





Idiomas
Páginas
Jurídico

8/17/2019 Concentrado de Frutas
1/66
8/17/2019 Concentrado de Frutas
2/66
CADENA LOGÍSTICA DEL CONCENTRADO DE FRUTASSABOR MANDARINA DESDE SU DESPACHO EN
PLANTA HASTA CLIENTES MAYORISTAS UBICADOSEN BOGOTA
ZAYRA ISLENA LA R OTTA PINEDA
U NIVERSIDAD DE LA SABANAFACULTAD DE CIENCIAS ECONOMICAS Y ADMINISTRATIVAS
ESPECIALIZACION EN GERENCIA DE PRODUCCION YOPERACIONES
CHIA, AGOSTO DE 2008
8/17/2019 Concentrado de Frutas
3/66
CADENA LOGÍSTICA DEL CONCENTRADO DE FRUTASSABOR MANDARINA DESDE SU DESPACHO EN
PLANTA HASTA CLIENTES MAYORISTAS UBICADOS
EN BOGOTA
Trabajo de Grado presentadoPara optar al título de Especialista en Gerencia de Producción y
Operaciones
Zayra Islena La Rotta Pineda
DirectorProfesor Luis Alejandro Rodríguez Ramírez, Ing. Químico.,MBA
U NIVERSIDAD DE LA SABANAFACULTAD DE CIENCIAS ECONOMICAS Y ADMINISTRATIVAS
ESPECIALIZACION EN GERENCIA DE PRODUCCION YOPERACIONES
CHIA, AGOSTO DE 2008
8/17/2019 Concentrado de Frutas
4/66
Nota de aceptación:
_________________________ _________________________ _________________________ _________________________ _________________________ _________________________
_________________________Firma del Director
_________________________Firma del Jurado
Chia, Agosto de 2008
8/17/2019 Concentrado de Frutas
5/66
AGRADECIMIENTOS
Quiero agradecer principalmente al profesor Luis Alejandro RodríguezRamírez por su colaboración, disposición, comprensión en el desarrollo del
presente trabajo
A la Universidad de La Sabana
A todos y a cada uno de los profesores que nos acompañaron en este programa por sus enseñanzas y conocimientos compartidos
8/17/2019 Concentrado de Frutas
6/66
ÍNDICE GENERALPág.
CAPITULO 1. JUGOS, NÉCTARES Y REFRESCOS DE FRUTAS 13
1.1 GENERALIDADES 131.2 ELABORACIÓN INDUSTRIAL DE PULPAS Y CONCENTRADOS 131.2.1 Recepción de materia prima 131.2.2 Lavado de la fruta 151.2.3 Pelado, troceado o ajuste 151.2.4 Despulpado 151.2.5 Refinado 161.2.6 Mezcla y homogenizado 161.2.7 Tratamiento térmico 161.2.8 Concentración 161.2.9 Desaireado
161.2.10 Empaque de producto terminado 171.2.11 Almacenamiento de producto terminado 171.2.12 Despacho y transporte 171.3 ELABORACION DE NÉCTARES Y REFRESCOS DE FRUTAS 171.3.1 Recepción y análisis de pulpas 171.3.2 Elaboración de jarabe simple 171.3.3 Introducción de la pulpa al sistema 171.3.4 Reconstitución de la pulpa al sistema 171.3.5 Preparación del refresco o néctar de fruta 191.3.6 Pasteurización 19
1.3.7 Empaque, almacenamiento, despacho y transporte 19
1.4 CONTROLES DE CALIDAD 191.4.1 Sensorial 191.4.2 Fisicoquímico 191.4.2.1 º Brix 191.4.2.2 pH y Acidez 191.4.3 Microbiológico 201.4.3.1 Mesofilos Aerobios 20
1.4.3.2 Mohos y Levaduras 201.4.3.3 Coliformes Totales y Fecales 20
CAPITULO 2. DETERIORO DE ALIMENTOS POR LEVADURAS YMOHOS
21
2.1 ASPECTOS TEORICOS 212.1.1 Mohos 212.1.2 Levaduras 222.1.3 Fermentación 23
8/17/2019 Concentrado de Frutas
7/66
Pág.CAPITULO 3. MARCO CONCEPTUAL 24
3.1 LAS BPM DE ALIMENTOS 243.1.1 Aspectos que se deben tener en cuenta en el proceso productivo 263.1.1.1 Personal 263.1.1.2 Limpieza y Sanitizacion3.1.1.3 Equipos 263.1.1.4 Materias primas 263.1.1.5 Operaciones de fabricación 273.1.1.6 Almacenamiento 273.1.1.7 Transporte, distribución y comercialización 273.2 HACCP 283.2.1 Clasificación de riesgos
293.2.1.1 Riesgos biológicos 293.2.1.2 Riesgos químicos 293.2.1.3 Riesgos físicos 303.2.2 Identificación de puntos críticos de control - PCC 323.3 ISO 9000 32
CAPITULO 4. ANÁLISIS DESDE EL PROCESO DE SALIDA DEPLANTA HASTA SOCIOS COMERCIALES Y ALTERNATIVAS DE
SOLUCION AL PROBLEMA
35
4.1 DESCRIPCION DEL PROCESO 35
CAPITULO 5. CONCLUSIONES Y RECOMENDACIONES 43
GLOSARIO 45
REFERENCIAS BILIOGRAFICAS 47
ANEXOSANEXO 1. MEDICIÓN DE TEMPERATURA PLANTA - BOGOTÁ 50ANEXO 2. ESPECIFICACIONES DE PRODUCTO TERMINADO 52ANEXO 3. PCC PROCESO DE JUGOS 54ANEXO 4. RECOPILACIÓN DE RESULTADOS DE CAMPO 58
8/17/2019 Concentrado de Frutas
8/66
Pág.
ÍNDICE DE FIGURAS
Figura 1. Procesos de obtención de pulpas y concentrados 14Figura 2. Operaciones y procesos en la elaboración de néctares y refrescos 18Figura 3. Fermentaciones desarrolladas por microorganismos 23Figura 4. Árbol de decisiones 31Figura 5. Enfoque hacia los procesos – ISO 9000 33Figura 6. Interrelaciones de la ISO 9000 con BPM y HACCP 34Figura 7.Diagrama de distribución desde salida de planta hasta socios comerciales 36
ÍNDICE DE TABLAS
Tabla 1. Capítulos de la BBM de alimentos 24Tabla 2. Hoja de análisis de riesgos 38Tabla 3. Matriz para toma de decisiones 40Tabla 4. Registros de puntos críticos de control de la cadena logística desde salidade planta
41
.
8/17/2019 Concentrado de Frutas
9/66
CADENA LOGÍSTICA DEL CONCENTRADO DE FRUTAS SABORMANDARINA DESDE SU DESPACHO EN PLANTA HASTA
CLIENTES MAYORISTAS UBICADOS EN BOGOTÁ
R ESUMEN
El trabajo analiza la problemática de deterioro de las características de un concentrado defrutas, circunstancia que ha originado reclamos frecuentes a una empresa del sector de
alimentos.
En primer lugar se realizó una revisión bibliográfica acerca de los procesos de producción industrial de jugos y concentrados de frutas. Se identifican las operaciones del proceso desde salida de planta hasta la llegada a los clientes mayoristas y se analizan lascondiciones que pueden dar origen a un producto de baja calidad. Con la informacióndisponible, se identifican aspectos a tener en cuenta tomando como referente las BPM. Losrequisitos higiénicos de fabricación son vitales en este sistema y el control a lo largo de todoel proceso requiere de sistemas complementarios tales como el sistema HACCP quemantiene cada uno de los riesgos del proceso bajo control en cuanto a los aspectosrelacionados con la inocuidad. De otra parte, con base en el sistema de gestión de calidadISO 9001 se combinan y articulan los sistemas BPM y HACCP.
Finalmente se establecen unas conclusiones y se sugieren recomendaciones parasolucionar las causas del problema.
PALABRAS CLAVE:Jugos – Concentrados – Frutas – Levaduras – Inocuidad – Manipulación – Riesgo – Logística
BPM – HACCP – ISO 9000
8/17/2019 Concentrado de Frutas
10/66
TANGERINE TASTE FRUIT CONCENTRATE LOGISTIC CHAIN FROMITS SHIPMENT FROM THE PLANT TO THE WHOLESALER CLIENTS
LOCATED IN BOGOTÁ
ABSTRACT
The work analyzes a problem of deterioration of the fruit concentrate, whichcircumstance has given raise to frequent complains to a company of the food sector.
In the first place we carried out a bibliographic review about the juice and fruitconcentrate industrial production processes. We identify the process operations from the exitfrom the plant to the arrival to the wholesaler clients and wee analyze the conditions that cangive raise to a low quality product. With the information available, we identify aspects to betaken into account taking as reference the BPMs. The manufacturing hygienic requisites areof vital importance in this system and control along the complete process demandscomplementary systems such as a HACCP system that keeps each one of the process risks
under control with respect to aspects related to innocuousness. On the other hand, based onthe ISO 9001 Quality System, the BPM and HACCP systems are combined and articulated.
Finally, some conclusions are established and recommendations are suggested forsolving the causes of the program.
K EY WORDS:Juice – concentrate – fruit – yeast – innocuousness – handling – risk – logistic – BPM –
HACCP – ISO 9000.
8/17/2019 Concentrado de Frutas
11/66
INTRODUCCIÓN
El análisis de riesgo y puntos críticos de control HACCP, es una herramienta que seutiliza para garantizar la seguridad de los alimentos durante los procesos de recepción,
producción, empaque, almacenamiento y distribución de los productos. Su eficacia estaencaminada hacia el control de factores de riesgo al consumidor.
Actualmente las enfermedades transmitidas por los alimentos constituyen el problema sanitario más extendido en el mundo y son una de las causas de la pérdida de productividad para las naciones, empresas, familias e individuos. Para resolver este problema, las principales instituciones relacionadas con este asunto como la OMS, laFAO, el Codex Alimentarius, la Unión Europea, la FDA y el Departamento deAgricultura de los Estados Unidos (USDA), entre otras, están recomendando oexigiendo la aplicación del HACCP.
Las empresas relacionadas con el sector industrial de los alimentos deben buscarintegrar las Buenas Practicas De Manufactura y el sistema HACCP con la norma ISO9000/2000 como estrategia de mejoramiento de la competitividad, en el marco del libre
comercio y la globalización de mercados.
8/17/2019 Concentrado de Frutas
12/66
PROBLEMA
En países tropicales como Colombia, la diversidad de frutas producidas es amplia,debido a los diferentes climas y ecosistemas que existen en nuestro país. La empresa enreferencia, aprovecha este potencial produciendo a base de frutas frescas: Jugos,Concentrados, Néctares, Pulpas Azucaradas y Refrescos de Frutas, principalmente paralas ciudades de Medellín, Cartagena, Pereira, Cali, Manizales, Girardot y Bogotá.Los volúmenes de ventas totales representaron para el año 2007 286.510 kilos que en
pesos equivale a una cantidad de $ 897.660.758. (Entrevista Director Comercial).
