







Idiomas
Páginas
Jurídico


13
Capítulo II
2. Marco Teórico
2.1 Concepto de Prótesis
Podemos definir como prótesis, a la extensión artificial que sustituye o provee
una parte del cuerpo que por diversas razones, se ha perdido.
El objetivo principal de una prótesis, es remplazar una parte del cuerpo que
haya sido perdida por alguna causa, ya sea amputación o agenesia; la prótesis
cumple con las mismas funciones que la parte faltante, como por ejemplo las
piernas artificiales o las prótesis dentales [1].
Además de utilizarla como remplazo y para mejorar la calidad de vida, también
se suele utilizar con fines estéticos como las prótesis oculares de vidrio, o para
suplir al cuerpo de funciones de las que carece naturalmente, como las prótesis
mamarias usadas en cirugía de reasignación de sexo [1].
2.2 Historia del uso de Prótesis
El uso de prótesis se remonta a muchos años antes de Cristo, ya que
en la antigüedad los hombres perdían muchos miembros, debido a
batallas, enfermedades, y la misma cultura o forma de vida, por
mencionar algunas.
En años recientes, se ha descubierto en Egipto lo que sería la prótesis
funcional más antigua del mundo hasta hoy; consiste en un dedo gordo artificial
encontrado en el pie de una momia [3].

14
Esta prótesis está construida de cuero y madera, actualmente se encuentra en
el Museo del Cairo (Figura 1) [2].
Figura 1. Dedo artificial egipcio.
Los investigadores de la Universidad de Manchester en el Reino Unido,
estiman que el dedo artificial encontrado en Egipto tiene una antigüedad de
entre 1,000 y 600 A.C. [3].
Sin embargo la prótesis más antigua que se conocía hasta antes de este
descubrimiento, es una pierna artificial que data del año 300 A.C.; esta pierna
está hecha de bronce y se encontraba en el Colegio Real de Cirujanos en
Londres Inglaterra, hasta antes de su destrucción ocasionada por las bombas
alemanas durante la II Guerra Mundial [3].
Anteriormente, también se utilizaban muletas y patas de palo, con el
paso del tiempo estos han ido evolucionando a elementos de fibra de
carbono y mecanismos robóticos, con los que se cuentan hoy en día [2].
En la actualidad contamos con un gran avance en ciencia y tecnología,
los cuales han ido innovando los prostéticos y los han convertido en
elegantes ejemplos de tecnología y diseño más semejantes a la ciencia
ficción que a la realidad [2].

15
2.3 Evolución en el Diseño de Prótesis
Hasta hace poco tiempo, se seguían utilizando prótesis rudimentarias
fabricadas con madera, como las patas de palo, sinónimo de una muleta
o bastón. Como podemos apreciar en la Figura 2[3].
Figura 2. Antecedente de prótesis “Pata de palo”.
Hoy en día, se han desarrollado nuevos diseños antropométricos y
biomecánicos, que han ido evolucionando las prótesis en su forma y contenido,
ahora fabricadas de aluminio y fibra de carbono, debido a sus propiedades
físicas que las hacen más flexibles y resistentes, pero al mismo tiempo
prácticas y de poco peso[3].
Gracias a esta evolución del diseño, la reducción de costos y los nuevos
materiales se ha logrado hacer mucho más fácil el acceso a las prótesis y
obtener un mejor funcionamiento. Esta funcionalidad ha generado un debate
sobre la desventaja real que tiene una persona con discapacidad física con
prótesis de última generación, ante una persona sin discapacidad. Un ejemplo
de esto es el caso de Pistorius, un atleta con un par de prótesis cuyo
desempeño puede ser mejor al de un atleta sin discapacidad física (Figura 3)
[3].

16
Figura 3. Atleta utilizando prótesis de fibra de carbono.
En poco tiempo, la tecnología va a permitir que las prótesis ya no sean
un sustituto y una opción para mejorar la calidad de vida de las
personas con discapacidad física, sino una herramienta que mejore el
rendimiento del miembro anterior otorgándole mejoras y características
en términos de funcionalidad y resistencia[3].
En las siguientes figuras podemos ver diferentes tipos de prótesis, con
características específicas para los requerimientos del paciente.
Figura 4. Prótesis de brazos y piernas.

17
Figura 5. Prótesis de brazo con movimiento y control.
Figura 6. Prótesis biónica de mano.
2.4 Clasificación de Prótesis
El avance que ha tenido la tecnología en estos últimos años y a la misma
necesidad del ser humano por buscar una buena calidad de vida, ha sido factor
fundamental para que se hayan creado una gran variedad de prótesis, de
diferentes tipo, forma, ubicación en el cuerpo humano, movilidad, entre otras
cosas [4].
18
A continuación se presentará una de las tantas clasificaciones de tipo de
prótesis que existen hoy en día.
• Prótesis bucales
• Prótesis cosmética facial
• Prótesis somáticas
• Prótesis internas
• Prótesis mecánicas
• Prótesis mioeléctricas
• Prótesis cosméticas
2.4.1 Prótesis bucales
Las prótesis bucales como su nombre lo indica son las que tienen como
ubicación el área de la boca. En este tipo de prótesis entran los siguientes tres
tipos.
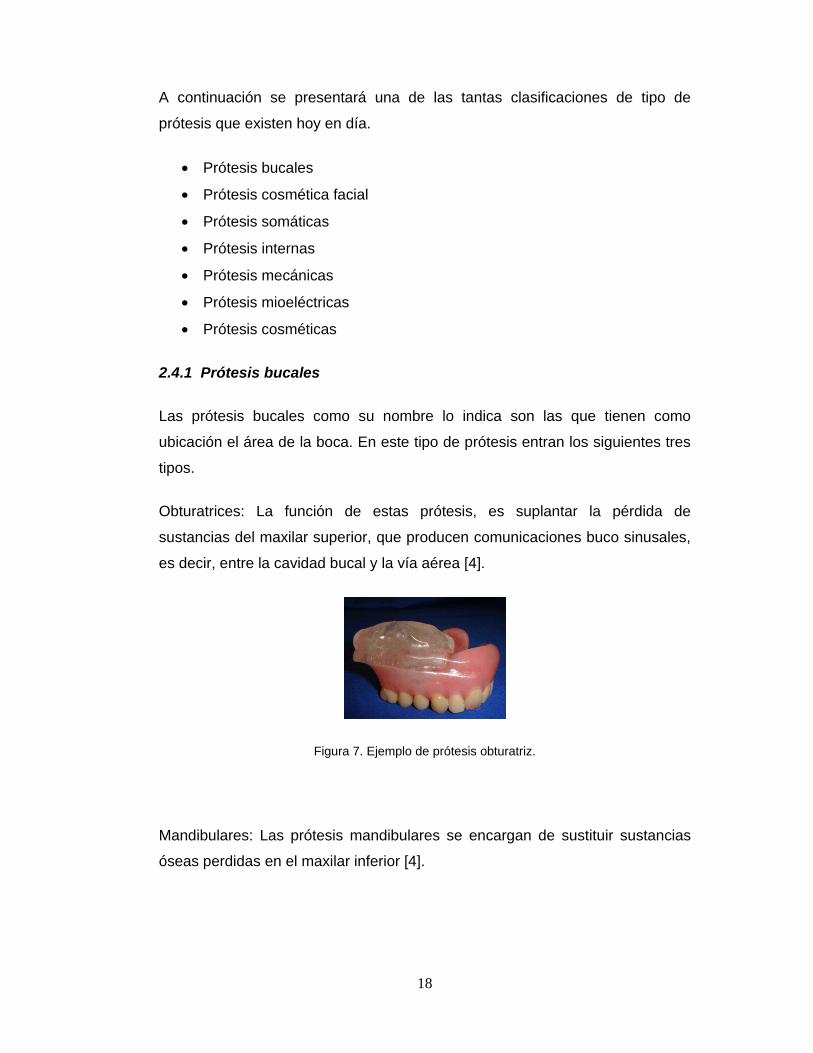
Obturatrices: La función de estas prótesis, es suplantar la pérdida de
sustancias del maxilar superior, que producen comunicaciones buco sinusales,
es decir, entre la cavidad bucal y la vía aérea [4].
Figura 7. Ejemplo de prótesis obturatriz.
Mandibulares: Las prótesis mandibulares se encargan de sustituir sustancias
óseas perdidas en el maxilar inferior [4].

