







Idiomas
Páginas
Jurídico

Curso de capacitación
P. Reyes / abril 2008
Tercera Semana
2
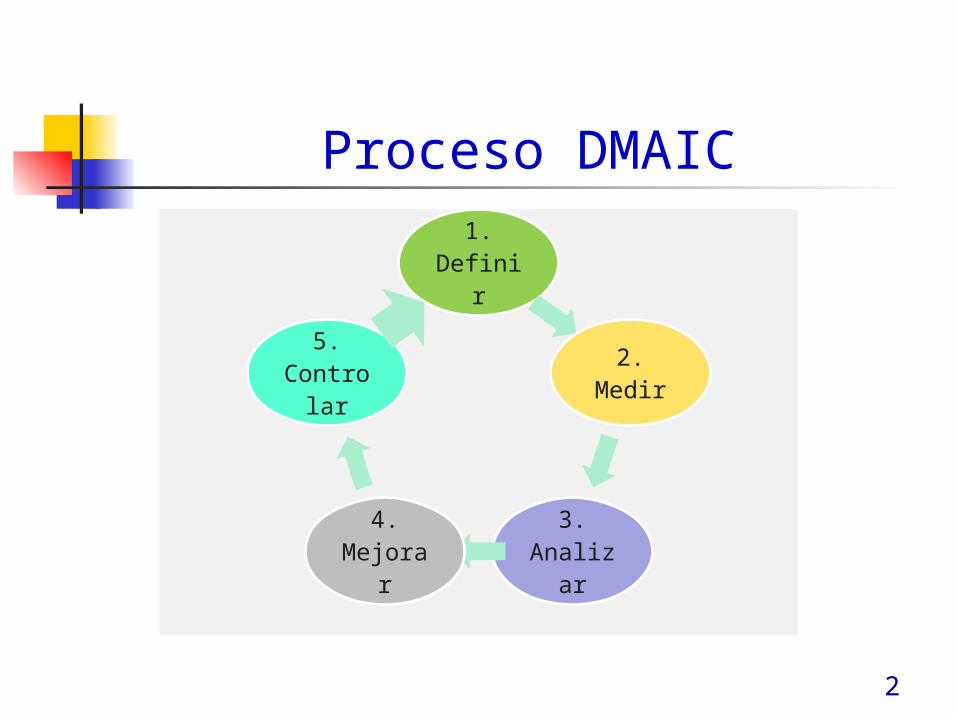
Proceso DMAIC
1. Definir
2. Medir
3. Analiza
r4.
Mejorar
5. Control
ar

3
Proceso DMAIC – Definición Metas de Definición
Para desarrollar y documentar el problema, el proceso y las demandas de los clientes.
Herramientas de Definición Charter Diagrama de Pareto SIPOC QFD / Casa de la Calidad Árbol de CTQ’s Diagrama de Afinidad.
Definir el Proyecto

4
Proceso DMAIC - Medición Metas de Medición
Determinar el desempeño actual de la línea de base, recolectar información para el análisis y establecer el problema
Herramientas de Medición Análisis de Sistemas de Medición Diagramas de Flujo/ Mapeo de Procesos Definiciones operacionales Gráficas de series de tiempo Cartas de control Sigma del Proceso Análisis de la capacidad del proceso Histogramas 5 puntos de vista
Determinar el problema

5
Proceso DMAIC – Análisis Metas de Análisis
Para convertir datos a información, encontrar las causas raíz y verificar la relación de causa – efecto
Herramientas de Análisis Diagramas Causa y efecto Diagramas de Árbol FMEA (Análisis de Modo de Falla y Efecto) Estratificación de datos Tramas de frecuencia estratificada Diagramas de dispersión Regresión y correlación Pruebas de Hipótesis DOE (Diseño de Experimentos)
Identificar las causas raíz

6
Proceso DMAIC – Mejora Metas de Mejora
Implementar cambios que atiendan a las causas raíz y verificar la mejora en el desempeño del proceso
Herramientas de Mejora DOE (diseño de experimentos) Tormenta de ideas Planeación de las actividades de implementación Planeación de los recursos y presupuesto FMEA (Análisis de Modo y Efecto de falla) Pruebas de Hipótesis Pruebas piloto PDCA (Planear, hacer, revisar, actuar)Hacer mejoras y verificar resultados

7
Proceso DMAIC – Control Metas de Control
Para asegurar que se mantengan las mejoras hechas a través de procedimientos estandarizados, entrenamiento y dispositivos A prueba de error (Poka Yokes).
Herramientas de control Controles visuales Poka – Yoke TPM (Mantenimiento Productivo Total) Estandarización Documentación Capacitación, capacitación y capacitación Administración y seguimiento de procesos CELEBRAR!!! Hágalo Permanente

Proceso DMAIC

9
Entregables de Definición Contrato de proyecto (Project Charter) Comprender los requerimientos del cliente Definir los límites del proceso

10
Medición
11
Análisis

12

13
DISEÑO DE EXPERIMENTOS

14
Enfoque del Análisis de Causas RaízObserva el proceso Observe el proceso “como es” usando datos históricos o
estudios especiales Gráficas de tiempo, Cartas de control, estratificación Estudios de Correlación usando análisis de regresión
Experimenta con el proceso Cambia el proceso en planeación y resultados de medición Use el Diseño de Experimentos ( para mas de un factor)

15
Experimentando con el Proceso Cuando se hacen cambios en el proceso, se tiene un
aprendizaje experimental. Un experimentador tiene una teoría sobre como funciona algo o
las causas que resultan en ciertos efectos El experimentador hace un plan, conduce las pruebas para
recolectar datos, después analiza los datos para comparar los resultados reales con la teoría
El experimentador modifica la teoría actual o desarrolla una nueva
Este proceso de Teoría– experimenta r– aprendizaje –teoría continúa

16
Enfoque Tradicional : Un factor a la vez
17
Un Factor a la Vez Problemas con este enfoque
Las causa de variación común, hace difícil decidir si una condición particular es mejor o no.
Analizar los resultados de varias combinaciones puede tornarse confuso para mas de cuatro variables, especialmente si algunas combinaciones se repiten y el resultado varia
Casi siempre el análisis se vuelve simple “ escoger al ganador” – una combinación de condiciones es recomendada sin conocer cual de las variables son realmente importantes

18
Cambiar muchos factores a la vez Los equipos casi siempre cambian factores del proceso al
mismo tiempo cuando ellos vienen con muchas ideas sobre como mejorar el proceso y quieren implementar tantas ideas como sea posible.

19
Cambiar muchos factores a la vez Problemas con este enfoque
No sabes cuales cambios en particular son responsables de los resultados
Se podría hacer algo que dañe los resultados Es imposible entender las consideraciones del costo – beneficio de
cada cambio individual
Comúnmente este enfoque se llama “implementando soluciones”, pero cada cambio de proceso no probado es realmente un experimento porque los resultados son desconocidos.
20
¿Por qué usar DOE? Con muchos de los análisis de datos, se observara que pasa en el
proceso sin intervenir Con DOE, se pueden cambiar los ajustes del proceso para ver el efecto
que tiene en la salida del proceso DOE se refiere a la forma estructurada de cambio de ajustes de
manera que se pueda estudiar los efectos de cambiar ajustes múltiples de manera simultanea
Esto permite explorar efectivamente y eficientemente la relación entre las múltiples variables de proceso (X’s) y las salidas o variables de desempeño (Y’s).
Identifica las fuentes “pocas vitales” de variación (X`s) Aquellas que tienen mayor impacto en el resultado Cuantifica los efector de las X’s importantes, incluyendo sus interacciones Predice cuanto se gana o pierde como resultado de los cambios en las
condiciones del proceso

21
6 Fases de un Experimento1. Planear
Metas , Problema y recursos
2. Diseñar Controles, instrucciones y planes
3. Implementar Organizar, dirigir, controlar, monitorear
4. Proceso Revisar, editar, tabular
5. Interpretación Análisis estadístico, cálculos
6. Evaluación Evaluar la efectividad del estudio relativo a las metas

22
Pasos del DOE Información de antecedentes del problema Identificar respuestas, factores y niveles de
factores Seleccionar un diseño Recolectar datos Analizar datos Dibujar, verificar y reportar conclusiones Implementar recomendaciones

23
Enfoque factorial para Diseñar Experimentos
Cambios en muchos factores (variables) simultáneamente, no a uno a la vez.
Empezar con sólo 2 condicione por cada factor Considerar todas las posibles combinaciones de las
condiciones de los factores Probar todas las combinaciones o un subconjunto
cuidadosamente seleccionado de estas Maneja fácilmente las variaciones comunes y las usa para
determinar que factores son importantes La replicación de las prueba ayuda a medir la variación de
causas comunes Es fácil de analizar