El acumulado de reclamos de clientes muestra una tendencia ascendente significativa
debido a presencia de fermentación, seguido de empaque deteriorado, sabor y olor nocaracterístico.
Según Bello: “En la práctica se pueden establecer tres tipos de alteraciones posibles enlos alimentos atendiendo a sus principales causas:1. Alteraciones Físicas: Casi siempre están vinculadas a la manipulación durante larecolección de frutas; a cambios provocados por los procesos tecnológicos de
preparación y conservación. Y al uso de temperaturas no apropiadas2. Alteraciones Químicas: Se relacionan con mecanismos de reacción, que tienen lugar
bajo determinadas condiciones entre las sustancias químicas presentes, dependiente lamayoría de las veces de actividades enzimáticas o de la implicación del Oxigeno del
aire en reacciones de oxidación3. Alteraciones biológicas: Actividad enzimatica. Los productos alimenticios conservanactivos diversos sistemas enzimáticos, que van modificando la proporción química delalimento, muchos de ellos pueden ser inactivos por el calor o ser frenados por el frío, ya la proliferación y metabolismo de microorganismos. Las reacciones enzimáticas sehacen más lentas al reducirse la temperatura del medio lo que hace bajar la cinéticacorrespondiente a las reacciones enzimáticas”
Exponiendo lo anterior el trabajo se dirige a mirar la cadena logística desde salidade planta, sin descartar aspectos importantes de planta y procesamiento del producto.
El problema se limita solamente a el problema de fermentación para el concentrado defrutas sabor mandarina.
8/17/2019 Concentrado de Frutas
13/66
JUSTIFICACIÓN
La empresa en su logística primaria transporta desde su planta de producciónrefrescos y concentrados sin cadena de frío, en un tiempo de recorrido de entrega dediez a quince horas. Cuando llega a Bogotá pasa a ser almacenado en el centro deDistribución de Bogotá (CEDI) y a un servicio subcontratado. Desde allí se realiza unalogística secundaria, donde se distribuye a diferentes puntos de la ciudad, con unademora de diez a quince h. El proceso y producto no se controla desde la salida de
planta.
A Septiembre de 2007 la causa más representativa de reclamos fue la presencia de
empaque inflado y se evidenció que es a causa de fermentación en el producto. VerAnexo 4.
En reposiciones de producto, a problemas de calidad se tuvo un costo de siete millonesde pesos en pérdidas para este año, en la ciudad de Bogotá.
Se aspira a crecer en ventas teniendo una óptima calidad de los productos y solucionarlos problemas que se han manifestado por parte de los clientes.
8/17/2019 Concentrado de Frutas
14/66
OBJETIVOS
OBJETIVO GENERAL
Definir que aportes dan los sistemas de gestión BPM, HACCP para disminuir losinconvenientes del producto concentrado de mandarina y como la ISO 9000 acoge estosdos sistemas.
OBJETIVOS ESPECIFICOSSeñalar aspectos importantes a tener en cuenta de las BPM en el proceso productivo delconcentrado de mandarina
Identificar los PCC mediante el análisis de riesgos y peligros de la cadena logística delconcentrado de mandarina que afectan la calidad del producto.
Destacar que aportes de la ISO contribuirían a tener un sistema de mejor desempeño
8/17/2019 Concentrado de Frutas
15/66
CAPÍTULO 1. JUGOS, NÉCTARES Y REFRESCOSDE FRUTAS
1.1 GENERALIDADES
Los jugos de frutas se refiere al líquido obtenido al exprimir algunas clases de frutasfrescas, maduras y limpias sin diluir, concentrar o fermentar. También se consideran
jugos los productos obtenidos a partir de jugos concentrados, clarificados y congeladoso deshidratados los cuales se le ha agregado solamente agua, que restituya la eliminadaen su proceso. Por otra parte el néctar de fruta es el producto elaborado con jugo, pulpao concentrado de fruta adicionado de agua, aditivos e ingredientes permitidos. Losrefrescos de frutas son el producto elaborado con jugos o pulpas de fruta o concentradosde fruta reconstituidos, adicionado de agua, saborizantes, colorantes, estabilizantes yconservantes permitidos. Fuente: (Republica de Colombia. Ministerio de Salud. Resolución7992 de 1991)
Se entiende por fruta, la fruta entera o en trozos con la eliminación de las partes nocomestibles y que cuente con las propiedades organolépticas que se mencionan:
- Buen color: Significa que el color característico de la fruta es prácticamente uniformea través de todo el producto. El producto debe presentar un ligero cambio de color, perono un color extraño debido a alteraciones o elaboración defectuosa.- Buen sabor: Significa que el sabor del producto debe ser el característico de la fruta,
puede poseer un ligero sabor a cocido pero debe estar libre de cualquier sabor extraño.- Buen olor: Significa que el olor es semejante al de la fruta; puede poseer un ligeroolor a cocido, pero debe estar libre de cualquier olor extraño.
Las frutas son la materia prima principal utilizada en la elaboración de concentradosrefrescos, en el Diagrama 1 se describe su proceso.
1.2 ELABORACIÓN INDUSTRIAL DE PULPAS Y CONCENTRADOS
1.2.1 Recepción de materia prima
Las frutas se reciben en canastas de plástico o cajas de madera, llegan en diferentesestados de madurez: verde, madura, sobremadura y mezclada con fruta estropeada ydescompuesta. Se observan las condiciones de transporte, procedencia, variedad, setoma temperatura, se confirma el peso y se toma una muestra aleatoria para su posterioranálisis en laboratorio. La fruta verde se deja madurar aparte; la estropeada puedeemplearse en otros procesos, la descompuesta se descarta. (Raigosa, 1996; Sánchez,2002)
8/17/2019 Concentrado de Frutas
16/66Figura 1. Proceso de obtención de pulpa y concentrados
Tratamiento Térmico
Almacenamiento de Productoterminado
Lavado
Refinado
Empaque de Producto
Pelado, troceado y/o ajuste
Despulpado
Mezcla y Homogenización
Desaireación
Fruta de RechazoFruta Verde
1 ppm AguaClorada pH 6.5 – 7.5
(T):82 ºC (t):60 seg
Sensorial Fisicoquímico Microbiológico
Llenado(T):73 ºC MIN Enfriamiento(T):15 ºC MAX Sensorial Fisicoquímico
Microbiológico
Congelación:-10 ºC MIN Refrigeración:4 ºC MAX
Continúa...Distribución y Transporte
Selección
Recepción de MateriaPrima
8/17/2019 Concentrado de Frutas
17/66
Todas las frutas deben estar sanas, libres de contaminación, magulladurasespecialmente llenas de mohos o podredumbre que de productos defectuosos. En larecogida se da lugar a que la fruta se golpee y tenga roturas, lo que puede dar origen, aolores, sabores no deseados y al desarrollo de microorganismos patógenos. Esto sucede
también cuando la fruta permanece en contacto con residuos de abonos orgánicos o conel suelo durante la recogida. (Raigosa, 1996; Sánchez, 2002)
1.2.2 Lavado de la fruta
PrelavadoLuego de ser aceptada la fruta, esta es sometida a un prelavado donde se pretende
retirar la mayor parte de sus impurezas, entonces la fruta es dirigida a estanques deagua, donde se realiza el prelavado por un proceso de inmersión y aspersión,garantizando su limpieza superficial. (Raigosa, 1996; Sánchez, 2002)
LavadoLas frutas, luego de retirar sus sedimentos, se continúa con la desinfección, esta
operación consiste en colocar en contacto la materia prima con una solución acuosa queelimine gran parte de su contaminación microbiológica. El agente químico más utilizadoes el hipoclorito de sodio en concentraciones definidas de cloro. (Raigosa, 1996;Sánchez, 2002)
Enjuague FinalCon esta operación se garantiza la higienización de la fruta. Para su realización en
condiciones óptimas debe utilizarse agua en condiciones higiénicas excelentes, ellavado también es realizado por métodos de inmersión y aspersión. (Raigosa, 1996;Sánchez, 2002)
1.2.3 Pelado, troceado o ajusteCada una de las frutas utilizadas, se debe acondicionar para el proceso de
despulpado o prensado, según sea el caso, algunas frutas deben ser despojadas de sucorteza, como la maracuyá, mango, mandarina, otras deben ser troceadas, como losmelones y la piñas y otras deben ser llevadas a altas temperaturas o escaldado paralograr extraer la pulpa y obtener rendimientos de producción aceptables, como en el
lulo. Luego de acondicionar la fruta se prensa o despulpa. (Raigosa, 1996; Sánchez,2002)
1.2.4 DespulpadoEs la operación de separación en la que puede entrar al equipo la fruta entera (mora,
fresa, guayaba) o pelada y en trozos (papaya, mango, piña) o la masa pulpa-semillaseparada de la cáscara (curuba, guanábana, lulo, maracuyá) y moler y eliminar residuos.Este proceso requiere de un equipo totalmente higienizado y personal en óptimascondiciones sanitarias, con el fin de evitar contaminación del producto. (Raigosa, 1996;Sánchez, 2002)
8/17/2019 Concentrado de Frutas
18/66
1.2.5 RefinadoConsiste en el retiro total de partículas sedimentables que no permiten la
homogeneidad del producto, como también igualar el tamaño de las mismas que evite laseparación de los sólidos insolubles en suspensión y otorgen al producto condiciones de
calidad no aceptables. Se pueden utilizar varios métodos como:
Utilización de Tamices: Se utiliza para atrapar partículas de tamaños indeseables deacuerdo a su medida en micras (u). Decantación: Se debe dejar que las partículas sólidas se depositen para decantar elzumo limpio. Tratamiento con enzimas pectoliticas: Las enzimas pectolíticas, cuando se añadenrompen la estructura celular y disuelven las pectinas, permitiendo al zumo fluir másfácilmente. Produce unos mejores rendimientos de pulpa Centrifugación: Consiste en la separación por centrifugación de las partículas que
forman la turbidez. (Sánchez, 2002)1.2.6 Mezcla y homogenizado
Se incorporan en cantidades establecidas los ingredientes de la formulación y permite igualar todo el sistema.
1.2.7 Tratamiento térmicoConsiste en calentar el producto a temperaturas que provoquen la destrucción de los
microorganismos patógenos. El calentamiento va seguido de un enfriamiento para evitarla sobrecocción y la supervivencia de microorganismos termófilos. La temperatura y eltiempo escogidos para pasterizar una pulpa dependerán de varios factores como su pH,
composición, y nivel de contaminación inicial. A menor pH, viscosidad ycontaminación, se requerirá menor tiempo o temperatura de pasterización paradisminuir el grado de contaminación hasta niveles en los que no se presentará rápidodeterioro de la pulpa. (Raigosa, 1996; Sánchez, 2002)
1.2.8 ConcentraciónEn esta operación se remueve agua del producto y se hace principalmente para:
- Aprovechar la demanda de frutas en estaciones favorables y almacenarla sin perder sualta calidad
- Reducir el volumen de líquido, para así reducir los costos de almacenamiento,envasado y transporte
- Aumentar la concentración de sólidos solubles y favorecer la conservación
El principal método de concentración es por evaporación y se concentran zumos hastareducir ocho o diez veces su volumen original. (Raigosa, 1996; Sánchez, 2002)
1.2.9 Desaireado Esta operación es recomendable ya que permite la extracción de gases atrapados en
el producto, durante las operaciones de despulpado, refinado y homogenizado.Entre más pronto se realice el desaireado, menores serán los efectos negativos deloxígeno involucrado en la pulpa. Estos efectos son la oxidación de compuestos comolas vitaminas, formación de pigmentos que pardean algunas pulpas, la formación de
8/17/2019 Concentrado de Frutas
19/66
espuma que crea inconvenientes durante las operaciones de llenado y empacado. (Bello,2000)
1.2.10 Empaque de producto terminado
Corresponde a la fase de conservación y consiste en incorporar el producto final, encantidades definidas, en peso y volumen en sus empaques de acuerdo a como esteespecificado. Se controla en este punto la temperatura de calentamiento y deenfriamiento en el momento de llenado para bajar la carga microbiana.
