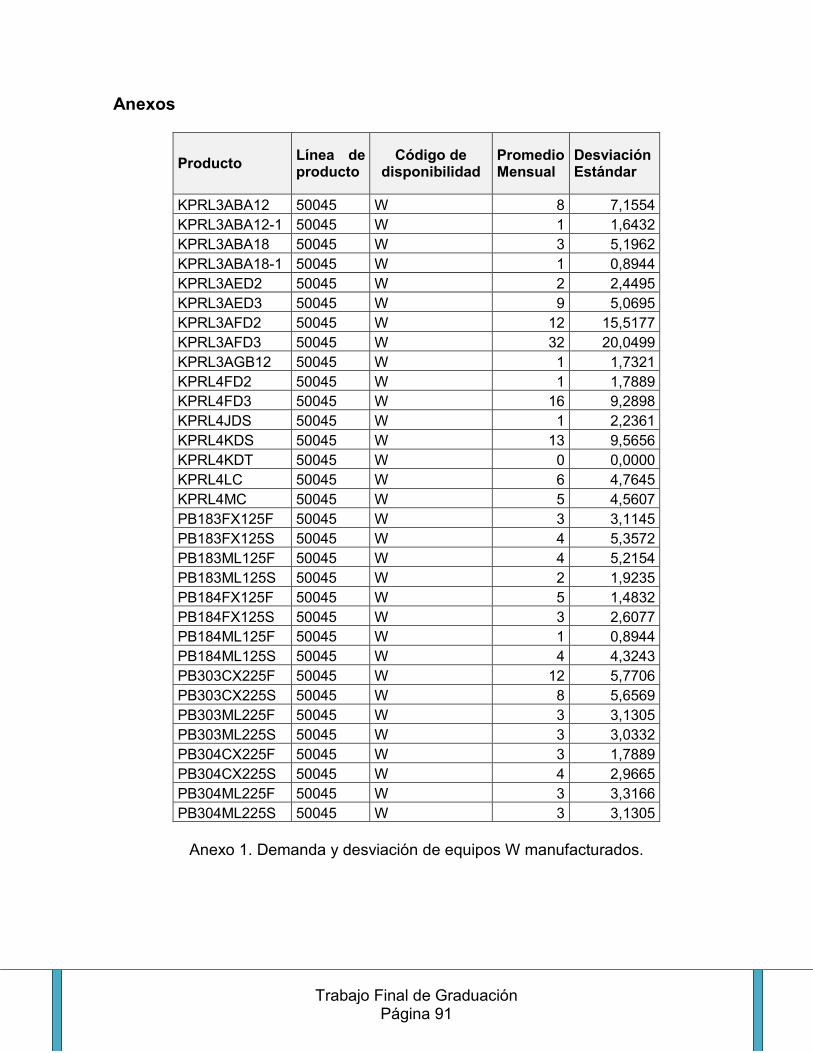
Trabajo Final de Graduación Página 91
Anexos
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
KPRL3ABA12 50045 W 8 7,1554 KPRL3ABA12-1 50045 W 1 1,6432 KPRL3ABA18 50045 W 3 5,1962 KPRL3ABA18-1 50045 W 1 0,8944 KPRL3AED2 50045 W 2 2,4495 KPRL3AED3 50045 W 9 5,0695 KPRL3AFD2 50045 W 12 15,5177 KPRL3AFD3 50045 W 32 20,0499 KPRL3AGB12 50045 W 1 1,7321 KPRL4FD2 50045 W 1 1,7889 KPRL4FD3 50045 W 16 9,2898 KPRL4JDS 50045 W 1 2,2361 KPRL4KDS 50045 W 13 9,5656 KPRL4KDT 50045 W 0 0,0000 KPRL4LC 50045 W 6 4,7645 KPRL4MC 50045 W 5 4,5607 PB183FX125F 50045 W 3 3,1145 PB183FX125S 50045 W 4 5,3572 PB183ML125F 50045 W 4 5,2154 PB183ML125S 50045 W 2 1,9235 PB184FX125F 50045 W 5 1,4832 PB184FX125S 50045 W 3 2,6077 PB184ML125F 50045 W 1 0,8944 PB184ML125S 50045 W 4 4,3243 PB303CX225F 50045 W 12 5,7706 PB303CX225S 50045 W 8 5,6569 PB303ML225F 50045 W 3 3,1305 PB303ML225S 50045 W 3 3,0332 PB304CX225F 50045 W 3 1,7889 PB304CX225S 50045 W 4 2,9665 PB304ML225F 50045 W 3 3,3166 PB304ML225S 50045 W 3 3,1305
Anexo 1. Demanda y desviación de equipos W manufacturados.
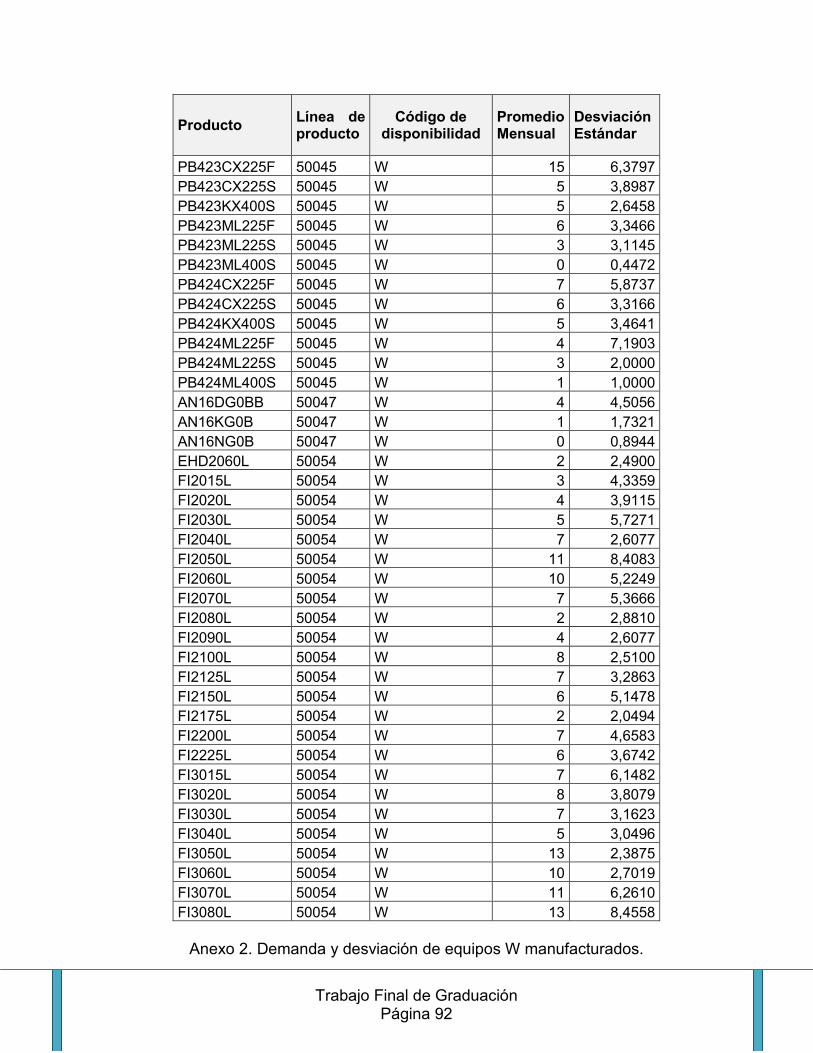
Trabajo Final de Graduación Página 92
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
PB423CX225F 50045 W 15 6,3797 PB423CX225S 50045 W 5 3,8987 PB423KX400S 50045 W 5 2,6458 PB423ML225F 50045 W 6 3,3466 PB423ML225S 50045 W 3 3,1145 PB423ML400S 50045 W 0 0,4472 PB424CX225F 50045 W 7 5,8737 PB424CX225S 50045 W 6 3,3166 PB424KX400S 50045 W 5 3,4641 PB424ML225F 50045 W 4 7,1903 PB424ML225S 50045 W 3 2,0000 PB424ML400S 50045 W 1 1,0000 AN16DG0BB 50047 W 4 4,5056 AN16KG0B 50047 W 1 1,7321 AN16NG0B 50047 W 0 0,8944 EHD2060L 50054 W 2 2,4900 FI2015L 50054 W 3 4,3359 FI2020L 50054 W 4 3,9115 FI2030L 50054 W 5 5,7271 FI2040L 50054 W 7 2,6077 FI2050L 50054 W 11 8,4083 FI2060L 50054 W 10 5,2249 FI2070L 50054 W 7 5,3666 FI2080L 50054 W 2 2,8810 FI2090L 50054 W 4 2,6077 FI2100L 50054 W 8 2,5100 FI2125L 50054 W 7 3,2863 FI2150L 50054 W 6 5,1478 FI2175L 50054 W 2 2,0494 FI2200L 50054 W 7 4,6583 FI2225L 50054 W 6 3,6742 FI3015L 50054 W 7 6,1482 FI3020L 50054 W 8 3,8079 FI3030L 50054 W 7 3,1623 FI3040L 50054 W 5 3,0496 FI3050L 50054 W 13 2,3875 FI3060L 50054 W 10 2,7019 FI3070L 50054 W 11 6,2610 FI3080L 50054 W 13 8,4558
Anexo 2. Demanda y desviación de equipos W manufacturados.

Trabajo Final de Graduación Página 93
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
FI3090L 50054 W 6 2,1909 FI3100L 50054 W 22 7,0356 FI3125L 50054 W 15 7,9561 FI3150L 50054 W 26 11,5456 FI3175L 50054 W 17 7,2111 FI3200L 50054 W 42 8,9163 FI3225L 50054 W 28 14,9164 JI3250L 50054 W 25 8,7350 KI3300 50054 W 1 0,8367 KI3300L 50054 W 14 7,2111 KI3350L 50054 W 6 5,2249 KI3400L 50054 W 22 11,5888 LI3500 50054 W 1 1,3038 LI3500L 50054 W 5 2,5884 LI3600 50054 W 1 0,8944 LI3600L 50054 W 13 9,4074 MDL3700 50054 W 1 1,3416 MDL3800 50054 W 4 2,3875 CG3B14RL 50059 W 9 3,7815 CG3B34RL 50059 W 3 1,7889 CG3B36RL 50059 W 3 3,1145 CG3B38RL 50059 W 2 2,1213 CG3BLMN 50059 W 2 1,5166 CG3BME 50059 W 5 2,4083 CG3L312RL 50059 W 0 0,8944 CG3L34RL 50059 W 0 0,0000 CG3L36RL 50059 W 3 3,6469 CG7M31CR 50059 W 0 0,8944 CG7M32CR 50059 W 0 0,4472 CG7M33CR 50059 W 0 0,8944 CG7MM322R48 50059 W 0 0,5477
Anexo 3. Demanda y desviación de equipos W manufacturados.
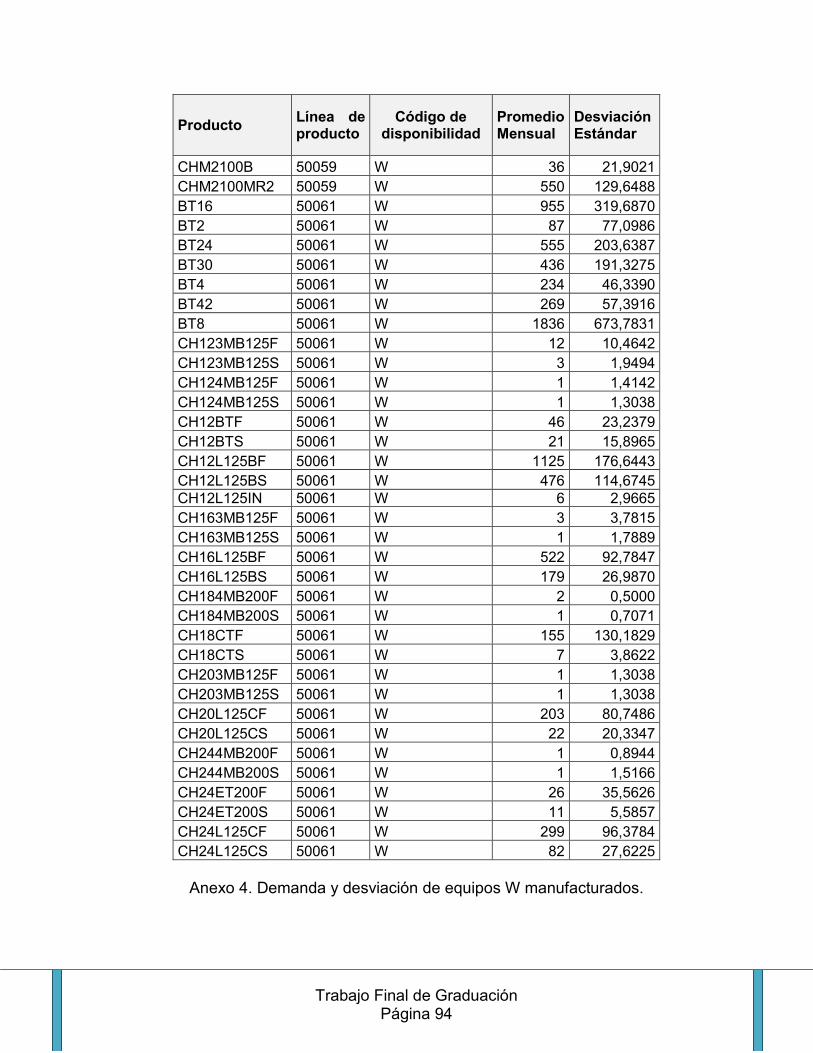
Trabajo Final de Graduación Página 94
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
CHM2100B 50059 W 36 21,9021 CHM2100MR2 50059 W 550 129,6488 BT16 50061 W 955 319,6870 BT2 50061 W 87 77,0986 BT24 50061 W 555 203,6387 BT30 50061 W 436 191,3275 BT4 50061 W 234 46,3390 BT42 50061 W 269 57,3916 BT8 50061 W 1836 673,7831 CH123MB125F 50061 W 12 10,4642 CH123MB125S 50061 W 3 1,9494 CH124MB125F 50061 W 1 1,4142 CH124MB125S 50061 W 1 1,3038 CH12BTF 50061 W 46 23,2379 CH12BTS 50061 W 21 15,8965 CH12L125BF 50061 W 1125 176,6443 CH12L125BS 50061 W 476 114,6745 CH12L125IN 50061 W 6 2,9665 CH163MB125F 50061 W 3 3,7815 CH163MB125S 50061 W 1 1,7889 CH16L125BF 50061 W 522 92,7847 CH16L125BS 50061 W 179 26,9870 CH184MB200F 50061 W 2 0,5000 CH184MB200S 50061 W 1 0,7071 CH18CTF 50061 W 155 130,1829 CH18CTS 50061 W 7 3,8622 CH203MB125F 50061 W 1 1,3038 CH203MB125S 50061 W 1 1,3038 CH20L125CF 50061 W 203 80,7486 CH20L125CS 50061 W 22 20,3347 CH244MB200F 50061 W 1 0,8944 CH244MB200S 50061 W 1 1,5166 CH24ET200F 50061 W 26 35,5626 CH24ET200S 50061 W 11 5,5857 CH24L125CF 50061 W 299 96,3784 CH24L125CS 50061 W 82 27,6225
Anexo 4. Demanda y desviación de equipos W manufacturados.
