UNIVERSIDAD TECNOLÓGICA...
88
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE CIENCIAS DE LA INGENIERÍA CARRERA DE INGENIERÍA EN ALIMENTOS RECUPERACIÓN DE ACEITE DE FRITURA AL VACÍO MEDIANTE LA APLICACIÓN DE TIERRA FILTRANTE BENTONITA CÁLCICA TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA EN ALIMENTOS DIANA ESTEFANÍA REYES OSORIO DIRECTOR: ING. MANUEL CORONEL Quito, Junio 2014
Transcript of UNIVERSIDAD TECNOLÓGICA...

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA EN ALIMENTOS
RECUPERACIÓN DE ACEITE DE FRITURA AL VACÍO
MEDIANTE LA APLICACIÓN DE TIERRA FILTRANTE
BENTONITA CÁLCICA
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERA EN ALIMENTOS
DIANA ESTEFANÍA REYES OSORIO
DIRECTOR: ING. MANUEL CORONEL
Quito, Junio 2014

© Universidad Tecnológica Equinoccial. 2014
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo DIANAESTEFANÍA REYES OSORIO, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para
ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
__________________________
Diana Estefanía Reyes Osorio
C.I.: 1714211693

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Recuperación de
aceite de fritura al vacío mediante la aplicación de tierra filtrante
bentonita cálcica”, que, para aspirar al título de Ingeniera en Alimentos
fue desarrollado por Diana Estefanía Reyes Osorio, bajo mi dirección y
supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple con las
condiciones requeridas por el reglamento de Trabajos de Titulación artículos
18 y 25.
___________________
Ing. Manuel Coronel
DIRECTOR DEL TRABAJO
C.I.: 1710625227

Este trabajo es parte del Proyecto de Investigación financiado por la V
Convocatoria de la Universidad Tecnológica Equinoccial, V.UIO.ALM.07:
”Efecto de las condiciones de fritura en las propiedades físico-
químicas del aceite”

DEDICATORIA
A Dios por darme la fuerza necesaria de salir y superarme cada día.
Con cariño y amor para las personas que hicieron lo posible para cumplir
mis sueños, por motivarme y apoyarme en cualquier instancia de mi vida.
A mis padres, hermanos y sobrina por ser el pilar fundamental de mi vida.
A ti negrito por siempre cuidarme y ayudarme a superar cada obstáculo
que se me presentó.
AGRADECIMIENTOS
A Dios, por llenar mi vida de bendiciones y ser la luz que guía mi camino.
A mis padres Marco y Martha, por el apoyo y amor que me han brindado
en cada etapa y momentos importantes de mi vida, porque han sabido
forjar en mí valores y no han escatimado esfuerzo alguno que permitan
cumplir mis sueños.
A mis hermanos Daniel y Paola, por ser un ejemplo, y quererme tal como
soy.
A Alex y su familia, por el apoyo brindado.
A los Ingenieros Rubén Amagua, Manuel Coronel, Juan Bravo y Juan
Coronel por guiarme en la ejecución de este trabajo, y dedicar parte de su
tiempo a la misma.
A mis mensitas Dayta, Naty y Tañis por su amistad y apoyo incondicional
en el transcurso de cada semestre.
Gracias a todas las personas que participaron directa o indirectamente en
este trabajo de titulación.

i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN…………………………………………………………...... ix
ABSTRACT……………………………………………………………. x
1. INTRODUCCIÓN…………………………………………………. 1
2. MARCO TEÓRICO.................................................................. 3
2.1. ACEITES…………………………………………………… 3
2.1.1. PRODUCCIÓN DE ACEITE EN EL ECUADOR.. 4
2.1.2. PROCESO DE REFINACIÓN……………………. 4
2.1.3. PROPIEDADES FÍSICO-QUÍMICAS…………… 7
2.2. PROCESO DE FRITURA………………………………… 12
2.2.1. FRITURA AL VACÍO……………………………… 14
2.2.2. REACCIONES DE DETERIORO DEL ACEITE
DE FRITURA…………………………………….... 15
2.3. PROCESO DE BLANQUEO DEL ACEITE…………….. 17
2.3.1. TIERRAS DE BLANQUEO………………………. 20
2.3.1.1. Bentonitas…………………………….. 21
2.3.1.2. Bentonita Cálcica…………………….. 22
2.4. MODELIZACIÓN MATEMÁTICA………………………… 22
2.4.1. REGRESIÓN LINEAL MÚLTIPLE……………….. 23
3. METODOLOGÍA…………………………………………………… 25
3.1. MATERIA PRIMA………………………………………….. 25

ii
PÁGINA
3.2. MÉTODOS FÍSICO-QUÍMICOS DE ANÁLISIS DE
RESULTADOS…………………………………………….. 25
3.2.1. PORCENTAJE DE ÁCIDOS GRASOS LIBRES
(AGL)………………………………………………. 25
3.2.2. ÍNDICE DE PERÓXIDOS (IP)…………………… 25
3.2.3. COMPUESTOS POLARES (TPM)………………. 26
3.2.4. COLOR…………………………………………….. 26
3.3. RECUPERACIÓN DEL ACEITE CONT IERRA DE
BLANQUEO………………………………………………... 26
3.4. DISEÑO EXPERIMENTAL…...…………………………... 28
3.5. MODELIZACIÓN MATEMÁTICA………………………… 28
4. ANÁLISIS DE RESULTADOS…………………………………… 29
4.1. CARACTERIZACIÓN FÍSICO-QUÍMICA DE LA
MATERIA PRIMA………………………………………….. 29
4.2. PORCENTAJE DE ÁCIDOS GRASOS LIBRES……….. 31
4.3. ÍNDICE DE PERÓXIDOS………………………………… 35
4.4. PORCENTAJE TOTAL DE COMPUESTOS
POLARES………………………………………………….. 39
4.5. COLOR……………………………………………………... 42
4.6. MODELIZACIÓN…………………………………............. 46
5. CONCLUSIONES Y RECOMENDACIONES………………….. 49
5.1. CONCLUSIONES………………………………………….. 49
5.2. RECOMENDACIONES…………………………………… 50

iii
PÁGINA
BIBLIOGRAFÍA……………………………………………………….. 51
ANEXOS……………………………………………………………….. 59
iv
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Requisitos del aceite comestible de palma
africana………………………………………………….. 7
Tabla 2. Relación del estado del aceite con el porcentaje
total de compuestos polares………………………….. 10
Tabla 3. Pigmentos y colores característicos en diferentes
aceites………………………………………………….. 11
Tabla 4. Deterioro de blanqueabilidad del aceite de palma… 20
Tabla 5. Propiedades importantes de la tierra de blanqueo… 21
Tabla 6. Condiciones del proceso de blanqueo……………….. 27
Tabla 7. Caracterización química de los aceites utilizados en
el proceso de fritura al vacío de cebolla paiteña y
piña, y del aceite fresco……………………………….. 29
Tabla 8. Color medido en los aceites en coordenadas CIE.. 30
Tabla 9. Color de los aceites en escala Lovibond…………… 31
Tabla 10. Porcentaje de ácidos grasos libres para cada
tratamiento aplicado en los aceites de fritura al
vacío (de cebolla paiteña y piña)……………………. 32
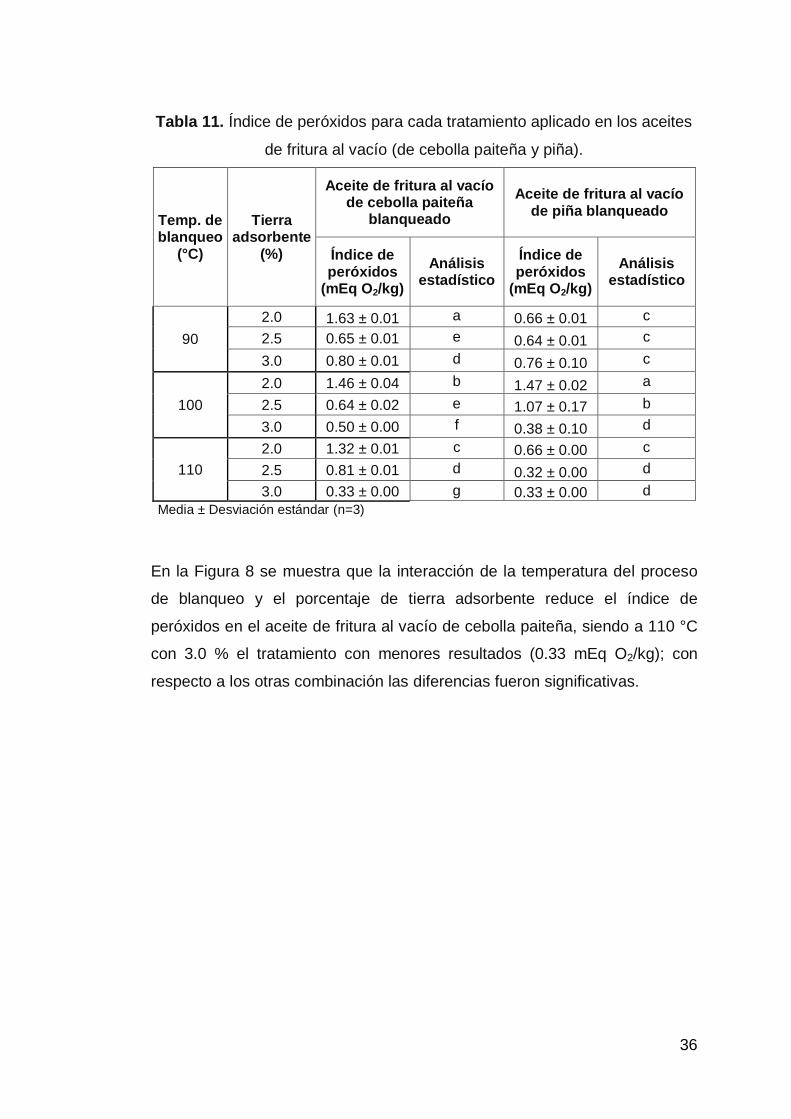
Tabla 11. Índice de peróxidos para cada tratamiento aplicado
en los aceites de fritura al vacío (de cebolla paiteña
y piña)……….………………………………………….. 36

v
PÁGINA
Tabla 12. Porcentaje de compuestos polares para cada
tratamiento aplicado en los aceites de fritura al
vacío (de cebolla paiteña y piña)………………….. 39
Tabla 13. Color de los aceites blanqueados en escala
Lovibond……………………………………………….... 45
Tabla 14. Constantes para el modelo matemático de %AGL
de los aceites tratados………………………………… 46
Tabla 15. Constantes para el modelo matemático de índice
de peróxidos de los aceites tratados………………… 47
Tabla 16. Constantes para el modelo matemático de %TPM
de los aceites tratados………………………………… 47
vi
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Diagrama de flujo del proceso de obtención del
aceite de palma………………………………………… 6
Figura 2. Espacio de color CIE Lab……………………………… 12
Figura 3. Transferencia de calor y masa en el proceso de
fritura profunda…………………………………………. 13
Figura 4. Reacciones de deterioro en el aceite de fritura……. 17
Figura 5. Diagrama de flujo del proceso de blanqueo del
aceite…………………………………………………… 27
Figura 6. Efecto de la temperatura y tierra adsorbente en los
ácidos grasos libres en el aceite de fritura al vacío
de cebolla paiteña blanqueado………………………. 33
Figura 7. Efecto de la temperatura y tierra adsorbente en los
ácidos grasos libres en el aceite de fritura al vacío
de piña blanqueado………..………………………….. 34
Figura 8. Efecto de la temperatura y tierra adsorbente sobre
el índice de peróxidos en el aceite de fritura al vacío
de cebolla paiteña blanqueado………………………. 37
Figura 9. Efecto de la temperatura y tierra adsorbente sobre
el índice de peróxidos en el aceite de fritura al vacío
de piña blanqueado……………………………..……. 38
Figura 10. Efecto de la temperatura y tierra adsorbente sobre
el porcentaje de compuestos polares en el aceite de

vii
PÁGINA
fritura al vacío de cebolla paiteña blanqueado… 40
Figura 11. Efecto de la temperatura y tierra adsorbente sobre
el porcentaje de compuestos polares en el aceite de
fritura al vacío de piña blanqueado………………….. 41
Figura 12. Efecto de la temperatura y tierra adsorbente sobre
la luminosidad en el aceite de fritura al vacío de
cebolla paiteña blanqueado………………………….. 43
Figura 13. Efecto de la temperatura y tierra adsorbente sobre
la luminosidad en el aceite de fritura al vacío de piña
blanqueado…………………………………………….
44

viii
ÍNDICE DE ANEXOS
PÁGINA
ANEXO I
COLOR EN EL ACEITE DE FRITURA AL VACÍO DE CEBOLLA
PAITEÑA Y PIÑA EN COORDENADAS CIE (L*, a* y b*)……… 59
ANEXO II
ÁNGULO HUE Y CROMA DE LOS ACEITES UTILIZADOS EN
FRITURA AL VACÍO DE CEBOLLA PAITEÑA Y PIÑA………….. 60
ANEXO III
VARIACIÓN DEL COLOR EN EL ACEITE UTILIZADO EN
FRITURA AL VACÍO DE CEBOLLA PAITEÑA Y PIÑA………….... 61
ANEXO IV
TABLAS DE DATOS PARA DETERMINAR LAS ECUACIONES
DE LOS MODELOS MATEMÁTICOS EN LOS ACEITES
TRATADOS……………………………………………………………. 62

ix
RESUMEN
El objetivo del presente trabajo fue recuperar los aceites de fritura al vacio
de cebolla paiteña y piña mediante un proceso de blanqueo y filtración con la
aplicación de la tierra adsorbente bentonita cálcica. Primero, se realizó la
caracterización físico-química porcentaje de ácidos grasos libres (%AGL),
índice de peróxidos (IP), porcentaje total de compuestos polares (%TPM),
color en escala Lovibond (rojo y amarillo) y Luminosidad (L*) de los aceites
antes de aplicar el blanqueo. Se sometió los aceites al proceso de blanqueo
donde se varió la temperatura y el porcentaje de tierra en relación al peso
del aceite; posteriormente, se caracterizó los aceites blanqueados con el fin
de determinar la mejor combinación de las variables del proceso. Los
resultados obtenidos para el aceite de fritura al vacío de cebolla paiteña y
piña indican que con una combinación de 110 °C y 3.0 % de tierra, los
valores son menores, así se obtuvo 0.33 % para ácidos grasos libres, 0.33
mEq O2/kg en índice de peróxidos y 9.50 % de compuestos polares; para el
color en escala Lovibond, los resultados en los dos aceites presentaron
cambios significativos, al igual que en la luminosidad. Finalmente, se obtuvo
un modelo matemático para el porcentaje de ácidos grasos libres, índice de
peróxidos y compuestos polares de los dos aceites, teniendo así, para el
aceite de cebolla paiteña, el 99.51 %, 81.54 % y 85.55 % de confiabilidad
respectivamente; a diferencia del aceite de piña que se obtuvo el 75.32 %,
63.42 % y 90.18 % respectivamente.