24
Términos DOE Factores (X’s)
Variables del proceso que se quieren estudiar Ejemplos: compuesto; velocidad de línea
Respuestas Observaciones del experimento
Condiciones del factor Niveles que se quieren probar para cada factor (solo 2 por ahora)
Corrida También se llama experimento o prueba Es un conjunto de condiciones de factores probadas en el
experimento Notación
Usa “-” y “+” para designar las dos condiciones para cada factor También llamado los niveles bajos y altos La condición actual es “-” y la nueva es “+”
25
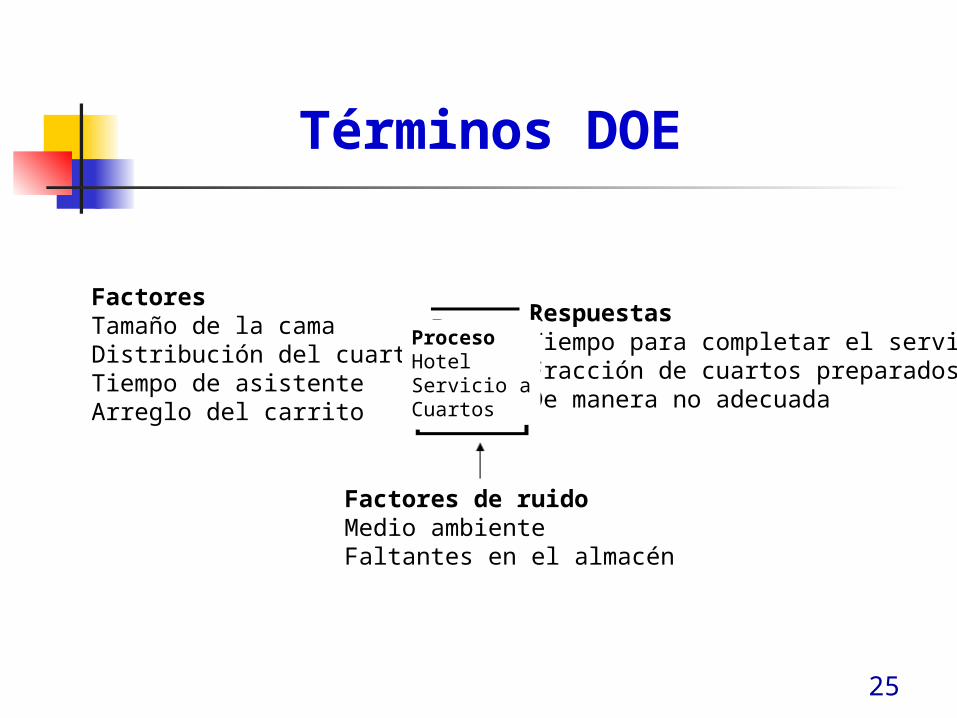
Términos DOE
FactoresTamaño de la camaDistribución del cuartoTiempo de asistenteArreglo del carrito
RespuestasTiempo para completar el servicioFracción de cuartos preparadosDe manera no adecuada
Factores de ruidoMedio ambienteFaltantes en el almacén
ProcesoHotelServicio aCuartos

26
DOE : Factorial Factorial completo incluye
todas las combinaciones posibles
Para 3 factores con 2 niveles, hay 2x2x2 = 8 combinaciones
2 x 2 x 2 es escrito 23. El 3 indica el numero de 2s multiplicados juntos.
Para 3 factores hay 23 = 8 posibles combinaciones de factores

27
Resumen: Diseño factorial 2K Experimentar con un factor a un tiempo no considera las
combinaciones de los factores Los diseños factoriales completos:
Prueba todas las combinaciones de condiciones de los factores Son fáciles de seguir por su patrón repetitivo Producen información de los efectos factoriales de 4 o más veces
la que produce un factor a la vez Pueden identificar y ayudar a comprender las interacciones entre
factores Son fáciles de analizar Pueden cuantificar las relaciones entre las X´s y las Y´s producen
una ecuación

28
Resumen: Diseño factorial 2K Los experimentos con 3 factores pueden ser
representados con un cubo
La desventaja de los diseños factoriales completos es que rápidamente se eleva su número de corridas
Para un experimento de dos niveles el número de corridas es 2K, donde K es el número de factores

29
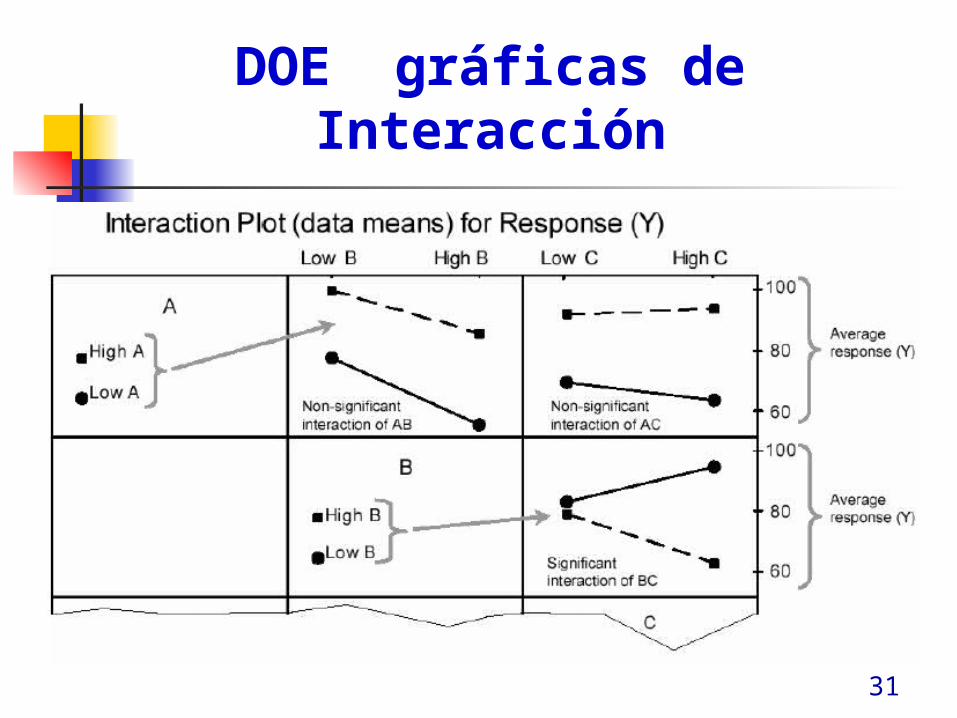
Interacciones
Las interacciones son importantes el efecto del factor A depende del factor B y C

30
DOE Gráfica de efectos principales
La línea punteada Indica media general
La gráfica de efectos principales es una forma eficiente de ver los cambios en el promedio de La respuesta (Y) con cada factor
31
DOE gráficas de Interacción

32
DOE gráfica de Cubo
Comparar las respuestas en las caras del cubo por los efectos de los factores- Izquierda a derecha – Efecto de A- Abajo a arriba – Efecto de B- De frente hacia atrás – Efecto de C

33
DOE Interpretación de Resultados

34
Enfoque Factorial (2k)
Muchos factores impactan potencialmente la calidad del proceso/producto
La estrategia factorial es un enfoque eficiente para experimentación Cuando los factores son investigados a dos niveles el numero de
experimentos es 2K

35
DOE: Factoriales completos La información está disponible para todos
Efectos principales (p.e. A, B, C) Interacciones
Dos factores (p.e. AB, BC, BC) Interacciones de tres o mas factores (p.e. ABC,
ABCDE)
Cuando hay muchos factores, el número de interacciones de alto orden se incrementan rápidamente. Aunque son despreciables.

36
DOE: Factoriales Fraccionados Se puede reducir el numero de corridas en un
experimento sacrificando la habilidad de obtener información de las interacciones de alto orden
Los Diseños Factoriales Fraccionados pueden ser escogidos con la combinación del factor correcto para producir información de efectos principal es e interacciones de dos – factores

37
Interpretación de diseños fraccionales
Cualquiera que pase la línea punteada se dice que tiene un efecto significativo – ya sean factores o sus interacciones

38
Diseños de filtraje ¿Qué es un diseño de filtraje?
Estudia los efectos principales de un gran numero de factores
Cuenta con el mismo numero de corridas como factores
Dicen menos en relación a las interacciones Son muy útiles en primeras etapas de la investigación
cuando se decide ir de una gran lista de factores que pueden afectar a la respuesta, a una lista pequeña de factores que realmente la afectan

39
Tipos Comunes de DOE Diseño fraccional de dos niveles de filtraje
Se usa para identificar las pocas X’s desde muchos factores potenciales Diseños factoriales completos o fraccionales 2K de alta resolución :
Usado para ayudar a un equipo a entender cómo actúan los factores principales juntos para influir en la respuesta
Diseño robusto o Diseños de Taguchi Usado para estudiar el efecto de los factores no solo en el promedio sino
en la variación de la respuesta Y Metodología de superficie de respuesta
Usado para determinar los ajustes óptimos para factores principales Operación Evolutiva (EVOP)
Se usa para experimentar en un proceso mientras “esta en línea”. Si los cambios en los niveles de factores se hacen dentro de los límites de especificación, siempre se cumple con los requerimientos de los clientes

40
Práctica de DOE Un proceso involucra un juego de cartas, con un clip,
lanzada en forma horizontal y en forma vertical, a la altura de la cintura o a la altura del hombro
El cliente requiere que la carta no caiga más allá de de 15” del objetivo, entre más cerca mejor
Recordar: Usar una sola persona para lanzar la carta Asegurar que la persona no cambia de lugar en cada lanzamiento Estar consciente de factores de ruido (ventana abierta, aire
acondicionado, etc.)

