







Idiomas
Páginas
Jurídico


“ANÁLISIS COMPARATIVO DE SOPORTES TIPO IPR PARA
RECIPIENTES SUJETOS A PRESIÓN”
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y
ELÉCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
QUE PARA OBTENER EL TITULO DE
INGENIERO MECÁNICO
PRESENTA:
RUTILO ANTONIO SANTANA RAMÍREZ
DIRECTOR DE TESIS: M. en C. JUAN JOSE MARTÍNEZ COSGALLA
NOVIEMBRE DEL 2009
TESIS

2
AGRADECIMIENTOS
A mi Madre: Por su eterno apoyo durante el desarrollo de mi vida ser mi cómplice eterna el la
realización de mis sueños.
A mi Padre: Por sus enseñanzas y consejos a lo largo de mi camino.
A mis hermanos: Brenda, Adriana, Alejandra, Álvaro por el placer de compartir nuestras
vivencias, nuestros enojos alegrías, su apoyo y su amor.
A mi Asesor de Tesis: Agradezco a usted por ser la linterna que ha alumbrado esta etapa de mi
camino, por su paciencia y apoyo para conmigo así como se certera instrucción.
Amigos: Por impulsarme a vivir mis sueños, y alentarme en todo momentos gracias!

3
INDICE GENERAL
Pp.
INTRODUCCIÓN
OBJETIVOS
CAPITULO 1
Recipientes a Presión.
Marco Teórico ………………………………………………………………………………...............................................8
Tipos de recipientes…………………………………………………………………………………………………………9
¿Qué es un Recipiente a Presión?......................................................................................................................13
Breve Historia de los Recipientes sujetos a presión...……………………………………………………….14
Características de los Recipientes a Presión…………………………………………………………………….15
CAPITULO 2
Tipos de Soportes.
Tipos de Soportes para Recipientes………………………………………………………………….....19
Soportes de Silleta……………………………………………………………………………………………...22
Soportes de Anillo……………………………………………………………………………………………...24
Soportes Combinados………………………………………………………………………………………...25
1. Orejetas y Piernas.
2. Anillos y Piernas.
3. Faldón y Piernas.
4. Faldón y Viga Circular.
Diseño de Soportes para Recipientes Verticales…………………………………………………..26
4
CAPITULO 3
Memoria de Cálculo.
Datos de diseño y cálculo del recipiente sujeto a presión………………………………………………...29
Diseño de apoyos tipo columna………………………………………………………………………………………35
Determinación de La Carga por Sismo…………………………………………………………………………….40
Diseño del Perfil de las Columnas…………………………………………………………………………………...43
Cálculo del área de base requerida………………………………………………………………………………….45
CAPITULO 4
Análisis por Elemento Finito
¿Qué es análisis por Método Finito?................................................................................................................ 48
Desarrollo de Análisis…………………………………………………………………………………………………….49
Modelo del elemento Finito…………………………………………………………………………………………….55
Resultados……………………………………………………………………………………………………………………..56
Tabla Comparativa…………………………………………………………………………………………………………57
Conclusión General………………………………………………………………………………………………………...58
Bibliografía………………………….…………………………………………………………………………………….59
5
INTRODUCCIÓN
En el proceso de desarrollo e innovación que han sufrido los equipos sujetos a presión a
través de los años, así como de la mejora de los accesorios que los componen, se deben
considerar varias partes que lo constituyen, en esta tesis nos enfocamos al diseño y cálculos
de soportes, de los cuales existen una variedad con base en los requerimientos de colocación
y condiciones de ambiente al que sean sometidos, ya sea, con fines de almacenamiento o de
proceso de fluidos.
El concepto en el que se basa esta tesis, es en la comprensión, y análisis teórico con pasos y
fórmulas bien definidas así como, el análisis por el método del elemento finito de los soportes
tipo viga I Perfil Rectangular (IPR) en los que se monta el equipo sujeto a presión en posición
vertical.
El interés por investigar este tema, surge por mi experiencia laboral, en la cual participé en la
construcción de un sistema donde intervenían varios recipientes a presión, se diseñaron varios
de ellos con soportes del tipo IPR y me interesó buscar más información acerca de los
mismos. Al realizar la búsqueda me percate que, la mayoría de los constructores nacionales
en este rubro se apegan simplemente a lo establecido en manuales de diseño de recipientes a
presión y existe información deficiente acerca de la resolución con soportes del tipo columna
aplicados a los mismos, por lo tanto, resulta interesante profundizar en el tema y proporcionar
una solución mediante el análisis de ese tipo de pierna por dos métodos así como datos en
español que aportan al entendimiento del tema, extraídos de algunos libros de lengua inglesa
especializados en diseño de recipientes.
Esta tesis se conforma de 4 capítulos de los cuáles en el capítulo 1 se aborda el significado
del recipiente a presión y sus generalidades, ya que son imprescindibles para tener un mejor
entendimiento y desenvolvimiento sobre el tema a tratar. También se consideran y definen los
tipos de soportes para recipientes sujetos a presión más conocidos los cuáles formarán parte
del capítulo 2.
En el capítulo 3 se expone mediante datos definidos de condiciones de trabajo y clima el caso
de un recipiente de proceso con dichos soportes el cuál fue importado de Canadá junto con
otro número importante de similares y que actualmente se está operando en la planta
Carboeléctrica de ubicada en Petacalco, Guerrero México.
Posteriormente en el capítulo 4 se da una breve explicación de significados y procedimientos
para el análisis y aplicación por método del elemento finito, mediante el uso de un programa
de simulación por computadora ANSYS, el cuál nos brinda gran apoyo para conocer el
comportamiento de columnas como lo pueden ser los esfuerzos de pandeos y las propiedades
de las mismos. Estos resultados se ven reflejados en la viabilidad de construcción de los
soportes de columna de los recipientes sujetos a presión.
1.1 OBJETIVO
6
1.2 Objetivo General:
Desarrollar un análisis mecánico de soportes tipo viga IPR mediante el método analítico
basado en la resistencia de materiales, así como el uso del software ANSYS para someterlo a
un análisis por método del elemento finito.
1.2.2 Objetivo específico:
Realizar un análisis por medio analítico y por el elemento finito, con esto lograr una
comparación de resultados.
Establecer un proceso de cálculo para soportes del tipo columna de recipientes sujetos a
presión.
Demostrar mediante el uso del método del elemento finito, el esfuerzo y pandeo a los que se
somete la pieza así como sus resultados.
7
Capitulo 1
Tipos de Recipientes

8
MARCO TEÓRICO
La ingeniería química se define como “…la aplicación de los principios de las ciencias físicas,
junto con los principios de economía y relaciones humanas, a campos que atañen en forma
directa a los procesos y equipo de proceso en los cuales se trata la materia con el fin de
modificar su estado, contenido de energía o composición…”. Esta vaga definición es
intencionalmente tan amplia e indefinida como el campo al que se refiere. Es quizá, una
definición tan satisfactoria como la que puede dar cualquier ingeniero químico en ejercicio de
su profesión. Debe observarse el énfasis que se pone en los procesos y el equipo de proceso.
El trabajo de muchos ingenieros químicos debería ser llamado ingeniería de procesos.
El proceso puede ser cualquier conjunto de etapas que impliquen modificaciones de la
composición química o ciertos cambios en el material que se va a preparar, procesar, separar
o purificar. El trabajo de muchos ingenieros químicos involucra la selección de las etapas
adecuadas en el orden apropiado para formular un proceso capaz de conducir a la elaboración
de un producto químico, una separación o una purificación. Ya que cada una de las etapas
que constituyen un proceso se encuentra sujeta a variaciones, el ingeniero de proceso debe
especificar también las condiciones exactas bajo las cuales debe llevarse a cabo cada etapa.
A medida que el proceso avanza y debe diseñarse el equipo, el trabajo del ingeniero químico
se complementa con el del ingeniero mecánico y el del ingeniero civil. La transferencia de la
responsabilidad principal del ingeniero de proceso al ingeniero mecánico, puede llevarse a
cabo en forma satisfactoria en diversas etapas del diseño, de tal forma que resulta imposible
definir un punto fijo en el cual termina la responsabilidad del ingeniero químico y comienza la
etapa en la que el ingeniero mecánico es el responsable del equipo. Cuando el proceso
avanza para transformarse en una planta y el trabajo se complementa con el de los
diseñadores mecánicos, la ciencia de la mecánica comienza a cobrar mayor importancia. El
ingeniero químico que se especializa en equipo, debe tener un amplio conocimiento de la
mecánica de materiales.
La ingeniería química involucra la aplicación de ciencias a los procesos industriales los cuales
son en principio los relacionados con la conversión de un material dentro de otro por formas
físicas o químicas. Esos procesos requieren el manejo y almacenamiento de grandes
cantidades de materiales en contenedores de una variedad de construcciones, dependiendo
sobre todo del estado existente del material, sus propiedades físicas y químicas, y las
operaciones requeridas para su desarrollo. Para el manejo de algunos líquidos y gases se
utiliza un contenedor, o “recipiente a presión”. Los recipientes a presión son la parte básica de
la mayoría de los equipos de proceso. La mayoría de las unidades de los equipos de proceso
se pueden considerar como recipientes a presión con diversas modificaciones necesarias para
hacer útil la unidad en el adecuado desarrollo de las funciones requeridas. Por ejemplo, un
autoclave se puede considerar como un recipiente sujeto a alta presión con agitación y fuente
de calor; una columna de destilación o absorción se puede considerar como un recipiente que
contiene una serie de contactores de vapor-líquido; un intercambiador de calor se puede
considerar como un recipiente capaz de transferir calor a través de las paredes de tubos; y un
evaporador se puede considerar como un recipiente que es un intercambiador de calor en
combinación con un espacio separador de vapor.
9
Con relación a la naturaleza de la aplicación de un recipiente, usualmente se consideran un
número de factores en el diseño de la unidad. La consideración más importante
frecuentemente es la selección del tipo de recipiente que desarrolle el servicio requerido de la
forma más satisfactoria. En el desarrollo del diseño se deben considerar un número de otros
criterios, tales como las propiedades del material utilizado, los esfuerzos inducidos, la
estabilidad elástica y la apariencia estética de la unidad. También es importante el costo de
fabricación del recipiente en relación al servicio y vida útil.
Tipos de recipientes
Existen numerosos tipos de recipientes que se utilizan en las plantas industriales o
de procesos. Algunos de estos tienen la finalidad de almacenar sustancias que se dirigen o
convergen de algún proceso, este tipo de recipientes son llamados en general tanques
Generalmente el primer paso en el diseño de cualquier recipiente es la selección del tipo más
apropiado para el servicio particular en cuestión. Los principales factores que influyen en esta
selección son: la función y localización del recipiente, la naturaleza del fluido, la temperatura y
presión de operación, y el volumen necesario a almacenar o la capacidad para procesar.
Se pueden clasificar de acuerdo al servicio que presten, la temperatura y presión de servicio,
los materiales de construcción o la geometría del recipiente.
Por su diseño:
La mayoría de los recipientes son cilíndricos en su forma y son diseñados utilizando la teoría
de la membrana cilíndrica. Hay varios requerimientos prácticos, tales como la necesidad de
terminales cerradas, orificios de entrada y salida y accesorios.
Pueden ser cilíndricos o esféricos. Son horizontales o verticales y pueden tener en algunos
casos, chaquetas para incrementar o decrecer la temperatura de los fluidos según sea el caso.
Los esféricos se utilizan generalmente como tanques de almacenamiento, y se recomiendan
para almacenar grandes volúmenes esféricos a altas presiones. Puesto que la forma esférica
es la forma natural que toman los cuerpos al ser sometidos a presión interna esta sería la
forma más económica para almacenar fluidos a presión sin embargo en la fabricación de estos
es mucho más cara a comparación de los recipientes cilíndricos.
Indicaremos algunas de las generalidades en el uso de los tipos más comunes de recipientes:
Tanques abiertos
Tanques cilíndricos verticales con fondo plano
Recipientes cilíndricos verticales y horizontales con cabezas preformadas
Tanques esféricos o esféricos modificados

10
Tanques Abiertos
Los recipientes abiertos son comúnmente utilizados como tanque igualador o de oscilación
como tinas para dosificar operaciones donde los materiales pueden ser decantados como:
desecadores, reactores químicos, depósitos, etc.
Obviamente este tipo de recipiente es más que el recipiente cerrado de una misma capacidad
y construcción. La decisión de que un recipiente abierto o cerrado es usado dependerá del
fluido a ser manejado y de la operación. Estos recipientes son fabricados de acero,
cartón, concreto…. Sin embargo en los procesos industriales son construidos de acero por su
bajo costo inicial y fácil fabricación.
Tanques Cerrados
Fluidos combustibles o tóxicos o gases finos deben ser almacenados en recipientes cerrados.
Sustancias químicas peligrosas, tales como ácidos o sosa cáustica son menos peligrosas si
son almacenadas en recipientes cerrados.
Tanques Cilíndricos de Fondo Plano
El diseño en el tanque cilíndrico vertical operando a la presión atmosférica, es el tanque
cilíndrico con un techo cónico y un fondo plano descansando directamente en una cimentación
compuesta de arena, grava o piedra triturada. En los casos donde se desea usar
una alimentación de gravedad, el tanque es levantado arriba del terreno y el fondo plano debe
ser incorporado por columnas y vigas de acero.
Recipientes Cilíndricos Horizontales y Verticales con Cabezas Preformadas
Son usados cuando la presión de vapor del líquido manejado puede determinar un diseño
más resistente. Varios códigos han sido desarrollados o por medio de los esfuerzos del API1 y
el ASME2 para gobernar el diseño de tales recipientes. Una gran variedad de cabezas
formadas son usadas para cerrar los extremos de los recipientes cilíndricos. Las cabezas
formadas incluyen la semiesférica, elíptica, toriesférica, cabeza estándar común y toricoidal.
Para propósitos especiales de placas planas son usadas para cerrar un recipiente abierto. Sin
embargo las cabezas planas son raramente usadas en recipientes grandes.
Recipientes Esféricos ó Esféricos Modificados
El almacenamiento de grandes volúmenes bajo presiones materiales es normalmente de los
recipientes esféricos. Las capacidades y presiones utilizadas varían grandemente. Para los
recipientes mayores el rango de capacidad es de 1000 hasta 25000 Psi (70.31 - 1757.75
Kg/cm²).
1 American Petroleum Institute (por sus siglas en inglés API).
2 American Society of Mechanicals Engineers (por sus siglas en ingles).