19
Figura 8. Prótesis mandibulares.
Velo faríngeas: Este tipo de prótesis tiene como objetivo obturar defectos
cuando existen pérdidas de los tejidos del velo de paladar [4].
Figura 9. Ejemplo de una prótesis velo faríngeas.
2.4.2 Prótesis cosmética facial
Estas prótesis se encargan de suplantar o reponer algún miembro del área
facial, más que nada con fines estéticos. Se dividen en:
Oculares: Las prótesis oculares se sitúan en el área del globo ocular,
reponiendo alguna atrofia o enucleación [4].
En la Figura 10 se muestra una prótesis sólo de iris mientras que en la Figura
11 podemos apreciar una prótesis ocular completa.

20
Figura 10. Prótesis de iris.
Figura 11. Prótesis ocular completa.
Oculopalpebrales u orbitarias: Las prótesis reciben este nombre cuando su
extensión involucra además del tipo anterior, a los tejidos peri-oculares [4].
Figura 12. Prótesis orbitaria fijada al lente.
21
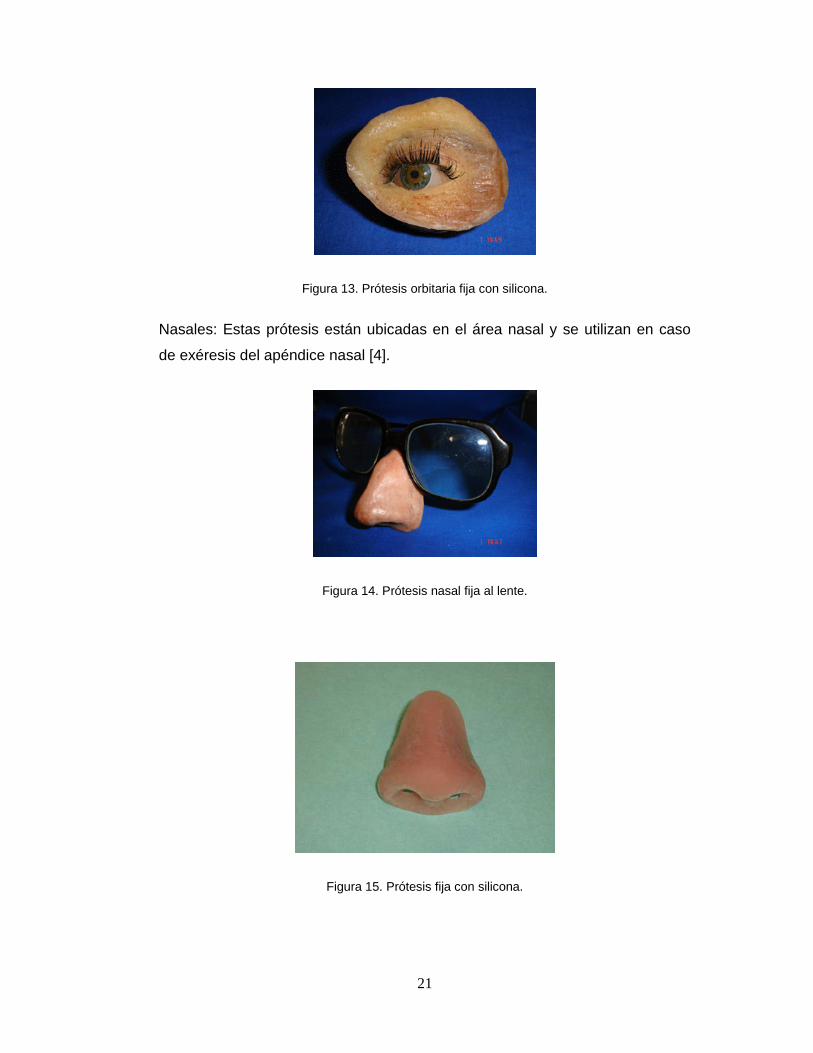
Figura 13. Prótesis orbitaria fija con silicona.
Nasales: Estas prótesis están ubicadas en el área nasal y se utilizan en caso
de exéresis del apéndice nasal [4].
Figura 14. Prótesis nasal fija al lente.
Figura 15. Prótesis fija con silicona.

22
Auriculares: Estas prótesis son utilizadas para la adecuada rehabilitación del
pabellón de la oreja [4].
Figura 16. Ejemplo de prótesis auricular.
Faciales extensas: Las prótesis faciales extensas como su nombre lo dice, son
las que cubren un área extensa de la cara, se considera extensa cuando la
lesión abarca más de dos regiones faciales [4].
Figura 17. Prótesis de tipo extensa fijada al lente.

23
2.4.3 Prótesis somáticas
Estas prótesis son las que se ubican en zonas alejadas del rostro, dentro de
este tipo entran las prótesis de mano, dedos, seno, pezón, entre otras [4].
Figura 18. Ejemplo de prótesis somática de mano.
2.4.4 Prótesis internas
Como su nombre lo dice, las prótesis internas son las que se ubican dentro del
cuerpo humano, como las endoprótesis o inclusiones.
Endoprótesis o inclusiones: Las endoprótesis o inclusiones son incluidas por el
equipo de cirugía dentro del cuerpo humano, ejemplos de este tipo de prótesis
son los rellenos subcutáneos faciales, toráxicos, entre otros [4].
Figura 19. Ejemplo de prótesis internas.

24
2.4.5 Prótesis cosméticas
Las prótesis cosméticas tienen como principal objetivo remplazar un miembro o
parte de éste, teniendo en cuenta su parte estética, más que la funcionalidad
[4].
Estas prótesis se encargan de mejorar y complementar la imagen corporal de
una persona y contribuir con su rehabilitación tanto física como psicológica [4].
Ya que la función principal de estas prótesis es la estética, es necesario que
para su correcta implementación, se tomen en cuenta las características físicas
propias de cada paciente, lo que representa un trabajo muy personalizado en
los que se deben tomar moldes, tener en cuenta su color de piel, y las medidas
con el fin de lograr una prótesis lo más semejante posible al miembro a
remplazar [4].
Figura 20. La prótesis de seno es un claro ejemplo de una prótesis cosmética.
Figura 21. La prótesis de pie se considera en ocasiones una prótesis cosmética.
25
2.4.6 Prótesis mecánicas
Las prótesis mecánicas o también llamadas de tiro, son prótesis con un
mecanismo de apertura y cierre, logrado a través de cables y cintas de sujeción
unidos al cuerpo y a al lado contrario de éste, que debido a la tracción ejercida
al tensor abre o cierra a voluntad [4].
Estas prótesis son muy funcionales, pero cuentan con algunas limitaciones de
movimiento, ya que es necesario cierto movimiento o tensión del cuerpo
humano para moverlas [4].
Dentro de este tipo de prótesis se encuentran las siguientes:
• Prótesis para desarticulación de cadera.
• Prótesis transfemurales.
• Prótesis para desarticulación de rodilla.
• Prótesis transtibiales.
• Prótesis para desarticulación de tobillo.
• Prótesis parciales para pie.
Para el objeto de estudio y proyecto de nuestra Tesis, nos enfocaremos en las
prótesis transfemurales exoesqueléticas, este tipo de prótesis es la que se
utiliza al sufrir una amputación transfemural, es decir desde el fémur arriba de
la rodilla hasta el pie [29].
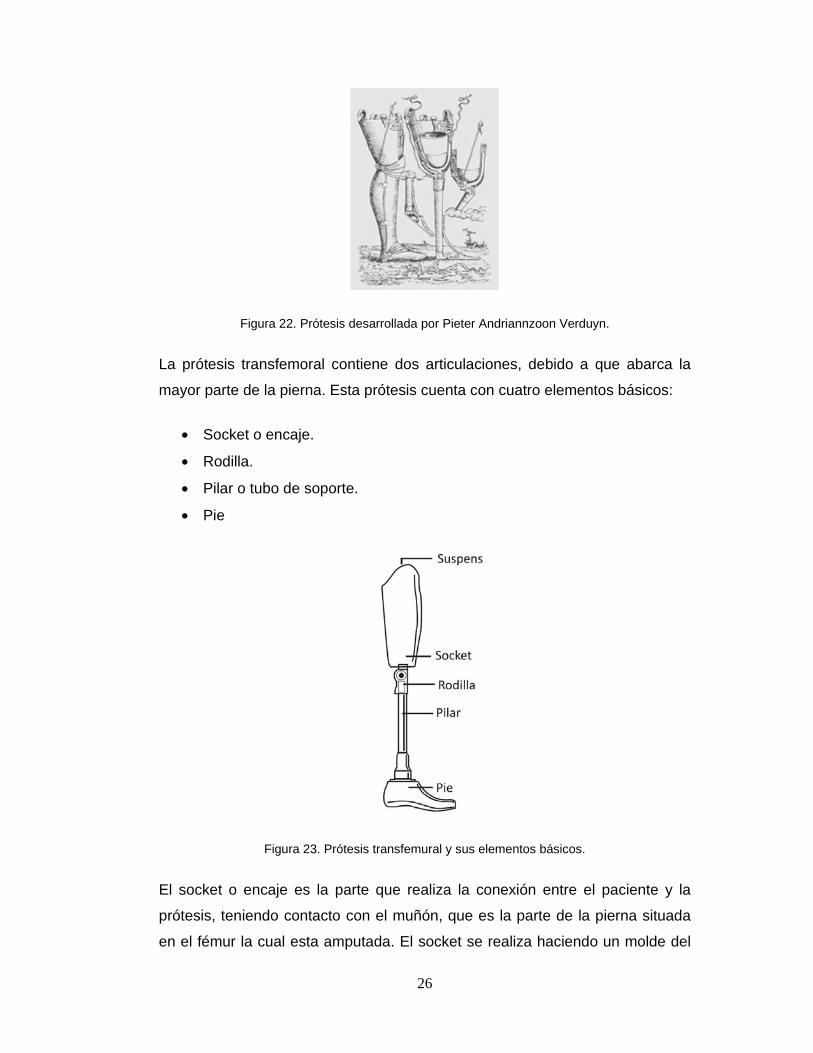
La primera prótesis de este tipo fue desarrollada en el año 1699, cuando Pieter
Andriannzoon Verduyn realizo un prototipo muy parecido a la prótesis actual.
Ésta constaba de un corsé con bisagras externas y un muslo de cuero para
cargar el peso [29].
26
Figura 22. Prótesis desarrollada por Pieter Andriannzoon Verduyn.
La prótesis transfemoral contiene dos articulaciones, debido a que abarca la
mayor parte de la pierna. Esta prótesis cuenta con cuatro elementos básicos:
• Socket o encaje.
• Rodilla.
• Pilar o tubo de soporte.
• Pie
Figura 23. Prótesis transfemural y sus elementos básicos.
El socket o encaje es la parte que realiza la conexión entre el paciente y la
prótesis, teniendo contacto con el muñón, que es la parte de la pierna situada
en el fémur la cual esta amputada. El socket se realiza haciendo un molde del