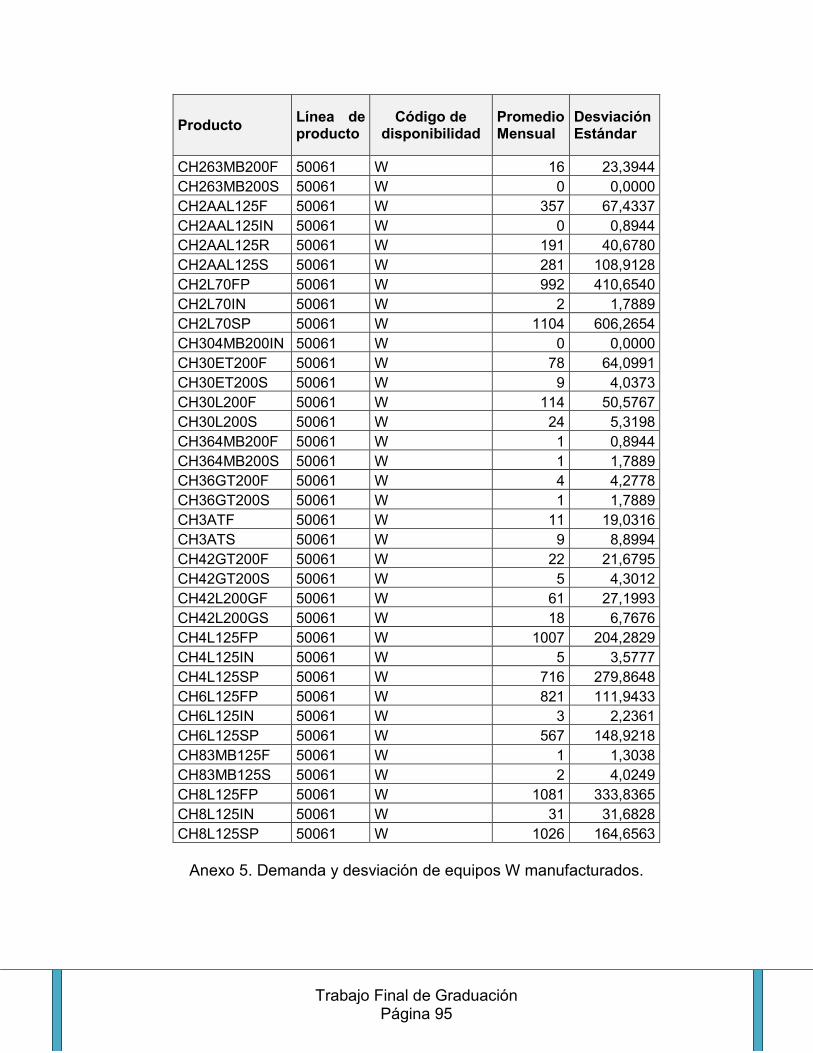
Trabajo Final de Graduación Página 95
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
CH263MB200F 50061 W 16 23,3944 CH263MB200S 50061 W 0 0,0000 CH2AAL125F 50061 W 357 67,4337 CH2AAL125IN 50061 W 0 0,8944 CH2AAL125R 50061 W 191 40,6780 CH2AAL125S 50061 W 281 108,9128 CH2L70FP 50061 W 992 410,6540 CH2L70IN 50061 W 2 1,7889 CH2L70SP 50061 W 1104 606,2654 CH304MB200IN 50061 W 0 0,0000 CH30ET200F 50061 W 78 64,0991 CH30ET200S 50061 W 9 4,0373 CH30L200F 50061 W 114 50,5767 CH30L200S 50061 W 24 5,3198 CH364MB200F 50061 W 1 0,8944 CH364MB200S 50061 W 1 1,7889 CH36GT200F 50061 W 4 4,2778 CH36GT200S 50061 W 1 1,7889 CH3ATF 50061 W 11 19,0316 CH3ATS 50061 W 9 8,8994 CH42GT200F 50061 W 22 21,6795 CH42GT200S 50061 W 5 4,3012 CH42L200GF 50061 W 61 27,1993 CH42L200GS 50061 W 18 6,7676 CH4L125FP 50061 W 1007 204,2829 CH4L125IN 50061 W 5 3,5777 CH4L125SP 50061 W 716 279,8648 CH6L125FP 50061 W 821 111,9433 CH6L125IN 50061 W 3 2,2361 CH6L125SP 50061 W 567 148,9218 CH83MB125F 50061 W 1 1,3038 CH83MB125S 50061 W 2 4,0249 CH8L125FP 50061 W 1081 333,8365 CH8L125IN 50061 W 31 31,6828 CH8L125SP 50061 W 1026 164,6563
Anexo 5. Demanda y desviación de equipos W manufacturados.
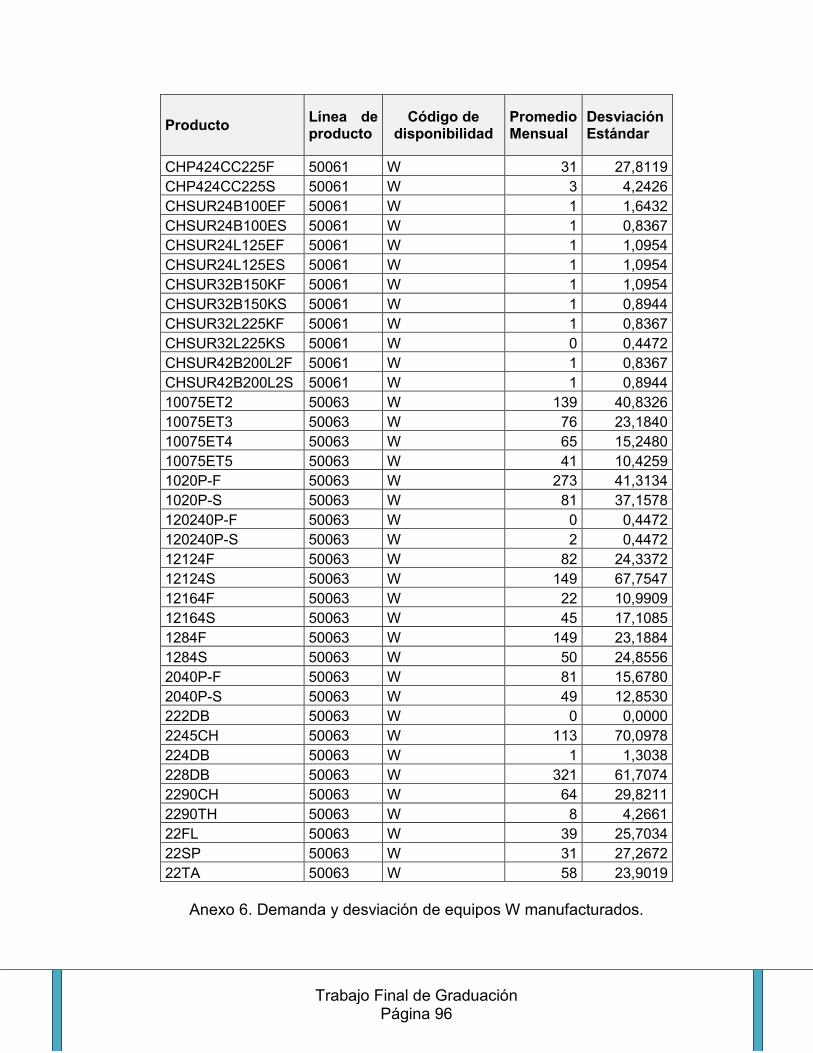
Trabajo Final de Graduación Página 96
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
CHP424CC225F 50061 W 31 27,8119 CHP424CC225S 50061 W 3 4,2426 CHSUR24B100EF 50061 W 1 1,6432 CHSUR24B100ES 50061 W 1 0,8367 CHSUR24L125EF 50061 W 1 1,0954 CHSUR24L125ES 50061 W 1 1,0954 CHSUR32B150KF 50061 W 1 1,0954 CHSUR32B150KS 50061 W 1 0,8944 CHSUR32L225KF 50061 W 1 0,8367 CHSUR32L225KS 50061 W 0 0,4472 CHSUR42B200L2F 50061 W 1 0,8367 CHSUR42B200L2S 50061 W 1 0,8944 10075ET2 50063 W 139 40,8326 10075ET3 50063 W 76 23,1840 10075ET4 50063 W 65 15,2480 10075ET5 50063 W 41 10,4259 1020P-F 50063 W 273 41,3134 1020P-S 50063 W 81 37,1578 120240P-F 50063 W 0 0,4472 120240P-S 50063 W 2 0,4472 12124F 50063 W 82 24,3372 12124S 50063 W 149 67,7547 12164F 50063 W 22 10,9909 12164S 50063 W 45 17,1085 1284F 50063 W 149 23,1884 1284S 50063 W 50 24,8556 2040P-F 50063 W 81 15,6780 2040P-S 50063 W 49 12,8530 222DB 50063 W 0 0,0000 2245CH 50063 W 113 70,0978 224DB 50063 W 1 1,3038 228DB 50063 W 321 61,7074 2290CH 50063 W 64 29,8211 2290TH 50063 W 8 4,2661 22FL 50063 W 39 25,7034 22SP 50063 W 31 27,2672 22TA 50063 W 58 23,9019
Anexo 6. Demanda y desviación de equipos W manufacturados.
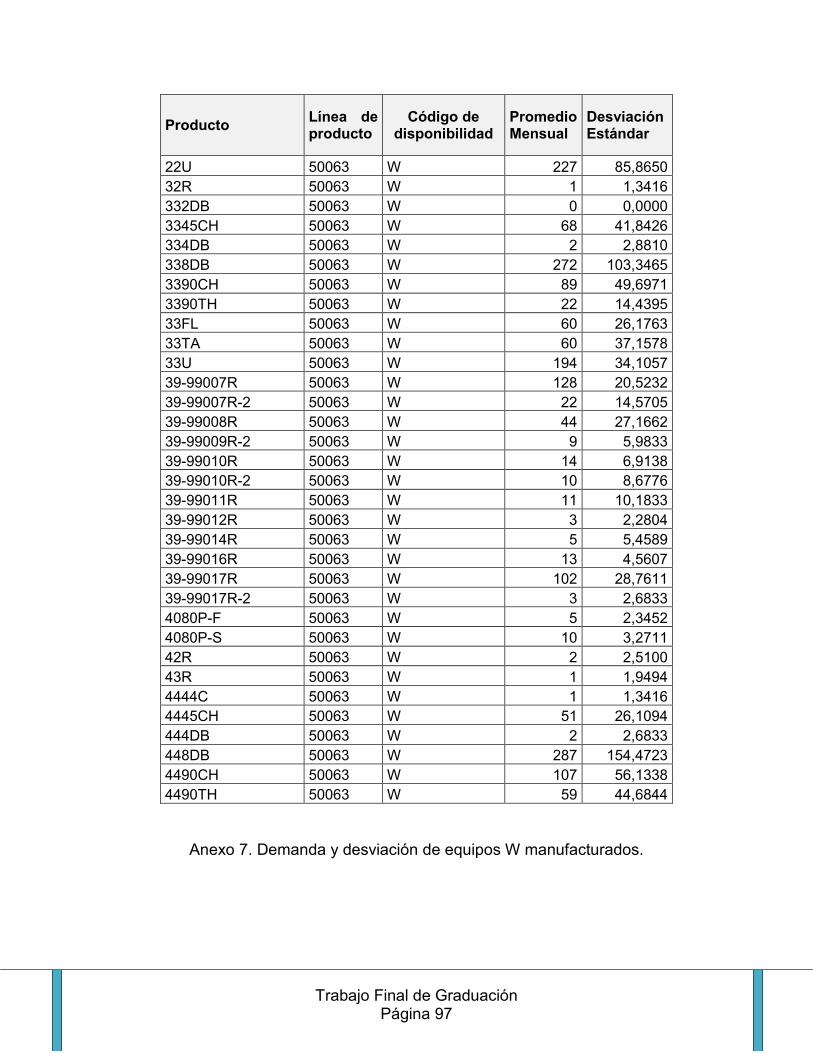
Trabajo Final de Graduación Página 97
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
22U 50063 W 227 85,8650 32R 50063 W 1 1,3416 332DB 50063 W 0 0,0000 3345CH 50063 W 68 41,8426 334DB 50063 W 2 2,8810 338DB 50063 W 272 103,3465 3390CH 50063 W 89 49,6971 3390TH 50063 W 22 14,4395 33FL 50063 W 60 26,1763 33TA 50063 W 60 37,1578 33U 50063 W 194 34,1057 39-99007R 50063 W 128 20,5232 39-99007R-2 50063 W 22 14,5705 39-99008R 50063 W 44 27,1662 39-99009R-2 50063 W 9 5,9833 39-99010R 50063 W 14 6,9138 39-99010R-2 50063 W 10 8,6776 39-99011R 50063 W 11 10,1833 39-99012R 50063 W 3 2,2804 39-99014R 50063 W 5 5,4589 39-99016R 50063 W 13 4,5607 39-99017R 50063 W 102 28,7611 39-99017R-2 50063 W 3 2,6833 4080P-F 50063 W 5 2,3452 4080P-S 50063 W 10 3,2711 42R 50063 W 2 2,5100 43R 50063 W 1 1,9494 4444C 50063 W 1 1,3416 4445CH 50063 W 51 26,1094 444DB 50063 W 2 2,6833 448DB 50063 W 287 154,4723 4490CH 50063 W 107 56,1338 4490TH 50063 W 59 44,6844
Anexo 7. Demanda y desviación de equipos W manufacturados.