x
ABSTRACT
The aim of this study was to recover oils paiteña vacuum frying onion and
pineapple through a bleaching process and filtration with the application of
calcium bentonite adsorbent earth. First, the physical-chemical
characterization percentage of free fatty acids (% AGL), peroxide (IP),
percentage of total polar compounds (% TPM), Lovibond color (red and
yellow) scale was performed and Brightness (L *) of the oils before applying
the bleach. Oils to the bleaching process where the temperature and the
percentage of land in relation to the weight of the oil was subjected varied;
subsequently bleached oils in order to determine the best combination of
process variables was analyzed. The results obtained for the vacuum frying
oil of onion and pineapple paiteña indicate that a combination of 110 ° C and
3.0 % of land values are lower and 0.33 % was obtained for free fatty acids,
0.33 mEq O2/kg in peroxide and 9.50 % of polar compounds; for Lovibond
color scale, the results in the two oils had significant changes, as in the light.
Finally, a mathematical model for the percentage of free fatty acids, peroxide
and polar compounds of the two oils was obtained, thus having, for paiteña
oil onion, 99.51 %, 81.54 % and 85.55 % respectively of reliability; unlike the
pineapple oil 75.32 %, 63.42 % and 90.18 % respectively were obtained.

1. INTRODUCCIÓN

1
1. INTRODUCCIÓN
El proceso de fritura es una de las técnicas más utilizadas en todo el mundo
para la cocción de alimentos, proporciona características organolépticas
únicas de aroma, sabor y textura; este proceso implica el contacto del aceite
con un alimento para la transferencia de energía. Durante la fritura los
aceites se degradan provocando cambios en sus características
organolépticas y nutricionales, las mismas que otorgan un aspecto diferente
al alimento procesado (Ravelli, Romero, Della, Ferreira, & Bismara, 2009).
La fritura al vacío utiliza condiciones, que permiten conservar el color y olor
propio del alimento procesado, y este a su vez absorbe menor cantidad de
aceite; en este proceso, ocurre una serie de cambios causados por el calor
transferido desde el aceite al alimento que dan origen a reacciones químicas
oxidativas (Garayo & Moreira, 2002; Velasco, Marmesat, & Dobarganes,
2009; Yagüe, 2003).
Durante el proceso de fritura se tiene varios cambios físicos, químicos y
nutricionales en el producto final; estos cambios dependen, de factores como
la humedad, tipo de alimento, calidad de aceite utilizado y de la temperatura
del proceso, así como del tiempo de residencia del producto en el aceite
caliente (Ziaiifar, 2008).
El consumo de los aceites deteriorados y reutilizados en el proceso de
fritura, el calentamiento o sobrecalentamiento y los residuos de alimentos
presentes en el mismo, con el tiempo pueden llegar a generar problemas de
salud (Navas, Tres, Bou, Codony, & Guardiola, 2007).

2
Se propone, con este trabajo recuperar aceites utilizados en procesos de
fritura al vacío; mediante la aplicación de la tierra filtrante natural Bentonita
cálcica, la misma que tiene la capacidad de adsorber compuestos como
pigmentos, productos derivados de la oxidación, gomas, humedad, metales y
lodos (Crown Iron Works Company, 2009; Ministerio de Salud Pública,
2011).
El blanqueo es un proceso donde se eliminan pigmentos y se reducen
compuestos indeseables; el mismo que utiliza agentes adsorbentes como
arcillas neutras, ácidas activadas o carbón activado (Badui, 2006).
Por ello, se propuso como objetivo general recuperar el aceite de fritura al
vacío mediante la aplicación de tierra filtrante Bentonita cálcica, y para
cumplir esto, se tiene los siguientes objetivos específicos:
- Evaluar las características físico-químicas del aceite usado (color,
compuestos polares, porcentaje de ácidos grasos libres e índice de
peróxidos).
- Aplicar tierra filtrante natural Bentonita cálcica para el proceso de
blanqueo.
- Evaluar las características físico-químicas del aceite tratado (color,
compuestos polares, porcentaje de ácidos grasos libres e índice de
peróxidos).
- Determinar un modelo matemático que describa el comportamiento del
porcentaje de ácidos grasos libres, índice de peróxidos y compuestos
polares.

2. MARCO TEÓRICO

3
2. MARCO TEÓRICO
2.1. ACEITES
Los aceites son materias grasas líquidas a temperatura ambiente que
constituyen la parte comestible de los lípidos; compuestos por una glicerina y
por triglicéridos, estos a su vez por ácidos grasos esenciales. El origen de
los aceites puede ser animal o vegetal, sin embargo, el más utilizado en el
sector alimentario es el de origen vegetal, que se obtiene a partir de semillas
o de frutos oleaginosos. Estos proporcionan nutrientes esenciales y son
fuente importante de calorías, las mismas que generan energía al organismo
del ser humano aportando alrededor de 9 Kcal/g (Giacopini, 2010; Inkanat,
2013).
Existen tres tipos de ácidos grasos en los aceites vegetales, de acuerdo al
número de dobles enlaces presentes en la cadena carbonada, los saturados,
monoinsaturados y poliinsaturados. Los saturados se caracterizan por tener
una cadena lineal de átomos de carbono unidos por enlaces simples y se
pueden encontrar en grandes cantidades en aceites vegetales de palmiste,
palma y coco; en los monoinsaturados se encuentra el de mayor importancia
nutricional que es el ácido oléico (omega 9) y finalmente, los poliinsaturados
se tiene el ácido linoleico (omega 6) y linolénico (omega 3); estos dos
últimos ácidos grasos presentan dobles enlaces en su cadena carbonatada
(Cantor, 2009; Velásquez, 2006).
El aceite comestible de mayor consumo tanto por su economía y
accesibilidad es elaborado a partir de palma africana (Elaeis guineensis), la
cual es una planta tropical cultivada en varias zonas cálidas del mundo,
originaria del occidente de áfrica perteneciente a las monocotiledóneas, la
cual tiene una vida productiva de más de 50 años, sin embargo empieza a
dar frutos en el año 2 o 3 (FAO, 2006).

4
2.1.1. PRODUCCIÓN DE ACEITE EN EL ECUADOR
Desde hace varias décadas la producción de aceite de palma ha sido
considerada una actividad agrícola, la misma que ha promovido la economía
y desarrollo de los sectores palmicultores; es así, que Ecuador ocupa el
segundo lugar en Latinoamérica en la producción de aceite crudo de palma y
el séptimo productor a nivel mundial; sin embargo, es el primero en exportar
mundialmente ya que Colombia ocupa su producción para consumo interno.
San Lorenzo, Quinindé, La Concordia, Santo Domingo y Quevedo son
lugares palmicultores del Ecuador. Las exportaciones de la palma aceitera
aportan al país con alrededor de 300 millones de dólares anuales. Por otro
lado, La Fabril, Danec y Epacem son las fábricas de aceites nacionales que
adquieren un gran porcentaje del fruto de palma para procesarlo (Andrade,
2011; Potter, 2012; Jácome, 2012; Salazar, 2013).
2.1.2. PROCESO DE REFINACIÓN
El aceite de palma tiene un alto rendimiento de producción por la alta
cantidad de aceite que estos frutos producen, a pesar de que atraviesan por
cierto número de procesos como se muestra en la Figura 1, que inician en el
pesado del fruto maduro cosechado para descargarlos en rampas donde se
lleva a cabo la esterilización de los racimos por medio de vapor de agua con
una presión de 3 a 4 atmosferas, a una temperatura de 121 °C y por un
tiempo de 45 minutos, con los objetivos de inactivar enzimas lipasas que
provocan el incremento de ácidos grasos libres, microorganismos, aflojar
células aceitosas y el fruto del raquis (Santacruz, Morales, & Palacio, 2000).
Para el desfrutado se utiliza un cilindro rotatorio el cual separa el fruto del
raquis, se los coloca en un digestor para el desprendimiento de las células
de aceite a lo cual se denomina proceso de macerado, posteriormente se
realiza el prensado que consiste en separar los componentes de la pulpa es
decir, el aceite y la fibra con el uso de agua a la salida del digestor, una vez

5
obtenido el aceite crudo de palma, se realiza control de calidad en cuanto a
acidez, impurezas y humedad de este, a este aceite se procede a clarificarlo
por una separación de fases por diferencia de densidades, al final de este
proceso se obtiene un aceite anaranjado por la presencia de carotenos; la
refinación se la realiza a este aceite para reducir la intensidad del color hasta
llegar al amarillo característico de los aceites y con el fin de reducir el % de
ácidos grasos libres; después de cada operación unitaria se realiza un
control de calidad en cuanto a peso, porcentaje de humedad, impurezas,
ácidos grasos libres, y prueba de jabón (FAO, 2006).
A nivel industrial el proceso de refinación más utilizado es el alcalino, el cual
permite que el aceite crudo sea comestible y consta de 4 etapas:
desgomado, neutralización, blanqueamiento y desodorización (Crown Iron
Works Company, 2009).
Durante el desgomado el aceite se mezcla con agua para hidratar los
fosfolípidos, con el fin de eliminar sustancias emulsivas como la lecitina, sin
embargo, para los fosfolípidos no hidratados es necesario utilizar pequeñas
cantidades de ácido fosfórico o cítrico para convertirlos en hidratables.
Posterior a esta etapa, se añade solución de hidróxido de sodio para
neutralizar los ácidos grasos libres y lavarlos con el fin de eliminar jabones, a
lo cual se denomina neutralización; al final de estas dos etapas se somete el
aceite a un secado al vacío (Dorsa, 2008; Foscarini & Pérez, 2000).
El aceite neutro y seco se lleva a la etapa de blanqueo, donde el aceite es
tratado con tierras activadas, vacío y temperatura, para retirar o eliminar
pigmentos, compuestos oxidantes como gomas, metales y jabones; al
concluir esta operación se tiene aceite neutro-blanqueado listo para
procesos posteriores. Finalmente, se tiene la desodorización, que se lleva a
cabo con una destilación a presiones bajas y temperaturas altas (210-270)
°C con el fin de eliminar compuestos volátiles y para evitar la hidrólisis de las
grasas y aceites (Metropolitana, 1998; Navas, 2011).

6
Durante el proceso de blanqueamiento el aceite de palma puede
deteriorarse ocasionando la pérdida de una de sus propiedades que
determina el grado de oxidación, debido al exceso de temperatura y oxígeno;
por lo cual un aceite oxidado es más complicado blanquearlo, ya que los
carotenos y tocoferoles están degradados y por consiguiente el aceite
cambia a un marrón opaco (Amado, 2010).
Figura 1. Diagrama de flujo del proceso de obtención del aceite de palma.
Frutos
Maduros Esterilizar
Desfrutar
Macerar
Prensar
Tamizar
Clarificar
Refinar
Desgomar
Neutralizar
Blanquear
Desodorizar
Aceite crudo
de palma

7
2.1.3. PROPIEDADES FÍSICO-QUÍMICAS
El aceite de palma debe cumplir con los parámetros de calidad, de la norma
técnica NTE INEN 1 640; que a 25 °C este debe tener un aspecto limpio, sin
impurezas y sustancias que puedan modificar sus características
organolépticas después de su refinación y las propiedades físico – químicas
como lo muestra la información contenida en la Tabla 1. El análisis con
estudios científicos realizados y las normas existentes han permitido
estandarizar valores aceptables para cada propiedad físico-química del
aceite; sin embargo, estos valores pueden cambiar para cada país y
variedad de producto (INEN, 2012; Graciani & Gómez, 2006).
Tabla 1. Requisitos del aceite comestible de palma africana
Requisito Unidad Mínimo Máximo
Densidad relativa, 25/25 ºC - 0.891 0.914
Índice de yodo cg/g 58.0 -
Acidez libre (como ácido oleico) % - 0.2
Perdida por calentamiento % - 0.05
Índice de saponificación mg/g 180 270
Materia insaponificable % 1.4630 1.0
Índice de refracción 25 ºC 1.4680
Índice de peróxido meqO2/kg 10.0
Punto de enturbiamiento ºC 10.0
(INEN, 2012)
Ácidos grasos libres: son estructuras mono y di-glicéridos en estado libre,
que constituyen impurezas para los aceites y que provienen de la hidrólisis

