






Idiomas
Páginas
Jurídico


B O L E T Í N DE LA S O C I E D A D E S P A Ñ O L A DE
Cerámica y Vidrio D O S S I E R
• • •
La industria del vidrio y el medio ambiente Evolución, obligaciones y oportunidades
GUY TACKELS Saint Cubain Conceptions Verrières
(Traducido por Ana García Jiménez)
INTRODUCCIÓN
El medio ambiente se ha convertido en un componente inevitable de la gestión de las empresas. Estas han de encontrar un justo equilibrio entre los imperativos del crecimiento y la fragilidad del patrimonio del planeta. Este es el concepto de «desarrollo sostenible», que pretende satisfacer las necesidades actuales sin perjudicar a las de las generaciones futuras. En un contexto económico difícil, las industrias preocupadas por su imagen han aprendido a satisfacer no solamente las obligaciones impuestas por los poderes públicos sino también las exigencias de los consumidores con respecto a la calidad del medio ambiente y de respeto a su plan de vida.
Los vidrieros no escapan a esta evolución y deben adaptarse a un mundo en transformación. Al vidrio no le faltan oportunidades para hacer frente a esta situación, pero, al mismo tiempo, quedan muchos esfuerzos por hacer para mejorar los procesos tecnológicos actuales y llegar a producir todavía más «limpio».
El vidrio es un material ecológico por naturaleza: es inerte, reciclable al 100% y al infinito, a condición de que no esté contaminado. Su fabricación se hace por medio de un procedimiento seguro y sin grandes riesgos para el medio ambiente. Las fábricas de vidrio no están de hecho sujetas a la clasificación de la Directiva Europea «SEVESO», salvo algunos casos muy particulares de vidrios especiales. En conclusión, la fabricación del vidrio utiliza materias primas naturales (más del 80%) o sintéticas sin riesgo de almacenamiento o de transporte y genera pocos residuos específicos.
Sin embargo, para elaborar el vidrio, hay que utilizar energía, y en ese nivel cuando hay todavía un margen de maniobra para minimizar los residuos. Por eso las palabras claves de los vidrieros en materia de medio ambiente son: economía de energía, control de la contaminación atmosférica y reciclado.
Teniendo en cuenta ciertos matices, hay que poner de manifiesto las ventajas considerables que aporta el vidrio a la vida cotidiana: acristalamiento de edificios y automóviles, vidrio para embalajes y objetos de mesa, la fibra para aislamiento y refuerzo y todas las innumerables especialidades en vidrio óptico y en electrónica, por no citar más que las principales. Con respecto al medio ambiente, el vidrio permite economizar substancialmente la energía (doble acristalado, aislamiento) y reducir así la contaminación global del país. El vidrio para envases es el material que tiene la tasa de reciclado más elevada.
Este artículo se divide en tres partes: en la primera, se exa
minan los diferentes aspectos del medio ambiente en la industria del vidrio. La segunda parte esta dedicada a la contaminación atmosférica por las emisiones de los hornos de las fábricas de vidrio y la tercera, a las diferentes maneras de reducirla.
1. DIFERENTES ASPECTOS DEL MEDIO AMBIENTE EN LA INDUSTRIA DEL VIDRIO
El medio ambiente es un tema complejo, difícil de tratar de manera exhaustiva. Para mostrar las diferentes facetas, la descomposición por temas parece la fórmula más adecuada. Figura 1. Cada tema se desarrolla entonces centrándose en los parámetros esenciales.
1.1. Emisiones atmosféricas
La parte más importante de la producción del vidrio se basa en vidrio sodocálcico, tanto para los sectores del vidrio hueco (botellas esencialmente), como del vidrio plano (edificios y acristalamiento de automóviles). Más del 95% de esta producción se realiza en hornos con regeneradores que queman combustible fósil (fuel pesado o gas natural) y a veces con un poco de energía eléctrica complementaria. Pongamos como ejemplo el reparto de energía consumida en una fábrica de botellas.
PARÁMETROS ESENCIALES TEMAS PRINCIPALES
iiiiil -002
•M¿al mm
¡lililí
NIVEL DE INTERVENCIÓN
««3<m«IT0
; iiS0«ISII»k mmm ;|;«|^^S|;|::: jlllillj
fiÉJlliiii lililí - • js^m
^^y^^ ^
-^ numù
Fig. 1. Diferentes facetas del medio ambiente.
Bol. Soc. Esp. Cerám. Vidrio, 35 [3] 155-163 (1996) 155
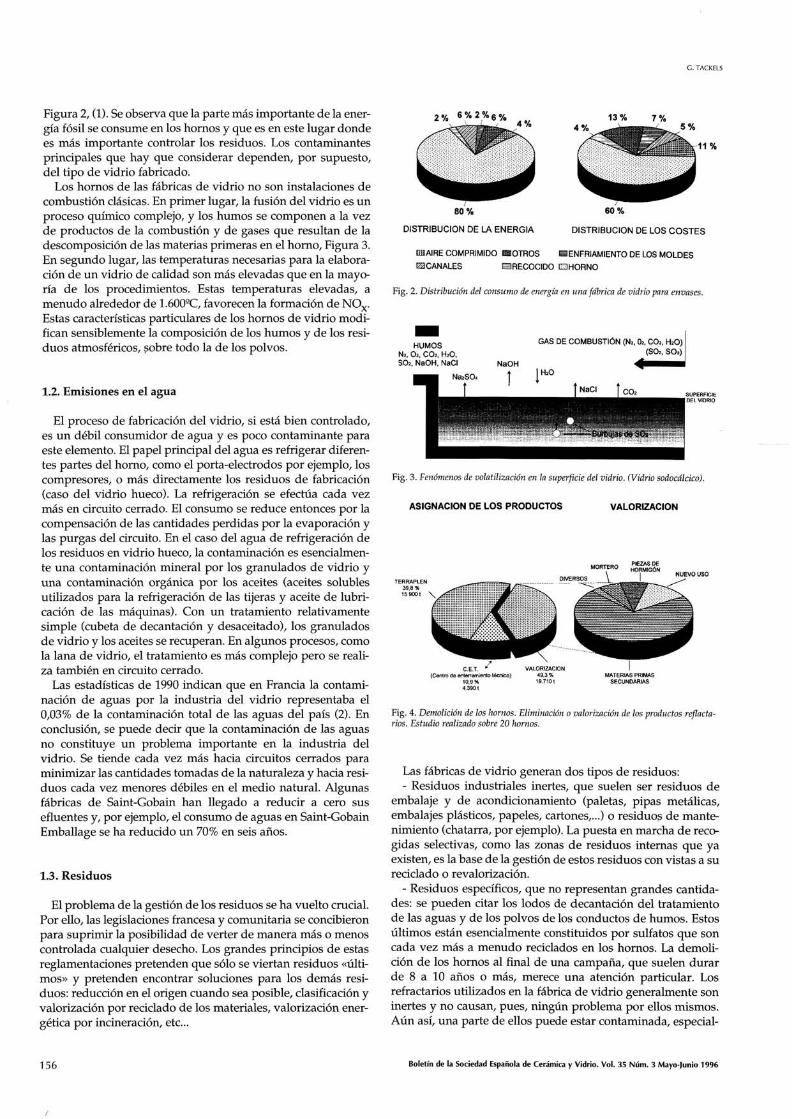
Figura 2, (1). Se observa que la parte más importante de la energía fósil se consume en los hornos y que es en este lugar donde es más importante controlar los residuos. Los contaminantes principales que hay que considerar dependen, por supuesto, del tipo de vidrio fabricado.
