
UNIVERSIDAD TÉCNICA DEL NORTE - …repositorio.utn.edu.ec/bitstream/123456789/1068/1/04 IND...
272
I UNIVERSIDAD TÉCNICA DEL NORTE FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS CARRERA DE INGENIERÍA INDUSTRIAL IBARRA - ECUADOR TESIS DE GRADO PREVIA A LA OBTENCIÓN DEL TÍTULO DEL INGENIERA INDUSTRIAL TEMA: “ESTANDARIZACIÓN Y MEJORA DE LOS PROCESOS DEL ÁREA DE POST-COSECHA DE LA EMPRESA FLORÍCOLA FLORELOY S.A. EN LA CIUDAD DE CAYAMBE” PORTADA AUTOR: Nataly Andrea Molina Chaucanes. DIRECTOR: Ing. Edwin Rosero MSc. Julio, 2012
Transcript of UNIVERSIDAD TÉCNICA DEL NORTE - …repositorio.utn.edu.ec/bitstream/123456789/1068/1/04 IND...

I
UNIVERSIDAD TÉCNICA DEL NORTE
FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS
CARRERA DE INGENIERÍA INDUSTRIAL
IBARRA - ECUADOR
TESIS DE GRADO PREVIA A LA OBTENCIÓN DEL
TÍTULO DEL INGENIERA INDUSTRIAL
TEMA:
“ESTANDARIZACIÓN Y MEJORA DE LOS PROCESOS DEL
ÁREA DE POST-COSECHA DE LA EMPRESA FLORÍCOLA
FLORELOY S.A. EN LA CIUDAD DE CAYAMBE”
PORTADA
AUTOR: Nataly Andrea Molina Chaucanes.
DIRECTOR: Ing. Edwin Rosero MSc.
Julio, 2012

II
UNIVERSIDAD TÉCNICA DEL NORTE
FACULTAD DE INGENIERÍA EN CIENCIAS
APLICADAS
CARRERA DE INGENIERÍA INDUSTRIAL
NATALY ANDREA MOLINA CHAUCANES CARÁTULA
TESIS DE GRADO
“Estandarización y Mejora de los Procesos del Área de Post-
Cosecha de la Empresa Florícola FLORELOY S.A. en la
Ciudad de Cayambe”
2012

III
UNIVERSIDAD TÉCNICA DEL NORTE
FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS
CARRERA DE INGENIERÍA INDUSTRIAL
BIBLIOTECA UNIVERSITARIA
AUTORIZACIÓN DE USO Y PUBLICACIÓN
A FAVOR DE LA UNIVERSIDAD TÉCNICA DEL NORTE
1. IDENTIFICACIÓN DE LA OBRA
La Universidad Técnica del Norte dentro del proyecto Repositorio Digital Institucional
determina la necesidad de disponer de textos completos en formato digital con la finalidad de
apoyar los procesos de investigación, docencia y extensión de la universidad.
Por medio del presente documento dejo sentada mi voluntad de participar en este proyecto
para lo cual pongo a disposición la siguiente información:
DATOS CONTACTO
CÉDULA DE IDENTIDAD 172249523-9
APELLIDOS Y NOMBRES Molina Chaucanes Nataly Andrea
DIRECCIÓN Pichincha-Cayambe-Juan Montalvo-Barrio 1ro de Mayo.
EMAIL [email protected]
TELÉFONO FIJO 022127-692
TELÉFONO MÓVIL 099691754/092017852
DATOS DE LA OBRA
TEMA: “Estandarización y Mejora de los Procesos del Área de
Post-Cosecha de la empresa florícola FLORELOY S.A. en
la ciudad de Cayambe”
AUTOR: Molina Chaucanes Nataly Andrea
FECHA: 03 de Julio del 2012
PROGRÁMA : Pre-Grado
TÍTULO POR EL QUE OPTA: Ingeniería Industrial
DIRECTOR: Ing. Edwin Rosero MSc.
2. AUTORIZACIÓN DE USO A FAVOR DE LA UNIVERSIDAD
Yo, Nataly Andrea Molina Chaucanes, con cédula de identidad Nro. 172249523-9, en
calidad de autor y titular de los derechos patrimoniales de la obra o trabajo de grado descrito
anteriormente, hago entrega del ejemplar respectivo en forma digital y autorizo a la
Universidad Técnica del Norte, la publicación de la obra en el Repositorio Digital
Institucional y uso del archivo digital en la biblioteca de la universidad con fines académicos,
para ampliar la disponibilidad del material y como apoyo a la educación, investigación y
extensión, en concordancia con la Ley de Educación Superior Artículo 144.

IV
UNIVERSIDAD TÉCNICA DEL NORTE
FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS
CARRERA DE INGENIERÍA INDUSTRIAL
CESIÓN DE DERECHO DE AUTOR
DEL TRABAJO DE GRADO A FAVOR DE LA UNIVERSIDAD TÉCNICA
DEL NORTE
Yo, Nataly Andrea Molina Chaucanes, con cédula de identidad Nro. 172249523-9,
manifiesto mi voluntad de ceder a la Universidad Técnica del Norte los derechos
patrimoniales consagrados en la ley de propiedad intelectual del Ecuador, artículos
4,5 y 6 en calidad de autor del trabajo de grado denominado:
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la
empresa florícola FLORELOY S.A. en la ciudad de Cayambe” que ha sido
desarrollado para optar por el título de: Ingeniera Industrial, quedando la Universidad
facultada para ejercer plenamente los derechos cedidos anteriormente.
En mi condición de autora me reservo los derechos morales de la obra antes citada.
En concordancia suscribo este documento en el momento en el que hago la entrega
del trabajo final en formato impreso y digital a la biblioteca de la Universidad
Técnica del Norte.
Firma:
Nombre: Nataly Andrea Molina Chaucanes.
Cédula: 172249523-9.
Ibarra a los 4 días del mes de Julio del 2012.

Nataly Andrea Molina Chaucanes V UTN – FICA – CINDU
CERTIFICACIÓN
Ing. Edwin Rosero Director de la Tesis de Grado desarrollada por la señorita
Estudiante NATALY ANDREA MOLINA CHAUCANES
CERTIFICA
Que, el Proyecto de Tesis de grado titulado “Estandarización y Mejora de los
Procesos del Área de Post-Cosecha de la empresa florícola FLORELOY S.A. en la
ciudad de Cayambe”, ha sido realizado en su totalidad por la señorita estudiante
Nataly Andrea Molina Chaucanes bajo mi dirección, para la obtención del título de
Ingeniero Industrial. Luego de ser revisada, considerando que se encuentra concluido
y cumple con las exigencias y requisitos académicos de la Facultad de Ingeniería en
Ciencias Aplicadas, Carrera de Ingeniería Industrial, autoriza su presentación y
defensa para que pueda ser juzgado por el tribunal correspondiente.
Ing. Edwin Rosero Msc.
DIRECTOR DE TESIS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes VI UTN – FICA – CINDU
DEDICATORIA
La concepción de este proyecto de tesis está dedicada a
Dios y a mis padres Rafael y Doris. A Dios porque ha estado
conmigo a cada paso que doy, cuidándome y dándome fortaleza
para continuar, a mis padres, quienes a lo largo de mi vida han
velado por mi bienestar y educación siendo mi apoyo en todo
momento, sin ellos, jamás hubiese conseguido lo que hasta
ahora he logrado. Su tenacidad y lucha insaciable han hecho de
ellos el gran ejemplo a seguir y destacar, no solo para mí, sino
para mi hermano alejo, familia en general y amigos.
Depositando su entera confianza en cada reto que se me
presentaba sin dudar ni un solo momento en mi inteligencia y
capacidad.
Papito, mamita y hermano cada palabra de este trabajo
son para ustedes. Los amo con todo mí ser.
Nataly Andrea Molina.
Ibarra - Ecuador 2012.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes VII UTN – FICA – CINDU
AGRADECIMIENTOS
Agradezco a Dios por haberme guiado por el camino de la felicidad hasta ahora; a
cada uno de los que son parte de mi familia a mi PADRE Rafael Molina, mi
MADRE Doris Chaucanes y a mi hermano Alejo; por siempre haberme dado su
fuerza y apoyo incondicional que me han ayudado y llevado hasta donde estoy.
A mis profesores a quienes les debo gran parte de mis conocimientos, gracias a su
paciencia y enseñanza, y finalmente un eterno agradecimiento a esta prestigiosa
Universidad la cual abre sus puertas a jóvenes como yo, para ser parte de nuestra
preparación y darnos las bases para enfrentar un futuro competitivo y no dejando a
tras nuestra formación como buenos ciudadanos para la sociedad.
Gracias también a la Facultad de Ingeniería en Ciencias Aplicadas: Decano,
Subdecano, Secretario Abogado, Directores de Carrera, Profesores y Secretarias, por
su meritoria colaboración en la consecución de este logro. Al Ing. Edwin Armando
Rosero Rosero Director de Tesis, por haberme motivado a la realización de esta
investigación y por otorgarme las guías de cómo realizarlo.
Finalmente agradezco a la empresa FLORELOY S.A., y su Gerente Ing. Pablo
Monard por la apertura y ayuda en la recopilación de la información necesaria para
llevar a cabo esta investigación.
Nataly Andrea Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes VIII UTN – FICA – CINDU
ÍNDICE GENERAL
Contenido……………………………………………...……………..………..Pág. PORTADA .......................................................................................................................................... I
CARÁTULA ...................................................................................................................................... II
AUTORIZACIÓN DE USO Y PUBLICACIÓN .............................................................................. III
CESIÓN DE DERECHO DE AUTOR ............................................................................................. IV
CERTIFICACIÓN ............................................................................................................................. V
DEDICATORIA ............................................................................................................................... VI
AGRADECIMIENTOS .................................................................................................................. VII
ÍNDICE GENERAL ...................................................................................................................... VIII
ÍNDICE DE GRÁFICAS ............................................................................................................... XIII
ÍNDICE DE TABLAS .................................................................................................................... XV
ÍNDICE DE ANEXOS ................................................................................................................ XVIII
RESUMEN .................................................................................................................................... XIX
SUMARY .................................................................................................................................... XXII
INTRODUCCIÓN ...................................................................................................................... XXIV
PARTE TEÓRICA .................................................................................................................................. 1
ANTECEDENTES HISTÓRICOS DEL SECTOR FLORICOLA EN EL ECUADOR. .................... 2
CAPÍTULO I ........................................................................................................................................... 3
1. ANTECEDENTES HISTÓRICOS DEL SECTOR FLORICOLA EN EL ECUADOR. ........... 3
1.1. Sector Floricultor en Ecuador. ................................................................................................ 3
1.2. Información Histórica............................................................................................................. 5
1.3. Evolución de las Empresas Florícolas Ecuatorianas. ............................................................. 7
1.4. Zonas Productoras. ................................................................................................................. 8
1.5. Principales Productos Florícolas. ......................................................................................... 10
1.6. Situación Geográfica: localización de la empresa donde se da la investigación. ................. 11
1.6.1. Descripción del Cantón Cayambe. ................................................................................... 11
1.7. Descripción de las Áreas de una Empresa Florícola. ........................................................... 13
1.7.1. Organigrama Típico de una Empresa. .............................................................................. 13
1.7.2. Descripción general de los procesos principales en una empresa florícola. ..................... 14
1.7.2.1. Proceso de Comercialización. ...................................................................................... 14
1.7.3. Proceso de Compras. ........................................................................................................ 14
1.7.3.1. Compra de Plantas y Material Vegetal. ....................................................................... 14
1.7.3.2. Compra de Agroquímicos y Material de Empaque. ..................................................... 15
1.7.4. Proceso de Cultivo. .......................................................................................................... 15
1.7.5. Proceso de Apoyo. ........................................................................................................... 16
1.7.6. Proceso de Post-Cosecha. ................................................................................................ 17
1.7.7. Proceso de Planeación Estratégica y Administración de Recursos. ................................. 18
1.7.7.1. Infraestructura. ............................................................................................................. 18
1.7.7.2. Ambiente de Trabajo. .................................................................................................. 19
1.7.7.3. Talento Humano. ......................................................................................................... 19
1.8. Descripción del Área Post-Cosecha de una Empresa Florícola. ........................................... 20
1.8.1. Área de Post-Cosecha. ..................................................................................................... 20
1.8.2. Parámetros de Tratamientos de las flores en Post-Cosecha. ............................................ 21
1.8.3. Normas Generales de Clasificación de flores (Parámetros de calidad de la flor para
ingresas en el mercado internacional). .............................................................................................. 22
1.8.4. Características Operacionales de la Post-cosecha de flores. ............................................ 24
1.8.4.1. Condiciones Generales: ............................................................................................... 24
1.8.5. Administración de la Post-cosecha .................................................................................. 25
1.8.6. Manejo en Cuarto Frio ..................................................................................................... 26
1.8.7. Tipos de Productos. .......................................................................................................... 27

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes IX UTN – FICA – CINDU
1.8.7.1. Proceso y Control de calidad. ...................................................................................... 27
CAPÍTULO II ........................................................................................................................................ 30
2. ESTANDARIZACIÓN Y HERRAMIENTAS DE MEJORAMIENTO DE PROCESOS. ...... 30
2.1. Introducción. ........................................................................................................................ 30
2.2. Descripción de los procesos ................................................................................................. 30
2.3. Proceso vs Procedimiento. ................................................................................................... 32
2.4. Estandarización. ................................................................................................................... 33
2.4.1. Pasos Generales para la Estandarización que beneficie al tiempo y productividad de su
organización. ..................................................................................................................................... 33
2.4.2. Estandarización de Procesos. ........................................................................................... 34
2.4.2.1. Beneficios .................................................................................................................... 35
2.4.2.2. Beneficios de Imagen. ................................................................................................. 35
2.4.2.3. ¿Qué hacer para Estandarizar los Procesos? ................................................................ 36
2.5. Pensamiento Estadístico en el Control de los Procesos. ....................................................... 38
2.5.1. Control Estadístico de Procesos (SPC). ........................................................................... 39
2.5.1.1. Herramientas que permiten realizar la identificación y control de los procesos. ......... 40
2.6. Herramientas de Mejora de Procesos. .................................................................................. 42
2.6.1. Ciclo de gestión Básico – ciclo PHVA. ........................................................................... 42
2.6.2. La Ruta de la Calidad. ...................................................................................................... 42
2.6.2.1. Pasos de la Ruta de la Calidad. .................................................................................... 43
2.6.2.2. Diagramas. ................................................................................................................... 43
2.6.2.3. Diagrama de Flujo de los Procesos. ............................................................................. 44
2.7. Método sistemático de mejora de procesos .......................................................................... 46
2.8. Cuadro de herramientas básicas de la mejora de la Calidad. ............................................... 47
CAPÍTULO III ....................................................................................................................................... 50
3. TIEMPOS Y MOVIMIENTOS ................................................................................................ 50
3.1. Estudio de Movimientos ....................................................................................................... 50
3.1.1. Definición ........................................................................................................................ 50
3.1.2. Movimientos fundamentales usando therbligs ................................................................. 50
3.1.3. Economía de movimientos ............................................................................................... 51
3.1.4. Selección de la técnica ..................................................................................................... 52
3.2. El Factor Humano en la Toma de Tiempos .......................................................................... 53
3.2.1. Ambiente Físico en el Trabajo ......................................................................................... 53
3.2.2. Ambiente emocional en el trabajo .................................................................................... 53
3.2.3. Restricciones Fisiológicas del Trabajo. ............................................................................ 54
3.2.4. Estudio Hawthorne ........................................................................................................... 54
3.3. Estudio de Tiempos .............................................................................................................. 54
3.3.1. Alcance. ........................................................................................................................... 55
3.3.2. Historia ............................................................................................................................. 55
3.3.3. Campo de Aplicación. ...................................................................................................... 56
3.3.4. Estudio de Tiempos con Cronómetro. .............................................................................. 56
3.3.4.1. Requisitos Para la Toma de Tiempos con Cronómetro. ............................................... 57
3.3.4.2. Pasos Para su Realización. ........................................................................................... 58
3.3.4.3. Equipo a Utilizar Para la Toma de Tiempos ................................................................ 58
3.4. Calculo de número de muestras. ........................................................................................... 59
3.5. Tiempo Estándar. ................................................................................................................. 59
3.5.1. Cálculo de Tiempos . ....................................................................................................... 60
3.6. Políticas para el uso del Estudio de Tiempos y Movimientos. ............................................. 62
3.6.1. Introducción. .................................................................................................................... 62
CAPÍTULO IV ...................................................................................................................................... 70
4. PRODUCTIVIDAD Y PRODUCCIÓN ................................................................................... 70

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes X UTN – FICA – CINDU
4.1. Productividad. ...................................................................................................................... 70
4.1.1. Introducción. .................................................................................................................... 70
4.1.2. Importancia de la Productividad. ..................................................................................... 70
4.1.3. ¿Qué es la Productividad? ................................................................................................ 71
4.1.4. Concepto de Productividad en diversos Organismos Internacionales. ............................. 72
4.1.5. Calidad y Productividad: Dos conceptos muy ligados. .................................................... 72
4.1.6. ¿Cómo se mide la Productividad? .................................................................................... 73
4.1.7. Variables de la Productividad .......................................................................................... 75
4.2. Mejora de la Productividad. ................................................................................................. 76
4.3. Concepto Final. .................................................................................................................... 76
4.4. Sistemas de Producción. ....................................................................................................... 76
4.4.1. Introducción. .................................................................................................................... 77
4.4.2. Breve Historia de los Estudios Sobre la Producción. ....................................................... 78
4.4.3. Funcionamiento del Sistema de Producción. ................................................................... 79
4.4.4. Relaciones del sistema de Producción. ............................................................................ 79
PARTE PRÁCTICA .............................................................................................................................. 81
CAPÍTULO V ........................................................................................................................................ 83
5. DIAGNÓSTICO ACTUAL DE LOS PROCESOS EN EL ÁREA DE POST-COSECHA DE
FLORELOY S.A. .............................................................................................................................. 83
5.1. Descripción de la Empresa Florícola FLORELOY S.A. ...................................................... 83
5.1.1. Organigrama General de la Empresa. .............................................................................. 84
5.1.2. Misión, Visión y política de Calidad de la Empresa. ....................................................... 84
5.1.2.1. FLORELOY S.A. Misión. ........................................................................................... 84
5.1.2.2. FLORELOY S.A. Visión. ............................................................................................ 85
5.1.2.3. Política de Calidad. ...................................................................................................... 85
5.1.3. Exportaciones de Flor Eloy, cifras en porcentajes ........................................................... 85
5.1.4. Talento Humano. .............................................................................................................. 85
5.1.5. Datos Cuantitativos de la Producción de Floreloy. .......................................................... 86
5.2. Descripción del área de Post-Cosecha de la empresa Florícola FLORELOY S.A ............... 88
5.2.1. Tipo de Producción en el área de post-cosecha. ............................................................... 88
5.2.2. Materia Prima Utilizada por Post-Cosecha. ..................................................................... 88
5.2.3. Línea actual de procesamiento en Post- cosecha.............................................................. 90
5.2.3.1. Recepción de la flor en el cuarto pre-frio. ................................................................... 93
5.2.3.2. Descargue de las mallas y cajas de flor en el cuarto de pre- frio. ................................ 94
5.2.3.3. Hidratación. ................................................................................................................. 95
5.2.3.4. Transporte de la flor del área de pre-frio a la sala de procesamiento........................... 96
5.2.3.5. Clasificación ................................................................................................................ 97
5.2.3.6. Boncheo ....................................................................................................................... 99
5.2.3.7. Traslado de bonches .................................................................................................. 100
5.2.3.8. Control de calidad. ..................................................................................................... 101
5.2.3.9. Hidratación en ambiente de la sala. ........................................................................... 102
5.2.3.10. Hidratación en Cuarto Frío. ....................................................................................... 103
5.2.3.11. Colocación del código de barras a los bonches. (Digitación) .................................... 104
5.2.3.12. Empaque de bonches. ................................................................................................ 105
5.2.3.13. Ubicación de cajas según características en Bodega de producto terminado............. 106
5.3. Análisis de los procesos del área de Post-Cosecha. ............................................................ 107
5.3.1. Diagrama árbol de Flujos de los procesos en Post-Cosecha .......................................... 108
5.3.1.1. Encabezado de los documentos de los diagramas ...................................................... 108
5.3.1.2. Diagrama árbol de los procesos de Post-Cosecha ...................................................... 109
5.3.2. Mapeo de Procesos Actuales. ......................................................................................... 120
5.3.2.1. Diagrama de flujo de proceso actual.......................................................................... 120
5.3.2.2. Diagrama de recorrido actual. .................................................................................... 123

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XI UTN – FICA – CINDU
5.3.3. Análisis del producto procesado. (Desde el cultivo de las rosas hasta el armado de ramos
y el empaque) .................................................................................................................................. 129
CAPÍTULO VI .................................................................................................................................... 132
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS EN LAS ACTIVIDADES DE
CLASIFICACIÓN Y BONCHEO, PROPUESTA DE ESTANDARIZACION Y MEJORA
DENTRO DE LOS PROCESOS DE POST-COSECHA. ............................................................... 132
6.1. Clasificación y Boncheo. .................................................................................................... 132
6.2. Formato para la toma de datos de tiempos del Proceso de Clasificación y Boncheo. ........ 132
6.3. Estudio de Tiempos. ........................................................................................................... 133
6.3.1. Recopilación de la Información. .................................................................................... 134
6.3.2. Aplicación de la Técnica de Cronometrar para la toma de tiempos en las actividades de
boncheo y clasificación. .................................................................................................................. 140
6.3.2.1. Toma de tiempo con cronometro para la actividad de boncheo................................. 141
6.3.2.2. Toma de tiempo con cronómetro para la actividad de clasificación .......................... 158
Muestreo aleatorio Actividad de clasificación. Elaborado por Nataly Molina................................ 158
6.3.3. Planificación y Control de la Producción en Post-Cosecha ........................................... 170
6.4. Acciones Correctivas y Preventivas Para la Mejora Continua en el área de Post-Cosecha. .....
............................................................................................................................................ 173
6.4.1. Propuesta de cambio de entorno laboral (Mayor luminosidad ....................................... 182
6.4.2. Mapeo de procesos adecuados. ...................................................................................... 183
6.4.2.1. Diagramas de flujo los procesos- Eliminación de actividades Innecesarias. ............. 183
6.4.2.2. Diagrama de flujo del proceso Recomendado. .......................................................... 193
6.4.2.3. Diagrama de recorrido Recomendado. ...................................................................... 196
6.4.3. Análisis de la productividad en Post-Cosecha. (Datos obtenidos de la encuesta realizada
al personal del área). ....................................................................................................................... 200
6.5. Cuadro Resumen ................................................................................................................ 202
CAPÍTULO VII ................................................................................................................................... 204
7. DISEÑO DE UNA PROPUESTA DE PLAN DE SEGUIMIENTO PARA LA MEJORA
CONTINUA DE LOS PROCESOS. ............................................................................................... 204
7.1. Diseño de la Estructura Organizacional y Distribución en Planta ...................................... 204
7.1.1. Organigrama. ................................................................................................................. 204
7.1.2. Descripción de Puestos. ................................................................................................. 204
7.1.3. Descripción de Responsabilidades de Cada Área. ......................................................... 204
7.2. Capacitación del Personal. ................................................................................................. 204
7.2.1. Inducción del nuevo personal......................................................................................... 206
7.2.2. Actualización del personal contratado (periódica) ......................................................... 207
7.3. Control de la mejora continua ............................................................................................ 210
7.3.1. Auditorías para la Calidad. ............................................................................................. 210
7.3.2. Planificación de la Auditoría. ......................................................................................... 210
7.3.2.1. Programa Anual ......................................................................................................... 210
7.3.2.2. Selección del Equipo Auditor. ................................................................................... 210
7.3.2.3. Definir Alcance de la Auditoría. ................................................................................ 211
7.3.2.4. Preparación de la Auditoría. ...................................................................................... 211
7.3.2.5. Actividades Para la Auditoría en Sitio. ...................................................................... 212
7.3.3. Desarrollo de la Auditoría. ............................................................................................. 213
7.3.3.1. Reunión de Apertura. ................................................................................................. 213
7.3.3.2. Recolección de Evidencias. ....................................................................................... 213
7.3.4. Indicadores de Producción. ............................................................................................ 214
7.3.4.1. Productividad ............................................................................................................. 214
7.3.4.1.1. Planes de Incentivos para aumentar la productividad. .......................................... 215
7.3.4.2. Porcentaje de Desperdicio. ........................................................................................ 216
7.3.5. Finalización de la Auditoría. .......................................................................................... 216

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XII UTN – FICA – CINDU
7.3.5.1. Reunión de Cierre de la Auditoría. ............................................................................ 216
7.3.5.2. Revisión de la Auditoría. ........................................................................................... 217
7.3.5.3. Acciones Correctivas y Preventivas. ......................................................................... 217
7.3.5.4. Informe Final. ............................................................................................................ 218
CONCLUSIONES / RECOMENDACIONES / GLOSARIO DE TÉRMINOS / BIBLIOGRAFÍA /
ANEXOS ........................................................................................................................................ 219
CONCLUSIONES .......................................................................................................................... 220
RECOMENDACIONES ................................................................................................................. 224
GLOSARIO DE TÉRMINOS ......................................................................................................... 225
BIBLIOGRAFIA ............................................................................................................................ 226
ANEXOS ........................................................................................................................................ 229

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XIII UTN – FICA – CINDU
ÍNDICE DE GRÁFICAS
Contenido…….…………………………………………...……………..………..Pág. PARTE TEÓRICA .................................................................................................................................. 1
CAPÍTULO I ........................................................................................................................................... 3
1. ANTECEDENTES HISTÓRICOS DEL SECTOR FLORICOLA EN EL ECUADOR. ........... 3
Gráfica 1.1. Flores y Precio. Fuente: CFI, Elaborado por: Nataly Molina. .............................. 5
Gráfica 1.2. Exportaciones de flor naturales. Fuente: Información Estadística mensual Nº
1848 Febrero 28 de 2006 Banco Central del Ecuador. ........................................................................ 6
Gráfica 1.3. Provincias con más cultivos de flores. .................................................................. 9
Gráfica 1.4. Hectáreas por especies de flores cultivadas. ....................................................... 11
Gráfica 1.5. Organigrama Típico de una Empresa. ................................................................ 13
Gráfica 1.6. Fotografía Preparación del suelo......................................................................... 16
Gráfica 1.7. Puntos de Corte para las Rosas. .......................................................................... 23
CAPÍTULO II ........................................................................................................................................ 30
2. ESTANDARIZACIÓN Y HERRAMIENTAS DE MEJORAMIENTO DE PROCESOS. ...... 30
Gráfica 2.1. Esquema descripción de procesos a través de diagramas y fichas. ................... 31
Gráfica 2.2. Etapas del Mejoramiento Continuo. .................................................................... 31
Gráfica 2.3. Ciclo PHVA ........................................................................................................ 42
Gráfica 2.4. Símbolos de Diagramas de una Actividad Industrial. ......................................... 46
CAPÍTULO III ....................................................................................................................................... 50
3. TIEMPOS Y MOVIMIENTOS ................................................................................................ 50
Gráfica 3.1. Dimensiones de recomendadas para Sitios de Trabajo Sentados. ....................... 67
Gráfica 3.2. Dimensiones Recomendadas para un Sitio de Trabajo de Pie. ........................... 67
Gráfica 3.3. Posiciones Ergonómicas Según la Actividad a Realizar. Fuente. OWAS (Ovako
Working Analysis System), capacitación IESS (Factor Riesgo Ergonómico) .................................. 68
CAPÍTULO IV ...................................................................................................................................... 70
4. PRODUCTIVIDAD Y PRODUCCIÓN ................................................................................... 70
Gráfica 4.1. Historia de los estudios sobre la producción ....................................................... 78
Gráfica 4.2. Funcionamiento de un Sistema de Producción. .................................................. 79
Gráfica 4.3. Relación básica de los procesos .......................................................................... 79
PARTE PRÁCTICA .............................................................................................................................. 81
CAPÍTULO V ........................................................................................................................................ 83
5. DIAGNÓSTICO ACTUAL DE LOS PROCESOS EN EL ÁREA DE POST-COSECHA DE
FLORELOY S.A. .............................................................................................................................. 83
Gráfica 5.1. Tallos presupuestados VS Tallos Ejecutados desde año 2006 hasta mayo 2011.
Fuente: Base de Datos Empresa. ....................................................................................................... 87
Gráfica 5.2. Fotografías del área de cultivo de donde proviene la materia prima para Post-
Cosecha. 90
Gráfica 5.3. Flujo del Proceso de Recepción, Pulverización y Surtimiento de Mallas ......... 111
Gráfica 5.4. Flujo del Proceso de Sacar Mallas, Clasificación y Boncheo. .......................... 113
Gráfica 5.5. Flujo Proceso de Control de Calidad. ............................................................... 115
Gráfica 5.6. Flujo Proceso de Ingreso y Ubicación de Bonches. .......................................... 116
Gráfica 5.7. Flujo Proceso de Empaque. ............................................................................... 118
Gráfica 5.8. Formato el Levantamiento de Datos y Realización del Diagrama de Flujo,
Elaborado por Nataly Molina. ......................................................................................................... 120
Gráfica 5.9. Área – Cultivo: Recorrido de Cocheros con Mallas de Flor. ............................ 123
Gráfica 5.10. Área – Post-Cosecha: Recorrido Actual del Mallas con flor-Ramos terminados-
Cajas con ramos de flor (Tabacos). ................................................................................................. 128
CAPÍTULO VI .................................................................................................................................... 132

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XIV UTN – FICA – CINDU
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS EN LAS ACTIVIDADES DE
CLASIFICACIÓN Y BONCHEO, PROPUESTA DE ESTANDARIZACION Y MEJORA
DENTRO DE LOS PROCESOS DE POST-COSECHA. ............................................................... 132
Gráfica 6.1. Datos de estabilidad del personal en post-cosecha. Elaborado por Nataly Molina
139
Gráfica 6.2. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 20
tallos. Elaborado por Nataly Molina ............................................................................................... 146
Gráfica 6.3. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25
tallos. Elaborado por Nataly Molina ............................................................................................... 148
Gráfica 6.4. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25
y 20 tallos. Elaborado por Nataly Molina. ...................................................................................... 149
Gráfica 6.5. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 20
tallos-mesa actual. Elaborado por Nataly Molina ........................................................................... 151
Gráfica 6.6. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25
tallos-mesa actual. Elaborado por Nataly Molina ........................................................................... 153
Gráfica 6.7. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25
y 20 tallos-mesa actual. Elaborado por Nataly Molina. .................................................................. 154
Gráfica 6.8. Resultados de la acción de mejora en el boncheo. Elaborado por Nataly Molina...
.......................................................................................................................... 155
Gráfica 6.9. Mallas/Hora y Tallos/hora promedio como estándar en clasificación de
variedades fáciles. Elaborado por Nataly Molina ........................................................................... 164
Gráfica 6.10. Mallas/Hora y Tallos/hora promedio como estándar en clasificación de
variedades difíciles. Elaborado por Nataly Molina ......................................................................... 167
Gráfica 6.11. Mallas/Hora y Tallos/hora promedio como estándar en la actividad de
clasificación. Elaborado por Nataly Molina. ................................................................................... 168
Gráfica 6.12. Tiempo estándar Tallos/hora Clasificación y Boncheo mesa recomendada.
Elaborado por Nataly Molina. ......................................................................................................... 169
Gráfica 6.13. PHVA. Elaborado por Nataly Molina. .............................................................. 170
Gráfica 6.14. Diagrama Causa –Efecto: Variación del rendimiento en la actividad de boncheo,
Elaborado por Nataly Molina. ......................................................................................................... 175
Gráfica 6.15. Fotografías de la mesa de boncheo actual en Post-Cosecha, Elaborado por Nataly
Molina. .......................................................................................................................... 176
Gráfica 6.16. Fotografías de la mesa de boncheo ergonómica y adaptada al método actual el
boncheo en Post-Cosecha, Elaborado por Nataly Molina. .............................................................. 177
Gráfica 6.17. Dimensiones ergonómica-OIT. Elaborado por Nataly Molina. ........................ 177
Gráfica 6.18. Dispensario de líquido (Producto). Elaborado por Nataly Molina. ................... 180
Gráfica 6.19. El antes y después de la implantación de mejora en la infraestructura de Post-
Cosecha. Elaborado por Nataly Molina. ......................................................................................... 182
Gráfica 6.20. Flujo del Proceso de Recepción, Pulverización y Surtimiento de Mallas ......... 185
Gráfica 6.21. Flujo del Proceso de Sacar Mallas, Clasificación y Boncheo. .......................... 187
Gráfica 6.22. Flujo Proceso de Control de Calidad. ............................................................... 189
Gráfica 6.23. Flujo Proceso de Ingreso y Ubicación de Bonches. .......................................... 190
Gráfica 6.24. Flujo Proceso de Empaque. ............................................................................... 192
Gráfica 6.25. Diagrama de Flujo del Proceso General Propuesto en Post-Cosecha. .............. 193
Gráfica 6.26. Fotografías de identificación de las actividades en la recepción de pre-frío: Post-
Cosecha. Elaborado por Nataly Molina. ......................................................................................... 194
Gráfica 6.27. Área – Post-Cosecha: Recorrido Propuesto del Mallas con flor-Ramos
terminados-Cajas con ramos de flor (Tabacos). .............................................................................. 197
Gráfica 6.28. Área – Post-Cosecha: Recorrido interno propuesto en el pre frío del coche con
mallas pulverizadas. ........................................................................................................................ 198
CAPÍTULO VII ................................................................................................................................... 204
7. DISEÑO DE UNA PROPUESTA DE PLAN DE SEGUIMIENTO PARA LA MEJORA
CONTINUA DE LOS PROCESOS. ............................................................................................... 204

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XV UTN – FICA – CINDU
ÍNDICE DE TABLAS
Contenido……………………………………………………………………...….Pág. PARTE TEÓRICA .................................................................................................................................. 1
CAPÍTULO I ........................................................................................................................................... 3
1. ANTECEDENTES HISTÓRICOS DEL SECTOR FLORICOLA EN EL ECUADOR. ........... 3
Tabla 1.1. Exportaciones (Rosas). .............................................................................................. 4
Tabla 1.2. Zonas con mayor producción de flores ..................................................................... 8
Tabla 1.3. Superficie de cultivo de flores por provincia............................................................. 9
Tabla 1.4. Países consumidores, Variedades de flores que exporta el Ecuador y Superficie por
tipo de flor. 10
Tabla 1.5. Factores que influyen en los precios del mercado ................................................... 22
Tabla 1.6. Dimensiones de la caja donde se empacan los ramos de flores. .............................. 24
CAPÍTULO II ........................................................................................................................................ 30
2. ESTANDARIZACIÓN Y HERRAMIENTAS DE MEJORAMIENTO DE PROCESOS. ...... 30
Tabla 2.1. Definición de proceso y procedimiento según la ISO 9000-2008 .......................... 32
Tabla 2.2. Diferencias entre procedimientos y procesos. ......................................................... 33
Tabla 2.3. Elementos de un Diagrama. .................................................................................... 43
Tabla 2.4. Encabezado de un Formato de un Diagrama. .......................................................... 44
Tabla 2.5. Elementos del Diagrama Básico. ............................................................................. 45
Tabla 2.6. Terminología de la Calidad. .................................................................................... 47
Tabla 2.7. Herramientas de Mejora de la Calidad. ................................................................... 48
CAPÍTULO III ....................................................................................................................................... 50
3. TIEMPOS Y MOVIMIENTOS ................................................................................................ 50
Tabla 3.1. Clasificación therbligs ............................................................................................. 51
Tabla 3.2. Valoración del ritmo, fuente OIT ............................................................................ 61
Tabla 3.3. Suplementos y Porcentaje de Tiempos Básicos. Fuente: OIT. ................................ 62
CAPÍTULO IV ...................................................................................................................................... 70
4. PRODUCTIVIDAD Y PRODUCCIÓN ................................................................................... 70
Tabla 4.1. Resumen (Principales contribuciones). FUENTE: MONKS, Joseph
“Administración de Operaciones” Editorial Mc Graw Hill. Pág, 2. .................................................. 78
PARTE PRÁCTICA .............................................................................................................................. 81
CAPÍTULO V ........................................................................................................................................ 83
5. DIAGNÓSTICO ACTUAL DE LOS PROCESOS EN EL ÁREA DE POST-COSECHA DE
FLORELOY S.A. .............................................................................................................................. 83
Tabla 5.1. Personal de Cultivo Distribuido por área. Elaboración: Nataly Molina (Dic. 2011).
86
Tabla 5.2. Personal de Post-Cosecha Distribuido por área. Elaboración: Nataly Molina (Dic.
2011). 86
Tabla 5.3. Tallos anuales presupuestado vs el obtenidos. Fuente: Base de Datos Empresa. .... 86
Tabla 5.4. Tallos presupuestado vs el obtenidos por mes. Fuente: Base de Datos Empresa. .. 88
Tabla 5.5. Características de las Flores de calidad yVariedades de Flores............................... 89
Tabla 5.6. Abreviaturas de los cargos del talento humano de Post-Cosecha. Elaboración:
Nataly Molina (Dic. 2011). ............................................................................................................. 107
Tabla 5.7. Descripción General de Actividades de los Procesos de Post-Cosecha. Elaboración:
Nataly Molina (Dic. 2011). ............................................................................................................. 108
Tabla 5.8. Indicadores del Proceso de Post-Cosecha. Elaboración: Nataly Molina (Dic. 2011).
119
Tabla 5.9. Diagrama de Flujo del proceso general de Post-Cosecha. ..................................... 121
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XVI UTN – FICA – CINDU
Tabla 5.10. Resumen de las actividades del diagrama de flujo del proceso. Elaborado por
Nataly Molina 122
Tabla 5.11. Datos de metros recorridos (Cocheros) por áreas, bloques y puntos de
recolección de mallas con flor. Elaborado por Nataly Molina. ....................................................... 125
Tabla 5.12. Resumen de metros recorridos de los cocheros al recolectar las mallas de flor y
llevarlas a post-cosecha .Elaborado por Nataly Molina ................................................................. 125
Tabla 5.13. Datos de cálculo de tiempo empleado en recolección y transporte de mallas (los
datos variables son un ejemplo de una producción diaria del área dos). Elaborado por Nataly
Molina. 126
Tabla 5.14. Calculo del Tiempo (área dos) empleado en recolectar las mallas y transportarlas
a post-cosecha. Elaborado por Nataly Molina. ................................................................................ 127
CAPÍTULO VI .................................................................................................................................... 132
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS EN LAS ACTIVIDADES DE
CLASIFICACIÓN Y BONCHEO, PROPUESTA DE ESTANDARIZACION Y MEJORA
DENTRO DE LOS PROCESOS DE POST-COSECHA. ............................................................... 132
Tabla 6.1. Resumen de acciones para un estudio de tiempos. Elaborado por Nataly Molina 134
Tabla 6.2. Variedades de flores por bloques. Elaborado por Nataly Molina .......................... 136
Tabla 6.3. Variedades de flores por áreas en cultivo. Elaborado por Nataly Molina ............. 137
Tabla 6.4. Base de datos del personal de Post-Cosecha y sus respectivos cargos laborales.
Elaborado por Nataly Molina .......................................................................................................... 138
Tabla 6.5. Número de personas por años de trabajo. Elaborado por Nataly Molina .............. 139
Tabla 6.6. Rendimiento actual de las actividades de boncheo y clasificación. Elaborado por
Nataly Molina 140
Tabla 6.7. Muestreo aleatorio. Elaborado por Nataly Molina ................................................ 141
Tabla 6.8. Muestreo del trabajo. Elaborado por Nataly Molina. ............................................ 142
Tabla 6.9. Resumen del Muestreo del trabajo. Elaborado por Nataly Molina. ...................... 143
Tabla 6.10. Valoración del ritmo base 60. ........................................................................... 144
Tabla 6.11. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de
20 tallos). Elaborado por Nataly Molina. ........................................................................................ 144
Tabla 6.12. Calculo del suplemento por fatiga para boncheo (ramos de 20 y 25 tallos).
Elaborado por Nataly Molina. ......................................................................................................... 145
Tabla 6.13. Calculo del tiempo estándar para boncheo (ramos de 20 tallos). Elaborado por
Nataly Molina. 146
Tabla 6.14. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de
25 tallos). Elaborado por Nataly Molina. ........................................................................................ 147
Tabla 6.15. Cálculo del tiempo estándar para boncheo (ramos de 25 tallos). Elaborado por
Nataly Molina. 148
Tabla 6.16. Cálculo del tiempo promedio estándar para boncheo (ramos de 25 y 20 tallos).
Elaborado por Nataly Molina. ......................................................................................................... 149
Tabla 6.17. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de
20 Tallo-mesas actuales). Elaborado por Nataly Molina. ............................................................... 150
Tabla 6.18. Calculo del tiempo estándar para boncheo (ramos de 20 tallos-mesa actual).
Elaborado por Nataly Molina. ........................................................................................................ 151
Tabla 6.19. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de
25 tallo-mesa actuales). Elaborado por Nataly Molina. .................................................................. 152
Tabla 6.20. Cálculo del tiempo estándar para boncheo (ramos de 25 tallos-mesa actual).
Elaborado por Nataly Molina. ......................................................................................................... 153
Tabla 6.21. Cálculo del tiempo promedio estándar para boncheo (ramos de 25 y 20 tallos-
mesa actuales). Elaborado por Nataly Molina. ................................................................................ 154
Tabla 6.22. Tiempos de Desplazamiento empleado por el trabajador en ir al almacén de
material y surtir su puesto de trabajo. ............................................................................................ 155
Tabla 6.23. Tiempos de Desplazamiento empleado por el trabajador de boncheo a solicitar
pedidos a realizar según las variedad de flor. .................................................................................. 156

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XVII UTN – FICA – CINDU
Tabla 6.24. Datos Históricos de producción de flor. Elaborado por Nataly Molina. ........... 156
Tabla 6.25. Muestreo del trabajo para clasificación. Elaborado por Nataly Molina. ........... 159
Tabla 6.26. Resumen del Muestreo del trabajo clasificación. Elaborado por Nataly Molina. ..
.......................................................................................................................... 159
Tabla 6.27. Levantamiento de Tiempos por elementos de la actividad de clasificación de
variedades fáciles. Elaborado por Nataly Molina. .......................................................................... 162
Tabla 6.28. Cálculo del suplemento por fatiga para la actividad de clasificación (variedades
fáciles y difíciles). Elaborado por Nataly Molina. .......................................................................... 163
Tabla 6.29. Calculo del tiempo estándar para la actividad de clasificación de variedades
fáciles. Elaborado por Nataly Molina. ............................................................................................ 164
Tabla 6.30. Levantamiento de Tiempos por elementos de la actividad de clasificación de
variedades difíciles. Elaborado por Nataly Molina. ........................................................................ 166
Tabla 6.31. Cálculo del tiempo estándar para la actividad de clasificación de variedades
difíciles. Elaborado por Nataly Molina. .......................................................................................... 167
Tabla 6.32. Cálculo del tiempo promedio estándar para clasificación (variedades fáciles y
difíciles). Elaborado por Nataly Molina. ......................................................................................... 168
Tabla 6.33. Tallos Procesados por hora de Clasificación y Boncheo Mesa Recomendada.
Elaborado por Nataly Molina. ......................................................................................................... 169
Tabla 6.34. Formas de desperdicios y aumento de gastos en materiales. Elaborado por Nataly
Molina. .......................................................................................................................... 179
Tabla 6.35. Formas de Incrementar la productividad. Elaborado por Nataly Molina. ......... 180
Tabla 6.36. Tiempo Empleado en la actividad a eliminar. ................................................... 195
Tabla 6.37. Tiempo Empleado en la actividad a eliminar durante una jornada de trabajo y
una determinada producción. .......................................................................................................... 195
Tabla 6.38. Análisis del costo del Tiempo Empleado en la actividad a eliminar. ................ 195
CAPÍTULO VII ................................................................................................................................... 204
7. DISEÑO DE UNA PROPUESTA DE PLAN DE SEGUIMIENTO PARA LA MEJORA
CONTINUA DE LOS PROCESOS. ............................................................................................... 204

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XVIII UTN – FICA – CINDU
ÍNDICE DE ANEXOS
Contenido……………………………………………………………………...….Pág. Anexo N° 1. .......................................................................................................................................... 230 Mapa Satelital FLORELOY S.A. ....................................................................................................... 230 Anexo N° 2. .......................................................................................................................................... 231 Organigrama Funcional de la empresa FLORELOY. Elaboración: Nataly Molina (Septiembre 2011). ............................................................................................................................................................. 231 Anexo N° 3. .......................................................................................................................................... 232 Layout del área de post-cosecha de la empresa Floreloy: Nataly Molina (Nov 2011). ....................... 232 Anexo N° 4. .......................................................................................................................................... 233 Fotografías Vista Interna y Externa Post-Cosecha ............................................................................... 233 Anexo N° 5. .......................................................................................................................................... 234 Descripción de las actividades del área cuarto frío con ilustraciones. Elab: Nataly Molina (Dic. 2011). Proceso cuarto Frío. ............................................................................................................................. 235 Anexo N° 6. ............................................................................................................................... 236 Diagrama de recorrido y flujo del producto en Post-Cosecha. ............................................................ 236 Anexo N° 7. .......................................................................................................................................... 237 Imágenes de los puntos de recolección, vías de transporte y logística de la materia prima para post-cosecha (mallas con flor). .................................................................................................................... 237 Anexo N° 8. .......................................................................................................................................... 238 Estado actual de post-cosecha y el recorrido de la banda transportadora. .......................................... 238 Propuesta de Mejora del recorrido de la banda transportadora. ........................................................... 239 Anexo N° 9. .......................................................................................................................................... 240 Formato de Encuesta: Nataly Molina (Dic. 2011). .............................................................................. 240 Anexo N° 10. ........................................................................................................................................ 243 Resultados de la Encuesta al personal de Post-Cosecha ...................................................................... 243

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XIX UTN – FICA – CINDU
RESUMEN
El presente estudio se realizó en la empresa florícola FLORELOY S.A., ubicada en
el sector de Guachalá, parroquia Cangahua, cantón Cayambe, provincia de Pichincha.
Esta investigación presenta una metodología de Estandarización y Mejora de los
Procesos del Área de Post-Cosecha de la empresa FLORELOY S.A. El objetivo
fundamental del trabajo es estandarizar los procesos e implementar alternativas de
mejoramiento para el proceso. Para ello se realiza una investigación directa en el sitio
de trabajo determinando la forma de como ha venido operando el área de post-
cosecha en los últimos años y principalmente en la actualidad.
Con la información obtenida se determinaron los puntos críticos del proceso que
requieren de mejoras. La ingeniería de métodos y algunas aplicaciones tecnológicas
se utilizan como alternativas válidas para recomendar la mejora de varios de los
procesos.
Cada alternativa ha sido discutida ampliamente, siempre buscando como meta el
mejoramiento de la calidad del producto y sujetándose a las condiciones de demanda
de los clientes. Los procesos involucrados en la mejora son: de hidratación, de
transporte y almacenamiento. Las inversiones necesarias para estas mejoras son
pequeñas y de rápida recuperación. Además en el trabajo se determinan varias
recomendaciones administrativas, sugeridas sobre todo a la forma de gestión del
capital humano, sistemas de motivación, información compartida, estándares
conservados, permanencia en el trabajo, etc.
Es este un aporte de la Universidad Técnica del Norte y de la Carrera de Ingeniería
Industrial al mejoramiento de los procesos productivos del país, la mejora de la
competitividad, y que muestra que los profesionales que se forman en las aulas
pueden y deben contribuir con la sociedad.
Se demuestra por tanto, la validez de la hipótesis planteada en la investigación, es
posible mediante la aplicación de la teoría de métodos y el estudio de tiempos y
movimientos, optimizar el proceso de post-cosecha en la empresa florícola “Floreloy”
La implantación de un sistema de estandarización supone obtener estabilidad de los
resultados con procesos repetitivos, construyendo estructuras antes que hombres
sobresalientes. La estandarización es una actividad sistemática, es decir nunca
termina.
Si bien a nivel general un estudio de este tipo debe ser aplicado a toda la empresa, en
el caso de las florícolas los procesos fundamentales del producto se encuentran en los
procesos productivos tanto de cultivo como de post-cosecha, donde se ha visto la
necesidad de lograr y mantener determinados niveles de productividad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XX UTN – FICA – CINDU
Con la Estandarización y Mejora de los Procesos en el Área de Post-Cosecha se
genera círculos virtuosos de mejoramiento continuo de las prácticas por cada período
de repetición. El acento de este estudio está en partir de las personas directrices para
que se deslinden del trabajo cotidiano, para que ya no solamente velen sus
actividades en base al incremento de la producción, sino rompan esquemas y brinden
una producción mayor, con sus trabajadores en mejores condiciones, un bajo
porcentaje de flor nacional y un ambiente seguro.
Con esta metodología además se pretende ofrecer a los directores de las pequeñas y
medianas empresas de cualquier sector industrial en especial del sector florícola, una
herramienta de mejoramiento continuo sencilla, completa y de fácil implementación
que les permita obtener resultados positivos en todas las áreas. Por otra parte se
proveerá de un documento donde se propondrá algunas acciones de carácter
preventivo, correctivo y de mejora, con lo cual se permitirá medir la productividad
especialmente de la mano de obra en algunas actividades críticas identificadas, que
tienen interacción con los procesos tanto de cultivo como de post-cosecha.
Como recomendaciones se citan las siguientes: En un registro de un proceso se debe
tener en cuenta desde lo más mínimo de cada actividad para determinar a futuro
mejoras. Es recomendable dividir el personal del centro en pequeños grupos de
trabajo (que pudieran coincidir, según los casos, con grupos de mejora) en los que se
organice de manera adecuada el trabajo a realizar, para la organización del trabajo, y
el seguimiento de los procesos de implantación, especialmente cuando éste es
complejo y prolongado en el tiempo. Utilizar este trabajo de investigación para toda
la empresa como guía para plantear la organización por procesos y encaminar su
implantación a todas las áreas. Capacitar al personal, esto hará que los procesos sean
más eficientes y que la calidad del producto final sea mejor, a través del documento
de procesos y de la supervisión de los Jefes de Área y Supervisores. Realizar un plan
de mantenimiento en las áreas de Riego y Mantenimiento. Actualizar los
procedimientos del sistema de gestión de calidad incluyendo los diagramas de
actividades desarrolladas en esta investigación, definiendo responsables, alcance,
objetivo, metodología e indicadores para su correcto seguimiento. Crear una
metodología para la motivación a los trabajadores que desarrollen innovaciones en el
proceso que logren un ahorro en recursos o un incremento del indicador de su
proceso.
Con lo expuesto anteriormente se comprueba la hipótesis planteada en la
investigación, por los siguientes resultados: El Talento Humano en la empresa
FLORELOY que maneja alrededor de 60 trabajadores de cultivo en forma directa y
unos 20 trabajadores de otras áreas de manera indirecta dentro de invernaderos de
cultivo de flores, mejora con la planificación que existe entre cuando interactúan
actividades de cultivo con las de fumigación, teniendo un nivel de seguridad más alto,
tanto en la prevención de enfermedades profesionales como en la prevención de
accidentes laborales, así también mejorar condiciones de trabajo con las

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XXI UTN – FICA – CINDU
infraestructura y herramientas de trabajo, realizando un plan de mantenimiento,
logrando así incrementos en la productividad.
En el área de Post-Cosecha y sus procesos se pudo por una parte tener los
lineamientos de los procesos establecidos como un procedimiento, así también
mejorar las condiciones ergonómicas en sus centros de trabajo. Por otra parte con la
planificación de fumigación se logra tener variedad iguales en un tiempo menor,
evitando pérdida de tallos largos que son importantes en la venta de éste producto.
Además claramente se identifica excesivo contrato de personal en el área.
Esta investigación está dirigida a todas las empresas productoras de flores que buscan
cada día alternativas para poder optimizar su producción de acuerdo a sus procesos y
obtener productos de calidad; así como también para ingenieros, técnicos, profesores
y estudiantes que están interesados en descubrir el maravilloso mundo de la
Ingeniería Industrial aplicado a una empresa de flores.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XXII UTN – FICA – CINDU
SUMARY
This study was conducted in the flower business FLORELOY SA, located in the area
of Guachalá, Cangahua parish, canton of Cayambe, Pichincha province. This research
presents a methodology for Standardization and Improvement Process Area
Postharvest FLORELOY Company SA The main objective is to standardize work
processes and implement alternatives for process improvement. To that end, a direct
investigation in the workplace as determining how the area has been operating in
post-harvest in recent years and especially today. With the information obtained is
determined the critical points of the process that need improvement. Engineering
methods and some technological applications are used as valid alternatives to
recommend several improvements in processes.
Each alternative has been discussed widely, always seeking the goal of improving
product quality and subject to the conditions of customer demand. The processes
involved in improvement are: hydration, transportation and storage. The investments
required for these improvements are small and quick recovery. Also in the paper
identifies several administrative recommendations, suggested especially how human
capital management, reward systems, information sharing, standards preserved, job
tenure, etc.
This is a contribution from the Technical University and the Northern Industrial
Career de Ingeniería the improvement of production processes in the country,
improving competitiveness, and shows that professionals are trained in the classroom
can and should contribute to society.
We show therefore the validity of the hypothesis in the research, it is possible by
applying the theory of methods and time and motion study to optimize the process of
post-harvest flower company "Floreloy"
The implementation of a system of standardization is to obtain stability of the results
conprocesos repetitive structures built before outstanding men. Standardization is a
systematic, that is never done.
While in general terms a study of this type must be applied to the whole company, in
the case of flower fundamental processes of the product are in production processes
of growing and post harvest, which has seen the need to achieve and maintain certain
levels of productivity.
With the Standardization and Process Improvement Area Postharvest generates
virtuous cycles of continuous improvement of practices for each repetition period.
The focus of this study is from people who deslinden guidelines for daily work, and
not only to ensure their activities based on increased production, but break schemes
and provide higher production, with its workers better conditions, a low percentage of
national flower and a safe environment.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XXIII UTN – FICA – CINDU
This methodology also aims to provide directors of small and medium enterprises in
any industry sector in particular flower, a continuous improvement tool simple,
comprehensive and easy to implement to enable them to achieve positive results in all
areas. Moreover it will provide a document that will propose preventive actions,
corrective and improvement, thus provide a measure of productivity especially labor
in some identified critical activities, which have interaction with both processes
cultivation and post-harvest.
As recommendations are cited as follows: In a record of a process must take into
account at least of each activity to determine future improvements. It is advisable to
divide the center staff working in small groups (which may coincide, as appropriate,
with improvement groups) that are properly organized to carry out work for the
organization of work and monitoring implementation processes, especially when it is
complex and lengthy in time. Use this research to the entire enterprise as a guide for
raising the organization's processes and track their implementation in all areas. Train
staff, this will make the processes more efficient and that the final product quality is
better, through the document and process monitoring of Area Heads and Supervisors.
Conduct a maintenance plan in the areas of Irrigation and Maintenance. Update the
procedures of quality management system including activity diagrams developed in
this research, defining responsibility, scope, objective, methodology and indicators
for proper monitoring. Create a methodology for motivating workers to develop
innovations in the process achieve savings in resources or an increase in the indicator
process.
With the above hypothesis is checked in the investigation, the following results: The
Human Talent FLORELOY company that handles about 60 crop workers directly and
about 20 workers from other areas indirectly in greenhouses flower cultivation,
improvement planning between farming activities when interacting with the
fumigation, having a higher security level, both in the prevention of occupational
diseases and in accident prevention, and also improve working conditions with the
infrastructure and tools, conducting a maintenance plan, achieving increases in
productivity.
In the area of Post-Harvest and processes on the one hand it could be the guidelines
of the processes established as a procedure and also improve the ergonomics in the
workplace. In addition to planning fumigation have achieved the same variety in less
time, preventing loss of long stems that are important in the sale of this product. Also
clearly identifies excessive contract personnel in the area.
This research is aimed at all companies producing flowers every day looking for
alternatives to optimize their production according to their processes and get quality
products, as well as for engineers, technicians, teachers and students who are
interested in discovering the wonderful world of industrial engineering applied to a
flower company.
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XXIV UTN – FICA – CINDU
INTRODUCCIÓN
La gestión estratégica de las empresas en un entorno cada día más competitivo,
incierto y global tiene, hoy más que nunca, vital importancia. Mejorar la eficiencia en
sus procesos y áreas, incrementar el prestigio y diferenciarse de los competidores,
deben formar parte de los objetivos estratégicos de las empresas de producción
florícola y de aquellas dedicadas al abastecimiento de insumos para esta industria.
Por esta razón a nivel mundial existe una tendencia orientada a optimizar los procesos
como una metodología para lograr la plena satisfacción de los clientes, así la
identificación de los procesos, su metodología de levantamiento y documentación
para poder estandarizarlos, es aplicable para cualquier proceso que se vaya a ser
rediseñado y por ende mejorado.
Para la optimización es necesario realizar una estandarización, lo cual contribuye a
mejorar la calidad, la productividad y la competitividad. Algunas empresas florícolas
líderes en nuestro país que dieron este paso son ejemplos vivos de los beneficios que
representa el contar con procesos de gestión estandarizados. Estas empresas se
benefician con menos reclamos de los clientes, alcanzan menores costos operativos y
obtienen mayor demanda por sus productos.
Mediante la estandarización de los procesos en el área de Post-Cosecha de la empresa
FLORELOY se establece la mejor forma de hacer las cosas y reduce la variación para
la mejorar nuestra gestión y garantizar la plena satisfacción de los requerimientos del
clientes internos y externos. Además al estandarizar procesos se logra obtener
estabilidad de resultados con procesos repetitivos lo cual determina una actividad
sistémica que nunca termina.
El camino para alcanzar esta meta, se logra a través del conocimiento de las
actividades que transforman unos inputs a unos outputs con un valor agregado, para
poder realizar una adecuada estandarización y mejora, se debe en primer lugar
conocer minuciosamente las actividades, luego se debe cuantificar y medir todos los
procesos para poder realizar un seguimiento y hacer planes de mejoramiento y que
estos sean pertinentes con los objetivos de la organización.
La estandarización debe abarcar todos los procesos desarrollados en la empresa o
parte de éstos si se refiere a un estudio práctico para poder obtener resultados a corto,
mediano y largo plazo. Se debe recordar que al estandarizar los procesos, buscamos
establecer la mejor forma de hacer las cosas para obtener calidad uniforme y
productos estandarizados, solo así mantendremos la preferencia de los clientes,
reducimos la variación y logramos mayor eficiencia productiva, por otra parte
desarrollar un sistema con procesos estandarizados en una organización florícola
significa construir una nueva estructura con cultura y sabiduría propias las cuales
generen un ambiente de confianza y participación del personal, así realizamos el
estudio con los siguientes capítulos.
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes XXV UTN – FICA – CINDU
Los Capítulos I-IV constituyen la parte teórica de la investigación y los Capítulos V-
VII constituyen la parte práctica de la investigación, en cada capítulo se presenta lo
siguiente:
En el Capítulo I, se muestra algunos antecedentes históricos de las empresas
florícolas y un breve resumen de las actividades y procesos en las áreas de este tipo
de empresa.
En el Capítulo II, se presenta la metodología de estandarización y algunas
herramientas de mejora de procesos, definiciones y pasos a seguir para la mejora
continua.
En el Capítulo III, se encuentra definiciones y Metodología del Estudio de Tiempos y
Movimientos, así también cuadros de dimensiones y posiciones ergonómicas
recomendadas por organizaciones.
En el Capítulo IV, se muestra un análisis de la productividad, conceptos variables y
mejora, así también se encuentra la evolución de los sistemas de producción y su
historia.
En el Capítulo V, se presenta un breve diagnóstico y análisis de los procesos del área
de estudio, además se encuentra la descripción de cada uno de los subprocesos y
algunos diagramas.
En el Capítulo VI, se realiza un estudio de tiempos en los procesos críticos del Área
de Post-Cosecha que son en especial de clasificación y boncheo, algunos gráficos
comparativos y análisis de eficiencia y productividad. También tenemos algunas
acciones correctivas, preventivas y de mejora.
En el Capítulo VII, tenemos el Diseño de una propuesta de Plan de Mejoramiento
Continuo de los Procesos de Post-Cosecha, donde existen controles auditados,
documentados y reuniones de mejoras.
En la parte final se encuentra las conclusiones, recomendaciones, glosario,
bibliografías y anexos.

PARTE TEÓRICA

CAPÍTULO I
ANTECEDENTES HISTÓRICOS DEL SECTOR
FLORICOLA EN EL ECUADOR.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 3 UTN – FICA – CINDU
CAPÍTULO I
1. ANTECEDENTES HISTÓRICOS DEL SECTOR FLORICOLA EN EL
ECUADOR.
1.1. Sector Floricultor en Ecuador.
Las exportaciones agrícolas ecuatorianas se han caracterizado en la historia del
comercio exterior por la dependencia exclusiva de un determinado grupo de
productos. Pero a inicios de los noventa; las flores, frutas exóticas, madera, fibras
vegetales y los bienes manufacturados, entre otros, auspiciados por una apertura al
comercio exterior y una reducción de aranceles, crecen a ritmo acelerado de 45.0%
anual aproximadamente1.
Este fenómeno permite la consolidación y el desarrollo del sector floricultor en
particular, el mismo que, en pocos años, se ha convertido en el cuarto rubro de
exportación de Ecuador. Con su desarrollo, adicionalmente, cambian el tradicional rol
de la sierra, como abastecedor del mercado interno, para convertirse en una región
generadora de divisas.
El sector florícola inició en 1983, con 2 hectáreas de cultivo y sustentado en una
producción de altísima calidad, ampliando progresivamente sus áreas de cultivo. Las
plantaciones, en los primeros años, se concentraron en la provincia de Pichincha para
posteriormente dirigirse a Cotopaxi, Azuay, Imbabura, Chimborazo, Cañar, Carchi y
Loja. Además, la demanda de flores tropicales integra al clúster florícola a la
provincia del Guayas. Actualmente existen en el Ecuador 2976,53 hectáreas
cultivadas de flores.
El crecimiento de las exportaciones de rosas en el país ha sido del 88% para el
periodo 2005 al 2008. Los principales mercados de exportación para las rosas son:
Estados Unidos, Rusia, Holanda (Países Bajos), Italia y España. Para el año 2008,
según datos Banco Central del Ecuador, Estados Unidos se lleva el 74% del total de
exportaciones de rosas, seguido de Rusia con el 10%, Holanda (Países Bajos) se
llevan el 6% del total exportado, y el restante 10% se reparte el resto del mundo. En
el Ecuador, la evolución de los precios FOB por tonelada métrica en el período Enero
2005 a Julio 2009 ha seguido la misma tendencia cíclica conforme al comportamiento
de los precios internacionales de las flores. Para ese período, los precios FOB se han
incrementado en un 91%, siendo su precio promedio $ US 5.999 y el récord se lo
alcanza en el mes de Febrero del 20082. Vemos en la Tabla 1.1. Y Gráfica 1.1. Un
breve resumen.
1 Diario El Comercio, 10 enero 2006; p. 10
2 http://www.buenosdiasplaneta.org/rm2000/cuadro22.htm
2 http://www.buenosdiasplaneta.org/rm2000/cuadro22.htm

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 4 UTN – FICA – CINDU
Fuente: CFI
EXPORTACIONES DE FLORES
(En Miles de USD FOB)
2010 2011 2012 Variación
2011/2010
Variación
2012/2011
Enero 57.333 60.523 71.680 5.6% 18.4%
Febrero 75.829 91.303 96.123 20.4% 5.3%
Marzo 48.964 50.852 52.362 3.9% 3.0%
Abril 53.573 59.544
11.1%
Mayo 50.042 56.175
12.3%
Junio 40.688 47.931
17.8%
Julio 37.119 43.971
18.5%
Agosto 41.236 48.909
18.6%
Septiembre 46.922 51.144
9.0%
Octubre 61.130 59.209
-3.1%
Noviembre 45.883 53.261
16.1%
Diciembre 49.042 52.854
7.8%
Enero-
Marzo 182.126 202.678 220.165 11.3% 8.6%
Total 607.761 675.675
11.2%
Fuente: BCE (Comercio Exterior).
Tabla 1.1. Exportaciones (Rosas).
Período Valor FOB
(US$ miles)
2001 168390,58
2002 215885,53
2003 241986,82
2004 257651,27
2005 288232,74
2006 309150,79
2007 324553,91
2008 546290,17
2009 458109,35
ene-
sep/09 367649,28
ene-
sep/10 319123,45

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 5 UTN – FICA – CINDU
Gráfica 1.1. Flores y Precio. Fuente: CFI, Elaborado por: Nataly Molina.
La flor ecuatoriana primordialmente es incentivada por la inversión privada, ha
desarrollado un producto de excelentes características, gracias a las condiciones
climáticas del país. Hoy las flores nacionales se enmarcan en el rango de PREMIUM,
aspecto que le permitió posicionarse en importantes mercados internacionales,
volverse competitivo y mantener un status de calidad.
La demanda internacional de flores ecuatorianas ha demostrado un comportamiento
creciente en el transcurso de los veinte últimos años. Las estimaciones de entidades
internacionales especializadas en la actividad florícola Union Fleurs y el Centre for
the Promotion of Imports from Developing Countries (CBI), establecen un
incremento en el principal mercado consumidor de flores, la Unión Europea. Esto es
factible considerando que los países que la integran tienen los más altos ingresos a
nivel mundial.
1.2. Información Histórica.
Las flores son el reflejo puro de la naturaleza, demuestran su originalidad, colorido y
fragancia, características propias de lo innato, real, y exquisito; así mismo significan
la expresión clásica y profunda de los sentimientos, afecto y amor hacia nuestro
prójimo; pero no es solo eso, también representan producción de riquezas, utilización
de mano de obra y oferta de un producto sutil, hacia mercados externos que generan
importantes ingresos de divisas al país.
La producción de flores comenzó en 1982, los agricultores ecuatorianos, tanto de la
Costa como de la Sierra decidieron dedicarse al cultivo de productos que hasta
entonces no tenían mayor representación en las exportaciones: flores, mango, piña,
brócoli, espárragos, maracuyá y otros. Lo cual resultó una buena idea; ya que para
1992 la producción de los no tradicionales había aumentado significativamente, pero
abastecía al mercado interno principalmente. Los empresarios tuvieron que trabajar
mucho para lograr abrir los mercados externos y cumplir con sus exigencias. En
algunos casos, las plantaciones de café, cacao y banano pasaron a segundo plano3.
3 Expreso Especial / Flores Julio 2005
0100000200000300000400000500000600000
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
20
09
ene-
sep
/09
ene-
sep
/10
Valor FOB (US$ miles)
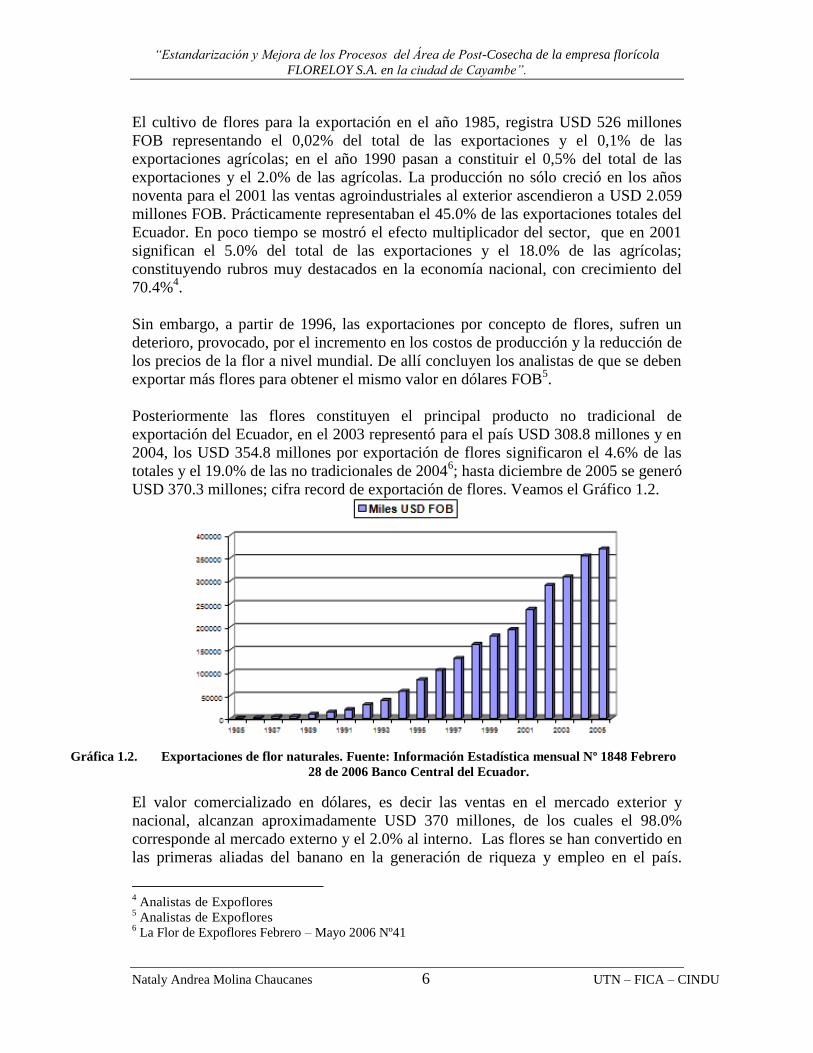
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 6 UTN – FICA – CINDU
El cultivo de flores para la exportación en el año 1985, registra USD 526 millones
FOB representando el 0,02% del total de las exportaciones y el 0,1% de las
exportaciones agrícolas; en el año 1990 pasan a constituir el 0,5% del total de las
exportaciones y el 2.0% de las agrícolas. La producción no sólo creció en los años
noventa para el 2001 las ventas agroindustriales al exterior ascendieron a USD 2.059
millones FOB. Prácticamente representaban el 45.0% de las exportaciones totales del
Ecuador. En poco tiempo se mostró el efecto multiplicador del sector, que en 2001
significan el 5.0% del total de las exportaciones y el 18.0% de las agrícolas;
constituyendo rubros muy destacados en la economía nacional, con crecimiento del
70.4%4.
Sin embargo, a partir de 1996, las exportaciones por concepto de flores, sufren un
deterioro, provocado, por el incremento en los costos de producción y la reducción de
los precios de la flor a nivel mundial. De allí concluyen los analistas de que se deben
exportar más flores para obtener el mismo valor en dólares FOB5.
Posteriormente las flores constituyen el principal producto no tradicional de
exportación del Ecuador, en el 2003 representó para el país USD 308.8 millones y en
2004, los USD 354.8 millones por exportación de flores significaron el 4.6% de las
totales y el 19.0% de las no tradicionales de 20046; hasta diciembre de 2005 se generó
USD 370.3 millones; cifra record de exportación de flores. Veamos el Gráfico 1.2.
Gráfica 1.2. Exportaciones de flor naturales. Fuente: Información Estadística mensual Nº 1848 Febrero
28 de 2006 Banco Central del Ecuador.
El valor comercializado en dólares, es decir las ventas en el mercado exterior y
nacional, alcanzan aproximadamente USD 370 millones, de los cuales el 98.0%
corresponde al mercado externo y el 2.0% al interno. Las flores se han convertido en
las primeras aliadas del banano en la generación de riqueza y empleo en el país.
4 Analistas de Expoflores
5 Analistas de Expoflores
6 La Flor de Expoflores Febrero – Mayo 2006 Nº41

