XI Congreso Anual de la Academia de Ciencias ...acacia.org.mx/busqueda/pdf/P03T11.pdf · Centro de...
29
XI Congreso Anual de la Academia de Ciencias Administrativas AC (ACACIA). Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz Tema: Ingeniería y Gestión de Sistemas Jaime Garnica González Heriberto Niccolas Morales y Germán Reséndiz López* Centro de Investigación Avanzada en Ingeniería Industrial, Universidad Autónoma del Estado de Hidalgo, carretera PachucaTulancingo Km. 4.5 Ciudad Universitaria, Pachuca Hidalgo Teléfono 01 7717172000 Ext. 6733, Mail [email protected] * Universidad Tecnológica de Tulancingo, Camino Ahuehuetitla No. 301 Las Presas C. P.43730 Tulancingo Hgo. Tel.: (01775) 75 5 05 60, 75 5 01 68. Fax 75 5 27 60. Guadalajara, Jalisco, México 2007
Transcript of XI Congreso Anual de la Academia de Ciencias ...acacia.org.mx/busqueda/pdf/P03T11.pdf · Centro de...

XI Congreso Anual de la Academia de Ciencias Administrativas AC (ACACIA).
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una
MPyME de pintura y hojalatería automotriz
Tema: Ingeniería y Gestión de Sistemas
Jaime Garnica González
Heriberto Niccolas Morales y
Germán Reséndiz López*
Centro de Investigación Avanzada en Ingeniería Industrial, Universidad Autónoma
del Estado de Hidalgo, carretera PachucaTulancingo Km. 4.5 Ciudad
Universitaria, Pachuca Hidalgo Teléfono 01 7717172000 Ext. 6733, Mail
* Universidad Tecnológica de Tulancingo,
Camino Ahuehuetitla No. 301 Las Presas
C. P.43730 Tulancingo Hgo.
Tel.: (01775) 75 5 05 60, 75 5 01 68. Fax 75 5 27 60.
Guadalajara, Jalisco, México 2007

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
2
RESUMEN
En este trabajo se presentan la aplicación de una técnica heurística para mejorar la
distribución en planta, creada a partir del modelo conceptual publicado en la memoria
del X congreso de ACACIA. Parte de la investigación está orientada a mostrar los
resultados de aplicación de mejorar del layout de una pequeña empresa de servicios
dedicada a la hojalatería y pintura. El caso practico que se presenta, consiste en
mostrar la propuesta de mejora resultante de emplear un conjunto de instrumentos
contenida en la técnica y que permite visualizar las mejoras a realizar. Para demostrar
que si existen mejoras, se evalúa el valor presente neto de la situación actual y la
propuesta. El lector en este trabajo encontrará desde el planteamiento de la hipótesis,
instrumentos empleados de la técnica y la evaluación de la mejora.
1. INTRODUCCIÓN
En estos tiempos de cambio todas las organizaciones deben de fundamentar su
permanencia en el sector o mercados basados en políticas de competitividad. No es la
excepción micro y pequeñas empresas en nuestro país, que debido a una apertura
comercial ha venido disminuyendo su impacto en su entorno y por ende en la economía
de la región donde se localiza.
Los problemas que tienen estas empresas, se debe ha sus procesos que llevan a
cabo, y que representan un porcentaje aproximado del 70% 1 . La problemática a
enfrentar para eficientizar a los procesos, tiene que ver con la disposición adecuada de
áreas, maquinaria y equipos, lo que conlleva a considerar a la distribución en planta
como eje principal para la solución de los problemas de producción.
1 Garnica J., Niccolas H., y Reséndiz G. (2006). Propuesta de un modelo conceptual para el desarrollo de una técnica heurística para mejorar la funcionalidad del layout en las MPyMEs, X Congreso Anual de la Academia de Ciencias Administrativas AC. México.
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
3
Por lo anterior, se vislumbra una necesidad de incrementar los conocimientos en
esta temática por lo que el presente trabajo esta encaminado a mostrar una
investigación basada en el desarrollo de una técnica heurística que sea fácil de
entender y a su vez de utilizar por parte del profesionista de la ingeniería industrial,
ramas a fines e inclusive por los propios dueños de micro y pequeñas empresas del
ramo de los servicios de pintura automotriz.
2. JUSTIFICACIÓN
En diferentes estudios relacionados con la competitividad de las micro y pequeñas
empresas, se ha indicado que deben mejorar sus actividades relacionadas con sus
procesos de producción, capacitación, administración así como de sus finanzas.
Diferentes sectores entre ellos el gubernamental ha diseñado y desarrollado
diferentes programas de apoyo dirigidos a este tipo de sector empresarial de los que
destacan crece y el compite que están enfocados ha buscar soluciones inmediatas a los
problemas de las empresas antes mencionadas.
Si bien este tipo de programas mitigan la problemática de este sector empresarial
que en su conjunto representa mas del 51% de empleo y que en sus tres primeros años
desaparece el 75% de este sector, se tienen que buscar otro tipo de apoyos como
herramientas y propio conocimiento que permita realizar cambios de hasta 40% de
forma inmediata a las condiciones físicas y de operación a la micro y pequeña industria
mexicana 2 . Cambios que son esenciales para su permanencia y consolidación en el
mercado.
Por otra parte en la mayoría de micro, medianas o pequeñas empresas que han ido
aumentando su tamaño su origen es a partir de un pequeño taller donde se
acondicionaba una pequeña área para realizar las actividades de la empresa, articulo a
2 Garnica J., Niccolas H. y Reséndiz G. (2002). Empresas y globalización, análisis de la industria textil en el estado de Hidalgo, Cuadernos de Divulgación Científica y Tecnológica No. 2, UTT. Tulancingo de Bravo, Hgo. Mex.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
4
producir o servicio ha ofrecer por lo que al ir incrementándose las solicitudes de trabajo
o de servicio, se iba creciendo de una forma desorganizada y por ende se ve reflejado
en eficiencia de la empresa con base a lo anterior y con estudios previos, se afirma que
el 70% de los problemas relacionados con producción, tienen origen debido ha una
deficiente distribución en planta por lo que en el presente trabajo y tomando en
consideración una actividad de servicio como loes la hojalatería y pintura automotriz, se
realizará una propuesta para apoyar en mejorar en layout en los establecimientos
dedicados a la actividad antes mencionada.
3. HIPÓTESIS DE TRABAJO
Se demostrara que a partir de contar con una técnica heurística para la Distribución en
planta se mejorara su eficiencia cuando menos en un 20%.
Las variables a evaluar para determinar la mejora de la eficiencia de la Distribución
en planta son: tiempo empleado en todo el proceso, número de operaciones, distancia
de recorrido entre áreas y condiciones seguras de trabajo.
4. METODOLOGÍA DEL TRABAJO
Partiendo de la observación de la situación que guardan los talleres de pintura
automotriz durante las diferentes viajes o recorridos realizados en el estado de Hidalgo
y en particular en los municipios de San Agustín Tlaxiaca, Actopan y Pachuca. En el
primer municipio por ser el lugar de origen y residencia y los siguientes por ser
colindantes y de mayor traslado a ellos por las diversas actividades que se realizan.
Por lo anterior, se tiene la inquietud de confirmar la situación problemática que
tienen los talleres de hojalatería y pintura a través de una investigación de campo que
consistirá en la aplicación de un cuestionario. Dicho cuestionario estará diseñado para
identificar a través de preguntas concretas, las condiciones de operación de los talleres;
para lo cual se procederá a diseñar y evaluar un conjunto de cuestionamientos
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
5
debidamente ordenados para que se logre tal fin. En particular el cuestionario estará
dirigido a obtener información y validación de la problemática relacionada con la
distribución en planta.
Obtenida la validación de la problemática de forma cuantitativa, se realizará
actividades de indagación de información en fuentes primarias y secundarias con la
finalidad de plasmar los antecedentes generales de los talleres de hojalatería y pintura
automotriz donde se considere desde los inicios de la industria automotriz y
complementando con el tratamiento estadístico de los cuestionarios que se aplicarán
durante la investigación de campo. Por otra parte se debe de tener el marco teórico que
determine el enfoque del objeto de estudio, para este caso es la distribución en planta
de los talleres antes mencionados.
Para tal fin se propone realizar una investigación documental basada en la
indagación de información en diferentes medios y fuentes como es documentos
impresos, electrónicos, audio y video. Ya obtenida la información referida al layout, se
procederá a sintetizarla con la finalidad de conocer el marco teórico que comprende el
estado del arte.
Al contar con una problemática específica y un marco teórico, se procederá a
desarrollar una propuesta de solución. Se prevé que tal propuesta sea una técnica
heurística para mejorar el layout. Para tal fin se recurrirá a la consulta a expertos para la
generación y ajuste de la técnica a crear. Partiendo de obtener el primer modelo, se
analizará y aplicará para ir ajustando el instrumento de mejora.
Por ultimo al contar con la técnica, se aplicará a un taller y se plasmará como un
caso práctico para validar o rechazar la hipótesis de este trabajo, seguido de realizar
una evaluación financiera y poder sacar las conclusiones correspondientes a esta
investigación de tipo exploratoria.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
6
5. CONSIDERACIONES PARA REALIZAR UN LAYOUT
Cuando se diseñe la planta física debe tenerse en cuenta la obsolescencia y el hecho
de que puedan realizarse modificaciones. Puesto que los avances tecnológicos
suceden con gran rapidez y las expectativas y necesidades del mercado cambian con
velocidad, es necesario modificar las instalaciones y la tecnología para adaptarse al
mercado.
Es mejor tener sitios de preservación ambiental (para reciclaje, retrabajos, etc.) que
modificar las estructuras existentes; las instalaciones actuales pueden demolerse a
bajos costos y remplazarse por estructuras más adaptables, diseñadas para la vida del
producto o servicio. Esto también se cumple para la tecnología que opera en la planta.
Y por supuesto, se requiere que la administración acepte la necesidad de remplazar
con rapidez las estructuras, a medida que lo exijan los tiempos del mercado. 3
6. DESARROLLO DE LA TÉCNICA HEURÍSTICA
Hasta el momento, lo escrito en distribución en planta esta fundamentado en la
propuesta de SLP por Muther 4 y el desarrollo de diferentes programas de cómputo con
base en modelos matemáticos que son clasificados como Distribución sistemática de
múltiples elementos.
Por otra parte en México en la micro, pequeña y mediana empresa, no se tiene el
conocimiento especializado para la realización de Layout eficientes de acuerdo a las
condiciones que prevalecen en las instalaciones; aunado a esto, que la tarea de realizar
una distribución en planta (DP) no es un proceso frecuente, y el realizarlo con las
propuestas anteriores, significa una inversión en programas y metodologías caras que
no puede cubrir principalmente la micro y pequeña empresa. Por lo que se deben de
generar metodologías al alcance de este sector.