Los hornos de las fábricas de vidrio no son instalaciones de combustión clásicas. En primer lugar, la fusión del vidrio es un proceso químico complejo, y los humos se componen a la vez de productos de la combustión y de gases que resultan de la descomposición de las materias primeras en el horno. Figura 3. En segundo lugar, las temperaturas necesarias para la elaboración de un vidrio de calidad son más elevadas que en la mayoría de los procedimientos. Estas temperaturas elevadas, a menudo alrededor de L600-C, favorecen la formación de NO^. Estas características particulares de los hornos de vidrio modifican sensiblemente la composición de los humos y de los residuos atmosféricos, sobre todo la de los polvos.
1.2. Emisiones en el agua
El proceso de fabricación del vidrio, si está bien controlado, es un débil consumidor de agua y es poco contaminante para este elemento. El papel principal del agua es refrigerar diferentes partes del horno, como el porta-electrodos por ejemplo, los compresores, o más directamente los residuos de fabricación (caso del vidrio hueco). La refrigeración se efectúa cada vez más en circuito cerrado. El consumo se reduce entonces por la compensación de las cantidades perdidas por la evaporación y las purgas del circuito. En el caso del agua de refrigeración de los residuos en vidrio hueco, la contaminación es esencialmente una contaminación mineral por los granulados de vidrio y una contaminación orgánica por los aceites (aceites solubles utilizados para la refrigeración de las tijeras y aceite de lubricación de las máquinas). Con un tratamiento relativamente simple (cubeta de decantación y desaceitado), los granulados de vidrio y los aceites se recuperan. En algunos procesos, como la lana de vidrio, el tratamiento es más complejo pero se realiza también en circuito cerrado.
Las estadísticas de 1990 indican que en Francia la contaminación de aguas por la industria del vidrio representaba el 0,03% de la contaminación total de las aguas del país (2). En conclusión, se puede decir que la contaminación de las aguas no constituye un problema importante en la industria del vidrio. Se tiende cada vez más hacia circuitos cerrados para minimizar las cantidades tomadas de la naturaleza y hacia residuos cada vez menores débiles en el medio natural. Algunas fábricas de Saint-Gobain han llegado a reducir a cero sus efluentes y, por ejemplo, el consumo de aguas en Saint-Gobain Emballage se ha reducido un 70% en seis años.
1.3. Residuos
El problema de la gestión de los residuos se ha vuelto crucial. Por ello, las legislaciones francesa y comunitaria se concibieron para suprimir la posibiHdad de verter de manera más o menos controlada cualquier desecho. Los grandes principios de estas reglamentaciones pretenden que sólo se viertan residuos «últimos» y pretenden encontrar soluciones para los demás residuos: reducción en el origen cuando sea posible, clasificación y valorización por reciclado de los materiales, valorización energética por incineración, etc..
2«/„ 6%2%eo/o 4 %
13 % 7 % 5 %
1 1 %
8 0 %
DISTRIBUCIÓN DE LA ENERGÍA
60%
DISTRIBUCIÓN DE LOS COSTES
lüAIRE COMPRIMIDO I^OTROS HENFRIAMIENTO DE LOS MOLDES
1^CANALES ^RECOCIDO E3HORNO
Fig. 2. Distribución del consumo de energía en una fábrica de vidrio para envases.
HUMOS N2, O2. CO2. H2O, SO2, NaOH. NaCI
GAS DE COMBUSTIÓN (N2, O2, CO2, HzO) (SO2, SO3)
Fig. 3. Fenómenos de volatilización en la superficie del vidrio. (Vidrio sodocálcico).
ASIGNACIÓN DE LOS PRODUCTOS VALORIZACIÓN
TERRAPLÉN 39,8% 15900t \
MORTERO PtEZASDE «0R^.^«0 HORMIGÓN ^ ^ ^ ^ ^ ^ 3 ^
C E T . " VALORIZACIÓN 1 (Centro de enterramiento técnico) 49.3 % MATERIAS PRIMAS
10,9% 19,7101 SECUNDARIAS 4.3901
Fig. 4. Demolición de los hornos. Eliminación o valorización de los productos reflacta-rios. Estudio realizado sobre 20 hornos.
Las fábricas de vidrio generan dos tipos de residuos: - Residuos industriales inertes, que suelen ser residuos de
embalaje y de acondicionamiento (paletas, pipas metálicas, embalajes plásticos, papeles, cartones,...) o residuos de mantenimiento (chatarra, por ejemplo). La puesta en marcha de recogidas selectivas, como las zonas de residuos internas que ya existen, es la base de la gestión de estos residuos con vistas a su reciclado o revalorización.
- Residuos específicos, que no representan grandes cantidades: se pueden citar los lodos de decantación del tratamiento de las aguas y de los polvos de los conductos de humos. Estos últimos están esencialmente constituidos por sulfatos que son cada vez más a menudo reciclados en los hornos. La demolición de los hornos al final de una campaña, que suelen durar de 8 a 10 años o más, merece una atención particular. Los refractarios utilizados en la fábrica de vidrio generalmente son inertes y no causan, pues, ningún problema por ellos mismos. Aún así, una parte de ellos puede estar contaminada, especial-
156 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-junio 1996

DOSSIER: LA INDUSTRIA DEL VIDRIO Y EL MEDIO AMBIENTE. EVOLUCIÓN, OBLIGACIONES Y OPORTUNIDADES
mente por su contacto prolongado con los humos y deben ser vertidos de manera controlada. El desmontaje selectivo de los materiales refractarios permite o reciclarlos o valorizar una buena parte de ellos, evitando así el vertido de cantidades demasiado importantes. Como ejemplo. Figura 4, se presenta el reparto de cantidades de refractarios reciclados, valorizados o eliminados por una veintena de hornos. En este ámbito se han realizado progresos todos los años, pero todavía no se ha llegado a un justo equilibrio entre el tiempo de desmontaje (ya no se habla de demolición!), y las tasas de reciclado, valorización y eliminación. El asunto es tanto más complejo cuanto que la legislación sobre los residuos está también en plena evolución tanto en el plano comunitario como en el nacional.
UN CASO PARTICULAR: EL CASCO
TABLA I
RECICLADO DE VIDIRIO EN EUROPA (1994)
TASA DE TONELADAS RECICLADO
PAIS RECOGIDAS NACIONAL %
ALEMANIA 2763000 75 BÉLGICA 235000 67
DINAMARCA 108000 67 FRANCIA 1300000 48 ESPAÑA 371000 31 GRECIA 37000 29 IRLANDA 28000 31
ITALIA 890000 54 PAÍSES BAJOS 367000 77
PORTUGAL 71000 32 REINO UNIDO 492000 28
Desde hace tiempo, las fábricas reciclan directamente sus propios residuos de fabricación. Desde hace veinte años, se han emprendido esfuerzos importantes sobre el reciclado del vidrio en todos los países europeos. En 1994, de una producción total de envases de vidrio de 15.800.000 toneladas en la Unión Europea, 6.662.000 provinieron de la recolección de casco de vidrio(3). Esta tasa de reciclado, con mucho la mejor tasa de materiales de envase, permitió economizar más de 7!ô millones de toneladas de materias primas. No todos los países están en la misma situación. Tabla I, pero todos tienen objetivos de desarrollo ambiciosos. En Francia, por ejemplo, se ha previsto una tasa de reciclado del 75% para el año 2002. En Alemania ya se ha alcanzado una tasa del 75%, y, para llegar a ese resultado, es indispensable la clasificación por colores.