8
del mismo. Es decir, es el número de miligramos de hidróxido de potasio
utilizados para neutralizar los ácidos grasos libres (ácido palmítico en el
aceite de palma) en 1 gramo de aceite (INEN, 1973); tomando en cuenta la
ecuación 1 para calcular el % de ácidos grasos libres.
100*.
*% *
mp
mEqNVAGL NaOHNaOH
[1]
Donde:
VNaOH = Volumen gastado en ml de NaOH
N = Normalidad del NaOH
mEq = Miliequivalente del ácido graso de referencia
p.m = Peso de la muestra en gramos
Estudios comparativos donde se utilizó oleína de palma para freír papas a la
francesa por 8 horas y un periodo de 8 días realizado por Tiffany, Peitz,
Clark, Biller, & Kickle (2009) encontraron que el contenido de ácidos grasos
libres aumenta por: el tiempo y condiciones de almacenamiento, y por cada
fritura realizada en este.
Índice de peróxidos: según la norma técnica NTE INEN 1978 establece
que es el número de miliequivaletnes de oxígeno activado por kilogramo de
muestra, es decir, es la valoración del yodo liberado con tiosulfato de sodio
de una cantidad de muestra determinada; para lo cual se hace uso de la
fórmula citada en la misma norma técnica, la cual se presenta acontinuación
(INEN, 1978; Panreac. Química, 2010).
100*.
*
mp
NVIP
[2]

9
Donde:
IP = Índice de peróxidos en mEq O2/kg
V = Volumen de Tiosulfato de Sodio usado en la titulación en ml
N = Normalidad del Tiosulfato de Sodio
p.m = Peso de la muestra en gramos
Estudios realizados sobre el deterioro del aceite de soya y oleína de palma
durante el freído de papas a la francesa realizados por Fernández, Álvarez &
Morales (2012) demostraron que el índice de peróxidos aumenta de
acuerdo al tipo de aceite utilizado, el número de ciclos de fritura,
temperatura y tiempo de calentamiento del aceite. Sin embargo, después de
algunos ciclos de fritura el índice de peróxidos disminuye, ya que algunos
derivados químicos se transforman a carbonilos alifáticos (Rojas & Narváez,
2011). Según Oliveira, Arruda, Ogliari, Meineert, & Barrera (2005), existen
otros factores ajenos al proceso de fritura que también influyen en el
aumento de peróxidos, como las condiciones de almacenamiento del aceite
que alteran el olor y sabor del mismo.
Porcentaje Total de Compuestos polares: son los productos resultantes
de las reacciones secundarias (oxidación) que se llevan a cabo durante el
proceso de fritura, los cuales se caracterizan por tener un comportamiento
polar y por su afinidad a la fase acuosa del alimento (Suaterna, 2009).
Actualmente, es uno de los parámetros de calidad más utilizados a nivel
industrial por pequeñas y medianas empresas (Rojas & Narváez, 2011).
Existe un rango de porcentaje de compuestos polares que determina el
estado del aceite, tal como se indica en la Tabla 2; lo ideal de un aceite sin
utilizar es que su contenido de compuestos polares oscile entre valores de
0.2 a 5.0 %, sin embargo, durante el proceso de refinación del aceite en la
etapa de neutralización y deodorización se forman estos compuestos a
causa de las altas temperaturas del proceso, haciéndolo negativo para la

10
salud (Suaterna, y otros, 2012); ya que su alto contenido altera la
estabilidad, las características nutricionales y sensoriales del aceite.
Tabla 2. Relación del estado del aceite con el porcentaje total de
compuestos polares
Estado del aceite Compuestos polares (%)
Nuevo <12
Óptimo 12 – 15
Buen estado 15 – 20
Se recomienda cambiar 20 - 25
Cambio inmediato > 25
Los valores de la Tabla 2 dependen de las leyes de cada país, ya que estos
pueden variar entre valores de 24 y 30 %. Además, el valor de estos puede
ser diferente según el tipo de grasa y las condiciones de almacenamiento.
Color: es una percepción del ojo humano que determina la aceptabilidad de
un producto mediante la sensación de la luz visible, el cual se puede medir
mediante equipos denominados colorímetros, estos reportan resultados en
diferentes expresiones numéricas; sin embargo, el método más utilizado
para aceite es Lovibond y el de coordenadas CIELAB.
El color de los aceites permite valorar de forma organoléptica al producto,
pero a más de ser una cualidad, este parámetro es tomado en cuenta como
un indicador de calidad durante el proceso de refinación. Los pigmentos son
los principales compuestos que influyen en el color de los aceites, tal como
se muestra en la Tabla 3 (Pérez, Yebra, Melgos, Asselman, & Boucceta,
2003).

11
Tabla 3. Pigmentos y colores característicos en diferentes aceites
Pigmento Color Aceite
Carotenos Rojo Rojo de palma
Carotenoides Anaranjado Palmiste
Xantófilas Amarillo Girasol, maíz, soya
Clorofila Verde Oliva
El color tiene 3 atributos que permite identificarlos y medirlos; estos son
brillo, saturación y tono (Moreno, 2004)
- Brillo: se refiere a la cantidad de luz percibida o que refleja un color,
es decir, la medida de la luminosidad.
- Saturación: nivel de pureza o intensidad de un color.
- Tono: es el estado puro del color, que permite distinguir el color de
otro.
Anteriormente, se cito dos métodos comunes para la determinación del
color, Lovibond es el método oficial internacional para evaluar el color en
aceites y grasas vegetales y animales (INEN, 1980). Este método consiste
en comparar los aceites con patrones de color Lovibond, es decir, determina
el color por comparación entre el color de la luz transmitida a través de un
determinado espesor de grasa o aceite líquido (normalmente 5 1/4 pulgadas)
y el color de la luz originada por la misma fuente, transmitida a través de
estándares de vidrio coloreados. Las lecturas en escala Lovibond consisten
en un rojo, amarillo, azul y neutro, sin embargo, las medidas más utilizadas
son amarillas y rojas (Soto, 2010).
El otro método utilizado para medir el color en aceites es CIE, que está
dado en coordenadas de L*, a* y b*, tal como se muestra en la Figura 2 que
indica la distribución de los colores para cada coordenada donde: L
representa la luminosidad del color, el negro con valor 0 y blanco con 100;
en el eje de a* se encuentra en sus extremos el rojo (+) y verde (-),

12
finalmente, en el eje b* se tiene en los extremos amarillo (+) y azul (-) (X-
Rite, 2002).
Figura 2. Espacio de color CIE L* a* b*.
2.2. PROCESO DE FRITURA
Es un método de cocción de alimentos por inmersión de estos en aceite o
grasa por un periodo de tiempo determinado y bajo condiciones específicas
de acuerdo al tipo de fritura. El aceite actúa como medio para transferir calor
y masa (Rojas & Narváez, 2011).
El proceso de fritura es uno de los procesos físico-químicos más utilizados
para la preparación y cocción de alimentos por el olor, sabor, color y textura
que esta operación unitaria genera a los alimentos favoreciendo a la
palatabilidad. Según Vélez (1999), la fritura en sí es un proceso de cocción
complejo en el cual se introduce un alimento al aceite durante un
determinado tiempo a temperaturas altas que oscilan entre 150-180 °C; en la

13
cual el producto resultante depende de las condiciones del proceso (tiempo y
temperatura), del aceite y del alimento, ya que estos determinan los
diferentes cambios físico-químicos que pueden ocurrir durante el proceso,
por el calor que transfiere el aceite al alimento. El proceso de fritura involucra
un número considerable de variables como: pretratamientos aplicados al
alimento, tipo de alimento, calidad, composición y tipo de aceite, temperatura
y tiempo de duración del proceso, humedad y composición del alimento
(Moreira, 2001; Cocio, 2006).
Durante el proceso de fritura profunda se identifican dos fenómenos
importantes de transferencia de calor y de masa, provocados por la
diferencia de temperatura entre el alimento y el aceite como se muestra en la
Figura 3. Por conducción ocurre entre el aceite caliente desde la superficie al
interior del alimento, este fenómeno se da en el calentamiento inicial del
alimento; en cambio, por convección se da desde el aceite caliente a la
superficie del producto, en la cual la generación de burbujas contribuye a la
turbulencia del medio favoreciendo este fenómeno y disminuyendo la
velocidad de transferencia de calor (Aguilera, 1997; Jibaja, 2010).
Figura 3. Transferencia de calor y masa en el proceso de fritura profunda.
(Aguilera, 1997)

14
2.2.1. FRITURA AL VACÍO
Es una tecnología que permite obtener alimentos menos grasos, que se
efectúa bajo condiciones de temperatura y presión en un ambiente cerrado,
con el fin de disminuir el punto de ebullición del agua del alimento. Esta
técnica conserva las características organolépticas del alimento ya que
absorbe menos cantidad de aceite y las reacciones enzimáticas y oxidativas
disminuyen, permitiendo alargar la vida útil del aceite (Garayo & Moreira,
2002).
El mecanismo de transferencia de calor en el proceso de fritura al vacio es
similar al de fritura profunda, sin embargo, la diferencia que existe entre
estos dos procesos es la temperatura del aceite, ya que en la fritura al vacío
está es más baja debido a la presión subatmosférica del proceso (Garayo &
Moreira, 2002). Sin embargo, hay dos factores que afectan la humedad del
producto, que es el nivel de vacío y temperatura de fritura; es decir, mientras
mayor es el nivel de vacío la velocidad de evaporación y secado aumenta; a
diferencia de la temperatura, que la velocidad de secado aumenta y
disminuye el tiempo de fritura (Villamizar, Quiceno, & Giraldo, 2012).
Sin importar el tipo de fritura, el aceite atraviesa por diferentes etapas.
Según Blumenthal (1991), afirma que el aceite pasa por cinco fases durante
su periodo de utilización en cuanto a calidad del producto frito:
- Fase 1, aceite inicial: el aceite es nuevo y no presenta degradación ni
compuestos contaminantes. Es poco viscoso.
- Fase 2, aceite fresco: existen ácidos grasos libres por procesos de
hidrólisis de la anterior fritura, que aumentan la acidez; el aceite
presenta aromas típicos de fritura y los compuestos polares
aumentan.

15
- Fase 3, aceite óptimo: la cantidad de sustancias emulsionantes es
adecuada para el contacto entre el aceite y el producto, existe una
buena absorción de aceite, pero empieza a formarse espuma lo cual
origina la oxidación.
- Fase 4, aceite degradado: se originan sustancias contaminantes y los
niveles de hidrólisis y oxidación son altos. El aceite toma un color
oscuro, su sabor es rancio y los niveles de sus propiedades físico-
químicas aumenta.
- Fase 5, aceite muy degradado: aparecen sabores y olores extraños y
disminuye el punto de humo, este aceite no es apto para ser utilizado
en procesos de fritura.
2.2.2. REACCIONES DE DETERIORO DEL ACEITE DE FRITURA
Los aceites utilizados en el proceso de fritura, de acuerdo a su composición
química y su forma de manejo, se degradan o dañan por diferentes factores
como el calor, agua y luz. Cuando el aceite se negrea, forma espuma o
desprende humo significa que algo extraño ocurre en el mismo, lo que
produce una alteración en las características fisicoquímicas, sensoriales
(sabor y olor) y el aparecimiento de sustancias perjudiciales para la salud
(Vega, 2004). Las principales situaciones que originan este deterioro son el
exceso de temperatura durante el proceso y el abuso en el tiempo de
utilización del aceite.
El deterioro del aceite se ve afectado principalmente por 3 reacciones;
hidrólisis (agua), oxidación (aire) y polimerización (calor), como se indica en
la Figura 4 (Pelayo, 2010; Suaterna, 2009).
HIDRÓLISIS: reacción que se produce por la humedad del alimento y del
ambiente, lo cual provoca un aumento de los acidos grasos libres, los
mismos que son responsables del grado de acidez del aceite, disminuye el

16
punto de humo y los olores y sabores son desagradables (Pelayo, 2010;
Yagué, 2003).
OXIDACIÓN: es la primera reacción de degradación del aceite y la más
frecuente, tambien conocida como enranciamiento; el oxígeno del aire
provoca el envejecimiento del aceite, debido a la formación de compuestos
inestables y estos a su vez hacen que los aspectos beneficiosos del aceite
se pierdan. En esta reacción se llevan a cabo varias reacciones químicas
que originan compuestos y radicales libres que terminan degradando el
aceite. Además, condiciones de fritura como la temperatura pueden influir
para que esta reacción se retrase, sin emabrgo, esta afirmación dependera
del tipo de aceite que se utilice. Esta reacción se ve potenciada por la
incidencia de la luz y temperatura (Viera, 2005; Infoalimentación, 2003).
POLIMERIZACIÓN: es el resultado de la reacción de hidrólisis y oxidación,
donde los radicales libres junto con otros compuestos aumentan la
viscosidad del aceite, provocan la formación de espuma y el cambio de color
(Licatta, 2012). Además, por el calentamiento que se somete al aceite se
originan compuestos cíclicos que forman una capa de consistencia plástica
en la superficie del aceite, la misma que es difícil de eliminar (Yagué, 2003;
Suaterna, 2009).

17
Figura 4. Reacciones de deterioro en el aceite de fritura.
(Pelayo, 2010)
Las tres reacciones tienen como consecuencia el cambio de color, sabor
rancio, mayor viscocidad, formación de espuma, reducción del punto de
humo y el desarrollo de compuestos tóxicos; pero estos a su vez, provocan
baja calidad del producto frito por su inocuidad y su aspecto sensorial y
reducen el tiempo de uso del aceite (Gil & Astarloa, 2010; Juárez & Sammán,
2007).
2.3. PROCESO DE BLANQUEO DEL ACEITE
El blanqueo es un tratamiento, donde se reducen pigmentos y compuestos
polares que se encuentran disueltos o suspendidos en el aceite, que a su

18
vez determinan las propiedades físico-químicas del mismo. Se basa en un
proceso de adsorción que utiliza diversos agentes adsorbentes, como:
arcillas neutras, arcillas ácidas activadas o carbón activado. El blanqueo es
una de las operaciones más importantes de la refinación de un aceite, ya
que remueve varios tipos de impurezas las mismas que influyen en la vida
útil de estos (Badui, 1990). Esta operación unitaria se la realiza después de
la neutralización y seguida del desgomado, mediante el uso de tierras
adsorbentes, las cuales después de ser utilizadas quedan como residuo
(González, 2006).
Durante el blanqueo, el aceite es calentado a una temperatura de 90 – 110
°C, después se agrega el agente adsorbente el mismo que se dispersa en el
aceite para desgasificar la mezcla y eliminar humedad, tomando en cuenta
los niveles recomendables, para las tierras de blanqueo que es de 0.25 - 3.0
% (Bengochea, 2004). Esta operación involucra procesos físicos y químicos,
por lo cual es necesario conocer las propiedades de las tierras adsorbentes
utilizadas y de igual forma el tipo se impurezas presentes en el aceite
(Szchau, 2000; González, 2006).
Para el proceso de adsorción durante el blanqueo, algunas investigaciones
realizadas sobre el tema, han permitido obtener adsorbentes mejorados,
como arcillas decolorantes y desarrollo de materiales sintéticos. Se ha
determinado el efecto de las condiciones del blanqueo sobre la adsorción de
los productos primarios de oxidación y la calidad nutricional del aceite
(Gonzáles, Noriega, Ortega, & col, 2005).
El tiempo, temperatura del proceso, cantidad de tierras, vacío y la humedad,
son parámetros que deben ser controlados y manejados adecuadamente
durante el blanqueo (González, 2006). Hernández, Mieres, Niño y Pérez
(2007), concluyeron que el tiempo, temperatura, humedad y presión influyen
en las propiedades físico-químicas del aceite tratado.