27
paciente con el objetivo de que éste sea lo más cómodo y personalizado
posible. La implementación del socket lo realiza un protesista, encargándose
de que la prótesis sea instalada de la manera más correcta y con la aceptación
del paciente [29].
La geometría del socket debe ser adecuada al tipo de geometría del muñón.
Estas geometrías pueden ser [34]:
• Cónica
• Cilíndrica
• Bulbosa
La correcta adecuación del socket con el muñón logra una buena distribución
de presión y evita la formación de alteraciones en la piel que puedan llegar a
molestar al paciente [34].
La rodilla, es una articulación de la prótesis que le permite tener una mayor
movilidad, al realizar desplazamientos de una manera más natural. Antes de la
implementación de este elemento, las prótesis eran rígidas, ocasionando
dificultades para caminar. La rodilla por lo general es de aluminio [29].
Las rodillas en las prótesis transfemurales, tienen dos principales funciones:
simular la marcha humana y estabilizar la rodilla durante la fase de apoyo. Para
lograr simular la marcha humana, la rodilla se flexiona y extiende en la fase del
balanceo [35].
Existen varios tipos de rodillas como [35]:
• Rodillas Uniaxiales
• Rodillas de Seguridad
• Rodillas Policéntricas de cuatro Barras
• Rodillas con Control mediante Fluidos
• Rodillas con Control mediante Microprocesadores
El pilar es el elemento encargado de unir la rodilla con el pie, normalmente este
elemento es el que le da la altura adecuada a la prótesis dependiendo del

28
paciente. Anteriormente se utilizaba madera o aluminio para construir este
elemento pero con el paso del tiempo se comenzaron a utilizar materiales más
ligeros como fibra de carbono y titanio [29].
El pie es otra articulación que al igual que la rodilla no se utilizaba en las
primeras prótesis. Ahora hasta la prótesis más sencilla cuenta con
articulaciones o están hechas de algún material elástico que simula dicha
articulación [29].
Existen una gran cantidad de pies en el mercado dependiendo el nivel de
funcionalidad deseado, pueden ser:
• Pie Básico
• Pie de Respuesta Dinámica
• Pie de Alto Desempeño
En la Figura 24 se muestran los elementos de la prótesis transfemural antes
mencionados.
Figura 24. Componentes de una prótesis transfemural.