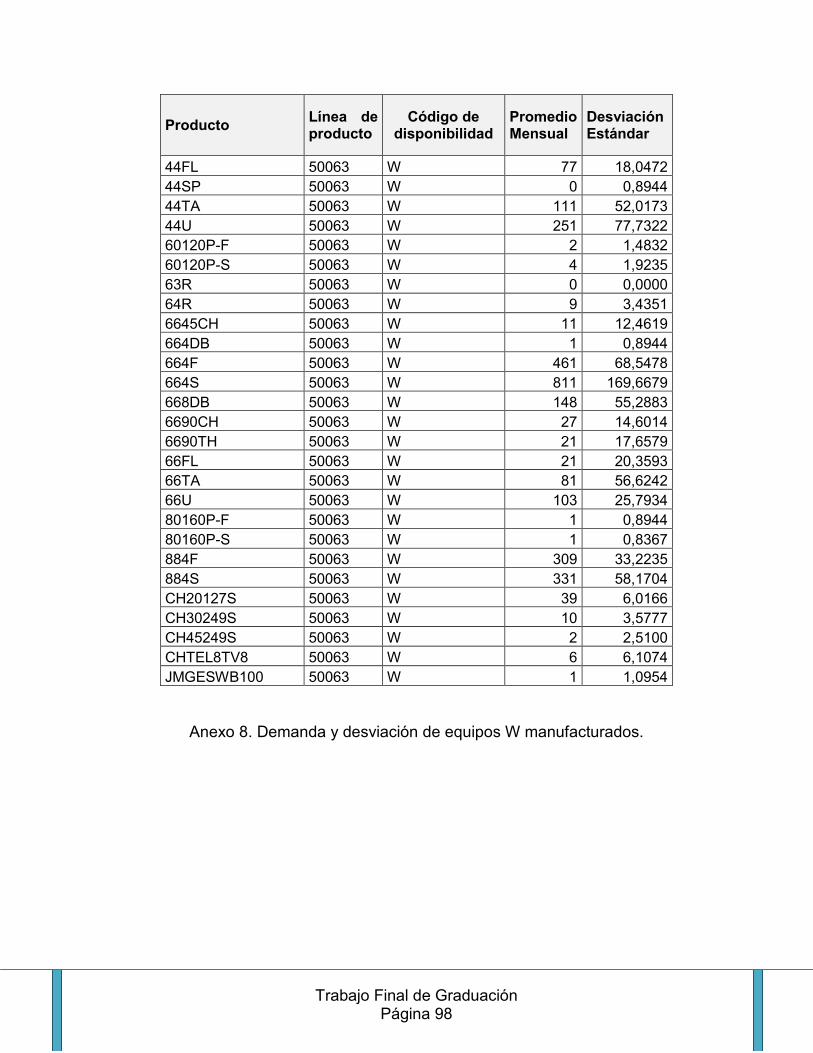
Trabajo Final de Graduación Página 98
Producto Línea de producto
Código de disponibilidad
Promedio Mensual
Desviación Estándar
44FL 50063 W 77 18,0472 44SP 50063 W 0 0,8944 44TA 50063 W 111 52,0173 44U 50063 W 251 77,7322 60120P-F 50063 W 2 1,4832 60120P-S 50063 W 4 1,9235 63R 50063 W 0 0,0000 64R 50063 W 9 3,4351 6645CH 50063 W 11 12,4619 664DB 50063 W 1 0,8944 664F 50063 W 461 68,5478 664S 50063 W 811 169,6679 668DB 50063 W 148 55,2883 6690CH 50063 W 27 14,6014 6690TH 50063 W 21 17,6579 66FL 50063 W 21 20,3593 66TA 50063 W 81 56,6242 66U 50063 W 103 25,7934 80160P-F 50063 W 1 0,8944 80160P-S 50063 W 1 0,8367 884F 50063 W 309 33,2235 884S 50063 W 331 58,1704 CH20127S 50063 W 39 6,0166 CH30249S 50063 W 10 3,5777 CH45249S 50063 W 2 2,5100 CHTEL8TV8 50063 W 6 6,1074 JMGESWB100 50063 W 1 1,0954
Anexo 8. Demanda y desviación de equipos W manufacturados.
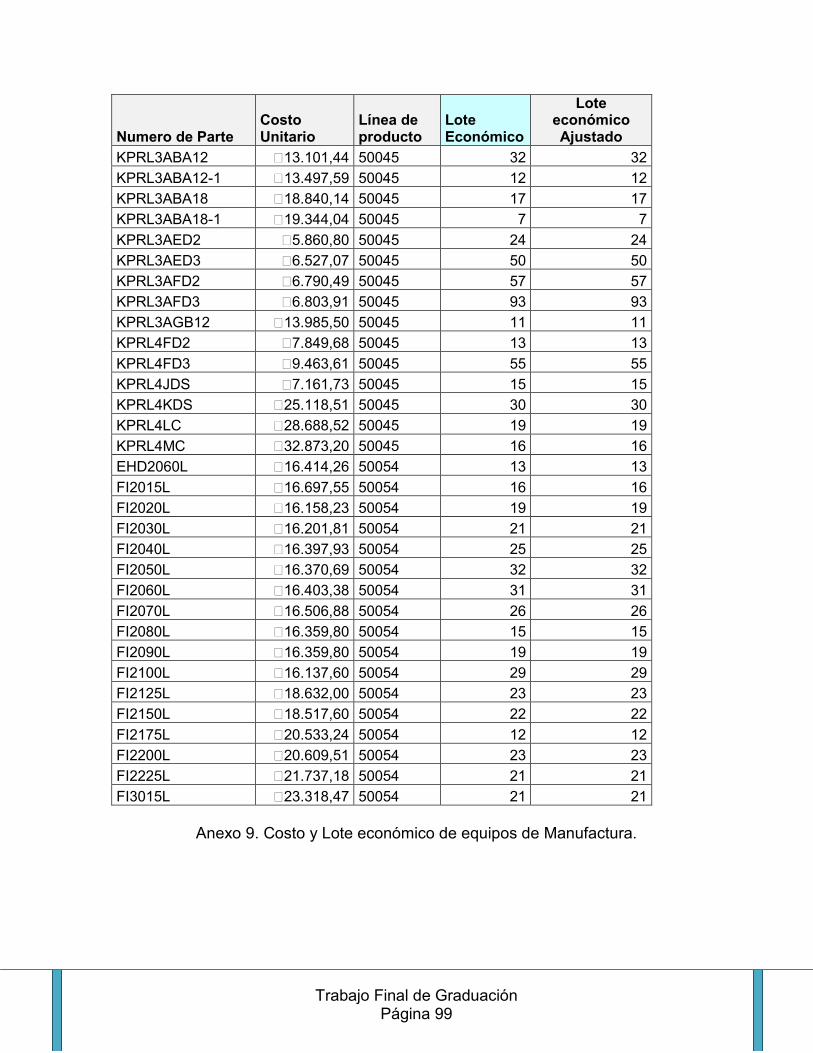
Trabajo Final de Graduación Página 99
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
KPRL3ABA12 \13.101,44 50045 32 32 KPRL3ABA12-1 \13.497,59 50045 12 12 KPRL3ABA18 \18.840,14 50045 17 17 KPRL3ABA18-1 \19.344,04 50045 7 7 KPRL3AED2 \5.860,80 50045 24 24 KPRL3AED3 \6.527,07 50045 50 50 KPRL3AFD2 \6.790,49 50045 57 57 KPRL3AFD3 \6.803,91 50045 93 93 KPRL3AGB12 \13.985,50 50045 11 11 KPRL4FD2 \7.849,68 50045 13 13 KPRL4FD3 \9.463,61 50045 55 55 KPRL4JDS \7.161,73 50045 15 15 KPRL4KDS \25.118,51 50045 30 30 KPRL4LC \28.688,52 50045 19 19 KPRL4MC \32.873,20 50045 16 16 EHD2060L \16.414,26 50054 13 13 FI2015L \16.697,55 50054 16 16 FI2020L \16.158,23 50054 19 19 FI2030L \16.201,81 50054 21 21 FI2040L \16.397,93 50054 25 25 FI2050L \16.370,69 50054 32 32 FI2060L \16.403,38 50054 31 31 FI2070L \16.506,88 50054 26 26 FI2080L \16.359,80 50054 15 15 FI2090L \16.359,80 50054 19 19 FI2100L \16.137,60 50054 29 29 FI2125L \18.632,00 50054 23 23 FI2150L \18.517,60 50054 22 22 FI2175L \20.533,24 50054 12 12 FI2200L \20.609,51 50054 23 23 FI2225L \21.737,18 50054 21 21 FI3015L \23.318,47 50054 21 21
Anexo 9. Costo y Lote económico de equipos de Manufactura.
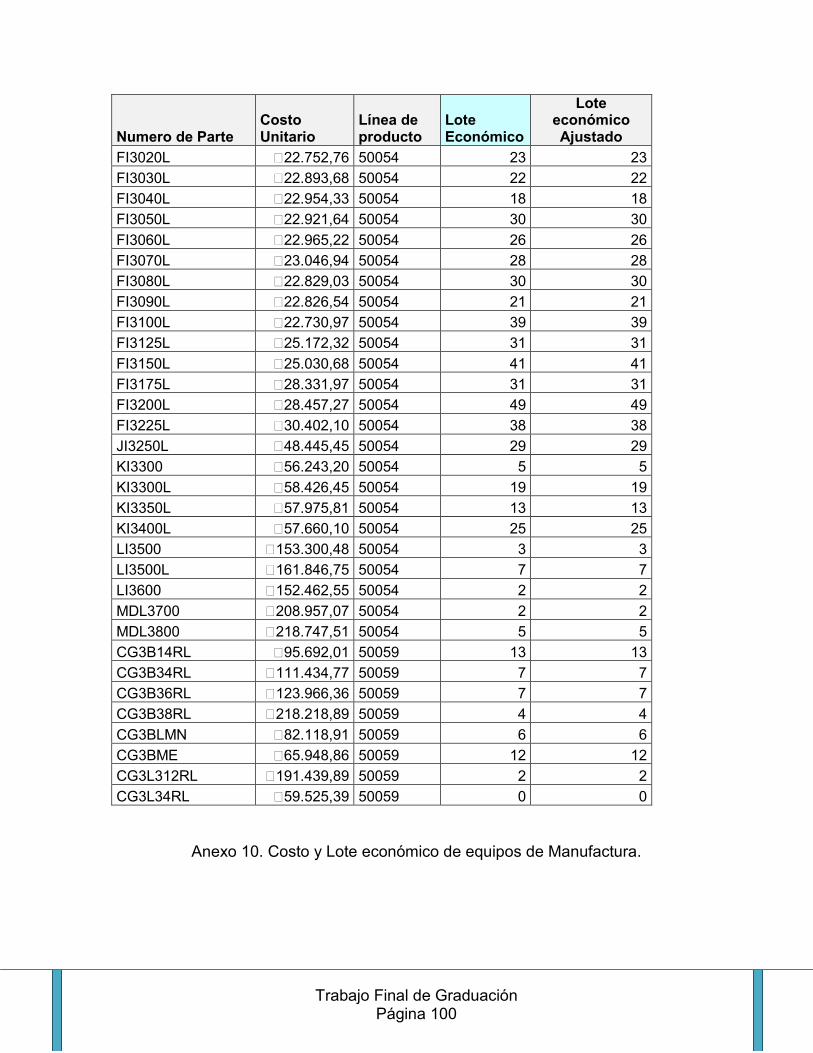
Trabajo Final de Graduación Página 100
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
FI3020L \22.752,76 50054 23 23 FI3030L \22.893,68 50054 22 22 FI3040L \22.954,33 50054 18 18 FI3050L \22.921,64 50054 30 30 FI3060L \22.965,22 50054 26 26 FI3070L \23.046,94 50054 28 28 FI3080L \22.829,03 50054 30 30 FI3090L \22.826,54 50054 21 21 FI3100L \22.730,97 50054 39 39 FI3125L \25.172,32 50054 31 31 FI3150L \25.030,68 50054 41 41 FI3175L \28.331,97 50054 31 31 FI3200L \28.457,27 50054 49 49 FI3225L \30.402,10 50054 38 38 JI3250L \48.445,45 50054 29 29 KI3300 \56.243,20 50054 5 5 KI3300L \58.426,45 50054 19 19 KI3350L \57.975,81 50054 13 13 KI3400L \57.660,10 50054 25 25 LI3500 \153.300,48 50054 3 3 LI3500L \161.846,75 50054 7 7 LI3600 \152.462,55 50054 2 2 MDL3700 \208.957,07 50054 2 2 MDL3800 \218.747,51 50054 5 5 CG3B14RL \95.692,01 50059 13 13 CG3B34RL \111.434,77 50059 7 7 CG3B36RL \123.966,36 50059 7 7 CG3B38RL \218.218,89 50059 4 4 CG3BLMN \82.118,91 50059 6 6 CG3BME \65.948,86 50059 12 12 CG3L312RL \191.439,89 50059 2 2 CG3L34RL \59.525,39 50059 0 0
Anexo 10. Costo y Lote económico de equipos de Manufactura.