11
Los recipientes en cada una de estas clasificaciones son generalmente utilizados como
recipientes de almacenamiento y como recipientes de procesos para fluidos. El rango de
servicio para los diversos tipos de recipientes sobrecargados, dificulta hacer una clasificación
más definida para todas las aplicaciones.
Es posible indicar algunas generalidades en los usos existentes de los tipos comunes de
recipientes. Grandes volúmenes de líquidos no peligrosos, tales como salmuera y otras
soluciones acuosas, se pueden almacenar en estanques si son de baja presión o en tanques
de acero, madera o concreto si son de mayor presión. Si el fluido es tóxico, combustible o
gaseoso en condiciones de almacenamiento, o si la presión es mayor que la atmosférica, se
requiere un sistema cerrado.
Para el almacenamiento de fluidos a presión atmosférica comúnmente se utilizan tanques
cilíndricos con fondo plano y con techo cónico. Las esferas y esferoides son para almacenar
con presiones donde el volumen requerido es grande. Para pequeños volúmenes bajo presión
los tanques cilíndricos con tapas preformadas son más económicos.
Recipientes de Almacenamiento
Nos sirven únicamente para almacenar fluidos a presión y de acuerdo con sus servicios son
conocidos como tanques de almacenamiento, tanques de día, tanques acumuladores, etc.
Almacenamiento de líquidos
Almacenamiento de gases
Tanques atmosféricos
Tanques elevados, abiertos
Tejados flotantes
Tanques a presión
Almacenamiento subterráneo
Almacenamiento Criogénico y a bajas temperaturas.
Fig.1 Recipiente de Almacenamiento

12
Recipientes de Procesos.
Este tipo de recipientes participan en un proceso químico o en otros tantos casos como
calderas y son parte funcional de un sistema, este tipo de recipientes principalmente tienen
componentes internos, son las carcasas de los intercambiadores de calor, reactores,
mezcladoras, columnas de separación y otros.
Así podremos tener recipientes con funciones añadidas como;
Mezcladores y reactores de agitación.
Intercambiadores de calor.
Separadores líquido-gas, líquido- líquido.
En nuestro caso nos referimos a un recipiente cilíndrico con tapas preformadas que trabajará
en posición vertical y cuya función es almacenar agua mineralizada en una planta generadora
de electricidad. El proyecto consiste en diseñar adecuadamente y de manera económica los
soportes del recipiente, toda vez que no son del tipo comúnmente referidos en el código de la
Sociedad Americana de Ingenieros Mecánicos (A.S.M.E. por sus siglas en inglés) y lo cual
trataremos en el capítulo 2.
Fig.1.2 Recipiente de Procesos
Fig.1.3 Recipiente Calentadores (Forrados para minimizar la transferencia de calor).

13
¿Qué es un Recipiente a Presión?
Por los múltiples significados encontrados en diversas literaturas especializadas en el tema y
mi simpatía y entendimiento por la mencionada se entiende que “Un recipiente a presión es un
contenedor cerrado, diseñado para mantener gases o líquidos a una presión diferente a la del
medio ambiente”. La presión diferencial es potencialmente peligrosa y ha sido causa de
algunos accidentes, que han ocurrido en la historia de su desarrollo y operación.
Consecuentemente, su diseño, fabricación y operación son regulados por autoridades de
ingeniería respaldados mediante leyes. Por estas razones, la definición de recipiente a presión
varía de país en país, pero envuelve parámetros tales como presión de operación de
seguridad máxima y temperatura.
“Una definición unánimemente aceptada de ¿que constituye “un equipo de presión”? es difícil
de encontrar. El término equipo de presión, recipiente a presión, y sistema de presión, cuando
aparentemente es sencillo técnicamente, son vinculados como el objetivo más importante de
la discusión de los numerosos comités técnicos que legislan, regulan y realizan los estándares
técnicos de los mismos. Debido a la forma en que varios directivos nacionales e
internacionales, especificaciones, etc., son estructurados, hay a menudo diferencias y
contradicciones entre los términos técnicos”.3
“El resultado final es que la definición ¿qué es? o ¿qué no es?, que constituye un equipo de
presión puede diferenciarse entre instituciones educativas, instituciones técnicas, entre países,
industrias y aplicaciones técnicas.”
Lo importante aquí es que los fundamentos técnicos de un equipo de presión no cambian tan
rápidamente como su significado. El diseño y la fabricación han sido practicados por más de
100 años y la tecnología de un equipo de presión está muy bien soportada mediante
estándares técnicos y códigos de práctica de algunos países desarrollados.
3 (Clifford Matthews, 2001, p. 11)
Traducción del autor de esta tesis, del original en inglés.
Fig.1.4 Recipiente de
almacenamiento agua
potable