19
Tiempo: este depende de la calidad de las tierras y la temperatura de
blanqueo, estudios han demostrado que la decoloración óptima se lleva a
cabo a partir de los 35 minutos a una temperatura de 105 °C. Sin embargo,
el tiempo de contacto óptimo de los aceites es de 20 – 30 minutos a una
temperatura entre 90 – 100 °C. Estos deben ser cortos a temperaturas altas,
ya que disminuyen la estabilidad oxidativa o la calidad del aceite terminado.
Temperatura: normalmente están en un intervalo de 90 -110 °C, sin
embargo, existen aceites difíciles de blanquear que requieren temperaturas
superiores a los 120 °C. Lo adecuado es realizar este proceso a
temperaturas bajas, caso contrario el aceite disminuye su viscosidad
favoreciendo a las reacciones de oxidación y de fijación de color.
Humedad: la cantidad de agua presente en el aceite debe ser menor al 0,2
%, para que el mismo no se hidrolice, esta variable normalmente cataliza los
ácidos grasos por la presencia de las tierras de blanqueo. Sin embargo, las
tierras deben tener una humedad de 5 - 10 % para asegurar su eficiencia.
Presión: en la antigüedad el blanqueo era realizado bajo condiciones
atmosféricas, la cual tiene efecto sobre el valor de peróxidos y el color,
causando un incremento en ambos parámetros. Cuando el aceite es
procesado en ausencia de oxigeno no presenta sabor, tiene estabilidad
oxidativa y mayor vida de anaquel.
Para poder blanquear un aceite es necesario conocer el deterioro de la
blanqueabilidad más conocido como DOBI, el cual es una propiedad que
determina el grado de oxidación de un aceite debido al exceso de
temperatura y oxígeno; ya que los aceites oxidados son difíciles de
blanquear o no pueden ser blanqueados dependiendo el estado de la
oxidación, esto se debe a que los carotenos y tocoferoles se han degradado,
por esta razón el aceite toma un color marrón. DOBI se define como el radio
20
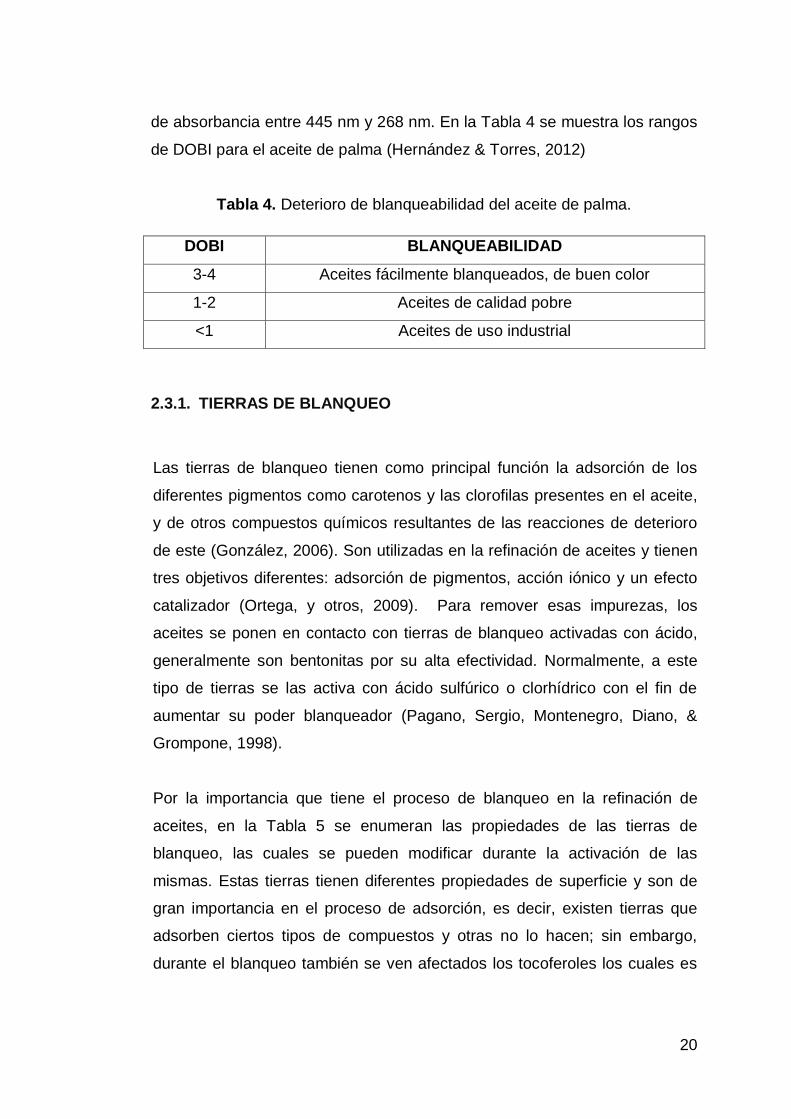
de absorbancia entre 445 nm y 268 nm. En la Tabla 4 se muestra los rangos
de DOBI para el aceite de palma (Hernández & Torres, 2012)
Tabla 4. Deterioro de blanqueabilidad del aceite de palma.
DOBI BLANQUEABILIDAD
3-4 Aceites fácilmente blanqueados, de buen color
1-2 Aceites de calidad pobre
<1 Aceites de uso industrial
2.3.1. TIERRAS DE BLANQUEO
Las tierras de blanqueo tienen como principal función la adsorción de los
diferentes pigmentos como carotenos y las clorofilas presentes en el aceite,
y de otros compuestos químicos resultantes de las reacciones de deterioro
de este (González, 2006). Son utilizadas en la refinación de aceites y tienen
tres objetivos diferentes: adsorción de pigmentos, acción iónico y un efecto
catalizador (Ortega, y otros, 2009). Para remover esas impurezas, los
aceites se ponen en contacto con tierras de blanqueo activadas con ácido,
generalmente son bentonitas por su alta efectividad. Normalmente, a este
tipo de tierras se las activa con ácido sulfúrico o clorhídrico con el fin de
aumentar su poder blanqueador (Pagano, Sergio, Montenegro, Diano, &
Grompone, 1998).
Por la importancia que tiene el proceso de blanqueo en la refinación de
aceites, en la Tabla 5 se enumeran las propiedades de las tierras de
blanqueo, las cuales se pueden modificar durante la activación de las
mismas. Estas tierras tienen diferentes propiedades de superficie y son de
gran importancia en el proceso de adsorción, es decir, existen tierras que
adsorben ciertos tipos de compuestos y otras no lo hacen; sin embargo,
durante el blanqueo también se ven afectados los tocoferoles los cuales es

21
preferible evitar eliminarlos ya que ayudan a la estabilidad oxidativa
(González, 2006).
Tabla 5. Propiedades importantes de la tierra de blanqueo
Propiedades Características
Adsorción
Área superficial
Centros activos en la superficie
Tamaño del poro
Otros Acidez
Contenido de humedad
Filtrabilidad Tamaño de partícula
Retención de aceite Tamaño de partícula
González, (2006).
2.3.1.1. Bentonitas
Las bentonitas son un mineral de grupo de las arcillas provenientes de
transformaciones naturales de las cenizas volcánicas y constituidas por un
70 %, como mínimo, del mineral del tipo montmorillonitas. Son rocas
encontradas en la naturaleza constituidas predominantemente de minerales
arcillosos, pudiendo poseer otros constituyentes: minerales no arcillosos,
sustancias orgánicas e inorgánicas, cationes adsorbidos y sustancias
solubles (Bendezú, Fuentes, Rosado, Veli, & Aguilar, 2013). Las bentonitas
son arcillas coloidales naturales, que tiene la propiedad de hincharse en
contacto con el agua dando lugar a un gel denso. Pertenecen al grupo de las
Montmorillonitas, contienen iones intercambiables y su carga es negativa
(Vialatte, 2000). Las propiedades de las tierras de blanqueo están
relacionadas con sus características estructurales. Las bentonitas se
clasifican de acuerdo a su comportamiento y propiedades fisicoquímicas, de
las cuales se tiene: bentonitas altamente hinchables o sódicas, poco
hinchables o cálcicas y moderadamente hinchables o intermedias (González,
2006).

22
Las aplicaciones industriales de las bentonitas radican en sus propiedades
físico-químicas, las mismas que derivan de la capacidad de intercambio
cationico, superficie específica o área superficial y capacidad de adsorción
(González, 2006). Desde el punto de vista químico, son silicatos de aluminio
y magnesio hierro, con un contenido variable de metales alcalinos y alcalino-
térreos (Pagano, Sergio, Montenegro, Diano, & Grompone, 1998).
2.3.1.2. Bentonita Cálcica
Es una tierra natural que tiene la propiedad de decolorar varios tipos de
aceites, grasas u otros líquidos en su estado natural. Están constituidas por
montmorillonitas que contiene iones intercambiables de calcio, tiene menor
capacidad de hinchamiento que las variedades sódicas pero tiene
propiedades adsorbentes (González, 2006).
La bentonita cálcica es útil en aplicaciones donde no se requiere viscosidad
ni la capacidad de hinchamiento. Constituyen la materia prima fundamental
para la obtención de tierras activadas, utilizadas en la refinación de aceites,
también puede ser una arcilla activada, que en un principio no muestra
ningún poder de adsorción, hasta que se activa con un tratamiento de ácido
sulfúrico o clorhídrico, solo puede ser activada una vez . Adsorbe gran
cantidad de moléculas de soluciones acuosas y de iones en solución
(Dirección general de desarrollo minero, 2013).
2.4. MODELIZACIÓN MATEMÁTICA
Un modelo matemático es la representación de un sistema o proceso real
mediante una formulación o ecuación que expresa las características
fundamentales de estos. Los modelos permiten demostrar mediante cálculos
o simulaciones el comportamiento de un fenómeno, bajo determinadas

23
condiciones que relacionan al mismo. Además, los resultados matemáticos
obtenidos facilitan la evaluación e interpretación de un fenómeno real
(Gómez, 2011).
Los modelos matemáticos se utilizan en el diseño y optimización de
procesos para su comprensión y a su vez encontrar los puntos óptimos de
eficiencia y productividad. Para aplicar modelos matemáticos, es necesario
conocer el fenómeno o proceso real, identificar las variables independientes
que intervienen en el mismo y que influyen en las variables de respuesta o
dependientes, y finalmente, analizar los resultados obtenidos y ver cómo
influyen los factores en el fenómeno analizado (Banga, Balsa-Canto, Moles,
& Alonso, 2003).
2.4.1. REGRESIÓN LINEAL MÚLTIPLE
La regresión se refiere al proceso general de ajustar una ecuación a datos
experimentales existentes de un fenómeno. Los modelos de regresión o
también conocidos como predictivos representan la relación entre dos o más
variables a través de una ecuación, la misma que resume la relación entre
aquellas que describen un proceso y permite predecir los valores de las
variables de respuesta a partir de los valores de otras (Siqueiros, 2004)
El modelo de regresión lineal múltiple predice valores de una variable
cuantitativa o de respuesta a partir de los valores de otras variables
conocidas como variables explicativas; además, cuando se tiene más de una
variable explicativa se utilizan subíndices para cada una de ellas (Losilla,
Navarro, Palmer, Rodrigo, & Alto, 2005). Este tipo de regresión se presenta
cuando dos o más variables independientes influyen sobre una variable
dependiente.

24
Para la interpretación de los resultados obtenidos de un modelo matemático
aplicado a un fenómeno se utiliza el coeficiente de determinación (r2), el
mismo que mide la variación de la variable dependiente explicada en la
variable independiente; es decir, indica el porcentaje de ajuste que se ha
conseguido con el modelo, a mayor porcentaje mejor es el modelo para
predecir el comportamiento de la variable de respuesta. Este coeficiente no
depende de las unidades de medición. El r2 siempre tomará valores
comprendidos entre 0 y 1, ya que es una medida de proximidad o de ajuste
de la recta (Molina & Rodrigo, 2010; Vila, Sedano, López, & Juan, s.f.).

3. METODOLOGÍA

25
3. METODOLOGÍA
3.1. MATERIA PRIMA
Para el presente trabajo se utilizó aceite fresco (AF) y aceite utilizado en
procesos de fritura al vacío (APF) de cebolla paiteña y de piña, de los
proyectos desarrollados en la Universidad Tecnológica Equinoccial.
Se realizó la caracterización físico-química del aceite fresco y del utilizado en
fritura: porcentaje de ácidos grasos libres, índice de peróxidos, compuestos
polares y variación del color en escala CIE y Lovibond.
3.2. MÉTODOS FÍSICO-QUÍMICOS DE ANÁLISIS DE
RESULTADOS
3.2.1. PORCENTAJE DE ÁCIDOS GRASOS LIBRES (AGL)
El porcentaje de AGL se determinó con el método descrito por el Instituto
Ecuatoriano de Normalización, según la NTE INEN 38 (INEN, 1973). Los
resultados se expresaron como porcentaje de ácido mediante la ecuación 1.
3.2.2. ÍNDICE DE PERÓXIDOS (IP)
En la determinación de este índice se utilizó el método descrito en la norma
NTE INEN 277; para calcular el índice de peróxidos se utilizó la ecuación 2 y
los resultados se expresaron en mEq O2/kg (INEN, 1978).