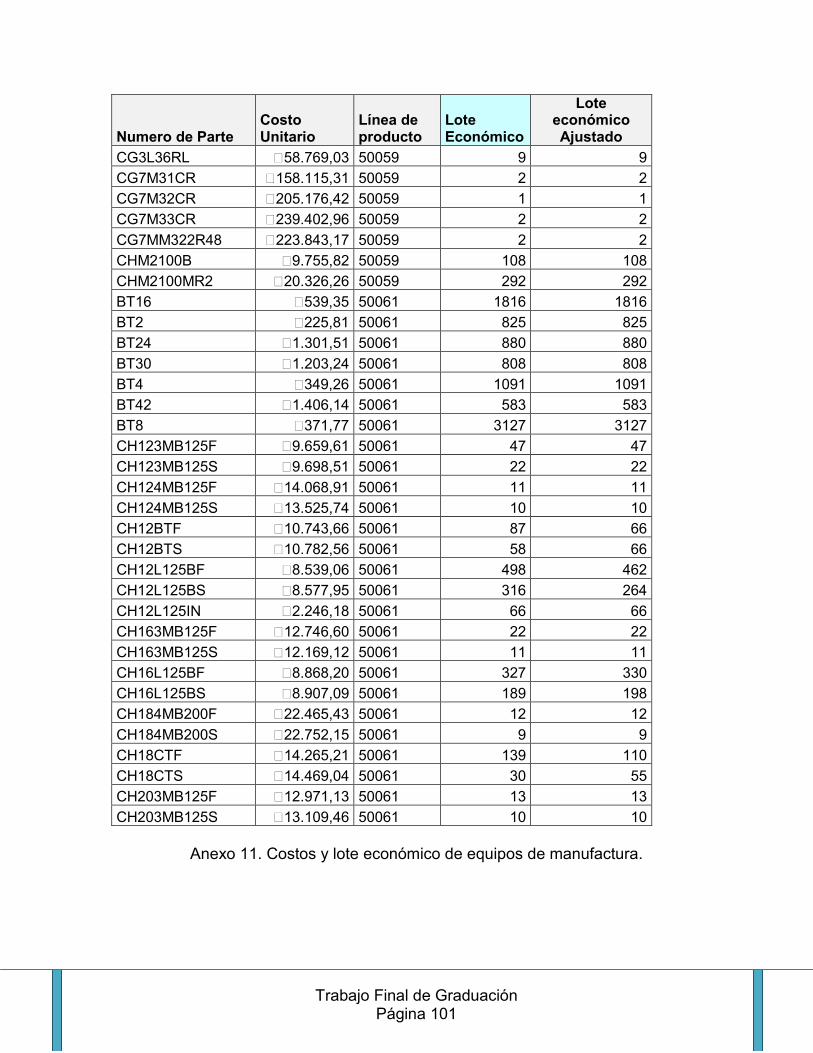
Trabajo Final de Graduación Página 101
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
CG3L36RL \58.769,03 50059 9 9 CG7M31CR \158.115,31 50059 2 2 CG7M32CR \205.176,42 50059 1 1 CG7M33CR \239.402,96 50059 2 2 CG7MM322R48 \223.843,17 50059 2 2 CHM2100B \9.755,82 50059 108 108 CHM2100MR2 \20.326,26 50059 292 292 BT16 \539,35 50061 1816 1816 BT2 \225,81 50061 825 825 BT24 \1.301,51 50061 880 880 BT30 \1.203,24 50061 808 808 BT4 \349,26 50061 1091 1091 BT42 \1.406,14 50061 583 583 BT8 \371,77 50061 3127 3127 CH123MB125F \9.659,61 50061 47 47 CH123MB125S \9.698,51 50061 22 22 CH124MB125F \14.068,91 50061 11 11 CH124MB125S \13.525,74 50061 10 10 CH12BTF \10.743,66 50061 87 66 CH12BTS \10.782,56 50061 58 66 CH12L125BF \8.539,06 50061 498 462 CH12L125BS \8.577,95 50061 316 264 CH12L125IN \2.246,18 50061 66 66 CH163MB125F \12.746,60 50061 22 22 CH163MB125S \12.169,12 50061 11 11 CH16L125BF \8.868,20 50061 327 330 CH16L125BS \8.907,09 50061 189 198 CH184MB200F \22.465,43 50061 12 12 CH184MB200S \22.752,15 50061 9 9 CH18CTF \14.265,21 50061 139 110 CH18CTS \14.469,04 50061 30 55 CH203MB125F \12.971,13 50061 13 13 CH203MB125S \13.109,46 50061 10 10
Anexo 11. Costos y lote económico de equipos de manufactura.
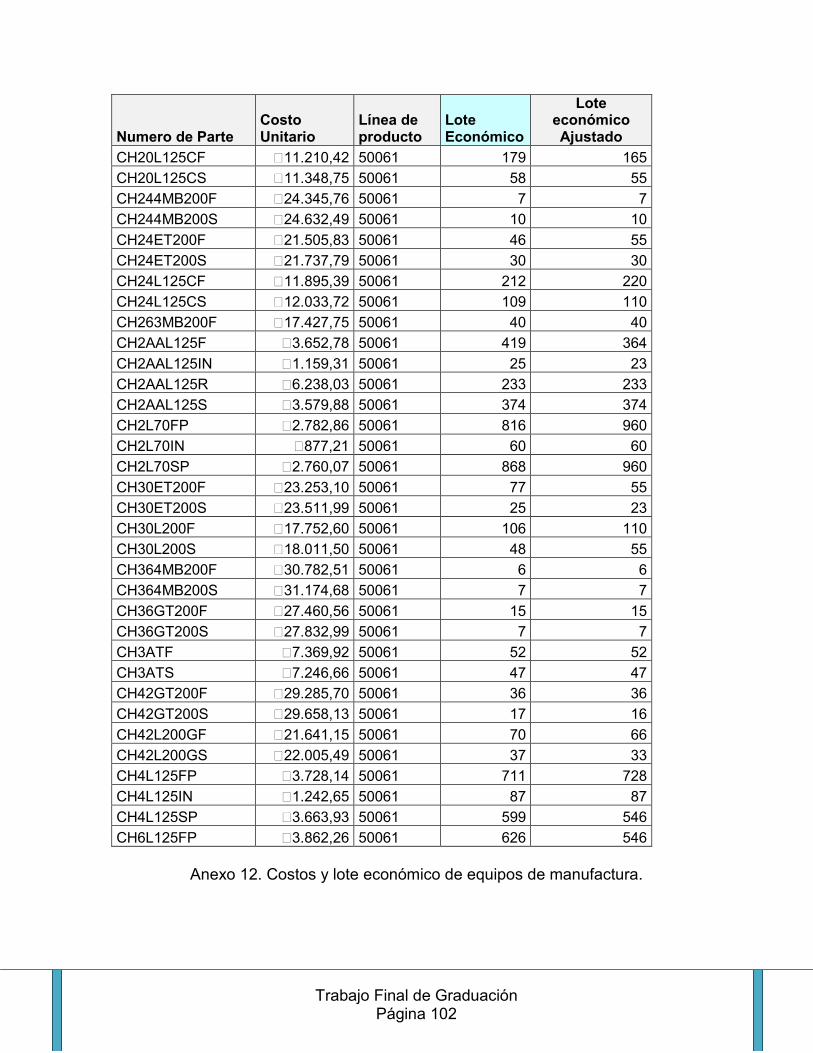
Trabajo Final de Graduación Página 102
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
CH20L125CF \11.210,42 50061 179 165 CH20L125CS \11.348,75 50061 58 55 CH244MB200F \24.345,76 50061 7 7 CH244MB200S \24.632,49 50061 10 10 CH24ET200F \21.505,83 50061 46 55 CH24ET200S \21.737,79 50061 30 30 CH24L125CF \11.895,39 50061 212 220 CH24L125CS \12.033,72 50061 109 110 CH263MB200F \17.427,75 50061 40 40 CH2AAL125F \3.652,78 50061 419 364 CH2AAL125IN \1.159,31 50061 25 23 CH2AAL125R \6.238,03 50061 233 233 CH2AAL125S \3.579,88 50061 374 374 CH2L70FP \2.782,86 50061 816 960 CH2L70IN \877,21 50061 60 60 CH2L70SP \2.760,07 50061 868 960 CH30ET200F \23.253,10 50061 77 55 CH30ET200S \23.511,99 50061 25 23 CH30L200F \17.752,60 50061 106 110 CH30L200S \18.011,50 50061 48 55 CH364MB200F \30.782,51 50061 6 6 CH364MB200S \31.174,68 50061 7 7 CH36GT200F \27.460,56 50061 15 15 CH36GT200S \27.832,99 50061 7 7 CH3ATF \7.369,92 50061 52 52 CH3ATS \7.246,66 50061 47 47 CH42GT200F \29.285,70 50061 36 36 CH42GT200S \29.658,13 50061 17 16 CH42L200GF \21.641,15 50061 70 66 CH42L200GS \22.005,49 50061 37 33 CH4L125FP \3.728,14 50061 711 728 CH4L125IN \1.242,65 50061 87 87 CH4L125SP \3.663,93 50061 599 546 CH6L125FP \3.862,26 50061 626 546
Anexo 12. Costos y lote económico de equipos de manufactura.
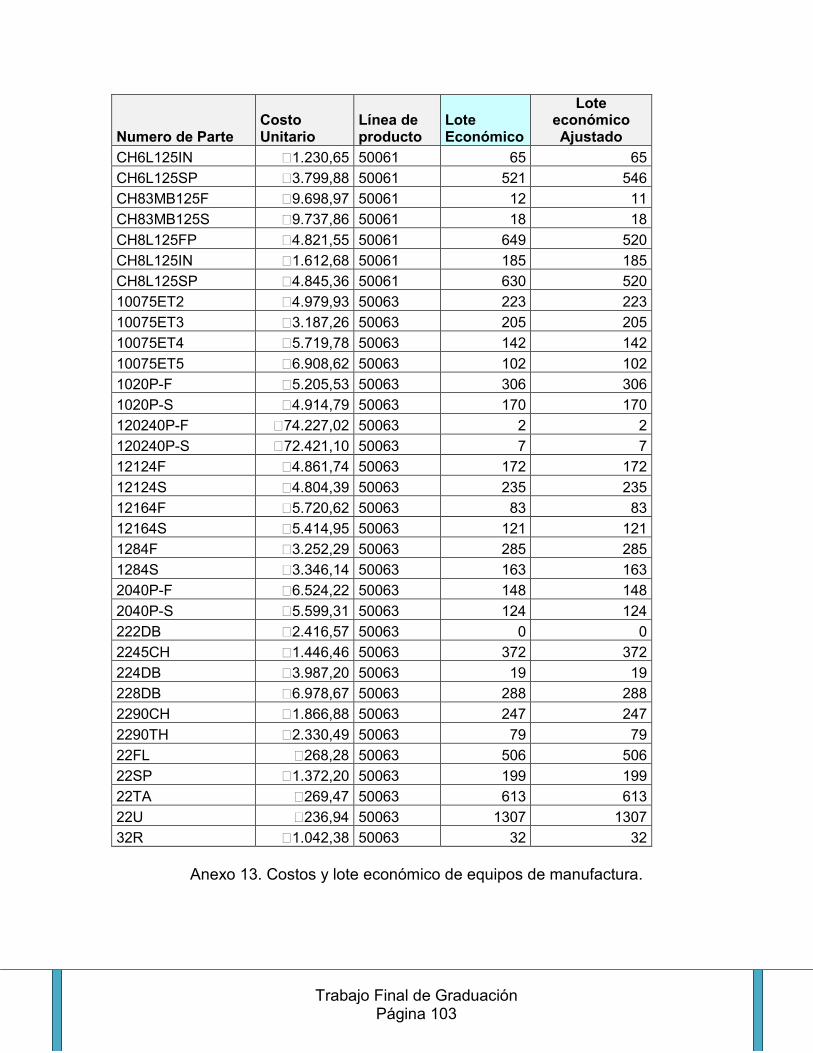
Trabajo Final de Graduación Página 103
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
CH6L125IN \1.230,65 50061 65 65 CH6L125SP \3.799,88 50061 521 546 CH83MB125F \9.698,97 50061 12 11 CH83MB125S \9.737,86 50061 18 18 CH8L125FP \4.821,55 50061 649 520 CH8L125IN \1.612,68 50061 185 185 CH8L125SP \4.845,36 50061 630 520 10075ET2 \4.979,93 50063 223 223 10075ET3 \3.187,26 50063 205 205 10075ET4 \5.719,78 50063 142 142 10075ET5 \6.908,62 50063 102 102 1020P-F \5.205,53 50063 306 306 1020P-S \4.914,79 50063 170 170 120240P-F \74.227,02 50063 2 2 120240P-S \72.421,10 50063 7 7 12124F \4.861,74 50063 172 172 12124S \4.804,39 50063 235 235 12164F \5.720,62 50063 83 83 12164S \5.414,95 50063 121 121 1284F \3.252,29 50063 285 285 1284S \3.346,14 50063 163 163 2040P-F \6.524,22 50063 148 148 2040P-S \5.599,31 50063 124 124 222DB \2.416,57 50063 0 0 2245CH \1.446,46 50063 372 372 224DB \3.987,20 50063 19 19 228DB \6.978,67 50063 288 288 2290CH \1.866,88 50063 247 247 2290TH \2.330,49 50063 79 79 22FL \268,28 50063 506 506 22SP \1.372,20 50063 199 199 22TA \269,47 50063 613 613 22U \236,94 50063 1307 1307 32R \1.042,38 50063 32 32
Anexo 13. Costos y lote económico de equipos de manufactura.