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 7 UTN – FICA – CINDU
Un nuevo “boom” que merece mucho cuidado y dedicación por parte de los
empresarios. Se encuentran en el 4to lugar como producto de mayor exportación,
detrás del petróleo, el banano, y los enlatados de pescado (sin tomar en cuenta las
remesas, ni el turismo).
A pesar de los logros también existieron problemas, como cuando Estados Unidos en
1994, adujo dumping e intentó imponer 50.0% de impuesto a todo envío de flores
ecuatorianas a ese país, asunto que fue clarificado por el sector privado en unión con
el gobierno nacional de entonces en cortes norteamericanas.
Otro punto en contra es el elevado costo del flete ecuatoriano frente a países
competidores como Colombia, lo que hace aún más fuerte a la competencia para las
flores ecuatorianas; otra de las grandes dificultades en épocas altas es la falta de
frecuencias de transporte aéreo, ocasionando grandes pérdidas económicas a las
empresas, en algunas ocasiones; las medidas de defensa ambiental de los países
importadores son muy severas, y a veces no se pueda cumplir, consecuentemente no
se puede exportar; estos entre otros son los difíciles problemas que hasta hoy han
impedido un mayor crecimiento de este sector.
El sector podría crecer más si recibiera la atención que merece de las autoridades
gubernamentales y si contará con tecnificación y control sanitario. El uso indebido de
químicos le impide llegar a mercados exigentes como la Unión Europea.
También es una actividad altamente intensiva en la mano de obra, con un
significativo efecto multiplicador. La mayoría de las empresas de flores en Ecuador
emplea entre 11 y 13 personas por hectárea, mientras que la ganadería, una actividad
tradicional en la Sierra, ocupa solamente entre 0.3 y 3 trabajadores. En 1990 3.500
personas se dedicaban a esta actividad, mientras que en el 2000, estas bordeaban los
40.000 trabajadores. Para el 2005 se observa que existen 60.000 trabajadores
contratados de manera directa en las empresas florícolas y 100.000 trabajadores que
tienen empleos directos en negocios afines a la floricultura.
1.3. Evolución de las Empresas Florícolas Ecuatorianas.
Los productos florícolas han alcanzado éxito en el mercado internacional, lo cual ha
permitido que nuevas empresas se incorporen al comercio mundial de flores frescas,
no obstante, los problemas antes señalados ocasionaron que los floricultores busquen
soluciones a través de la Asociación de Productores y Exportadores de Flores
EXPOFLORES, de manera que en noviembre de 1984 se inscribe; las primeras
gestiones de la Asociación se encaminan a obtener la aprobación de sus Estatutos por
parte del Ministerio de Agricultura y Ganadería (MAG), y la consecución de recursos
de la Corporación Financiera Nacional (CFN). Se constituyen como un ente gremial
que estructura sus iniciativas hacia el apoyo para el desarrollo del sector floricultor,
defendiendo su posición en los mercados internacionales, busca el perfeccionamiento
integral de ésta actividad en el país en diferentes aspectos:

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 8 UTN – FICA – CINDU
Bienestar social para sus integrantes, mejorar la calidad de producción, aplicación de
tecnología de punta, información técnica especializada como herramienta para la
toma de decisiones, entre otros7. En la actualidad existen aproximadamente 420
empresas asociadas. Entre los factores que han influido para que ésta actividad haya
crecido tanto tenemos8:
• Las plantaciones están asentadas en lugares favorables para la floricultura, es
decir principalmente en valles, donde la iluminación y temperatura son adecuadas
para el alto rendimiento productivo.
• La industria florícola tuvo la capacidad de captar mano de obra barata, por lo
tanto costos más bajos y competitivos en relación con otros países.
• El poder económico y político ha influenciado la creación de legislaciones
ambientales flexibles que proporcionan garantías para el sector.
• Las exportaciones agrícolas están exoneradas del pago de aranceles (Ley de
Preferencias Arancelarias ATPDEA).
• El monto de inversión es muy bajo comparado con otros países, por ejemplo para
cultivar y producir una hectárea de flores en Israel se necesita USD 600 mil, en
Holanda USD 1.300. mil y en Ecuador USD 350 mil.
1.4. Zonas Productoras.
En el Ecuador existen 23 provincias, de las cuales hay 33.677ha (aproximadamente
334 Km2) dedicados al cultivo de flores, el 73% corresponde a flores permanentes y
26.4% a flores transitorias. Las principales productoras de flores se encuentran en:
Pichincha (localizadas en Quito, Cayambe, Checa, Rumiñahui, y Tumbaco); y
Cotopaxi, sigue en importancia Azuay, Imbabura y Guayas (exclusivamente con
flores permanentes). En menor proporción el grupo de provincias con alguna
producción de flores se incluyen: Carchi, Cañar, Chimborazo y Loja; representan el
2.5% de la superficie cultivada de flores. Veamos la Tabla 1.2. y Gráfica 1.3.
Tabla 1.2. Zonas con mayor producción de flores
7 EXPOFLORES Marketing Flowers, revista Ecuatoriana de la Floricultura Nº6
8 Las Flores del Mal, Floricultura y su crecimiento acelerado Alerta Nº 88

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 9 UTN – FICA – CINDU
Tabla 1.3. Superficie de cultivo de flores por provincia.
De la superficie total cultivada de flores, aproximadamente el 59,6% se producen
bajo invernadero que se desglosa en: el 54,3% de flores permanentes, 5,3% de
transitorias y 40,4% en campo abierto (19,3% permanentes y 21,1% transitorias).
Gráfica 1.3. Provincias con más cultivos de flores.
En el país existen 1923 Unidades de Producción Agropecuarias (UPAs) que se
dedican al cultivo de flores, de las cuales 525 (27,3%) venden su producción al
exterior y también lo hacen al mercado nacional; el resto de UPAs, es decir 1398 (el
72,7%) comercializan su producción en el país. El 80% del total de 525 UPAs que
producen para el mercado externo, pertenecen a Expoflores.
Su relevancia se muestra en las siguientes cifras9:
• Cubren el 88,5% de la superficie cultivada (del cual el 65,1% de flores son
permanentes y el 23,4% flores transitorias).
• Comercializan el 99,1% de los tallos, que se desglosa en 92,4% al comercio
exterior y el 6,7% al comercio interior (cubriendo el 100% del comercio exterior
y el 88,1% del interior)
9 III Censo Nacional agropecuario, 2000

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 10 UTN – FICA – CINDU
• Tienen el 99,6% del mercado que se desagrega en 98,3% al internacional y 1,3%
del nacional (del mercado internacional y el 76,8% del nacional).
1.5. Principales Productos Florícolas.
El sector florícola es el que más ha trascendido en los últimos años en el ámbito
agrícola, por lo tanto se ubica como uno de los de mayor desarrollo dentro de la
actividad exportadora, logrando la diversificación de las ventas de varios tipos y
colores de flores; ha contribuido también con el aparecimiento de nuevos ítems; entre
los que más se destacan: rosas, pompón, gypsophilias, crisantemos, claveles, como
los ya conocidos; y entre los que inician sus exportaciones son: los árboles, arbustos,
rosales incluso injertados, flores tropicales, etc.
Las rosas se destacan por tener la mayor superficie cultivada 2.053.6 ha (61.9%)
como vemos en la Tabla 1.3. y Gráfica 1.4.., seguidas por las flores verano que
registran 432.9 ha (13.1%) y gypsophilias con 370 ha (11.2%). Las demás variedades
no superan el 10% del total.
Principales países consumidores
Variedades de flores y su exportación
Tabla 1.4. Países consumidores, Variedades de flores que exporta el Ecuador y Superficie por tipo
de flor.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 11 UTN – FICA – CINDU
Gráfica 1.4. Hectáreas por especies de flores cultivadas.
1.6. Situación Geográfica: localización de la empresa donde se da la
investigación.
El cantón Cayambe está ubicado al noroeste de la provincia de Pichincha, ver Figura
1.8., y es un territorio de muchas fortalezas, riqueza cultural y tierras fértiles que
benefician extraordinariamente a la producción agropecuaria.
Gráfica 1.5. Mapas del Ecuador, la provincia de Pichincha y el cantón Cayambe
10.
1.6.1. Descripción del Cantón Cayambe.
Cayambe es uno de los 8 cantones que conforman la provincia de Pichincha. Su
capital, la ciudad de Cayambe, se encuentra a, 75 Km. al nororiente de la ciudad de
Quito sobre los 2.700 msnm y está atravesado por la línea ecuatorial.
10
http://es.wikipedia.org/wiki/Cayambe (cant%C3%B3n), Fuente: SIISE, Versión 2.0, 2000, INEC.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 12 UTN – FICA – CINDU
Los límites del Cantón no pueden ser precisados en el sentido de que los documentos
correspondientes que reposan en las entidades gubernamentales y locales no los
precisan1. De una forma muy general lis límites son: al norte la provincia de
Imbabura, al sur el Distrito Metropolitano de Quito y la Provincia del Napo, al este
las provincias de Napo y Sucumbíos y al Oeste el Cantón Pedro Moncayo y el
Distrito Metropolitano de Quito. De la imprecisión limítrofe deriva la dificultad de
contar con un indicador de superficie territorial.
Consideraremos, de acuerdo a datos del INEC que reposan en las oficinas de catastro
municipal que señalan la superficie del cantón como 1.350 Km211
, los cuales ocupan
un 9.3% del territorio de la provincia y, según el censo de 1990, agrupa el 2.7% de la
población de la provincia.
Cayambe es un espacio que cuenta con tres ejes económicos importantes:
Las economías campesinas
La producción florícola
La economía de prestación de servicios
La producción florícola aparece desde la década de los 80, creciendo a ritmos
superiores al 20% anual hasta 1997, año en que, por decreto municipal se prohíbe la
implantación de nuevas fincas, basta establecer un sistema de uso racional del suelo
del Cantón. Desde entonces, aunque el número de empresas río aumenta
considerablemente, pero continua creciendo la superficie cultivada con flores para
exportación, sobrepasando al momento las 900 ha. Estas fincas para el cultivo de
flores cortadas para exportación se asentaron y desarrollan en la cuenca del Río
Pisque, en tierras relativamente planas, con acceso a agua de riego, aptas para la
producción agropecuaria.
Se puede agrupar a las fincas por el tamaño de sus inversiones, por la tecnología
utilizada, las condiciones de trabajo en su interior y en general de acuerdo a su
función en la sociedad. Aunque no se tiene información para afirmar cuantas fincas
son de cada tipo, a groso modo se puede habar de tres tipos de floricultoras:
A) Empresas con alta inversión de capital, suficiente para disponer de tecnología de
punta. Se encuentran exitosamente implantadas, su estructura, tecnología,
reglamentos y normas se encuentran plenamente probados. Manifiestan cierta
inclinación a cumplir con algunos requerimientos y demandas de mejoras y de
control sobre la floricultura, tratan de controlar la contaminación ambiental y
proteger en algo la salud de sus trabajadores. Su húmero es reducido.
11 INEC, Censo de población y vivienda de 1990. La realidad es que no se puede determinar con exactitud esta cifra puesto que entre la mayoría de
cantones de la República no existen límites naturales definidos además, con posterioridad a 1990 sucedieron creaciones de provincias y cantones
en la zona amazónica que han mermado el territorio del cantón.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 13 UTN – FICA – CINDU
B) Fincas con menor cantidad de recursos y tecnología que las anteriores y para
competir con ellas deben recurrir al crédito y a otros servicios de apoyo o compra
de tecnología, que a su vez representa incrementos de costos y menores
rentabilidades. En este grupo, que es mayoritario y diverso, se fuerzan los
recursos naturales y humanos, y se cumplen a medias con los reglamentos de
funcionamiento, las garantías ambientales y socio-laborales de sus trabajadores.
C) Fincas que se encuentran en proceso de implantación, que están probando las
tecnologías y métodos de producción, donde lo último que incorporan son las
normas técnicas de protección ambiental y las garantías a sus trabajadores. En
este grupo se encuentran también los pequeños productores de flores para el
mercado interno y los productores de insumos para las empresas de mayor
tamaño.
1.7. Descripción de las Áreas de una Empresa Florícola.
1.7.1. Organigrama Típico de una Empresa.
Un Organigrama Típico de una empresa podemos observar en la Gráfica 1.5.
Gráfica 1.5. Organigrama Típico de una Empresa. 12
12
Ingeniería Industrial: Estudio de Tiempos y Movimientos – Niebel, Benjamín W. 1.999. Editorial
“Representaciones y Servicios de Ingeniería” – Edición No. 2 Pág. 536

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 14 UTN – FICA – CINDU
1.7.2. Descripción general de los procesos principales en una empresa florícola.
1.7.2.1. Proceso de Comercialización.
El objetivo de este proceso es asegurar que los requisitos del cliente se determinen y
cumplan con la finalidad de aumentar la satisfacción del mismo, otorgando siempre
un producto de buena calidad y un servicio que se ajuste a sus necesidades. El
proceso de comercialización se inicia con la búsqueda de potenciales clientes a
quienes se les proporciona información respecto a las variedades de flores.
El Proceso de Comercialización, recibe de post-cosecha todos los días la
disponibilidad de flor (entrada: “Disponibilidad”), para que pueda ser ofertada al
Cliente, recibe también los incumplimientos que puedan surgir, a los pedidos
previamente convenidos con los Clientes (entrada “Incumplimientos”), para que
puedan ser notificados al mismo. La salida del Proceso es la comunicación de los
requisitos al proceso de Post-cosecha (salida: “Pedidos de Flor”). La metodología
utilizada para realizar esta comunicación se encuentra detallada en el “Proceso de
comercialización”.
Una vez entregado el pedido y su documentación, el personal de Ventas mantiene un
contacto permanente con los clientes con el fin de conocer la medida de satisfacción.
Además de proveer información del mercado y las necesidades del mismo a fin de
proporcionar datos esenciales en la toma de decisiones para el Proceso de Cultivo. En
caso de existir alguna queja, ésta es comunicada a los responsables de área
relacionada con la queja a través del gerente de comercialización para que ésta sea
investigada y manejada según se indica en el procedimiento de “Acciones Correctivas
Preventivas”.
1.7.3. Proceso de Compras.
El Proceso de Compras se aplica a la compra de productos que afectan directamente a
la calidad de la flor producida y comercializada. Estos son:
- Plantas y Material Vegetal
- Insumos Agroquímicos
- Material de Empaque
1.7.3.1. Compra de Plantas y Material Vegetal.
La compra de material vegetal se define de acuerdo a la información proporcionada
por el Proceso de Comercialización (variedades de mayor y menor venta, tendencias
del mercado), y Proceso de Cultivo (productividad por variedades). Una vez que se
han identificado las variedades erradicar, se selecciona a los obtentores que poseen
las variedades seleccionadas y definen los acuerdos para la compra (esta negociación
la realiza directamente Gerencia General).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 15 UTN – FICA – CINDU
Definida la negociación, se comunica al responsable del Proceso de Cultivo para que
proceda a realizar la verificación de las plantas compradas y clasifique las plantas que
sirven para proceder a la siembra. El material vegetal que no cumple con las
expectativas, es tratado de acuerdo a los criterios establecidos en el procedimiento de
Producto no conforme.
1.7.3.2. Compra de Agroquímicos y Material de Empaque.
Las actividades para definir la compra de Agroquímicos y material de empaque se
inician cuando los responsables de los procesos de Cultivo y Post-cosecha elaboran
las requisiciones de Materiales y/o Insumos necesarios y lo remiten al Jefe de
Compras, entradas “Pedido de Insumos y Materiales”, éste reúne información
proporcionada por el Bodeguero, de la existencia de los productos que fueron
requeridos y establece cantidades efectivamente necesarias (cantidad requerida –
saldos en bodega), y procede con la gestión de compra según el procedimiento
establecido realizando un análisis en base a las proformas recibidas, el análisis
proporcionará la mejor opción de compra en base a precios y tiempos de entrega
como sugerencia para el Jefe compras, quien realizará las respectivas órdenes de
compra para que sean aprobadas por el Subgerente Administrativo Financiero ó el
Jefe Administrativo y posteriormente se envíen al respectivo proveedor.
Una vez que el proveedor entrega el pedido, éste es verificado antes de su ingreso a
bodega. Los resultados de la verificación son considerados en la evaluación de
proveedores. Registrado el ingreso a bodega, los productos son entregados a los
respectivos solicitantes de acuerdo a sus requerimientos. Una descripción más
detallada del proceso se encuentra en el “Proceso de compras”. Un análisis
comparativo entre la requisición solicitada y los productos entregados, (facturas, nota
de venta y otros), permite comprobar el nivel de cumplimiento del Objetivo del
proceso. Durante la inspección, los productos que no cumplan con las
especificaciones, son manejados de acuerdo al procedimiento “Producto no
conforme”.
1.7.4. Proceso de Cultivo.
El proceso de cultivo tiene como finalidad:
- Asegurar que la flor exportable se ajuste a la planificación, de manera que
satisfaga las necesidades requeridas por el proceso de comercialización y la lista
de atributos y variables, orientado siempre a la Satisfacción del Cliente:
Entradas:
- Información del mercado, estrategias de venta
- Quejas y créditos de Clientes

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 16 UTN – FICA – CINDU
Este proceso se considera desde la planificación de la producción, hasta la entrega de
la flor a Post-cosecha (“Flor acorde con las especificaciones”). El proceso se inicia
con la preparación del suelo, como vemos en la Gráfica 1.6., y la compra de material
vegetal. Una vez preparado el terreno y seleccionados las plantas o patrones que serán
sembrados.
En la gráfica 1.6 vemos la manera como se empieza a trabajar la formación de
plantas y para luego realizar el Pinch de las variedades, con la finalidad de obtener
tallos productivos. Para conseguir el adecuado desarrollo de las plantas, se realizan
paralelamente actividades de monitoreo, y labores sobre el cultivo, especificadas en el
instructivo de labores culturales. De esta manera se controla que las flores producidas
posean la calidad deseada. Las flores son cosechadas y finalmente transportadas a la
Post-cosecha.
Gráfica 1.6. Fotografía Preparación del suelo.
Las labores de cultivo son apoyadas por la asesoría técnica y las actividades definidas
en el proceso de Apoyo de Mantenimiento, FertiRiego y MIPE. Los registros
generados durante la ejecución de las diferentes actividades descritas en el proceso,
proporcionan la información necesaria para monitorear el cumplimiento de los
objetivos.
1.7.5. Proceso de Apoyo.
- Este proceso tiene como finalidad apoyar el logro de los objetivos de
productividad, y longitud de tallos definidos en el proceso de cultivo y,
- Disminuir el porcentaje de flor nacional del total de flor procesada.
Entradas:
- Identificación de Necesidades, Fertiriego y MIPE.
- Identificación de las Necesidades de Mantenimiento.
- Información de Flor Nacional.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 17 UTN – FICA – CINDU
Salidas:
- Suelo Hidratado y Nutrido
- Plagas Controladas y Enfermedades
- Equipos e instalaciones funcionando adecuadamente
- Equipos calibrados y/o verificados
- Equipos e instalaciones funcionando adecuadamente
El monitoreo de plagas y enfermedades MIPE, se realiza con el fin de decidir los
productos químicos que deben ser aplicados para combatirlas o controlarlas. Los
productos químicos que pueden ser utilizados son aquellos enunciados en el Listado
de productos químicos y planificados en el programa de fumigación semanal. Las
labores de fumigación son ejecutadas por personal competente, a quien se dota del
equipo de protección necesario para realizar eficazmente el trabajo.
Por otro lado, el análisis de suelos realizado aporta información con respecto a las
necesidades nutricionales de las plantas, Para proveer de los nutrientes requeridos, se
prepara una formulación, la misma que es incorporada al suelo a través del riego.
Existe además la posibilidad de mejorar el suelo mediante la incorporación de materia
orgánica y otros.
La dotación de un adecuado nivel de nutrientes a través del riego se logra con un
oportuno mantenimiento del equipo utilizado. Un control de los dispositivos
medición, permite asegurar que las lecturas tomadas son reales y proporcionan
información confiable.
Finalmente, es a través de este proceso que se planifica y proporciona el
mantenimiento a los equipos de la finca para asegurar la continua realización de los
procesos. Los registros generados durante la ejecución de las diferentes actividades
descritas en el proceso, proporcionan la información necesaria para monitorear el
cumplimiento de los objetivos propuestos.
1.7.6. Proceso de Post-Cosecha.
Este proceso tiene como objetivo Asegurar que las órdenes de los clientes son
despachadas cumpliendo los requerimientos y especificaciones por ellos definidas, a
través de comercialización, (Pedidos de Flor a Post-cosecha). Para dar inicio a este
proceso, es necesario disponer de todos los materiales e insumos necesarios para
empacar la flor requerida por comercialización (Insumos y Materiales Disponibles), y
enviada por cultivo (Flor Acorde con las especificaciones definidas en la Lista de
Atributos y Variables).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 18 UTN – FICA – CINDU
1.7.7. Proceso de Planeación Estratégica y Administración de Recursos.
El Proceso de planeación estratégica y administración de Recursos, se ha definido
con el objetivo de asegurar que los recursos esenciales tanto para la implantación de
las estrategias como para el logro de los objetivos se identifican y se encuentran
disponibles, (Información del mercado a Planeación estratégica y Administración de
recursos).
El objetivo de este proceso es entonces verificar, controlar y proporcionar los
recursos necesarios para el mantenimiento del SGC, (asignación de recursos), la
definición, difusión y consecución de los objetivos, misión y visión de la empresa y
llevarla al completo éxito y logro de sus metas. Para monitorear el cumplimiento de
este objetivo se analiza el nivel de cumplimiento de objetivos puntuales en las áreas
de:
- Infraestructura: Cumplimiento de los planes de mantenimiento
- Capacitación: Cumplimiento de planes de capacitación
- Recursos: Dotación de recursos definidos en la planificación, dentro de los
plazos requeridos.
El proceso ADM se inicia con la definición de los elementos estratégicos que
gobiernan a LA EMPRESA: Misión, Visión, Política de Calidad y Objetivos de
calidad. Considera también las necesidades de recursos para mantenimiento y
adquisición de la infraestructura, recursos para mantenimiento de actividades de los
procesos y contratación y capacitación del personal.
1.7.7.1. Infraestructura.
Antes de definir los planes de mantenimiento, se ha identificado la infraestructura
adecuada que le permite cumplir los requisitos del producto para el logro de la
satisfacción del cliente. Esta infraestructura consta de:
a) En fincas: oficinas administrativas, compras, bodega, Post-cosecha, casetas para
fumigación, invernaderos, comedor, equipos para el riego y fertilización de las
plantas, equipos para fumigación y cuartos fríos para la preservación del producto.
b) Control del camión refrigerado para transportar el producto en óptimas
condiciones.
La infraestructura es continuamente inspeccionada con la finalidad de emprender
acciones oportunas en caso de requerir correcciones o cualquier actividad necesaria
para su mantenimiento. Las necesidades de recursos para el mantenimiento, recursos
para efectuar los mantenimientos solicitados por los diferentes procesos productivos a
través del proceso de Apoyo, se definen en el presupuesto de finca. La adquisición de
equipos y mantenimiento de la infraestructura de oficina es solicitado a través de una
orden de compra y solicitudes de trabajo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 19 UTN – FICA – CINDU
1.7.7.2. Ambiente de Trabajo.
La Alta Dirección, con el afán de asegurarse que el ambiente de trabajo tenga una
influencia positiva en la motivación, satisfacción y desempeño del personal con el fin
de mejorar el desempeño de la organización, ha definido las reglas y orientaciones
para que el personal pueda ejecutar las diferentes tareas asignadas en un ambiente
seguro y agradable.
Para proveer un ambiente seguro se ha desarrollado un “Programa de Bienestar
Ocupacional” además de haber definido normativas expresas para el manejo
plaguicidas y prevención de riesgos, en donde se han definido las condiciones de
protección que el personal debe considerar en el desarrollo de actividades que
implican exposición a situaciones de riesgo como son las actividades de fumigación
(exposición a químicos) y manejo de la flor en cuartos fríos (exposición a bajas
temperaturas).
En el caso de fumigación, la protección definida y el mantenimiento de los equipos
de fumigación se lo realiza en base a un estricto plan de mantenimiento, además los
niveles de contaminación son monitoreados en el personal a través de exámenes de
colinesterasa. Para el personal que trabaja de manera permanente en cuartos fríos, se
exige el uso de trajes térmicos. Se elaboran continuamente controles del
cumplimiento de las normativas de prevención de riesgos mediante listas de chequeo.
El resto del personal, según las actividades que realice es provisto de guantes, botas
de caucho, visores, o cualquier otro equipo de protección adecuada. Además de un
ambiente seguro, es importante proporcionar un ambiente agradable. Para conocer las
necesidades y expectativas del personal en estos términos, la empresa lleva a cabo
Encuestas para evaluación de Clima Laboral (VOE). Estas encuestas proporcionan
valiosa información que permite a la dirección tomar decisiones para mejora.
1.7.7.3. Talento Humano.
En lo referente a Talento Humano, las actividades del proceso en este tema se inician
cuando en un proceso a través de su responsable, solicita la contratación de personal
para desarrollar las actividades definidas en los procesos (Personal Competente). Esta
solicitud es analizada y en caso de ser aprobada (se justifica la contratación), es
gestionada.
Las competencias necesarias para cada cargo se encuentran definidas en el “Perfiles
de Cargo de La Empresa”, el cual además proporciona información respecto a las
responsabilidades y funciones inherentes a cada puesto de trabajo. La competencia
del personal es continuamente monitoreada por los responsables de área, quienes, en
caso de considerarlo necesario, solicitan o programan capacitación y evalúan
posteriormente su eficacia. La evaluación de los conocimientos impartidos desde su
ingreso hasta antes de cumplir los 90 días, se lo realiza mediante evaluaciones de

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 20 UTN – FICA – CINDU
rendimiento diarios y en base al cumplimiento de metas, en cultivo y en Post-
cosecha. La capacitación se programa con la intención de:
a) Promover en los trabajadores la conciencia de la importancia de su trabajo y de la
manera en que contribuyen a la calidad del producto y la satisfacción del cliente,
b) actualizar conocimientos relacionados con el desarrollo de las actividades
ejecutadas y objetivos planteados.
c) proporcionar nuevos conocimientos necesarios para mejorar la competencia.
d) Una descripción más.
e) detallada de las actividades desarrolladas en este proceso y los registros
generados se encuentran en el documento “Proceso RRHH”.
1.8. Descripción del Área Post-Cosecha de una Empresa Florícola.
1.8.1. Área de Post-Cosecha.
Realizado el proceso de corte en cultivo las flores son transportadas desde la sala de
Post-cosecha donde las flores son sometidas a un período de hidratación en malla,
luego continua con el proceso de clasificación, clasificando la flor como nacional o
de exportación y seleccionándolas por tamaño de botón, grado, color y punto de corte
según petición del cliente y de la “Lista de atributos y variables” ó indicaciones del
responsable del área. Las flores que no cumplan con las especificaciones definidas
para exportación, son clasificadas posteriormente como flor nacional, y procesadas
según indica el procedimiento de Control de Producto no Conforme.
Una vez clasificadas se procede al bonchado o preparación de bouquets cumpliendo
con los requerimientos de nuestros clientes para luego proceder a realizar el corte,
ligado y etiquetado de los bunches, ubicando luego los bonches en jabas de
hidratación, de donde pasan al cuarto frío, para que luego sean empacadas e
identificadas según los requisitos de los clientes (Flor empacada de acuerdo a los
requerimientos del Cliente y de la lista de atributos y variables).
La conservación, y almacenamiento adecuado se logra a través de un permanente
control de las temperaturas de los cuartos fríos. Finalmente las flores empacadas son
ubicadas en las estanterías del cuarto frío de empaque desde donde son despachadas.
Durante el proceso, se realizan diariamente evaluaciones PAC (Programa de
Aseguramiento de Calidad) a las actividades de clasificación, embonche, y empaque
como parte del proceso para asegurar la calidad de las actividades del proceso de
Post-cosecha.
Las flores que han permanecido embonchadas por un lapso mayor a 4 días en cuarto
frío (salvo indicación contraria de la Alta Dirección), son dadas de baja como flor
nacional y consideradas producto no conforme y se rigen al procedimiento “Producto
no conforme”.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 21 UTN – FICA – CINDU
1.8.2. Parámetros de Tratamientos de las flores en Post-Cosecha.
En lo que tiene que ver con parámetros de Clasificación no existe un acuerdo sobre
una forma igual o una técnica predeterminada por lo tanto es importante conocer las
diversas presentaciones y nombres de los tipos de flor:
Tipo de Flor: Esta clasificación tiene que ver con la utilización que el consumidor
haga de la flor.
- Flor Principal: Son las flores predominantes en cualquier arreglo tales como:
Rosas, Clavel, Astromelias, Cartuchos, Delfinuin. etc.
- Relleno: Se denomina relleno a las flores que por su colorido, calidad, volumen,
apertura sirven para decorar o hacer sobresalir otras flores, tales como: Gypsogila,
Aster, Pompón, Statice, Ornitogalun, etc.
- Acompañante: Son algunos follajes como: helecho cuero, helecho peine, trefern,
hoja de naranjo, hoja de eucalipto, pasto, etc.
Tipo de Tratamiento13
: Las flores por ser productos perecederos deben tratarse
física, química y mecánicamente para su conservación, por lo tanto se debe conocer
claramente cuál es el tratamiento indicado para conservar mejor cada tipo de flor.
- Sensibles al Etileno: Uno de los principales problemas para la conservación de las
flores es la producción de etileno. Estas flores deben ser tratadas con productos
que inhiben la formación del etileno, la mayoría basados en derivados de la plata,
denominados solución de carga. Las principales flores en esta clasificación son:
Clavel, Miniclavel, Gipsophila, Delfiniun, Lilium.
- Sensibles a la temperatura: No todas las flores pueden conservarse o alargar su
vida en condiciones de frío, por lo tanto es importante conocer cuáles son las
temperaturas mínimas para lograr la conservación necesaria.
- Sensibles a la humedad: Una gran cantidad de flores son susceptibles a ser
afectadas por las altas humedades relativas, por lo cual deben protegerse usando
fungicidas para obtener buenos resultados.
Tipos de Empaque: Las flores también pueden clasificarse de acuerdo a su tipo de
empaque.
- Flores enteras: Cuando se empacan por flor sólida, es decir, Rosas o Claveles,
Astromelias, etc.
- Combos: Se denominan Combos cuando se mezclan flores enteras en una caja.
- Bouquets: Cuando se mezclan en un ramo varios tipos de flor.
13
Analistas de Expoflores

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 22 UTN – FICA – CINDU
1.8.3. Normas Generales de Clasificación de flores (Parámetros de calidad de la
flor para ingresas en el mercado internacional).
En la mayoría de las Post-cosechas el proceso de clasificación es muy similar
siguiendo los mismos parámetros de calidad que a continuación se describe
rápidamente.
Factores que influyen en los precios de la flores en el mercado
Estacionalidad. Color y cantidad de hojas.
Variedad. Libre de sustancias químicas.
Tamaño de capullos. Libre de parásitos y enfermedades.
Etapa de abertura de brotes. Embalaje.
Brillo y color de la flor. Apariencia.
Daños en el capullo. Temperatura de las flores.
Longitud de tallo por manojo o ramo. Tiempo de vida en el florero.
Uniformidad de tamaño del capullo por
manojo.
Experiencia previa entre el comprador y
proveedor.
Regularidad de envíos.
Tabla 1.5. Factores que influyen en los precios del mercado
Punto de Corte: Según el mercado, se maneja el punto de corte o apertura de la flor.
El tener una flor con punto de corte más abierto no significa que tenga menor vida de
florero, ya que la vida de florero se cuenta desde que la flor se CORTA de la planta.
Si la flor se corta cerrada, y se abre una vez cortada, entonces sí va a tener una menor
vida de florero.14
.
- RUSIA y JAPÓN: Punto de corte más abierto (5). Prefieren tallos bien largos (de
70 a 90 cm) y los botones más grandes (6 cm ó más)
- USA y MEDIO ORIENTE: Punto de corte intermedio (3). Llevan desde 40 a 60
cm principalmente. Es el punto de corte que se utiliza para mandar a mercados
cercanos a U.S.A., Puerto Rico, Argentina, etc. Y dependiendo de la flor se
conoce por lo general en la separación de los sépalos y la colocación de los
pétalos.
- EUROPA: Punto de corte cerrado (2). Llevan desde 40 a 60 cm principalmente.
Cuando la flor debe hacer un largo viaje, el punto de corte debe ser ajustado para
que la duración de la flor sea mayor.
14
Analistas de Expoflores

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 23 UTN – FICA – CINDU
Gráfica 1.7. Puntos de Corte para las Rosas.
Grado: El grado es la relación entre la longitud del tallo, tamaño del botón floral,
cantidad de flores, consistencia y el peso del ramo.
- Longitud: Es la medida tomada desde el cáliz hasta el final de la flor.
- Tamaño de cabeza: Debe tener relación con la longitud y el grosor de los tallos.
- Número de flores: En algunos casos como el mini-clavel o la rosa Spray se debe
tener un mínimo de flores por tallo.
- Peso: En la mayoría de las especies un ramo debe tener un peso mínimo de
acuerdo a su grado.
- Consistencia: Es una cualidad de presentación subjetiva, por lo tanto depende de
cada empresa, técnico, operario, pero finalmente hace la diferencia entre un ramo
y otro.
Tipos de empaque (Tallos y Bunches): En principio, las flores están compuestas por
varios tallos que se juntan con una liga para formar un bunch. Cada bunch contiene
las siguientes cantidades dependiendo del mercado y de la flor:
Rosas
- En Rusia y USA los bunch son de 25 tallos (en dos pisos – arriba y abajo).
- En Europa, los bunch son de 20 tallos (en dos pisos)
- En Japón, los bunch son de 10 tallos (en dos pisos)
- Si el cliente tiene una necesidad específica, también se puede preparar.
- SPRAY ROSES van en bunch de 10 tallos
Tipos de Cajas: La unidad que se maneja para totalizar los envíos de flores es la Caja
FULL, sin embargo el cartón más comúnmente utilizado y conocido, es ½ Caja
FULL = 1 Half Box = 1 Tabaco box = 0.5 Full. Adicionalmente existen quarter
boxes, eight boxes, flat boxes, third boxes y hamper boxes, que son las más comunes.
En un embarque, siempre totalizamos las piezas, y luego damos su equivalente en
cajas full.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 24 UTN – FICA – CINDU
A continuación podrán encontrar en la tabla1.6 con las medidas y comparaciones de
los diferentes tipos de cartones y su equivalencia para la caja full.
Dimensiones de Cajas
Tipo Dimensiones
[Altura-Ancho-Largo] Equivalencia
Volumen
[Kilos]
Peso
[Kg]
Full Box 20 cm x 52.5 cm x 105 cm 1.0 18,27 16 - 30
Half Box 25 cm x 25 cm x 105 cm 0,5 10,88 8 - 15
Quarter Box 12.1 cm x 25 cm x 105 cm 0,25 5,26 4 - 7,5
Third Box 17 cm x 20.4 cm x 103.4 cm 0,333 5,98 6 - 8
Flat Box 12.5 cm x 55 cm x 115 cm 0,5 13,18 12 - 30
Eight Box 12 cm x 14.5 cm x 104.6 cm 0,125 3,03 2 - 4
Hamper Box 39 cm x 39 cm x 100 cm 1.0 25,35 16 - 28
Tabla 1.6. Dimensiones de la caja donde se empacan los ramos de flores.
1.8.4. Características Operacionales de la Post-cosecha de flores.
1.8.4.1. Condiciones Generales:
- Tamaño de las salas: Las salas de Post-cosecha deben ser diseñadas de acuerdo a
las necesidades de un pico, pensando en no generar aglomeraciones de gente,
mesas, baldes, dejar espacio para trabajar tiempos, movimientos, flujos y
mecanización de procesos. Y siempre pensando en futuras ampliaciones.
- Temperatura, Aireación, Humedad: Se debe pensar que las flores son seres vivos,
por lo tanto necesitan de condiciones óptimas de aireación, temperatura y
humedad, evitando que el ambiente sea propenso a altas temperaturas,
concentraciones de etileno o deshidratación de la flor.
- Iluminación: Las Post-cosechas deben tener un alto valor de iluminación
pensando en que el trabajo que se hace de forma meticulosa, tratando de utilizar
luz que evite el cansancio visual de las personas.
Infraestructura: En la mayoría de procesos Agrícolas, la Post-cosecha empieza en el
cultivo, por lo tanto las empresas deben preocuparse por evitar la improvisación, falta
de capacitación, falta de planeación, teniendo equipos que aseguren un efectivo
tratamiento y corte de la flor.
- Carros de corte: Estos carros deben tener un diseño ergonómico y de fácil
desplazamiento para evitar cansancio e incremento en las horas de corte como
también maltrato de las flores.
- Transporte de la flor a la post-cosecha: Se puede hacer de varias maneras desde
el carro halado por animales, el trole con operario, el tractor, el triciclo, hasta el
sofisticado cable-vía siempre y cuando estén diseñados para mantener la calidad y
ser un transporte ágil, dinámico y lo suficientemente grande.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 25 UTN – FICA – CINDU
- Soportes para cajas o lonas: Se deben prever suficientes soportes o carros o
algún tipo de estibas que eviten el maltrato a la flor que se recibe en la sala.
- Mesas de clasificación: Deben ser de un número suficiente para evitar
aglomeraciones, también deben ser ergonómicas para evitar lesiones en los
operarios, bien señalizadas, etc.
- Recipientes para el tratamiento: Se debe buscar un tipo de recipiente de fácil
transporte, limpieza y que no reaccione con las sustancias químicas.
- Cuartos fríos: Estos deben ser diseñados para la máxima producción y no para el
promedio, cumpliendo así el objetivo del enfriamiento
- Zonas de carga: Deben acondicionarse interna y externamente sitios como
cárcamos y otros similares para evitar el maltrato a las cajas.
- Tiempos y movimientos: En la mayoría de industrias donde el manipuleo,
transporte y modificación son los factores predominantes se debe hacer un estudio
del proceso adecuado, rápido y eficiente. En las post-cosechas los factores a
corregir más frecuentes son: Pasos no necesarios, flujos lentos, acumulación de
flores y ramos.
- Automatización y mecanización de las post-cosechas: No es imposible pensar en
que todas los anteriores materiales puedan conjugarse en varias máquinas,
equipos y controladores para hacer mucho más eficiente la operación. Por
ejemplo la utilización de máquinas clasificadoras, bandas transportadoras, pistolas
neumáticas, siempre y cuando su diseño y utilización cuente con la adecuada
transferencia de tecnología a operarios que por lo general tienen una educación
primaria.
1.8.5. Administración de la Post-cosecha
Como un área vital de cualquier empresa de flores, en ésta se requiere de una
administración, entre lo cual se encuentra, manejo de personal, manejo de
inventarios, confirmación de órdenes, manejo de estadísticas, control de presupuesto,
etc.
Personal. Es el insumo vital para el buen funcionamiento de cualquier empresa por lo
tanto es importante pensar en una adecuada capacitación, motivación, seguimiento.
- Manual de funciones: La mayoría de las empresas adolecen de un manual donde
claramente se expliquen las funciones de todos los niveles, por lo tanto es
importante delimitarlas para ser objetivo y claro con todo el personal.
- Organigrama: Se debe tener un organigrama de trabajo y estar actualizándolo
permanentemente para lograr un adecuado desarrollo.
- Rendimientos: Se debe tener curvas, historia, mínimos, máximos de rendimientos
por posición para lograr una adecuada motivación y valoración del personal.
- Cantidad de personal: Es importante conocer la producción, para estar ajustando
permanentemente las necesidades de personal con el suficiente tiempo, para
capacitar los operarios.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 26 UTN – FICA – CINDU
- Reglamento: Conocer adecuadamente el reglamento de la empresa como recurso
de control.
Manejo de Personal: Es importante tener toda la información necesaria para
confirmar órdenes sobre producción y estándares de calidad, ejecución presupuestal.
- Inventarios y Producción: Siempre se debe tener una información detallada de las
existencias, y de la proyección de producción, básicamente porque el mercado de
las flores obedece a los caprichos del consumidor y es producto suntuario, por lo
tanto la respuesta debe ser ágil, rápida y exacta.
- Estadísticas: La información a la cual se acude siempre para conocer el
funcionamiento de una empresa de flores es la estadística, por lo tanto es
importante tenerla actualizada y de un formato de fácil comprensión donde se vea
claramente la producción, la gradación, el nacional, sus causas y en lo posible
compararlo con las metas de producción.
- Insumos: Es claro que la responsabilidad de la post-cosecha es tener suficientes
insumos, para evacuar la producción.
- Presupuesto: Es necesario proyectar las necesidades, metas, progresiones.
1.8.6. Manejo en Cuarto Frio
- Pre-enfriamiento: Existen algunos equipos de pre-enfriamiento que son diseñados
de una manera muy pobre, produciendo en la flor síntomas de deshidratación, sin
lograr el objetivo de bajar la temperatura de manera uniforme. Para más
información visite nuestra página de pre-enfriamiento y diseño y manejo de
cuartos fríos
- Almacenamiento de flor: Se debe tener un mínimo de conocimientos e
infraestructura para almacenar flor, todas las cajas tienen ventanas para su
ventilación las cuales utilizan el 5% de los floricultores, si no existen carros de
almacenamiento lo mínimo deben ser estibas con altura que no sobrepasen los 2
metros.
- Rotación de flor: Se debe llevar un sistema de información claro sobre la fecha de
empaque, color, variedad para evitar que la rotación se convierta en un problema
de calidad.
- Transporte al aeropuerto: En lo posible conservar la cadena de frío y utilizar
agencias de carga con sistemas de control y seguridad15
.
15
Analistas de Expoflores
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 27 UTN – FICA – CINDU
1.8.7. Tipos de Productos.
1.8.7.1. Proceso y Control de calidad.
El Control de calidad se hace necesario en una industria analfabeta, donde se crean
cargos de control, en lugar de crear cargos de inducción y capacitación por lo tanto el
primer paso en el control de calidad es crear conciencia de trabajo. En la mayoría de
empresas se tiene ciertos "sitios claves", procedimientos claves y lugares claves
"donde se revisa el procedimiento, aunque el ideal sería que se trabajara en círculos
de calidad.
a) Recepción de Flor del Cultivo: Debe verificarse la calidad, cantidad,
procedencia y toda la mayor cantidad de información sobre la flor que ingresa a la
sala.
b) Clasificación y Elaboración de Ramos: Siempre se debe tratar tener estos
procedimientos por escrito, aunque nadie hace un ramo igual a otro, si deben
seguirse ciertas reglas mínimas de calidad para que la clasificación sea definida y
uniforme.
c) Inspección de Ramos: En la mayoría de empresas existe el patinador o control
de calidad cuya función es la de revisar la mayor cantidad posible de ramos,
d) verificando los parámetros de calidad. La principal causa de devolución es la
inconsistencia de los tallos que componen los ramos o el maquillaje al que han
sido sometidos.
e) Tratamiento de los Ramos: En la mayoría de las Post-cosechas es un sitio
neurálgico debido a que las personas encargadas de esta actividad si existen,
tienen una gran cantidad de obligaciones que no les permite concentrarse en ésta.
- Calidad de agua: Es la clave de cualquier tratamiento y debe ser el punto de
partida.
- Composición química del tratamiento: No existe una fórmula mágica para ningún
tipo de flor por lo tanto es importante aceptar sugerencias de la casa especializada
de acuerdo a la capacidad de la empresa. Existen kids de medición de bolsillo que
deberían ser de uso obligatorio.
- Dosis de tratamiento: Uno de los errores más frecuentes en las post-cosechas es
variar la dosis de sus tratamientos sin el estudio adecuado y ensayo solo
basándose en recomendaciones o experiencias en otros cultivos.
- Duración del tratamiento: Todas las flores, combos, bouquets, necesitan de un
tiempo mínimo de hidratación en solución, cuando existe una adecuada
planeación, programación ésta se debe cumplir para asegurar la calidad del
producto final.
- Aséptica de los recipientes: La mayor causa de muerte precoz de las flores es el
taponamiento vascular por falta de una limpieza de los recipientes o de la
indebida rotación de los tratamientos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 28 UTN – FICA – CINDU
f) Empaque: La última oportunidad de verificar que el producto que se va a
exportar es de excelente calidad es revisarlo en la zona de empaque o en las cajas
listas.
- Uniformidad de los ramos: La caja deber lo más uniforme que se consiga sin
olvidar que son flores.
- Empaque: En algunas ocasiones sobre todo en el caso de bouquets y combos
éstos van destinados directamente al supermercado por lo tanto la presentación de
la caja debe ser impecable.
- Insumos de calidad: Tanto el cartón como los capuchones, papel y demás
insumos deben ser de la mejor calidad, cualquier ahorro puede resultar caro.
- Marcación y composición: Las cajas deben ir debidamente identificadas con su
marcación y composición si así se requiere, se debe ser muy cuidadoso en este
paso para evitar el daño en todo el proceso.

29
CAPÍTULO II
ESTANDARIZACIÓN Y HERRAMIENTAS DE
MEJORAMIENTO DE PROCESOS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 30 UTN – FICA – CINDU
CAPÍTULO II
2. ESTANDARIZACIÓN Y HERRAMIENTAS DE MEJORAMIENTO DE
PROCESOS.
El objetivo de crear e implementar una estrategia de estandarización es fortalecer la
habilidad de la organización para agregar valor. El enfoque básico es empezar con
el proceso tal y como se realiza en el presente, crear una manera de compartirlo,
documentarlo y utilizar lo aprendido.16
2.1. Introducción.
La estandarización de procesos de negocio, empresa, Organizaciones, etc., hoy en día
es una herramienta o “meta” a alcanzar, por muchas organizaciones. Entre múltiples
motivos, las exigencias que nos impone un mercado globalizado, nos ha hecho
cambiar la visión del mundo y de los negocios.
La competitividad extrema, en la que no existen distancias ni fronteras y el hecho de
que la información, ha dejado de ser resguardo seguro en sus organizaciones, para
estar al alcance de todos. Provoca una enorme presión sobre las mismas, que deben
flexibilizarse y encontrar nuevos mecanismos para afrontar las presiones, para
innovar y en general, para sobrevivir17
.
2.2. Descripción de los procesos
El mapa de procesos permite a una organización identificar los procesos y conocer la
estructura de los mismos, reflejando las interacciones entre los mismos, si bien el
mapa no permite saber cómo son “por dentro” y cómo permiten la transformación de
entradas en salidas. La descripción de un proceso tiene como finalidad determinar los
criterios y métodos para asegurar que las actividades que comprende dicho proceso se
llevan a cabo de manera eficaz, al igual que el control del mismo para la mejora
continua como vemos en la Gráfica 2.2.
Esto implica que la descripción de un proceso se debe centrar en las actividades, así
como en todas aquellas características relevantes que permitan el control de las
mismas y la gestión del proceso. Para ello, y dado que el enfoque basado en procesos
potencia la representación gráfica, el esquema para llevar a cabo esta descripción
puede ser el que se refleja en la Gráfica 2.1.
16
http://www.definicionabc.com/general/estandarizacion.php.
17 http://e-ngenium.blogspot.com/2009/07/la-estandarizacion-de-procesos-una.html.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 31 UTN – FICA – CINDU
Gráfica 2.1. Esquema descripción de procesos a través de diagramas y fichas.
Gráfica 2.2. Etapas del Mejoramiento Continuo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 32 UTN – FICA – CINDU
2.3. Proceso vs Procedimiento.
Una vez establecido el esquema de descripción de los procesos y antes de seguir
avanzando, es importante hacer una reflexión sobre las diferencias entre procesos y
procedimientos.
Para ello, es necesario hacer una referencia obligada a los sistemas de aseguramiento
de la calidad establecidos conforme a la ISO 9001 de 1994, los cuales han estado
soportados por una serie de procedimientos documentados, que han sido necesarios
debido a las exigencias de los propios requisitos de dicha norma. En este contexto, los
procedimientos documentados han servido y sirven para establecer documentalmente
la manera de llevar a cabo una actividad o un conjunto de actividades, centrándose en
la forma en la que se debe trabajar o que se deben de hacer las cosas para llevar a
cabo una determinada tarea.
Por el contrario, un proceso transforma entradas en salidas, lo que acentúa la
finalidad de las actividades que componen dicho proceso. El proceso debe permitir el
que se efectúe un cambio de estado cuando se recibe una determinada entrada. Para
llevar a cabo esta transformación, será necesario ejecutar una serie de actividades, las
cuales pueden ser de “procedimiento” o ser de tipo mecánico, químico, o de otra
índole, veamos la Tabla 2.1.
Los procesos se centran, por tanto, en obtener resultados como consecuencia de la
transformación que producen las actividades que lo componen. Por ello, los procesos
tienen objetivos relacionados con los resultados que obtienen, y para ello se debe
ejercer un control para que las entradas sean las adecuadas, las actividades se realicen
de manera conforme y los recursos se empleen en el momento apropiado y de forma
correcta.
Tabla 2.1. Definición de proceso y procedimiento según la ISO 9000-2008
Resumiendo estas cuestiones, la diferencia fundamental radica en que un
procedimiento permite que se realice una actividad o un conjunto de actividades (y si
además es un procedimiento documentado existiría un soporte documental), mientras
que un proceso permite que se consiga un resultado. Es obvio, no obstante, que las
actividades que componen un proceso se pueden explicar a través de un
procedimiento documentado, si bien ahí se acaba el parecido, como vemos en la
Tabla 2.2.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 33 UTN – FICA – CINDU
Tabla 2.2. Diferencias entre procedimientos y procesos.
2.4. Estandarización.
2.4.1. Pasos Generales para la Estandarización que beneficie al tiempo y
productividad de su organización.
Describir el proceso actual:
El objetivo es describir como se realiza en el presente el proceso, no como debería
realizarse. En algunas ocasiones la mejor opción es que una sola persona lo describa,
en otras puede ser más efectivo, involucrar a todo el equipo. Los empleados pueden,
por ejemplo, describir como realizan cada paso; o pueden observar como realiza el
proceso el que mejor lo hace. Es conveniente utilizar diagramas de flujo, fotografías o
dibujos que describan el proceso.
Planear una prueba del proceso:
Crear un equipo que realice una prueba del proceso, realizarlo como actualmente se
aplica. Para este paso, se requiere decidir algunas de las siguientes cuestiones:
• ¿Cuánta gente se involucrará en la prueba? Si son pocas personas las que
elaboran el proceso, es conveniente involucrarlas a todas. Si son muchos los
que realizan el proceso, hay que seleccionar a los que más lo dominen.
• ¿Cómo serán entrenados los participantes? ¿Quién los entrenará?
• ¿Cómo registrarán los participantes sus progresos? ¿Cómo sabrán que
funciona y que no?
• ¿Cómo se documentarán el proceso y los cambios que se le hagan? ¿Cómo se
mantendrá actualizada la documentación?
Ejecutar y monitorear la prueba:
Requiere recolectar información y obtener ideas de todo el equipo para implementar
mejora el proceso en cuestión. Pueden centrarse en algunas de las siguientes
cuestiones:
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 34 UTN – FICA – CINDU
• ¿Hay instrucciones poco claras o innecesarias?
• ¿Cuáles son los problemas que ocurren?
• ¿Qué cosas ocurren que no están descritas en el diagrama del proceso?
• ¿Han mejorado los resultados? ¿Se ha reducido la variación en el proceso?
¿Podría reducirse más?
Revisar el Proceso:
Utilizar la información que se ha obtenido para mejorar el proceso. Simplificar la
documentación, tratando de mantenerla lo más simple y gráfica posible. Detectar
formas de probar o ensayar el proceso y enfatizar los aspectos claves de él.
Difundir el uso del proceso una vez revisado:
Si solo unas cuantas personas fueron involucradas en la prueba del proceso, se
requiere difundir el uso del nuevo proceso a los demás.
Mantener y mejorar el proceso:
Asegúrate que todos utilizan el proceso mejorado; anímalos a buscar nuevas mejoras
en él. Desarrolla métodos para capturar, probar e implementar las ideas de la gente.
Desarrolla procedimientos para revisar sistemáticamente el proceso y mejorarlo por
lo menos cada 6 meses. Mantén los documentos actualizados y asegúrate de que son
usados, particularmente para entrenar a los nuevos empleados.
2.4.2. Estandarización de Procesos.
Es un proceso dinámico por el cual se documenta los trabajos a realizar, la secuencia,
los materiales y herramientas de seguridad a usar en los mismos, facilitando la mejora
continua para lograr niveles de competitividad mundial.
Estandarizar significa homogeneizar, ajustarse a un patrón, seguir unas pautas
concretas.
La razón de estandarizar se basa en la necesidad de obtener resultados predecibles
y siempre con la calidad prevista.
Al ser un proceso en el que intervienen otros agentes externos hay que acogerse a
un estándar internacional, aceptado por todos.
¿Por qué es necesario?
Eliminar la variabilidad de los procesos
Asegurar resultados esperados
Optimizar el uso de materiales y herramientas
Mejorar la calidad y seguridad dentro de la organización

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 35 UTN – FICA – CINDU
Acondicionar el trabajo y los sistemas de manera que la mejora continua pueda
ser introducida
2.4.2.1. Beneficios
Seguridad (Se eliminan las condiciones de trabajo inseguras al estandarizar la
secuencia de operaciones y al retirar elementos innecesarios en la estación de
trabajo)
Calidad (El trabajo estandarizado tiene un enfoque especial en satisfacer las
expectativas del cliente, y por ende resalta aquellas actividades críticas que están
destinadas a cumplir con los estándares de calidad)
Costo (Se eliminan los costos por daños, por perdidas de material, y se elimina en
un alto grado el re-trabajo que es tremendamente costo)
Capacidad de Respuesta (Disminuye el tiempo de ciclo de cada operación,
balancea la carga operativa, de tal forma que se puede aumentar la velocidad de
línea y ganar productividad al liberar horas/hombre)
Desarrollo Organizacional (Las actividades de trabajo estandarizado son
desarrolladas por la misma gente que realiza el trabajo, lo que inculca mayor
organización en el trabajo y conocimientos de estandarización y mejora continua)
Un reto importante en el diseño de producto es reducir las variaciones a la vez que se
preserva la creatividad. Toyota crea flexibilidad a alto nivel en su sistema gracias a la
estandarización de las tareas de bajo nivel.
Se pueden definir tres grandes categorías de estandarización.
Estandarización de los diseños: Toyota lo consigue por medio de una
arquitectura común para sus productos, módulos y componentes compartidos o
reutilizables.
Estandarización de los procesos: Toyota lo logra diseñando sus productos
conforme a sus procesos de manufactura.
Estandarización de las competencias de ingenierías: provee flexibilidad en sus
recursos humanos y su programa de planificación.
La estandarización provee la fundación para desarrollar soluciones efectivas al
problema de demanda altamente cíclico de recursos en el diseño de producto.
También contribuye a crear entregas predecibles y estables tanto en tiempo como en
calidad, en un entorno que sabemos por definición impredecible.
2.4.2.2. Beneficios de Imagen.
- Los procesos en la empresa están debidamente documentados y controlados
(procesos estandarizados)
- Mejora la comunicación interna entre los diferentes departamentos de la empresa.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 36 UTN – FICA – CINDU
- Mejora la eficiencia y la productividad (se optimiza el uso de los recursos de
fabricación)
- Genera un ambiente de confianza, seguridad y mayor participación en todos los
niveles.
- Permite el entrenamiento de las personas (promueve el desarrollo de material de
capacitación a todo nivel)
- Permite establecer y utilizar estándares en los procesos
- Favorece el control estadístico de los procesos, ayudando a reducir la variación.
2.4.2.3. ¿Qué hacer para Estandarizar los Procesos?
El concepto moderno de calidad implica una revolución del pensamiento gerencial
sabiendo que su puesta en marcha permite mejorar la eficiencia productiva. Por tanto
el convencimiento, compromiso y liderazgo por parte de la alta dirección es el primer
gran paso que debemos dar al iniciar el proceso de estandarización.
La estandarización debe abarcar todos los procesos desarrollados en la empresa que
tengan influencia sobre la calidad de los productos y servicios.
Hay que recordar que al estandarizar los procesos, buscamos establecer la mejor
forma de hacer las cosas para obtener calidad uniforme y productos estandarizados,
solo así mantendremos la preferencia de los clientes, reducimos la variación y
logramos mayor eficiencia productiva. Desarrollar un sistema de gestión de calidad
con procesos estandarizados en una organización avícola significa construir una
nueva estructura con cultura y sabiduría propias las cuales generen un ambiente de
confianza y participación del personal. Los pasos para estandarizar nuestros procesos
estarán basados en establecer, documentar, implantar, mantener y mejorar
continuamente la eficacia del Sistema de gestión de Calidad para asegurar la
conformidad con los requisitos especificados.
Primer Paso: Definir Los Macro Procesos
Los macro procesos son los grandes bloques de actividades que de forma general
identifican las operaciones que realiza cada área en la organización. Definiendo los
macro procesos tendremos determinados clara y concretamente los procesos
involucrados en cada área de la organización.
Cada macro proceso estará compuesto por procesos, los cuales deben ser
identificados ajustándose al concepto que todo proceso viene a ser el conjunto de
actividades que utiliza recursos humanos, materiales y procedimientos para
transformar lo que entra al proceso en un producto de salida.
Segundo paso: Identificar los procesos.
Para identificar los procesos involucrados en cada macro proceso debemos entender
que todo proceso deberá tener un inicio y un fin, contar con elementos de entrada y
productos valiosos de salida, debe estar conformado por actividades relacionadas

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 37 UTN – FICA – CINDU
entre si, además debe permitir su control mediante elementos de detección y análisis
de los motivos de no conformidad (ítems de control).
Definir adecuadamente los procesos nos permitirá estandarizar solo aquellos procesos
que nos lleven a garantizar el resultado final y con ello satisfacer la demanda de
nuestros clientes. Debemos identificar todos los procesos y sus interrelaciones.
Siguiendo el ejemplo expuesto, dentro del macro proceso de reproducción,
definiríamos 03 procesos: 1.-Limpieza y preparación 2.-Etapa de levante y 3.-Etapa
de producción.
Tercer paso: Definir los subprocesos.
Cada proceso puede ser detallado en los llamados subprocesos. Hay que entender que
cada subproceso estará compuesto por un conjunto de actividades las cuales pueden
ser identificadas independientemente. El obtener mayor detalle mediante la definición
de los subprocesos, facilitara la descripción final de las operaciones involucradas en
cada proceso, entendiendo que estos se dan por etapas que siguen una secuencia
lógica.
Cuarto paso: Elaborar los diagramas operacionales.
Un diagrama operacional describe la secuencia ordenada de actividades que se
ejecutan para realizar un proceso, para este fin se empleara la simbología de las
herramientas de Ingeniería Industrial. Para elaborar los diagramas de operación
seguiremos la lógica descrita en la definición de los subprocesos, incluyendo a las
áreas o personas responsables de la ejecución de las actividades.
Los diagramas deben ser sencillos, deben definir los procesos prioritarios, deben ser
fácilmente comprendidos y de aplicación práctica para el usuario, deben representar
el flujo de un proceso, usando símbolos de conexión, decisión, proceso, documento,
archivo, inspección, transporte, depósito, etc.
Quinto paso: Documentar los procesos.
El Sistema de Gestión de Calidad requiere la definición de un manual de calidad y
procedimientos generales que se ajusten a todos los centros de producción y sirvan
como referencia permanente durante la implantación y aplicación de dicho Sistema.
La documentación desarrollada debe ser un medio de comunicación donde las
palabras escritas conlleven autoridad. Lo que escribamos (procedimientos, registros,
etc.) debe agregar valor al proceso y ser documentos de continuo análisis.
La descripción documentaria debe ser lo más sencilla posible, además debe ser de
fácil comprensión y aplicación para el usuario.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 38 UTN – FICA – CINDU
Debemos describir los procesos en forma concreta, basándonos en la práctica,
determinando para cada caso criterios de control. Finalmente lo descrito en cada
proceso debe tener coherencia con los estándares, debe tener nombres y formas
estandarizadas, indicando las fechas de emisión y actualización.
Sexto Paso: Formalizar Los Procesos
Todo documento usado en la organización debe ser autorizado por esta, por tanto
debe contar con la aprobación del área con mayor responsabilidad sobre cada
proceso. La propuesta del nuevo proceso estandarizado debe ser aprobada a nivel de
jefatura y/o gerencias. Luego el paso es buscar la aprobación formal del Gerente
Corporativo de cada área.
Séptimo Paso: Implantar Los Procesos
La estandarización es una tarea de especialistas, por tanto la implantación de los
procesos desarrollados deben ser efectuada por los especialistas de cada área. Los
procesos documentados deben servir como herramienta para el entrenamiento de las
personas, por tanto constituyen un material muy importante para la capacitación
constante de nuestro personal.
El especialista responsable de implantar los procesos en cada área debe asegurar un
ambiente de confianza, seguridad, motivación y máxima participación en todos los
niveles donde se implementen los procedimientos de gestión desarrollados.
Octavo Paso: Revisar Los Procesos.
La definición de estandarización nos hace concluir que siempre existe una mejor
manera de hacer las cosas pues los estándares no son eternos, sino que deben ser
modificados dentro del ambiente del mejoramiento continuo, los nuevos estándares
deben ser difundidos a todos los involucrados a fin que sean verdaderamente bien
utilizados.
Los usuarios de los estándares deben participar en la actualización de los mismos,
haciendo sugerencias de mejoramiento e informando sobre las anomalías. Debe
existir un ente coordinador que centralice toda la parte administrativa del manejo de
los estándares, sus cambios, los nuevos estándares y su difusión y aprobación.
2.5. Pensamiento Estadístico en el Control de los Procesos.
El pensar en forma estadística impulsa el análisis y el estudio de los procesos en base
a datos, remplazando el antiguo concepto basado solo en experiencias o percepciones.
Dos conceptos básicos que debemos interiorizar si buscamos alcanzar la excelencia
serán:
1. Si cambiamos nuestra manera de medir, cambiaremos nuestra forma de pensar
y de actuar.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 39 UTN – FICA – CINDU
2. Lo que no medimos no lo podemos controlar, lo que no controlamos no lo
podemos mejorar.
El Control Estadístico de Procesos se basa en utilizar un conjunto de herramientas
estadísticas para recopilar, estudiar y analizar la información de procesos repetitivos y
así tomar decisiones acertadas para mejorar estos. El control estadístico es aplicable
tanto a procesos de producción y de servicio, siempre y cuando estos cumplan con
dos condiciones: ser observables y repetitivos.
El Control Estadístico de Procesos servirá para llevar a la empresa del Control de
Calidad "Correctivo" por inspección, de pendiente de una sola área, al Control de
Calidad "Preventivo" por producción, dependiente de cada área productiva.
Una empresa que cuenta con Control Estadístico en sus operaciones, podrá mejorar
sus procesos, reducir desperdicios y re procesos, reduciendo los costos pues el control
estadístico involucra no solo crear el producto perfecto, sino también asegura que los
procesos internos son llevados apropiadamente con equipos que reciben
mantenimiento oportuno utilizando recursos de operación apropiados.
Al interior de nuestras empresas, la variación es el principal enemigo, debemos
entender que el cliente no percibe el promedio, el percibe la variación. El propósito
fundamental del control estadístico es identificar y eliminar las causas especiales de
variación para llevar los procesos bajo control con una media centrada al
requerimiento del cliente y con mínima desviación.
Entender y reducir la variación permite a las empresas tener una visión más completa
sobre el comportamiento de sus procesos, lo cual constituye una verdadera ventaja
competitiva para aumentar los niveles de satisfacción de los clientes.
"Si queremos que las cosas cambien debemos plantear y poner en ejecución nuevas
alternativas de gestión, nunca podremos mejorar si trabajamos aferrados a nuestras
viejas practicas día tras día"
2.5.1. Control Estadístico de Procesos (SPC).
Objetivo: Brindar información sobre el modo en que la productividad y la calidad
pueden mejorar continuamente por medio de la identificación del problema. El
término control estadístico del proceso puede ser desorientador porque muy a
menudo se alude solamente a los procesos de manufactura, siendo que sus métodos
pueden ser útiles para mejorar los resultados en otros rubros no manufactureros,
como las actividades de ventas y de personal.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 40 UTN – FICA – CINDU
Importancia: El mejoramiento continuo de los procesos de trabajo requiere de la
identificación, medición y eliminación del desperdicio. En el mejoramiento continuo
de los procesos se identifican dos tipos de desperdicios obvios, que no necesitan ser
cuantificados para su eliminación y los desperdicios no obvios, que están inmersos en
los procesos y de los cuales hay que conocer su magnitud y grado de variación, para
evaluar en qué medida afectan la calidad del producto o servicio.
La cuantificación de esta variación constituye el indicador que señala hacia donde ir y
en qué concentrarse para lograr e mejoramiento continuo de los procesos de trabajo.
El control de la variación de un proceso, mediante herramientas estadísticas, se
denomina Control Estadístico de Procesos, el cual contribuye a identificar las causas
que generan la variación. Todo proceso se puede predecir a partir de su control
estadístico. Se puede medir su capacidad y verificar si es necesario modificarlo o
diseñar uno nuevo. El control Estadístico de Procesos permite determinar la
estabilidad temporal de los procesos de trabajo.
2.5.1.1. Herramientas que permiten realizar la identificación y control de los
procesos.
Diagrama de Pareto. Se utiliza para saber las causas del problema y se le
asignan prioridad para mejorar. Se basa en la técnica de 80/20, según la cual el
80% de los problemas se puede atribuir al 20% de las causas
Diagrama de Causa Efecto. Es una forma de organizar y representar las
diferentes teorías propuestas sobre las causas de un problema. Se conoce también
como diagrama de Ishikawa o diagrama de espina de pescado y se utiliza en las
fases de Diagnóstico y Solución de la causa.
Diagrama de Dispersión (Correlación). Es una representación gráfica de la
relación entre dos variables, muy utilizada en las fases de Comprobación de
teorías e identificación de causas raíz y en el Diseño de soluciones y
mantenimiento de los resultados obtenidos. Tres conceptos especialmente
destacables son que el descubrimiento de las verdaderas relaciones de
causa−efecto es la clave de la resolución eficaz de un problema, que las relaciones
de causa−efecto casi siempre muestran variaciones, y que es más fácil ver la
relación en un diagrama de dispersión que en una simple tabla de números.
Estratificación. Herramienta estadística que clasifica los datos en grupos con
características semejantes, a estos grupos se les llama: estratos. La clasificación se
hace con el fin de identificar el grado de influencia de determinados factores o
variables en el resultado del proceso.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 41 UTN – FICA – CINDU
Gráficos de Control. Concepto: La variación ocurre en todos los procesos, ya
sean fenómenos naturales o invenciones humanas. Se dan dos clases de variación,
la variación aleatoria (que es natural en el proceso tal y como se desarrolla
habitualmente) y la no aleatoria (resultado de una causa atribuible específica). La
primera es predecible (proceso bajo control), sin embargo la segunda hace que el
proceso se encuentre fuera de control. Un gráfico de control presenta la variación
total en un proceso (aleatoria y no aleatoria) y se utiliza para monitorizar un
proceso y mantenerlo dentro de su capacidad operativa, es decir, bajo control.
Histogramas. Es un resumen gráfico de la variación de un conjunto de datos. La
naturaleza gráfica del histograma nos permite ver pautas que son difíciles de
observar en una simple tabla numérica. Esta herramienta se utiliza especialmente
en la Comprobación de teorías y Pruebas de validez. El error más común consiste
en no utilizar la herramienta porque se supone que los miembros del equipo
conocen ya todo lo que necesitan o se piensa que un simple índice numérico
puede proporcionar un resumen adecuado de los datos.
Hoja de Verificación. Es un método para observar los datos (de atributo o de
variable) a medida que son recolectados. Se trata de un formulario para recopilar
datos de un modo sistemático y congruente. El tipo de hoja de verificación más
común permite verificar el intervalo apropiado al cual corresponde una
observación en el momento de ser registrada.
A medida que aumenta el número de verificaciones, la distribución de los datos se
torna más evidente Brainstorming. El brainstorming consiste en poner rápidamente en
común todo tipo de ideas que un grupo de gente sea capaz de generar antes de llevar a
cabo cualquier debate o emitir juicio alguno. Se cogen todas las ideas por muy raras o
irracionales que parezcan.
Cómo Poner en Práctica un Brainstorming.
Mantenga un ambiente relajado. En las reuniones debe haber disciplina pero deben
ser informales. Si es posible, elija un lugar informal.
Elija un grupo de tamaño adecuado. La técnica parece funcionar mejor con grupos
de entre 5 y 7 personas.
Elija a un líder. El líder verifica que todo el mundo entiende lo que se está
haciendo y el porqué.
Defina el problema con claridad.
Genere tantas ideas como sea posible.
No permita ninguna evaluación o discusión.
Debe dar las mismas oportunidades de participación a todas las personas.
Escriba cada idea de forma clara y donde todos puedan verlas.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 42 UTN – FICA – CINDU
Cuando se ha hecho la lista con todas las ideas, revísela por si hace falta alguna
aclaración, asegúrese de que todo el mundo entiende cada elemento. En ese momento
puede eliminar las ideas duplicadas y quitar las ideas que el grupo considere que ya
no son apropiadas. Deje incubar las ideas. Realice varias sesiones de brainstorming
dejando unos días de intervalo entre ellas. Eso da tiempo al equipo para poder sopesar
las ideas, ya que esto a menudo da lugar a nuevas ideas en una sesión posterior.
Enfoques Para el Brainstorming.
De uno en uno: un miembro del grupo da una idea y la sesión continúa así hasta que
todo el mundo ha tenido la oportunidad de añadir una idea a la lista.
Puerta abierta o plena libertad: todo el que tiene una idea habla cuando quiere.
Escríbalo: las ideas se escriben en vez de ser enunciadas en voz alta, pero todo el
mundo debe ser capaz de ver su idea anotada en la lista.
2.6. Herramientas de Mejora de Procesos.
2.6.1. Ciclo de gestión Básico – ciclo PHVA.
Es la concepción básica que dinamiza la relación entre las personas y los Procesos y
entre los Procesos y los Resultados, veamos la Tabla 2.3.
Gráfica 2.3. Ciclo PHVA
2.6.2. La Ruta de la Calidad.
Es un procedimiento para solucionar problemas. En los términos usados en ella: "Un
problema es el resultado no deseado de una tarea“. Las causas de los problemas se
investigan desde el punto de vista de los hechos y se analiza la relación causa efecto.
Se evitan estrictamente las decisiones sin fundamento basadas en la imaginación o en
la teoría sin el análisis requerido, debido a que los intentos de solucionar los
problemas con bases subjetivas orientan en direcciones equivocadas, lo cual lleva al
fracaso o a demorar la mejora.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 43 UTN – FICA – CINDU
2.6.2.1. Pasos de la Ruta de la Calidad.
Existen 7 pasos para analizar y solucionar problemas:
1. Problema: Identificar el problema.
2. Observación: Reconocimiento de las características del problema.
3. Análisis: Búsqueda de las principales causas.
4. Acción: Acción para eliminar las causas.
5. Verificación: Confirmación de la efectividad de la acción.
6. Estandarización: Eliminar permanentemente las causas.
7. Conclusión: Revisión de las actividades y planeación del trabajo futuro.
2.6.2.2. Diagramas.
Para la representación de diagramas, la organización puede recurrir a la utilización de
una serie de símbolos que proporcionan un lenguaje común, y que facilitan la
interpretación de los mismos. Existen normas UNE para este tipo de representación
simbólica, si bien se centran en procesos específicos tales como procesos industriales,
de instalaciones o automatización industrial (como la norma UNE-EN-ISO
10628:2001 o la norma UNE 1096-3:1991), no existiendo una norma específica para
la representación simbólica de diagramas de proceso, veamos la Tabla 2.3.
Tabla 2.3. Elementos de un Diagrama.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 44 UTN – FICA – CINDU
2.6.2.3. Diagrama de Flujo de los Procesos.
Definición: Es una representación gráfica de la secuencia de todas las operaciones,
los transportes, las inspecciones, las esperas y los almacenamientos que ocurren
durante un proceso. Incluye, además, la información que se considera deseable para el
análisis, por ejemplo el tiempo necesario y la distancia recorrida. Sirve para las
secuencias de un producto, un operario, una pieza, etcétera.
Objetivos: Proporcionar una imagen clara de toda secuencia de acontecimientos del
proceso. Mejorar la distribución de los locales y el manejo de los materiales. También
sirve para disminuir las esperas, estudiar las operaciones y otras actividades en su
relación recíproca. Igualmente para comparar métodos, eliminar el tiempo
improductivo y escoger operaciones para su estudio detallado.
Identificación
El diagrama del recorrido debe identificarse mediante un título colocado en su parte
superior. Es práctica común encabezarlo con las palabras Diagrama del proceso de
recorrido. La información para identificarlo siempre es necesaria, como indica la
Tabla 2.4.
Tabla 2.4. Encabezado de un Formato de un Diagrama.
Recomendaciones previas a la construcción del diagrama de flujo
Obténgase un plano del lugar en donde se efectúe el proceso seleccionado. En el
plano deben estar representados todos los objetos permanentes como muros,
columnas, escaleras, etc., y también los semipermanentes como hacinamientos de
material, bancos de servicio, etc. En el mismo plano debe estar localizado, de acuerdo
con su posición actual, todo el equipo de manufactura, así como lugares de almacén,
bancos de inspección y, si se requiere, las instalaciones de energía. Igualmente, debe
decidirse a quién se va a seguir: al hombre o al material, pero sólo a uno, éste debe
ser el mismo que se haya seguido en el diagrama del proceso.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 45 UTN – FICA – CINDU
Tabla 2.5. Elementos del Diagrama Básico.
Este diagrama contiene, en general, muchos más detalles que el de operaciones, como
indica la Tabla 2.5. Por lo tanto, no se adapta al caso de considerar en conjunto
ensambles complicados. Se aplica sobre todo a un componente de un ensamble o
sistema para lograr la mayor economía en la fabricación, o en los procedimientos
aplicables a un componente o una sucesión de trabajos en particular. Este diagrama
de flujo es especialmente útil para poner de manifiesto costos ocultos como distancias
recorridas, retrasos y almacenamientos temporales. Una vez expuestos estos periodos
no productivos, el analista puede proceder a su mejoramiento.
Además de registrar las operaciones y las inspecciones, el diagrama de flujo de
proceso muestra todos los traslados y retrasos de almacenamiento con los que
tropieza un artículo en su recorrido por la planta. En él se utilizan otros símbolos
además de los de operación e inspección empleados en el diagrama de operaciones.
Una pequeña flecha indica transporte, que se define como el movimiento de un lugar
a otro, o traslado, de un objeto, cuando no forma parte del curso normal de una
operación o una inspección.
Un símbolo como la letra D mayúscula indica demora o retraso, el cual ocurre cuando
no se permite a una pieza ser procesada inmediatamente en la siguiente estación de
trabajo. Un triángulo equilátero puesto sobre su vértice indica almacenamiento, o sea,
cuando una pieza se retira y protege contra un traslado no autorizado. Cuando es
necesario mostrar una actividad combinada, por ejemplo, cuando un operario efectúa
una operación y una inspección en una estación de trabajo, se utiliza como símbolo
un cuadro de 10 mm (o 3/8 plg) por lado con un círculo inscrito de este diámetro.
Generalmente se usan dos tipos de diagrama de flujo: de producto y operativo.
Mientras el diagrama de producto muestra todos los detalles de los hechos que tienen
lugar para un producto o a un material, el diagrama de flujo operativo muestra los
detalles de cómo una persona ejecuta una secuencia de operaciones.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 46 UTN – FICA – CINDU
Ilustración de los símbolos, los de los diagramas de proceso para identificar una
actividad industrial18
, veamos la Gráfica 2.4.
Gráfica 2.4. Símbolos de Diagramas de una Actividad Industrial.
2.7. Método sistemático de mejora de procesos
Etapa Acciones Identificación, definición del proceso real.
• Detectar lo que desean y necesitan los clientes.
• Describir el proceso con el nivel de detalle necesario.
• Incluir las medidas adecuadas.19
Medición y análisis del proceso.
• Estudiar los resultados de las medidas.
• Detectar áreas potenciales de mejora.
• Elegir las mejoras más prometedoras.
18
Niebely Ferivalds,¨Ingenieria Industrial, métodos, Estándares y Diseño del trabajo,11a¨Edición
19 HARRINTONG, H. J. (1988) “El Proceso de mejoramiento”. / J. H. Harrington/. Quality Press.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 47 UTN – FICA – CINDU
Identificación de oportunidades de mejora.
• Diseñar y aplicar los cambios para la mejora.
• Medir los resultados para comprobar que los cambios son positivos.
Estabilización del proceso.
• Afinar las mejoras introducidas hasta conseguir un nivel estable de resultados.
• Documentar las mejoras para normalizarlas.
Plan para la revisión y mejora continua.
• Diseñar medidas de seguimiento dentro del proceso.
• Realizar las medidas.
• Analizar los resultados.
• Tomar acciones para mejorar los resultados.
2.8. Cuadro de herramientas básicas de la mejora de la Calidad.
En la actividad de mejora continua, sea cual sea la metodología elegida, siempre
podemos identificar una serie de actividades comunes a todas ellas:
- Generación de Ideas: Recoger muchas ideas y/o organizarlas.
- Análisis de Procesos: Conocer y entender cómo funciona un proceso o una parte
de él.
- Análisis de Causas: Descubrir las causas raíz de un problema o situación.
La Terminología de Calidad vemos en la Tabla 2.6.
Tabla 2.6. Terminología de la Calidad.
Planificación: Planificar qué hacer.
Evaluación: Evaluar una situación de partida o una situación final.
Recogida y Análisis de Datos: Recoger datos y extraer información de ellos.
Terminología de Calidad Terminología Común
Identificación de la misión ¿Qué hacemos o que es lo que deseamos hacer?.
Identificación de los clientes y sus expectativas. ¿Quién está interesado y cuáles son sus intereses?
Evaluación de la situación actual. ¿Qué estamos haciendo ahora y como lo estamos haciendo?
Definición del objetivo ¿Qué/como podemos hacer/lo mejor?
Identificación de las barreras y causas raíz. ¿Qué nos impide hacerlo?
Desarrollo de soluciones de mejora, estrategias y planes.
¿Qué cambios debemos llevar a cabo para hacerlo mejor?
Implantación de lo planificado. ¡Hagámoslo!
Vigilancia de resultados; repetir el ciclo en caso necesario.
¿Cómo lo estamos haciendo?; si no funciona, intentémoslo otra vez.
Estandarizar.
Si funciona, ¿cómo podemos hacer que sea de forma repetitiva?
Conclusión del proyecto ¿Qué hemos aprendido?