Más casco reciclado significa menos canteras y paisajes arruinados. Esto significa también un importante ahorro de energía, ya que no ha de proveerse el calor de reacción del vidrio. El reciclado de un millón de toneladas de vidrio representa un ahorro de energía equivalente a 100.000 toneladas de fuel, un tercio del cual es un ahorro directo. El resto representa el contenido energético de las materias primas economizadas, en particular el carbonato de sodio. Con respecto al medio ambiente, el ahorro de estas 100.000 toneladas de fuel evita la emisión de 4.000 toneladas de SO^ y de 320.000 toneladas de CO2, o sea, un 20% y un 10% respectivamente de las emisiones de las fábricas de vidrio francesas.
1.4. El ruido
Las molestias por el ruido son únicamente locales y constituyen un asunto aparte. De manera general, el ruido está reglamentado por un hmite de nivel sonoro que no puede sobrepasarse dentro de los límites de la propiedad. Teniendo en cuenta la situación de las fábricas de vidrio, este límite es en general de 65 dB(A) de día y de 55 dB(A) de noche. Según una investigación reciente del Ministerio del Medio Ambiente en Francia, se puede decir que esos límites son generalmente respetados de día, y es un poco más difícil de noche. Las quejas de la población cercana son sin embargo bastante raras. Otro parámetro que se debe tener en cuenta en algunos países de la Unión Europea es la emergencia. La emergencia es una noción a veces mal conocida que consiste en medir la diferencia entre el ruido de fondo, fábrica parada, y el ruido generado por la instalación. La emergencia se aplica mal en el caso de las fábricas de vidrio, y, en Francia, se están llevando a cabo discusio
nes con el Ministerio del Medio Ambiente para cambiar el concepto, teniendo en cuenta las especificidades de la industria del vidrio.
1.5. La gestión del medio ambiente
Otros asuntos que conciernen al medio ambiente son completamente marginales respecto al conjunto de la profesión vidriera: se pueden citar los problemas de olores o los suelos contaminados. En este último caso, los industriales tienen que asumir un pasado que no tenía ningún tipo de preocupación por las generaciones futuras. En resumen, se puede decir que el vidrio produce pocas molestias al medio ambiente, mientras procura muchas ventajas. Esto no impide que en el mundo de hoy el respeto por el medio ambiente se haya vuelto una prioridad. En particular, muchos de los problemas globales se plantean a las naciones en el plano regional (lluvias acidas, ozono troposférico) y mundial (disminución de la capa de ozono, efecto invernadero). Estos problemas sólo pueden solucionarse con acciones de conjunto y, desde ese punto de vista, está claro que cada actor tiene un papel que cumplir, incluida la industria del vidrio.
Esta es la razón por la que se ha puesto en marcha una política coherente de medio ambiente en los grupos vidrieros. Sea la construcción de una nueva industria, sea la evaluación de un proceso, todas las decisiones incluyen un aspecto medioambiental. En el Grupo Saint-Gobain, el medio ambiente es un asunto prioritario y cada «Branche Verrière» tiene un plan de medio ambiente que permite controlar los progresos realizados en este ámbito. Se usan diferentes instrumentos para mejorar la gestión del medio ambiente: auditorias y tablas de seguimiento, análisis de ciclo de vida, etc.. Los directores de fábricas pueden así medir sus esfuerzos, todo ello inscrito en un plan coherente de progreso.
1.6. La legislación
Las condiciones de explotación de las fábricas de vidrio en Europa dependen mucho del aspecto legislativo, que está en plena evolución, tanto en el plano nacional como en el comunitario. Sin llegar al detalle, se dan aquí las grandes orientaciones del cuadro legislativo que los vidrieros deberán respetar.
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-Junio 1996 157

1.6.1. A NIVEL DE LA UNION EUROPEA
No existe una legislación europea específica para la industria del vidrio. La Comisión de la UE emite Directivas Europeas que fijan el marco general y cada país se encarga de poner en marcha una legislación nacional que permita aplicar los principios de estas directivas. Particularmente, para la contaminación atmosférica, los límites de las emisiones se dejan a juicio de los diferentes países de la Unión Europea.
Sin ser exhaustivos, se citan cuatro textos que conciernen particularmente a los vidrieros:
- La Directiva del Consejo nö84/360/CEE del 28 de Junio de 1984, relativa a la lucha contra la contaminación atmosférica que proviene de las instalaciones industriales.
Como su nombre indica, esta directiva expone las obligaciones y los procedimientos para evitar o reducir la contaminación de las instalaciones industriales. Aunque no existen valores límites sobre los contaminantes, la directiva introduce dos nociones importantes: el procedimiento de autorización y la noción de la mejor tecnología disponible que no implique un coste excesivo (BATNEEC: Best Available Tecnology Non Entailing Excessive Cost). La Comisión a creado grupos de trabajo para redactar, con los diferentes actores concernidos, las notas técnicas BATNEEC. Por falta de tiempo, la industria del vidrio no ha sido objeto de una tales notas.
- El proyecto de Directiva del Consejo relativa a la prevención y reducción integrada de la polución (IPPC).
Este proyecto de directiva será próximamente presentado al Parlamento Europeo y esta dirigido a cambiar la directiva 84/360/CEE incluyendo nuevas nociones:
. Un enfoque integrado de la contaminación (aire, agua, suelos), con un permiso único de explotación.
. Las BATNEEC se sustituyen por las BAT (Best Availables Tecniques) o en español, la mejor tecnología disponible (MTD). Esta noción de MTD se define a lo largo del texto y contiene además una referencia a los aspectos económicos de los métodos de producción y de contaminación. Desde ese punto de vista, las futuras discusiones para definir las MTD aplicadas a la industria del vidrio serán capitales.
- La Directiva 94/62/CE del Parlamento Europeo y del Consejo del 20 de diciembre de 1994 relativa a los envases y a los residuos de embalaje.
Las prioridades que se definen en esta Directiva, son, por orden, la reutilización, el reciclado, la valorización -incluida en ella la valorización energética- y, por último, el vertido. Se han fijado los objetivos de recolección y de reciclado, pero muchos puntos quedan por aclarar en el plano de su aplicación en cada país.
- El proyecto de Directiva de Consejo que establece una tasa en las emisiones de CO2 y en la energía.
En el ámbito de la lucha contra el efecto invernadero, el objetivo principal de este proyecto es estabilizar las emisiones de CO2 y, en el año 2000, reducirlas al nivel de 1990. Tras la oposición de algunos países, la última versión propone dejar la tasa a la opción y apreciación de cada miembro de la Unión Europea. Se podrían acordar excepciones temporales a las industrias grandes consumidoras de energía (ver sección 3.4).
TABLA II
NORMAS CONCERNIENTES A EMISIONES DE HORNOS DE VIDRIO EN DIFERENTES PAÍSES DE LA
COMUNIDAD EUROPEA (VIDRIO SODOCALCICO)
Valores expresados en mg/Nm' sobre gas seoo con 8% de 0^ o en kg/ton vidrio.
FRANCIA ALEMANIA ITALIA RE/NO UNIDO
FUEL GAS FUEL GAS FUEL GAS FUEL GAS
(mg/Nm ) (kg/tv) (mg/Nm ) (kgrtv) (mg/Nm ) (mg/Nm ) (mg/Nm') (mg/Nm ) (mg/Nm^) (mg/Nm^)
POLVOS 50 0,2 50 0,2 50 50 80 a 150 80 a 150 100 100
SOx(*) 1500 ó
1800
3 ó
3,6
500 ó
750
1 ó
1,5
1800 1800 1800 1800 1750 1750
NOx(**) Hornos B.