14
Breve Historia de los Recipientes a Presión
Los recipientes a presión fueron inventados durante la revolución industrial, particularmente en
Gran Bretaña, para ser utilizados como calderas con la función de generar vapor y accionar
las máquinas de vapor. Los estándares de diseño y pruebas surgieron después de un largo
período de explosiones y pérdidas de vida y conduce todo esto iniciar un sistema de
certificación, del cuál hablaremos más adelante.
En un esfuerzo temprano por diseñar un tanque capaz de soportar presiones superiores a los
10,000 psi, fueron desarrollados en 1919 tanques con un diámetro de 6 pulgadas que fueron
enrollados en espiral con dos capas de alambre de acero de alta tensión y resistencia para
prevenir la ruptura de las paredes, y las tapas de los extremos reforzadas longitudinalmente
con barras de alta resistencia longitudinales.
Regresando a los orígenes de fabricación podemos decir que los recipientes a presión y
calderas fueron hechos de placas de acero ribeteado (placa de caldera). Hoy son hechos con
soldadura eléctrica y esto ha hecho el procedimiento anterior obsoleto en todo pero casi es
tradicional el proceso de restauración.
G
Fig.1.8 Caldera Fig. 1.7Recipiente a presión ribeteado para
aire.
Fig. 1.6Caldera con tapas remachadas
Fig. 1.5Caldera de Vapor Remachada
15
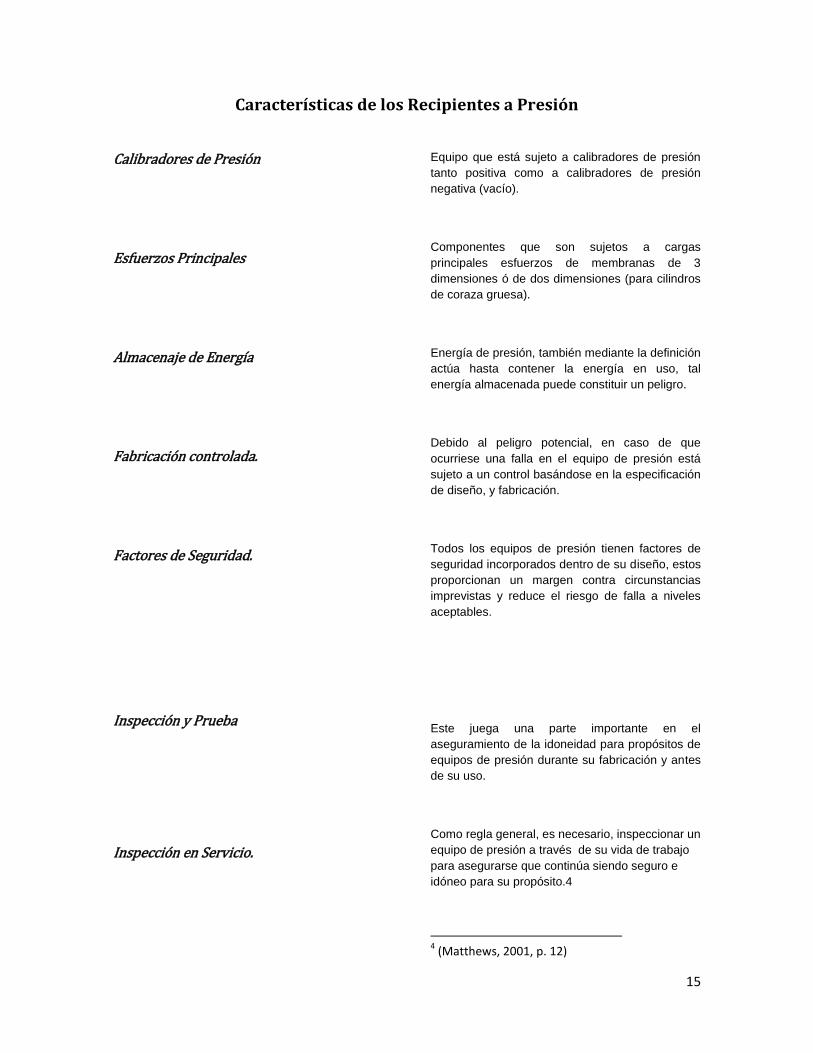
Características de los Recipientes a Presión
Calibradores de Presión
Esfuerzos Principales
Almacenaje de Energía
Fabricación controlada.
Factores de Seguridad.
Inspección y Prueba
Inspección en Servicio.
Equipo que está sujeto a calibradores de presión
tanto positiva como a calibradores de presión
negativa (vacío).
Componentes que son sujetos a cargas
principales esfuerzos de membranas de 3
dimensiones ó de dos dimensiones (para cilindros
de coraza gruesa).
Energía de presión, también mediante la definición
actúa hasta contener la energía en uso, tal
energía almacenada puede constituir un peligro.
Debido al peligro potencial, en caso de que
ocurriese una falla en el equipo de presión está
sujeto a un control basándose en la especificación
de diseño, y fabricación.
Todos los equipos de presión tienen factores de
seguridad incorporados dentro de su diseño, estos
proporcionan un margen contra circunstancias
imprevistas y reduce el riesgo de falla a niveles
aceptables.
Este juega una parte importante en el
aseguramiento de la idoneidad para propósitos de
equipos de presión durante su fabricación y antes
de su uso.
Como regla general, es necesario, inspeccionar un
equipo de presión a través de su vida de trabajo
para asegurarse que continúa siendo seguro e
idóneo para su propósito.4
4 (Matthews, 2001, p. 12)
16
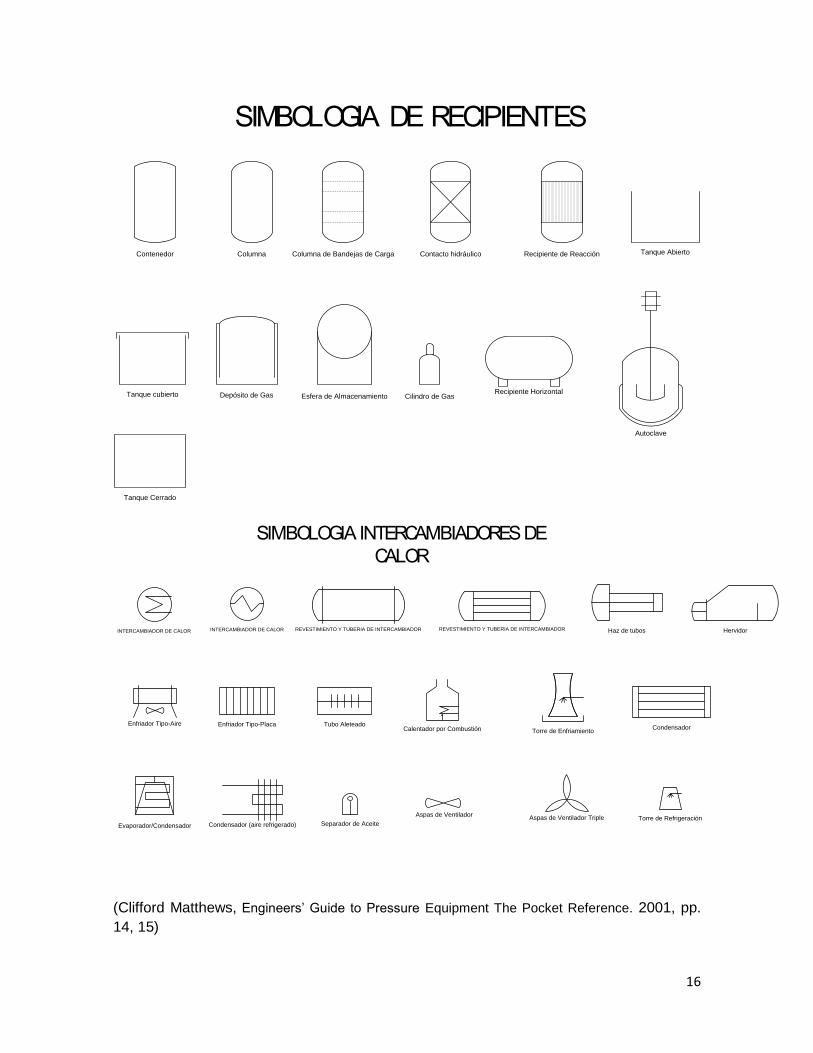
Contenedor Columna Columna de Bandejas de Carga Contacto hidráulico Recipiente de Reacción Tanque Abierto
Tanque cubierto Depósito de Gas Esfera de Almacenamiento Cilindro de GasRecipiente Horizontal
Autoclave
Tanque Cerrado
SIMBOLOGIA DE RECIPIENTES
INTERCAMBIADOR DE CALORINTERCAMBIADOR DE CALOR REVESTIMIENTO Y TUBERIA DE INTERCAMBIADOR REVESTIMIENTO Y TUBERIA DE INTERCAMBIADOR Haz de tubos Hervidor
Enfriador Tipo-Aire Enfriador Tipo-Placa Tubo AleteadoCalentador por Combustión Torre de Enfriamiento
Condensador
Evaporador/Condensador Condensador (aire refrigerado) Separador de Aceite
Aspas de VentiladorAspas de Ventilador Triple Torre de Refrigeración
SIMBOLOGIA INTERCAMBIADORES DE
CALOR
(Clifford Matthews, Engineers’ Guide to Pressure Equipment The Pocket Reference. 2001, pp.
14, 15)
17
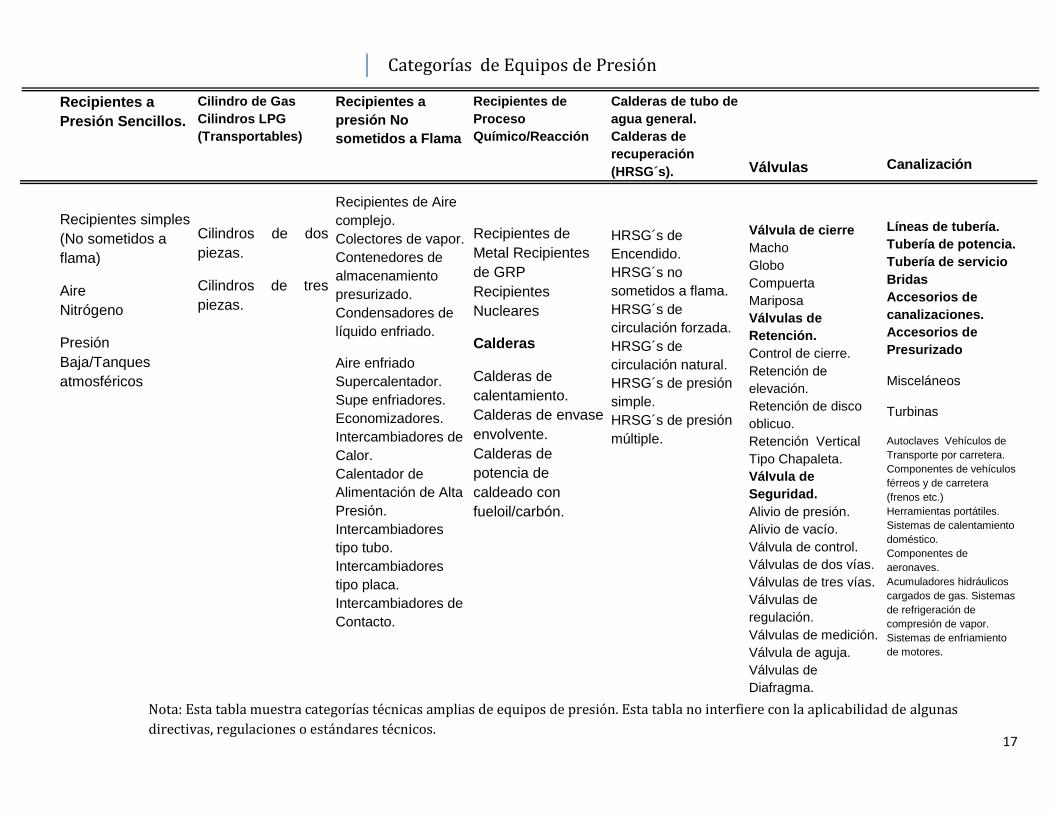
Recipientes a
Presión Sencillos.
Recipientes simples
(No sometidos a
flama)
Aire
Nitrógeno
Presión
Baja/Tanques
atmosféricos
Cilindro de Gas
Cilindros LPG
(Transportables)
Cilindros de dos
piezas.
Cilindros de tres
piezas.
Recipientes a
presión No
sometidos a Flama
Recipientes de Aire
complejo.
Colectores de vapor.
Contenedores de
almacenamiento
presurizado.
Condensadores de
líquido enfriado.
Aire enfriado
Supercalentador.
Supe enfriadores.
Economizadores.
Intercambiadores de
Calor.
Calentador de
Alimentación de Alta
Presión.
Intercambiadores
tipo tubo.
Intercambiadores
tipo placa.
Intercambiadores de
Contacto.
Recipientes de
Proceso
Químico/Reacción
Recipientes de
Metal Recipientes
de GRP
Recipientes
Nucleares
Calderas
Calderas de
calentamiento.
Calderas de envase
envolvente.
Calderas de
potencia de
caldeado con
fueloil/carbón.
Calderas de tubo de
agua general.
Calderas de
recuperación
(HRSG´s).
HRSG´s de
Encendido.
HRSG´s no
sometidos a flama.
HRSG´s de
circulación forzada.
HRSG´s de
circulación natural.
HRSG´s de presión
simple.
HRSG´s de presión
múltiple.
Válvulas
Válvula de cierre
Macho
Globo
Compuerta
Mariposa
Válvulas de
Retención.
Control de cierre.
Retención de
elevación.
Retención de disco
oblicuo.
Retención Vertical
Tipo Chapaleta.
Válvula de
Seguridad.
Alivio de presión.
Alivio de vacío.
Válvula de control.
Válvulas de dos vías.
Válvulas de tres vías.
Válvulas de
regulación.
Válvulas de medición.
Válvula de aguja.
Válvulas de
Diafragma.
Canalización
Líneas de tubería.
Tubería de potencia.
Tubería de servicio
Bridas
Accesorios de
canalizaciones.
Accesorios de
Presurizado
Misceláneos
Turbinas
Autoclaves Vehículos de
Transporte por carretera.
Componentes de vehículos
férreos y de carretera
(frenos etc.)
Herramientas portátiles.
Sistemas de calentamiento
doméstico.
Componentes de
aeronaves.
Acumuladores hidráulicos
cargados de gas. Sistemas
de refrigeración de
compresión de vapor.
Sistemas de enfriamiento
de motores.
Categorías de Equipos de Presión
Nota: Esta tabla muestra categorías técnicas amplias de equipos de presión. Esta tabla no interfiere con la aplicabilidad de algunas
directivas, regulaciones o estándares técnicos.

Capitulo 2
Tipos de Soportes

19
Tipos de Soportes para Recipientes
Existen varios métodos que son utilizados en las estructuras de soporte de los recipientes a
presión, como los siguientes:
Soportes de Faldón 1. Cilíndrico 2. Cónico 3. Pedestal 4. Anillo Cortante
Soportes de piernas 1. Apoyos
a) Apoyos Cruzados (pasadores o sin pasadores). b) Apoyo Estabilizador.
2. Sin apoyo 3. Columnas de Soporte.
Soportes de Silleta Soportes de Orejeta Soportes de Anillo Soportes Combinados.
1. Orejetas y Piernas.
2. Anillos y Piernas. 3. Faldón y Piernas. 4. Faldón y Viga Circular.
Soportes de Faldón.
Uno de los métodos más comunes de soportes para recipientes de presión es mediante hojas
de metal cilíndricas roladas o cónicas llamadas faldones. El faldón puede ser -, solapado-, o
puede ser soldado directamente al recipiente. Este método de soporte es atractivo desde el
punto de vista del diseñador porque minimiza los esfuerzos locales al punto de junta y la carga
directa es uniformemente distribuida sobre la circunferencia entera. El uso de faldones cónicos
es más costoso desde el punto de vista de fabricación e innecesario para la mayoría de
situaciones de diseño.
La línea crítica en el soporte del faldón es la soldadura sujetando el recipiente al faldón. Esta
soldadura, además de transmitir el peso total y el momento de giro, también debe resistir la
temperatura y los esfuerzos de flexión debido a que la temperatura desciende en el faldón.
Mientras más delgado sea el faldón, mejor puede ajustarse a las variaciones de la
temperatura.

20
Un diseño de “hot box” 5es utilizado para temperaturas elevadas para minimizar esfuerzos
discontinuos en la junta mediante el manteniendo de la temperatura uniforme en la región.
Además, los faldones para el diseño de temperaturas elevadas normalmente deberán ser
aislados dentro y fuera por algunos pies debajo del punto de conexión.
Existen diversos métodos de realizar la soldadura de la junta del faldón con el recipiente. El
método preferido es uno en el cual la línea de centro del recipiente y el faldón coinciden, este
método minimizará esfuerzos en la junta. Probablemente el método más común, no obstante
hace coincidir el diámetro exterior del recipiente con el diámetro exterior del faldón.
Otros métodos de unión incluyen el de soldadura de traslape, tipo pedestal, arreglo de anillo
de carcasa. La eficiencia de la junta de la soldadura de la unión también varía por el método
de unión y es usualmente el factor gobernante en determinar el espesor de la falda. Esta
soldadura puede ser objeto de rotura en servicios cíclicos severos.
Porque el faldón está unido al recipiente, la selección del material no se rige mediante el
código ASME. Cualquier material seleccionado, no obstante, puede ser compatible con el
material del recipiente en términos de soldadura. La fuerza para el diseño es también no
especificada para el material del soporte por parte del Código ASME. Usualmente en la
ausencia de cualquier otro estándar, las reglas del Manual de Construcción del acero AISC se
utilizarán. Para el diseño de temperatura elevada, la parte superior de 3 pies de faldón a el
punto de junta debe ser del mismo material que la carcasa.
Las condiciones de gobierno para la determinación del espesor del faldón es como se sigue:
1. Erección del recipiente. 2. Cargas impuestas de la silleta de anclaje. 3. Aperturas de faldón. 4. Peso más momento de giro.
5 Término que se refiere a la junta
Fig.2 Tanque soporte tipo Faldón
21
Soportes de Piernas
Una extensa variedad de recipientes, tanques, depósitos, y tolvas pueden ser soportados
sobre piernas, estos diseños pueden variar desde recipientes pequeños soportados sobre 3 o
4 piernas, a recipientes muy grandes y esferas arriba de 80 pies en diámetro soportados sobre
16 o 20 piernas. Algunas veces las piernas son también llamadas columnas o postes.
Casi cualquier número de piernas pueden ser utilizadas, pero las variaciones más comunes
son 3,4, 6, 8, 12, 16 o 20. Las piernas pueden ser espaciadas igualmente alrededor de la
circunferencia.
Los soportes de piernas pueden ser con abrasadoras o sin abrazaderas. Las piernas con
abrazaderas las cuáles son reforzadas con alguna abrazadera cruzada o riostra. Las riostras
son miembros diagonales los cuáles transfieren las cargas horizontales pero, a diferencia de
las abrazaderas cruzadas, estos operan sólo en tensión. Los miembros diagonales en el
sistema de riostra son llamados comúnmente como barras de acoplamiento, los cuáles
transfieren la carga a cada panel adyacente, Pueden ser utilizados torniquetes para ajustar las
barras de acoplamiento.
Las abrazaderas cruzadas en otra posición son miembros de tensión y compresión pueden
estar sujetas al centro o no, y transferir sus cargas vía placas laterales o puede ser soldadas
directamente a las piernas.
Estos soportes son utilizados para reducir el número o tamaño de las piernas requeridas
mediante la eliminación de la curvatura en las piernas. Estos soportes tomarán las cargas
horizontales tanto que reduzcan con el tamaño de las piernas, determinándolo mediante la
compresión o flexión lateral.
Los costos de fabricación adicional de los soportes no podrían garantizar del tamaño de las
piernas, por lo tanto, los soportes podrán también causar algunas dificultades adicionales con
el enrutamiento de alguna tubería conectada a boquillas sobre la parte superior del recipiente.
Las piernas pueden ser elaboradas de tubería, canales, ángulos, tubería rectangular o
secciones estructurales tales como vigas o columnas.
Pueden ser soldadas directamente a la carcasa del recipiente o a las tapas, pueden ser
atornilladas o soldadas con clips los cuáles están unidos directamente a la carcasa. Es
preferible que el centroide de las piernas coincida con la línea centro de la carcasa del
recipiente para minimizar la acción excéntrica. Por lo tanto, este puede ser más caro desde el
punto de vista de la soldadura y el ensamble debido al remate y el contorno necesarios para
acoplarlo.
Los tanques y recipientes muy grandes pueden requerir una viga tubular, un anillo de
compresión, o un anillo tubular cercano al punto de unión de las piernas, para distribuir las
cargas inducidas mediante las columnas y soportes. Esos esfuerzos localizados en el punto
de unión deben ser analizados para acción excéntrica de las piernas, momentos de giro,
torsión del anillo, todo esto adicionalmente como las cargas de cualquier soporte.