3 Hamid, Noori. Rusell Radford, (1997). Administración de operaciones y producción: Calidad total y respuesta sensible y práctica, Mc Graw Hill, Colombia. 4 Muther, Richard, (1986). Practical Plant Layout, Mc. Graw Hill Book, New York.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
7
Por tal motivo, y apoyándose en el modelo de la guía para la mejora de la
funcionalidad de la distribución en planta de la micro y pequeña empresa propuesta por
Garnica 5 se detecta la necesidad de contar con un instrumento fácil de utilizar y que
permita evaluar y proponer alternativas de solución de la problemática que enfrentan
dichas empresas en cuestión de Distribución en Planta.
Para la construcción del instrumento que nos permita realizar una evaluación de las
condiciones actuales de operación de la empresa, se basó en la construcción del
modelo conceptual desarrollado y publicado en la edición del X congreso de ACACIA 6 .
Este modelo permitió que a partir de formular una serie de preguntas para 5 rubros
involucrados en layout, se fueran identificando posibles causas que lo originará y a su
vez dar una recomendación de tipo general que ayudará a mitigar la problemática.
La técnica heurística consta de dos fases. La primera es la aplicación directa de las
tablas guías de mejora y la segunda a realizar la propuesta de mejora acompañada de
un calendario de las actividades propuestas para mejorar el layout.
7. CASO DE APLICACIÓN (TALLER DE HOJALATERÍA Y PINTURA)
A. CONDICIONES ACTUALES DEL TALLER
El taller cuenta con una superficie de 240 m 2 en total; 150 m 2 son para áreas de trabajo,
donde caben cuatro unidades para darles servicio, 5 m 2 que se ocupan para almacén,
20 m 2 de oficina donde se atiende a los clientes y sala de espera y 85 m 2 para alojar a
dos unidades en espera de servicio.
Estructura organizacional
5 Garnica, González Jaime, (2000). Guía para la mejora de la funcionalidad de la distribución en planta de la micro y pequeña empresa, UNAM, México. 6 Op Cit. Garnica J., Niccolas H., y Reséndiz G. (2006), pp 612

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
8
En la organización del taller se ha establecido una eficiente distribución de
responsabilidades y actividades en las que se ha seleccionado personal con los
conocimientos y experiencia necesarios que les permiten realizar con eficiencia y
rapidez su trabajo, además de transmitir sus conocimientos adquiridos y experiencia a
los aprendices.
TÉCNICA AUTOMOTRIZ S.A. de C.V. cuenta con seis personas. En donde el
encargado de taller organiza las diferentes actividades para las áreas de trabajo y
supervisa que estas se realicen bien por parte de los responsables de pintura y
hojalatería, que a su vez cuentan con el apoyo de un ayudante respectivamente para
cada uno de ellos.
Con lo antes mencionado se crea un organigrama, en el cuál se reflejan las
interrelaciones, funciones y responsabilidades del personal que labora en el taller.
(Figura 1).
Figura 1 Organigrama del taller
Condiciones de operación
Las instalaciones no son las adecuadas para algunas reparaciones, lo que ocasiona
que no se puedan reparar algunas unidades e inclusive se tienen que rechazar trabajos
por esta situación; provocando la perdida del cliente y procedan a recurrir a otro taller.
ADMINISTRADOR
JEFE DE TALLER
AYUDANTE AYUDANTE
PINTOR HOJALATERO

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
9
Además de carecer de capacitación continua para aplicar las técnicas de acabados
para automóviles modernos y desconocimiento de los materiales y sus aplicaciones.
La capacidad máxima de operación que tienen las instalaciones es de dos unidades
a la semana para pintura general y tres en reparaciones parciales diarias ya que el
espacio para alojarlos es insuficiente para tener más unidades.
Esto ocasiona que se lleguen a contaminar las unidades que están listas para
aplicación de pintura, retardando así el tiempo de entrega y por consiguiente pérdidas
de material y tiempo por tener que reparar otra vez la unidad o panel.
Se tiene un área de almacén donde se resguardan pinturas, solventes especiales,
herramientas y equipos; que a su vez se utiliza como área de preparación de mezclas
(pinturas, pastas, solventes, etc.); estantes para tornillos, herramientas y refacciones
automotrices; lo cuál ocasiona que se contaminen los materiales.
Se realizan dos reparaciones parciales o menores aproximadamente al día y una
reparación total o repintado general en 12 días hábiles aproximadamente.
Por las condiciones del taller el equipo de seguridad es insuficiente, ya que se
carece de una delimitación de diferentes áreas donde se generan polvos y gases que
aunado al desconocimiento de reglamentos y programas de seguridad e higiene por lo
que el índice de accidentes y enfermedades es relativamente alto.
DESCRIPCIÓN DEL PROCESO
Los tiempos del proceso en reparación de algún panel o unidad dependen de la
habilidad del trabajador; así como el tipo de daño que presente la pieza a reparar,
debido a que se debe tomar en consideración si la pieza o panel se puede reparar o
sustituir por una nueva.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
10
Generalmente se realizan dos procesos en la reparación de carrocerías:
v Sistema de repintado general: es aquel trabajo de reparación en el cuál el
automóvil es reparado y repintado completamente (figura 2).
v Sistema de repintado parcial: es aquel trabajo de reparación realizado a una
sección o panel del automóvil (figura 3).
Cursogramas sinópticos de los procesos.
El cursograma sinóptico es un diagrama que presenta un cuadro general de cómo se
suceden tan solo las principales operaciones e inspecciones.
Para preparar este diagrama se necesitan solamente los dos símbolos
correspondientes a operación y a inspección.
De esta manera se desarrollo el estudio de los procesos de repintado general y
parcial sucesivamente; para ver con más detalle los diferentes procesos.
Analizando los resultados de los diagramas podemos analizar la situación actual del
taller en forma tangible, y por lo tanto con ellos podemos tomar las decisiones
pertinentes sobre productividad y métodos de trabajo.
En general estos dos procedimientos completos de repintado se dividen en cinco
etapas bien definidas que son: Análisis y pruebas de las superficies, Preparación y
acondicionamiento de la superficie, Selección y preparación de materiales, Aplicación
de los productos y Toque final de acabado

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
11
TIPOS DE REPARACIÓN PARCIAL
Las operaciones de reparación parcial, también se pueden describir como una
reparación menor pero que muestran en forma clara dos procesos: Cambio de pieza y
Reparación de la pieza. Los cuáles se estudian en un cursograma analítico, el cual
muestra en forma más detallada las sucesiones del proceso indicando, su escala en el
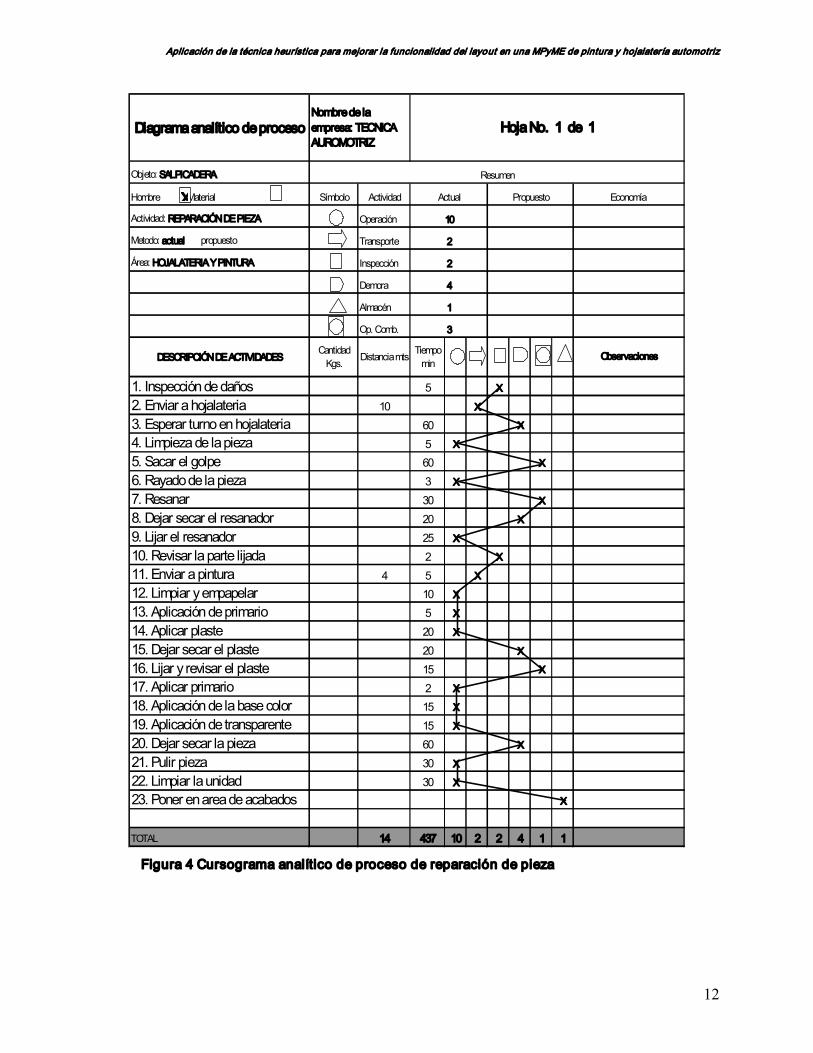
tiempo, y de esta manera, se presentan los procesos anteriores en las figuras 4 y 5.
7
Desempapelado y armado de molduras
Inspección de daños
Revisar la carrocería y piezas a reparar
Aplicación de plaste
Lijado de plaste
Aplicación de color y transparente
Entrega al cliente
Revisar y limpiar la unidad
Hojalatería de toda la unidad
Retirar pintura dañada y molduras
Empapelado
Aplicación de primario
1
1
2
3
Verificar el acabado del plaste 4
1
1
2
3
4
5
6
1
7
Desempapelado y armado de molduras
Inspección de daños
Revisar la carrocería y piezas a reparar
Aplicación de plaste
Lijado de plaste
Aplicación de color y transparente
Entrega al cliente
Revisar y limpiar la unidad
Hojalatería de toda la unidad
Retirar pintura dañada y molduras
Empapelado
Aplicación de primario
1
1
2
3
Verificar el acabado del plaste 4
1
1
2
3
4
5
6
1
Aplicación de color y transparente
Verificación y desempapelado
Revisar el acabado de la pieza
Inspección de daños
Limpieza de la pieza
Rayado de la pieza
Resane y lijado
Empapelar y aplicar el primario
Verificar lijado y limpieza
Aplicación de pintura guía
Entrega al cliente
1
1
7
6
5
4
3
2
2
3
1
Aplicación de color y transparente
Verificación y desempapelado
Revisar el acabado de la pieza
Inspección de daños
Limpieza de la pieza
Rayado de la pieza
Resane y lijado
Empapelar y aplicar el primario
Verificar lijado y limpieza
Aplicación de pintura guía
Entrega al cliente
1
1
7
6
5
4
3
2
2
3
1
Fig. 2 Sistema de repintado general Fig. 3 Sistema de repintado parcial
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
12
Diagrama analítico de proceso
Objeto: SALPICADERA
Hombre Material Símbolo Actividad
Actividad: REPARACIÓN DE PIEZA Operación
Metodo: actual propuesto Transporte
Área: HOJALATERIA Y PINTURA Inspección
Demora
Almacén
Op. Comb.