Hornos Q.T, Hornos R.
1300 1500 700
2,6 3
2,1
1500 2000 900
3 4
2.7
1800 3000 1200
2200 3500 1400
1800 3000 1200
2200 3500 1400
2700 2700 2700
2700 2700 2700
HF 5 0.035 5 0,035 5 5 5 5 5 5
HCl 60 0,175 50 0,175 30 30 30 30 50 50
(*) En Francia, la norma más elevada se a-plica a vidrios que contienen más del 0,1 % de SO^. {**) Hornos B = hornos de bucle; Hornos Q.T. = hornos de quemadores transversales; Hornos R = hornos recuperadores. Para el NOx, el objetivo es de 500 mg/Nm^ (Francia, Alemnia).
en pocas líneas. Sólo se presentan los valores límites impuestos a los vidrieros de los principales contaminantes atmosféricos. Tabla IL
Este cuadro necesita varios comentarios: - Los valores límites que se muestran en este cuadro son valo
res nacionales. Se pueden imponer límites más restrictivos por las autoridades locales en función de criterios particulares propios para la implantación de la instalación.
- Los límites se expresan, sea en concentración, sea en factor de emisión. Para que sea coherente, el límite expresado en concentración tiene que estar siempre en relación con la misma referencia. Por ello, en las fábricas de vidrio, los límites se expresan generalmente en mg para gases secos y con un 8% de 02- Para expresar los factores de emisión, se utiliza generalmente el kg de contaminante por tonelada de vidrio. Los dos sistemas tienen sus ventajas y sus inconvenientes. El factor de emisión representa más bien el aspecto cuantitativo de las emisiones y parece mejor adaptado a los hornos de las industrias de vidrio. Lo esencial es que no se frenen los progresos tecnológicos debido a un reglamento demasiado rígido. En la práctica, y según los países, la legislación se expresa en uno u otro de los sistemas. La mayoría de las legislaciones europeas se expresan en concentración. En Francia, se ha encontrado un justo equilibrio entre los dos modos de expresión. La emergencia de las nuevas tecnologías, como la fusión del oxígeno, está sin embargo haciendo evolucionar las cosas.
- Los valores límites no son inmutables y la tendencia a ir hacia más severidad. Particularmente para los NO^, países como Alemania, Francia y Países Bajos quieren fijar a corto plazo el objetivo de 500 mg/Nm3 o 1 kg por tonelada de vidrio.
- Hoy día los límites de emisiones de NO^ dependen del tipo de horno y del tipo de combustible. Para algunos países, los límites de emisiones de SO^ están también en función del tipo de combustible.
- Por el momento, Francia es la única nación que dispone de un documento «integrado» o sea, un documento que tiene en cuenta todos los aspectos del control de los contaminantes, y en particular, del agua, del aire, del ruido y de los residuos.
2. LAS EMISIONES ATMOSFÉRICAS
L6.2. EN EL PLANO NACIONAL
Es imposible resumir las diferentes legislaciones nacionales
Se ha visto que los vidrieros no son grandes contaminantes y que lo esencial de sus problemas deriva de las emisiones atmosféricas que provienen de la fusión.
A continuación se examinan en detalle estos aspectos.
158 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-junio 1996

DOSSIER: LA INDUSTRIA DEL VIDRIO Y EL MEDIO AMBIENTE. EVOLUCIÓN, OBLIGACIONES Y OPORTUNIDADES
2.1. Materias volátiles provenientes de la composición
El vidrio sodocálcico está elaborado a partir de materias primas naturales o sintéticas no tóxicas como la arena, el carbonato sodio, la caliza y la dolomía por citar los más conocidos. Los elementos más importantes que se encuentran en los humos son el CO2, que proviene de la descomposición de los carbo-natos (sosa, caliza y dolomía) y el SO2, que proviene de la descomposición de los sulfatos utilizados en pequeñas cantidades para favorecer el afinado del vidrio. El volumen de esos gases no es desdeñable ya que puede alcanzar hasta 200 kg por tonelada de vidrio fundido. Las otras materias volátiles que provienen del baño de vidrio contienen los elementos Na, CI y F. El sodio que se evapora es desdeñable en relación a las cantidades introducidas, pero tiene una gran influencia en la formación de polvos. En el vidrio sodocálcico, los elementos F y Cl provienen únicamente de las impurezas contenidas en las materias primas. Finalmente, en los humos de los hornos de vidrios especiales se pueden encontrar elementos como el boro, el plomo, el arsénico y el antimonio.
Hay que tener en cuenta que las volatilizaciones de las materias primas, como los granulos de sílice que provienen de la arena, son, en general, pocas y están bien controladas por una regulación de la granulometría y del enfornado de la mezcla vitrificable. Por ejemplo, en el vidrio sodocálcico, se humedece siempre la composición para controlar mejor las volatilizaciones. Este agua se encuentra en forma de vapor en los humos.
2.2. Los productos de la combustión
A partir de la combustión del fuel o del gas natural, en los humos se encuentra CO2, vapor de agua, oxígeno proveniente del exceso de aire, nitrógeno molecular y un poco de CO, si la combustión es incompleta. También se forman contaminantes como los SO^, que provienen del azufre contenido en el combustible y de los óxidos de nitrógeno. En la práctica, los humos que provienen de un horno con combustibles fósiles tendrán una composición cercana a la que está indicada en la Figura 5. Se observa que el conjunto de contaminantes constituyen una parte mínima de los humos.
2.3. Los óxidos de azufre
Las emisiones de óxido de azufre provienen del baño de vidrio y del combustible. El contenido de azufre en este último tiene un papel importante en el nivel de las emisiones. Sin embargo, incluso en un horno calentado con gas, se encuentran óxidos de azufre que provienen de los sulfatos introducidos como afinantes en el vidrio sodocálcico. Los valores medios de emisiones serán de 500 mg/Nm^ para hornos de gas natural y de L500 a 4.000 mg/Nm^ para hornos de fuel, según el contenido de azufre de este último.
FUEL GAS NATURAL
71.0% -69,3%
5,0% - - 9,6% 5,0% 15,0%
m N2 e ^ 02
CONTAMINANTES (*):
^ H2O Ü i i CO2 E U CONTAMINANTES
POLVOS, de 80 a 400 mg/Nm ^ SOx (en S02), de 500 a 4000 mg/Nm^ NOx (en N02), de 800 a 4000 mg/nm^ HF, de 5 a 30 mg/Nm^ HCl, de30a150mg/Nm^ (*) Medidas expresadas en mg/Nnr? sobre gas seco con 8% de O2
Fig. 5. Composición media de los humos que salen de un horno de vidrio sodocálcico.
TABLA III
EJEMPLO DE ANÁLISIS DE POLVOS (VIDRIO SODOCÁLCICO)
Na2S04 89,2 %
K2SO4 2,2 %
CaS04 6,3 %
NaHS04 1,5%
V2O5 0,8 %
en contacto con los refractarios de los regeneradores, la reacción siguiente aparece por debajo de 1.100-C:
4NaOH (gas)+ 2SO2+ O2 ....> 2Na2S04 + 2 H2O En la Tabla III se presenta un análisis de los polvos de un
vidrio sodocálcico (4). Para un vidrio borosilicato, los componentes contenidos en los humos no son los mismos, encontrándose más boratos en los polvos. De la misma manera, el vidrio de plomo contiene óxidos o sales de plomo.