1.2.11 Almacenamiento de producto terminado Se almacena congelado o refrigerado a temperaturas preestablecidas.
1.2.12 Despacho y transporteEl producto se transporta en horas de la noche pasando por diferentes pisos
térmicos. Y llega a Bogotá en horas de la mañana. Tiene un recorrido de diez a quince
horas.
1.3 ELABORACIÓN DE NÉCTARES Y REFRESCOS DE FRUTA
Después de obtener el zumo o la pulpa de fruta requerida se parte a la realización denéctares o refrescos de fruta. Dentro de este proceso se realizan varias operaciones, lascuales se describen a continuación y que las representa el Diagrama 2.
1.3.1 Recepción y análisis de pulpasControl de calidad determina frente a análisis fisicoquímicos y microbiológicos, si
las condiciones de las materias primas por utilizar cumplen con los parámetros decalidad establecidos y pueden ser procesadas en el área de producción.
1.3.2 Elaboración de jarabe simple Después que el departamento de calidad autorice la utilización de las diferentes
materias primas se elabora el jarabe, normalmente se lleva a cabo con unaconcentración determinada de º Brix y de temperatura para facilitar la disolución, conayuda de agitación mecánica que agilice esta operación y homogenice rápidamente lasolución. En este proceso se disuelve el espesante utilizado, con el azúcar, garantizandosu rápida homogenización e impidiendo la formación de grumos o geles de alto poderde solidificación que afectaría el producto final. (Raigosa, 1996; Sánchez, 2002)
1.3.3 Introducción de la pulpa al sistemaLa pulpa se disminuye de volumen con ayuda de un picahielo y se incorpora al
tanque de reconstitución, antes pasa por un intercambiador que eleva la temperatura delfluido garantizando que no haya obstrucción dentro de la tubería por los sólidos sindisolver que puedan existir. (Raigosa, 1996; Sánchez, 2002)
1.3.4 Reconstitución de la pulpa al sistemaAllí se recoge toda la pulpa requerida para el lote de elaboración, se le suministra
agitación y agua con el fin de reactivar todos sus componentes y obtener una mezclatotalmente homogénea. Antes de ser enviado al tanque de preparación el fluido es
pasado a través de un molino coloidal, el cual disminuye el diámetro de las partículas,
8/17/2019 Concentrado de Frutas
20/66
Figura 2. Operaciones y procesos en la elaboración de néctares y refrescos (Fuente:
Sánchez, 2002)
Recepción de envase
Desembalaje
Lavado y desinfección
Inspección
Reconstitución de la pulpa de fruta
Preparación del refresco
o néctar de fruta
Pasteurización
Envasado
Sellado
Codificado
Enfriado
Embalaje
Almacenamiento ycomercialización
Acondicionamiento detemperatura
Recepción e Inspección de la materia
Introducción de pulpa alsistema
Elaboración del jarabe simple
8/17/2019 Concentrado de Frutas
21/66
reduciendo su densidad y logrando que estas se mantengan en suspensión dentro de lasolución.
1.3.5 Preparación de refresco o néctar de frutaLuego de recibir todo el líquido del tanque de reconstitución, se envía a el tanque el
jarabe preparado anteriormente y se adicionan los demás aditivos: ácido cítrico,colorantes, saborizantes y preservantes. Se realiza control de análisis fisicoquímicos,
para estandarizar el producto. Después se envía el producto hacia el sistema de pasteurización.
1.3.6 PasteurizaciónEn refrescos se utilizan temperaturas que oscilan entre 90 y 92ºC, por 3 minutos.
Después pasa a un enfriamiento, a temperaturas de 20-25ºC para su envasado aséptico.
1.3.7 Empaque, almacenamiento, despacho y transporte.El proceso es similar a como se describe en los numerales. 1.2.10, 11 y 12.
1.4 CONTROLES DE CALIDAD
Las especificaciones de producto terminado para el concentrado de mandarina sereferencia en el ANEXO 2
1.4.1 Sensorial
La apreciación sensorial se hace con los sentidos del tacto, gusto y olfato. Lasensación que resulta de la interacción de los sentidos se usa para medir la calidad,siendo un factor importante en la aceptación del producto al consumidor. Se debeutilizar panel sensorial
1.4.2 Fisicoquímico
1.4.2.1 ºBrixLos sólidos solubles en la pulpa de la fruta se determinan con un refractómetro
equipado con una escala de sólidos solubles e índice de refracción.
1.4.2.2 pH y AcidezAl hablar de acidez es necesario distinguir entre acidez total y acidez efectiva. La
acidez se determina como pH: que es la concentración del ión hidronio, expresada entérminos de log de su inverso.
pH = log 1/H3O+ Puesto que el log 1 = 0
Ecuación = pH = - log H3O+, esto indica el grado
de ionización del H+
8/17/2019 Concentrado de Frutas
22/66
Se expresa también en gramos por ciento de ácido cítrico: cantidad de sustancia capazde producir H+ solución y se puede expresar como % gramos de ácido cítrico. Todas lassustancias que aportan acidez se puede expresar como ácido cítrico. Se determina laacidez total en 10 g, de la muestra titulando una alícuota con NaOH 0.1 N y expresando
los resultados en gramos de ácido cítrico por 100 g de muestra fresca. La intensidad deacidez se determina mediante el valor de pH tomando una lectura directa en el potenciómetro. La medición se hace a una temperatura de 20 ºC.
1.4.3 Microbiológico
Los controles microbiológicos se realizan con el fin de determinar las condicioneshigiénicas sanitarias con las que fueron manejadas las muestras en la elaboración del
producto.
1.4.3.1 Mesofilos AerobiosSe cuantifica la cantidad de flora microbiana total: bacterias, mohos y levaduras.
1.4.3.2 Mohos y Levaduras
1.4.3.3 Coliformes Totales y FecalesLa determinación de coliformes Totales y Fecales son indicadores de contaminación deorigen fecal.
8/17/2019 Concentrado de Frutas
23/66
CAPÍTULO 2. DETERIORO DE ALIMENTOS PORLEVADURAS Y MOHOS
2.1 ASPECTOS TEÓRICOS
Se puede decir de modo general que la mayoría de las frutas son productoscategorizados como ácidos y gran parte de su materia orgánica son carbohidratos locual, las hacen muy propensas al ataque de mohos y levaduras principalmente; las
bacterias no sobreviven a este medio.
Los microorganismos utilizan las fuentes de elementos nutritivos para sumultiplicación, lo que ocasiona la alteración de los mismos. El deterioro esconsecuencia del aumento de la población microbiana y a la utilización de sustratosnutritivos y también de la producción de cambios enzimáticos que da lugar a cambiosde sabor por degradación o por síntesis de nuevos compuestos (Frazier, 1993).
En algunas ocasiones las relaciones entre microorganismos y alimentos son beneficiosas, es el caso de las levaduras. Los factores que favorecen o inhiben lamultiplicación son esenciales para establecer las bases de la alteración y de laconservación. Los principales factores que influyen en la actividad microbiana son: laconcentración de hidrogeniones, la humedad, el potencial de óxido-reducción, lasustancias nutritivas y la presencia de productos de acción inhibidora (Frazier, 1993).
2.1.1 Mohos
Los hongos pueden ser unicelulares o multicelulares; se encuentran en el suelo, aire,agua y materias orgánicas en descomposición. Son organismos heterotróficos, carecende clorofila y se le denomina saprofitos. Se diferencian de las bacterias por su estructuramás compleja y tamaño mayor. (Banwart, 1982)
Las unidades estructurales fundamentales de los mohos son unos filamentos o tubosdenominados hifas. Por la formación de septos o paredes, algunas hifas forman cadenasde células tabicadas. Los septos tienen poros que permiten el movimiento delcitoplasma de una célula a otra. Cuando las hifas se alargan, se entrelazan, y la masa dehifas así ramificadas entrelazadas se denomina micelio, que crece en el sustrato yabsorbe alimento, a esta clase se le denomina micelio vegetativo. El micelio que
permanece en el aire por encima del sustrato y posee esporas se denomina micelio aéreoo reproductivo. Cuando las esporas encuentran un sustrato apropiado, se repite el ciclo.(Banwart, 1982; Mossel, 2006)
Los mohos pueden reproducirse sexualmente, asexualmente o por ambos sistemas.Un hongo con fase sexual es llamado perfecto; si no la tiene, imperfecto. Son varios lostipos de esporas formadas por los hongos. Los hongos asexuales producen esporasdirectamente del micelio y reciben el nombre de talosporas, conidiosporas o
8/17/2019 Concentrado de Frutas
24/66
esporangiosporas. Las esporas sexuales son oosporas, zigosporas, ascosporas y basidiosporas. (Banwart, 1982; Haehn, 1956)
La colonia fúngica puede resultar, de una célula simple, de una espora, de una
porción de micelio o de unas cuantas células. (Banwart, 1982)2.1.2 Levaduras
La mayoría de las levaduras son hongos unicelulares que no forman micelio y portanto se presentan como células sencillas. La reproducción vegetativa se refiere a lareproducción asexual y ocurre por gemación. La gemación es un proceso en el que partedel protoplasma. Se le forma un pequeño saliente redondeado, que crece hasta formaruna vejiga, después de esto, en el sitio de contacto con la célula madre, se disuelve lamembrana, y la célula hija se llena a su vez de protoplasma. El crecimiento continúahasta que la nueva célula alcanza el tamaño de la primitiva. Luego se separa la célula
hija y pronto empieza a producir yemas por su parte. Las células de levadura presentanun diámetro de 10-20 µm, más grandes que las bacterias. No poseen movimiento propio, pues carecen de órganos motores (cilios). (Mossel, 2006)
Atendiendo al modo de reproducción, las levaduras pueden dividirse en cuatrogrupos, de los cuales sólo dos poseen levaduras relacionadas con los alimentos. Ungrupo produce ascosporas sexuales y pertenece a la clase Ascomycetos. Se trata de lasllamadas levaduras verdaderas. Las levaduras del otro grupo no forman esporas sexualesy no tienen ciclo de vida sexual. Son las falsas levaduras, hongos imperfectos odeuteromicetos. (Banwart, 1982)
El tiempo de regeneración en la mayoría de las levaduras es de 2 horas. Para un buen crecimiento tienen importancia unas condiciones óptimas de vida; como unatemperatura y un alimento adecuados. (Haehn, 1956)
Las levaduras intervienen en el deterioro de varios productos alimentarios, particularmente los que contienen azúcares. La contaminación aparece como burbujas,con un olor y sabor a alcohol, de coloración rosada y un aspecto viscoso. (Bravo, 2002)
2.1.3 Fermentación
La fermentación es un proceso metabólico que se caracteriza por la degradaciónincompleta de los hidratos de carbono. Por esta razón la energía que se libera durante un
proceso fermentativo es mucho menor que la energía liberada en un procesorespiratorio. Un organismo que obtiene su energía mediante fermentación debetransformar, una cantidad de hidratos de carbono sensiblemente mayor que si la energíase lograse mediante respiración, diez millones de maltosa por segundo. (Jorgensen, A.)
La respiración y la fermentación no son procesos fundamentalmente diferentes. Larespiración introduce oxígeno libre en el proceso, mientras que la fermentación o esanaerobia por completo o no es capaz de realizar la oxidación hasta la fase en que todoslos átomos de carbono del carbohidrato se oxidan a anhídrido carbónico. (Jorgensen, A )
8/17/2019 Concentrado de Frutas
25/66
Debido a los productos principales formados se habla de fermentación cítrica,fermentación oxálica, entre otras. Las fermentaciones de este tipo se llamanfermentaciónes oxidativas porque el oxígeno sirve como aceptador, mientras que otrasfermentaciones, en las cuales no interviene el oxígeno como aceptador, sino otras
sustancias, en especial aldehídos, como por ejemplo la fermentación alcohólica, sellaman fermentaciónes de escisión o más lógicamente fermentaciónes anoxidativas.(Jorgensen, A )
Fermentaciones Anoxidativas
Fermentaciones Oxidativas
Figura 3. Fermentaciones desarrolladas por microorganismos. Fuente: (Jorgensen, A )
Fermentación AlcohólicaFermentación LácticaFermentación PropiónicaFermentación Butírica
Fermentación AcéticaFermentación CítricaFermentación FumáricaFermentación Oxálica
8/17/2019 Concentrado de Frutas
26/66
CAPÍTULO 3. MARCO CONCEPTUAL
3.1 LAS BPM DE ALIMENTOS
Desde 1967 la Organización Internacional de Salud tenía un sistema que aplicaba alos sectores de alimentos, producción de medicamentos, sector de cosméticos y una guía
para los hospitales. Actualmente en nuestro país rige el Decreto 3075 de 1997 para elsector alimentos, divulgado por el ministerio de salud y declarado como de obligatoriocumplimiento para el sector alimentos.La Tabla 1 especifica los capítulos de las BPM de alimentos.
Tabla 1. CAPITULOS DE LA BPM DE ALIMENTOS(Fuente: República de Colombia. Ministerio de Salud: Decreto 3075 de 1997)
CAPITULO ASPECTOI Edificaciones e Instalaciones
IIEquipos y utensilios
IIIPersonal manipulador de alimentos
IVRequisitos higiénicos de fabricación
VAseguramiento y Control de la calidad
VISaneamiento
VIIAlmacenamiento, distribución, transporte
y comercializaciónVIII
Restaurantes y establecimientos deconsumo de alimentos
IXRegistro Sanitario
X ImportacionesXI
ExportacionesXII
Vigilancia SanitariaXIII
Revisión de oficio de registro sanitarioXIV
Medidas sanitarias de seguridad, procedimientos y sanciones
8/17/2019 Concentrado de Frutas
27/66
Este sistema busca ser preventivo para evitar enfermedades garantizando una excelentesanitización, instalaciones adecuadas, agua, control de aire y elementos que afecten la
producción, administración de las materias primas, producción y producto terminado.
Las BPM junto al sistema HACCP buscan la preservación y mantenimiento de lainocuidad de los alimentos debido a que la presencia de ciertos microorganismos en losalimentos puede dar lugar a varias enfermedades, que se agrupan en dos grupos
principales:
Intoxicaciones: Cuando el microorganismo responsable se multiplica en elalimento, produciendo la toxina que, al ser ingerida, produce la enfermedad.
Infecciones: Cuando el microorganismo causal se encuentra en el alimento y alser consumido se origina un proceso patológico determinado.
3.1.1 Aspectos que se deben tener en cuenta en el proceso productivo
3.1.1.1 PersonalEl recurso humano es el principal actor en una fábrica de alimentos, por ello debe
dársele una especial atención puesto que de él depende en gran proporción la seguridade inocuidad del producto. Hay que tener en cuenta aspectos principales como: eladiestramiento en la manipulación de alimentos desde el momento de su contratación yseguirse desarrollando y actualizando capacitaciones en el transcurso del tiempo. Sedebe inculcar el lavado de manos después de cualquier cambio de actividad y antes de
iniciar labores de producción. Mediante las manos pasan a los alimentosmicroorganismos de las siguientes fuentes:
Secreciones de nariz, garganta y piel. Polvo y caspa de pelo. Contacto con materia fecal Líquidos procedentes de manipulación con otra clase de alimentos; como carnes deaves y pescado. Utensilios y equipos (Vallejo, 1993)
También el personal debe manejar y comprender el control de los puntos críticosque están bajo su responsabilidad y la importancia de su vigilancia. Además debeconocer los límites críticos y las acciones correctivas a tomar cuando existadesviaciones de dichos límites.
3.1.1.2 Limpieza y SanitizaciónLos agentes contaminantes se pueden clasificar en:
o Partículas de polvo, pelo, metales, vidrioo Microorganismos. Bacterias, hongos, virus y los desechos generados por algunos delos anteriores que se llaman pirogenoso Componentes con otro producto: Contaminación Cruzada
8/17/2019 Concentrado de Frutas
28/66
Los vehículos de contaminación son: aire, agua, superficies y personal
El aire es el principal vehículo de transporte de contaminantes y generador decontaminación cruzada.
El agua es el principal medio de crecimiento para los microorganismos debido a queen esta se encuentra disuelto y suspendido material orgánico e inorgánico que losmicroorganismos utilizan como alimento.
Las superficies es un medio de hospedaje para los microorganismos debido a queestas presentan finas capas de agua y grasa. Sirven como alimento para losmicroorganismos debido a la capa de agua y grasa que se deposita sobre estas segeneran cargas estáticas que causan que las partículas se depositen sobre la superficie.
Para combatir la contaminación de superficies se debe efectuar la limpieza y
sanitización.
La limpieza elimina contaminación por partículas y a prevenir el crecimiento demicroorganismos. Para este fin se utilizan solventes acuosos y no acuosos; agentes delimpieza ácidos o alcalinos; sistemas de apoyo critico y herramientas de aseo comoesponjas.
La sanitización esta enfocada a la destrucción de cierta parte de contaminación pormicroorganismos y se realiza a través de agentes químicos. El sanitizante debe actuarrápidamente, no ser tóxico para humanos, no ser corrosivo y debe ser establequímicamente.
3.1.1.3 EquiposSe consideran equipos todos los utensilios y maquinaria empleados en las diferentes
etapas de producción de alimentos. Estos deberán estar construidos en materiales no porosos, que no desprendan sustancias tóxicas o que puedan afectar los alimentos queentran en contacto con ellos.
.
3.1.1.4 Materias primasLa recepción de materias primas debe realizarse en condiciones que eviten su
contaminación, alteración y daños físicos. Se deben someter a limpieza con agua potable u otro medio adecuado de ser requerido y a la descontaminación previa a suincorporación en las etapas sucesivas del proceso.
Las materias primas conservadas por congelación, deben descongelarse a unavelocidad controlada para evitar el desarrollo de microorganismos.
3.1.1.5 Operaciones de fabricación
En las operaciones de fabricación deben efectuarse con los controles establecidos para reducir el crecimiento potencial de microorganismos y evitar la contaminación del
alimento.
8/17/2019 Concentrado de Frutas
29/66
Se deben establecer todos los procedimientos de control, físicos, químicos,microbiológicos y organolépticos en los puntos críticos del proceso de fabricación, conel fin de prevenir o detectar cualquier contaminación, falla de saneamiento,
incumplimiento de especificaciones o cualquier otro defecto de calidad del alimento,materiales de empaque o del producto terminado.
Los métodos de pasteurización, congelación, refrigeración que se utilizan para destruir oevitar el crecimiento de microorganismos indeseables, deben ser suficientes bajo lascondiciones de fabricación, procesamiento, manipulación, distribución ycomercialización.
Los productos devueltos a la empresa por defectos de fabricación, que tengan incidenciasobre la inocuidad y calidad del alimento no deben someterse a procesos de reempaque,reelaboración, corrección o reesterilización.
3.1.1.6 AlmacenamientoDebe llevarse un control de primeras entradas y primeras salidas con el fin de
garantizar la rotación de los productos. Es necesario que la empresa periódicamente desalida a productos y materiales inútiles, obsoletos o fuera de especificaciones parafacilitar la limpieza de las instalaciones y eliminar posibles focos de contaminación.
El almacenamiento de productos que requieren refrigeración o congelación se deberealizar teniendo en cuenta las condiciones de temperatura.
El almacenamiento de los alimentos devueltos a la empresa por fecha devencimiento deberá realizarse en un área o depósito exclusivo para evitar contaminacióncruzada con productos que cumplen especificación.
3.1.1.7 Transporte, distribución y comercializaciónEl transporte utilizado debe ser en vehículos aptos para transportar alimentos y debe
facilitar su limpieza. Se debe garantizar las temperaturas requeridas por el alimento parala conservación de lo que se transporta y sistemas de registro que evidencien el buendesempeño de los registradores. Se deben utilizar estibas, canastas para aislar el
producto de toda contaminación proveniente del suelo.
Los alimentos que requieran refrigeración durante su distribución, deben mantenersea temperaturas que aseguren su adecuada conservación hasta destino final.Cuando en un expendio se realicen actividades de almacenamiento, preparación yconsumo de alimentos, las áreas respectivas deberán cumplir el mantenimiento de lasnormas sanitarias.
3.2 HACCP
El sistema HACCP, hizo su aparición en los años 60. Su fin es mantener cada unode los riesgos del proceso de cada producto bajo control en cuanto a los aspectosrelacionados con la inocuidad. Se considera un subsistema de las BPM y es inherente a
los procesos relacionados con cada uno de los productos.
8/17/2019 Concentrado de Frutas
30/66
Esta constituido por siete principios:
Realizar un análisis de peligros
Determinar los puntos críticos de control Establecer límites de control en cada PCC Establecer el monitoreo en los PCC Definir acciones correctivas cuando el monitoreo de los PCC indique que el procesoestá fuera o próximo a salirse de los limites de los PCC (fuera de control). Establecer la documentación concerniente a todos los procedimientos y registrosapropiados para estos principios y su aplicación. Establecer los procedimientos de verificación para confirmar que el sistema estátrabajando eficazmente.