22
Considerando los recipientes a presión soportados por faldón en los servicios de refinería, los
recipientes soportados sobre piernas son más comunes en la industria química. Esto puede
ser debido en parte a los beneficios de la ventilación y la toxicidad del almacenado y
procesado químico. Las piernas no pueden utilizarse en soportes de recipientes con vibración
alta, choques, o servicios cíclicos debido a los altos esfuerzos localizados en las uniones.
Las piernas son ancladas a los cimientos mediante placas base las cuáles son colocadas en el
lugar mediante pernos de anclaje colocados en el concreto. Para los recipientes grandes en
área sísmicas altas, se puede soldar una barra de acero en la parte inferior de la placa base.
Normalmente los que, a su vez, encaja en una ranura empotrada correspondiente en el
concreto.
Soportes de Silleta
Usualmente, los recipientes a presión y tanques son soportados en dos apoyos llamados
silletas. El uso de más de dos silletas es innecesario así que debe evitarse.
La razón por la cuál no se usan más de dos silletas es que, esto crea una estructura teórica y
prácticamente indeterminada. Con dos silletas hay una gran tolerancia para el asentamiento
del suelo, sin tener un cambio en los esfuerzos en la carcasa ni en la carga. Incluso donde el
asentamiento del suelo no es un problema, es difícil asegurar que la carga esté distribuida
uniformemente. Obviamente hay maneras de acoplar esto, pero sí se tiene un gasto adicional
esto no se garantizará. Los recipientes con diámetros de 40 a 50 pies y 150 pies de longitud
han sido soportados sobre dos silletas.
Como todos los otros tipos de soportes el código ASME, tiene un margen máximo de
esfuerzos para las tensiones en la carcasa del recipiente, el código no tiene un apartado -
Fig.2.2 Detalle de accesorios y
soportes tipo viga.
Fig.2.1 Tanque de Almacenamiento de Amoníaco
con soportes tipo ángulo

23
específico de los componentes del soporte. Normalmente los márgenes de esfuerzos
empleados son los descritos en el Manual de Construcción del Acero AISC6.
Una metodología para la determinación de los esfuerzos en la carcasa y las tapas de un
recipiente horizontal soportadas en silletas fue publicada la primera vez en 1951 por L.P.Zick.
Este esfuerzo fue una continuación de otros trabajos iniciados tempranamente en 1930.
La silleta se compone de varias partes, la red, la placa base, la costilla y la placa de desgaste.
El diseño puede tener costillas internas o costillas salidas o sólo un ajuste, pero usualmente
son anillos.
Las silletas normalmente están atornilladas al cimiento vía tornillos de anclaje. El Código
ASME especifica un arco de ángulo mínimo correspondiente a 120°, el ángulo máximo de
eficiencia de la silleta es de 180° desde el peso y la fuerza dividida de las silletas es de cero
arriba de la línea de la banda, en efecto, tomando en cuenta el margen para la reducción de
esfuerzos para placas de desgaste el máximo ángulo es de 168°.
Las silletas pueden ser construidas de acero o de concreto, pueden ser atornilladas soldadas
o estar sueltas, para el tipo suelto cualquier forma de alinear puede ser utilizada entre el
recipiente y la silleta suelta es la del tipo concreto. Usualmente un extremo del recipiente es
anclado y el otro extremo es deslizante, el extremo deslizante puede ser constituido de placas
deslizantes de bronce, de placas de grasa o de teflón para reducir con esto la fricción causada
mediante la expansión térmica o contracción e los recipientes.
La colocación longitudinal de las silletas también tiene un efecto mayor sobre la magnitud de
los esfuerzos en la carcasa de los recipientes así como un apoyo sobre el diseño de las piezas
de la silleta. Para diámetros grandes, para los recipientes de pared delgada, las silletas son
mejor colocadas con 0.5R de la línea tangente, esto, para tomar una ventaja en el efecto de
atiesamiento de las tapas. Otros recipientes son mejor soportados donde la flexión a mitad del
recorrido es aproximadamente igual a la longitud de flexión de las silletas. Sin embargo, la
distancia máxima es de 0.2L.
6 AISC (American Institute of Steel Construction) Factores de carga y resistencia diseño y
especificaciones para edificaciones en acero.
Fig.2.3 Recipientes de almacenamiento de agua
potable.
Fig.2.4 Detalle de silleta de
recipiente.

24
Soportes de Anillo
En realidad son utilizados cuando los esfuerzos locales en las orejas van a ser excesivamente
altos. Típicamente los recipientes soportados mediante anillos u orejas son contenidos con
una estructura más bien que soporte a tal grado que pueda ser sujeto a movimientos sísmicos
de los cuales forme parte.
Los recipientes soportados sobre anillos pueden ser sólo considerados para temperaturas
bajas e intermedias, entre los 400 a 500 grados centígrados. Utilizando soportes de anillo a
altas temperaturas puede causarse esfuerzos extremadamente discontinuos en la carcasa
adyacente al anillo debido a la diferencia en expansión entre el anillo y la carcasa. Para el
diseño de temperaturas elevadas, los anillos aún pueden ser utilizados, pero no pueden estar
directamente unidos a la pared de la carcasa.
El sistema de anillos totalmente sueltos puede ser fabricado aparte y colocado en el lugar con
barras cortantes. Con este sistema no hay interacción entre la carcasa y los anillos de soporte.
El análisis para el diseño de los anillos y los esfuerzos inducidos en la carcasa emplean los
mismos principios como en el de las orejas.
Fig. 2.5 Tanque de espuma Sistema Contra Incendio

25
Soportes Combinados
La oreja ofrece una de las formas menos costosas de soportes para los recipientes a presión,
puede rápidamente absorber la expansión del diámetro mediante placas engrasadas o de
bronce, son fácilmente unidas al recipiente mediante mínimas cantidades de soldadura y son
fácilmente transportables en campo.
Desde las orejas que son soportes excéntricos que inducen a la compresión, tensión, y a
esfuerzos cortantes en la pared de la carcasa, la fuerza de los momentos excéntricos pueden
causar altos esfuerzos locales que son combinados con esfuerzos de presión externa o
interna. En los recipientes de pared delgada, estas altas cargas locales son conocidas por la
deformación considerable de la pared del recipiente.
Tales deformaciones pueden causar una rotación angular de las orejas, en las cuáles un giro
puede causar rotaciones angulares del acero del soporte. Sistemas de dos o cuatro orejas son
utilizados, sin embargo, se pueden utilizar más para garantizar la situación del recipiente. Hay
una extensa variedad de tipos de orejas y cada una causará una distribución de esfuerzos en
la carcasa. Ya sea uno o dos refuerzos pueden ser utilizados con o sin una placa de
compresión. Si se utiliza una placa de compresión, puede ser diseñada para estar atiesada lo
suficiente como para transmitir la carga uniformemente a lo largo de la carcasa. La placa base
de la oreja puede o no ser unida a la pared de la carcasa. Los apoyos de refuerzo pueden
utilizarse para reducir los esfuerzos de la carcasa.
En algunos casos, la carcasa a la cual las orejas están unidas pueden ser adelgazadas para
reducir con esto los esfuerzos locales.
Cuando se toman decisiones con respecto al diseño de las orejas, una cierta secuencia de
opciones deben considerarse. Las siguientes representan un rango de opciones basadas e los
costos para fabricar el equipo.
1. 2 orejas, un refuerzo simple. 2. 2 orejas, un refuerzo doble. 3. 2 orejas con placa de compresión. 4. Anexar apoyos de reforzamiento. 5. Incremente el tamaño (2) orejas 6. 4 orejas, refuerzo simple. 7. 4 orejas, refuerzo doble. 8. 4 orejas con placas de compresión. 9. Anexar apoyos de reforzamiento bajo (4) orejas. 10. Incrementar el tamaño de (4) orejas. 11. Anexar soportes de Anillo.
26
Diseño de Soportes para Recipientes Verticales
Los recipientes a presión verticales normalmente son soportados por medio de una estructura
apropiada, descansando sobre una base de concreto reforzado. Esta estructura de soporte
entre el recipiente y la base puede consistir de un casco cilíndrico de acero como si fuera una
falda. Un diseño alternativo puede involucrar el uso de soportes sujetos al recipiente y
descansando sobre columnas o vigas.
Soportes de Columna para Recipientes Verticales
La elección del tipo de soportes para un recipiente a presión vertical depende de la
disponibilidad de espacio en el piso, la conveniencia de localización del recipiente de acuerdo
a las variables de operación, el tamaño del recipiente, la temperatura y presión de operación y
los materiales de construcción.
Los conjuntos de soportes tipo columna ofrecen muchas ventajas sobre otros tipos de
soportes. Son económicos y pueden absorber expansiones diametrales por deslizamiento
sobre placas de bronce debidamente lubricadas, son fácilmente fijados al recipiente por una
mínima cantidad de soldadura y son fácilmente nivelados o enrielados en el campo.
Como un resultado de la excentricidad de este tipo de soportes, se presentan esfuerzos de
tensión, compresión y cortantes en la pared del recipiente. Las fuerzas de tensión y
compresión causan esfuerzos de flexión indeterminados los cuales se pueden combinar con
los esfuerzos circunferenciales y longitudinales por presión interna del recipiente. Las fuerzas
cortantes actúan en una dirección paralela al eje longitudinal del recipiente, y los esfuerzos
cortantes provocados por estas fuerzas son relativamente pequeños y por lo tanto
generalmente no considerados.
Los soportes tipo columna son ideales para recipientes de pared delgada, siempre que la
estructura del recipiente tenga un momento de inercia adecuado para que sea capaz de
absorber los esfuerzos de flexión debidos a la excentricidad de las cargas. De cualquier
manera, en recipientes de pared delgada este tipo de soportes no es conveniente a menos
que se utilicen refuerzos apropiados o varios soportes soldados al recipiente.
Si un recipiente con soportes tipo columna es ubicado en el exterior, se debe considerar la
carga del viento como parte del peso muerto y anexarse a la carga centrada. De cualquier
manera, como los recipientes con soportes tipo columna son generalmente de muy poco peso
en comparación con los soportados por faldón, la carga del viento pueda ser poco
considerada.
La carga por viento tiende a volcar el recipiente, particularmente cuando éste está vacío. El
peso del recipiente cuando éste está lleno con líquido tiende a estabilizarlo.

27
El mayor esfuerzo de compresión en los soportes tiene lugar en el lado de sotavento7 cuando
el recipiente está lleno porque la carga por peso muerto y la carga del viento se suman. El
mayor esfuerzo de tensión está en el lado de barlovento8 cuando el recipiente está vacío
porque en este caso la carga por peso muerto se resta de la carga por viento. Por lo tanto, los
esfuerzos en el lado de sotavento son el factor determinante para el diseño de los soportes.
En esta tesis, se hace el desarrollo metodológico para el cálculo de los soportes tipo columna
en un recipiente cilíndrico vertical sometido a presión interna. El desarrollo analítico del cálculo
se hace en el capítulo 3.
7 Sotavento es un término marino que indica el sentido opuesto al señalado por los vientos dominantes. Es un término ampliamente
empleado en Climatología. 8 Barlovento es la dirección desde donde sopla el viento en un momento y lugar determinado; es lo contrario a sotavento.
Fig.2.6 Tanque mezclador de sosa de acero
inoxidable.
Fig.2.7 Tanque mezclador de sosa acero
inoxidable.