Hay que subrayar que en un horno de vidrio las temperaturas a las que se llega son muy altas. Si la combustión está bien llevada, no se encuentra hollín en la chimenea y se ve que el proceso de formación de polvos y su composición no tienen nada que ver con los polvos obtenidos en las instalaciones de combustión clásicas.
2.5. Los óxidos de nitrógeno
2.4. Los polvos
En el vidrio sodocálcico, los polvos están compuestos esencialmente por sulfato de sodio no tóxico, según el mecanismo de formación siguiente: al salir del horno, los humos contienen vapores alcalinos, que provienen de la evaporación del óxido de sodio contenido en el vidrio. Cuando los humos se enfrían.
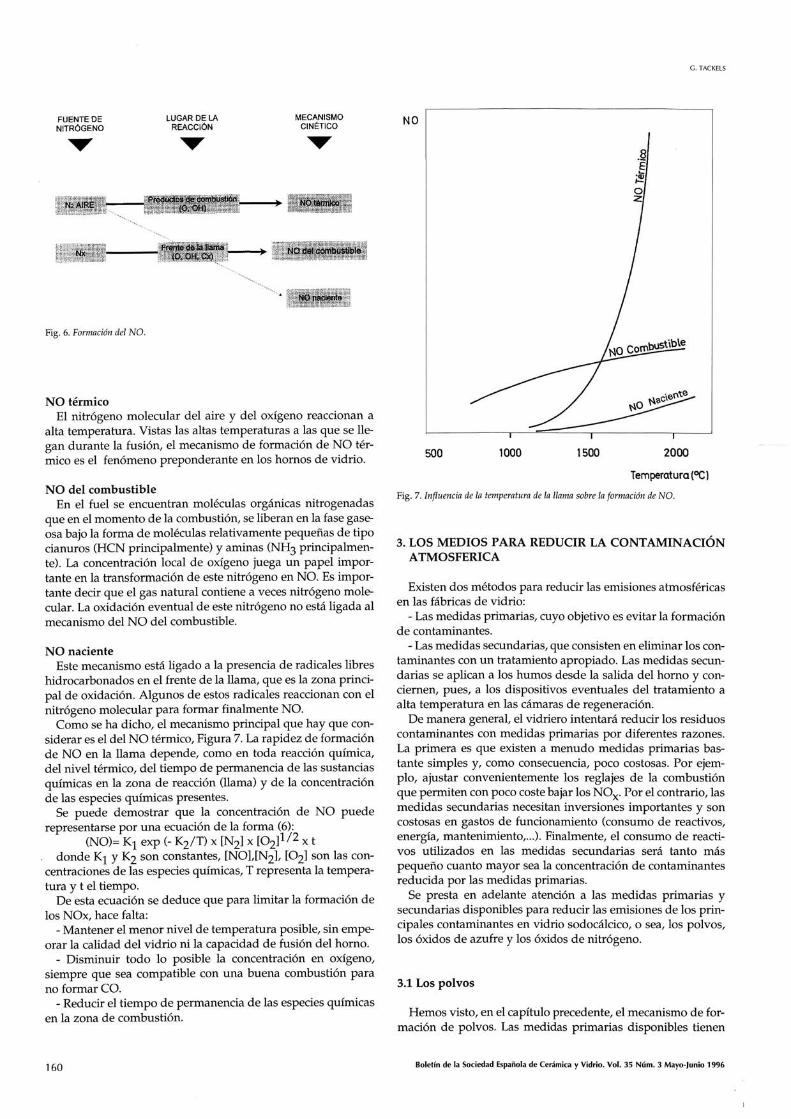
En los hornos de vidrio, esta familia de contaminantes está formada esencialmente de NO (90 al 95%) y el resto de NO2. Al contacto con la atmósfera, el monóxido de nitrógeno se oxida muy rápidamente en dióxido de nitrógeno. El protóxido de nitrógeno N2O producido en algunas instalaciones de combustión es inexistente en las fábricas de vidrio, debido a las altas temperaturas que se alcanzan en los hornos. Hay tres mecanismos principales para la formación de NO, Figura 6 (5).
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-Junio 1996 159
FUENTE DE NITRÓGENO
LUGAR DE LA REACCIÓN
MECANISMO CINÉTICO NO
i iSlil i-
Fig. 6. Formación del NO.
NO térmico El nitrógeno molecular del aire y del oxígeno reaccionan a
alta temperatura. Vistas las altas temperaturas a las que se llegan durante la fusión, el mecanismo de formación de NO térmico es el fenómeno preponderante en los hornos de vidrio.
NO del combustible En el fuel se encuentran moléculas orgánicas nitrogenadas
que en el momento de la combustión, se liberan en la fase gaseosa bajo la forma de moléculas relativamente pequeñas de tipo cianuros (HCN principalmente) y aminas (NH3 principalmente). La concentración local de oxígeno juega un papel importante en la transformación de este nitrógeno en NO. Es importante decir que el gas natural contiene a veces nitrógeno molecular. La oxidación eventual de este nitrógeno no está ligada al mecanismo del NO del combustible.
NO naciente Este mecanismo está ligado a la presencia de radicales libres
hidrocarbonados en el frente de la llama, que es la zona principal de oxidación. Algunos de estos radicales reaccionan con el nitrógeno molecular para formar finalmente NO.
Como se ha dicho, el mecanismo principal que hay que considerar es el del NO térmico. Figura 7. La rapidez de formación de NO en la llama depende, como en toda reacción química, del nivel térmico, del tiempo de permanencia de las sustancias químicas en la zona de reacción (llama) y de la concentración de las especies químicas presentes.
Se puede demostrar que la concentración de NO puede representarse por una ecuación de la forma (6):
(NO)= K | exp (- K2/T) X [N2] X [02]^/2 X t donde K^ y K2 son constantes, [NO],[N2], [O2] son las con
centraciones de las especies químicas, T representa la temperatura y t el tiempo.
De esta ecuación se deduce que para limitar la formación de los NOx, hace falta:
- Mantener el menor nivel de temperatura posible, sin empeorar la calidad del vidrio ni la capacidad de fusión del horno.
- Disminuir todo lo posible la concentración en oxígeno, siempre que sea compatible con una buena combustión para no formar CO.
- Reducir el tiempo de permanencia de las especies químicas en la zona de combustión.
500 1000 1500 2000
Temperatura (X)
Fig. 7. Influencia de la temperatura de la llama sobre la formación de NO.
3. LOS MEDIOS PARA REDUCIR LA CONTAMINACIÓN ATMOSFÉRICA
Existen dos métodos para reducir las emisiones atmosféricas en las fábricas de vidrio:
- Las medidas primarias, cuyo objetivo es evitar la formación de contaminantes.
- Las medidas secundarias, que consisten en eliminar los contaminantes con un tratamiento apropiado. Las medidas secundarias se aplican a los humos desde la salida del horno y conciernen, pues, a los dispositivos eventuales del tratamiento a alta temperatura en las cámaras de regeneración.
