



Idiomas
Páginas
Jurídico

de minimizacióny buenas prácticas en el sector de MecanizadoM
ANUAL
“ACCIONES GRATUITAS dirigidas a trabajadores activos de PYMEs y profesionales autónomos relacionados con el sector medioambiental que desarrollen su actividad en la Comunidad Valenciana”
“El Fondo Social Europeo contribuye al desarrollo del empleo, impulsando la empleabilidad, el espíritu de empresa, la adaptabilidad, la igualdad de oportunidades y la inversión de recursos humanos”
“Acciones cofinanciadas por el Fondo Social Europeo en un 70% (para Objetivo 1) y un 45% (para Objetivo 3) y por la Fundación Biodiversidad, en el marco de los Programas Operativos de “Iniciativa Empresarial y Formación Continua”2005-2006”
Herramientas de concienciación y
sensibilización para la prevención de la
contaminación en el sector metal-mecánico.
AIMME Diciembre 2006
Alicia Pérez, Laura Alfonso, Mercedes Roig y Silvia Oyonarte
Fundación Biodiversidad y Fondo Social Europeo
AIMME agradece a las empresas FACTOR, FABRICANTES DE TORTILLERÍA, S.L. y MASUNO su colaboración en la elaboración de este manual.
Edita:
Autores:
Cofinancian:
Agradecimientos:


Manual de minimización y buenas prácticas en el sector de Mecanizado

Manual de minimización y buenas prácticas en el sector de Mecanizado
1. INTRODUCCIÓN 05
2. OBJETIVOS 09 3.CLASIFICACIÓN DE LAS TÉCNICAS DE MINIMIZACIÓN 11
4. SUSTITUCIÓN Y/O PURIFICACIÓN DE MATERIAS PRIMAS 15
4.1 Introducción. 154.2 Fluido de corte. 16
4.2.1. Sustitución de fluidos de corte. con un bajo contenido en boro (o sin boro). 16
4.2.2. Sustitución de aditivos que contienen metales pesados. 17
4.2.3. Sustitución de aditivos de extrema presión que contienen cloro. 18
4.3. Sustitución de los trapos de limpieza
tradicionales por trapos de limpieza reciclables. 19
4.4. Sustitución de los materiales absorbentes
tradicionales por materiales especiales de
mayor capacidad de absorción. 19
4.5. Sustitución de filtros convencionales desechables
por filtros reciclables. 21
5. MODIFICACIONES DEL PROCESO PRODUCTIVO.
5.1. Modificación de los procesos.
5.1.1. Mecanizado en seco.
5.1.2. Introducir cambios en la geometría
de las piezas a mecanizar.
5.1.3. Desengrase en fase acuosa.
5.2. Modificación y sustitución de equipos.
5.2.1. Micropulverización localizada
de fluidos de corte.
5.2.2. Instalación de sistemas de captación
y depuración de las nieblas y aceites.
5.2.3. Centralización del suministro de
aceites de lubricación.
5.2.4 Centralización del suministro de
fluidos de corte.
5.2.5. Sistemas de captación y filtración
de los polvos generados en los procesos
de mecanizado por abrasión.
5.2.6. Empleo de máquinas-herramienta
con carenados de protección.
INDICE
23
23
24
26
26
29
29
31
32
33
33
34

Manual de minimización y buenas prácticas en el sector de Mecanizado
6. BUENAS PRÁCTICAS MEDIOAMBIENTALES
6.1. Introducción.
6.2. Sensibilización y formación de operarios.
6.3. Compra, almacenamiento y manipulación de
materias primas.
6.3.1. Gestión de compras e inventarios.
6.3.2. Almacenamiento de productos
químicos.
6.3.3. Manipulación de productos químicos.
6.4. Buenas prácticas referentes al proceso
productivo.
6.5. Buenas prácticas referentes al
mantenimiento.
7. TECNICAS DE RECICLADO
7.1 Técnicas de reciclaje interno.
7.1.1. Tanques de decantación.
7.1.2. Tanques de flotación para la
limpieza de taladrinas usadas.
7.1.3. Utilización de hidro-ciclones
para la limpieza de taladrinas usadas.
7.1.4. Empleo de centrifugadoras para
la limpieza de taladrinas usadas.
7.1.5. Utilización de separadores
magnéticos para la limpieza de taladrinas
usadas.
7.1.6. Empleo de técnicas de filtración
para la limpieza de taladrinas usadas.
7.1.7. Utilización de técnicas de ultrafiltración
para el tratamiento de las taladrinas usadas.
7.1.8. Utilización de técnicas de microfiltración
para el tratamiento de las taladrinas usadas.
7.1.9. Empleo de la técnica de evaporación
al vacío para el tratamiento de los fluidos
de corte acuosos agotados.
7.1.10. Empleo de tratamientos físico-químicos
sobre las taladrinas acuosas agotadas.
7.1.11. Tratamiento de los efluentes de
los procesos de abrasión mediante técnicas
de centrifugación.
7.1.12. Extracción de los aceites externos
presentes en los fluidos de corte acuosos.
7.1.13. Empleo de equipos de centrifugación
para el escurrido de piezas y virutas metálicas
impregnadas de fluidos de corte.
7.1.14. Empleo de briquetadoras para
recuperar los fluidos de corte retenidos en
las virutas metálicas.
7.1.15. Empleo de equipos de centrifugación
para la separación de piezas y virutas de
mecanizado.
55
56
57
58
59
60
61
62
63
64
37
37
37
39
39
40
41
42
44
49
50
51
52
52
53
54

Manual de minimización y buenas prácticas en el sector de Mecanizado
7.2. Técnicas de reciclaje externo.
7.2.1. Tratamiento físico-químico para el
tratamiento de fluidos de corte.
7.2.2. Evapo-incineración.
7.2.3. Incineración de residuos halogenados.
7.2.4. Incineración en una cementera.
7.2.5. Valorización de metales.
7.2.6. Incineración.
7.2.7. Valorización de embalajes.
7.2.8. Regeneración.
7.2.9. Centro de almacenamiento.
8 BIBLIOGRAFÍA 71
65
65
65
66
66
66
67
67
68
68

Manual de minimización y buenas prácticas en el sector de Mecanizado
Introducción1 a más conocida definición de Desarrollo sostenible es la de la Comisión
Mundial sobre Ambiente y Desarrollo (Comisión Brundtland) que en 1987
definió Desarrollo Sostenible como:
“El desarrollo que asegura las necesidades del presente sin comprometer
la capacidad de las futuras generaciones para enfrentarse a sus propias
necesidades”.
Según este planteamiento el desarrollo sostenible tiene que conseguir a la
vez:
l Satisfacer a las necesidades del presente, fomentando una actividad
económica que suministre los bienes necesarios a toda la población
mundial.
l Satisfacer a las necesidades del futuro, reduciendo al mínimo los efectos
negativos de la actividad económica, tanto en el consumo de recursos
como en la generación de residuos, de tal forma que sean soportables por
las próximas generaciones.
Por tanto, cuando una empresa decide desarrollar su actividad económica
L
Manual de minimización y buenas prácticas en el sector de Mecanizado
�
enmarcada en el concepto de desarrollo sostenible debe
incorporar progresivamente las mejores tecnologías
disponibles, las denominadas tecnologías limpias, con
objeto de producir con el mínimo impacto ambiental
posible.
Las posibilidades de minimizar el impacto ambiental
en el sector de mecanizado de metales abarcan todas
las etapas productivas: el almacenamiento de productos
químicos, la limpieza, desengrase y mecanizado de
las piezas, la gestión de los residuos, el tratamiento
de las emisiones, vertidos, etc. La minimización de la
contaminación se puede plantear tanto en el origen, es
decir en la fuente de la contaminación, como en las etapas
de reciclaje o reutilización de un residuo o emisión.
La experiencia demuestra que la reducción del
nivel de emisiones y residuos, bien en origen, bien por
implantación de tecnologías de reciclaje, puede llevar
asociada importantes ahorros de costes, así como mejoras
en la calidad, ya sea del proceso o del producto acabado.
El presente manual pretende ser una herramienta de
trabajo que permita a las empresas plantearse posibles
opciones de minimización económica asociadas a la
minimización medioambiental, con lo cual conseguirán
enmarcarse en el denominado “desarrollo sostenible”.
El contenido del manual tiene múltiples y prestigiosas
fuentes de información, así como información propia
extraída de la experiencia de más de 15 años del Instituto
Metal-Mecánico de la Comunidad Valenciana en el
asesoramiento medioambiental a empresas del sector de
tratamiento de superficies.
El manual se divide en siete bloques. Los tres primeros
introducen el manual, enumeran los objetivos del mismo,
y presentan las técnicas de minimización. Los otros cuatro
describen las distintas opciones de minimización agrupadas
según las siguientes áreas:
l Substitución y/o modificación de materias primas
l Modificación del proceso productivo
l Buenas prácticas medioambientales
l Tecnologías de reciclaje
La información que contiene el manual así como
su estructura permiten que se pueda utilizar como un
complemento a aquellas publicaciones que guían para la
realización de los denominados planes de minimización de
residuos y emisiones. Estas publicaciones son muy útiles
para estructurar dicho plan, pero suelen ser de carácter
Manual de minimización y buenas prácticas en el sector de Mecanizado
�
muy horizontal, de tal forma que no permiten identificar
las oportunidades de minimización que tiene una actividad
industrial en particular. Es aquí donde se muestra útil el
presente Manual, de tal forma que tales oportunidades se
concretan en actuaciones claras y fácilmente evaluables
económicamente.

Manual de minimización y buenas prácticas en el sector de Mecanizado
Objetivos2 os objetivos del presente manual se enmarcan dentro de tres áreas
fundamentales en el ámbito medioambiental:
- Información- Concienciación- Divulgación
Los objetivos están dirigidos al mundo empresarial, y son los siguientes:
1- Informar de la existencia de prácticas y alternativas de minimización de
residuos y vertidos, con un coste asumible por la pequeña y mediana empresa.
2- Concienciar al empresario de que un comportamiento medioambiental correcto
no supone un gasto añadido al producto fabricado, sino todo lo contrario, un
ahorro de materias primas y de gestión de residuos/vertidos.
3- Divulgar el manual como una herramienta de ayuda con el fin de facilitar la
toma de decisiones tendentes a la implantación de un plan de minimización.
Para conseguir los objetivos citados, el manual se ha estructurado de forma clara
y sencilla, sin que por ello deje de contener la información técnica necesaria para
la correcta implantación de cada una de las opciones de minimización que se
plantean.
L

Manual de minimización y buenas prácticas en el sector de Mecanizado
3 na clasificación de referencia obligada de las técnicas de minimización
que pueden ser aplicadas por las industrias para la consecución de sus objetivos
medioambientales, es la dada en el Manual MEDIA, publicado por el Ministerio
de Industria, Comercio y Turismo y que se refleja en la figura que se adjunta.
(Figura 1)
MEDIA son las iniciales correspondientes a Minimización Económica del
Impacto Ambiental, tema genérico abordado por dicho Manual. La publicación
se encuadra en el marco de la iniciativa EUREKA, programa europeo de
cooperación en el ámbito de la investigación y desarrollo orientado al mercado.
El manual se concibe como una herramienta que permite a las empresas
desarrollar medidas, técnicas y procedimientos tendentes a la prevención de la
contaminación, ayudando al empresario a considerar el aspecto medioambiental
como un factor más de competitividad dentro de su estrategia empresarial.
Es muy importante aplicar las técnicas en el orden que se indica en la tabla,
estudiando primero las posibilidades de reducción en la fuente, intentando
después el reciclaje interno, y utilizando el reciclaje externo únicamente en
caso de que los dos anteriores no sean factibles.
A continuación se introduce de forma breve cada una de las opciones de
U
Clasificación de las técnicas de minimización

Manual de minimización y buenas prácticas en el sector de Mecanizado
12
minimización, de acuerdo con el Manual Media, sirviendo
de base para la estructura del presente manual.
A) Técnicas de prevención (reducción en origen)
Son técnicas basadas en la minimización de la cantidad
y/o peligrosidad de las emisiones y residuos en la misma
fuente donde se generan mediante alguno de los siguientes
métodos:
l Utilización de materias primas sin contaminantes
o con una menor proporción de éstos: Supone la
sustitución de una materia prima con un potencial
alto de contaminación, por otra con prestaciones
técnicas similares, pero que su utilización suponga
un menor impacto medioambiental. Otra opción es
la purificación de la materia prima con el objeto de
alargar su vida útil (muchas veces se puede exigir
al proveedor que nos suministre el producto con su
mayor grado de pureza).
l Modificación del proceso productivo: Se trata
de cambios en la tecnología, de procedimiento,
sustitución de equipos y maquinaria, segregación
de flujos de residuos, mejoras en la gestión de
materiales, etc.
l Modificación en actividades complementarias al
Manual de minimización y buenas prácticas en el sector de Mecanizado
13
proceso productivo (mantenimiento, limpieza de
instalaciones, depuración de materiales, etc.)
l Sustitución o modificación del producto por otro
alternativo compatible con el actual, o incluso con
ventajas desde el punto de vista del mercado. El
cambio debe suponer una menor generación de
emisiones y residuos.
B) Técnicas de reciclaje en el emplazamiento
Son técnicas basadas en el reciclaje del residuo o
emisión dentro de la propia instalación, existiendo varias
alternativas:
l Empleo del residuo como materia prima en el mismo
proceso de fabricación o en otro proceso.
l Recuperación de algún material que forme parte
del residuo y que pueda ser utilizado dentro del
emplazamiento.
l Utilización del residuo para diferentes aplicaciones
útiles dentro de la empresa.
Cuando las dos primeras alternativas no son viables, se
plantea una tercera opción, reciclaje externo, que ofrece
dudas acerca de si debe ser considerada dentro del ámbito
de la minimización o no, pero en cualquier caso, es la
única alternativa actual que puede escoger una empresa
cuando el resto de opciones de minimización han sido
rechazadas.
C) Técnicas de reciclaje externo
En este caso los residuos son retirados por una empresa
externa, existiendo dos modalidades:
l El residuo es útil como materia prima o segunda
materia en una empresa externa, la cual está
dispuesta a pagar dinero por él. En este caso, el
residuo o emisión se convierte en un subproducto
que es vendido a dicha empresa. Las bolsas de
subproductos son muy útiles para encontrar un
posible comprador de los mismos.
l Se paga a un gestor de residuos para que lo retire y
lo trate o regenere en sus instalaciones.