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 48 UTN – FICA – CINDU
Estas actividades están relacionadas con las típicas etapas de un proceso de mejora
continua, veamos la Tabla 2.7 las Herramientas de Mejora de la Calidad.
Las Siete Herramientas Clásicas Las Siete Nuevas Herramientas
Tormenta de ideas
Análisis de Pareto
Diagrama de flujo
Diagrama de causa y efecto
Histograma
Diagrama de dispersión
Hoja de comprobación
Diagrama de afinidad
Diagrama de relaciones
Diagrama de árbol
Matrices de priorización
Diagrama matricial
Diagrama de proceso de decisión
Diagrama de flechas
Tabla 2.7. Herramientas de Mejora de la Calidad.

49
CAPÍTULO III
TIEMPOS Y MOVIMIENTOS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Molina 50 UTN – FICA – CINDU
CAPÍTULO III
3. TIEMPOS Y MOVIMIENTOS
3.1. Estudio de Movimientos
Se describe la definición de un estudio de movimientos desde dos puntos de vista
para comprender mejor su concepto y las técnicas utilizadas para llevarlo a cabo.
3.1.1. Definición
Análisis cuidadoso de los diversos movimientos que efectúa el cuerpo al ejecutar un
trabajo. Su objeto es eliminar o reducir los movimientos ineficientes y facilitar y
acelerar los eficientes, aumentando la tasa de producción. El estudio de movimientos
comprende la observación cuidadosa de la operación y la elaboración de un diagrama
de proceso del operario considerando la economía de movimientos.20
3.1.2. Movimientos fundamentales usando therbligs
Técnica utilizada por Frank Gilbreth, quien denomina therbligs al conjunto de
movimientos fundamentales básicos para el estudio de movimientos, por su apellido
deletreado al revés. Luego de varios estudios Gilbreth concluyó que eran 17
divisiones básicas del trabajo en las manos del cuerpo humano, para la ejecución de
una operación en cualquier trabajo realizado. A través de este estudio se han
desarrollado sistemas de estudio moderno de movimientos, micro-movimientos y
tiempos de movimientos básicos o predeterminados (técnica MTM - 1), que han sido
de gran utilidad en la industria.
Al realizar un estudio de movimientos con esta técnica deberá estudiarse las
definiciones dadas a cada una de las 17 divisiones cuyos términos son: buscar,
seleccionar, tomar o asir, alcanzar, mover, sostener, soltar, colocar en posición, pre-
colocar en posición, inspeccionar, ensamblar, desensamblar, usar, demora inevitable,
demora evitable, planear y descansar. Debe reconocerse bien cada uno para no
confundir las operaciones creyendo que se está llevando a cabo un movimiento
cuando en realidad puede ser otro.
Los therbligs pueden clasificarse en eficientes e ineficientes. Los eficientes son los
que contribuyen al avance productivo del trabajo los cuales pueden ser reducidos pero
no eliminados del todo por ser parte esencial del proceso; los therbligs ineficientes no
hacen avanzar el trabajo, por lo que deben ser eliminados en lo posible para mejorar
la línea de producción.
20
Benjamin W. Niebel Ingeniería industrial. Métodos, tiempos y movimientos. 9ªed (México: Editorial
Alfaomega. 1996. 880 pp.) pág. 7, 12, 191,199, 459.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 51 UTN – FICA – CINDU
Cada división se detalla con su nombre, símbolo en letras, símbolo gráfico y color en
la tabla XX; la definición de cada therbligs no se detalla por ser un tema extenso, lo
cual se deja a criterio del analista de movimientos, veamos la Tabla 3.1.
Tabla 3.1. Clasificación therbligs
3.1.3. Economía de movimientos
Los esposos Gilbreth desarrollaron esta técnica, pero fue perfeccionada por Ralph M.
Barnes. Estos principios de economía de movimientos no todos son aplicados en el
estudio de movimientos, puesto que son mejor aprovechados en un estudio de micro
movimientos.
Tres subdivisiones: atendiendo:
A. Al uso del cuerpo humano.
B. A la disposición y condiciones en el lugar de trabajo y
C. Al diseño de las herramientas y el equipo

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 52 UTN – FICA – CINDU
A. Uso del cuerpo humano, toma en cuenta que: ambas manos comienzan y terminan
simultáneamente las operaciones (pueden ser diferentes en cada mano), no deben
estar inactivas al mismo tiempo en el horario de trabajo; debe tenerse movimientos
simétricos y simultáneos al alejarse o acercarse al cuerpo, para evitar fatiga o
confusión; debe aprovecharse el ímpetu o impulso físico en la medida de lo posible;
son preferibles los movimientos en línea curva y no los rectilíneos que impliquen
cambios repentinos y bruscos; usar el menor número de therbligs en los movimientos
desde dedos de la mano, muñeca, antebrazo, brazo y todo el cuerpo humano; ejecutar
si es posible al mismo tiempo movimientos con las manos y movimientos con los
pies; considerar la fuerza de los dedos para el soporte de cargas por largo tiempo, el
cordial y pulgar son más fuertes; si se va accionar pedales con los pies el operador
debe estar sentado; los movimientos con los brazos que requieran fuerza torsinal
deben estar con los codos flexionados.
B. Disposición y condiciones en el sitio de trabajo: debe destinarse un lugar fijo para
todas las herramientas y materiales, para eliminar los therbligs buscar y seleccionar;
debe utilizarse depósitos con alimentación por gravedad y entrega por caída o
deslizamiento para reducir los therbligs alcanzar y mover, debe disponerse si es
posible de expulsores para retirar automáticamente el producto terminado. Los
materiales y herramientas deben estar colocadas en el perímetro normal de trabajo
horizontal y vertical proporcionar asientos cómodos si se van a realizar un trabajo
sentado tomando en cuenta ergonomía, de igual forma para un trabajo de pie; tener
ventilación, iluminación y temperatura adecuadas; planear el ritmo de trabajo de tal
forma sea con un ritmo fácil y natural.
C. Diseño de herramientas y el equipo: ejecutar si son posible las operaciones
múltiples en el uso de herramientas o equipo; los elementos de control de las piezas
deben estar accesibles al operador en cuanto a posición y fuerza a utilizar, las piezas
que se están trabajando deben sostenerse por medios de dispositivos de sujeción; si es
posible hacer uso de herramientas mecanizadas, eléctricas u otro tipo para realizar las
tareas de apretar tuercas y tornillos.
3.1.4. Selección de la técnica
Qué técnica de análisis debe ser usada para un estudio de movimientos, será función
de la clase de cambio buscado y de las características del método y de sus
consideraciones económicas. Deberá tomarse en cuenta también que la selección de
una técnica es afectada por la secuencia de otra, debido al tipo de ayuda necesaria
requerida. Cada técnica es una herramienta utilizada en el análisis de movimientos y
dependiendo de su uso así será el grado de profundidad alcanzado y por tanto los
resultados obtenidos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 53 UTN – FICA – CINDU
3.2. El Factor Humano en la Toma de Tiempos
Para realizar un estudio de tiempos es importante tomar en cuenta no solo los
recursos de equipo, técnicas, requisitos; además debe tomarse en cuenta todos los
factores que afectan la productividad del trabajo como lo es el ambiente de trabajo,
físico, emocional y fisiológico del área o puesto de trabajo.
3.2.1. Ambiente Físico en el Trabajo
El ambiente físico cercano influye no solo sobre el desempeño y rendimiento
(tiempos de operación) del operador y supervisor de línea, sino también en la calidad
y confiabilidad el proceso productivo. Los factores ambientales físicos principales
son:
- Ambiente visual
- Ruidos
- Vibraciones
- Humedad
- Temperatura ambiente
- Contaminación atmosférica
Cada uno debe ser estudiado de tal forma brindar al trabajador condiciones mínimas
necesarias, lo cual ayudará mucho y repercutirá en los tiempos para efectuar un
trabajo; ya que si un trabajador siente mucho calor debido a temperaturas altas no
controladas padecería de cansancio, agotamiento, baja de presión etc. (ver anexo,
figura 11), que indican los niveles permisibles de agudeza visual, de iluminación y
ruido convenientes en un lugar de trabajo para un rendimiento más adecuado para el
cuerpo humano.
3.2.2. Ambiente emocional en el trabajo
El ambiente emocional que puede ser controlado en las empresas, podrá ser manejado
a través de la seguridad e higiene industrial controlada por los colores en las
instalaciones y equipo, estos factores afectan el estado emocional del ser humano y
puede ser un factor determinante en los tiempos de trabajo; un color inadecuado en
las paredes puede incluso deprimir al trabajador.
Debe considerarse también las políticas de la empresa y su grado de aceptación, ya
que esto también puede afectar el rendimiento productivo en los operadores, puesto
que si es tomado como un ambiente hostil, variante, inestable e incierto, se trabajaría
sin entusiasmo, y solo con un fin económico. Debe procurarse dar al trabajador el
mayor número de condiciones adecuadas y con esto poder tener derecho a exigir al
operador un rendimiento satisfactorio.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 54 UTN – FICA – CINDU
3.2.3. Restricciones Fisiológicas del Trabajo.
Básicamente debe tomarse en cuenta al diseñar una estación de trabajo que de por
resultado una alta productividad, lo que implica una estación diseñada para realizar el
trabajo en un tiempo estándar, sea este de pie o sentado. Debe tomarse en cuenta que
el personal laborante diferirá en aspectos tales como: sexo, edad, conocimientos,
características físicas y mentales, estado de salud. Todos influyen no solo en el diseño
de la estación sino además en las consideraciones de: aptitudes motoras, tiempo de
reacción, capacidad visual, carga de trabajo a soportar, fatiga; factores importantes
para la obtención del tiempo estándar.
3.2.4. Estudio Hawthorne
Este estudio se hizo a través de procedimientos experimentales que analizaban el
comportamiento humano luego de cambios en cualquiera de todos los factores
involucrados en el ambiente laboral y que afectan la reacción de una persona hacia su
trabajo, básicamente hace la relación en cuanto a tiempo de trabajo y nivel de
producción obtenido. Se inició en 1920 por la Hawthorne Works de la Western
Electric Co.
De este experimento pudo concluirse:
- Los resultados obtenidos en el nivel de producción son debidos principalmente a
los cambios en la actitud mental
- El supervisor mantuvo un interés individual y no por grupos como cuando el
número de trabajadores es mayor.
- En general este experimento, infortunadamente no señala hacia una forma sencilla
de emplear efectivamente las técnicas de estudio de movimientos y tiempos en
todas sus aplicaciones debido a que fueron influidos los sentimientos del grupo
quienes establecían sus propias condiciones para efectuar el trabajo. Debe tenerse
en cuenta que no siempre es posible dar al trabajador una participación directa en
el desarrollo de las innovaciones en el trabajo, debido a su desconocimiento en las
técnicas.21
3.3. Estudio de Tiempos
Es una técnica para determinar con la mayor exactitud posible, partiendo de un
número de observaciones, el tiempo para llevar a cabo una tarea determinada con
arreglo a una norma de rendimiento pre-establecido22
21
Estudio de tiempos y movimientos – Mendel, Marvin E. – 1.999 – Editorial Continental S.A. –
Edición No. 9 – ISSBN 968-26-0450-8 _ Pág. 1 22
Fonseca, E., Estudio de tiempos, 2002. http://www.monografías.com/trabajos10/folle2.shtml

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 55 UTN – FICA – CINDU
3.3.1. Alcance.
Se deben compaginar las mejores técnicas y habilidades disponibles a fin de lograr
una eficiente relación hombre-máquina. Una vez que se establece un método, la
responsabilidad de determinar el tiempo requerido para fabricar el producto queda
dentro del alcance de este trabajo. También está incluida la responsabilidad de vigilar
que se cumplan las normas o estándares predeterminados, y de que los trabajadores
sean retribuidos adecuadamente según su rendimiento. Estas medidas incluyen
también la definición del problema en relación con el costo esperado, la reparación
del trabajo en diversas operaciones, el análisis de cada una de éstas para determinar
los procedimientos de manufactura más económicos según la producción
considerada, la utilización de los tiempos apropiados y, finalmente, las acciones
necesarias para asegurar que el método prescrito sea puesto en operación
cabalmente.23
3.3.2. Historia
En Europa en el año 1760 se iniciaron los estudios de tiempos, fue Jean Rodolphe
Perronet, ingeniero francés, quién inicio esta práctica a través de observaciones
realizadas en una industria de alfileres, obteniendo tiempos estándares de producción;
seguido en 1830 el inglés Charles Babbage extendió el estudio realizado por Perronet.
Fue en 1881 que Frederick Taylor inicia en América el estudio de tiempos,
(Filadelfia, Estados Unidos), propuso la planeación de las tareas de cada una de las
personas que laboraban en las empresas; dicha planeación incluía el detalle escrito de
su tarea, los medios a utilizar y el tiempo estándar en el cual debería realizar su tarea;
también propuso que el tiempo estándar asignado fuera obtenido a través de
observaciones realizadas a un operador calificado, quién luego de recibir
instrucciones fuera capaz de trabajar con regularidad.
También promulgó el análisis de tareas por elementos o método correcto para hacer
las cosas mediante un incentivo salarial, a lo que se podría llamar inicio de un estudio
de movimientos. Fue Frank B. Gilbreth y su esposa Lillian, quienes iniciaron la
práctica de la técnica moderna del estudio de movimientos, esto a través de los
movimientos del cuerpo humano ejecutados para realizar una operación laboral
determinada.
Básicamente ayudo a mejorar la eliminación de los movimientos innecesarios,
simplificación de los movimientos necesarios, y el establecimiento de la secuencia de
movimientos más favorables para maximizar la eficiencia en línea del trabajador;
para llevar a cabo sus estudios se basó en técnicas como la cinematografía,
proyecciones en acción lenta, sistemas eléctricos donde se registraban los
movimientos mientras el operario trabajaba y por último estableció el uso de los
therbligs, señalando 17 movimientos fundamentales en el trabajo, de tal forma
hacerlo menos fatigoso y más productivo para el operario.
23
Niebel, B., Ingeneiría Industrial; Métodos, tiempos y movimientos, 2ª ed, México, 1980

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 56 UTN – FICA – CINDU
3.3.3. Campo de Aplicación.
Desde el inicio de los estudios en tiempos y movimientos, la base principal ha sido la
obtención de un tiempo estándar estimado de producción para cada una de las
operaciones realizadas por un trabajador y de movimientos del cuerpo humano que
deben ser ejecutados para lograr un rendimiento más efectivo en las líneas de
producción, esto claro tomando en cuenta las limitaciones en cada una de las
empresas en estudio.
La medición del trabajo puede ser utilizada para propósitos como:
1. Evaluar el comportamiento del trabajador: comparando la producción real durante
un período dado de tiempo con la producción estándar determinada por la
medición del trabajo.
2. Planear las necesidades de la fuerza de trabajo: para determinar que tanta mano de
obra se requiere.
3. Determinar la capacidad disponible: para un nivel dado de fuerza de trabajo y
disponibilidad de equipo. Este propósito es lo contrario al número 2.
4. Determinar el costo o el precio de un producto: esta actividad descansa en la
medición del trabajo siempre que el costo sea una base del precio.
5. Comparación de métodos de trabajo: la medición del trabajo puede proporcionar
la base para la comparación de la economía de métodos. Esta es la esencia de la
administración científica, ya que idea el mejor método con base en estudios
rigurosos de tiempos y movimientos.
6. Facilitar los diagramas de operaciones
7. Establecer incentivos salariales: para lo cual el tiempo estándar debe actualizarse
constantemente.
A partir de esto se puede entender que el campo de aplicación del estudio de tiempos
y movimientos es muy extenso, puesto que busca dentro de una empresa mejorar,
para facilitar más la realización del trabajo y que permitan que éste se haga en el
menor tiempo posible, con buenos procedimientos de producción y con una menor
inversión, de tal forma incrementar utilidades. Esto es de suma importancia puesto
que actúa no solo en la industria de manufactura sino que puede ser aplicado en una
empresa de servicio, logrando de igual forma obtener los mismos resultados si es
aplicado correctamente.
3.3.4. Estudio de Tiempos con Cronómetro.
El estudio de tiempos es una técnica para determinar con la mayor exactitud posible,
partiendo de un número limitado de observaciones, el tiempo necesario para llevar a
cabo una tarea determinada con arreglo a una norma de rendimiento pre-establecido.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 57 UTN – FICA – CINDU
Un estudio de tiempos con cronómetro se lleva a cabo cuando:
a. Se va a ejecutar una nueva operación, actividad o tarea.
b. Se presentan quejas de los trabajadores o de sus representantes sobre el tiempo de
una operación.
c. Se encuentran demoras causadas por una operación lenta, que ocasiona retrasos
en las demás operaciones.
d. Se pretende fijar los tiempos estándar de un sistema de incentivos.
e. Se encuentran bajos rendimientos o excesivos tiempos muertos de alguna
máquina o grupo de máquinas.
3.3.4.1. Requisitos Para la Toma de Tiempos con Cronómetro.
Para que un estudio de tiempos pueda llevarse a cabo debe tomarse en cuenta los
siguientes requisitos, esto por supuesto luego de la autorización por parte de gerencia:
1. Tomar en cuenta que el operador domine perfectamente el método utilizado en el
proceso de producción
2. Tener definidas las condiciones de trabajo
3. Dar a conocer el estudio de tiempos si existiera sindicato en la empresa
4. El analista de tiempos debe de involucrarse en los detalles de las operaciones
5. El analista debe de asegurarse que el método a utilizar sea el correcto o el más
indicado, según las necesidades y condiciones actuales.
6. El supervisor debe de asegurarse de tener materia prima disponible para evitar
que falte en el estudio
7. Elegir al mejor operador promedio competente y experto para obtener resultados
más satisfactorios
8. Informar al operador del estudio y explicar su por qué y a toda aquella pregunta
pertinente que solicite el operador en relación con el estudio.
9. Todas las partes ser altamente responsables (analista, operador, sindicato,
gerencia, supervisor)
Para realizar un estudio del tiempo, se debe:
Dividir el trabajo en elementos
Desarrollar un método para cada elemento
Seleccionar y capacitar al (los) trabajador (trabajadores)
Muestreo del trabajo
Establecer el estándar

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 58 UTN – FICA – CINDU
3.3.4.2. Pasos Para su Realización.
1. Preparación
• Se selecciona la operación
• Se selecciona al trabajador
• Se realiza un análisis de comprobación del método de trabajo.
• Se establece una actitud frente al trabajador.
2. Ejecución
Se obtiene y registra la información.
Se descompone la tarea en elementos.
Se cronometra.
Se calcula el tiempo observado.
3. Valoración
• Se valora el ritmo normal del trabajador promedio.
• Se aplican las técnicas de valoración.
• Se calcula el tiempo base o el tiempo valorado.
4. Suplementos
• Análisis de demoras
• Estudio de fatiga
• Cálculo de suplementos y sus tolerancias
5. Tiempo estándar
• Error de tiempo estándar
• Cálculo de frecuencia de los elementos
• Determinación de tiempos de interferencia
• Cálculo de tiempo estándar
3.3.4.3. Equipo a Utilizar Para la Toma de Tiempos
Es importante para realizar un estudio de tiempos que se cuente con los recursos
mínimos necesarios para llevarlo a cabo, se detalla que debe tenerse antes de
iniciarlo.
El equipo mínimo necesario será:
1. Un cronómetro.
2. Un tablero para estudio de tiempos.
3. Formas impresas para estudio de tiempos.
4. Calculadora de bolsillo.
Algunos equipos con ventajas, pero que tienen limitaciones según las condiciones o
recursos disponibles están:
- Máquinas registradoras de tiempo
- Cámaras cinematográficas
- Equipo de videocinta

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 59 UTN – FICA – CINDU
Lo más importante en una toma de tiempos no es tanto el equipo utilizado, sino más
bien las aptitudes y personalidad del analista de tiempos.
Equipo auxiliar
Este equipo facilita la toma de tiempos, aunque puede ser realizado el trabajo sin
necesidad de tenerlo.
Calculadora electrónica
Tacómetro (instrumento de medida para velocidades de rotación)
Señalador de tiempo transcurrido, para adiestramiento del analista de tiempos
Metrónomo (sincronizador por ruidos), para adiestramiento del analista de
tiempos.
3.4. Calculo de número de muestras.
Para calcular el tamaño de muestra, se debe conocer un aproximado de los valores de
p y q, obtenido mediante un pequeño muestreo aleatorio, existen varios métodos de
para determinar el tamaño de la muestra, para nuestro caso utilizaremos el estadístico,
por lo tanto utilizaremos un nivel de confianza del 90% y un error del 10 %, la
fórmula utilizada es:
Dónde:
n= Numero de observaciones o muestras
z= 1,64485 (Valor predeterminado de la tabla de la distribución normal)
p= Porcentaje de tiempo improductivo.
q= porcentaje de tiempo productivo.
e= error estándar de la proporción.
3.5. Tiempo Estándar.
Se describe la definición de tiempo estándar desde varios puntos de vista para
comprender mejor su concepto y la forma de obtenerlo luego de llevar cabo el estudio
de tiempos y movimientos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 60 UTN – FICA – CINDU
Definición: Es el resultado de un estudio de tiempos.24
Es el tiempo requerido para
que un operario de tipo medio, plenamente calificado y adiestrado y trabajando a un
ritmo normal, lleve a cabo la operación.25
Un tiempo estándar determina la cantidad
de salida esperada de producción de un trabajador y se utiliza para planear y controlar
los costos directos de mano de obra. Es el tiempo necesario que se requiere para
ejecutar una tarea o actividad cuando un operador capacitado trabaja a un paso
normal con un método prestablecido.
3.5.1. Cálculo de Tiempos .
El tiempo estándar será tomado luego de considerar además del tiempo cronometrado
de trabajo: el margen de tolerancia (almuerzo, refacciones, descansos necesarios) y un
factor de actuación que dependerá del operario en observación.
Tiempo estándar = tiempo cronometrado * factor de actuación + margen de
tolerancia.
Dentro de las tolerancias se encuentran: fallas del equipo de trabajo, suspensión del
flujo de materiales, piezas defectuosas, necesidades personales, efectos de la fatiga.
El tiempo estándar podrá obtenerse también, a partir de:
Tiempo estándar = tiempo normal * (1 + % de tolerancia / 100).
Debe conocerse que el ritmo de trabajo es la estimación de la velocidad del trabajo.
Entonces el tiempo normal se obtiene de la siguiente forma:
Tiempo normal = tiempos observados (% del ritmo de trabajo /60)
El tiempo normal es el tiempo que lleva realizar el trabajo, trabajando a un 100% o a
un paso normal; no incluye tolerancias para retrasos inevitables, descansos por fatiga,
tiempos personales. El tiempo normal supone que el trabajador se encuentra en su
estación de trabajo todo el día sin descanso alguno, por lo que para compensarlo debe
agregarse una tolerancia para llegar al tiempo estándar.
Si el trabajo es pesado o violento y requiere descansos frecuentes, las tolerancias
pueden ser tanto como un 50%. Las tolerancias generalmente se aplican al trabajo
entero y no difieren de un elemento de trabajo al siguiente. Después de aplicar las
tolerancias, se determina el estándar final, un trabajador capacitado que utiliza el
método prescrito debe ser capaz de satisfacer o exceder este estándar sobre una base
diaria sin esfuerzo extra.
24
Gutiérrez Pulido, Humberto. Calidad total y productividad. 2ªed. México: Editorial McGraw Hill.
1997. 403 pp. 25
Benjamin W. Niebel Ingeniería industrial. Métodos, tiempos y movimientos.9ªed (México: Editorial
Alfaomega. 1996. 880 pp.) pág. 7, 12, 191,199, 459.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 61 UTN – FICA – CINDU
La valoración del ritmo: Dentro del estudio de tiempo con cronómetro es muy
importancia ya que tiene gran relevancia debido a que el trabajador cuando se le
toman los tiempos por lo general tiende a disminuir su ritmo normal de trabajo para
demostrar que la acción es difícil o en muchos caso ocurre lo contrario que demuestra
mucha destreza, por estas razones se utiliza la valoración del ritmo para llegar a datos
lo más reales posibles. En la tabla 3.2. Tenemos la valoración del ritmo con base 60
aprobado por la OIT.
Valoración del Ritmo Base 60
Valoración Ritmo
80 Muy rápido
70 Rápido
60 Normal
50 Lento
40 Muy lento
Tabla 3.2. Valoración del ritmo, fuente OIT
Suplementos: Ningún operario puede mantener un paso estándar todos los minutos
del día de trabajo. Pueden tener lugar tres clases de interrupciones para las que debe
asignarse tiempo adicional. La primera son las interrupciones personales, como viajes
al baño y a los bebederos; la segunda es la fatiga que afecta aun a los individuos más
fuertes en los trabajo más ligeros. Por último, existen retrasos inevitables, como
herramientas que se rompen, interrupciones del supervisor, pequeños problemas con
las herramientas y variaciones del material, todos ellos requieren la asignación de un
suplemento. En la Tabla 3.3., podemos ver la tabla de suplementos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 62 UTN – FICA – CINDU
Sistema de Suplementos por descanso porcentajes de los Tiempos Básicos.
1. SUPLEMENTO CONSTANTES
N° Tipo de Suplemento Hombres Mujeres
A. Suplemento por necesidades personales
5 7
B. Suplemento base por fatiga 4 4
2. SUPLEMENTO VARIABLES
N° Tipo de Suplemento Hombres Mujeres N° Tipo de Suplemento Hombres Mujeres
A. Suplemento por trabajar de pie 2 4 F. Concentración intensa
B. Suplemento por postura anormal Trabajos de cierta precisión 0 0
Ligeramente incómoda 0 1 Trabajos precisos o fatigosos 2 2
Incómoda (inclinado) 2 3 Trabajo de gran precisión o muy fatigosos
5 5
Muy incómoda (echado, estirado) 7 7 G. Ruido
C. Uso de Fuerza/energía muscular (Levantar, tirar, empujar)
Continuo 0 0
Peso levantado [Kg] Intermitente y fuerte 2 2
2,5 0 1 Intermitente y muy fuerte 5 5
5 1 2 Estridente y fuerte
10 3 4 H. Tensión mental
25 9 20 Proceso bastante complejo 1 1
máx Proceso complejo o atención dividida entre muchos objetos
4 4
35,5 22 --- Muy complejo 8 8
D. Mala Iluminación I. Monotonía
Ligeramente por debajo de la potencia calculada
0 0 Trabajo algo monótono 0 0
Bastante por debajo 2 2 Trabajo bastante monóntono 1 1
Absolutamente insuficiente 5 5 Trabajo muy monótono 4 4
E. Condiciones atmosféricas J. Tedio
Índice de enfriamiento Kata Trabajo algo aburrido 0 0
16 0 Trabajo bastante aburrido 2 1
8 10 Trabajo muy aburrido 5 2
4 45
2 100
Tabla 3.3. Suplementos y Porcentaje de Tiempos Básicos. Fuente: OIT.
3.6. Políticas para el uso del Estudio de Tiempos y Movimientos.
3.6.1. Introducción.
En el uso general del estudio de tiempos y movimientos en una organización hay
ciertas actividades de rutina que se deben realizar. Los medios para realizar estas
actividades de rutina deben establecerse formalmente. Es necesario un grupo de
políticas para lograr consistencia en las acciones. Los procedimientos formales son
necesarios para hacer una rutina del cumplimiento de las políticas. Las políticas son
declaraciones de las aspiraciones que deben buscarse en el manejo de situaciones de
tipo recurrente. Hay reglas mediante las que la organización funciona y son vitales en
todas las fases de la actividad de la fábrica. Los procedimientos son los detalles de los
métodos a emplear para lograr estas aspiraciones.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 63 UTN – FICA – CINDU
Para que el trabajo rutinario de tiempos y movimientos sea efectivo, los planes de
acción y los 26
procedimientos han de comprender, por lo menos, los siguientes siete
puntos:
1. ¿Qué representa el tiempo estándar?
2. ¿Quién determinará el método estándar?
3. ¿Cómo se transformará el método estándar en una práctica regular?
4. ¿Quién determinará el tiempo estándar y cómo se determinará?
5. ¿En qué condiciones puede cambiarse un tiempo estándar?
6. ¿Cómo se informará la producción?
7. Si se usa un plan de incentivos a los sueldos, ¿cuáles son las reglas que cubren su
uso?
Las políticas y procedimientos para los puntos 2 al 7 pueden examinarse más
fácilmente una vez que se han presentado las técnicas detalladas de los estudios de
tiempos y movimientos. Sin embargo, la primera pregunta “¿Qué representa el
tiempo estándar?”, es básica para todas las técnicas. El tiempo estándar es el valor
final que resulta del estudio de movimientos y tiempos.
Formalización del Método Estándar. Responsabilidad para determinare el método
estándar. En algunas plantas, el trabajo de desarrollar estándares está dividido en 2
grupos:
a) Uno de métodos para desarrollar métodos estándar y
b) uno de estudio de tiempos para desarrollar métodos estándar.
En industrias de montaje simples, estas dos funciones es probable que estén
agrupadas juntas.
A medida que la naturaleza del producto y la secuencia de producción aumentan en
complejidad técnica, estas funciones se extenderán entre más y más grupos.27
En las
industrias que impliquen gran cantidad de maquinaria, un grupo llamado “ingenieros
de herramientas”, o “ingenieros de fabricación”, pueden encargarse de muchas de las
funciones de métodos. En las organizaciones con productos de tipo servicios, las
actividades del estudio de tiempos y movimientos, pueden ser efectuadas por personal
de línea de producción ayudado por personal de staff.
Los procedimientos del estudio de tiempos y movimientos están para que los usen en
cuenta que haya un grupo, dos o más, o como los llamen, o como hayan optado por
hacerse llamar, la responsabilidad definitiva para determinar los métodos debe
situarse en algún lugar de la organización, de tal manera, que los tiempos estándar
26
Estudio de tiempos y movimientos – Mendel, Marvin E. – 1.999 – Editorial Continental S.A. –
Edición No. 9 – ISSBN 968-26-0450-8 _ Pág. 1
27 Estudio de tiempos y movimientos – Mendel, Marvin E. – 1.999 – Editorial Continental S.A. – Edición No. 9 –
ISSBN 968-26-0450-8 _ Pág.. 1

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 64 UTN – FICA – CINDU
acompañarán sólo a los métodos para los cuales fueron proyectados, de modo que
habrá una preocupación constante para conseguir mejores métodos, y también de
modo que los dos se complementarán mutuamente.
28Muestra de enunciado de la responsabilidad. La secuencia de proceso estándar así
como la práctica estándar para cada tarea de la secuencia debe especificarlas el
ingeniero jefe de fabricación, que consultará con los capataces, los superintendentes
de departamento, el departamento de calidad, los ingenieros de proyectos, los
ingenieros de herramientas, los ingenieros de planta y los de estudio de tiempos y
movimientos, pero han de mantener su responsabilidad final para la selección de
métodos. (Como es natural, en una planta grande, serán más y más los subordinados
que efectuarán el trabajo real.)
En muchas plantas, la jurisdicción de ingeniero jefe de fabricación puede ser diferente
de la aquí sugerida, según el individuo, tamaño de la planta, producto, proceso y
costumbres. En algunos casos, el ingeniero jefe de fabricación recibirá el nombre de
superintendente de la planta, etc. Los títulos varían ampliamente. Las sugerencias
para cambiar los métodos pueden desarrollarse en muchos lugares de la
administración de una organización. Los trabajadores del estudio de tiempos y
movimientos pueden sugerir cambios de herramientas y proyecto, los ingenieros
proyectistas cambios en los procesos, o los trabajadores de control de calidad pueden
sugerir nuevos modelos de movimientos. Es importante que un individuo o un grupo
que haga tales sugerencias informe a determinada fuente central para:
1. Pedir permiso para hacer una innovación.
2. Facilitar un registro de lo que se cambia.
3. Facilitar material para guiar otros grupos en el logro de resultados similares.
(Cuanto mayor sea la planta, tanto más importante resultará este último
punto.)
En interés de ahorrar tiempo del ejecutivo que lo lee, así como para presentar
adecuadamente el material, el informe puede componerse basándose en un esquema
sugerido. Muestra para el modo de proceder relativo a las sugerencias para cambiar
métodos. El siguiente esquema puede usarse como guía al informar sobre cambios
sugeridos al ingeniero jefe de fabricación. Se sugiere que en lo posible una propuesta
de cambios se estructure a base de una carta que tenga cuatro secciones, como sigue:
Esto es independiente y distinto de los planes de sugerencias de empleados
A. Identificación. (Usar el modelo empleado entre oficinas):
1. Fecha.
2. Procede de.
28 Estudio de tiempos y movimientos – Mendel, Marvin E. – 1.999 – Editorial Continental S.A. – Edición No. 9 –
ISSBN 968-26-0450-8 _ Pág.. 2

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 65 UTN – FICA – CINDU
3. Dirigido a.
4. Tema.
B. Ventajas y desventajas. Bajo este encabezamiento, la persona que informa debe
resumir lo que se conseguirá con el cambio, el ahorro estimado de dinero, desechos, o
el aumento de producción o calidad, lo que resulte apropiado; el costo del cambio y
cualquier problema de adiestramiento implicado, etc.
C. Pruebas. Aquí se deben listar e indicarse los datos justificados para verificar las
peticiones expuestas en el punto B, pero que serán un apéndice después del punto D.
Siempre que sea posible, deberán usarse diagramas estándar para aumentar la
claridad.
D. Propuesta específica. Aquí debe incluirse todo lo que habría que hacer para llevar
a cabo la propuesta, de modo que si se concede el permiso, el ejecutivo no sólo
conocerá exactamente lo que se propone, sino que si la propuesta se acepta podrá
llevarse a cabo con rapidez. En el caso de un cambio ya efectuado, todo lo que se
haya hecho debe resumirse aquí.
Transformación del Método Estándar en Práctica Regular.
Como quedó establecido en los capítulos sobre estudios de tiempos, la determinación
del tiempo estándar estará precedida, normalmente, por la determinación y el registro
de una práctica estándar. Para el rendimiento adecuado que debe obtenerse en un
taller de producción, sin tener en cuenta el propósito del estudio de tiempos, el
método estándar, en forma de práctica estándar escrita (PEE), así como el tiempo
estándar, deben suministrarse de alguna forma al operador. Los métodos que se han
desarrollado cuidadosamente deben usarse si su valor está en obtenerlos.
Debe proyectarse la PEE que da el método a seguir en una determinada tarea, como
ya se observó antes, para usarse en relación con el estudio de tiempos. El material
instructivo para uso del operador, o del guía del grupo, capataz o instructor especial
puede ser una adaptación del mismo. Cuanto más continua sea la producción, más
probable será que existan ambas versiones del PEE. Las razones económicas para ello
son evidentes.
En un taller que trabaje a destajo, con operaciones extremadamente cortas, la PEE
económica para el uso del operador puede ser simplemente una copia de la práctica
estándar escrita del estudio de tiempos. A menudo, es sólo una lista de pasos, una
copia de plano y una lista de herramientas, pero esto no es adecuado. En los talleres
que trabajan a destajo, frecuentemente es conveniente proyectar rutinas generales
para cada tipo de trabajo y añadir simplemente detalles específicos para adaptarlos a
un trabajo particular. La PEE y la supervisión constituyen buenos medios de métodos
efectivos de bajo costo obtenidos coherentemente. Cuando un gran número de gente
ejecuta la misma operación, puede preparase una hoja de instrucciones muy detallada.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 66 UTN – FICA – CINDU
También mencionado como Procedimiento Operativo Estándar (SOP) u Hoja de
Instrucciones. Como versiones modificadas de esto, en algunas plantas, se usan
pequeñas películas de 35 mm o Polaroid para mostrar los pasos descritos en la hoja
de instrucciones. Se pegan copias fotográficas sobre las instrucciones para ahorrar
gastos de imprenta. Si se requiere mucho detalle, las películas son más baratas y
efectivas que largas descripciones. Este aspecto crítico de los métodos y del trabajo
estándar merece un estudio considerable. En demasiadas plantas, estándares
cuidadosamente desarrollados se aplican mal por no ser adecuada la información del
método que los acompaña, que se suministra al taller.
Cuando la práctica estándar no se transmite a los trabajadores, normalmente se
producen desviaciones en los métodos. También, cuando se cambian métodos y
estándares, la falta de detalle de los métodos, a menudo, induce a interpretar de
manera equivocada el cambio de estándares, como si fuera un medio para acelerar, y
de ello pueden resultar malas relaciones laborales.
Muestra política para la PEE. El ingeniero jefe de fabricación ha de desarrollar la
PEE cuando sea posible, antes del comienzo de la producción. Si esto no es posible se
dispondrá un método provisional, consultando con el capataz del departamento, el
hombre de estudio de tiempos, el ingeniero de herramientas (estos dos hombres
pueden ser uno.
Una cámara regular de 35 mm toma de 20 a 36 fotografías por rollo, por lo que estas
ilustraciones no son tan claras. La calidad de las fotografías Polaroid y Kodak
Instamatic han mejorado mucho desde su introducción y son tan fáciles de tomar que
parecen ser métodos efectivos.
Esto se delega a menudo al grupo de estudios de tiempos y movimientos que
normalmente debe conseguir la participación de otras partes afectadas en el desarrollo
de la PEE. Mismo) y otros, si es necesario. La PEE debe seguirse, excepto cuando
existan errores evidentes, en cuyo caso el ingeniero jefe de fabricación debe ser
notificado inmediatamente. Este debe desarrollar y aplicar métodos mejorados
siempre que sea económicamente factible. Veamos la Gráficas 3.1. y 3.2.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 67 UTN – FICA – CINDU
Gráfica 3.1. Dimensiones de recomendadas para Sitios de Trabajo Sentados.
Gráfica 3.2. Dimensiones Recomendadas para un Sitio de Trabajo de Pie.
Fuente: Human Factors Section, Eastman Kodak Co. Elaborado por: Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 68 UTN – FICA – CINDU
Gráfica 3.3. Posiciones Ergonómicas Según la Actividad a Realizar. Fuente. OWAS (Ovako
Working Analysis System), capacitación IESS (Factor Riesgo Ergonómico)

69
CAPÍTULO IV
PRODUCTIVIDAD Y PRODUCCIÓN

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 70 UTN – FICA – CINDU
CAPÍTULO IV
4. PRODUCTIVIDAD Y PRODUCCIÓN
4.1. Productividad.
4.1.1. Introducción.
Hoy en día no es competitivo quien no cumple con Calidad, Producción, Costos
adecuados, Tiempos Estándares, Eficiencia, Innovación, Nuevos métodos de trabajo,
Tecnología, y muchos otros conceptos que hacen que cada día la Productividad sea
un punto de cuidado en los planes a corto y largo plazo.
Que tan productiva o no sea una empresa podría demostrar el tiempo de vida, de
dicha empresa, independientemente de la cantidad de productos fabricados. Por estas
razones, la Productividad es un factor fundamental en el desarrollo diario de todo
negocio.
En estos últimos veinticinco años lo que ha sucedido en el ambiente de los sistemas
productivos es una verdadera revolución, pues hace un cuarto de siglo difícilmente
pensábamos en el reto que podría significar la competencia japonesa, la calidad y la
globalización de productos y servicios.
Todo este proceso de cambio que ha tenido lugar ha motivado a diferentes autores a
nivel internacional, a tratar el problema del logro y de la medición de la calidad y de
la productividad desde diversos enfoques y utilizando diferentes tecnologías. Esto
hace que, si bien se cuente con una amplia bibliografía al respecto, su utilidad no sea
totalmente aprovechada al ser tratado el tema normalmente a nivel de empresa y de
forma genérica, por lo que el usuario, gerente o consultor, debe pasar por una gran
elaboración conceptual previa, a fin de poder aplicar dichos conceptos y términos
correctamente a las diversas unidades de la empresa.
Si analizamos la palabra PRODUCTIVIDAD, la podremos descomponer en los dos
términos que la componen: PRODUCCION Y ACTIVIDAD. Esto es lo que ha
conllevado durante muchos años a la creencia de que este concepto está asociado
únicamente a la actividad productiva de la empresa y ha limitado su utilización en
otras áreas que no clasifican como tal.
4.1.2. Importancia de la Productividad.
El único camino para que un negocio pueda crecer y aumentar su rentabilidad (o sus
utilidades) es aumentando su productividad. Y el instrumento fundamental que
origina una mayor productividad es la utilización de métodos, el estudio de tiempos y
un sistema de pago de salarios.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 71 UTN – FICA – CINDU
Por ejemplo, el costo total a cubrir en una empresa típica de manufactura, está
compuesto aproximadamente por 15% de mano de obra directa, 40% gastos
generales.29
Se debe comprender claramente que todos los aspectos de un negocio o industria
como son, ventas, finanzas, producción, ingeniería, costos, mantenimiento y
administración, son áreas fértiles para la aplicación de métodos, estudio de tiempos y
sistemas adecuados de pago de salarios. En general, dichos métodos son aplicables a
cualquier tipo de negocio, ya sea servicios, gobierno etc.
Siempre que hombres, materiales e instalaciones se conjugan para lograr un cierto
objetivo, la Productividad se puede mejorar mediante la aplicación inteligente de los
principios de métodos, estudios de tiempos, estandarizaciones y sistema de pago de
salarios.
4.1.3. ¿Qué es la Productividad?
Productividad puede definirse como la relación entre la cantidad de bienes y servicios
producidos y la cantidad de recursos utilizados. En la fabricación, la productividad
sirve para evaluar el rendimiento de los talleres, las máquinas, los equipos de trabajo
y los empleados.
Productividad en términos de empleados es sinónimo de rendimiento. En un enfoque
sistemático decimos que algo o alguien es productivo cuando con una cantidad de
recursos (Insumos) en un periodo de tiempo dado obtiene el máximo de productos.
La productividad en las máquinas y equipos está dada como parte de sus
características técnicas. No así con el recurso humano o los trabajadores. Deben de
considerarse factores que influyen. Además de la relación de cantidad producida por
recursos utilizados, en la productividad entran a juego otros aspectos muy
importantes como:
Calidad: Velocidad a la cual los bienes y servicios se producen especialmente por
unidad de labor o trabajo.
Productividad = Salida/Entradas
Entradas: Mano de Obra, Materia prima, Maquinaria, Energía, Capital.
Salidas: Productos.
- Misma entrada, salida más grande
- Entrada más pequeña misma salida
- Incrementar salida disminuir entrada
- Incrementar salida más rápido que la entrada
- Disminuir la salida en forma menor que la entrada.
29
Niebel y Freivalds.¨Ingeniería Industrial, Métodos Estándares y Diseño de Trabajo¨.11aEdición.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 72 UTN – FICA – CINDU
4.1.4. Concepto de Productividad en diversos Organismos Internacionales.
OCDE (Organización para la Cooperación y Desarrollo Económico). Productividad
es igual a producción dividida por cada uno de sus elementos de producción.
OIT (Organización Internacional del Trabajo). Los productos son fabricados como
resultados de la integración de cuatro elementos principales: tierra, capital, trabajo y
organización. La relación de estos elementos a la producción es una medida de la
productividad.
EPA (Agencia Europea de Productividad). Productividad es el grado de utilización
efectiva de cada elemento de producción. Es sobre todo una actitud mental. Busca la
constante mejora de lo que existe ya. Está basada sobre la convicción de que uno
puede hacer las cosas mejor hoy que ayer, y mejor mañana que hoy. Requiere
esfuerzos continuados para adaptar las actividades económicas a las condiciones
cambiantes y aplicar nuevas técnicas y métodos. Es la firme creencia del progreso
humano.
4.1.5. Calidad y Productividad: Dos conceptos muy ligados.
La Calidad desde el punto de vista conceptual ha pasado por diferentes etapas, desde
el surgimiento de la industria manufacturera donde se le consideraba como algo que
debía ser inspeccionado para poder obtener determinados requerimientos técnicos que
eran precisados por el productor; continuando la etapa posterior de control estadístico
de la calidad, donde se aplicaban técnicas de muestreo a lo largo del proceso, con el
objetivo de detectar a tiempo cualquier irregularidad y garantizar que el producto que
saliera cumpliera, igualmente, los requisitos pre-establecidos por el productor; en una
etapa más actual se instrumentan programas y sistemas de calidad a todas las fases de
concepción, diseño y producción, incluyendo el servicio posventa; y hoy la calidad es
posible administrarla.
En esta última fase el énfasis está puesto en el mercado, las necesidades y
expectativas del cliente. Pero además la Calidad se ve como un enfoque de dirección,
que no sólo contempla la calidad del producto, sino el sistema de dirección en su
totalidad.
Como vemos el concepto de CALIDAD, ha dado un cambio de 180º; ya que no basta
producir de acuerdo a determinados requerimientos o normas técnicas sino producir
de acuerdo a lo que el cliente necesita. Es por eso que J. Juran plantea que la “Calidad
es adecuación al uso”; James Harrigton nos dice: “Calidad es el grado en que
satisfacemos las expectativas de los clientes” y Crosby nos plantea “Calidad es
cumplir los requisitos”.
En los sistemas tradicionales que hasta recientemente se han venido trabajando:
Precio de Venta = Costo + Beneficio

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 73 UTN – FICA – CINDU
Pero esta fórmula ya no da resultados pues no toma en cuenta al cliente, y éstos
actualmente no están dispuestos a pagar las ineficiencias del productor, que hacen
aumentar los costos. Esta forma de pensar confunde valor con precio y por tanto no es
adecuada en una época de alta productividad, al no tener en cuenta las necesidades
del cliente.
Actualmente se parte de la fórmula:
Beneficios = Precio - Costo
Considerando que el precio lo fija el mercado y los clientes, por tanto para obtener
beneficios, sólo podemos hacerlo reduciendo los costos tanto como sea posible y esto
último sólo lo podemos hacer logrando niveles más altos de productividad.
Todo lo anterior nos hacer llegar a la conclusión de que el concepto de productividad
bajo este nuevo enfoque de dirección, debe haber cambiado también y ya no se le
puede ver con ese sentido restringido donde realmente se disminuye su importancia y
se le interpreta mal.
Esto último lo planteamos, porque en muchas empresas cuando se habla de mejora de
la productividad, inmediatamente los obreros piensan que se va a intensificar su
trabajo, que se va a pagar menos salarios o que se va aumentar el ritmo de trabajo; y
desde el comienzo tienden a sabotear todos estos programas, cuando no están
precedidos por un buen seminario que haga comprender realmente qué es mejorar la
productividad y la calidad para la empresa.
Si abrimos el diccionario Larousse en la palabra productividad, vamos a encontrar
algo muy interesante: “Facultad de producir. Calidad de lo que es productivo”.
Esto nos hace ver que terminológicamente, productividad es sinónimo de “evaluación
de la calidad”.
Por lo que pudiéramos entonces afirmar que la:
“Productividad evalúa la capacidad del sistema para elaborar productos que son
requeridos (que se adecuan al uso) y a la vez el grado en que se aprovechan los
recursos utilizados, es decir el valor agregado”.
Para poder incrementar el Valor Agregado se hace necesario producir lo que el
mercado (cliente) valora y hacerlo con el menor consumo de recursos, todo lo cual
nos permitirá reducir los costos y por ende incrementar los beneficios, haciendo a
nuestra organización más productiva.
4.1.6. ¿Cómo se mide la Productividad?
La productividad se define como la relación entre insumos y productos, en tanto que
la eficiencia representa el costo por unidad de producto.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 74 UTN – FICA – CINDU
Por ejemplo:
En el caso de los servicios de salud, la medida de productividad estaría dada por la
relación existente entre el número de consultas otorgadas por hora/médico. La
productividad se mediría a partir del costo por consulta, mismo que estaría integrado
no solo por el tiempo dedicado por el médico a esa consulta, sino también por todos
los demás insumos involucrados en ese evento particular, como pueden ser materiales
de curación y medicamentos empleados, tiempo de la enfermera, etc.
En las empresas que miden su productividad, la fórmula que se utiliza con más
frecuencia es:
Este modelo se aplica muy bien a una empresa que produzca un conjunto homogéneo
de productos. Sin embargo, muchas empresas modernas manufacturan una gran
variedad de productos.
Estas últimas son heterogéneas tanto en valor como en volumen de producción,
debido a su complejidad tecnológica puede presentar grandes diferencias.
En estas empresas la productividad global se mide basándose en un número definido
de "centros de utilidades" que representan en forma adecuada la actividad real de la
empresa.
La fórmula se convierte entonces en:
Finalmente, otras empresas miden su productividad en función del valor comercial de
los productos.
Todas estas medidas son cuantitativas y no se considera en ellas el aspecto cualitativo
de la producción (un producto debería ser bien hecho la primera vez y responder a las
especificaciones de producción) .Todo costo adicional (re-inicios, re-fabricación, re-
emplazo reparación después de la venta) debería ser incluido en la medida de la
productividad.
Un buen producto nos permite desarrollar la confianza y fidelidad de los clientes.
El costo relacionado con la imagen de la empresa y la calidad debería estar incluido
en la medida de la productividad. Con el fin de medir el progreso de la productividad,
generalmente se emplea el Índice de Productividad (P) como punto de comparación:

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 75 UTN – FICA – CINDU
P = 100*(Productividad Observada) / (Estándar de Productividad)
La productividad observada es la productividad medida durante un periodo definido
(día, semana, mes, año) en un sistema conocido (taller, empresa, sector económico,
departamento, mano de obra, energía, país) El estándar de productividad es la
productividad base o anterior que sirve de referencia (Período Base).
Con lo anterior vemos que podemos obtener diferentes medidas de productividad,
evaluar diferentes sistemas, departamentos, empresas, recursos como materias
primas, energía, entre otros.
Pero lo más importante es la capacidad de definir la tendencia por medio del uso de
índices de productividad a través del tiempo dentro de las empresas, realizar las
correcciones necesarias con el fin de aumentar la eficiencia y ser más rentables día a
día. Otro elemento importante a considerar para aumentar la productividad de la
empresa es el capital humano, en cuanto a la inversión realizada por la organización
para capacitarlos y formarlos.
4.1.7. Variables de la Productividad
Output
PRODUCTIVIDAD =
Trabajo + Material + Energía + Capital + Varios
Problemas de Medición
- La calidad puede variar aunque la cantidad de inputs y outputs sea la misma.
- Los elementos externos pueden producir incrementos o descensos de
productividad.
- Pueden faltar unidades de medida precisas
Variables
- Trabajo: aporta un 10 por ciento del incremento anual.
- Capital: aporta un 38 por ciento del incremento anual.
- Gestión: aporta un 52 por ciento del incremento anual.
Variables clave en la mejora de la productividad laboral
- Formación básica apropiada para una mano de obra efectiva.
- La alimentación de la mano de obra
- Los gastos sociales que posibilitan el acceso al trabajo
- Mantener y potenciar las habilidades de los trabajadores en un mundo en el que la
tecnología y los conocimientos se expanden rápidamente.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 76 UTN – FICA – CINDU
Factores internos y externos que afectan la productividad
Factores Internos:
- Terrenos y edificios
- Materiales
- Energía
- Máquinas y equipo
- Recurso humano
Factores Externos:
- Disponibilidad de materiales o materias primas.
- Mano de obra calificada
- Políticas estatales relativas a tributación y aranceles
- Infraestructura existente
4.2. Mejora de la Productividad.
La mejora de la productividad se obtiene innovando en:
- Tecnología
- Organización
- Recursos humanos
- Relaciones laborales
- Condiciones de trabajo
- Calidad
- Otros.30
4.3. Concepto Final.
La productividad es, sobre todo, una actitud. Ella busca mejorar continuamente todo
lo que existe. Está basada en la convicción de que uno puede hacer las cosas mejor
hoy que ayer y mejor mañana que hoy. Además, ella requiere esfuerzos sin fin para
adaptar actividades económicas a condiciones cambiantes aplicando nuevas teorías y
métodos.31
4.4. Sistemas de Producción.
El concepto de sistema de producción se basa en la Teoría General de Sistemas que
fue desarrollada por el biólogo alemán Von Bertalanffy y que en esencia es una
perspectiva integradora y holística (referida al todo).
30
Leonard Mertens. La medición de la productividad como referente ente de la formación-capacitación
Boletín Nº 143. Productividad y formación. Cinterfor Montevideo Mayo-Agosto de 1998. [11-2-2008] 31
Sargento Cabral Rosario-Argentina, e-mail:[email protected] – www.bscgla.com
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 77 UTN – FICA – CINDU
Una de las definiciones de la teoría general de sistemas dice que los sistemas son
conjuntos de componentes que interaccionan unos con otros, de tal forma que cada
conjunto se comporta como una unidad completa.
Otra definición dice que los sistemas se identifican como conjuntos de elementos o
entidades que guardan estrechas relaciones entre sí y que mantienen al sistema directo
o indirectamente unido de modo más o menos estable y cuyo comportamiento global
persigue, normalmente, algún tipo de objetivo.
Para describir y en general para entender un sistema, es común el uso de diagramas,
los que si bien no dan una visión completa, facilitan la visualización de las
interrelaciones.
4.4.1. Introducción.
La competitividad de las empresas depende en buena medida de su capacidad para
lanzar al mercado productos cada vez más adecuados a las necesidades de los
clientes presentes y futuros (en calidad y precio), y para responder, si no iniciarlos, a
los movimientos estratégicos de los competidores.
Pues bien, en todos estos casos, es básica la responsabilidad de la función de
producción, que abarca desde el desarrollo del producto hasta el servicio posventa.
La potencia competitiva que la empresa desarrolle tiene en las operaciones un
apoyo fundamental.
El desarrollo tecnológico continuado, unido a las nuevas demandas impuestas por el
mercado, tanto en términos de productos ofertados como de protección medio
ambiental, ofrece permanentes retos al uso estratégico de la producción. La aparición
de nuevos materiales con mejores o desconocidas prestaciones y el empleo más
eficiente de los que ya se conocen no son sino ejemplos de las posibilidades que
ofrecen las operaciones a las empresas que deseen mejorar su competitividad en
entornos cada vez más exigentes.
Los productos varían desde los bienes más simples; como la mercancía y máquinas
hasta tan abstractos como ciertas cualidades del esparcimiento y la información.
Todos son producidos por individuos, equipos, grupos y corporaciones, ya sea en
cobertizos y locales improvisados, o bien laboratorios y fábricas. A pesar de las
aparentes diferencias en cuanto a las materias primas, los procesos de obtención y los
resultados finales tienen muchas semejanzas. En estas relaciones mutuas se basan
todos los estudios de la producción que se llevan a cabo con el propósito de
conservar los recursos naturales y aprovecharlos mejor.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 78 UTN – FICA – CINDU
4.4.2. Breve Historia de los Estudios Sobre la Producción.
Las actividades productivas son el fundamento del sistema económico de una
nación. Ellas transforman los recursos humanos y materiales, así como el capital,
en bienes y servicios más valiosos. En la Tabla 4.1.y la Gráfica 4.1., se muestra
algunos de los individuos y sucesos sobresalientes en el desarrollo de los sistemas
productivos en los pasados 200 años.
INNOVADORES PRINCIPAL CONTRIBUCIÓN
Frederick Taylor Filosofía de la administración científica, uso de la capacitación, estudio de los tiempos y los estándares
Henry Ford Líneas de montaje para la producción en masa
Harringtong Emerson Impulso de la eficiencia de las organizaciones
F.W. Harris Primer modelo de cantidad económica de pedido (EOQ)
Henry Grant Uso de sistemas de programación
Walter Shewhart Control estadístico de calidad
Elton Mayo Atención a factores de comportamiento
L.H.C. Tippett Muestreo del trabajo
Tabla 4.1. Resumen (Principales contribuciones). FUENTE: MONKS, Joseph “Administración de
Operaciones” Editorial Mc Graw Hill. Pág, 2.
Gráfica 4.1. Historia de los estudios sobre la producción

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 79 UTN – FICA – CINDU
4.4.3. Funcionamiento del Sistema de Producción.
En la Gráfica 4.2., podemos observar el Funcionamiento de un Sistema de
Producción.
Gráfica 4.2. Funcionamiento de un Sistema de Producción.
32
Gráfica 4.3. Relación básica de los procesos
33
4.4.4. Relaciones del sistema de Producción.
El sistema de producción está directamente relacionado con su entorno, es decir, todo
lo que lo rodee (proveedores, clientes, tecnología, situación política y económica de
un país, etc.) y todo tipo de factores que influyan en el proceso productivo. De
esta misma manera como se explica anteriormente se debe realizar una
retroalimentación constante para mejorar procesos improductivos y llegar a
estandarizar un proceso.
- Gerencia General: Es un subsistema de producción que subordina sus objetivos
funcionales o específicos a los generales establecidos por la gerencia general,
además ésta se constituye en elementos de control.
32
Blaya, Inmaculada. Gestión por Procesos. Oficina de Gestión y Control de la Calidad,Universidad
Miguel Hernández de Elche, España, 2006. 33
Henderson García, Alan. Antología del Curso Taller: Rediseño de Procesos y Agilización de
Trámites. Instituto Centroamericano de Administración Pública –ICAP-. San José, Costa Rica, 2006.
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 80 UTN – FICA – CINDU
- Personal: Es frecuente que el subsistema de producción cuente con una
producción muy alta, por lo que se necesitará del recurso humano del sistema,
entonces la relación será muy intensa.
- Finanzas: Los recursos financieros son gestionados por este subsistema, se debe
trabajar conjuntamente con este tanto en la renovación de equipos como en
compra de materia prima, insumo, incremento de la capacidad de planta e
incremento de personal.
- Mercadeo. Se tiene relación en cuanto a diseño de productos, presupuestos de
venta, planes de producción, forma y rapidez de entrega de producto, etc.
- Sistema de Información Éste es el “sistema nervioso” de la organización Se puede
contar con un departamento especializado que defina los flujos de información
que se establecen con otro subsistema, por ejemplo: planes y programas,
costos, existencias, etc.
- Proveedores de materia prima Conocido como “calificación de proveedores”, con
estos se determina cantidad, calidad, tiempos de entrega, costos.
- Proveedores de equipos: Con éstos se verifican tipos de maquinarias,
instalaciones, suministro de repuestos, lubricantes, herramientas, etc.
- Tecnología: Es el entorno tecnológico general, laboratorios de investigación y
desarrollo.
- Know how: Es el conocimiento, el avance de la ciencia.
- Clientes: Distribución, la entrega, servicio al cliente, propuesta, etc.