De manera general, el vidriero intentará reducir los residuos contaminantes con medidas primarias por diferentes razones. La primera es que existen a menudo medidas primarias bastante simples y, como consecuencia, poco costosas. Por ejemplo, ajustar convenientemente los reglajes de la combustión que permiten con poco coste bajar los NO^. Por el contrario, las medidas secundarias necesitan inversiones importantes y son costosas en gastos de funcionamiento (consumo de reactivos, energía, mantenimiento,...). Finalmente, el consumo de reactivos utilizados en las medidas secundarias será tanto más pequeño cuanto mayor sea la concentración de contaminantes reducida por las medidas primarias.
Se presta en adelante atención a las medidas primarias y secundarias disponibles para reducir las emisiones de los principales contaminantes en vidrio sodocálcico, o sea, los polvos, los óxidos de azufre y los óxidos de nitrógeno.
3.1 Los polvos
Hemos visto, en el capítulo precedente, el mecanismo de formación de polvos. Las medidas primarias disponibles tienen
160 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-Junio 1996

DOSSIER: LA INDUSTRIA DEL VIDRIO Y EL MEDIO AMBIENTE. EVOLUCIÓN, OBLIGACIONES Y OPORTUNIDADES
.^MATERIAS PRIMAS
VALORES [>- LIMITES ^ LEGISLADOS
Fig. 8. Balance de azufre.
SOx - COMBUSTION I - BAÑO DE VIDRIO
MEDIDAS PRIMARIAS: REDUCCIÓN EN LAS FUENTES
UTILIZACIÓN DE UN COMBUSTIBLE POBRE EN AZUFRE
-GAS -FUEL - MEZCLA FUEL HTS-GAS
Fig. 9. Tratamiento de SOx.
MEDIDAS SECUNDARIAS: TRATAMIENTO (Calor, Sosa)
PROCESOS PROCESOS SECOS SEMISECOS
VALORIZACIÓN
poca influencia en la concentración final de polvos. Es, en efecto, casi imposible actuar sobre los parámetros que podrían ser eficaces, como la cantidad de azufre utilizada como afinante, o la temperatura de elaboración del vidrio. En efecto, actuar realmente sobre estos parámetros obliga a reducir muchísimo la tirada y trae consigo sanciones económicas rápidamente insoportables. Para respetar la legislación en vigor hay que orientarse hacia las medidas secundarias.
Hoy día, contando con la granulometría muy fina de los polvos, la única tecnología eficaz es la de los filtros de mangas o la de los filtros electrostáticos. Estos dos tipos de material tienen sus ventajas e inconvenientes.
El filtro de mangas es más económico para las pequeñas producciones de hornos de pequeño tamaño. Sin embargo, impone la refrigeración de los humos hasta una temperatura entre 220-C y 130-C, según el tipo de material utilizado para las mangas. Los costes de mantenimiento son relativamente elevados, y la duración de las mangas es un criterio fundamental para una explotación económica. Hay que ser particularmente prudente cuando se utiliza un combustible rico en azufre. Las pérdidas de carga son importantes y conllevan un consumo de energía no desdeñable. Los filtros electrostáticos están mejor adaptados para las grandes instalaciones y necesitan menos mantenimiento. En el caso de una fábrica con varios hornos, puede ser más interesante conectar todos los hornos a una instalación de filtración única.
Un problema importante es la eliminación y el tratamiento de los polvos recolectados. El vertido de esos polvos es cada
vez más costoso, y es preferible reciclar los polvos en el horno. Como normalmente se asocia al filtro una unidad de desulfuración para neutralizar los componentes ácidos de los humos (SO3, HF, HCl), hay que vigilar el equilibrio del procedimiento. La Figura 8 ilustra las exigencias impuestas por el balance de azufre. Si la cantidad de azufre introducida por el reciclado de los polvos es incompatible con el tipo de vidrio fabricado, la única saUda posible es verter los polvos o disminuir la entrada de azufre, utilizando un combustible menos sulfurado. Para algunos vidrios reducidos, con contenidos pequeños de SO3, se llega a este límite desgraciadamente demasiado rápido.
3.2. Los óxidos de azufre
Se ha visto que el azufre del combustible tiene un papel muy importante en la generación de SO^. La medida primaria más evidente es hacer funcionar el horno con gas natural o utilizar un combustible pobre en azufre (Fuel TBTS en general). Estos combustibles son sin embargo más caros que el fuel BTS o HTS. El gas natural presenta también el inconveniente de generar más NO^. Es sabido que con una capacidad de fusión semejante, se llegan a temperaturas más elevadas con el gas natural y, por tanto, se genera más NO-^.
La alternativa es la medida secundaria que consiste en desulfurar los humos. La opción óptima dependerá del coste respectivo de los combustibles (gas natural, fuel HTS, BTS o TBTS), del coste del tratamiento (neutralización) y del reciclado o el vertido de los residuos. La Figura 9 indica las diferentes vías posibles para la desulfuración. El sistema de desulfuración con cal por vía seca está muy extendido ya que es relativamente económico, pero su rendimiento no pasa del 50%. Los métodos semi-secos o húmedos son mucho más eficaces, pero tan bien más caros. El aspecto económico para la elección de un método de desulfuración es primordial. La dificultad de no poder prever la evolución del coste relativo de los diferentes combustibles no facilita la decisión. Muchas fábricas de vidrio son capaces hoy día de quemar tanto fuel como gas natural. Podemos afirmar sin embargo que el respeto de las reglamentaciones condena sin pahativos el uso del fuel HTS. Como mucho se podría admitir quemar parcialmente el fuel HTS en combustión mixta, por ejemplo con gas, para reducir el nivel medio de SO^ en los humos brutos.
3.3. Los óxidos de nitrógeno
La Figura 10 muestra los numerosos métodos primarios y secundarios para reducir los óxidos de nitrógeno. Se hace hincapié en los resultados que es posible obtener en el caso de los hornos de vidrio. Las cifras que se citan tienen que ser interpretadas con prudencia y no pueden ser en ningún caso generalizadas. Existe tal diversidad de tipos de vidrio, de hornos, de combustibles, y las condiciones de explotación son tan variables que es imposible indicar las tendencias.
MÉTODOS PRIMARIOS
Los métodos más fáciles consisten en modificar la combustión teniendo en cuenta los principios enunciados en el párrafo 2.5. Por ejemplo. Figura 11, se puede actuar sobre el exceso de aire para reducir los NO^. Se constata sin embargo que por
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-Junio 1996 161

NOx-COMBUSTION
MODIFICACIÓN DELA
COMBUSTION
MEDIDAS PRIMARÍAS: REDUCCIÓN EN LAS FUENTES
MODIFICACIÓN OXY-DEL COMBUSTION
PROCESO I
I I ACCIÓN SOBRE ELIMINACIÓN
LA DEL TEMPERATURA NfTROGENO
MEDIDAS SECUNDARIAS: ELIMINACIÓN DE NOx
ELIMINACIÓN DELA
COMBUSTION
PROCESOS COMBINADOS DESOx, DENOx
QUEMADORES COMBUSTION RECIRCULACtÓN NO CATALÍTICO BAJOS EN NOx EN ETAPAS DE HUMOS (SNCR)
POR AIRE O I COMBUSTIBLE I
CATALÍTICO (SOR)
CH4 (ZEOLITAS)
Fie;. 10. Tratamiento de NOx.
Fig. 11. NO y CO en los humos en función del porcentaje de O2 en los humos.
debajo de un determinado umbral, la combustión se vuelve incompleta y se forman grandes cantidades de CO que limitan las posibilidades de acción de este parámetro. Los quemadores bajos en NO^ se ponen a punto para que las condiciones de combustión sean óptimas y satisfacer de esta manera los límites actuales fijados por la legislación. Sistemas más sofisticados de combustión escalonada (por combustible o carburante) permiten disminuir todavía más la formación de NO^. Otros procedimientos, como la recirculación de los humos, se aplican raramente.
