WILLIAM FELIPE RIVERA MORA - repositorio.uniandes.edu.co
59
CARACTERIZACIÓN Y MEJORAS A PROTOTIPO DE TRILLADORA DE QUÍNOA DE BAJA CAPACIDAD WILLIAM FELIPE RIVERA MORA Universidad de los Andes Facultad de Ingeniería, Departamento de Ingeniería Mecánica Bogotá D.C., Colombia 2014
Transcript of WILLIAM FELIPE RIVERA MORA - repositorio.uniandes.edu.co

CARACTERIZACIÓN Y MEJORAS A PROTOTIPO DE TRILLADORA DE QUÍNOA DE BAJA
CAPACIDAD
WILLIAM FELIPE RIVERA MORA
Universidad de los Andes
Facultad de Ingeniería, Departamento de Ingeniería Mecánica
Bogotá D.C., Colombia
2014

CARACTERIZACIÓN Y MEJORAS A PROTOTIPO DE TRILLADORA DE QUÍNOA DE BAJA
CAPACIDAD
WILLIAM FELIPE RIVERA MORA
Proyecto de grado para optar por el título de ingeniero mecánico
Asesor:
ANDRÉS LEONARDO GONZÁLEZ MANCERA, PhD
Universidad de los Andes
Facultad de Ingeniería, Departamento de Ingeniería Mecánica
Bogotá D.C., Colombia
2014

AGRADECIMIENTOS
Primeramente a Dios porque en este proceso ha formado mi carácter y me ha moldeado
para ser mejor persona cada día, por estar conmigo en cada momento y darme fuerza
cuando no la tengo, por su fidelidad y su amor incondicional.
A mis padres, William Rivera y Liliana Mora por apoyarme y siempre creer en mí.
A mi asesor Andrés González por permitirme trabajar con él y ser parte de este proyecto.
A los técnicos de laboratorio y todos los que de alguna u otra forma han estado
involucrados en el desarrollo de la máquina.

ÍNDICE
LISTA DE FIGURAS ............................................................................... ¡Error! Marcador no definido.
LISTA DE ECUACIONES ........................................................................................................................1
NOMENCLATURA ...............................................................................................................................2
INTRODUCCIÓN ..................................................................................................................................4
CRITERIOS DE DISEÑO ........................................................................................................................7
ESTADO DEL ARTE ..............................................................................................................................8
Tipos de trilladoras .................................................................................................................8
- Trilladora tubular: ...............................................................................................................8
- Trilladora Vencedora Modificada: ......................................................................................8
- Trilladora Fischer Agro:.......................................................................................................9
Subsistemas ............................................................................................................................9
Diseño preliminar .................................................................................................................10
OBJETIVOS ........................................................................................................................................12
- Objetivo general ...............................................................................................................12
- Objetivos específicos ........................................................................................................12
DISEÑO Y MANUFACTURA................................................................................................................12
Cilindro desgranador ............................................................................................................12
- Placas dentadas ................................................................................................................12
- Manzanas .........................................................................................................................14
- Balanceo del cilindro desgranador ...................................................................................14
Eje .........................................................................................................................................14
- Fatiga del eje ....................................................................................................................14
- Cuñeros ............................................................................................................................15
- Velocidad crítica del eje ....................................................................................................16
Motor ...................................................................................................................................18
- Motores trifásicos.............................................................................................................18
- Motores Monofásicos.......................................................................................................18
- Selección del motor ..........................................................................................................18
Transmisión de potencia ......................................................................................................19

- Poleas ...............................................................................................................................19
- Correas .............................................................................................................................21
Soporte del motor ................................................................................................................23
Coraza...................................................................................................................................25
Zaranda ................................................................................................................................26
Estado actual de la máquina.................................................................................................27
EXPERIMENTACIÓN ..........................................................................................................................28
Diseño experimentos............................................................................................................28
Resultados y análisis .............................................................................................................29
TRABAJO FUTURO ............................................................................................................................30
COSTOS Y COTIZACIONES .................................................................................................................31
CONCLUSIONES ................................................................................................................................32
REFERENCIAS ....................................................................................................................................33
ANEXOS ............................................................................................................................................35
PLANOS ............................................................................................................................................39

1
LISTA DE FIGURAS
Figura 1. Panojas de quínoa y grano trillado respectivamente [5]. ....................................................5
Figura 2. Trilladora tubular con sus respectivas partes [8]. ................................................................8
Figura 3. Trilladora vencedora modificada con sus respectivas partes [8]. ........................................9
Figura 4. Fotografía de una trilladora Fischer Agro FA 500 2013........................................................9
Figura 5. Esquema de trillado por cilindro desgranador y cóncavo. .................................................10
Figura 6. Fotografía del avance del prototipo de la trilladora (no incluye fotos de las placas
dentadas ni volantes) [10]. ...............................................................................................................11
Figura 7. Diseño conceptual del subsistema de limpieza [11]. .........................................................11
Figura 8. Esquema de condición de esfuerzos de placas dentadas. .................................................13
Figura 9. Fotografías de placas dentadas y manzanas soldadas a los volantes del cilindro. .............14
Figura 10. Gráfica describiendo el comportamiento de distintos criterios de falla por fatiga [12]. .15
Figura 11. Esquema de la fuerza ejercida sobre la cuña en el eje [12] .............................................16
Figura 12. Diagrama de fuerzas simplificado del eje. .......................................................................17
Figura 13. Esquema y dimensiones de motor monofásico Siemens [17]. ........................................20
Figura 14. Tren de poleas (superior), polea motriz (inferior) y esquema de configuración. .............20
Figura 15. Esquema de acople de correa en V y polea [18]. .............................................................22
Figura 16. Fotografía del motor y su respectivo soporte. .................................................................23
Figura 17. Casos de pandeo de columnas con distintas condiciones de frontera [12]. ....................24
Figura 18. Esquema de placa soldada sometida a esfuerzos cortantes paralelos [13]. ....................25
Figura 19. Fotografía de la bandeja de entrada mostrada a la derecha de la primera imagen
(izquierda) y la bandeja de salida de la coraza en la segunda imagen. .............................................25
Figura 20. Esquema de la lámina central de la coraza. .....................................................................26
Figura 21. Modelo CAD de la zaranda de la máquina. ......................................................................27
Figura 22. Fotografías del estado actual de la máquina trilladora de quínoa. ..................................27
Figura 23. Modelo CAD actualizado de la máquina trilladora de quínoa..........................................28
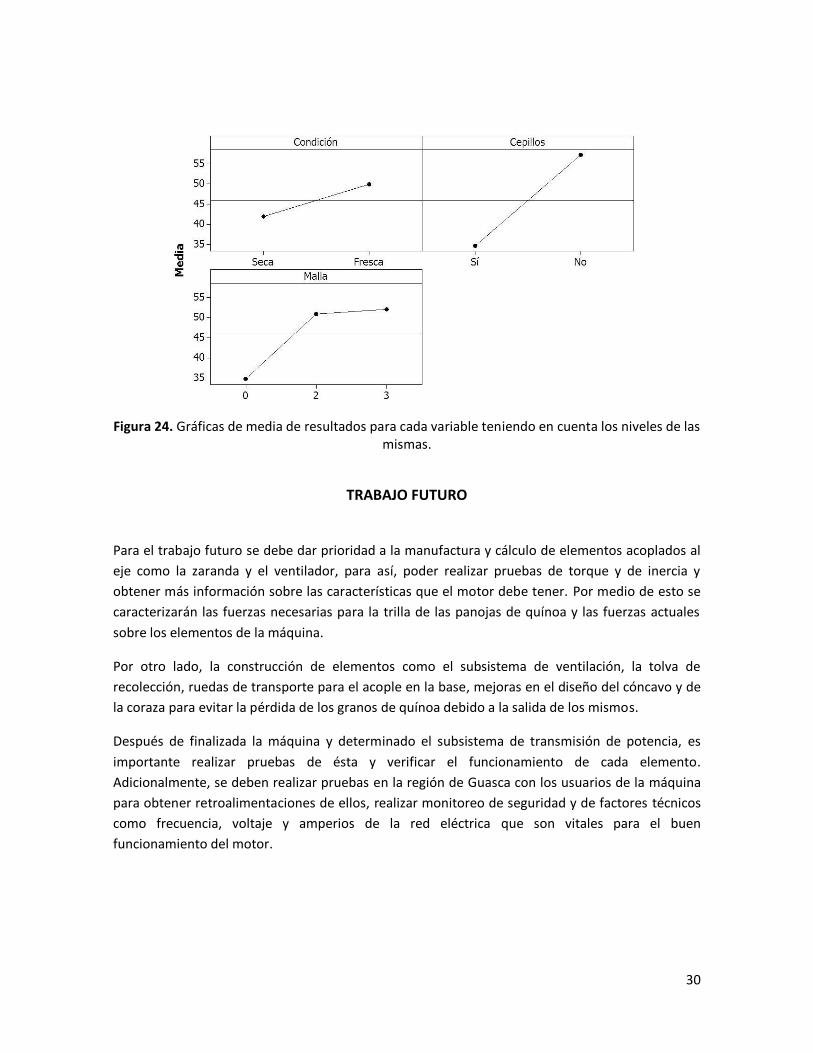
Figura 24. Gráficas de media de resultados para cada variable teniendo en cuenta los niveles de las
mismas. ............................................................................................................................................30
LISTA DE TABLAS
Tabla 1. Esquema de tipos de soldadura y simbología de la muesca [13]. ......................................13
Tabla 2. Listado de motores y características disponibles en la Universidad de los Andes. .............19
Tabla 3. Diámetro admisible de poleas para distintas velocidades angulares del motor [16]. .........19
Tabla 4. Dimensiones estándar de las correas en V, diámetro mínimo de polea y rango de potencia
[12]. ..................................................................................................................................................21
Tabla 5. Resultados de las pruebas experimentales. ........................................................................29

2
Tabla 6. Valores de P-Value de cada variable. ..................................................................................29
Tabla 7. Lista de precios en artículos comprados y asociados a manufactura..................................31
Tabla 8. Cotización de materiales a usar en el trabajo futuro de la máquina. ..................................31
NOMENCLATURA
Fuerza
Esfuerzo cortante de fluencia
Área
Esfuerzo alternante
Esfuerzo medio
Factor de seguridad por fatiga
Límite de resistencia a la fatiga
Esfuerzo de fluencia
Factor de seguridad
Ancho de la cuña
Longitud
Coeficientes de influencia
Módulo de Young
Momento de inercia
Deflexión
Velocidad angular
Gravedad
Radio mayor
Radio menor
Distancia entre eje de poleas
Longitud de la correa

3
Carga crítica por pandeo
Constante de condición de frontera
Radius of gyration

4
INTRODUCCIÓN
El sector primario está constituido por actividades económicas relacionadas con la transformación
de los recursos naturales en productos primarios no elaborados. Las principales actividades del
sector primario son la agricultura, la ganadería, la silvicultura, la apicultura, la acuicultura, la caza y
la pesca. Usualmente, los productos primarios son utilizados como materia prima en las
producciones industriales aunque para el desarrollo de los mismos se impulsan constantemente
avances científicos y tecnológicos. Específicamente, la agricultura se define (según la Real
Academia de la Lengua Española) como el conjunto de técnicas y conocimientos para cultivar la
tierra, es decir, dar a la tierra y a las plantas las labores necesarias para que fructifiquen. Ésta es de
vital importancia debido a que gracias a su incremento ha podido exceder el crecimiento de la
población humana y por ende la hambruna crónica ha disminuido [1].
Asimismo, en Colombia esta actividad conserva un papel preponderante en la economía ya que
cumple con funciones estratégicas en su desarrollo social. Este sector es una fuente importante de
empleo, que durante 2001 y 2008 generó en promedio el 21% de los empleos totales del país (3,7
millones de empleos). Para el primer trimestre de 2009 el sector primario registró una
participación del 69,8% en el mercado laboral. En el periodo 2002-2006 el PIB agropecuario
mostró un crecimiento de 3%, principalmente por efecto del comportamiento del subsector
pecuario, la agricultura y la silvicultura y la pesca. El crecimiento sectorial en 2007 fue de 2,5%,
cinco puntos por debajo del resto de la economía. Para el cuarto trimestre de 2008 se registró un
descenso de 0,6% frente al año 2007 y en -2.2% comparado con el trimestre inmediatamente
anterior. Por otro lado, el desempleo rural se ha ubicado por debajo de 9% desde el 2005 hasta el
2009 [2].
El cultivo de quínoa en Colombia ha cobrado gran auge después de estar casi abandonado en las
sabanas de este país por varios años. En la actualidad, se cultiva principalmente en los
departamentos de Cundinamarca, Boyacá, Cauca y Nariño. A mediados de los ochenta, las
proyecciones para la siembra de quínoa en Colombia eran cerca de 6000 hectáreas, distribuidas
así: 500 en zonas de cabildos indígenas, 1200 en minifundios y más de 4000 entre medianos
agricultores de la zona de Nariño. Hoy en día, el cultivo se encuentra emplazado en comunidades
locales; sin embargo, Colombia ha venido produciendo un promedio de 140 Toneladas de grano en
los últimos 5 años [3].
La quínoa (en quechua kínua o kinúwa) es un pseudocereal, cultivado en los Andes de Bolivia,
Perú, Argentina, Chile, Colombia y Ecuador, así como en Estados Unidos. La planta de quínoa
normalmente tiene de 1 a 3 m de altura (Figura 1). Las hojas son anchas, el tallo central
comprende hojas lobuladas y puede tener ramas dependiendo de la variedad o densidad del
sembrado; las flores son pequeñas y carecen de pétalos. Son hermafroditas y generalmente se
autofecundan. El fruto es seco y mide aproximadamente 2.5 mm de diámetro (Figura 1).

5
La importancia de la quínoa se debe a su alto contenido nutricional, aunque el grano de quínoa no
es un alimento excepcionalmente alto en proteínas, supera en este nutriente a los cereales más
importantes. Asimismo, el verdadero valor de la quínoa se encuentra en la calidad de su proteína,
es decir, en la combinación de una mayor proporción de aminoácidos esenciales para la
alimentación humana, que le otorgan un alto valor biológico [4].
Figura 1. Panojas de quínoa y grano trillado respectivamente [5].
La agricultura se compone de distintas actividades como: preparación del terreno, siembra,
abonamiento, fertilización, labores de mantenimiento, siega, emparvado, trilla, venteado, secado,
limpieza, clasificación y almacenamiento de granos. En el municipio de Guasca, Cundinamarca se
identificó que los agricultores no cuentan con ningún dispositivo para la realización del proceso de
trillado de quínoa, por lo que lo realizan manualmente o se desplazan a regiones lejanas en las
cuales se presta este servicio. Esto es un proceso complicado para ellos y no es un método
eficiente en cuanto a costos y tiempo para la realización del mismo.
La trilla es llamada, también, golpeo o garroteo. Se efectúa sacando las panojas secas de la parva;
la cual se extiende sobre mantas preparadas apropiadamente para este fin. Posteriormente, se
coloca únicamente la panoja en el mecanismo de entrada de la trilladora; esto para evitar mayor
esfuerzo de la máquina en triturar los tallos, que generalmente son duros y gruesos. Así, se
obtiene el grano de quínoa que es el producto de interés [6].
Por esta razón, para el desarrollo del proceso de trillado, se debe tener en cuenta que en
proyectos preliminares relacionados con este tema, ya se han encontrado soluciones las cuales se
enfocaron en la construcción de una máquina trilladora de quínoa enfocada a las necesidades
específicas de los trabajadores de este pseudocereal. El propósito de este proyecto fue el
ensamble de dicha máquina para realizar pruebas y realizar una propuesta de las propiedades
mecánicas y elementos de la misma teniendo en cuenta las restricciones del área de trabajo.
Adicionalmente, se evaluarán los costos de producción de la máquina y los costos de elementos
futuro de compra.
Este proyecto hace parte de Ingenieros Sin Fronteras Colombia, una organización constituida por
la Universidad de los Andes y la Corporación Universitaria del Minuto de Dios, cuyo propósito es el
de mejorar la calidad de vida de comunidades marginales del país mediante proyectos de
ingeniería que sean sostenibles, económica y culturalmente viables, y que permitan desarrollar en

6
los estudiantes e involucrados una conciencia social y medioambiental [7]. Por esta razón este
proyecto está destinado a la solución del problema de trillado en la región del Guavio, más
específicamente en Guasca y el significado de la misma trasciende los límites de lo técnico y
mecánico (los cuales son el medio fundamental) para solucionar problemas sociales como la
desnutrición infantil en este lugar, mejorar la calidad de vida de esta población debido a que este
proceso se realiza manualmente lo cual conlleva a largos tiempos invertidos, altos costos en
contratación de personal y baja eficiencia en el desarrollo del mismo. Como ya se mencionó
anteriormente, en algunos casos los habitantes de esta región han tratado de solucionar este
problema utilizando una máquina trilladora de otros granos modificada para quínoa que se
encuentra en la región de Zipaquirá lo que implica costos de transporte, tiempo y pérdidas de
subproductos como la saponina que posteriormente es vendida para la producción de jabones
orgánicos.
A continuación se presentan datos estimados de los cultivos y del proceso de trillado recolectados
por personas de la región de Guasca.
Área de cultivo total en Guasca: 20000 m²
Número de fincas (cultivos): 12 activos y 8 variables
Tiempo de cosecha: 5 – 8 meses
Área de cultivo: 1000 m²
Peso por cosecha: 300 kg
Precio de venta promedio: $5,000/kg
Tiempo de trillado manual: 1 semana (30 horas)
Ganancias por trillado manual: $1,050,000
Pérdidas de trillado manual: 30% ($450,000)
Tiempo de trillado máquina actual: 4 horas
Ganancias por trillado máquina actual: $940,000
Costo de trillado + Transporte: $500/kg + $110,000
Pérdidas máquina actual (no tiene en cuenta subproductos): 25% ($300,000)
Costo máquina comercial: U$4,000 – 7,000

7
Por consiguiente, este proyecto presenta distintos retos en su desarrollo como cumplir los
requerimientos de diseño, que éste sea replicable para ser producido en masa y esencialmente,
suplir las necesidades de trillado de la población de interés por medio de criterios de ingeniería.
CRITERIOS DE DISEÑO
- Confiabilidad: Debido a que el terreno de trabajo es agrícola la máquina debe ser
segura frente a golpes o vibraciones mientras opera o se transporta.
- Replicabilidad: Las características técnicas y de procesos de la máquina deben llegar a
tal punto de especificidad que ésta debe poder replicarse.
- Efectividad: La máquina debe cumplir su propósito y debe evitar las secuelas o los
daños en los granos trillados, los cual implicaría pérdidas en tiempo y costos para los
usuarios.
- Fácil uso: Debe tenerse en cuenta el funcionamiento general de la máquina, pero no
un conocimiento técnico previo para el uso de ésta.
- Bajo costo: El público al que está destinado este proyecto no cuenta con los recursos
para la adquisición de una máquina comercial por eso el costo de la máquina debe ser
bajo, este criterio es uno de los pilares del proyecto.
- Capacidad apropiada: Las máquinas comerciales están diseñadas para cultivos
industriales, es decir, son de alta capacidad, la máquina diseñada en este proyecto
debe ser acorde a las dimensiones y requerimientos de potencia para los cultivos de la
región de Guasca.
- Disponibilidad y resistencia de materiales: Los materiales y los procesos de
manufactura usados en la máquina deben ser convencionales y estar disponibles en el
mercado local para garantizar un menor costo, adicionalmente, éstos deben ser
resistentes a la corrosión debido a que en el área de trabajo existen condiciones
ambientales que así lo demandan.
- Uso seguro: Es necesario que el uso de la máquina cumpla con normas de seguridad
para la prevención de accidentes.

8
ESTADO DEL ARTE
Tipos de trilladoras
Para la trilla de quínoa se han fabricado máquinas comerciales de diferentes tipos, algunas de ellas
se presentan a continuación y se explica el funcionamiento general de las mismas:
- Trilladora tubular:
Este tipo de trilladora (Figura 2) es de simple manejo, funciona por medio de una zaranda y un
sacudidor, el cual genera la fricción necesaria para separar el grano de la panoja. Esto lo hace por
medio de un motor que proporciona 5 HP de potencia y tiene una capacidad 95 kg/hr, además, la
vida útil de la máquina es mayor a 10 años [8].
Figura 2. Trilladora tubular con sus respectivas partes [8].
- Trilladora Vencedora Modificada:
La trilladora de vencedora modificada consta de distintas partes (Figura 3) y tiene un
funcionamiento más complejo comparado con la trilladora de tipo tubular. Esta funciona por
medio de un tambor movido por un motor que recibe las panojas de la tolva de alimentación.
Posteriormente, el producto trillado pasa por un ventilador el cual limpia el grano de quínoa
mientras pasa por una zaranda. Esta máquina cuenta con un motor de 13 HP de potencia y su
rendimiento promedio es de 210 kg/hr [8].

9
Figura 3. Trilladora vencedora modificada con sus respectivas partes [8].
- Trilladora Fischer Agro:
Las trilladoras Fischer Agro (Figura 4) tienen un funcionamiento similar a la trilladora de vencedora
modificada con la diferencia que tiene una mayor capacidad (200-1000 kg/hr) y no se utiliza
únicamente para trillar quínoa sino también achiote, kiwicha y granos de tamaño semejante [9].
Figura 4. Fotografía de una trilladora Fischer Agro FA 500 2013.
Subsistemas
- Trillado:
El subsistema de trillado está conformado esencialmente por un cilindro desgranador y un
cóncavo, por la fricción entre éstos dos elementos se realiza el trillado de la quínoa (Figura 5),
adicionalmente, el cóncavo puede tener mallas o láminas perforadas que ayudan a filtrar los
granos desechando los residuos más grandes desde el principio del proceso.

10
Figura 5. Esquema de trillado por cilindro desgranador y cóncavo.
- Limpieza y separación:
Este subsistema está compuesto esencialmente por zarandas y ventiladores. Una zaranda es una
lámina perforada o una malla que genera un movimiento vibratorio y permite únicamente el paso
del grano de quínoa y residuos más pequeños como la saponina o el polvo dejado después del
proceso de trillado. Posterior a dicha zaranda, se cuenta con el sistema de ventilación el cual
realiza la separación de estos residuos ya mencionados del grano de quínoa como tal.
- Transmisión de potencia:
La trasmisión de potencia de esta máquina será por medio de un motor eléctrico el cual debe
tener la capacidad de mover el cilindro desgranador, la zaranda y el ventilador. Actualmente, los
cultivadores de Guasca no cuentan con una máquina y por esta razón el sistema de transmisión de
potencia es manual generando el movimiento de todos los utensilios requeridos para el proceso
de trillado y limpieza.
Diseño preliminar
Las trilladoras mencionadas anteriormente tienen un formato industrial, están enfocadas a
grandes productores de quínoa como Ecuador, Bolivia y Perú, por lo tanto su costo es de alrededor
de U$6000. Teniendo en cuenta lo anterior, no es viable realizar la compra de estas máquinas ya
que no se adecuan a la producción de quínoa colombiana ni al presupuesto de los productores de
este grano en la región de Guasca. Es por esto que se continuó el proyecto de grado del ingeniero
mecánico Andrés Farías el cual avanzó en el diseño conceptual del prototipo y en la manufactura
de piezas como los volantes del cilindro desgranador, el ensamble de las placas y los dientes, el
cóncavo y la estructura general de la máquina (Figura 6). El funcionamiento de esta trilladora
consta del cóncavo como base y un cilindro compuesto con dichas placas dentadas, las cuales
generan la fricción para la separación del grano y la panoja. Esto se está realizando enfocado en la
producción del sector de Guasca, cabe aclarar, que este es un primer prototipo de la máquina y el
desarrollo de este proyecto se enfocó básicamente en el subsistema de trillado como se explicará
más adelante.