81
81
PARTE PRÁCTICA

82
82
CAPÍTULO V
DIAGNÓSTICO ACTUAL DE LOS PROCESOS EN EL ÁREA DE
POST-COSECHA DE FLORELOY S.A.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 83 UTN – FICA – CINDU
CAPÍTULO V
5. DIAGNÓSTICO ACTUAL DE LOS PROCESOS EN EL ÁREA DE POST-
COSECHA DE FLORELOY S.A.
5.1. Descripción de la Empresa Florícola FLORELOY S.A.
FLOR ELOY S.A. se encuentra ubicada en la ciudad de Cayambe, provincia de
Pichincha, (Panamericana Norte Km.3 desvío al Castillo de Guachalá), (Ver Anexo
N° 1). La empresa fue constituida el 17 de Marzo del 1.998, como una sociedad
anónima. Los terrenos donde se inició la empresa pertenecían al Castillo de Guachalá.
FLORELOY inició con 11 bloques y aproximadamente 20 trabajadores.
El nombre de FLOR ELOY es en honor a la acequia SAN ELOY que pasa por los
terrenos de la empresa, fuente principal del agua de riego. La mayoría de los
trabajadores es gente campesina que vive alrededor de la zona. Es una empresa que
ha crecido sustentablemente.
Su desarrollo en los últimos años se ha notado en la sociedad y crecimiento
empresarial, Cuenta con sellos que respaldan su calidad de producto, seguridad y
manejo de personal, entre ellos destaco: Sello de la Basfc, Sello verde de calidad,
FLP entre otros. En la actualidad se ha convertido en una de las mejores empresas del
Ecuador. Ingresando al programa, el mejor lugar para Trabajar (Great Place to
Work).
Descripción Resumen de la Empresa Florícola Floreloy S.A.
Nombre del Proyecto FLORELOY S. A.
Ubicación del Proyecto Provincia de Pichincha / Cantón Cayambe / Parroquia Juan Montalvo /
Detrás del Castillo de Guachala / panamericana norte Km3
Empresa operadora RAZÓN SOCIAL: Floreloy S.A.
DIRECCIÓN: Panamericana Norte km 3, desvio al castillo de guachala.
CORREOELECTRÓNICO: [email protected]
Representante legal: Ing. Pablo Monard
Actividad: Empresa dedicada a la realización todo tipo actividades relacionadas con
explotación, cultivo, propagación, siembra y explotación productos
agrícolas, pecuarios, ganaderos, forestales, florícolas e insumos de los
mismos.
Tipo de empresa: Producción
Principal producto Flores (Rosas)

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 84 UTN – FICA – CINDU
Articulo
“Bajo miles de metros de plásticos se esconden en bien cuidados invernaderos las
más hermosas y mejor cotizadas rosas del mundo.
Pablo Monard, Gerente Floreloy, dice: “La flor ecuatoriana y especialmente la rosa
esta catalogada en todos los mercados del mundo como la mejor flor del mundo”.
El mundo ama las rosas ecuatorianas, por su intenso color, calidad y gran tamaño y
esta industria ha creado en Cayambe un fenómeno único en el país, el pleno empleo
para sus habitantes.
En FlorEloy hay 13 hectáreas sembradas y en el país alrededor de 4.700 hectáreas
de flores se producen alrededor de 70.000 plantas por hectárea y cada planta
produce una flor al mes, la gran mayoría de estas bien cuidadas flores viajan por
avión hasta Estados Unidos, Europa y Rusia donde un ramo de rosas puede llegar a
costar más de $100.”34
5.1.1. Organigrama General de la Empresa.
En el Organigrama General de la Empresa FLORELOY S.A. (Ver Anexo N° 2),
podemos observar cómo se constituye cada una de las jerarquías existentes en cada
una de las áreas.
5.1.2. Misión, Visión y política de Calidad de la Empresa.
La Misión y la Visión de FLORELOY están establecidas de acuerdo a parámetros
tanto de Calidad Seguridad y Medio Ambientes, así tenemos entonces:
5.1.2.1. FLORELOY S.A. Misión.
FLORELOY S.A. produce flores de calidad singular, que sobresalen en el mercado,
con la finalidad de superar las más altas expectativas de nuestros clientes;
manteniendo parámetros de responsabilidad social, promoviendo el desarrollo del
nivel de vida de sus trabajadores en forma integral, buscando la satisfacción de sus
accionistas y cuidado del medio ambiente.
34
Reportaje autoría La Televisión realizado por Félix Narvaez/Fernando Ehlers,2010-08-
08,reproducción: 4567

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 85 UTN – FICA – CINDU
5.1.2.2. FLORELOY S.A. Visión.
VISIÓN 2013: Llegar a ser líderes en la producción sostenida de rosas de la más alta
calidad, con la capacidad de responder con excelencia y rapidez a los más exigentes
requerimientos de nuestros clientes y mantener la fidelidad de los mismos en base a
oportunidad y excelencia en las relaciones comerciales. Observar el cumplimiento y
mejoramiento de estándares internacionales, tanto en calidad, protección y cuidado
del medio ambiente, trato humano y desarrollo integral de la comunidad.
5.1.2.3. Política de Calidad.
- FLORELOY S.A. produce rosas selectas de calidad destinadas a los mercados
internacionales con un equipo de gente altamente comprometido con la gestión de
calidad y responsabilidad social.
- FLORELOY S.A. promueve la satisfacción de sus clientes y accionistas y la
mejora del estándar de vida de sus trabajadores.
- Propendemos a generar conciencia del compromiso con la calidad como estilo de
vida.
- Basamos la mejora continua de nuestra operación en el cumplimiento de prácticas
y estándares internacionales, tanto en calidad, seguridad, protección y cuidado del
medio ambiente, trato humano y desarrollo integral de la comunidad.
LA CALIDAD ES UN ESTILO DE VIDA,
CULTIVALA DIARIAMENTE!
Ing. Pablo Monard
Gerente General
5.1.3. Exportaciones de Flor Eloy, cifras en porcentajes
La empresa florícola Floreloy exporta sus productos en porcentajes de acuerdo a la
información proporcionada por la Asociación Nacional de Productores y
Exportadores de Flores del Ecuador, a los siguientes países:
66,66% Canadá y Estados Unidos
19,29% Alemania, Austria, Bélgica, España, Francia, Holanda, Italia y Suiza
11,47% Rusia
2,58% Chile
5.1.4. Talento Humano.
Área de Cultivo:
El talento Humano en el área de cultivo es de 63 personas su distribución por área y
desempeño lo analizamos en la tabla 5.1
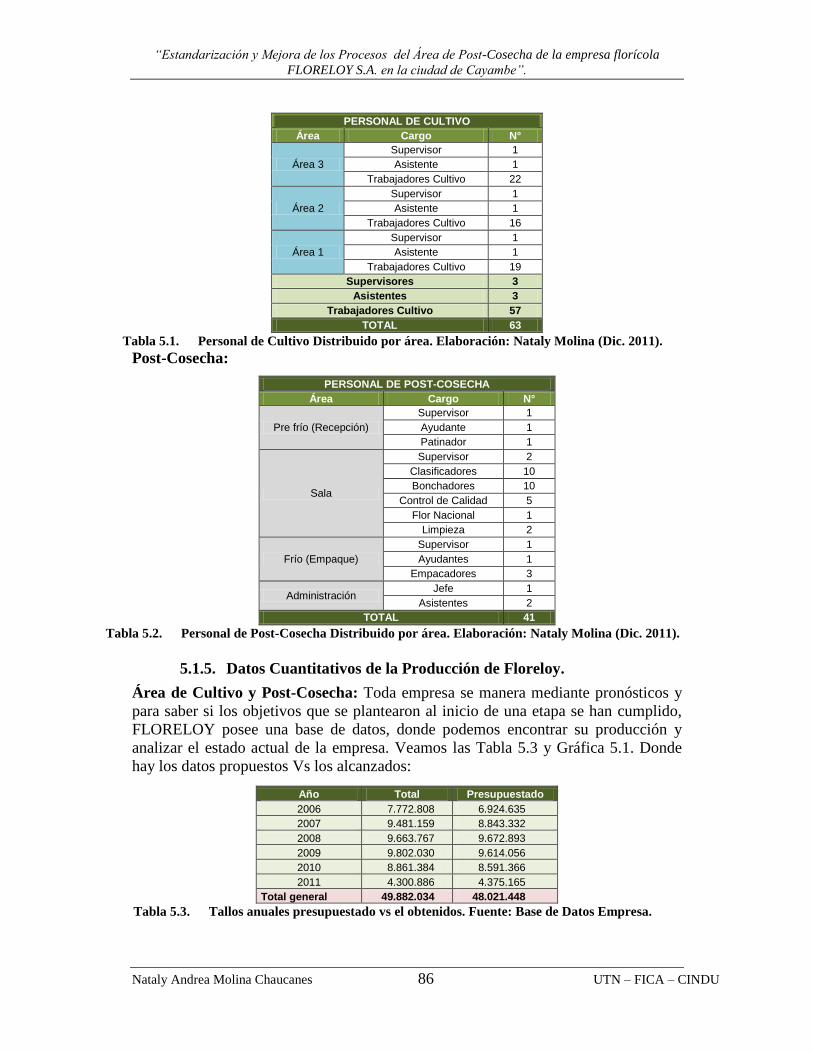
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 86 UTN – FICA – CINDU
PERSONAL DE CULTIVO
Área Cargo N°
Área 3
Supervisor 1
Asistente 1
Trabajadores Cultivo 22
Área 2
Supervisor 1
Asistente 1
Trabajadores Cultivo 16
Área 1
Supervisor 1
Asistente 1
Trabajadores Cultivo 19
Supervisores 3
Asistentes 3
Trabajadores Cultivo 57
TOTAL 63
Tabla 5.1. Personal de Cultivo Distribuido por área. Elaboración: Nataly Molina (Dic. 2011).
Post-Cosecha:
PERSONAL DE POST-COSECHA
Área Cargo N°
Pre frío (Recepción)
Supervisor 1
Ayudante 1
Patinador 1
Sala
Supervisor 2
Clasificadores 10
Bonchadores 10
Control de Calidad 5
Flor Nacional 1
Limpieza 2
Frío (Empaque)
Supervisor 1
Ayudantes 1
Empacadores 3
Administración Jefe 1
Asistentes 2
TOTAL 41
Tabla 5.2. Personal de Post-Cosecha Distribuido por área. Elaboración: Nataly Molina (Dic. 2011).
5.1.5. Datos Cuantitativos de la Producción de Floreloy.
Área de Cultivo y Post-Cosecha: Toda empresa se manera mediante pronósticos y
para saber si los objetivos que se plantearon al inicio de una etapa se han cumplido,
FLORELOY posee una base de datos, donde podemos encontrar su producción y
analizar el estado actual de la empresa. Veamos las Tabla 5.3 y Gráfica 5.1. Donde
hay los datos propuestos Vs los alcanzados:
Año Total Presupuestado
2006 7.772.808 6.924.635
2007 9.481.159 8.843.332
2008 9.663.767 9.672.893
2009 9.802.030 9.614.056
2010 8.861.384 8.591.366
2011 4.300.886 4.375.165
Total general 49.882.034 48.021.448
Tabla 5.3. Tallos anuales presupuestado vs el obtenidos. Fuente: Base de Datos Empresa.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 87 UTN – FICA – CINDU
Gráfica 5.1. Tallos presupuestados VS Tallos Ejecutados desde año 2006 hasta mayo 2011. Fuente:
Base de Datos Empresa.
Según los datos podemos corroborar que las épocas de san Valentín y Día de la
madre que ocurren en los meses de febrero y mayo, la producción es más elevada,
vemos las Tablas 6.4.
7.7
72
.80
8
9.4
81
.15
9
9.6
63
.76
7
9.8
02
.03
0
8.8
61
.38
4
4.3
00
.88
6
6.9
24
.63
5
8.8
43
.33
2
9.6
72
.89
3
9.6
14
.05
6
8.5
91
.36
6
4.3
75
.16
5
-
2.000.000
4.000.000
6.000.000
8.000.000
10.000.000
12.000.000
2006 2007 2008 2009 2010 2011
Presupuesto Vs Ejecutado
Suma de Total
Presupu
Año/Mes Total Presupuestado
2008 9.663.767 9.672.893
Ene 913.216 963.159
Feb 984.133 954.005
Mar 689.359 790.936
Abr 773.170 840.699
May 774.402 886.537
Jun 758.655 748.251
Jul 686.371 711.663
Ago 729.387 828.612
Sep 854.791 761.546
Oct 887.241 735.979
Nov 811.181 739.507
Dic 801.861 711.999
Año/Mes Total Presupuestado
2009 9.802.030 9.614.056
Ene 723.918 763.036
Feb 865.866 1.109.107
Mar 677.462 781.601
Abr 691.093 881.342
May 980.682 860.728
Jun 894.186 765.058
Jul 703.173 715.634
Ago 769.867 785.702
Sep 816.242 769.025
Oct 811.444 728.226
Nov 900.983 750.767
Dic 967.114 703.830
Año/Mes Total Presupuestado
2006 7.772.808 6.924.635
Ene 555.458 601.310
Feb 784.023 674.148
Mar 493.589 410.443
Abr 627.852 563.463
May 731.784 549.142
Jun 559.583 570.361
Jul 596.397 567.539
Ago 685.844 587.647
Sep 660.433 595.928
Oct 825.857 637.314
Nov 620.136 592.230
Dic 631.852 575.110
Año/Mes Total Presupuestado
2007 9.481.159 8.843.332
Ene 929.529 779.588
Feb 936.822 875.660
Mar 788.798 634.919
Abr 719.586 692.617
May 879.037 788.205
Jun 643.531 591.410
Jul 673.877 689.529
Ago 836.197 766.622
Sep 846.171 807.273
Oct 736.527 809.615
Nov 732.043 705.719
Dic 759.041 702.176
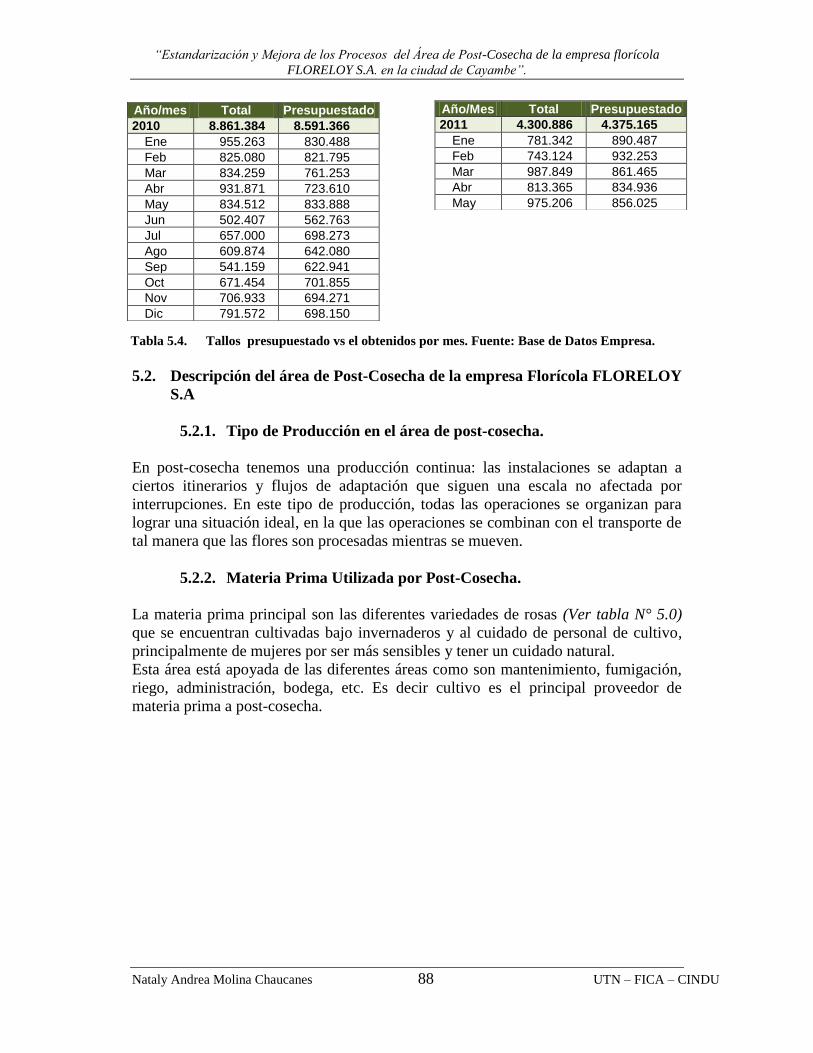
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 88 UTN – FICA – CINDU
Tabla 5.4. Tallos presupuestado vs el obtenidos por mes. Fuente: Base de Datos Empresa.
5.2. Descripción del área de Post-Cosecha de la empresa Florícola FLORELOY
S.A
5.2.1. Tipo de Producción en el área de post-cosecha.
En post-cosecha tenemos una producción continua: las instalaciones se adaptan a
ciertos itinerarios y flujos de adaptación que siguen una escala no afectada por
interrupciones. En este tipo de producción, todas las operaciones se organizan para
lograr una situación ideal, en la que las operaciones se combinan con el transporte de
tal manera que las flores son procesadas mientras se mueven.
5.2.2. Materia Prima Utilizada por Post-Cosecha.
La materia prima principal son las diferentes variedades de rosas (Ver tabla N° 5.0)
que se encuentran cultivadas bajo invernaderos y al cuidado de personal de cultivo,
principalmente de mujeres por ser más sensibles y tener un cuidado natural.
Esta área está apoyada de las diferentes áreas como son mantenimiento, fumigación,
riego, administración, bodega, etc. Es decir cultivo es el principal proveedor de
materia prima a post-cosecha.
Año/mes Total Presupuestado
2010 8.861.384 8.591.366
Ene 955.263 830.488
Feb 825.080 821.795
Mar 834.259 761.253
Abr 931.871 723.610
May 834.512 833.888
Jun 502.407 562.763
Jul 657.000 698.273
Ago 609.874 642.080
Sep 541.159 622.941
Oct 671.454 701.855
Nov 706.933 694.271
Dic 791.572 698.150
Año/Mes Total Presupuestado
2011 4.300.886 4.375.165
Ene 781.342 890.487
Feb 743.124 932.253
Mar 987.849 861.465
Abr 813.365 834.936
May 975.206 856.025
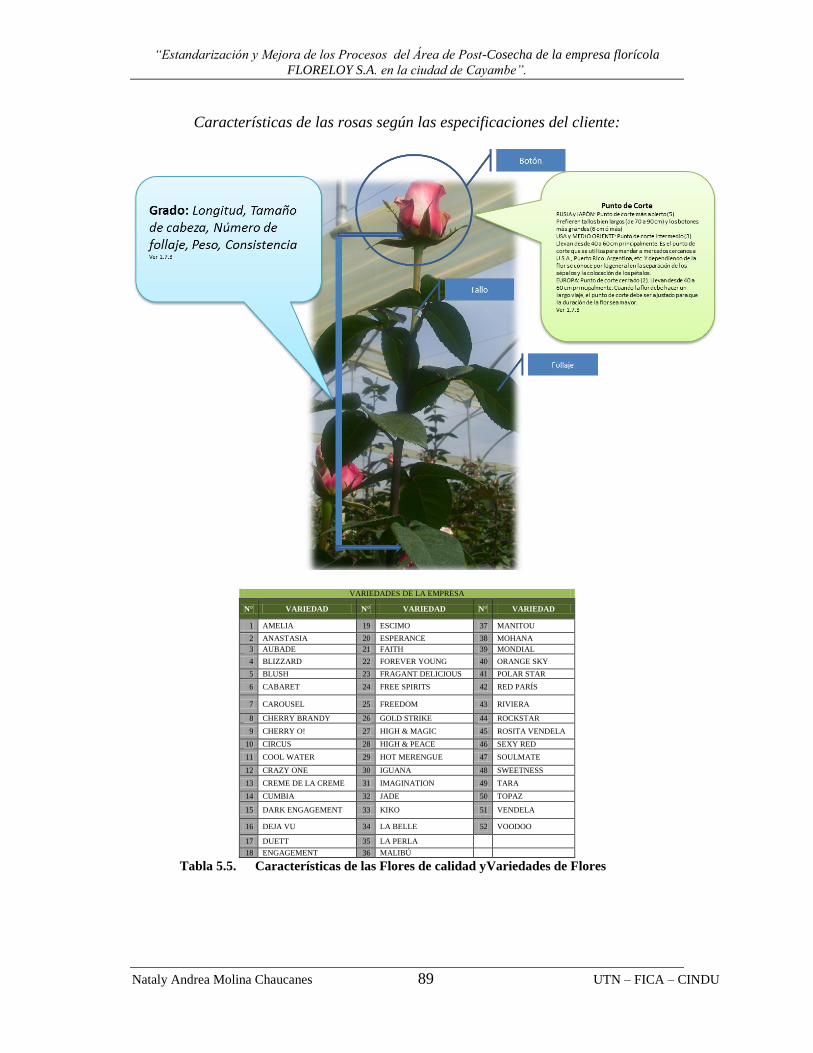
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 89 UTN – FICA – CINDU
Características de las rosas según las especificaciones del cliente:
VARIEDADES DE LA EMPRESA
N° VARIEDAD N° VARIEDAD N° VARIEDAD
1 AMELIA 19 ESCIMO 37 MANITOU
2 ANASTASIA 20 ESPERANCE 38 MOHANA
3 AUBADE 21 FAITH 39 MONDIAL
4 BLIZZARD 22 FOREVER YOUNG 40 ORANGE SKY
5 BLUSH 23 FRAGANT DELICIOUS 41 POLAR STAR
6 CABARET 24 FREE SPIRITS 42 RED PARÍS
7 CAROUSEL 25 FREEDOM 43 RIVIERA
8 CHERRY BRANDY 26 GOLD STRIKE 44 ROCKSTAR
9 CHERRY O! 27 HIGH & MAGIC 45 ROSITA VENDELA
10 CIRCUS 28 HIGH & PEACE 46 SEXY RED
11 COOL WATER 29 HOT MERENGUE 47 SOULMATE
12 CRAZY ONE 30 IGUANA 48 SWEETNESS
13 CREME DE LA CREME 31 IMAGINATION 49 TARA
14 CUMBIA 32 JADE 50 TOPAZ
15 DARK ENGAGEMENT 33 KIKO 51 VENDELA
16 DEJA VU 34 LA BELLE 52 VOODOO
17 DUETT 35 LA PERLA
18 ENGAGEMENT 36 MALIBÚ
Tabla 5.5. Características de las Flores de calidad yVariedades de Flores

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 90 UTN – FICA – CINDU
Fotografías del área de cultivo (Secuencia General del proceso de cultivo, corte y trasporte de flor - materia prima de post-cosecha)
Gráfica 5.2. Fotografías del área de cultivo de donde proviene la materia prima para Post-Cosecha.
5.2.3. Línea actual de procesamiento en Post- cosecha.
En la sala de post-cosecha la línea de procesamiento de rosas actual está dentro de los
parámetros establecidos por la empresa para su correcto y satisfactorio
procesamiento, esto implica que los tiempos y movimientos establecidos para cada
uno de los puntos en los cuales de una u otra forma la rosa tiene un cambio o una
transformación son aceptados para los presupuestos tanto de rendimiento / obrero
como de bonches procesados / día.
Los estándares actuales de procesamiento son:
• Patinador: Se establece un promedio de 9 a 10 mesas de abastecimiento, es decir
que estará en la obligación y en la responsabilidad de que el número de mesas se
encuentren constantemente abastecidas de mallas de flor, es decir 2 tinas de 8
mallas por mesa de clasificación: una procesando y una en espera. Así se evita la
presencia de tiempos muertos en el momento en que el clasificador se quedaría
sin flor que procesar por el mal desempeño del patinador. El patinador abastece a
todas las mesas en la sala donde se procesa la flor de acuerdo a la planificación y
prioridad de las flores por pedido, a si también de acuerdo al programa de
abastecer a las clasificadoras para evitar la repetición de la misma variedad a la
clasificadora por semana.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 91 UTN – FICA – CINDU
Fotografías-Patinador
Clasificación: En esta fase del procesamiento de la flor se establece que la
capacidad de procesar más o menos mallas de flor es directamente proporcional al
tiempo que esta persona se encuentra trabajando en sala. Específicamente en
clasificación por la mayor familiarización con los problemas existentes de las
rosas y, mejor aún en cada variedad específicamente; por la destreza al manipular
el tallo de manera que no exista duda al momento de clasificar la calidad de la flor
como la de exportación. El tiempo establecido en sala, el cual está dentro del
margen de aceptación en el procesamiento de flor son de: 18 mallas / hora, el cual
podrá fluctuar dependiendo del tiempo que este obrero se encuentre en esta labor
como ya se mencionó anteriormente.
Fotografías-Clasificación.
• Boncheo: De igual manera, en este proceso se estima y se toma como referencia
la capacidad de embonchar de cada obrero frente a la cantidad de rosas que le
abastecerán los clasificadores, casi siempre se designa para cada bonchador los
Arboles de flores correspondientes a una mesa de clasificación. Es fundamental el
evitar la pérdida de flor por cabeceo y el exceso de tallos por cada árbol, para de
esta manera evitar el maltrato de los botones y toda circunstancia que de una u
otra forma altere el orden del proceso, cree tiempos muertos y cause perdidas
económicas hacia la empresa.
- Los rendimientos establecidos dentro de la empresa para esta operación son
de un promedio de 15 bonches por hora, pudiendo fluctuar dependiendo de la
rapidez del clasificador/a en el momento y de la rapidez de abastecimiento
hacia el embonchador/a y en la del bonchador en armar sus respectivos ramos,
el armado del tipo de botón de la variedad, la cantidad que vaya en el mismo y
la clase de ramo que vaya a realizar.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 92 UTN – FICA – CINDU
• Traslado a Control de Calidad: el traslado de los bonches es mediante una
banda transportadora donde se colocan los ramos armados y se desplazan hacia el
área de control de calidad.
• Control de calidad: En esta parte del proceso se debe comenzar a tomar en
cuenta que los tallos de rosas ya se encuentran una buena cantidad de tiempo sin
hidratar y por lo tanto se debe comenzar a apresurar el ritmo de proceso si se
desea tener o exportar una rosa de calidad. Con relación al tiempo establecido por
la empresa para esta operación se estableció que se contará con el tiempo que sea
necesario en el cual la persona encargada supervisará el ramo. Esta supervisión
constará de los siguientes aspectos:
- Los niveles de los botones en el ramo deben ser correctos, es decir alineados
dentro del margen que establece la lámina de bonchado,
- Que los botones que conforman el nivel superior del ramo se encuentren en un
mismo estándar de puntos de corte,
- También se puede observar los niveles inferiores por la forma en que se
encuentran sujetos los mismos,
- Uniformidad de tamaño de botones,
- Si poseen los pétalos con algún tipo de maltrato,
- Que ninguno de los botones que conformen el ramo tenga alguna clase de
enfermedades o plagas,
- Los tallos deben ser sanos y en lo posible rectos,
- Uniformidad en la base del bunch(longitud de tallos),
- Verificación de tickets de identificación de bunches y la constatación del
número de botones de acuerdo al ticket de identificación.
Todos estos chequeos se deben hacer en un lapso de tiempo de 25 seg. / Ramo. Se
debe entender que el chequeo debe ser lo más cuidadoso y rápido posible.
• Traslado a hidratación: Este proceso se lo realiza de una manera rápida y
convincente. Rápida por el hecho de que la operación antecesora a esta, el control
de calidad, ya reúne en su totalidad los ramos de la finca que se procesa en esta
sala y por consecuencia el traslado a hidratación debe realizarse con la misma
velocidad con la que llega el producto, en la parte delantera de la mesa de control
de calidad se deposita los ramos ya aprobados los mismos que serán trasladados
hacia las tinas respectivas. Convincente por el hecho de que se conforman las
tinas con las características establecidas por el departamento de producción, las
cuales deben ser cumplidas a satisfacción por ser las características fijas
establecidas por el cliente al momento de realizar su pedido.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 93 UTN – FICA – CINDU
5.2.3.1. Recepción de la flor en el cuarto pre-frio.
El proceso de llegada ocurre cuando la flor ingresa a la sala de pre-frio de post-
cosecha desde cultivo, la cual debe cumplir con diferentes especificaciones
establecidas anteriormente como el punto correcto de corte.
Los coches que transportan las mallas con flores tienen un margen de llegada hacia
sala entre 18 min. A 30 min según el área designada. Desde que el cochero comience
a recoger su primera malla hasta completar un máximo de 35 mallas en el caso de que
sea abastecido en su totalidad, esta variación de tiempo no se puede exceder ya que
comenzará un proceso de deshidratación de las flores.
Fotografías-Transporte de mallas con flores
A las flores se las ubica en mallas cuadriculadas de plástico. En la parte superior de la
malla es ubicado un plástico transparente de manera que no exista contacto de la
malla con los pétalos de la rosa siendo estos muy accesibles a maltratos.
Dentro de la malla se encuentra un tique con los datos de la persona quien realizó el
corte de que área proviene la flor. A demás al estar dividida la finca en tres áreas de
cultivo cada una se identifica por el color de las mallas: Roja Área 1, Amarilla Área 2
y verde Área 3.
Fotografía: Recepción de flor en cuatro pre-frío

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 94 UTN – FICA – CINDU
EQUIPO:
• Los coches designados para la transportación de la flor hacia post-cosecha son de
varillas de acero en forma de canasta cuyas dimensiones son de 1.42 m. de largo *
0.60m. de ancho * 0.60 m. profundidad, suspendidos en el aire a 0.70m del suelo
las mismas que son conducidas hacia la sala a través de un cable vía que se
encuentra a 2.10 m del suelo y que une todos los sitios de cultivo de toda la finca.
• Las mallas en las cuales se ubican las rosas son de cuadrículas, las cuales tienen
un área de 2 cm2, la malla en su totalidad tiene 1 mt. De largo * 0.80 mt. de
ancho.
• Para variedades muy delicadas se utilizan cajas blancas 1 mt. De largo * 0.80 mt.
de ancho* 0.60 m. profundidad.
5.2.3.2. Descargue de las mallas y cajas de flor en el cuarto de pre-
frio.
El proceso de descargue consiste en la colocación de las mallas ingresadas a sala de
pre frio que se encuentra entre 5 a 8 grados de temperatura para una hidratación
externa de la flor en sus respectivas tinas de hidratación. Cada malla contendrá una
identificación escrita que dará las características exactas de la malla, es decir: el
código de la variedad de flor, el número de invernadero, el código de la persona que
cortó la flor y la hora exacta en la que acabó de completar la malla con un máximo de
25 botones de rosas, este número máximo de botones por malla deberá ser respetado
debido a que el exceso en la misma puede causar el maltrato del botón de la flor
siendo este la principal parte que se cuida.
Las personas encargadas del descargue serán las directamente responsables de
verificar que las mallas lleguen en el lapso antes señalado, caso contrario se deberá
notificar al jefe de post-cosecha las falencias encontradas.
Fotografía: Descargue de mallas con flor
En este proceso se resalta el baño de las cabezas de las rosas o botones con una
pistola con Phyton y Sportak para ciertas variedades para la prevención de botritis al
botón. Después la persona encargada de surtir procede a colocar las mallas por
variedades en las tinas distribuidas en la sala de pre frio para su hidratación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 95 UTN – FICA – CINDU
Fotografía: Área de Hidratación y surtido de las mallas con flor
EQUIPO: Una pistola y Tacho de plástico en la cual se coloca el 8 cc de Sportak en
10 lt de agua ya preparado y calentado a una temperatura de punto de ebullición 35
grados, para un día de trabajo. Con esto se procede a realizar un baño a todos los
botones de las variedades indicadas para la prevención adecuada de agentes antes
mencionados.
Fotografía: Equipo de pulverización
5.2.3.3. Hidratación.
Para la llegada de la flor hacia post-cosecha se prepara las tinas de hidratación las
cuales van a recibir toda la cosecha de rosas a ser procesada en el día. Las mallas con
las flores deben cumplir con un tiempo de hidratación mínimo de 60 min. En la
mayoría de variedades y de 2 horas para variedades de lenta hidratación, todo este
proceso debe ser celosamente realizado para que la flor se mantenga fresca sin
cabecear hasta una nueva oportunidad en que la flor entre a hidratación.
EQUIPOS:
Las tinas de hidratación se encuentran ubicadas alrededor de la sala de Pre-Frío, son
de plástico de 53 cm. de profundidad y 55 cm. De ancho, El agua de las piletas debe
contar con un PH de 3.5 a 4, además se agrega cloro en el agua hasta alcanzar 65
p.p.m. con esto aseguramos mejor absorción del hidratante y a la vez evitamos la
proliferación de bacterias en el agua.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 96 UTN – FICA – CINDU
Fotografía: Tinas de hidratación
5.2.3.4. Transporte de la flor del área de pre-frio a la sala de
procesamiento.
Una vez ubicadas las mallas por variedades en las tinas con agua en la sala de pre-frio
el patinador se encarga de proveer de mallas de flor en la sala de proceso a las
clasificadoras de acuerdo al plan de pedidos. Y al programa de abastecimiento de
variedades a las clasificadoras apara que no se repitan ya que algunas variedades son
catalogadas como fáciles u otras como difíciles de acuerdo a las características físicas
y químicas de la flor.
El patinador se dirige al sector donde se ubica la variedad correspondiente a ingresar
a sala para trasladarla en un coche de plástico con capacidad de 8 a 12 mallas
máximo.
Es necesario que la persona encargada de este proceso lleve un control en un
documento para su informe final. Y el el responsable que todas las mesas de
clasificación se encuentren abastecidas de mallas de flor.
Fotografía: Método de surtimiento.
EQUIPO:
Un coche de plástico con ruedas con capacidad de 8 a 12 mallas dimensiones de 1.10
mt largo por 0.6 cm de ancho y 0.70 de profundidad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 97 UTN – FICA – CINDU
5.2.3.5. Clasificación
Fotografías: Clasificación
La persona encargada de clasificar deberá cumplir con los siguientes pasos para una
clasificación adecuada:
• Tomar la o las mallas máximo dos de las tinas y colocarlas en la caja de
clasificación unida a la mesa de medidas.
• Tomar la rosa a clasificar de una en una y por el tallo.
• Con la mano izquierda a marcar al botón para evitar el contacto de este con la
fórmica de la mesa, al mismo tiempo que se observa sí el punto de corte de la rosa
está de acuerdo a los estándares establecidos de la variedad.
• Observar de manera minuciosa si el botón posee enfermedades típicas como
botritis, y plagas como thrips, trozador y pulgón; de igual manera el follaje con
enfermedades como mildeo o velloso, oideo, mancha negra o fitotoxicidad, y
plagas como araña que es la más común; y para finalizar en el tallo enfermedades
como el velloso. Dentro de los defectos se encuentran, en el botón: daño
mecánico y abierto; y, en el tallo: débil y torcido.
• Colocar al tallo sobre la formica de la mesa en la cual se encuentra un gráfico el
cual expresa con qué tolerancia de curvatura se toma cada medida, esta tolerancia
es de 5 cm.
• Existen variedades que según especificaciones de proceso deben ser despetaladas,
esto significa retirar los dos pétalos superiores, no se aplica esta parte del proceso
en flor que se exporta para Rusia.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 98 UTN – FICA – CINDU
• Si en la flor no se detecta ninguna de las plagas o enfermedades antes
mencionadas, la flor pasa directamente al árbol de clasificación de donde las
personas encargadas de embonchar las cogerán para formar los ramos de
exportación correspondientes. Las rosas en los árboles serán colocadas de acuerdo
a la longitud del tallo, teniendo así las ramas de los árboles para medidas desde 40
cm. hasta 90 cm. De longitud.
• Si en la flor se ha detectado un solo defecto ya sea de plaga o enfermedad la flor
pasa automáticamente a ser flor para comercializar en el ámbito nacional, es decir
esta flor pasará a la línea de procesamiento de flor nacional para su constatación
respectiva de porqué fue separada y en el caso de confirmar el envío pasa
automáticamente a ser descabezada.
• Para el envío de la flor defectuosa hacia la línea de nacional existe un árbol donde
se coloca la flor donde se diferencian las flores con enfermedades y de no
conformidades. Las cuales son extraídas por una persona encargada de llevar el
control de flor nacional y el registro de las causas porque se dieron de baja.
• Las personas clasificadoras de rosas cuentan con un tiempo de clasificación de 30
mallas / hora, cada malla con 20 a 25 botones, este estándar se lo obtuvo a través
de estudio de capacitación y de antigüedad, llegando al mismo una persona que ha
trabajado por lo menos 4 meses y especialmente si ha recibido una correcta
capacitación punto por punto de lo que significa clasificar una rosa de
exportación.
EQUIPO:
Personal:
• Guantes de caucho para evitar el contacto de la piel con sustancias ofensivas para
la salud.
• Mandil impermeable desde el pecho hasta el suelo para evitar el contacto con el
agua existente en sala.
• Botas de caucho.
• Gorra para la cabeza y así evitar la caída de cabellos en los tallos.
Operación:
• Mesa con armazón de hierro de 100 cm. de alto * 100 cm. de largo y 90 cm. de
ancho, ubicándose en la parte superior dos aglomerados forrados con fórmica, en
la una se recibe la flor del mallero la cual mide 40 cm. de ancho y 100 cm. de
largo, y en la otra se clasifica, siendo de 50 cm. de ancho y 100 cm. de largo, en
esta última se encuentra marcada una escala en centímetros la cual identificará la
longitud del tallo y para su posterior colocación en su respectivo bastidor; además
cuenta con una tolerancia de 5 cm. para establecer la torcedura de tallos.
El tablero en el cual se clasifica la flor tiene una caída de 5cm. para que pueda
correr el agua, cayendo esta en la tina donde también se deposita el follaje.
• Tina de plástico de 55 cm. de ancho * 78 cm. de largo.
• Para recoger el follaje que se pela al momento de pasar el tallo por la peladora.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 99 UTN – FICA – CINDU
• Peladora o deshojadora, elaborada en banda o lona. Cada deshojadora tiene 6
piezas que miden 6 cm2 cada una y están distribuidas tres en la parte interior y
tres en la parte exterior de la misma.
• Banquillo de madera de 60 cm. de ancho * 30 cm. De largo, teniendo una altura
de 5 cm. del piso.
• Bastidores de 170 cm. de alto y de 85 cm. de ancho, existiendo una separación
entre bastidores de 35 cm. Los dos bastidores existentes para cada obrero son de
diferentes medidas con relación al bastidor de tallos largos que debe tener una
separación aun mayor entre soportes para que así el tallo se asiente de una mejor
manera. El primer bastidor tiene una separación de 20 cm., y el segundo de tallos
largos, de 38 cm.
5.2.3.6. Boncheo
Fotografía: Boncheo
El proceso de boncheo comienza en el instante en que la clasificadora ha llenado con
más de 30 tallos un árbol, el proceso opera de la siguiente manera:
• Se coloca una lámina sobre la mesa de boncheo haciendo coincidir al nivel de
botones de la lámina con la línea de referencia en la mesa.
• La embonchadora cogerá, a simple vista, de un solo árbol un número aproximado
a los 25 botones que contendrá el ramo, para de esta manera evitar el continuo
maltrato de botones por coger y dejar flores del árbol.
• Una vez los botones sobre la mesa de boncheo, se comienza a alinear dentro del
nivel superior del ramo a 13 botones y en el nivel inferior 12 botones para así
conformar los 25 botones que deben ir en un ramo de exportación, de acuerdo a
cada cliente se colocan separadores entre filas de botones para evitar el maltrato
interno y dar una imagen de calidad al ramo.
• Al haber alineado los dos niveles de rosas se procede a embonchar de manera que
la lámina gire de abajo hacia arriba de la mesa, dejando además una holgura de 4
cm. que la lámina debe sobrepasar en la parte inferior de la mesa para que el
cierre de ésta sea perfecto.
• La lámina se la asegura con dos grapas en la parte superior y dos en la parte
inferior, el cierre perfecto se observará si los botones permanecen fijos y en los
niveles correctos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 100 UTN – FICA – CINDU
• Se procede a ubicar el ticket de identificación en el cual constará: (código de
barras para el ingreso de inventario en la computadora, nombre de la variedad,
código de la variedad, se colocará en control de la calidad), tamaño en
centímetros del bunch, y el número de rosas que contiene el ramo. En la parte
posterior del ramo se ubica un ticket el cual identificará la mesa en la cual fue
bonchado y la persona responsable del mismo.
• Cumplido el ramo con estos pasos obligatorios para el envío de un ramo de
exportación, el embonchador procederá a dejar su ramo sobre la banda
transportadora.
EQUIPO:
• Mesa de madera de 120 cm. de largo * 96 cm. de ancho * 96 cm. de alto, en la
cual constan todas las medidas necesarias para conformar bonches de
cualesquiera de las medidas que sean necesarias. Las referencias comienzan con
una distancia de 20 cm. desde el filo de la mesa para la ubicación de la lámina,
luego una distancia de 5 cm. Como constancia en la cual se debe recostar el nivel
superior del ramo, la distancia entre niveles o botones debe ser de 1,5 cm. En la
última constancia, del nivel inferior del ramo hasta la primera referencia de
medidas, existe una distancia de 28 cm. Las referencias de medidas para saber
qué ramo se está conformando se diferencian fácilmente ya que se encuentran
pintadas de otro color, inclusive diferenciando los 5 cm.
• Grapadora.
• Tickets, tanto de variedad, longitud como de mesa.
• Se utiliza una tina de plástico en la mesa de boncheo para depositar cualquier tipo
de basura, en especial en aquellas ocasiones en que según el criterio del
embonchador falte el deshoje o despetale de algún tallo.
• Material de aseo de mesa.
Las dimensiones adecuadas para realizar un trabajo de pie se observa en el Gráfico
3.1 y 3.2 (capitulo III), el cual está abalizado por la organización Human Factors
Sections. Se debe considerar que las medidas no son específicas por el hecho de que
toman como punto de referencia a la cintura del obrero, para que cada mesa de
boncheo sea ergonómicamente adaptada al mismo.
5.2.3.7. Traslado de bonches
De acuerdo a lo observado la ubicación de trabajo de las clasificadoras y
embonchadoras es en forma de u (Ver Anexo N° 3), donde la banda trasportadora se
encuentra en el centro y por lo que facilita a la embonchadora que al concluir con el
armado del ramo y verificación del cumplimiento de las especificaciones para que el
ramo sea de exportación, lo depositen en la banda trasportadora evitando recorrer
grandes distancias, después el ramo es trasladado al punto de control de calidad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 101 UTN – FICA – CINDU
Fotografía: Trasporte de los ramos por medio de la banda.
5.2.3.8. Control de calidad.
El proceso de control de calidad de cada producto terminado (Bonche de flor)
consiste básicamente en realizar un chequeo minucioso del mismo y constatar que
cumpla con las características del cliente, es decir que no contenga enfermedades,
maltrato y que el armado del bonche, este en perfectas condiciones que cumpla con
los parámetros exigidos si es el caso el ramo pasa al siguiente paso caso contrario se
devolverá a la mesa responsable para realizar las correcciones necesarias.
Este proceso inicia con la llegada de los ramos a la mesa de igualación de tallos al
final de la banda trasportadora, donde el encargado del realizar el control de calidad
revisa lo antes mencionado y realizar el corte o igualación de tallos en la maquina
(Cortadora o guillotina) según la información de la etiqueta.
Las especificaciones del corten en la guillotina se basan en las medidas establecidas
en el tablero donde se recuestan los ramos para el corte, para lo cual se toma en
cuenta el filo de las cabezas del nivel superior del ramo y que todos los tallos sean
cortados por la guillotina.
Una vez cortados los ramos en las medidas especificadas, pasan a la persona que
coloca la liga y las etiquetas de los nombres de las variedades, si es el caso pasa el
ramo a la persona encargada de colocar los capuchones y un nuevo ligado y por
ultimo continua con la persona en cargada de colocar la guía de embarque al ramo,
digitadora, la cual ingresara al sistema mediante un computador:
El ramo, variedad y a qué pedido pertenece (Cliente), al finalizar este proceso la
digitadora colocara el ramo en el área de almacenamiento (Espera, Ver anexo N° 3)
de los ramos terminado según el cliente o pedio a completar y cumplir con las
características necesarias, en tinas con agua y producto de hidratación.
EQUIPO:
Mesa de la guillotina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 102 UTN – FICA – CINDU
Mesa principal de madera con una longitud de 4 m. de largo * 1.30 m. de
ancho * 1.15 m. de alto.
Computador.
Formatos de registro implantados por la empresa.
Tinas de almacenamiento.
5.2.3.9. Hidratación en ambiente de la sala.
El proceso consiste en hidratar nuevamente a la flor, después que permaneció al aire
libre durante los procesos de clasificación, boncheo, traslado de bonches, control de
calidad, ligado, etiquetado, y digitación . Esta nueva hidratación se la debe realizar
durante una hora en condiciones ambientales normales y con las especificaciones de
PH iguales a las que se requerían desde un principio.
Se comienza con la limpieza de las tinas donde van a reposar los ramos para su
respectiva hidratación, posteriormente se llena las tinas con agua hasta una altura de
10 cm. en tinas, añadiendo cloro y ácido según las especificaciones. La colocación de
mallas de plástico de la medida exacta del fondo de las tinas es fundamental ya que
sin estas los ramos resbalarían y se produciría el contacto del agua preparada con los
pétalos de la rosa siendo peligroso por producirse quemaduras en los mismos. El
encargado (digitador) de colocar los ramos en las tinas respectivas debe crear tinas
con características difíciles de confundir durante el día, es decir, de acuerdo a tamaño
de ramos, especificaciones especiales y/o embarques especiales (Pedidos). Todo lo
antes mencionado lo realizar al inicio de la jornada laboral.
Fotografía: Lugar de Hidratación Ambiente de ramos terminados.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 103 UTN – FICA – CINDU
EQUIPO:
Tinas de plástico de 55 cm. de ancho * 78 cm. de largo. El número a utilizar va de
acuerdo a la cantidad de ramos procesados por hora y a las diferentes especificaciones
señaladas anteriormente en los pedidos y cumplimiento de clientes.
Mallas de plástico recortadas de acuerdo al fondo de cada tina, estas mallas son de las
mismas características a aquellas en las que se transporta la flor desde cultivo.
5.2.3.10. Hidratación en Cuarto Frío.
Después de la hidratación ambiente los ramos son trasladados a cargo de la persona
del cuarto frio a la sección de hidratación en el mismo. El ayudante del coordinador
de producto, encargado del cuadre final de ramos de rosas en sala, comenzará a
ingresar los ramos hacia el cuarto frío en donde se procederá a cuadrar las cajas en
tinas según especificaciones estándares de los clientes, las cuales corresponderán al
contenido de una caja de exportación.
Para esto el ayudante del coordinador de producto procederá a leer los códigos de
barras de todos y cada uno de los ramos que van a conformar la caja de exportación,
con estos datos que ingresan a la computadora, se generará un ticket el cual irá
pegado en la caja constando en éste las especificaciones generales de la misma. Este
proceso depende totalmente de la lectura de código de barras que da la pistola, la cual
sabrá identificar: la finca, la variedad, el tamaño y la cantidad de rosas que posee el
ramo, además manualmente se introducirá la referencia con la que el cliente desee
que vaya la caja.
Este proceso constituye la hidratación final que debe tener la flor bajo la
responsabilidad de post-cosecha, previo al empaque y envío. Básicamente es idéntico
a lo que hidratación ambiente se refiere ya que los PH establecidos para el agua
hidratante son iguales, las tinas en las cuales se va a hidratar y el tiempo de
hidratación de igual manera, lo único que se diferencia en este proceso es la
temperatura en la cual se va a hidratar la flor, siendo en estos cuartos una temperatura
aceptable de 3°C a 4°C.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 104 UTN – FICA – CINDU
Fotografías: Área de hidratación cuarto frío.
EQUIPOS:
Tina de plástico, idéntica a las existentes en la parte de procesamiento y
clasificación.
EPP.
5.2.3.11. Colocación del código de barras a los bonches. (Digitación)
En el proceso de boncheo las personas encargadas colocan una etiqueta que identifica
el día de procesamiento, por motivos de tiempo, y ciclo de vida vegetal de las flores,
no pueden ser enviadas si tienen mas de tres a cuatro días en los cuartos fríos, debido
a que el tiempo de llegada a su destino final es largo y requiere obligatoriamente
cumplir parámetros para su preservación, la persona encargada de digitar en el cuarto
frio realiza la lectura del código de barras con la pistola, el cual fue colocado en sala
al final del proceso de control de calidad donde se identificó la longitud, variedad,
bodega y mesa responsable, para ingresar al sistema el inventario digital y seleccionar
la flor de acuerdo a la prioridad del día de procesamiento y cliente a cumplir el
pedido.
Cuando la flor cumple el tiempo máximo de estadía en el cuarto frio, se realiza un
proceso que es, dar de baja a los ramos (Flor Nacional), el cual consiste en que las
personas encargadas del cuarto frio, seleccionan estos ramos, los abren procesan la
flor dirigiéndola al área de la picadora, por motivo de reservación de variedades
(confidencial material vegetal), y el material como cartón, ligas y demás es quemado
o reciclado de acuerdo a la necesidad ya que por las políticas de los sellos que posee
la empresa no debe salir material con la marca de la empresa por riesgo de ser
utilizado para otros fines los cuales en su mayoría pueden perjudicar a la empresa.
EQUIPOS:
Mesa de madera de 1.20 m. de largo * 0.60m. de ancho * 0.80 m. de alto,
monitor, CPU, teclado, UPS, pistola, mouse y máquina cebra, con el software
respectivo, el cual llevará la información completa de los envíos.
Pistola leedora de códigos de barras.
Máquina cebra, la cual abastece de los respectivos tickets.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 105 UTN – FICA – CINDU
Fotografías: Digitación y Etiquetado de los ramos en el cuarto frío
5.2.3.12. Empaque de bonches.
Este proceso comienza una vez identificado y en las hojas denominadas paquins los
diferentes pedidos a cumplir (Ver Anexo N° 5):
Ingresar en el sistema los datos del parquin e imprimir tarjetas de datos que será
colocada en la cajas, Seleccionar los ramos según la hoja de pedio (parquin) del
área de almacenamiento.
Colocarlos en el área de almacenamiento temporal. De acuerdo a cada cliente.
Colocar las tarjetas de datos para las cajas en cada grupo de ramos (pedidos).
Con la pistola de código de barras colocar la codificación a cada ramo según
pedido.
La persona encargada de empacar los ramos en las cajas solicita a la persona
encargada de armar las cajas que ingrese un determinado número de cajas y tapas
según cliente y pedido.
Coloca papel protector en la caja en la parte superior e inferior interna de la caja y
después los ramos, de acuerdo a un arreglo estándar determinado por la empresa y
sus trabajadores directos. De acuerdo a las características del pedido se colocaran
el número de ramos según el tamaño de la caja pueden ir entre seis y siete ramos
en cajas pequeñas y de 8 a 12 ramos en las cajas grandes, una vez arreglado los
ramos en la parte interior de la misma y dejado las etiquetas para identificación de
las cajas (pedidos), se procede a enzunchar y dar la fuerza necesaria para apretar y
mantener su estabilidad esto sucede en las mesas de enzunchar ( existen tres
mesas ) las cuales son de madera, con una superficie de tool para mayor facilidad
de manipuleo de las cajas, una vez enzunchado Se procede a colocar todos los
ramos, se ubican los ramos con las cabezas de las rosas hacia los extremos de la
caja para que el ajuste sea solamente en el centro y en el caso de que se produjera
algún maltrato sea hacia el follaje mas no hacia los pétalos, este ajuste se lo debe
hacer con cierto criterio observando que no se envíe flojo pero tampoco muy
apretado por consecuencias ya mencionadas, enseguida y sin perder ajuste se
coloca el pasador para asegurar un correcto embalaje. se coge las etiquetas y se
pega en la parte final externa de la caja que tiene la función de tapa, Se coloca la
tapa y se procede nuevamente a envolver con suncho esta vez para asegurar la no-

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 106 UTN – FICA – CINDU
apertura de la misma, se coloca una cinta con los sellos de las empresa y por
ultimo se almacena según pedido a cumplir al frente de las mesas de enzunchado,
área que se encuentra dividida por pedidos o características de cajas. Esta
secuencia se da según los paquins y pedidos deseados para el día.
EQUIPO:
- Mesa de trabajo de madera, de 1.90 m. de largo * 0.60 m. de ancho * 1.00 m. de
alto, con superficie de tool.
- Caja de cartón de 28 cm. de ancho * 104 cm. de largo * 20 cm. de profundidad,
- Tapa de cartón de 29 cm. de ancho * 105 cm. de largo * 20 cm. de profundidad,
en la que consta tanto el nombre como el logotipo de la empresa y demás
referencias relacionadas al marketing de la misma Sirve para tapar la caja de
exportación de Floreloy S.A.
- Suncho de plástico en el cual se encuentra impreso el nombre de la empresa, en el
mercado se presenta por rollos.
- Pasador de plástico para dar una correcta seguridad a la caja con el suncho.
- Sello de caucho de 8 cm. de ancho * 12 cm. de largo.
- Estilete normal para cortar el suncho hasta la medida que se requiera para
asegurar la caja tanto interna como externamente.
- Papel periódico, se utiliza un pliego para cada caja enviada, doblando este a lo
largo en tres partes iguales para su mayor consistencia al momento de apretar con
el suncho.
- Pistola lectora de código de barras
- Hojas de control de cumplimiento de pedidos.
5.2.3.13. Ubicación de cajas según características en Bodega de
producto terminado.
La ubicación de las cajas según la experiencia del personal encargado y la necesidad
que han encontrado se la realiza por cada pedido de acuerdo a sus características al
frente de cada mesa de enzunchado sobre las piletas y al final del día y de haber
cumplido con los pedidos se procede a enviar las cajas por una ventana de 80 * 80
cm., hacia la bodega de despacho, donde se realiza un almacenamiento temporal en
estanterías, (Ver Anexo N° 5).
Envío.
Los cuartos de producto terminado deben permanecer a una temperatura fluctuante de
2 °C a 4 °C siendo estas las ideales para asegurar la frescura, calidad y consistencia
de la rosa ante el cliente durante el tiempo en que la rosa no tiene contacto con el
agua. Se cuenta con ciertos bastidores o anaqueles en los cuales reposan las cajas
hasta el cuadre correcto de embarque. Esto se realiza bajo la documentación
respectiva paquins los cuales identifican el total de envió que será cuadrado y
revisado por el conductor del camión de embarque el que las trasladará hasta el
aeropuerto en Quito para su respectivo envío, en las diferentes cargueras.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 107 UTN – FICA – CINDU
El envío es una operación coordinada entre el jefe de Post-Cosecha y el despachador
de producto terminado. El despachador define qué cajas, con qué características y en
qué número deben ser embarcadas en el camión de carga. Este proceso no sufre
pérdidas de tiempo ni interrupciones físicas para su movilización y además uno de los
beneficios es que no se cuenta con inventarios por mucho tiempo por el hecho de ser
producto perecible.
5.3. Análisis de los procesos del área de Post-Cosecha.
Abreviaturas de los cargos que ocupa el talento humano en los procesos de post-
cosecha:
Las abreviaturas de los cargos se pueden identificar en la Tabla5.6 donde
tenemos las siglas de cada cargo para poderlos identificar en los flujos del
proceso y designarlos como responsables directos de cada actividad a su cargo.
SIGLAS SIGNIFICADO
ECCB Encargado de Control de Calidad de Bonches
SP Supervisor de Post-Cosecha
JP Jefe de Post-Cosecha
AJP Asistente de Jefe de Post-Cosecha
SFE Supervisor de Frío Empaque
AFE Ayudante de Frío Empaque
ECCB Encargado de Control de Calidad de Bonches
ELB Encargado de Ligar Bonches
EDB Encargado de Deshojar Bonches
EPCB Encargado de Poner Capuchón en Bonches
EDB Encargado de Digitar Bonches
AUB Ayudante de Ubicación de Bonches
APF Ayudante de Pre-Frío
SPF Supervisor de Pre-Frío
EFN Encargada de Flor Nacional
AB Asistente de Bodega
JS Jefe de Sistemas
Tabla 5.6. Abreviaturas de los cargos del talento humano de Post-Cosecha. Elaboración: Nataly
Molina (Dic. 2011).
Líderes del Proceso: JP, AJP, SP
Descripción de las actividades de los procesos en Post-Cosecha: En la Tabla 5.7., a
continuación se describe las actividades que se ejecutan durante el proceso de Post-
Cosecha, con el responsable de cada actividad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 108 UTN – FICA – CINDU
Actividades del Proceso
N° Actividad Responsable
1 Bajar Mallas de Coches Registras y Pulverizar(Recepción) SPF
2 Surtir y clasificar las mallas de acuerdo a la variedad APF
3 Dotar de mallas de rosas a las clasificadoras/ers Patinador
4 Clasificación Clasificador/a
5 Sacar mallas vacías y Limpiar Limpiador/es
6 Tomar flor Nacional y Ubicar en el sitio correspondiente. EFN
7 Surtir el puesto de material Bonchador/es
8 Bonchar la flor en las mesas Bonchador/es
9 Controlar calidad de los bonches SP/ECCB
10 Cortar los tallos de los bonches ECCB
11 Realizar el deshoje y ligar de los tallos de los bonches ELB
12 Colocar capuchón a los tallos de los bonches EPCB
13 Ingresar al sistema los bonches y ubicar en las tinas EDB/AUB
14 Ubicar los Bonches en el cuarto Frío SFE/AFE
15 Ubicar los pedidos en un sitio adecuado SFE
16 Empacar bonches y Cargar al furgón AFE
Tabla 5.7. Descripción General de Actividades de los Procesos de Post-Cosecha. Elaboración:
Nataly Molina (Dic. 2011).
5.3.1. Diagrama árbol de Flujos de los procesos en Post-Cosecha
5.3.1.1. Encabezado de los documentos de los diagramas
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-SAL-
CONTCAL -1
PROCESO: SALA FECHA
Descripción de los elemento del encabezado.
Logo: Es el elemento gráfico que identifica a la empresa Nombre del
sistema: Se refiere al nombre de la empresa u organización
Sub-Sistema: Hace referencia a las diferentes áreas que componen la
empresa.
Proceso: Son el conjunto de actividades que se realizan dentro de las áreas
Fecha de Aprobación: Identificación del tiempo en que fue aprobado o
puesto en conocimiento.
Código: Identificación del documento la cadena de valor de la estructura
organizacional.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 109 UTN – FICA – CINDU
CODIFICACIÓN
Identificación del
documento
Sub-Sistema Áreas Proceso Cantidad de
Versiones
PROCESO POST-COSECHA CUARTO PRE-
FRIO
Recepción 1
PRO POST CPREF RECEP 1
PROCESO POST-COSECHA
SALA
Sacar mallas,
Clasificación y
Boncheo
1
PRO POST SAL CLASBON 1
PROCESO POST-COSECHA SALA Control de
Calidad
1
PRO POST CUARF CONTCAL 1
PROCESO POST-COSECHA
CUARTO FRÍO
Ingreso y
Ubicación de
Bonches
1
PRO POST CUARF INGBON 1
PROCESO POST-COSECHA CUARTO FRÍO Empaque 1
PRO POST CFRI EMP 1
5.3.1.2. Diagrama árbol de los procesos de Post-Cosecha
En los diagramas árboles se identifica las actividades con sus respectivos
responsables que existen dentro de cada proceso. De esta manera facilita
visualizar el proceso en general de post-cosecha veamos las gráficas de
diagramas 5.3-5.4-5.5-5.6-5.7

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 110 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CPREF-
RECEP-1
PROCESO: CUARTO PRE-FRÍO FECHA
Proceso de Recepción, Pulverización y Surtimiento de Mallas (Cuarto Pre-Frío).
Inicio
¿Punto de corte y/o enmallado correcto?
No
Si
Diario
SPF y/o APF
1.Retirar hoja de pedidos,
productos químicos de Bodega, preparar compuestos de
pulverización y llenar tinas con agua.
Diario
Cochero
2.Entregar coche con mallas de
flor a SPF
Diario
SPF
4. Anotar el número de mallas
por variedad y por bloque en el registro de recepción.
Diario
SPF
3.Descargar las mallas del coche
y colocar en las tinas de recepción
Diario
SPF
6.Prender el motor del
pulverizador, tomar la pistola y pulverizar los botones de rosas
de las mallas de acuerdo a la necesidad.
Diario
SPF
5.Informar de la inconformidad a
SC del área correspondiente.(Vía Radio Motorola)
Recolección y Transporte de
Mallas
Registro Recepción (mallas /variedad/
Bloque
Las mallas se encuentran distribuidas por colores de acuerdo al área:
Post-CosechaJP/AJP
Ventas/Post-Cosecha.
Pedidos
Orden de Salida
A

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 111 UTN – FICA – CINDU
¿Terminó de pulverizar?
Si
¿Terminó la recepción de flor?
Si
Registro de Recepción.
No
NO
Diario
SPF y/o APF
9.Continuar el proceso desde la
actividad 2.
Diario
SPF y/o APF
11.Botar agua, lavar y llenar de
agua limpia las tinas.
Diario
SPF y/o APF
10.Entregar registro de Recepción
a JP
Diario
APF
7.Tomar las mallas de las tinas
de recepción, colocarlas en las tinas móviles y llevar a las tinas
de surtido de acuerdo a la variedad.
Diario
SPF ó APF
8. Sacar los coches vacíos del
cuarto.
Otro SubProceso
Fin
Espera de terminar de pulverizar
Clasificación y Boncheo
A
Gráfica 5.3. Flujo del Proceso de Recepción, Pulverización y Surtimiento de Mallas

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 112 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-SAL-
CLASBON -1
PROCESO: SALA FECHA
Proceso de Sacar Mallas, Clasificación y Boncheo (Cuarto Sala).
Diario
AJP
1. Entregar hoja de pedidos a cumplir(SP,SPF,Patinador y
SFE)Pedidos a cumplir
Ventas (Confirmación
de Pedidos)
Inicio
Diario
Clasificador y/o Bonchador
2.Preparar material de
boncheo(sacar de bodega), traer mallas de cultivo ó iniciar el proceso clasificación si hay
mallas.
Diario
Patinador
3. Seleccionar las variedades de
las tinas de surtidos de acuerdo a la hoja de pedidos
Diario
Patinador
4.Llevar las mallas seleccionadas a los puntos de clasificación.
Diario
Patinador o Limpiador
8. Retirar las mallas vacías de cada punto de clasificación
según el avance de las clasificadoras.
Diario
Patinador
5.Anotar en la pizarra el número de mallas por variedad en cada
punto de clasificación
Diario
Clasificadora/a
6.Tomar malla de tina y colocar
la flor en la caja de clasificación
Diario
Clasificador/a
7.Colocar mallas vacías en el
punto de almacenamiento de las mismas.
Pedidos a cumplir
De acuerdo al sistema de surtimiento a los diferentes puntos de clasificación.
Esta información es necesaria para la distribución de las variedades en cada punto de clasificación.
B

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 113 UTN – FICA – CINDU
Diario
Bonchador/a
13.Seleccionar el cartón según el
pedido, colocar las flores igualándolas con separadores y asegurar el cartón dándole la
forma deseada.
Diario
Patinador/Clasific./Bonch.
15.Continuar el proceso en la
actividad 3 ¿Terminó el proceso?
Diario
Patinador/Clasific./Bonch.
16.Realizar la limpieza necesaria y
ubicar todo en orden.
Diario
Bonchador/a
14.Etiquetar y colocar el bonche en la banda transportadora.
Diario
Bonchador/a
12.Seleccionar el árbol que se
encuentre lleno y comienzar a armar los bonches de acuerdo
a los pedidos.
Diario
Clasificador/a
9.Seleccionar, clasificar los tallos y colocarlos en las áreas de los
árboles designada para cada característica o atributo.
Diario
Bonchador/a
10. Almacenar en su puesto de
trabajo los diferentes materiales.
Diario
Bonchador/a
11.Tomar el árbol de rosas ó
coger unos determinados tallos y los colocarlos en los
sujetadores de las mesas, para comenzar a armar los bonches.
Fin
Si
De acuerdo al punto de corte, al largor del tallo, diferentes enfermedades y maltrato
Los supervisores informan a bonchadoras/es, éstos se dirigen a la oficina post-cosecha para solicitar los diferentes pedidos de acuerdo a la variedades para armar los bonches.
Se dirige al punto de almacenamiento general y selecciona el material que necesita para un determinado tiempo de trabajo según pedidos a cumplir.
Control de Calidad
No
En esta actividad también la EFN se ocupa de recolectar la flor nacional y registra el número de tallos.
Registro de Flor Nacional
B
Gráfica 5.4. Flujo del Proceso de Sacar Mallas, Clasificación y Boncheo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 114 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-SAL-
CONTCAL -1
PROCESO: SALA FECHA
Proceso de Sacar Control de Calidad (Cuarto Sala).
Diario
ECCB
1. Realizar el Control de Calidad y
Fito-SanidadClasificación y Boncheo
Inicio
Diario
ECCB
3.Cortar los tallos de acuerdo a
la medida de la etiqueta
Diario
ECCB
2.Devolver el bonche a la mesa
responsable y detallar la inconformidad.
Diario
ELB
4.Colocar la etiqueta del nombre de la variedad y sujeta con la
liga los tallos.
Diario
EPCB
6. Colocar el capuchón según el
pedido al bonche.
Diario
ELB
5.Realizar el deshoje final de los
tallos de bonches.
En este lugar se identifica la calidad del embonchado, el etiquetado, y la igualdad de los puntos de la flor.
¿Bonche cumple con
características de calidad?
Si
No Boncheo
C

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 115 UTN – FICA – CINDU
¿Terminaron de realizar Bonches?
Diario
Todos los Encargados.
10.Realizar la limpieza necesaria y
ubicar todo en orden.
Si
Diario
EDB y AUB
8.Colocar el bonche en las tinas
de almacenamiento según pedido y variedades, fuera del
cuarto frío.
Diario
EDB
7.Ingresa al sistema el bonche
según sus características, imprimir la etiqueta y colocarla
en el bonche.
Fin
Diario
Todos los encargados.
9.Continuar el proceso en la
actividad 1.
Ingreso y Ubicación de
Bonches
No
Bonches
Sistema Empresa
C
Gráfica 5.5. Flujo Proceso de Control de Calidad.
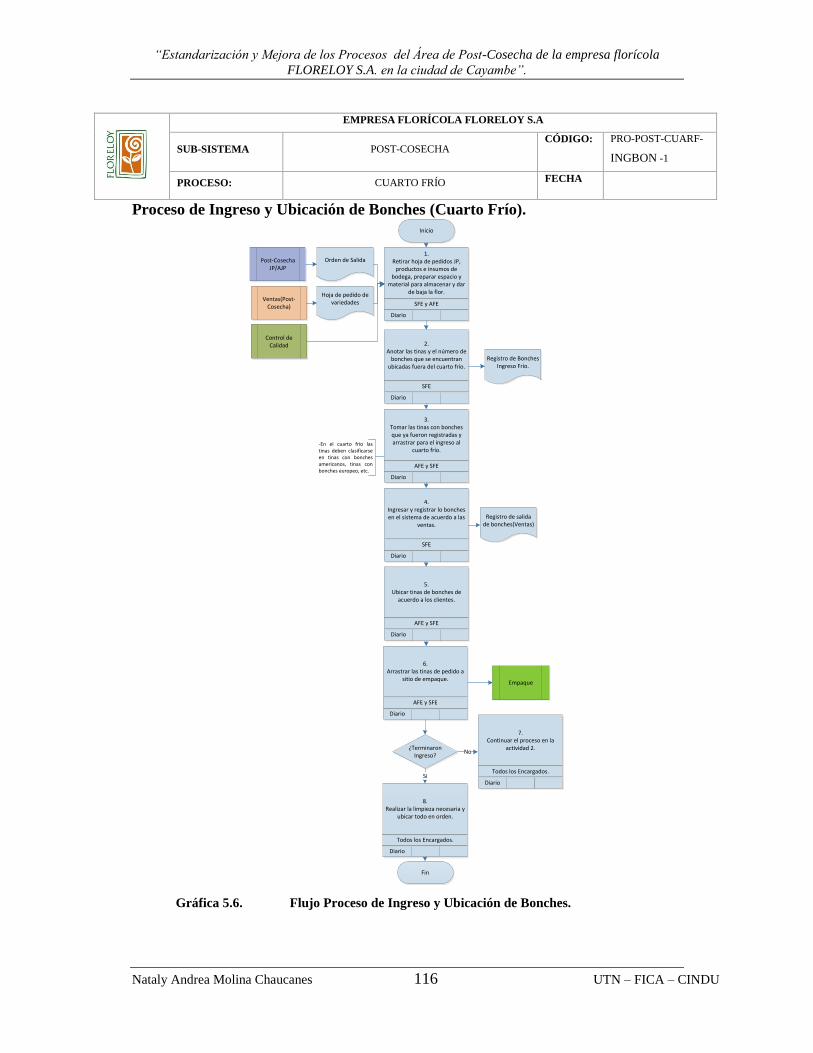
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 116 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CUARF-
INGBON -1
PROCESO: CUARTO FRÍO FECHA
Proceso de Ingreso y Ubicación de Bonches (Cuarto Frío).
-En el cuarto frío las tinas deben clasificarse en tinas con bonches americanos, tinas con bonches europeo, etc.
Diario
SFE y AFE
1. Retirar hoja de pedidos JP,
productos e insumos de bodega, preparar espacio y
material para almacenar y dar de baja la flor.
Orden de SalidaPost-CosechaJP/AJP
Inicio
Diario
SFE
2.Anotar las tinas y el número de
bonches que se encuentran ubicadas fuera del cuarto frío.
Ventas(Post-Cosecha)
Hoja de pedido de variedades
Diario
AFE y SFE
3.Tomar las tinas con bonches que ya fueron registradas y arrastrar para el ingreso al
cuarto frío.
Diario
SFE
4.Ingresar y registrar lo bonches en el sistema de acuerdo a las
ventas.
Diario
AFE y SFE
6. Arrastrar las tinas de pedido a
sitio de empaque.
Diario
AFE y SFE
5.Ubicar tinas de bonches de
acuerdo a los clientes.
Registro de Bonches Ingreso Frío.
Empaque
¿Terminaron Ingreso?
Diario
Todos los Encargados.
8.Realizar la limpieza necesaria y
ubicar todo en orden.
Si
Fin
Diario
Todos los Encargados.
7.Continuar el proceso en la
actividad 2.No
Registro de salida de bonches(Ventas)
Control de Calidad
Gráfica 5.6. Flujo Proceso de Ingreso y Ubicación de Bonches.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 117 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CUARF-
EMP -1
PROCESO: CUARTO FRÍO FECHA
Proceso de Empaque (Cuarto Frío).
El cartón se retira de bodega y se arma en un lugar específico en la sala de post-cosecha.
Diario
AFE
2.Armar cartón de empaque de
acuerdo a los pedidos.
Ingreso y Ubicación de
Bonches.
Diario
AFE
3.Llevar cartón armado al cuarto
frío (Lugar de empaque)
Diario
AFE
4.Tomar bonches de las tinas
que ya se ordenó empaque y ubicarlas en el cartón armado
de empaque.
Diario
AFE
6. Ajustar el empaque lo
necesario.
Diario
AFE
5.Empacar los bonches en el cartón de empaque con un
número adecuado de bonches, lo más uniformemente posible
y con el material necesario.
Diario
SFE y AFE
1. Retirar hoja de pedidos JP,
productos e insumos de bodega.
Orden de SalidaPost-CosechaJP/AJP
Inicio
Ventas(Post-Cosecha)
Hoja de pedido de variedades
El trabajo lo realizan generalmente 2 personas.
D

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 118 UTN – FICA – CINDU
Diario
AFE
7.Sunchar y ubicar etiquetas de
variedad según el cliente.
¿Terminaron Empaque?
Diario
Todos los Encargados.
9.Realizar la carga en el furgón.
Si
Fin
Diario
Todos los Encargados.
8.Continuar el proceso en la
actividad 2.No
Diario
Todos los Encargados.
10.Realizar la limpieza necesaria y
ubicar todo en orden.
D
Gráfica 5.7. Flujo Proceso de Empaque.
Indicadores: Según la gestión por procesos los indicadores los coloca el responsable
directo del proceso Post-cosecha de acuerdo a sus necesidades, por lo que me limito a
proponer los básicos para controlar el proceso, en la Tabla 5.8. Tenemos resumido los
indicadores.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 119 UTN – FICA – CINDU
INDICADOR Punto de Corte
DESCRIPCIÓN: Es la apertura de los pétalos y los sépalos de la flor, de esto depende la duración de la flor en un florero.
FÓRMULA DE CÁLCULO RESPONSABLE DE INDICADOR
FRECUENCIA ESTÁNDAR RESPONSABLE DEL
ANÁLISIS
Sin Fórmula: Se debe identificar punto de corte Americano y Ruso de Acuerdo a los conceptos y características.
JP
Diaria Según
características del cliente
AJP
SP
INDICADOR Mallas/hora y Tallos/Hora Clasificación. Bonches/Hora boncheo
DESCRIPCIÓN: Número de tallos, bonches que realizan los trabajadores en el lapso de 60 minutos desde el inicio de la actividad.
FÓRMULA DE CÁLCULO RESPONSABLE DE INDICADOR
FRECUENCIA ESTÁNDAR RESPONSABLE DEL
ANÁLISIS
JP Diaria
INDICADOR Eficacia
DESCRIPCIÓN: Es el grado con el cual las actividades planeadas son realizadas y cumplen con los objetivos propuestos.
FÓRMULA DE CÁLCULO RESPONSABLE DE INDICADOR
FRECUENCIA ESTÁNDAR RESPONSABLE DEL
ANÁLISIS
JP Mensual o Semanal
INDICADOR Eficiencia
DESCRIPCIÓN:
Es el grado con el cual se aprovechan los recursos. Los indicadores de eficiencia miden el nivel de ejecución del proceso, se concentra en el cómo se hicieron las cosas y miden el rendimiento de los recursos utilizados por un proceso.
FÓRMULA DE CÁLCULO RESPONSABLE
DE INDICADOR
FRECUENCIA ESTÁNDAR RESPONSABLE DEL
ANÁLISIS
JP Mensual o Semanal
INDICADOR Efectividad
DESCRIPCIÓN: Es lograr los objetivos a través del mejor método y el más económico. Alcanzar la satisfacción el cliente con la óptima utilización de los recursos.
FÓRMULA DE CÁLCULO RESPONSABLE
DE INDICADOR
FRECUENCIA ESTÁNDAR RESPONSABLE DEL
ANÁLISIS
JP Mensual o Semanal
Tabla 5.8. Indicadores del Proceso de Post-Cosecha. Elaboración: Nataly Molina (Dic. 2011).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 120 UTN – FICA – CINDU
5.3.2. Mapeo de Procesos Actuales.
5.3.2.1. Diagrama de flujo de proceso actual.
Gráfica 5.8. Formato el Levantamiento de Datos y Realización del Diagrama de Flujo, Elaborado
por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 121 UTN – FICA – CINDU
Tabla 5.9. Diagrama de Flujo del proceso general de Post-Cosecha.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 122 UTN – FICA – CINDU
En la información general de levantamiento de actividades (operaciones, transporte,
inspección, almacenamiento y demora) (Ver Anexo N° 6) se llevaron a cabo desde
que se recolectan las mallas en cultivo hasta que se embarca las cajas en el camión de
trasporte de flor hacia Quito. Dando como resultado (Ver Tabla 5.10):
Tabla 5.10. Resumen de las actividades del diagrama de flujo del proceso. Elaborado por Nataly
Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 123 UTN – FICA – CINDU
5.3.2.2. Diagrama de recorrido actual.
Gráfica 5.9. Área – Cultivo: Recorrido de Cocheros con Mallas de Flor.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 124 UTN – FICA – CINDU
Análisis de la acción de llevar la flor desde cultivo hasta Post-Cosecha.
Las personas encargadas de recolectar las mallas de flor en los coches y trasladar los
mismos a post-cosecha, se denominan cocheros (Ver Anexo N° 7). La parte de cultivo
esta dividida en tres áreas: área uno, área dos y área tres, cada una de ellas tienen un
jefe inmediato llamado supervisor, que cuenta con un cochero para su área, a
excepción del área tres que tiene un cochero más debido a la cantidad de bloques a su
responsabilidad que es mayor a los demás.
Cada cochero es responsable de llevar las mallas vacías en la mañana y durante el
tiempo de corte a los puntos de recolección (hidratación) de cultivo en cada bloque,
también llevan el control de la cantidad de mallas que se cortaron por variedad, dicho
dato al final del proceso lo entregan a la persona de producción para que ingrese la
información de la producción bruta diaria al sistema, así también llevan el control del
rendimiento de cada trabajador de cultivo (TC: encargados de realizar el corte a las
flores, etc.) (Mallas /Hora.) La cual es entregada al supervisor. Cada cochero recorre
una cantidad de metros durante el tiempo de corte, (Ver Gráfica 5.3 y Tabla 5.11.)
donde se detallas las áreas existentes con sus respectivos bloques, el numero de
puntos de recolección por bloques y la cantidad de metros reales aproximados
recorridos por los cocheros para recoger y transportar las mallas.
En el área uno un cochero en dirigirse desde post-cosecha donde se encuentran los
mallas vacías hasta los bloques del área a su cargo recorre por el camino central 266
metros y en recorrer todos los bloques del área camina 1838 metros, sumados los dos
datos tenemos el total de metros recorridos desde post-cosecha hasta el área a su
cargo (recorrido por bloque del área) es decir 2104 metros. Esto se da con las dos
áreas restantes (Ver Tabla Resumen 5.9)

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 125 UTN – FICA – CINDU
Tabla 5.11. Datos de metros recorridos (Cocheros) por áreas, bloques y puntos de recolección de
mallas con flor. Elaborado por Nataly Molina.
Tabla 5.12. Resumen de metros recorridos de los cocheros al recolectar las mallas de flor y llevarlas
a post-cosecha .Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 126 UTN – FICA – CINDU
Para identificar el tiempo empleado en realizar los recorridos detallados
anteriormente identificamos los parámetros para su calculo (simulación de calculo
con datos del área dos) Ver tabla 5.13).
Datos variables según la Producción y Necesidad
A # Cocheros 1
B
Tallos (Producción Bruta, puede ser un estimado
según la temporada). 9000
C # Mallas (promedio) por Coche 50
G Promedio Tallos por Malla 22,5
E
# de coches en función al # de cocheros (Max. dos
coches * cochero) 1
Datos constantes (estándares de tiempo Observado)
F
T Min –Punto de almacén mallas (Hidratación-
cultivo) 3
D T. en segundos por metro recorrido. 0,8
Tabla 5.13. Datos de cálculo de tiempo empleado en recolección y transporte de mallas (los datos
variables son un ejemplo de una producción diaria del área dos). Elaborado por Nataly Molina.
Los datos se dividen en variables y contantes,
Detalles de datos variables:
El número de cocheros que se emplearan para realizar el proceso de
transporte.
La producción Bruta por área
El número de mallas promedio que se puede transportar por cada coche.
Numero de tallos que se envían por malla, esto se da de acuerdo a las
variedades y sus características de fragilidad. Entonces tenemos mallas de
20 tallos y de 25 tallos para la investigación realizamos un promedio de
tallos entre las cantidades antes indicadas (Ver tabla 5.5).
Número de coches empleados por cada cochero.
Detalle de datos constantes:
El tiempo en segundos que emplean en recorrer un metro (dato promedio
observado durante varios días de trabajo normal de los cocheros) (Ver
tabla 5.5).
Tiempo que emplean los cocheros en realizar la acción de recoger las
mallas con flor del punto de hidratación en cultivo y colocarlas en los
coches (dato promedio observado durante varios días de trabajo normal de
los cocheros) (Ver tabla 5.5).
Según los datos de la tabla 5.5. Tenemos los siguientes cálculos (Realizamos la
simulación del cálculo en el área dos detallados en la tabla 5.6.): (La nomenclatura de
letras en las formulas ver en tabla 5.5.)