Manual de minimización y buenas prácticas en el sector de Mecanizado
4 .1 Introducción
La sustitución de las materias primas es una de las posibles alternativas a utilizar
con el fin de reducir la generación de residuos y vertidos en las empresas. En
muchos casos, se están empleando materias primas altamente contaminantes
en los procesos de preparación y desengrase de las piezas. Sin embargo, existen
en el mercado materias primas alternativas basadas en productos de menor
peligrosidad, y que al mismo tiempo realizan la misma función o proporcionan
los mismos resultados que las materias primas tradicionales. Algunas de estas
materias primas ya se han probado obteniendo buenos resultados.
La sustitución puede llevarse a cabo por:
l La sustitución directa de una sustancia por otra menos perjudicial. Un
ejemplo es la sustitución de desengrases halogenados por otros que no
contengan halógenos.
l Sustitución de elementos auxiliares que intervienen en los procesos. En este
grupo se encuentran alternativas como son, la sustitución de materiales
absorbentes por otros de mayor poder de absorción, específicos para la
naturaleza del fluido fugado o derramado, el uso de trapos reutilizables
4
Sustitución y/o purificaciónde materias primas
Manual de minimización y buenas prácticas en el sector de Mecanizado
1�
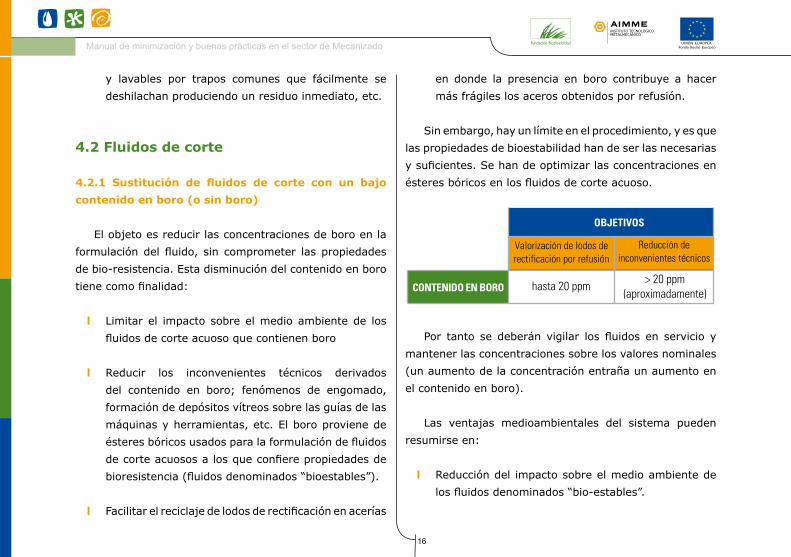
Por tanto se deberán vigilar los fluidos en servicio y
mantener las concentraciones sobre los valores nominales
(un aumento de la concentración entraña un aumento en
el contenido en boro).
Las ventajas medioambientales del sistema pueden
resumirse en:
l Reducción del impacto sobre el medio ambiente de
los fluidos denominados “bio-estables”.
y lavables por trapos comunes que fácilmente se
deshilachan produciendo un residuo inmediato, etc.
4.2 Fluidos de corte
4.2.1 Sustitución de fluidos de corte con un bajo
contenido en boro (o sin boro)
El objeto es reducir las concentraciones de boro en la
formulación del fluido, sin comprometer las propiedades
de bio-resistencia. Esta disminución del contenido en boro
tiene como finalidad:
l Limitar el impacto sobre el medio ambiente de los
fluidos de corte acuoso que contienen boro
l Reducir los inconvenientes técnicos derivados
del contenido en boro; fenómenos de engomado,
formación de depósitos vítreos sobre las guías de las
máquinas y herramientas, etc. El boro proviene de
ésteres bóricos usados para la formulación de fluidos
de corte acuosos a los que confiere propiedades de
bioresistencia (fluidos denominados “bioestables”).
l Facilitar el reciclaje de lodos de rectificación en acerías
en donde la presencia en boro contribuye a hacer
más frágiles los aceros obtenidos por refusión.
Sin embargo, hay un límite en el procedimiento, y es que
las propiedades de bioestabilidad han de ser las necesarias
y suficientes. Se han de optimizar las concentraciones en
ésteres bóricos en los fluidos de corte acuoso.
Manual de minimización y buenas prácticas en el sector de Mecanizado
1�
l Limitación de los fenómenos de engomado, de
formación de depósitos vítreos, etc.
l Limitación de los riesgos de agresividad cutánea con
respecto a los fluidos con alto contenido en boro que
tienen unos pH elevados.
El precio de los productos “de bajo contenido en boro”
o “sin boro”, es del mismo orden de magnitud que los
productos convencionales.
La problemática de los fluidos sin boro reside en la
ausencia de propiedades bactericidas.
4.2.2 Sustitución de aditivos que contienen metales
pesados
Los aceites de extrema presión son utilizados en
las operaciones más severas en las que se trabaja con
metales.
Los aditivos “antidesgaste” o de extrema presión
que contienen metales pesados (como el ditiofosfato de
zinc, por ejemplo) pueden ser sustituidos por productos
similares que desempeñan la misma función. Su principal
inconveniente es su elevado coste.
La acumulación de metales pesados en los suelos y al
mismo tiempo la posible migración de estos aditivos hacia
las capas freáticas supone un riesgo de contaminación
grave a causa de la bioacumulación de estos mismos.
Las ventajas medioambientales que presentan las
formulaciones nuevas son:
l Reducción de los riesgos de contaminación de suelos
y capas freáticas debido al carácter bioacumulable
de los metales pesados.
l Limitación de los riesgos de agresividad cutánea
provocados por ciertos aditivos.
Se deberían efectuar ensayos previos con el fin de
evaluar las prestaciones de los aditivos de sustitución.
Los límites de uso residen en las insuficientes propiedades
de extrema presión de algunos fluidos en servicio, que
producen desgastes prematuros en las partes activas de
las herramientas de corte.
El coste de los aditivos de sustitución es, en general,
muy elevado. Aún así, se puede encontrar en el mercado
aceites sin metales pesados comparables a los aceites
convencionales.
Manual de minimización y buenas prácticas en el sector de Mecanizado
18
de sustitución, principalmente sobre la vida útil de las
herramientas de corte.
Las ventajas que presentan estos nuevos aditivos
son:
l Disminución de los riesgos de contaminación para el
medio ambiente, básicamente la relacionada con la
producción de lluvia ácida.
l Mejora en la valorización de desechos de mecanizado
(virutas, lodos de rectificación, etc.).
l Reducción de los costes de eliminación de los fluidos
usados.
El coste de los aceites sin cloro es sensiblemente
más elevado que el de los aceites clorados, entre 1,5
y 2 veces más, pero su coste tiende a disminuir con el
aumento de las cantidades producidas. Por otra parte, los
aceites no clorados son retirados gratuitamente con vistas
a valorización por reciclaje o regeneración y posterior
reformulación.
Las perspectivas de futuro pasan por el abandono puro
y simple de los aditivos del tipo ditiofosfato de zinc en
las formulaciones de fluidos acuosos. Los aditivos que
contienen sales de plomo, tales como los naftenatos de
plomo han sido sustituidos en las formulaciones de la
mayoría de fluidos de corte.
4.2.3 Sustitución de aditivos de extrema presión que
contienen cloro
Se trata de sustituir los aditivos de extrema presión
que contienen cloro por aditivos sin cloro. Entre los aditivos
más comúnmente utilizados podemos citar:
l los ésteres con aditivos azufrados.
l los sulfonatos de sodio y calcio.
l los compuestos fosforados y azufrados.
l etc.
El uso de éstos es limitado evitando su uso en trabajos
muy severos, de hecho, las mejoras de los aditivos de
sustitución actuales son insuficientes y pueden dar lugar a
un descenso de productividad en ciertas operaciones.
Es recomendable efectuar ensayos previos con el fin de
evaluar las mejoras y consecuencias de utilizar los aditivos

Manual de minimización y buenas prácticas en el sector de Mecanizado
19
4.3 Sustitución de los trapos de limpieza tradicionales por trapos de limpieza reciclables
Los trapos sucios de aceites son residuos tradicionales
en la industria mecánica. Es recomendable que cuando se
compren trapos nuevos se estudie la posibilidad de que
estos sean reutilizables tras un proceso de selección y
lavado. Esta selección pretende eliminar aquellos en los
que se destruye la estructura del trapo.
Se aconsejan telas no tejidas y resistentes a aceites
y productos químicos, como de polipropileno, las cuales
tienen mejores propiedades absorbentes y de durabilidad.
El coste generalmente es competente de cara a la compra
de trapos nuevos y de la eliminación directa de éstos.
Las ventajas medioambientales que presentan estos
materiales son:
l Mejora de la capacidad de absorción de los trapos
empleados.
l Reducción del volumen de residuos peligrosos
generados en las operaciones auxiliares.
l Reducción del coste de gestión de residuos
peligrosos.
4.4 Sustitución de los materiales absorbentes tradicionales por materiales especiales de mayor capacidad de absorción.
En las industrias de mecanizado es habitual el empleo
de serrín para la limpieza de fugas y derrames de aceite
de las máquinas. Sin embargo, la capacidad absorbente
del mismo es limitada y, mezclado con los aceites, puede
ser autocombustible. Asimismo, se trata de un material
muy volátil que se dispersa fácilmente pudiendo dañar la
maquinaria.
Manual de minimización y buenas prácticas en el sector de Mecanizado
20
En este contexto, se trata de sustituir estos materiales
por otros de mayor capacidad de absorción, más limpios y
seguros para el personal que se desplaza en las zonas de
trabajo, reduciéndose los riesgos de caídas y resbalones.
Entre los absorbentes alternativos podemos encontrar
tierras de diatomeas calcinadas, sepiolitas, bentonitas,
etc.
Se trata de minerales naturales, presentados en forma
granulada y disponibles en diferentes tamaños de partícula.
Debido a su estructura cristalográfica, estos materiales
tienen una elevada superficie específica, lo que les confiere
una gran capacidad de absorción de líquidos y fluidos en
general.
Las principales características que hacen de estos
absorbentes el material idóneo para el control de
derrames producidos en la industria de mecanizado son
las siguientes:
l Son inertes químicamente y no reaccionan con los
fluidos que absorben.
l No son comburentes ni combustibles.
l Son productos antideslizantes, incluso en estado de
saturación.
l En comparación a los absorbentes tradicionales
presentar una mayor capacidad de absorción,
versatilidad y rapidez en el proceso de absorción
frente a líquidos de alta o baja viscosidad.
l Mayor facilidad de manipulación, antes y después de
su saturación, dado que no se trata de materiales
volátiles y no forman lodos después de la absorción.
Serrín contaminado Nuevos productos absorbentes
Manual de minimización y buenas prácticas en el sector de Mecanizado
21
Las principales ventajas medioambientales que
presentan estos materiales derivan de su elevada
capacidad absorbente dado que es necesario aplicar una
menor cantidad de producto lo que implica una reducción
en el consumo de materias primas y, consecuentemente,
en la cantidad de residuos peligrosos generados.
4.5 Sustitución de filtros convencionales desechables por filtros reciclables.
Los filtros empleados en las propias máquinas-
herramienta para el mantenimiento de los fluidos de
corte y aceites, cuando se colmatan por los diversos
contaminantes, son directamente reemplazados. Se
propone la sustitución de estos elementos por otros de
material filtrante reutilizable tras un proceso de re-
acondicionamiento.
Las ventajas medioambientales que presentan estos
materiales serían:
l Disminución del consumo de material en las
operaciones de mantenimiento.
l Reducción del volumen de residuos peligrosos
generados en las operaciones de mantenimiento.
l Ahorro en los costes de gestión.