11
Figura 6. Fotografía del avance del prototipo de la trilladora (no incluye fotos de las placas dentadas ni volantes) [10].
Asimismo, el ingeniero mecánico Sergi Batiste en su proyecto de maestría realizó el diseño
conceptual y pruebas del subsistema de limpieza de la máquina. En la Figura 7, se puede apreciar
una tolva de recolección, un cilindro conectado al ventilador por una manguera para la separación
de los residuos como el polvo o la saponina del grano trillado por la máquina. De este diseño no
se ha realizado manufactura pues es el último en la construcción de la máquina.
Figura 7. Diseño conceptual del subsistema de limpieza [11].
En síntesis, el presente proyecto de grado es importante ya que con éste se garantizará el
funcionamiento de la máquina trilladora de quínoa que se ha construido, para este fin, se tendrán
12
datos experimentales y una especificación clara de su funcionamiento en el campo de trabajo y de
las condiciones de entrada y de salida de la misma. Esto permitirá tener un prototipo replicable
para que pueda ser manufacturado con sus respectivos requerimientos de uso para las personas
que deseen utilizar dicha máquina.
OBJETIVOS
- Objetivo general
Construir y realizar pruebas experimentales al prototipo actual de la trilladora de quínoa y
caracterizar sus condiciones de uso para así, realizar mejoras al sistema y garantizar el proceso de
trillado de este producto.
- Objetivos específicos
Realizar un diseño experimental para definir las variables a comparar teniendo en cuenta los
recursos disponibles y las restricciones de los mismos.
Culminar el proceso de construcción del subsistema de trillado y de transmisión de potencia
para realizar las pruebas experimentales.
Actualizar el diseño CAD y los planos de las piezas dependiendo de los cambios realizados en el
proceso de diseño para el registro del modelo estándar de la trilladora.
Caracterizar las condiciones de entrada y salida de la máquina en cuanto a la materia prima y
el producto; esto para poder determinar el rendimiento de la misma.
DISEÑO Y MANUFACTURA
Cilindro desgranador
- Placas dentadas
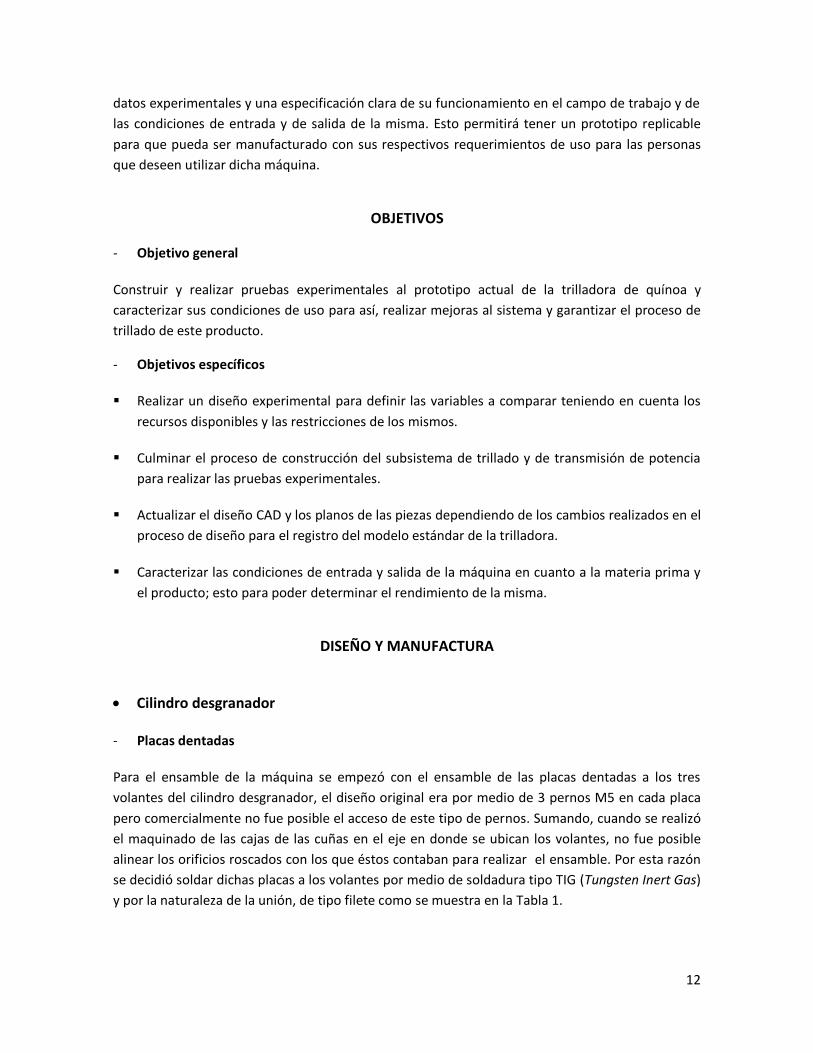
Para el ensamble de la máquina se empezó con el ensamble de las placas dentadas a los tres
volantes del cilindro desgranador, el diseño original era por medio de 3 pernos M5 en cada placa
pero comercialmente no fue posible el acceso de este tipo de pernos. Sumando, cuando se realizó
el maquinado de las cajas de las cuñas en el eje en donde se ubican los volantes, no fue posible
alinear los orificios roscados con los que éstos contaban para realizar el ensamble. Por esta razón
se decidió soldar dichas placas a los volantes por medio de soldadura tipo TIG (Tungsten Inert Gas)
y por la naturaleza de la unión, de tipo filete como se muestra en la Tabla 1.

13
Tabla 1. Esquema de tipos de soldadura y simbología de la muesca [13].
Del mismo modo, estas placas dentadas se encontraran esencialmente sometidas a esfuerzos
cortantes transversales por el proceso de trillado y la fricción generada entre las panojas de
quínoa, dichas placas dentadas y la superficie superior del cóncavo. En la Figura 8 se observa un
esquema de este tipo de esfuerzos, cabe aclarar que cada placa dentada tiene tres puntos de
soldadura como los mostrados a continuación, debido a que su ensamble se realiza a los tres
volantes del cilindro.
Figura 8. Esquema de condición de esfuerzos de placas dentadas.
En consecuencia, se hace uso de la siguiente ecuación en la cual se determina la fuerza aplicada si
se desea un factor de seguridad de 3, esta ecuación se deduce a partir de la teoría de energía de
distorsión y es dependiente del factor de seguridad, el área de contacto de la soldadura y el
esfuerzo cortante a la fluencia [14].
Es importante resaltar que este proceso se debe realizar soldando una placa y posteriormente
soldando la totalmente opuesta debido a que si se realiza con placas seguidas, la deformación
puede llegar a ser significativa en los volantes por el aumento de temperatura en una misma zona
y no se logrará un ensamble adecuado como el de la Figura 9.

14
Figura 9. Fotografías de placas dentadas y manzanas soldadas a los volantes del cilindro.
- Manzanas
Adicionalmente se maquinaron dos manzanas o cilindros de 57 mm de diámetro externo y 20 mm
de espesor de acero AISI 1020 para ser acopladas a los volantes laterales por medio de soldadura
(tipo TIG). Cada uno de estos cilindros cuenta con el respectivo agujero del eje, cuñero y dos
prisioneros a 90° (5/16 pulgadas de diámetro, 1/2 pulgada de longitud y rosca UNC). Esto se
realizó con el fin de evitar el desplazamiento del cilindro desgranador paralelo al eje.
- Balanceo del cilindro desgranador
Una vez el cilindro desgranador estaba ensamblado y acoplado con el eje, se realizó el balanceo
dinámico de éste en la empresa Aeroturbo de Colombia S.A.S. una empresa especializada en este
tipo de procesos. Esto se realizó según la norma técnica ISO 1940-2003 (Balance Quality
Requirements of Rigid Rotors) a 2000 rpm y donde se agregaron dos masas de 30.8 y 43.7 g al
interior de las placas a ángulos de 272° y 0.47° respecto a una referencia estipulada. Para
información más específica sobre este balanceo, revisar el Anexo A.
Eje
- Fatiga del eje
Se realizó el cálculo de los cuñeros del eje, tres para cada volante, una para el tren de poleas y los
hombros de ajuste en los cuales se apoyan las chumaceras de éste. Para esto fue necesario el
cálculo de los momentos y de torque a lo largo del eje. Se halló que los puntos críticos del eje
fueron el cuñero del volante central, el del tren de poleas en donde el diámetro es pequeño y
existen concentraciones de esfuerzo por el maquinado del cuñero y el del filete del hombro en
donde los momentos y torque son máximos. Como se puede apreciar en la Figura 10 existen
distintos métodos para calcular los factores de seguridad por fatiga como lo son: Soderberg,
Goodman, Gerber y ASME- elliptic. En este caso se usará el criterio de Soderberg debido a que es
el más conservador de todos estos.