DESCRIPCIÓN DE ACTIVIDADES Cantidad Kgs. Distancia mts Tiempo min
1. Inspección de daños 5 X
2. Enviar a hojalateria 10 X
3. Esperar turno en hojalateria 60 X
4. Limpieza de la pieza 5 X
5. Sacar el golpe 60 X
6. Rayado de la pieza 3 X
7. Resanar 30 X
8. Dejar secar el resanador 20 X
9. Lijar el resanador 25 X
10. Revisar la parte lijada 2 X
11. Enviar a pintura 4 5 X
12. Limpiar y empapelar 10 X
13. Aplicación de primario 5 X
14. Aplicar plaste 20 X
15. Dejar secar el plaste 20 X
16. Lijar y revisar el plaste 15 X
17. Aplicar primario 2 X
18. Aplicación de la base color 15 X
19. Aplicación de transparente 15 X
20. Dejar secar la pieza 60 X
21. Pulir pieza 30 X
22. Limpiar la unidad 30 X
23. Poner en area de acabados X
TOTAL 14 437 10 2 2 4 1 1
2
10
2
4
1
3
Observaciones
Nombre de la empresa: TECNICA AUROMOTRIZ
Hoja No. 1 de 1
Resumen
Actual Propuesto Economía X
Figura 4 Cursograma analítico de proceso de reparación de pieza

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
13
Diagrama analítico de proceso
Objeto: SALPICADERA
Hombre Material Símbolo Actividad
Actividad: CAMBIO DE PIEZA Operación
Metodo: actual propuesto Transporte
Área: HOJALATERIA Y PINTURA Inspección
Demora
Almacén
Op. Comb.
DESCRIPCIÓN DE ACTIVIDADES Cantidad Kgs.
Distancia mts Tiempo min
1. Revisión de daños 5 X
2. Enviar a hojalateria 15 X
3. Retirar la pieza dañada 20 X
4. Colocar la pieza o panel nuevo 20 X
5. Enviar a pintura 6 5 X
6. Limpiar y desengrasar 1 X
7. Empapelar la pieza 5 X
8. Aplicar primario 2 X
9. Dejar secar primario 20 X
10. Limpiar y revisar acabado 3 X
11. Aplicar la base color 15 X
12. Aplicar el transparente 20 X
13. Desempapelar 1 X
14. Dejar secar 60 X
15. Pulir pieza 30 X
16. Limpiar la unidad 30 X
17. Colocar en unidades acabadas 10 5 X
TOTAL 31 242 10 2 1 2 1 1
Resumen
Economía
10
1
1
Nombre de la empresa:TECNICA AUTOMOTRIZ
2
1
2
Actual
Hoja No. 1 de 1
Propuesto
Observaciones
X
Figura 5 Cursograma analítico de proceso de cambio de pieza
APLICACIÓN DEL INSTRUMENTO DIAGNÓSTICO
Al aplicar la técnica heurística (TH), se obtiene como resultado en forma clara y concisa
un diagnóstico para desarrollar una propuesta de mejora en la distribución en planta. Se
iniciará ilustrando la distribución actual (Fig. 6), y posterior a está, se muestran las
tablas guía de la TH en las figuras 7 a 11. Y por último en este proceso diagnóstico, en
la figura 12, se da a conocer el concentrado de alternativas, que dan origen a la
propuesta de modificación del layout.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
14
Figura 6 Distribución de planta actual.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
15
Figura 7 Tabla guía de utilización y disposición de las áreas de trabajo.
Utilización y disposición de las áreas de tr abajo.
NO SI NO NO NO NO NO NO NO
Identificación del
problema
?
Hay suficiente espacio para q
ue el trabajador
realice sus tareas en la unidad.
Esta bloqueada la unidad por otras unidades de
form
a que no pueden moverse sin m
over prim
ero
las otras unidades.
Hay espacio
suficiente alrededor del equipo y
herram
ientas, para un fácil m
antenimiento.
Hay espacio
para las
herram
ientas,
equipo
auxiliar,
mesa
y cabinas
de pintado, para el
funcionamiento apropiado de estas
Existe espacio
suficiente
para las
piezas de
carrocerías trabajadas y no trabajadas o en curso.
Es accesible la unidad de fo
rma que el trabajador
pueda alcanzar y abandonar su trabajo sin peligro
ni daño.
Se
utiliza
el
espacio
vertical
para
almacenam
iento y manejo de materiales
Son las zonas de almacenam
iento (
herram
ientas, artículos en procesos o acabados,
pinturas y
solventes
), adecuadas
para los
volúmenes esperados.
Son las zonas del servicio del personal adecuadas
para el núm
ero de empleados esperados.
Posibles causas
Alternativas de solución
Ubicación de la unidad, junto a un muro o columna. Ubicación de la unidad junto a otra unidad. Ubicación de equipo junto a un anden.
1) Reorientar la ubicación de las unidades.
2) Cambiarla de lugar, las unidades.
Se encuentra instalada entre dos unidades. Ubicación de la unidad junto a una reparación o actividad de riesgo.
No hay espacio suficiente.
Mala ubicación del herramental y equipo.
Bloqueo por otras unidades o procesos.
Por la cercanía de andenes ó reparaciones consideradas de riesgo en otras unidades.
Reorientar la unidad, o ais lar la reparación, o actividad de riesgo.
Ampliación de instalaciones, o diseño de utillaje para combinar operaciones.
Reubicación del grupo de unidades del área de trabajo.
Ampliación de la superficie construida.
Por la cercanía de instalaciones de servicios.
Programación adecuada, de las reparaciones.
Evitar el mantenimiento en las áreas de trabajo.
Mala designación del anden.
Reordenación de unidades. Reordenación de instalaciones fís icas. Modificación del proceso.
Reordenación de maquinaria. Modificación de instalaciones. Ampliación del talle r.
Deficiente distribución de maquinas y equipo auxiliar.
Carencia de un sistema de manejo de materiales.
Deficiencia en el diseño de instalaciones.
Reubicación de anden. Eliminación de anden.
Aprovechamiento de espacio cúbico.
Adecuación del sistema de manejo de materia les.
Diseño adecuado de utillaje y equipo.
Planeación adecuada del proceso productivo.
Ampliación de instalaciones.
Instalaciones de áreas eventuales de servicios.
Redistribución y asignación de espacio.
Se encuentra instalada entre la pared y otra unidad..
Deficiencia en el proceso, de reparación.
Limitaciones de instalaciones.
Modificación del proceso.
Deficiente distribución y asignac ión de áreas.
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Observaciones:
1. El espacio para realizar los diferentes procesos es pequeño para los empleados
2. El equipo requiere esta mal distribuido de acuerdo a los procesos.
Utilización y disposición de las áreas de tr abajo.
NO SI NO NO NO NO NO NO NO
Identificación del
problema
?
Hay suficiente espacio para q
ue el trabajador
realice sus tareas en la unidad.
Esta bloqueada la unidad por otras unidades de
form
a que no pueden moverse sin m
over prim
ero
las otras unidades.
Hay espacio
suficiente alrededor del equipo y
herram
ientas, para un fácil m
antenimiento.
Hay espacio
para las
herram
ientas,
equipo
auxiliar,
mesa
y cabinas
de pintado, para el
funcionamiento apropiado de estas
Existe espacio
suficiente
para las
piezas de
carrocerías trabajadas y no trabajadas o en curso.
Es accesible la unidad de fo
rma que el trabajador
pueda alcanzar y abandonar su trabajo sin peligro
ni daño.
Se
utiliza
el
espacio
vertical
para
almacenam
iento y manejo de materiales
Son las zonas de almacenam
iento (
herram
ientas, artículos en procesos o acabados,
pinturas y
solventes
), adecuadas
para los
volúmenes esperados.
Son las zonas del servicio del personal adecuadas
para el núm
ero de empleados esperados.
Posibles causas
Alternativas de solución
Ubicación de la unidad, junto a un muro o columna. Ubicación de la unidad junto a otra unidad. Ubicación de equipo junto a un anden.
1) Reorientar la ubicación de las unidades.
2) Cambiarla de lugar, las unidades.
Se encuentra instalada entre dos unidades. Ubicación de la unidad junto a una reparación o actividad de riesgo.
No hay espacio suficiente.
Mala ubicación del herramental y equipo.
Bloqueo por otras unidades o procesos.
Por la cercanía de andenes ó reparaciones consideradas de riesgo en otras unidades.
Reorientar la unidad, o ais lar la reparación, o actividad de riesgo.
Ampliación de instalaciones, o diseño de utillaje para combinar operaciones.
Reubicación del grupo de unidades del área de trabajo.
Ampliación de la superficie construida.
Por la cercanía de instalaciones de servicios.
Programación adecuada, de las reparaciones.
Evitar el mantenimiento en las áreas de trabajo.
Mala designación del anden.
Reordenación de unidades. Reordenación de instalaciones fís icas. Modificación del proceso.
Reordenación de maquinaria. Modificación de instalaciones. Ampliación del talle r.
Deficiente distribución de maquinas y equipo auxiliar.
Carencia de un sistema de manejo de materiales.
Deficiencia en el diseño de instalaciones.
Reubicación de anden. Eliminación de anden.
Aprovechamiento de espacio cúbico.
Adecuación del sistema de manejo de materia les.
Diseño adecuado de utillaje y equipo.
Planeación adecuada del proceso productivo.
Ampliación de instalaciones.
Instalaciones de áreas eventuales de servicios.
Redistribución y asignación de espacio.
Se encuentra instalada entre la pared y otra unidad..
Deficiencia en el proceso, de reparación.
Limitaciones de instalaciones.
Modificación del proceso.
Deficiente distribución y asignac ión de áreas.
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Utilización y disposición de las áreas de tr abajo.
NO SI NO NO NO NO NO NO NO
Identificación del
problema
?
Hay suficiente espacio para q
ue el trabajador
realice sus tareas en la unidad.
Esta bloqueada la unidad por otras unidades de
form
a que no pueden moverse sin m
over prim
ero
las otras unidades.
Hay espacio
suficiente alrededor del equipo y
herram
ientas, para un fácil m
antenimiento.