Manual de minimización y buenas prácticas en el sector de Mecanizado
5 .1. Modificación de los procesos.
El nivel de generación de residuos puede verse reducido por la instalación
de equipos de mayor eficiencia, o modificación y actualización de los existentes.
Estos equipos pueden procesar con mayor efectividad las materias primas,
produciendo así menos residuos, o reducir el número de productos rechazados
que deban ser nuevamente reprocesados o gestionados como residuos.
Generalmente, la instalación de equipamientos más efectivos, se amortiza
por sí misma, debido a la mejora en la productividad, reducción de costes de
materias primas y reducción de gastos de gestión de residuos.
Un conjunto de modificaciones simples y de coste reducido son aquellas
encaminadas a evitar las pérdidas y la contaminación de los materiales
utilizados en los procesos.
Esto puede ser tan fácil como seleccionar los materiales de las herramientas
acordes con la materia prima que se va a procesar con el fin de reducir la
utilización de fluidos de corte, instalar mejores sistemas de juntas en las
conducciones para evitar fugas, o instalar sistema de recogida de goteos bajo
las instalaciones para recoger las pérdidas y facilitar su reutilización.
5
Modificación del proceso productivo

Manual de minimización y buenas prácticas en el sector de Mecanizado
24
La instalación de nuevos equipos puede requerir
inversiones no sólo en equipamiento, sino también en
infraestructura y formación de empleados. La magnitud
de las inversiones puede variar ampliamente, en función
del tipo de equipamiento usado, desde miles de euros, en
caso de pequeños cambios como los ya mencionados, a
cifras más importantes en casos como la sustitución de
instalaciones abiertas por instalaciones de desengrase
cerradas.
Los ejemplos de nuevos equipos de producción de
mayor eficiencia y productividad son numerosos en la
literatura, pero habitualmente se dice poco sobre las
reducciones que implican en la producción de residuos y
en los costes de mantenimiento.
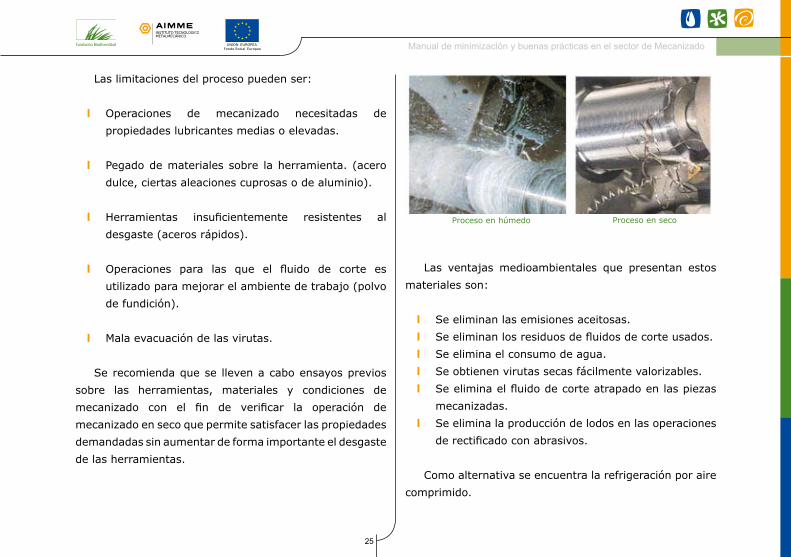
5.1.1. Mecanizado en seco.
Consiste en evitar el empleo de los fluidos de corte
en aquellas operaciones en que su utilización no sea
imprescindible. Generalmente es indispensable la
lubricación y refrigeración aportada por los fluidos de
corte, sin embargo, es posible utilizar esta técnica en
operaciones sobre materiales de fácil mecanizado, como
son la fundición, ciertas aleaciones de aluminio, aleaciones
de cobre, etc.
Algunos de los inconvenientes que pueden presentarse
son la difícil evacuación de las virutas y el pegado del
material sobre la propia herramienta.
Manual de minimización y buenas prácticas en el sector de Mecanizado
25
Las limitaciones del proceso pueden ser:
l Operaciones de mecanizado necesitadas de
propiedades lubricantes medias o elevadas.
l Pegado de materiales sobre la herramienta. (acero
dulce, ciertas aleaciones cuprosas o de aluminio).
l Herramientas insuficientemente resistentes al
desgaste (aceros rápidos).
l Operaciones para las que el fluido de corte es
utilizado para mejorar el ambiente de trabajo (polvo
de fundición).
l Mala evacuación de las virutas.
Se recomienda que se lleven a cabo ensayos previos
sobre las herramientas, materiales y condiciones de
mecanizado con el fin de verificar la operación de
mecanizado en seco que permite satisfacer las propiedades
demandadas sin aumentar de forma importante el desgaste
de las herramientas.
Las ventajas medioambientales que presentan estos
materiales son:
l Se eliminan las emisiones aceitosas.
l Se eliminan los residuos de fluidos de corte usados.
l Se elimina el consumo de agua.
l Se obtienen virutas secas fácilmente valorizables.
l Se elimina el fluido de corte atrapado en las piezas
mecanizadas.
l Se elimina la producción de lodos en las operaciones
de rectificado con abrasivos.
Como alternativa se encuentra la refrigeración por aire
comprimido.
Proceso en húmedo Proceso en seco
Manual de minimización y buenas prácticas en el sector de Mecanizado
2�
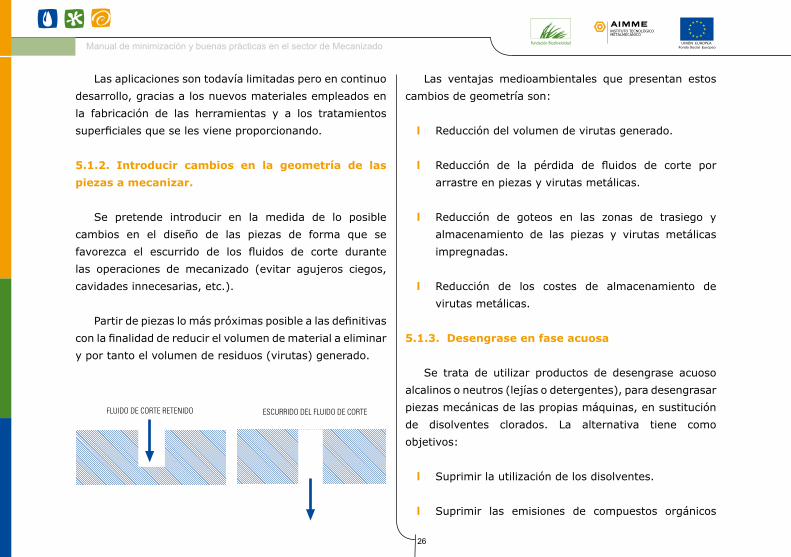
Las ventajas medioambientales que presentan estos
cambios de geometría son:
l Reducción del volumen de virutas generado.
l Reducción de la pérdida de fluidos de corte por
arrastre en piezas y virutas metálicas.
l Reducción de goteos en las zonas de trasiego y
almacenamiento de las piezas y virutas metálicas
impregnadas.
l Reducción de los costes de almacenamiento de
virutas metálicas.
5.1.3. Desengrase en fase acuosa
Se trata de utilizar productos de desengrase acuoso
alcalinos o neutros (lejías o detergentes), para desengrasar
piezas mecánicas de las propias máquinas, en sustitución
de disolventes clorados. La alternativa tiene como
objetivos:
l Suprimir la utilización de los disolventes.
l Suprimir las emisiones de compuestos orgánicos
Las aplicaciones son todavía limitadas pero en continuo
desarrollo, gracias a los nuevos materiales empleados en
la fabricación de las herramientas y a los tratamientos
superficiales que se les viene proporcionando.
5.1.2. Introducir cambios en la geometría de las
piezas a mecanizar.
Se pretende introducir en la medida de lo posible
cambios en el diseño de las piezas de forma que se
favorezca el escurrido de los fluidos de corte durante
las operaciones de mecanizado (evitar agujeros ciegos,
cavidades innecesarias, etc.).
Partir de piezas lo más próximas posible a las definitivas
con la finalidad de reducir el volumen de material a eliminar
y por tanto el volumen de residuos (virutas) generado.

Manual de minimización y buenas prácticas en el sector de Mecanizado
2�
volátiles en el aire.
l Suprimir los residuos generados por los procesos con
disolventes es decir, los baños de disolventes usados
y los restos de destilación.
l Reducir la toxicidad de los procesos de desengrase.
Los procesos de desengrase en fase acuosa necesitan
baños adaptados a cada uno de los casos de aplicación,
teniendo baños fuertemente alcalinos (pH de 11 a 14),
débilmente alcalinos (pH de 9 a 11) o baños neutros (pH
de 7 a 9). Las fases de desengrasado, enjuague y secado
se llevan a cabo en lugares separados.
Las lejías son utilizadas diluidas (1 al 2%). Se trata
de formulaciones que pueden contener cantidades
variables de compuestos químicos, tales como agentes
humectantes (tensoactivos aniónicos o no iónicos),
agentes emulsionantes (fosfatos, carbonatos, boratos,
silicatos, etc.), agentes saponificantes (bases fuertes),
agentes complejantes (gluconatos, citratos, etc.) y aditivos
diversos tales como agentes antiespumantes, inhibidores
de la corrosión, etc.
El mecanismo de desengrasado en fase acuosa básica
o neutra se basa en procesos físico-químicos complejos,
pero que podría resumirse en lo siguiente:
1. Mojado de la superficie metálica.
2. Desprendimiento de la suciedad.
3. División de la suciedad.
4. Dispersión de la suciedad.
5. Peptización de la suciedad.
6. Saponificación de las grasas animales y vegetales.
7. Emulsificación de las grasas y aceites no
saponificables.
La suciedad puede reaparecer en los baños por lo que
estos precisarán de una operación de desengrasado.
El enjuague puede ser realizado con agua corriente,
siempre y cuando no sea demasiado dura o con agua
desmineralizada, tras haber realizado el desengrasado en
un baño alcalino con la intención de obtener una superficie
exenta de manchas.
El secado (aire caliente) se realiza en una estufa
ventilada (secadero) bajo condiciones de vacío. Es
imprescindible si la operación siguiente no se realiza en
medio acuoso o si la presencia de agua puede resultar
problemática.

Manual de minimización y buenas prácticas en el sector de Mecanizado
28
El desengrase se puede llevar a cabo por inmersión (al
temple), dentro de cubas calentadas o no según el producto
empleado, con una agitación de los baños o de las piezas
que podría aumentar la eficacia de la operación, o bien por
aspersión, que se efectúa más comúnmente de manera
automática en el interior de toberas de pulverización. La
temperatura de la solución lixiviante es del orden de 40 a
60 ºC y la presión de 1,5 bar.
El campo de aplicación de la técnica sería el
desengrasado entre operaciones, previo al tratamiento de
superficies en fase acuosa o para piezas ya mecanizadas.
Se pueden eliminar aceites, grasas poco adherentes,
emulsiones, fluidos de mecanizado acuoso y pastas de
pulir sobre piezas mecánicas de pequeñas dimensiones.
La limpieza de piezas de grandes dimensiones se
realiza en máquinas túnel y por aspersión.
Los límites del procedimiento son:
l La difícil eliminación de la suciedad de despojos de
aceites que puede estar absorbida por la superficie
de las piezas.
l Eliminación difícil de suciedades pigmentarias,
carbonosas o inertes.
l Limpieza de piezas con formas complejas.
Las recomendaciones antes de seleccionar la alternativa
serían:
l Proceder con ensayos de fiabilidad para la elección
de un producto y de un proceso.
l Tener en cuenta la calidad del agua necesaria para la
formulación de los baños de desengrase.
l Mantenimiento de los baños: necesidad de desaceitar,
desengrasar, aplicando técnicas de ultrafiltración.
l Retirada de baños agotados por un gestor
autorizado.
l Control de los baños que se encuentran en servicio
(medida del pH, alcalinidad, contenido agua, etc.).
Las ventajas medioambientales que presenta la técnica
son:
Manual de minimización y buenas prácticas en el sector de Mecanizado
29
l No hay emisión de compuestos orgánicos volátiles.
l No inflamables.
l Sin valor promedio de exposición (VME).
l Muy eficaz con los ultrasonidos.
l Buena eficacia sobre las manchas hidrosolubles.
l Compatible con la mayor parte de los materiales.
l Precio de renovación del baño bajo (productos
químicos poco costosos).
Los inconvenientes radican en:
l Tratamiento de efluentes.
l Consumo de energía (calentamiento de baños y
secado).
l Riesgo de corrosión (necesidad de utilizar productos
que contengan inhibidores de la corrosión).
l Procedimiento de precio flexible según la familia de
piezas y el tipo de suciedad.
l Instalación sometida a autorización si el volumen de
las cubas es superior a 1500 L.
Existe una variante que son las soluciones acuosas de
desengrase con pH ácido, como es el caso de los productos
fosfatantes.
5.2. Modificación y sustitución de equipos.
5.2.1. Micropulverización localizada de fluidos de
corte
Los objetivos del procedimiento pasan por reducir
el consumo de fluidos de corte y a su vez el facilitar la
valorización de virutas (no contaminadas de aceite).
El dispositivo de micropulverización a baja presión
permite pulverizar un fluido de corte adaptado en las zonas
de formación de viruta. El fluido de corte así pulverizado
facilita el deslizamiento de las virutas sobre la herramienta,
después, por el calor formado por el cizallamiento y el
deslizamiento del metal, se vaporiza para dejar a las
Manual de minimización y buenas prácticas en el sector de Mecanizado
30
La micropulverización localizada no puede ser llevada
a cabo siempre, especialmente en las operaciones de
mecanizado donde el contacto entre la pieza mecanizada y la
herramienta es muy íntimo y que necesitan de propiedades
de lubricación preponderantes. Otra limitación del proceso
sería para materiales muy difíciles de mecanizar.
Como recomendación se puede nombrar el ajustar la
micropulverización de manera cuidadosa (la niebla formada
no debe estar en contacto con el ojo humano sin protección)
y también el posicionar la tobera de manera precisa en la
zona de deslizamiento de la viruta (un montaje rígido en el
soporte de la boquilla de micropulverización es a menudo
indispensable).
Las ventajas medioambientales que presentan estos
sistemas son las siguientes:
l Reducción muy importante del consumo de fluidos
de corte.
l Reducción en la producción de desechos de fluidos
de corte.
l No se produce tanto consumo de agua.
virutas con un tacto seco.
El fluido de corte utilizado para este tipo de aplicación
posee propiedades lubricantes que le son conferidas en
la mayoría de los casos por los lubricantes de origen
vegetal o por los ésteres sintéticos. Las propiedades de
biodegradabilidad de estos productos secos son apreciadas
si los riesgos de contaminación del medio natural son muy
reducidos.
La mayor parte de las aplicaciones de este tipo de
mecanizado son aquellas donde el contacto entre la
herramienta y la pieza mecanizado no es muy íntimo y
necesita de propiedades de refrigeración preponderantes.
Podría utilizarse en procesos tales como el torneado, el
fresado, el aserrado, etc.
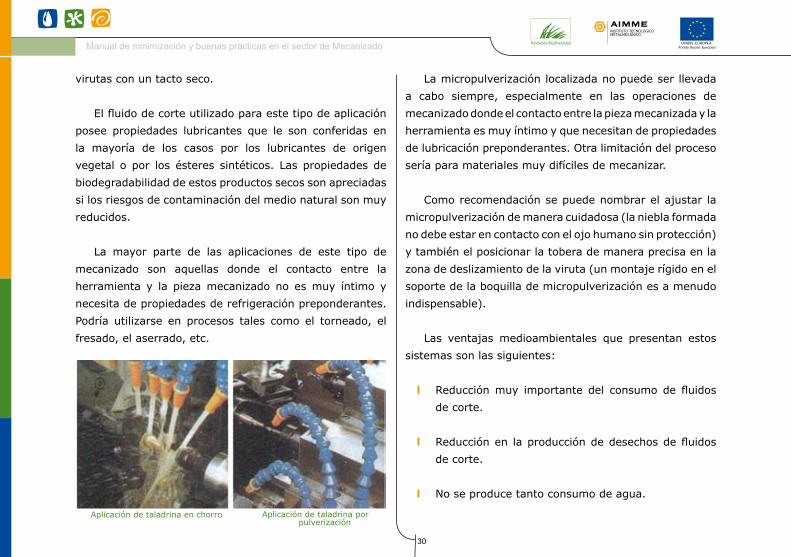
Aplicación de taladrina en chorro Aplicación de taladrina por pulverización