26
3.2.3. COMPUESTOS POLARES (TPM)
Los compuestos polares se determinaron mediante equipo Testo 270 Deep-
frying Oil Tester. Se introdujo el sensor en el aceite y se registró la lectura
del porcentaje de compuestos polares y la temperatura del aceite. Los
resultados se expresaron como %TPM (por sus siglas en inglés Total Polar
Material).
3.2.4. COLOR
Se determinó el color de cada aceite recuperado con un colorímetro
triestímulo Konica Minolta Chroma Meter CR-400, mediante el sistema de
coordenadas CIE L*a*b; que determinan los parámetros de color:
componente de color que varía del tono blanco al negro conocido como
luminosidad (L*), componente de color que varía de rojo a verde (a*) y
componente de color que varía de amarillo al azul (b*).
Además, se midió el color mediante el método Lovibond rojo y amarillo con
celda de 5¼ pulgadas, en los laboratorios de la empresa DANEC S.A.
3.3. RECUPERACIÓN DEL ACEITE CON TIERRA DE
BLANQUEO
Para recuperar el aceite se aplicó un proceso de calentamiento y filtración, el
mismo que se detalla en la Figura 5 con la aplicación de la tierra de
blanqueo Bentonita cálcica marca Tonsyl. El porcentaje de tierra adsorbente
o de blanqueo, se calculó en base al peso del aceite.

27
Figura 5. Diagrama de flujo del proceso de blanqueo del aceite
Durante el proceso de blanqueo se controlaron diferentes condiciones, tanto
de temperatura del proceso como del porcentaje de tierra adsorbente, como
se muestra en la Tabla 6.
Tabla 6. Condiciones del proceso de blanqueo.
FACTORES NIVELES
A= Temperatura de
blanqueo (°C) 90 100 110
B= Tierra adsorbente (%) 2.0 2.5 3.0
Después de realizar el blanqueo del aceite, se efectuaron los mismos
análisis físico-químicos, con el fin de comparar la calidad del mismo.
Filtración
Enfriamiento
Calentamiento
Mezcla
Calentamiento
Pesaje
Recepción de la materia prima
28
3.4. DISEÑO EXPERIMENTAL
Se realizó un diseño experimental multifactorial AxB, del cual se analizó dos
variables independientes: temperatura de blanqueo y % de tierra
adsorbente, en relación a la cantidad de aceite que se usó, con el fin de
conocer antes y después del proceso de blanqueo el índice de peróxidos, el
porcentaje de ácidos grasos libres, los compuestos polares y la variación del
color presentes en los aceites, las mismas que se identifican como variables
dependientes, como se citó en la Tabla 6. Por tanto, se aplicó 9 tratamientos
y cada tratamiento se realizó por triplicado, con un total de 27 experimentos;
los resultados se procesaron mediante un análisis de varianza multifactorial
y las medias comparadas con la prueba de significancia Tukey con un 95.0%
de nivel de confianza, mediante el software InfoStat versión 2013.
3.5. MODELIZACIÓN MATEMÁTICA
Se aplicó el método de regresión lineal múltiple para determinar las 3
ecuaciones que relacionan las variables de respuesta (porcentaje de AGL
(X), índice de peróxidos (Y) y compuestos polares (Z)), con las variables
independientes (% de tierra (Co) y temperatura (T)); las mismas que se
muestran a continuación:
A partir de las variables mencionadas, se determinó los valores de las
constantes para cada ecuación y se calculó el coeficiente de determinación
(r2). Además, los datos y cálculos se procesaron en el programa Microsoft
Office Excel 2007 ®.

4. ANÁLISIS DE RESULTADOS

29
4. ANÁLISIS DE RESULTADOS
4.1. CARACTERIZACIÓN FÍSICO-QUIMICA DE LA
MATERIA PRIMA
Los aceites utilizados en el proceso de fritura al vacío de cebolla paiteña y
piña fueron analizados mediante pruebas físico-químicas (porcentaje de
ácidos grasos libres, índice de peróxidos, compuestos polares y color) que
permitieron conocer la calidad y estado inicial de los mismos, tal como se
citó en la metodología.
En la Tabla 7 se presentan los resultados obtenidos de los análisis químicos
de cada aceite, antes de aplicar el método de blanqueo en los aceites de
fritura al vacío y del aceite fresco.
Tabla 7. Caracterización química de los aceites utilizados en el proceso de
fritura al vacío de cebolla paiteña y piña, y del aceite fresco.
Aceite utilizado en
fritura al vacío
Análisis químicos
AGL (%) IP (mEq O2/kg) Compuestos
polares (%)
Cebolla paiteña 0.16 ± 0.01 17.28 ± 0.35 9.50 ± 0.00
Piña 0.10 ± 0.00 15.58 ± 0.12 9.50 ± 0.00
Aceite fresco 0.05 ± 0.00 2.14 ± 0.02 9.00 ± 0.00
Media ± desviación estándar (n=3)
En base a los resultados presentados en la Tabla 7 se determinó que el
aceite utilizado en la fritura de cebolla paiteña presentaba mayor deterioro
que el de piña, ya que el porcentaje de ácidos grasos libres y el índice de
peróxidos eran mayores con un valor de 0.16 % y 17.28 mEq O2/kg en
30
relación al de piña que presentó 0.10 % y 15.58 mEq O2/kg respectivamente.
Sin embargo, en el porcentaje total de compuestos polares los resultados
fueron idénticos con un valor de 9.50 %. Es decir, según el aceite fresco,
ambos aceites están deteriorados, ya que los valores de la misma son
inferiores, teniendo 0.05 % de ácidos grasos libres, 2.14 mEq O2/kg para el
índice de peróxidos y 9.00 % para compuestos polares, como se presentó en
la Tabla 7.
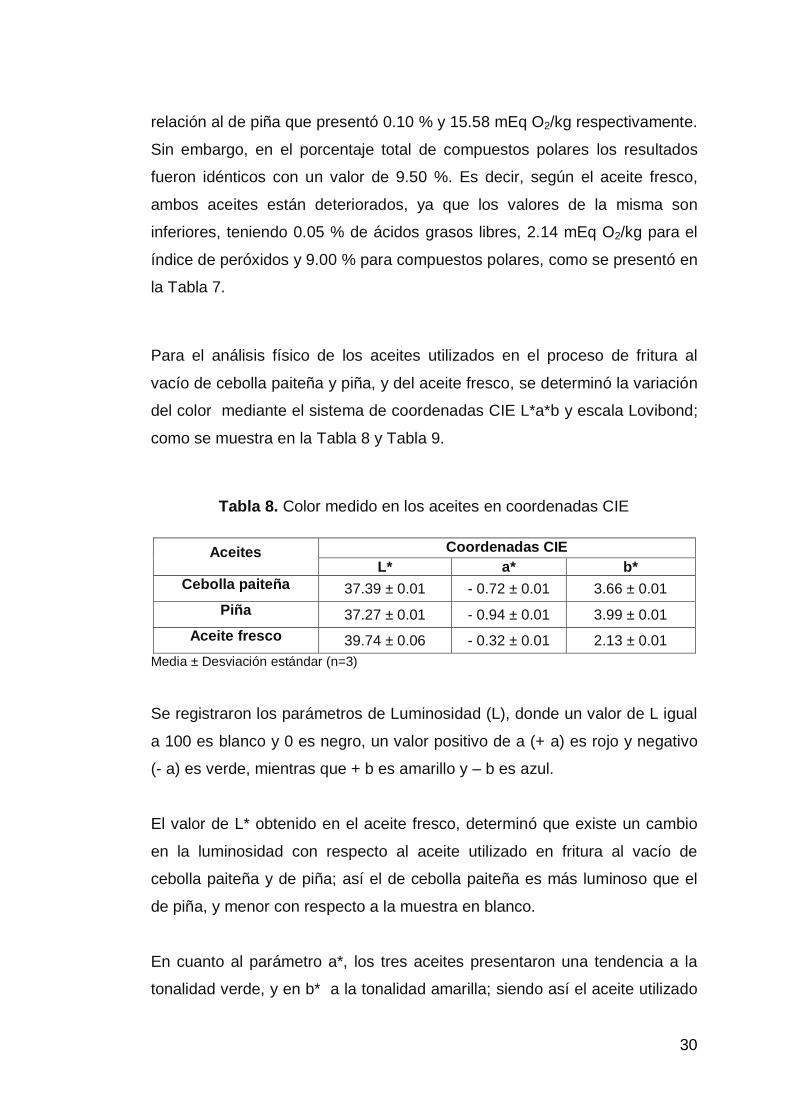
Para el análisis físico de los aceites utilizados en el proceso de fritura al
vacío de cebolla paiteña y piña, y del aceite fresco, se determinó la variación
del color mediante el sistema de coordenadas CIE L*a*b y escala Lovibond;
como se muestra en la Tabla 8 y Tabla 9.
Tabla 8. Color medido en los aceites en coordenadas CIE
Aceites Coordenadas CIE
L* a* b*
Cebolla paiteña 37.39 ± 0.01 - 0.72 ± 0.01 3.66 ± 0.01
Piña 37.27 ± 0.01 - 0.94 ± 0.01 3.99 ± 0.01
Aceite fresco 39.74 ± 0.06 - 0.32 ± 0.01 2.13 ± 0.01
Media ± Desviación estándar (n=3)
Se registraron los parámetros de Luminosidad (L), donde un valor de L igual
a 100 es blanco y 0 es negro, un valor positivo de a (+ a) es rojo y negativo
(- a) es verde, mientras que + b es amarillo y – b es azul.
El valor de L* obtenido en el aceite fresco, determinó que existe un cambio
en la luminosidad con respecto al aceite utilizado en fritura al vacío de
cebolla paiteña y de piña; así el de cebolla paiteña es más luminoso que el
de piña, y menor con respecto a la muestra en blanco.
En cuanto al parámetro a*, los tres aceites presentaron una tendencia a la
tonalidad verde, y en b* a la tonalidad amarilla; siendo así el aceite utilizado

31
en fritura al vacío de cebolla paiteña el de mayor tonalidad en a* con - 0.72 y
el de piña en b* con 3.99.
El color en escala Lovibond según la norma venezolana Covenin 30:1997,
establece que para aceites refinados el color en rojo debe tener un máximo
de 3.00 y para amarillo 30.00 (COVENIN, 1997), de tal forma que el aceite
fresco cumple con este parámetro de calidad; sin embargo, en relación a los
otros dos aceites, el utilizado en fritura al vacío de piña es el más cercano a
estos requisitos con valores de 15.00 y 3.20 unidades para amarillo y rojo
respectivamente.
Tabla 9. Color de los aceites en escala Lovibond
Aceites Lovibond
Amarillo Rojo
Cebolla paiteña 70.00 11.50
Piña 15.00 3.20
Aceite fresco 18.00 1.50
4.2. PORCENTAJE DE ÁCIDOS GRASOS LIBRES
Los resultados del porcentaje de ácidos grasos libres para cada tratamiento
aplicado a los aceites utilizados en fritura al vacío de cebolla paiteña y piña
se presentan en la Tabla 10.

32
Tabla 10. Porcentaje de ácidos grasos libres para cada tratamiento aplicado
en los aceites de fritura al vacío (de cebolla paiteña y piña).
Temp. de blanqueo
(°C)
Tierra adsorbente
(%)
Aceite de fritura al vacío de cebolla
paiteña blanqueado
Aceite de fritura al vacío de piña blanqueado
AGL (%) Análisis
estadístico AGL (%)
Análisis estadístico
90
2.0 0.03 ± 0.00 d 0.03 ± 0.00 d
2.5 0.08 ± 0.01 b 0.08 ± 0.00 b
3.0 0.05 ± 0.00 c 0.05 ± 0.00 c
100
2.0 0.08 ± 0.00 b 0.10 ± 0.00 a
2.5 0.20 ± 0.00 a 0.09 ± 0.01 b
3.0 0.05 ± 0.00 c 0.05 ± 0.00 c
110
2.0 0.08 ± 0.01 b 0.10 ± 0.00 a
2.5 0.05 ± 0.00 c 0.05 ± 0.00 c
3.0 0.03 ± 0.00 d 0.03 ± 0.00 d
Media ± Desviación estándar (n=3)
La temperatura de blanqueo y la cantidad de tierra adsorbente presentaron
diferencias significativas sobre el porcentaje de ácidos grasos libres en el
aceite de fritura al vacío de cebolla paiteña; de tal forma que a 90 °C con 2.0
% y a 110 °C con 3.0 % los resultados presentaron menores valores (0.03 %
en los dos casos), tal como se observa en la Figura 6.