Otro método consiste en modificar totalmente la concepción del horno para actuar sobre la temperatura de fusión del horno. Un horno con recuperador, si está bien llevado, se acerca bastante fácilmente al límite de los 500 mg/Nm^, ya que al inicio, la temperatura de precalentamiento del aire es mucho más baja que la de un horno con regeneradores. Existen diversas aplicaciones de este principio en versiones más o menos sofisticadas (Horno LoNOx, Horno Seg-Melter...). El inconveniente de estos métodos es que no son realmente competitivos en relación con los grandes hornos de regeneradores.
Existen ya dos medios radicales de eliminar los NOx: la fusión con oxígeno (se elimina el nitrógeno) y la fusión eléctrica.
La fusión con oxígeno
El principio de utilizar oxígeno como carburante en un horno de vidrio es antiguo, particularmente para mejorar los resultados o paliar los problemas de envejecimiento al final de la cam
paña. Fue a finales de los 80, cuando surgió la idea de utilizar la fusión con 100% de oxígeno para obtener una combustión limpia. Hoy en día, aunque el número de hornos convertidos a oxígeno pasen ampliamente del centenar, las cantidades de vidrio fundidas por ese medio son muy modestas, ya que los hornos que han sido transformados son son sobre todo pequeños hornos de vidrios especiales. Sin embargo, se asiste a la conversión de grandes hornos para envases y tubos de televisión. En EEUU el mercado se desarrolla bastante por dos razones: teniendo en cuenta los problemas de contaminación en algunas regiones, las legislaciones de algunos estados se vuelven cada vez más severas (California es el ejemplo más conocido). Después, vistos los costes de la energía en EEUU, el oxígeno se puede conseguir por un precio más ventajoso que en Europa. El desarrollo futuro de esta tecnología está ligado a la evolución del precio del oxígeno, que es el parámetro esencial de la rentabilidad de esta solución. Se puede decir, resumiendo, que los vidrieros están todavía en la fase de pruebas ya que si la fusión en oxígeno aporta ventajas indiscutibles, en el plano técnico quedan algunos puntos oscuros. Especialmente, tienen que ser resueltos problemas de corrosión de las superestructuras en algunos hornos para que se puedan alcanzar períodos de campañas aceptables.
La fusión eléctrica
Hace tiempo que se ha adoptado la fusión eléctrica para algunos vidrios especiales (vidrio con plomo, vidrio con flúor, ciertos borosilicatos, etc .) , en gran parte para controlar los problemas del medio ambiente. Sin embargo, el coste de la energía eléctrica en relación con los combustibles fósiles hace esta solución inaccesible para el vidrio sodocálcico. Se ha de mencionar que, si la energía eléctrica está producida por una central térmica, el balance global de la operación no es favorable al medio ambiente, particularmente por las emisiones de CO2.
MÉTODOS SECUNDARIOS
Existen numerosos métodos secundarios que no se aplican en las fábricas de vidrio, o que han sido solamente probadas en plan piloto sin llegar a una solución industrial. Se pueden clasificar, en esta categoría, sistemas combinados de SO^ + NO^.
Los métodos de reducción selectivos (SNCR: Selective Non Catahc Reduction, SCR: Selective Catalytic Reduction) se han probado sobre todo en Alemania (7). La reducción del óxido de nitrógeno se hace generalmente con amoniaco en presencia o no de un catalizador. El método SNCR impone reahzar la reacción de reducción en un intervalo de temperatura entre 900 y LOOO-C. Esto supone grandes dificultades para los hornos con regeneradores, ya que esta zona se encuentra en algún lugar en los generadores, y no siempre en el mismo nivel en función de las condiciones de explotación. Los únicos hornos en los que se puede aplicar técnicamente esta solución son los hornos con recuperadores. Como se ha visto más arriba, este tipo de hornos no causan muchos problemas, salvo en algunos vidrios especiales elaborados a muy altas temperaturas por lo que las apHcaciones SNCR quedan finalmente muy reducidas.
En lo que concierne al método SCR, se puede decir que los resultados se mejoran, pero el coste sigue siendo muy elevado. Especialmente con el vidrio sodocálcico existe la incertidumbre
162 Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-junio 1996

DOSSIER: LA INDUSTRIA DEL VIDRIO Y EL MEDIO AMBIENTE. EVOLUCIÓN, OBLIGACIONES Y OPORTUNIDADES
TABLA IV
REDUCCIÓN DE LOS N O X EN LA INDUSTRIA DEL VIDRIO
TECNOLOGÍA PRÍHCmO ME IORAS RESULTANTES (%)
VENTAJA( + ), INCONVENIENTE!-}, COMENTARIO (0
1 . Modificación de la combustión -quemadores bajos en NOx -combustión escalonada por aire o por fue! -recircuíación de los humos
Acción sobre: -la concentración local de las especies químicas -la temperatura local -la ein ática (velocidad do mezcla)
700 a 1000mg/Nm^ 60%
-1- : Costes bajos + ; Eficacia energética + : Instalación fácil - : Insuficiente para el objetivo de 500 mg/Nmj c ; Aplicar antes de las medidas secundarias
2 , Medidas aecundarías ,SNCR
Reducción del NOx por NH3, urea
< 500 mg/Nm* 60%
- : Intervalo de temperaturas (900 a lOOO^C) - : Almacenamiento de amoníaco - : Riesgo de emisión de NHj, formación de N^O
.SCR NH3 80% _ : Costes elevados _ : Obstrucción y envejecimiento del catalizador c : El procedimiento llega progresivamente a la madurez
3. Reburning Reducción del NOx por el metano
<50û mg/Mm^ 70%
- : Consumo de energfa -f- : Costes de explotación moderados c : Tecnología emergente
4 . Oxí-combustión Eliminación del nitrógeno 0,25 kg/tv 80%
+ : Economía de energía + : Eliminación de regeneradores -I- '. Funcionamiento continuo - : Coste de oxígeno
Este breve inventario de los medios utilizados para reducir los óxidos de nitrógeno está resumido en el Cuadro 4 y se puede completar con la Figura 12, que da una estimación cualitativa del costo de los diferentes métodos presentados. Se entiende inmediatamente por qué las medidas primarias son la prioridad principal de los vidrieros en sus esfuerzos por reducir los óxidos de nitrógeno.
3.4 EL CO2
COSTE 500 mgíHrr?
2 4
MP Materias prinnas
R Requemado
RNC Reducción no catal í t ica
RC Reducción catalítica
O2 Oxigeno
E Fusión eléctrica
Fig. 12. Reducción de NOx en la industria del vidrio. Coste cualitativo de la reducción de NOx.
sobre el tiempo de vida de los catalizadores; a pesar de los progresos realizados, todavía no existen pruebas de que no causarán problemas de atasco o envejecimiento acelerado. Existen actualmente seis instalaciones de ese tipo en Alemania, de las cuales sólo dos son de vidrio sodocálcico. Otra instalación tendría que aparecer próximamente en Francia.
El REBURNING
El «reburning» consiste en reducir los NO^ inyectando gas natural en la salida de los humos del horno. Los óxidos de nitrógeno se transforman en nitrógeno siguiendo la reacción global
CH4 + 2NO + O2 N2 + CO2 + 2H2O. Este método se ha de considerar como una emergencia, ya
que los humos son tremendamente reductores en relación con los regeneradores, y subsiste la incógnita sobre la duración de los refractarios. Otro inconveniente de este método es el aumento del consumo de energía (5 al 15%) engendrada por el procedimiento.