Manual de minimización y buenas prácticas en el sector de Mecanizado
31
l Mejora de la gestión de los desechos, ya que las
virutas son más fácilmente valorizables.
El coste de un sistema de micropulverización vendría
en función del número de toberas y del tipo de dispositivo
de accionamiento. El retorno de la inversión económica
realizada se efectúa en general entre algunos meses y un
año. Es de mención la supresión del coste de eliminación
de los desechos.
5.2.2. Instalación de sistemas de captación y
depuración de las nieblas y aceites
Ya se ha comentado la utilización de aceites o
emulsiones de aceite-agua en los procesos de mecanizado.
La aplicación a altas temperaturas de dichas emulsiones
lubricantes-refrigerantes desprende grandes cantidades
de aerosoles o nieblas aceitosas que, a partir de una
determinada concentración en el ambiente, constituyen un
nivel de toxicidad muy alto para las personas en su lugar
de trabajo.
El objetivo de estos sistemas es la captación y
depuración de estas nieblas para impedir la contaminación
atmosférica y reducir las emisiones producidas en el
entorno de trabajo a concentraciones permitidas que no
incidan sobre la salud de los trabajadores.
Como segundo objetivo se obtiene una cantidad de
aceite filtrado que es posible reutilizar en los procesos de
mecanizado.
La eficacia del sistema de depuración depende de los
siguientes factores:
l Caudal de aire a tratar
l Tipo de substancias y concentración
l Relación entre aerosoles y vapores
l Tamaño de partículas
l Posible realimentación del aire purificado
Algunos de los sistemas de separación de aerosoles son
los sistemas filtrantes electrostáticos y los separadores vía
húmeda o combinaciones de ambos.
También han surgido los sistemas de depuración
de aerosoles mediante filtros de láminas sinterizadas.
Están basados en el principio de un filtro de superficie
de partículas con sistema de limpieza automática. Los
elementos separadores están constituidos por una serie
de láminas rígidas de polietileno poroso sinterizado que,

Manual de minimización y buenas prácticas en el sector de Mecanizado
32
La implantación de este tipo de sistemas conlleva una
serie de ventajas:
l Evita que los operarios respiren la perjudicial neblina
de aceite mejorando así el entorno de trabajo.
l Separación de las partículas de aceite de tamaño
inferior a 3,5 mm. obteniendo un contenido residual
de aceite en el aire de 0,0001 mg/m3 de aire.
l La neblina de aceite se deposita en todas las
superficies volviéndolas resbaladizas, con estos
sistemas se reducen los riesgos de accidentes que se
puedan generar debido a esta causa.
l Minimización del consumo de aceite, ya que tras
el filtrado se reutiliza en el nuevo proceso de
mecanizado.
l Ahorro en los costes de limpieza de máquinas,
suelos, techos y luminarias.
l Recirculación en continuo del agua proveniente de
las calderas y del circuito de refrigeración, por lo que
no existe vertido.
5.2.3. Centralización del suministro de aceites de
lubricación
Consiste en reemplazar los tradicionales depósitos de
aceite individuales, por un sistema de reserva y suministro
totalmente centralizado en todas aquellas máquinas con
requerimientos de aceite de lubricación similares. De esta
forma se realiza un control sobre la posible degradación y
contaminación del aceite mediante el análisis de algunas
permiten el paso del aire y retienen en su superficie de
forma casi absoluta las microgotas de emulsión. De forma
periódica se efectúa una limpieza con aire comprimido a
contracorriente.
La emulsión es totalmente recogida a través de una
tubería de drenaje y enviada a un depósito de reserva para
su posterior devolución al circuito.
Manual de minimización y buenas prácticas en el sector de Mecanizado
33
de sus características (pH, conductividad, contenido en
agua, etc.), que permite una actuación inmediata de cara
a corregir las anomalías detectadas y alargar el tiempo de
utilización de los aceites.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Reducción del número de aceites de lubricación
empleados.
l Reducción del volumen de stocks.
l Reducción de pérdidas.
l Simplificación de las operaciones de control
(inspección y mantenimiento).
l Reducción de los costes de gestión.
l Simplificación de las operaciones de mantenimiento.
5.2.4 Centralización del suministro de fluidos de
corte
Se trata de unificar o centralizar el suministro de aceites
de corte en aquellas máquinas de tipo análogo. Esta medida
será posible en aquellas operaciones de mecanizado en las
cuales las necesidades o requerimientos de propiedades
lubricantes y refrigerantes de los fluidos de corte sean
muy similares.
Esta medida supone simplificar en gran medida las acciones
de inspección y mantenimiento de los fluidos de corte de
cara a detectar toda degradación y/o contaminación de
los mismos y así proceder a su reajuste a través de las
acciones de mantenimiento apropiadas.
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reducir el número de tipos de fluidos de corte
empleados.
l Reducir los tiempos de preparación de fluidos de
corte.
l Incrementar la estabilidad de los fluidos.
l Reducción de pérdidas.
l Simplificación de operaciones de control (inspección
y mantenimiento).
Manual de minimización y buenas prácticas en el sector de Mecanizado
34
l Reducción de los costes de gestión.
l Reducción del volumen de stocks.
5.2.5. Sistemas de captación y filtración de los
polvos generados en los procesos de mecanizado
por abrasión
Se trata de instalar sistemas de aspiración y filtrado
para el polvo generado en el proceso de mecanizado.
El polvo producido es principalmente de naturaleza
metálica, aunque también aparece polvo abrasivo
consecuencia de la destrucción de la propia herramienta
abrasiva durante el proceso.
Existen principalmente dos sistemas de separación
de polvo, por vía seca y por vía húmeda. Los sistemas
de filtración en seco permiten la valorización del polvo
metálico. Combinando estos sistemas con equipos de
separación que discriminen el polvo abrasivo del polvo
metálico (del tipo separadores magnéticos), se obtiene un
polvo metálico fácilmente valorizable.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Cumplir la legislación vigente en materia de
emisiones.
l Entorno de trabajo más limpio y saludable.
l Valorización de los polvos metálicos.
5.2.6. Empleo de máquinas-herramienta con
carenados de protección
Utilizar equipos que dispongan de carenados de protección/
retención, ya que las condiciones de operación (altas
velocidades de mecanización, presión y direccionamiento
de las taladrinas, etc.), propician salpicaduras de los fluidos
de corte al exterior, así como la proyección de pequeñas
partículas metálicas.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Reducción de la pérdida de fluidos de corte por
salpicaduras.
l Reducción del ensuciamiento del entorno de
trabajo.

Manual de minimización y buenas prácticas en el sector de Mecanizado
35
l Reducción de los riesgos higiénicos asociados a la
dispersión de los fluidos de corte.
l Reducción del riesgo de accidentes por proyección de
partículas metálicas.

Manual de minimización y buenas prácticas en el sector de Mecanizado
6 .1. Introducción
Las buenas prácticas medioambientales, un subconjunto de métodos de
prevención de la contaminación, son actividades enfocadas hacia los aspectos
humanos y organizativos de la producción. Generalmente, no implican la
inversión en infraestructuras y equipos aunque de la ejecución de algunas
buenas prácticas pueden resultar inversiones significativas de capital cuando se
aplican a toda la empresa. Algunas de las buenas prácticas que se relacionarán,
proporcionarán una mejora en la calidad del producto y una reducción de los
costes operacionales junto con una reducción en la generación de residuos.
Además, generalmente éstas mejorarán el comportamiento medioambiental de
un taller, incluyendo aspectos de Seguridad e Higiene.
6.2. Sensibilización y formación de operarios
La forma de trabajar de los operarios de un taller de mecanizado de metales
tiene una importante repercusión en el grado de contaminación producida por
los procesos, de forma que su papel es fundamental a la hora de abordar un
plan de prevención de la contaminación. Sin su colaboración y participación
activa, incluso el mejor de los planes de minimización puede estar condenado
al fracaso.
6
Buenas prácticas medioambientales

Manual de minimización y buenas prácticas en el sector de Mecanizado
38
La sensibilización y la formación deben dar comienzo
con una clara política medioambiental de la empresa que
se traduzca en un programa de control y prevención de la
contaminación. La política debe ser comunicada a todos
los empleados y reforzada de varias formas en orden a
crear una actitud positiva que permita alcanzar de forma
eficaz los objetivos medioambientales de la empresa.
La formación dada a los operarios debe contener los
siguientes elementos:
l Cómo, porqué y dónde se produce la contaminación
y cómo puede minimizarse
l Métodos de mantenimiento preventivo para la
reducción de la contaminación.
l Procedimientos de la empresa para la manipulación
de las materias primas
l Procedimientos de actuación frente a fugas y
derrames.
l Actuaciones concretas para la prevención de la
contaminación en cada puesto de trabajo
l Requisitos legales medioambientales y cómo afectan
a los procesos en los que se desarrolla su trabajo.
l Importancia de la prevención de la contaminación
(coste de la contaminación, seguridad e higiene,
mejora del ambiente del puesto de trabajo,
preservación del medio ambiente)
l Cómo pueden afectar los costes de gestión de la
contaminación (reactivos de depuración, agua,
gestión de residuos, etc.) a los salarios.
Es necesario establecer un sistema de indicadores que
permita medir el éxito del programa de formación. Para
ello la empresa debe tener un histórico de consumo de
materias primas, producción de residuos, etc., con objeto
de evaluar la eficacia de los planes de prevención. Para
motivar la participación de los empleados en esos planes
es muy interesante establecer primas, premios y cualquier
otra forma de reconocimiento que estimule un papel activo
de los mismos.

Manual de minimización y buenas prácticas en el sector de Mecanizado
39
6.3. Compra, almacenamiento y manipulación de materias primas
Las buenas prácticas relacionadas con la compra,
almacenamiento y manipulación de los productos
químicos se encaminan a reducir las pérdidas de estos
que se producen por fugas, derrames, deterioro del
producto y otras causas y que finalmente se traducen en
contaminación.
6.3.1. Gestión de compras e inventarios
Un control de inventarios se concibe con el fin de que
la empresa no tenga más materias primas que las que
realmente necesita. Además de la ocupación de espacio y
el inmovilizado que supone, la ausencia de un adecuado
control de inventarios puede derivar en la generación
de residuos procedentes de materias primas que ya no
son necesarias, que han caducado o se han deteriorado,
momento en el cual se han convertido en un residuo.
Un conjunto de buenas prácticas relacionadas con este
capítulo pueden ser las siguientes:
l Estandarizar los productos químicos utilizados, de
tal forma que se utilice el menor número posible de
estos en todas las operaciones.
l Evitar comprar en exceso, considerando las
necesidades reales de los procesos.
l Comprar los productos en recipientes de dimensiones
adecuadas al uso y a las características del producto,
procurando minimizar el número de envases. A ser
posible utilizar envases reutilizables.
l Establecer un protocolo de aceptación de muestras de
productos, aceptando solo aquellos cuyo proveedor
se comprometa a recoger en caso de no utilizarse en
su totalidad.
l Utilizar un sistema de gestión FIFO (first-in-first-
out), llevando a cabo una rotación de los envases
situados en el fondo de las estanterías hacia delante
cuando lleguen productos nuevos.
l Seleccionar disolventes de baja volatilidad y
densidad elevada para evitar emisiones, pérdidas de
material y mejorar las condiciones laborales de los
trabajadores.