33
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 6. Efecto de la temperatura y tierra adsorbente en los ácidos graso
libres en el aceite de fritura al vacío de cebolla paiteña blanqueado.
En el aceite de fritura al vacío de piña la temperatura y la cantidad de tierra
adsorbente presentaron diferencias significativas en el porcentaje de ácidos
grasos libres; siendo a 90 °C con 2.0 % y a 110 °C con 3.0 % los resultados
con menores valores (0.03 % en los dos casos), como se observa en la
Figura 7.
d
b b b
a
c c c
d
0
0.05
0.1
0.15
0.2
0.25
AF APF 90 100 110
Ác
ido
s g
ras
os
lib
res
(%
)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

34
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 7. Efecto de la temperatura y tierra adsorbente sobre los ácidos
graso libres en el aceite de fritura al vacío de piña blanqueado.
Los valores obtenidos para el porcentaje de ácidos grasos libres del aceite
utilizado en fritura al vacío de cebolla paiteña y de piña concuerdan con los
reportados por algunos autores que analizan el deterioro y calidad del aceite
de fritura profunda para diversos alimentos; tal es el caso del estudio
realizado por Tiffany et al. (2009), donde se utilizó oleína de palma para freír
papas a la Francesa por 8 horas seguidas y por un periodo de 8 días, en el
mismo que se observó que el porcentaje de ácidos grasos libres aumento
con el tiempo de freído desde 0.06 % a 1.30 % para el último día. En otro
estudio comparativo realizado sobre la estabilidad de diferentes aceites
vegetales en fritura, se observó la misma tendencia de los resultados para
los 4 aceites analizados, donde el aceite puro de oliva obtuvo a los 39 ciclos
de fritura 1.89 %, el de girasol convencional a los 35 ciclos presento 1.22 %,
d
a a
b
b
c c c
d
0
0.02
0.04
0.06
0.08
0.1
0.12
AF APF 90 100 110
Ác
ido
s g
ras
os
lib
res
(%
)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

35
el aceite de girasol de alto oleico después de los 46 ciclos de fritura tuvo
0.60 % y el aceite parcialmente hidrogenado en sus 38 ciclos tuvo 0.67 %
(Valenzuela, Sanhueza, Susana, Gabriela, & Tavella, 2003). Los valores
encontrados por Fernández, Cadena, Yáñez & Sosa (2010), en el estudio de
deterioro de aceite de soya y oleína de palma durante el freído de papas a la
francesa, es similar a los anteriores y a los obtenidos en este estudio con
0.02 % y 0.06 % en aceite fresco de soya y oleína de palma
respectivamente, y para después del proceso de fritura se obtuvo 0.21 % y
0.28 %.
El comportamiento de los ácidos grasos libres de esta investigación fue de
0.16 % y de 0.10 %, para el aceite utilizado en fritura al vacío de cebolla
paiteña después de los 20 ciclos y para el de piña después de los 25 ciclos,
respectivamente.
Hasta el momento no se han realizado estudios de recuperación de aceite
utilizado en fritura al vacío, sin embargo, la Norma INEN 2 678, establece
que el límite máximo para este parámetro de calidad es de 3.00 %; por lo
tanto los dos aceites recuperados cumplen con este requisito,
independientemente de los tratamientos aplicados, ya que como valor
máximos se obtuvo 0.20 % para el aceite de fritura al vacío de cebolla
paiteña y 0.10 % para el de fritura al vacío de piña; es decir, los dos aceites
están en condiciones de ser reutilizados (INEN, 2013).
4.3. ÍNDICE DE PERÓXIDOS
Los aceites de fritura al vacío de cebolla paiteña y de piña arrojaron los
siguientes resultados, como se indica en la Tabla 11.
36
Tabla 11. Índice de peróxidos para cada tratamiento aplicado en los aceites
de fritura al vacío (de cebolla paiteña y piña).
Temp. de blanqueo
(°C)
Tierra adsorbente
(%)
Aceite de fritura al vacío de cebolla paiteña
blanqueado
Aceite de fritura al vacío de piña blanqueado
Índice de peróxidos
(mEq O2/kg)
Análisis estadístico
Índice de peróxidos
(mEq O2/kg)
Análisis estadístico
90
2.0 1.63 ± 0.01 a 0.66 ± 0.01 c
2.5 0.65 ± 0.01 e 0.64 ± 0.01 c
3.0 0.80 ± 0.01 d 0.76 ± 0.10 c
100
2.0 1.46 ± 0.04 b 1.47 ± 0.02 a
2.5 0.64 ± 0.02 e 1.07 ± 0.17 b
3.0 0.50 ± 0.00 f 0.38 ± 0.10 d
110
2.0 1.32 ± 0.01 c 0.66 ± 0.00 c
2.5 0.81 ± 0.01 d 0.32 ± 0.00 d
3.0 0.33 ± 0.00 g 0.33 ± 0.00 d
Media ± Desviación estándar (n=3)
En la Figura 8 se muestra que la interacción de la temperatura del proceso
de blanqueo y el porcentaje de tierra adsorbente reduce el índice de
peróxidos en el aceite de fritura al vacío de cebolla paiteña, siendo a 110 °C
con 3.0 % el tratamiento con menores resultados (0.33 mEq O2/kg); con
respecto a los otras combinación las diferencias fueron significativas.

37
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 8. Efecto de la temperatura y tierra adsorbente sobre el índice de
peróxidos en el aceite de fritura al vacío de cebolla paiteña blanqueado.
La combinación de temperatura de blanqueo y el porcentaje de tierra
adsorbente presentaron diferencias significativas sobre el índice de
peróxidos del aceite de fritura al vacío de piña, favoreciendo en la
disminución de los resultados; de tal forma que a 100 °C con 3.0 %, 110 °C
con 2.5 % y 110 °C con 3.0 % fueron los tratamientos que arrojaron menores
valores de 0.38, 0.32 y 0.33 mEq O2/kg respectivamente, como su muestra
en la Figura 9.
a
b
c e e d d f g
0
2
4
6
8
10
12
14
16
18
20
AF APF 90 100 110
Índ
ice
de
pe
róx
ido
s
(mE
q O
2/k
g)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

38
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 9. Efecto de la temperatura y tierra adsorbente sobre el índice de
peróxidos en el aceite de fritura al vacío de piña blanqueado.
Los valores obtenidos fueron comparados con los resultados reportados por
Fernández et al. (2010), donde el comportamiento del índice de peróxidos en
el aceite de soya y oleína de palma después de freír papas a la Francesa
arrojaron 15.00 mEq O2/kg y 5.00 mEq O2/kg respectivamente para cada
aceite; de tal forma que en relación al estado del aceite utilizado en fritura al
vacío de cebolla paiteña y piña presentan la misma tendencia de los datos,
pues para el primer aceite se obtuvo 17.28 mEq O2/kg y para el segundo
15.58 mEq O2/kg. En comparación con la norma ecuatoriana INEN 1 640 los
dos aceites superan el límite permitido que es de 10.00 mEq O2/kg. Sin
embargo, los valores obtenidos para el índice de peróxidos en los aceites
blanqueados se encuentran dentro del límite máximo permitido, de tal forma
que, para el aceite utilizado en fritura al vacío de cebolla paiteña se obtuvo
c a
c c b
d
c d
d
0
2
4
6
8
10
12
14
16
18
AF APF 90 100 110
Índ
ice
de
pe
róx
ido
s
(mE
q O
2/k
g)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

39
1.63 mEq O2/kg y para piña 1.47 mEq O2/kg, es decir, que el proceso de
blanqueo disminuye este índice, haciéndolos susceptibles de reutilización.
4.4. PORCENTAJE TOTAL DE COMPUESTOS POLARES
Los valores para el porcentaje de compuestos polares en los dos aceites de
fritura al vacío y la temperatura a la que se midió, se muestran en la Tabla
12. En los dos casos el contenido de compuestos polares se mantuvo dentro
de un rango de 9.50 % a 10.33 %.
Tabla 12. Porcentaje de compuestos polares para cada tratamiento aplicado
en los aceites de fritura al vacío (de cebolla paiteña y piña).
Temp. de blanqueo
(°C)
Tierra (%)
Aceite de fritura al vacío de cebolla paiteña blanqueado
Aceite de fritura al vacío de piña blanqueado
Temperatura (°C)
Compuestos polares (%)
Análisis estadístico
Temperatura (°C)
Compuestos polares (%)
Análisis estadístico
90
2.0 115.00 9.67 ± 0.29 b 120.00 9.67 ± 0.29 bc
2.5 119.00 9.50 ± 0.00 b 115.00 10.00 ± 0.00 ab
3.0 117.00 9.83 ± 0.29 ab 117.00 9.50 ± 0.00 c
100
2.0 115.00 9.50 ± 0.00 b 118.00 10.00 ± 0.00 ab
2.5 116.00 9.50 ± 0.00 b 118.00 9.50 ± 0.00 c
3.0 118.00 9.50 ± 0.00 b 116.00 10.17 ± 0.29 ab
110
2.0 119.00 9.83 ± 0.29 ab 119.00 9.83 ± 0.29 abc
2.5 119.00 10.33 ± 0.29 ab 118.00 9.50 ± 0.00 c
3.0 114.00 9.83 ± 0.29 ab
117.00 10.00 ± 0.00 ab
Media ± Desviación estándar (n=3)
La temperatura de blanqueo y el porcentaje de tierra adsorbente no
presentaron diferencias significativas sobre los compuestos polares del
aceite de fritura al vacío de cebolla paiteña, de tal forma que resulta lo
mismo trabajar con los 9 tratamientos, ya que los compuestos polares se
mantuvieron en un rango del 9.50 a 10.33 %, como se observa en la Figura

40
10; sin embargo, a 110 °C con 2.5 % es el tratamiento donde se obtiene
resultados más altos de 10.33 %.
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 10. Efecto de la temperatura y tierra adsorbente sobre el porcentaje
de compuestos polares en el aceite de fritura al vacío de cebolla paiteña
blanqueado.
En la Figura 11 se muestra que la interacción de la temperatura del proceso
de blanqueo y el porcentaje de tierra adsorbente no influyen para la
disminución de los compuestos polares en el aceite de fritura al vacío de
piña, ya que los tratamientos no presentaron diferencias significativas; sin
embargo, a 90 °C con 3.0 %, 100 °C con 2.5 % y 110 °C con 2.5 % es donde
los resultados arrojaron menor valor de 9.50 % de compuestos polares para
los 3 casos.
b
b ab
b
b
ab ab
b ab
8.4
8.6
8.8
9
9.2
9.4
9.6
9.8
10
10.2
10.4
AF APF 90 100 110
Co
mp
ue
sto
s p
ola
res
(%
)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

41
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 11. Efecto de la temperatura y tierra adsorbente sobre el porcentaje
de compuestos polares en el aceite de fritura al vacío de piña blanqueado.
Los valores de la Tabla 12 son menores a los encontrados por Vives (2004),
ya que después de los 15 ciclos de fritura de papas a la francesa el aceite
alcanza entre 7.00 a 12.00 % de compuestos polares, a diferencia de los
valores obtenidos en este estudio, donde el aceite de fritura al vacío de
cebolla paiteña se obtuvo 9.53 % y el mismo proceso para piña 9.55 %,
después de 20 y 25 ciclos de fritura respectivamente. Otro estudio del
contenido de compuestos polares totales en aceites frescos de cocina más
vendidos en Medellín (Colombia) presentó resultados bajos para el
contenido de estos, ya que para el aceite de canola se tuvo 1.22 %, el de
girasol 1.96 % el de oliva 3.29 % y la mezcla de estos 4.69 %; es decir, que
bc
ab abc
ab
c c c
ab
ab
8.4
8.6
8.8
9
9.2
9.4
9.6
9.8
10
10.2
10.4
AF APF 90 100 110
Co
mp
ue
sto
s p
ola
res
(%
)
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)
42
los compuestos polares dependen del tipo de aceite utilizado. Para el aceite
de palma fresco es mayor con un 9.00 % (Ramírez, y otros, 2012).
El comportamiento de los compuestos polares en los aceites tratados no
presentaron cambio significativo, ya que estos se mantuvieron en un rango
de 9.50 % a 10.33% para los dos aceites, en comparación con los aceites de
fritura al vacío sin recuperar que presentaron un valor de 9.50%.
De acuerdo a la norma INEN 2 678 el valor máximo para compuestos
polares en aceites reutilizados es del 24.00 %, por lo tanto los aceites de
fritura al vacío antes y después de aplicar el proceso de blanqueo se
encuentran dentro del límite máximo; es decir, que son aptos para ser
reutilizados (INEN, 2013).
4.5. COLOR
Los resultados obtenidos del color en coordenadas CIELab de los aceites de
fritura al vacío de cebolla paiteña y piña, se adjuntan en el Anexo I. Las
coordenadas a* y b* presentaron valores relativamente bajos, por esta
razón, el ángulo Hue y el valor de croma no se toman en cuenta para
discusiones posteriores; sin embargo, se adjuntan en el Anexo II.
Sin importar el tratamiento aplicado, el aceite utilizado en fritura al vacío de
cebolla paiteña presentó valores para el parámetro L* (Luminosidad) dentro
de un rango de 44.03 a 45.92; para la coordenada a* un rango de - 0.69 a -
0.31 y finalmente para b* de 1.49 a 2.86. En cuanto al aceite de fritura al
vacío de piña los valores fueron para L* de 44.00 a 45.45, para a* de - 0.78 a
- 0.31 y para b* de 1.20 a 1.64. Es decir, que para ambos aceites los datos
tienden al color rojo y amarillo.