Tiene como prerrequisitos:
• Decisión y compromiso gerencial• Buenas prácticas de manufactura• Plan de saneamiento• Programa de formación – capacitación• Aseguramiento de la calidad en el laboratorio
Los planes y programas pueden variar dependiendo de las características de la planta.Entre estos tenemos los siguientes:
Construcción adecuada y mantenimiento de la planta Sistema de abastecimiento de agua potable Programa de control de plagas Procedimientos Operativos Estandarizados para la limpieza y sanitización Programas de mantenimiento y calibración de equipos Programa para el control, de temperatura de los cuartos fríos utilizados Programas de entrenamiento y capacitación para todo el personal, respecto a procedimientos operativos y de higiene Especificaciones de compra, control y calificación de proveedores Procedimientos operativos Estandarizados para recepción y almacenamiento Procedimientos Operativos Estandarizados para el proceso de producción
Registros del proceso en cada una de las etapas firmado y fechadoEl análisis de peligros es la etapa clave de todo el sistema de aseguramiento de lainocuidad, los peligros identificados orientan las acciones preventivas que se debentomar, así como todo el sistema de monitoreo y verificación que garantiza laneutralización de tales peligros.
Dentro del sistema HACCP, esta etapa consiste en la identificación de los peligrosasociados con siembra, cosecha, captura, sacrificio, procesamiento, formulación,empacado, transporte, distribución, mercadeo, preparación y consumo de un productoalimenticio.
8/17/2019 Concentrado de Frutas
31/66
Llevar a cabo un análisis de riesgos significa identificar exhaustivamente todas las posibilidades que puedan existir de que un producto o línea de proceso se puedan verafectados con la presencia de contaminantes de origen Físico, Químico o Biológicocapaces de causar daño o enfermedad a las personas que consumen el alimento.
3.2.1 Clasificación de Riesgos
3.2.1.1 Riesgos BiológicosLos agentes biológicos pueden ser parte de un ambiente o estar asociados con
ciertas ocupaciones. En el ambiente de trabajo hay agentes biológicos como virus, bacterias y parásitos de distintos tipos.
En muchas industrias de alimentos se desconoce la higiene, ya que la mayor
preocupación es que el alimento salga sin defectos visibles, que no se deterioran hasta lafecha de vencimiento, que la contaminación inicial o secuencial no se refleje mucho enlos análisis microbiológicos, no importando el uso de excesos de temperatura o elagregado excesivo de aditivos, preservativos o adulterantes.
La necesidad de preservar la inocuidad de un alimento se debe iniciar en el lugar derecepción y almacenamiento de la materia prima, continuar con el proceso deelaboración hasta llegar al consumidor, siendo de vital importancia el contar con unametodología que permita establecer los controles necesarios para prevenir lacontaminación bacteriana en cualquiera de las fases y así eliminar la posibilidad de quelas enfermedades transmitidas por alimento se presente. (Vallejo, 1993)
3.2.1.2 Riesgos químicos
Un factor de riesgo importante es la peligrosidad de sustancias o materialesquímicos que se manejan, producen o usan. Los materiales explosivos, corrosivos yoxidantes son considerados peligrosos. Los líquidos y gases inflamables son un granderiesgo de incendio, los productos químicos inestables pueden explotar al someterse alcalor, fuego, choque térmico, impacto físico o fricción, de aquí se exigen precaucionesespeciales en sus fases de almacenamiento, procesamiento manipulación y transporte.
Otro problema son los residuos o desechos que son almacenados, incinerados,tratados químicamente, descargados al ambiente o botados; pueden ocasionarcombustión, corrosividad, reactividad, toxicidad y capacidad de infección.
La presencia de algunos contaminantes procedentes de cualquier fuente como elambiente o adquiridos durante su preparación, aunque pueden estar en cantidadesmínimas se pueden acumular en el organismo produciendo a largo plazo mutaciones ocáncer. De aquí la importancia de realizar una buena selección de materias primas,envases, empaques que creen factores para la prevención y control de los peligros.(Vallejo, 1993)
8/17/2019 Concentrado de Frutas
32/66
3.2.1.3 Riegos físicos
Se refiere a agentes ambientales por ejemplo el efecto de temperaturas extremas,radiaciones, elementos extraños que pueden caer en el alimento en forma accidental y
que por su naturaleza pueden causar lesiones entre quienes lo consumen.
8/17/2019 Concentrado de Frutas
33/66
3.2.2 Identificación de los Puntos Críticos de Control (PCC)
El árbol de decisiones es una herramienta que puede ayudar a definir la ubicación de los puntos críticos de control, sin que esto signifique que esto pueda remplazar los conocimientos
técnicos sobre el proceso y las observaciones realizadas en la ejecución del diagnóstico.
Diagrama4. Árbol de Decisiones. (Romero, 1996)
Existen riesgos en esta etapa de proceso?
Esta etapa ha sido diseñadaespecíficamente para eliminar un
peligro o para reducirlo a un nivelaceptable?
Puede la contaminación alcanzarniveles aceptables en esta etapa?
Un paso siguiente eliminará o reduciráel riesgo a niveles aceptables?
Es posible establecer el PCC en estaetapa subsiguiente que puedereducir o eliminar el riesgo
P1
P2
P3
P4
P5
Modificar laetapa o rediseñarel proceso o el
producto
No es un PCC
Se requiere ejercercontrol en esta etapa para garantizar la
calidad del producto
La etapa es un puntocrítico de control
No es un PCC
No
No
Si
Existen medidas preventivas para los riesgos identificados
en esta etapa?
No
No
Si
Si
Si
Si
No
8/17/2019 Concentrado de Frutas
34/66
3.3 ISO 9000
ISO tiene su origen en 1979 con la BS 5750 como un método que controla losresultados en la realización del producto y no a mejorarlos.
Se considera una herramienta gerencial para el mejoramiento continuo de lasempresas, porque ayuda a brindar la confianza entre los clientes y unifica el lenguaje dela calidad. La obtención de las acreditaciones y la aplicación de las normas conllevan atener mejoras en cuanto a que perfecciona la documentación, impone el orden en laorganización, mejora los procesos, la calidad del producto, reduce los desechos,disminuye las auditorias y reclamos de clientes.
El diagrama 6 cubre todos los requisitos de la norma reflejando el enfoque a procesos cuando se desarrolla, implementa y mejora la eficacia de un sistema degestión de la calidad para aumentar la satisfacción del cliente mediante el cumplimiento
de requisitos.
ISO 9000 permite ser compatible con los requerimientos de la industria dealimentos como se muestra en el Diagrama 7 siendo este sector un subconjunto queforma parte de esta norma.
6.3 Infraestructura. Las BPM hace referencia a que deben estar construidas de maneraque se facilite la limpieza y desinfección y que impida la entrada u origen de polvo,lluvia, suciedad y demás contaminantes que puedan originarse. Deben separarse áreasde otras operaciones que provoquen contaminación cruzada y valerse de sistemas deapoyo crítico para mantener la higiene y conservación del alimento. La norma habla dedeterminar, proporcionar y mantener edificios equipos y servicios de apoyo. BPM decómo debe ubicarse y estar diseñada la reserva, manejo de residuos sólidos, líquidos;instalaciones de baños, adecuación de pisos, paredes, techos y ventanas.
Sobre las superficies de contacto con el alimento BPM enfatiza que no debe existirinteracción entre estas o de estas con el alimento; a menos que este o los elementoscontaminantes migren al producto dentro de los límites permitidos.
En el Capitulo tres BPM se refiere a correctas practicas higiénicas; no deben representarun riesgo para la contaminación del alimento. También habla de entrenamiento para el
personal, solo en cuanto a educación sanitaria.La norma enfatiza sobre personal competente que tenga formación habilidades yexperiencia y que sea evaluado.
El numeral 7.5 Producción y Servicio: es el numeral donde principalmente están loscinco primeros principios de HACCP y de la BPM los capítulos Tres: Manipulación;Cuatro: requisitos higiénicos de fabricación; Seis: saneamiento y Siete:Almacenamiento, distribución y transporte.
8/17/2019 Concentrado de Frutas
35/66
7.5.5 Preservación de producto con la manipulación, requisitos higiénicos defabricación y saneamiento en todo el proceso
7.6 y 8.2.3 Dispositivos de Medición de seguimiento con el principio cuatro de HACCPde establecer el monitoreo en los puntos críticos de control.
8.5 Mejora. Con el principio cinco: definir acciones correctivas cuando el monitoreo delos PCC indiquen que el proceso esta fuera de control o próximo a salirse de los limitesde PCC; sistema preventivo de aseguramiento de la calidad
8.2.2 Auditorias internas: con el principio siete: de establecer documentos deverificación para confirmar que el sistema trabaja eficazmente.
8/17/2019 Concentrado de Frutas
36/66
REQUISITOSGENERALES
GENERALIDADES
4.2.2MANUAL DE
CALIDAD
4.2.3CONTROL DEDOCUMEN.
4.2.4CONTROL DEREGISTROS
5.1COMPRO-
MISODIREC-
CION
5.2ENFOQUE
ALCLIENTE
5.3POLÍTICA
DECALIDAD
5.6REVISIÓN
GERENCIAL
5.5RESPONSABAUTORIDACOMUNICA
5.4OBJETIVOSPLANIFICA
CIÓN DECALIDAD
7.1
PLANIFICACION
7.2PROCESOS
RELAC.CON EL
CLIENTE
7.3DISEÑO Y
DESARROLLO
7.4COMPRAS
7.5PRODUC-Y PREST.SERVICIO
7.6DISPÒSITI
VOS DEMEDICION
6.1PROVISIÓN
DERECURSOS
6.2RECURSOSHUMANOS
6.3INFRAES-
TRUCTURA
6.4AMBIENTE
DETRABAJO
8.1
M, A Y MGENERA-LIDADES
8.2.1SATISFACCLIENTES
8.2.2AUDITORIA
INTERNA
8.2.3M Y S
PROCESO
8.2.4M Y S
PRODUCTO
8.3CONTROL
PROD. NO
CONFORME
8.4ANÁLISIS
DEDATOS
8.5 MEJORAM.CONTINUA
A.CORRECTIVAA.PREVENTIVA
MEDICION Y SEGUIMIENTO
SATISFACCIO N
REQUISITOS
PARTESINTERESADAS
PARTESINTERESADAS
5
7
6 8
Entradas
Salidas
DOCUMENTACION
4
Diagrama 5. Enfoque hacia los procesos – ISO 9000. (Fuente: Bolívar, 2001)
8/17/2019 Concentrado de Frutas
37/66
4.1 REQUISITOSGENERALES
V
GENERALIDADES
V - 6
7.4COMPRAS
IV
7.5 PRODUCCION YPREST. DE SERV.
III- IV-VI-VII1-4-5-3-2
7.6 DISPOSITIV.DE MEDICION
4
6.2RECURSOSHUMANOS
III
6.3INFRAESTR
I - II
6.4AMBIENTEDE TRAB.