Manual de minimización y buenas prácticas en el sector de Mecanizado
40
6.3.2. Almacenamiento de productos químicos
Las buenas prácticas en el almacenamiento de
productos químicos se encaminan a la reducción de los
residuos producidos por el deterioro de los productos
debido a la exposición a agentes atmosféricos o contacto
con otros productos incompatibles, derrames por defectos,
daños en los recipientes, etc. Una relación de estas buenas
prácticas es la siguiente:
l Definir y construir adecuadamente el área de
almacenamiento de materias primas. Es aconsejable
mantener el área de almacenamiento protegido de las
inclemencias del tiempo, las temperaturas extremas,
humedades, vapores corrosivos, etc. Estos elementos
pueden deteriorar las materias primas como son los:
abrasivos, aditivos, taladrinas, disolventes, etc.
l Conservar el área del almacén bien iluminada, limpia
y sin obstáculos.
l Los materiales y productos peligrosos, serán
correctamente almacenados respetando una cierta
separación entre ellos, facilitando la comprobación e
inspección de los contenedores y recipientes.
l Todos los envases, especialmente los de sustancias
peligrosas, deben estar debidamente etiquetados.
l Separar los envases de sustancias o productos
peligrosos del resto de envases para evitar que estos
últimos puedan ser contaminados por los primeros
en caso de accidente (rotura de envases, etc.).
l Guardar las distancias reglamentarias de seguridad
entre productos incompatibles evitando que se
produzcan reacciones entre los productos, por
ejemplo: separar los productos inflamables de los
agentes oxidantes reduce el riesgo de incendio.
l El almacenamiento de productos inflamables debe
realizarse, preferiblemente, en el interior de armarios
resistentes al fuego.
l Las zonas de almacenamiento de productos peligrosos
(disolventes, etc.), deben estar convenientemente
refrigeradas y ventiladas para reducir riesgos de
acumulación por evaporación de sustancias tóxicas,
inflamables, etc.
l Habilitar áreas de contención en las zonas donde
se almacenen líquidos (disolventes, aceites, etc.),

Manual de minimización y buenas prácticas en el sector de Mecanizado
41
limitando el área que pudiera estar afectada por
derrames accidentales.
l Almacenamiento de los fluidos de corte y aceites
de lubricación en depósitos limpios y con buena
ventilación para evitar contaminaciones por agentes
externos; microorganismos, fluidos extraños,
suciedad, etc.
l Utilizar estanterías en el almacenamiento de los
abrasivos evitando la deformación de cintas, lijas y
discos y mantener las cajas cerradas para evitar que
entre humedad o polvo que podría deteriorarlos.
6.3.3. Manipulación de productos químicos
Es posible implantar un conjunto de buenas prácticas
en las operaciones de carga y descarga, transporte y
manipulación de materias primas con objeto de que
se dirijan hacia la prevención de derrames, fugas y
contaminación de materiales. De este conjunto se pueden
destacar las siguientes:
l Realizar las operaciones de carga y descarga en zonas
bien iluminadas, señalizadas, y sin obstáculos.
l Establecer procedimientos escritos para las
operaciones de carga, descarga, trasvase,
formulación de aceites de corte, etc. y designar al
personal responsable de estas operaciones.
l Prever en las zonas donde se realizan operaciones
de trasvase la instalación de sistemas que faciliten
el escurrido hacia recipientes que permitan la
recuperación del producto y evitar el goteo, derrame
o vertido accidental de los productos trasegados
l Cuando se abra un envase asegurarse de que este
queda cerrado, sobre todo si contiene disolventes
volátiles.
l Reducir en la medida de lo posible la distancia desde
el almacén de materias primas hasta el punto de
utilización para reducir el riesgo potencial de roturas
y derrames durante el trasiego de los productos
(taladrinas, disolventes, etc.).
Manual de minimización y buenas prácticas en el sector de Mecanizado
42
l No mezclar las virutas secas con las virutas
impregnadas para evitar que las virutas limpias sean
contaminadas y se conviertan en residuos peligrosos
con el consiguiente aumento de los costes de gestión
externa.
l Centralizar, en la medida de lo posible, el suministro
6.4. Buenas prácticas referentes al proceso productivo
En el mismo proceso productivo es posible implantar
un conjunto de buenas prácticas cuyo principal objetivo es
la prevención de derrames, contaminación de materiales y
la mejora de las condiciones laborales.
l Trabajar siempre que sea posible con máquinas-
herramienta que posean carenado para evitar la
pérdida de fluidos de corte por salpicaduras, la
proyección de partículas metálicas, el consiguiente
ensuciamiento de la zona de trabajo y reducir la
generación de ruidos.
l Aplicar el fluido de corte de forma correcta sobre la
interfase pieza-herramienta, asegurando la eficiencia
del fluido en relación a la lubricación y refrigeración,
reduciendo el desgaste de la herramienta, al tiempo
que se disminuye la contaminación del fluido y se
alarga su vida útil.
l La zona de trabajo de cada una de las máquinas
debe cerrarse o introducir sistemas de extracción,
que recojan dichas neblinas e incorporar sistemas
de tratamiento que eviten su descarga al medio
ambiente.
l Evitar que los fluidos lubricantes goteen y se mezclen
con el fluido de corte, mermando la capacidad de
refrigeración por el crecimiento y proliferación de
microorganismos.
l Evitar que los fluidos de corte que impregnan las
virutas metálicas de mecanizado goteen y se escurran
hacia las arquetas.
Manual de minimización y buenas prácticas en el sector de Mecanizado
43
de los fluidos de corte y de aceites de lubricación,
reduciendo la variedad en uso y simplificando las
operaciones de control y seguimiento de la calidad
del mismo y emplear fluidos de corte compatibles
entre sí para evitar problemas de contaminación por
incompatibilidades en las operaciones de cambio de
los mismos.
l Seleccionar el tipo de abrasivo a utilizar en función
del tipo de proceso, tipo de material a trabajar y del
grado de abrasión requerido, lo que permitirá reducir
el número de rechazos tanto del material como de la
herramienta.
l En las operaciones de granallado se trabajará siempre
con los equipos cerrados. De esta forma se evitarán
proyecciones de material que pueden ocasionar
daños al operario y pérdidas del material abrasivo.
l En las operaciones de desengrase de las piezas es
conveniente sustituir los agentes desengrasantes
por otros menos contaminantes.
l Durante el proceso de soldadura debe emplearse
una campana extractora con filtro incorporado para
evitar la acumulación de los gases de combustión.
Manual de minimización y buenas prácticas en el sector de Mecanizado
44
6.5. Buenas prácticas referentes al mantenimiento
El mantenimiento preventivo consiste en la inspección
y limpieza periódica de equipos e instalaciones, incluyendo
la lubricación, comprobación y sustitución de piezas en
mal estado. Desde el punto de vista de la prevención de la
contaminación, el mantenimiento preventivo, la reposición
de niveles y materiales pueden minimizar fugas, derrames,
pérdidas por evaporación y otros escapes de productos
químicos potencialmente tóxicos. En este sentido, se
deben coordinar los planes de mantenimiento e inspección
para asegurar que el equipamiento opera en condiciones
óptimas de eficiencia.
Las empresas que disponen de programas de
mantenimiento efectivos pueden observar un incremento
en los costes de producción; sin embargo, generalmente,
estos costes son contrarrestados por la disminución de
paradas por avería.
Relacionadas con los fluidos de corte:
l Realizar un seguimiento continuo de los fluidos de
corte en servicio mediante el control de la viscosidad,
pH y conductividad del fluido, concentración de
partículas, tendencia a la formación de espumas,
etc.
l Mantener el área de trabajo libre de suciedad para
evitar la contaminación de los fluidos de corte.
l En las operaciones de cambio y sustitución del
fluido de corte asegurarse de que todo el sistema
refrigerante está limpio, comprobando que el agua
de enjuague introducida sale clara.
Relacionadas con los aceites de lubricación:
l Realizar un seguimiento de los aceites de engrase y
lubricación en servicio, controlando la evolución de
los mismos durante su servicio, mediante el empleo
de técnicas como son la medida de la conductividad,
de la concentración (refractómetro), viscosidad, etc.,
Manual de minimización y buenas prácticas en el sector de Mecanizado
45
y de esta forma optimizar el momento del cambio.
l Efectuar un mantenimiento preventivo de las
máquinas-herramienta, principalmente en lo
referente al sistema de lubricación para reducir
pérdidas por derrames y contaminaciones de los
fluidos por fugas, etc.
l Extremar las precauciones al rellenar los niveles
de aceites y otros fluidos, reduciendo el riesgo de
derrames, que deterioran el suelo y cuya limpieza
puede dar origen a la contaminación de las aguas.
Relacionadas con los desengrases:
l Instalar un sistema de destilación para la recuperación
de disolventes. Así solo quedará como residuo un
fondo de destilación que será tratado como residuo
peligroso.
l Cierre inmediato y correcto de los envases con
disolventes en las operaciones de limpieza y
mantenimiento para disminuir las emisiones al
ambiente de trabajo y la posibilidad de pérdidas por
derrames.
l Seleccionar disolventes de baja volatilidad y densidad
elevada dado que se reducen las emisiones y se
mejora las condiciones laborales de los operarios.
Otros:
l Revisar la integridad de los tanques de
almacenamiento de gases de soldadura para evitar

Manual de minimización y buenas prácticas en el sector de Mecanizado
4�
escapes.
l Evitar el uso indiscriminado de agua en las
operaciones de limpieza de los equipos, reduciendo
el volumen de agua contaminada de aceites, grasas,
etc. que se convierten en un vertido que es necesario
tratar.
l Realizar revisiones periódicas de los depósitos de
productos (aceites, taladrinas,...) para identificar
pérdidas.
l Evitar excesos de material absorbente en la recogida
de fugas y derrames y separar el material absorbente
según tipo y según contaminante para facilitar su
gestión.
l No mezclar residuos no peligrosos con residuos
peligrosos para evitar que los primeros sean
contaminados y se conviertan en residuos peligrosos
con el consiguiente aumento de los costes de gestión