43
La temperatura de blanqueo y la cantidad de tierra adsorbente presentaron
diferencias significativas sobre la luminosidad en el aceite de fritura al vacío
de cebolla paiteña; de tal forma que a 90 °C con 2.5 % se obtuvo el
resultado más alto de 45.92, lo cual favorece al aumento de la luminosidad,
tal como se observa en la Figura 12.
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 12. Efecto de la temperatura y tierra adsorbente sobre la luminosidad
en el aceite de fritura al vacío de cebolla paiteña blanqueado.
En la Figura 13 se muestra que la interacción de la temperatura del proceso
de blanqueo y el porcentaje de tierra adsorbente favorece para aumentar la
luminosidad en el aceite de fritura al vacío de piña, ya que los tratamientos
presentaron diferencias significativas; siendo así, a 90 °C con 3.0 % y 100
°C con 2.5 % donde se obtuvieron los resultados más altos de 45.45 y 45.18
respectivamente.
d d f a bc c b
ef e
0
5
10
15
20
25
30
35
40
45
50
AF APF 90 100 110
Lu
min
os
ida
d
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)

44
Aceite fresco (AF). Aceite post fritura sin blanqueo (APF)
Letras diferentes denotan diferencia significativa (p<0.05)
Figura 13. Efecto de la temperatura y tierra adsorbente sobre la luminosidad
en el aceite de fritura al vacío de piña blanqueado.
En el Anexo I se muestran los valores de las coordenadas de color
determinados en este estudio, que si tienen la misma tendencia en relación
al estudio del efecto del blanqueo y refinación física en los componentes de
color en aceite de palma, realizado por Rossi, Giannza, Alamprese & Stanga
(2001), quienes encontraron que la luminosidad varía de acuerdo a cada
tierra utilizada en el proceso de blanqueo; para la tierra activada (C1) se tuvo
L* 98.35, para la tierra activada (C2) L* 97.84, y finalmente para la tierra
natural (C3) : L* 97.74; la relación de tierra fue del 1% en base al peso del
aceite, además se añadió 0.125 % de sílice sintética a cada tierra, lo cual en
este estudio se trabajó con porcentajes de tierra (Bentonita cálcica) de 2.0,
2.5, 3.0 %. El tipo y cantidad de tierra, así como las condiciones de blanqueo
pueden influir sobre los resultados, por tal motivo no existe concordancia en
los datos.
de e cd de cd bc a ab e
0
5
10
15
20
25
30
35
40
45
50
AF APF 90 100 110
Lu
min
os
ida
d
Temperatura (°C)
2.0
2.5
3.0
Sin blanqueo
Tierra adsorbente
(%)
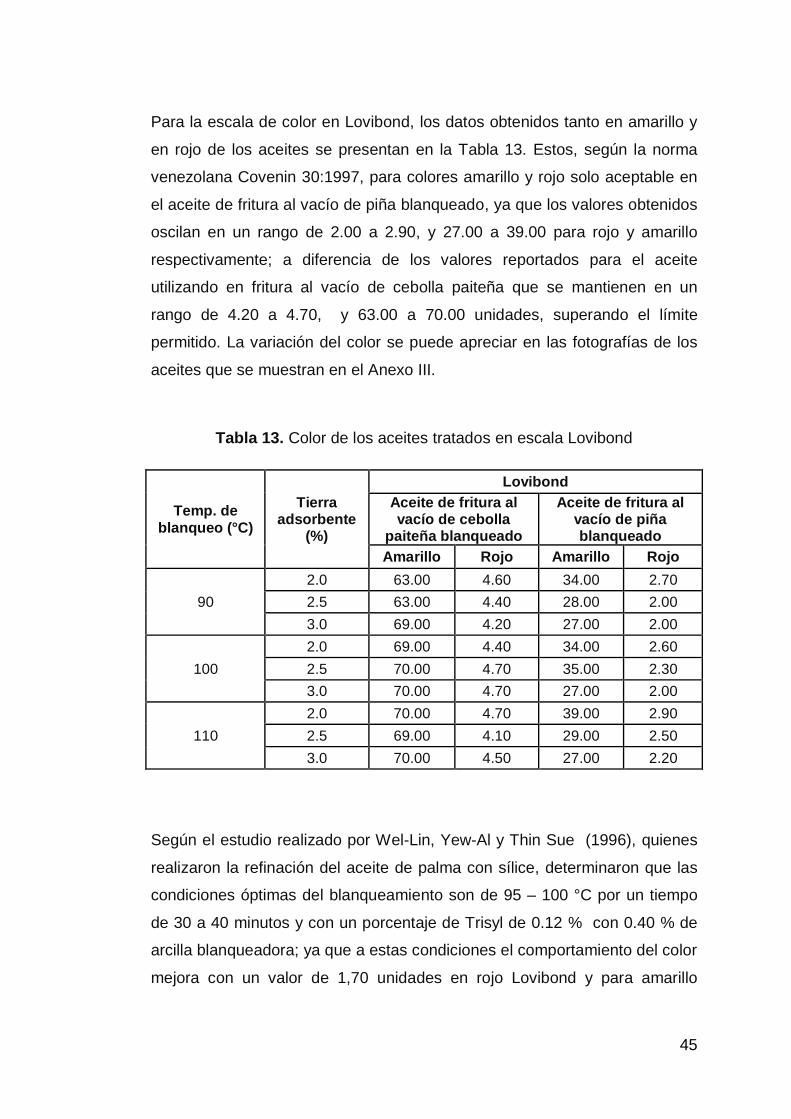
45
Para la escala de color en Lovibond, los datos obtenidos tanto en amarillo y
en rojo de los aceites se presentan en la Tabla 13. Estos, según la norma
venezolana Covenin 30:1997, para colores amarillo y rojo solo aceptable en
el aceite de fritura al vacío de piña blanqueado, ya que los valores obtenidos
oscilan en un rango de 2.00 a 2.90, y 27.00 a 39.00 para rojo y amarillo
respectivamente; a diferencia de los valores reportados para el aceite
utilizando en fritura al vacío de cebolla paiteña que se mantienen en un
rango de 4.20 a 4.70, y 63.00 a 70.00 unidades, superando el límite
permitido. La variación del color se puede apreciar en las fotografías de los
aceites que se muestran en el Anexo III.
Tabla 13. Color de los aceites tratados en escala Lovibond
Temp. de blanqueo (°C)
Tierra adsorbente
(%)
Lovibond
Aceite de fritura al vacío de cebolla
paiteña blanqueado
Aceite de fritura al vacío de piña blanqueado
Amarillo Rojo Amarillo Rojo
90
2.0 63.00 4.60 34.00 2.70
2.5 63.00 4.40 28.00 2.00
3.0 69.00 4.20 27.00 2.00
100
2.0 69.00 4.40 34.00 2.60
2.5 70.00 4.70 35.00 2.30
3.0 70.00 4.70 27.00 2.00
110
2.0 70.00 4.70 39.00 2.90
2.5 69.00 4.10 29.00 2.50
3.0 70.00 4.50 27.00 2.20
Según el estudio realizado por Wel-Lin, Yew-Al y Thin Sue (1996), quienes
realizaron la refinación del aceite de palma con sílice, determinaron que las
condiciones óptimas del blanqueamiento son de 95 – 100 °C por un tiempo
de 30 a 40 minutos y con un porcentaje de Trisyl de 0.12 % con 0.40 % de
arcilla blanqueadora; ya que a estas condiciones el comportamiento del color
mejora con un valor de 1,70 unidades en rojo Lovibond y para amarillo

46
Lovibond 20.00 unidades; sin embargo, en todos los tratamientos aplicados
se obtienen valores dentro de lo establecido por la norma venezolana. A
diferencia de los datos obtenidos en este estudio, los mismos que no reflejan
la misma tendencia que los establecidos en el estudio anterior (Wel-Lin,
Yew-Al, & Thin Sue, 1996), en el estudio realizado por Rossi, et al.(2001),
encontraron que el color del aceite de palma RBD (refinado, blanqueado y
deodorizado) en escala Lovibond se mantiene en un rango de 2.00 a 2.20 y
20.00 unidades para rojo y amarillo respectivamente; sin embargo, en este
estudio el aceite utilizado en fritura al vacío de piña es el aceite que tiene la
misma tendencia de los resultados ya que el aceite de cebolla paiteña
presentó valores más altos para cada color.
4.6. MODELIZACIÓN
Se aplicaron las ecuaciones generales para determinar los parámetros de
calidad %AGL (X), índice de peróxidos (Y) y %TPM (Z), mencionadas
anteriormente. En la Tabla 14 se observan los valores para las constantes
de las ecuaciones del porcentaje de ácidos grasos libres con su respectivo
coeficiente de determinación (r2).
Tabla 14. Constantes para el modelo matemático de %AGL de los aceites
tratados
Aceites utilizados en fritura al vacío
Constantes Coeficiente de determinación
(r2) a0 a1 a2
Cebolla paiteña 0.11339 -1.64915 -0.00002 0.9951
Piña 0.10488 -3.36239 0.00042 0.7532
Los valores de las constantes y el coeficiente de determinación para las
ecuaciones de índice de peróxidos se muestran en la Tabla 15.

47
Tabla 15. Constantes para el modelo matemático de índice de peróxidos de
los aceites tratados
Aceites utilizados en fritura al vacío
Constantes Coeficiente de determinación
(r2) b0 b1 b2
Cebolla paiteña 4.25557 -92.76755 -0.01031 0.8154
Piña 3.04999 -44.05998 -0.01249 0.6342
La Tabla 16 contiene los valores de las constantes de la ecuación para el
porcentaje total de compuestos polares de los dos aceites tratados y el valor
del coeficiente de determinación (r2) para cada una respectivamente.
Tabla 16. Constantes para el modelo matemático de %TPM de los aceites
tratados
Aceites utilizados en fritura al vacío
Constantes Coeficiente de determinación
(r2) c0 c1 c2
Cebolla paiteña 7.91667 5.55556 0.01667 0.8555
Piña 9.37963 5.55556 0.00278 0.9018
Estos modelos matemáticos permiten simular el comportamiento de los
ácidos grasos libres, índice de peróxidos y compuestos polares bajo
condiciones de la temperatura del proceso de blanqueo y porcentaje de
tierra (en relación al peso del aceite). El Anexo IV muestra las tablas de los
datos que permitieron obtener las constantes para cada modelo matemático
y el coeficiente de determinación (r2).
Los modelos matemáticos aplicados al porcentaje de ácidos grasos libres,
índice de peróxidos y compuestos polares para el aceite utilizado en fritura al
vacío de cebolla paiteña presentaron un 99.51%, 81.54% y 85.55%
respectivamente de confiabilidad; por otro lado, los resultados obtenidos
para el aceite utilizado en fritura al vacío de piña indican que el 75.32%,
63.42% y 90.18% de la incertidumbre original se explican con el modelo
matemático respectivamente.

48
Para el color en Lovibond y la luminosidad de los aceites no se aplicó
modelos matemáticos, ya que los valores de este parámetro dependen de
las condiciones de almacenamiento y es considerado como una cualidad del
producto.

5. CONCLUSIONES Y RECOMENDACIONES

49
5. CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
En la caracterización físico-química inicial de la materia prima (aceites
utilizados en fritura al vacío de cebolla paiteña y de piña) se observó
que las dos muestras presentaron diferencia en los parámetros de
calidad analizados, comparadas con el aceite sin utilizar.
El proceso de blanqueo aplicado a los aceites, influyó favorablemente
para mejorar su calidad en cuanto a porcentaje de ácidos grasos
libres, índice de peróxidos, color en LOVIBOND y luminosidad; el
porcentaje total de compuestos polares presentó variaciones
relativamente pequeñas.
Con altas temperaturas del proceso de blanqueo y altos porcentajes
de tierra adsorbente los resultados disminuyen; sin embargo, este
proceso de blanqueo no reduce el porcentaje de compuestos polares,
ya que la temperatura incrementa el valor de estos.
El color de los aceites tratados tanto en escala Lovibond como en CIE
Lab presentan un cambio significativo para recuperar el color original
del aceite después de aplicar el proceso de blanqueo propuesto.
Los modelos matemáticos aplicados al porcentaje de ácidos grasos
libres, índice de peróxidos y compuestos polares para el aceite
utilizado en fritura al vacío de cebolla paiteña y piña permiten
demostrar que el proceso de blanqueo aplicado a los aceites es
favorable y existe concordancia con los datos experimentales y los
simulados por las ecuaciones encontradas. Además, es factible
modelizar el proceso de blanqueo ya que los r2 presentaron
resultados altos.

50
5.2. RECOMENDACIONES
Estudiar el perfil sensorial y cinética de degradación del aceite de
fritura al vacío tratado.
Aplicar el proceso de deodorización al aceite recuperado con el fin de
que se eliminen los olores extraños adquiridos de los diferentes
alimentos procesados.
Modificar las variables del proceso tomando en cuenta blanqueo con
vacío, de manera que se pueda aumentar el rendimiento y mejorar las
propiedades físico-químicas del aceite tratado.
Aplicar cromatografía de gases a los aceites tratados para determinar
el perfil lipídico (ácidos grasos) de los mismos.
Combinar tierras de blanqueo artificiales y naturales para aplicar
diferentes aceites con el fin de identificar además, si hay efecto
sinérgico de las tierras.

BIBLIOGRAFÍA

51
BIBLIOGRAFÍA
Aguilera, J., 1991, “Temas en tecnología de alimentos”, Volumen 1, Editorial
Instituto Politécnico Nacional, México, pp. 187-211.
Amado, M. (2010). Seguimiento a las pérdidas de fitonutrientes durante el
proceso de refinación del aceite de palma. Bogotá.
Ancillo, V. (2009). Recuperación de la fracción troglicérica de los aceites de
fritura residuales mediante extracción con gases comprimidos.
Toledo.
Andrade, V. (2011). Presente y futuro de las oleaginosas en el Ecuador.
Quito.
Badui, S. (1990). Lípidos. En S. Badui, Química de los alimentos (págs. 237-
238). México : Alhambra Mexica S.A. .
Badui, S. (2006). Química de los Alimentos (4ta edición ed.). México:
PAERSON.
Banga, J. R., Balsa-Canto, E., Moles, C. G., & Alonso, A. A. (2003).
Improving food processing using modern optimization methods.
Trends in Food Science & Technology, 131-144.
Bendezú, Y., Fuentes, W., Rosado, R., Veli, L., & Aguilar, N. (2013).
Evaluación de la capacidad adsorbente de arcillas modificadas
termoácidamente y por intercambio catiónico. Universidad Nacional
del Centro del Perú, 9.
Bengochea, J. (2004). Simulación del proceso de dosodorización de aceite
de maíz. Caracas.
Cantor, J. M. (2009). Análisis de perfil de ácidos grasos, vitamina E y
situación actual de rotulado nutricional en aceites vegetales de mayor

52
comercialización en "pequeñas superficies" de Bogotá, Medellín y
Barranquilla.
Cocio, C. (2006). Estudio de la distribución del aceite en rodajas de papas
fritas. Universidad de Chile, Santiago.
COVENIN. (1997). Aceites vegetales comestibles. Norma General. Norma
Venezolana, 30.
Crown Iron Works Company. (2009). Refinación de aceites y grasas.
Dirección general de desarrollo minero. (2013). Perfil de mercado de la
bentonita. 5-6.
Dorsa, R. (2008). Tecnología de los Aceites Vegetales. Brasil: Ribeirâo
Preto.
FAO. (2006). Palma de aceite (Elaeis guineensis Jacq.). Food and
Agriculture Organization.
Fernández, L., Álvarez, Y., & Morales, M. (2012). Deterioro del aceite de
soya y oleina de palma durante el freido de papas a la francesa. 344-
345.
Fernández, L., Cadena, Á. d., Yañez, L., & Sosa, M. (2010). Deterioro de
aceite de soya y oleina de palma durante el freido de papas a la
francesa. XII Congreso Nacional de Ciencia y tecnologia de
Aliemntos, 5-6.
Foscarini, R., & Pérez, G. (2000). Desodorización de aceites vegetales. En
A. d. Grasas, A&g (pág. 908). Santa Fe: Consejo.
Garayo, J., & Moreira, R. (2002). Vaccuum frying of potato chips. Journal of
food engineering, 1-3.
Giacopini, M. I. (2010). Grasas y aceites y su importancia en la salud.
Fundación Bengoa (Alimentación & Nutrición).