IV - VIIII
8.2.2 AUDIT.INTERNA
7
8.2.3 M Y SPROCESO
4
8.5 MEJORA
5
MEDICION Y SEGUIMIENTO
56 8
7
SATISFACCIO N
I NOCUIDAD
PARTESINTERESADAS
PARTESINTERESADAS
• BPM Alimentos• HACCP
EntradasSalidas
4.2 DOCUMENTACION
Diagrama 6. Interrelaciones de la ISO 9000 con BPM y HACCP
8/17/2019 Concentrado de Frutas
38/66
CAPITULO 4. ANÁLISIS DESDE EL PROCESO DE SALIDA DEPLANTA HASTA SOCIOS COMERCIALES Y ALTERNATIVAS
DE SOLUCION AL PROBLEMA
El diagrama de flujo para la cadena logística Diagrama 7, es una herramienta para elanálisis de peligros y la evaluación de PCC.
El Análisis de flujo se llevará a cabo por etapas del proceso.
4.1 DESCRIPCION DEL PROCESO
El tipo de vehículo que se utiliza es un furgón que sale todos los martes a las siete
de la noche cargado de pulpas, concentrados, néctares y refrescos.
Las pulpas y concentrados se empacan en cajas de cartón y los néctares y refrescosen canastillas. El producto se ubica en el piso del vehículo sin uso de estibas y sinsistema de refrigeración.
En el trayecto de recorrido se presentan frecuentemente inconvenientes, comoderrumbes en la vía, que retarda la entrega del producto. En el ANEXO 1 se registra latemperatura que tiene el recorrido. Los productos llegan al siguiente día alrededor delas once de la mañana.
Cuando se llega al CEDI – Centro de Distribución se tiene un tiempo de demora deuna hora para descargar. En algunas ocasiones no se puede descargar debido a que elcuarto frío no tiene la suficiente capacidad; entonces se lleva el producto a un serviciosubcontratado.
En el servicio subcontratado tiene un tiempo de demora de descargue de cuatro acinco horas más, tomando lecturas de temperatura de producto de 19.6 ºC – 20.4 ºCconsiderándose temperaturas muy altas. Cuando se descarga en el CEDI demora de dosa cuatro horas. En el CEDI se almacena a temperaturas por debajo de 5 ºC, medido conun termoregistrador, sobre estibas de madera; material no inerte.
Se evidencia que el conductor, sube al vehículo cargado pisando las cajas. En eldescargue se manipula el producto por parte del personal sin tener cuidado, las cajascaen al piso ocasionando la explosión interna del producto que después se clasificacomo: averías.
Para que el producto se distribuya se realiza una logística secundaria, que sale a lasseis de la mañana, transportándose las pulpas, con otros productos sin refrigeración.
Se llega al cliente mayorista recibe el concentrado y almacena el producto atemperatura ambiente.
8/17/2019 Concentrado de Frutas
39/66
Diagrama 7. Proceso de distribución desde salida de planta hasta socios comerciales
1 2 3
4
Continúa...
Cargue VehículoPlanta
Transporte al llegar aBogota
Descargue en Bodega
Almacenamiento enBodega Distribución Bogotá
5
Cliente Mayorista
6
Reconstitución de
producto
Almacenamiento en
dispensadores de jugosConsumidor del
producto
7 8
8/17/2019 Concentrado de Frutas
40/66
Cuando se realiza la reconstitución del producto se sigue los siguientes pasos:
Se recibe la bolsa de concentrado Se le retira la tapa y se agrega 8 Litros de agua potable Se tapa la bolsa y se agita hasta disolver todo el producto Se corta la punta de la tapa. Se inserta la manguera en la tapa de la bolsa Se instala la bolsa al dispensador
El dispensador de jugos es un equipo que funciona mediante recarga de bolsas paraalmacenar tres diferentes sabores de forma simultanea, con capacidad de treinta Litros.
Algunas bolsas almacenadas resultan infladas después de determinado tiempo sinreconstituirse; pero no sucede a todas las unidades de lote, se recibe quejas sólo de algunosclientes.
En otras ocasiones reconstituido el producto y muestreado por laboratorios externos, seevidencia crecimiento de levaduras por encima de especificación.
En la Tabla 2 se presentan los peligros y riesgos encontrados en la descripción del proceso.
8/17/2019 Concentrado de Frutas
41/66
TABLA 2. HOJA DE ANALISIS DE RIESGOS
Etapade Proceso
Identifique riesgos potenciales, introducidos,controlados o mantenidos
en esta etapa
¿Algún riesgo essignificante para la
seguridad delalimento?
Si/No
Justifique su decisión de la columna 3 ¿Qué medidas preventivas pueden ser aplicadas?
Cargue de
Vehículo a planta
Físico
Biológico
Químico
Si
Si
No
Contacto con rayos solares o cualquierfuente de calor
Mala higiene de manipuladores y delvehículo de transporte. No utilizarestibas
No exponer el producto a fuentes de calor altas ni a exposiciones deluz directa
Higiene por parte de manipuladores. Mejorar aprovisionamiento deestibas que sean de material inerte
Transporte alllegar aBogotá
Físico
Biológico
Químico
Si
Si
No
Alteración de propiedades organolépticasdebido a exceso de temperatura y tiempoFalta control de temperatura y tiempo en
el recorrido
Controlar condiciones de temperatura y tiempo medianteinstrumentos calibrados. Todas las lecturas que se hacen para elcontrol del proceso deben ser consignadas en formatos o registrosque permitan luego tomar acciones correctivas que correspondan.*Llevar registros o cartas de control
Descargue en bodega
Físico
Biológico
Químico
Si
Si
No
Falta control de tiempo en que se demoraen descargarse el producto e inspeccióndel producto en cuanto a temperatura.
Aspecto visual: Apariencia del productoManipulación al producto
Llevar registros o cartas de control*
Necesita la higiene por parte del operario
8/17/2019 Concentrado de Frutas
42/66
Almacenamiento en cuarto
frío
Físico
Biológico
Químico
Si
Si
No
Si la temperatura no es adecuada se puede presentar proliferación degérmenes y cambios físicos que
cambien la apariencia y lascaracterísticas de producto
Mantener control de temperatura permanente en los cuartos friosmediante instrumentos calibrados. Llevar registros
Distribución
Bogotá
FísicoBiológico
Químico
SiSi
Si
Falta control de temperatura y tiempode entrega del producto
El transporte con otra clase de producto
puede contaminar el producto
Control de la temperatura y el tiempo que se tarda en entregar el producto.
Transportar con productos de características similares. Si noexiste compatibilidad usar transporte para sólo esa clase de producto
Almacenamiento
ClienteMayorista
FísicoBiológico
Químico
SiSi
No
Mala manipulación en el momento derecepción y exposición directa con losrayos solares o cualquier otra fuente de
calor.Mala higiene de pisos, paredes,
superficies que tengan contacto con el producto.
Instructivos de limpieza para áreas que tienen contacto con el producto
Reconstituciónde
producto
FísicoBiológico
Químico
NoSi
No
Falta de higiene de manipuladores.Calidad de agua de reconstitución Necesita la higiene por parte de la persona que manipula el
producto.Utilizar agua purificada o en su defecto agua potable.
Almacenamiento
Dispensador de
Jugo
FísicoBiológico
Químico
SiSi
Si
Equipos con limpieza insuficiente: boquillas por donde sale el jugo.
Equipo desconectado.
Alteraciones de especificaciones de producto
Instructivos de limpieza.
Control de rotación de producto. Llevar registros de control.Control de calidad del producto
8/17/2019 Concentrado de Frutas
43/66
Tabla 3. MATRIZ PARA TOMA DE DECISIONES
ETAPAP1 P2 P3 P4 P5 PCC? OBSERVACIONES
Cargue de Vehículo a plantaSI SI NO NO NO
Transporte al llegar a BogotáSI SI NO SI NO SI
Descargue en BodegaSI SI NO NO NO
Almacenamiento en BodegaSI SI NO SI NO SI
Distribución BogotáSI SI NO SI NO
Cliente MayoristaSI SI NO NO NO
Reconstitución de Producto SI SI SI SI NO
Producto ReconstituidoSI SI NO SI NO SI
Dispensadores de jugosSI SI NO SI NO SI
8/17/2019 Concentrado de Frutas
44/66
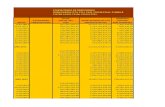
Tabla 4. REGISTRO DE PUNTOS CRITICOS DE CONTROL DE LA CADENA LOGÍSTICA DESDE SALIDA DE PLANTA
Punto Crítico decontrol
RiesgosSignificantes Limites Críticos
Monitoreo¿Qué? ¿Cómo? ¿Cuándo? ¿Quien?
Transporte al llegara Bogotá
Alteración del producto por noutilizar refrigeración entransporte. Rango detemperaturas registradas 9ºC –31 ºC. Ver ANEXO 1
0 - 4 º CControl de
temperatura ytiempo
Medición condattaloger ycronómetro
En cadatransporte
Auxiliar deLogística
Almacenamiento enBodega
Daño de cuarto frío.Almacenamiento a temperaturasmayores de 4 ºC
0 - 4 º CControl de
temperatura decuarto frío
Medición con untermoregistrador
y dattalogerDiario Auxiliar de
Logística
Dispensadores deJugos
Proliferación demicroorganismos por limpiezainsuficiente Levaduras
Verificación delimpieza y
desinfección deequipos
Pruebasmicrobiológicasen áreas difíciles
Semanalmente Microbiólogo
Producto
Reconstituido Cambio de especificaciones de producto terminado
Cambio de aspecto del producto
TemperaturaInterna MAX 4 º
C
Control deCalidad deacuerdo a
especificacionesde producto
terminado. VerANEXO 2
AnálisisMicrobiológicos,Fisicoquímicos yorganolépticos
De acuerdo a procedimientosimplementados
Semanalmente
y un periodoantes de laFecha de
Vencimiento
Dpto.Control de
Calidad
8/17/2019 Concentrado de Frutas
45/66
CAPÍTULO 5. CONCLUSIONES Y RECOMENDACIONES
Es muy importante para las BPM la limpieza y sanitización de instalaciones y equipos
que intervienen en el procesamiento del producto. También que el personal recibaeducación y entrenamiento en cuanto a higiene, aseo y manipulación de producto. Debetener entendimiento de sus responsabilidades que afecten la calidad del producto.
Los puntos críticos de control, se identifican en las etapas de: transporte al llegar aBogotá, almacenamiento en CEDI, dispensadores de jugos y producto reconstituido.Para estas etapas se identificaron los posibles peligros que pueden afectar la inocuidaddel producto, disminuyendo así su calidad. Además se establecieron posibles límitescríticos y su respectivo monitoreo para el control de los puntos evaluados.
La ISO 9000 da valiosos aportes a la empresa en los numerales (5.2 – 7.2.1 – 8.2.1) que
tienen que ver con el enfoque hacia el cliente en cuanto a que sus necesidades deben seratendidas y satisfechas de manera eficaz. 7.5.5 en cuanto a preservación del productodurante el proceso interno y la entrega al destino previsto. Incluye la identificación,manipulación, embalaje y almacenamiento. 8.2 En cuanto a seguimiento y medición delsistema (8.2.2), producto (8.2.4), proceso (8.2.3), y satisfacción del cliente (8.2.1)(5.6) Revisión Gerencial y 4. Documentación. Se tiene un sistema de control de ladocumentación organizado; además de todo el enfoque hacia los procesos representadoen el Diagrama 5, que visualiza la sinergia al mejoramiento.