Manual de minimización y buenas prácticas en el sector de Mecanizado
4�


Manual de minimización y buenas prácticas en el sector de Mecanizado
7 tra medida encaminada a reducir la generación de residuos y emisiones
es el empleo de técnicas de reciclaje.
Se pueden distinguir dos tipos de reciclaje principales:
O
Tecnicas de reciclaje
- TÉCNICAS DE RECICLAJE INTERNO (RI), basadas en el reciclaje del
residuo o emisión dentro de la propia instalación y con la finalidad de la
reutilización del residuo principalmente en el mismo proceso de fabricación o
en otro proceso.
Manual de minimización y buenas prácticas en el sector de Mecanizado
50
contaminantes influirán en el equipamiento y la tecnología
a escoger.
La contaminación puede ser controlada de una forma
más efectiva cuando la fuente y la frecuencia de la misma
es conocida. Los contaminantes que provienen de la rotura
de la herramienta o de la pieza a mecanizar, pueden ser
analizados para adaptar los procedimientos de limpieza,
así como, los precipitados insolubles que se forman en el
agua. La contaminación a menudo ocurre como resultado
de hechos fortuitos como las barreduras del suelo. Estos
sucesos son difíciles de controlar en un sistema básico,
pero pueden reducirse cuando las decisiones sobre los
procesos y equipos son tomadas con respecto al reciclaje.
Los equipos de limpieza pueden usarse por separado o
bien combinados, y son:
l Tanques de decantación
l Tanques de flotación
l Hidro-ciclones
l Separadores magnéticos
l Centrifugadoras
l Equipos de ultrafiltración
l Equipos de ósmosis inversa
- TÉCNICAS DE RECICLAJE EXTERNO (RE), en las que
los residuos son retirados por una empresa externa en
cualquiera de las dos siguientes modalidades:
l El residuo es útil como materia prima o segunda
materia en otra empresa externa.
l Se paga a un gestor de residuos para que lo retire y
lo trate o regenere en sus instalaciones.
7.1 TECNICAS DE RECICLAJE INTERNO
Un apropiado procedimiento para el reciclaje y la
selección del mejor equipamiento para llevarlo a cabo,
dependerá de un análisis previo de las características de
la materia, fluido o producto que se pretende reciclar,
por ejemplo en el caso de un lubricante será necesario
conocer su naturaleza y la contaminación potencial del
fluido durante su vida útil.
Los fluidos de mecanizado de metales que se pretenden
reciclar, pueden contener una gran diversidad de
contaminantes líquidos y pastosos. La química, el tamaño
de partícula, la geometría y la concentración de estos
Manual de minimización y buenas prácticas en el sector de Mecanizado
51
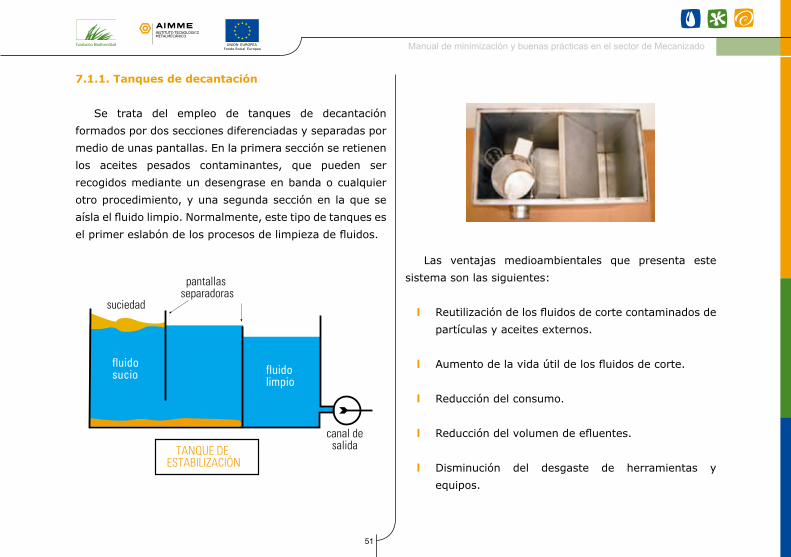
7.1.1. Tanques de decantación
Se trata del empleo de tanques de decantación
formados por dos secciones diferenciadas y separadas por
medio de unas pantallas. En la primera sección se retienen
los aceites pesados contaminantes, que pueden ser
recogidos mediante un desengrase en banda o cualquier
otro procedimiento, y una segunda sección en la que se
aísla el fluido limpio. Normalmente, este tipo de tanques es
el primer eslabón de los procesos de limpieza de fluidos.
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas y aceites externos.
l Aumento de la vida útil de los fluidos de corte.
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
Manual de minimización y buenas prácticas en el sector de Mecanizado
52
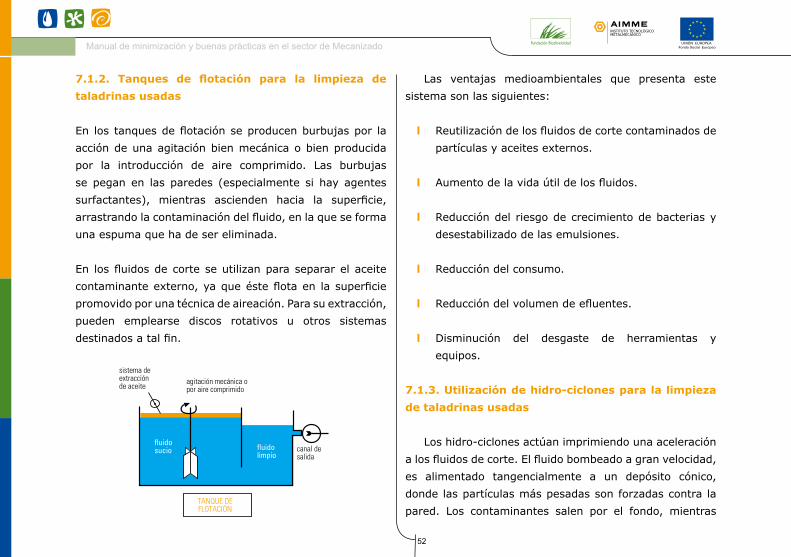
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas y aceites externos.
l Aumento de la vida útil de los fluidos.
l Reducción del riesgo de crecimiento de bacterias y
desestabilizado de las emulsiones.
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
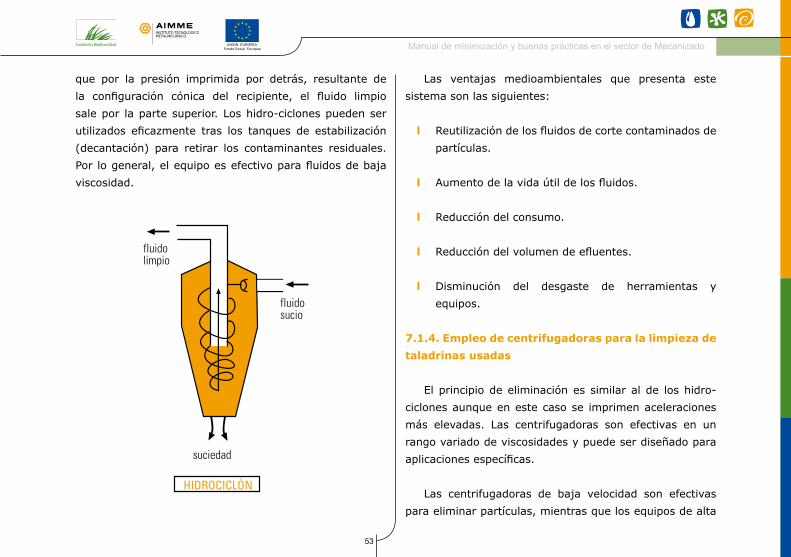
7.1.3. Utilización de hidro-ciclones para la limpieza
de taladrinas usadas
Los hidro-ciclones actúan imprimiendo una aceleración
a los fluidos de corte. El fluido bombeado a gran velocidad,
es alimentado tangencialmente a un depósito cónico,
donde las partículas más pesadas son forzadas contra la
pared. Los contaminantes salen por el fondo, mientras
7.1.2. Tanques de flotación para la limpieza de
taladrinas usadas
En los tanques de flotación se producen burbujas por la
acción de una agitación bien mecánica o bien producida
por la introducción de aire comprimido. Las burbujas
se pegan en las paredes (especialmente si hay agentes
surfactantes), mientras ascienden hacia la superficie,
arrastrando la contaminación del fluido, en la que se forma
una espuma que ha de ser eliminada.
En los fluidos de corte se utilizan para separar el aceite
contaminante externo, ya que éste flota en la superficie
promovido por una técnica de aireación. Para su extracción,
pueden emplearse discos rotativos u otros sistemas
destinados a tal fin.
Manual de minimización y buenas prácticas en el sector de Mecanizado
53
que por la presión imprimida por detrás, resultante de
la configuración cónica del recipiente, el fluido limpio
sale por la parte superior. Los hidro-ciclones pueden ser
utilizados eficazmente tras los tanques de estabilización
(decantación) para retirar los contaminantes residuales.
Por lo general, el equipo es efectivo para fluidos de baja
viscosidad.
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas.
l Aumento de la vida útil de los fluidos.
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
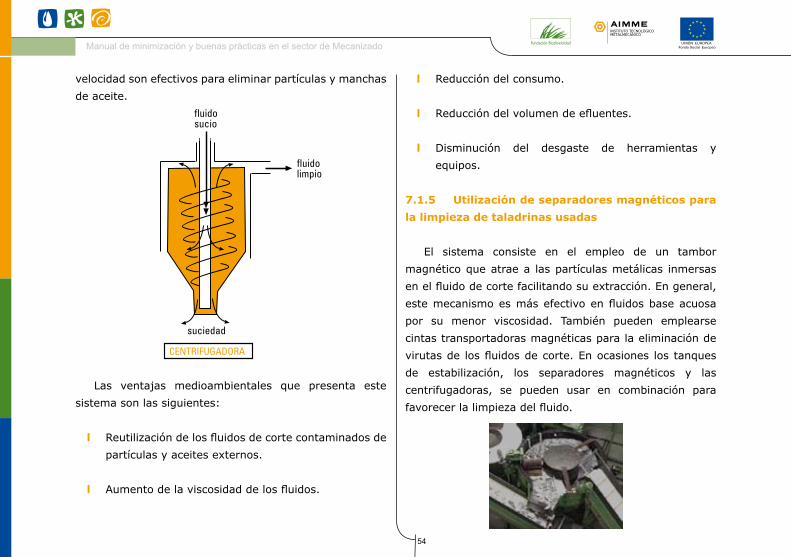
7.1.4. Empleo de centrifugadoras para la limpieza de
taladrinas usadas
El principio de eliminación es similar al de los hidro-
ciclones aunque en este caso se imprimen aceleraciones
más elevadas. Las centrifugadoras son efectivas en un
rango variado de viscosidades y puede ser diseñado para
aplicaciones específicas.
Las centrifugadoras de baja velocidad son efectivas
para eliminar partículas, mientras que los equipos de alta
Manual de minimización y buenas prácticas en el sector de Mecanizado
54
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas y aceites externos.
l Aumento de la viscosidad de los fluidos.
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
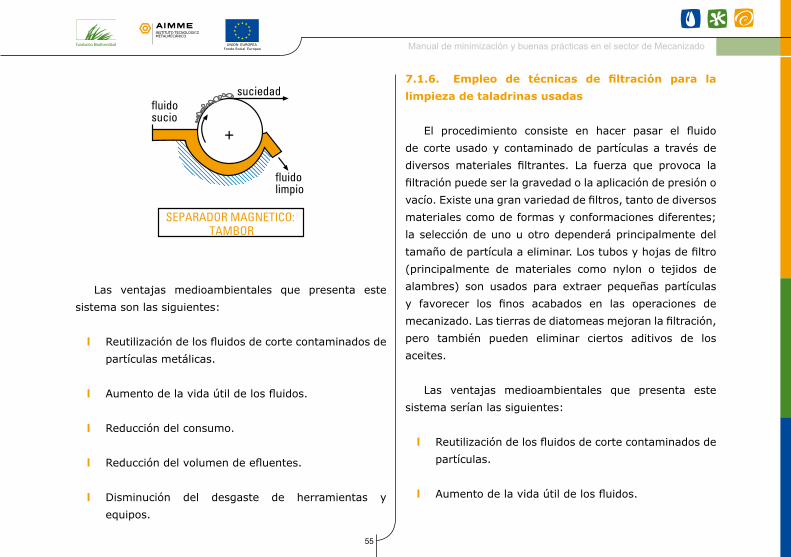
7.1.5 Utilización de separadores magnéticos para
la limpieza de taladrinas usadas
El sistema consiste en el empleo de un tambor
magnético que atrae a las partículas metálicas inmersas
en el fluido de corte facilitando su extracción. En general,
este mecanismo es más efectivo en fluidos base acuosa
por su menor viscosidad. También pueden emplearse
cintas transportadoras magnéticas para la eliminación de
virutas de los fluidos de corte. En ocasiones los tanques
de estabilización, los separadores magnéticos y las
centrifugadoras, se pueden usar en combinación para
favorecer la limpieza del fluido.
velocidad son efectivos para eliminar partículas y manchas
de aceite.
Manual de minimización y buenas prácticas en el sector de Mecanizado
55
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas metálicas.
l Aumento de la vida útil de los fluidos.
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
7.1.6. Empleo de técnicas de filtración para la
limpieza de taladrinas usadas
El procedimiento consiste en hacer pasar el fluido
de corte usado y contaminado de partículas a través de
diversos materiales filtrantes. La fuerza que provoca la
filtración puede ser la gravedad o la aplicación de presión o
vacío. Existe una gran variedad de filtros, tanto de diversos
materiales como de formas y conformaciones diferentes;
la selección de uno u otro dependerá principalmente del
tamaño de partícula a eliminar. Los tubos y hojas de filtro
(principalmente de materiales como nylon o tejidos de
alambres) son usados para extraer pequeñas partículas
y favorecer los finos acabados en las operaciones de
mecanizado. Las tierras de diatomeas mejoran la filtración,
pero también pueden eliminar ciertos aditivos de los
aceites.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Reutilización de los fluidos de corte contaminados de
partículas.
l Aumento de la vida útil de los fluidos.
Manual de minimización y buenas prácticas en el sector de Mecanizado
5�
l Reducción del consumo.
l Reducción del volumen de efluentes.
l Disminución del desgaste de herramientas y
equipos.
l Disminución de los riesgos de agresión cutánea.
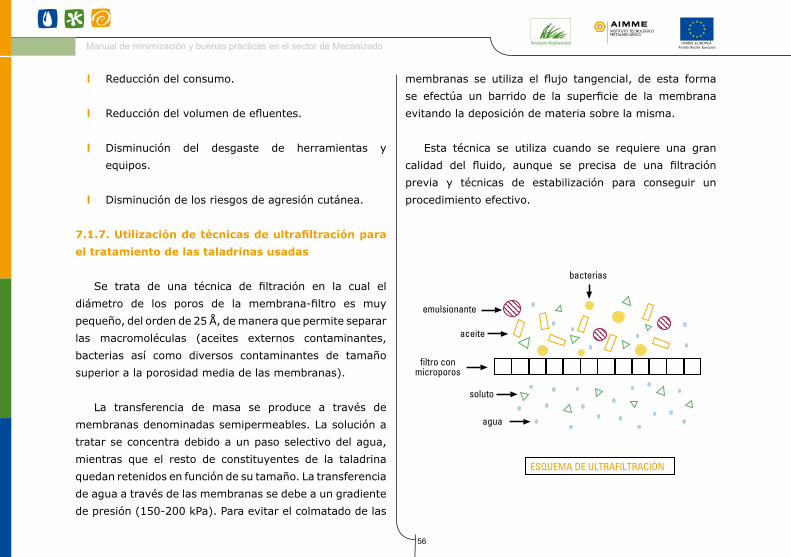
7.1.7. Utilización de técnicas de ultrafiltración para
el tratamiento de las taladrinas usadas
Se trata de una técnica de filtración en la cual el
diámetro de los poros de la membrana-filtro es muy
pequeño, del orden de 25 Å, de manera que permite separar
las macromoléculas (aceites externos contaminantes,
bacterias así como diversos contaminantes de tamaño
superior a la porosidad media de las membranas).
La transferencia de masa se produce a través de
membranas denominadas semipermeables. La solución a
tratar se concentra debido a un paso selectivo del agua,
mientras que el resto de constituyentes de la taladrina
quedan retenidos en función de su tamaño. La transferencia
de agua a través de las membranas se debe a un gradiente
de presión (150-200 kPa). Para evitar el colmatado de las
membranas se utiliza el flujo tangencial, de esta forma
se efectúa un barrido de la superficie de la membrana
evitando la deposición de materia sobre la misma.
Esta técnica se utiliza cuando se requiere una gran
calidad del fluido, aunque se precisa de una filtración
previa y técnicas de estabilización para conseguir un
procedimiento efectivo.
Manual de minimización y buenas prácticas en el sector de Mecanizado
5�
Las ventajas medioambientales que presenta este
sistema son las siguientes:
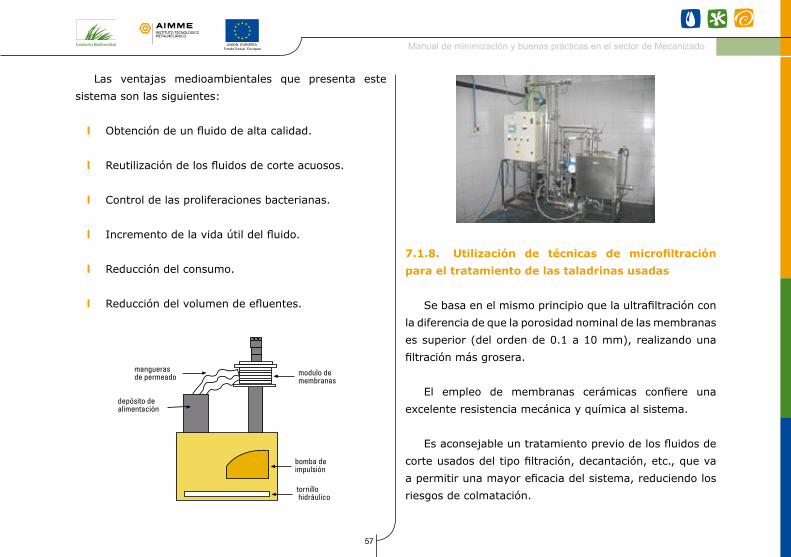
l Obtención de un fluido de alta calidad.
l Reutilización de los fluidos de corte acuosos.
l Control de las proliferaciones bacterianas.
l Incremento de la vida útil del fluido.
l Reducción del consumo.
l Reducción del volumen de efluentes.
7.1.8. Utilización de técnicas de microfiltración
para el tratamiento de las taladrinas usadas
Se basa en el mismo principio que la ultrafiltración con
la diferencia de que la porosidad nominal de las membranas
es superior (del orden de 0.1 a 10 mm), realizando una
filtración más grosera.
El empleo de membranas cerámicas confiere una
excelente resistencia mecánica y química al sistema.
Es aconsejable un tratamiento previo de los fluidos de
corte usados del tipo filtración, decantación, etc., que va
a permitir una mayor eficacia del sistema, reduciendo los
riesgos de colmatación.