53
Gil, G., & Astarloa, L. (2010). Aceites usados de fritura, desde la salud al
medio ambiente. Insituto Nacional de Tecnología Industrial.
Gómez, I. (2011). Modelización matemática en contextos tecnológicos.
Universidad Complutense de Madrid, 1-5.
Gonzáles, L., Noriega, J., Ortega, N., & col. (2005). Cinética de adsorción de
pigmentos, peróxidos y tocoferoles durante el proceso de blanqueo
del aceite de soja. Hermosillo.
González, T. L. (2006). Efecto del proceso de blanqueo sobre la calidad
química del aceite de soya utilizando tierras reactivas. Hermosillo.
Graciani, C., & Gómez, C. (2006). Propiedades físicas de los aceites y
grasas, de sus componentes y de sus derivados. En C. Graciani, Los
aceites y grasas: composición y propiedades (págs. 160-161). Sevilla,
España: Mundi- Prensa.
Hernández, C., Mieres, A., Niño, Z., & Pérez, S. (2007). Efecto de la
refinación física sobre el aceite de la almendra del Corozo (Acrocomia
aculeata). Scielo, 59-68.
Hernández, E., & Torres, A. (2012). Tecnología de oleaginosas. Sogamoso.
INEN. (1973). Grasas y aceites comestibles. Determinación de la acidez.
Instituto Nacional Ecuatoriano de Normalización , 38.
INEN. (1978). Grasas y aceites. Determinación del índice de peróxido.
Instituto Nacional Ecuatoriana de Normalización , 277.
INEN. (1980). Grasas y aceites comestibles. Determinación del color
(Lovibond). Instituto Nacional Ecuatoriano de Normalización, 473.
INEN. (2012). Aceite comestible de palma africana-oleina. Requisitos.
Instituto Nacional Ecuatoriano de Normalización, 1 640.
INEN. (2013). Grasas y aceites comestibles reutilizados. Requisitos. Instituto
Nacional Ecuatoriano de Normalización, 2 678.

54
Infoalimentación. (2003). La reutilización del aceite, ¿hasta cuándo? proceso
de degradación. Microbiología de la Industria Alimentaria.
Inkanat. (2013). Aceites vegetales comestibles.
Jácome, H. (2012). Elaboracion de aceite de palma africana para
exportación. Informe mensual de análisis sectorial de MIPYMES,
Quito.
Jibaja, H. (2010). Modelado de la cinética de absorción de aceite durante el
proceso de fritura al vacío de hojuelas de tomate de árbol (Solanum
betaceum Cav.). Escuela Politécnica Nacional, 10-13.
Juárez, M., & Sammán, N. (2007). El deterioro de los aceites durante la
fritura. Dialnet, 82-94.
Licatta, M. (2012). Las frituras: cambios que se producen al freír los
alimentos. Zonadiet.
Losilla, J. M., Navarro, B., Palmer, A., Rodrigo, M. F., & Alto, M. (2005). Del
contraste de hipótesis al modelado estadístico. Documenta
Universitaria, [www.ediciosapeticio.com].
Metropolitana, C. N.-R. (1998). Fabricación de grasas y aceites vegetales y
subproductos. Guía para el control y prevención de la contaminación
industrial, 8-15.
Ministerio de Salud Pública. (2011). Guía de Buenas Prácticas para Fritura
de Alimentos.
Molina, G., & Rodrigo, M. F. (2010). Estadística descriptiva en Psicología.
OpenCourseWare, 2-5.
Moreira, R. (2001). Deep- Fat Frying Foods. En J. Irudayara, Food Procesing
Operations Modeling (págs. 115-1156). Texas: Marcel Dekker.

55
Moreno, L. (18 de Mayo de 2004). desarrolloweb.com. Obtenido de Teoría
delcolor. Propiedades de los colores:
http://www.desarrolloweb.com/articulos/1503.php
Navas, F. (2011). “Recuperación de aceite en la tierra de blanqueo usada en
la refinación de aceite de palma (Tonsil Actisil Ref 261)”,. FITEC, 1-5.
Navas, J., Tres, A., Bou, R., Codony, R., & Guardiola, F. (2007). Optimization
of analytical methods for the assessment of the quality of fats and oils
used in continuous deep fat frying. 154-162.
Oliveira, M., Arruda, C., Ogliari, P., Meineert, E., & Barrera, D. J. (2005).
Efecto de la adición del absorbedor UV (Tinuvin 234) sobre la calidad
del aceite de soja en envases de polietileno tereftalato (PET). Grasas
y Aceites, 248-249.
Ortega, J., Gámez, N., García, S., Angulo, O., Medina, L., & Noriega, J.
(2009). Cinética de la degradación de hidroperóxidos y de la
formación de trans-2-hexenal durante el blanqueo del aceite de
Cártamo Oleico. INVURNUS, 1-2.
Pagano, T., Sergio, M., Montenegro, A., Diano, W., & Grompone, M. (1998).
Empleo de arcillas uruguayas pilareadas para el blanqueo de aceite
de maíz. Grasas y Aceites, 1-2.
Panreac. Química. (2010). Métodos oficiales de análisis. Aceites y grasas.
PANREAC.
Pelayo, M. (2010). Uso seguro del aceite en la cocina. Dirección de
Seguridad e Higiene Alimentaria.
Pérez, M., Yebra, A., Melgos, M., Asselman, A., & Boucceta, A. (2003).
Caracterización colorimétrica y clasificación del aceite de oliva virgen
de la cuenca mediterránea hispano-marroquí. Grasas y Aceites, 54,
392-394.

56
Potter, L. (2012). La industria del aceite de palma en Ecuador ¿un buen
negocio para los pequeños agricultores? Eutopía-2, 39-54.
Ramírez, C., Gómez, B., Suaterna, A., Martínez, J., Cardona, L., & Rojano,
B. (2012). Contenido de compuestos polares totales en aceites de
cocina previo uso más vendidos en Medellín (Colombia). Scielo.
Ravelli, D., Romero, C., Della, R., Ferreira, T., & Bismara, M. (2009).
Determination of Deep Frying Soybean Oil Disposal Point by a
Sensory Method. Rio de Janeiro: Springer, AOCS.
Rojas, E., & Narváez, P. (2011). Método de análisis de calidad del aceite
durante el freído por inmersión para pequeñas y medianas empresas.
Ingeniería e Investigación, 83-92.
Rossi, M., Giannza, M., Alamprese, C., & Stanga, F. (2001). The Effect of
Bleaching and Physical Refining on Color and minorComponents of
Palm Oil. JAOCS, 78(10), 1052-1054.
Salazar, H. (Marzo de 2013). Producción de palma aceitera . El Comercio,
págs. 1-3.
Santacruz, E., Morales, S., & Palacio, V. (2000). Políticas gubernamentales y
reconversión productiva: el caso de la palma de aceite en México.
Siqueiros, A. (2004). Aplicación de la Metodología de Superficie de
Respuesta para el Mejoramientode la Calidad del Aceite de Soya.
Universidad de Sonora, 38-41.
Soto, R. (2010). Slideshare. Recuperado el 24 de Febrero de 2014, de
http://www.slideshare.net/maryluz/control-de-calidad-de-aceites-
vegetales-por-qf-maril-roxana-soto-vsquez
Suaterna, A. (2009). La fritura de los alimentos: el aceite de fritura. Scielo.
57
Suaterna, A., Cardona, M., Martinez, J., Ramírez, C., Gómez, B., & Rojano,
B. (2012). Contenido de compuestos polares totales en aceites de
cocina previo uso más vendidos en (Medellín) Colombia. Scielo.
Szchau, J. (2000). Operación de blanqueo, aspectos fundamentales. Chile.
Tiffany, T., Peitz, M., Clark, D., Billiter, K., & Kickle, B. (2009). Laboratory
Frying Evaluation of Palm Olein and Palm Oleind of Palm Olein and
Palm Olein Domestic Vegetable Oil Blends Domestic Vegetable Oil
Blends. Global Oils and Fats Forum.
Valenzuela, A., Sanhueza, J., Susana, N., Gabriela, P., & Tavella, M. (2003).
Estudio comparativo en fritura de la estabilidad de diferentes aceite
vegetales. Nutrinfo, 5-7.
Vega, A. (2004). Incidencia de las grasas y aceites en la salud humana. En
Guía para la elaboración de aceites comestibles, caracterización y
procesamiento de nueces (págs. 8-9). Bogotá: UPAR.
Velasco, J., Marmesat, S., & Dobarganes, C. (2009). Chemistry of Frying. En
S. Sahin, & S. Gülüm, Advances in deep-fat frying of foods (págs. 33-
51). Boca Ratón: Taylor & Francis Group.
Velásquez, G. (2006). Lípidos: esenciales para la salud. En Fundamentos de
alimentación saludable (págs. 47- 48). Medellín: Universidad de
Antioquia.
Vélez, J., & Hernández, J. (1999). Proceso de fritura de alimentos. Una
revisión. Información tecnológica, 127-129.
Vialatte, M. (2000). Las bentonitas. Características de las bentonitas.
Produits oenologiques, 1-2.
Viera, J. (2005). Estabilidad del aceite de fritura de chifles. Universidad de
Piura, 14-20.

58
Vila, A., Sedano, M., López, A., & Juan, Á. (s.f.). Análisis de regresión y
correlación lineal. UOC, 2-5.
Villamizar, R., Quiceno, M. C., & Giraldo, G. (2012). Efecto del proceso de
fritura de vacío sobre la calidad de un pasabocas de mango
(Manguifera indica L). SCielo.
Vives, J. (2004). Comportamiento de una mezcla de aceite de soya y oleína
de palma en fritura de papas a la francesa. PALMAS, 25, 308-311.
Wel-Lin, S., Yew-Al, T., & Thin Sue, T. (1996). Refinación del aceite de
palma con sílice. PALMAS, Volumen 17, No. 3.
X-Rite. (2002). Guía para entender la comunicación del color. X-Rite, 7-15.
Yagué, M. A. (2003). Estudio de utilización de aceites para fritura en
establecimientos alimentarios de comidas preparadas. Bellaterra.
Ziaiifar, A. M. (2008). Oil absorption during deep - fat frying: mechanisms ans
important factors. Paris: Eco Doctorales ABIES.

ANEXOS

59
ANEXO I
COLOR EN LOS ACEITES DE FRITURA AL VACÍO DE
CEBOLLA PAITEÑA Y PIÑA EN COORDENADAS CIE
(L*, a* y b*)

60
ANEXO II
ÁNGULO HUE Y CROMA DE LOS ACEITES
UTILIZADOS EN FRITURA AL VACÍO DE CEBOLLA
PAITEÑA Y PIÑA
Temp. de blanqueo
(°C)
Tierra adsorbente
(%)
Aceite de fritura al vacío de cebolla Paiteña
blanqueado
Aceite de fritura al vacío de piña blanqueado
Ángulo Hue Croma Ángulo Hue Croma
90
2.0 -1.39 2.73 -1.20 1.30
2.5 -1.36 2.53 -1.29 1.51
3.0 -1.27 2.36 -1.03 1.52
100
2.0 -1.29 2.17 -1.36 1.50
2.5 -1.25 2.16 -1.25 1.73
3.0 -1.37 2.92 -1.24 1.28
110
2.0 -1.35 2.37 -1.24 1.27
2.5 -1.37 1.52 -1.19 1.44
3.0 -1.38 2.26 -1.38 1.62
Media ± Desviación estándar (n=3)

61
ANEXO III
VARIACIÓN DEL COLOR EN EL ACEITE UTILIZADO
EN FRITURA AL VACÍO DE CEBOLLA PAITEÑA
Aceite de fritura al vacío de cebolla Paiteña sin blanquear (A), aceite tratado a:
90°C con “% de tierra (B), a 90°C con 2.5% de tierra (C), a 110°C con 2% de tierra
(D), a 110°C con 2.5% de tierra (E) y a 110°C con 3% de tierra (F)
VARIACIÓN DEL COLOR EN EL ACEITE UTILIZADO
EN FRITURA AL VACÍO DE PIÑA
Aceite de fritura al vacío de piña sin blanquear (A), aceites tratados a: 90°C con 3%
de tierra (B), 100°C con 3% de tierra (C), 100°C con 2% de tierra (D) y 110°C con
2.5% de tierra (E).

62
ANEXO IV
TABLAS DE DATOS PARA DETERMINAR LAS
ECUACIONES DE LOS MODELOS MATEMÁTICOS EN
LOS ACEITES TRATADOS
ACEITE DE FRITURA AL VACÍO DE CEBOLLA
PAITEÑA BLANQUEADO
ÁCIDOS GRASOS LIBRES:
ÍNDICE DE PERÓXIDOS:

63
COMPUESTOS POLARES:
ACEITE DE FRITURA AL VACÍO DE PIÑA
BLANQUEADO
ÁCIDOS GRASOS LIBRES:
ÍNDICE DE PERÓXIDOS:

64
COMPUESTOS POLARES: