




Idiomas
Páginas
Jurídico

7/24/2019 Captulo 2 cuello de botella
1/39
11
CAPTULO 2
2. METODOLOGA DE TEORA DE LAS RESTRICCIONES
La teora de las restricciones TOC es una metodologa cientfica creada por
el Dr. Eliyahu M. Goldratt a principios de los aos 8! "ue permite enfocar
las soluciones a los pro#lemas crticos de las organi$aciones %sin importar
su tamao ni giro&! para "ue se acer"uen a su meta mediante un proceso de
me'ora continua.
TOC se #asa en las siguientes ideas(
La meta de cual"uier empresa con fines de lucro es ganar dinero
de forma sostenida! esto es! satisfacer las necesidades de los
clientes! empleados y accionistas. )i no se est* ganando una
cantidad ilimitada de dinero es por"ue algo se lo est* impidiendo!
ese algo lle+a el nom#re de restricci,n.
7/24/2019 Captulo 2 cuello de botella
2/39
12
Contrariamente a lo "ue parece! en toda empresa e-isten s,lo
unas pocas restricciones "ue le impidan ganar m*s dinero. estricci,n no es sin,nimo de recurso escaso/ es imposi#le tener
una cantidad infinita de recursos. Las restricciones! lo "ue impide
a una organi$aci,n alcan$ar su meta! son en general criterios de
decisi,n err,neos. La 0nica manera de me'orar es identificar y eliminar restricciones
de forma sistem*tica.
La metodologa consiste! #*sicamente! en identificar la restricci,n o
limitaci,n del sistema! es el simple hecho de "ue los procesos multitarea! de
cual"uier *m#ito! solo se mue+en a la +elocidad del paso m*s lento. La
manera de acelerar el proceso es utili$ar un catali$ador en el paso m*s lento
y lograr "ue tra#a'e hasta el lmite de su capacidad para acelerar el proceso
completo. La teora enfati$a la dilucidad! los halla$gos y apoyos del principal
factor limitante. En la descripci,n de esta teora estos factores limitantes se
denominan restricciones o 1cuellos de #otella1.
Los criterios financieros "ue proporciona la Teora de las estricciones son(
Tr0put! in+entario o in+ersi,n y gastos operacionales. El sistema se mide por
medio de estos! determinando si el sistema est* o no logrando la meta
planteada Estos criterios se #asan en el supuesto de "ue la meta de las
organi$aciones es ganar dinero ahora y en el futuro.
7/24/2019 Captulo 2 cuello de botella
3/39
13
2.1. Principios y regls !e "eor# !e ls res"ricciones
La teora de las restricciones es un con'unto de principios y conceptos
"ue apuntan hacia la optimi$aci,n de los sistemas! estos principios son(
los supuestos fundamentales so#re la administraci,n de las
restricciones! los cinco pasos para guiar los esfuer$os de me'ora del
sistema! y las tres 0nicas medidas para determinar si la acci,n "ue se
toma en el *m#ito local est*n produciendo los resultados deseados a
ni+el glo#al %rendimiento! in+ersi,n y gasto operati+o&.
Estos principios 'uegan un papel importante en la administraci,n de las
restricciones! "ue ayudan a comprender a fondo las herramientas para
optimi$ar cual"uier sistema. Estas herramientas se clasifican como
logsticas o polticas. Las herramientas logsticas incluyen tam#or!
amortiguador! cuerda %D2& para hacer una asignaci,n de recursos en
las operaciones de producci,n y Cadena Crtica a la gesti,n de la
programaci,n y asignaci,n de recursos en los proyectos. Las
herramientas polticas! incluyen los procesos de pensamiento l,gico y
las pautas especficas de la situaci,n so#re la #ase de los cinco pasos
de enfo"ue.
7/24/2019 Captulo 2 cuello de botella
4/39
14
)e de#e tener en cuenta "ue la poltica es un t3rmino amplio! a#arca las
polticas para gestionar la producci,n! as como las polticas utili$adaspara operar la organi$aci,n como un todo.
La poltica puede ser un procedimiento escrito o regla! o podra ser una
contradicci,n. 4a sean formales o informales! en alg0n punto limitan lo
"ue se puede o no hacer! o lo "ue se har* o no. En la medida en "ue la
limitaci,n impuesta por una poltica inhi#e un sistema de alcan$ar un
me'or rendimiento en la #0s"ueda de su o#'eti+o! la poltica misma se
con+ierte en una limitaci,n del sistema. 4 son las herramientas de
an*lisis de polticas! tales como el proceso de pensamiento l,gico
creado por Goldratt las "ue facilitan la identificaci,n y eliminaci,n de
este tipo de restricciones.