28
Capitulo 3
Hoja de Cálculo
Método Analítico.
29
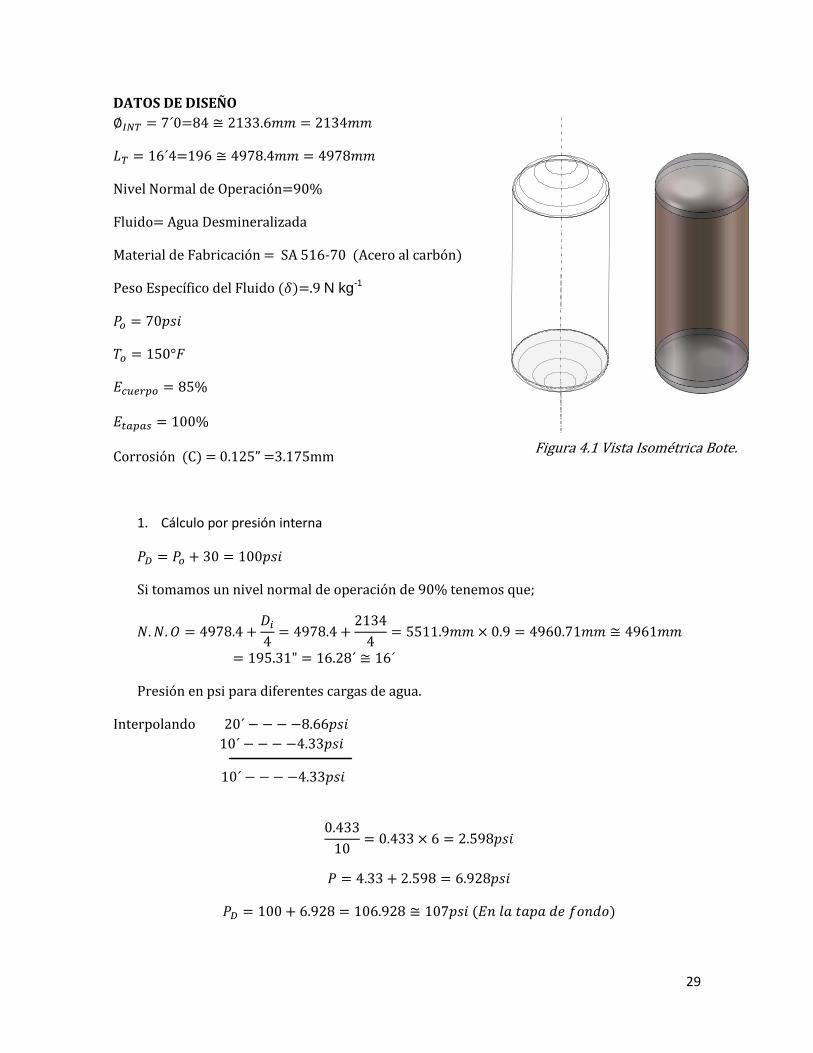
DATOS DE DISEÑO
Nivel Normal de Operación=90%
Fluido= Agua Desmineralizada
Material de Fabricación = SA 516-70 (Acero al carbón)
Peso Específico del Fluido ( )=.9 N kg-1
Corrosión (C) ” mm
1. Cálculo por presión interna
Si tomamos un nivel normal de operación de 90% tenemos que;
Presión en psi para diferentes cargas de agua.
Interpolando
( )
Figura 4.1 Vista Isométrica Bote.
30
2. Determinación de la Temperatura de Diseño. ( )
La Temperatura de diseño para ele material SA-516-70 es de Se toma
650ºF por ser la temperatura crítica.
3. Determinación del Esfuerzo de tensión permisible para el material SA-516-70 A
psi (Có i o ión )
4. Cálculo del espesor de placa del cuerpo por presión interna. (t)
t
t t
5. Cálculo del espesor de la placa de la tapa superior por presión interna (t)
t
t t ( ⁄ )
6. Cálculo de espesor de placa de la tapa inferior por presión interna (t).
t
t t ( ⁄ )
7. Cálculo del espesor de placa del cuerpo por presión externa.
t ( )
t
t

31
Cuando
t ⁄ la presión máxima permitida es:
( t)⁄
7.1 Determinación del Factor A
( )
7.2 Determinación del factor B;
B=3300
psi
8. Cálculo de las tapas por presión externa
( )
( )
8.1 Presión de Diseño Externa(P´)
” ( ⁄ )
”
Di
h
L.SOLD
L.TANG
Do
R0t
Figura 4.2
Figura 4.3
32
⁄
B=12100
⁄
8.2 Tapa Inferior.
( )⁄
⁄
B=10000
⁄
9. Cálculo del espesor del recipiente (in)
W=W agua +W rec.vacío
W agua= Peso del fluido contenido (Agua)
W recipiente vacío= Peso del recipiente vacío.
9.1. Cálculo del peso del fluido contenido (Agua)
W agua = (volumen del )
( )
Figura 4.4 Tapa de recipiente tipo
Semielíptica.
33
( )
⁄
9.2Cálculo del peso del Recipiente vacío.
( )
( ⁄ )
( ⁄ )
L=16.33´
( )
Carga para cada columna de soporte
P L
P L
P L
34
10. Cálculo de las columnas de soporte.
” ( mm)
Esfuerzo permisible ala compresión.
Condiciones de apoyo.
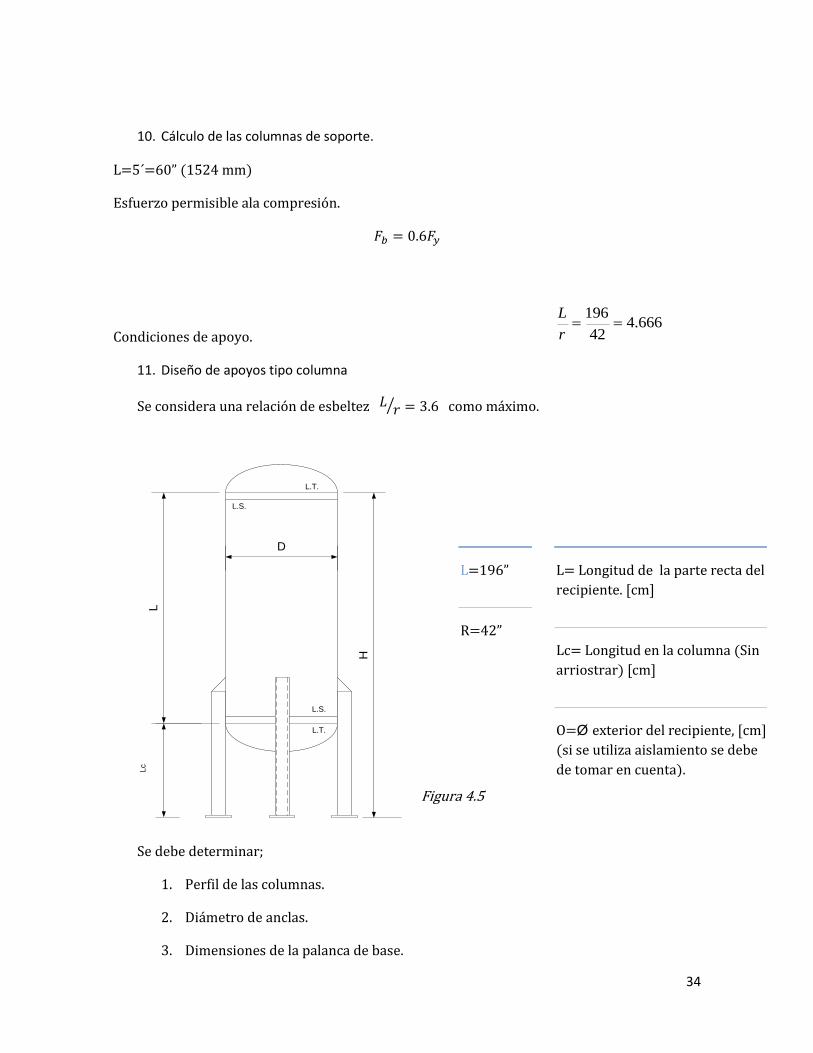
11. Diseño de apoyos tipo columna
Se considera una relación de esbeltez ⁄ como máximo.
D
LL
c
H
L.T.
L.S.
L.S.
L.T.
Se debe determinar;
1. Perfil de las columnas.
2. Diámetro de anclas.
3. Dimensiones de la palanca de base.
L= Longitud de la parte recta del
recipiente. [cm]
Lc= Longitud en la columna (Sin
arriostrar) [cm]
O=Ø exterior del recipiente, [cm]
(si se utiliza aislamiento se debe
de tomar en cuenta).
L ”
”
Figura 4.5
666.442
196
r
L

35
Notas:
Para Recipientes con diámetros de hasta 914mm, se utilizarán 3 piernas.
Para diámetros mayores de 914mm, se utilizarán 4 piernas y placa de refuerzo entre el cuerpo
y las piernas, siendo del mismo espesor que el cuerpo como mínimo.
12. Diseño del Perfil de las Columnas.
a) Para las condiciones normales de operación o prueba, la carga para una columna es
igual a:
Np
WPw
W=Peso Total de recipiente en Kg., en condiciones de operación o prueba, el mayor.
Np= Número de piernas.
Nota: A las carga Pw se le agrega la mayor de las cargas producidas por el efecto de viento
o sismo, la más desfavorable.
b) Condiciones accidentales
Lc=Longitud de la columna sin arriostrar, [cm]
Pc=Carga axial a la que se verá expuesta la
columna, [Kg].
Para la determinación de Pc, se hacen las
consideraciones siguientes:
a) Se tomarán en cuenta las
condiciones de carga normales, de
operación o prueba.
b) Se considerarán condiciones
accidentales de viento o sismo,
analizadas por separado y tomando
el caso más desfavorable.
Lc
Pc
Figura 4.6

36
Para la determinación de la carga por viento, se considera que los efectos del viento serán
soportados por dos piernas, según se muestra en la figura siguiente:
VBXVAX RR , Reacciones horizontales debidas al viento en las columnas A y B, [Kg.]
VBYVAY RR , Reacciones verticales debidas al viento en las columnas A y B, [Kg].
b= Distancia entre columnas, en este caso b=Do, [cm]. Siendo Do el Ø Ext. Del recipiente
At PvFv
Pv=Presión del viento, [2cmKg ].
At=D + ÁREA TRANSEVERSAL DE DOS TAPAS.
DØ Ext. del recipiente, [m]. (Si se utiliza aislamiento, se debe considerar).
L=Longitud del recipiente entre líneas de tangencia [m].
2
0)(0048.0 VGCPv
Donde:
Fv= Fuerza originada por el viento,
[Kg]
h=Altura a la línea de acción de Fv;
h= cLL 2 en cm.
L
Lc
Fv
AXRvBXRvB A
b=DoBYRv
AYRv
L/2
Lc
h
LcL
h 2
Figura 4.7

37
G= Factor de reducción de densidad de la atmósfera a la altura del lugar h1 [Km] sobre el nivel
del mar.
C= Coeficientes de empuje adimensional.
Debido a que se consideran los efectos de empuje del lado de barlovento (C=+0.75) y de
succión.
Del lado del Sotavento (C=-0.68); el coeficiente total es:
o i is o i nto ⁄
( ) ( )
( ⁄ )
1.3= Factor De ráfaga; el recipiente está clasificado dentro
del tipo 3 (Manual C.F.E.)
= Factor que dependen de la topografía del terreno (Ver
Tabla).
Z= Altura sobre el terreno
Si
Si
Si
ó ( )
(C mpo i rto rr no no)
Topografía Muy accidentada, como en el centro de ciudades importantes
0.70
Zonas Arboladas,Lomeríos, Barrios residenciales o Industriales
0.80
Campos abiertos, terreno plano
1.00
Promontorios 1.20
Zona Eólica Velocidad Regional
VR (Km/hr)
1 90
2 125
3 115
4 160
5 80
6 150
7 80
Tipo de Terreno Altura Gradiente
(m) Litoral 0.14 200
Campo Abierto 0.14 275
Terrenos suburbanos
0.22 400
Centros de Grandes Ciudades
0.33 460
38
⁄ ( )
( )
( ⁄ )
( ⁄ )
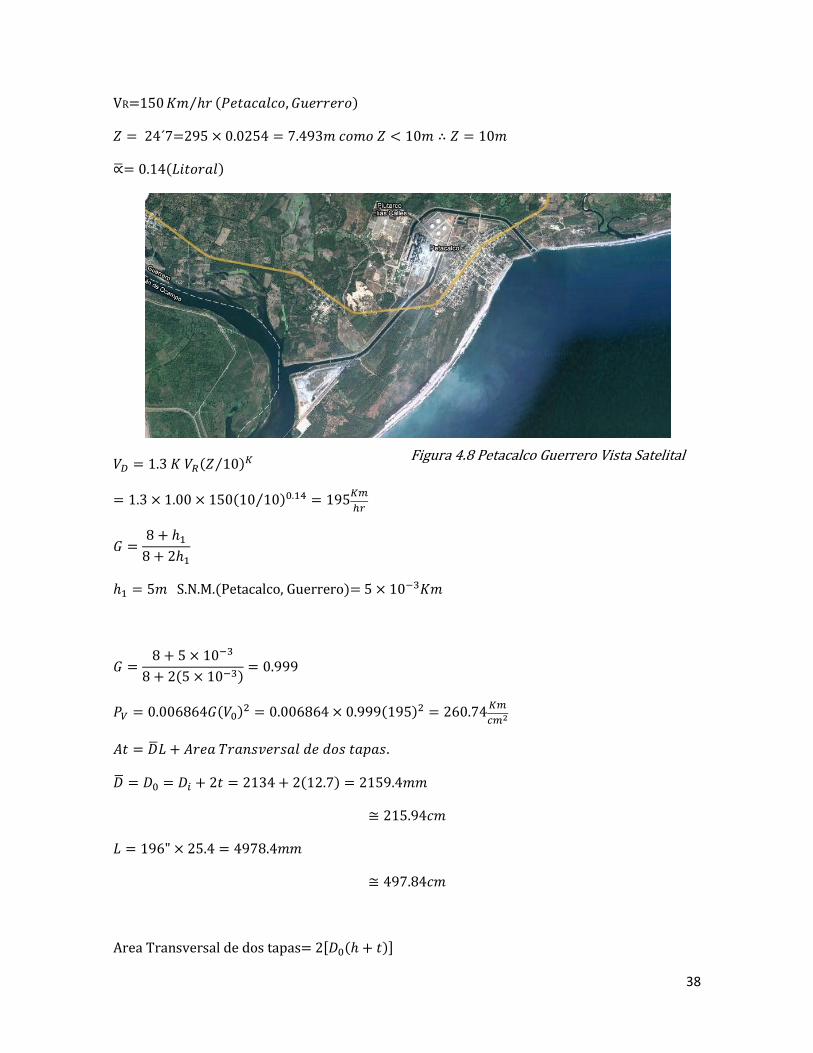
( t o u rr ro)
( )
( ) ( )
( )
Area Transversal de dos tapas= ( )
Figura 4.8 Petacalco Guerrero Vista Satelital

39
⁄
( )
⁄
⁄
∑
∑
∑
=0
=0
h=
401
.32
L/2
=2
48
.92
Le=
152.4
b=Do=215.94cm
Fv=2962Kg
BXRv
= 1481Kg
AXRv
= 1481Kg
BYRv
= 5504.81 Kg
AYRv
= 5504.81 Kg
Figura 4.9
40
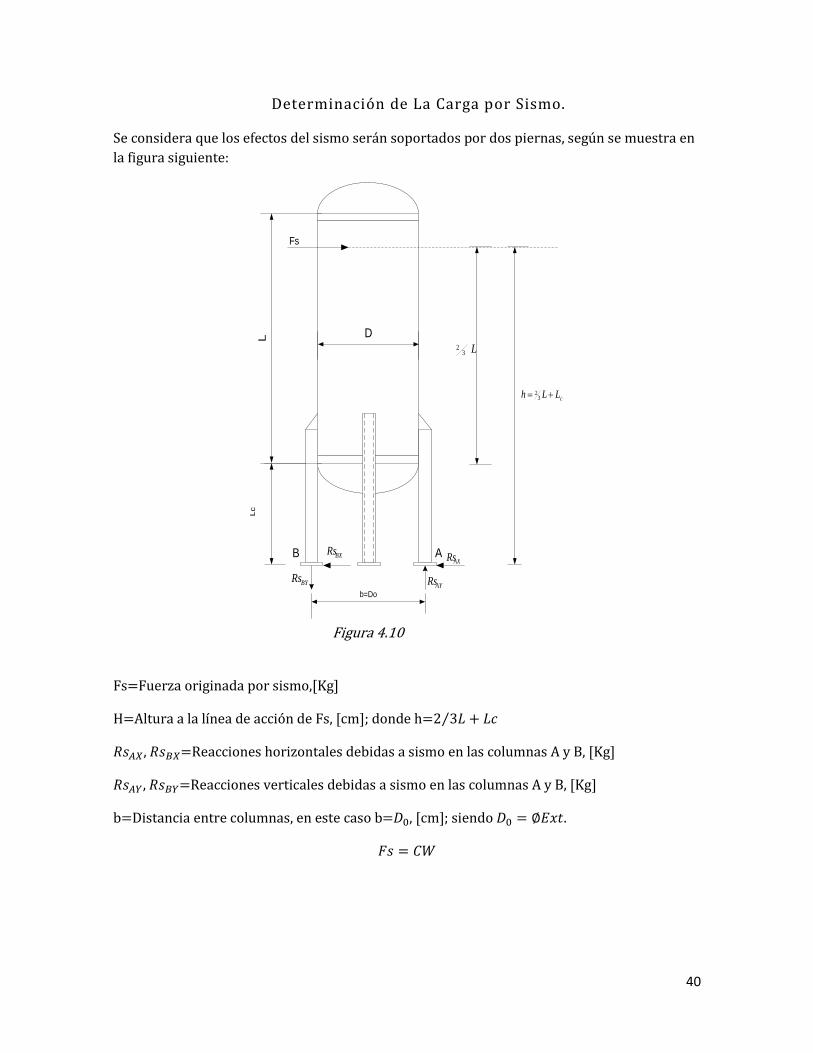
Determinación de La Carga por Sismo.
Se considera que los efectos del sismo serán soportados por dos piernas, según se muestra en
la figura siguiente:
DLL
c
Fs
L32
cLLh 32
AXRsBXRsB A
b=Do
BYRsAYRs
Fs=Fuerza originada por sismo,[Kg]
H=Altura a la línea de acción de Fs, [cm]; donde h= ⁄
=Reacciones horizontales debidas a sismo en las columnas A y B, [Kg]
=Reacciones verticales debidas a sismo en las columnas A y B, [Kg]
b=Distancia entre columnas, en este caso b= , [cm]; siendo
Figura 4.10

41
C=Coeficiente sísmico.
W=Peso del recipiente en condiciones en
operación.
Zona Sísmica= D (Petacalco, Guerrero)
Tipo de Suelo =III (Se desconocen las
características del suelo)
Figura
Zona Sísmica de la República Mexicana
Tipo de suelo
C
A I 0.08
II 0.12
III 0.16
B I 0.16
II 0.20
III 0.24
C I 0.24
II 0.30
III 0.36
D I 0.48
II 0.56
III 0.64
C=0.64
Fs=CW=0.64 x
41120.94=26317.4Kg
∑
∑
∑
L=
49
7.8
4 c
mLc=
152.4
cm
Fs=26317.4 Kg
cm
L
55.33384.49732
32
cm
LLh c
95.485
4.15255.333
32
Kg
RsAX
7.13158
Kg
RsBX
7.13158B A
b=DoKg
Rs BY
51.59224 Kg
RsAY
51.59224
Figura 4.11

42
Ya conocidas las condiciones de carga, tanto las normales de operación o prueba, como las
condiciones accidentales (Viento o Sismo), se hace una combinación de las mismas, tomando
las más desfavorables, ya sea de viento o de sismo y de operación o prueba.
B A
Pw Pw
BYR
mayores Las Fs ó Fv de
momento al debidas ReaccionesAYR
Np
WPw
W
Momento originado por
Fv ó Fs (El mayor)
Analizamos la columna A;
C r i Co umn s
Np=Número de Piernas
Lc
Pc
Pw
AYR
AYC RPwP
Figura 4.12
Figura 4.13
43
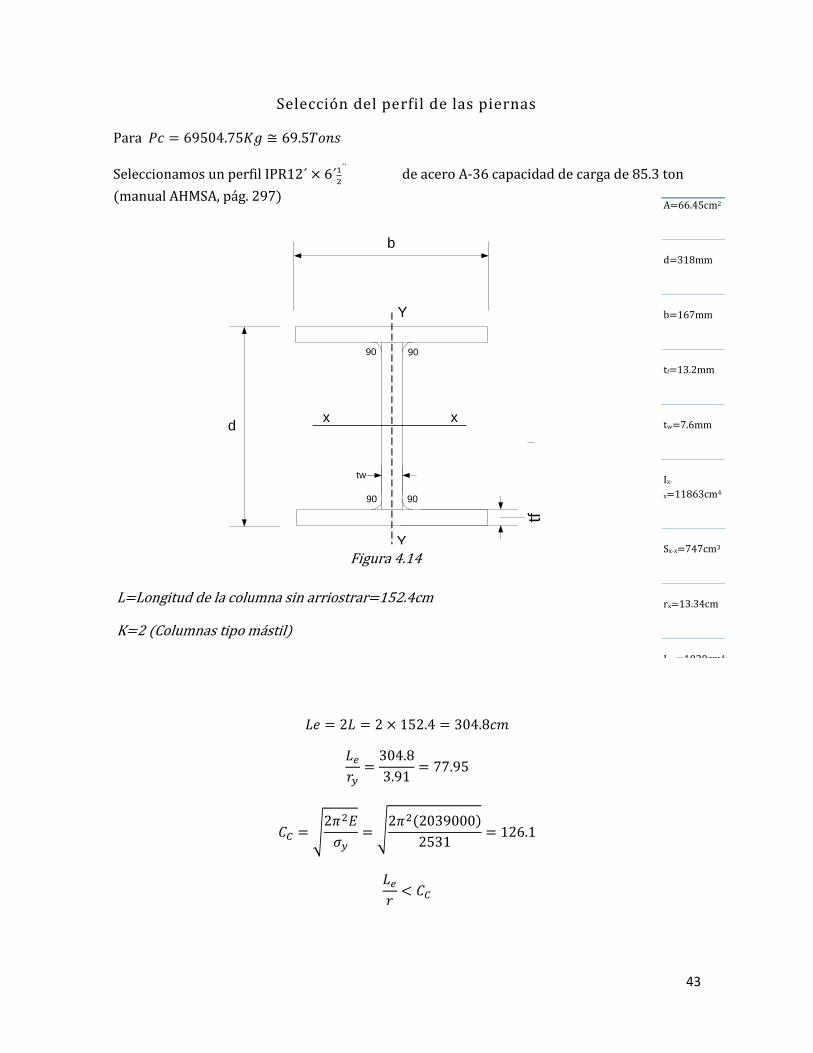
Selección del perfil de las piernas
Para
Seleccionamos un perfil IPR
de acero A-36 capacidad de carga de 85.3 ton
(manual AHMSA, pág. 297)
√
√
( )
A=66.45cm2
d=318mm
b=167mm
tf=13.2mm
tw=7.6mm
Ix-
x=11863cm4
Sx-x=747cm3
rx=13.34cm
Iy-y=1020cm4
Sy-y=122cm3
ry=3.91cm
L=Longitud de la columna sin arriostrar=152.4cm
K=2 (Columnas tipo mástil)
90 90
9090
d
b
Y
x x
Y
tw
tf
Figura 4.14
44
⁄
( ⁄ )
( )
[
( ⁄
)
]
*
(
)
+
s u r o ompr nsión [
]
ó
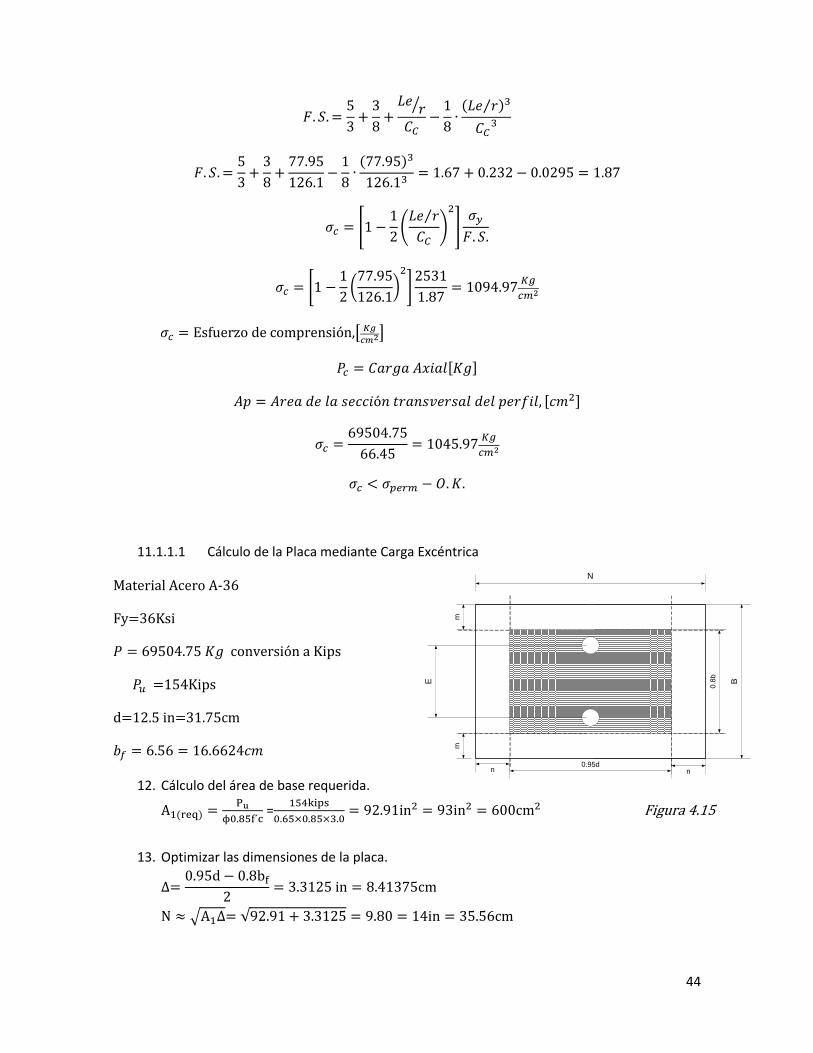
11.1.1.1 Cálculo de la Placa mediante Carga Excéntrica
Material Acero A-36
Fy=36Ksi
onv rsión ips
ips
d=12.5 in=31.75cm
12. Cálculo del área de base requerida.
( )
=
in in m
13. Optimizar las dimensiones de la placa.
in m
√ √ in m
n n
N
B
mm
E
0.95d
0.8
b
Figura 4.15

45
14. Calcular geométricamente , similar
Intente con 10in
B= ⁄ in in m
in in m
15. Determine si la siguiente diferencia es conocida
√
( )( si)( in ) √( in )
( in )
ips
Calcular el espesor de la base requerida.
m
( )
in m
n
( )
in m
{
( ) }
,
( )( )
( ) -
√
√
√
√
n √
n ( )√
m (m n n )
m ( )
m
t √
√
( )( )( )( )
t ”=1.57251cm emplear espesor de placa de 1”
46
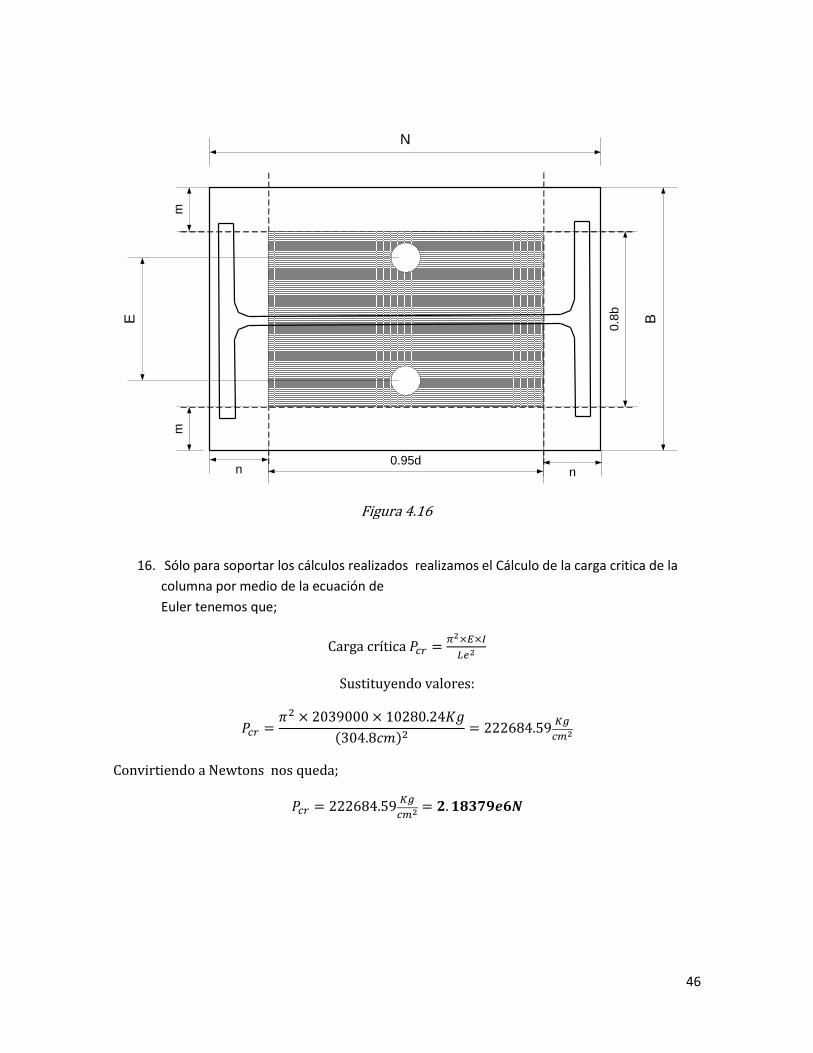
16. Sólo para soportar los cálculos realizados realizamos el Cálculo de la carga critica de la
columna por medio de la ecuación de
Euler tenemos que;
Carga crítica
Sustituyendo valores:
( )
Convirtiendo a Newtons nos queda;
n n
N
B
mm
E
0.95d
0.8
b
Figura 4.16
47
Capitulo 4
Análisis Método del Elemento Finito
(MEF).

48
ANALISIS POR MÉTODO DEL ELEMENTO FINITO ¿Qué es análisis por el Método de Elemento Finito?
El método de los elementos finitos (MEF en castellano o FEM en inglés) es un método
numérico general para la aproximación de soluciones de ecuaciones diferenciales parciales
muy utilizado en diversos problemas de ingeniería y física.
Consiste en un modelo informático del material o diseño que es tensado y analizado para
conseguir resultados específicos. Es usado en el diseño de nuevos productos, y en la mejora
de los actuales. Una empresa capaz de verificar un diseño propuesto será capaz de ajustarse
a las especificaciones del cliente antes de la fabricación o construcción. Modificando un
producto o estructura existente es utilizado para calificarlo para unas nuevas condiciones de
servicio. En caso de falla estructural, el MEF puede ser usado para ayudar a determinar el
diseño de las modificaciones para ajustarse a las nuevas condiciones.
El método se basa en dividir el cuerpo, estructura o dominio (medio continuo) —sobre el que
están definidas ciertas ecuaciones integrales que caracterizan el comportamiento físico del
problema— en una serie de subdominios no intersectantes entre sí denominados «elementos
finitos». El conjunto de elementos finitos forma una partición del dominio también denominada
discretización. Dentro de cada elemento se distinguen una serie de puntos representativos
llamados «nodos». Dos nodos son adyacentes si pertenecen al mismo elemento finito;
además, un nodo sobre la frontera de un elemento finito puede pertenecer a varios elementos.
El conjunto de nodos considerando sus relaciones de adyacencia se llama «malla».
A los nodos se les asigna una densidad por todo el material dependiendo del nivel de
esfuerzo anticipado en un área. Las regiones que recibirán gran cantidad de esfuerzo tienen
normalmente una mayor densidad de nodos (densidad de malla) que aquellos que
experimentan poco o ninguno. Puntos de interés consisten en: puntos de fractura previamente
examinados del material, entrantes, esquinas, detalles complejos, y áreas de elevado
esfuerzo. La malla actúa como la red de una araña en la que desde cada nodo se extiende un
elemento de malla a cada nodo adyacente. Este tipo de red vectorial es la que lleva las
propiedades del material al objeto, creando varios elementos.

49
El análisis de elemento finito se ha desarrollado considerando las dimensiones
geométricas de la sección transversal mencionada.
DESARROLLO DE ANALISIS
Para poder encontrar la carga crítica de pandeo en una columna es necesario.
1. Construcción del Modelo de Elemento finito. 2. Análisis estático. 3. Obtener los Eigen Valores
9de la solución de pandeo
4. Revisión de Resultados.
MODELO DE ELEMENTO FINITO
El modelo de elemento finito esta compuesto por elementos sólidos (solid 4510
), y en un
extremo de la columna se utilizaron elementos rígidos para poder aplicar la carga axial en el
centroide de la sección transversal.
Debido a la naturaleza del apoyo en un extremo de la columna se aplicaron restricciones de
movimiento (cero desplazamientos), es decir empotrado.
9 Eigen valores son los vectores no nulos que, cuando son transformados por el operador, dan lugar a un
múltiplo escalar de sí mismos, con lo que no cambian su dirección 10
Solid 45 se utiliza para el modelado tridimensional de estructuras sólidas. El elemento es definido mediante 8 nodos teniendo 3 grados de libertad en cada nodo en las direcciones x, y & z.
FUERZA
UNITARIA
DOF =
0
SOLID 45
Rigid
Figura No. 1
50
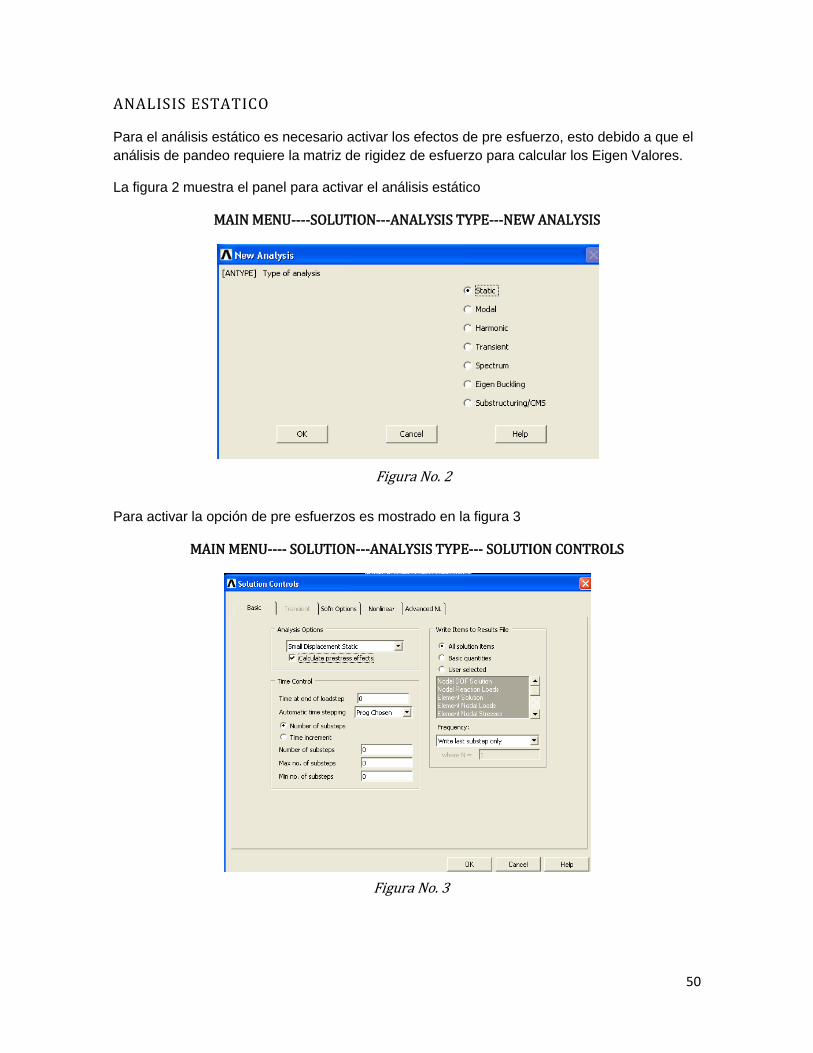
ANALISIS ESTATICO
Para el análisis estático es necesario activar los efectos de pre esfuerzo, esto debido a que el
análisis de pandeo requiere la matriz de rigidez de esfuerzo para calcular los Eigen Valores.
La figura 2 muestra el panel para activar el análisis estático
MAIN MENU----SOLUTION---ANALYSIS TYPE---NEW ANALYSIS
Para activar la opción de pre esfuerzos es mostrado en la figura 3
MAIN MENU---- SOLUTION---ANALYSIS TYPE--- SOLUTION CONTROLS
Figura No. 2
Figura No. 3
51
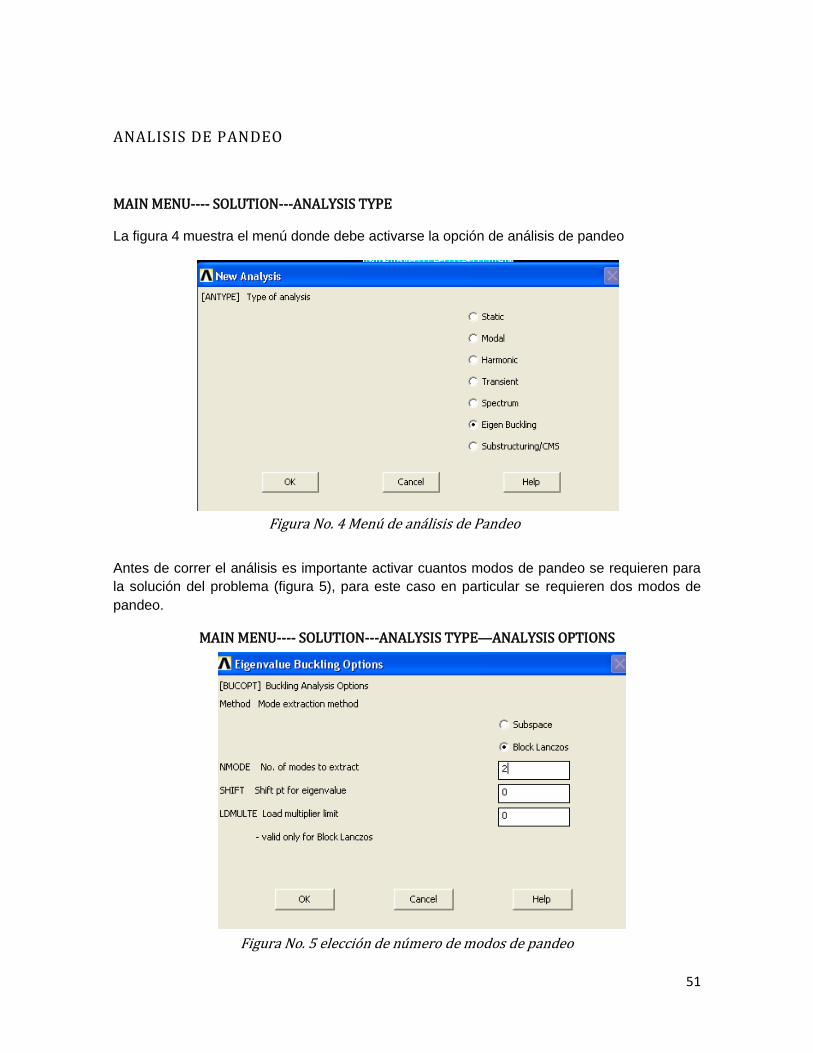
ANALISIS DE PANDEO
MAIN MENU---- SOLUTION---ANALYSIS TYPE
La figura 4 muestra el menú donde debe activarse la opción de análisis de pandeo
Antes de correr el análisis es importante activar cuantos modos de pandeo se requieren para
la solución del problema (figura 5), para este caso en particular se requieren dos modos de
pandeo.
MAIN MENU---- SOLUTION---ANALYSIS TYPE—ANALYSIS OPTIONS
Figura No. 4 Menú de análisis de Pandeo
Figura No. 5 elección de número de modos de pandeo
52
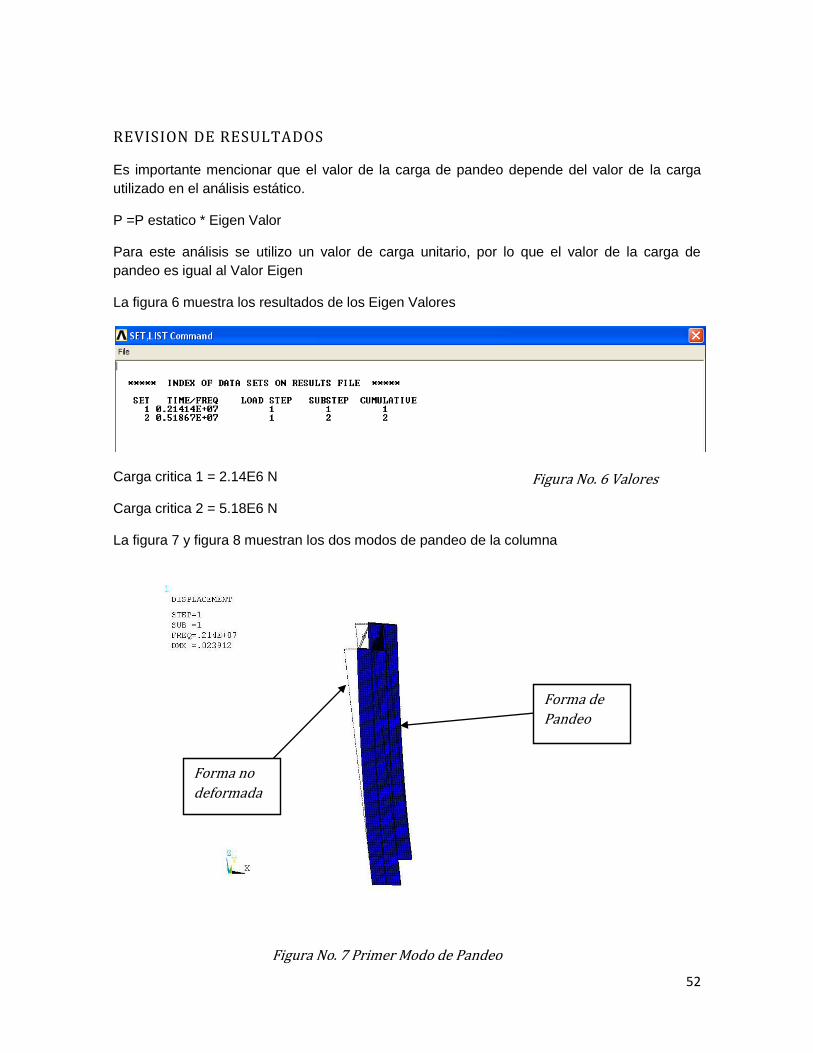
REVISION DE RESULTADOS
Es importante mencionar que el valor de la carga de pandeo depende del valor de la carga
utilizado en el análisis estático.
P =P estatico * Eigen Valor
Para este análisis se utilizo un valor de carga unitario, por lo que el valor de la carga de
pandeo es igual al Valor Eigen
La figura 6 muestra los resultados de los Eigen Valores
Carga critica 1 = 2.14E6 N
Carga critica 2 = 5.18E6 N
La figura 7 y figura 8 muestran los dos modos de pandeo de la columna
Forma no
deformada
Forma de
Pandeo
Figura No. 6 Valores
Eigen
Figura No. 7 Primer Modo de Pandeo