41
Práctica de DOE Colectar datos de la línea base Se hace el DOE para encontrar la mejor combinación de
factores Hacer una estimación de la mejor combinación de
factores antes de iniciar Realizar dos réplicas del experimento y hacer las corridas
aleatorias Usar los resultados para determinar la mejor combinación
de factores para el proceso Realizar una corrida de confirmación con los resultados
del DOE Colectar datos para confirmar la mejora con un estudio de
capacidad

42
KAIZEN

¿Qué es Kaizen? Kaizen es el proceso de:
Encontrar y eliminar desperdicio(muda) En el menor tiempo y al menor costo posible Una y otra vez
Kaizen requiere: Una mejora continua, gradual y consistente por parte de todos los
empleados.
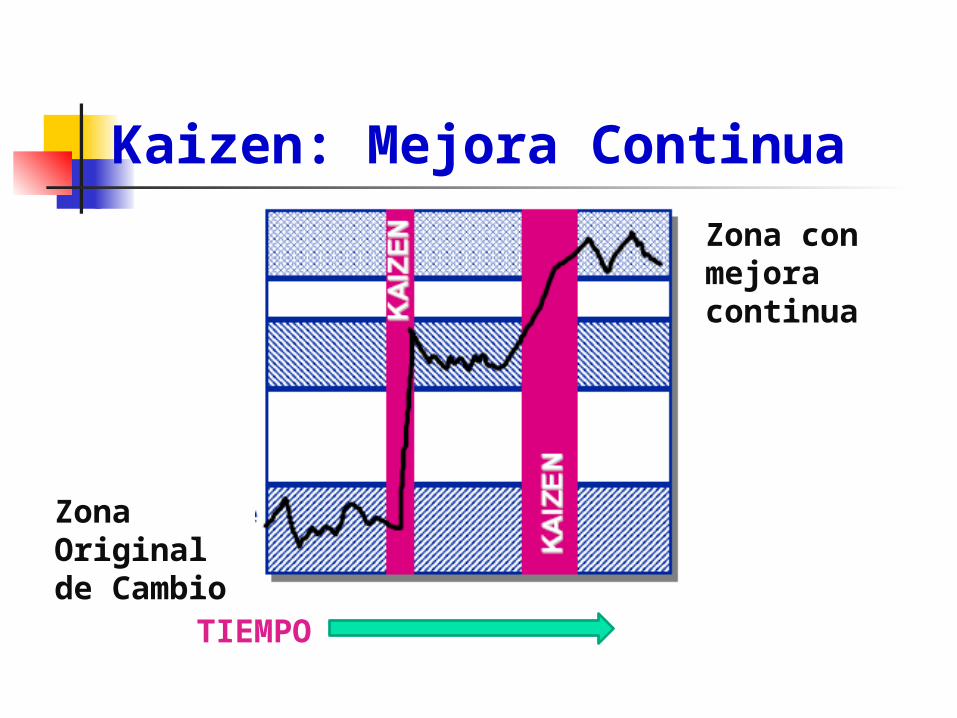
Kaizen: Mejora Continua
Zona Original de Cambio
Zona con mejora continua
TIEMPO
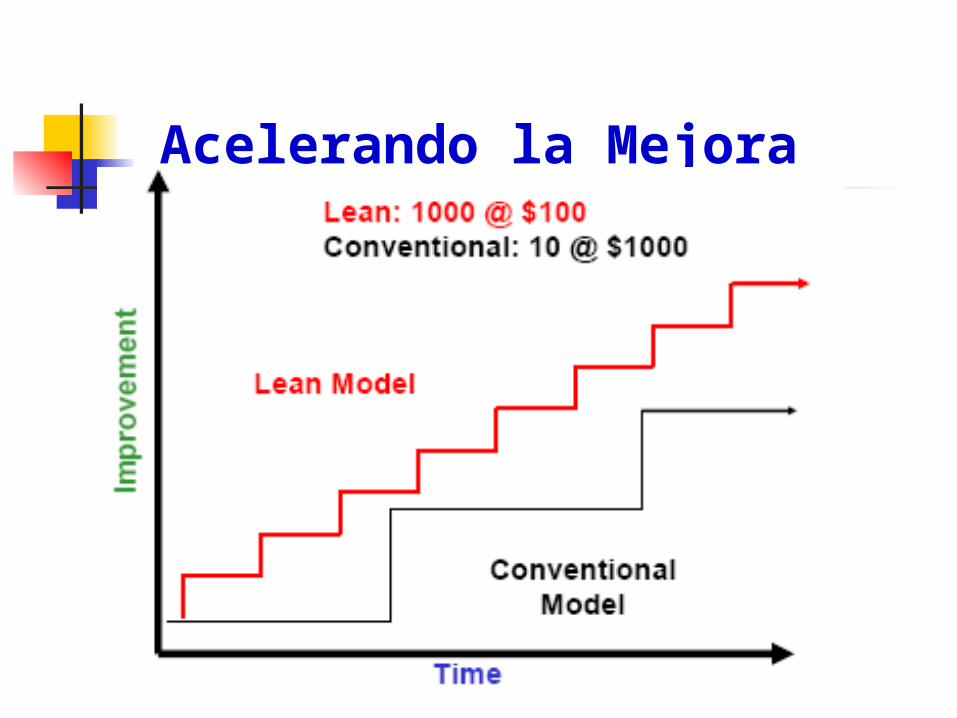
Acelerando la Mejora

46

47
Ejemplo Kaizen – Diseño de Estación de Trabajo
DespuésAntes
48
Oportunidades Kaizen Sistema de jalar – Suministros 5 ‘s – Oficina, área de producción
Ciclo de operación – Reducción de tiempos Mapas de proceso – Reportes / formatos
Tarjeta roja – Archiveros y disco duro Análisis de Causa y Efecto
Otros - TBD

49
GENERANDO SOLUCIONES

50
Modelo de Resolución de Problemas
1. Definir el
problema 2.
Análisis del
problema
3. Generar alternati
vas4. Selecció
n de solucion
es
5. Impleme
ntar solucion
es
6. Evaluar

51
Paso uno: Conciencia del Problema Los Problemas son desviaciones en las expectativas o
requisitos
Es importante: No reaccionar
Evitar no hacer nada
No suponer

52
Paso dos: Analizar Este paso requiere buscar información del problema o
determinar si vale la pena
Preguntas clave:
¿Qué sabemos sobre el problema?
¿Tenemos suficiente información para tomar una decisión?
¿Hay alguna perspectiva que podamos pasar por alto?

53
Paso tres: Definición del Problema Ser específico en la definición del problema Al definir el problema es de mucha ayuda describir la
situación deseada que se opone con la situación actual
Reglas para una clara definición del problema: Separar los problemas de los síntomas
Evita el sentimiento de culpa cuando identificas el problema, enfocarse en el problema no en la persona o personas.
Preguntar: ¿Qué es realmente importante?

54
Paso Cuatro: Generar Alternativas La solución obvia al problema no es
necesariamente la mejor solución
Una solución rápida puede no resolver la causa raíz
Las personas que resuelven los problemas necesitan considerar que un problema tiene una sola solución
55
Paso Cinco: Seleccionar la mejor solución
En este punto, se debe tomar una decisión específica en el proceso de resolución de problemas
Comparar el rango de generar alternativas en contra de los limitaciones especificas y riesgos
56
Paso Seis: Actúa y Evalúa La planeación debe proveer un nivel de detalle llamado
“especificaciones mínimas criticas”
NO PLANEE MAS DETALLE DE LO NECESARIOCinco preguntas que hacer: ¿Qué nuevos problemas puede crear esta solución? ¿Dónde están las dificultades potenciales? ¿Quién se vera afectado por esta solución: quien saldrá
beneficiado? ¿Cómo será introducida esta solución? ¿Cuándo es el mejor tiempo para implementar la
solución?
57
Paso Seis: Actuar y Evaluar Identificar a quien podría afectar la solución Vender el problema a aquellos individuos que afectara la
solución Involucrar a las personas clave es crítico para el éxito
En este paso final, se identifican las medidas de efectividad identificada
¿Cuáles son las medidas del éxito?

58
El facilitador apoya en: Asegurar que el problema es claro y entendible para todos Todos los miembros del equipo participan en el paso
actual Administra el tiempo para que todas las tareas sean
finalizadas en tiempo Asegúrese que todas las ideas sean guardadas con
precisión Resumir las conclusiones del equipo con base en el
consenso del equipo y las tareas específicas asignadas

59
Tormenta de Ideas

60
Guía para la Tormenta de Ideas Lista las ideas donde puedan ser vistas
No juzgar o evaluar ideas
Pasar es aceptable
Se motiva a construir sobre las ideas de otros

61
Pasos para la Tormenta de Ideas1. Acuerdo con el tema y pregunta
2. Generación de ideas
3. Registrar ideas
4. Agotamiento de ideas
5. Revisar la lista de ideas
62
Brainwrite

63
Brainwrite Brainwrite es una técnica que ayuda a:
Construye las ideas de otros Extiende el proceso de la tormenta de ideas
Pasos del Brainwrite: Distribuir o poner materiales Permitir a otros dar nuevas ideas por medio de la
revisión de materiales Creatividad a nuevas ideas Repetir el proceso

64
DIAGRAMA DE AFINIDAD
65
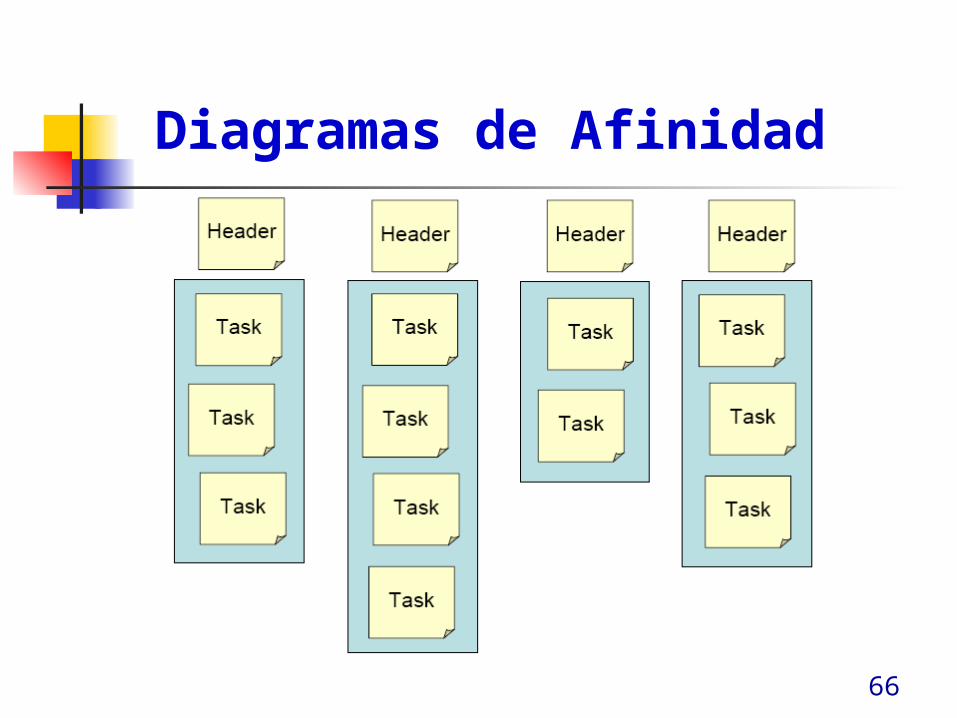
Diagrama de Afinidad Pueden ser usados para organizar tareas
potenciales para una solución en grupos.Pasos para el Diagrama de Afinidad:1. Identificar la meta de la solución final2. Tareas de tormentas de ideas escribiendo en
Post-it3. Seleccionar ideas en grupos (temas
comunes)4. Crear un resumen en tarjetas para cada
grupo
66
Diagramas de Afinidad

67
Creando un Diagrama de Afinidad

68
DIAGRAMA DE ÁRBOL

69
Diagramas de Árbol Los diagramas de árbol pueden ser usados para identificar
y mapear detalladamente las tareas para la solución:.
Pasos para el Diagrama de Árbol:
1 . Identificar la meta global2. Identificar los medios para lograr las metas 3. Identificar las tareas especificas para lograr los
medios4. Revisar para asignar tareas

70
Ejemplo de Diagramas de Árbol
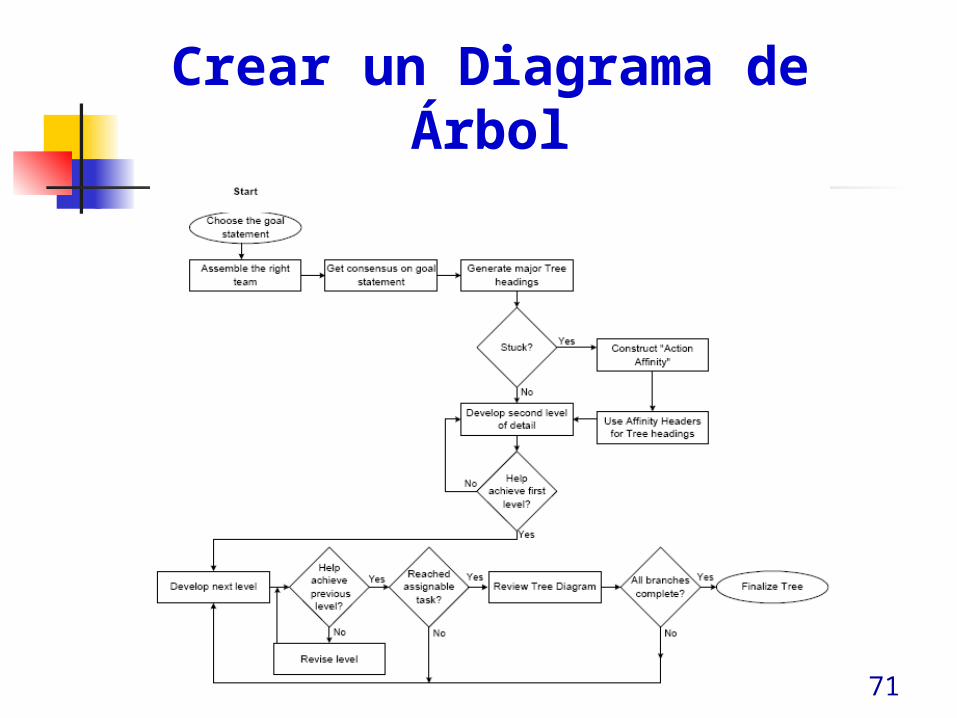
71
Crear un Diagrama de Árbol

72
Análisis del Campo de Fuerza El análisis del campo de fuerza es una técnica usada para
identificar las fuerzas positivas o negativas empujando u oponiendose el cambio recomendado
Pasos para el Análisis del Campo de Fuerza:
1. Determinar el estado ideal2. Tormentas de ideas de fuerzas3. Asignar ponderación4. Determinar controlabilidad5. Analizar las fuerzas cambiables

73
Análisis del Campo de Fuerza
¿Cómo podemos llegar al estado a futuro
Estado actual Estado futuro

74
ANÁLISIS DEL MODO Y EFECTO DE FALLA - FMEA
75
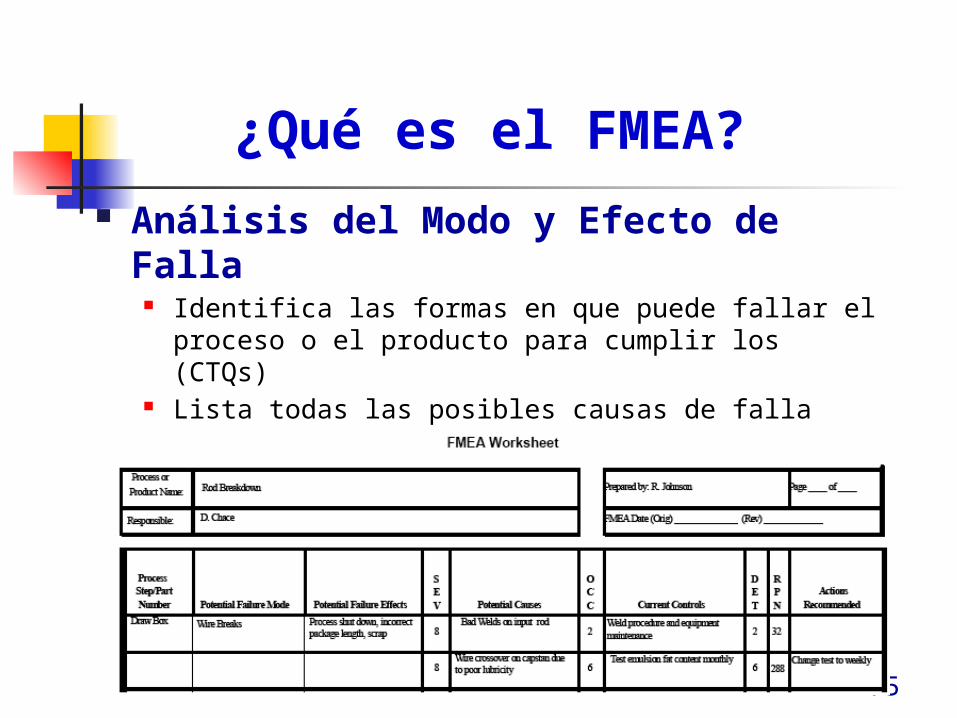
¿Qué es el FMEA? Análisis del Modo y Efecto de Falla
Identifica las formas en que puede fallar el proceso o el producto para cumplir los (CTQs)
Lista todas las posibles causas de falla (CTPs) Es una herramienta que permite al equipo seguir y priorizar las
acciones