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 127 UTN – FICA – CINDU
=
=1*50*1
=
= 0, 8 s/m*11080 m
=
Tiempo empleado en recolectar las mallas con flor y llevarlas a post-cosecha= = (8864s/60) + 54 min = 201,73 min = 3,36 Hras.
Tabla 5.14. Calculo del Tiempo (área dos) empleado en recolectar las mallas y transportarlas a post-
cosecha. Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 128 UTN – FICA – CINDU
Tinas de Recepción
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
DIAGRAMA DE RECORRIDO DEL PRODUCTO EN POST-COSECHA.
MO
TO
RE
S
Mostrador
Piz
arr
ón
Piza
rró
n
Ma
teri
al
Agua
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Tanque
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Coche
Digitación
Control calidad y guillotina
Eti
qu
eta
do
,li
ga
do
,ho
jas,
ca
pu
ch
on
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Tinas de almacenamiento y surtimiento ramos cuarto frio
Recorrido de Ramos PT
Recorrido de mallas de flor espolvoreada
Recorrido de cajas con ramos de flor
Recorrido Mallas sin espolvorear
Coche de Basura
Gráfica 5.10. Área – Post-Cosecha: Recorrido Actual del Mallas con flor-Ramos terminados-Cajas
con ramos de flor (Tabacos).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 129 UTN – FICA – CINDU
En la gráfica 5.10. se detalla cuatros recorridos de la flor, según la señalizacion nos
indica lo siguiente:
Flechas de color amarillo detalla el recorrido de las mallas que vienen
directamente de cultivo de las diferentes áreas, las que llegan en los coches,
son descargadas en las tinas de recepción de pre-frio y son expolvoreadas.
Flechas de color negro identifican el recorrido de las mallas expolvoreadas,
las cuales son trasnportadas de las tinas de recepción hacia las tinas de
surtimiento e hidratación en pre-frio donde son ubicadas según la variedad,
despues son llevadas por el patinador a los diferentes puntos de clasificación
en la sala de procesamiento.
Flechas de color rojo determinan el recorrido de los ramos que son la salida
del proceso de boncheo, los cuales se desplazan por la banda transportadora al
punto de control de calidad, guillotina. Acabados y digitación.terminando para
posteriormente ser almacenadas en la sala. Al final terminar los ramos en el
cuarto frío donde se confirma si la informacion es la correcta y el
cum´plimiento de pedidos.
Por ultimo las flechas celestes indican el recorrido de las cajas con ramos (PT)
desde las mesas de enzunchar hasta el punto de almacenamiento y bodega de
PT donde se las embarcarán en el camion para transportar a quito
(cargueras_aereopuesto) y por ultimo a su destino final.
5.3.3. Análisis del producto procesado. (Desde el cultivo de las rosas hasta el
armado de ramos y el empaque)
Análisis Físico.- Dentro de este tipo de análisis podemos recalcar:
La contextura del tallo y el botón de la flor es de total responsabilidad de cultivo y
por eso es fundamental el control de su correcto crecimiento en el mismo origen.
La ergonomía del ramo, la cual es fundamental para la aceptación del cliente, la
zona del tallo que es el área de manipulación del cliente debe ser la suficiente.
La lámina en gran parte protege a los botones en caso de que sufran golpes ya sea
horizontal como verticalmente.
La caja de cartón en la cual se transportan los ramos es de un material resistente,
la cual ofrece garantía de cero maltratos, con lo que queremos decir que al
momento de empacar los ramos se ubicarán de una manera ordenada tanto en
tamaño como en cantidad.
Análisis Químico.- De igual manera que el análisis físico es de importancia en el
proceso, el análisis químico es fundamental para la conservación de la estructura
interna de la rosa. Dentro de este análisis podemos recalcar:

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 130 UTN – FICA – CINDU
Análisis de suelos y producto a sembrar, para de esta manera garantizar una
producción confiable.
Tratamientos permanentes fitosanitarios en cultivo, para evitar proliferación y
contaminación de plagas y enfermedades, así como para evitar deficiencias en el
desarrollo del producto.
La principal característica química que todo el proceso debe cumplir para estar
dentro del margen establecido para procesar una rosa de exportación es la correcta
conformación de las aguas donde la rosa se va a estar hidratando durante el
período de tiempo que toma el mencionado proceso. Los niveles óptimos de ácido
cítrico son de 8 gr de ácido cítrico por cada litro de agua; y de cloro de 10 cc. por
cada litro de agua.
Con el producto final, elaborado y almacenado en cuartos fríos, también se debe
asegurar un correcto tratamiento anti-botritis que se lo respalda con la quema de
exotermil durante las noches para la flor que permanece por más de 2 días de
rotación.
Un control adecuado de variación de temperaturas del ambiente donde permanece
el producto y evitar exponerlos a temperaturas ambientes normales, para de esta
manera evitar la transpiración de la flor siendo un foco seguro de desarrollo de
botritis y demás enfermedades.

131
CAPÍTULO VI
ESTUDIO DE TIEMPOS Y MOVIMIENTOS EN LAS
ACTIVIDADES DE CLASIFICACIÓN Y BONCHEO,
PROPUESTA DE ESTANDARIZACIÓN Y MEJORA DENTRO
DE LOS PROCESOS DE POST-COSECHA

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 132 UTN – FICA – CINDU
CAPÍTULO VI
6. ESTUDIO DE TIEMPOS Y MOVIMIENTOS EN LAS ACTIVIDADES DE
CLASIFICACIÓN Y BONCHEO, PROPUESTA DE ESTANDARIZACION
Y MEJORA DENTRO DE LOS PROCESOS DE POST-COSECHA.
La empresa FLORELOY, a lo largo de cada el año tiene una producción equilibrada,
las fechas de San Valentín y Día de la Madre son donde existen picos de producción,
por lo que es necesario analizar los tiempos y su procesos críticos en especial de
clasificación y boncheo.
6.1. Clasificación y Boncheo.
Para el estudio de tiempos se designo las actividades de clasificación y boncheo
detalladas en el capítulo V, en el punto 5.3.1- Gráficas: 5.3, 5.4, 5.5, 5.6, 5.7
observamos los diagramas de flujo.
6.2. Formato para la toma de datos de tiempos del Proceso de Clasificación y
Boncheo.
Los formatos para registro de datos del estudio podemos apreciar en la figura
siguiente:

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 133 UTN – FICA – CINDU
Formato para la Toma de Muestras (Estudio de Tiempos Clasificación y Boncheo)
SIGLAS SIGNIFICADO
T.O Tiempo Observado en Min (Tiempo real con Cronometro )
V.R Valoración del Ritmo bajo parámetros de la OT.
T.N Tiempo Normal es la suma de V.R +T.O
T.O.T Es las sumas de los tiempos normales de cada elemento.
6.3. Estudio de Tiempos.
El trabajador considerado calificado es la persona u operario debidamente capacitado
o entrenado para ser parte de la realización de las actividades a su cargo debe tener
aptitudes físicas, intelectuales y conocimientos básicos para el trabajo de acuerdo a
normas que satisfagan la calidad, cantidad y seguridad requerida.
Es Estudio de tiempos es un medio por el cual se llega a medir el tiempo y ritmo de
trabajo de una actividad compuesta con sub actividades o elementos el tiempo
medido para cada actividad será establecido como tiempo estándar y/ o normal para la
ejecución de una determinada actividad con un método de ejecución fijo, dicho
tiempo se mantendrán mientras el método del realizar la actividad, no tenga ningún
cambio, cuando una determinada actividad se cambia, se elimina o se agrega algún
elemento, debe ser medido nuevamente el tiempo estándar. Para resumir lo que se
tiene que realizar ver la tabla 6.1:
OBSERVACIONES
No. TRABAJADOR TIPO Min Seg T.O V.R TN Min Seg T.O V.R TN Sep Min Seg T.O V.R TN Bonch T.O. Cartón VARIEDAD
T.O Tiempo Observado en minutos V.R Valoración del ritmo T.N T.O + V.R T.O.T Tiempo Total
TOTAL B
TOTAL C
Promedio de B
Promedio de C
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
ELEMENTO Tiempo Total
FORMATO: TABLA CÁLCULO TIEMPOS
PROCESO/ACTIVIDAD:
DESCRIPCIÓN DE LA ACTIVIDAD:
FINCA: AREA:
REVISADO POR:

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 134 UTN – FICA – CINDU
ACCIÓN DETALLE
ELEGIR El trabajo o actividad a medir, los trabajadores a ser estudiados.
REGISTRAR
Los datos o circunstancias de cómo se realiza el trabajo, los métodos y los elementos de la actividad que se suponen deben realizarse.
EXAMINAR
Que el operador realice la actividad de acuerdo al método propuesto por la empresa, separar los elementos improductivos, extraños o irregulares dentro de la actividad.
MEDIR
La cantidad de tiempo de cada elemento, mediante la técnica seleccionada. (Cronómetro para nuestro estudio)
COMPILAR
El tiempo registrado por la ejecución de la operación, en el caso de tiempos con cronometro, se debe calcular tiempos suplementarios por fatiga, descansos, necesidades personales, etc.
DEFINIR
Con suma precisión los elementos que intervienen en la actividad y el método de ejecución medido, computarizar los datos y determinar el tiempo estándar, incluidos los tiempo suplementarios.
VERIFICAR E
IMPLEMENTAR
Comprobara que los tiempo determinados si son correctos, mediante una revisión del proceso, si existiera error, deben ser nuevamente medidos, verificando que el método establecido es el que se está ejecutando y si no definir el correcto e implementar sus mejorar.
Tabla 6.1. Resumen de acciones para un estudio de tiempos. Elaborado por Nataly Molina
6.3.1. Recopilación de la Información.
Variedades por bloques en la parte de cultivo (Materia Prima de Post_Cosecha)
En la tabla 6.2 se detalla la distribución de las variedades de flores por bloques y por
áreas de trabajo en cultivo, cabe recalcar que por ser un material vivo no es constante
en las áreas indicadas debido a que la siembra de las variedades nuevas o reproducir
las existentes es según la demanda del mercado, por lo tanto no son permanentes.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 135 UTN – FICA – CINDU

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 136 UTN – FICA – CINDU
Tabla 6.2. Variedades de flores por bloques. Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 137 UTN – FICA – CINDU
Variedades de flores por áreas en cultivo. Elaborado por Nataly Molina
Clasificación de las variedades por sus características en fáciles y difíciles.
Se dividen en fáciles y difíciles según el nivel de manipular, identificar enfermedades
o problemas, delicadeza, etc. (Ver Tabla 6.3), se pudo concluir con esta información
gracias a la información de cada trabajador directo con el proceso, su experiencia e
identificación de estas características.
Difícil Fácil
Faith Sweetness
Orange Sky Soulmate
Sexy Red Red París
Vendela Kiko
High & Magic High & Peace
Creme de la Creme Esperance
Cumbia
Cool Water
Carousel
Blizzard
Tabla 6.3. Variedades de flores por áreas en cultivo. Elaborado por Nataly Molina
Mano de obra directa e indirecta de Post-Cosecha.
En la tabla 6.4., podemos apreciar el listado del personal que realizan los procesos de
post-cosecha, donde detallamos sus nombres, edades, fecha de contratación, años de
trabajo en la empresa y sus respectivos promedios.
Como podemos analizar en esta área por el dato de años de trabajo no ha existido
desestabilidad laboral, es decir rotación del personal frecuentemente, por lo que
estamos trabajando con personal estable y con experiencia en este ámbito.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 138 UTN – FICA – CINDU
Tabla 6.4. Base de datos del personal de Post-Cosecha y sus respectivos cargos laborales.
Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 139 UTN – FICA – CINDU
Tenemos un promedio de edad de las personas de 33 años y un promedio de 6 años
de trabajado, en la tabla 6.5 y en la gráfica 6.1.
AÑOS # DE PERSONAS
1 4
2 5
3 1
4 3
5 7
6 9
7 2
8 0
9 2
10 2
11 3
12 1
13 0
14 1
Tabla 6.5. Número de personas por años de trabajo. Elaborado por Nataly Molina
Gráfica 6.1. Datos de estabilidad del personal en post-cosecha. Elaborado por Nataly Molina
Podemos observar que tenemos un promedio de 9 personas que han trabajado 6 años
en esta área, en la empresa FLORELOY, por lo tanto la mayoría de personas son
experimentadas con el método de trabajo implantado por la empresa.
En el cuadro tenemos el rango de diferencia entre una persona calificada como
campeón y otra como bueno también hay que tomar en cuenta los años de experiencia Rango comparativo ente C y B
Tipo de persona Ramos
Diferencia entre
C y B en
ramos7hora
Tallos/ Hora
Campeón 20 4 90
Bueno 15

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 140 UTN – FICA – CINDU
Rendimiento actual de las actividades de Boncheo y Clasificación
Productividad actual (Rendimiento) de las actividades de Boncheo y Clasificación (datos Históricos de la Empresa
Clasificación Boncheo
Producción Bruta Promedio diaria 29800 25032
# de trabajadores 9 9
Horas Diarias 8 8
Horas trabajadas 72 72
Productividad Actual de cada proceso 413,89 Tallos /Hora 347,67 Tallos /Hora
18,40 Mallas /hora 15,45 Ramos /hora
Tabla 6.6. Rendimiento actual de las actividades de boncheo y clasificación. Elaborado por Nataly
Molina
El rendimiento actual de las actividades de boncheo y clasificación son datos
históricos del sistema que maneja el departamento de post-cosecha para medir el
rendimiento o productividad. En la tabla 6.6. Se detallas estos datos.
6.3.2. Aplicación de la Técnica de Cronometrar para la toma de tiempos en las
actividades de boncheo y clasificación.
Materiales utilizados.
Un cronómetro
Un tablero
Formatos de registro de datos de tiempos.
Calculadora
Instrumentos para medir, cinta métrica, regia, etc.
Calculo de número de muestras.
Antes de calcular el tamaño de muestra, se debe conocer un aproximado de los
valores de p y q, obtenido mediante un pequeño muestreo aleatorio, existen varios
método de para determinar el tamaño de la muestra, para nuestro caso utilizaremos el
estadístico, por lo tanto utilizaremos un nivel de confianza del 90% y un error del 10
%, la fórmula utilizada es:
Dónde:
n= Numero de observaciones o muestras
z= 1,64485 (Valor predeterminado de la tabla de la distribución normal)
p= Porcentaje de tiempo improductivo.
q= porcentaje de tiempo productivo.
e= error estándar de la proporción.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 141 UTN – FICA – CINDU
6.3.2.1. Toma de tiempo con cronometro para la actividad de boncheo
Muestreo aleatorio para determinar p y q en la actividad de boncheo.
Tabla 6.7. Muestreo aleatorio. Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 142 UTN – FICA – CINDU
En la tabla 6.7., la primera tabla se la realiza en Excel opción formulas, +
ALEATORIO.ENTRE (1,48) esto se realiza en las 48 filas y 5 columnas. En la
segunda tabla se ordenan los datos y se eliminan los datos repetidos, en la tercera
tabla realizamos periodos de tiempos de 10 minutos con la hora. En la cuarta tabla se
organiza según los datos de la tercera tabla, de acuerdo a la hora que corresponden los
datos y una vez obtenido esto se ordena para identificar en que horario se tomara el
registro a cada trabajador.
El cálculo de resultados, es lo que se quiere definir las actividades productivas e
improductivas con el objetivo de mejorar la productividad.
Muestreo del trabajo de la actividad de boncheo
Tabla 6.8. Muestreo del trabajo. Elaborado por Nataly Molina.
La información obtenida mediante el muestreo del trabajo nos sirve para comparar la
eficiencia de los departamentos, trabajadores, proceder a una distribución más
equitativa del trabajo y por lo generar proporcionar información de los tiempos
improductivos y sus respectivos motivos, como vemos en la tabla 6.8.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 143 UTN – FICA – CINDU
Trabajador # Actividades Improductivas
% Actividades Improductivas
# Actividades Productivas
%Actividades Productivas
Aida 6 14% 38 86%
Beatriz 4 8% 46 92%
Javier 7 18% 38 84%
Sandra 5 11% 40 89%
Lupe 6 16% 31 84%
Total 28 13% 193 87%
Tabla 6.9. Resumen del Muestreo del trabajo. Elaborado por Nataly Molina.
Podemos apreciar en la tabla 6.9. que la trabajadora Beatriz es más productiva
mientras que Javier y Lupe tienen menor productividad. En conclusión nuestros
valores aproximados de p y q son:
p 13%
q 87%
Calculo del número de muestras para la actividad de boncheo
Datos:
n= ¿?
z= 1,64485 (Valor predeterminado de la tabla de la distribución normal)
p= 13%
q= 87%
Error (e)= 10%
Confianza= 90%
Calculo:
La valoración del ritmo:
Dentro del estudio de tiempo con cronometro es muy importancia ya que tiene gran
relevancia debido a que el trabajador cuando se le toman los tiempos por lo general
tiende a disminuir su ritmo normal de trabajo para demostrar que la acción es difícil o
en muchos caso ocurre lo contrario que demuestra mucha destreza, por estas razones
se utiliza la valoración del ritmo para llegar a datos lo más reales posibles. En la tabla
6.10 tenemos la valoración del ritmo con base 60 aprobado por la OIT, como indica
la tabla 6.10.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 144 UTN – FICA – CINDU
Valoración del Ritmo Base 60
Valoración Ritmo
80 Muy rápido
70 Rápido
60 Normal
50 Lento
40 Muy lento
Tabla 6.10. Valoración del ritmo base 60.
Datos recolectados en la toma de tiempo con cronometro de la actividad de
boncheo en la mesa ergonómica propuesta.
Actividad de Boncheo ramos de 20 tallos
Tabla 6.11. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de 20
tallos). Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 145 UTN – FICA – CINDU
En la tabla 6.11., detallamos los datos de tiempos tomados (convertidos en una sola
unidad de medida, minutos) bajo cronómetro a la actividad de boncheo, incluyendo la
valoración del ritmo.
Calculo de suplementos para la actividad de boncheo
Para poder obtener el tiempo estándar con los datos anteriores debemos realizar el
cálculo de los suplementos. La los datos de la tabla 6.12., de suplementos se utiliza
para el cálculo del tiempo estándar de ramos de 20 y 25 tallos en la mesa actual y
propuesta. TABLA CÁLCULO DE SUPLEMENTOS POR FATIGA PARA BONCHEO
PROCESO/ACTIVIDAD: Realización de mallas de rosas de 20 y 25 tallos
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar tallos de los árboles y colocar en la mesa de boncheo, tomar la lámina, colocar la flor, separadores, papel, engrampar el cartón, colocar etiquetas y ubicar ramo en banda transportadora.
FINCA: FLORELOY S.A. AREA: POST-COSECHA
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY ANDREA MOLINA
FACTORES TOLERANCIAS CONSTANTES
TOLERANCIAS VARIABLES
TOTA
L %
ELEM
ENTO
DESCRIPCIÓN
NEC
ESID
AD
PER
SON
AL
BÁ
SIC
A P
OR
FA
TIG
A
ESTA
R D
E P
IE
PO
SIC
IÓN
NO
N
OR
MA
L FU
ERZA
/EN
ERG
ÍA
MU
SCU
LAR
ILU
MIN
AC
IÓN
CO
ND
ICIO
NES
ATM
OSF
ÉRIC
AS
ATE
NC
IÓN
RU
IDO
ESFU
ERZO
MEN
TAL
MO
NO
TON
ÍA
TED
IO
% % % % % % % % % % % % %
1 Tomar la flor de los árboles y colocar en la
mesa. 5 4 2 0 0 0 0 0 0 0 0 0 11
2 Tomar la lámina, colocar la flor,
separadores, papel y engrampar el cartón. 5 4 2 0 0 0 0 2 0 0 2 0 15
3 Colocar etiquetas y ubicar bonche en banda
transportadora 5 4 2 0 0 0 0 0 0 0 0 0 11
NOTA: El total del porcentaje de suplementos incluye también las pausas para: tomar agua, necesidades personales y el descanso por la fatiga que conlleva realizar la actividad. Valoración de cada factor en función de tabla de suplementos por
fatiga OIT.
Tabla 6.12. Calculo del suplemento por fatiga para boncheo (ramos de 20 y 25 tallos). Elaborado
por Nataly Molina.
Para el primer elemento tenemos el 11 % de suplementos, en el segundo elemento
hay 15 % de suplemento y en el último elemento encontramos el 11 % de
suplementos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 146 UTN – FICA – CINDU
Calculo del tiempo estándar para la actividad de bonchar ramos de 20 tallos.
Datos
Suple. Elemento 1 11% 1,11
Suple. Elemento 2 15% 1,15
Suple. Elemento 3 11% 1,11
Minutos(1 hr) min 60
Tallos Bonche 20
Calculo del tiempo estándar boncheo de ramos de 20 tallos
Tipo
Tiempo Elemento
1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 2,68 19,08 2,85 24,61 13 32 634 1,89
Campeón 1,75 23,33 2,39 27,47 16 35 699 1,72
Promedio 33 666 1,80
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar
liga en los tallos (Ubicar separadores) 0,21 0,17 0,19 10,57%
2 Codificar el bonche 1,47 1,39 1,43 79,23%
3 Ubicar bonche/s en la banda transportadora 0,22 0,15 0,18 10,20%
Total 1,89 1,72 1,80 100%
Tabla 6.13. Calculo del tiempo estándar para boncheo (ramos de 20 tallos). Elaborado por Nataly
Molina.
De acuerdo a nuestros cálculos el tiempo estándar para la actividad de bonchar ramos
de 20 tallos es de 1,80 min/ramo, con un promedio de 33 ramos / hora y 666
Tallos/hora, veamos en la tabla 6.13. y en gráfica 6,2 donde encontramos los datos
de rendimiento o productividad del trabajador (ramos/ hora y tallos /hora) calificados
en bueno, campeones.
Ramos / Hora Tallos / Hora
Gráfica 6.2. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 20 tallos.
Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 147 UTN – FICA – CINDU
Actividad de Boncheo Ramos de 25 Tallos
Tabla 6.14. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de 25
tallos). Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 148 UTN – FICA – CINDU
Las muestras para el cálculo se muestran en la tabla 6.14. Los suplementos para cada
elemento podemos ver su cálculo en la tabla 6.12. Donde tenemos para primer
elemento tenemos el 11 % de suplementos, en el segundo elemento hay 15 % de
suplemento y en el último elemento encontramos el 11 % de suplementos.
Cálculo del tiempo estándar para la actividad de embonchar ramos de 25 tallos. Datos
Suple. Elemento 1 11% 1,11
Suple. Elemento 2 15% 1,15
Suple. Elemento 3 11% 1,11
Minutos(1 hr) min 60
Tallos Bonche 25
Calculo del tiempo estándar boncheo de ramos de 25 tallos
Tipo
Tiempo Elemento
1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 10,28 62,98 5,71 78,98 41 31 779 1,93
Campeón 6,19 45,99 3,71 55,89 30 32 805 1,86
Promedio 32 792 1,89
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar liga en los tallos (Ubicar separadores)
0,31 0,26 0,28 15,03%
2 Codificar el bonche 1,48 1,48 1,48 78,03%
3 Ubicar bonche/s en la banda transportadora 0,14 0,12 0,13 6,94%
Total 1,93 1,86 1,89 100%
Tabla 6.15. Cálculo del tiempo estándar para boncheo (ramos de 25 tallos). Elaborado por Nataly
Molina.
De acuerdo a nuestros cálculos, tabal 6.15., el tiempo estándar para la actividad de
bonchar ramos de 25 tallos es de 1,89 min/ramo, con un promedio de 32 ramos / hora
y 792 Tallos/hora, veamos en la gráfica 6,3 donde encontramos los datos de
rendimiento o productividad del trabajador (ramos/ hora y tallos /hora) calificados en
buenos, campeones y su promedio.
Ramos / Hora Tallos / Hora
Gráfica 6.3. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25 tallos.
Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 149 UTN – FICA – CINDU
Resultados del promedio entre la actividad de boncheo de ramos de 20 y 25
tallos.
Calculo del tiempo estándar boncheo de ramos de 25 tallos
Tipo
Tiempo Elemento 1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 6,48 41,03 4,28 51,79 27,00 31 706 1,91
Campeón 3,97 34,66 3,05 41,68 23,00 34 752 1,79
Promedio 32 729 1,85
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar liga en los tallos (Ubicar separadores)
0,26 0,22 0,24 12,85%
2 Codificar el bonche 1,47 1,44 1,45 78,62%
3 Ubicar bonche/s en la banda transportadora 0,18 0,14 0,16 8,53%
Total 1,91 1,79 1,85 100%
Tabla 6.16. Cálculo del tiempo promedio estándar para boncheo (ramos de 25 y 20 tallos).
Elaborado por Nataly Molina.
Ramos / Hora Tallos / Hora
Gráfica 6.4. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25 y 20
tallos. Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 150 UTN – FICA – CINDU
Datos recolectados en la toma de tiempo con cronometro de la actividad de
boncheo en la mesa actual de trabajo.
Actividad de Boncheo ramos de 20 tallos.
Tabla 6.17. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de 20
Tallo-mesas actuales). Elaborado por Nataly Molina.
OBSERVACIONES
No. TRABAJADOR TIPO Min Seg T.O V.R TN Min Seg T.O V.R TN Sep Min Seg T.O V.R TN Bonch T.O.T Cartón VARIEDAD
1 Lupe B 0 18 0,3 70 0,350 1 26 1,13 60 1,133 4 1 47 0,35 60 0,350 1 1,833 Fy Jade
2 Lupe B 0 19 0,32 60 0,317 1 24 1,08 60 1,083 4 1 45 0,35 60 0,350 1 1,750 Fy Jade
3 Lupe B 0 43 0,72 40 0,478 1 43 1 60 1,000 4 2 8 0,42 60 0,417 1 1,894 Fy Jade
4 Lupe B 0 28 0,47 50 0,389 1 22 0,9 50 0,750 4 2 20 0,97 55 0,886 1 2,025 Fy Jade
5 Javier B 0 24 0,4 55 0,367 1 40 1,27 50 1,056 4 1 54 0,23 70 0,272 1 1,694 Fy Jade
6 Javier B 0 23 0,38 55 0,351 1 36 1,22 60 1,217 4 2 31 0,92 40 0,611 1 2,179 Fy Jade
7 Javier B 0 28 0,47 50 0,389 1 3 0,58 50 0,486 4 1 34 0,52 60 0,517 1 1,392 Fy Jade
8 Javier B 0 27 0,45 50 0,375 1 40 1,22 40 0,811 4 2 24 0,73 60 0,733 1 1,919 Fy Jade
9 Javier B 0 28 0,47 50 0,389 1 40 1,2 60 1,200 4 1 54 0,23 60 0,233 1 1,822 Fy Jade
10 Javier B 0 33 0,55 40 0,367 1 27 0,9 60 0,900 4 1 35 0,13 60 0,133 1 1,400 Fy Jade
11 Javier B 0 28 0,47 50 0,389 1 24 0,93 55 0,856 4 2 0 0,6 60 0,600 1 1,844 Fy Jade
12 Javier B 0 21 0,35 55 0,321 1 11 0,83 60 0,833 4 1 25 0,23 60 0,233 1 1,388 Fy Jade
13 Javier B 0 27 0,45 50 0,375 1 38 1,18 55 1,085 4 2 2 0,4 60 0,400 1 1,860 Fy Jade
14 Sandra C 0 0 0,000 1 17 1,28 55 1,176 4 1 26 0,15 55 0,138 1 1,314 Fy Jade
15 Sandra C 0 0 0,000 1 7 1,12 40 0,744 4 1 12 0,08 70 0,097 1 0,842 Fy Jade
16 Sandra C 0 0 0,000 1 2 1,03 55 0,947 4 1 8 0,1 60 0,100 1 1,047 Fy Jade
17 Sandra C 0 0 0,000 1 4 1,07 60 1,067 4 1 11 0,12 60 0,117 1 1,183 Fy Rosita Vendela
18 Sandra C 0 9 0,15 55 0,138 1 15 1,1 50 0,917 4 1 17 0,03 70 0,039 1 1,093 Fy Rosita Vendela
19 Sandra C 0 9 0,15 55 0,138 1 1 0,87 65 0,939 4 1 7 0,1 60 0,100 1 1,176 Fy Rosita Vendela
20 Sandra C 0 11 0,18 55 0,168 1 17 1,1 50 0,917 4 1 22 0,08 60 0,083 1 1,168 Fy Rosita Vendela
21 Sandra C 0 10 0,17 55 0,153 1 1 0,85 60 0,850 4 1 4 0,05 60 0,050 1 1,053 Fy Rosita Vendela
22 Sandra C 0 5 0,08 0,000 1 7 1,03 50 0,861 4 1 10 0,05 70 0,058 1 0,919 Fy Rosita Vendela
23 Beatriz C 0 5 0,08 0,000 1 5 1 55 0,917 4 1 9 0,07 60 0,067 1 0,983 Fy Rosita Vendela
24 Beatriz C 0 12 0,2 55 0,183 1 16 1,07 55 0,978 4 1 24 0,13 60 0,133 1 1,294 Fy Rosita Vendela
25 Beatriz C 0 11 0,18 55 0,168 1 1 0,83 65 0,903 4 1 4 0,05 60 0,050 1 1,121 Fy Rosita Vendela
26 Beatriz C 0 15 0,25 50 0,208 1 19 1,07 55 0,978 4 1 22 0,05 70 0,058 1 1,244 Fy Rosita Vendela
27 Beatriz C 0 13 0,22 40 0,144 1 10 0,95 60 0,950 4 1 15 0,08 70 0,097 1 1,192 Fy Rosita Vendela
28 Beatriz C 0 15 0,25 50 0,208 1 17 1,03 50 0,861 4 1 26 0,15 60 0,150 1 1,219 Fy Rosita Vendela
29 Beatriz C 0 17 0,28 40 0,189 1 10 0,88 60 0,883 4 1 12 0,03 60 0,033 1 1,106 Fy Rosita Vendela
271 4,856 13 374 12,410 52 19 379 5,736 13 23,001
100 1,697 16 149 14,888 64 16 229 1,371 16 17,956
0,374 0,955 0,441 1,769
0,170 0,930 0,086 1,122
T.O Tiempo Observado en minutos V.R Valoración del ritmo T.N T.O + V.R T.O.T Tiempo Total
Promedio B
Promedio C
TOTAL B
TOTAL C
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
TABLA CÁLCULO TIEMPOS DE BONCHEO EN MESA ACTUAL DE TRABAJO
PROCESO/ACTIVIDAD: Boncheo de Rosas x20 Variedades Fáciles-Difíciles Ruso-Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar tallos de los árboles y colocar en la mesa de boncheo, tomar el lámina, colocar la flor, separadores, papel, engrampar el
cartón, colocar etiqueta de longitud y ubicar bonche en banda transportadora.
ELEMENTO
1.
Tom
ar l
a fl
or
de
lo
s ár
bo
les
y
colo
car
en
la
me
sa
2.
Tom
ar l
a
lám
ina,
co
loca
r
la f
lor,
sep
arad
ore
s
,pap
el
y
en
gram
par
el
cart
ón
.
3.
Co
loca
r
eti
qu
eta
de
lon
gitu
d,
me
sa
resp
on
sab
le ,
dia
de
pro
ceso
y
ub
icar
bo
nch
e e
n
ban
da
tran
spo
rtad
ora
Tiempo Total
FINCA: FLORELOY S.A. AREA: POST-COSECHA
REVISADO POR: KLEBER REINOSO

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 151 UTN – FICA – CINDU
Calculo del tiempo estándar para la actividad de bonchar ramos de 20 tallos.
Suple. Elemento 1 11% 1,11
Suple. Elemento 2 15% 1,15
Suple. Elemento 3 11% 1,11
Minutos(1 hr) min 60
Tallos Bonche 20
Tipo
Tiempo Elemento
1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 5,39 14,27 6,37 26,03 10 23 461 2,60
Campeón 1,88 17,12 1,52 20,53 10 29 585 2,05
Promedio 26 523 2,33
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar liga en los tallos (Ubicar
separadores) 0,41 1,88 1,15 49,37%
2 Codificar el bonche 1,70 0,07 0,89 38,06%
3 Ubicar bonche/s en la banda transportadora 0,49 0,10 0,29 12,56%
Total 2,60 2,05 2,33 100%
Tabla 6.18. Calculo del tiempo estándar para boncheo (ramos de 20 tallos-mesa actual). Elaborado
por Nataly Molina.
Ramos/Hora Tallos/Hora
Gráfica 6.5. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 20 tallos-
mesa actual. Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 152 UTN – FICA – CINDU
Actividad de Boncheo ramos de 25 tallos en la mesa actual.
Tabla 6.19. Levantamiento de Tiempos por elementos de la actividad de boncheo (ramos de 25 tallo-
mesa actuales). Elaborado por Nataly Molina.
OBSERVACIONES
No. TRABAJADOR TIPO Min Seg T.O V.R TN Min Seg T.O V.R TN Sep Min Seg T.O V.R TN Bonch T.O. Cartón VARIEDAD
1 Javier B 0 9 0,2 60 0,150 2 14 2,08 60 2,083 4 2 35 0,35 70 0,408 1 2,6417 Fy Rosita Vendela
2 Javier B 0 9 0,2 60 0,150 2 16 2,12 60 2,117 4 2 40 0,4 55 0,367 1 2,6333 Fy Rosita Vendela
3 Javier B 0 0 0 0,000 1 57 1,95 60 1,950 4 2 44 0,78 65 0,849 1 2,799 Fy Rosita Vendela
4 Javier B 0 10 0,2 60 0,167 2 6 1,93 60 1,933 4 2 14 0,13 55 0,122 1 2,2222 Fy Rosita Vendela
5 Javier B 0 0 0 0,000 1 3 1,05 60 1,050 4 1 37 0,57 60 0,567 1 1,6167 Fy Rosita Vendela
6 Javier B 0 8 0,1 65 0,144 2 6 1,97 60 1,967 4 2 49 0,72 60 0,717 1 2,8278 Fy Rosita Vendela
7 Javier B 0 25 0,4 40 0,278 2 34 2,15 50 1,792 4 3 7 0,55 60 0,550 1 2,6194 Fy Rosita Vendela
8 Javier B 0 34 0,6 40 0,378 2 16 1,7 60 1,700 4 2 45 0,48 50 0,403 1 2,4806 Fy Rosita Vendela
9 Javier B 0 19 0,3 55 0,290 2 10 1,85 60 1,850 4 3 10 1 70 1,167 1 3,3069 Fy Rosita Vendela
10 Javier B 0 12 0,2 60 0,200 2 30 2,3 45 1,725 4 3 20 0,83 50 0,694 1 2,6194 Fy Rosita Vendela
11 Javier B 0 0 0 0,000 1 58 1,97 55 1,803 4 3 15 1,28 40 0,856 1 2,6583 Fy Rosita Vendela
12 Javier B 0 0 0 0,000 2 6 2,1 55 1,925 4 2 49 0,72 55 0,657 1 2,5819 Fy Rosita Vendela
13 Javier B 0 0 0 0,000 2 14 2,23 45 1,675 4 2 56 0,7 70 0,817 1 2,4917 Fy Jade
14 Javier B 0 36 0,6 40 0,400 1 23 0,78 40 0,522 4 2 35 1,2 70 1,400 1 2,3222 Fy Free Spirits
15 Javier B 0 14 0,2 55 0,214 2 16 2,03 60 2,033 4 2 45 0,48 60 0,483 1 2,7306 Fy Free Spirits
16 Javier B 0 17 0,3 55 0,260 1 23 1,1 40 0,733 4 2 20 0,95 70 1,108 1 2,1014 B Free Spirits
17 Javier B 0 23 0,4 40 0,256 1 23 1 40 0,667 4 2 43 1,33 65 1,444 1 2,3667 B Free Spirits
18 Javier B 0 30 0,5 40 0,333 2 8 1,63 40 1,089 4 2 49 0,68 60 0,683 1 2,1056 Fy Orange Sky
19 Javier B 0 18 0,3 55 0,275 1 23 1,08 40 0,722 4 2 30 1,12 40 0,744 1 1,7417 Fy Orange Sky
20 Beatriz P B 0 16 0,3 55 0,244 1 23 1,12 45 0,838 4 2 16 0,88 50 0,736 1 1,8181 Fy Orange Sky
21 Beatriz P B 0 17 0,3 55 0,260 2 36 2,32 45 1,738 4 3 15 0,65 50 0,542 1 2,5389 Fy Orange Sky
22 Beatriz P B 0 15 0,3 55 0,229 1 29 1,23 40 0,817 4 2 33 1,08 55 0,985 1 2,0313 Fy Circus
23 Beatriz P B 0 36 0,6 40 0,400 1 47 1,18 55 1,085 4 2 31 0,73 50 0,611 1 2,0958 Fy Circus
24 Beatriz P B 0 9 0,2 60 0,150 2 30 2,35 55 2,154 4 2 59 0,48 65 0,524 1 2,8278 Fy High Magic
25 Beatriz P B 0 16 0,3 55 0,244 2 25 2,15 55 1,971 4 2 57 0,53 55 0,489 1 2,7042 Fy High Magic
26 Beatriz P B 0 0 0 0,000 1 36 1,6 60 1,600 4 2 37 1,02 55 0,932 1 2,5319 Fy High Magic
27 Beatriz P B 0 6 0,1 70 0,117 2 8 2,03 60 2,033 4 2 48 0,67 60 0,667 1 2,8167 Fy High Magic
28 Beatriz P B 0 9 0,2 60 0,150 1 32 1,38 65 1,490 4 2 35 1,06 60 1,058 1 2,6979 Fy High Magic
29 Beatriz P B 0 0 0 0,000 1 50 1,83 60 1,833 4 2 37 0,78 70 0,914 1 2,7472 Fy High Magic
30 Beatriz P B 0 11 0,2 60 0,183 2 12 2,02 60 2,017 4 2 54 0,7 50 0,583 1 2,7833 Fy High Magic
31 Beatriz P B 0 7 0,1 65 0,126 1 51 1,73 60 1,733 4 2 41 0,83 60 0,833 1 2,6931 Fy High Magic
32 Beatriz P B 0 7 0,1 65 0,126 2 2 1,92 60 1,917 4 2 42 0,67 70 0,778 1 2,8208 Fy High Magic
33 Beatriz P B 0 11 0,2 60 0,183 1 23 1,2 45 0,900 4 2 20 0,95 70 1,108 1 2,1917 Fy Kiko
34 Beatriz P B 0 0 0 0,000 2 10 2,17 55 1,986 4 2 45 0,58 60 0,583 1 2,5694 Fy Kiko
35 Beatriz P B 0 19 0,3 55 0,290 2 52 2,55 55 2,338 4 2 56 0,07 70 0,078 1 2,7056 Fy Kiko
36 Beatriz P B 0 19 0,3 55 0,290 1 23 1,07 55 0,978 4 2 27 1,07 65 1,156 1 2,4236 Fy Kiko
37 Beatriz P B 0 14 0,2 55 0,214 2 8 1,9 60 1,900 4 2 49 0,68 60 0,683 1 2,7972 Fy Kiko
38 Beatriz P B 0 39 0,7 40 0,433 1 23 0,73 60 0,733 4 2 25 1,03 65 1,119 1 2,2861 Fy Kiko
39 Beatriz P B 0 16 0,3 55 0,244 2 20 2,07 60 2,067 4 2 45 0,42 60 0,417 1 2,7278 Fy Vendela
40 Beatriz P B 0 3 0,1 80 0,067 2 2 1,98 60 1,983 4 2 45 0,72 65 0,776 1 2,8264 Fy Vendela
41 Beatriz P B 0 19 0,3 55 0,290 2 28 2,15 60 2,150 4 3 4 0,6 60 0,600 1 3,0403 Fy Vendela
42 Sandra C 0 10 0,3 55 0,238 1 0 0,74 65 0,802 4 1 59 0,98 65 1,065 1 2,1053 Fy Orange Sky
43 Sandra C 0 11 0,3 55 0,248 1 5 0,81 40 0,542 4 1 42 0,62 55 0,565 1 1,355 Fy Orange Sky
44 Sandra C 0 14 0,3 55 0,293 2 0 1,68 55 1,540 4 2 35 0,58 70 0,681 1 2,5139 Fy Orange Sky
45 Sandra C 0 12 0,2 55 0,183 1 41 1,48 60 1,483 4 2 26 0,75 60 0,750 1 2,4167 Fy Orange Sky
46 Sandra C 0 19 0,4 40 0,273 1 49 1,41 60 1,407 4 2 1 0,2 60 0,200 1 1,88 Fy Mondial
47 Sandra C 0 14 0,3 55 0,293 1 50 1,51 55 1,387 4 2 4 0,23 55 0,214 1 1,8944 Fy Mondial
48 Sandra C 0 0 0 0,000 1 6 1,1 60 1,100 4 1 45 0,65 60 0,650 1 1,75 Fy Mondial
49 Sandra C 0 11 0,3 55 0,257 1 38 1,35 60 1,353 4 2 18 0,67 50 0,556 1 2,1656 Fy Dark Engagement
50 Sandra C 0 13 0,3 55 0,284 1 4 0,76 65 0,820 4 1 33 0,48 40 0,322 1 1,4261 Fy Dark Engagement
51 Sandra C 0 0 0 0,000 1 8 1,13 65 1,228 4 1 39 0,52 45 0,388 1 1,6153 Fy Dark Engagement
52 Sandra C 0 12 0,2 55 0,183 1 1 0,82 65 0,885 4 1 42 0,68 70 0,797 1 1,8653 Fy Dark Engagement
53 Sandra C 0 0 0 0,000 1 2 1,03 60 1,033 4 1 25 0,38 50 0,319 1 1,3528 Fy Vendela
54 Sandra C 0 5 0,2 65 0,184 1 4 0,9 65 0,971 4 1 23 0,32 55 0,290 1 1,4458 Fy Vendela
55 Sandra C 0 0 0 0,000 1 9 1,15 60 1,150 4 1 23 0,23 55 0,214 1 1,3639 Fy Vendela
56 Sandra C 0 7 0,2 60 0,210 1 14 1,02 65 1,109 4 1 42 0,47 70 0,544 1 1,8631 Fy Vendela
57 Sandra C 0 0 0 0,000 1 5 1,08 60 1,083 4 1 13 0,13 65 0,144 1 1,2278 Fy Vendela
58 Sandra C 0 8 0,2 60 0,220 1 6 0,88 65 0,953 4 1 15 0,15 60 0,150 1 1,3233 Fy Vendela
59 Sandra C 0 12 0,2 50 0,167 1 35 1,38 60 1,383 4 1 38 0,04 65 0,045 1 1,5951 Fy Vendela
60 Sandra C 0 5 0,2 65 0,184 1 7 0,95 60 0,947 4 1 34 0,44 60 0,442 1 1,5725 Fy Vendela
61 Sandra C 0 2 0,1 70 0,140 1 56 1,81 60 1,813 4 2 1 0,08 60 0,083 1 2,0367 Fy Red Paris
62 Sandra C 0 4 0,2 65 0,173 1 6 0,94 60 0,940 4 1 56 0,83 55 0,764 1 1,8772 Fy Red Paris
63 Sandra C 0 1 0,1 70 0,128 1 5 0,97 60 0,973 4 1 45 0,67 60 0,667 1 1,7683 Fy Red Paris
64 Sandra C 0 8 0,2 60 0,220 1 47 1,56 55 1,433 4 1 59 0,2 60 0,200 1 1,8531 Fy Red Paris
65 Sandra C 0 14 0,3 55 0,293 1 12 0,88 65 0,953 4 1 42 0,5 40 0,333 1 1,58 Fy Red Paris
66 Sandra C 0 14 0,3 55 0,293 1 39 1,33 55 1,219 4 1 54 0,25 40 0,167 1 1,6792 Fy Red Paris
67 Sandra C 0 2 0,1 70 0,140 1 37 1,5 55 1,372 4 1 57 0,33 60 0,333 1 1,8453 Fy Red Paris
68 Sandra C 0 1 0,1 70 0,128 1 41 1,57 55 1,442 4 2 1 0,33 55 0,306 1 1,8761 Fy Red Paris
69 Sandra C 0 4 0,2 65 0,173 1 36 1,44 55 1,320 4 2 3 0,45 55 0,413 1 1,9058 Fy Red Paris
70 Sandra C 0 0 0 0,000 1 41 1,68 60 1,683 4 2 2 0,35 55 0,321 1 2,0042 Fy Red Paris
71 Sandra C 0 5 0,2 65 0,184 1 36 1,43 55 1,311 4 1 55 0,32 60 0,317 1 1,8117 Fy Red Paris
553 7,738 65 955 65,595 164 87 1464 30,209 41 103,542
208 5,093 31 640 35,637 120 39 931 12,240 30 52,969
0,2345 1,5999 0,7368
0,2122 1,1879 0,408
T.O Tiempo Observado en minutos V.R Valoración del ritmo T.N T.O + V.R T.O.T Tiempo Total
Promedio de B
Promedio de C
TOTAL C
AREA: POST-COSECHA
REVISADO POR: KLEBER REINOSO
FINCA: FLORELOY S.A.
ELEMENTO
1.
Tom
ar l
a fl
or
de
lo
s ár
bo
les
y
colo
car
en
la
me
sa
2.
Tom
ar l
a
lám
ina,
co
loca
r
la f
lor,
sep
arad
ore
s
,pap
el
y
en
gram
par
el
cart
ón
.
3.
Co
loca
r
eti
qu
eta
de
lon
gitu
d,
de
la
me
sa,
dia
y
ub
icar
bo
nch
e
en
ban
da
tran
spo
rtad
ora
Tiempo Total
PROCESO/ACTIVIDAD: Boncheo de Rosas x25 Variedades Fáciles-Difíciles Ruso-Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar tallos de los árboles y colocar en la mesa de boncheo, tomar el lámina, colocar la flor, separadores, papel, engrampar el cartón, colocar
TABLA CÁLCULO TIEMPOS DE BONCHEO EN MESA ACTUAL
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
TOTAL B

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 153 UTN – FICA – CINDU
Cálculo del tiempo estándar para la actividad de embonchar ramos de 25 tallos
para la mesa actual. Suple. Elemento 1 11% 1,11
Suple. Elemento 2 15% 1,15
Suple. Elemento 3 11% 1,11
Minutos(1 hr) min 60
Tallos Bonche 25
Tipo
Tiempo Elemento
1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 8,59 75,43 33,53 117,56 41 21 523 2,87
Campeón 5,65 40,98 13,59 60,22 30 30 747 2,01
Promedio 25 635 2,44
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar liga en los tallos (Ubicar separadores)
0,26 0,24 0,25 10,17%
2 Codificar el bonche 1,79 1,32 1,55 63,76%
3 Ubicar bonche/s en la banda transportadora 0,82 0,45 0,64 26,07%
Total 2,87 2,01 2,44 100%
Tabla 6.20. Cálculo del tiempo estándar para boncheo (ramos de 25 tallos-mesa actual). Elaborado
por Nataly Molina.
Ramos/Hora Tallos/Hora
Gráfica 6.6. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25 tallos-
mesa actual. Elaborado por Nataly Molina
21
30
25
0
3
6
9
12
15
18
21
24
27
30
33
Bueno Campeón Promedio
523
747
635
0
75
150
225
300
375
450
525
600
675
750
825
Bueno Campeón Promedio

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 154 UTN – FICA – CINDU
Resultados del promedio entre la actividad de boncheo de ramos de 20 y 25
tallos en la mesa actual del proceso.
Tipo
Tiempo Elemento
1
Tiempo Elemento
2
Tiempo Elemento
3
Tiempo Total
Bonches Bonches/Hora Tallos/Hora Minutos/Bonche
min. min. min. min. bonch. bonch./hr tall./hr min./bonch.
Bueno 6,99 44,85 19,95 71,79 25,50 22 492 2,73
Campeón 3,77 29,05 7,55 40,37 20,00 30 666 2,03
Promedio 26 579 2,38
N° Descripción del Elemento
Tiempos Min/Bonche
Bueno Campeón Promedio Porcentaje
Tiempo Tiempo Tiempo Tiempo
min. min. min. %
1 Tomar el cartón, realizar el bonche y colocar liga en los tallos (Ubicar separadores)
0,34 1,06 0,70 29,32%
2 Codificar el bonche 1,74 0,70 1,22 51,21%
3 Ubicar bonche/s en la banda transportadora 0,65 0,27 0,46 19,47%
Total 2,73 2,03 2,38 100%
Tabla 6.21. Cálculo del tiempo promedio estándar para boncheo (ramos de 25 y 20 tallos-mesa
actuales). Elaborado por Nataly Molina.
Ramos/Hora Tallos/Hora
Gráfica 6.7. Ramos/Hora y Tallos/hora promedio como estándar en boncheo de ramos de 25 y 20
tallos-mesa actual. Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 155 UTN – FICA – CINDU
Resumen del incremento de la productividad en la actividad de boncheo
aplicando la propuesta de mejora.
Gráfica 6.8. Resultados de la acción de mejora en el boncheo. Elaborado por Nataly Molina.
Con la aplicación de la mejora obtenemos un incremento de 26 ramos a 32 ramos por
hora embonchados es decir que por hora cada persona incrementa 6 ramos.
Para llegar a estos resultados se realizan algunos cambios en la modalidad del
trabajo diario de las personas involucradas:
La mesa de trabajo actual no es correcta como se puede apreciar en la grafica 6.11.
Por lo tanto se recomienda una mesa ergonómica que se la puede apreciar en la
grafica 6.12. Se elimina la acción del trabajador de desplazarse desde su puesto de
trabajo hacia el lugar de almacenamiento de materiales de trabajo, el tiempo
empleado en realizar esto se lo describe en la tabla 6.22 donde analizamos que el
trabajador en una jornada de trabajo se desplaza 3 vez y que emplea 7 minutos en
abastecer su puesto de material por lo que se pierde alrededor de 21 minutos en el día,
aplicando la mueva mesas esta acción es eliminada y se emplea el tiempo optimizado
para realizar aproximadamente 9 bonches mas según requerimiento.
Tiempos de Desplazamiento empleado por el trabajador en ir al almacen de material y surtir su puesto de trabajo.
# de veces promedio que se
desplaza la persona durante su
jornada de trabajo a solicitar
pedidos.
Tiempo empleado en dirigirse
a solicitar el tipo de pedido de
acuerdo a la variedad
clasificada.(Min)
Tiempo Total Empleado en
solicitar el pedido por
variedad (Min)
# de Ramos que se
pueden realizar en
este tiempo
3 7 21 9,1
Tabla 6.22. Tiempos de Desplazamiento empleado por el trabajador en ir al almacén de material y
surtir su puesto de trabajo.
Se elimino también la acción de solicitar pedidos en el área administrativa por parte
de las personas que embonchan a los encargados de ver en el sistema e informar de
los pedidos según las variedades y clientes.
En la tabla6.22 se detalla el tiempo utilizado por los embonchadores en realizar la
acción antes explicada,

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 156 UTN – FICA – CINDU
Tiempos de Desplazamiento empleado por el trabajador de boncheo a solicitar pedidos a realizar según las
variedad de flor en espera.
# de veces promedio que se
desplaza la persona durante su
jornada de trabajo a solicitar
pedidos.
Tiempo empleado en
dirigirse a solicitar el tipo de
pedido de acuerdo a la
variedad clasificada.(Min)
Tiempo Total Empleado en
solicitar el pedido por
variedad (Min)
# de Ramos que se
pueden realizar en
este tiempo
4 5 20 9
Tabla 6.23. Tiempos de Desplazamiento empleado por el trabajador de boncheo a solicitar pedidos a
realizar según las variedad de flor.
La acción en la tabla 6.23 la realizan los supervisores, los mismos que solicitan los
pedidos y según eso designan e informan al patinador a cal variedad de flor dar
prioridad de sacara de pre-frío a sala. (No tomaremos en cuenta esta optimización
total del tiempo por ser aun muy inestable). Por lo que se optimiza en la acción de
boncheo un tiempo de 20 minutos en la jornada de trabajo de una persona, tiempo que
puede emplear en realizar aproximadamente 9 bonches más así logramos el
incremento de la productividad en boncheo.
Simulación Tiempo de procesamiento de la flor Boncheo :
Con el tiempo estándar promedio de la acción de boncheo de ramos de 20 y 25 tallos,
tabla 6.16. y gráfica 6.4., podemos hacer una simulación de cálculo de tiempo que se
necesita para una producción determinada para nuestro ejemplo de simulación
tomaremos un dato histórico de la empresa, la producción bruta en flor exportable y
nacional desde enero 2010 hasta mayo 2011, datos encontrados en la tabla 6.24.
Año Exportable Nacional Total Días Tallos/
día Mallas/
día
ene-10 805757 149506 955263 26 36741 1837
feb-10 667501 157579 825080 24 34378 1719
mar-10 695341 138918 834259 27 30898 1545
abr-10 645994 285877 931871 26 35841 1792
may-10 685839 148673 834512 26 32097 1605
jun-10 454697 47710 502407 26 19323 966
jul-10 564943 92057 657000 27 24333 1217
ago-10 523923 85951 609874 26 23457 1173
sep-10 482304 58855 541159 26 20814 1041
oct-10 571699 99755 671454 26 25825 1291
nov-10 520664 186269 706933 26 27190 1359
dic-10 598030 193542 791572 27 29317 1466
ene-11 635959 145383 781342 26 30052 1503
feb-11 639413 103711 743124 24 30964 1548
mar-11 830098 157751 987849 27 36587 1829
abr-11 663718 149647 813365 26 31283 1564
may-11 812427 162779 975206 26 37508 1875
PROMEDIO 635195 139057 774251 26 29800 1490
Tabla 6.24. Datos Históricos de producción de flor. Elaborado por Nataly Molina.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 157 UTN – FICA – CINDU
En la tabla 6.24. Tenemos el promedio de 29800 tallos producción bruta diaria,
(materia prima que ingresa de cultivo a Post-Cosecha) dato que utilizaremos para la
simulación en el cálculo del tiempo necesario para procesar esta cantidad de tallos.
Producción Bruta 29800
% de desperdicio 15%
Mesas
Estándar Persona
Estándar Proceso
Producción Horas
Disponibles
Tallos/Hora Tallos/Hora Tallos Hrs
1--9 729 6562,6627 25330 3,86
Los 729 tallos /hora procesan como promedio por mesa de boncheo existente en post-
cosecha donde hay 9 mesas de trabajo por lo tanto entre todas las mesas durante una
hora de trabajo van a procesar 6563 tallos, por lo tanto si realizamos la simulación de
tener en un día una producción bruta de 29800 tallos que serán clasificados y al final
se tiene un 15 % de desperdicio quedando para procesar 25330 tallos en las 9 mesas
de boncheo lo cual se lo realizará en 4 hora aproximadamente.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 158 UTN – FICA – CINDU
6.3.2.2. Toma de tiempo con cronómetro para la actividad de clasificación
Muestreo aleatorio para determinar p y q en la actividad de clasificación.
Muestreo aleatorio Actividad de clasificación. Elaborado por Nataly Molina
Dieg
o
Olg
a
Mar
ias
Blan
ca
Delia
Dieg
o
Olg
a
Mar
ias
Blan
ca
Delia
Dieg
o
Olg
a
Mar
ias
Blan
ca
Delia
Dieg
o
Olg
a
Mar
ias
Blan
ca
Delia
2 6 2 3 1 1 7:00 7:10 7:50 7:10 7:20 7:00 7:00 7:00 X3 7 3 4 3 2 7:10 7:20 8:00 7:20 7:30 7:20 7:10 7:10 7:10 X X5 8 6 7 5 3 7:20 7:40 8:10 7:50 8:00 7:40 7:20 7:20 7:20 7:20 7:20 X X X X7 9 7 8 6 4 7:30 8:00 8:20 8:00 8:10 7:50 7:30 7:30 X8 13 8 9 7 5 7:40 8:10 9:00 8:10 8:20 8:00 7:40 7:40 7:40 X X9 14 9 10 9 6 7:50 8:20 9:10 8:20 8:30 8:20 7:50 7:50 7:50 7:50 X X X
13 16 10 11 11 7 8:00 9:00 9:30 8:30 8:40 8:40 8:00 8:00 8:00 8:00 8:00 8:00 X X X X X15 17 11 13 12 8 8:10 9:20 9:40 8:40 9:00 8:50 8:10 8:10 8:10 8:10 8:10 X X X X16 18 12 15 15 9 8:20 9:30 9:50 8:50 9:20 9:20 8:20 8:20 8:20 8:20 8:20 8:20 X X X X X17 20 13 17 17 10 8:30 9:40 10:10 9:00 9:40 9:40 8:30 8:30 8:30 X X18 22 14 18 18 11 8:40 9:50 10:30 9:10 9:50 9:50 8:40 8:40 8:40 8:40 X X X19 23 15 19 20 12 8:50 10:00 10:40 9:20 10:00 10:10 8:50 8:50 8:50 X X21 24 16 20 22 13 9:00 10:20 10:50 9:30 10:10 10:30 9:00 9:00 9:00 9:00 9:00 X X X X22 26 18 21 24 14 9:10 10:30 11:10 9:50 10:20 10:50 9:10 9:10 9:10 X X23 27 19 24 25 15 9:20 10:40 11:20 10:00 10:50 11:00 9:20 9:20 9:20 9:20 9:20 X X X X25 28 21 26 26 16 9:30 11:00 11:30 10:20 11:10 11:10 9:30 9:30 9:30 9:30 X X X28 30 23 27 28 17 9:40 11:30 11:50 10:40 11:20 11:30 9:40 9:40 9:40 9:40 9:40 X X X X30 32 24 29 29 18 9:50 11:50 13:10 10:50 11:40 11:40 9:50 9:50 9:50 9:50 9:50 9:50 X X X X X31 33 26 32 30 19 10:00 13:00 13:20 11:10 13:10 11:50 10:00 10:00 10:00 10:00 X X X32 35 28 34 32 20 10:10 13:10 13:40 11:30 13:30 13:10 10:10 10:10 10:10 10:10 X X X33 36 31 35 35 21 10:20 13:20 13:50 13:00 13:40 13:40 10:20 10:20 10:20 10:20 X X X34 37 33 36 36 22 10:30 13:30 14:00 13:20 13:50 13:50 10:30 10:30 10:30 10:30 X X X35 38 34 38 37 23 10:40 13:40 14:10 13:30 14:10 14:00 10:40 10:40 10:40 10:40 X X X36 39 35 39 38 24 10:50 13:50 14:20 13:40 14:20 14:10 10:50 10:50 10:50 10:50 10:50 X X X X37 40 38 41 39 25 11:00 14:00 14:30 14:10 14:40 14:20 11:00 11:00 11:00 X X38 41 39 43 40 26 11:10 14:10 14:40 14:20 15:00 14:30 11:10 11:10 11:10 11:10 11:10 X X X X40 44 40 45 41 27 11:20 14:30 15:10 14:30 15:20 14:40 11:20 11:20 11:20 X X41 45 42 46 43 28 11:30 14:40 15:20 14:50 15:30 15:00 11:30 11:30 11:30 11:30 11:30 X X X X42 46 44 48 45 29 11:40 14:50 15:30 15:10 15:50 15:20 11:40 11:40 11:40 X X43 48 45 47 30 11:50 15:00 15:50 15:20 15:40 11:50 11:50 11:50 11:50 X X X47 46 48 31 13:00 15:40 15:30 15:50 13:00 13:00 13:00 X X48 48 32 13:10 15:50 15:50 13:10 13:10 13:10 13:10 13:10 X X X X
33 13:20 13:20 13:20 13:20 13:20 X X X34 13:30 13:30 13:30 13:30 13:30 X X X35 13:40 13:40 13:40 13:40 13:40 13:40 13:40 X X X X X36 13:50 13:50 13:50 13:50 13:50 13:50 X X X X37 14:00 14:00 14:00 14:00 14:00 X X X38 14:10 14:10 14:10 14:10 14:10 14:10 14:10 X X X X X39 14:20 14:20 14:20 14:20 14:20 14:20 X X X X40 14:30 14:30 14:30 14:30 14:30 14:30 X X X X41 14:40 14:40 14:40 14:40 14:40 14:40 X X X X42 14:50 14:50 14:50 14:50 X X43 15:00 15:00 15:00 15:00 15:00 X X X44 15:10 15:10 15:10 15:10 X X45 15:20 15:20 15:20 15:20 15:20 15:20 X X X X46 15:30 15:30 15:30 15:30 15:30 X X X47 15:40 15:40 15:40 15:40 X X48 15:50 15:50 15:50 15:50 15:50 15:50 15:50 X X X X X
Trabajadores
Muestreo/HorarioTRABAJADOR
Trabajadores
Muestreo/HorarioTRABAJADORTRABAJADOR
Ordenar y El iminar
Números TRABAJADOR
Horario Muestreo de
acuerdo a # a leatorios .
# Hora
Números Aleatorios del 1 al 48
TRABAJADOR
Die
go
Olg
a
Mar
ía
Blan
ca
Del
ia
23 22 19 29 45
38 46 39 38 41
3 24 26 29 12
7 28 31 39 1
31 13 9 13 40
16 39 33 41 37
23 26 10 15 24
28 16 28 3 47
28 17 10 21 39
15 23 6 11 43
47 13 48 8 20
38 30 40 11 5
18 33 6 29 41
19 9 45 15 9
13 7 14 39 6
3 46 23 26 28
7 30 8 46 30
5 6 31 46 38
8 40 10 18 3
48 48 2 7 32
43 41 10 36 22
30 14 42 9 30
25 16 38 4 17
9 13 33 36 7
21 44 14 4 3
18 30 10 29 35
2 32 16 43 18
36 26 46 48 25
22 35 33 39 11
7 27 34 38 47
32 20 44 24 26
7 8 38 10 29
42 48 12 17 15
34 38 31 34 25
17 39 14 36 1
28 39 42 32 5
35 27 13 45 15
25 33 18 10 15
18 16 21 27 38
32 37 11 24 30
5 9 3 15 43
28 45 24 9 30
17 44 9 34 36
41 36 35 35 29
31 18 15 35 37
37 26 3 19 36
33 48 31 20 45
40 38 7 18 48

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 159 UTN – FICA – CINDU
Muestreo del trabajo de la actividad de clasificación.
Tabla 6.25. Muestreo del trabajo para clasificación. Elaborado por Nataly Molina.
Trabajador # Actividades Improductivas
% Actividades Improductivas
# Actividades Productivas
%Actividades Productivas
Diego 9 20% 36 80%
Olga 7 15% 40 85%
María 10 22% 35 78%
Blanca 8 18% 36 82%
Delia 9 23% 30 77%
Total 43 20% 177 80%
Tabla 6.26. Resumen del Muestreo del trabajo clasificación. Elaborado por Nataly Molina.
Podemos apreciar en la tabla 6.25. y en la tabla 6.26., que la trabajadora Olga es más
productiva mientras que María y Delia tienen menor productividad. En conclusión
nuestros valores aproximados de p y q son:
p 20%
q 80%
PROCESO/ACTIVIDAD: ClasificaciónFINCA: FLORELOY S.A.FECHA: 23 DE DICIEMBRE DEL 2011ELABORADO POR: NATALY ANDREA MOLINA
Ob
serv
acio
n
es %
17780%
4320%220 100% 2200
ESTUDIO: 001AREA: POST-COSECHAREVISADO POR: KLEBER REINOSOHORA: 07H00-16H00
43020%
80% 1770
2% 40
2% 40
2% 50
2% 40
TOTAL 45 47 45 44
36 30
39
9 7 10 8 920% 18% 23%15% 22%
4
4
43% 940
38% 830
12% 260
94
83
26
4
5
TOTAL
TOTALD
eli
a
Movilizar
Árboles Barrer el
Área de Inactivo/C
onversand
Baño
Tomar
Agua
80% 85% 78% 82% 77%36 40 35
TABLA MUESTREO DE TRABAJO
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en
el tacho, clasificar tallo por tallo observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
NOTA: Cada observación o periodo tiene un valor de 10 minutos.
TOTAL
Total
Tiemp
o (Min)
DETALLE ACTIVIDADESD
iego
TRABAJADOR
Tomar
Mallas
Clasificar
Olg
a
Mar
ía
Bla
nca
ACTIVIDADES
PRODUCTIVAS
ACTIVIDADES
IMPRODUCTIVA
S