29
2.4.7 Prótesis mioeléctricas
Llamadas así por el significado derivado de las palabras que conforman su
nombre, mio que significa músculo y eléctrica que viene de electrónica [4].
Estas prótesis se desarrollaron gracias al gran avance de la robótica y
electrónica, que han permitido mejorar el sistema de control y adaptación de
este tipo de prótesis. Esto ha logrado obtener una prótesis controlada con
impulsos musculares [4].
Las prótesis mioeléctricas se desarrollaron basándose en varias ciencias, como
la biónica, la cibernética, la robótica, la mecatrónica y debido a esto se les
conoce con varios nombres, cada uno refiriéndose a las ciencias que abarcan
sus desarrollo, como por ejemplo, prótesis cibernéticas, biónicas, mioeléctricas,
mecatrónicas, entre otras; pero todo estos términos describen a una prótesis
que combina la electrónica, la mecánica y el control muscularmente [4].
Para obtener este tipo de control muscular, como para cualquier tipo de control,
es necesaria la implementación de sensores. Existen diferentes tipos de
sensores que se encargan de tomar las señales musculares del paciente y
enviarlas a un sistema electrónico que a su vez se encarga de realizar los
movimientos de los actuadores con los que cuenta la prótesis, como por
ejemplo la apertura y cierre de una prótesis de mano, entre estos sensores se
encuentran los electrodos, sensores de cambio de volumen muscular, sensores
de tacto, sensores comparadores de frecuencia, entre otros; cada productor de
prótesis selecciona el sensor que mejor se adapte a su mecanismo [4].
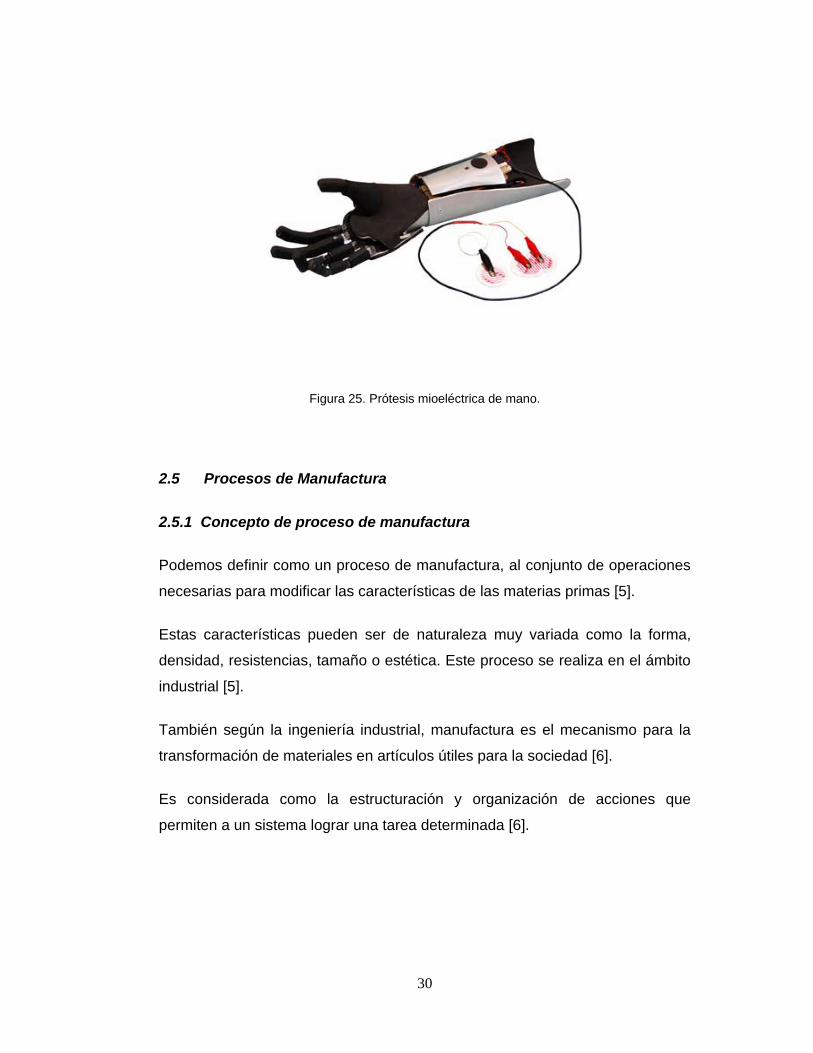
En la figura 25 se muestra una prótesis mioeléctrica de mano construida de
aluminio y PVC. Cuenta con un motor de CC para realizar los movimientos de
la mano al tensionar hilos de acero, haciendo la función de tendones [30].
30
Figura 25. Prótesis mioeléctrica de mano.
2.5 Procesos de Manufactura
2.5.1 Concepto de proceso de manufactura
Podemos definir como un proceso de manufactura, al conjunto de operaciones
necesarias para modificar las características de las materias primas [5].
Estas características pueden ser de naturaleza muy variada como la forma,
densidad, resistencias, tamaño o estética. Este proceso se realiza en el ámbito
industrial [5].
También según la ingeniería industrial, manufactura es el mecanismo para la
transformación de materiales en artículos útiles para la sociedad [6].
Es considerada como la estructuración y organización de acciones que
permiten a un sistema lograr una tarea determinada [6].
31
2.5.2 Clasificación de procesos de manufactura
Los procesos de manufactura se clasifican generalmente en cinco grupos:
Procesos que cambian la forma del material.
Procesos que provocan desprendimiento de viruta por medio de máquinas.
Procesos que cambian las superficies.
Procesos para el ensamblado de materiales y;
Procesos para cambiar las propiedades físicas [6].
2.5.2.1 Procesos que cambian la forma del material
Dentro de los procesos que cambian la forma del material se encuentran los
siguientes:
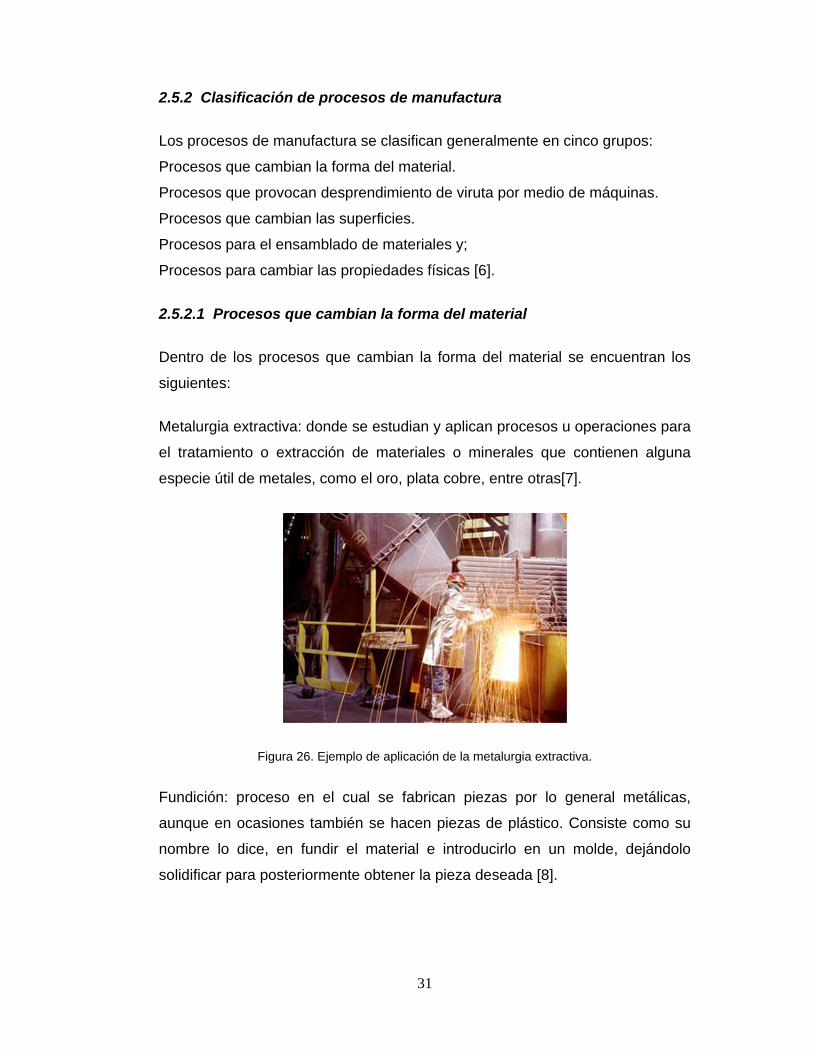
Metalurgia extractiva: donde se estudian y aplican procesos u operaciones para
el tratamiento o extracción de materiales o minerales que contienen alguna
especie útil de metales, como el oro, plata cobre, entre otras[7].
Figura 26. Ejemplo de aplicación de la metalurgia extractiva.
Fundición: proceso en el cual se fabrican piezas por lo general metálicas,
aunque en ocasiones también se hacen piezas de plástico. Consiste como su
nombre lo dice, en fundir el material e introducirlo en un molde, dejándolo
solidificar para posteriormente obtener la pieza deseada [8].

32
Figura 27. Fundición y moldeo.
Formado en frío y caliente: este tipo de formado consiste en aplicar fuerza
mecánica a un material ya sea frío o caliente. Las fuerzas por lo general suele
ser de tipo de flexión, compresión o cizallado y tensión [9].
Figura 28. La máquina CNC de rolado utiliza el formado en frío.
Metalurgia de polvos: también conocida como pulvimetalurgia, es un proceso
que parte de polvos finos compactados para obtener una forma determinada,
posteriormente se calientan en atmósfera controlada y se obtiene la pieza [10].