El CO2 no es un contaminante cualquiera. Fue a principios de los años 90 cuando las naciones decidieron, en nombre del principio de precaución, que había que reducir las emisiones de gas con efecto
invernadero y el CO2 en especial. Para reducir las emisiones de CO2 sólo existe un método pri
mario muy simple: es la reducción del consumo de combustibles fósiles. En esto los vidrieros ya han hecho esfuerzos considerables, ya que, bajo la influencia de las diferentes crisis petrolíferas, el consumo de energía de las fábricas de vidrio se ha dividido por dos en 30 años.
En el ámbito de las discusiones sobre los acuerdos voluntarios, los vidrieros de diferentes países de la Unión Europea han hecho propuestas para reducir el consumo de energía y de emisiones de CO2. Este hecho ya está siendo efectivo en los Países Bajos y se está discutiendo en Francia y Alemania.
4. CONCLUSIONES
La industria del vidrio tiene capacidad para modificar sus procedimientos para producir más «limpio». La producción del vidrio es una tecnología extremadamente antigua, pero los vidrieros siempre han sabido evolucionar para mejorar sus productos y sus procedimientos para seguir siendo competitivos. La protección del medio ambiente es un poderoso aguijón exterior para hacer progresos en relación con la fusión del vidrio, de las materias primas y de la concepción de los hornos. Esto es una suerte para el futuro. •
REFERENCIAS
1. «Technologies à utilisation rationnelle de Tenergie dans Tindustrie du verre». Commission Eupéenne-Direction Générale de TEnergie - DG XVII, Septembre 1994.
2. «La pollution indujstrielle des eaux-Bilan au 1/1/1992». Ministère de l'Environnement. Direction de la prévention des pollutions et des risques, Nov-93.
3. A. Somogyi and G. Robyns. «EU container sector hopeful after 1994 reco-vey». Glass, August, pág. 301-302,1995.
4. W. Trier. «Glass Furnaces-Design construction and operation». Society of Glass Technology, pag. 271,1987.
5. G.G. de Soete. «Mécanismes de formation et de destruction des oxydes d'azote dans la combustion». Revue Générale de Thermiquje, n- 330-331, pág. 353-373,1989.
6. «NOx Emissions from glass manufacturing», EPA-453/R-94-037, June 1994. 7. U. Kircher. «Present status of NOx reduction by primary and secondary mea
sures in the German glass Industry». Proceedings of XVII International Congress on Glass, Beijing 1995, Vol. 7, pág. 149-154,1995.
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 35 Num. 3 Mayo-Junio 1996 163

û
< — J
o <
Q < Q
LU
U O CD
< Û
C en
ri
E
U
Nueva Junta Directiva de la Sociedad Española de Cerámica y Vidrio
La Sociedad Española de Cerámica y Vidrio ha procedido a la renovación estatutaria de su Junta Directiva tras las elecciones celebradas el pasado día 26 de abril de 1996.
De acuerdo con los resultados la nueva Junta Directiva queda constituida de la siguiente manera:
PRESIDENTE:
VICEPRESIDENTES:
SECRETARIO GENERAL:
VICESECRETARIO-GERENTE:
MIGUEL ANGEL DELGADO MÉNDEZ (MINCER ASOCIADOS)
RAFAEL DE RAMON GARCIA (CRISTALERÍA ESPAÑOLA, S.A.)
JORGE BAKALI BAKALI
(ESMALTES, SA)
EMILIO CRIADO HERRERO (INSTITUTO DE CERÁMICA Y VIDRIO)
FRANCISCO CAPEL DEL ÁGUILA
(INSTITUTO DE CERÁMICA Y VIDRIO)
• SECCIÓN DE ARTE Y DISEÑO
PRESIDENTE: MARGARITA BECERRIL ROCA (ESC.MADRILEÑA DE CERÁMICA DE LA MONCLOA) VICEPRESIDENTE: MARIBEL GARCÍA VARGAS (ESC.MADRILEÑA DE CERÁMICA DE LA MONCLOA) SECRETARIO: JAIME COLL CONESA (MUSEO NACIONAL DE CERÁMICA «GONZALEZ MARTI»)
• SECCIÓN DE CERÁMICA BLANCA Y REVESTIMIENTOS CERÁMICOS
PRESIDENTE: M^ DOLORES LLANES (ROCERSA) VICEPRESIDENTE: PURIFICACIÓN ESCRIBANO (UNIVERSIDAD JAUME I DE CASTELLÓN) SECRETARIO: FRANCISCO CORMA CANOS (QPT CONSULTING)
• SECCIÓN DE CIENCIA BÁSICA
PRESIDENTE: ANGEL CABALLERO CUESTA (INSTITUTO DE CERÁMICA Y VIDRIO) VICEPRESIDENTE: JOSE EMILIO ENRIQUE NAVARRO (UNIVERSIDAD JAUME I, AICE) SECRETARIO: JOSE f RANCISCO FERNANDEZ LOZANO (INSTITUTO DE CERÁMICA Y VIDRIO)
• SECCIÓN DE ESMALTES Y PIGMENTOS CERÁMICOS
PRESIDENTE: ADOLFO CAMPOY GARCIA (FERRO ENAMEL ESPAÑOLA) VICEPRESIDENTE: GUILLERMO MONROS TOMAS (UNIVERSIDAD JAUME I DE CASTELLÓN) SECRETARIO: JUAN CARDA CASTELLO (UNIVERSIDAD JAUME I DE CASTELLÓN)
• SECCIÓN DE LADRILLOS Y TEJAS
PRESIDENTE: FERNANDO PALAU CASEÑE (PALAU-CERAMICA DE CHILOECHES) VICEPRESIDENTE: LEOPOLDO ARCHE PEREZ-VENERO (CERÁMICAS COVADONGA) SECRETARIO: FRANCISCO MORALES POYATO (INSTITUTO DE CERÁMICA Y VIDRIO)
• SECCIÓN DE MATERIAS PRIMAS
PRESIDENTE: VICENTE VARONA FERNANDEZ (G.M.A.) VICEPRESIDENTE: ANGEL CACERES JIMENEZ (MINCER ASOCIADOS) SECRETARIO: FLORA BARBA MARTIN-SONSECA (INSTITUTO DE CERÁMICA Y VIDRIO)
• SECCIÓN DE REFRACTARIOS
PRESIDENTE: JUAN JOSE PEREZ GALLEGO (NORTON IBÉRICA, C.I.,SA) VICEPRESIDENTE: HUMBERTO LOMBA SANCHEZ (JOSE A. LOMBA CAMINA) SECRETARIO: CARMEN BAUDIN DE LA LASTRA (INSTITUTO DE CERÁMICA Y VIDRIO)
• SECCIÓN DE VIDRIOS
PRESIDENTE: JOSE ANTONIO COTOS (CRISTALERÍA ESPAÑOLA, S.A.) VICEPRESIDENTE: JUAN MANUEL MARTIN CANO (ANFEVI) SECRETARIO: ALICIA DURAN CARRERA (INSTITUTO DE CERÁMICA Y VIDRIO)
Desde estas páginas queremos expresar nuestro agradecimiento a todas aquellas personas que han cesado en sus cargos así como desear los mayores éxitos a los que asumen por primera vez responsabilidades en el seno de la Sociedad.
Top Related