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 160 UTN – FICA – CINDU
Calculo del número de muestras para la actividad de clasificación
Datos:
n= ¿?
z= 1,64485 (Valor predeterminado de la tabla de la distribución normal)
p= 20%
q= 80%
Error (e)= 10%
Confianza= 90%
Calculo:
La valoración del ritmo.
Para la valoración del ritmo en los elemento de la actividad de clasificación tomar los
datos de la tabla 6.10.
Datos recolectados en la toma de tiempo con cronometro de la actividad de
clasificación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 161 UTN – FICA – CINDU
Clasificación de variedades de flor identificadas como fáciles
OBSERVACIONES
No. TRABAJADOR TIPO Seg T.O VR TN Min Seg T.O VR TN Mallas Tall T.O. # Tallos VARIEDAD
1 Delia B 10 0,167 50 0,139 2 45 2,583 50 2,153 Am 29 2,292 29 Soulmate
2 Delia B 7 0,117 70 0,136 0 41 0,567 50 0,472 Am 6 0,608 6 Soulmate
3 Delia B 11 0,183 50 0,153 3 41 3,5 50 2,917 Am 41 3,069 41 Soulmate
4 Delia B 12 0,2 50 0,167 4 14 4,033 50 3,361 Am 43 3,528 43 Soulmate
5 Delia B 8 0,133 60 0,133 1 25 1,283 50 1,069 Am 14 1,203 14 Soulmate
6 Delia B 9 0,15 60 0,150 3 9 3 50 2,500 Am 33 2,650 33 Soulmate
7 Delia B 9 0,15 60 0,150 3 33 3,4 40 2,267 Am 27 2,417 27 Soulmate
8 Delia B 8 0,133 60 0,133 2 25 2,283 40 1,522 Am 20 1,656 20 Soulmate
9 Delia B 12 0,2 50 0,167 4 12 4 50 3,333 Am 44 3,500 44 Soulmate
10 Delia B 7 0,117 70 0,136 3 1 2,9 40 1,933 Am 23 2,069 23 Soulmate
11 Delia B 11 0,183 50 0,153 4 17 4,1 50 3,417 Am 42 3,569 42 Soulmate
12 Delia B 9 0,15 60 0,150 3 19 3,167 50 2,639 Am 39 2,789 39 Carousel
13 Delia B 7 0,117 70 0,136 2 23 2,267 50 1,889 Am 24 2,025 24 Carousel
14 Delia B 5 0,083 80 0,111 1 1 0,933 70 1,089 Am 16 1,200 16 Carousel
15 Delia B 10 0,167 50 0,139 3 49 3,65 60 3,650 Am 49 3,789 49 Carousel
16 Delia B 6 0,1 70 0,117 2 22 2,267 50 1,889 Am 25 2,006 25 Carousel
17 Delia B 11 0,183 50 0,153 3 12 3,017 60 3,017 Am 47 3,169 47 Carousel
18 Delia B 3 0,05 80 0,067 0 18 0,25 80 0,333 Am 7 0,400 7 Carousel
19 Delia B 5 0,083 80 0,111 2 42 2,617 50 2,181 Am 30 2,292 30 Carousel
20 Delia B 0 0 0,000 0 59 0,983 50 0,819 Verd 10 0,819 10 Carousel
21 Delia B 10 0,167 50 0,139 3 59 3,817 40 2,544 Verd 31 2,683 31 Sweetness
22 Delia B 14 0,233 50 0,194 1 43 1,483 70 1,731 Verd 25 1,925 25 Sweetness
23 Delia B 12 0,2 50 0,167 2 10 1,967 50 1,639 Verd 20 1,806 20 Sweetness
24 Delia B 14 0,233 50 0,194 3 28 3,233 40 2,156 Verd 27 2,350 27 Sweetness
25 Delia B 9 0,15 60 0,150 2 8 1,983 50 1,653 Verd 20 1,803 20 Sweetness
26 Delia B 11 0,183 50 0,153 1 49 1,633 50 1,361 Verd 18 1,514 18 Sweetness
27 Delia B 12 0,2 50 0,167 1 53 1,683 50 1,403 Verd 20 1,569 20 Sweetness
28 Delia B 19 0,317 40 0,211 2 17 1,967 60 1,967 Roja 25 2,178 25 Sweetness
29 Delia B 0 0 0,000 0 59 0,983 60 0,983 Roja 15 0,983 15 Sweetness
30 Delia B 0 0 0,000 1 3 1,05 70 1,225 Roja 19 1,225 19 Sweetness
31 Delia B 12 0,2 50 0,167 1 5 0,883 70 1,031 Roja 20 1,197 20 Sweetness
32 Delia B 13 0,217 50 0,181 1 18 1,083 70 1,264 Roja 25 1,444 25 Sweetness
33 Delia B 12 0,2 50 0,167 1 24 1,2 70 1,400 Roja 26 1,567 26 Sweetness
34 Delia B 11 0,183 50 0,153 1 27 1,267 70 1,478 Roja 27 1,631 27 Sweetness
35 Delia B 10 0,167 50 0,139 1 30 1,333 70 1,556 Roja 28 1,694 28 Sweetness
36 Delia B 9 0,15 60 0,150 1 36 1,45 70 1,692 Roja 29 1,842 29 Sweetness
37 Delia B 12 0,2 50 0,167 1 40 1,467 70 1,711 Roja 30 1,878 30 Sweetness
38 Delia B 0 0 0,000 0 20 0,333 70 0,389 Roja 8 0,389 8 Sweetness
39 Patto B 7 0,117 70 0,136 1 14 1,117 70 1,303 Roja 20 1,439 20 Esperance
40 Patto B 6 0,1 70 0,117 57 0,85 60 0,850 Roja 13 0,967 13 Esperance
41 Patto B 8 0,133 60 0,133 1 19 1,183 70 1,381 Roja 20 1,514 20 Esperance
42 Patto B 6 0,1 70 0,117 35 0,483 80 0,644 Roja 16 0,761 16 Esperance
43 Patto B 8 0,133 60 0,133 1 15 1,117 60 1,117 Roja 18 1,250 18 Esperance
44 Luz C B 8 0,133 60 0,133 1 58 1,833 60 1,833 Roja 25 1,967 25 High & Peace
45 Luz C B 16 0,267 50 0,222 4 28 4,2 50 3,500 Roja 51 3,722 51 High & Peace
46 Luz C B 18 0,3 40 0,200 5 5 4,783 50 3,986 Roja 55 4,186 55 High & Peace
47 Luz C B 0 0 0,000 0 27 0,45 40 0,300 4 0,300 4 Red París
48 Luz C B 0 0 0,000 1 0 1 50 0,833 11 0,833 11 Red París
49 Luz C B 0 0 0,000 1 42 1,7 50 1,417 18 1,417 18 Red París
50 Maria Beatriz B 7 0,117 70 0,136 1 51 1,733 60 1,733 25 1,869 25 Kiko
51 Maria Beatriz B 7 0,117 70 0,136 1 28 1,35 70 1,575 25 1,711 25 Kiko
52 Maria Beatriz B 15 0,25 50 0,208 3 1 2,767 70 3,228 50 3,436 50 Kiko
53 Maria Beatriz B 8 0,133 60 0,133 1 37 1,483 70 1,731 26 1,864 26 Kiko
54 Maria Beatriz B 6 0,1 70 0,117 1 30 1,4 70 1,633 25 1,750 25 Kiko
55 Maria Beatriz B 8 0,133 60 0,133 2 0 1,867 60 1,867 25 2,000 25 Kiko
56 Maria Beatriz B 8 0,133 60 0,133 1 55 1,783 60 1,783 25 1,917 25 Kiko
57 Maria Beatriz B 0 0 0,000 3 33 3,55 60 3,550 50 3,550 50 Kiko
58 Maria Beatriz B 7 0,117 70 0,136 2 15 2,133 50 1,778 25 1,914 25 Kiko
59 Maria Beatriz B 15 0,25 50 0,208 4 13 3,967 60 3,967 50 4,175 50 Kiko
60 Maria Beatriz B 15 0,25 50 0,208 1 54 1,65 50 1,375 Verd 20 1,583 20 Cherry Brandy
61 Maria Beatriz B 12 0,2 50 0,167 2 52 2,667 40 1,778 Verd 20 1,944 20 Cherry Brandy
62 Blanca Elizabeth B 7 0,117 70 0,136 1 8 1,017 60 1,017 16 1,153 16 Cumbia
63 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
64 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
65 Blanca Elizabeth B 7 0,117 70 0,136 1 45 1,633 50 1,361 18 1,497 18 Cumbia
66 Blanca Elizabeth B 6 0,1 70 0,117 1 45 1,65 60 1,650 22 1,767 22 Cumbia
67 Blanca Elizabeth B 9 0,15 60 0,150 1 50 1,683 60 1,683 25 1,833 25 Cumbia
68 Blanca Elizabeth B 6 0,1 70 0,117 1 39 1,55 40 1,033 15 1,150 15 Cumbia
69 Blanca Elizabeth B 8 0,133 60 0,133 1 29 1,35 60 1,350 19 1,483 19 Cumbia
70 Blanca Elizabeth B 7 0,117 70 0,136 1 30 1,383 60 1,383 20 1,519 20 Cumbia
71 Blanca Elizabeth B 8 0,133 60 0,133 1 35 1,45 50 1,208 18 1,342 18 Cumbia
72 Blanca Elizabeth B 5 0,083 80 0,111 1 10 1,083 60 1,083 15 1,194 15 Cumbia
73 Blanca Elizabeth B 6 0,1 70 0,117 1 31 1,417 70 1,653 25 1,769 25 Cumbia
74 Diego C 6 0,1 70 0,117 1 48 1,7 50 1,417 Roja 20 1,533 20 Carousel
75 Diego C 5 0,083 80 0,111 1 58 1,883 50 1,569 Roja 20 1,681 20 Carousel
76 Diego C 4 0,067 80 0,089 1 34 1,5 60 1,500 Roja 20 1,589 20 Carousel
77 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
78 Diego C 4 0,067 80 0,089 1 26 1,367 60 1,367 Roja 20 1,456 20 Carousel
79 Diego C 5 0,083 80 0,111 1 37 1,533 60 1,533 Roja 20 1,644 20 Carousel
80 Diego C 5 0,083 80 0,111 1 23 1,3 60 1,300 Roja 20 1,411 20 Carousel
81 Diego C 6 0,1 70 0,117 1 25 1,317 60 1,317 Roja 20 1,433 20 Carousel
82 Diego C 5 0,083 80 0,111 1 36 1,517 60 1,517 Roja 20 1,628 20 Carousel
83 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Carousel
84 Diego C 5 0,083 80 0,111 1 33 1,467 60 1,467 Roja 20 1,578 20 Carousel
85 Diego C 4 0,067 80 0,089 1 36 1,533 60 1,533 Roja 20 1,622 20 Carousel
86 Diego C 6 0,1 70 0,117 1 17 1,183 70 1,381 Roja 20 1,497 20 Carousel
87 Diego C 4 0,067 80 0,089 1 25 1,35 60 1,350 Roja 20 1,439 20 Carousel
88 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
89 Diego C 6 0,1 70 0,117 1 27 1,35 60 1,350 Roja 20 1,467 20 Carousel
90 Diego C 7 0,117 70 0,136 1 35 1,467 60 1,467 Roja 20 1,603 20 Carousel
91 Diego C 6 0,1 70 0,117 1 36 1,5 60 1,500 Roja 20 1,617 20 Carousel
92 Diego C 6 0,1 70 0,117 1 14 1,133 70 1,322 Am 20 1,439 20 Carousel
93 Diego C 4 0,067 80 0,089 1 11 1,117 70 1,303 Am 20 1,392 20 Carousel
94 Diego C 5 0,083 80 0,111 1 6 1,017 70 1,186 Am 20 1,297 20 Carousel
95 Diego C 6 0,1 70 0,117 56 0,833 70 0,972 Am 20 1,089 20 Carousel
96 Diego C 7 0,117 70 0,136 1 31 1,4 60 1,400 Am 20 1,536 20 Carousel
97 Diego C 6 0,1 70 0,117 1 15 1,15 70 1,342 Am 20 1,458 20 Carousel
98 Diego C 4 0,067 80 0,089 1 17 1,217 60 1,217 Am 20 1,306 20 Carousel
99 Diego C 7 0,117 70 0,136 1 30 1,383 60 1,383 Am 20 1,519 20 Carousel
100 Diego C 6 0,1 70 0,117 1 9 1,05 70 1,225 Am 20 1,342 20 Carousel
101 Diego C 6 0,1 70 0,117 1 7 1,017 70 1,186 Am 20 1,303 20 Carousel
102 Diego C 4 0,067 80 0,089 1 13 1,15 70 1,342 Am 20 1,431 20 Carousel
103 Diego C 5 0,083 80 0,111 1 25 1,333 60 1,333 Am 20 1,444 20 Carousel
104 Diego C 6 0,1 70 0,117 1 32 1,433 60 1,433 Am 20 1,550 20 Carousel
105 Diego C 7 0,117 70 0,136 1 21 1,233 60 1,233 Am 20 1,369 20 Carousel
106 Diego C 8 0,133 60 0,133 1 18 1,167 70 1,361 Am 20 1,494 20 Carousel
107 Diego C 5 0,083 80 0,111 1 22 1,283 60 1,283 Am 20 1,394 20 Carousel
108 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Am 20 1,611 20 Carousel
109 Diego C 7 0,117 70 0,136 1 23 1,267 60 1,267 Am 20 1,403 20 Carousel
110 Diego C 6 0,1 70 0,117 1 22 1,267 60 1,267 Am 20 1,383 20 Carousel
111 Diego C 5 0,083 80 0,111 1 29 1,4 60 1,400 Am 20 1,511 20 Carousel
112 Diego C 4 0,067 80 0,089 1 30 1,433 60 1,433 Am 20 1,522 20 Carousel
113 Diego C 6 0,1 70 0,117 1 8 1,033 70 1,206 Am 20 1,322 20 Carousel
114 Diego C 4 0,067 80 0,089 1 14 1,167 70 1,361 Am 20 1,450 20 Carousel
115 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Verd 25 1,611 25 Blizzard
116 Diego C 6 0,1 70 0,117 1 41 1,583 60 1,583 Verd 25 1,700 25 Blizzard
117 Diego C 7 0,117 70 0,136 2 2 1,917 60 1,917 Verd 25 2,053 25 Blizzard
118 Diego C 5 0,083 80 0,111 1 32 1,45 70 1,692 Verd 25 1,803 25 Blizzard
119 Diego C 4 0,067 80 0,089 1 32 1,467 70 1,711 Verd 25 1,800 25 Blizzard
120 Diego C 5 0,083 80 0,111 1 59 1,9 50 1,583 Am 20 1,694 20 High & Peace
121 Diego C 6 0,1 70 0,117 1 37 1,517 60 1,517 Am 20 1,633 20 High & Peace
122 Diego C 5 0,083 80 0,111 1 43 1,633 50 1,361 Am 20 1,472 20 High & Peace
123 Diego C 4 0,067 80 0,089 1 33 1,483 60 1,483 Am 20 1,572 20 High & Peace
124 Diego C 6 0,1 70 0,117 2 1 1,917 50 1,597 Am 20 1,714 20 High & Peace
125 Diego C 6 0,1 70 0,117 1 54 1,8 50 1,500 Am 20 1,617 20 High & Peace
126 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Hot Merengue
127 Diego C 11 0,183 50 0,153 1 25 1,233 60 1,233 Roja 20 1,386 20 Hot Merengue
128 Diego C 11 0,183 50 0,153 1 15 1,067 70 1,244 Roja 20 1,397 20 Hot Merengue
129 Olga Q C 17 0,283 40 0,189 3 22 3,083 60 3,083 50 3,272 50 Cool Water
130 Olga Q C 18 0,3 40 0,200 4 2 3,733 60 3,733 50 3,933 50 Cool Water
131 Olga Q C 14 0,233 50 0,194 4 33 4,317 50 3,597 50 3,792 50 Cool Water
132 Olga Q C 13 0,217 50 0,181 3 36 3,383 60 3,383 50 3,564 50 Cool Water
133 Olga Q C 7 0,117 70 0,136 1 45 1,633 60 1,633 25 1,769 25 Cool Water
134 Olga Q C 7 0,117 70 0,136 1 20 1,217 60 1,217 20 1,353 20 Sweetness
135 Olga Q C 6 0,1 70 0,117 1 25 1,317 60 1,317 20 1,433 20 Sweetness
136 Olga Q C 8 0,133 60 0,133 1 16 1,133 70 1,322 20 1,456 20 Sweetness
137 Olga Q C 6 0,1 70 0,117 1 24 1,3 60 1,300 20 1,417 20 Sweetness
138 Olga Q C 6 0,1 70 0,117 1 20 1,233 60 1,233 20 1,350 20 Sweetness
139 Olga Q C 12 0,2 50 0,167 1 25 1,217 60 1,217 20 1,383 20 Sweetness
140 Olga Q C 0 0 0,000 0 46 0,767 60 0,767 12 0,767 12 Sweetness610 9,558 117 2132 129,681 0 1842 139,239 1842
422 7,903 77 1815 100,714 0 1482 108,617 1482
Promedio B 0,147
Promedio C 0,12
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C
Tom
ar m
alla,
colo
car l
as
flore
s en
la ca
ja
y ubi
car m
alla
vacía
en
el
tach
o.
Tiempo Total
2. C
lasifi
cació
n
por m
alla (
clasif
icar l
os
tallo
s has
ta
term
inar
la
caja.
)
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
ELEMENTO
PROCESO/ACTIVIDAD: Clasificación de Rosas Variedades Fáciles Ruso y Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en el tacho, clasificar tallo por tallo
observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
FINCA: FLORELOY S.A. AREA: POST-COSECHA
OBSERVACIONES
No. TRABAJADOR TIPO Seg T.O VR TN Min Seg T.O VR TN Mallas Tall T.O. # Tallos VARIEDAD
1 Delia B 10 0,167 50 0,139 2 45 2,583 50 2,153 Am 29 2,292 29 Soulmate
2 Delia B 7 0,117 70 0,136 0 41 0,567 50 0,472 Am 6 0,608 6 Soulmate
3 Delia B 11 0,183 50 0,153 3 41 3,5 50 2,917 Am 41 3,069 41 Soulmate
4 Delia B 12 0,2 50 0,167 4 14 4,033 50 3,361 Am 43 3,528 43 Soulmate
5 Delia B 8 0,133 60 0,133 1 25 1,283 50 1,069 Am 14 1,203 14 Soulmate
6 Delia B 9 0,15 60 0,150 3 9 3 50 2,500 Am 33 2,650 33 Soulmate
7 Delia B 9 0,15 60 0,150 3 33 3,4 40 2,267 Am 27 2,417 27 Soulmate
8 Delia B 8 0,133 60 0,133 2 25 2,283 40 1,522 Am 20 1,656 20 Soulmate
9 Delia B 12 0,2 50 0,167 4 12 4 50 3,333 Am 44 3,500 44 Soulmate
10 Delia B 7 0,117 70 0,136 3 1 2,9 40 1,933 Am 23 2,069 23 Soulmate
11 Delia B 11 0,183 50 0,153 4 17 4,1 50 3,417 Am 42 3,569 42 Soulmate
12 Delia B 9 0,15 60 0,150 3 19 3,167 50 2,639 Am 39 2,789 39 Carousel
13 Delia B 7 0,117 70 0,136 2 23 2,267 50 1,889 Am 24 2,025 24 Carousel
14 Delia B 5 0,083 80 0,111 1 1 0,933 70 1,089 Am 16 1,200 16 Carousel
15 Delia B 10 0,167 50 0,139 3 49 3,65 60 3,650 Am 49 3,789 49 Carousel
16 Delia B 6 0,1 70 0,117 2 22 2,267 50 1,889 Am 25 2,006 25 Carousel
17 Delia B 11 0,183 50 0,153 3 12 3,017 60 3,017 Am 47 3,169 47 Carousel
18 Delia B 3 0,05 80 0,067 0 18 0,25 80 0,333 Am 7 0,400 7 Carousel
19 Delia B 5 0,083 80 0,111 2 42 2,617 50 2,181 Am 30 2,292 30 Carousel
20 Delia B 0 0 0,000 0 59 0,983 50 0,819 Verd 10 0,819 10 Carousel
21 Delia B 10 0,167 50 0,139 3 59 3,817 40 2,544 Verd 31 2,683 31 Sweetness
22 Delia B 14 0,233 50 0,194 1 43 1,483 70 1,731 Verd 25 1,925 25 Sweetness
23 Delia B 12 0,2 50 0,167 2 10 1,967 50 1,639 Verd 20 1,806 20 Sweetness
24 Delia B 14 0,233 50 0,194 3 28 3,233 40 2,156 Verd 27 2,350 27 Sweetness
25 Delia B 9 0,15 60 0,150 2 8 1,983 50 1,653 Verd 20 1,803 20 Sweetness
26 Delia B 11 0,183 50 0,153 1 49 1,633 50 1,361 Verd 18 1,514 18 Sweetness
27 Delia B 12 0,2 50 0,167 1 53 1,683 50 1,403 Verd 20 1,569 20 Sweetness
28 Delia B 19 0,317 40 0,211 2 17 1,967 60 1,967 Roja 25 2,178 25 Sweetness
29 Delia B 0 0 0,000 0 59 0,983 60 0,983 Roja 15 0,983 15 Sweetness
30 Delia B 0 0 0,000 1 3 1,05 70 1,225 Roja 19 1,225 19 Sweetness
31 Delia B 12 0,2 50 0,167 1 5 0,883 70 1,031 Roja 20 1,197 20 Sweetness
32 Delia B 13 0,217 50 0,181 1 18 1,083 70 1,264 Roja 25 1,444 25 Sweetness
33 Delia B 12 0,2 50 0,167 1 24 1,2 70 1,400 Roja 26 1,567 26 Sweetness
34 Delia B 11 0,183 50 0,153 1 27 1,267 70 1,478 Roja 27 1,631 27 Sweetness
35 Delia B 10 0,167 50 0,139 1 30 1,333 70 1,556 Roja 28 1,694 28 Sweetness
36 Delia B 9 0,15 60 0,150 1 36 1,45 70 1,692 Roja 29 1,842 29 Sweetness
37 Delia B 12 0,2 50 0,167 1 40 1,467 70 1,711 Roja 30 1,878 30 Sweetness
38 Delia B 0 0 0,000 0 20 0,333 70 0,389 Roja 8 0,389 8 Sweetness
39 Patto B 7 0,117 70 0,136 1 14 1,117 70 1,303 Roja 20 1,439 20 Esperance
40 Patto B 6 0,1 70 0,117 57 0,85 60 0,850 Roja 13 0,967 13 Esperance
41 Patto B 8 0,133 60 0,133 1 19 1,183 70 1,381 Roja 20 1,514 20 Esperance
42 Patto B 6 0,1 70 0,117 35 0,483 80 0,644 Roja 16 0,761 16 Esperance
43 Patto B 8 0,133 60 0,133 1 15 1,117 60 1,117 Roja 18 1,250 18 Esperance
44 Luz C B 8 0,133 60 0,133 1 58 1,833 60 1,833 Roja 25 1,967 25 High & Peace
45 Luz C B 16 0,267 50 0,222 4 28 4,2 50 3,500 Roja 51 3,722 51 High & Peace
46 Luz C B 18 0,3 40 0,200 5 5 4,783 50 3,986 Roja 55 4,186 55 High & Peace
47 Luz C B 0 0 0,000 0 27 0,45 40 0,300 4 0,300 4 Red París
48 Luz C B 0 0 0,000 1 0 1 50 0,833 11 0,833 11 Red París
49 Luz C B 0 0 0,000 1 42 1,7 50 1,417 18 1,417 18 Red París
50 Maria Beatriz B 7 0,117 70 0,136 1 51 1,733 60 1,733 25 1,869 25 Kiko
51 Maria Beatriz B 7 0,117 70 0,136 1 28 1,35 70 1,575 25 1,711 25 Kiko
52 Maria Beatriz B 15 0,25 50 0,208 3 1 2,767 70 3,228 50 3,436 50 Kiko
53 Maria Beatriz B 8 0,133 60 0,133 1 37 1,483 70 1,731 26 1,864 26 Kiko
54 Maria Beatriz B 6 0,1 70 0,117 1 30 1,4 70 1,633 25 1,750 25 Kiko
55 Maria Beatriz B 8 0,133 60 0,133 2 0 1,867 60 1,867 25 2,000 25 Kiko
56 Maria Beatriz B 8 0,133 60 0,133 1 55 1,783 60 1,783 25 1,917 25 Kiko
57 Maria Beatriz B 0 0 0,000 3 33 3,55 60 3,550 50 3,550 50 Kiko
58 Maria Beatriz B 7 0,117 70 0,136 2 15 2,133 50 1,778 25 1,914 25 Kiko
59 Maria Beatriz B 15 0,25 50 0,208 4 13 3,967 60 3,967 50 4,175 50 Kiko
60 Maria Beatriz B 15 0,25 50 0,208 1 54 1,65 50 1,375 Verd 20 1,583 20 Cherry Brandy
61 Maria Beatriz B 12 0,2 50 0,167 2 52 2,667 40 1,778 Verd 20 1,944 20 Cherry Brandy
62 Blanca Elizabeth B 7 0,117 70 0,136 1 8 1,017 60 1,017 16 1,153 16 Cumbia
63 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
64 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
65 Blanca Elizabeth B 7 0,117 70 0,136 1 45 1,633 50 1,361 18 1,497 18 Cumbia
66 Blanca Elizabeth B 6 0,1 70 0,117 1 45 1,65 60 1,650 22 1,767 22 Cumbia
67 Blanca Elizabeth B 9 0,15 60 0,150 1 50 1,683 60 1,683 25 1,833 25 Cumbia
68 Blanca Elizabeth B 6 0,1 70 0,117 1 39 1,55 40 1,033 15 1,150 15 Cumbia
69 Blanca Elizabeth B 8 0,133 60 0,133 1 29 1,35 60 1,350 19 1,483 19 Cumbia
70 Blanca Elizabeth B 7 0,117 70 0,136 1 30 1,383 60 1,383 20 1,519 20 Cumbia
71 Blanca Elizabeth B 8 0,133 60 0,133 1 35 1,45 50 1,208 18 1,342 18 Cumbia
72 Blanca Elizabeth B 5 0,083 80 0,111 1 10 1,083 60 1,083 15 1,194 15 Cumbia
73 Blanca Elizabeth B 6 0,1 70 0,117 1 31 1,417 70 1,653 25 1,769 25 Cumbia
74 Diego C 6 0,1 70 0,117 1 48 1,7 50 1,417 Roja 20 1,533 20 Carousel
75 Diego C 5 0,083 80 0,111 1 58 1,883 50 1,569 Roja 20 1,681 20 Carousel
76 Diego C 4 0,067 80 0,089 1 34 1,5 60 1,500 Roja 20 1,589 20 Carousel
77 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
78 Diego C 4 0,067 80 0,089 1 26 1,367 60 1,367 Roja 20 1,456 20 Carousel
79 Diego C 5 0,083 80 0,111 1 37 1,533 60 1,533 Roja 20 1,644 20 Carousel
80 Diego C 5 0,083 80 0,111 1 23 1,3 60 1,300 Roja 20 1,411 20 Carousel
81 Diego C 6 0,1 70 0,117 1 25 1,317 60 1,317 Roja 20 1,433 20 Carousel
82 Diego C 5 0,083 80 0,111 1 36 1,517 60 1,517 Roja 20 1,628 20 Carousel
83 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Carousel
84 Diego C 5 0,083 80 0,111 1 33 1,467 60 1,467 Roja 20 1,578 20 Carousel
85 Diego C 4 0,067 80 0,089 1 36 1,533 60 1,533 Roja 20 1,622 20 Carousel
86 Diego C 6 0,1 70 0,117 1 17 1,183 70 1,381 Roja 20 1,497 20 Carousel
87 Diego C 4 0,067 80 0,089 1 25 1,35 60 1,350 Roja 20 1,439 20 Carousel
88 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
89 Diego C 6 0,1 70 0,117 1 27 1,35 60 1,350 Roja 20 1,467 20 Carousel
90 Diego C 7 0,117 70 0,136 1 35 1,467 60 1,467 Roja 20 1,603 20 Carousel
91 Diego C 6 0,1 70 0,117 1 36 1,5 60 1,500 Roja 20 1,617 20 Carousel
92 Diego C 6 0,1 70 0,117 1 14 1,133 70 1,322 Am 20 1,439 20 Carousel
93 Diego C 4 0,067 80 0,089 1 11 1,117 70 1,303 Am 20 1,392 20 Carousel
94 Diego C 5 0,083 80 0,111 1 6 1,017 70 1,186 Am 20 1,297 20 Carousel
95 Diego C 6 0,1 70 0,117 56 0,833 70 0,972 Am 20 1,089 20 Carousel
96 Diego C 7 0,117 70 0,136 1 31 1,4 60 1,400 Am 20 1,536 20 Carousel
97 Diego C 6 0,1 70 0,117 1 15 1,15 70 1,342 Am 20 1,458 20 Carousel
98 Diego C 4 0,067 80 0,089 1 17 1,217 60 1,217 Am 20 1,306 20 Carousel
99 Diego C 7 0,117 70 0,136 1 30 1,383 60 1,383 Am 20 1,519 20 Carousel
100 Diego C 6 0,1 70 0,117 1 9 1,05 70 1,225 Am 20 1,342 20 Carousel
101 Diego C 6 0,1 70 0,117 1 7 1,017 70 1,186 Am 20 1,303 20 Carousel
102 Diego C 4 0,067 80 0,089 1 13 1,15 70 1,342 Am 20 1,431 20 Carousel
103 Diego C 5 0,083 80 0,111 1 25 1,333 60 1,333 Am 20 1,444 20 Carousel
104 Diego C 6 0,1 70 0,117 1 32 1,433 60 1,433 Am 20 1,550 20 Carousel
105 Diego C 7 0,117 70 0,136 1 21 1,233 60 1,233 Am 20 1,369 20 Carousel
106 Diego C 8 0,133 60 0,133 1 18 1,167 70 1,361 Am 20 1,494 20 Carousel
107 Diego C 5 0,083 80 0,111 1 22 1,283 60 1,283 Am 20 1,394 20 Carousel
108 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Am 20 1,611 20 Carousel
109 Diego C 7 0,117 70 0,136 1 23 1,267 60 1,267 Am 20 1,403 20 Carousel
110 Diego C 6 0,1 70 0,117 1 22 1,267 60 1,267 Am 20 1,383 20 Carousel
111 Diego C 5 0,083 80 0,111 1 29 1,4 60 1,400 Am 20 1,511 20 Carousel
112 Diego C 4 0,067 80 0,089 1 30 1,433 60 1,433 Am 20 1,522 20 Carousel
113 Diego C 6 0,1 70 0,117 1 8 1,033 70 1,206 Am 20 1,322 20 Carousel
114 Diego C 4 0,067 80 0,089 1 14 1,167 70 1,361 Am 20 1,450 20 Carousel
115 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Verd 25 1,611 25 Blizzard
116 Diego C 6 0,1 70 0,117 1 41 1,583 60 1,583 Verd 25 1,700 25 Blizzard
117 Diego C 7 0,117 70 0,136 2 2 1,917 60 1,917 Verd 25 2,053 25 Blizzard
118 Diego C 5 0,083 80 0,111 1 32 1,45 70 1,692 Verd 25 1,803 25 Blizzard
119 Diego C 4 0,067 80 0,089 1 32 1,467 70 1,711 Verd 25 1,800 25 Blizzard
120 Diego C 5 0,083 80 0,111 1 59 1,9 50 1,583 Am 20 1,694 20 High & Peace
121 Diego C 6 0,1 70 0,117 1 37 1,517 60 1,517 Am 20 1,633 20 High & Peace
122 Diego C 5 0,083 80 0,111 1 43 1,633 50 1,361 Am 20 1,472 20 High & Peace
123 Diego C 4 0,067 80 0,089 1 33 1,483 60 1,483 Am 20 1,572 20 High & Peace
124 Diego C 6 0,1 70 0,117 2 1 1,917 50 1,597 Am 20 1,714 20 High & Peace
125 Diego C 6 0,1 70 0,117 1 54 1,8 50 1,500 Am 20 1,617 20 High & Peace
126 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Hot Merengue
127 Diego C 11 0,183 50 0,153 1 25 1,233 60 1,233 Roja 20 1,386 20 Hot Merengue
128 Diego C 11 0,183 50 0,153 1 15 1,067 70 1,244 Roja 20 1,397 20 Hot Merengue
129 Olga Q C 17 0,283 40 0,189 3 22 3,083 60 3,083 50 3,272 50 Cool Water
130 Olga Q C 18 0,3 40 0,200 4 2 3,733 60 3,733 50 3,933 50 Cool Water
131 Olga Q C 14 0,233 50 0,194 4 33 4,317 50 3,597 50 3,792 50 Cool Water
132 Olga Q C 13 0,217 50 0,181 3 36 3,383 60 3,383 50 3,564 50 Cool Water
133 Olga Q C 7 0,117 70 0,136 1 45 1,633 60 1,633 25 1,769 25 Cool Water
134 Olga Q C 7 0,117 70 0,136 1 20 1,217 60 1,217 20 1,353 20 Sweetness
135 Olga Q C 6 0,1 70 0,117 1 25 1,317 60 1,317 20 1,433 20 Sweetness
136 Olga Q C 8 0,133 60 0,133 1 16 1,133 70 1,322 20 1,456 20 Sweetness
137 Olga Q C 6 0,1 70 0,117 1 24 1,3 60 1,300 20 1,417 20 Sweetness
138 Olga Q C 6 0,1 70 0,117 1 20 1,233 60 1,233 20 1,350 20 Sweetness
139 Olga Q C 12 0,2 50 0,167 1 25 1,217 60 1,217 20 1,383 20 Sweetness
140 Olga Q C 0 0 0,000 0 46 0,767 60 0,767 12 0,767 12 Sweetness610 9,558 117 2132 129,681 0 1842 139,239 1842
422 7,903 77 1815 100,714 0 1482 108,617 1482
Promedio B 0,147
Promedio C 0,12
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C
Tom
ar m
alla,
colo
car l
as
flore
s en
la ca
ja
y ubi
car m
alla
vacía
en
el
tach
o.
Tiempo Total
2. C
lasifi
cació
n
por m
alla (
clasif
icar l
os
tallo
s has
ta
term
inar
la
caja.
)
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
ELEMENTO
PROCESO/ACTIVIDAD: Clasificación de Rosas Variedades Fáciles Ruso y Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en el tacho, clasificar tallo por tallo
observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
FINCA: FLORELOY S.A. AREA: POST-COSECHA

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 162 UTN – FICA – CINDU
Tabla 6.27. Levantamiento de Tiempos por elementos de la actividad de clasificación de variedades
fáciles. Elaborado por Nataly Molina.
En la tabla 6.27., detallamos los datos de tiempos tomados (convertidos en una sola
unidad de medida, minutos) bajo cronometro a la actividad de clasificación,
incluyendo la valoración del ritmo.
Cálculo de suplementos para la actividad de clasificación.
Para poder obtener el tiempo estándar con los datos anteriores debemos realizar el
cálculo de los suplementos. La tabla 6.19., de suplementos se la utiliza para el cálculo
del tiempo estándar de la clasificación de variedades fáciles y difíciles.
OBSERVACIONES
No. TRABAJADOR TIPO Seg T.O VR TN Min Seg T.O VR TN Mallas Tall T.O. # Tallos VARIEDAD
1 Delia B 10 0,167 50 0,139 2 45 2,583 50 2,153 Am 29 2,292 29 Soulmate
2 Delia B 7 0,117 70 0,136 0 41 0,567 50 0,472 Am 6 0,608 6 Soulmate
3 Delia B 11 0,183 50 0,153 3 41 3,5 50 2,917 Am 41 3,069 41 Soulmate
4 Delia B 12 0,2 50 0,167 4 14 4,033 50 3,361 Am 43 3,528 43 Soulmate
5 Delia B 8 0,133 60 0,133 1 25 1,283 50 1,069 Am 14 1,203 14 Soulmate
6 Delia B 9 0,15 60 0,150 3 9 3 50 2,500 Am 33 2,650 33 Soulmate
7 Delia B 9 0,15 60 0,150 3 33 3,4 40 2,267 Am 27 2,417 27 Soulmate
8 Delia B 8 0,133 60 0,133 2 25 2,283 40 1,522 Am 20 1,656 20 Soulmate
9 Delia B 12 0,2 50 0,167 4 12 4 50 3,333 Am 44 3,500 44 Soulmate
10 Delia B 7 0,117 70 0,136 3 1 2,9 40 1,933 Am 23 2,069 23 Soulmate
11 Delia B 11 0,183 50 0,153 4 17 4,1 50 3,417 Am 42 3,569 42 Soulmate
12 Delia B 9 0,15 60 0,150 3 19 3,167 50 2,639 Am 39 2,789 39 Carousel
13 Delia B 7 0,117 70 0,136 2 23 2,267 50 1,889 Am 24 2,025 24 Carousel
14 Delia B 5 0,083 80 0,111 1 1 0,933 70 1,089 Am 16 1,200 16 Carousel
15 Delia B 10 0,167 50 0,139 3 49 3,65 60 3,650 Am 49 3,789 49 Carousel
16 Delia B 6 0,1 70 0,117 2 22 2,267 50 1,889 Am 25 2,006 25 Carousel
17 Delia B 11 0,183 50 0,153 3 12 3,017 60 3,017 Am 47 3,169 47 Carousel
18 Delia B 3 0,05 80 0,067 0 18 0,25 80 0,333 Am 7 0,400 7 Carousel
19 Delia B 5 0,083 80 0,111 2 42 2,617 50 2,181 Am 30 2,292 30 Carousel
20 Delia B 0 0 0,000 0 59 0,983 50 0,819 Verd 10 0,819 10 Carousel
21 Delia B 10 0,167 50 0,139 3 59 3,817 40 2,544 Verd 31 2,683 31 Sweetness
22 Delia B 14 0,233 50 0,194 1 43 1,483 70 1,731 Verd 25 1,925 25 Sweetness
23 Delia B 12 0,2 50 0,167 2 10 1,967 50 1,639 Verd 20 1,806 20 Sweetness
24 Delia B 14 0,233 50 0,194 3 28 3,233 40 2,156 Verd 27 2,350 27 Sweetness
25 Delia B 9 0,15 60 0,150 2 8 1,983 50 1,653 Verd 20 1,803 20 Sweetness
26 Delia B 11 0,183 50 0,153 1 49 1,633 50 1,361 Verd 18 1,514 18 Sweetness
27 Delia B 12 0,2 50 0,167 1 53 1,683 50 1,403 Verd 20 1,569 20 Sweetness
28 Delia B 19 0,317 40 0,211 2 17 1,967 60 1,967 Roja 25 2,178 25 Sweetness
29 Delia B 0 0 0,000 0 59 0,983 60 0,983 Roja 15 0,983 15 Sweetness
30 Delia B 0 0 0,000 1 3 1,05 70 1,225 Roja 19 1,225 19 Sweetness
31 Delia B 12 0,2 50 0,167 1 5 0,883 70 1,031 Roja 20 1,197 20 Sweetness
32 Delia B 13 0,217 50 0,181 1 18 1,083 70 1,264 Roja 25 1,444 25 Sweetness
33 Delia B 12 0,2 50 0,167 1 24 1,2 70 1,400 Roja 26 1,567 26 Sweetness
34 Delia B 11 0,183 50 0,153 1 27 1,267 70 1,478 Roja 27 1,631 27 Sweetness
35 Delia B 10 0,167 50 0,139 1 30 1,333 70 1,556 Roja 28 1,694 28 Sweetness
36 Delia B 9 0,15 60 0,150 1 36 1,45 70 1,692 Roja 29 1,842 29 Sweetness
37 Delia B 12 0,2 50 0,167 1 40 1,467 70 1,711 Roja 30 1,878 30 Sweetness
38 Delia B 0 0 0,000 0 20 0,333 70 0,389 Roja 8 0,389 8 Sweetness
39 Patto B 7 0,117 70 0,136 1 14 1,117 70 1,303 Roja 20 1,439 20 Esperance
40 Patto B 6 0,1 70 0,117 57 0,85 60 0,850 Roja 13 0,967 13 Esperance
41 Patto B 8 0,133 60 0,133 1 19 1,183 70 1,381 Roja 20 1,514 20 Esperance
42 Patto B 6 0,1 70 0,117 35 0,483 80 0,644 Roja 16 0,761 16 Esperance
43 Patto B 8 0,133 60 0,133 1 15 1,117 60 1,117 Roja 18 1,250 18 Esperance
44 Luz C B 8 0,133 60 0,133 1 58 1,833 60 1,833 Roja 25 1,967 25 High & Peace
45 Luz C B 16 0,267 50 0,222 4 28 4,2 50 3,500 Roja 51 3,722 51 High & Peace
46 Luz C B 18 0,3 40 0,200 5 5 4,783 50 3,986 Roja 55 4,186 55 High & Peace
47 Luz C B 0 0 0,000 0 27 0,45 40 0,300 4 0,300 4 Red París
48 Luz C B 0 0 0,000 1 0 1 50 0,833 11 0,833 11 Red París
49 Luz C B 0 0 0,000 1 42 1,7 50 1,417 18 1,417 18 Red París
50 Maria Beatriz B 7 0,117 70 0,136 1 51 1,733 60 1,733 25 1,869 25 Kiko
51 Maria Beatriz B 7 0,117 70 0,136 1 28 1,35 70 1,575 25 1,711 25 Kiko
52 Maria Beatriz B 15 0,25 50 0,208 3 1 2,767 70 3,228 50 3,436 50 Kiko
53 Maria Beatriz B 8 0,133 60 0,133 1 37 1,483 70 1,731 26 1,864 26 Kiko
54 Maria Beatriz B 6 0,1 70 0,117 1 30 1,4 70 1,633 25 1,750 25 Kiko
55 Maria Beatriz B 8 0,133 60 0,133 2 0 1,867 60 1,867 25 2,000 25 Kiko
56 Maria Beatriz B 8 0,133 60 0,133 1 55 1,783 60 1,783 25 1,917 25 Kiko
57 Maria Beatriz B 0 0 0,000 3 33 3,55 60 3,550 50 3,550 50 Kiko
58 Maria Beatriz B 7 0,117 70 0,136 2 15 2,133 50 1,778 25 1,914 25 Kiko
59 Maria Beatriz B 15 0,25 50 0,208 4 13 3,967 60 3,967 50 4,175 50 Kiko
60 Maria Beatriz B 15 0,25 50 0,208 1 54 1,65 50 1,375 Verd 20 1,583 20 Cherry Brandy
61 Maria Beatriz B 12 0,2 50 0,167 2 52 2,667 40 1,778 Verd 20 1,944 20 Cherry Brandy
62 Blanca Elizabeth B 7 0,117 70 0,136 1 8 1,017 60 1,017 16 1,153 16 Cumbia
63 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
64 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
65 Blanca Elizabeth B 7 0,117 70 0,136 1 45 1,633 50 1,361 18 1,497 18 Cumbia
66 Blanca Elizabeth B 6 0,1 70 0,117 1 45 1,65 60 1,650 22 1,767 22 Cumbia
67 Blanca Elizabeth B 9 0,15 60 0,150 1 50 1,683 60 1,683 25 1,833 25 Cumbia
68 Blanca Elizabeth B 6 0,1 70 0,117 1 39 1,55 40 1,033 15 1,150 15 Cumbia
69 Blanca Elizabeth B 8 0,133 60 0,133 1 29 1,35 60 1,350 19 1,483 19 Cumbia
70 Blanca Elizabeth B 7 0,117 70 0,136 1 30 1,383 60 1,383 20 1,519 20 Cumbia
71 Blanca Elizabeth B 8 0,133 60 0,133 1 35 1,45 50 1,208 18 1,342 18 Cumbia
72 Blanca Elizabeth B 5 0,083 80 0,111 1 10 1,083 60 1,083 15 1,194 15 Cumbia
73 Blanca Elizabeth B 6 0,1 70 0,117 1 31 1,417 70 1,653 25 1,769 25 Cumbia
74 Diego C 6 0,1 70 0,117 1 48 1,7 50 1,417 Roja 20 1,533 20 Carousel
75 Diego C 5 0,083 80 0,111 1 58 1,883 50 1,569 Roja 20 1,681 20 Carousel
76 Diego C 4 0,067 80 0,089 1 34 1,5 60 1,500 Roja 20 1,589 20 Carousel
77 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
78 Diego C 4 0,067 80 0,089 1 26 1,367 60 1,367 Roja 20 1,456 20 Carousel
79 Diego C 5 0,083 80 0,111 1 37 1,533 60 1,533 Roja 20 1,644 20 Carousel
80 Diego C 5 0,083 80 0,111 1 23 1,3 60 1,300 Roja 20 1,411 20 Carousel
81 Diego C 6 0,1 70 0,117 1 25 1,317 60 1,317 Roja 20 1,433 20 Carousel
82 Diego C 5 0,083 80 0,111 1 36 1,517 60 1,517 Roja 20 1,628 20 Carousel
83 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Carousel
84 Diego C 5 0,083 80 0,111 1 33 1,467 60 1,467 Roja 20 1,578 20 Carousel
85 Diego C 4 0,067 80 0,089 1 36 1,533 60 1,533 Roja 20 1,622 20 Carousel
86 Diego C 6 0,1 70 0,117 1 17 1,183 70 1,381 Roja 20 1,497 20 Carousel
87 Diego C 4 0,067 80 0,089 1 25 1,35 60 1,350 Roja 20 1,439 20 Carousel
88 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
89 Diego C 6 0,1 70 0,117 1 27 1,35 60 1,350 Roja 20 1,467 20 Carousel
90 Diego C 7 0,117 70 0,136 1 35 1,467 60 1,467 Roja 20 1,603 20 Carousel
91 Diego C 6 0,1 70 0,117 1 36 1,5 60 1,500 Roja 20 1,617 20 Carousel
92 Diego C 6 0,1 70 0,117 1 14 1,133 70 1,322 Am 20 1,439 20 Carousel
93 Diego C 4 0,067 80 0,089 1 11 1,117 70 1,303 Am 20 1,392 20 Carousel
94 Diego C 5 0,083 80 0,111 1 6 1,017 70 1,186 Am 20 1,297 20 Carousel
95 Diego C 6 0,1 70 0,117 56 0,833 70 0,972 Am 20 1,089 20 Carousel
96 Diego C 7 0,117 70 0,136 1 31 1,4 60 1,400 Am 20 1,536 20 Carousel
97 Diego C 6 0,1 70 0,117 1 15 1,15 70 1,342 Am 20 1,458 20 Carousel
98 Diego C 4 0,067 80 0,089 1 17 1,217 60 1,217 Am 20 1,306 20 Carousel
99 Diego C 7 0,117 70 0,136 1 30 1,383 60 1,383 Am 20 1,519 20 Carousel
100 Diego C 6 0,1 70 0,117 1 9 1,05 70 1,225 Am 20 1,342 20 Carousel
101 Diego C 6 0,1 70 0,117 1 7 1,017 70 1,186 Am 20 1,303 20 Carousel
102 Diego C 4 0,067 80 0,089 1 13 1,15 70 1,342 Am 20 1,431 20 Carousel
103 Diego C 5 0,083 80 0,111 1 25 1,333 60 1,333 Am 20 1,444 20 Carousel
104 Diego C 6 0,1 70 0,117 1 32 1,433 60 1,433 Am 20 1,550 20 Carousel
105 Diego C 7 0,117 70 0,136 1 21 1,233 60 1,233 Am 20 1,369 20 Carousel
106 Diego C 8 0,133 60 0,133 1 18 1,167 70 1,361 Am 20 1,494 20 Carousel
107 Diego C 5 0,083 80 0,111 1 22 1,283 60 1,283 Am 20 1,394 20 Carousel
108 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Am 20 1,611 20 Carousel
109 Diego C 7 0,117 70 0,136 1 23 1,267 60 1,267 Am 20 1,403 20 Carousel
110 Diego C 6 0,1 70 0,117 1 22 1,267 60 1,267 Am 20 1,383 20 Carousel
111 Diego C 5 0,083 80 0,111 1 29 1,4 60 1,400 Am 20 1,511 20 Carousel
112 Diego C 4 0,067 80 0,089 1 30 1,433 60 1,433 Am 20 1,522 20 Carousel
113 Diego C 6 0,1 70 0,117 1 8 1,033 70 1,206 Am 20 1,322 20 Carousel
114 Diego C 4 0,067 80 0,089 1 14 1,167 70 1,361 Am 20 1,450 20 Carousel
115 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Verd 25 1,611 25 Blizzard
116 Diego C 6 0,1 70 0,117 1 41 1,583 60 1,583 Verd 25 1,700 25 Blizzard
117 Diego C 7 0,117 70 0,136 2 2 1,917 60 1,917 Verd 25 2,053 25 Blizzard
118 Diego C 5 0,083 80 0,111 1 32 1,45 70 1,692 Verd 25 1,803 25 Blizzard
119 Diego C 4 0,067 80 0,089 1 32 1,467 70 1,711 Verd 25 1,800 25 Blizzard
120 Diego C 5 0,083 80 0,111 1 59 1,9 50 1,583 Am 20 1,694 20 High & Peace
121 Diego C 6 0,1 70 0,117 1 37 1,517 60 1,517 Am 20 1,633 20 High & Peace
122 Diego C 5 0,083 80 0,111 1 43 1,633 50 1,361 Am 20 1,472 20 High & Peace
123 Diego C 4 0,067 80 0,089 1 33 1,483 60 1,483 Am 20 1,572 20 High & Peace
124 Diego C 6 0,1 70 0,117 2 1 1,917 50 1,597 Am 20 1,714 20 High & Peace
125 Diego C 6 0,1 70 0,117 1 54 1,8 50 1,500 Am 20 1,617 20 High & Peace
126 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Hot Merengue
127 Diego C 11 0,183 50 0,153 1 25 1,233 60 1,233 Roja 20 1,386 20 Hot Merengue
128 Diego C 11 0,183 50 0,153 1 15 1,067 70 1,244 Roja 20 1,397 20 Hot Merengue
129 Olga Q C 17 0,283 40 0,189 3 22 3,083 60 3,083 50 3,272 50 Cool Water
130 Olga Q C 18 0,3 40 0,200 4 2 3,733 60 3,733 50 3,933 50 Cool Water
131 Olga Q C 14 0,233 50 0,194 4 33 4,317 50 3,597 50 3,792 50 Cool Water
132 Olga Q C 13 0,217 50 0,181 3 36 3,383 60 3,383 50 3,564 50 Cool Water
133 Olga Q C 7 0,117 70 0,136 1 45 1,633 60 1,633 25 1,769 25 Cool Water
134 Olga Q C 7 0,117 70 0,136 1 20 1,217 60 1,217 20 1,353 20 Sweetness
135 Olga Q C 6 0,1 70 0,117 1 25 1,317 60 1,317 20 1,433 20 Sweetness
136 Olga Q C 8 0,133 60 0,133 1 16 1,133 70 1,322 20 1,456 20 Sweetness
137 Olga Q C 6 0,1 70 0,117 1 24 1,3 60 1,300 20 1,417 20 Sweetness
138 Olga Q C 6 0,1 70 0,117 1 20 1,233 60 1,233 20 1,350 20 Sweetness
139 Olga Q C 12 0,2 50 0,167 1 25 1,217 60 1,217 20 1,383 20 Sweetness
140 Olga Q C 0 0 0,000 0 46 0,767 60 0,767 12 0,767 12 Sweetness610 9,558 117 2132 129,681 0 1842 139,239 1842
422 7,903 77 1815 100,714 0 1482 108,617 1482
Promedio B 0,147
Promedio C 0,12
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C
Tom
ar m
alla,
colo
car l
as
flore
s en
la ca
ja
y ubi
car m
alla
vacía
en
el
tach
o.
Tiempo Total
2. C
lasifi
cació
n
por m
alla (
clasif
icar l
os
tallo
s has
ta
term
inar
la
caja.
)
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
ELEMENTO
PROCESO/ACTIVIDAD: Clasificación de Rosas Variedades Fáciles Ruso y Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en el tacho, clasificar tallo por tallo
observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
FINCA: FLORELOY S.A. AREA: POST-COSECHA
OBSERVACIONES
No. TRABAJADOR TIPO Seg T.O VR TN Min Seg T.O VR TN Mallas Tall T.O. # Tallos VARIEDAD
1 Delia B 10 0,167 50 0,139 2 45 2,583 50 2,153 Am 29 2,292 29 Soulmate
2 Delia B 7 0,117 70 0,136 0 41 0,567 50 0,472 Am 6 0,608 6 Soulmate
3 Delia B 11 0,183 50 0,153 3 41 3,5 50 2,917 Am 41 3,069 41 Soulmate
4 Delia B 12 0,2 50 0,167 4 14 4,033 50 3,361 Am 43 3,528 43 Soulmate
5 Delia B 8 0,133 60 0,133 1 25 1,283 50 1,069 Am 14 1,203 14 Soulmate
6 Delia B 9 0,15 60 0,150 3 9 3 50 2,500 Am 33 2,650 33 Soulmate
7 Delia B 9 0,15 60 0,150 3 33 3,4 40 2,267 Am 27 2,417 27 Soulmate
8 Delia B 8 0,133 60 0,133 2 25 2,283 40 1,522 Am 20 1,656 20 Soulmate
9 Delia B 12 0,2 50 0,167 4 12 4 50 3,333 Am 44 3,500 44 Soulmate
10 Delia B 7 0,117 70 0,136 3 1 2,9 40 1,933 Am 23 2,069 23 Soulmate
11 Delia B 11 0,183 50 0,153 4 17 4,1 50 3,417 Am 42 3,569 42 Soulmate
12 Delia B 9 0,15 60 0,150 3 19 3,167 50 2,639 Am 39 2,789 39 Carousel
13 Delia B 7 0,117 70 0,136 2 23 2,267 50 1,889 Am 24 2,025 24 Carousel
14 Delia B 5 0,083 80 0,111 1 1 0,933 70 1,089 Am 16 1,200 16 Carousel
15 Delia B 10 0,167 50 0,139 3 49 3,65 60 3,650 Am 49 3,789 49 Carousel
16 Delia B 6 0,1 70 0,117 2 22 2,267 50 1,889 Am 25 2,006 25 Carousel
17 Delia B 11 0,183 50 0,153 3 12 3,017 60 3,017 Am 47 3,169 47 Carousel
18 Delia B 3 0,05 80 0,067 0 18 0,25 80 0,333 Am 7 0,400 7 Carousel
19 Delia B 5 0,083 80 0,111 2 42 2,617 50 2,181 Am 30 2,292 30 Carousel
20 Delia B 0 0 0,000 0 59 0,983 50 0,819 Verd 10 0,819 10 Carousel
21 Delia B 10 0,167 50 0,139 3 59 3,817 40 2,544 Verd 31 2,683 31 Sweetness
22 Delia B 14 0,233 50 0,194 1 43 1,483 70 1,731 Verd 25 1,925 25 Sweetness
23 Delia B 12 0,2 50 0,167 2 10 1,967 50 1,639 Verd 20 1,806 20 Sweetness
24 Delia B 14 0,233 50 0,194 3 28 3,233 40 2,156 Verd 27 2,350 27 Sweetness
25 Delia B 9 0,15 60 0,150 2 8 1,983 50 1,653 Verd 20 1,803 20 Sweetness
26 Delia B 11 0,183 50 0,153 1 49 1,633 50 1,361 Verd 18 1,514 18 Sweetness
27 Delia B 12 0,2 50 0,167 1 53 1,683 50 1,403 Verd 20 1,569 20 Sweetness
28 Delia B 19 0,317 40 0,211 2 17 1,967 60 1,967 Roja 25 2,178 25 Sweetness
29 Delia B 0 0 0,000 0 59 0,983 60 0,983 Roja 15 0,983 15 Sweetness
30 Delia B 0 0 0,000 1 3 1,05 70 1,225 Roja 19 1,225 19 Sweetness
31 Delia B 12 0,2 50 0,167 1 5 0,883 70 1,031 Roja 20 1,197 20 Sweetness
32 Delia B 13 0,217 50 0,181 1 18 1,083 70 1,264 Roja 25 1,444 25 Sweetness
33 Delia B 12 0,2 50 0,167 1 24 1,2 70 1,400 Roja 26 1,567 26 Sweetness
34 Delia B 11 0,183 50 0,153 1 27 1,267 70 1,478 Roja 27 1,631 27 Sweetness
35 Delia B 10 0,167 50 0,139 1 30 1,333 70 1,556 Roja 28 1,694 28 Sweetness
36 Delia B 9 0,15 60 0,150 1 36 1,45 70 1,692 Roja 29 1,842 29 Sweetness
37 Delia B 12 0,2 50 0,167 1 40 1,467 70 1,711 Roja 30 1,878 30 Sweetness
38 Delia B 0 0 0,000 0 20 0,333 70 0,389 Roja 8 0,389 8 Sweetness
39 Patto B 7 0,117 70 0,136 1 14 1,117 70 1,303 Roja 20 1,439 20 Esperance
40 Patto B 6 0,1 70 0,117 57 0,85 60 0,850 Roja 13 0,967 13 Esperance
41 Patto B 8 0,133 60 0,133 1 19 1,183 70 1,381 Roja 20 1,514 20 Esperance
42 Patto B 6 0,1 70 0,117 35 0,483 80 0,644 Roja 16 0,761 16 Esperance
43 Patto B 8 0,133 60 0,133 1 15 1,117 60 1,117 Roja 18 1,250 18 Esperance
44 Luz C B 8 0,133 60 0,133 1 58 1,833 60 1,833 Roja 25 1,967 25 High & Peace
45 Luz C B 16 0,267 50 0,222 4 28 4,2 50 3,500 Roja 51 3,722 51 High & Peace
46 Luz C B 18 0,3 40 0,200 5 5 4,783 50 3,986 Roja 55 4,186 55 High & Peace
47 Luz C B 0 0 0,000 0 27 0,45 40 0,300 4 0,300 4 Red París
48 Luz C B 0 0 0,000 1 0 1 50 0,833 11 0,833 11 Red París
49 Luz C B 0 0 0,000 1 42 1,7 50 1,417 18 1,417 18 Red París
50 Maria Beatriz B 7 0,117 70 0,136 1 51 1,733 60 1,733 25 1,869 25 Kiko
51 Maria Beatriz B 7 0,117 70 0,136 1 28 1,35 70 1,575 25 1,711 25 Kiko
52 Maria Beatriz B 15 0,25 50 0,208 3 1 2,767 70 3,228 50 3,436 50 Kiko
53 Maria Beatriz B 8 0,133 60 0,133 1 37 1,483 70 1,731 26 1,864 26 Kiko
54 Maria Beatriz B 6 0,1 70 0,117 1 30 1,4 70 1,633 25 1,750 25 Kiko
55 Maria Beatriz B 8 0,133 60 0,133 2 0 1,867 60 1,867 25 2,000 25 Kiko
56 Maria Beatriz B 8 0,133 60 0,133 1 55 1,783 60 1,783 25 1,917 25 Kiko
57 Maria Beatriz B 0 0 0,000 3 33 3,55 60 3,550 50 3,550 50 Kiko
58 Maria Beatriz B 7 0,117 70 0,136 2 15 2,133 50 1,778 25 1,914 25 Kiko
59 Maria Beatriz B 15 0,25 50 0,208 4 13 3,967 60 3,967 50 4,175 50 Kiko
60 Maria Beatriz B 15 0,25 50 0,208 1 54 1,65 50 1,375 Verd 20 1,583 20 Cherry Brandy
61 Maria Beatriz B 12 0,2 50 0,167 2 52 2,667 40 1,778 Verd 20 1,944 20 Cherry Brandy
62 Blanca Elizabeth B 7 0,117 70 0,136 1 8 1,017 60 1,017 16 1,153 16 Cumbia
63 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
64 Blanca Elizabeth B 8 0,133 60 0,133 1 52 1,733 60 1,733 25 1,867 25 Cumbia
65 Blanca Elizabeth B 7 0,117 70 0,136 1 45 1,633 50 1,361 18 1,497 18 Cumbia
66 Blanca Elizabeth B 6 0,1 70 0,117 1 45 1,65 60 1,650 22 1,767 22 Cumbia
67 Blanca Elizabeth B 9 0,15 60 0,150 1 50 1,683 60 1,683 25 1,833 25 Cumbia
68 Blanca Elizabeth B 6 0,1 70 0,117 1 39 1,55 40 1,033 15 1,150 15 Cumbia
69 Blanca Elizabeth B 8 0,133 60 0,133 1 29 1,35 60 1,350 19 1,483 19 Cumbia
70 Blanca Elizabeth B 7 0,117 70 0,136 1 30 1,383 60 1,383 20 1,519 20 Cumbia
71 Blanca Elizabeth B 8 0,133 60 0,133 1 35 1,45 50 1,208 18 1,342 18 Cumbia
72 Blanca Elizabeth B 5 0,083 80 0,111 1 10 1,083 60 1,083 15 1,194 15 Cumbia
73 Blanca Elizabeth B 6 0,1 70 0,117 1 31 1,417 70 1,653 25 1,769 25 Cumbia
74 Diego C 6 0,1 70 0,117 1 48 1,7 50 1,417 Roja 20 1,533 20 Carousel
75 Diego C 5 0,083 80 0,111 1 58 1,883 50 1,569 Roja 20 1,681 20 Carousel
76 Diego C 4 0,067 80 0,089 1 34 1,5 60 1,500 Roja 20 1,589 20 Carousel
77 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
78 Diego C 4 0,067 80 0,089 1 26 1,367 60 1,367 Roja 20 1,456 20 Carousel
79 Diego C 5 0,083 80 0,111 1 37 1,533 60 1,533 Roja 20 1,644 20 Carousel
80 Diego C 5 0,083 80 0,111 1 23 1,3 60 1,300 Roja 20 1,411 20 Carousel
81 Diego C 6 0,1 70 0,117 1 25 1,317 60 1,317 Roja 20 1,433 20 Carousel
82 Diego C 5 0,083 80 0,111 1 36 1,517 60 1,517 Roja 20 1,628 20 Carousel
83 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Carousel
84 Diego C 5 0,083 80 0,111 1 33 1,467 60 1,467 Roja 20 1,578 20 Carousel
85 Diego C 4 0,067 80 0,089 1 36 1,533 60 1,533 Roja 20 1,622 20 Carousel
86 Diego C 6 0,1 70 0,117 1 17 1,183 70 1,381 Roja 20 1,497 20 Carousel
87 Diego C 4 0,067 80 0,089 1 25 1,35 60 1,350 Roja 20 1,439 20 Carousel
88 Diego C 5 0,083 80 0,111 1 24 1,317 60 1,317 Roja 20 1,428 20 Carousel
89 Diego C 6 0,1 70 0,117 1 27 1,35 60 1,350 Roja 20 1,467 20 Carousel
90 Diego C 7 0,117 70 0,136 1 35 1,467 60 1,467 Roja 20 1,603 20 Carousel
91 Diego C 6 0,1 70 0,117 1 36 1,5 60 1,500 Roja 20 1,617 20 Carousel
92 Diego C 6 0,1 70 0,117 1 14 1,133 70 1,322 Am 20 1,439 20 Carousel
93 Diego C 4 0,067 80 0,089 1 11 1,117 70 1,303 Am 20 1,392 20 Carousel
94 Diego C 5 0,083 80 0,111 1 6 1,017 70 1,186 Am 20 1,297 20 Carousel
95 Diego C 6 0,1 70 0,117 56 0,833 70 0,972 Am 20 1,089 20 Carousel
96 Diego C 7 0,117 70 0,136 1 31 1,4 60 1,400 Am 20 1,536 20 Carousel
97 Diego C 6 0,1 70 0,117 1 15 1,15 70 1,342 Am 20 1,458 20 Carousel
98 Diego C 4 0,067 80 0,089 1 17 1,217 60 1,217 Am 20 1,306 20 Carousel
99 Diego C 7 0,117 70 0,136 1 30 1,383 60 1,383 Am 20 1,519 20 Carousel
100 Diego C 6 0,1 70 0,117 1 9 1,05 70 1,225 Am 20 1,342 20 Carousel
101 Diego C 6 0,1 70 0,117 1 7 1,017 70 1,186 Am 20 1,303 20 Carousel
102 Diego C 4 0,067 80 0,089 1 13 1,15 70 1,342 Am 20 1,431 20 Carousel
103 Diego C 5 0,083 80 0,111 1 25 1,333 60 1,333 Am 20 1,444 20 Carousel
104 Diego C 6 0,1 70 0,117 1 32 1,433 60 1,433 Am 20 1,550 20 Carousel
105 Diego C 7 0,117 70 0,136 1 21 1,233 60 1,233 Am 20 1,369 20 Carousel
106 Diego C 8 0,133 60 0,133 1 18 1,167 70 1,361 Am 20 1,494 20 Carousel
107 Diego C 5 0,083 80 0,111 1 22 1,283 60 1,283 Am 20 1,394 20 Carousel
108 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Am 20 1,611 20 Carousel
109 Diego C 7 0,117 70 0,136 1 23 1,267 60 1,267 Am 20 1,403 20 Carousel
110 Diego C 6 0,1 70 0,117 1 22 1,267 60 1,267 Am 20 1,383 20 Carousel
111 Diego C 5 0,083 80 0,111 1 29 1,4 60 1,400 Am 20 1,511 20 Carousel
112 Diego C 4 0,067 80 0,089 1 30 1,433 60 1,433 Am 20 1,522 20 Carousel
113 Diego C 6 0,1 70 0,117 1 8 1,033 70 1,206 Am 20 1,322 20 Carousel
114 Diego C 4 0,067 80 0,089 1 14 1,167 70 1,361 Am 20 1,450 20 Carousel
115 Diego C 5 0,083 80 0,111 1 35 1,5 60 1,500 Verd 25 1,611 25 Blizzard
116 Diego C 6 0,1 70 0,117 1 41 1,583 60 1,583 Verd 25 1,700 25 Blizzard
117 Diego C 7 0,117 70 0,136 2 2 1,917 60 1,917 Verd 25 2,053 25 Blizzard
118 Diego C 5 0,083 80 0,111 1 32 1,45 70 1,692 Verd 25 1,803 25 Blizzard
119 Diego C 4 0,067 80 0,089 1 32 1,467 70 1,711 Verd 25 1,800 25 Blizzard
120 Diego C 5 0,083 80 0,111 1 59 1,9 50 1,583 Am 20 1,694 20 High & Peace
121 Diego C 6 0,1 70 0,117 1 37 1,517 60 1,517 Am 20 1,633 20 High & Peace
122 Diego C 5 0,083 80 0,111 1 43 1,633 50 1,361 Am 20 1,472 20 High & Peace
123 Diego C 4 0,067 80 0,089 1 33 1,483 60 1,483 Am 20 1,572 20 High & Peace
124 Diego C 6 0,1 70 0,117 2 1 1,917 50 1,597 Am 20 1,714 20 High & Peace
125 Diego C 6 0,1 70 0,117 1 54 1,8 50 1,500 Am 20 1,617 20 High & Peace
126 Diego C 5 0,083 80 0,111 1 30 1,417 60 1,417 Roja 20 1,528 20 Hot Merengue
127 Diego C 11 0,183 50 0,153 1 25 1,233 60 1,233 Roja 20 1,386 20 Hot Merengue
128 Diego C 11 0,183 50 0,153 1 15 1,067 70 1,244 Roja 20 1,397 20 Hot Merengue
129 Olga Q C 17 0,283 40 0,189 3 22 3,083 60 3,083 50 3,272 50 Cool Water
130 Olga Q C 18 0,3 40 0,200 4 2 3,733 60 3,733 50 3,933 50 Cool Water
131 Olga Q C 14 0,233 50 0,194 4 33 4,317 50 3,597 50 3,792 50 Cool Water
132 Olga Q C 13 0,217 50 0,181 3 36 3,383 60 3,383 50 3,564 50 Cool Water
133 Olga Q C 7 0,117 70 0,136 1 45 1,633 60 1,633 25 1,769 25 Cool Water
134 Olga Q C 7 0,117 70 0,136 1 20 1,217 60 1,217 20 1,353 20 Sweetness
135 Olga Q C 6 0,1 70 0,117 1 25 1,317 60 1,317 20 1,433 20 Sweetness
136 Olga Q C 8 0,133 60 0,133 1 16 1,133 70 1,322 20 1,456 20 Sweetness
137 Olga Q C 6 0,1 70 0,117 1 24 1,3 60 1,300 20 1,417 20 Sweetness
138 Olga Q C 6 0,1 70 0,117 1 20 1,233 60 1,233 20 1,350 20 Sweetness
139 Olga Q C 12 0,2 50 0,167 1 25 1,217 60 1,217 20 1,383 20 Sweetness
140 Olga Q C 0 0 0,000 0 46 0,767 60 0,767 12 0,767 12 Sweetness610 9,558 117 2132 129,681 0 1842 139,239 1842
422 7,903 77 1815 100,714 0 1482 108,617 1482
Promedio B 0,147
Promedio C 0,12
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C
Tom
ar m
alla,
colo
car l
as
flore
s en
la ca
ja
y ubi
car m
alla
vacía
en
el
tach
o.
Tiempo Total
2. C
lasifi
cació
n
por m
alla (
clasif
icar l
os
tallo
s has
ta
term
inar
la
caja.
)
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
ELEMENTO
PROCESO/ACTIVIDAD: Clasificación de Rosas Variedades Fáciles Ruso y Americano
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en el tacho, clasificar tallo por tallo
observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
FINCA: FLORELOY S.A. AREA: POST-COSECHA