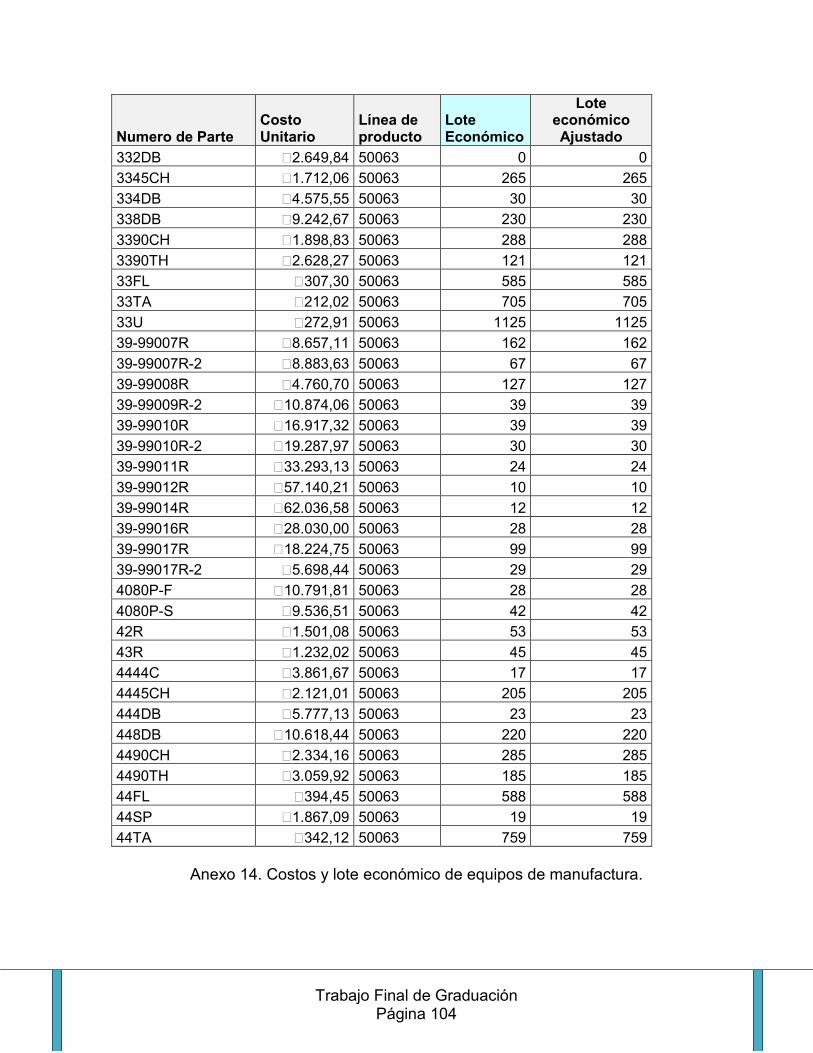
Trabajo Final de Graduación Página 104
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
332DB \2.649,84 50063 0 0 3345CH \1.712,06 50063 265 265 334DB \4.575,55 50063 30 30 338DB \9.242,67 50063 230 230 3390CH \1.898,83 50063 288 288 3390TH \2.628,27 50063 121 121 33FL \307,30 50063 585 585 33TA \212,02 50063 705 705 33U \272,91 50063 1125 1125 39-99007R \8.657,11 50063 162 162 39-99007R-2 \8.883,63 50063 67 67 39-99008R \4.760,70 50063 127 127 39-99009R-2 \10.874,06 50063 39 39 39-99010R \16.917,32 50063 39 39 39-99010R-2 \19.287,97 50063 30 30 39-99011R \33.293,13 50063 24 24 39-99012R \57.140,21 50063 10 10 39-99014R \62.036,58 50063 12 12 39-99016R \28.030,00 50063 28 28 39-99017R \18.224,75 50063 99 99 39-99017R-2 \5.698,44 50063 29 29 4080P-F \10.791,81 50063 28 28 4080P-S \9.536,51 50063 42 42 42R \1.501,08 50063 53 53 43R \1.232,02 50063 45 45 4444C \3.861,67 50063 17 17 4445CH \2.121,01 50063 205 205 444DB \5.777,13 50063 23 23 448DB \10.618,44 50063 220 220 4490CH \2.334,16 50063 285 285 4490TH \3.059,92 50063 185 185 44FL \394,45 50063 588 588 44SP \1.867,09 50063 19 19 44TA \342,12 50063 759 759
Anexo 14. Costos y lote económico de equipos de manufactura.
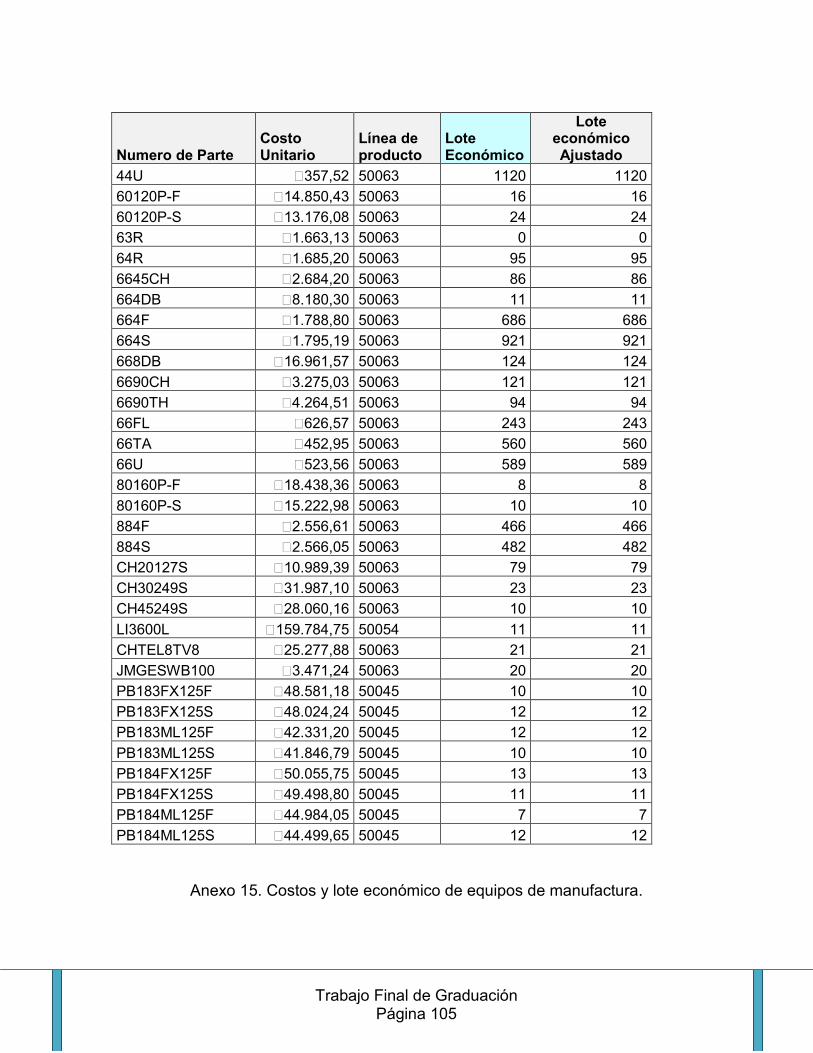
Trabajo Final de Graduación Página 105
Numero de Parte Costo Unitario
Línea de producto
Lote Económico
Lote económico Ajustado
44U \357,52 50063 1120 1120 60120P-F \14.850,43 50063 16 16 60120P-S \13.176,08 50063 24 24 63R \1.663,13 50063 0 0 64R \1.685,20 50063 95 95 6645CH \2.684,20 50063 86 86 664DB \8.180,30 50063 11 11 664F \1.788,80 50063 686 686 664S \1.795,19 50063 921 921 668DB \16.961,57 50063 124 124 6690CH \3.275,03 50063 121 121 6690TH \4.264,51 50063 94 94 66FL \626,57 50063 243 243 66TA \452,95 50063 560 560 66U \523,56 50063 589 589 80160P-F \18.438,36 50063 8 8 80160P-S \15.222,98 50063 10 10 884F \2.556,61 50063 466 466 884S \2.566,05 50063 482 482 CH20127S \10.989,39 50063 79 79 CH30249S \31.987,10 50063 23 23 CH45249S \28.060,16 50063 10 10 LI3600L \159.784,75 50054 11 11 CHTEL8TV8 \25.277,88 50063 21 21 JMGESWB100 \3.471,24 50063 20 20 PB183FX125F \48.581,18 50045 10 10 PB183FX125S \48.024,24 50045 12 12 PB183ML125F \42.331,20 50045 12 12 PB183ML125S \41.846,79 50045 10 10 PB184FX125F \50.055,75 50045 13 13 PB184FX125S \49.498,80 50045 11 11 PB184ML125F \44.984,05 50045 7 7 PB184ML125S \44.499,65 50045 12 12
Anexo 15. Costos y lote económico de equipos de manufactura.
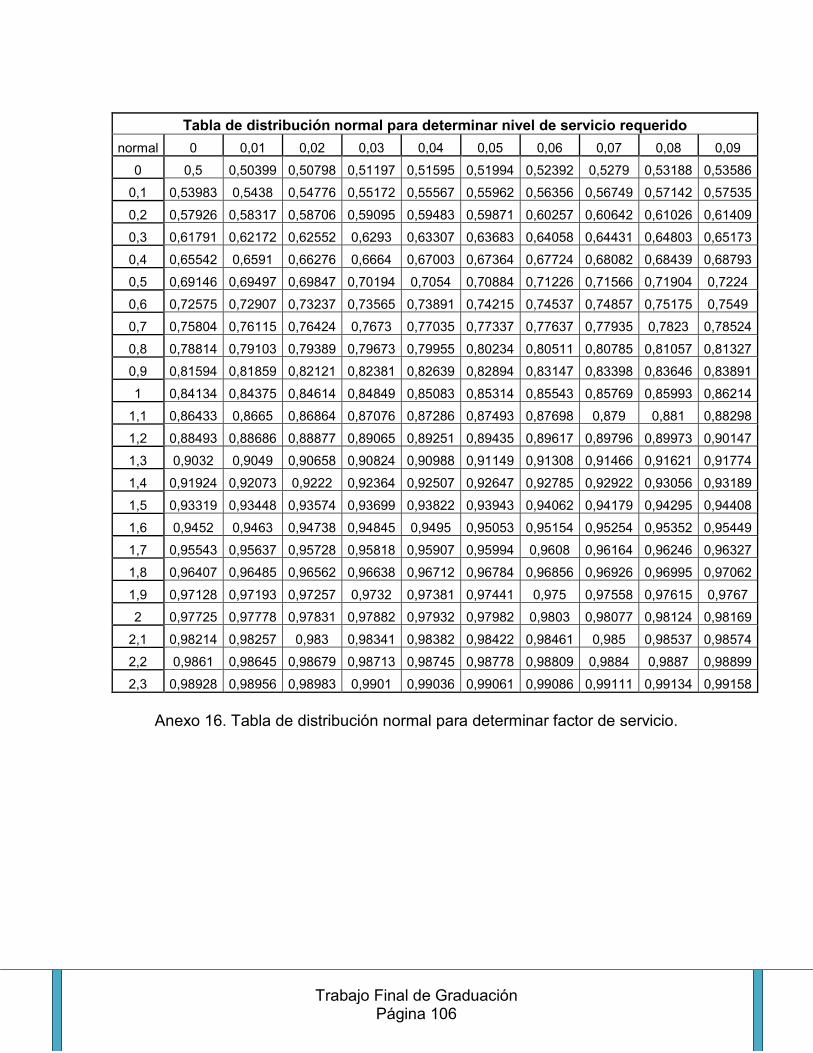
Trabajo Final de Graduación Página 106
Tabla de distribución normal para determinar nivel de servicio requerido
normal 0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0 0,5 0,50399 0,50798 0,51197 0,51595 0,51994 0,52392 0,5279 0,53188 0,53586
0,1 0,53983 0,5438 0,54776 0,55172 0,55567 0,55962 0,56356 0,56749 0,57142 0,57535
0,2 0,57926 0,58317 0,58706 0,59095 0,59483 0,59871 0,60257 0,60642 0,61026 0,61409
0,3 0,61791 0,62172 0,62552 0,6293 0,63307 0,63683 0,64058 0,64431 0,64803 0,65173
0,4 0,65542 0,6591 0,66276 0,6664 0,67003 0,67364 0,67724 0,68082 0,68439 0,68793
0,5 0,69146 0,69497 0,69847 0,70194 0,7054 0,70884 0,71226 0,71566 0,71904 0,7224
0,6 0,72575 0,72907 0,73237 0,73565 0,73891 0,74215 0,74537 0,74857 0,75175 0,7549
0,7 0,75804 0,76115 0,76424 0,7673 0,77035 0,77337 0,77637 0,77935 0,7823 0,78524
0,8 0,78814 0,79103 0,79389 0,79673 0,79955 0,80234 0,80511 0,80785 0,81057 0,81327
0,9 0,81594 0,81859 0,82121 0,82381 0,82639 0,82894 0,83147 0,83398 0,83646 0,83891
1 0,84134 0,84375 0,84614 0,84849 0,85083 0,85314 0,85543 0,85769 0,85993 0,86214
1,1 0,86433 0,8665 0,86864 0,87076 0,87286 0,87493 0,87698 0,879 0,881 0,88298
1,2 0,88493 0,88686 0,88877 0,89065 0,89251 0,89435 0,89617 0,89796 0,89973 0,90147
1,3 0,9032 0,9049 0,90658 0,90824 0,90988 0,91149 0,91308 0,91466 0,91621 0,91774
1,4 0,91924 0,92073 0,9222 0,92364 0,92507 0,92647 0,92785 0,92922 0,93056 0,93189
1,5 0,93319 0,93448 0,93574 0,93699 0,93822 0,93943 0,94062 0,94179 0,94295 0,94408
1,6 0,9452 0,9463 0,94738 0,94845 0,9495 0,95053 0,95154 0,95254 0,95352 0,95449
1,7 0,95543 0,95637 0,95728 0,95818 0,95907 0,95994 0,9608 0,96164 0,96246 0,96327
1,8 0,96407 0,96485 0,96562 0,96638 0,96712 0,96784 0,96856 0,96926 0,96995 0,97062
1,9 0,97128 0,97193 0,97257 0,9732 0,97381 0,97441 0,975 0,97558 0,97615 0,9767
2 0,97725 0,97778 0,97831 0,97882 0,97932 0,97982 0,9803 0,98077 0,98124 0,98169
2,1 0,98214 0,98257 0,983 0,98341 0,98382 0,98422 0,98461 0,985 0,98537 0,98574
2,2 0,9861 0,98645 0,98679 0,98713 0,98745 0,98778 0,98809 0,9884 0,9887 0,98899
2,3 0,98928 0,98956 0,98983 0,9901 0,99036 0,99061 0,99086 0,99111 0,99134 0,99158
Anexo 16. Tabla de distribución normal para determinar factor de servicio.