33
Figura 29. Metal en polvo.
Figura 30. Prensa compactadora de metales en polvo.
Figura 31. Piezas hechas por medio de la pulvimetalurgia.
2.5.2.2. Procesos que provocan desprendimiento de viruta por medio de
máquinas
Estos procesos se dividen en métodos de maquinado convencional y métodos
de maquinado especial.
34
Figura 32. Máquina convencional desprendiendo viruta.
2.5.2.3 Procesos que cambian las superficies
Con desprendimiento de viruta: viruta es el material desprendido de la materia
prima, este proceso se refiere a remover viruta hasta obtener la pieza deseada.
Figura 33. Viruta desprendida de un trabajo con torno.
Por pulido: alisar y refinar el material.
Figura 34. Pulido de una pieza de plata.
35
Por recubrimiento: consiste en depositar un material sobre la superficie de un
objeto denominado sustrato, el recubrimiento es esencial para la funcionalidad
del producto terminado [11].
Figura 35. Ejemplo de una pieza con recubrimiento.
2.5.2.4 Procesos para el ensamblado de materiales
La función básica de este proceso es la de unir dos o más piezas para formar
un ensamblaje, también llamado montaje, la unión puede ser de dos tipos:
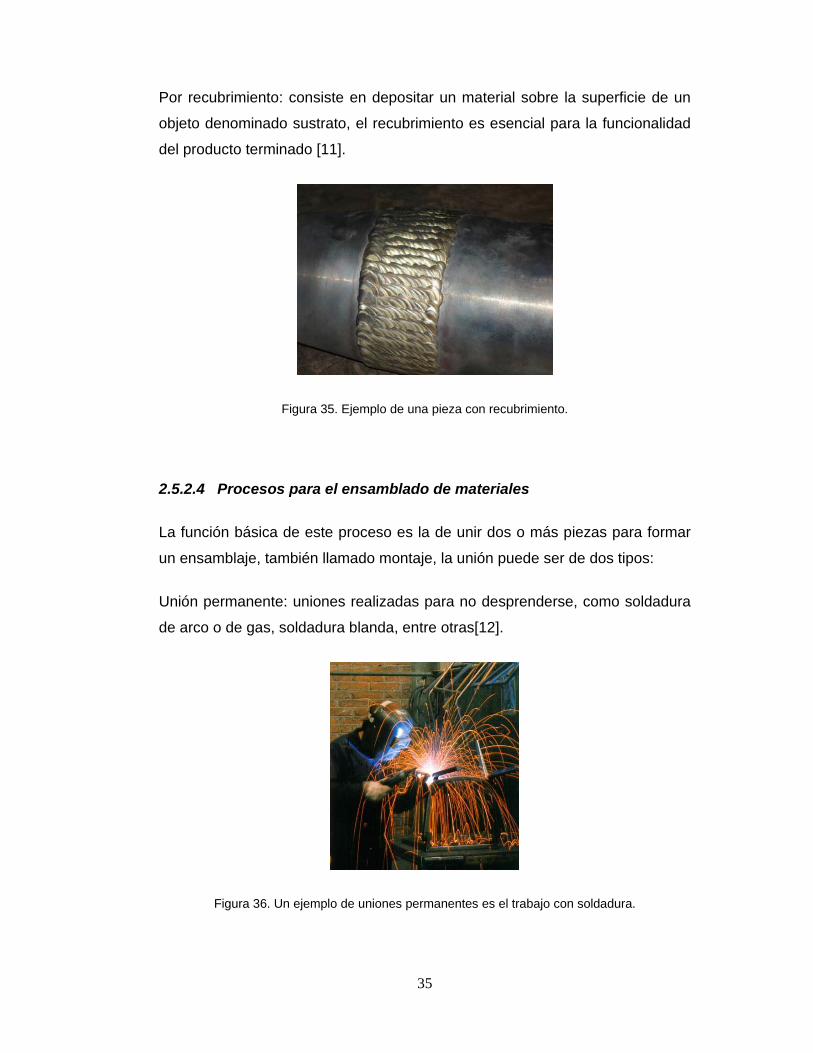
Unión permanente: uniones realizadas para no desprenderse, como soldadura
de arco o de gas, soldadura blanda, entre otras[12].
Figura 36. Un ejemplo de uniones permanentes es el trabajo con soldadura.
36
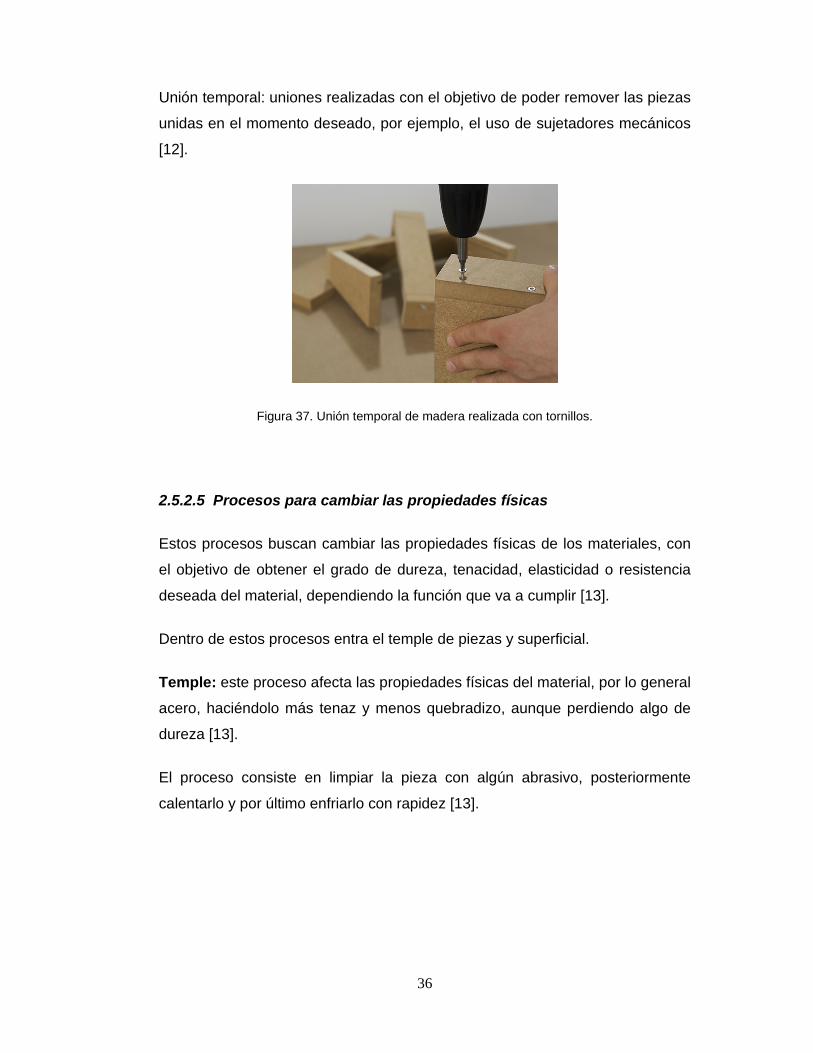
Unión temporal: uniones realizadas con el objetivo de poder remover las piezas
unidas en el momento deseado, por ejemplo, el uso de sujetadores mecánicos
[12].
Figura 37. Unión temporal de madera realizada con tornillos.
2.5.2.5 Procesos para cambiar las propiedades físicas
Estos procesos buscan cambiar las propiedades físicas de los materiales, con
el objetivo de obtener el grado de dureza, tenacidad, elasticidad o resistencia
deseada del material, dependiendo la función que va a cumplir [13].
Dentro de estos procesos entra el temple de piezas y superficial.
Temple: este proceso afecta las propiedades físicas del material, por lo general
acero, haciéndolo más tenaz y menos quebradizo, aunque perdiendo algo de
dureza [13].
El proceso consiste en limpiar la pieza con algún abrasivo, posteriormente
calentarlo y por último enfriarlo con rapidez [13].

37
Figura 38. Proceso de temple.
Otra manera de clasificar a los procesos de manufactura según la ingeniería
industrial es en dos grandes familias, la tecnología mecánica y la tecnología
química [5].
2.5.3 Tecnología Mecánica:
Se tienen procesos como moldeo, fundición, pulvimetalurgia, moldeo por
inyección, moldeo por soplado, moldeo por compresión, conformado o
deformado plástico, laminación, forja, extrusión, estirado, conformado de
chapa, encogimiento, calandrado, procesos con arranque de material,
mecanizado, torneado, fresadora, taladrado, electroerosión,(éstas últimas
cuatro se tienen actualmente operando con tecnología CNC) tratamiento
térmico, templado, revenido, recocido, nitruración, sinterización, tratamientos
superficiales[5].
2.5.4 Tecnología Química:
En esta categoría se encuentran los procesos físicos y procesos químicos [5].
2.6 Manufactura CNC
Entre los proceso de manufactura con gran crecimiento de aplicación es la
tecnología de maquinado CNC.

38
Las siglas CN que significan Control Numérico es el término original de este
tipo de tecnología, aunque con el paso del tiempo hasta la actualidad se le
empezó a llamar CNC, Control Numérico por Computadora [15].
Figura 39. Centro de maquinado CNC.
La tecnología CNC es uno de los desarrollos más importantes de los últimos
años ya que ha logrado nuevas técnicas de producción, incrementar la calidad
de los productos y reducir los costos, entre otras cosas [15].
El CNC surgió en los años cincuenta, en el Instituto de Tecnología de
Massachusetts (MIT), donde se automatizó una fresadora por primera vez[14].
Figura 40. Imagen de la primera máquina CNC.

39
En esa época los equipos de cómputo eran bastante grandes, debido a esto el
espacio ocupado por la máquina CNC era mucho, aunque el mayor espacio era
ocupado sólo por la computadora [14].
El desarrollo del control numérico comenzó mucho tiempo atrás, cuando se
comenzaban a desarrollar las primeras máquinas para manufactura [16].
En 1725 se desarrollaron en Inglaterra, las primeras máquinas de tejer,
controladas por tarjetas perforadas.
En 1863 M. Forneaux creó el primer piano con la capacidad de tocar
automáticamente.
Eli Whitney desarrolló plantillas y dispositivos, mientras que el sistema
norteamericano comenzó con la manufactura de partes intercambiables
durante los años de 1870 a 1890.
En 1880 se introdujo una gran variedad de herramientas para el maquinado de
metales y se comenzó a darle mayor énfasis a la producción a gran escala.
En 1940 se introdujeron los primeros controladores hidráulicos, neumáticos y
electrónicos, aumentando el énfasis en el maquinado automático.
En 1945 se comenzó con la investigación y desarrollo del control numérico y se
hicieron experimentos de producción a gran escala con este tipo de tecnología.
Las herramientas automatizadas aparecieron en las plantas de producción de
la Fuerza Aérea de los Estados Unidos en 1955.
La concentración en la investigación y desarrollo del control numérico comenzó
en 1956. A partir de 1960 se han venido creando nuevos sistemas de control
numérico, se han venido perfeccionando las aplicaciones de procedimientos de
maquinado de metales, aplicaciones a otro tipo de actividades, utilización de
insumos computarizados de control numérico, documentos computarizados de
planeación, se han establecido centro de maquinado para aplicaciones en
general, entre otras cosas [16].
40
Gracias a todos estos avances se ha logrado un sistema de manufactura muy
eficiente y precisa, como lo es una máquina CNC, que a diferencia de una
máquina convencional o manual, es controlada por una computadora, que a su
vez controla la posición y velocidad de los actuadores que mueven al equipo.
Es por esto que las máquinas CNC son capaces de hacer movimientos muy
exactos y de diferentes formas, como círculos, líneas, diagonales y figuras
tridimensionales.
Las máquinas CNC tiene la capacidad de mover más de un eje a la vez, el
número de ejes dependerá de la complejidad de la misma, es por eso que
pueden ejecutar rutas tridimensionales para realizar trabajos avanzados, como
moldes y troqueles, que son trabajos muy frecuentes en este tipo de equipos.
En una máquina CNC el operador sólo necesita realizar una programación
inicial e indicarle su origen, ya que una computadora controla el movimiento de
todo el equipo CNC, ejecutando todas las operaciones por sí sola y permitiendo
un mejor aprovechamiento del tiempo y producción [14]. El origen es el punto
con coordenadas cero que servirá de referencia para las coordenadas del
programa.
El uso de máquinas CNC tiene muchas ventajas, ya sea en el diseño o en la
misma manufactura.
En el diseño, son capaces de otorgarnos prototipos precisos y en poco tiempo.
En la manufactura nos permiten una mejor planeación de la operaciones,
incrementar la flexibilidad de maquinado, reducir el tiempo de programación,
mejorar el control del proceso y tiempos de maquinado, disminuir los costos por
herramientas, incrementar la seguridad para el usuario, reducir el tiempo de
flujo de material, reducir el manejo de la pieza de trabajo, aumentar la
productividad, aumentar la precisión, entre otras[16].
A través de todos estos años, el avance tecnológico ha logrado minimizar el
tamaño de la computadoras, extendiendo el uso del CNC a todo tipo de
maquinaria, como tornos, rectificadoras, electroerosionadoras, fresadoras,
máquinas de coser, entre otras[14].

41
Existen una gran variedad de máquinas CNC, como por ejemplo, la cortadora
de plasma CNC, que funciona por lo regular con dos ejes, el eje (x) y el eje (y).
Su funcionamiento se basa básicamente en un corte con arco de plasma
utilizando un chorro de gas o aire a alta temperatura y a gran velocidad, con el
objetivo de fundir y eliminar el material deseado [17].
El trabajo realizado por este tipo de corte es muy limpio, preciso y bastante
rápido comparándolo con otro tipo de maquinado[17].
El material que se puede maquinar en estas máquinas, son por lo regular
láminas de metales hasta 80mm de espesor [17].
Para obtener este tipo de corte se necesita calentar el material a cortar de una
forma muy localizada por encima de los 30,000 grados centígrados, llevando el
gas utilizado a su cuarto estado de la materia, es decir el plasma, en este
estado los electrones se disocian del átomo y el gas se ioniza, es decir, se
vuelve conductor[18].
La boquilla por la que sale el gas es muy pequeña con el objetivo de concentrar
la energía cinética y poder cortar el material [18].
Figura 41. Cortadora de Plasma CNC en funcionamiento.
Otra máquina CNC utilizada hoy en día es la cortadora por chorro de agua
también llamada Water Jet, que es muy similar a la cortadora de plasma, con la
diferencia que la Water Jet utiliza agua a presión para lograr sus cortes.

42
Además de utilizar sólo agua, también puede utilizar una mezcla de agua con
alguna sustancia abrasiva, como puede ser el óxido de aluminio. El
procedimiento de corte es en esencia el mismo de la erosión que existe en la
naturaleza, aunque mucho más acelerado y concentrado. Este método es muy
usado cuando el material a cortar es muy sensible a las altas temperaturas, es
decir que sus propiedades físicas cambian, ocasionadas por otros métodos de
maquinado como torneado, fresado o corte con plasma [19].
El corte con agua es utilizado en todo tipo de industrias, hasta en la industria
aeroespacial. La boquilla por dónde sale el agua está conectada a una bomba
hidráulica, que le provee la fuerza y velocidad al chorro para lograr el corte en
el material. El tamaño de la boquilla puede variar dependiendo las exigencias
de cada trabajo y de la sustancia abrasiva utilizada [19].
La cortadora de agua es capaz de trabajar en dos o hasta en cinco ejes,
logrando superficies muy complejas y con una gran precisión.
Figura 42. Water Jet en funcionamiento.

43
Figura 43. Imagen de una Water Jet CNC.
Además de las cortadoras de plasma y agua, también están las
electroerosionadoras CNC, máquinas que cuentan con la capacidad de
maquinar materiales muy duros y casi imposibles de trabajar con otro método.
El maquinado por medio de electroerosión también es conocido como
Mecanizado por Descarga Eléctrica o EDM, por sus siglas en inglés que son
Electrical Discharge Machining [20].
El proceso de electroerosión consiste en generar un arco eléctrico entre la
pieza a maquinar y un electrodo, todo esto en un medio dieléctrico, con el fin de
remover partículas de la pieza hasta conseguir las formas del electrodo en ella.
La pieza y el electrodo deben ser conductores para que el arco eléctrico se
lleve a cabo y se provoque el arrancamiento del material.
Existen dos tipos de EDM, Ram EDM y Wire EDM.
La Ram EDM, cuyo nombre proviene del inglés “ram”, que quiere decir “ariete”
y se refiere al choque que existe entre el electrodo y la pieza a maquinar, ya
que es así como realiza el trabajo este tipo de máquinas.

44
Figura 44. Ejemplo de una Ram EDM.
Figura 45. Máquina EDM con su prensa y electrodo.
El otro tipo de EDM que existe es la Wire EDM o WEDM que son las siglas de
WireElectricalDischargeMachining, esta máquina utiliza un electrodo en forma
de hilo para realizar el maquinado.

45
Figura 46. Wire EDM en funcionamiento.
Figura 47. Pieza maquinada por una Wire EDM.

46
Figura 48. Ejemplo de una Wire EDM.
Una de las máquinas CNC más utilizadas es el Torno CNC. El Torno CNC es
una máquina herramienta capaz de mecanizar piezas de revolución. Esta
máquina por lo regular trabaja en dos ejes, pero existen Tornos CNC de hasta
cinco o más ejes. Su funcionamiento consiste básicamente en hacer girar la
pieza a mecanizar mientras se acerca la o las herramientas de corte. Se utiliza
por lo regular para producir piezas en cantidades y con precisión [31].
Figura 49. Torno CNC.

47
Figura 50. Herramientas de corte de un Torno CNC.
Otra máquina CNC muy conocida es la Fresadora CNC. Esta máquina trabaja
por lo regular con 3 o más ejes, existiendo Fresadoras de hasta ocho ejes. Su
método de corte es hacer girar el cortador, también llamado fresa, y mantener
fija la pieza a mecanizar. La pieza se mantiene fija con una prensa mientras
que el cortador se fija con un “holder” a la máquina. El mecanizado es a través
de arranque de viruta al igual que el Torno.
Figura 51. Imagen de una Fresadora CNC.

48
Figura 52. Imagen de un “holder” para sujetar los cortadores.
Figura 53. Herramientas de corte de una Fresadora, llamados cortadores o fresas.
Algunas de las marcas de los equipos CNC son:
• Chevalier
• Milltronics
• Fadal
• Haas
• Makino
• Flow
• Okuma
49
Un elemento muy importante de las máquinas CNC es el control. Existen varias
marcas de controles de CNC como [32]:
• Fanuc
• Fagor
• Centurion
• Mach3
• Hitachi
• Makino
• Mazak
• Okuma
• Yasnac
• Mitsubishi
• Siemens
Todo control necesita tener un lenguaje propio para hacer los programas.
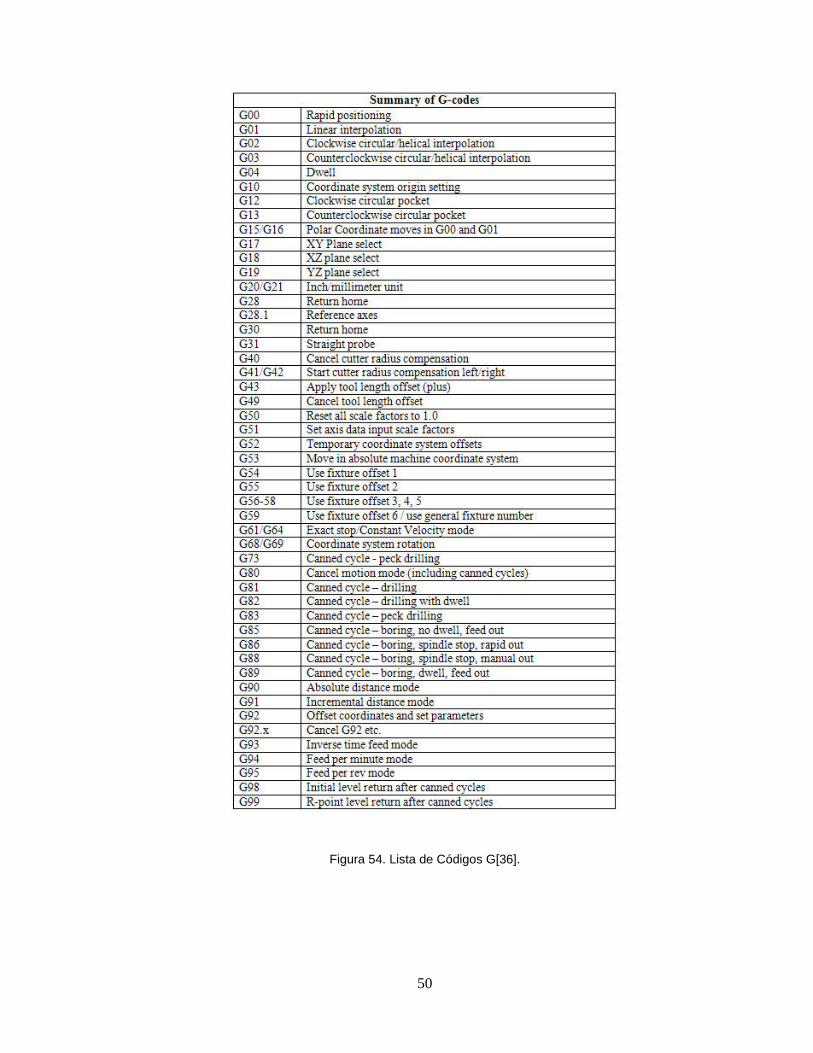
El lenguaje del Control Numérico es el Código G y M. Los códigos G se utilizan
para indicar alguna función de movimiento de la máquina, mientras que los
códigos M se encargan de funciones misceláneas no de movimiento.
A continuación se muestran los principales códigos G y M:
50
Figura 54. Lista de Códigos G[36].
51
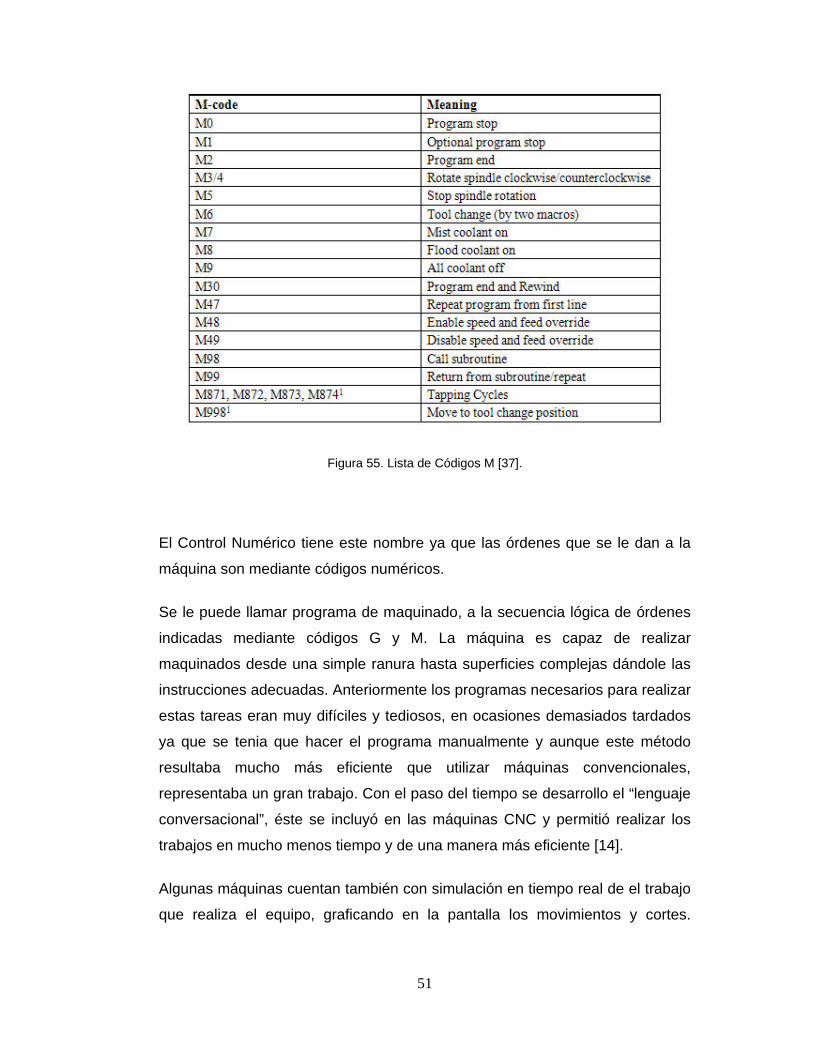
Figura 55. Lista de Códigos M [37].
El Control Numérico tiene este nombre ya que las órdenes que se le dan a la
máquina son mediante códigos numéricos.
Se le puede llamar programa de maquinado, a la secuencia lógica de órdenes
indicadas mediante códigos G y M. La máquina es capaz de realizar
maquinados desde una simple ranura hasta superficies complejas dándole las
instrucciones adecuadas. Anteriormente los programas necesarios para realizar
estas tareas eran muy difíciles y tediosos, en ocasiones demasiados tardados
ya que se tenia que hacer el programa manualmente y aunque este método
resultaba mucho más eficiente que utilizar máquinas convencionales,
representaba un gran trabajo. Con el paso del tiempo se desarrollo el “lenguaje
conversacional”, éste se incluyó en las máquinas CNC y permitió realizar los
trabajos en mucho menos tiempo y de una manera más eficiente [14].
Algunas máquinas cuentan también con simulación en tiempo real de el trabajo
que realiza el equipo, graficando en la pantalla los movimientos y cortes.

52
Gracias a este tipo de avances la programación es mucho más sencilla y
rápida.
Para realizar trabajos complejos, como superficies de tres o más ejes o
geometrías complejas no es suficiente con el lenguaje conversacional mucho
menos con el método manual. Para satisfacer esta necesidad se desarrollaron
programas CAM. Estos programas tienen la capacidad de producir el código G
a partir de una geometría o de un modelo. Con estos programas es posible
mecanizar piezas bastante complejas de una manera sencilla [14].
Las siglas CAM quieren decir “ComputerAidedManufacturing”, es decir
fabricación asistida por computadora. Esta tecnología como ya se mencionó
anteriormente implica el uso de equipos de cómputo para apoyar las fases de
manufactura de un producto, esto incluye la planeación, el mecanizado,
calendarización administración y control de calidad [33].
Algunos de los programas CAM son:
• Mastercam
• Camworks
• WorkNC
• Unigraphics
• CATIA
• GibbsCAM
Figura 56. Logo del software Camworks.

53
Figura 57. Logo del software Mastercam.
Estos programas son de gran ayuda en la realización de códigos para
mecanizados de piezas, ya que cuenta con la capacidad de realizar rutas de
maquinado en Torno, Fresadora, Wire, Router, entre otras, y realizar trabajos
en 2, 3, 4, 5 o más ejes.
Se pueden mecanizar una gran cantidad de piezas como moldes, troqueles,
tornillos, piezas de ajedrez, piezas con grabados y barrenados, placas, rines,
entre muchas otras más.
Figura 58. Imagen del programa Mastercam realizando un mecanizado.
Algunos programas CAM cuentan también con un módulo de “arte”, gracias a
esto es posible obtener una ruta de maquinado de cualquier imagen o foto que
se tenga. El programa reconoce las líneas y rasgos de la imagen convirtiéndola

54
en un modelo CAD o dibujo 2D, de esta manera ya es posible generar las rutas
de maquinado.
Figura 59. Módulo Mastercam ART.
En la Figura 60 se muestra un ejemplo de mecanizado utilizando el módulo
Mastercam ART.
Figura 60. Pieza maquinada realizada mediante el módulo ART.
El programa CAM es capaz de mostrar la ruta que seguirá el cortador para
realizar el maquinado. Esto no permite visualizar con facilidad y darnos una
idea de lo que realizará el programa para poder modificarlo de una manera más
sencilla. En las Figuras 61y 62 se muestra una pieza donde se visualiza la ruta
de maquinado, las líneas azules son movimientos de corte mientras que las
rojas son de movimiento rápido.