Manual de minimización y buenas prácticas en el sector de Mecanizado
58
Con la técnica de microfiltración tangencial no es
posible retener las bacterias, para ello debería recurrirse
a la ultrafiltración.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Obtención de un fluido de alta calidad.
l Reutilización de los fluidos de corte acuosos.
l Incremento de la vida útil del fluido.
l Reducción del consumo.
l Reducción del volumen de efluentes.
7.1.9. Empleo de la técnica de evaporación al vacío
para el tratamiento de los fluidos de corte acuosos
agotados
Se trata de una técnica térmica que permite mediante
calefacción del fluido de corte a temperatura superior a la
de su punto de ebullición, separar parcialmente el agua
contenida en el fluido. La evaporación a baja presión o
vacío permite reducir la temperatura de ebullición y con ello
obtener un considerable ahorro en los costes energéticos.
Mediante esta técnica se consiguen dos fases, una
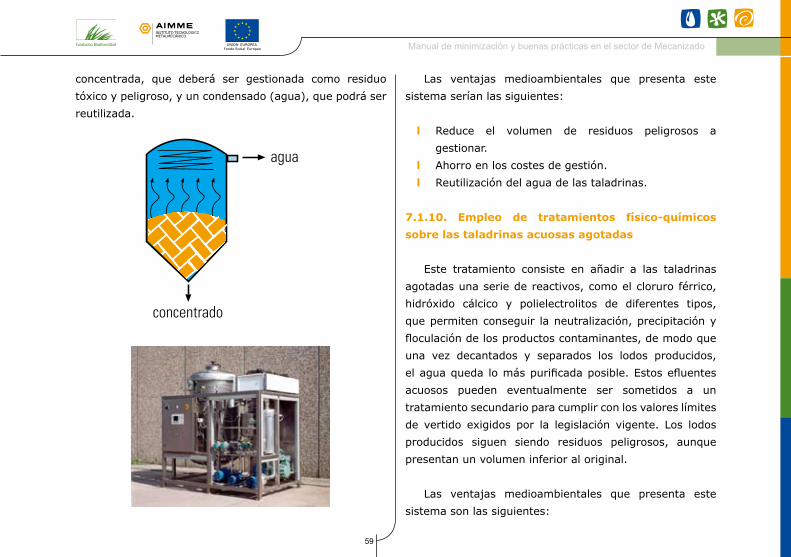
Manual de minimización y buenas prácticas en el sector de Mecanizado
59
concentrada, que deberá ser gestionada como residuo
tóxico y peligroso, y un condensado (agua), que podrá ser
reutilizada.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Reduce el volumen de residuos peligrosos a
gestionar.
l Ahorro en los costes de gestión.
l Reutilización del agua de las taladrinas.
7.1.10. Empleo de tratamientos físico-químicos
sobre las taladrinas acuosas agotadas
Este tratamiento consiste en añadir a las taladrinas
agotadas una serie de reactivos, como el cloruro férrico,
hidróxido cálcico y polielectrolitos de diferentes tipos,
que permiten conseguir la neutralización, precipitación y
floculación de los productos contaminantes, de modo que
una vez decantados y separados los lodos producidos,
el agua queda lo más purificada posible. Estos efluentes
acuosos pueden eventualmente ser sometidos a un
tratamiento secundario para cumplir con los valores límites
de vertido exigidos por la legislación vigente. Los lodos
producidos siguen siendo residuos peligrosos, aunque
presentan un volumen inferior al original.
Las ventajas medioambientales que presenta este
sistema son las siguientes:
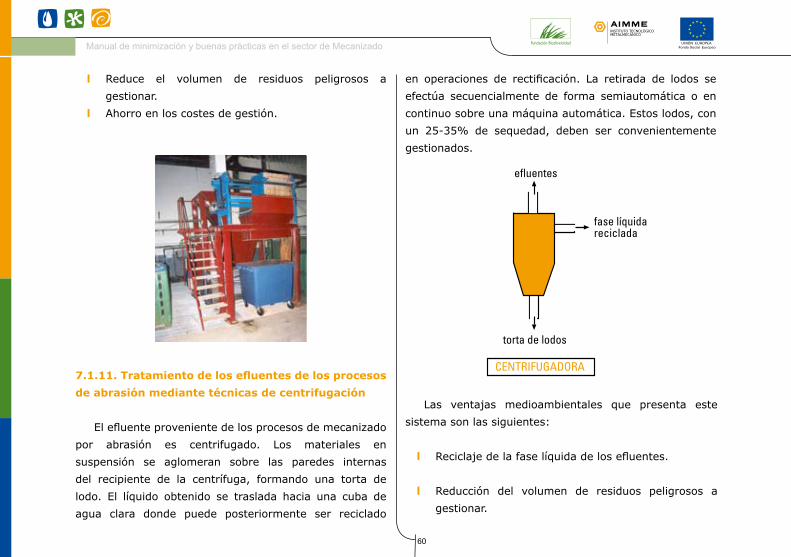
Manual de minimización y buenas prácticas en el sector de Mecanizado
�0
l Reduce el volumen de residuos peligrosos a
gestionar.
l Ahorro en los costes de gestión.
7.1.11. Tratamiento de los efluentes de los procesos
de abrasión mediante técnicas de centrifugación
El efluente proveniente de los procesos de mecanizado
por abrasión es centrifugado. Los materiales en
suspensión se aglomeran sobre las paredes internas
del recipiente de la centrífuga, formando una torta de
lodo. El líquido obtenido se traslada hacia una cuba de
agua clara donde puede posteriormente ser reciclado
en operaciones de rectificación. La retirada de lodos se
efectúa secuencialmente de forma semiautomática o en
continuo sobre una máquina automática. Estos lodos, con
un 25-35% de sequedad, deben ser convenientemente
gestionados.
Las ventajas medioambientales que presenta este
sistema son las siguientes:
l Reciclaje de la fase líquida de los efluentes.
l Reducción del volumen de residuos peligrosos a
gestionar.
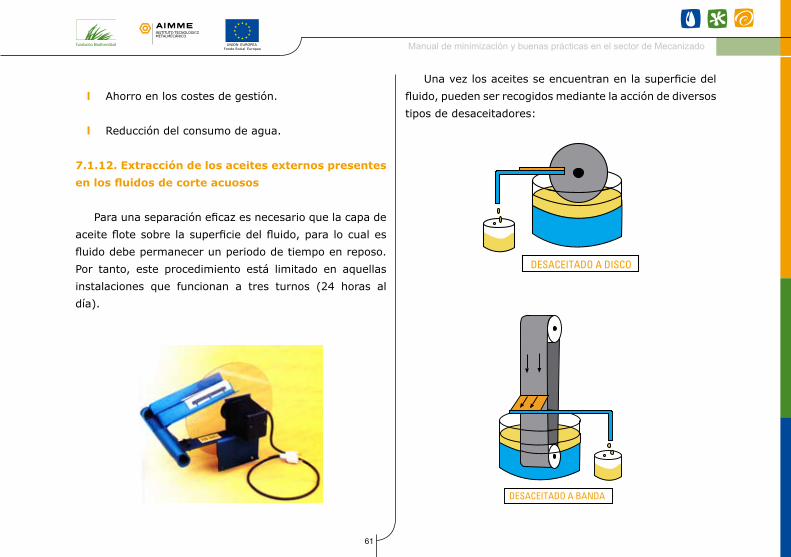
Manual de minimización y buenas prácticas en el sector de Mecanizado
�1
l Ahorro en los costes de gestión.
l Reducción del consumo de agua.
7.1.12. Extracción de los aceites externos presentes
en los fluidos de corte acuosos
Para una separación eficaz es necesario que la capa de
aceite flote sobre la superficie del fluido, para lo cual es
fluido debe permanecer un periodo de tiempo en reposo.
Por tanto, este procedimiento está limitado en aquellas
instalaciones que funcionan a tres turnos (24 horas al
día).
Una vez los aceites se encuentran en la superficie del
fluido, pueden ser recogidos mediante la acción de diversos
tipos de desaceitadores:
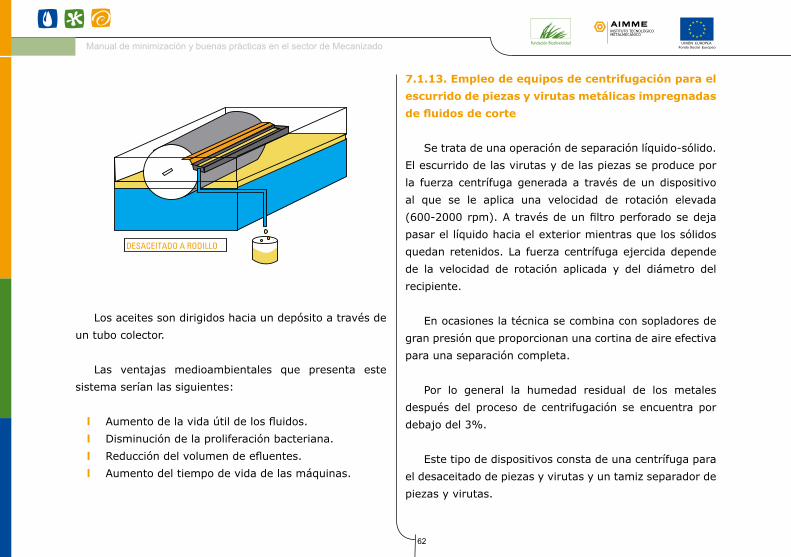
Manual de minimización y buenas prácticas en el sector de Mecanizado
�2
Los aceites son dirigidos hacia un depósito a través de
un tubo colector.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Aumento de la vida útil de los fluidos.
l Disminución de la proliferación bacteriana.
l Reducción del volumen de efluentes.
l Aumento del tiempo de vida de las máquinas.
7.1.13. Empleo de equipos de centrifugación para el
escurrido de piezas y virutas metálicas impregnadas
de fluidos de corte
Se trata de una operación de separación líquido-sólido.
El escurrido de las virutas y de las piezas se produce por
la fuerza centrífuga generada a través de un dispositivo
al que se le aplica una velocidad de rotación elevada
(600-2000 rpm). A través de un filtro perforado se deja
pasar el líquido hacia el exterior mientras que los sólidos
quedan retenidos. La fuerza centrífuga ejercida depende
de la velocidad de rotación aplicada y del diámetro del
recipiente.
En ocasiones la técnica se combina con sopladores de
gran presión que proporcionan una cortina de aire efectiva
para una separación completa.
Por lo general la humedad residual de los metales
después del proceso de centrifugación se encuentra por
debajo del 3%.
Este tipo de dispositivos consta de una centrífuga para
el desaceitado de piezas y virutas y un tamiz separador de
piezas y virutas.

Manual de minimización y buenas prácticas en el sector de Mecanizado
�3
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Recuperación de los fluidos de corte retenidos en las
virutas metálicas.
l Obtención de un fluido reutilizable.
l Mejora en la valorización de las virutas metálicas.
l Reducción de la contaminación en las zonas de
almacén.
7.1.14. Empleo de briqueteadoras para recuperar los
fluidos de corte retenidos en las virutas metálicas
Las máquinas briqueteadoras tienen la función de
compactar las virutas metálicas procedentes de las
diferentes operaciones de corte de metales.
Estas máquinas se alimentan de viruta metálica,
normalmente impregnadas de fluidos de corte, y obtienen
en su salida el material compactado (briquetas) por un
lado y las taladrinas filtradas por otro, estas últimas
acondicionadas para ser directamente reutilizadas.
Los residuos metálicos compactados, que ocupan un
espacio mucho más reducido, se convierten en materiales

Manual de minimización y buenas prácticas en el sector de Mecanizado
�4
de segunda calidad revalorizables y reutilizables por
fusión. Los materiales tóxicos logran disminuir su volumen
y se convierten en escoria vitrificada.
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Reducción del volumen de residuos y de sus costes
de almacenamiento y transporte.
l Recuperación de fluidos de corte retenidos en las
virutas metálicas para su reutilización.
l Valorización del material briqueteado.
l Reducción de la contaminación en las zonas de
almacén.
7.1.15. Empleo de equipos de centrifugación para la
separación de piezas y virutas de mecanizado
En determinados procesos de mecanizado es habitual
encontrarnos tras la operación piezas con restos de virutas
y recortes metálicos, lo cual va en detrimento de la calidad
del producto acabado y además supone una pérdida de
material considerable.
Para evitar esta situación se puede proceder al empleo
de equipos de centrifugación, los cuales separan las virutas
metálicas de las piezas mecanizadas.
Ambas son introducidas a través de una tolva de
alimentación en un tambor rotativo perforado y accionado
mediante un motor y que con su efecto de criba favorece
la separación. Por último, las piezas son recogidas por una
salida de la máquina distinta a la de las virutas.
Manual de minimización y buenas prácticas en el sector de Mecanizado
�5
Las ventajas medioambientales que presenta este
sistema serían las siguientes:
l Recuperación de virutas metálicas valorizables.
l Aumento de la calidad del producto servido.
7.2. TÉCNICAS DE RECICLAJE EXTERNO
Este conjunto de técnicas poseen un nexo en común,
que consiste en la etapa inicial consistente en la retirada
del residuo por una empresa externa. A continuación,
dependiendo del residuo que se trate será procesado:
l Como materia prima o segunda materia si el residuo
resulta útil para el proceso de otra empresa.
l O bien, se paga a un gestor de residuos para que lo
retire y lo trate o regenere en sus instalaciones.
7.2.1. Tratamiento físico-químico para el tratamiento
de fluidos de corte
El tratamiento tiene la finalidad de separar la fase
acuosa y la orgánica de los fluidos de corte del tipo
emulsión acuosa.
Se trata de neutralizar el efecto de los emulsionantes,
cuya función principal es la estabilización de las emulsiones
en agua, separando los productos que las forman; de un
lado el aceite, los emulsionantes y los aditivos solubles en
el aceite, y de otro lado la fase acuosa con el mínimo de
carga orgánica.
Para romper el equilibrio entre las fases se utilizan
ácidos o sales, o se hace pasar la mezcla a través de
una membrana de ultrafiltración, quedando las partículas
de aceite en emulsión retenidas y concentradas en un
depósito.
El fluido precisa de una previa filtración para eliminar
las partículas de mayor tamaño así como una decantación
con el objeto de favorecer la separación de los aceites por
gravedad.
7.2.2. Evapo-incineración.
Se trata de una técnica que trata de segregar la
fase orgánica contenida en un fluido de corte acuoso en
aquellos casos en los que un tratamiento físico-químico o
por ultrafiltración es inadecuado.