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 163 UTN – FICA – CINDU
PROCESO/ACTIVIDAD: Clasificación de mallas de flor fáciles y difíciles
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas en la malla vacía en el tacho, clasificar tallo por tallo observando tamaño, enfermedad, punto de corte, calidad y ubicar en los árboles
FINCA: FLORELOY S.A. AREA: POST-COSECHA
FECHA: 20 DE DICIEMBRE DEL 2011 REVISADO POR: KLEBER REINOSO
ELABORADO POR: NATALY MOLINA
FACTORES TOLERANCIAS CONSTANTES
TOLERANCIAS VARIABLES
TOTA
L %
ELEM
ENTO
DESCRIPCIÓN
NEC
ESID
AD
PER
SON
AL
BÁ
SIC
A P
OR
FA
TIG
A
ESTA
R D
E P
IE
PO
SIC
IÓN
NO
NO
RM
AL
FUER
ZA/E
NER
GÍA
MU
SCU
LAR
ILU
MIN
AC
IÓN
CO
ND
ICIO
NES
ATM
OSF
ÉRIC
AS
ATE
NC
IÓN
RU
IDO
ESFU
ERZO
MEN
TAL
MO
NO
TON
ÍA
TED
IO
% % % % % % % % % % % % %
1 Tomar malla, colocar las flores en la caja y ubicar malla vacía en el tacho.
4 4 2 0 1 0 0 0 0 0 1 0 12
2 Clasificación por malla (clasificar los tallos hasta terminar la caja.)
4 4 2 0 0 2 0 1 0 0 1 0 14
NOTA: El total del porcentaje de suplementos incluye también las pausas para: tomar agua, necesidades personales y el descanso por la fatiga que conlleva realizar la actividad. Valoración de cada factor en función de tabla de suplementos por
fatiga OIT.
Tabla 6.28. Cálculo del suplemento por fatiga para la actividad de clasificación (variedades fáciles y
difíciles). Elaborado por Nataly Molina.
Para el primer elemento tenemos el 12% de suplementos, en el segundo elemento hay
14% de suplemento.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 164 UTN – FICA – CINDU
Cálculo del tiempo estándar para la actividad de clasificación de variedades
fáciles.
Datos
Tallos/Malla FÁCIL 22
Suple. Elemento 1 12% 1,12
Suple. Elemento 2 14% 1,14
Minutos(1 hr) min 60
Resultados
Tipo
Tiempo(Elemento 1)
Tiempo(Elemento 2)
Tiempo Total
Tallos Tallos/ Hora
Minutos/ Malla
Mallas/ Hora
min. min. min. tall. tall./hr min./caj. caj./hr
Bueno 10,71 147,84 158,54 1842 697 1,89 32
Campeón 8,85 114,81 123,66 1482 719 1,84 33
Promedio 708 1,86 32
tiempo estándar
N° Descripción del Elemento
Tiempos Min/Malla
Bueno Campeón Promedio Porcentaje
min. min. min. %
1 Tomar malla, colocar las flores en la caja y ubicar malla vacía en el tacho.
0,16 0,13 0,15 8,01%
2 Clasificación por malla (clasificar los tallos hasta terminar la caja.) 1,73 1,70 1,72 91,99%
Total 1,89 1,84 1,86 100,00%
Tabla 6.29. Calculo del tiempo estándar para la actividad de clasificación de variedades fáciles.
Elaborado por Nataly Molina.
De acuerdo a nuestros cálculos de la tabla 6.29., el tiempo estándar para la actividad
de clasificación de variedades fáciles es de 1,86 min/ramo, con un promedio de 32
mallas / hora y 708 tallos/hora, veamos en la gráfica 6.9 donde encontramos los datos
de rendimiento o productividad del trabajador (ramos/ hora y tallos /hora) calificados
en bueno, campeones.
Mallas / Hora Tallos / Hora
Gráfica 6.9. Mallas/Hora y Tallos/hora promedio como estándar en clasificación de variedades
fáciles. Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 165 UTN – FICA – CINDU
Clasificación de variedades de flor identificadas como difíciles
OBSERVACIONES
N° TRABAJADOR TIPO Seg T.O. VR TN Min Seg T.O. VR TN Mallas Tall T.O. # Tallos VARIEDAD
1 Blanca Elizabeth B 6 0,1 70 0,117 1 48 1,7 60 1,700 Am 20 1,817 20 Faith
2 Blanca Elizabeth B 5 0,083 70 0,097 1 58 1,88333 50 1,569 Am 20 1,667 20 Faith
3 Blanca Elizabeth B 4 0,067 80 0,089 1 34 1,5 50 1,250 Am 20 1,339 20 Faith
4 Blanca Elizabeth B 5 0,083 70 0,097 1 24 1,31667 60 1,317 Am 20 1,414 20 Faith
5 Blanca Elizabeth B 4 0,067 80 0,089 1 26 1,36667 60 1,367 Am 20 1,456 20 Faith
6 Blanca Elizabeth B 5 0,083 70 0,097 1 37 1,53333 50 1,278 Am 20 1,375 20 Faith
7 Blanca Elizabeth B 6 0,1 70 0,117 2 1 1,91667 40 1,278 Am 20 1,394 20 Faith
8 Blanca Elizabeth B 7 0,117 60 0,117 1 12 1,08333 70 1,264 Am 20 1,381 20 Faith
9 Blanca Elizabeth B 8 0,133 50 0,111 2 21 2,21667 40 1,478 Am 20 1,589 20 Faith
10 Blanca Elizabeth B 7 0,117 60 0,117 1 37 1,5 50 1,250 Am 20 1,367 20 Faith
11 Blanca Elizabeth B 6 0,1 70 0,117 1 37 1,51667 60 1,517 Am 20 1,633 20 Faith
12 Blanca Elizabeth B 6 0,1 70 0,117 1 19 1,21667 70 1,419 Am 20 1,536 20 Faith
13 Blanca Elizabeth B 5 0,083 70 0,097 1 20 1,25 70 1,458 Am 20 1,556 20 Faith
14 Blanca Elizabeth B 7 0,117 60 0,117 1 39 1,53333 60 1,533 Am 20 1,650 20 Faith
15 Blanca Elizabeth B 8 0,133 50 0,111 2 52 2,73333 40 1,822 Am 20 1,933 20 Faith
16 Blanca Elizabeth B 5 0,083 70 0,097 1 58 1,88333 40 1,256 Am 20 1,353 20 Faith
17 Blanca Elizabeth B 0 0 0,000 1 3 1,05 60 1,050 Caja 15 1,050 15 Orange Sky
18 Blanca Elizabeth B 0 0 0,000 1 4 1,06667 60 1,067 Caja 15 1,067 15 Orange Sky
19 Blanca Elizabeth B 0 0 0,000 1 4 1,06667 60 1,067 Caja 15 1,067 15 Orange Sky
20 Blanca Elizabeth B 0 0 0,000 1 4 1,06667 60 1,067 Caja 15 1,067 15 Orange Sky
21 Blanca Elizabeth B 0 0 0,000 0 47 0,78333 80 1,044 Caja 11 1,044 11 Orange Sky
22 María Beatriz B 0 0 0,000 1 1 1,01667 80 1,356 Caja 14 1,356 14 Orange Sky
23 María Beatriz B 0 0 0,000 1 3 1,05 80 1,400 Caja 15 1,400 15 Orange Sky
24 María Beatriz B 0 0 0,000 1 2 1,03333 80 1,378 Caja 14 1,378 14 Orange Sky
25 María Beatriz B 0 0 0,000 1 4 1,06667 80 1,422 Caja 15 1,422 15 Orange Sky
26 María Beatriz B 0 0 0,000 0 48 0,8 80 1,067 Caja 9 1,067 9 Orange Sky
27 María Beatriz B 0 0 0,000 0 59 0,98333 80 1,311 Caja 14 1,311 14 Orange Sky
28 María Beatriz B 17 0,283 40 0,189 1 19 1,03333 80 1,378 Caja 15 1,567 15 Orange Sky
29 María Beatriz B 16 0,267 40 0,178 1 13 0,95 80 1,267 Caja 15 1,444 15 Orange Sky
30 María Beatriz B 18 0,3 40 0,200 1 21 1,05 80 1,400 Caja 15 1,600 15 Orange Sky
31 María Beatriz B 19 0,317 40 0,211 1 30 1,18333 70 1,381 Caja 15 1,592 15 Orange Sky
32 María Beatriz B 17 0,283 40 0,189 1 4 0,78333 80 1,044 Caja 15 1,233 15 Orange Sky
33 María Beatriz B 16 0,267 40 0,178 1 5 0,81667 80 1,089 Caja 15 1,267 15 Orange Sky
34 María Beatriz B 8 0,133 50 0,111 1 33 1,41667 60 1,417 Amarilla 15 1,528 15 Creme de la Creme
35 María Beatriz B 9 0,15 40 0,100 1 34 1,41667 60 1,417 Amarilla 15 1,517 15 Creme de la Creme
Tiempo Total
PROCESO/ACTIVIDAD: Clasificación de Rosas Variedades Difíciles Ruso y Americano
AREA: POST-COSECHA
REVISADO POR: KLEBER REINOSO
2.
Cla
sifi
caci
ón
po
r
mal
la (
clas
ific
ar l
os
tall
os
has
ta t
erm
inar
la c
aja.
)
ELEMENTOTo
mar
mal
la,
colo
car
las
flo
res
en
la
caja
y
ub
icar
mal
la v
acía
en
el
tach
o.
TABLA CÁLCULO TIEMPOS DE CLASIFICACIÓN
DESCRIPCIÓN DE LA ACTIVIDAD: Tomar las mallas de rosas de las tinas , ubicar tallos en las cajas, la malla vacía en el tacho, clasificar tallo por tallo observando tamaño,
enfermedad, punto de corte, calidad y ubicar en los árboles según caracteristicas identificadas.FINCA: FLORELOY S.A.
FECHA: 20 DE DICIEMBRE DEL 2011
ELABORADO POR: NATALY ANDREA MOLINA CHAUCANES
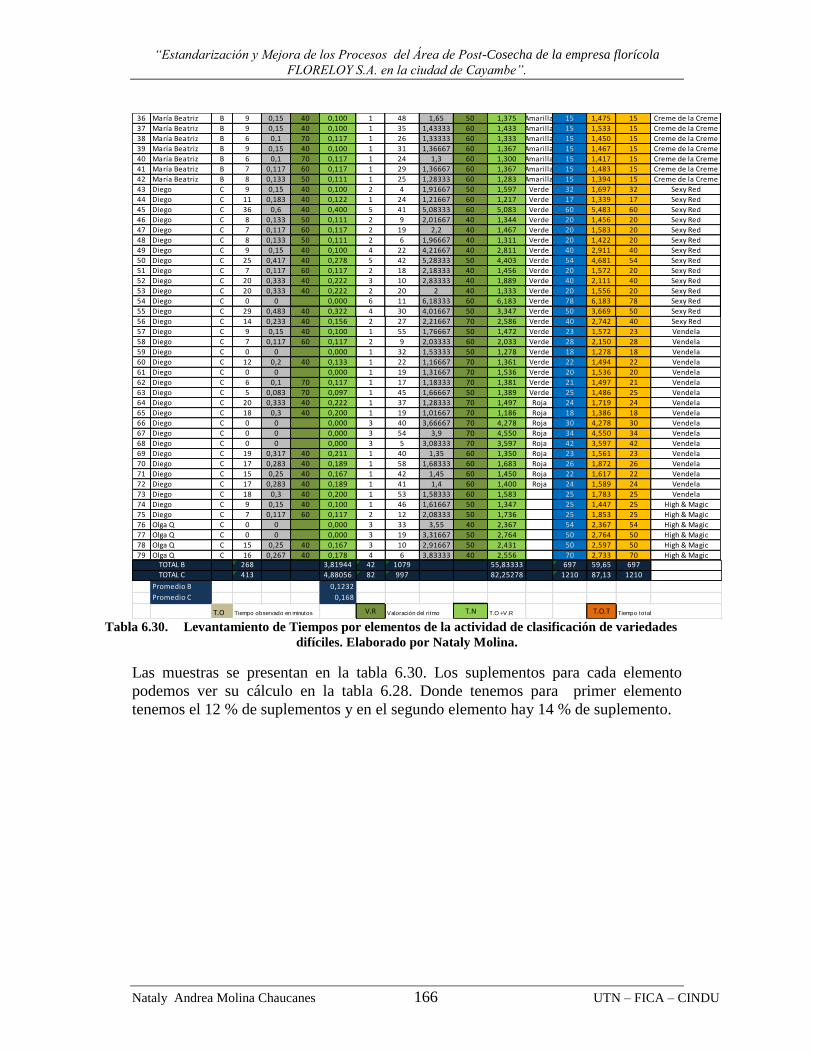
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 166 UTN – FICA – CINDU
Tabla 6.30. Levantamiento de Tiempos por elementos de la actividad de clasificación de variedades
difíciles. Elaborado por Nataly Molina.
Las muestras se presentan en la tabla 6.30. Los suplementos para cada elemento
podemos ver su cálculo en la tabla 6.28. Donde tenemos para primer elemento
tenemos el 12 % de suplementos y en el segundo elemento hay 14 % de suplemento.
36 María Beatriz B 9 0,15 40 0,100 1 48 1,65 50 1,375 Amarilla 15 1,475 15 Creme de la Creme
37 María Beatriz B 9 0,15 40 0,100 1 35 1,43333 60 1,433 Amarilla 15 1,533 15 Creme de la Creme
38 María Beatriz B 6 0,1 70 0,117 1 26 1,33333 60 1,333 Amarilla 15 1,450 15 Creme de la Creme
39 María Beatriz B 9 0,15 40 0,100 1 31 1,36667 60 1,367 Amarilla 15 1,467 15 Creme de la Creme
40 María Beatriz B 6 0,1 70 0,117 1 24 1,3 60 1,300 Amarilla 15 1,417 15 Creme de la Creme
41 María Beatriz B 7 0,117 60 0,117 1 29 1,36667 60 1,367 Amarilla 15 1,483 15 Creme de la Creme
42 María Beatriz B 8 0,133 50 0,111 1 25 1,28333 60 1,283 Amarilla 15 1,394 15 Creme de la Creme
43 Diego C 9 0,15 40 0,100 2 4 1,91667 50 1,597 Verde 32 1,697 32 Sexy Red
44 Diego C 11 0,183 40 0,122 1 24 1,21667 60 1,217 Verde 17 1,339 17 Sexy Red
45 Diego C 36 0,6 40 0,400 5 41 5,08333 60 5,083 Verde 60 5,483 60 Sexy Red
46 Diego C 8 0,133 50 0,111 2 9 2,01667 40 1,344 Verde 20 1,456 20 Sexy Red
47 Diego C 7 0,117 60 0,117 2 19 2,2 40 1,467 Verde 20 1,583 20 Sexy Red
48 Diego C 8 0,133 50 0,111 2 6 1,96667 40 1,311 Verde 20 1,422 20 Sexy Red
49 Diego C 9 0,15 40 0,100 4 22 4,21667 40 2,811 Verde 40 2,911 40 Sexy Red
50 Diego C 25 0,417 40 0,278 5 42 5,28333 50 4,403 Verde 54 4,681 54 Sexy Red
51 Diego C 7 0,117 60 0,117 2 18 2,18333 40 1,456 Verde 20 1,572 20 Sexy Red
52 Diego C 20 0,333 40 0,222 3 10 2,83333 40 1,889 Verde 40 2,111 40 Sexy Red
53 Diego C 20 0,333 40 0,222 2 20 2 40 1,333 Verde 20 1,556 20 Sexy Red
54 Diego C 0 0 0,000 6 11 6,18333 60 6,183 Verde 78 6,183 78 Sexy Red
55 Diego C 29 0,483 40 0,322 4 30 4,01667 50 3,347 Verde 50 3,669 50 Sexy Red
56 Diego C 14 0,233 40 0,156 2 27 2,21667 70 2,586 Verde 40 2,742 40 Sexy Red
57 Diego C 9 0,15 40 0,100 1 55 1,76667 50 1,472 Verde 23 1,572 23 Vendela
58 Diego C 7 0,117 60 0,117 2 9 2,03333 60 2,033 Verde 28 2,150 28 Vendela
59 Diego C 0 0 0,000 1 32 1,53333 50 1,278 Verde 18 1,278 18 Vendela
60 Diego C 12 0,2 40 0,133 1 22 1,16667 70 1,361 Verde 22 1,494 22 Vendela
61 Diego C 0 0 0,000 1 19 1,31667 70 1,536 Verde 20 1,536 20 Vendela
62 Diego C 6 0,1 70 0,117 1 17 1,18333 70 1,381 Verde 21 1,497 21 Vendela
63 Diego C 5 0,083 70 0,097 1 45 1,66667 50 1,389 Verde 25 1,486 25 Vendela
64 Diego C 20 0,333 40 0,222 1 37 1,28333 70 1,497 Roja 24 1,719 24 Vendela
65 Diego C 18 0,3 40 0,200 1 19 1,01667 70 1,186 Roja 18 1,386 18 Vendela
66 Diego C 0 0 0,000 3 40 3,66667 70 4,278 Roja 30 4,278 30 Vendela
67 Diego C 0 0 0,000 3 54 3,9 70 4,550 Roja 34 4,550 34 Vendela
68 Diego C 0 0 0,000 3 5 3,08333 70 3,597 Roja 42 3,597 42 Vendela
69 Diego C 19 0,317 40 0,211 1 40 1,35 60 1,350 Roja 23 1,561 23 Vendela
70 Diego C 17 0,283 40 0,189 1 58 1,68333 60 1,683 Roja 26 1,872 26 Vendela
71 Diego C 15 0,25 40 0,167 1 42 1,45 60 1,450 Roja 22 1,617 22 Vendela
72 Diego C 17 0,283 40 0,189 1 41 1,4 60 1,400 Roja 24 1,589 24 Vendela
73 Diego C 18 0,3 40 0,200 1 53 1,58333 60 1,583 25 1,783 25 Vendela
74 Diego C 9 0,15 40 0,100 1 46 1,61667 50 1,347 25 1,447 25 High & Magic
75 Diego C 7 0,117 60 0,117 2 12 2,08333 50 1,736 25 1,853 25 High & Magic
76 Olga Q C 0 0 0,000 3 33 3,55 40 2,367 54 2,367 54 High & Magic
77 Olga Q C 0 0 0,000 3 19 3,31667 50 2,764 50 2,764 50 High & Magic
78 Olga Q C 15 0,25 40 0,167 3 10 2,91667 50 2,431 50 2,597 50 High & Magic
79 Olga Q C 16 0,267 40 0,178 4 6 3,83333 40 2,556 70 2,733 70 High & Magic268 3,81944 42 1079 55,83333 697 59,65 697
413 4,88056 82 997 82,25278 1210 87,13 1210
Promedio B 0,1232
Promedio C 0,168
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C
36 María Beatriz B 9 0,15 40 0,100 1 48 1,65 50 1,375 Amarilla 15 1,475 15 Creme de la Creme
37 María Beatriz B 9 0,15 40 0,100 1 35 1,43333 60 1,433 Amarilla 15 1,533 15 Creme de la Creme
38 María Beatriz B 6 0,1 70 0,117 1 26 1,33333 60 1,333 Amarilla 15 1,450 15 Creme de la Creme
39 María Beatriz B 9 0,15 40 0,100 1 31 1,36667 60 1,367 Amarilla 15 1,467 15 Creme de la Creme
40 María Beatriz B 6 0,1 70 0,117 1 24 1,3 60 1,300 Amarilla 15 1,417 15 Creme de la Creme
41 María Beatriz B 7 0,117 60 0,117 1 29 1,36667 60 1,367 Amarilla 15 1,483 15 Creme de la Creme
42 María Beatriz B 8 0,133 50 0,111 1 25 1,28333 60 1,283 Amarilla 15 1,394 15 Creme de la Creme
43 Diego C 9 0,15 40 0,100 2 4 1,91667 50 1,597 Verde 32 1,697 32 Sexy Red
44 Diego C 11 0,183 40 0,122 1 24 1,21667 60 1,217 Verde 17 1,339 17 Sexy Red
45 Diego C 36 0,6 40 0,400 5 41 5,08333 60 5,083 Verde 60 5,483 60 Sexy Red
46 Diego C 8 0,133 50 0,111 2 9 2,01667 40 1,344 Verde 20 1,456 20 Sexy Red
47 Diego C 7 0,117 60 0,117 2 19 2,2 40 1,467 Verde 20 1,583 20 Sexy Red
48 Diego C 8 0,133 50 0,111 2 6 1,96667 40 1,311 Verde 20 1,422 20 Sexy Red
49 Diego C 9 0,15 40 0,100 4 22 4,21667 40 2,811 Verde 40 2,911 40 Sexy Red
50 Diego C 25 0,417 40 0,278 5 42 5,28333 50 4,403 Verde 54 4,681 54 Sexy Red
51 Diego C 7 0,117 60 0,117 2 18 2,18333 40 1,456 Verde 20 1,572 20 Sexy Red
52 Diego C 20 0,333 40 0,222 3 10 2,83333 40 1,889 Verde 40 2,111 40 Sexy Red
53 Diego C 20 0,333 40 0,222 2 20 2 40 1,333 Verde 20 1,556 20 Sexy Red
54 Diego C 0 0 0,000 6 11 6,18333 60 6,183 Verde 78 6,183 78 Sexy Red
55 Diego C 29 0,483 40 0,322 4 30 4,01667 50 3,347 Verde 50 3,669 50 Sexy Red
56 Diego C 14 0,233 40 0,156 2 27 2,21667 70 2,586 Verde 40 2,742 40 Sexy Red
57 Diego C 9 0,15 40 0,100 1 55 1,76667 50 1,472 Verde 23 1,572 23 Vendela
58 Diego C 7 0,117 60 0,117 2 9 2,03333 60 2,033 Verde 28 2,150 28 Vendela
59 Diego C 0 0 0,000 1 32 1,53333 50 1,278 Verde 18 1,278 18 Vendela
60 Diego C 12 0,2 40 0,133 1 22 1,16667 70 1,361 Verde 22 1,494 22 Vendela
61 Diego C 0 0 0,000 1 19 1,31667 70 1,536 Verde 20 1,536 20 Vendela
62 Diego C 6 0,1 70 0,117 1 17 1,18333 70 1,381 Verde 21 1,497 21 Vendela
63 Diego C 5 0,083 70 0,097 1 45 1,66667 50 1,389 Verde 25 1,486 25 Vendela
64 Diego C 20 0,333 40 0,222 1 37 1,28333 70 1,497 Roja 24 1,719 24 Vendela
65 Diego C 18 0,3 40 0,200 1 19 1,01667 70 1,186 Roja 18 1,386 18 Vendela
66 Diego C 0 0 0,000 3 40 3,66667 70 4,278 Roja 30 4,278 30 Vendela
67 Diego C 0 0 0,000 3 54 3,9 70 4,550 Roja 34 4,550 34 Vendela
68 Diego C 0 0 0,000 3 5 3,08333 70 3,597 Roja 42 3,597 42 Vendela
69 Diego C 19 0,317 40 0,211 1 40 1,35 60 1,350 Roja 23 1,561 23 Vendela
70 Diego C 17 0,283 40 0,189 1 58 1,68333 60 1,683 Roja 26 1,872 26 Vendela
71 Diego C 15 0,25 40 0,167 1 42 1,45 60 1,450 Roja 22 1,617 22 Vendela
72 Diego C 17 0,283 40 0,189 1 41 1,4 60 1,400 Roja 24 1,589 24 Vendela
73 Diego C 18 0,3 40 0,200 1 53 1,58333 60 1,583 25 1,783 25 Vendela
74 Diego C 9 0,15 40 0,100 1 46 1,61667 50 1,347 25 1,447 25 High & Magic
75 Diego C 7 0,117 60 0,117 2 12 2,08333 50 1,736 25 1,853 25 High & Magic
76 Olga Q C 0 0 0,000 3 33 3,55 40 2,367 54 2,367 54 High & Magic
77 Olga Q C 0 0 0,000 3 19 3,31667 50 2,764 50 2,764 50 High & Magic
78 Olga Q C 15 0,25 40 0,167 3 10 2,91667 50 2,431 50 2,597 50 High & Magic
79 Olga Q C 16 0,267 40 0,178 4 6 3,83333 40 2,556 70 2,733 70 High & Magic268 3,81944 42 1079 55,83333 697 59,65 697
413 4,88056 82 997 82,25278 1210 87,13 1210
Promedio B 0,1232
Promedio C 0,168
T.O Tiempo observado en minutos V.R Valoración del ritmo T.N T.O +V.R T.O.T Tiempo total
TOTAL B
TOTAL C

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 167 UTN – FICA – CINDU
Calculo del tiempo estándar para la actividad de clasificación de variedades
difíciles.
Datos Tallos/Malla DIFÍCIL 22
Suple. Elemento 1 12% 1,12
Suple. Elemento 2 14% 1,14
Minutos(1 hr) min 60
Resultados
Tipo
Tiempo(Elemento 1)
Tiempo(Elemento 2)
Tiempo Total
Tallos Tallos/ Hora
Minutos/ Malla
Mallas/ Hora
min. min. min. tall. tall./hr min./caj. caj./hr
Bueno 4,28 63,65 67,93 697 616 2,14 28
Campeón 5,47 93,77 99,23 1210 732 1,80 33
Promedio 674 1,97 31
Tiempo Estándar
N° Descripción del Elemento
Tiempos Min/Malla
Bueno Campeón Promedio Porcentaje
min. min. min. %
1 Tomar malla, colocar las flores en la caja y ubicar malla vacía en el tacho.
0,14 0,19 0,16 8,27%
2 Clasificación por malla (clasificar los tallos hasta terminar la caja.) 2,01 1,62 1,81 91,73%
Total 2,14 1,80 1,97 100,00%
Tabla 6.31. Cálculo del tiempo estándar para la actividad de clasificación de variedades difíciles.
Elaborado por Nataly Molina.
De acuerdo a los cálculos de la tabla 6.31., el tiempo estándar para la actividad de
clasificación de variedades difíciles es de 1,97 min/ramo, con un promedio de 31
mallas / hora y 674 tallos/hora, veamos en la gráfica 6.10., donde encontramos los
datos de rendimiento o productividad del trabajador (mallas / hora y tallos /hora)
calificados en bueno, campeones.
Mallas / Hora Tallos / Hora
Gráfica 6.10. Mallas/Hora y Tallos/hora promedio como estándar en clasificación de variedades
difíciles. Elaborado por Nataly Molina

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 168 UTN – FICA – CINDU
Resultados del promedio entre la actividad de clasificación de variedades fáciles
y difíciles.
Resultados promedio
Tipo
Tiempo(Elemento 1)
Tiempo(Elemento 2)
Tiempo Total
Tallos Tallos/ Hora
Minutos/ Malla
Mallas/ Hora
min. min. min. tall. tall./hr min./caj. caj./hr
Bueno 7,49 105,74 113,23 1270 656 2,02 30
Campeón 7,16 104,29 111,45 1346 725 1,82 33
Promedio 691 1,92 31
Resultados promedio tiempo estándar
N° Descripción del Elemento
Tiempos Min/Malla
Bueno Campeón Promedio Porcentaje
min. min. min. %
1 Tomar malla, colocar las flores en la caja y ubicar malla
vacía en el tacho. 0,15 0,16 0,16 8,14%
2 Clasificación por malla (clasificar los tallos hasta
terminar la caja.) 1,87 1,66 1,76 91,86%
Total 2,02 1,82 1,92 100,00%
Tabla 6.32. Cálculo del tiempo promedio estándar para clasificación (variedades fáciles y difíciles).
Elaborado por Nataly Molina.
Ramos / Hora Tallos / Hora
Gráfica 6.11. Mallas/Hora y Tallos/hora promedio como estándar en la actividad de clasificación.
Elaborado por Nataly Molina.
Con el tiempo estándar promedio de la acción de clasificación tabla 6.32. y gráfica
6.11., podemos calcular el tiempo que se necesita para una producción determinada
para nuestro ejemplo de simulación tomaremos un dato histórico de la empresa, la
producción bruta desde enero 2010 hasta mayo 2011. (Ver datos tabla 6.24), donde
tenemos el promedio de 29800 tallos producción bruta diaria, (materia prima que
ingresa de cultivo a Post-Cosecha) dato que utilizaremos para la simulación en el
cálculo del tiempo necesario para clasificar esta cantidad de tallos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 169 UTN – FICA – CINDU
# Mesas
Estándar Persona
Estándar Proceso
Producción Horas
Disponibles
Tallos/Hora Tallos/Hora Tallos Hrs
9 691 6217,65174 29800 4,79
691 Tallos /hora procesan como promedio por mesa de clasificación existente en
post-cosecha donde hay 9 mesas de trabajo por lo tanto entre todas las mesas durante
una hora de trabajo van a procesar 6218 tallos, realizando la simulación de tener en
un día una producción bruta de 29800 tallos que serán clasificados en las 9 mesas en
un tiempo en 4,79 hora aproximadamente.
Resumen de tiempos estándar de las actividades de boncheo mesa recomendada
y clasificación.
Actividad de Boncheo de ramos
Actividad de Clasificación mallas
Tipo Min/Bonche Tallos/Hora bonch./hr
Tipo Min/Caja (malla) Tallos/Hora mallas./hr
B 1,91 706 31
B 2,02 656 30
C 1,79 752 34
C 1,82 725 33
Promedio (B,C)
1,85 729 32
Promedio (B,C) 1,92 691 31
Tabla 6.33. Tallos Procesados por hora de Clasificación y Boncheo Mesa Recomendada. Elaborado
por Nataly Molina.
Podemos observar el resumen en la gráfica 6.11.
Tallos / Hora –Clasificación y Boncheo con la mesa recomendada
Gráfica 6.12. Tiempo estándar Tallos/hora Clasificación y Boncheo mesa recomendada. Elaborado
por Nataly Molina.
Datos de rendimiento actual y propuesto (estándar) en las actividades de
clasificación y Boncheo mesa recomendada.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 170 UTN – FICA – CINDU
Clasificación Boncheo
6.3.3. Planificación y Control de la Producción en Post-Cosecha
La planificación de actividades y/o pedidos y control de la producción es un
problema que se observó durante el tiempo de estudio en el área de Post-Cosecha, lo
cual es una causa del incremento de tiempos improductivos. Como recomendación
primordial es que se trabaje bajo un modelo de gestión comprobado, sencillo pero de
grandes resultados como es el PHVA (Ver en la Grafica 6.13), conocido también
como el ciclo de mejoramiento continuo.
Gráfica 6.13. PHVA. Elaborado por Nataly Molina.
Planear: ¿Qué se tiene que hacer?, ¿Quién lo va hacer?, ¿Dónde lo tienen que hacer?,
Cuando se tiene que hacer, cuántos recursos son necesarios, como se va hacer? Hacer: Explicar lo que tiene que hacer y ejecutar actividades de acuerdo a la
planificación.
Verificar: Control de cada actividad, auditorías al proceso, Uso de herramientas
estadísticas para medir logros (indicadores).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 171 UTN – FICA – CINDU
Actuar: Corrección y Prevención: planes de mejora para las actividades, procesos,
producto, etc.
Para realizar un buen plan de trabajo hay que conocer lo siguiente:
- Lo que se va a producir
- La cantidad a Producir
- Las actividades indispensables.
- Los materiales necesarios.
- La clase de nano de Obra que se requiere.
- Los tiempos estándares para la realización de actividades.
- La cantidad de mano de obra necesaria en función de las actividades y
tiempos estándares.
Planificación de la Mano de Obra de las actividades de Boncheo y Clasificación
Para ello debemos ver los datos históricos del rendimiento de las actividades de
boncheo y clasificación en la tabla 6.6.
Boncheo:
Para el cálculo de la cantidad de mano de obra realizaremos una simulación con la
actividad de boncheo, para lo cual utilizaremos la producción que se muestran en la
tabla 6.24. Pero disminuyéndole el % de desperdicio dato histórico de la empresa
15%.
Datos:
De acuerdo a los datos históricos del sistema del rendimiento tenemos como
promedio alcanzado de 17 ramos por hora, entonces la productividad del proceso de
boncheo aproximadamente será:
En la actividad de boncheo actualmente trabajan a un 65,38 % de eficiencia, lo cual
es muy bajo para su estándar. Esto puede justificarse por la cantidad de tiempos
improductivos existentes, las personas de boncheo dedican parte de su tiempo a
actividades indirectas como dirigirse a solicitar los pedidos o a realizar el
abastecimiento de materiales, así también el proceso no fluye debido a la demora en
retirar los ramos de la banda transportadora por parte de control de calidad,
generándose un cuello de botella y obligando en ocasiones a los embonchadores a
ayudar a su fluidez.
Con el dato de la productividad podemos calcular la mano de obra requerida según
el promedio de producción de tallos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 172 UTN – FICA – CINDU
Producción 25032
Actividad Boncheo Promedio de 22,5 tallos
Rendimiento estándar 26
Productividad del Proceso (%) 65,38
# Ramos Tiempo
Empleado Horas.
Personas # Personas
1112,53 42,78 5,345 8,17
Entonces necesitaremos de 9 personas para procesar en ramos los 25032 tallos. Con
esto se demuestra que la planificación y control de la producción dan parámetros de
confianza en los recursos que se necesitan para dar inicio al proceso. Por lo tanto se
realiza un plan de trabajo con parámetros conocidos y aproximados a la realidad.
Clasificación
Para el cálculo de la cantidad de mano de obra realizaremos una simulación con la
actividad de clasificación, para lo cual utilizaremos la producción que se muestran en
la tabla 6.22.
Datos:
De acuerdo a los datos históricos del sistema del rendimiento tenemos como
promedio alcanzado de 31 mallas por hora, entonces la productividad del proceso de
boncheo aproximadamente será:
En la actividad de clasificación actualmente trabajan a un 59,89 % de eficiencia, lo
cual es muy bajo para su estándar. Esto puede justificarse por la cantidad de tiempos
improductivos existentes.
Producción 29800
Actividad promedio de 22,5 tallos por mallas
Rendimiento estándar 26
Productividad del proceso (%) 59,89
#Mallas Tiempo
empleado personas # Personas
1324,44 42,724 5,34 8,9
Entonces necesitaremos de 9 personas para procesar los 29800 tallos. Con esto se
demuestra que la planificación y control de la producción dan parámetros de
confianza en los recursos que se necesitan para realizar el proceso. Por lo tanto se
realizará un plan de trabajo con parámetros conocidos y aproximados a la realidad.
Análisis de Resultados

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 173 UTN – FICA – CINDU
En el proceso actual de boncheo trabaja a un 48%, esto es debido a los cuellos de
botella existentes como la demora en el control de calidad y factores como
actividades innecesarias realizando acciones preventivas, correctivas y de mejora se
alcanza el 80 % en rendimiento de la actividad de boncheo.
Detalle Boncheo
Tallos/hora %
Rendimiento Actual 348 48
Estándar 729 100
Rendimiento alcanzado (Aplicación de mejoras) 583,2 80
Boncheo
6.4. Acciones Correctivas y Preventivas Para la Mejora Continua en el área de
Post-Cosecha.
La falta de información a los y las bonchadores/as: fácilmente se puede observar que
tienen que detener sus actividades para trasladarse a Jefatura de Post-cosecha a
preguntar el tipo de boncheo de acuerdo a la variedad que esta en espera según el
pedido a cumplir, esta acción según lo analizado da 5 min improductivos a la acción
directa en cada actividad de ir a solicitar el pedido. Además en el boncheo al
terminarse el material (Separadores, grampas, laminas, etiquetas, y demás.) durante el
día, el trabajador obligadamente tiene que dirigirse al lugar de ubicación del material
para poder abastecer su puesto de trabajo y continuar su trabajo lo cual le implica
unos 7 min en cada abastecimiento, esto sucede porque las mesas se encuentran mal
diseñadas ya que con el tiempo se fueron realizando cambios en el método de armar
los ramos y su forma pero no en el equipo y herramientas de trabajo en relación a
ergonomía de la mesa, lo que produce pérdida de tiempo y que los trabajadores
tengan más esfuerzo, causando más estrés físico-mental, generando más desperdicio y
bajas en la productividad. (Ver Tabla 6.22-6.23)

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 174 UTN – FICA – CINDU
Acciones correctivas:
1. Información veraz y Oportuna:
Dotar de la información a los bonchadores en un tiempo oportunos, para que no
pierdan tiempo, éste trabajo se asigna ahora a los supervisores para que los
bonchadores no se muevan de sus sitios de trabajo para obtener la información, los
supervisores deben estar al pendiente de cada mesa de boncheo para designar la
información en el tiempo correcto. Optimizando 9 min por trabajador en una jornada
de trabajo (Ver tabla 6.22)
2. Mesas Ergonómicas:
De acuerdo a lo observado y analizado se puede identificar que la empresa al inicio
de sus actividades productivas tenía un método de embonchar que consistía en
realizar los ramos sin separadores y sin algunas etiquetas, en la actualidad se ha
mejorado este sistema dando resultado a un ramo rectangular con separadores y
etiquetas de identificación (según demanda el cliente y satisfacción de sus
necesidades).
Ahora la situación es que no se actualizó la herramienta de trabajo como es la mesa
(ver grafica 6.11), su diseño corresponde a un trabajo de armado de ramos sin
materiales adicionales como separadores etiquetado a gran escala, etc. ahora se a
realizado la prueba con una mesa ergonómica (ver Figura 6.12), dando como
resultado una optimización de un tiempo de 9 min aproximadamente que emplea una
persona en una jornada de trabajo en abastecerse de material (Ver tabla 6.23).
Resultado análisis Causa – Efecto para la acción de Boncheo
Se ha utilizado el diagrama causa-efecto para identificar a profundidad los principios
de la variación de rendimiento en el proceso de boncheo. El diagrama Causa-Efecto
de la Gráfica 6.14 debe ser analizado desde un punto de vista crítico en relación a la
contribución del problema por parte de cada factor estudiado en el gráfico, en un
proceso las causas principales tienen y aportan su propia variación, como se observó
los tallos no son idénticos, ni toda la gente tiene la misma habilidad y entrenamiento,
de igual manera como lo que sucedió aquí, existen cambios en la forma de trabajo, en
los materiales usados como el tamaño de las láminas de cartón, separadores, ligas de
mala calidad, etc. Todo lo mencionado hace parte de la variación que encontramos
en el rendimiento de la acción de boncheo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 175 UTN – FICA – CINDU
Gráfica 6.14. Diagrama Causa –Efecto: Variación del rendimiento en la actividad de boncheo,
Elaborado por Nataly Molina.
Análisis de la mesa actual en la acción de boncheo y la mesa prototipo para la
mejora del rendimiento:
Fotografías de la mesa actual:
Área colindante con la banda transportadora Parte frontal de la mesa
de Boncheo
en la Accion
Rendimiento
Vairación del
Entorno
Mediciones
Métodos
Material
Máquinas
Personal
Entrenamiento
Conocimiento
Experiencia
Motivación
Mesas
Grapadoras
controlCantidad de etiquetas de
utilizadosvariedades (de materiales
Tamaño de lamina y papelera
Separadores
Estandarización
InadecuadosMovimientos
Espinas
Longitud
Plagas y Enfermedades
Bontón Suave
Tamaño de Botón
Punto de Corte
Desplazamiento.Minimo
Comunicación
Humedad
Exceso de Frío
Ubicación d
e la Mesa
Mesa s D
iferentes
Ubica ció n de A
ccesor ios
Altura
de la Mesa
Opera
cione s
Secuencia
Inadecuada
de
Causas de la varianción del rendimiento de el armado de ramos

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 176 UTN – FICA – CINDU
Superficie de trabajo para el armado de los ramos
Gráfica 6.15. Fotografías de la mesa de boncheo actual en Post-Cosecha, Elaborado por Nataly
Molina.
Como podemos observar el la Gráfica 6.15 la mesa actual no es ergonómica para el
proceso de boncheo:
- No hay espacio para los separadores, por lo que se encuentran en una parte
donde quita la visualización del espejo que es apoyo para ver la igualación del
punto del botón de la flor,
- Las flores tienden a caer al suelo, donde se contaminan con las diferentes
enfermedades lo cual dara inicio a una epidemia en las demás flores durante
el contacto.
- Las personas se han adaptado a la mesa por su necesidad, ya que la mesa no
está diseñada para realizar el trabajo actual, como vemos o hay orden ni
espacio suficiente.
Mejora-Prototipo: Mesa ergonómica y adaptada al método de trabajo actual
para la actividad de boncheo.
Las fotografías de la Gráfica 6.16 del modelo de mesa ergonómica adaptada al
método actual de la actividad de boncheo utilizada en la prueba (Toma de muestras-
Tiempos) donde se observa mayor cantidad de almacenamiento de material. Por lo
que las personas de boncheo realizan el abastecimiento en la mañana para toda la
jornada y se eliminaría la acción improductiva, actividad innecesaria de abastecerse
durante el proceso.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 177 UTN – FICA – CINDU
Gráfica 6.16. Fotografías de la mesa de boncheo ergonómica y adaptada al método actual el boncheo
en Post-Cosecha, Elaborado por Nataly Molina.
En Capítulo 3 en la Gráfica 3.1 y 3.2 tenemos las medidas ergonómicas para trabajos
de pie o sentados, para reforzar estas medidas veamos la gráfica 6.17.
Gráfica 6.17. Dimensiones ergonómica-OIT. Elaborado por Nataly Molina.
Al determinar la altura adecuada de la superficie de trabajo, es importante tener en
cuenta los factores siguientes:
- La altura de los codos del trabajador;
- El tipo de trabajo que habrá de desarrollar;
- El tamaño del producto con el que se trabajará;
- Las herramientas y el equipo que se habrán de usar.
Hay que seguir estas normas para que el cuerpo adopte una buena posición si hay que
trabajar de pie:
- Estar frente al producto o la máquina.
- Mantener el cuerpo próximo al producto de la máquina.
- Mover los pies para orientarse en otra dirección en lugar de girar la
espalda o los hombros.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 178 UTN – FICA – CINDU
“La aplicación de la ergonomía no sólo es beneficiosa para los trabajadores
(mejora de las condiciones laborales, más sanas y seguras) sino también para la
empresa (aumento de productividad)”
Desperdicio de material en Post-Cosecha
Si una empresa tiene una productividad alta la organización es competitiva por ende
puede cumplir con las necesidades de sus clientes, con precios acordes y con un
tiempo de entrega satisfactorio.
Existe la necesidad de observar y utilizar lo que tenemos para mejorar cada día, por
ejemplo si queremos aumentar la vida útil de nuestras herramientas de trabajo se debe
realizar un plan de mantenimiento preventivo y correctivo para las diferentes áreas, el
cual estará a cargo del taller de mantenimiento de la organización para hacer cumplir
con el plan, de esta manera las personas contarán con herramientas en buen estado y
se facilitará su utilización, preservando la salud física y aumentado el rendimiento de
las personas y en sí del sistema.
Cada cambio analizando su ventaja es una mejora del proceso, por más pequeño que
sea el cambio o restructuración implica una gran mejora por ejemplo, para algunos
clientes se utiliza producto (reservado el nombre) con el fin de dar brillo a la flor, el
cual tiene un valor monetario significativo y viene en un recipiente difícil de
manipular, el proceso de su aplicación es:
Retirar de bodega el producto.
Colocarlo en un lugar accesible a todos los trabajadores
Cada trabajador llena su recipiente personal (Pistola) para abastecerse del
producto (de fácil manipulación, apto para uso personal).
Mientras llenan el líquido existe desperdicio, ya que la forma de
abastecimiento es incómoda y poco exacta por lo que hay derrame, y por ende
desperdicio de líquido lo cual causa gastos y pérdidas.
Veamos en la gráfica 6.34.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 179 UTN – FICA – CINDU
Recipiente del producto Método de abastecimiento de cada trabajador
Desperdicio del producto en el suelo
Tabla 6.34. Formas de desperdicios y aumento de gastos en materiales. Elaborado por Nataly
Molina.
Se ha solucionado colocando un dispensario de líquido (ver gráfica 6.18, ejemplo de
dispensarios) adaptado al recipiente que contiene el producto.
Para mayor facilidad de utilización de parte de los trabajadores, ya que sus
movimientos motrices no son los mismos debido al lugar en que se encuentran, un
ambiente frio y las acciones repetitivas que hacen, alteran sus movimientos,
perdiendo estabilidad para realizar la acción de llenado con firmeza. Entonces si se
reduce el desperdicio del producto, disminuirá la utilización actual del producto y se
aumentara la productividad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 180 UTN – FICA – CINDU
Gráfica 6.18. Dispensario de líquido (Producto). Elaborado por Nataly Molina.
Con todo esto podemos darnos cuenta que pequeños cambios y donde menos se
imagina, se puede hacer la diferencia. Para llevar a la empresa a incrementar la
productividad, veamos la Tabla 6.35.
Variable Forma
Producción Recursos Ejemplo
Forma 1 Aumenta Rebajan La producción pasa de 100 000 tallos a 130 000, rebajando el uso de horas a 900, entonces su productividad es de 144,44 tallos/hora
Forma 2 Aumentar Iguales La producción aumenta de 100 000 tallos a 120000 y las horas continúan iguales, o sea 1000 horas, por lo que se obtiene una productividad de 120 tallos/hora
Forma 3 Igual Rebajan La producción se mantiene en 100 000 y las hora se rebajan de 100o a 900 horas, para una productividad de 111,11 tallos/hora
Forma 4 Rebaja Rebajan en
>%
La producción rebaja de 100 000 tallos a 90 000, esto equivale a una reducción del 10%. Las horas rebajan de 1000 a 800 horas lo cual equivale a una reducción del 20% de las horas. De esta forma la productividad es igual a 112,5 tallos/hora
Forma 5 Aumenta Aumentan en
<%
La producción aumenta de 100 000 tallos a 115000, equivales a un incremento del 15% de la producción. Las horas también aumentan, de 1000 a 1050 horas, lo que representa un incremento del 5%. La productividad es igual a 109,52 tallos/hora
Tabla 6.35. Formas de Incrementar la productividad. Elaborado por Nataly Molina.
Acción preventiva en la sección de control de calidad.
En todas las actividades de procesos de flores es importante la calidad del producto,
del servicio y del precio, cuando hay mala calidad en cualquier área de la
organización hay errores y equivocaciones de todo tipo por ejemplo los más
comunes:
Reproceso de flor nacional
Mala manipulación
Tiempos muertos por espera
Control de calidad excesivo o deficiente para evitar que el producto salga al
mercado con mala calidad o en mal estado.
Presión al trabajador.
Costos de crédito por devoluciones o reclamos
Pérdida de clientes por estar insatisfechos.
Conflictos con las personas al interior de la empresa. Etc.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 181 UTN – FICA – CINDU
Lo común de los anteriores aspectos es que generan más costos, menos ingresos por
clientes insatisfechos y por ende no se puede competir ni en costo, calidad o tiempo
de entrega. Por eso sería justificable, que para el control de calidad en el punto de
corte de tallos existan dos personas capacitadas correctamente y con las herramientas
necesarias para controlar el producto con eficacia y en lo posible asegurar su
permanencia. Para cubrir este puesto sin realizar una contratación extra se puede
colocar las personas que en boncheo y clasificación se demostró están extras. Por
ejemplo35
(Los datos son aleatorios): Durante una semana de cosecha se obtuvieron
160000 tallos pero solo 142000 tallos estuvieron libres de defectos.
La eficacia fue del 88,75 % es decir el % de cumplimiento de la meta con tallos de
buena calidad, por lo que indica que no se cumplió la eficacia de calidad. Otro ejemplo de controlar es el indicador de la eficacia podemos observar en: La
elaboración de ramos supongamos que durante un día de trabajo se elaboraron 350
ramos de los cuales 250 ramos son de buena calidad.
Es decir que el 71,14 % de los ramos elaborados son de buena calidad.
35 Ejemplo analizado y demostrado en equipo de tesis.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 182 UTN – FICA – CINDU
De igual se presenta un formato donde se identificaran los ramos elaborados con
defectos ya indicados en el mismo el cual ayudará a controlar las variantes anteriores.
6.4.1. Propuesta de cambio de entorno laboral (Mayor luminosidad
Gráfica 6.19. El antes y después de la implantación de mejora en la infraestructura de Post-Cosecha.
Elaborado por Nataly Molina.
La luz es un factor muy importante para realizar trabajos minuciosos donde se debe
analizar y controlar características de mayor precisión. Por eso se recomendó el
cambio de las laminas de zinc normales por las transparentes para aprovechar la luz
natural y facilitar el trabajo a las personas de clasificación y boncheo, como podemos
ver en la grafica 6.19 el antes y después de l implantación.
123456789
10
123456789
10
123456789
10
123456789
10
123456789
10
Botones
Maltratados
CONTROL DE CALIDAD EN EL BONCHEO
enfermedades
#
Mesa
Bonches
Inconformes/
Mesa
Inconformidades
Embonchado EtiquetadoDesigualdad
BotonesCalidad Tallos

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 183 UTN – FICA – CINDU
El siguiente paso en la mejora de la infraestructura es la ampliación pues el actual
espacio no satisface la necesidad de capacidad de acuerdo a la producción que
actualmente tiene la empresa.
6.4.2. Mapeo de procesos adecuados.
6.4.2.1. Diagramas de flujo los procesos- Eliminación de actividades
Innecesarias.
Después de analizar el levantamiento de actividades tal como se realizan , ver
gráficas 5.3-5.4-5.5-5.6-5.7., se presento una lluvia de ideas para mejorar el proceso
general dando como resultado propuestas de aplicación inediata y propuestas de
aplicación futura como ya lo hemos identificado a partir del punto 6.4. Por eso ahora
mediante la coloración amarilla de las actividades de los diagramas de las gráficas
6.20-6.21-6.22-6.23-6.24 se da a conocer que dichas acciones han sido eliminadas,
dando como resultado optimización de tiempo, esfuerzo y movimientos innecesarios.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 184 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CPREF-
RECEP-2
PROCESO: CUARTO PRE-FRÍO FECHA
Proceso de Recepción, Pulverización y Surtimiento de Mallas (Cuarto Pre-Frío).
Inicio
¿Punto de corte y/o enmallado correcto?
No
Si
Diario
SPF y/o APF
1.Retirar hoja de pedidos,
productos químicos de Bodega, preparar compuestos de
pulverización y llenar tinas con agua.
Diario
Cochero
2.Entregar coche con mallas de
flor a SPF
Diario
SPF
4. Anotar el número de mallas
por variedad y por bloque en el registro de recepción.
Diario
SPF
3.Descargar las mallas del coche
y colocar en las tinas de recepción
Diario
SPF
6.Prender el motor del
pulverizador, tomar la pistola y pulverizar los botones de rosas
de las mallas de acuerdo a la necesidad.
Diario
SPF
5.Informar de la inconformidad a
SC del área correspondiente.(Vía Radio Motorola)
Recolección y Transporte de
Mallas
Registro Recepción (mallas /variedad/
Bloque
Las mallas se encuentran distribuidas por colores de acuerdo al área:
Post-CosechaJP/AJP
Ventas/Post-Cosecha.
Pedidos
Orden de Salida
A

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 185 UTN – FICA – CINDU
¿Terminó de pulverizar?
Si
¿Terminó la recepción de flor?
Si
Registro de Recepción.
No
NO
Diario
SPF y/o APF
9.Continuar el proceso desde la
actividad 2.
Diario
SPF y/o APF
11.Botar agua, lavar y llenar de
agua limpia las tinas.
Diario
SPF y/o APF
10.Entregar registro de Recepción
a JP
Diario
APF
7.Tomas las tinas móviles con las mallas pulverizadas y llevar a
las tinas de surtido de acuerdo a la variedad.
Diario
SPF ó APF
8. Sacar los coches vacíos del
cuarto.
Otro SubProceso
Fin
Espera de terminar de pulverizar
Clasificación y Boncheo
A
Gráfica 6.20. Flujo del Proceso de Recepción, Pulverización y Surtimiento de Mallas

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 186 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-SAL-
CLASBON -2
PROCESO: SALA FECHA
Proceso de Sacar Mallas, Clasificación y Boncheo (Cuarto Sala).
Diario
AJP
1. Entregar hoja de pedidos a cumplir(SP,SPF,Patinador y
SFE)Pedidos a cumplir
Ventas (Confirmación
de Pedidos)
Inicio
Diario
Clasificador y/o Bonchador
2.Preparar material de
boncheo(sacar de bodega), traer mallas de cultivo ó iniciar el proceso clasificación si hay
mallas.
Diario
Patinador
3. Seleccionar las variedades de
las tinas de surtidos de acuerdo a la hoja de pedidos
Diario
Patinador
4.Llevar las mallas seleccionadas a los puntos de clasificación.
Diario
Patinador o Limpiador
8. Retirar las mallas vacías de cada punto de clasificación
según el avance de las clasificadoras.
Diario
Patinador
5.Anotar en la pizarra el número de mallas por variedad en cada
punto de clasificación
Diario
Clasificadora/a
6.Tomar malla de tina y colocar
la flor en la caja de clasificación
Diario
Clasificador/a
7.Colocar mallas vacías en el
punto de almacenamiento de las mismas.
Pedidos a cumplir
De acuerdo al sistema de surtimiento a los diferentes puntos de clasificación.
Esta información es necesaria para la distribución de las variedades en cada punto de clasificación.
B

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 187 UTN – FICA – CINDU
Diario
Bonchador/a
13.Seleccionar el cartón según el
pedido, colocar las flores igualándolas con separadores y asegurar el cartón dándole la
forma deseada.
Diario
Patinador/Clasific./Bonch.
15.Continuar el proceso en la
actividad 3 ¿Terminó el proceso?
Diario
Patinador/Clasific./Bonch.
16.Realizar la limpieza necesaria y
ubicar todo en orden.
Diario
Bonchador/a
14.Etiquetar y colocar el bonche en la banda transportadora.
Diario
Bonchador/a
12.Seleccionar el árbol que se
encuentre lleno y comienzar a armar los bonches de acuerdo
a los pedidos.
Diario
Clasificador/a
9.Seleccionar, clasificar los tallos y colocarlos en las áreas de los
árboles designada para cada característica o atributo.
Diario
Bonchador/a
10. Almacenar en su puesto de
trabajo los diferentes materiales.
Diario
Bonchador/a
11.Tomar el árbol de rosas ó
coger unos determinados tallos y los colocarlos en los
sujetadores de las mesas, para comenzar a armar los bonches.
Fin
Si
De acuerdo al punto de corte, al largor del tallo, diferentes enfermedades y maltrato
Los supervisores informan a bonchadoras/es, éstos se dirigen a la oficina post-cosecha para solicitar los diferentes pedidos de acuerdo a la variedades para armar los bonches.
Se dirige al punto de almacenamiento general y selecciona el material que necesita para un determinado tiempo de trabajo según pedidos a cumplir.
Control de Calidad
No
En esta actividad también la EFN se ocupa de recolectar la flor nacional y registra el número de tallos.
Registro de Flor Nacional
B
Gráfica 6.21. Flujo del Proceso de Sacar Mallas, Clasificación y Boncheo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 188 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-SAL-
CONTCAL -2
PROCESO: SALA FECHA
Proceso de Sacar Control de Calidad (Cuarto Sala).
Diario
ECCB
1. Realizar el Control de Calidad y
Fito-SanidadClasificación y Boncheo
Inicio
Diario
ECCB
3.Cortar los tallos de acuerdo a
la medida de la etiqueta
Diario
ECCB
2.Devolver el bonche a la mesa
responsable y detallar la inconformidad.
Diario
ELB
4.Colocar la etiqueta del nombre de la variedad y sujeta con la
liga los tallos.
Diario
EPCB
6. Colocar el capuchón según el
pedido al bonche.
Diario
ELB
5.Realizar el deshoje final de los
tallos de bonches.
En este lugar se identifica la calidad del embonchado, el etiquetado, y la igualdad de los puntos de la flor.
¿Bonche cumple con
características de calidad?
Si
No Boncheo
C