Los supuestos detr*s de la teora de restricciones son(
Todo sistema tiene un prop,sito! una meta y +arias
condiciones necesarias para conseguirla. Todo sistema es m*s "ue la suma de sus partes. Todo sistema est* limitado por pocas +aria#les. E-isten relaciones +*lidas de causa y efecto detr*s de
cual"uier sistema.
Los cinco psos pr g$ir l %e&or !e $n sis"e%
7/24/2019 Captulo 2 cuello de botella
5/39
15
La teora de las restricciones propone un enfo"ue racional y efica$ de la
gesti,n de sistemas comple'os. El primer paso es determinar los lmiteso fronteras! del sistema "ue se trate. 5na +e$ el sistema se ha definido!
la siguiente pregunta a responder es( 16Cu*l es el o#'eti+o del sistema71
En el caso de la mayora de las empresas! es pro#a#lemente decir "ue
el o#'eti+o es ganar dinero ahora y en el futuro El siguiente paso es
determinar cu*les son los factores crticos. 6Cu*les son las condiciones
necesarias "ue de#en cumplirse para lograr el o#'eti+o7 Tres de ellos
podran ser( +enta'as competiti+as! clientes satisfechos! y la satisfacci,n
de los empleados. 5na +e$ "ue se cumplen los re"uisitos esta#lecidos!
la teora de restricciones aplica cinco medidas centradas en el fin
alcan$ar la satisfacci,n de las condiciones necesarias.
La filosofa TOC se fundamenta en la aplicaci,n del modelo D2
%Tam#or! mortiguador! Cuerda& siguiendo cinco pasos "ue constituyen
un ciclo continuo. El Dr. Goldratt descri#e los cinco pasos como una
forma de asegurarse "ue la administraci,n de una compaa no pierda
de +ista el o#'eti+o y lo "ue es m*s importante para el 3-ito( la
restricci,n. Estos cinco pasos son(
PASO 1'9dentificar el cuello de #otella. El cuello de #otella o
restricci,n del sistema es un recurso restringido de
7/24/2019 Captulo 2 cuello de botella
6/39
16
capacidad! esto es! un recurso cuya capacidad es igual o
menor a la demanda de 3ste. PASO 2'E-plotar el cuello de #otella. E-plotar se refiere a
sacar el mayor pro+echo de la restricci,n sin ninguna
in+ersi,n adicional. )i la demanda del mercado es la
restricci,n del sistema! e-plotar la restricci,n implica
a#astecer al mercado con el prop,sito de ganar m*s +entas.
:or otra parte! si la restricci,n es un recurso interno!
e-plotar el cuello de #otella e"ui+ale a utili$ar este recurso
de la me'or manera para ma-imi$ar su margen de
contri#uci,n a las ganancias. PASO (')u#ordinar todo a la decisi,n anterior. Este paso
se refiere a disponer al cuello de #otella como el tam#or del
proceso! haciendo "ue todos los otros recursos "ue no son
cuellos de #otella tra#a'en para el recurso restringido de
capacidad. PASO )'Ele+ar la capacidad del cuello de #otella. E-isten
+arias formas de ele+ar la capacidad del cuello de #otella
tales como( reali$ar un mantenimiento pre+enti+o total para
pre+enir "ue la m*"uina falle durante la producci,n!
mantener un me'or control en la materia prima con el fin de
e+itar producto defectuoso y reproceso! etc.
7/24/2019 Captulo 2 cuello de botella
7/39
17
PASO *' ;ol+er al paso
7/24/2019 Captulo 2 cuello de botella
8/39
18
:odra ser m*s f*cil de +isuali$ar el tr0put como el +alor aadido
del sistema infundido en el producto. Matem*ticamente! el tr0putes la diferencia entre los ingresos por +entas y los costes
realmente +aria#les. =ormalmente es medido en toda la empresa!
pero tam#i3n es medido por unidades del producto! por las lneas
de producto entero! o por una transacci,n de +entas especficas.
El tr0put de una lnea de producto sera el total de ingresos de la
+enta de todos los productos en un periodo de tiempo! menos el
costo total de consumo de materias primas y otros costes %por
e'emplo! comisiones de +entas y de+oluciones en garanta& en
"ue se incurre s,lo como resultado de la +enta del producto.
ni+el de empresa! el tr0put podra ser los ingresos por +entas
totales de todos los productos so#re un cierto perodo de tiempo!
menos el costo de las materias primas! "ue entr, en ellos y todos
los dem*s gastos realmente +aria#le %costos "ue no se ha#ran
incurrido si el producto no se hu#iera +endido&. El tr0put es
fundamental para la filosofa TOC ya "ue se +incula la acti+idad
local con el o#'eti+o de la organi$aci,n.