Hay espacio
para las
herram
ientas,
equipo
auxiliar,
mesa
y cabinas
de pintado, para el
funcionamiento apropiado de estas
Existe espacio
suficiente
para las
piezas de
carrocerías trabajadas y no trabajadas o en curso.
Es accesible la unidad de fo
rma que el trabajador
pueda alcanzar y abandonar su trabajo sin peligro
ni daño.
Se
utiliza
el
espacio
vertical
para
almacenam
iento y manejo de materiales
Son las zonas de almacenam
iento (
herram
ientas, artículos en procesos o acabados,
pinturas y
solventes
), adecuadas
para los
volúmenes esperados.
Son las zonas del servicio del personal adecuadas
para el núm
ero de empleados esperados.
Posibles causas
Alternativas de solución
Ubicación de la unidad, junto a un muro o columna. Ubicación de la unidad junto a otra unidad. Ubicación de equipo junto a un anden.
1) Reorientar la ubicación de las unidades.
2) Cambiarla de lugar, las unidades.
Se encuentra instalada entre dos unidades. Ubicación de la unidad junto a una reparación o actividad de riesgo.
No hay espacio suficiente.
Mala ubicación del herramental y equipo.
Bloqueo por otras unidades o procesos.
Por la cercanía de andenes ó reparaciones consideradas de riesgo en otras unidades.
Reorientar la unidad, o ais lar la reparación, o actividad de riesgo.
Ampliación de instalaciones, o diseño de utillaje para combinar operaciones.
Reubicación del grupo de unidades del área de trabajo.
Ampliación de la superficie construida.
Por la cercanía de instalaciones de servicios.
Programación adecuada, de las reparaciones.
Evitar el mantenimiento en las áreas de trabajo.
Mala designación del anden.
Reordenación de unidades. Reordenación de instalaciones fís icas. Modificación del proceso.
Reordenación de maquinaria. Modificación de instalaciones. Ampliación del talle r.
Deficiente distribución de maquinas y equipo auxiliar.
Carencia de un sistema de manejo de materiales.
Deficiencia en el diseño de instalaciones.
Reubicación de anden. Eliminación de anden.
Aprovechamiento de espacio cúbico.
Adecuación del sistema de manejo de materia les.
Diseño adecuado de utillaje y equipo.
Planeación adecuada del proceso productivo.
Ampliación de instalaciones.
Instalaciones de áreas eventuales de servicios.
Redistribución y asignación de espacio.
Se encuentra instalada entre la pared y otra unidad..
Deficiencia en el proceso, de reparación.
Limitaciones de instalaciones.
Modificación del proceso.
Deficiente distribución y asignac ión de áreas.
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Observaciones:
1. El espacio para realizar los diferentes procesos es pequeño para los empleados
2. El equipo requiere esta mal distribuido de acuerdo a los procesos.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
16
Figura 8 Tabla guía de servicios y distribución de servicios.
Observaciones: 1. No están identificadas las tuberías de acuerdo a su uso. (Ver Anexo F). 2. Esta muy reducido el espacio de los pasillos. 3.No se tiene identificadas las áreas debidamente.
Observaciones: 1. No están identificadas las tuberías de acuerdo a su uso. (Ver Anexo F). 2. Esta muy reducido el espacio de los pasillos. 3.No se tiene identificadas las áreas debidamente.
NO NO SI NO NO NO NO NO NO NO SI
Identificación del
problema
?
Esta proy
ectado el sistema de
distribución de
aire, agua y
electricidad para un
a fácil
redistrib
ución del equ
ipo.
Se ha previsto un exceso de capacidad en el
sistem
a de distribución, de form
a qu
e pu
eda
instalarse equ
ipo adicional.
Necesitará un
a redistribu
ción
o ampliación
de una nueva situación
de las instalaciones
eléctricas, telefónicas,
tuberías d
e aire y
agua.
Están todas
las
tuberías y
cond
uctos
claram
ente identificados, con
sus
colores
correspo
ndientes de seguridad.
Están instalados a in
tervalos con
venientes los
enchufes, los paneles de
con
trol, tomas de
corriente, tom
as de aire y las válvu
las, de
manera qu
e minimicen las interrup
cion
es.
Están expuestas las líneas de segu
ridad (g
as,
electricidad,
agua,
etc.)
para qu
e su
mantenimiento sea fácil.
Están protegidas las lín
eas de servicio contra
la intem
perie, del daño po
r parte del equipo
de
manejo
de
materiales
y del
funcionamiento de las máquinas.
Existen dispositivos
protectores, cubiertas,
pantallas, aislado
res y
similares, instalados
para proteger al p
ersonal, clientes y el equ
ipo
de trabajo.
Son suficientem
ente y amplios los pasillo
s para
recibir
el volumen de tráfico
parado
y
la
manipulación de las cargas esperadas.
Están claramente m
arcado
s los pasillo
s, áreas
de trabajo y andenes.
Los pasillos y andenes de acceso a las áreas
presentan demasiadas curvas u obstruccion
es.
Pos ibles caus as
Alte rn a tivas de solución
Deficiente proy ecto de insta lacione s de se rvic ios.
I nsta lac ione s ya e xistentes (antigua s).
L im itac ión de espa cios para futuros c rec im ie ntos.
P roy ectar a dec uac iones de insta lacione s y /o e n su ca so la r eposición de las m ismas.
Ac ondicionam iento y ampliac ión del inm ue ble de m a nera vertical con proyecto de a dec uac ión de instala ción de ser vic io
Deficiencia en e l proyecto de distribución.
D e acuerdo a l tipo de ta rea .
Lim itación de espac io.
Care ncia de un proye cto de c recim ie nto.
L im itac ión de instalaciones del inm ueble.
D eficiente o fa lta de m antenim ie nto.
Proy ec to de am pliación de insta lacione s de m anera ver tica l.
P la nteam iento de nuevos pr oce sos de reparac ión par a nuevas unidade s.
Adecuación de instalac iones de l inm ue ble , pla neación de futura s expansiones.
Im plementar program a a dec ua do de mantenim ie nto.
Proponer m ej ora s en el proceso a través de la adquisición de m aquina ria m oderna.
D eficiente plan de distr ibuc ión de equipo.
Mej ora r el proyec to de d istr ibución
Optim izar y /o mejorar el pla n de distr ibución de m a quinaria.
I nm ueble m al dise ñado.
D efic iente pr ogr ama de ma nte nim iento .
D eficiencia e n el proyecto lay out insta lado.
Am pliación y /o a condic ionam iento de l inmueble .
Implementar p rogram a a dec uado de mante nim iento.
E laboración ó am plia ción de program as de seguridad e n e l ta ller.
Care ncia de pr ograma de segurida d e n e l taller.
Inapropia da s ca rac terístic as física s de l inmueble .
D ise ño inadecua do de pasillos para equipos tr anspor tadore s y persona l. D efic iencias en la plane ación de la s ta rea s de reparación.
Mej oram ie nto y a dec uac ión del programa lay out.
Mej oram ie nto y /o ac ondicionam iento de pasillos para e quipos tra nsporta dor es y pe rsonal.
Mejoram iento y /o adecuación de la tar ea de re par ación.
A condicionam iento y uso adecuado de insta lac iones
L im itac ión de espacio ( superficie construida ). P rogram a a dec uado de c recim ie nto del inm ue ble
Área de tr abajo:
Pin tu ra
Hojalater ía
Equ ipo:
Tar ea :
Ser vicios y distr ibución de ser vicios
NO NO SI NO NO NO NO NO NO NO SI
Identificación del
problema
?
Esta proy
ectado el sistema de
distribución de
aire, agua y
electricidad para un
a fácil
redistrib
ución del equ
ipo.
Se ha previsto un exceso de capacidad en el
sistem
a de distribución, de form
a qu
e pu
eda
instalarse equ
ipo adicional.
Necesitará un
a redistribu
ción
o ampliación
de una nueva situación
de las instalaciones
eléctricas, telefónicas,
tuberías d
e aire y
agua.
Están todas
las
tuberías y
cond
uctos
claram
ente identificados, con
sus
colores
correspo
ndientes de seguridad.
Están instalados a in
tervalos con
venientes los
enchufes, los paneles de
con
trol, tomas de
corriente, tom
as de aire y las válvu
las, de
manera qu
e minimicen las interrup
cion
es.
Están expuestas las líneas de segu
ridad (g
as,
electricidad,
agua,
etc.)
para qu
e su
mantenimiento sea fácil.
Están protegidas las lín
eas de servicio contra
la intem
perie, del daño po
r parte del equipo
de
manejo
de
materiales
y del
funcionamiento de las máquinas.
Existen dispositivos
protectores, cubiertas,
pantallas, aislado
res y
similares, instalados
para proteger al p
ersonal, clientes y el equ
ipo
de trabajo.
Son suficientem
ente y amplios los pasillo
s para
recibir
el volumen de tráfico
parado
y
la
manipulación de las cargas esperadas.
Están claramente m
arcado
s los pasillo
s, áreas
de trabajo y andenes.
Los pasillos y andenes de acceso a las áreas
presentan demasiadas curvas u obstruccion
es.
Pos ibles caus as
Alte rn a tivas de solución
Deficiente proy ecto de insta lacione s de se rvic ios.
I nsta lac ione s ya e xistentes (antigua s).
L im itac ión de espa cios para futuros c rec im ie ntos.
P roy ectar a dec uac iones de insta lacione s y /o e n su ca so la r eposición de las m ismas.
Ac ondicionam iento y ampliac ión del inm ue ble de m a nera vertical con proyecto de a dec uac ión de instala ción de ser vic io
Deficiencia en e l proyecto de distribución.
D e acuerdo a l tipo de ta rea .
Lim itación de espac io.
Care ncia de un proye cto de c recim ie nto.
L im itac ión de instalaciones del inm ueble.
D eficiente o fa lta de m antenim ie nto.
Proy ec to de am pliación de insta lacione s de m anera ver tica l.
P la nteam iento de nuevos pr oce sos de reparac ión par a nuevas unidade s.
Adecuación de instalac iones de l inm ue ble , pla neación de futura s expansiones.
Im plementar program a a dec ua do de mantenim ie nto.
Proponer m ej ora s en el proceso a través de la adquisición de m aquina ria m oderna.
D eficiente plan de distr ibuc ión de equipo.
Mej ora r el proyec to de d istr ibución
Optim izar y /o mejorar el pla n de distr ibución de m a quinaria.
I nm ueble m al dise ñado.
D efic iente pr ogr ama de ma nte nim iento .
D eficiencia e n el proyecto lay out insta lado.
Am pliación y /o a condic ionam iento de l inmueble .
Implementar p rogram a a dec uado de mante nim iento.
E laboración ó am plia ción de program as de seguridad e n e l ta ller.