76
¿Cómo ayuda el FMEA? Requiere un procedimiento disciplinado para identificar y
documentar: Modos de falla o defectos potenciales relacionados con el
producto o el proceso Efectos potenciales con los clientes Causas potenciales en el proceso (falla de CTP’s) Formas de reducir los niveles de ocurrencia Formas para mejorar los medios de detección
Un FMEA provee al equipo de: Un análisis de Pareto categorizado en nivel de riesgo (NPR) Una lista prioritizada de acciones correctivas Un proceso de mejoramiento del sistema Un punto de partida para crear el Plan de Control

77
¿Cómo completar el FMEA? Haga un equipo que incluya:
Diseño Ensamble Manufactura Materiales Gestión de Calidad Suministros Responsable del área de la siguiente operación
Realizar un FMEA de acuerdo al proceso Enfocar al equipo en un área de estudio específica
(producto o procesos)
78
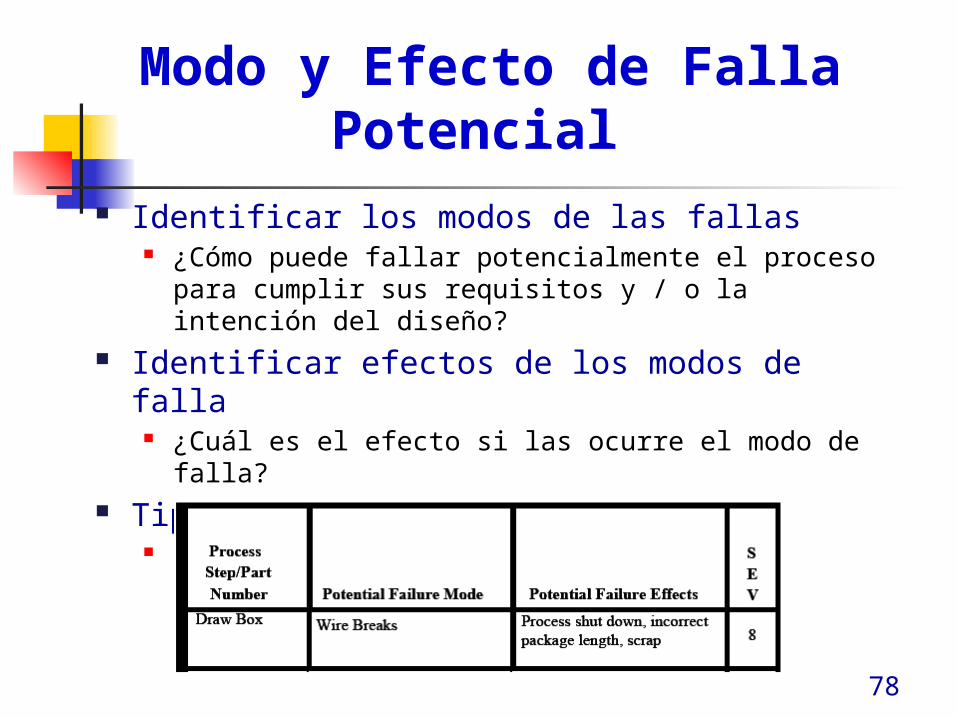
Modo y Efecto de Falla Potencial Identificar los modos de las fallas
¿Cómo puede fallar potencialmente el proceso para cumplir sus requisitos y / o la intención del diseño?
Identificar efectos de los modos de falla ¿Cuál es el efecto si las ocurre el modo de falla?
Tipos de severidad de los efectos Escala del 1 – 10 (donde 10 es la mas severa)

79
Modo de Falla Típicos Diámetro equivocado Espesor (min, max, prom) Excentricidad Concentricidad Elongación Longitud errónea Color erróneo Longitud Densidad, masa Espuma
Tamaño de celda, promedio, rango, porcentaje
80
Muestras de Efectos de Falla potenciales
Para el instalador o cliente final:
Estado en términos del desempeño del producto o del sistema
Apariencia deficiente Operación intermitente Ruido Interferencia cruzada Inoperable Impedancia
Próxima operación u operación subsecuente:
Estado en términos del desempeño del proceso y/u operación
Poner en peligro al operador No coincide Daños en el equipo Efecto en la velocidad de la
máquina Tipo incorrecto de congelante
81
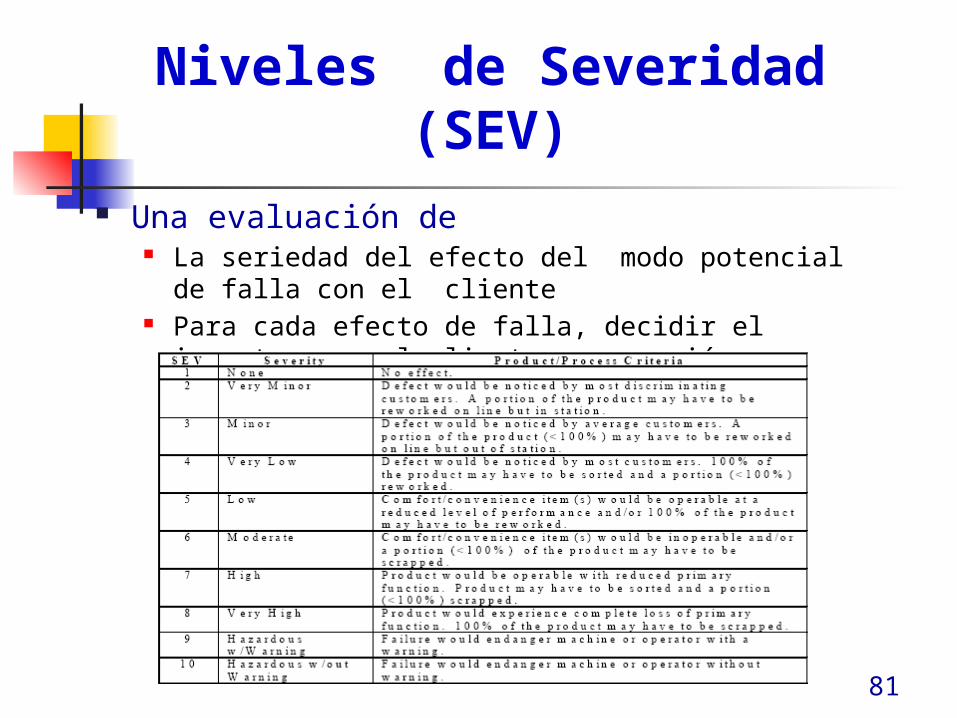
Niveles de Severidad (SEV) Una evaluación de
La seriedad del efecto del modo potencial de falla con el cliente Para cada efecto de falla, decidir el impacto para el cliente u
operación

82
Causas Potenciales Identificar las causas potenciales de los modos de falla
Describir como podría ocurrir la falla (en términos de que algo puede ser corregido o controlado)
Evaluar la probabilidad de ocurrencia para cada causa Escala de 1 – 10 ( teniendo a 10 como la probabilidad de
ocurrencia más alta)

83
FMEA niveles de Ocurrencia Ocurrencia es que tan frecuentemente la causa específica
de falla o mecanismo se estima que ocurra Las tasas posibles de falla, están basados en el número de
fallas anticipadas durante el proceso de ejecución Uso de datos estadísticos para procesos similares
84
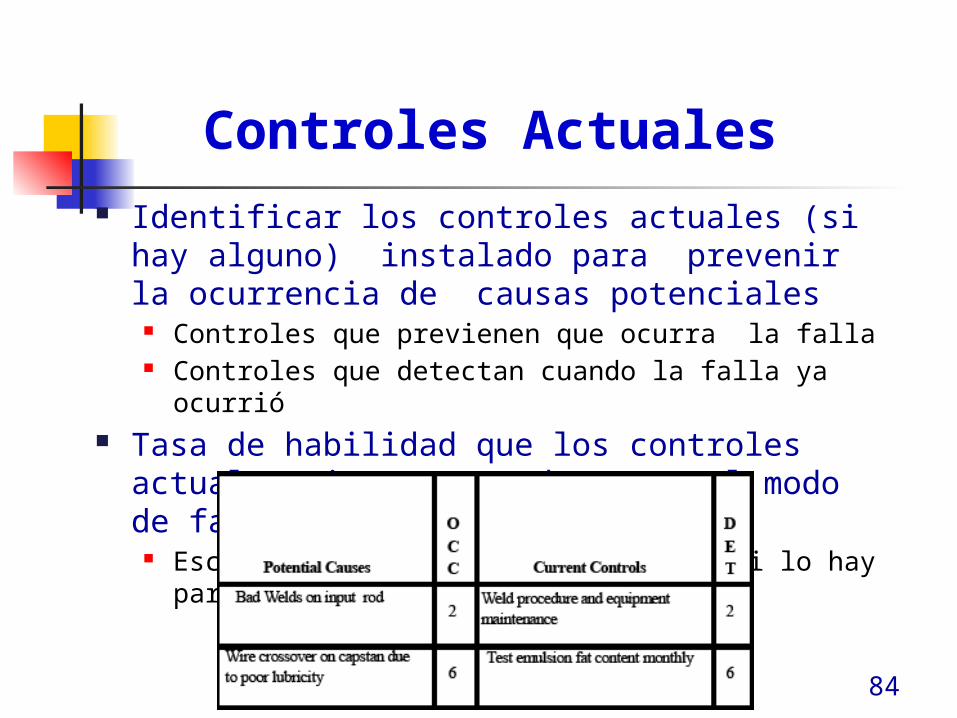
Controles Actuales Identificar los controles actuales (si hay alguno) instalado
para prevenir la ocurrencia de causas potenciales Controles que previenen que ocurra la falla Controles que detectan cuando la falla ya ocurrió
Tasa de habilidad que los controles actuales tienen para detectar el modo de falla
Escala de 1 – 9 (9 teniendo poco, si lo hay para detectar la falla)

85
Tipos de Detección Probabilidad de que el control del proceso detecte
subsecuentemente el modo de falla.

86
Calculo del RPN y Plan de Acción Calcula el valor RPN (numero de prioridad de riesgo)
Multiplica el SEV, OCC y DET para determinar el valor de RPN Se deben atender los números altos de RPN para tomar
acciones correctivas. Se recomienda indicar la persona responsable de la implementación y la fecha compromiso

87
Resultados de la Acción Después de la acción correctiva, poner un pequeño
resumen de los resultados en el bloque de “Acciones Tomadas”
Determinar el nuevo RPN Identificar las causas raíz con las acciones recomendadas

88
VERIFICANDO MEJORAS
89
Verificando Mejoras Una vez que las mejoras han sido identificadas e
implementadas, los resultados deben ser verificados usando datos del estado anterior y del estado posterior de la implementación.
Prueba de hipótesis Prueba t 2 muestras Prueba de igualdad de varianzas Prueba de 2 proporciones
Cartas de control estratificadas Sigma de Proceso Capacidad del Proceso Diagrama de Pareto

90
Antes y después Pruebas – t de 2 muestras

91
Prueba de igualdad de Varianzas

92
Cartas de Control Estratificada Las cartas de control pueden ser estratificadas para
mostrar procesos de control para diferentes “factores”

93
Cartas de Control Estratificada Resultados

94
Capacidad del Proceso y sigma del proceso
La capacidad del Proceso y las Sigmas del Proceso pueden ser recalculados para verificar mejoras:

95
Diagrama de Pareto Diagrama de Pareto del antes y después puede ser usada
para mostrar las mejoras:

96
Fase de Mejora
• Cambios implementados
• Resultados verificados

97
MANEJO DE CONFLICTO

98
Conflicto es . . .
Cualquier situacióndonde sus preocupaciones
o deseosdifieren de las de otra persona

99
Objetivos Ser más consiente del estilo propio de
conflicto Reconocer los estilos de conflicto de otros Evaluar las situaciones de conflicto Practique usando diferentes modos de
conflicto

100
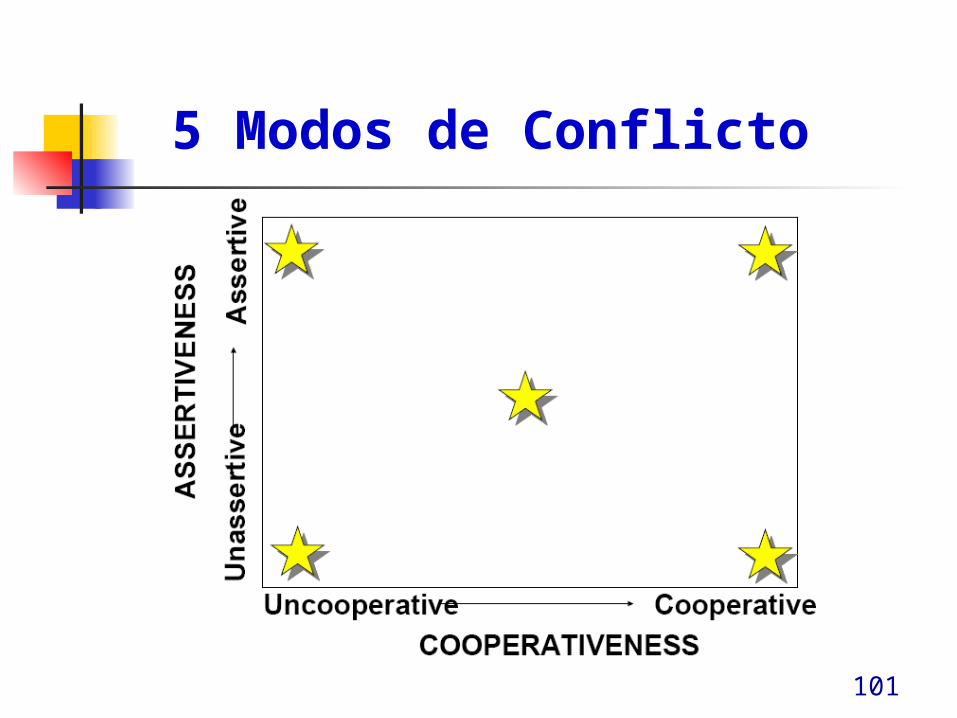
5 formas de lidiar con el conflicto
101
5 Modos de Conflicto
102
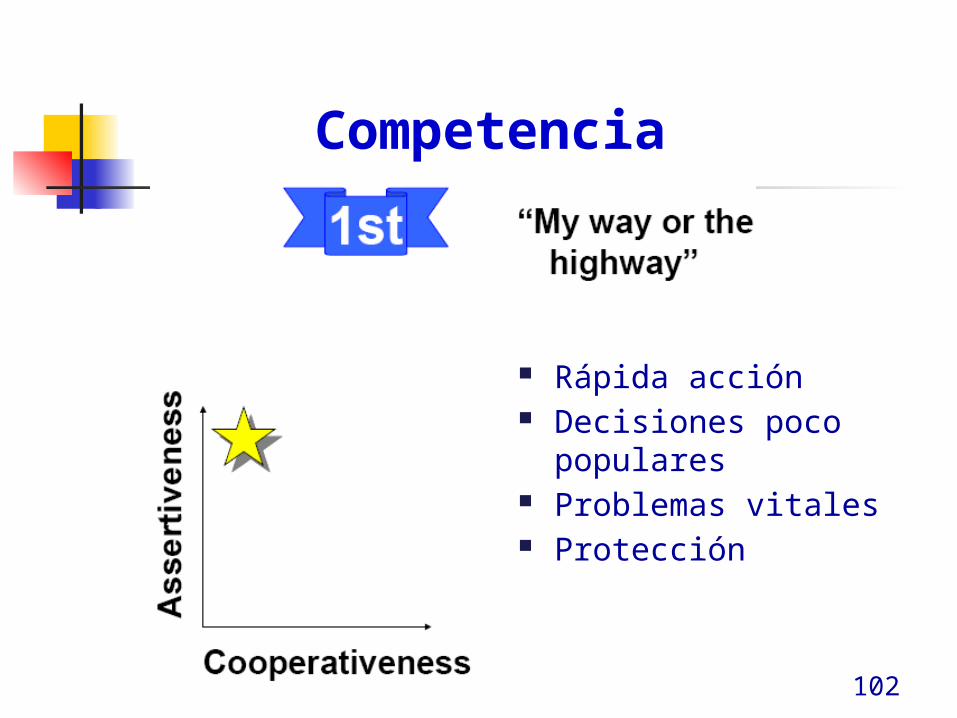
Competencia
Rápida acción Decisiones poco
populares Problemas vitales Protección

103
Habilidades de Competencia La habilidad para argumentar o debatir
La habilidad de usar el rango o influencia
Acertar en tus opiniones y sentimientos
Sostener tus motivos
Sostener tu posición claramente
104
Sobreuso de la Competencia Falta de retroalimentación
Reduce el aprendizaje
Baja delegación
Rodeados de “Si, señor”

105
Baja Competencia Influencia restringida
Indecisión
Actuar lentamente
Contribuciones mal hechas

106
Colaboración Soluciones integradas Aprendizaje Perspectiva de lo que pasa Adquirir compromiso Mejorando relaciones
“Dos cabezas
son mejor que una”

107
Habilidades de Colaboración
Soluciones integradas
Aprendizaje
Perspectiva de lo que pasa
Adquirir compromiso
Mejorando relaciones
108
Sobreuso de la Colaboración
Mucho tiempo en asuntos triviales
Responsabilidad Difusa
Otros pueden tomar ventaja
Sobrecarga de trabajo