In0ersin o in0en"rio I/
7/24/2019 Captulo 2 cuello de botella
9/39
19
9n+ersi,n! o in+entario! se define como el dinero de una
organi$aci,n "ue es in+ertido en cosas "ue tiene la intenci,n de+ender en alg0n momento. Es dinero in+ertido en un sistema es
un +alor econ,mico "ue no es de f*cil de li"uidar! y se utili$a para
producir el rendimiento. 9n+ersiones > in+entario se incluyen los
#ienes de capital! instalaciones! e"uipos y materias primas
destinadas a con+ertirse en productos terminados para su
posterior +enta.
Los gs"os oper"i0os GO/
Los gastos operati+os se encuentran en el polo opuesto del
tr0put! Todo gasto "ue no est* incluido en el Tr0put %es decir! no
es realmente +aria#le con unidades de +enta& es incluido en el
GO. menudo es caracteri$ado como el dinero "ue sale del el
sistema. Los gastos operati+os incluyen la mayora de categoras
de gastos indirectos %gastos fi'os& en otras pala#ras! el costo de
a#rir las puertas para los negocios cada da. Lo "ue hace al GO
contro+ertido es "ue tam#i3n incluye los tra#a'os! tanto directos
como indirectos. La conta#ilidad de costes tradicional asigna la
mano de o#ra directa a las unidades de producto "ue son
7/24/2019 Captulo 2 cuello de botella
10/39
20
+endidas %o proyectada para la +enta&. En el TOC! los tra#a'os!
tanto directos como indirectos! se consideran como parte del GO.
)e ha mencionado los puntos de referencia TOC como un puente
entre las decisiones operati+as locales y las medidas de ni+el
corporati+o financiero. El #eneficio neto %=:& es e"ui+alente al
gasto de operaci,n menos rendimiento. El rendimiento es la
diferencia entre los ingresos de las +entas totales y los costos
totales +erdaderamente +aria#les. )e de#e tener en cuenta "ue el
c*lculo del ndice del #eneficio neto no ignora los gastos "ue la
conta#ilidad tradicional normalmente asigna a las unidades de
producto. El #eneficio neto de#e ser el mismo. etorno de la
in+ersi,n %O9& es e"ui+alente al #eneficio neto di+idido por el
in+entario o la in+ersi,n necesaria para generarlo %+er ?igura @.
7/24/2019 Captulo 2 cuello de botella
11/39
21
herramientas y trasladar sus efectos al #eneficio neto %=:& y al
retorno de la in+ersi,n %O9&.
2.2. A!%inis"rcin !e ls res"ricciones
2.2.1. Tipos !e res"ricciones
Las restricciones es cual"uier elemento "ue limita al sistema en el
logro de su meta de generar dinero! cual"uier cosa "ue pueda seridentificado como una restricci,n cae en una de las siguientes
categoras.
Res"riccin !e %erc!o( La demanda m*-ima de un
producto est* limitada por el mercado. )atisfacerla depende
de la capacidad del sistema para cu#rir los factores de 3-ito
esta#lecidos %precio! rapide$ de respuesta! etc.&. Res"riccin !e %"eriles' El Tr0put se limita por la
disponi#ilidad de materiales en cantidad y calidad adecuada.
3IGURA 2.1. 2eneficio neto y retorno so#re la in+ersi,n?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to 9mplementing the Theoryof Constrains.
7/24/2019 Captulo 2 cuello de botella
12/39
22
La falta de material en el corto pla$o es resultado de mala
programaci,n! asignaci,n o calidad. Res"riccin !e cpci!!'Es el resultado de tener e"uipo
con capacidad "ue no satisface la demanda re"uerida de
ellos. Res"riccin log#s"ic'estricci,n inherente en el sistema
de planeaci,n y control de producci,n. Las reglas de
decisi,n y par*metros esta#lecidos en 3ste sistema pueden
afectar desfa+ora#lemente en el flu'o sua+e de la
producci,n. Res"riccin !%inis"r"i0' Estrategias y polticas
definidas por la empresa "ue limitan la generaci,n de
Tr0put. y fomentar la optimi$aci,n local. Res"riccin !e co%por"%ien"o' ctitudes y
comportamientos del personal. La actitud de ocuparse todo
el tiempoH y la tendencia a tra#a'ar lo f*cil. Ls res"ricciones !e pol#"ics' "ue normalmente se
encuentran detr*s de las fsicas. :or e'emplo/ eglas!
procedimientos! sistemas de e+aluaci,n y conceptos. Los +endedores > pro+eedores tam#i3n pueden ser una
limitaci,n. )u fia#ilidad es mala! o sus pla$os de entrega
son tan largos "ue desalientan la demanda del mercado
7/24/2019 Captulo 2 cuello de botella
13/39
23
para los productos aca#ados! como se puede +er! esto es
diferente de la noAdisponi#ilidad de material o suministros. estricciones financieras conocidas como presupuestos
limitados. 5na +erdadera restricci,n financiera s,lo se
produce cuando una empresa no tiene los recursos
financieros para cumplir con sus o#ligaciones %pro#lemas de
flu'o de efecti+o&.
Las limitaciones por polticas son las m*s recurrentes de todas!
por"ue en definiti+a casi cual"uier otro tipo de restricci,n se de#e
a alg0n tipo de poltica. En consecuencia! los cam#ios necesarios
para identificar! e-plotar! o ele+ar las limitaciones! y su#ordinar las
noArestricciones! ine+ita#lemente re"uieren cam#ios en las
polticas en alguna parte dentro de la organi$aci,n.
2.(. El sis"e% D4R T%5or A%or"ig$!or C$er!/
Es la herramienta m*s conocida "ue ha desarrollado Goldratt. El origen
de este nom#re se remonta a la analoga utili$ada en el li#ro La MetaHH
para descri#ir un sistema con dependencias y fluctuaciones estadsticas.
La analoga era una descripci,n de una e-cursi,n de #oy scouts. El
7/24/2019 Captulo 2 cuello de botella
14/39
24
tam#or es el #oy scout con el ritmo m*s lento "ue dicta la +elocidad
para los dem*s! el amortiguador y la cuerda son medios adicionalespara asegurar "ue todos los #oy scouts marchen apro-imadamente al
ritmo del m*s lento.
El tam#orAamortiguadorAcuerda %D2& es un m3todo "ue esta#lece los
medios para la sincroni$aci,n de un proceso de fa#ricaci,n de acuerdo
al ritmo del recurso menos capa$
Sis"e% "%5or 6 %or"ig$!or c$er! "r!icionl D4R/
En el lengua'e de TOC! los cuellos de #otella %restricciones& "ue
determinan la salida de la producci,n son llamados tam#ores! ya "ue
ellos determinan la capacidad de producci,n %como el ritmo de un
tam#or en un desfile&. De esta analoga pro+iene el m3todo llamado
tam#orAamortiguadorAcuerda "ue es la forma de aplicaci,n de la Teora
de las estricciones a las empresas industriales.
El tam#or es considerado como el recurso de capacidad restringida "ue
limita la producci,n total de la compaa. La restricci,n se la aseme'a a
un tam#or "ue esta#lece el ritmo al cual toda la organi$aci,n se
sincroni$a.
7/24/2019 Captulo 2 cuello de botella
15/39
25
El amortiguador en D2 es un mecanismo de protecci,n. El Dr. Goldratt
reconoce "ue si un recurso de capacidad restringida determina el me'ortr0put "ue se espera en una organi$aci,n! la capacidad de este recurso
no de#e ser desperdiciada. Esto "uiere decir "ue se tiene "ue asegurar
el funcionamiento total del cuello de #otella protegi3ndolo de tiempos
ociosos y pertur#aciones. El amortiguador es de tiempo! mas no de
producto. En +e$ de planificar para mantener producto en proceso %9:&
en frente del cuello de #otella! se planifica el arri#o de producto en
proceso un periodo de tiempo antes "ue el cuello de #otella est3
planificado para empe$ar su tra#a'o.
La cuerda es! en efecto! un dispositi+o de comunicaci,n "ue se e-tiende
entre el recurso de capacidad restringida y la li#eraci,n inicial de
material en el proceso producti+o. La cuerda constituye un mecanismo
"ue regula la li#eraci,n de material. =ormalmente se planifica la
li#eraci,n del material al ritmo del recurso de capacidad restringida para
e+itar mantener un e-cesi+o producto en proceso. Mientras m*s ele+ada
sea la cantidad de producto en proceso en el piso de producci,n! m*s
largo es el tiempo de espera y es mayor la confusi,n del personal de
producci,n! "uien desconoce u ol+ida cu*les son las prioridades.
Concep"os 57sicos !e D4R
7/24/2019 Captulo 2 cuello de botella
16/39
26
El tam#or constituye realmente la planificaci,n de la producci,n! se
reali$a un me'or uso de los recursos limitados "ue se han identificado aldecidir "u3 producir y c,mo el recurso de capacidad restringida +a a
mane'ar la carga. El 1c,mo1 se e-presa en la forma de un plan maestro
de producci,n. El esta#lecimiento del amortiguador significa proteger el
plan de producci,n de "uedarse sin materia prima y garanti$ar la
integridad de la secuencia del tra#a'o programado
El sistema D2! se asegura de "ue la siguiente unidad llegu3 al
recurso de capacidad restringida antes de "ue sea tra#a'ado dentro de
un perodo de tiempo. La cuerda determina un calendario para la
li#eraci,n de material en el proceso de producci,n "ue no e-ceda la
+elocidad a la "ue el CC llega al tra#a'o! protege el CC de la
so#recarga. En consecuencia! ninguna li#eraci,n anticipada de material
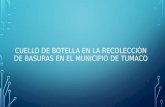
est* permitida. La figura @.@ muestra estos principios.
3IGURA 2.2. CO=CE:TO) 2)9CO) DEL D2?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to9mplementing the Theory of Constrains.
7/24/2019 Captulo 2 cuello de botella
17/39
27
El tam#or es la capacidad de los CC para producir! refle'ado en el
programa maestro de producci,n %M:)&! es el "ue esta#lece el ritmo del
sistema. La cuerda es el dispositi+o de seali$aci,n "ue indica al
controlador de in+entario cuando li#erar el material. 9dealmente! el
programa de lan$amientos de material de#e ser creado para el mismo
perodo de tiempo "ue el programa maestro de producci,n! y de#e ser
actuali$ado o corregido! cuando una reducci,n en la capacidad de los
CC se produce %por mantenimientos no programados! u otros factores
no anticipados&.
La cuerda asegura "ue el material entre en el sistema a una +elocidad
"ue se sincroni$a con la capacidad de los CC. En consecuencia! la
carga de las restricciones est* regulada para no so#recargar el CC.
Cual"uier carga adicional se mantiene fuera de producci,n hasta el
momento apropiado para "ue sea procesado. 4 el amortiguador!
siempre protege al recurso m*s importante! so#re el cual depende el
tr0put de todo el sistema %p3rdida de tiempo producti+o&. Tam#i3n
protege la planificaci,n de la programaci,n y de pro#lemas ocasionados
a 0ltima hora
7/24/2019 Captulo 2 cuello de botella
18/39
28
Es importante destacar "ue D2 es un m3todo de planificaci,n! no un
m3todo de control! en cierta medida de'a espacio para la +ariaci,ninterna y e-terna de la incertidum#re en el entorno de fa#ricaci,n. :ero
como con cual"uier otro tipo de plan! no se puede anticipar y adaptarse
a todos los posi#les pro#lemas "ue puedan interrumpir el flu'o de tra#a'o
a tra+3s del proceso.
A%or"ig$!ores !el D4R "r!icionl
Los amortiguadores de tiempo constituyen una forma de proteger al
sistema y el proceso frente a los efectos causados por la +ariaci,n y la
incertidum#re. Esta +ariaci,n se da por pertur#aciones en las
acti+idades de los procesos internos.
En D2 tradicional! hay tres tipos de amortiguadores de tiempo(
mortiguador de en+o! "ue protege la fecha de
+encimiento/ mortiguador de CC! "ue protege la capacidad de los recursos
limitados de "uedarse sin materia prima mortiguador de monta'e! "ue protege el flu'o de partes de un CC en
contra de la interrupci,n por falta de una pie$a procedente de un noACC.
7/24/2019 Captulo 2 cuello de botella
19/39
29
Los amortiguadores de tiempo son la manera de proteger los sistemas
TOC contra los efectos de causas especiales de +ariaci,n y laincertidum#re! e'emplos de dichas pertur#aciones podran ser
ausencias inesperadas de personal! a+eras de e"uipos! tiempos de
preparaci,n mayores a los esperados! pro#lemas no pre+istos de
calidad! incendios! tu#eras de agua rotas! cortes de energa el3ctrica!
etc. Considerando la incertidum#re en t3rminos e-ternos! la mayor
incertidum#re a la "ue normalmente las empresas tienen "ue adaptarse
es la demanda del mercado! aun"ue podra ha#er otras +aria#les
e-ternas inciertas como la fia#ilidad del pro+eedor! la disponi#ilidad de
materiales! etc.
2.(.1. E"ps !el %o!elo D4R
La primera etapa es programar la producci,n del recurso cuello
de #otella tomando en cuenta su capacidad limitada y la demanda
de mercado "ue est* tratando de atender.
El segundo paso es programar la producci,n de los restantes
recursos "ue no son cuellos de #otella.
:rogramar las operaciones su#siguientes al cuello de #otella es
una tarea sencilla! una +e$ "ue una parte se termina en un cuello
7/24/2019 Captulo 2 cuello de botella
20/39
30
de #otella! se programa la operaci,n siguiente! cada operaci,n
su#siguiente incluyendo la del ensam#le! simplemente se iniciacuando termina la operaci,n anterior.
)o#re el supuesto de "ue la mayora de las pertur#aciones
posi#les no superan los dos das de tra#a'o! una protecci,n de
tres das en el amortiguador de tiempo ser* m*s "ue suficiente
para proteger el tr0put del cuello de #otella.
El paso siguiente es programar! retrocediendo hacia atr*s en el
tiempo! partiendo del cuello de #otella. )e programa la operaci,n
inmediatamente precedente al cuello de #otella! de manera "ue
termine las partes necesarias tres das antes de "ue est3n
programadas para ser utili$adas en el cuello de #otella.
Cada una de las operaciones precedentes se programa en
retrospecti+a de manera seme'ante para "ue todas las partes
est3n disponi#les 'usto a tiempo para la siguiente operaci,n.
De esta manera! se puede generar un programa y un
amortiguador de tiempo "ue satisfaga todos los re"uerimientos
del es"uema. Cual"uier pertur#aci,n en las operaciones
7/24/2019 Captulo 2 cuello de botella
21/39
31
precedentes! "ue pueda superarse dentro del amortiguador de
tiempo! no afecta el tr0put de la planta.
)e genera tam#i3n un stocB amortiguador frente a la operaci,n
"ue re"uiera de una parte del cuello de #otella para conformar el
producto final. El prop,sito de este amortiguador es proteger el
programa de producci,n contra las pertur#aciones "ue puedan
ocurrir.
2.(.2. El sis"e% S6D4R
:ara aplicar )AD2! se comien$a con el supuesto de "ue la
empresa no est* limitada por ning0n recurso de capacidad
restringida. En otras pala#ras! el mercado es a menudo el
o#st*culo primordial para la mayora de las empresas.
Cuando el mercado es claramente la restricci,n! la com#inaci,n
de la sencille$ de D2! la planificaci,n y el control altamente
enfocado "ue ofrece los resultados de la administraci,n de
amortiguadores con su#ordinaci,n plena de las operaciones a las
+entas %la restricci,n&! los CCIs comien$an a mostrar cam#ios
significati+os como(
7/24/2019 Captulo 2 cuello de botella
22/39
32
Disminuci,n de la capacidad de la restricci,n "ue puede limitar la
capacidad de la compaa para responder al mercado. lgunas,rdenes no pueden ser entregados en la fechas re"ueridas/ para
e+itar "ue esta condici,n se deteriore a0n m*s! o la demanda del
mercado se de#e reducir! o la capacidad de alguna manera de#e
ser aumentada.
El pla$o real de la li#eraci,n de materia prima aumenta de
manera significati+a! el supuesto #*sico su#yacente del )AD2
es "ue la demanda del mercado es una de las principales
restricciones! incluso cuando la capacidad interna es limitada. El
fundamento supone "ue si no se satisface plenamente las
e-igencias del mercado! la demanda del mercado se reducir*.
El mercado dicta ciertos re"uisitos "ue las empresas de#en
cumplir! de lo contrario! la demanda de los productos de la
empresa o ser+icio disminuir*! y "ui$*s desapare$can por
completo en el futuro. Estos re"uisitos impuestos por el mercado
a +eces generan conflictos con la e-plotaci,n completa de un
recurso de capacidad restringida %CC&.
Jay +arios efectos de esto como(
7/24/2019 Captulo 2 cuello de botella
23/39
33
Cuando se decide c,mo e-plotar un recurso de capacidad
restringida! tam#i3n se de#e considerar cuidadosamente losimpactos a largo pla$o de esta decisi,n en el mercado. =o se
desea recha$ar un cliente cuyo orden consume una gran cantidad
de capacidad del CC! cuando esa orden podra ser importante
para la relaci,n a largo pla$o con este cliente.
5na +e$ comprometido el mercado! los daos causados por no
cumplir plenamente con los compromisos podran ser mucho m*s
gra+es "ue signifi"uen sacrificar algunos de los CC.
Las restricciones internas pueden aparecer y desaparecer! pero
la restricci,n del mercado sigue e-istiendo siempre. Con el fin de
su#ordinar ra$ona#lemente todas las operaciones a la demanda
del mercado! se tiene "ue mantener cierta capacidad mnima de
protecci,n en el CC. El diagrama en la figura @. e-presa esta
condici,n
7/24/2019 Captulo 2 cuello de botella
24/39
34
Esta es la ra$,n por la "ue )AD2 asume "ue el mercado es
siempre la limitaci,n importante! a pesar de su#ordinar todo a una
restricci,n del mercado no se opone a la posi#ilidad de contar con
un recurso CC "ue limita la e-pansi,n de la empresa en el
mercado.
Las empresas de lucro tienen! ante todo! una funci,n social "ue es(
crear m*s y me'ores fuentes de tra#a'o +erdaderas %creando +alor&. Es
decir de#en crecer manteniendo el 1ganarAganar1 de todas las partes
in+olucradas en el 1macro sistema1 %empresa! regi,n! estado! pas!
mundo&. )in em#argo! para poder lograr y mantener dicha funci,n social
3IGURA 2.(. CO=?L9CTO DEL GEE=TE?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to9mplementing the Theory of Constrains.
7/24/2019 Captulo 2 cuello de botella
25/39
35
las empresas necesitan generar +alor agregado y a este normalmente le
llamamos utilidades.
Como se muestra en el siguiente diagrama! La Meta +a acompaada
por algunas 1Condiciones =ecesarias1 como(
7/24/2019 Captulo 2 cuello de botella
26/39
36
infinito! mientras "ue las 1Condiciones =ecesarias1 s,lo de#en
mantenerse en rango competiti+o! para "ue la me'ora de la meta de laempresa sea siempre una proposici,n 1ganarAganar1. De esta forma es
como se logra la me'ora continua de dicha meta.