En los puntos críticos de control cuando se presenta un daño causado por la salida dellímite, el daño que se presenta es irreversible. Se evidenció, un crecimiento casi deldoble de levaduras con un valor de 2070 UFC/g por encima del limite de laespecificación 1000 UFC/g. en concentrado reconstituido. Se recomienda hacer elestudio de tiempo de vida útil del producto como también prestar atención desde elcontrol del lavado de la fruta - PCC y hacer el análisis por la metodología de la ruta dela calidad basado en el ciclo P.E.V.A. (Planear, Ejecutar, Verificar y Actuar).Serecomienda el trabajo en equipo que involucre personal de diferentes áreas utilizandoherramientas estadísticas como tormenta de ideas, diagramas causa afecto, diagrama dePareto y hacer seguimiento de una forma organizada, planificando el programa demejoramiento hasta llegar a la normalización del problema.
8/17/2019 Concentrado de Frutas
46/66
GLOSARIO
ANAEROBIOSIS: Microorganismo que pueden vivir sin respirar. (Haehn, 1956)
DESINFECCIÓN Es el tratamiento físico-químico o biológico aplicado a lassuperficies limpias en contacto con el alimento con el fin de destruir células vegetativasde los microorganismos que pueden ocasionar riesgos para la salud pública y reducirsubstancialmente el número de otros microorganismos indeseables, sin que dichotratamiento afecte adversamente la calidad e inocuidad del alimento. (Republica deColombia. Ministerio de Salud. Resolución 7992 de 1991)
ESCALDADO: Es el tratamiento térmico de los productos alimenticios, con tiempo ytemperatura suficientes para inactivar parcial o totalmente las enzimas naturales y para
producir en el alimento otros cambios: físicos y bioquímicos.GRADOS BRIX: Se define como la concentración de sólidos solubles en un productosiendo éstos en su mayor proporción: fructosa y ácido cítrico
INOCUIDAD DE LOS ALIMENTOS: Asegurarse que los alimentos no causaránningún daño físico, fisiológico o psicológico a los consumidores / Ausencia de peligros(físicos, químicos, microbiológicos) que pueden afectar la salud del consumidor.
LIMITE CRITICO: Conjunto de variables y rangos de tolerancia que debnmantenerse para asegurar que un punto critico de control efectivamente controla un
peligro. (Romero, 1996)
LOTE: Cantidad definida de alimentos producida en condiciones idénticas (Republicade Colombia. Ministerio de Salud. Resolución 7992 de 1991)
MEDIDA PREVENTIVA: Acciones que, en conjunto, constituyen el sistema demanejo de riesgo de un proceso.
MONITORIZACIÓN: Secuencia planificada de observaciones y mediciones delimites críticos, diseñada para asegurar el control total del proceso.
NECTAR DE FRUTAS: Producto Elaborado con Jugo, pulpa o concentrado de frutasadicionado de agua, aditivos e ingredientes permitidos. (Republica de Colombia.Ministerio de Salud. Resolución 7992 de 1991)
PASTERIZACIÓN: Tratamiento térmico en el cual las pulpas se someten a altastemperaturas por un tiempo definido buscando inhibir las reacciones enzimáticascausantes de sabores y olores desagradables, impedir la gelificación, detener elcrecimiento de microorganismos indeseables.
8/17/2019 Concentrado de Frutas
47/66
PELIGRO: Agente capaz de alterar la calidad de un alimento. Los peligros puedendarse por contaminación, crecimiento o metabolismo de microorganismos,supervivencia a tratamientos descontaminantes, o recontaminación. (Romero, 1996)
PULPA DE FRUTAS: Es el producto pastoso, no diluido, ni concentrado, nifermentado, obtenido por la desintegración y tamizado de la fracción comestible defrutas frescas, sanas, maduras y limpias. (Republica de Colombia. Ministerio de Salud.Resolución 7992 de 1991)
PULPA AZUCARADA DE FRUTAS: Es el producto elaborado con pulpas oconcentrados de frutas con un contenido mínimo de 60% de fruta y adicionado deazúcar. (Republica de Colombia. Ministerio de Salud. Resolución 7992 de 1991)
PUNTO CRÍTICO DE CONTROL: Aspecto del sistema productivo en el cual la perdida de control implica la probabilidad de presentación de un defecto critico.
(Romero, 1996)
REFRESCO DE FRUTAS: Es el producto elaborado con jugos o pulpas de frutasfrescas o con concentrados reconstituidos, adicionado con agua, saborizantes ycolorantes permitidos. (Republica de Colombia. Ministerio de Salud. Resolución 7992de 1991)
RIESGO: Es todo aquello que eleva la probabilidad de que un peligro se presente.(Romero, 1996)
8/17/2019 Concentrado de Frutas
48/66
REFERENCIAS BIBLIOGRÁFICAS
1. ARANGO, L., y ROMERO, J., (1992), El Código de Buenas Prácticas de
Manufactura y otras normas sobre protección de Alimentos. Bogotá2. BAMFORTH. C.W., (2005), Alimentos, fermentación y microorganismos. EditorialAcribia, Zaragoza España
3. BANWART GEORGE J., (1982), Microbiología Básica de los Alimentos, Barcelona,Ediciones Bellaterra. 464p.
4. BELLO, G.J., (2000), Ciencia Bromatológica, Principios generales de los alimentos,Editorial Díaz Santos, S.A.
5. BOLIVAR, A., (2001), Experiencias de implementación de un proceso de ISO 9000 yBPM. UIS.
6. BRAVO, M.F., (2002), El manejo Higiénico de los alimentos, Guía para laobtención del distintivo H. 1a
edición Editorial Limusa, Grupo Noriega Editores.México D.F. pp. 47-77, 109-111.
7. BRUCHMANN, E.E., (1980), Bioquímica Técnica, Química Alimentaría, de lasFermentaciónes y Agrícola. Editorial, Acribia. España
8. CHARLEY, H., (2006), Tecnología de Alimentos, Procesos químicos y físicos en la
preparación de alimentos. Editorial Limusa, México D.F
9. FRAZIER, W.C., y WESTHOFF, D.C., (1993), Microbiología de los Alimentos, 4a
edición, Acribia., Zaragoza. pp. 16-62, 169-213.
10. HAEHN, Hugo. (1956), Bioquímica de las Fermentaciones, Madrid Aguilar. 653p.
11. ICMSF. (1998). International Commission on Microbiological Specifications forFoods. Microorganismos de los alimentos. Ecología microbiana de los productosalimentarios. Zaragoza .Acribia,. pp. 235-255, 417-435, 79-134.
12. ICMSF., (2000). International Commission on Microbiological Specifications forFoods, of the International Union of Microbiological Societes. Microorganisms inFoods 1.University of Toronto Press. p.14
13. JAY JAMES M., (1992), Microbiología Moderna de los Alimentos, 4a
edición.Zaragoza Acribia,. pp. 383-397.
14. JORGENSEN, A., Microbiología de las fermentaciónes industriales,7a
edición,Editorial Acribia, Zaragoza. pp. 54-103, 250-374.
8/17/2019 Concentrado de Frutas
49/66
15. MINISTERIO DE SALUD -INVIMA – Instituto de vigilancia de medicamentos yalimentos. Reglamentación para la elaboración, conservación y comercialización de
Jugos, Néctares, Pulpas Azucaradas y Refrescos de Frutas. Republica de Colombia.Resolución Numero 7992. 21 de Julio de 1991.
16. MINISTERIO DE SALUD - INVIMA – Instituto de vigilancia de medicamentos yalimentos. Buenas Prácticas de Manufactura de Alimentos. Decreto 3075. República deColombia. 23 de Diciembre de 1997.
17. MOSSEL, David A.A., (2006), Microbiología de los Alimentos. Fundamentosecológicos para garantizar y comprobar la integridad (inocuidad y calidad)microbiológica de los alimentos. Zaragoza. Acribia. pp. 46-58, 49-50.
18. NAFRUT, (2007)., Documentación técnica de la empresa hipotética en referencia.
19. NAGY, S., SHAW, P.E., (1977), Citrus Science and Technology; Vol I y II; The AVIPublishing Company Inc.; Westport, Conn.
20. OWEN, P.W., (1989), Biotecnología de la Fermentación: Principios, procesos y productos, Editorial Acribia, S.A. pp. 26-27.
21. P.R. Ashurst., (1999), Producción y envasado de zumos y bebidas de frutas sin gas,Zaragoza, España, Acribia. pp. 1-86, 265-281.
22. ROMERO, J., (1996), Puntos Críticos, El sistema de Análisis de Peligros y PuntosCríticos de Control aplicado paso a paso al aseguramiento de la calidad de productosalimenticios. Corporación Colombiana Internacional
23. SANCHEZ, R.,O.,(2002), Bebidas no alcohólicas, Facultad de Ciencias Básicas eIngenierías UNAD Bogotá
24. TRESSLER, DONALD K., (1961), Fruit and Vegetable Juice Processing Technology,Easton, Pennsylvania. The AVI Publishing. 1028p.
25. VALLEJO ROSERO, Maria del Carmen. (1993)., Toxicología y seguridad de losalimentos. Universidad Nacional de Colombia. Santafé de Bogotá. pp. 40-57, 220-227.