Care ncia de pr ograma de segurida d e n e l taller.
Inapropia da s ca rac terístic as física s de l inmueble .
D ise ño inadecua do de pasillos para equipos tr anspor tadore s y persona l. D efic iencias en la plane ación de la s ta rea s de reparación.
Mej oram ie nto y a dec uac ión del programa lay out.
Mej oram ie nto y /o ac ondicionam iento de pasillos para e quipos tra nsporta dor es y pe rsonal.
Mejoram iento y /o adecuación de la tar ea de re par ación.
A condicionam iento y uso adecuado de insta lac iones
L im itac ión de espacio ( superficie construida ). P rogram a a dec uado de c recim ie nto del inm ue ble
Área de tr abajo:
Pin tu ra
Hojalater ía
Equ ipo:
Tar ea :
Ser vicios y distr ibución de ser vicios

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
17
Figura 9 Tabla guía zona de almacenamiento.
Observaciones: 1. Capacitación para manejo de materiales. 2. Implementación de un programa de seguridad e higiene. 3. No se tiene un control de sustancias peligrosas.
Adecuación ó ampliación del taller.
Deficiencia en el proyecto layout instalado.. Inadecuadas instalaciones físicas del taller. Defic iencias en la planeación de la tarea de reparación.
Limitaciones de instalaciones por diseño del taller.
Carencia o defic iencia de un programa de seguridad e higiene.
Defic iente sistema de manejo de materiales..
NO NO NO SI SI NO NO NO NO NO NO
Están situados en lugares convenientes los
armarios de h
erramientas y
las zonas d
e almacenam
iento.
Proporcionan protección las
zonas
de
almacenam
iento contra hurto ó pérdida de
materiales de valor elevado.
Existen
medios
de
almacenam
iento
especiales para pinturas, aceites, ácido,
pastas y so
lventes.
Com
plica
la situación
de las
zonas
de
almacenam
iento
la
recepción
y la
comprobación de almacenes d
e entrada y
salida.
Provoca
la s
ituación
actual d
e zonas de
almacenam
iento, un increm
ento de lo
ngitud
de los trayectos de grandes volúmenes de
materiales y
refacciones.
La
disposición
de
las
zonas
de
almacenam
iento
perm
ite el em
pleo de
medios m
ecánicos de manejo.
Se
cuenta
con
los
medios
de
almacenam
iento,
estantes,
cajones,
recipientes, etc., para que
su llenado y
vaciado sea fácil
Están centralizadas o descentralizadas las
instalaciones
de
almacenam
iento
de
acuerdo con las necesidades p
articulares de
la zona servida.
Las
zonas
de
almacenam
iento
están
planificadas
y equipadas
para
la
identificación
sistemática
por
colores
y letre
ros visible de los artículos e
n las zonas.
Se hace uso apropiado del espacio vertical en
las
zonas
de almacenam
iento
entre suelos
cargas disp
uestas para su transporte m
ediante
carretillas, etc.
Están situadas las zonas de almacenam
iento en
proceso para obtener un rendimiento máximo
del sistem
a de manejo de materiales.
Mejoramiento y/o adecuación del proyecto de layout. Adecuación y/o mejoramiento de instalaciones del taller.
Mejoramiento de la planeación de la tarea de reparación.
Defic iencias en la tarea de reparación.
Mejora en la tarea de reparación de unidades.
Implementación y/o mejora de programa de seguridad e higiene.
Mejora del sistema de manejo de materia les.
Mejora en la planeación del proceso de repintado y acabado.
Alternativas de solución
Identificación del
problema
?
Posibles causas
Defic iencias en el proceso de repintado y acabado.
Zona de almacenamiento.
Ár ea de tr abajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea :
Observaciones: 1. Capacitación para manejo de materiales. 2. Implementación de un programa de seguridad e higiene. 3. No se tiene un control de sustancias peligrosas.
Adecuación ó ampliación del taller.
Deficiencia en el proyecto layout instalado.. Inadecuadas instalaciones físicas del taller. Defic iencias en la planeación de la tarea de reparación.
Limitaciones de instalaciones por diseño del taller.
Carencia o defic iencia de un programa de seguridad e higiene.
Defic iente sistema de manejo de materiales..
NO NO NO SI SI NO NO NO NO NO NO
Están situados en lugares convenientes los
armarios de h
erramientas y
las zonas d
e almacenam
iento.
Proporcionan protección las
zonas
de
almacenam
iento contra hurto ó pérdida de
materiales de valor elevado.
Existen
medios
de
almacenam
iento
especiales para pinturas, aceites, ácido,
pastas y so
lventes.
Com
plica
la situación
de las
zonas
de
almacenam
iento
la
recepción
y la
comprobación de almacenes d
e entrada y
salida.
Provoca
la s
ituación
actual d
e zonas de
almacenam
iento, un increm
ento de lo
ngitud
de los trayectos de grandes volúmenes de
materiales y
refacciones.
La
disposición
de
las
zonas
de
almacenam
iento
perm
ite el em
pleo de
medios m
ecánicos de manejo.
Se
cuenta
con
los
medios
de
almacenam
iento,
estantes,
cajones,
recipientes, etc., para que
su llenado y
vaciado sea fácil
Están centralizadas o descentralizadas las
instalaciones
de
almacenam
iento
de
acuerdo con las necesidades p
articulares de
la zona servida.
Las
zonas
de
almacenam
iento
están
planificadas
y equipadas
para
la
identificación
sistemática
por
colores
y letre
ros visible de los artículos e
n las zonas.
Se hace uso apropiado del espacio vertical en
las
zonas
de almacenam
iento
entre suelos
cargas disp
uestas para su transporte m
ediante
carretillas, etc.
Están situadas las zonas de almacenam
iento en
proceso para obtener un rendimiento máximo
del sistem
a de manejo de materiales.
Mejoramiento y/o adecuación del proyecto de layout. Adecuación y/o mejoramiento de instalaciones del taller.
Mejoramiento de la planeación de la tarea de reparación.
Defic iencias en la tarea de reparación.
Mejora en la tarea de reparación de unidades.
Implementación y/o mejora de programa de seguridad e higiene.
Mejora del sistema de manejo de materia les.
Mejora en la planeación del proceso de repintado y acabado.
Alternativas de solución
Identificación del
problema
?
Posibles causas
Defic iencias en el proceso de repintado y acabado.
Zona de almacenamiento.
Ár ea de tr abajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea :
Adecuación ó ampliación del taller.
Deficiencia en el proyecto layout instalado.. Inadecuadas instalaciones físicas del taller. Defic iencias en la planeación de la tarea de reparación.
Limitaciones de instalaciones por diseño del taller.
Carencia o defic iencia de un programa de seguridad e higiene.
Defic iente sistema de manejo de materiales..
NO NO NO SI SI NO NO NO NO NO NO
Están situados en lugares convenientes los
armarios de h
erramientas y
las zonas d
e almacenam
iento.
Proporcionan protección las
zonas
de
almacenam
iento contra hurto ó pérdida de
materiales de valor elevado.
Existen
medios
de
almacenam
iento
especiales para pinturas, aceites, ácido,
pastas y so
lventes.
Com
plica
la situación
de las
zonas
de
almacenam
iento
la
recepción
y la
comprobación de almacenes d
e entrada y
salida.
Provoca
la s
ituación
actual d
e zonas de
almacenam
iento, un increm
ento de lo
ngitud
de los trayectos de grandes volúmenes de
materiales y
refacciones.
La
disposición
de
las
zonas
de
almacenam
iento
perm
ite el em
pleo de
medios m
ecánicos de manejo.
Se
cuenta
con
los
medios
de
almacenam
iento,
estantes,
cajones,
recipientes, etc., para que
su llenado y
vaciado sea fácil
Están centralizadas o descentralizadas las
instalaciones
de
almacenam
iento
de
acuerdo con las necesidades p
articulares de
la zona servida.
Las
zonas
de
almacenam
iento
están
planificadas
y equipadas
para
la
identificación
sistemática
por
colores
y letre
ros visible de los artículos e
n las zonas.
Se hace uso apropiado del espacio vertical en
las
zonas
de almacenam
iento
entre suelos
cargas disp
uestas para su transporte m
ediante
carretillas, etc.
Están situadas las zonas de almacenam
iento en
proceso para obtener un rendimiento máximo
del sistem
a de manejo de materiales.
Mejoramiento y/o adecuación del proyecto de layout. Adecuación y/o mejoramiento de instalaciones del taller.
Mejoramiento de la planeación de la tarea de reparación.
Defic iencias en la tarea de reparación.
Mejora en la tarea de reparación de unidades.
Implementación y/o mejora de programa de seguridad e higiene.
Mejora del sistema de manejo de materia les.
Mejora en la planeación del proceso de repintado y acabado.
Alternativas de solución
Identificación del
problema
?
Posibles causas
Defic iencias en el proceso de repintado y acabado.
Zona de almacenamiento.
Ár ea de tr abajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea :
Ár ea de tr abajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea :

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
18
Figura 10 Tabla guía factores para la colocación del equipo
Observaciones: 1.La ubicación del equipo de soldar, compresor y taladro de banco ocasionan contaminación en le proceso de pintura. 2. Provoca cruces la ubicación de la máquina de soldar además de interrupciones en el área de pintura. 3.Por no haber una separación entre área de hojalatería y pintura se contamina uno al otro.
Esta situada la unidad en la posición
adecuada
para
el
suministro
y eliminación de materiales que perm
ita el
uso efectivo del espacio.
Esta la unidad en la ubicación en la que se
aproveche el alumbrado tanto natural como el
alum
brado artificial.
La situación
de la unidad som
ete al
trabajador
a excesivo calor,
ruido,
corriente de aire o
polvos de otras
unidades o procesos.
Es la situación
segura de las unidades y
equipo en lo referente a partículas que generan
otras
unidades
en
reparación
como
explosiones,
fuego,
movimiento
de
herram
ientas y/o equipo.
Esta la unidad adecuadam
ente situada en
relación con la secuencia de operaciones.
Deficiente distribución del equipo.
Deficiente distribución de instalaciones
Deficiente planeación del proceso.
Deficiente diseño de instalaciones (taller).
Deficiente diseño de instalaciones de servicio.
Deficiente proyecto de distribución.
Instalaciones inade cuadas (taller y de servicio).
Equipo y/o herramienta obsoleta
Proceso inadecuado
Carece de equipo de seguridad apropiado
Instalaciones deficientes.
Redistribución adecuada de equipo.
Acondicionamiento y aprovechamiento de instalaciones y espacio.
Optimización y adecuación del proceso.
Acondicionamiento o ampliación de instalaciones de servicios.
Aplicación de programas de adecuación de instalaciones de acuerdo a la instalación de herramental y equipo.
Reordenamiento adecuado de herramienta y equipo.