En lo referente a los medidores de 1Las Condiciones =ecesarias1! cada
empresa puede seleccionar los "ue crea m*s con+enientes! siempre y
cuando +erdaderamente refle'en directamente lo "ue es importante de
dicha condici,n necesaria.
El dinero generado o 1tr0put1 %T&! "ue es el diferencial entre la 1;enta
=eta1 y el 1Costo totalmente +aria#les1! por el perodo de tiempo "ue se
trata %normalmente por mes&.
El dinero 9n+ertido por el sistema o 1in+entario1 %9&! "ue comprende el
+alor de los acti+os y el de los in+entarios al costo de sus materias
primas
7/24/2019 Captulo 2 cuello de botella
27/39
37
Jay ciertos supuestos en los "ue )AD2 se fundamenta! siendo el
primero y m*s importante( la demanda del mercado es siempre larestricci,n del sistema. En determinado tiempo! un recurso interno u
otras partes del sistema pueden interactuar con la demanda del
mercado! pero las restricciones internas son temporales por naturale$a.
ecursos restringidos de capacidad usualmente limitan el rendimiento
de la compaa solo cuando se presentan picos de demanda.
?luctuaciones en la demanda del mercado dificultan "ue un recurso
tra#a'e a su total capacidad todo el tiempo. La restricci,n de la demanda
del mercado siempre est* presente. El desafo al cual toda organi$aci,n
se enfrenta es incrementar la demanda del mercado al mismo ni+el de
capacidad de un recurso.
El segundo supuesto afirma "ue los recursos internos "ue son
restricciones! a menudo tienen e-ceso de capacidad/ esto si es "ue las
restricciones internas son temporales. s mismo! en ciertos momentos
un recurso interno puede encontrarse so#recargado! lo "ue trae como
consecuencia "ue el ni+el de ser+icio se +ea afectado! poniendo en
riesgo las entregas a tiempo y la lealtad de los clientes.
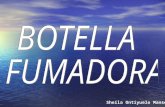
En la figura @.N se ilustran los supuestos descritos. La lnea punteada
denota la capacidad del recurso m*s lento de la operaci,n( el recurso
7/24/2019 Captulo 2 cuello de botella
28/39
38
restringido de capacidad. La lnea solida representa las fluctuaciones de
la demanda del mercado del producto! tomando en cuenta un ciertoperiodo de tiempo! sea 3ste mensual o anual.
Como se puede o#ser+ar en la figura @.N! durante cortos periodos del
ao la demanda del mercado e-cede la capacidad para entregar el
producto en un tiempo normal de respuesta! pero en lo "ue resta del
ao se tiene m*s capacidad de lo "ue se necesita.
3IGURA 2.*. Demanda del Mercado
?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to9mplementing the Theory of Constrains.
7/24/2019 Captulo 2 cuello de botella
29/39
39
=aturalmente! una organi$aci,n deseara mantener totalmente
e-plotada la capacidad de su cuello de #otella. )olamente unasincroni$aci,n sofisticada entre +entas>marBeting con operaciones
puede alcan$ar el o#'eti+o de e-plotar las dos restricciones presentes( el
mercado y el recurso restringido de capacidad.
2.). A!%inis"rcin !e %or"ig$!ores
El o#'eti+o de la administraci,n de amortiguadores es dar a conocer y
ad+ertir las principales amena$as! des+iaciones tan grandes "ue incluso
los amortiguadores no pueden controlar.
En un sistema #asado en D2! un retraso de entrega implica "ue de
alguna manera toda la protecci,n "ue se construy, en el sistema se ha
agotado. En otras pala#ras! el amortiguador haya sido so#repasado! as
"ue para entender la +erdadera naturale$a de la incertidum#re "ue se
enfrenta y el grado de amena$a para la entrega a tiempo! se de#e
anali$ar el estado de los amortiguadores.
)e ha definido al amortiguador D2 como la estimaci,n m*s larga del
ciclo de tiempo entre dos puntos dentro de la cadena de suministro. )e
di+ide ese tiempo en tres partes apro-imadamente iguales. %?igura @.&.
7/24/2019 Captulo 2 cuello de botella
30/39
40
2.*. 8r5ol !e reli!! c"$l ARA/
El prop,sito del es descri#ir! por medio de una estructura l,gica! las
relaciones de EfectosACausasAEfectos de la situaci,n actual. Con el
se logra descri#ir esas relaciones de EfectosACausasAEfectos entre los
sntomas indesea#les "ue se "uieren eliminar y el conflicto o pro#lema
ra$ "ue perpet0a dichos efectos indesea#les.