Manual de minimización y buenas prácticas en el sector de Mecanizado
��
El principio de funcionamiento se basa en la diferencia
en la temperatura de ebullición entre el agua y el resto
de los compuestos de la mezcla. La mezcla se lleva a la
temperatura de evaporación del agua, la que se extrae
en forma de vapor. Los aceites y el resto de compuestos
orgánicos son concentrados para después ser incinerados
en la misma instalación. En ocasiones, el vapor de agua es
tratado para reducir su carga orgánica.
7.2.3. Incineración de residuos halogenados
Se trata de una técnica para destruir los compuestos
halogenados (principalmente cloro) por combustión,
teniendo en cuenta el desprendimiento de cloro y de ácido
clorhídrico en los humos.
Mediante la incineración se produce la oxidación de
las materias orgánicas contenidas en los efluentes y las
transforma en gas carbónico y en agua.
Es conveniente el mantenimiento de temperaturas
altas (alrededor de 1200ºC) para asegurar la eliminación
total de los compuestos que contienen cloro. En ocasiones
se realiza una post-combustión de los gases y humos que
son tratados habitualmente por vía húmeda (captación y
neutralización) para evitar posibles emisiones de ácido
clorhídrico.
7.2.4. Incineración en una cementera
El hecho de emplear este tipo de hornos es la posibilidad
de alcanzar elevadas temperaturas (>1400ºC) durante un
tiempo de exposición importante (alrededor de una hora)
con la finalidad de destruir los residuos.
Esta destrucción consiste en transformar las materias
orgánicas contenidas en los residuos en gas carbónico
y en agua para recuperar su valor energético y destruir
térmicamente las moléculas tóxicas.
Cuando el residuo es un líquido suele ser inyectado
sólo o en mezcla como carburante; si es un residuo sólido
o pastoso, éste es mezclado y triturado con el mineral.
7.2.5. Valorización de metales
Los residuos metálicos son clasificados en dos grupos
principales para su valorización:
l Restos de metales férreos.
l Restos de metales no férreos.

Manual de minimización y buenas prácticas en el sector de Mecanizado
��
Los metales férreos son reciclados en las fábricas de
acero, dentro del proceso productivo. Las temperaturas
alcanzadas en estos hornos suelen rondar los 1600ºC.
Los metales, según su origen, pueden contener diversas
impurezas, que son destruidas por las altas temperaturas,
generando llamaradas y humos. Ciertos metales contenidos
como el zinc o el plomo son particularmente gasificables y
retenidos en los filtros de humos. El cobre, níquel, cromo
y molibdeno no son eliminados en la fusión y retornan al
acero elaborado. Otros elementos como el aluminio o el
silicio son oxidados y aparecen en la escoria.
Los restos de metales no férreos siguen técnicas
específicas de tratamiento. Se realiza una selección de los
residuos antes de su trituración, para proceder a su fusión
y afinamiento por electrólisis.
Los residuos fundidos y afinados (eliminación de
impurezas, separación de óxidos, etc.). son denominados
de segunda fusión.
7.2.6. Incineración
Se trata de una técnica cuya finalidad es tratar los
residuos por combustión en un horno donde los humos
son depurados para evitar la contaminación del aire y
donde generalmente la energía disipada por el incinerador
es recuperada para la producción de vapor. Se pueden
tratar residuos líquidos, pastosos o sólidos, los cuales son
incinerados en los hornos oxidando las materias orgánicas,
transformando los metales en óxidos y evaporando el agua
contenida.
En ocasiones se efectúa una post-combustión de los
gases residuales, siendo los humos tratados por filtros vía
seca y/o húmeda
7.2.7. Valorización de embalajes
Para la valorización de embalajes es necesario una
identificación y clasificación previa de los residuos, ya que
cada uno de ellos sigue una técnica distinta de tratamiento.
Los principales grupos son:
l Papel y cartón
l Plástico
l Metales
l Vidrio
l Cajas y palets de madera
En los embalajes de papel y cartón es posible dos tipos
de valorización, por una parte la recuperación del material
Manual de minimización y buenas prácticas en el sector de Mecanizado
�8
mediante su trituración y mezcla con agua formando una
pasta que a través de diversos tratamientos adquiere
las características requeridas, y por otra, recuperación
energética, derivada de su elevado poder calorífico. Esta
última técnica suele utilizarse para embalajes sucios.
Los embalajes de plástico los encontramos en forma de
bidones o contenedores y fundas de plástico. Los primeros
son reciclados cuando están limpios y son de tamaño
elevado (normalmente >30L), siendo los pequeños.
incinerados para recuperar su importante poder calorífico.
Las fundas plásticas son lavadas, trituradas y micronizadas
para obtener granulados reutilizables en las industrias de
transformación.
Respecto a los embalajes metálicos, que son
principalmente contenedores, pueden ser reacondicionados
mediante limpieza y eliminación de los agentes tóxicos
(se utiliza frecuentemente la destilación). En caso de que
estén degradados y no sea posible eliminar los productos
contenidos, suelen ser incinerados antes de valorizarlos
como metales.
En cuanto a los envases de vidrio se suele aplicar
la técnica de valorización del vidrio tras su limpieza y
eliminación de los agentes tóxicos.
Las cajas y palets de madera suelen ser revendidas
cuando están en buen estado, siendo reconstruidas cuando
están poco dañadas y destruidas (en forma de chapas de
madera) cuando es posible su reconstrucción.
7.2.8. Regeneración
Mediante un proceso de destilación y purificación previa,
se recupera la base hidrocarburada siendo posible su
utilización en la formulación de otros productos. Su
principal limitación está asociada al uso de ácidos y bases
durante el proceso y a la reactividad de los hidrocarburos
sintéticos y oxigenados a este tipo de productos.
7.2.9. Centro de almacenamiento
Sólo serán admitidos en los centros de almacenamiento
los desechos últimos, es decir, aquellos que no son
susceptibles de tratamiento en las condiciones técnicas
y económicas actuales, tras la extracción de su parte
valorizable o reducción de su característica contaminante
o peligrosa. Existen diferentes centros de almacenamiento
en función del tipo de residuo. Sólo serán admitidos en
cada uno de estos centros aquellos desechos últimos
Manual de minimización y buenas prácticas en el sector de Mecanizado
�9
estabilizados que cumplan con las características de
aceptación fijadas por la reglamentación, entendiendo
por estabilización el proceso de mejorar las características
mecánicas del desecho y de reducir la permeabilidad
y la fracción lixiviante. Estos centros aseguran la no
contaminación del lugar.

Manual de minimización y buenas prácticas en el sector de Mecanizado
81. “Guide des Technologies progres et des filieres de traitement des dechets.
Industries mecaniques” Publications CETIM (Centre Technique des Industries
Mecaniques).1995.
2. “Manual de minimización en galvanotecnia”. Vicente Rocatí Rufes, Jesús
Ribera Ferrando, Francisco Bosch Mossí. AIMME (Instituto Tecnológico
Metalmecánico).
3. “Estrategias de buenas prácticas en aplicaciones de minimización en
tratamientos mecánicos previos a recubrimientos”. Vicente Rocatí Rufes,
Pedro Tomás Luján García Ana Mª Hurtado Ruiz. AIMME (Instituto Tecnológico
Metalmecánico). 1999.
4. “Manual de Prevención de la Contaminación Industrial. Harry M. Freeman.
Capítulo 28. Equipos de proceso para limpieza y desengrase.
5. “Presencia de contaminantes químicos en diferentes industriales”. José
Mª Ramos Caro. Revista bip (Publicación Institucional de Ibermutuamur).
Septiembre 1999. pág 39-49.
6. “Riesgos medioambientales de los aceites industriales”. http://www.
euskasnet.net /depuroilsa/Riesgosmedioambiente.html (20/11/2006)
Bibliografía

Manual de minimización y buenas prácticas en el sector de Mecanizado
�2
7. “Fluidos de corte: criterios de control de riesgos
higiénicos”. NTP 317. Instituto Nacional de Seguridad e
Higiene en el Trabajo. Ministerio de Trabajo y Asuntos
Sociales. http://www. mtas.es/insht/ntp/ntp_317.htm
(12/9/2006)
8. “Manual sobre la prevención de la contaminación
en el subsector del mecanizado del metal” Centro de
Actividad Regional para la Producción Limpia (CAR/PL).
http://www.gencat.net/mediamb/cprac/pdf/estudis/
sectorials/metall_cast.pdf (11/9/06)
9. “Guía para el control y prevención de la contaminación
industrial: recuperación de solventes”. Comisión
Nacional del medio Ambiente. Chile. 1999.
10. “Libro blanco para la minimización de residuos y
emisiones. Mecanizado del metal”. 1999.
http://ihobe.es (12/9/2006)
11. “Taladrinas agotadas: un residuos a reducir”. 1997.
http://ihobe.es (12/9/2006)
12. “Reducción de costes mediante una gestión eficaz
de las virutas”. 2002. http://ihobe.es (12/9/2006)
13. “Prevención y Control Integrado de la Contaminación:
Documento de referencia sobre las Mejores Tecnologías
Disponibles en la industria de procesado de metales
férreos”. COMISIÓN EUROPEA. DIRECCIÓN GENERAL
CIC (CENTRO DE INVESTIGACIÓN CONJUNTA). Instituto
de Estudios Tecnológicos. Tecnologías para Desarrollo
Sostenible. Oficina Europea de IPPC. Diciembre 2001.
14. “Prevención y Control Integrado de la Contaminación:
Documento de referencia sobre las Mejores Tecnologías
Disponibles en la industria de procesado de metales no
férreos”. COMISIÓN EUROPEA. DIRECCIÓN GENERAL
CIC (CENTRO DE INVESTIGACIÓN CONJUNTA). Instituto
de Estudios Tecnológicos. Tecnologías para Desarrollo
Sostenible. Oficina Europea de IPPC. Diciembre 2001.
15. “Waste Minimization in Metals Parts Cleaning”.
ENVIRONMENTAL PROTECTION AGENCY (EPA)/
SEDESOL (Grupo de trabajo sobre la prevención de
la contaminación). Mayo 1993. http://www.epa.org
(11/9/2006)
16. “La minimización de residuos en la industria de
acabado de metales”. ENVIRONMENTAL PROTECTION
AGENCY (EPA)/SEDESOL (Grupo de trabajo sobre la
prevención de la contaminación). Mayo 1993. http://
Manual de minimización y buenas prácticas en el sector de Mecanizado
�3
www.epa.org (12/9/2006)
17. “Las buenas prácticas medioambientales en la
industria metalmecánica”. Consellería de de Medi
Ambient de la Generalitat Valenciana y Consejo de
Cámaras de la Comunidad Valenciana.2000.
18. “Manuales de buenas prácticas ambientales:
Soldadura”. Departamento de Medio Ambiente,
Ordenación del Territorio y Vivienda, Servicio Navarro
de Empleo.
19. “Disolventes orgánicos”. Revista Daphnia Boletín
Informativo sobre la Prevención de la Contaminación
y la Producción Limpia. Departamento Confederal de
Medio Ambiente de CC.OO.
20. “Recensement des nouvelles techniques de
dépoussiérage: nouveaux procédés et nouveaux
média filtrants”. François Battistoni, Alain Ginestet.
CETIAT (Centre Technique des Industries Aérauliques
et Thermiques). Julio 2003.
21. “ENVIROWISE PROGRAMME (Practical
Environmental Advice for Business). ENVIROWISE
MEDIA INFORMATION WEBSITE. http://www.
envirowise.gov.uk (12/9/2006)
22. Manual Media. Minimización Económica del Impacto
Ambiental en la Industria. Ministerio de Industria,
Comercio y Turismo. Euroenviron Eureka. 1993.
23. Manual de Minimización de Residuos y Emisiones
Industriales. Institut Cerdà. 1992.
24. Manual de Minimización de Residuos y Emisiones
Industriales para las Industrias Transformadoras de los
Metales del Sector Metal.
Gobierno de Aragón. Departamento de Agricultura y
Medio Ambiente.
25. Pollution Prevention Technology Handbook Robert
Noyes. Noyes Publications. 1993.
26. Pollution Prevention Handbook. Thomas E. Higgins.
Lewis Publishers. 1995.

Manual de minimización y buenas prácticas en el sector de Mecanizado
�4

Manual de minimización y buenas prácticas en el sector de Mecanizado
�5