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 189 UTN – FICA – CINDU
¿Terminaron de realizar Bonches?
Diario
Todos los Encargados.
10.Realizar la limpieza necesaria y
ubicar todo en orden.
Si
Diario
EDB y AUB
8.Colocar el bonche en las tinas
de almacenamiento según pedido y variedades, fuera del
cuarto frío.
Diario
EDB
7.Ingresa al sistema el bonche
según sus características, imprimir la etiqueta y colocarla
en el bonche.
Fin
Diario
Todos los encargados.
9.Continuar el proceso en la
actividad 1.
Ingreso y Ubicación de
Bonches
No
Bonches
Sistema Empresa
C
Gráfica 6.22. Flujo Proceso de Control de Calidad.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 190 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CUARF-
INGBON -2
PROCESO: CUARTO FRÍO FECHA
Proceso de Ingreso y Ubicación de Bonches (Cuarto Frío).
-En el cuarto frío las tinas deben clasificarse en tinas con bonches americanos, tinas con bonches europeo, etc.
Diario
SFE y AFE
1. Retirar hoja de pedidos JP,
productos e insumos de bodega, preparar espacio y
material para almacenar y dar de baja la flor.
Orden de SalidaPost-CosechaJP/AJP
Inicio
Diario
SFE
2.Anotar las tinas y el número de
bonches que se encuentran ubicadas fuera del cuarto frío.
Ventas(Post-Cosecha)
Hoja de pedido de variedades
Diario
AFE y SFE
3.Tomar las tinas con bonches que ya fueron registradas y arrastrar para el ingreso al
cuarto frío.
Diario
SFE
4.Ingresar y registrar lo bonches en el sistema de acuerdo a las
ventas.
Diario
AFE y SFE
6. Arrastrar las tinas de pedido a
sitio de empaque.
Diario
AFE y SFE
5.Ubicar tinas de bonches de
acuerdo a los clientes.
Registro de Bonches Ingreso Frío.
Empaque
¿Terminaron Ingreso?
Diario
Todos los Encargados.
8.Realizar la limpieza necesaria y
ubicar todo en orden.
Si
Fin
Diario
Todos los Encargados.
7.Continuar el proceso en la
actividad 2.No
Registro de salida de bonches(Ventas)
Control de Calidad
Gráfica 6.23. Flujo Proceso de Ingreso y Ubicación de Bonches.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 191 UTN – FICA – CINDU
EMPRESA FLORÍCOLA FLORELOY S.A
SUB-SISTEMA POST-COSECHA CÓDIGO: PRO-POST-CUARF-
EMP -2
PROCESO: CUARTO FRÍO FECHA
Proceso de Empaque (Cuarto Frío).
El cartón se retira de bodega y se arma en un lugar específico en la sala de post-cosecha.
Diario
AFE
2.Armar cartón de empaque de
acuerdo a los pedidos.
Ingreso y Ubicación de
Bonches.
Diario
AFE
3.Llevar cartón armado al cuarto
frío (Lugar de empaque)
Diario
AFE
4.Tomar bonches de las tinas
que ya se ordenó empaque y ubicarlas en el cartón armado
de empaque.
Diario
AFE
6. Ajustar el empaque lo
necesario.
Diario
AFE
5.Empacar los bonches en el cartón de empaque con un
número adecuado de bonches, lo más uniformemente posible
y con el material necesario.
Diario
SFE y AFE
1. Retirar hoja de pedidos JP,
productos e insumos de bodega.
Orden de SalidaPost-CosechaJP/AJP
Inicio
Ventas(Post-Cosecha)
Hoja de pedido de variedades
El trabajo lo realizan generalmente 2 personas.
D
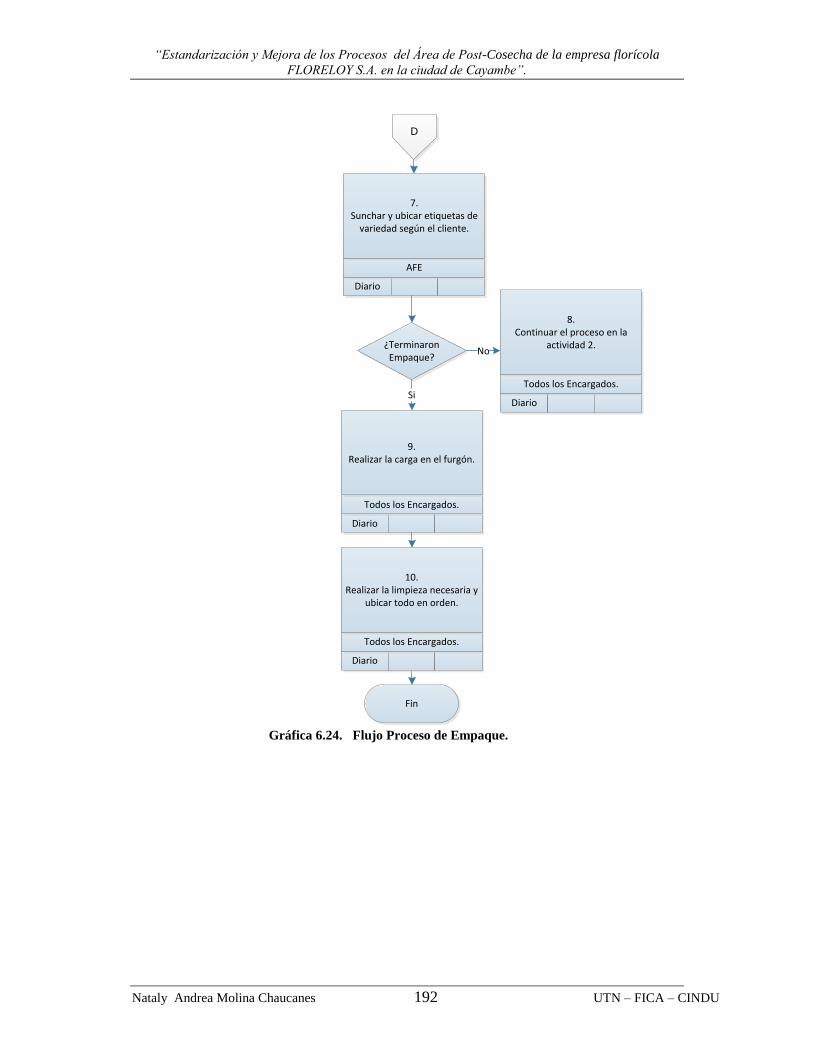
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 192 UTN – FICA – CINDU
Diario
AFE
7.Sunchar y ubicar etiquetas de
variedad según el cliente.
¿Terminaron Empaque?
Diario
Todos los Encargados.
9.Realizar la carga en el furgón.
Si
Fin
Diario
Todos los Encargados.
8.Continuar el proceso en la
actividad 2.No
Diario
Todos los Encargados.
10.Realizar la limpieza necesaria y
ubicar todo en orden.
D
Gráfica 6.24. Flujo Proceso de Empaque.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 193 UTN – FICA – CINDU
6.4.2.2. Diagrama de flujo del proceso Recomendado.
Gráfica 6.25. Diagrama de Flujo del Proceso General Propuesto en Post-Cosecha.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 194 UTN – FICA – CINDU
Resumen de las actividades del diagrama de flujo propuesto
Propuesta de Eliminación de actividades Innecesarias en Pre-Frío.
De acuerdo a lo observado en el área de pre frio, ver gráfico 6.26. En la sección de
recepción, las tinas son inmóviles (recepción) y por ende deben realizar las
actividades de:
1. Poner las mallas desde los coches hasta las tinas inmóviles.
2. Contar, Registrar y dar pulverización a las mallas.
3. Colocar las mallas pulverizadas en las tinas móviles para trasladar de acuerdo
a la variedad a las tinas de hidratación.
Gráfica 6.26. Fotografías de identificación de las actividades en la recepción de pre-frío: Post-
Cosecha. Elaborado por Nataly Molina.
Hago relevancia a la acción de “colocar las mallas pulverizadas en las tinas móviles”
podemos eliminar esta acción si se cambia las tinas inmóviles con las de fácil
movimiento para realizar un intercambio y realizar directo la distribución de mallas a
las tinas de hidratación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 195 UTN – FICA – CINDU
Cálculo de Ahorro de la acción innecesaria en Pre-Frío: “Colocar las mallas
pulverizadas en las tinas móviles”.
# Mallas
promedio (Equivalente al llenado de una
tina móvil)
Tempo empleado en coger la malla de la tina de recepción y colocarla
en la tina móvil.
s min
16 25,12 0,41867
Tabla 6.36. Tiempo Empleado en la actividad a eliminar.
En la tabla 6.36. Se detalla el promedio obtenido por las diferentes muestras, es decir
que la persona a cargo de llenar una tina móvil con mallas, empleará un tiempo
promedio de 25,12 segundos o 0,42 minutos.
Tallos Mallas # viajes Tinas
Móviles
Tempo empleado en coger la malla de la tina de recepción y colocarla
en la tina móvil.
s min
30000 1363,636 85,2273 2140,91 35,681818
Tabla 6.37. Tiempo Empleado en la actividad a eliminar durante una jornada de trabajo y una
determinada producción.
En la tabla 6.37 se realiza una simulación de producción bruta que ingresa al pre frio
donde podemos aprecias el tiempo empleado para la acción de coger las mallas de las
tinas de recepción y colocarlas en las tinas móviles, donde se observa que el tiempo
empleado en toda la jornada para la acción antes mencionada será de 2140,91
segundos es decir 35,68 minutos.
Horas empleadas USD($)
Día Semana Mes Año Día Semana Mes Año
0,595 3,56818 15,46 185,5 1,002 6,0110305 26,05 312,6
Tabla 6.38. Análisis del costo del Tiempo Empleado en la actividad a eliminar.
En la tabla 6.38 se detalla el tiempo empleado en la acción estudiada en un día de
trabajo, en la semana, mes y año con su respectivo valor monetario (inversión). Con
la inversión correcta de tinas móviles para eliminar la acción de “coger las mallas
pulverizadas de las tinas de recepción y colocarlas en las tinas móviles” se optimizara
35 minutos al día, la fatiga del trabajador y una acción de manipulación que reducirá
un porcentaje de maltrato de tallos por mucha manipulación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 196 UTN – FICA – CINDU
6.4.2.3. Diagrama de recorrido Recomendado.
Incremento de banda transportadora.
Se observó que al final del proceso de clasificación, boncheo, control de calidad
etiquetado, puesta de ligas, capuchones y digitación, existe una sección de
almacenamiento previo al ingreso de los ramos al cuarto frio, en esta área la persona
encargada de digitar prepara las tinas en cada espacio identificado por pedido a
cumplir (clientes y lugar destino), y su respectiva medida de líquidos de hidratación.
La mejora propuesta es la siguiente: que la acción de colocar los ramos en las tinas de
almacenamiento previo al ingreso al cuarto frio, se la realiza directamente en el
cuarto frio donde por medio de una banda trasportadora, la digitadora direccione los
bonches al cuarto frio. La banda estaría desde el lugar de digitación hasta la ventada
del cuarto frio donde la recepción se encargarían las personas encardadas de esta área.
(Ver Gráfica 6.27 y Anexo N° 8).
Las acciones innecesarias a eliminar: optimizar tiempo y fatiga:
Digitadora: Colocar los ramos terminados en las tinas de almacenamiento
previo del ingreso al cuarto frio.
Digitación constante (Sin interrupción por movilización a dejar ramos en
tinas) eliminando parte de cuello de botella en el área de calidad.
Empaque (Cuarto Frío): ingresar las tinas con ramos de sala al cuarto frio.
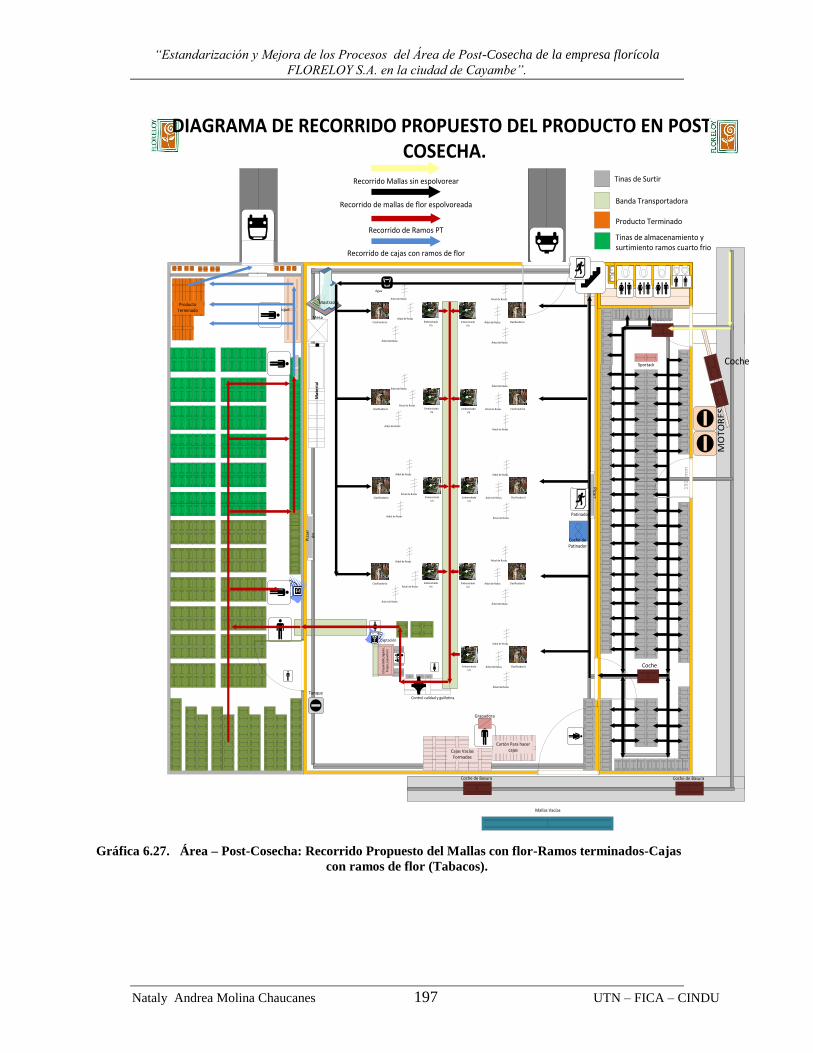
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 197 UTN – FICA – CINDU
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
DIAGRAMA DE RECORRIDO PROPUESTO DEL PRODUCTO EN POST-COSECHA.
MO
TO
RE
S
MostradorP
iza
rró
n
Piza
rró
n
Ma
teri
al
Agua
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Tanque
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Coche
Digitación
Control calidad y guillotina
Eti
qu
eta
do
,lig
ad
o,
ho
jas,
cap
uch
on
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/aEmbonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Clasificador/a
Tinas de almacenamiento y surtimiento ramos cuarto frio
Recorrido de Ramos PT
Recorrido de mallas de flor espolvoreada
Recorrido de cajas con ramos de flor
Recorrido Mallas sin espolvorear
Coche de Basura
Coche
19
26
mm
Gráfica 6.27. Área – Post-Cosecha: Recorrido Propuesto del Mallas con flor-Ramos terminados-Cajas
con ramos de flor (Tabacos).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 198 UTN – FICA – CINDU
Área rediseñada
Tinas de Surtir
MO
TORE
SPizarrón
Patinador
Sportack
Coche
Coche
Recorrido de mallas de flor espolvoreadas
Recorrido Mallas sin espolvorear
Coche de Basura
Coche
Coche de Patinador
Flor
Nacional
Coche
Coche de Patinador
Recorrido de los coches con mallas pulverizadas
DIAGRAMA DE RECORRIDO PROPUESTO DE LOS COCHES EN PRE-FRÍO.
Coche vacío
Gráfica 6.28. Área – Post-Cosecha: Recorrido interno propuesto en el pre frío del coche con mallas
pulverizadas.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 199 UTN – FICA – CINDU
Recorrido de coches de mallas en pre-frío
En el proceso actual los coches ingresan al pre frio con mallas de flor de diferentes
variedades, donde se realiza la actividad de bajar las mallas en las tinas de recepción,
una vez terminado de bajar en su totalidad las mallas, deben retroceder los coches que
están a la espera de ingresar, para poder retirar el coche vacío he ingresar otro coche
con flor. Esta acción implica tiempo en:
Regresar los coches llenos de flor que están a la espera, provocando maltrato
de flor al momento que se golpean los coches.
Cambio de rieles e ingreso de un nuevo coche.
La recomendación es utilizar lo existente en el área, de acuerdo al diseño de los rieles
que existen hasta el final del pre frio y con una modificación en la estructura como
por ejemplo abriendo una puesta o modificando el riel conectándolos con las puestas
existentes o abriendo otra puerta (ver Gráfica 6.28) para poder salir a la parte de
almacenamiento de mallas vacías, se puede eliminar la acción incomoda antes
mencionada, las personas encargadas de los coches, llevaría al mismo tiempo las
mallas vacías hacia cultivo.
Al poner en acción esta restructuración, también se puede eliminar mas acciones del
proceso de recepción de la flor en pre-frío como son:
- Coger las mallas de los coches y bajarlas a las tinas de recepción.
- Coger las mallas pulverizadas y colocarlas en las tinas móviles para llevarlas a las
tinas de hidratación.
En vez de estas acciones lo que se realiza es:
- Ingresan los coches al pre-frío.
- Se toma los datos respectivos, se pulveriza las mallas en el coche.
- Se dirige el coche con las mallas pulverizadas por el camino entre las tinas de
hidratación dejando las mallas en cada punto respectivo según la variedad. (ver
Gráfica 6.17).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 200 UTN – FICA – CINDU
6.4.3. Análisis de la productividad en Post-Cosecha. (Datos obtenidos de la
encuesta realizada al personal del área).
La productividad de un empresa es el alma de la misma, es decir mientas calidad es
ver a la empresa hacia a fura, la productividad es ver hacia a dentro y analizar el
funcionamiento de su actual sistema. Veamos un ejemplo que lo explicara de mejor
manera (Los datos son relevantes).
Post-cosecha en una semana procesa 180000 tallos, empleando 45 personas que
trabajan cada uno 40 horas.
Y ahora supongamos que la producción se incrementó a 280000 tallos trabajando 20
horas extras por trabajados es decir 60 horas por trabajador.
Es claro que la producción se incrementó en un 50% pero la productividad no
aumento, esto es importante sobre todo cuando no se tiene conciencia sobre la
productividad y su importancia.
Esto ocurre con frecuencia en la temporada de san Valentín o temporadas que para la
empresa son épocas clave de incremento de producción. Es decir que para cumplir
una demanda que esta fuera de la normar se recurre a la contratación de personal, mas
horas extras o enviar personal de apoyo de las otras áreas para cumplir con la
demanda y la calidad exigida y se conforman con el incremento de la producción y el
pensar de la empresa es que el incremento de los precios justifican los gastos extras
pero en realidad no hemos logrado un productividad de rendimiento operativo mayor.
El cumplir con la calidad y cantidades a entregar establecidas es algo que las
empresas siempre deben hacer, lo que no pueden olvidar es que cualquier utilización
desmesurada de los recursos conlleva a ser improductivos y poco competitivos en el
sector.
Ventajas de medir la productividad (indicador principal de cada área y de la
empresa)
Llegar a simplificar la planeación de recursos de la empresa (programación de
actividades, presupuesto de producción y de costos).
Conocer el nivel real de productividad y poder compararse con sus
competidores par tener una ventaja competitiva.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 201 UTN – FICA – CINDU
Fortalece la cultura de la medición de la productividad en cada área de la
empresa fortaleciendo así el mejoramiento continuo de todos los recursos
usados para la empresa.
Llegando a modificar las metas de nivel de productividad y determinado
estrategias para llegar al mejoramiento de la misma.
La medición crea una acción competitiva.
Posibles Causas que evitan el mejoramiento de la productividad. (Datos encuesta
Ver Anexo N° 10)
Falta de motivación, confianza e iniciativa.
Las personas creen que al ser más productivos les asignaran más trabajos.
Sistemas de administración del personal débiles ( inestabilidad emocional,
desconfianza)
Métodos de trabajo no estudiados (dejar que los trabajadores realicen sus
actividades como mejor les parezca, falta de estandarización).
Falta de capacitación en temas de productividad, mejoramiento continúo e
involucración en el plan estratégico de la empresa. Etc.
en el plan estratégico de la empresa. Etc.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 202 UTN – FICA – CINDU
6.5. Cuadro Resumen
ÁREA SUB-
ÁREAS PLAN O ACPM DETALLE
META ACTUAL MEJORADO-OPTIMIZADO-
REPROCESO EFICACIA EFICIENCIA EFECTIVIDAD
Valor Unidad Valor Unidad Valor Unidad % % %
PO
ST-C
OSE
CH
A
Cu
arto
Pre
-Frí
o
Mejora en la Recepción de las mallas que vienen
desde cultivo.
Determinado por la optimización de tiempo empleado en acciones
innecesaria (coger colocar las mallas pulverizadas en las
tinas móviles.)
--------- --------- --------- --------- 186 Horas/Año ----------- ----------- -----------
Acción correctiva de infraestructura rediseño
de las ruta del coche vacío
Determinado por los tallos maltratados por contacto en
cada viaje del coche .
Acción correctiva en los procesos con trabajo
repetitivo
Determinado por el número de trabajadores propensas a
adquirir enfermedades profesionales
2 personas/
mes 5
personas/mes
3 personas/mes 67% ----------- -----------
Sala
Acción Correctiva en boncheo
Tiempo optimizado por eliminación de actividades
innecesarias 18
min/persona en una jornada de
trabajo
Determinado por el numero de tallos por hora que
emboncha 729
Tallos/Hora
383 Tallos/Hora 579 Tallos/hora 53% 79% 66%
Acción Correctiva de Infraestructura
Mediante el aprovechamiento de la luz natural.
Prevención de enfermedades profesionales
Acción correctiva en el proceso de control de
calidad
De acuerdo a los ramos por día que se realiza respecto a la
calidad obtenida 350 ramos/día 250 ramos/día 100 ramos/día 71% ----------- -----------
De acuerdo al tiempo empleado en colocar los
ramos a hidratación ambiente 3
Horas/Jornada trabj.
Cu
arto
Frí
o
Acción Correctiva en transporte de de ramos
de sala a cuarto frío
Determinado por el tiempo empleado en la acción de
transportar los ramos de sala a cuarto frío.
2 Horas/Jornada
trabj.
ACPM = Acción Correctiva-Preventiva de Mejora
203
CAPÍTULO VII
DISEÑO DE UNA PROPUESTA DE PLAN DE
SEGUIMIENTO DE LA MEJORA CONTINUA DE LOS
PROCESOS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 204 UTN – FICA – CINDU
CAPÍTULO VII
7. DISEÑO DE UNA PROPUESTA DE PLAN DE SEGUIMIENTO PARA LA
MEJORA CONTINUA DE LOS PROCESOS.
7.1. Diseño de la Estructura Organizacional y Distribución en Planta
7.1.1. Organigrama.
El organigrama es la visualización básica de la jerarquía de las personas guías y
ayuda en gran parte a comprender el entorno del lugar en relación a puestos y áreas
en las que se desempeñan con un papel especifico. Por lo tanto influye mucho su
actualización cada cierto periodo y brindar como información a visitas y personal
nuevo mediante una cartelera a vista de todos. Es importante la socialización de la
planeación estratégica de la empresa, mediante charlas o publicaciones,
principalmente del organigrama, las políticas, la misión y visión de la organización.
7.1.2. Descripción de Puestos.
Principalmente se debe documentar y publicar la descripción de los puestos
definiendo los diagramas funcionales que se los identifica a partir de los diagramas
de flujo de los proceso en post-cosecha como son: recepción, distribución,
clasificación, boncheo, control calidad, control cuarto frio, empaque, envío. etc.
De esta manera se facilita la inducción al personal que se va a integrar y se crea la
cultura de seguir las normas y procesos establecidos en el personal, (Ver capítulo V-
Diagramas de Flujo).
7.1.3. Descripción de Responsabilidades de Cada Área.
La estandarización de procesos ayuda a identificar las responsabilidades de cada área,
proceso y personal. Con sus respectivas actividades y jerarquías a respetar. (Ver
capítulo V).
La descripción de responsabilidades debe ser actualizada cada cierto periodo para
facilitar el control y búsqueda de sugerencias de mejora.
7.2. Capacitación del Personal.
Este método se utilizará para proporcionar a los empleados nuevos y actuales las
habilidades que se requieren para desempeñar su trabajo. Por consiguiente, capacitar
podría significar enseñar a un clasificador a clasificar identificando los puntos claves,
a un embonchador a realizar un ramo perfecto, a un nuevo vendedor a vender el
producto de la empresa o a un nuevo supervisor a entrevistar y evaluar a los
empleados.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 205 UTN – FICA – CINDU
Pasos para el proceso de capacitación:
1. Análisis de las necesidades:
El propósito del análisis de la necesidad es identificar las habilidades específicas que
se necesitan para desarrollar el trabajo, analizar las habilidades y las necesidades de
los futuros practicantes y desarrollar objetivos específicos y mensurables de los
conocimientos y el desempeño. Se realizará en esta escala:
Identificar las habilidades específicas para el desempeño del trabajo que se
necesitan para mejorar el desempeño y la productividad.
Analizar al público para asegurarse de que el programa es adecuado para su
grado específico de estudios, su experiencia y habilidades, así como sus
actitudes y motivaciones personales. Usar investigaciones para desarrollar
objetivos mensurables de los conocimientos y el desempeño.
2. Diseño de la instrucción:
En este paso se arma y produce el contenido del programa de capacitación como
cuadernos de trabajo, ejercicios, actividades etc.
Recabar ejemplos de objetivos, métodos, medios, descripción y secuencia del
contenido para la enseñanza. Organizarlos en un plan de estudios con la teoría
de aprendizaje para adultos y que sirva de guía para desarrollar el programa.
Asegurarse de que los materiales, por ejemplo, guiones de video, guías de
líderes y cuadernos de trabajo de los participantes, se complementan, están
redactadas con claridad y sirven para una capacitación unificada, adaptados en
forma directa a los objetivos del aprendizaje que se hayan definido.
3. Aplicación:
En su caso, reforzar el éxito mediante un taller de capacitación al instructor, que se
concentre en presentar conocimientos habilidades adicionales al contenido de la
capacitación.
4. Evaluación y seguimiento:
Debe venir una evaluación y el seguimiento para determinar el éxito o fracaso del
programa. Evaluar el éxito del programa de acuerdo a:
Reacción: Documentar la reacciones inmediatas de los educandos ante la
capacitación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 206 UTN – FICA – CINDU
Aprendizaje: Usar recursos para la retroalimentación así como pruebas previas y
posteriores para medir lo que han aprendido los aspirantes de hecho.
Comportamiento: Anotar las reacciones que tienen los supervisores ante el
desempeño de las personas en entrenamiento una vez terminada la capacitación. Esta
es una manera de medir el grado en el cual los aspirantes aplican las habilidades y los
conocimientos nuevos de su trabajo.
Resultados: Determinar el grado de mejora en el desempeño laboral y evaluar el
mantenimiento necesario.
7.2.1. Inducción del nuevo personal.
Después de haber reclutado y seleccionado a los empleados, el siguiente paso será su
orientación y capacitación, lo cual implica proporcionarles la información y las
habilidades que necesitan para desempeñar su trabajo en forma debida.
El propósito de la inducción será orientada a que el empleado nuevo conozca las
actitudes, normas, valores y patrones de conducta que prevalecen y son esperados por
la organización y sus departamentos.
Los principales temas que se deben tratar son los que se citan a continuación:
Entregar un manual o materiales impresos que tratan de asuntos como el horario
de trabajo, las revisiones de desempeño, cómo aparece uno en la nómina y las
vacaciones, así como un recorrido por las instalaciones.
Prestaciones de los empleados, las políticas del personal, la rutina diaria de los
empleados, la organización y el funcionamiento de la compañía y las medidas y
reglamentos de seguridad.
La primera parte de la inducción debe estar a cargo del especialista en personal, quien
explica cuestiones como horarios de trabajo y vacaciones. A continuación, el
empleado nuevo y su supervisor son presentados. El supervisor sigue con la
inducción, explicando la naturaleza exacta del trabajo, presentando a la persona con
sus nuevos compañeros, familiarizando al empleado nuevo con el centro de trabajo y
tratando de ayudar a la persona nueva a calmar su nerviosismo del primer día.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 207 UTN – FICA – CINDU
7.2.2. Actualización del personal contratado (periódica)
Los principales objetivos de la capacitación y desarrollo humano son:
Preparar a los colaboradores para la ejecución de las diversas tareas y
responsabilidades de la organización.
Proporcionar oportunidades para el continuo desarrollo personal, no sólo en
sus cargos actuales sino también para otras funciones para las cuales el
colaborador puede ser considerado.
Cambiar la actitud de los colaboradores, con varias finalidades, entre las
cuales están crear un clima más propicio y armoniosos entre los
colaboradores, aumentar su motivación y hacerlos más receptivos a las
técnicas de supervisión y gerencia.
El contenido de la capacitación puede involucrar cuatro tipos de cambios de
comportamiento de los colaboradores.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 208 UTN – FICA – CINDU
1. Transmisión de informaciones: el elemento esencial en muchos programas
de capacitación es el contenido: distribuir informaciones entre los capacitados
como un cuerpo de conocimientos. A menudo, las informaciones son
genéricas, referentes al trabajo: informaciones acerca de la empresa, sus
productos, sus servicios, su organización, su política, sus reglamentos, etc.
puede comprender también la transmisión de nuevos conocimientos.
2. Desarrollo de habilidades: sobre todo aquellas destrezas y conocimientos
directamente relacionados con el desempeño del cargo actual o de posibles
ocupaciones futuras: se trata de una capacitación a menudo orientado de
manera directa a las tareas y operaciones que van a ejecutarse.
3. Desarrollo o modificación de actitudes: por lo general se refiere al cambio
de actitudes negativas por actitudes más favorables entre los colaboradores,
aumento de la motivación, desarrollo de la sensibilidad del personal de
gerencia y de supervisión, en cuanto a los sentimientos y relaciones de las
demás personas. También puede involucrar e implicar la adquisición de
nuevos hábitos y actitudes, ante todo, relacionados con los clientes o usuarios.
4. Desarrollo de conceptos: la capacitación puede estar conducida a elevar el
nivel de abstracción y conceptualización de ideas y de filosofías, ya sea para
facilitar la aplicación de conceptos en la práctica administrativa o para elevar
el nivel de generalización, capacitando gerentes que puedan pensar en
términos globales y amplios.
El plan de capacitación podrá usar otras modalidades que se incorporen según las
necesidades de la empresa:
Capacitación en el puesto de trabajo
Cursos internos
Seminarios y talleres
Cursos de actualización
Capacitación en el puesto de trabajo.
Se desarrollara en el propio puesto de trabajo y mientras el interesado ejecuta sus
tareas. La ejecutará el jefe inmediato, la instrucción se hará individual o en grupos.
Cursos internos.
Consistirían en eventos de capacitación sobre técnicas y/o temas académicos,
científicos, tecnología, u otro tema de interés empresarial, los mismos que se
organizarán en el departamento de recursos humanos. Entiéndase que para
denominarlos como tal debe tener como mínimo 40 horas de duración.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 209 UTN – FICA – CINDU
Seminarios - Talleres
Son eventos de corta duración, alrededor de 14 horas en tres fechas y sobre temas
puntuales que sirvan para reforzar o difundir aspectos técnicos o administrativos, en
otros eventos generalmente puede ser dado por un gerente diestro en ese campo o por
otra persona contratada.
Cursos de Actualización.
Los cursos de actualización generalmente se programan con instituciones
comprometidas con la actualización, y desarrollo permanente de conocimientos de los
colaboradores, estos eventos más recomendados son los seminarios y talleres en los
que se dictan técnicas nuevas para personal de nivel jerárquico de la empresa.
5.11. MEDIOS DE CAPACITACIÓN
Dentro de los más principales instrumentos de actualización para el personal tenemos.
1. Conferencia.
Permite llegar a una gran cantidad de personas y trasmitir un amplio contenido de
información o enseñanza. Se puede emplear como explicación preliminar antes de
demostraciones prácticas. Por ejemplo, es útil al impartir las medidas de seguridad,
organización de planta, etc.
2. Manuales de capacitación.
Manuales de capacitación u otros impresos, diagramas que permiten la exposición
repetida, es útil aplicación de secuencias largas o procedimientos complicados que no
pueden retenerse en una sola presentación. Pueden combinarse con conferencias y
prácticas de tareas reales.
3. Vídeos
Puede sustituir a las conferencias o demostraciones formales, permite la máxima
utilización de instructores más capaces. En la cámara lenta son útiles para incidir en
demostraciones de realidad. Ayudan a la comprensión de ideas abstractas y en la
modificación de actitudes. La grabación y proyección en vídeos de los colaboradores
sujetos a capacitación, son un medio muy eficaz.
4. Simuladores
Dan al aprendiz la posibilidad de participación y práctica repetida mediante la
adquisición de habilidades necesarias en el trabajo real, se usan también sustitutos del
equipo real. Pueden aislar y combinar las diferentes partes críticas o peligrosas del
trabajo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 210 UTN – FICA – CINDU
5. Realización efectiva del trabajo.
El nuevo colaborador aprende mientras trabaja, bajo la guía de un instructor, es útil
en la transmisión de habilidades, de experiencia ensayo y error. Su limitación es que
no siempre el buen colaborador es buen instructor. Puede durar pocos días o meses.
En general, el período de aprendizaje brinda preparación para una gran variedad de
especialidades, cubriendo múltiples actividades.
7.3. Control de la mejora continua
7.3.1. Auditorías para la Calidad.
Es un examen sistemático e independiente para determinar si las actividades y
resultados relativos a la calidad cumplen con las disposiciones previamente
establecidas, y si estas disposiciones se han aplicado efectivamente y son adecuadas
para lograr los objetivos.
Es indispensable que la empresa este funcionando de manera normal, con todo el
personal en la ubicación, al momento de la auditoría, con la finalidad de que el
auditor complete de manera válida el registro. Si la empresa no está corriendo y/o no
hay personal de producción en la ubicación, la auditoría no podrá ser llevada a cabo.
Favor de asegurarse que el personal de auditoría tenga la posibilidad de recorrer la
empresa y sea dirigido de manera adecuada en las áreas de inspección.
7.3.2. Planificación de la Auditoría.
7.3.2.1. Programa Anual
El jefe del departamento de calidad elabora el programa anual de auditorías internas
de calidad que contempla auditar el sistema de la calidad por lo menos una vez al
año. Cuando sea necesario modifica la frecuencia de las auditorías considerando:
• Resultados de auditorías internas o externas anteriores y por división.
• Cuando existan fallas en la calidad del servicio.
7.3.2.2. Selección del Equipo Auditor.
El equipo que realiza la auditoría está conformado por un auditor líder seleccionado
por el jefe del departamento de calidad (quien puede ser rotado en cada auditoría) y
auditores internos quienes son calificados por el jefe del departamento de calidad si
cumplen con los siguientes lineamientos:
a. Tener bachillerato o carrera comercial terminada.
b. Aprobar el curso de formación de auditor interno de calidad.
c. Aprobar el curso de formación de auditor líder (Quien cumpla con ese
requisito podrá ser designado auditor líder).
d. Tener una antigüedad mínima de 12 meses laborando en la empresa.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 211 UTN – FICA – CINDU
Para asegurar la objetividad e imparcialidad de la auditoría los auditores internos
asignados no deben tener responsabilidad directa sobre el área a auditar y pueden
estar apoyados por auditores externos si lo considera conveniente el jefe del
departamento de calidad; en dicho caso los auditores externos deberán presentar copia
de su constancia de aprobación al curso de auditor interno de calidad o copia de
certificado de aprobación de auditor líder y documentos que validen su experiencia
como auditor. Al terminar la auditoría se evaluará el desempeño del auditor.
7.3.2.3. Definir Alcance de la Auditoría.
El alcance describe la extensión y los límites de la auditoría, tales como ubicación,
unidades de la organización, actividades y procesos que van a ser auditados, así como
el período de tiempo programado para su ejecución.
El alcance y los criterios de auditoría deben definirse entre el representante de la
empresa y el líder del equipo auditor y ponerse de acuerdo en los cambios que
pudieran presentarse.
La persona responsable de la auditoría de producción debe asegurarse que el auditor o
el equipo auditor tengan clara el área física a ser auditada. Un plano o diagrama de las
instalaciones es una buena herramienta para definir este punto.
La persona responsable de la auditoría de producción debe decidir cómo puede ser
organizada. Puede seguir alguna de las siguientes opciones, de acuerdo a:
Los procesos de producción. Por ejemplo: Corte, Pre-Frío-Sala (Clasificación,
Boncheo), Cuarto Frío etc.;
Las áreas de trabajo. Por ejemplo: recepción, producción, embalaje, despacho;
Las áreas de negocio. Por ejemplo: compras, producción, servicios, personal, etc.;
El tiempo disponible, de forma que se garantice poder auditar el proceso actual en
operación.
Es más efectivo organizar la auditoría siguiendo el flujo del proceso empezando
desde la recepción y almacenamiento de materias primas, continuando con los
procesos de producción, empaque, almacenamiento y despacho de productos.
7.3.2.4. Preparación de la Auditoría.
El auditor líder y el jefe del departamento de calidad desarrollan el plan de auditoría
con 10 días hábiles de anticipación a la fecha de ejecución de la misma.
El auditor líder distribuye a los departamentos y auditores involucrados el plan de
auditoría con 8 días hábiles de anticipación.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 212 UTN – FICA – CINDU
Documentos para la auditoría.
El equipo de auditores prepara los siguientes documentos para efectuar la auditoría de
acuerdo a los puntos que le fueron asignados:
a. Listas de verificación de los elementos que les corresponde auditar; y
b. Reportes de no conformidad.
El auditor Líder prepara los formatos para el registro de asistencia del personal a las
reuniones de apertura y cierre de las auditorías.
7.3.2.5. Actividades Para la Auditoría en Sitio.
Toda auditoría consta de las siguientes etapas:
Planificación, entendiendo por tal la elección del tipo de auditorías a realizar, la
plasmación documental de los procedimientos de realización de las mismas,
entendiendo que en el caso de la realización de una auditoría del producto, es
necesaria la programación de mediciones y ensayos a partir de los planos y normas de
ensayo, la elección del personal auditor que puede ser único, o distinto en función del
tipo de auditoría a realizar, y la fijación de su periodicidad (mensual, anual,...).
En ocasiones es conveniente asignar una única persona para planificar y dirigir la
realización de todas las auditorías, certificaciones, etc., es decir, nombrar un líder que
reúna las características idóneas en cuanto a formación y carácter, para la realización
de esta tarea. Realización de auditorías según procedimiento y plan definidos. Es
conveniente que el personal que va a ser auditado conozca con antelación tal hecho, y
lo mejor desde el punto de vista práctico es que la realización de auditorías sea
sistemática, y el propio director o responsable del área a auditar transmita a sus
subordinados afectados las fechas concretas en las que estas auditorías sistemáticas
van a realizarse para que presten su mayor colaboración. Posiblemente si se sigue este
sistema, al recibir los responsables esta comunicación, tratarán de inculcar en sus
subordinados la necesidad de que todo esté "en perfecto estado de revista" como se
decía antiguamente, lo que inicialmente podría alterar los resultados, pero si las
auditorías son periódicas, esto dejará de producirse, y sin embargo el que el
responsable comunique a sus subordinados las fechas de realización, así como la
recomendación de que presten su máxima colaboración, confiere a las auditorías un
papel destacado e importante dentro del sistema. Los documentos que recojan los
resultados de las auditorías, es decir, respuestas, comprobaciones, resultados de
medidas y ensayos, etc., han de estar consensuados entre auditor y auditado, de tal
forma que recojan la conformidad de ambos, evitándose discusiones inútiles.
Se trata de auditar la efectividad del sistema, tanto a través del propio sistema y su
grado de complementación, como a través de la calidad del producto obtenido, por lo
que es necesario, para poder establecer las acciones correctoras, determinar el grado
de complementación del sistema, y su relación con la calidad del producto final. Si el

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 213 UTN – FICA – CINDU
fin del establecimiento de un sistema de calidad es obtener un producto de calidad es
totalmente necesario comprobar su efectividad, sino se consigue este objetivo es
necesario cambiar el sistema, y discutir o perseguir a las personas que lo aplican.
Evaluación de los resultados de la auditoría. Toda auditoría ha de realizarse para
obtener una nota final que sirva, aunque solo sea comparativamente, para medir la
evolución, tanto de la implementación del sistema, como de la calidad del producto.
Lo que se pretende es la obtención de una valoración totalmente objetiva por lo que el
sistema de valoración ha de ser consensuado, y además, experimentado durante cierto
tiempo, para poder fijar las señales de alerta, índices de ponderación, etc.
7.3.3. Desarrollo de la Auditoría.
7.3.3.1. Reunión de Apertura.
En caso de que sea una auditoría completa, se programa una reunión de apertura, en
la que se cubren los siguientes puntos:
1. Tomar lista de asistencia
2. Repasar el plan de auditoría
3. Presentación del grupo de auditores
4. Clarificar dudas.
Al término de la reunión de apertura el auditor interno / externo se trasladará al
departamento a auditar. En caso de no existir reunión de apertura irá directamente al
departamento a auditar. El propósito de una reunión de apertura es el de:
Presentar a los miembros del equipo auditor al departamento del auditado.
Revisar el alcance, los objetivos y el plan de auditoría y llegar a un acuerdo
con respecto a la tabla de tiempos de la auditoría.
Proveer un resumen corto de la metodología y de los procedimientos a ser
utilizados durante la auditoría.
Confirmar que los recursos y facilidades necesitadas por el equipo auditor
estén disponibles.
Promover la participación activa del auditado
Revisar los procedimientos de seguridad y emergencia relevantes del local
para el equipo auditor.
7.3.3.2. Recolección de Evidencias.
La información apropiada debe ser recopilada, analizada, interpretada y documentada
para ser utilizada como evidencia de la auditoría en un proceso de verificación y
evaluación para determinar si los criterios de la auditoría se están cumpliendo.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 214 UTN – FICA – CINDU
La evidencia de la auditoría debe ser de tal calidad y cantidad que auditores de
calidad competentes, trabajando independientemente cada uno, lleguen a resultados
de auditoría similares a la evaluación de la misma evidencia contra los mismos
criterios de auditoría.
La evidencia de la auditoría debe ser recolectada por medio de entrevistas, revisión de
documentos, observación de actividades y condiciones. La información recopilada
por medio de entrevistas debe ser verificada por medio de la adquisición de
información de respaldo de fuentes independientes, como observaciones, registros y
resultados de medidas existentes. Declaraciones que no puedan ser confirmadas
deben ser identificadas como tales.
Los auditores deben examinar la base de programas de muestreo relevantes y los
procedimientos para asegurar un control de calidad de los procesos de muestreo y
medición efectivos.
7.3.4. Indicadores de Producción.
7.3.4.1. Productividad
Productividad puede definirse como la relación entre la cantidad de bienes y servicios
producidos y la cantidad de recursos utilizados. La productividad sirve para evaluar el
rendimiento de las áreas, las máquinas, los equipos de trabajo y los empleados.
Productividad en términos de empleados es sinónimo de rendimiento. En un enfoque
sistemático decimos que algo o alguien es productivo con una cantidad de recursos
(insumos) en un periodo de tiempo dado se obtiene el máximo de productos.
Con el fin de medir el progreso de la productividad, generalmente se emplea el índice
de productividad P como punto de comparación:
P= 100*(Productividad observada) / (estándar de productividad).
La productividad observada es la productividad medida durante el periodo definido
de la auditoría (día, semana, mes, año) en un sistema conocido. El estándar de
productividad es la productividad base o anterior que sirve de referencia.
Pero lo más importante es ir definiendo la tendencia por medio del uso de índices de
productividad a través del tiempo en nuestras empresas, realizar las correcciones
necesarias con el fin de aumentar la eficiencia y ser más rentables. En nuestro caso
específico calcularemos el índice de producción con respecto a las horas hombre que
se utilizan en la elaboración del producto. Supongamos que una post-cosecha durante
una semana se procesó 200.000 tallos en ramos de 25 tallos americanos, empleando
45 personas que trabajan 40 horas cada uno, tenemos:
tallos

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 215 UTN – FICA – CINDU
7.3.4.1.1. Planes de Incentivos para aumentar la
productividad.
El incentivo es un reconocimiento o premio a un resultado superior al exigible
rendimiento estándar.
a. Sistema de incentivos (Propuesto).
El sistema de incentivos debe ser coherente con el sistema de retribución de la
empresa y por lo general es responsabilidad de esta planificación es el área de talento
humano.
La evaluación del desempeño es necesaria para el pago de incentivos y tiene que
basarse en un sistema de medida que se considere adecuado, que se mantenga en
tiempo y siempre bajo la responsabilidad del área técnica de la empresa.
- Cuantificar (Equivalencia), el rendimiento superior alcanzado por el trabajador,
por lo general se valora en tiempo.
Ejemplo:
Supongamos que Eficacia del trabajador= 106%, el 6% es lo esta haciendo mas de lo
exigido en su rendimiento, si esta ganancia es de un día tenemos que 6%* 8Horas =
0,48 horas y si esta ganancia es de una semana tenemos que 6% * 40 horas = 2,4
horas adicionales que ha dado el trabajador a la semana. Tiempo que debe ser
incentivado por la empresa al trabajador.
b. Formas de pagos de incentivos
En la actualidad existen diversas formas de recompensar a un esfuerzo mayor a lo
requerido:
• En efectivo
• En bonos de farmacias, comisariatos, etc.
• En horas extras o días de permisos remunerados.
Si es el caso de dar un incentivo económico se aplicara el valor de la hora que
aproximadamente para la actualidad esta a 1,68 $, siguiendo el ejemplo anterior
tenemos: Valor $/hora Valor $/semana Valor $/mes
1,68$ *O,48 horas 1,68$*0,48h/d*5d 1,68$*0,48h/d*5d*4 sem.
0,8$ 4,03$ 16,12$ al mes de incentivo

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 216 UTN – FICA – CINDU
Un punto a considerar es desde que base se pago los incentivos, esto debes estar
claro. Es importante manejar indicadores que demuestren la mejora.
7.3.4.2. Porcentaje de Desperdicio.
El desperdicio se refiere a todo el material que no pudo ser aprovechado en el proceso
de producción. El desperdicio se puede dar en los siguientes campos, en materias
primas, mano de obra, métodos de trabajo, máquinas y medio ambiente.
El índice que calcularemos es la relación de los productos rechazados en el proceso
productivo, con la formula siguiente:
Índice de desperdicio = Unidades defectuosas/ Unidades producidas
No. Ramos Defectuosas Ramos Elaborados
1 10 1080
Podemos decir entonces que nuestro índice de desperdicio es:
ID = (10 ramos / 1080 ramos) X 100 = 0.92 %
Es un índice bastante bajo que nos da una idea de que la empresa no tiene mucha
pérdida de material ya que lo que sale defectuoso es el inconveniente es el tiempo que
se ocupa en el reproceso y los recursos energéticos que van implicados en el mismo.
7.3.5. Finalización de la Auditoría.
7.3.5.1. Reunión de Cierre de la Auditoría.
Luego de completar la fase de recopilación de evidencia y antes de preparar un
informe de la auditoría, los auditores deberán tener una reunión con la gerencia del
auditado y aquellos responsables de las funciones auditadas.
El propósito principal de esta reunión es el de presentar los resultados de la auditoría
al auditado, de tal manera que se tenga una comprensión y reconocimiento claro de la
base de dichos resultados.
Los desacuerdos deben ser resueltos, si es posible antes de que el auditor líder
presente el informe, las discusiones finales en el significado y descripción de los
resultados de la auditoría última recaen en el auditor líder.
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 217 UTN – FICA – CINDU
7.3.5.2. Revisión de la Auditoría.
El equipo auditor debe revisar toda la evidencia de la auditoría para determinar donde
no se cumple con los criterios de auditoría. El equipo auditor debe entonces
asegurarse que los resultados de la auditoría de no conformidad sean documentados
de forma clara, concisa y que sean respaldados por la evidencia de la auditoría.
La evidencia contrastada durante la auditoría de calidad inevitablemente será
solamente una muestra de la información disponible, parcialmente debido al hecho de
que una auditoría de calidad se realizada durante un periodo de tiempo limitado y con
recursos limitados. Por lo tanto, existe un elemento de incertidumbre inherente a
todas las auditorías de calidad y a todos los usuarios de los resultados, todas las
auditorías de calidad deben estar seguras de la recopilación de las evidencias y no
conformidades siendo contractada su evidencia física y documental.
El auditor de calidad debe considerar las limitaciones asociadas con la evidencia de la
auditoría constatada durante ésta y el reconocimiento de la fiabilidad en los resultados
y cualquier conclusión de la auditoría, se deben tomar estos factores en cuenta al
planear y ejecutar la auditoría.
El auditor de calidad debe obtener suficientes evidencias para que los resultados
individuales de la auditoría, agregados a los resultados de menor significado, puedan
afectar cualquier conclusión alcanzada.
Los resultados de la auditoría deben ser revisados con la gerencia del auditado con el
fin de obtener el reconocimiento de la base de todos los resultados de no
conformidad.
7.3.5.3. Acciones Correctivas y Preventivas.
Es muy indispensable que todos los auditados documenten acciones correctivas sobre
los incumplimientos (puntaje bajo) incluidos en el reporte escrito de la auditoría. Esto
incluirá lo que se ha hecho y aquello que aún no se ha hecho, y cuándo se
completarán estas acciones. Estas acciones correctivas deberán mantenerse en un
archivo, disponibles para su revisión.
Favor de considerar que en la siguiente auditoría, el auditor pedirá revisar el reporte
de la auditoría anterior y el reporte de acciones correctivas asociadas a dicha
auditoría, se considerará falla que estos documentos arrojen un puntaje bajo.
El responsable del área auditada debe tomar acciones sin demora injustificada para
eliminar las no conformidades detectadas y sus causas. En el caso de encontrar no
conformidades mayores se les darán solución según el procedimiento de acciones
correctivas y preventivas en un plazo no mayor a dos meses. A las observaciones y no
conformidades menores les da seguimiento el auditor interno de calidad
correspondiente, de acuerdo a las fechas establecidas en el reporte de no conformidad
(que no debe exceder de 15 días hábiles).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 218 UTN – FICA – CINDU
Los responsables de departamento determinan (con el personal involucrado si es
necesario) la acción correctiva y la fecha compromiso para presentar la solución,
teniendo como máximo una semana para entregar respuestas al auditor.
El auditor acepta o solicita la modificación de la acción correctiva. Verifica en la
fecha establecida por el auditado el cumplimiento de los compromisos contraídos en
los reportes de no conformidad, en caso de encontrar una acción efectiva, anota
nombre y fecha de efectividad en el mismo formato o en el plan de acción según
corresponda. El auditor y auditado reprograman las acciones en caso incumplimiento,
informando al jefe del departamento de calidad el motivo del retraso a través de un
memorando. Se toman acciones con el objeto de evitar reprogramaciones continuas.
7.3.5.4. Informe Final.
El auditor líder elabora el informe de auditoría interna basándose en los reportes de
no conformidad de los auditores y lo presenta al gerente general en un plazo no
mayor a 5 días hábiles, el cual incluye:
Datos generales de la auditoría (objetivo, alcance, fechas, equipo auditor,
norma de referencia).
Número de no conformidades por requerimiento de la norma.
Conclusiones de la auditoría.
Copia de los reportes de no conformidad
El informe escrito se prepara bajo la dirección del auditor líder, quien es el
responsable de su exactitud y perfección. Las informaciones que se tomen en el
informe de la auditoría deben ser los predeterminados en el plan de la auditoría.
La información relativa a la auditoría que se debe incluir en el informe debe ser:
a. La identificación de la organización auditada
b. Los objetivos y alcance acordados de la auditoría
c. Los criterios acordados contra los que se realizó la auditoría
d. El período cubierto por la auditoría
e. Las fechas en que la auditoría fue realizada
f. La identificación del equipo auditor
g. La identificación de los representantes del auditado que participaron en la
auditoría
h. Un resumen del proceso de auditoría, incluyendo cualquier obstáculo
enfrentado
i. Las conclusiones de la auditoría
j. Las declaraciones de confidencialidad de los contenidos
k. La lista de distribución del informe de la auditoría

219
CONCLUSIONES / RECOMENDACIONES / GLOSARIO DE TÉRMINOS /
BIBLIOGRAFÍA / ANEXOS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 220 UTN – FICA – CINDU
CONCLUSIONES
El objetivo de crear e implementar una estrategia de estandarización es
fortalecer la habilidad de la organización para agregar valor. El enfoque básico
es empezar con el proceso tal y como se realiza en el presente, crear una manera
de compartirlo, documentarlo y utilizar lo aprendido.
1. La estandarización de procesos facilita el reconocimiento de factores que alteran a
nuestros procesos y que son difíciles de notar a simple vista. Al Estandarizar los
procesos principales de la empresa se logra un comportamiento estable para
generar el producto con calidad homogénea según las necesidades del cliente y a
bajos costos. Durante la investigación y contacto directo con otras entidades
dedicadas a la producción de rosas, se notó que muchas organizaciones, cuyos
esfuerzos han sido infructuosos al tratar de aplicar sistemas de mejora, muestran
serias reservas acerca de la utilidad de la estandarización y temen, ante todo,
burocratizar su empresa e invertir demasiados recursos en tareas que no les
aportarán ningún beneficio.
2. En la temporada de san Valentín o temporadas que para la empresa son épocas
clave de incremento de producción. Es decir que para cumplir una demanda que
esta fuera de lo normal, se recurre a la contratación de personal, utilización de
más horas extras o el envío del personal de apoyo de las otras áreas para cumplir
con la demanda, así brindar la calidad exigida y todo incremento lo justifican los
empresarios con el incremento de la producción, que lleva al incremento de los
precios en estas épocas, es así como justifican los gastos extras, pero en realidad
no hemos logrado un incremento de productividad, de rendimiento operativo.
Como podemos apreciar en el Capítulo VI, punto 6.4.3. El cumplir con la calidad
y cantidades a entregar establecidas es algo que las empresas siempre deben
hacer, lo que no pueden olvidar es que cualquier utilización desmesurada de los
recursos conlleva a ser improductivos y poco competitivos en el sector.
3. Con los procesos levantados y documentados desde la recepción hasta el envío,
(Diagrama de Flujo, Diagrama de recorrido). En las áreas de pre- frio, sala y
cuarto frío. Contribución para la identificación de actividades innecesarias y la
optimización de recursos.
Inicial Eliminación de actividades
Se logra un mejor desempeño de los trabajadores de 42 actividades se reducen a
36 actividades, debido a la mejora y capacitación de los procesos establecidos.
(Capítulo V, Punto 5.5 y VII, Punto 6.1).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 221 UTN – FICA – CINDU
4. Para clasificación se mantienen las mesas que en años pasados pudieron estar a la
punta en innovaciones pero no para la actualidad (Capítulo V, punto 5.2.3.6). La
madera y la mala señalización pintada en los tableros son las principales causas
por las que se deben reconsiderar estas mesas de trabajo. Aplicando un
mantenimiento preventivo a todas periódicamente. Deben ser reparadas ante el
más mínimo daño y en forma inmediata para evitar la acumulación de daños y por
ende de trabajo. La pintura con la cual se encuentra dibujada la gráfica sobre la
mesa representa las tolerancias en medidas y en curvatura de tallo, A causa de la
pérdida temprana y fácil de pintura, los clasificadores tienen muchas dudas al
momento en que un tallo se encuentra sobre los límites de las medidas,
produciéndose de esta manera tiempos muertos debido a la consulta que los
clasificadores deben realizar al supervisor.
5. La mesa de boncheo tiene la estructura para una modalidad de boncheo, sencilla y
sin gran cantidad de materiales utilizados para armar el ramo (Sin separadores,
etc.-Capítulo V, punto 5.2.3.6), con el tiempo la empresa ha mejorado esta técnica
según las necesidades del cliente, pero la mesa para realizar este trabajo no se
diseñó a la necesidad actual, por lo que se sigue utilizando una mesa poco
ergonómica y no adaptada al método actual de bonche (Capítulo VII, punto 6.4).
dando molestias ergonómicas al trabajador, dificultando su actividad, dejando que
el trabador se adapte a su herramienta de trabajo más no que las herramientas o
materiales sean las que se adapten al trabajador.
6. Con los planos de distribución actual y propuesta se puede hacer comparación
sobre la nueva distribución de la planta y se observa que el proceso tiene un flujo
lineal que ahorra espacio, reduce tiempos de transporte y actividades innecesarias.
(Capítulo V, Punto 5.6.1-Capítulo VI, punto 6.4-Anexos 6-7-8-9). Dando como
resultado la aprobación para la ampliación de la infraestructura de la post-cosecha
por la gerencia y ya se puso en marcha como inicio de cambio de la iluminación,
La luz es un factor muy importante para realizar trabajos minuciosos donde se
debe analizar y controlar características de mayor precisión. Por eso se cambio de
las láminas de zinc normales por las transparentes para aprovechar la luz natural y
facilitar el trabajo a las personas de clasificación y boncheo, como podemos ver
en la grafica 6.15.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 222 UTN – FICA – CINDU
7. Con el diagrama de recorrido mejorado de los coches de flor (Ver capítulo VI,
gráfica 6.16-6.17) en el área de pre frío se eliminaran acciones de manipuleo y
contacto de maltrato, reduciendo así el porcentaje de desperdicio de tallos por
maltrato, en la recepción de mallas en esta área y eliminación de actividades
(Capítulo VI, punto 6.4.2.1). De “coger las mallas pulverizadas de las tinas de
recepción y colocarlas en las tinas móviles” se optimizara 35 minutos al día, la
fatiga del trabajador y una acción de manipulación que reduce en un porcentaje el
maltrato de tallos, económicamente al eliminar esta acción y utilizar el tiempo
empleado en otras actividades de mayor valor la empresa optimiza
aproximadamente 312 dólares anuales.
Horas empleadas USD($)
Día Semana Mes Año Día Semana Mes Año
0,595 3,56818 15,46 185,5 1,002 6,0110305 26,05 312,6
Análisis del costo del Tiempo Empleado en la actividad eliminada.
8. El estudio de tiempos en las actividades de clasificación y boncheo permitió
determinar datos base para llegar a estándares de rendimiento pero no se debe
olvidar que no se puede exigir el 100% de estos estándares, debido a que hay
factores que alteran el rendimiento y no se los puede controlar por su naturaleza,
por ejemplo el clima. Al tener estos datos estándar el jefe del área puede realizar
su plan de recursos en tiempo, mano de obra y materiales con mayor control.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 223 UTN – FICA – CINDU
9. En la actividad de boncheo se realizó el cambio de la mesa de trabajo actual por
un diseño de mesa mejorado, ahora contiene mayor espacio y mejor distribución
de ubicación de los materiales de trabajo (Ver Capitulo VI graficas 6.11-6.12).
con el prototipo nuevo de la mesa de trabajo se tomó un muestreo de datos para
obtener el rendimiento estándar para con las nuevas condiciones de trabajo
incluyendo a de mas del diseño de la mesa, la eliminación de actividades
innecesarias como son el desplazamiento de la persona a abastecerse de
materiales durante tres veces al día, lo cual ocupa aproximadamente 9 minutos
por persona, a si también la eliminación de la actividad de pedir la información de
pedidos que durante el día lo realiza según las variedades que ha trabajado,
ocupándole alrededor de 9 minutos por persona, tomando encuenta estos factores
los resultados del estudio fueron de un rendimiento de boncheo de 729 tallos
/hora, durante el tiempo de prueba de aplicación de la nueva metodología se pudo
identificar quela segunda actividad innecesaria a eliminar no se esta llevando a
cabo con frecuencia lo cual perjudica el proceso de rendimiento y por ende se
obtiene un rendimiento de 579 tallos /Hora pero aun podemos identificar la
mejora en el rendimiento. Veamos:(ver Capitulo VI, puntos 6.3.3)
Cuadro Resumen
Tallos/Hora % Incremento %
Estándar Empresa 382,5 65 Línea base
Estándar Propuesta Incompleta 579 79 14
Estándar Propuesta Completa 729 95 30
10. Para el correcto funcionamiento, tanto de equipos como de las instalaciones de la
sala de post-cosecha, es necesario y fundamental el tener a una persona encargada
del mantenimiento para esta área específica, con esto lograremos el no depender
del departamento de mantenimiento general para cualquier arreglo o implantación
de equipos en el área. La sala cuenta con diversos ambientes de trabajo y cada una
con equipos y características propias lo cual refleja cuanto trabajo existe y cómo
esta persona soluciona todas las necesidades mediante la aplicación de un plan de
mantenimiento preventivo y correctivo, mejora continua. (Capítulo VII)
11. Con la propuesta del plan de auditorías para el mejoramiento de la calidad de los
procesos se mantendrá una cultura de cumplimiento y de seguimiento en las
desviaciones detectadas, esto beneficia más en la medida que se realicen
periódicamente, porque se mantendrá un mejor desempeño en los estándares de
calidad de los diferentes procesos. (Ver capitulo VII).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 224 UTN – FICA – CINDU
RECOMENDACIONES
1. Es indispensable que los procedimientos sean comunicados y explicados a los
trabajadores, esto se puede realizar con una capacitación que debe ser impartida
por el supervisor, jefe de área o por una empresa capacitadora.
2. Para hacer la contratación de los nuevos puestos generados por la modificación de
la estructura organizacional, el Gerente de Planta debe de realizar un estudio al
presupuesto anual y redefinir algunos rubros que sean triviales para que la
empresa pueda soportar el ajuste del costo de salarios.
3. El estudio de tiempos y movimientos puede aplicarse mensualmente como
mínimo para que se identifiquen nuevas formas de hacer las tareas y optimizar el
tiempo. es decir, cada vez que los rendimientos de los trabajadores por
circunstancias desconocidas comiencen a fluctuar ya sea ascendente o
descendentemente, basándose fundamentalmente en las características básicas de
cada operación y sobre todo cumpliendo con las políticas y estándares que cada
una establezca para su correcto desempeño. Para esto ha de tomarse los formatos
establecidos en el capítulo VI en los cuales consta claramente todos y cada uno de
los pasos a seguir y los tiempos respectivos. Si los estándares establecidos
comienzan a ser insuficientes y el margen no es el acorde al ritmo de llegada y
procesamiento de la flor, se deberá hacer un análisis de toma de tiempos reales
basado a la infraestructura propia de la sala de post-cosecha hasta conseguir los
estándares ideales para que exista armonía entre las políticas implementadas para
el procesamiento y los objetivos laborales de los trabajadores.
4. El aseguramiento de personal nuevo, es fundamental para las aspiraciones y las
metas trazadas de productividad con el nuevo plan de procesamiento de mejorar.
El departamento de TTHH en conjunto con el departamento de Gerencia Técnica
son los responsables en evaluar cuáles serían las estrategias más idóneas para que
los obreros sientan anhelo y determinación de permanencia en sus labores en
post-cosecha.
5. El plan de capacitaciones es recomendable que lo realice en la primera parte una
persona externa y combinar la capacitación con uno de los representantes de la
empresa, para que el empleado perciba el involucramiento de los gerentes.
6. El Jefe de área debe de hacer un muestreo de las materias primas (desperdicios),
Rendimiento y del producto terminado (ramos) para medir la eficacia del
procedimiento.
7. Las auditorías que se realizan internamente no deberían ser ejecutadas únicamente
por el Jefe o el auditor de calidad, sino que debe involucrarse a supervisores y
otros empleados previamente capacitados para que la filosofía de calidad pueda
ser difundida en toda la empresa.
8. El presente trabajo sirva como modelo para replicar el estudio a las demás áreas
de la empresa, identificando los principales indicadores interno y externos al igual
que sus proveedores y clientes de cada proceso.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 225 UTN – FICA – CINDU
GLOSARIO DE TÉRMINOS
- Eficiencia: Medida de grado de la utilización de la mano de obra, con relación a
las unidades producidas y al tiempo.
- Eficacia: Medida de comparación de los resultados obtenidos frente a las metas
planificadas.
- Productividad: Es el grado de rendimiento con que se emplean recursos
disponibles para alcanzar un objetivo.
- Rendimiento: Medida de grado de utilización del capital.
- Proceso: Conjunto de actividades interrelacionadas que transforman insumos,
agregan valor y dan lugar a un producto o servicio que satisfacen las necesidades
de un usuario interno o externo.
- Proceso clave: Son aquellos procesos extraídos de los procesos relevantes que
inciden de manera significativa en los objetivos estratégicos y son críticos para el
éxito del negocio.
- Subprocesos: son partes bien definidas en un proceso. Su identificación puede
resultar útil para aislar los problemas que pueden presentarse y posibilitar
diferentes tratamientos dentro de un mismo proceso.
- Sistema: Estructura organizativa, procedimientos, procesos y recursos necesarios
para implantar una gestión determinada, como por ejemplo la gestión de la
calidad, la gestión del medio ambiente o la gestión de la prevención de riesgos
laborales.
- Procedimiento: forma específica de llevar a cabo una actividad. En muchos casos
los procedimientos se expresan en documentos que contienen el objeto y el campo
de aplicación de una actividad; que debe hacerse y quien debe hacerlo; cuando,
donde y como se debe llevar a cabo; que materiales, equipos y documentos deben
utilizarse; y como debe controlarse y registrarse.
- Actividad: es la suma de tareas, normalmente se agrupan en un procedimiento
para facilitar su gestión.
- Proyecto: suele ser una serie de actividades encaminadas a la consecución de un
objetivo, con un principio y final claramente definidos.
- Indicador: es un dato o conjunto de datos que ayudan a medir objetivamente la
evolución de un proceso o de una actividad.
- Calidad: Grado en el que un conjunto de características inherentes cumple con los
requisitos bajo estándares.
- Cultura de calidad: Conjunto de valores que constituyen la filosofía de una
organización.
- Macro proceso: Es el conjunto de procesos de una institución.
- Mejora continua: Actividad recurrente para aumentar la capacidad para cumplir
los requisitos.
- Producto: Resultado de la ejecución de actividades de un proceso.
- Proveedor: Suministra productos o servicios a una unidad administrativa.
- Tiempo del proceso: Es el utilizado para desarrollar las actividades.
- Valor Agregado: Actividades que aportan valor en la generación del producto o
servicio.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 226 UTN – FICA – CINDU
BIBLIOGRAFIA
- MENDEL, MARVIN, ( 1.999) “Estudio de tiempos y movimientos”, Edición
No. 9, Editorial Continental S.A.,
- Organización Internacional del trabajo (OIT), (2000) “Introducción Al estudio del
Trabajo”. Cuarta edición. Ginebra Suiza.
- MEYERS E, Fred, (2000) “Estudios de tiempos y Movimientos para la
manufactura ágil”. Segunda edición. Pearson educación. México.
- BENJAMIN, William. NIEVEL, (2004), Freivalds Adris, “Métodos, Estándares y
Diseño del trabajo” Onceava edición. Alfa omega. México.
- LOPEZ DOUNCE E., (1.998), “Productividad en el mantenimiento industrial”,
Edición No. 2, Editorial Continental S.A. de C.V México,
- ARELLANO, J. (1997). “Manejo Post-Cosecha en el cultivo de rosas. Quito,
Universidad Central del Ecuador, Facultad de Ciencias Agrícolas, Instituto de
Postgrado, Programa de Especialización en Floricultura”.
- FAINSTEIN, R. (1997). “Manual para el cultivo de rosas en Latinoamérica”.
Quito, Ecuaoffcet.
- UNOPAC, (1999) Unión de Organizaciones campesinas de Cayambe y Ayora.
“La floricultura en Cayambe”. UPS, Ayora.
- GONZÁLEZ, Vázquez E., GONZÁLEZ, López, I. y PEREIRO, P. (1995).
“Benchmarking, cultura empresarial para el siglo XXI”. Marketing Turístico.
- HARRINGTON, H.J.: “El proceso de mejoramiento. Cómo las empresas punteras
norteamericanas mejoran la calidad”.
- ISHIKAWA, K. (1985). “Guía de control de calidad”. UNIPUB, Nueva York.
- KAPLAN, Robert S. y NORTON, David P. (1997): “Cuadro de Mando Integral”
(The Balanced Scoreboard), Gestión 2000. Barcelona.
- AGUDELO, Luis F. y ESCOBAR, Jorge. (2007). “Gestión por Procesos”.
Medellín.
- Gardner, R.A. (2001). “Resolving the process paradox”, Quality Progress.
- THOMAS, J. (1991). Reportes científicos y artículos misceláneos acerca de las
rosas. Inglés- Español. EE.UU .p. 55-59.
- UNOPAC, (1999). Unión de Organizaciones campesinas de Cayambe y Ayora.
“La floricultura en Cayambe”. UPS, Ayora.
- SUPERINTENDENCIA DE BANCOS Y SEGUROS. “Análisis de la industria
florícola y su comportamiento crediticio”.
- (CORPEI). Corporación de Promoción de Exportaciones e Inversiones. “Datos
Estadísticos”.
- ARÉVALO, C. Freddy. (2009). “Gerencia de la Calidad y Procesos”.
Introducción a la Administración por Procesos pág. 35.
- TAWFIK, A. M. Chauvel. “Administración de la Producción”. pág. 42
- KARLSRUHE, (2000). “Ministerio del Medio Ambiente y del Tráfico del Estado
De Baden-Württemberg”. Primera Edición. Pág. 86
- ICONTEC. “Manual para las Pequeñas Empresas”. Guía Sobre La Norma ISO
9001-2008, Traducción al Español. Pág. 10.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 227 UTN – FICA – CINDU
- LJUNGBERG, A. (1994). “International Journal of Physical Distribution &
Logistics Management”. Vol.32 N° 4. Págs. 254-287
- HARRINGTON, James H. (2000)“Mejoramiento de los procesos de la empresa
Mc.Graw-Hill” . Pág. 67.
- Norma Técnica De Diseño De Reglamentos O Estatutos Orgánicos De Gestión
Organizacional Por Procesos. Registro Oficial Nº 251 Capítulo III Art. 14.
- DRUCKER, Peter. “La sociedad Post Capitalista”. Barcelona. Cap. IV. Pág. 90-
92
- S. P.I. “Centro de Capacitación en Calidad. Desarrollo de equipos de alto
desempeño”. Módulo 4.
- DEMING, Edwards W. “Calidad, Productividad y Competitividad La Salida de la
Crisis”. Pág.361.
- European Foundation For Quality Management (EFQM)
PÁGINAS WEB
- http://www.slideshare.net/GestioPolis.com/produccion-y-sistemas-de-produccion
- http://www.delta.hypermart.net/libr/LIB241.html
- http://www.maquinariapro.com/sistemas/sistema-de-produccion.html
- http://www.monografias.com/trabajos16/centro-cimex/centro-cimex.shtml
- http://www.ideinvestiga.com/ide/documentos/compartido/gen--000016.pdf
- Ecuador.com (2010). “Las flores abundan en el Ecuador”. Disponible en línea
en
http://www.ecuador.com/espanol/blog/las-flores-abundan-en-el-ecuador
- Edualter. (2000). “La Industria de las Flores”. Disponible en línea en
http://www.edualter.org/material/sobirania/enlace6.pdf
- CORPEI. (2009). “Relación comercial Ecuador-Unión europea”. Disponible en
línea en
http://www.agrytec.com/agricola/images/stories/precios/relaciones_ue_ecua_imp
ortaciones.pdf.
DOCUMENTOS
- GUARIN, Jorge. “Guía de Tiempos y Movimientos en Empresa Florícolas”. Año
2009. 39 pp.
- Proyecto SICA, Flores Frescas.
- Banco Central del Ecuador, Exportaciones por Actividad Económica.
- Asociación de Exportadores de Flores, Expoflores.
- Revista Dinero del Periódico Hoy.
- Periódico El Comercio.
- Superintendencia de Bancos y Seguros, Central de Riesgos.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 228 UTN – FICA – CINDU
ENTREVISTAS
Nombre Cargo Fecha de Entrevista
Ing. Diego Balseca Gerente Técnico Cultivo 11-Abril-2011
Sr. Kléber Reinoso Jefe de Post-Cosecha 14-Julio-2011
Sr. Luis Farinango Supervisor Cuarto Pre-Frío 19-Julio-2011
Sr. Marcelo Cárdenas Supervisor Sala 20-Julio-2011
Srta. Verónica Villalva Supervisora Sala 21-Julio-2011
Sr. Bolívar Tenelema Supervisor Cuarto Frío 22-Julio-2011

229
ANEXOS

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 230 UTN – FICA – CINDU
Anexo N° 1.
Mapa Satelital FLORELOY S.A.
Mapa Satelital para FLORELOY S.A. Para llegar a la empresa se debe seguir la línea
azul que se observa en la figura. Fuente: Google Map. Elaboración: Nataly Molina
(Septiembre 2011).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 231 UTN – FICA – CINDU
Anexo N° 2.
Organigrama Funcional de la empresa FLORELOY. Elaboración: Nataly
Molina (Septiembre 2011).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 232 UTN – FICA – CINDU
Anexo N° 3.
Layout del área de post-cosecha de la empresa Floreloy: Nataly Molina
(Nov 2011).
Tinas de Recepción
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
LAYOUT POSTCOSECHA FLOR ELOY S.A.
Embonchador/aClasificador/a
MO
TO
RE
S
Mallas de Rosas
Mostrador
Basura
Mallas Vacías
Mesa de Boncheo
Piz
arr
ón
Piza
rró
n
Ma
teri
al
Agua
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de BoncheoÁrbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Tanque
Surtidor
Receptor de Flor
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Digitación
Control calidad
Eti
qu
eta
do
,li
ga
do
,ho
jas,
ca
pu
ch
on

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 233 UTN – FICA – CINDU
Anexo N° 4.
Fotografías Vista Interna y Externa Post-Cosecha
Vista Externa
Vista Interna
Fotografías de la Infraestructura: área de Post-Cosecha Empresa Florícola Flor-
Eloy. Elaboración: Nataly Molina (Dic 2011).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 234 UTN – FICA – CINDU
Descripción de las actividades en el área
del cuarto frío
Ilustracion de las actividades
Todas las mañanas administración entrega las hojas
de pedidos Paquins) a las personas de empaque
/Cuarto frio)
Ellos ingresan al sistema e imprimen las etiquetas
para identificar las cajas y los códigos de barras.
Seleccionar del área de almacenamiento los ramos
(PT-Ramos) según la información del sistema y
paquins para completar pedidos y colocarlos en el
área de empacado (puesto en cajas los ramos)
Con la ayuda de la pistola se lee el código de
barras del ramo el cual fue colocado antes en el
proceso de calidad y se envía la información en el
sistema para comprobar si la información es la
correcta. Para realizar la terminación de los
pedidos.
Se toma una base de cartón (caja, según el cliente),
se coloca papel protector en la parte superior e
inferior del mismo, y se coloca los ramos, la parte
de pétalos hacia a fuera de lado y lado del cartón,
que dando el follaje en el centro. Y por ultimo
coloca las etiquetas que deben ir en los cartones
que sirven como tapas.
Se lleva el cartón a la mesa de enzunchado para
colocar los protectores (separadores) y dar el
aseguramiento apropiado ni tan flojo o muy
apretado, depende mucho del punto de vista del
trabajador y así producir el menor maltrato
posible.
Se extrae la etiqueta de datos de la base, para pegar
en la tapa de cartón, en los dos lados superior e
inferior de la misma.
Se coloca la tapa en el cartón realizando un
segundo enzunchado externo el cual protege de la
apertura indeseada.

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 235 UTN – FICA – CINDU
Descripción de las actividades del área cuarto frío con ilustraciones. Elab:
Nataly Molina (Dic. 2011). Proceso cuarto Frío.
De acuerdo al tamaño de la caja se embala dos
cajas antes empacadas si estas son pequeñas es
decir de 6 o 7 ramos y se deja la caja sola cuando
es de tamaño grande es decir tiene de 8 a 12 ramos.
Se coloca de acuerdo a cada pedido en el área de
almacenamiento de P.T. (cajas empacadas con
ramos).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 236 UTN – FICA – CINDU
Anexo N° 5.
Diagrama de recorrido y flujo del producto en Post-Cosecha.
Tinas de Recepción
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
DIAGRAMA DE FLUJO Y RECORRIDO DEL PRODUCTO EN POST-COSECHA.
MO
TO
RE
S
Mallas de Rosas
Mostrador
Basura
Mallas Vacías
Mesa de Boncheo
Piz
arr
ón
Piza
rró
n
Ma
teri
al
Agua
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Mallas de Rosas
Basura
Mallas Vacías
Mesa de BoncheoÁrbol de Rosas
Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Tanque
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Digitación
Control calidad
Eti
qu
eta
do
,li
gad
o,h
oja
s,c
ap
uch
on
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Clasificador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a
Embonchador/a

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 237 UTN – FICA – CINDU
Anexo N° 6.
IMÁGENES DE LOS PUNTOS DE RECOLECCIÓN,VIAS DE TRANSPORTE Y
LOGÍSTICA DE LA MATERIA PRIMA PARA POST-COSECHA (MALLAS CON
FLOR).
Imágenes de la parte interna de los bloques, caminos del cable vía (Coches).
Imágenes de los puntos de hidratación de la mallas con flor en cultivo.
Imágenes del cable vía, coches de transporte de mallas con o sin flor y coches de basura.
Imágenes de los puntos de recolección, vías de transporte y logística de la
materia prima para post-cosecha (mallas con flor).

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 238 UTN – FICA – CINDU
Anexo N° 7.
Estado actual de post-cosecha y el recorrido de la banda transportadora.
Tinas de Recepción
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
LAYOUT POSTCOSECHA FLOR ELOY S.A.
Embonchador/aClasificador/a
MO
TOR
ES
Mallas de Rosas
Mostrador
Basura
Mallas Vacías
Mesa de Boncheo
Piz
arr
ón
Pizarró
nM
ate
rial
Agua
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de BoncheoÁrbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Tanque
Surtidor
Receptor de Flor
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Digitación
Control calidad
Etiq
uet
ado
,liga
do
,ho
jas,
cap
uch
on

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 239 UTN – FICA – CINDU
Propuesta de Mejora del recorrido de la banda transportadora.
Tinas de Recepción
Tinas de Surtir
Banda Transportadora
Producto Terminado
Mallas Vacías
LAYOUT EMPRESA FLOR ELOY S.A.
Embonchador/aClasificador/a
MO
TOR
ES
Mallas de Rosas
Mostrador
Basura
Mallas Vacías
Mesa de Boncheo
Piz
arr
ón
Pizarró
nM
ate
rial
Agua
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/aMallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de BoncheoÁrbol de Rosas
Embonchador/aClasificador/a Mallas de Rosas
Basura
Mallas Vacías
Mesa de Boncheo
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Árbol de Rosas
Grapadora
Cajas VacíasFormadas
Cartón Para hacer cajas
Surtidor
Receptor de Flor
Patinador
Coche de Patinador
Sportack
Mesa
EmpaqueProducto
Terminado
Coche de Basura
Coche
Digitación
Control calidad
Etiq
uet
ado
,liga
do
,ho
jas,
cap
uch
on

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 240 UTN – FICA – CINDU
Anexo N° 8.
Formato de Encuesta: Nataly Molina (Dic. 2011).
INVESTIGACIÓN DE CAMPO – JEFES DE PRODUCCIÓN
EMPRESA FLORÍCOLA “FLORELOY S.A.”
Nombre:
Cargo:
Área: Cultivo
Post-Cosecha:
Pre-Frio
Calidad
Sala
C. Frio
1.- ¿Cree que el sistema de procesamiento actual de la flor optimiza al máximo todos los tiempos y
movimientos que existen en el mismo?
SI.
NO
Por qué?
2.- Con el sistema actual de procesamiento, ¿cree que Post-Cosecha apunta a la excelencia?
SI.
NO
Por qué?
3.- Con el sistema actual de procesamiento, ¿estamos satisfaciendo a las necesidades y requerimientos de
nuestros clientes?
SI.
NO
Por qué?
4.- El adoptar una norma internacional de calidad, ¿cree que mejore el procesamiento de la flor?
SI.
NO

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 241 UTN – FICA – CINDU
Por qué?
5.- Dentro de condiciones y medio ambiente laboral, ¿cree que las actuales son las óptimas para un correcto
desenvolvimiento del procesamiento de la flor?
SI.
NO
Por qué?
6.- ¿Cree que existe con el actual sistema de procesamiento un excesivo manipuleo de botón y follaje de la
rosa?
SI.
NO
Por qué?
7.- Con el actual sistema de información diaria de pedidos de variedades, ¿cree que se está informando
específicamente al clasificador de cómo procesar la misma?
SI.
NO
Por qué?
8.- ¿Cree que suceden muchos re-procesos dentro de este sistema de procesamiento de la flor?
SI.
NO
Por qué?
9.- ¿Cree que se pierde imagen y mercado ante los clientes en los envíos incorrectos de embarques?
SI.
NO
Por qué?
10.- ¿Cree que el volumen de proceso diario de rosas influye a la calidad de proceso que los trabajadores
aplican en la misma?
SI. NO

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 242 UTN – FICA – CINDU
Por qué?
11.- ¿Cree que el cambio constante y/o repentino de características en el momento de procesar las
variedades existentes en la finca crea tiempos muertos y/o sobrantes de variedades?
SI.
NO
Por qué?
12.- ¿Cree usted que la estructura en las líneas de proceso, tanto para rosas de exportación como de
nacional, son las más adecuadas para optimizar tiempos y movimientos?
SI.
NO
Por qué?
13.- ¿Cree usted que existen tiempos muertos en las líneas actuales de procesamiento?
SI.
NO
Por qué?
14.- ¿Cree que los movimientos existentes en las líneas de procesamiento de post-cosecha están dentro de
un margen permitido y por ende, son estos excelentes?
SI.
NO
Por qué?

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 243 UTN – FICA – CINDU
Anexo N° 9.
Resultados de la Encuesta al personal de Post-Cosecha
1.- ¿Cree que el sistema de procesamiento actual de la rosas optimiza al máximo todos los tiempos y movimientos que existen en el mismo?
¿Porqué?
• En la mañana no existe suficiente flor para el procesamiento en Post-Cosecha, por lo que el inicio de proceso es muy lento; el motivo principal es que no llegan pronto mallas de rosas de cultivo.
• Existe Tiempo prudente para realizar los trabajos, además el tiempo está dentro de lo parámetros establecidos de calidad.
Observaciones y Recomendaciones • 1 persona no contestó la pregunta. • Ayudante de sacar flor en la mañana • Mayor control con las personas que
realizan la cosecha.
2.- Con el sistema actual de procesamiento, ¿Post-Cosecha apunta a la excelencia?
¿Por qué? • Ha ayudado la pulverizadora en tiempos y
disminución de maltrato, además hay cambios dentro del equipo de trabajo. Existe unión en el grupo y los errores se corrige inmediatamente.
• Las opiniones no se las toma en cuenta y hay un mal manejo de información de los sellos que tiene la finca.
Observaciones y Recomendaciones • Capacitación.
3.- Con el sistema actual de procesamiento, ¿estamos satisfaciendo a las necesidades y requerimientos de nuestros clientes?
¿Por qué? • La coordinación en las actividades, se
busca sugerencias que satisfagan al cliente.
• La calidad del producto va con el trato al personal. Cada uno se responsabiliza de lo que realiza.
Observaciones y Recomendaciones • El patinador debe tener cuidado con la
repartición de mallas • Trabajar en equipo junto con cultivo.
4.- El adoptar una norma internacional de calidad, ¿cree que mejore el procesamiento de la flor?
77%
15%
SI NO
92%
8%
SI NO
85%
15%
SI NO

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 244 UTN – FICA – CINDU
5.- Dentro de condiciones y medio ambiente laboral, ¿Las actuales son las óptimas para un correcto desenvolvimiento del procesamiento de la flor?
¿Por qué? • Con los grupos exige más esfuerzo y
dedicación, existe personal adecuado para resolver cualquier inquietud y se tiene todo para que el proceso se realice.
• Hay molestias por las condiciones de trabajo (frío) y herramientas en mal estado; por lo que se limita cumplir las actividades necesarias.
Recomendaciones • Equipo de protección adecuado
(capacitación) • Mantenimiento preventivo de las
herramientas de trabajo • Metodología de trabajo en equipo con las
condiciones y estructura del lugar de trabajo.
6.- ¿Con el actual sistema de procesamiento de la rosa existe un excesivo manipuleo de botón y follaje de la rosa?
¿Por qué? • Tener más cuidado con el trato de la rosa
es muy delicada y mejorar organización en el puesto
• Observaciones y Recomendaciones • Capacitación de calidad
7.- Con el actual sistema de información diaria de pedidos, ¿Se está informando específicamente al clasificador de cómo procesar la misma?
¿Por qué? • La coordinación es buena, pero no se
trabaja al mismo ritmo en el equipo • La información llega tarde
Observaciones Recomendaciones • Más rapidez en los pedidos de parte de
ventas y encaradas de difundir la información en post-cosecha.
• Mejor flujo de información de pedidos. • Pasar los pedidos más temprano
62%
38%
SI NO
46%54%
SI NO
69%
31%
SI NO

“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 245 UTN – FICA – CINDU
8.- ¿Cree que suceden muchos re-procesos dentro de este sistema de procesamiento de la flor?
¿Por qué? • Falta de información al bonchador • Pedidos un día antes • Cancelación de pedidos
9.- ¿Cree que se pierde imagen y mercado ante los clientes en los envíos incorrectos de embarques?
¿Por qué? • No se satisface las necesidades de los
clientes, por lo tanto se pierde credibilidad y confianza del cliente( muchos más). Por otra parte hay factores ajenos al trabajador(enfermedades).
Recomendaciones • Más control en las actividades que realiza
el trabajador.
10.- ¿El volumen de proceso diario de rosas influye a la calidad de proceso que los trabajadores aplican en la misma?
¿Por qué? • Para el buen trabajador es lo mismo en
temporadas altas y bajas • Variación de color incrementa el
cansancio de la vista. • A mayor volumen, mayor presión y
menos control en detalles de calidad Recomendaciones
• Se debe tener más control en el producto
11.- ¿El cambio constante y/o repentino de características en el momento de procesar las variedades existentes en la finca crea tiempos muertos y/o sobrantes de variedades?
¿Por qué?
• Si, en determinadas áreas (pre-frío, sala empaque). Si un subproceso se hace mal afecta a todo el proceso.
• Asegurar que la mayor cantidad de la misma variedad esté al mismo tiempo en el prefrío, para evitar tiempos muertos y pérdida de tallos largos.
• Un minuto perdido una malla no realizada y causa de molestias.
15%
85%
SI NO
92%
8%
SI NO
92%
8%
SI NO
69%
31%
SI NO
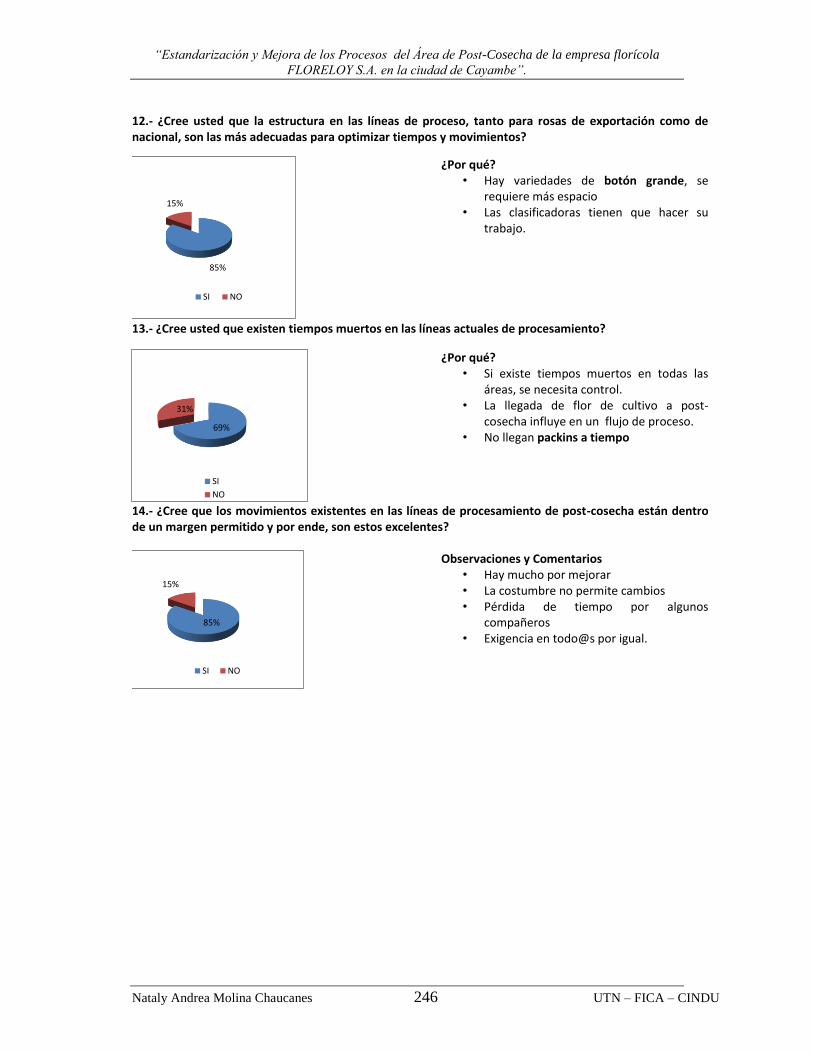
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 246 UTN – FICA – CINDU
12.- ¿Cree usted que la estructura en las líneas de proceso, tanto para rosas de exportación como de nacional, son las más adecuadas para optimizar tiempos y movimientos?
¿Por qué? • Hay variedades de botón grande, se
requiere más espacio • Las clasificadoras tienen que hacer su
trabajo.
13.- ¿Cree usted que existen tiempos muertos en las líneas actuales de procesamiento?
¿Por qué? • Si existe tiempos muertos en todas las
áreas, se necesita control. • La llegada de flor de cultivo a post-
cosecha influye en un flujo de proceso. • No llegan packins a tiempo
14.- ¿Cree que los movimientos existentes en las líneas de procesamiento de post-cosecha están dentro de un margen permitido y por ende, son estos excelentes?
Observaciones y Comentarios • Hay mucho por mejorar • La costumbre no permite cambios • Pérdida de tiempo por algunos
compañeros • Exigencia en todo@s por igual.
85%
15%
SI NO
69%
31%
SI
NO
85%
15%
SI NO
“Estandarización y Mejora de los Procesos del Área de Post-Cosecha de la empresa florícola
FLORELOY S.A. en la ciudad de Cayambe”.
Nataly Andrea Molina Chaucanes 247 UTN – FICA – CINDU
“Ningún trabajo es tan importante, ni
servicio tan urgente, que no permitan
tomar el tiempo necesario para realizar la
labor sin tener en cuenta la calidad,
seguridad y medio ambiente”.
Capacitación Instituto Ecuatoriano de Seguridad Social IESS


