53
Figura 8. Segundo modo de Pandeo
Validación de Resultados
Es importante mencionar que el primer modo de pandeo es el crítico por lo que haciendo un
rápido análisis analítico, utilizando la ecuación de Euler se tiene:

54
Figura 9 muestra las propiedades geométricas de la sección transversal de la columna.
A partir de la verificación de los momentos de inercia, podemos ver que el menor valor es
Aplicando la ecuación de Euler el valor de la carga crítica de esta columna es de 2.18e6 N,
Comparando este valor con el análisis de elemento finito (2.14e6 N) se tiene un error de 1%.
Analizando la columna de acuerdo a el valor de carga de trabajo 69504.75 kg = 681841.6 N, y
sabiendo que el esfuerzo de cendencia del material es de 2531 kg/cm^2 = 248.29 MPa, se
realizo un análisis estático para la verificación del esfuerzo máximo en la sección de la
columna
Figura No. 9
55
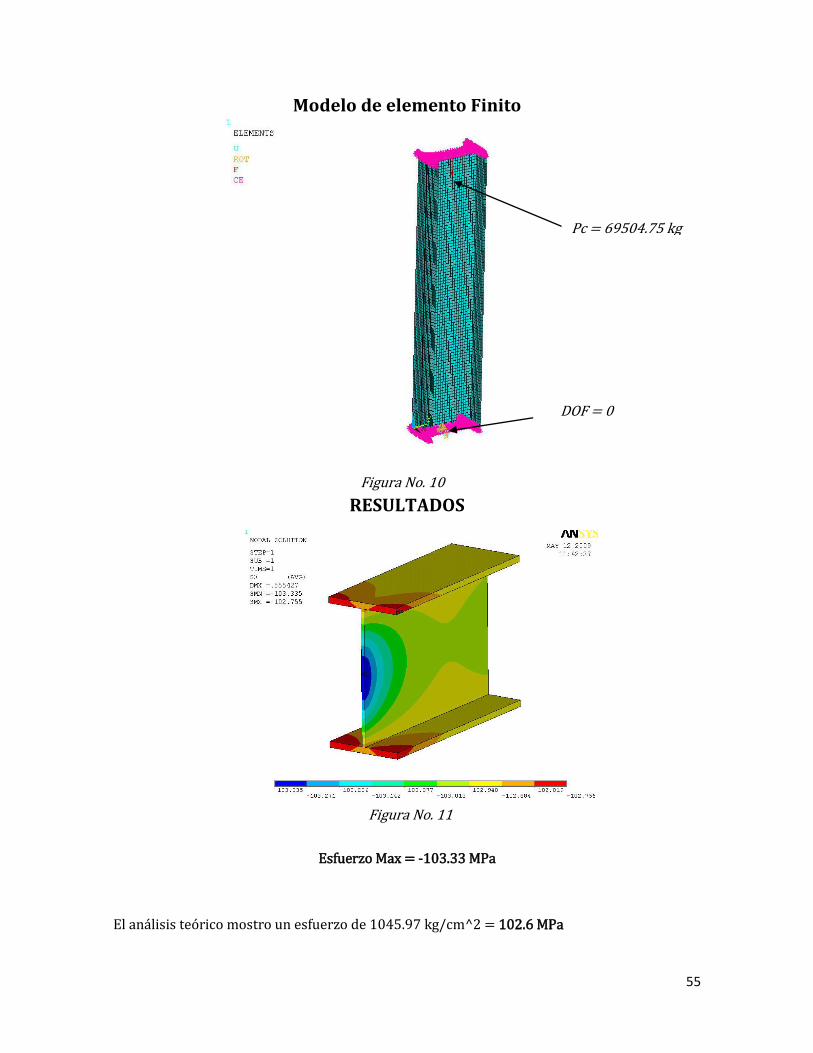
Modelo de elemento Finito
RESULTADOS
Esfuerzo Max = -103.33 MPa
El análisis teórico mostro un esfuerzo de 1045.97 kg/cm^2 = 102.6 MPa
Pc = 69504.75 kg
DOF = 0
Figura No. 10
Figura No. 11

56
CONCLUSIONES DE MEF
Es importante mencionar que la ventaja del modelado de elemento finito radica en la
visualización de la forma de pandeo, y si el diseño no es robusto es posible determinar de una
manera rápida soluciones.
F.S Esfuerzos =248.29/103.33 = 2.40
Otro punto importante que debe considerarse es que la carga de pandeo obtenida de acuerdo
a la sección transversal es demasiado alto, por lo que el modo de falla de esta columna es
mas por esfuerzos a compresión que por pandeo.
Es decir si se aplica a esta columna la carga mínima de pandeo 2.14 E6 N, los esfuerzo sobre
la sección transversal seria de 323 MPa = 3292 Kg/cm^2
Finalmente esta columna sería capaz de soportar una carga máxima de 1.64E6N, teniendo
como esfuerzo máximo 248.29 MPa.

57
TABLA COMPARATIVA DE RESULTADOS
En la siguiente tabla se muestra una comparación de los dos métodos de resolución para
soportes a los cuáles se recurrieron y que son base fundamental de esta tesis. Podremos
observar sus diferencias y exactitud en la resolución para recipientes sujetos a presión.
Elemento de Comparación Método Analítico Método del Elemento Finito
% de diferencia
Carga Critica 2.183e6 N 2.14e6 N 1.0
Esfuerzo de Cedencia 102.575 MPa 103.33 MPa 1.0
Área Del Perfil 1.0
Carga en X 1.0
Carga en Y .99
Figura No. 12

58
CONCLUSION GENERAL
Los resultados obtenidos por medio del método analítico fueron realizados con base en los
métodos de diseño estructural, lo siguiente, es por que en los libros dedicados al diseño de de
recipientes sujetos a presión no se encuentra algún apartado que haga referencia a este tipo
de piernas para recipientes, por lo cuál, la resolución se llevo a cabo por medio del método de
columna estructural.
Se realizo al final de la hoja de cálculo la ecuación de Euler para carga crítica el cuál nos diera
una referencia y comprobación del cálculo y así comparar el resultado con el obtenido por el
MEF.
El análisis comparativo, logra mostrarnos que los resultados son semejantes, varían en un
porcentaje del 1%, por lo cuál, este método podría ser empleado en el diseño y resolución de
soportes tipo perfil IPR con un grado elevado de confiabilidad.
Con esta tesis se logra optimizar el diseño de los soportes tipo pierna mediante el MEF el cuál
permite realizar los ajustes correspondientes durante el cálculo y que nos muestra
gráficamente el comportamiento de las piernas sujetas a diferentes esfuerzos, para asegurar
la estabilidad del recipiente en cuestión, operando bajo cualquier condición de carga.

59
BIBILOGRAFÍA
Megyesi, Eugene. Manual de Recipientes a Presión. Limusa México, 1992
Lloyd E. Brownell and Edwin H. Young Lloyd E. Brownell and Edwin H. Young. Process Equipment
Design. Wiley Publishing, 1986.
Henry M. Bednar. Pressure Vessel Design. Krieger Publishing Company. 1990
Clifford Matthews. Engineers’ Guide to Pressure Equipment The Pocket Reference. Professional Engineering Publishing Limited, London and Bury St Edmunds, UK. 2001 Moss Dennis. Pressure Vessel Design Manual. Gulf Publishing Co, EUA, 1987.
Instituto Mexicano de la Construcción en Acero, A.C. 1990 ed. Limusa Noriega. Segunda Edición,
México D.F.
T.R. Chandrupatla, A.D. Belegundu. “Introducción al Estudio del Elemento Finito en Ingeniería”. Prentice Hall, 1999.México D.F. Segunda Edición
Software MEF:
ANSYS versión 10.0