Modificación y/o ampliación de instalaciones.
Proyecto de renovación de equipo y/o en su caso adecuación o modificación del mismo.
Modificación del proceso.
Implementación de equipo de seguridad apropiado.
Adecuación o ampliación de instalaciones.
La h
erramienta y/o
equipo cuenta con la
cimentación necesaria para su adecuado
funcionamiento.
NO NO SI NO NO NO Alternativas de solución
Identificación del
problema
?
Posibles causas
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Factores para la colocación del equipo.
Observaciones: 1.La ubicación del equipo de soldar, compresor y taladro de banco ocasionan contaminación en le proceso de pintura. 2. Provoca cruces la ubicación de la máquina de soldar además de interrupciones en el área de pintura. 3.Por no haber una separación entre área de hojalatería y pintura se contamina uno al otro.
Esta situada la unidad en la posición
adecuada
para
el
suministro
y eliminación de materiales que perm
ita el
uso efectivo del espacio.
Esta la unidad en la ubicación en la que se
aproveche el alumbrado tanto natural como el
alum
brado artificial.
La situación
de la unidad som
ete al
trabajador
a excesivo calor,
ruido,
corriente de aire o
polvos de otras
unidades o procesos.
Es la situación
segura de las unidades y
equipo en lo referente a partículas que generan
otras
unidades
en
reparación
como
explosiones,
fuego,
movimiento
de
herram
ientas y/o equipo.
Esta la unidad adecuadam
ente situada en
relación con la secuencia de operaciones.
Deficiente distribución del equipo.
Deficiente distribución de instalaciones
Deficiente planeación del proceso.
Deficiente diseño de instalaciones (taller).
Deficiente diseño de instalaciones de servicio.
Deficiente proyecto de distribución.
Instalaciones inade cuadas (taller y de servicio).
Equipo y/o herramienta obsoleta
Proceso inadecuado
Carece de equipo de seguridad apropiado
Instalaciones deficientes.
Redistribución adecuada de equipo.
Acondicionamiento y aprovechamiento de instalaciones y espacio.
Optimización y adecuación del proceso.
Acondicionamiento o ampliación de instalaciones de servicios.
Aplicación de programas de adecuación de instalaciones de acuerdo a la instalación de herramental y equipo.
Reordenamiento adecuado de herramienta y equipo.
Modificación y/o ampliación de instalaciones.
Proyecto de renovación de equipo y/o en su caso adecuación o modificación del mismo.
Modificación del proceso.
Implementación de equipo de seguridad apropiado.
Adecuación o ampliación de instalaciones.
La h
erramienta y/o
equipo cuenta con la
cimentación necesaria para su adecuado
funcionamiento.
NO NO SI NO NO NO Alternativas de solución
Identificación del
problema
?
Posibles causas
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Factores para la colocación del equipo.
Esta situada la unidad en la posición
adecuada
para
el
suministro
y eliminación de materiales que perm
ita el
uso efectivo del espacio.
Esta la unidad en la ubicación en la que se
aproveche el alumbrado tanto natural como el
alum
brado artificial.
La situación
de la unidad som
ete al
trabajador
a excesivo calor,
ruido,
corriente de aire o
polvos de otras
unidades o procesos.
Es la situación
segura de las unidades y
equipo en lo referente a partículas que generan
otras
unidades
en
reparación
como
explosiones,
fuego,
movimiento
de
herram
ientas y/o equipo.
Esta la unidad adecuadam
ente situada en
relación con la secuencia de operaciones.
Deficiente distribución del equipo.
Deficiente distribución de instalaciones
Deficiente planeación del proceso.
Deficiente diseño de instalaciones (taller).
Deficiente diseño de instalaciones de servicio.
Deficiente proyecto de distribución.
Instalaciones inade cuadas (taller y de servicio).
Equipo y/o herramienta obsoleta
Proceso inadecuado
Carece de equipo de seguridad apropiado
Instalaciones deficientes.
Redistribución adecuada de equipo.
Acondicionamiento y aprovechamiento de instalaciones y espacio.
Optimización y adecuación del proceso.
Acondicionamiento o ampliación de instalaciones de servicios.
Aplicación de programas de adecuación de instalaciones de acuerdo a la instalación de herramental y equipo.
Reordenamiento adecuado de herramienta y equipo.
Modificación y/o ampliación de instalaciones.
Proyecto de renovación de equipo y/o en su caso adecuación o modificación del mismo.
Modificación del proceso.
Implementación de equipo de seguridad apropiado.
Adecuación o ampliación de instalaciones.
La h
erramienta y/o
equipo cuenta con la
cimentación necesaria para su adecuado
funcionamiento.
NO NO SI NO NO NO Alternativas de solución
Identificación del
problema
?
Posibles causas
Área de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Ár ea de trabajo:
Pintur a Raspado
Hojalater ía Armado y
desarmado
Equipo:
Tar ea:
Factores para la colocación del equipo.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
19
Figura 11 Tabla guía instalaciones del personal.
Figura 12 Concentrado de alternativas
Están las entradas de los em
pleados a distancias dem
asiado alejadas
de las zonas de trabajo.
Se h
an instalado
el número suficiente de lavabos, vestidores y
duchas en el área de trabajo.
Se encuentran fuentes de agua, e hidratantes cercanas al personal.
Están situados de modo conveniente a las zonas de trabajo la unidad
de prim
eros auxilios y de a
cceso accesible.
Están todas las instalaciones de personal apropiadamente ventiladas,
mantenidas en estado extrem
adam
ente limpio y planificadas para su
fácil m
antenimiento.
D efic ien te proyecto de d istribu ción .
Lim ita ción de instalaciones por d iseño o riginal d el
inmueble.
Carencia o deficiencia de un programa de seguridad e h igiene.
Mejorar e l proyecto de d istribución.
Adecuació n y /o ampliación del inmueble.
Implementación de un programa de seguridad e h igiene.
SI NO NO NO NO
Observaciones: 1. No hay sanitario en el área de oficinas para los visitantes. 2. No existe equipo para primeros auxilios. 3.No se cuenta con área para los empleados (comedor).
Identificación del problem
a
?
P osib les ca usa s
Alter na t iva s de solución
In sta lacion es del p er sona l.
Ár ea de t r a ba j o:
P in t u r a R aspad o
Hoja la ter ía Ar ma do y
desa r ma do
E qu ipo :
T a r ea : Están las entradas de los em
pleados a distancias dem
asiado alejadas
de las zonas de trabajo.
Se h
an instalado
el número suficiente de lavabos, vestidores y
duchas en el área de trabajo.
Se encuentran fuentes de agua, e hidratantes cercanas al personal.
Están situados de modo conveniente a las zonas de trabajo la unidad
de prim
eros auxilios y de a
cceso accesible.
Están todas las instalaciones de personal apropiadamente ventiladas,
mantenidas en estado extrem
adam
ente limpio y planificadas para su
fácil m
antenimiento.
D efic ien te proyecto de d istribu ción .
Lim ita ción de instalaciones por d iseño o riginal d el
inmueble.
Carencia o deficiencia de un programa de seguridad e h igiene.
Mejorar e l proyecto de d istribución.
Adecuació n y /o ampliación del inmueble.
Implementación de un programa de seguridad e h igiene.
SI NO NO NO NO
Observaciones: 1. No hay sanitario en el área de oficinas para los visitantes. 2. No existe equipo para primeros auxilios. 3.No se cuenta con área para los empleados (comedor).
Identificación del problem
a
?
P osib les ca usa s
Alter na t iva s de solución
In sta lacion es del p er sona l.
Ár ea de t r a ba j o:
P in t u r a R aspad o
Hoja la ter ía Ar ma do y
desa r ma do
E qu ipo :
T a r ea :
Ár ea de t r a ba j o:
P in t u r a R aspad o
Hoja la ter ía Ar ma do y
desa r ma do
E qu ipo :
T a r ea :
I n s t a l a c i ó n d e e q u i p o s d e s e g u r i d a d
T o d o T o d a s T o d o
M e j o r a d e l s i s t e m a d e m a n e j o d e m a t e r i a l e s
P i n t u r a T o d a s
P i n t u r a
O p t i m i z a r l a r e d i s t r i b u c i ó n d e m a q u i n a r i a
H o j a l a t e r í a y p i n t u r a C o m p r e s o r
M á q u i n a d e s o l d a r
T o d a s
I m p l e m e n t a r u n p r o g r a m a d e s e g u r i d a d
T o d a s T o d a s
T o d a s
A d e c u a c i ó n y / o a m p l i a c i ó n d e l i n m u e b l e
T o d o T a l l e r T o d a s
M e j o r a r e l p r o y e c t o d e d i s t r i b u c i ó n
T o d o P r o d u c c i ó n
T o d a s
A l t e r n a t i v a T a r e a E q u i p o Á r e a d e t r a b a j o
C O N C E N T R A D O D E A L T E R N A T I V A S
I n s t a l a c i ó n d e e q u i p o s d e s e g u r i d a d
T o d o T o d a s T o d o
M e j o r a d e l s i s t e m a d e m a n e j o d e m a t e r i a l e s
P i n t u r a T o d a s
P i n t u r a
O p t i m i z a r l a r e d i s t r i b u c i ó n d e m a q u i n a r i a
H o j a l a t e r í a y p i n t u r a C o m p r e s o r
M á q u i n a d e s o l d a r
T o d a s
I m p l e m e n t a r u n p r o g r a m a d e s e g u r i d a d
T o d a s T o d a s
T o d a s
A d e c u a c i ó n y / o a m p l i a c i ó n d e l i n m u e b l e
T o d o T a l l e r T o d a s
M e j o r a r e l p r o y e c t o d e d i s t r i b u c i ó n
T o d o P r o d u c c i ó n
T o d a s
A l t e r n a t i v a T a r e a E q u i p o Á r e a d e t r a b a j o
I n s t a l a c i ó n d e e q u i p o s d e s e g u r i d a d
T o d o T o d a s T o d o
M e j o r a d e l s i s t e m a d e m a n e j o d e m a t e r i a l e s
P i n t u r a T o d a s
P i n t u r a
O p t i m i z a r l a r e d i s t r i b u c i ó n d e m a q u i n a r i a
H o j a l a t e r í a y p i n t u r a C o m p r e s o r
M á q u i n a d e s o l d a r
T o d a s
I m p l e m e n t a r u n p r o g r a m a d e s e g u r i d a d
T o d a s T o d a s
T o d a s
A d e c u a c i ó n y / o a m p l i a c i ó n d e l i n m u e b l e
T o d o T a l l e r T o d a s
M e j o r a r e l p r o y e c t o d e d i s t r i b u c i ó n
T o d o P r o d u c c i ó n
T o d a s
A l t e r n a t i v a T a r e a E q u i p o Á r e a d e t r a b a j o
C O N C E N T R A D O D E A L T E R N A T I V A S

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
20
PROPUESTA DE MEJORA
Con base a los resultado que arrojaron las tablas guías en el concentrado de
alternativas, se procede a diseñar un layout, que cumpla con las sugerencias obtenidas
en el mismo. La figura 13, muestra el layout propuesto.