La t3cnica "ue se utili$a para detectar los pro#lemas medulares. Estos
pro#lemas medulares son pocos %representan las restricciones de
poltica& y son responsa#les por los efectos indesea#les "ue
3IGURA 2.9. D2 mortiguadores de tres Ponas?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to9mplementing the Theory of Constrains.
7/24/2019 Captulo 2 cuello de botella
31/39
41
o#ser+amos en las organi$aciones. La e+aporaci,n de =u#esT3cnica
para la generaci,n de soluciones simples y efecti+as a conflictos! sinapelar al compromiso.
Toda empresa tiene su propio *r#ol de realidad actual! refle'ando los
EfectosACausasAEfectos de los sntomas indesea#les "ue se perci#en.
El resultante es luego e-puesta al e"uipo m*s amplio para re+isi,n
y crticas! "ue aclaren las relaciones de EfectosACausasAEfectos
e-istentes.
2.9. 8r5ol !e es"r"egi y "7c"ic E:T/
El *r#ol de EQT apunta a una me'ora significati+a en el rendimiento de
una organi$aci,n! los cam#ios estaran asociados a +arias tareas
%decisiones y acciones& "ue las personas en la organi$aci,n est*n
haciendo.
:ara cada cam#io! una iniciati+a re"uiere gente "ue lo haga! ellos
necesitan entender los cam#ios "ue necesitan hacer y sa#er el por"u3.
TOC tam#i3n pro+ee el reconocimiento de los ni+eles de resistencia yuna efecti+a apro-imaci,n para conseguir la cola#oraci,n y +ender la
idea destacando el principio ganarAganar.
7/24/2019 Captulo 2 cuello de botella
32/39
42
:ero a medida "ue las implementaciones de TOC se centraron en la
transformaci,n holstica de la organi$aci,n m*s "ue en programas deme'ora de una funci,n particular! "ued, claro "ue el con'unto de
herramientas de TOC eran insuficientes para o#tener la sincroni$aci,n y
comunicaci,n "ue se necesita para una iniciati+a de transformaci,n
organi$acional mayor e integradora para lograr y sostener las me'oras
pre+istas. 4 no proporcionaron los medios a tra+3s de los cuales
cual"uiera en la organi$aci,n podra realmente responder las cuatro
preguntas arri#a anotadas.
2.;. R%i+iccin !e ls cps !el 7r5ol !e E:T
5n *r#ol de estrategias #ien hecho es una herramienta de proceso
l,gico de pensamiento "ue organi$a un completo an*lisis de una forma
en "ue las respuestas para las cuatro preguntas son proporcionadas
para cada funci,n de toda la organi$aci,n! al grado de detalle re"uerido
para cada ni+el 'er*r"uico! en un solo mapa l,gico.
En un *r#ol de EQT! el prop,sito de la iniciati+a es de este modo
siempre descrita con los siguientes tres elementos(
7/24/2019 Captulo 2 cuello de botella
33/39
43
L es"r"egi El "u3H de la iniciati+a! el prop,sito de la iniciati+a R la
meta de la organi$aci,n est* pensada como el logro o#tenido comoresultado de la implementaci,n.
Los s$p$es"os prlelos El por "u3H de la t*ctica las condiciones
"ue e-isten en la realidad guiando a un curso de acci,n especfico "ue
lograra la estrategia/ la cone-i,n l,gica entre la t*ctica y la estrategia/
un con'unto #ien descrito de supuestos paralelos e-plica por "u3 la
t*ctica es el curso de acci,n para la consecuci,n de la estrategia.
L "7c"ic El c,moH de la iniciati+a! "u3 se necesita estar hecho para
la implementaci,n para lograr la meta.
El *r#ol EQT usando el proceso de causa y efecto antes descrito! luce
como la figura mostrada a continuaci,n(
3IGURA 2.;. Metodologa de Tra#a'o?5E=TE( MarB . oeppel %@&! ManufacturedFs Guide to9mplementing the Theory of Constrains.
7/24/2019 Captulo 2 cuello de botella
34/39
44
La siguiente ta#la contiene la estrategia! supuestos paralelos y t*ctica
"ue resume el primer paso para la ela#oraci,n del *r#ol EQT para cada
compaa "ue ingrese en una implementaci,n de la ;isi,n ;ia#le(
PASO 1 ESTRATEGIAS < T8CTICAS DE LA =ISI>N =IA4LE
Es"r"egiEl 1Su31 de la iniciati+a AEl prop,sito de la iniciati+a/ la meta "uela organi$aci,n est* intentando lograrcomo resultado de la implementaci,n
La Compaa es )iempre :r,spera/ incrementandocontinua y significati+amente el +alor para los gruposde inter3s A empleados! clientes y accionistas.+alor incremental( Esta#ilidad en la cur+a +erde yrendimiento en la cur+a ro'a
T2L
Top Related