15
Figura 10. Gráfica describiendo el comportamiento de distintos criterios de falla por fatiga [12].
Para este cálculo fue indispensable tener en cuenta las propiedades mecánicas del material del eje
(AISI 1020) y los factores de Marín los cuales son dependientes de estas características, la
geometría de los elementos maquinados y otros, como acabados superficiales y demás. El criterio
de Soderberg se describe como:
Para el filete del hombro se obtuvo:
De igual forma, para el cuñero del tren de poleas:
Y por último, para el cuñero del volante central:
Como se puede observar, se tienen altos factores de seguridad por fatiga y por lo tanto es
confiable el diseño del eje.
- Cuñeros
Los cuñeros y cuñas se usan para asegurar elementos rotatorios del eje como engranajes, poleas u
otro tipo de volantes. La función esencial de éstos es permitir la transmisión de torque del eje a
este tipo de elementos [12].
Simultáneo al cálculo de fatiga se realizó el diseño de los cuñeros cuadrados, como se mencionó
anteriormente, tres para cada volante del cilindro desgranador y uno para el tren de poleas. El

16
factor de seguridad de cada cuñero depende de las dimensiones de éste, del material de la cuña y
de la fuerza aplicada, descrita así:
En la Figura 11 se presenta un diagrama de las dimensiones y la fuerza ejercida sobre la cuña con
respecto al eje.
Figura 11. Esquema de la fuerza ejercida sobre la cuña en el eje [12].
Para los cuñeros de los tres volantes se obtuvo un factor de seguridad de 32.23 (cada uno), este
valor es bastante elevado debido a que por el acople de las manzanas, se aumentó el largo de las
cuñas. Por otra parte, en cuanto al tren de poleas se asumió un factor de seguridad 3 para obtener
una fuerza aplicada de 27 kN, lo cual es bastante alto, esto se debe a que la longitud del cuñero es
de 112 mm para cubrir toda la longitud del tren de poleas, no se concentren esfuerzos en éstos y
exista riesgo de falla.
- Velocidad crítica del eje
Cuando un eje está girando, la excentricidad provoca fuerzas de deflexión centrífuga, que son
resistidas por la rigidez a la flexión del eje ( ). Otro problema potencial, es la velocidad crítica,
pues a ciertas velocidades el eje es inestable, con deflexiones aumentando sin límite. Existen dos
métodos para el cálculo de la velocidad crítica, el método de Rayleigh y Dunkerley. Para hacer uso
del método de Rayleigh, se realiza un diagrama de fuerzas del eje (Figura 12), para simplificación
de cálculos la fuerza del cilindro se concentró en su centro de masa.

17
Figura 12. Diagrama de fuerzas simplificado del eje.
Luego, se hace uso de los coeficientes de influencia puesto que el eje es un cuerpo elástico. Un
coeficiente de influencia es la deflexión transversal en la posición (distancia lateral izquierda a la
carga aplicada) en un eje debido a una carga unitaria en la ubicación (distancia lateral derecha la
carga aplicada) del eje. Éstos se describen de la siguiente manera:
{
(
)
( )
(
)
Con estos valores, se halla la deflexión en cada punto, así:
Finalmente, para hallar la velocidad crítica del eje por este método se tiene:
√ ∑ ∑
El valor obtenido de velocidad crítica usando la ecuación anterior fue de 1563 rpm, lo cual es un
valor elevado comparado con la velocidad a la que gira el eje del cilindro (700 rpm
aproximadamente).
En contraste, el método de Dunkerley es más conservador obteniendo velocidades críticas
mayores. Primeramente, se hallan las siguientes velocidades angulares para las distintas
posiciones:
√
Seguidamente, se halla la velocidad crítica del eje de la siguiente manera:
(
∑
)
La velocidad crítica por el método de Dunkerley para el eje del cilindro desgranador es 1581 rpm
siendo éste como era de esperarse un valor mayor no sólo a la velocidad a la que gira el cilindro
sino a la hallada por el método de Rayleigh.

18
Motor
Existe gran variedad de motores eléctricos por inducción, estos son dispositivos que realizan la
conversión de energía eléctrica en mecánica haciendo uso de campos magnéticos [14]. Los
motores que tienen una aplicación más generalizada gracias a su facilidad de utilización, poco
mantenimiento y bajo costo de fabricación son los de corriente alterna, tanto monofásicos como
trifásicos.
- Motores trifásicos
Son motores en los que el bobinado inductor colocado en el estator está formado por tres
bobinados independiente desplazados 120° eléctricos entre sí y alimentados por un sistema
trifásico de corriente alterna. Para este tipo de motores existen dos tipos de conexiones, en
estrella (todos los finales conectados en un punto común, alimentando el sistema por los
extremos libres) o en triángulo (conectando el final de cada fase al principio de la fase siguiente,
alimentando el sistema por los puntos de unión).
Con las condiciones anteriores, este tipo de motores requiere de una red que suministre voltajes
normalizados de 230 y 400 V, es decir, una red de conexión trifásica la cual se encuentra
normalmente instalada en el sector industrial o centros de investigación [15].
- Motores Monofásicos
Los motores eléctricos monofásicos tienen gran aplicación en el ámbito doméstico, por lo que es
posible el funcionamiento de estos en redes monofásicas. Este tipo de motores hacen uso de un
solo bobinado inductor, recorrido por corriente alterna que crea un flujo del mismo tipo, cuando
éste se encuentra girando, los conductores del bobinado generan fuerzas electromotrices en
donde circula corriente generando un flujo de reacción desfasado 90° eléctricos respecto al
principal. Los motores monofásicos son bastante similares a los trifásicos, con el inconveniente
que su rendimiento y factor de potencia es inferior, adicionalmente, a igual potencia son más
voluminosos debido a que necesitan de un condensador de arranque [15].
- Selección del motor
A continuación se presenta una lista de los motores disponibles en la Universidad de los Andes que
fueron las opciones de operación de la máquina:

19
Tabla 2. Listado de motores disponibles en la Universidad de los Andes.
Teniendo en cuenta lo anterior, los requerimientos de diseño de la máquina trilladora, las
instalaciones de red eléctrica en Guasca y los recursos disponibles en la Universidad de los Andes,
se seleccionó el motor número 4 (Siemens 1LF4 096-6YA99), primeramente, para probar el
comportamiento de un motor monofásico acoplado en la máquina ya que uno de este tipo será el
utilizado en el campo de trabajo (por su fuente de alimentación). Por otro lado, se verificó
experimentalmente que éste tuviera la capacidad generar el torque necesario para el movimiento
del cilindro desgranador. Por último, su velocidad angular permitía que la relación de poleas no
fuera exagerada en cuanto a tamaño para cumplir con la velocidad angular del cilindro, así como
ocurría en el caso de los otros motores monofásicos.
Transmisión de potencia
- Poleas
Para el acoplamiento de poleas para la transmisión de potencia se debe hacer uso de un
dispositivo especial para el cual se dispone de un centropunto en el eje de los motores. Para la
elección de las poleas, habrá que observar que la solicitación del material quede comprendida
dentro del límite admisible, y que se pueda transmitir la potencia bajo una tensión previa normal
de la correa. En la Tabla 3 figuran los diámetros máximos admisibles de las poleas de fundición.
Para mayores diámetros se emplean poleas de acero.
Tabla 3. Diámetro admisible de poleas para distintas velocidades angulares del motor [16].
Por esta razón se escogió una polea motriz de 100 mm de diámetro, cumpliendo con el
requerimiento de la Tabla 3, fácil acceso comercial y la no interferencia de ésta con la base del
motor (como se ilustra en la Figura 13, esta distancia en motores monofásicos Siemens es de
aproximadamente 89 mm). No obstante, las normas NEMA, MG1-14.42 (Asociación Nacional de
Fabricantes Eléctricos, en español) dictan que para un motor de 0.75 y 1 HP a velocidades de 1200
Motor Marca Referencia Tipo Potencia [HP] Velocidad [rpm]
1 Elektrim 90 S-4 Trifásico 1.8 1710
2 Siemens 1RF3 095-2YB99 Monofásico 1.0 3600
3 Sumitomo TG-F Trifásico 1.0 1750
4 Siemens 1LF4 096-6YA99 Monofásico 0.75 1120
5 Weg 10805698 Monofásico 0.75 3465
6 Siemens 1LA7 090-2YB60 Trifásico 2.4 3600
7 Siemens 1LA7 070-4YA60 Trifásico 0.5 60 (reducción)
Velocidad de rotación [rpm] 3600 1800 1200
Diámetro máximo admisible de
las poleas de hierro fundido [mm]160 285 410

20
y 1800 rpm respectivamente, se debe usar un diámetro mínimo de polea motriz de 2.2 pulgadas
(56 mm), pero para un motor de 2 HP a 1800 rpm el diámetro mínimo es de 2.4 pulgadas (61 mm).
Figura 13. Esquema y dimensiones de motor monofásico Siemens [17].
Asimismo, se determinó el diámetro de la polea del eje del cilindro desgranador para realizar la
transmisión de potencia, como se puede observar en la Figura 14, se escogió un tren de poleas
para cambio de velocidad del cilindro o posterior acople de otros elementos de la máquina como
zaranda o ventilador.
Figura 14. Tren de poleas (superior), polea motriz (inferior) y esquema de configuración.
La configuración de la Figura 14 cuenta con la polea motriz de 100 mm de diámetro y la del
cilindro desgranador de 152 mm de diámetro. Así, se disminuye la velocidad del cilindro a 734 rpm
y aumenta el torque del motor de 4.77 Nm a 7.27 Nm. Para un motor con una velocidad de 1700
rpm se necesitaría una polea motriz de 3 pulgadas de diámetro (76.2 mm) y en el eje una de
diámetro de 7 pulgadas (177.8 mm).
Antes de realizar el acople de estas poleas al motor es importante tener en cuenta ciertos factores
que son de vital importancia para la vida de las mismas y de las bandas de transmisión de
potencia. Se debe asegurar que las poleas no presenten ranuras desgastadas, su parte interna no
se encuentre lustrada, no oscilen o que éstas presenten daños notorios. Además es necesario

21
limpiar las poleas en su interior antes de la instalación para evitar el rápido desgaste de sus
ranuras, esto se hace normalmente con un cepillo de alambre y luego limpiando con un paño [18].
- Correas
Correas planas
Las correas planas están hechas de Uretano y también de caucho reforzado con alambre de acero
o nylon para soportar las cargas de tensión. Las correas planas son silenciosas a la hora de operar,
son eficientes a altas velocidades y pueden transmitir gran cantidad de potencia a largas distancias
entre centros. Una ventaja importante de las correas planas es que no tiene límite máximo de
distancia entre centros, además, con éstas se pueden hacer configuraciones de cruce de la correa
para cambiar el sentido de giro de las poleas [12].
Correas en V
Las corras en V están hechas de tela y cable, generalmente de algodón, rayón o nylon impregnado
con caucho. En contraste con las correas planas, las correas en V se utilizan con poleas de
diámetros similares y a distancias más cortas entre centros de ejes. Las correas en V son un poco
menos eficientes que las correas planas pero varias de ellas pueden ser utilizadas en una misma
polea [12]. Una ventaja de la transmisión por bandas en V es que no hace falta que la alineación
de las poleas sea perfecta para efectuar la transmisión. Sin embargo, cuanto mejor sea la
alineación, mejor será el desempeño. Adicionalmente, son limpias y no requieren lubricación y se
desgastan gradualmente, por lo tanto, el mantenimiento correctivo y preventivo son sencillos [18].
Según lo anterior los dos tipos de correas tienen ventajas y desventajas, entonces, por facilidad de
acceso comercial de las poleas y de la correa, se determinó el uso de una correa en V para realizar
las pruebas. A continuación, se presentan las características de las correas comerciales.
Tabla 4. Dimensiones estándar de las correas en V, diámetro mínimo de polea y rango de potencia [12].

22
Por esta razón se escogió una correa en V (Skyline A69), corroborando que el acople de ésta fuera
el apropiado con las poleas previamente seleccionadas (Figura 15).
Figura 15. Esquema de acople de correa en V y polea [18].
Este acople se realiza de esta manera debido a que la tracción para la transmisión de potencia
entre la correa y la polea debe ser a partir del contacto de las secciones laterales de la correa y las
paredes adyacentes a la ranura de la polea y no de su base. La correcta instalación de estos dos
elementos prolongará notablemente la vida tanto de la correa como de la polea.
Para determinar la distancia entre ejes se debe considerar que en general, la distancia entre
centros de poleas no debe ser mayor a 3 veces la suma del diámetro de las poleas y no menor al
diámetro de la polea más grande [12]. Por esta razón, haciendo uso de la configuración de poleas
antes mencionada, esta distancia no debe ser mayor a 84 cm. La distancia actual entre el eje del
motor y el eje del cilindro desgranador es de 70 cm, cumpliendo con la restricción anterior,
descrita en la siguiente ecuación:
( )
De igual modo, la longitud de la correa es una dimensión crítica para garantizar la tensión de la
misma. Esta longitud se calcula con la siguiente ecuación:
( )
Otra restricción de las correas en V es la velocidad lineal ya que para mejores resultados, esta
velocidad no debe superar 25.4 m/s y no debe ser menor a 5.08 m/s [12].
⁄ ⁄ ⁄
La velocidad lineal de la correa utilizada en la máquina es de 7.45 m/s, lo cual está dentro del
rango de buen funcionamiento nominal.

23
Soporte del motor
Debido a que el accionamiento del cilindro desgranador se realiza por correa, el motor debe estar
montado sobre rieles tensores o sobre una base desplazable, esto con el fin de poder ajustar la
tensión correcta de la correa y retensarla cuando sea preciso. Si la correa se tensa demasiado, se
ponen en peligro los cojinetes y el eje; por el contrario, si se tensa poco, resbala la correa [16].
Para cumplir con este propósito se diseñó y manufacturó un soporte para el motor de manera que
tuviera 2 grados de libertad y fuera acorde con las distancias entre ejes especificadas
anteriormente.
Para esto fue necesario realizar una ranura de 200 mm de largo y 6 mm de ancho en el soporte
lateral de la máquina, asimismo, una ranura de las mismas dimensiones a una placa de acero A36
soldada por 10 puntos de soldadura a los parales que soportan el cilindro desgranador, la unión de
estas dos ranuras se hace por medio de un perfil en “L” el cual se sujeta a éstas a través de
pasadores rápidos (cierres de tija). Este soporte también consta de una placa (soporte del motor)
de 29 x 16 cm con ranuras de 20 cm de largo y 9 mm de ancho para el desplazamiento paralelo del
motor sujeto por 4 pernos, a ésta se ensambla el perfil en “L” anteriormente descrito. Su soporte
son dos barras de 27 cm de largo y 2.6 mm de diámetro roscadas internamente para el
desplazamiento vertical del motor en caso de tensar la correa. El dispositivo anteriormente
descrito se puede observar en la Figura 16.
Figura 16. Fotografía del motor y su respectivo soporte.
Debido a que el peso del motor es significativo (166.6 N) se debe realizar un análisis de
compresión de las dos barras del soporte (columnas) para evitar el pandeo de las mismas por
esfuerzos de compresión. Si la fuerza axial se ejerce en el centroide de la columna, simplemente
ocurre compresión para bajos valores de ésta. No obstante, bajo ciertas condiciones, cuando la
carga adquiere un valor específico, la columna se vuelve inestable y el pandeo ocurre rápidamente

24
[12]. Para calcular este valor crítico de carga se hace uso de la ecuación de columna de Euler que
se describe de la siguiente manera:
( ⁄ )
El valor de está determinado por las condiciones de frontera de la columna, en este caso un
extremo del soporte está soldado (aproximación de empotramiento) y el otro extremo está libre,
tal y como se describe en el caso (c) de la Figura 17.
Figura 17. Casos de pandeo de columnas con distintas condiciones de frontera [12].
Para poder hacer uso de la ecuación de columnas de Euler primero se debe asegurar que se
cumpla la siguiente relación de esbeltez:
(
) (
)
En donde:
(
) (
)
A partir de esto se comprueba que los soportes del motor sí son columnas de Euler teniendo en
cuenta que ( ⁄ ) es 88 y ( ⁄ ) tiene un valor de 84.83. Análogamente se tiene que la carga
crítica es 6.8 kN, muy superior a los valores de carga a que los que se someten dichos soportes del
motor.
De la misma manera, se realiza el cálculo de la soldadura de la placa soldada en los parales que
soportan el cilindro desgranador. Como ya se mencionó anteriormente, dicha placa cuenta con 5
puntos de soldadura a cada lado y su estado esencial de esfuerzos es de cortante paralelo como se
muestra en la Figura 18.

25
Figura 18. Esquema de placa soldada sometida a esfuerzos cortantes paralelos [13].
Asumiendo la unión de cada punto de soldadura, se tiene un largo de 12 mm de cada cordón a
cada lado y una altura de 3 mm, es decir, un área de 50.904 mm2, por otra parte, el valor de
esfuerzo cortante tiene un valor de 121.8 MPa. Haciendo uso de la ecuación de la teoría de
energía de distorsión, se tiene un factor de seguridad de 37.2.
Coraza
La coraza de la máquina está hecha de aluminio de 1 mm de espesor y cumple varias funciones, su
principal característica es que proporciona seguridad a los usuarios de la trilladora, pues cubre el
cilindro desgranador cuando gira a altas revoluciones y cuenta con una bandeja de entrada de las
panojas de quínoa (a la izquierda de la Figura 19) y una bandeja de salida (derecha de la Figura 19)
en donde los residuos después del proceso de trillado golpean siendo redireccionados a la parte
inferior de la máquina. Adicionalmente, esta protección permite que por fuerzas centrífugas,
granos de quínoa no salgan de la máquina, por el contrario los mantiene dentro de ésta hasta que
caen por la acción de la gravedad.
Figura 19. Fotografía de la bandeja de entrada mostrada a la derecha de la primera imagen (izquierda) y la bandeja de salida de la coraza en la segunda imagen.

26
La manufactura de este elemento se realiza a partir de una lámina de 1 x 0.70 m para la parte
superior y las bandejas y dos de 0.6 x 0.6 m para las tapas laterales (1 mm de espesor).
Primeramente, se deben realizar 13 pestañas (trapezoidales isósceles, base 60 mm, 25 mm de
altura y arista superior de 32 mm) en los extremos laterales (longitud de 1 m) de la primera lámina
para poder dar la forma curvada a ésta. Posteriormente, se doblen dichas pestañas y se realiza el
corte de la bandeja de salida. Para la bandeja de entrada se deben realizar dos agujeros de 1/4 de
pulgada y a partir de ahí cortar para dar la forma a ésta (Figura 20). Luego, se realiza el doblado de
estas bandejas con ayuda de una prensa de mesa.
Figura 20. Esquema de la lámina central de la coraza.
Realizado esto, se debe curvar la lámina sutilmente para que no exista riesgo de que ésta se doble
completamente generando ángulos no deseados o grietas, esto se debe hacer hasta que los
extremos de la lámina encajen en los parales de la máquina. Seguidamente, se superponen las
tapas en la lámina central y se realiza un bosquejo de la curvatura que ésta debe tener, se corta
por medio de tijeras especializadas en aluminio y se realizan los cortes inferiores de ésta para la no
interferencia con el eje o los soportes del cóncavo. Finalmente, se superponen de nuevo las tapas
a la lámina central y con un taladro eléctrico con broca de 1/4 de pulgada de diámetro se realizan
agujeros que atraviesan las tapas y las pestañas de la lámina central, esto con el fin de fijar con
remaches de este mismo diámetro los tres elementos.
Zaranda
La zaranda es una especie de criba en la cual se filtra el grano trillado a través de ella quedando los
tallos o residuos más grandes en su superficie, ésta tiene un movimiento que tiene la función de
movilizar los residuos y agitarlos para que el grano y elementos más pequeños pasen por ella. Una
zaranda normalmente se ubica entre el cilindro desgranador y la tolva de recolección ya que
después de realizar la separación del grano de los residuos se procede a una limpieza del mismo
por medio del dispositivo de ventilación.
A continuación (Figura 21) se presenta el modelado CAD de la zaranda para propuesta para esta
máquina la cual consta de una lámina perforada de acero inoxidable de agujeros de 3 mm de

27
diámetro puesto que el grano de quínoa tiene en promedio 2.5 mm de diámetro. Adicionalmente,
se da el movimiento de ésta gracias a un mecanismo similar al mecanismo biela manivela, en el
cual se desfasa el eje (manivela) y se restringe el movimiento de la lámina por medio de unos
soportes que permiten un recorrido lineal de la lámina en su extremo de salida. Este elemento no
se encuentra manufacturado y es necesario ahondar en los cálculos de esfuerzos de los elementos
del mismo previamente a su construcción para garantizar su buen funcionamiento.
Figura 21. Modelo CAD de la zaranda de la máquina.
Estado actual de la máquina
En la Figura 22 se puede observar el estado actual de la máquina con el cual se realizaron las
pruebas experimentales.
Figura 22. Fotografías del estado actual de la máquina trilladora de quínoa.
También se actualizó del modelo CAD y los planos de manufactura (más adelante presentados) de
la base de datos del proyecto relacionado con la trilladora de quínoa.

28
Figura 23. Modelo CAD actualizado de la máquina trilladora de quínoa.
EXPERIMENTACIÓN
Diseño experimentos
El diseño de experimentos utilizado fue un diseño factorial en donde se pudieron incluir distintas
variables debido a que se quería estudiar el efecto de éstas sobre una respuesta específica, el
porcentaje en peso de grano trillado. Se escogieron para las pruebas, tres variables: la presencia o
no de cepillos acoplados en el cóncavo, la condición de entrada de las panojas de quínoa (secada o
fresca y muy seca) y mallas en la superficie superior del cóncavo. Estos factores se escogieron
debido a que inicialmente se realizaron pruebas piloto para corroborar el buen funcionamiento de
la máquina y se deseó aumentar la fricción entre los dientes del cilindro desgranador y el cóncavo
para mejorar el proceso de trillado de la misma.
Factores y niveles:
- Condición:
- Fresca
- Seca
- Cepillos:
- Presencia
- Ausencia
- Malla:
- Tamaño de orificio de 2 mm
- Tamaño de orificio de 3 mm
- Ausencia
En el Anexo B se pueden observar algunas fotografías de los elementos acoplados para las pruebas
experimentales.

29
Resultados y análisis
En la Tabla 5 se aprecian los resultados de las pruebas en donde se especifica el tipo de nivel para
cada una de ellas; la masa del residuo, es decir, tallo, polvo, cáscara, saponina y todo lo que no es
grano de quínoa; la masa del grano trillado; el total en peso y el porcentaje en peso del grano
trillado, o sea la variable de respuesta a comparar.
Tabla 5. Resultados de las pruebas experimentales.
Los datos de la Tabla 5 fueron analizados por medio del Software estadístico Minitab 15,
especializado en diseño de experimentos. Para determinar si la variable es significativa o no como
factor que afecta la variable de respuesta, se determina el P-Value de cada una, usualmente, se
trabaja con un intervalo de confianza del 95%, es decir, el P-Value debe ser menor a 5% (0.05). En
la Tabla 6, se presenta cada variable con su respectivo P-Value, como se puede ver en ésta, la
condición de las panojas de quínoa no es significativa y por tal razón no debe importar el estado
de la misma a la hora del trillado. Por otro lado, la presencia de cepillos o mallas son significativas
y sí alteran el resultado de los experimentos.
Tabla 6. Valores de P-Value de cada variable.
A partir de esto, se tienen además las gráficas de la Figura 24, en las cuales se representa el
análisis de cada variable con sus respectivos niveles y la media de los valores obtenidos del
porcentaje en peso del grano trillado. Con esto se puede obtener la mejor combinación de niveles
para que el trillado de la máquina sea el más conveniente. Por esta razón la combinación
recomendada es la no presencia de cepillos en el cóncavo, la malla con agujeros de 3 mm de
diámetro y como ya se dijo anteriormente, la condición de secado de las panojas no es significativa
pero si se puede hacer una elección, ésta sería panojas de quínoa fresca.
30
Figura 24. Gráficas de media de resultados para cada variable teniendo en cuenta los niveles de las mismas.
TRABAJO FUTURO
Para el trabajo futuro se debe dar prioridad a la manufactura y cálculo de elementos acoplados al
eje como la zaranda y el ventilador, para así, poder realizar pruebas de torque y de inercia y
obtener más información sobre las características que el motor debe tener. Por medio de esto se
caracterizarán las fuerzas necesarias para la trilla de las panojas de quínoa y las fuerzas actuales
sobre los elementos de la máquina.
Por otro lado, la construcción de elementos como el subsistema de ventilación, la tolva de
recolección, ruedas de transporte para el acople en la base, mejoras en el diseño del cóncavo y de
la coraza para evitar la pérdida de los granos de quínoa debido a la salida de los mismos.
Después de finalizada la máquina y determinado el subsistema de transmisión de potencia, es
importante realizar pruebas de ésta y verificar el funcionamiento de cada elemento.
Adicionalmente, se deben realizar pruebas en la región de Guasca con los usuarios de la máquina
para obtener retroalimentaciones de ellos, realizar monitoreo de seguridad y de factores técnicos
como frecuencia, voltaje y amperios de la red eléctrica que son vitales para el buen
funcionamiento del motor.

31
COSTOS Y COTIZACIONES
A continuación se presenta una tabla con los costos para el desarrollo del proyecto:
Tabla 7. Lista de precios en artículos comprados y asociados a manufactura.
Adicionalmente, se realizó la cotización de materiales que se usarán en el trabajo futuro del
proyecto. Se obtuvo un total de $ 746,000 (Tabla 8).
Tabla 8. Cotización de materiales a usar en el trabajo futuro de la máquina.
Elemento Valor Equipo Valor
Poleas y correa 77,800.00$ Fresa 52,000.00$
Pasadores rápidos 16,000.00$ Torno y fresa 74,000.00$
Balanceo cilindro 473,000.00$ Soldadura 21,000.00$
Lámina de aluminio 70,000.00$ Soldadura 56,500.00$
Torno y fresa 77,500.00$
Fresa y soldadura 50,500.00$
Subtotal 636,800.00$ Subtotal 331,500.00$
TOTAL 968,300.00$
Compras externas Manufactura Universidad
Elemento Cantidad Descripción Empresa Costo
Ruedas 3 Transporte de la máquina Rodachines Industriales y CIA LTDA 141,999.00$
Malla 1 Filtro del cóncavo (Inoxidable) Cia. Ferretera de Anjeos y Mallas 53,244.00$
Lámina perforada 1 Filtro de la zaranda (Inoxidable) Mallas Especiales LTDA 75,075.00$
Chumaceras ovaladas 2 Acople a la estructura de la máquina para eje zaranda Transmifer 19,000.00$
Líquido anti corrosión 1 Para pintar partes corroidas de la máquina 22,622.00$
Lámina de acero 1 Acople a los laterales, entrada y salida del cóncavo 33,054.00$
Chumaceras pedestal 2 Acople a la zaranda 17,864.00$
Manguera 1 Succión para sistema de ventilación 22,399.00$
Barra acero 1 Acoples con el eje para pruebas con torquímetro (1020) 3,480.00$
Perfiles en L 1 Para acoples con la zaranda (Inoxidable) 30,160.00$
Eje en acero 1 Eje de la zaranda (1020) 20,880.00$
Lámina de aluminio 1 Finalización de la coraza y tolva de recolección Inversiones Industriales 129,920.00$
Placa acero 1 Para acople de las chumaceras ovaladas a la estructura y 25,520.00$
Placa acero 1 Desface del eje de la zaranda (1020) Metalúrgicas S.A.S 11,600.00$
Lámina de aluminio 1 Cilindro recolector y de sistema de ventilación 69,600.00$
Lámina de acero 1 Bordes de zaranda (Inoxidable) 29,000.00$
Lámina de acero 1 Acople de ruedas a la máquina (A36) 40,600.00$
TOTAL 746,017.00$
Cadenas y Correas S.A.S.
Multialambres

32
CONCLUSIONES
Se realizaron planos de detalle para la reproducción de la máquina y se actualizó el modelo
CAD de ésta.
Se realizó un diseño de experimentos que incluía distintos factores y niveles para alcanzar una
buena respuesta de la máquina.
Teniendo en cuenta los criterios de diseño del prototipo, se realizó la manufactura de las
piezas y elementos mecánicos disponibles en el mercado local.
Con las pruebas realizadas se determinó que la mejor combinación de variables es una malla
de 3 mm en la superficie del cóncavo, la ausencia de cepillos y si se puede elegir, quínoa fresca
o no tan seca.
Se realizaron cálculos de los elementos construidos obteniendo factores de seguridad
confiables, lo cual es importante para la seguridad de los usuarios.
Se analizó el problema integrando varios individuos involucrados en el problema y se recibió
retroalimentación de ellos.
Para el trabajo futuro se definieron actividades prioritarias y se tiene avanzado el diseño
conceptual de los subsistemas faltantes de la máquina.

33
REFERENCIAS
[1] S. R. Gliessman, Agroecología. Proceso Ecológicos en Egricultura Sostenible, Turrialba:
LITOCAT, 1998.
[2] FAO, «FAO,» [En línea]. Available:
http://coin.fao.org/cms/world/colombia/es/InformaccionSobreElPais.html. [Último acceso: 15 04
2014].
[3] L. Cerón, «Proyecto sobre fomento de cultivo de quínoa en Colombia,» Bogotá, 1976.
[4] G. A. C. M. Tapia, La quinua y la kañiwa: cultivos andinos, Bogotá: CIID, 1979.
[5] Infoquinua, «Infoquinua,» [En línea]. Available:
http://www.infoquinua.bo/?opc=noticia&id=128. [Último acceso: 21 04 2014].
[6] Solid OPD, «Programa modular para el manejo técnico del cultivo de quinua. Guía para el
facilitador,» 2010. [En línea]. Available: http://www.solidinternational.ch/wp-
content/themes/solid/sources/img/Quinua-Guia-para-Facilitador1.pdf. [Último acceso: 14 04
2014].
[7] Ingenieros Sin Fronteras Colombia [online]. Bogotá: Universidad de los Andes, Disponible en:
http://isfcolombia.uniandes.edu.co/index.php?option=com_content&view=article&id=1&Itemid=
12
[8] Fundación PROINPA, «Nuscommunity,» Abril 2008. [En línea]. Available:
http://www.nuscommunity.org/fileadmin/NUS_Docs/documents/publications/factsheets/Prototip
os_Trilladoras_de_Granos_PROINPA.pdf. [Último acceso: 20 04 2014].
[9] Fischer Agro, «Fischer-Peru,» [En línea]. Available: http://www.fischer-
peru.com/index.php/2013-05-27-16-04-27/galeria-videos?start=16. [Último acceso: 21 04 2014].
[10] A.E. Farías, “Diseño y construcción de un prototipo replicable de trilladora de baja
capacidad especializada en quínoa”, Universidad de los Andes, Bogotá, Colombia, 2014.
[11] S. Batiste, “Diseño de una máquina trilladora de quínoa”, Universidad de los Andes,
Bogotá, Colombia, 2014.
[12] Shigley, Mechanical Engineering Design, Mc Graw Hill: New York, United States, 2011.
[13] R.C. Juvinall, “Rivets, welding and bonding”, Fundamentals of Machine Component Design,
John Wiley and Sons, INC: United States, 2012.
[14] A.E. Fitzgerald, Electric Machinery, Mc Graw Hill: New York, United States, 2003.

34
[15] Capítulo 11: Motores Eléctricos [online], Disponible en: http://www.mcgraw-
hill.es/bcv/guide/capitulo/8448173104.pdf
[16] Motores trifásicos de inducción, Siemens.
[17] Motores eléctricos, Answers for industry [online], Mexico, Siemens, 2010, Disponible en:
http://industria.siemens.com.mx/Motores/Docs/CatalogoMotores2010.pdf.
[18] Guía de referencia de rodamientos y transferencia por banda [online], United States,
Emerson. Disponible en: http://www.emersonindustrial.com/en-
US/documentcenter/PowerTransmissionSolutions/Catalog/Form_8932S.pdf

35
ANEXOS
ANEXO A. Reporte de balanceo del cilindro desgranador

36

37

38
ANEXO B. Fotografías de elementos utilizados en las pruebas experimentales. Diagrama de malla
sobre el cóncavo, malla de 3 mm sin cepillos, malla de 2 mm sin cepillos y malla de 2 mm con
presencia de cepillos respectivamente.

39
PLANOS

40

41

42

43

44

45

46

47

48

49

50

51

52

53

54