Figura 13 plano de layout propuesta.
Con la nueva distribución, se obtienen los siguientes cursogramas analíticos, figuras 14
y 15.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
21
Diagrama anal ítico de proceso
Objeto : SA LP IC A DERA
Hombre M aterial Símbo lo Actividad
Actividad:C A M B IO D E P IEZ A Operación
Metodo : PROPUESTO Transporte
Á rea: H OJ A LA TER IA Y P IN TURA Inspecció n
Demo ra
A lmacén
Op. Comb.
D ESCR IP C IÓN D E A CT IV ID A DES Cantidad Kgs.
Distancia mts
Tiempo min
1. Revisión de daños 5 X
2. Retirar la pieza dañada 20 X
3. Colocar la pieza o panel nuevo 20 X
4. Enviar a pintura 3 5 X
5. Limpiar y desengrasar 1 X
6. Empapelar la pieza 5 X
7. Aplicar primario 2 X
8. Dejar secar primario 7 X
9. Limpiar y revisar acabado 1 X
10. Aplicar la base color 15 X
11. Aplicar el transparente 20 X
12. Desempapelar 1 X
13. Dejar secar 30 X
14. Limpiar la unidad 30 X
15. Colocar en unidades acabadas 7 5 X
10 167 9 1 1 2 1 1 TOTAL
Obs erv ac io nes
1
1
1
2
9
1
Nombre de la empresa:TECNICA AUTOMOTRIZ
Hoja No . 1 de 1
P r o pues t o Actual Economía X
Figura 14 Cursograma analítico de proceso de cambio de pieza propuesto

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
22
Diagrama anal ítico de proceso
Objeto: SA LP IC A DERA
Hombre M aterial Símbolo Actividad
Actividad: REP A RAC IÓN D E P IEZA Operación
Metodo P ro pues t o Transporte
Área: HOJ A LA TER IA Y P IN TURA Inspección
Demo ra
Almacén
Op. Comb.
DESCR IP C IÓN D E A C T IVIDA DES Cantidad Kgs.
Distancia mts
Tiempo min
1. Inspección de daños 5 X
2. Enviar a hojalateria 4 X
3. Limpieza de la pieza 5 X
4. Sacar el golpe 60 X
5. Rayado de la pieza 3 X
6. Resanar 15 X
7. Dejar secar el resanador 15 X
8. Lijar el resanador 25 X
9. Revisar la parte lijada 2 X
10. Enviar a pintura 3 5 X
11. Limpiar y empapelar 10 X
12. Aplicación de primario 5 X
13. Aplicar plaste 20 X
14. Dejar secar el plaste 15 X
15. Lijar y revisar el plaste 15 X
16. Aplicar primario 2 X
17. Aplicación de la base color 15 X
18. Aplicación de transparente 15 X
19. Dejar secar la pieza 60 X
20. Limpiar la unidad 30 X
21. Poner en area de acabados X
TOTAL 7 322 10 2 2 3 3 1
P ro pues t o Actual Economía
Nom bre de la em presa: TECNICA AUROMOTRIZ
Hoja No. 1 de 1
Observ ac io nes
1
3
2
4
2
10
X
Figura 15 Cursograma analítico de proceso de reparación de la pieza propuesto
De acuerdo al análisis de los cursogramas anteriores se destaca lo siguiente:
• En el proceso de reparación de pieza se reduce en un 50% los recorridos.
• El tiempo de reparación del layout propuesto se reduce 26.37% en comparación
con el actual.
Analizando el proceso de cambio de pieza se observaron los siguientes parámetros:
• Se reduce en un 30% en recorridos del layout propuesto en comparación con el
actual.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
23
• Los tiempos de operación del layout propuesto disminuyen un 36% con respecto
al actual.
Por lo anterior, se concluye que, por el ahorro en tiempos y recorte de recorridos, se
justifican los cambios propuestos, lo que hace más productivo el proceso.
Para realizar las modificaciones a la distribución actual del taller, se deben realizar
las siguientes actividades (tabla 1)
Tabla 1 Actividades para realizar la redistribución en planta del taller.
Fuente: Elaboración propia.
Paso siguiente, se debe calendarizar las actividades propuestas con la finalidad de
tener un control sobre el proyecto de modificación, para lo cual, se propone un
programa que se muestra en la tabla 2.
Actividad Tiempo (Días)
1.Construcción de un muro que separe las áreas de hojalatería y pintura. 4
2.Reubicación de la planta de soldar, el compresor y el taladro de banco. 3
3.Redistribución y señalación de tuberías de gas, aire y agua. 3
4. Construcción de sanitarios en oficinas 15
5.Implantación de programa de seguridad e higiene. 8
6.Instalación de hidrantes y extintores 2
7.Construcción de área de comedor 23
8. Construir un área para almacén de materiales y accesorios de las unidades. 16

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
24
Tabla 2 Programa de actividades para la remodelación de la distribución
5° S ACTIVIDAD L M M J V S L M M J V S L M M J V S L M M J V S L 1.Construcción de un muro entre áreas de hojalatería y pintura. 2.Reubicación de la planta de soldar, el compresor y el taladro de banco. 3.Redistribución y señalación de tuberías de gas, aire y agua. 4. Construcción de sanitarios en oficinas
5.Implantación de programa de seguridad e higiene. 6.Instalación de hidrates y extintores
7.Construcción de área de comedor
8. Construir área para almacén de materiales y accesorios
1° SEMANA 2° SEMANA 3° SEMANA 4° SEMANA
FECHA DE TERMINACIÓN
DURACIÓN 25 DÍAS
FECHA DE INICIACIÓN
Fuente: Elaboración propia
RESULTADOS
Para obtener los resultados se realizó una comparación entre el layout actual y los
resultados de layout de la propuesta de mejora, de tal comparación, y con fundamento
en los espacios obtenidos con la nueva distribución, así como con la disminución de
contaminación en las partes a trabajar en el automóvil y materias primas, condiciones
seguras de las áreas de trabajo, eliminación de cruces en el proceso, disminución de
traslados, disminución de operaciones, facilidad de mantenimiento en los equipos, y un
control de los inventarios. Así mismo, permite estimar que hay un aumento en
disponibilidad de espacio y tiempo para a tender las reparaciones mostradas en la tabla
3. Tabla 3 Comparativo de unidades a reparar total o parcialmente.
Unidades/semana Distribución
actual
Distribución
propuesta % mejora
Reparación total 1 2 50
Reparación parcial 4 8 50
Fuente: Elaboración propia.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
25
Con base a los resultados de la tabla 3, se procederá a realizar una evaluación
económica financiera como parte de justificar las mejoras realizadas en la distribución
en planta desde el punto de vista de la inversión, para lo cuál se harán las siguientes
consideraciones:
• Si tenemos que una reparación total, tiene un costo promedio de $5,000.00 y una
reparación parcial, un costo promedio mínimo de $1,000.00 en el mercado.
• El porcentaje por mano de obra del pintor y del hojalatero son el 30% del total de lo
presupuestado, el 10% a los ayudantes y el 30% al administrador y jefe de taller.
• El costo en materiales e insumos es del 10%, por lo que resta un 20% de ganancia
neta.
• Para cuestiones de pago de impuestos, este tipo de negocios y por su tamaño, es
considerado Pequeño Contribuyente, por lo que se pagará un impuesto en el rango
de $150.00 a $180.00 al mes.
Por lo que se tiene que en relación a las consideraciones anteriores, la relación de
costos y ganancias para los casos de distribución en planta actual y propuesta, se
muestran en las tablas 4 y 5.
Tabla 4 Relación de costos y ganancias en el layout actual.
Costo promedio Unidades por
semana Total
Costo de
producción Ganancias
Reparación total $5000 1 $5000 $4000 $1000
Reparación
parcial
$1000 4 $4000 $3200 $800
Total $ 6000 5 $9000 $7200 $1800
Fuente: Elaboración propia.
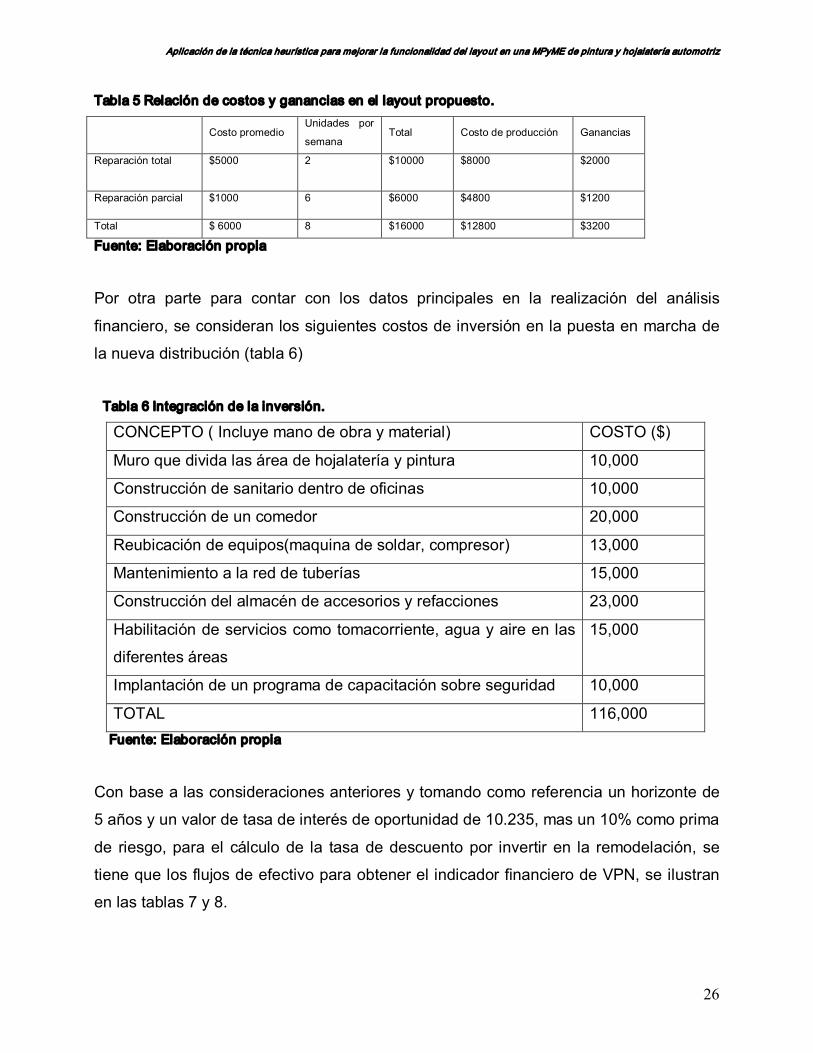
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
26
Tabla 5 Relación de costos y ganancias en el layout propuesto.