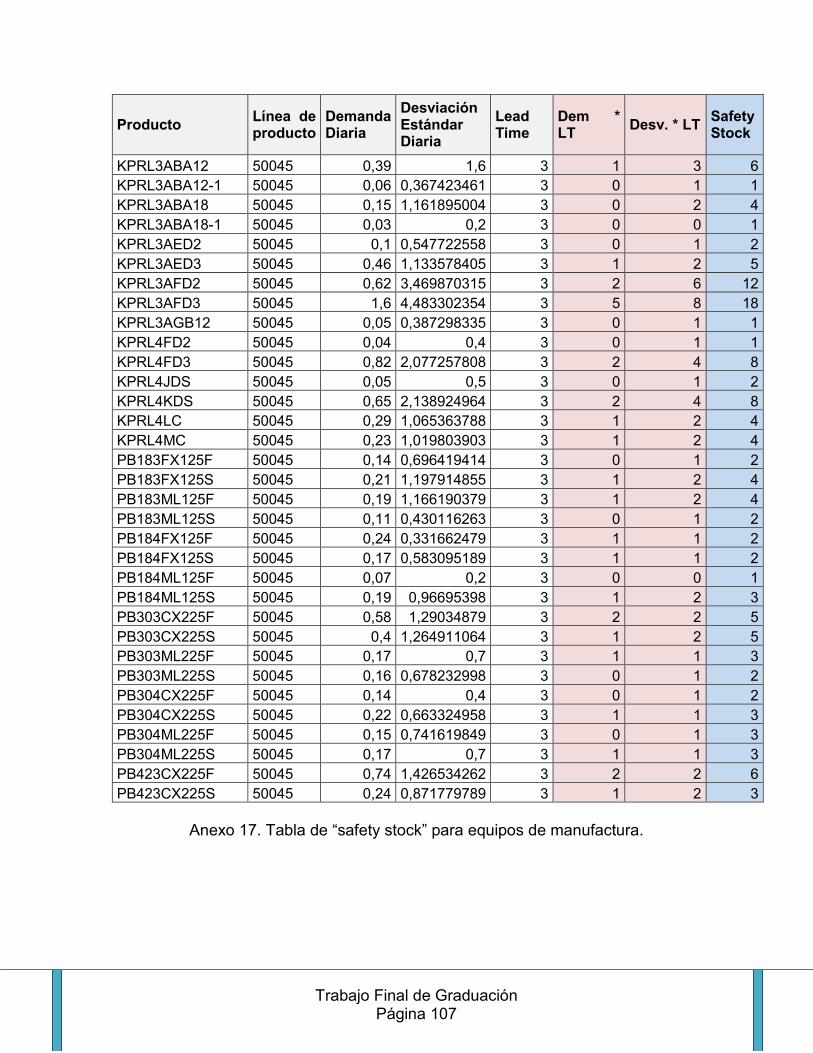
Trabajo Final de Graduación Página 107
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
KPRL3ABA12 50045 0,39 1,6 3 1 3 6 KPRL3ABA12-1 50045 0,06 0,367423461 3 0 1 1 KPRL3ABA18 50045 0,15 1,161895004 3 0 2 4 KPRL3ABA18-1 50045 0,03 0,2 3 0 0 1 KPRL3AED2 50045 0,1 0,547722558 3 0 1 2 KPRL3AED3 50045 0,46 1,133578405 3 1 2 5 KPRL3AFD2 50045 0,62 3,469870315 3 2 6 12 KPRL3AFD3 50045 1,6 4,483302354 3 5 8 18 KPRL3AGB12 50045 0,05 0,387298335 3 0 1 1 KPRL4FD2 50045 0,04 0,4 3 0 1 1 KPRL4FD3 50045 0,82 2,077257808 3 2 4 8 KPRL4JDS 50045 0,05 0,5 3 0 1 2 KPRL4KDS 50045 0,65 2,138924964 3 2 4 8 KPRL4LC 50045 0,29 1,065363788 3 1 2 4 KPRL4MC 50045 0,23 1,019803903 3 1 2 4 PB183FX125F 50045 0,14 0,696419414 3 0 1 2 PB183FX125S 50045 0,21 1,197914855 3 1 2 4 PB183ML125F 50045 0,19 1,166190379 3 1 2 4 PB183ML125S 50045 0,11 0,430116263 3 0 1 2 PB184FX125F 50045 0,24 0,331662479 3 1 1 2 PB184FX125S 50045 0,17 0,583095189 3 1 1 2 PB184ML125F 50045 0,07 0,2 3 0 0 1 PB184ML125S 50045 0,19 0,96695398 3 1 2 3 PB303CX225F 50045 0,58 1,29034879 3 2 2 5 PB303CX225S 50045 0,4 1,264911064 3 1 2 5 PB303ML225F 50045 0,17 0,7 3 1 1 3 PB303ML225S 50045 0,16 0,678232998 3 0 1 2 PB304CX225F 50045 0,14 0,4 3 0 1 2 PB304CX225S 50045 0,22 0,663324958 3 1 1 3 PB304ML225F 50045 0,15 0,741619849 3 0 1 3 PB304ML225S 50045 0,17 0,7 3 1 1 3 PB423CX225F 50045 0,74 1,426534262 3 2 2 6 PB423CX225S 50045 0,24 0,871779789 3 1 2 3
Anexo 17. Tabla de “safety stock” para equipos de manufactura.
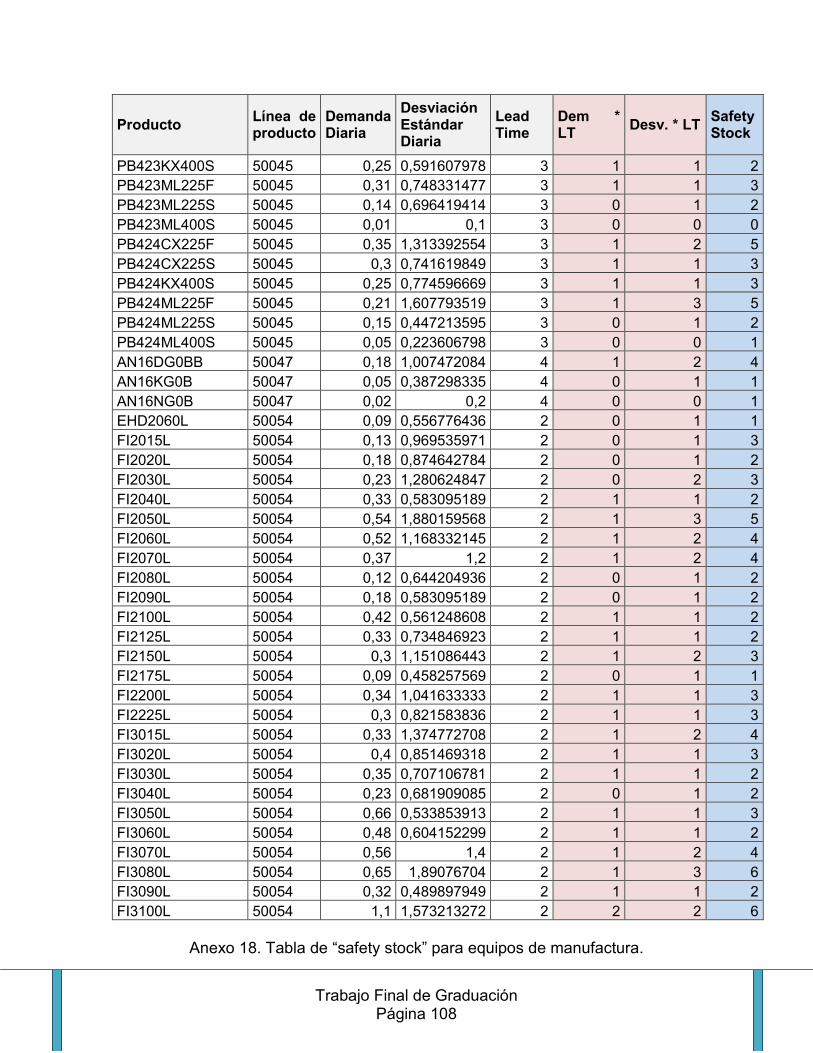
Trabajo Final de Graduación Página 108
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
PB423KX400S 50045 0,25 0,591607978 3 1 1 2 PB423ML225F 50045 0,31 0,748331477 3 1 1 3 PB423ML225S 50045 0,14 0,696419414 3 0 1 2 PB423ML400S 50045 0,01 0,1 3 0 0 0 PB424CX225F 50045 0,35 1,313392554 3 1 2 5 PB424CX225S 50045 0,3 0,741619849 3 1 1 3 PB424KX400S 50045 0,25 0,774596669 3 1 1 3 PB424ML225F 50045 0,21 1,607793519 3 1 3 5 PB424ML225S 50045 0,15 0,447213595 3 0 1 2 PB424ML400S 50045 0,05 0,223606798 3 0 0 1 AN16DG0BB 50047 0,18 1,007472084 4 1 2 4 AN16KG0B 50047 0,05 0,387298335 4 0 1 1 AN16NG0B 50047 0,02 0,2 4 0 0 1 EHD2060L 50054 0,09 0,556776436 2 0 1 1 FI2015L 50054 0,13 0,969535971 2 0 1 3 FI2020L 50054 0,18 0,874642784 2 0 1 2 FI2030L 50054 0,23 1,280624847 2 0 2 3 FI2040L 50054 0,33 0,583095189 2 1 1 2 FI2050L 50054 0,54 1,880159568 2 1 3 5 FI2060L 50054 0,52 1,168332145 2 1 2 4 FI2070L 50054 0,37 1,2 2 1 2 4 FI2080L 50054 0,12 0,644204936 2 0 1 2 FI2090L 50054 0,18 0,583095189 2 0 1 2 FI2100L 50054 0,42 0,561248608 2 1 1 2 FI2125L 50054 0,33 0,734846923 2 1 1 2 FI2150L 50054 0,3 1,151086443 2 1 2 3 FI2175L 50054 0,09 0,458257569 2 0 1 1 FI2200L 50054 0,34 1,041633333 2 1 1 3 FI2225L 50054 0,3 0,821583836 2 1 1 3 FI3015L 50054 0,33 1,374772708 2 1 2 4 FI3020L 50054 0,4 0,851469318 2 1 1 3 FI3030L 50054 0,35 0,707106781 2 1 1 2 FI3040L 50054 0,23 0,681909085 2 0 1 2 FI3050L 50054 0,66 0,533853913 2 1 1 3 FI3060L 50054 0,48 0,604152299 2 1 1 2 FI3070L 50054 0,56 1,4 2 1 2 4 FI3080L 50054 0,65 1,89076704 2 1 3 6 FI3090L 50054 0,32 0,489897949 2 1 1 2 FI3100L 50054 1,1 1,573213272 2 2 2 6
Anexo 18. Tabla de “safety stock” para equipos de manufactura.
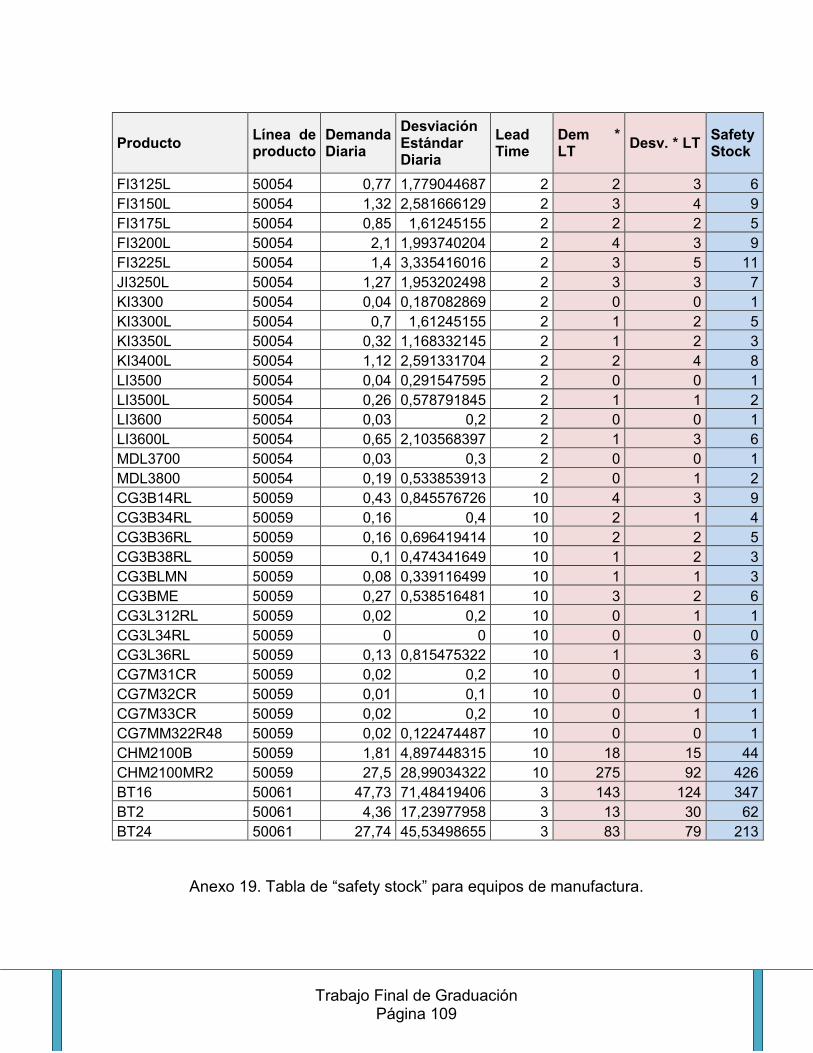
Trabajo Final de Graduación Página 109
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
FI3125L 50054 0,77 1,779044687 2 2 3 6 FI3150L 50054 1,32 2,581666129 2 3 4 9 FI3175L 50054 0,85 1,61245155 2 2 2 5 FI3200L 50054 2,1 1,993740204 2 4 3 9 FI3225L 50054 1,4 3,335416016 2 3 5 11 JI3250L 50054 1,27 1,953202498 2 3 3 7 KI3300 50054 0,04 0,187082869 2 0 0 1 KI3300L 50054 0,7 1,61245155 2 1 2 5 KI3350L 50054 0,32 1,168332145 2 1 2 3 KI3400L 50054 1,12 2,591331704 2 2 4 8 LI3500 50054 0,04 0,291547595 2 0 0 1 LI3500L 50054 0,26 0,578791845 2 1 1 2 LI3600 50054 0,03 0,2 2 0 0 1 LI3600L 50054 0,65 2,103568397 2 1 3 6 MDL3700 50054 0,03 0,3 2 0 0 1 MDL3800 50054 0,19 0,533853913 2 0 1 2 CG3B14RL 50059 0,43 0,845576726 10 4 3 9 CG3B34RL 50059 0,16 0,4 10 2 1 4 CG3B36RL 50059 0,16 0,696419414 10 2 2 5 CG3B38RL 50059 0,1 0,474341649 10 1 2 3 CG3BLMN 50059 0,08 0,339116499 10 1 1 3 CG3BME 50059 0,27 0,538516481 10 3 2 6 CG3L312RL 50059 0,02 0,2 10 0 1 1 CG3L34RL 50059 0 0 10 0 0 0 CG3L36RL 50059 0,13 0,815475322 10 1 3 6 CG7M31CR 50059 0,02 0,2 10 0 1 1 CG7M32CR 50059 0,01 0,1 10 0 0 1 CG7M33CR 50059 0,02 0,2 10 0 1 1 CG7MM322R48 50059 0,02 0,122474487 10 0 0 1 CHM2100B 50059 1,81 4,897448315 10 18 15 44 CHM2100MR2 50059 27,5 28,99034322 10 275 92 426 BT16 50061 47,73 71,48419406 3 143 124 347 BT2 50061 4,36 17,23977958 3 13 30 62 BT24 50061 27,74 45,53498655 3 83 79 213
Anexo 19. Tabla de “safety stock” para equipos de manufactura.
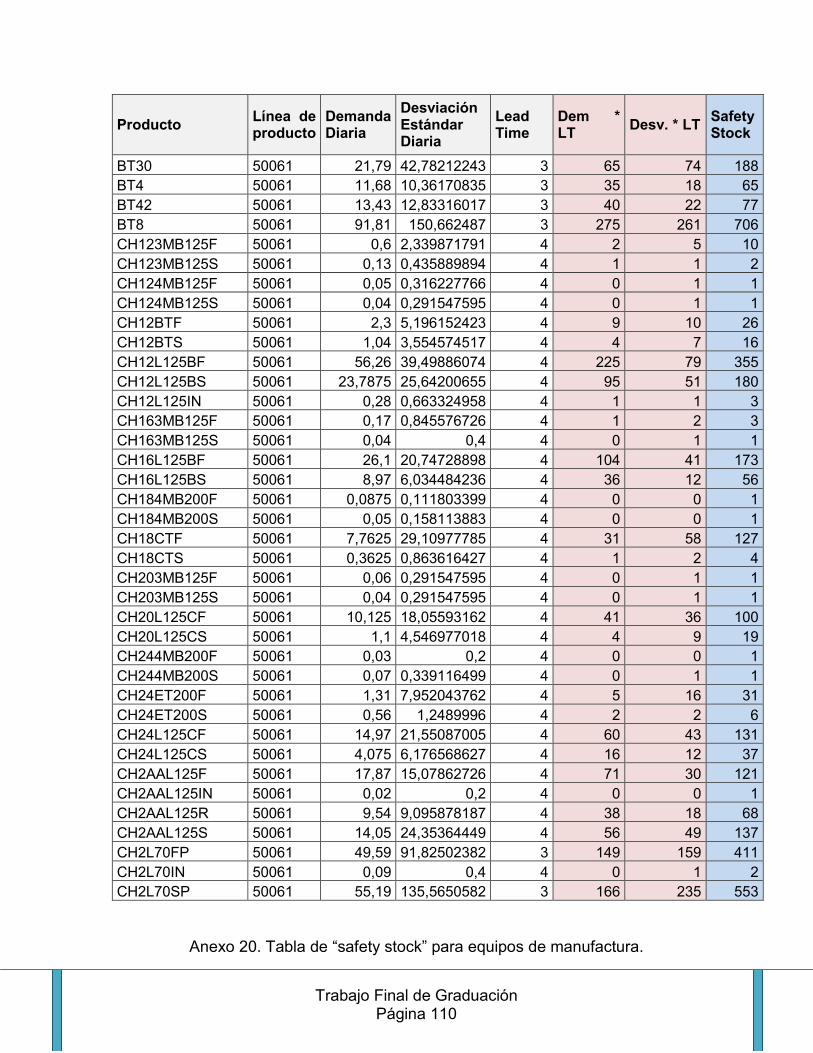
Trabajo Final de Graduación Página 110
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
BT30 50061 21,79 42,78212243 3 65 74 188 BT4 50061 11,68 10,36170835 3 35 18 65 BT42 50061 13,43 12,83316017 3 40 22 77 BT8 50061 91,81 150,662487 3 275 261 706 CH123MB125F 50061 0,6 2,339871791 4 2 5 10 CH123MB125S 50061 0,13 0,435889894 4 1 1 2 CH124MB125F 50061 0,05 0,316227766 4 0 1 1 CH124MB125S 50061 0,04 0,291547595 4 0 1 1 CH12BTF 50061 2,3 5,196152423 4 9 10 26 CH12BTS 50061 1,04 3,554574517 4 4 7 16 CH12L125BF 50061 56,26 39,49886074 4 225 79 355 CH12L125BS 50061 23,7875 25,64200655 4 95 51 180 CH12L125IN 50061 0,28 0,663324958 4 1 1 3 CH163MB125F 50061 0,17 0,845576726 4 1 2 3 CH163MB125S 50061 0,04 0,4 4 0 1 1 CH16L125BF 50061 26,1 20,74728898 4 104 41 173 CH16L125BS 50061 8,97 6,034484236 4 36 12 56 CH184MB200F 50061 0,0875 0,111803399 4 0 0 1 CH184MB200S 50061 0,05 0,158113883 4 0 0 1 CH18CTF 50061 7,7625 29,10977785 4 31 58 127 CH18CTS 50061 0,3625 0,863616427 4 1 2 4 CH203MB125F 50061 0,06 0,291547595 4 0 1 1 CH203MB125S 50061 0,04 0,291547595 4 0 1 1 CH20L125CF 50061 10,125 18,05593162 4 41 36 100 CH20L125CS 50061 1,1 4,546977018 4 4 9 19 CH244MB200F 50061 0,03 0,2 4 0 0 1 CH244MB200S 50061 0,07 0,339116499 4 0 1 1 CH24ET200F 50061 1,31 7,952043762 4 5 16 31 CH24ET200S 50061 0,56 1,2489996 4 2 2 6 CH24L125CF 50061 14,97 21,55087005 4 60 43 131 CH24L125CS 50061 4,075 6,176568627 4 16 12 37 CH2AAL125F 50061 17,87 15,07862726 4 71 30 121 CH2AAL125IN 50061 0,02 0,2 4 0 0 1 CH2AAL125R 50061 9,54 9,095878187 4 38 18 68 CH2AAL125S 50061 14,05 24,35364449 4 56 49 137 CH2L70FP 50061 49,59 91,82502382 3 149 159 411 CH2L70IN 50061 0,09 0,4 4 0 1 2 CH2L70SP 50061 55,19 135,5650582 3 166 235 553
Anexo 20. Tabla de “safety stock” para equipos de manufactura.
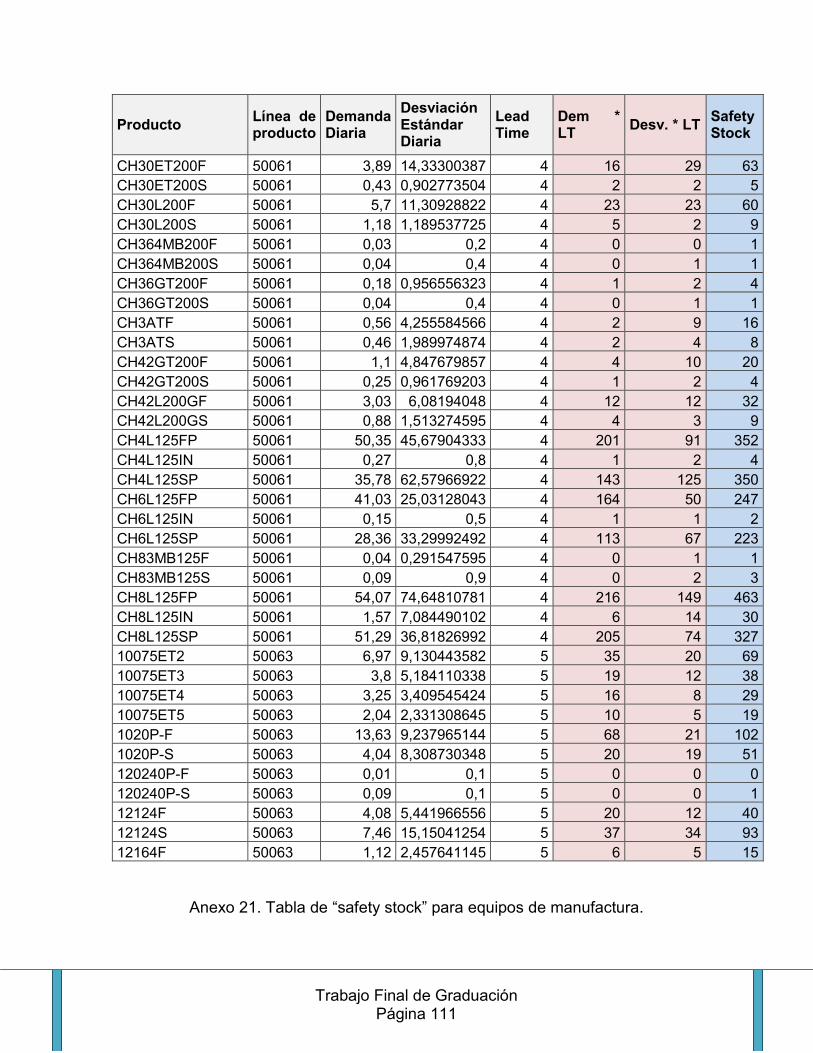
Trabajo Final de Graduación Página 111
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
CH30ET200F 50061 3,89 14,33300387 4 16 29 63 CH30ET200S 50061 0,43 0,902773504 4 2 2 5 CH30L200F 50061 5,7 11,30928822 4 23 23 60 CH30L200S 50061 1,18 1,189537725 4 5 2 9 CH364MB200F 50061 0,03 0,2 4 0 0 1 CH364MB200S 50061 0,04 0,4 4 0 1 1 CH36GT200F 50061 0,18 0,956556323 4 1 2 4 CH36GT200S 50061 0,04 0,4 4 0 1 1 CH3ATF 50061 0,56 4,255584566 4 2 9 16 CH3ATS 50061 0,46 1,989974874 4 2 4 8 CH42GT200F 50061 1,1 4,847679857 4 4 10 20 CH42GT200S 50061 0,25 0,961769203 4 1 2 4 CH42L200GF 50061 3,03 6,08194048 4 12 12 32 CH42L200GS 50061 0,88 1,513274595 4 4 3 9 CH4L125FP 50061 50,35 45,67904333 4 201 91 352 CH4L125IN 50061 0,27 0,8 4 1 2 4 CH4L125SP 50061 35,78 62,57966922 4 143 125 350 CH6L125FP 50061 41,03 25,03128043 4 164 50 247 CH6L125IN 50061 0,15 0,5 4 1 1 2 CH6L125SP 50061 28,36 33,29992492 4 113 67 223 CH83MB125F 50061 0,04 0,291547595 4 0 1 1 CH83MB125S 50061 0,09 0,9 4 0 2 3 CH8L125FP 50061 54,07 74,64810781 4 216 149 463 CH8L125IN 50061 1,57 7,084490102 4 6 14 30 CH8L125SP 50061 51,29 36,81826992 4 205 74 327 10075ET2 50063 6,97 9,130443582 5 35 20 69 10075ET3 50063 3,8 5,184110338 5 19 12 38 10075ET4 50063 3,25 3,409545424 5 16 8 29 10075ET5 50063 2,04 2,331308645 5 10 5 19 1020P-F 50063 13,63 9,237965144 5 68 21 102 1020P-S 50063 4,04 8,308730348 5 20 19 51 120240P-F 50063 0,01 0,1 5 0 0 0 120240P-S 50063 0,09 0,1 5 0 0 1 12124F 50063 4,08 5,441966556 5 20 12 40 12124S 50063 7,46 15,15041254 5 37 34 93 12164F 50063 1,12 2,457641145 5 6 5 15
Anexo 21. Tabla de “safety stock” para equipos de manufactura.