26. http://www.monografias.com/trabajos37/procesadora-frutas/procesadora-frutas4.shtml
27. http://www.pilar.com.ar/industrias/temasgenerales/normas.htm
28. http://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.html
29. http://www.monografias.com/trabajos6/calde/calde.shtml
http://www.monografias.com/trabajos37/procesadora-frutas/procesadora-frutas4.shtmlhttp://www.monografias.com/trabajos37/procesadora-frutas/procesadora-frutas4.shtmlhttp://www.pilar.com.ar/industrias/temasgenerales/normas.htmhttp://www.pilar.com.ar/industrias/temasgenerales/normas.htmhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.monografias.com/trabajos6/calde/calde.shtmlhttp://www.monografias.com/trabajos6/calde/calde.shtmlhttp://www.monografias.com/trabajos6/calde/calde.shtmlhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.bulltek.com/Spanish_Site/ISO%209000%20INTRODUCCION/ISO%209000_FAQ_Spanish/ISO_Historia/iso_historia.htmlhttp://www.pilar.com.ar/industrias/temasgenerales/normas.htmhttp://www.monografias.com/trabajos37/procesadora-frutas/procesadora-frutas4.shtml
8/17/2019 Concentrado de Frutas
50/66
30. http://pdf.rincondelvago.com/normas-de-calidad_iso-9000.html
31. http://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdf
http://pdf.rincondelvago.com/normas-de-calidad_iso-9000.htmlhttp://pdf.rincondelvago.com/normas-de-calidad_iso-9000.htmlhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://www.uncp.edu.pe/Facultades/Industrias/descargas/FUNDAMENTOS%20DE%20MICROBIOLOGIA.pdfhttp://pdf.rincondelvago.com/normas-de-calidad_iso-9000.html
8/17/2019 Concentrado de Frutas
51/66
ANEXO 1MEDICION DE TEMPERATURA
PLANTA – BOGOTA
8/17/2019 Concentrado de Frutas
52/66
8/17/2019 Concentrado de Frutas
53/66
ANEXO 2 ESPECIFICACIONES DE PRODUCTO TERMINADO
8/17/2019 Concentrado de Frutas
54/66
CARACTERISTICAS DEL PRODUCTOPRODUCTO: CONCENTRADO PARA PREPARAR REFRESCO DE
MANDARINA
CARACTERISTICAS MICROBIOLOGICASCARACTERISTICA UNIDAD
ESPECIFICACIONEQUIPO/METODO
(1)
Recuento total de microorganismos aeróbicosmesófilos
UFC/ml ≤ 300 -
Coliformes totales y fecales ---- Ausencia -
Recuento de mohos y levaduras UFC/ml ≤ 100 -
CARACTERISTICAS ORGANOLEPTICASCARACTERISTICA ESPECIFICACION EQUIPO/METODOColor, aroma y sabor Característico a Mandarina Análisis sensorial
Aspecto Líquido viscoso Análisis sensorial
CARACTERÍSTICAS FISICO – QUÍMICAS (medidas a 20 º C)CARACTERISTICA UNIDAD ESPECIFICACION EQUIPO/METODOGrados Brix °B 47,0 – 50,0 Refractómetro
Acidez (como % de ácido cítrico) % 1,4 – 1,8 Titulación Potenciométrica
pH Unidades de pH 2,9 – 3,3 Potenciómetro
8/17/2019 Concentrado de Frutas
55/66
ANEXO 3 PCC DE LA ELABORACIÓN DE JUGOS
8/17/2019 Concentrado de Frutas
56/66
8/17/2019 Concentrado de Frutas
57/66
8/17/2019 Concentrado de Frutas
58/66
ANEXO 4RECOPILACIÓN DE RESULTADOS DE CAMPO
8/17/2019 Concentrado de Frutas
59/66
ANÁLISIS FISICOQUÍMICOS Y MICROBIOLOGICOS BOGOTA
FECHA DEPRODUCCION
FECHA DEVENCIMIENTO
PRODUCTO PRESENTACION LOTE°
BrixACIDEZ(% cítrico)
pHMESOFIL.AEROBIO
UFC / g
MOHOS YLEVADURAS
UFC/g
COLIFORMESTOTALES YFECALES
12/03/08 V-02/05/08Concentrado de
MaracuyáBolsa * 2 kg
20 48.5 2.478% 2.73 0 40 0
12/03/08 V-21/05/08 Néctar de Mora Garrafa * 3.8L 32 12.6 0.6156% 2.78 0 0 0
12/03/08 V-14/04/08Jugo Comercial
de Naranja
Garrafa * 3.8L 29 12.5 0.614% 3.33 0 0 0
12/03/08 V-28/04/08Jugo Comercial
de NaranjaGarrafa * 3.8L 37 12.4 0.674% 3.29 0 0 0
13/03/08 V-27/07/08Concentrado de
NaranjaGarrafa * 4.5kg 35 48.36 2.261% 2.99 0 0 0
13/03/08 V-31/07/08Concentrado de
MoraGarrafa * 4.3kg 39 50.9 2.29% 2.88 0 0 0
13/03/08 V-01/06/08Concentrado de
MaracuyáGarrafa *
4.3kg41 48.86 2.465% 2.90 0 0 0
13/03/08 V-30/07/08Concentrado de
MandarinaGarrafa * 4.5kg 38 48.53 1.591% 3.18 0 0 0
13/03/08 V-14/05/08Concentrado de
MandarinaBolsa * 2kg
28 48.3 1.655% 3.16 0 0 0
14/03/08 V-30/04/08 Concentrado deNaranja Bolsa * 2kg 17 48.6 NO NO 0 0 0
14/03/08 V-18/04/08Concentrado de
MangoBolsa * 2kg
09 47.3 NO NO 150 0 0
14/03/08 V-11/05/08Concentrado de
MoraBolsa * 2kg
26 50.5 NO NO 0 0 0
14/03/08 V-30/04/08Concentrado de
NaranjaBolsa * 2kg
17 48.63 NO NO 0 0 0
8/17/2019 Concentrado de Frutas
60/66
ANALIS DE MUESTRAS FERMENTADAS 2008
FECHA DE
PRODUCCION
FECHA DE
VENCIMIENTO
FECHA DE
ANALISIS PRODUCTO
PRESENT
ACION LOTE
°
Brix
ACIDEZ
(%cítrico) pH
MESOFILOS
AEROBIOSUFC / g
MOHOS Y LEVADURAS
UFC/g
COLIFORMES
TOTALES YFECALES
25/10/07 V-22/03/08 18/03/08Concentrado de
MandarinaGarrafa *
4.5 kg563 49.2 1.50% 3.23 0 16000 0
25/10/07 V. 22/01/08 23/01/08 Concentr ado deMandarina
Bolsa *2 kg
563 NO NO NO 50 < 16000 0
8/17/2019 Concentrado de Frutas
61/66
CERTIFICADO DE CALIDAD
CARACTERISTICAS FISICOQUIMICAS Y MICROBIOLOGICAS
FECHA DEPRODUCCION
PRODUCTOPRESENTACION
LOTE°
Brix
ACIDEZ(%
cítrico)pH
MESOFILOS AEROBIOS
UFC / mL
MOHOSUFC / mL
LEVADURASUFC / mL
COLIFORMESTOTALES YFECALES
25 de Octubrede 2007
Concentradode Mandarina
Bolsa *2 kg
563 48 1.73 3.27 50
8/17/2019 Concentrado de Frutas
62/66
ESTUDIO HECHO DE TRAZABILIDAD – II SEMESTRE 2007
Ausencia de defectos sensoriales en los concentrados reconstituidos: Cumple especificaciones
SOCIO COMERCIALCONCENTRADO DE
MARACUYA
RECONSTITUIDO
CONCENTRADO DEMANGO
RECOSTITUIDO
CONCENTRADO DEMANDARINA SIN
RECONSTITUIR
CONCENTRADO DEMORA
RECONSTITUIDO
CONCENTRADO DENARANJA
RECONSTITUIDO
LOTE537
V-30/11/07521
V-04/11/07539
V-08/12/07530
V-22/11/07532
V-25/11/07
ALIMECO10.4
GRADOSBRIX
10.4GRADOS
BRIX
48.6GRADOS
BRIX
LOTE541
V-08/12/07530
V-22/11/07 532
V-25/11/07
SANDWICHES YEMPAREADOS 10.4GRADOSBRIX
10.2GRADOS
BRIX
11.2GRADOS
BRIX
8/17/2019 Concentrado de Frutas
63/66
CONCENTRADO DE MANDARINA SIN RECOSTITUIR
GRADOS BRIX A LO LARGO DE LA CADENA LOGISTICA
Cumple Especificaciones
PRODUCTO PLANTA CEDI BOGOTA SOCIO COMERCIAL
LOTE 539V-08/12/07
48.6GRADOS
BRIX
48.6GRADOS
BRIX
48.6GRADOS
BRIX
8/17/2019 Concentrado de Frutas
64/66
No
1
23
4
5
6
7
8
9
10
11
BANWART GEORGE J., (1982), Microbiología Básica de los Alimentos,Barcelona, Ediciones Bellaterra. 464p.
OBJETIVOS ESPECIFICOS
Señalar aspectos importantes a tener en cuenta de las BPM en el proceso
productivo del concentrado de mandarina Identificar los PCC mediante el
análisis de riesgos y peligros de la cadena logística del concentrado de
mandarina que afectan la calidad de el producto. Destacar que aportes de la
ISO contribuirían a tener un sistema de mejor desempeño
BAMFORTH. C.W., (2005), Alimentos, fermentación y microorganismos.Editorial Acribia, Zaragoza España
The work analyzes a problem of deterioration of the fruit concentrate. We
identify the process operations from the exit from the plant to the arrival to
the wholesaler clients and wee analyze the conditions that can give raise to
a low quality product. With the information available , we identify aspects to
be taken into account taking as reference the BPMs. and control along the
complete process demands complementary systems such as a HACCP. On
the other hand, based on the ISO 9001 Quality System, the BPM and
HACCP systems are combined and articulated. Finally, some conclusions
are established and recommendations are suggested for solving the causes
of the program.
DEFINIR QUE APORTES DAN LOS SISTEMAS DE GESTION BPM,HACCP PARA DIMINUIR LOS INCONVENIENTES DEL PRODUCTO
CONCENTRADO DE MANDARINA Y COMO LA ISO 9000 ACOGE ESTOSDOS SISTEMAS.
ARANGO, Luz Marina y ROMERO, Jairo.(1992). El Código de BuenasPrácticas de Manufactura y otras normas sobre protección de Alimentos.Bogotá
PALABRAS CLAVES ODESCRIPTORES
SECTOR ECONOMICO AL QUEPERTENECE EL PROYECTO
TIPO DE INVESTIGACION
JUGOS - CONCENTRADOS -FRUTAS - LEVADURAS - INOCUIDAD -MANIPULACION - RIESGO LOGISTICA. - BPM - HACCP - ISO 9000
SECTOR ALIMENTOS
TEORICO - PRACTICO : ESTUDIO DE CASO
OBJETIVO GENERAL
AUTOR
AÑO Y MES
NOMBRE DEL ASESOR
CADENA LOGISTICA DEL CONCENTRADO DE FRUTAS SABORMANDARINA DESDE SU DESPACHO EN PLANTA HASTA CLIENTES
MAYORISTAS UBICADOS EN BOGOTAZAYRA ISLENA LA ROTTA PINEDA
29 DE AGOSTO DE 2008
LUIS ALEJANDRO RODRIGUEZ RAMIREZ
BELLO, G.J., (2000), Ciencia Bromatológica, Principios generales de losalimentos, Editorial Díaz Santos, S.A.BOLIVAR, A., (2001), Experiencias de implementación de un proceso deISO 9000 y BPM. Conferencia. Marzo.UIS.BRAVO, M.F., (2002), El manejo Higiénico de los alimentos, Guía para la
obtención del distintivo H. 1a
edición Editorial Limusa, Grupo Noriega Editores.
México D.F. pp. 47-77, 109-111.
BRUCHMANN, E.E., (1980), Bioquímica Técnica, Química Alimentaría, delas Fermentaciónes y Agrícola. Editorial, Acribia. España
VARIABLES DESCRIPCION DE LA VARIABLE
NOMBRE DEL POSGRADO ESPECIALIZACION EN GERENCIA DE PROUCCION Y OPERACIONES
DESCRIPCION O ABSTRACT
TITULO DEL PROYECTO
CHARLEY, H., (2006), Tecnología de Alimentos, Procesos químicos yfísicos en la preparación de alimentos. Editorial Limusa, México D.FFRAZIER, W.C., y WESTHOFF, D.C., (1993), Microbiología de los
Alimentos, 4a edición, Acribia., Zaragoza. pp. 16-62, 169-213.
8/17/2019 Concentrado de Frutas
65/66
http://www.pilar.com.ar/industrias/temasgenerales/normas.htm
http://www.monografias.com/trabajos6/calde/calde.shtml
13
14
,PROCESAMIENTO Y OPERACIONES QUE SE LLEVAN A CABO EN ELPR
Top Related