Costo promedio Unidades por
semana Total Costo de producción Ganancias
Reparación total $5000 2 $10000 $8000 $2000
Reparación parcial $1000 6 $6000 $4800 $1200
Total $ 6000 8 $16000 $12800 $3200
Fuente: Elaboración propia
Por otra parte para contar con los datos principales en la realización del análisis
financiero, se consideran los siguientes costos de inversión en la puesta en marcha de
la nueva distribución (tabla 6)
Tabla 6 Integración de la inversión.
CONCEPTO ( Incluye mano de obra y material) COSTO ($)
Muro que divida las área de hojalatería y pintura 10,000
Construcción de sanitario dentro de oficinas 10,000
Construcción de un comedor 20,000
Reubicación de equipos(maquina de soldar, compresor) 13,000
Mantenimiento a la red de tuberías 15,000
Construcción del almacén de accesorios y refacciones 23,000
Habilitación de servicios como tomacorriente, agua y aire en las
diferentes áreas
15,000
Implantación de un programa de capacitación sobre seguridad 10,000
TOTAL 116,000 Fuente: Elaboración propia
Con base a las consideraciones anteriores y tomando como referencia un horizonte de
5 años y un valor de tasa de interés de oportunidad de 10.235, mas un 10% como prima
de riesgo, para el cálculo de la tasa de descuento por invertir en la remodelación, se
tiene que los flujos de efectivo para obtener el indicador financiero de VPN, se ilustran
en las tablas 7 y 8.
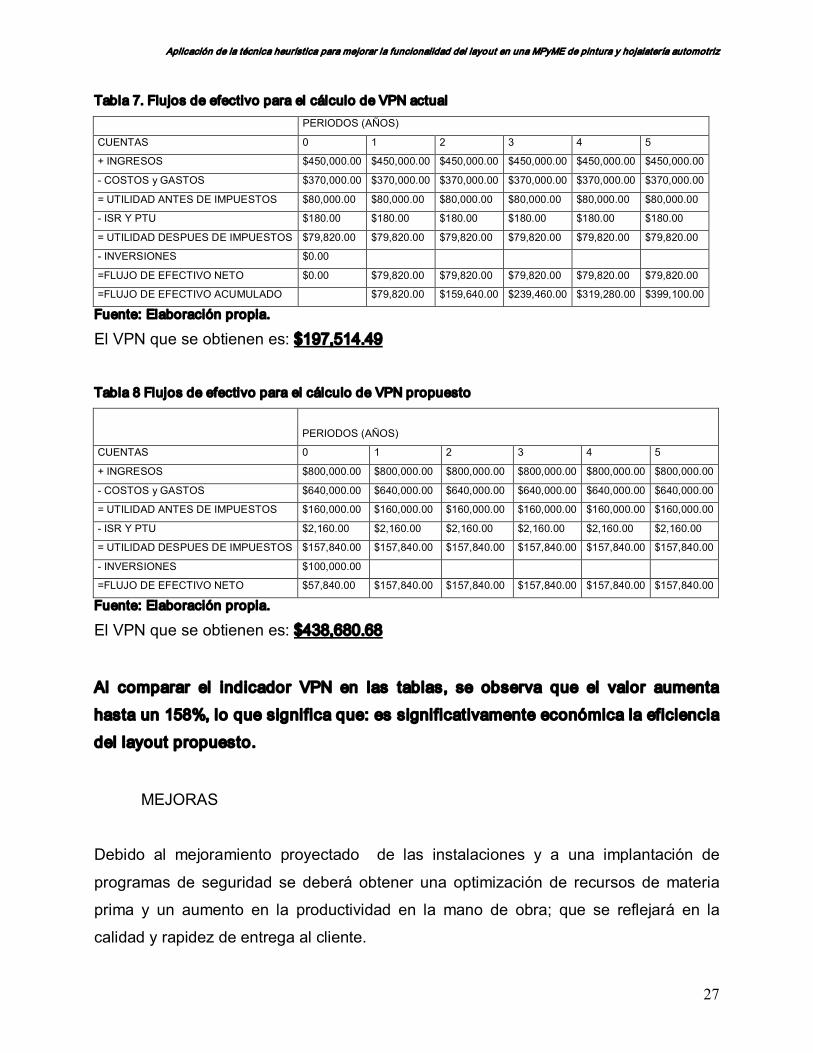
Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
27
Tabla 7. Flujos de efectivo para el cálculo de VPN actual PERIODOS (AÑOS)
CUENTAS 0 1 2 3 4 5
+ INGRESOS $450,000.00 $450,000.00 $450,000.00 $450,000.00 $450,000.00 $450,000.00
COSTOS y GASTOS $370,000.00 $370,000.00 $370,000.00 $370,000.00 $370,000.00 $370,000.00
= UTILIDAD ANTES DE IMPUESTOS $80,000.00 $80,000.00 $80,000.00 $80,000.00 $80,000.00 $80,000.00
ISR Y PTU $180.00 $180.00 $180.00 $180.00 $180.00 $180.00
= UTILIDAD DESPUES DE IMPUESTOS $79,820.00 $79,820.00 $79,820.00 $79,820.00 $79,820.00 $79,820.00
INVERSIONES $0.00
=FLUJO DE EFECTIVO NETO $0.00 $79,820.00 $79,820.00 $79,820.00 $79,820.00 $79,820.00
=FLUJO DE EFECTIVO ACUMULADO $79,820.00 $159,640.00 $239,460.00 $319,280.00 $399,100.00
Fuente: Elaboración propia.
El VPN que se obtienen es: $197,514.49
Tabla 8 Flujos de efectivo para el cálculo de VPN propuesto
PERIODOS (AÑOS)
CUENTAS 0 1 2 3 4 5
+ INGRESOS $800,000.00 $800,000.00 $800,000.00 $800,000.00 $800,000.00 $800,000.00
COSTOS y GASTOS $640,000.00 $640,000.00 $640,000.00 $640,000.00 $640,000.00 $640,000.00
= UTILIDAD ANTES DE IMPUESTOS $160,000.00 $160,000.00 $160,000.00 $160,000.00 $160,000.00 $160,000.00
ISR Y PTU $2,160.00 $2,160.00 $2,160.00 $2,160.00 $2,160.00 $2,160.00
= UTILIDAD DESPUES DE IMPUESTOS $157,840.00 $157,840.00 $157,840.00 $157,840.00 $157,840.00 $157,840.00
INVERSIONES $100,000.00
=FLUJO DE EFECTIVO NETO $57,840.00 $157,840.00 $157,840.00 $157,840.00 $157,840.00 $157,840.00
Fuente: Elaboración propia.
El VPN que se obtienen es: $438,680.68
Al comparar el indicador VPN en las tablas, se observa que el valor aumenta
hasta un 158%, lo que significa que: es significativamente económica la eficiencia
del layout propuesto.
MEJORAS
Debido al mejoramiento proyectado de las instalaciones y a una implantación de
programas de seguridad se deberá obtener una optimización de recursos de materia
prima y un aumento en la productividad en la mano de obra; que se reflejará en la
calidad y rapidez de entrega al cliente.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
28
Se espera una disminución del índice de accidentes por riesgo de trabajo, esto por
la reubicación de la planta de soldar y el compresor, que impedían que el pintor
trabajara con seguridad, de acuerdo al análisis desarrollado entre el layout actual y
propuesto se logra duplicar el valor presente de la empresa.
CONCLUSIONES
La problemática de las empresas de cualquier tamaño se debe de atender de forma
inmediata debido a que son la fuente generadora de empleos y por ende la que permite
tener un desarrollo económico.
Por lo anterior fue motivo de trabajo el investigar la problemática de las micro y
pequeñas empresas, particularmente de un sector de servicios y en especial de los
talleres de hojalatería y pintura automotriz; tal motivación surge de observar que las
condiciones en las que se opera no son las suficientes y además se encuentran
desordenadas.
La importancia de realizar la investigación es haber probado que a partir de la
generación de nuevos conocimientos como en esta caso es el de una técnica heurística
para mejorar la funcionalidad de la distribución en planta, nos permitió ver que
realmente la labor del investigador debe de ser comprometida con la solución de los
problemas de cualquier sector productivo inclusive de gobierno.
En particular, este trabajo de investigación nos deja la experiencia de contribuir en la
solución de problemas, que con esfuerzo tenacidad y el conocimiento se puede generar
alternativas de solución para que las empresas productoras y de servicios puedan ser
competitivas y por ende no desaparezcan en los primeros años de su creación y eso
permita cuando menos mantener el número de empleos que proporciona.

Aplicación de la técnica heurística para mejorar la funcionalidad del layout en una MPyME de pintura y hojalatería automotriz
29
Se constata que los resultados obtenidos al aplicar la técnica heurística de
distribución en planta se mejora la operatividad de la empresa al disminuir espacios
muertos, traslados, tiempos de operación, así como demostrar que se aumenta el valor
presente neto de la misma organización al invertir en realizar las recomendaciones para
tener una mejor distribución en planta con instalaciones más seguras y en beneficio del
mismo ser humano.
Con base a lo anterior nos atrevemos a decir que al mejorar la distribución en
planta, se tiene un efecto en cascada, que desde el punto de vista económico, se refleja
en la mejora de la calidad de vida en la comunidad, debido a que no se pierden
empleos y a su vez se incrementa sus ingresos en los trabajadores, aseveración
realizada con base al ejercicio plasmado en esta investigación de la evaluación
financiera.
REFERENCIAS BIBLIOGRÁFÍACAS
1. Garnica, González Jaime, (2000). Guía para la mejora de la funcionalidad de la
distribución en planta de la micro y pequeña empresa, UNAM, México,
2. Garnica J., Niccolas H. y Reséndiz G. (2002). Empresas y globalización, análisis
de la industria textil en el estado de Hidalgo, Cuadernos de Divulgación Científica
y Tecnológica No. 2, UTT. Tulancingo de Bravo, Hgo. Mex.
3. Garnica J., Niccolas H., y Reséndiz G. (2006). Propuesta de un modelo
conceptual para el desarrollo de una técnica heurística para mejorar la
funcionalidad del layout en las MPyMEs, X Congreso Anual de la Academia de
Ciencias Administrativas AC. México.
4. Hamid, Noori. Rusell Radford, (1997). Administración de operaciones y
producción: Calidad total y respuesta sensible y práctica, Mc Graw Hill,
Colombia.
5. Muther, Richard, (1986). Practical Plant Layout, Mc. Graw Hill Book, New York.