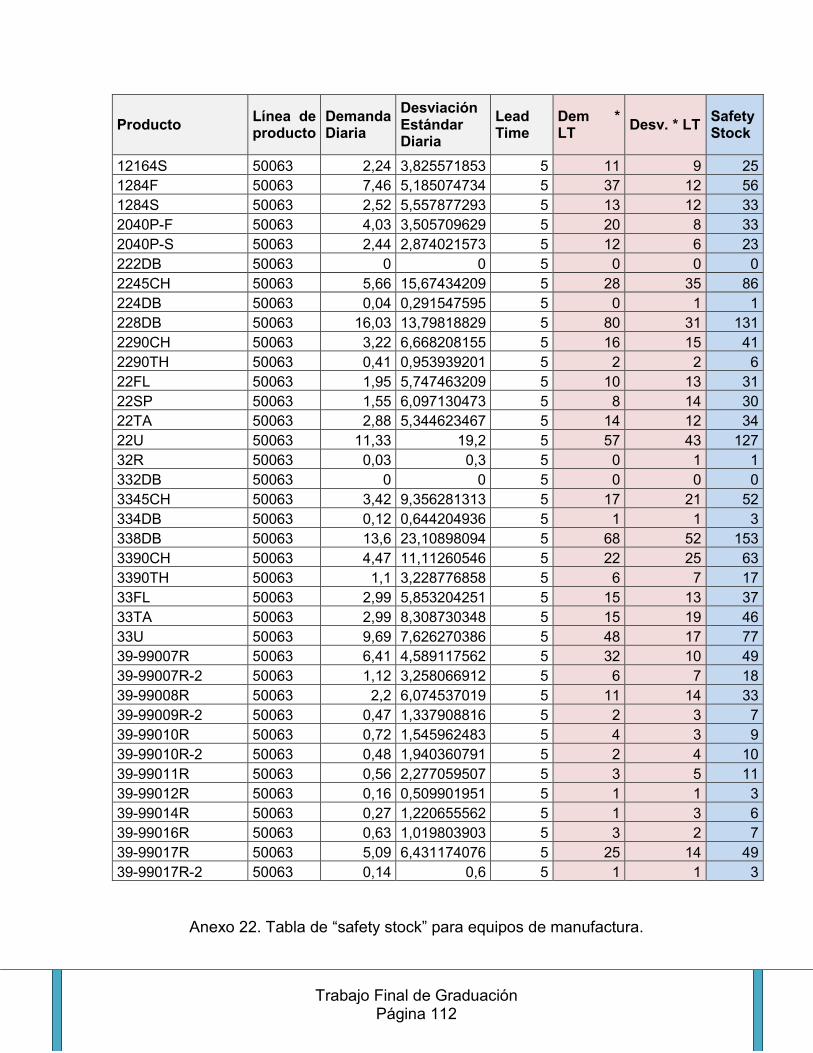
Trabajo Final de Graduación Página 112
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
12164S 50063 2,24 3,825571853 5 11 9 25 1284F 50063 7,46 5,185074734 5 37 12 56 1284S 50063 2,52 5,557877293 5 13 12 33 2040P-F 50063 4,03 3,505709629 5 20 8 33 2040P-S 50063 2,44 2,874021573 5 12 6 23 222DB 50063 0 0 5 0 0 0 2245CH 50063 5,66 15,67434209 5 28 35 86 224DB 50063 0,04 0,291547595 5 0 1 1 228DB 50063 16,03 13,79818829 5 80 31 131 2290CH 50063 3,22 6,668208155 5 16 15 41 2290TH 50063 0,41 0,953939201 5 2 2 6 22FL 50063 1,95 5,747463209 5 10 13 31 22SP 50063 1,55 6,097130473 5 8 14 30 22TA 50063 2,88 5,344623467 5 14 12 34 22U 50063 11,33 19,2 5 57 43 127 32R 50063 0,03 0,3 5 0 1 1 332DB 50063 0 0 5 0 0 0 3345CH 50063 3,42 9,356281313 5 17 21 52 334DB 50063 0,12 0,644204936 5 1 1 3 338DB 50063 13,6 23,10898094 5 68 52 153 3390CH 50063 4,47 11,11260546 5 22 25 63 3390TH 50063 1,1 3,228776858 5 6 7 17 33FL 50063 2,99 5,853204251 5 15 13 37 33TA 50063 2,99 8,308730348 5 15 19 46 33U 50063 9,69 7,626270386 5 48 17 77 39-99007R 50063 6,41 4,589117562 5 32 10 49 39-99007R-2 50063 1,12 3,258066912 5 6 7 18 39-99008R 50063 2,2 6,074537019 5 11 14 33 39-99009R-2 50063 0,47 1,337908816 5 2 3 7 39-99010R 50063 0,72 1,545962483 5 4 3 9 39-99010R-2 50063 0,48 1,940360791 5 2 4 10 39-99011R 50063 0,56 2,277059507 5 3 5 11 39-99012R 50063 0,16 0,509901951 5 1 1 3 39-99014R 50063 0,27 1,220655562 5 1 3 6 39-99016R 50063 0,63 1,019803903 5 3 2 7 39-99017R 50063 5,09 6,431174076 5 25 14 49 39-99017R-2 50063 0,14 0,6 5 1 1 3
Anexo 22. Tabla de “safety stock” para equipos de manufactura.
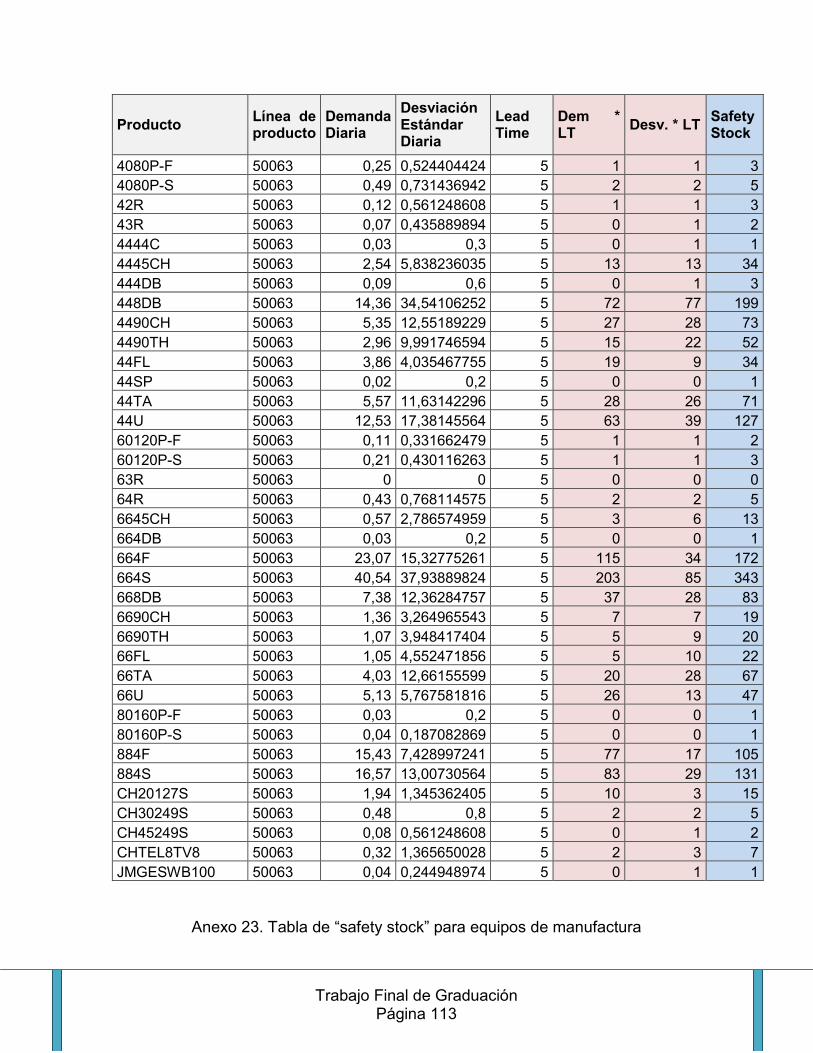
Trabajo Final de Graduación Página 113
Producto Línea de producto
Demanda Diaria
Desviación Estándar Diaria
Lead Time
Dem * LT Desv. * LT Safety Stock
4080P-F 50063 0,25 0,524404424 5 1 1 3 4080P-S 50063 0,49 0,731436942 5 2 2 5 42R 50063 0,12 0,561248608 5 1 1 3 43R 50063 0,07 0,435889894 5 0 1 2 4444C 50063 0,03 0,3 5 0 1 1 4445CH 50063 2,54 5,838236035 5 13 13 34 444DB 50063 0,09 0,6 5 0 1 3 448DB 50063 14,36 34,54106252 5 72 77 199 4490CH 50063 5,35 12,55189229 5 27 28 73 4490TH 50063 2,96 9,991746594 5 15 22 52 44FL 50063 3,86 4,035467755 5 19 9 34 44SP 50063 0,02 0,2 5 0 0 1 44TA 50063 5,57 11,63142296 5 28 26 71 44U 50063 12,53 17,38145564 5 63 39 127 60120P-F 50063 0,11 0,331662479 5 1 1 2 60120P-S 50063 0,21 0,430116263 5 1 1 3 63R 50063 0 0 5 0 0 0 64R 50063 0,43 0,768114575 5 2 2 5 6645CH 50063 0,57 2,786574959 5 3 6 13 664DB 50063 0,03 0,2 5 0 0 1 664F 50063 23,07 15,32775261 5 115 34 172 664S 50063 40,54 37,93889824 5 203 85 343 668DB 50063 7,38 12,36284757 5 37 28 83 6690CH 50063 1,36 3,264965543 5 7 7 19 6690TH 50063 1,07 3,948417404 5 5 9 20 66FL 50063 1,05 4,552471856 5 5 10 22 66TA 50063 4,03 12,66155599 5 20 28 67 66U 50063 5,13 5,767581816 5 26 13 47 80160P-F 50063 0,03 0,2 5 0 0 1 80160P-S 50063 0,04 0,187082869 5 0 0 1 884F 50063 15,43 7,428997241 5 77 17 105 884S 50063 16,57 13,00730564 5 83 29 131 CH20127S 50063 1,94 1,345362405 5 10 3 15 CH30249S 50063 0,48 0,8 5 2 2 5 CH45249S 50063 0,08 0,561248608 5 0 1 2 CHTEL8TV8 50063 0,32 1,365650028 5 2 3 7 JMGESWB100 50063 0,04 0,244948974 5 0 1 1
Anexo 23. Tabla de “safety stock” para equipos de manufactura
Trabajo Final de Graduación Página 114
Heredia, __ de_________de 200_
Sres. Miembros del Comité de Trabajos Finales de Graduación SD
Estimados señores:
He revisado y corregido el Trabajo Final de Graduación, denominado: _______
_____________________, elaborado por el (los) estudiante (s): ________________
___________________________________________________________________________, como requisito para que el (los) citado (s) estudiante (s) puedan optar por__ ________________________________________, con énfasis en ___________________________.
Considero que dicho trabajo cumple con los requisitos formales y de contenido exigidos por la Universidad, y por tanto lo recomiendo para su defensa oral ante el Consejo Asesor.
Suscribe cordialmente,