109
Uso mínimo de Colaboración Ganancias mutuas desfavorecidas
Falta de compromiso
Baja delegación
Perdida de la Innovación
110
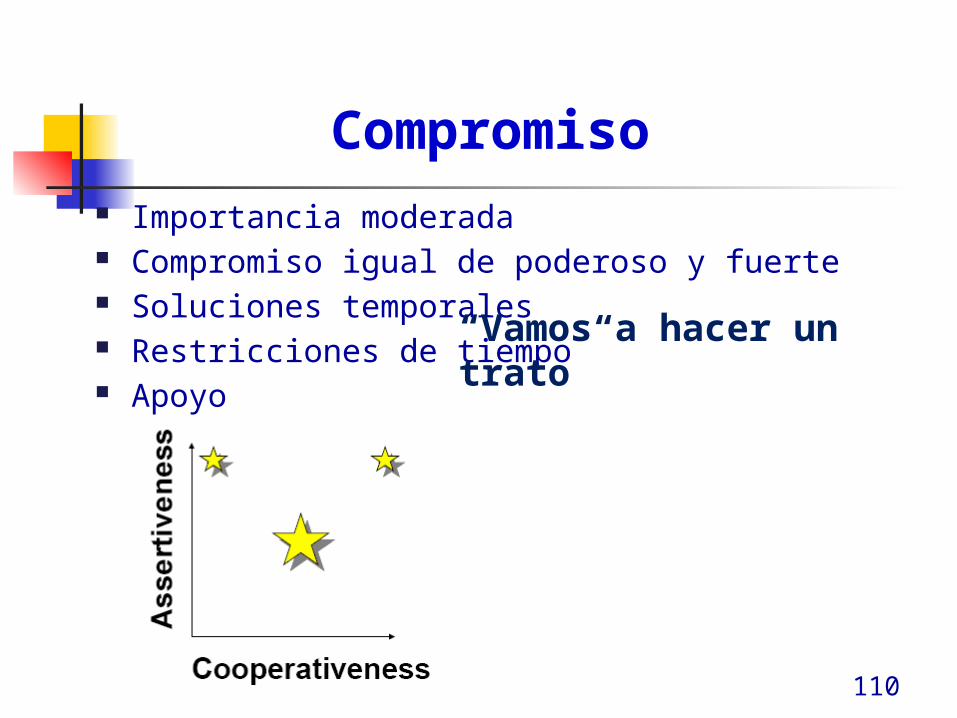
Compromiso Importancia moderada Compromiso igual de poderoso y fuerte Soluciones temporales Restricciones de tiempo Apoyo
“Vamos a hacer un trato”

111
Habilidades del Compromiso Negociación
Encontrar el balance
Hacer concesiones
Evaluar el valor

112
Abuso del Compromiso Perder la visión panorámica / metas de largo plazo
Falta de valores / confianza
Clima Escéptico

113
Uso mínimo del Compromiso Confrontaciones innecesarias
Luchas de Poder frecuentes
Negociaciones no efectivas

114
Evasión Problemas no tan importantes Reducir tensiones Comprar tiempo Bajo poder Permitiendo a otros Problemas sintomáticos
“Pensaré en eso mañana”

115
Habilidades de Evasión Habilidad para retirarse
Evadir
Sentido del Tiempo
Capacidad para dejar las cosas sin resolver

116
Abuso de Evasión Falta de autoanálisis
Decisiones predeterminadas
Atascarse en problemas
Clima Cauteloso

117
Uso mínimo de Evasión Hostilidad / lastimar sentimientos
Muchas Causas
Falta de Delegación / Prioridades

118
Acomodarse Mostrar razonamiento Desarrollar desempeño Crear buena voluntad Mantener la Paz Retirarse Poca Importancia
“Será un gran placer”

119
Habilidades de Acomodarse Hacer realidad tus deseos
Desinterés
Obedecer a los demás
Habilidad de ceder
120
Abuso de Acomodarse Los Ideales tienen poca atención
Influencia Restringida
Pérdida de Contribución
Anarquía
121
Poco uso de Acomodar Falta de Relación
Moral baja
Excepciones no reconocidas
No saber Ceder

122
Control

123
5 S

124
5S - Orden Organizar - deshacerse de lo que no es necesario
¿Cuáles son los beneficios de ordenar?
Método de Tarjetas Rojas

125
5S – Organizar (Poner en orden)
Organizar – ordenar e identificar para facilitar el uso
¿Cuáles son los beneficios de organizar?

126
5S - Limpieza Limpieza diaria es básico
¿Cuáles son los beneficios de la limpieza?

127
5S - Estandarizar Eliminar la variación y estandarizar los métodos
¿Cuáles son los beneficios de la Estandarización?

128
5S – Mantenimiento Disciplina para planear y programar
¿Cuáles son los beneficios del Mantenimiento?
129
5S Muestran el “Lugar de Trabajo Escondido”
Orden (Sort) Eliminar lo innecesario
Organización (Straighten) Arreglar e identificar para facilitar el uso
Limpieza (Shine) Diaria
Estandarización (Standatize) Eliminar la variación y estandarizar los métodos
Mantenimiento (Sustain) Disciplina en planes y programas
¿Cómo se pueden aplicar las 5S en tu trabajo?

130
TPM
131
¿Qué es TPM?
Mantenimiento productivo total(Total Productive Maintenance)
Para la mejora continua de la operación del equipo y sistemas a través de las actividades de mantenimiento proactivo
¿Qué significa esto para usted?

132
¿El TPM es costoso?

133
Ejemplo: Programa PM

134
CONTROLES VISUALES

135
Controles Visuales Siempre que sea posible tratar de encontrar los sistemas
visuales para mantener los cambios Ejemplos de controles visuales
Pegar métricas (diagramas de Pareto, semáforos, cartas de tendencia)
Contenedores de colores con código, charolas Poner niveles min / máx. Ubicación de materiales/ herramientas (5S)
Los sistemas visuales hacen mucho más fácil determinar el camino correcto para hacer o identificar algo cuando algo esta fuera de lugar.
¿Cuáles son algunos ejemplos de controles visuales en su área?

136
Tipos de Controles Visuales Información de seguridad y salud Identificación de personas, lugares y cosas Procedimientos de trabajo y métodos Estándares de Calidad, instrucciones, resultados Visibilidad del status Visibilidad del problema Programación Comunicación

137
Ejemplos de Controles Visuales Pizarrones Luces de status Señales de inventario Contenedores Retornables Pizarrones con métricas Cartas Kanban
¿Cuáles son los ejemplos específicos de controles visuales que haya visto?

138
POKA - YOKE

139
Tipos de Poka – Yoke Poka – Yokes son dispositivos o métodos que hacen un
proceso “A prueba de error” o “A prueba de equivocaciones”
DISPOSITIVOS DE PREVENCIÓN &
DISPOSITIVOS DE DETECCIÓN
LOS DISPOSITIVOS POKA – YOKE CAEN EN DOS GRANDES CATEGORÍAS:

140
Dispositivos de Prevención Este dispositivo hace que sea imposible cometer un error
Ejemplo: un disco de 3 ½ el diseño hace imposible insertarlo en un lugar que no le corresponde
¿Otros ejemplos de los dispositivos de prevención?

141
Dispositivos de Detección Dispositivo de detección señala al usuario cuando ha
sucedido un error o puede ser cometido
Ejemplo: un carro te avisa cuando las llaves se quedan pegadas en el arranque advirtiéndote que no vayas a dejar las llaves dentro del carro
¿Qué otros ejemplos hay de detección?

142
Ejemplo de Poka – Yokes PREVENIREl horno no inicia si la puerta está abierta
DETECTAREl horno detecta cuando la puerta está abierta
PARAREl horno se apaga si la puerta es abierta

143
Ejemplo: Poka – Yokes
DETECCIÓNLa computadora suena cuando se introduce un comando no válido pero no evita que el usuario ejecute un comando erróneo
PREVENCIÓNLa computadora no permite que se introduzcan ciertos caracteres en campos específicos (v. gr. No números)

144
Dispositivos de Prevención Método de contacto: poner incorrectamente una pieza de
trabajoAntes de la mejora Después de la mejora

145
Ejemplo de Prevención Las mangueras de las bombas de Diesel son mas largas
que los agujeros de los tanques de gas en los motores de gasolina
PREVENCIÓN Esto previene poner el diesel en los motores de gas y
viceversa

146
Ejemplo de PrevenciónLos carros tienen un apagador automático de las luces
PREVENCIÓNEsto previene muchas baterías muertas