55
Figura 61. Visualización de rutas de maquinado.
Figura 62. Simulación de maquinado con holder y cortador.
Una de las razones por las cuales los programas CAM son tan necesarios, es
debido a su capacidad de realizar rutas de maquinados en 3, 4 o más ejes.
Este tipo de maquinados sería imposible realizarlos a mano, ya que es
necesario controlar a mas de 2 ejes a la vez. En las Figuras 63 y 64 se
muestran maquinados hechos con 4 y 5 ejes respectivamente.

56
Figura 63. Simulación de maquinado en 4 ejes.
Figura 64. Simulación de maquinado en 5 ejes.
Gracias a la flexibilidad, velocidad, precisión, eficiencia y de todo lo
mencionado anteriormente acerca de la tecnología CAM, se ha implementado
el mecanizado en diversas áreas de la ciencia y tecnología como por ejemplo
en aplicaciones clínicas. En los últimos veinte años la tecnología CAM ha
demostrado que es una herramienta viable en la fabricación de prótesis
proporcionando una buena medición, diseño, manipulación, cuantificación
objetiva y manufactura automática de las piezas protésicas. Esta tecnología ha
sido utilizada en centro de rehabilitación de países como Canadá, Estados
Unidos, Gran Bretaña, Alemania y Japón [35].
57
2.7 Pruebas de Control de Calidad de los Productos
Las pruebas de control de calidad de un producto son todos los mecanismos,
acciones y herramientas para detectar a tiempo algún error o defecto con el
que cuente el producto. Consiste en la recolección y análisis de una gran
cantidad de datos para después llevar a cabo alguna acción correctiva [38].
En estas pruebas de calidad, el producto se somete a situaciones y medios que
pondrán a prueba la calidad del producto, su resistencia, dureza, tenacidad,
durabilidad, maleabilidad, entre otras. Todo esto con la finalidad de verificar
que las características del producto sean las óptimas.
Figura 65. Imagen del control de calidad realizado en una fábrica.
El único inconveniente que conlleva una prueba de calidad es el gasto
realizado en efectuarlas y en la pérdida de productos que quedan inservibles
con las pruebas o que salen defectuosos y se tiene que eliminar [38].
El control de calidad se viene aplicando desde hace tiempo. En 1956 Armand
Feigenbaum creó el Control Total de Calidad y en 1979 Philip Crosby publicó
su teoría de cero defectos, 5S y sus 14 pasos [38].

58
Existen dos tipos de pruebas:
• Pruebas Destructivas
• Pruebas No Destructivas
2.7.1 Pruebas Destructivas
Las pruebas destructivas consisten en sacrificar el producto para reconocer su
nivel de calidad del proceso desarrollado en él. De esta manera se puede inferir
que si los resultados muestran un buen nivel de calidad sobre el producto
probado, todos los demás productos tendrán la misma calidad mientras no se
modifique algo en el proceso [39].
Existen varios tipos de pruebas destructivas como [40]:
• Aplastamiento
• Pruebas de Impacto
• Compresión
• Pruebas de Tensión
• Doblez
• Calificación de Procedimientos de Soldadura
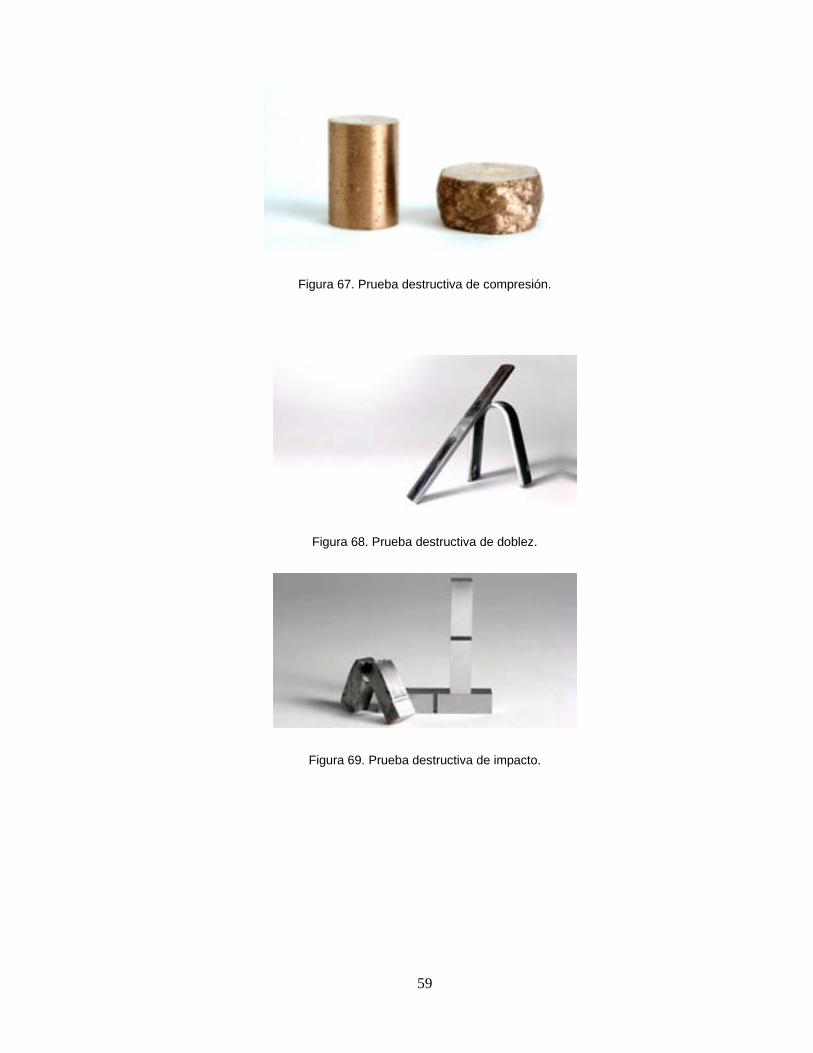
En las siguientes figuras se muestran imágenes de productos sometidos a este
tipo de pruebas [40].
Figura 66. Prueba destructiva de aplastamiento.
59
Figura 67. Prueba destructiva de compresión.
Figura 68. Prueba destructiva de doblez.
Figura 69. Prueba destructiva de impacto.

60
Figura 70. Prueba destructiva de tensión.
Figura 71. Prueba destructiva de Calificación de Procedimientos de Soldadura.
2.7.2 Pruebas no Destructivas
Las pruebas no destructivas consisten en calificar el producto sin destruirlo y en
la mayoría de los casos la muestra se realiza sobre una muestra representativa
no con el producto en sí. En este tipo de pruebas se deben tomar en cuenta
tres factores, el desempeño del producto, la importancia de su desempeño y
las responsabilidades de la empresa por el desempeño del producto [39].
Las pruebas no destructivas proveen datos menos exactos que las destructivas
pero tiene la ventaja de ser más económicos. En algunos casos solo se busca
verificar la homogeneidad y continuidad del producto o material [41].
Las pruebas no destructivas se clasifican dependiendo de su localización en:

61
• Pruebas no destructivas superficiales
• Pruebas no destructivas volumétricas
• Pruebas no destructivas de hermeticidad
Los métodos de las pruebas no destructivas superficiales son:
• Inspección Visual
• Líquidos Penetrantes
• Partículas Magnéticas
• Electromagnetismo
Los métodos de las pruebas no destructivas volumétricas son:
• Radiografía Industrial
• Ultrasonido Industrial
• Emisión Acústica
Los métodos de pruebas no destructivas de hermeticidad son:
• Pruebas de Fuga
• Pruebas por Cambio de Presión
• Pruebas de Burbuja
• Pruebas por Espectrómetro de Masas
• Pruebas de Fuga con Rastreadores de Halógeno
Top Related