147
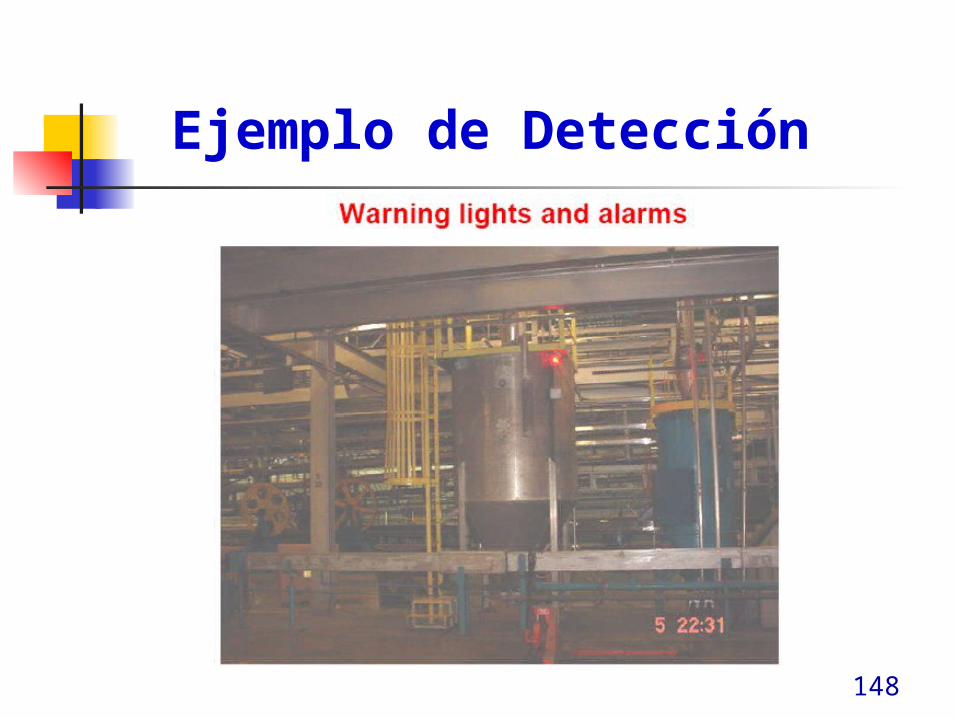
Ejemplo de Detección
148
Ejemplo de Detección

149
Ejemplo de Detección

150
8 Principios Basicos de Mejora para Poka – Yokes
1. Construir Calidad en los procesos2. Todos los errores inadvertidos y defectos pueden ser
eliminados3. Dejar de hacerlo mal y empezar ha hacerlo bien!!4. No pienses en excusas, piensa en como poder hacerlo
bien5. Un 60%de éxito es muy bueno – implementa tu idea
hoy!!6. Errores y defectos pueden reducir a cero cuando todos
trabajen juntos para eliminarlos7. Diez cabezas son mejores que UNA!!!8. Busca una verdadera causa, usando las 5W y una H

151
Comienzo Simple
Las fundas de plástico de los cassette son
frecuentemente rayadas cuando el
desarmador se resbala de la ranura
causando un retrabajo y/o
defectos
¿Cómo se puede prevenir esto?

152
Con Soluciones Simples
¿Cabeza de Phillips? ¿Mantenerlo unido? ¿Cubierta Protectora?
¿Qué mas viene con esto?

153
Controlando ajustes de Máquina
Los errores ocurren cuando los operadores toman mal la lectura del producto que
están produciendo
¿Cómo puede ser controlado?

154
Controlando ajustes de Máquina
¿Cómo puede ser mejorada esta idea?
¿Qué mas surge de esto?

155
PROCEDIMIENTOS, DOCUMENTACIÓN Y
ENTRENAMIENTO

156
Procedimientos/Documentación Los Procedimientos deben ser escrito para documentar los
procesos cambiados y deben ser: Fáciles de entender
Considere a la audiencia Visuales
“Una imagen es mejor que mil palabras” Completo (No se salte pasos)
No asuma o de por obvio nada Revisado por otros para su claridad
¿Es correcto reproducir el proceso ( repetido por varias personas)?

157
Capacitación La capacitación debe ser siempre parte del
proyecto Cuando vaya a capacitar considere:
¿los capacitados pueden demostrar el proceso correcto?
¿No asuma que todo mundo entiende a la primera?

158
MONITOREO DEL PROCESO

159
Cartas de Control Se usan frecuentemente como herramienta de control Muestran la historia de cómo un proceso se desempeña,
es claro ver cuando algo cambia Establece las expectativas de desempeño del proceso Herramienta útil para la toma de decisiones de los
operadores Ajustes en el proceso Problemas de Material Problemas de maquinaria
Guía en la OLPC
160
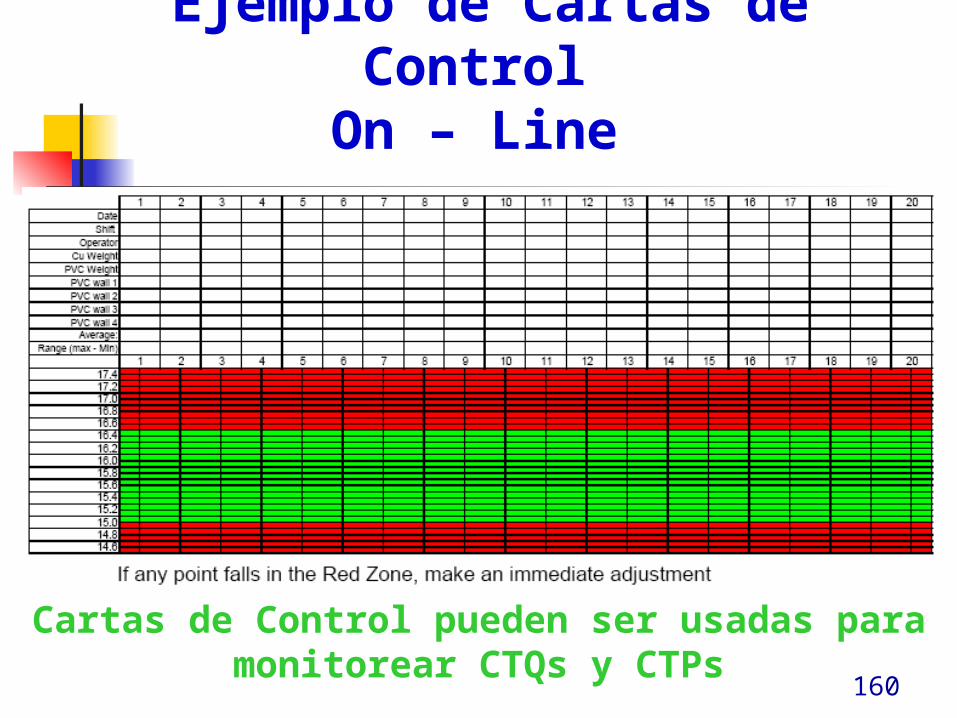
Ejemplo de Cartas de Control On – Line
Cartas de Control pueden ser usadas para monitorear CTQs y CTPs
161
Entregables de la Fase de Control
Capacitación / Documentación completa
Controles implementados
Celebración
162
DMAIC

Proceso DMAIC

164
¿Qué herramientas usar?

165
Proceso DMAIC – Definición Metas de la fase de Definición
Desarrollar y documentar la comprensión del problema, el proceso y los requisitos del cliente.
Herramientas de Definición Charter Diagrama de Pareto SIPOC QFD / Casa de la Calidad Árbol de CTQ’s Diagrama de Afinidad.
Definir el Proyecto

166
Charter de Equipo / Contrato del equipo
Es un acuerdo entre la administración y el equipo sobre lo que espera El Charter:
Clarifica las expectativas del equipo Mantiene al equipo enfocado Mantiene al equipo alineado con las prioridades
organizacionales Transfiere el proyecto del equipo directivo y
patrocinador al equipo de proyecto

167
Elementos del Charter Propósito Alcance (enfoque)
Importancia
Entregables
Mediciones (indicadores)
Recursos accesibles al equipo

Diagrama de Pareto Principio de Pareto:
Regla del 80/20: el 80% de los resultados dados por el sistema o proceso puede ser por el 20% de todas las posibles causas
Definición Práctica:La recolección de los datos y análisis para
resolver los “pocos críticos” Aplicación:
Seleccionar proyectos alineados, manejar el alcance
Identificar y atacar las contribuciones significantes del problema
Mide el impacto de las acciones correctivas

SIPOC SIPOC es usado para desarrollar un entendimiento de alto
nivel de del proceso - Identificar el enlace de arriba hacia abajo
SIPOC deberá: Definir los límites del proceso Describe donde recolectar la información Identifica proveedores y clientes Ayuda a mantener el pensamiento del proceso

QFD / Casa de la Calidad ¿Qué es QFD/Casa de la Calidad?
Representa la voz del Cliente Alinea CTQ’s con características técnicas del producto y CTP’S Comunica las necesidades del cliente
Para crear la Casa de Calidad se deben seguir 7 pasos:1. Identificas a los clientes y sus requisitos (¿Qué?)2. Evaluar los Rangos de Importancia3. Identificar las características tecnológicas clave (¿Cómo?)4. Identificar Fortalezas5. Calcular las tasas de los (¿Qué?) 6. Calculas las tasas de los (¿Cómo?) 7. Identificar los niveles (¿Qué?) y (¿Cómo?) a que enfocarse

Casa de la Calidad

172
CTQ’s y CTP’s CTQ’s, cualquier característica del producto que es muy
importante para cualquier cliente Los clientes pueden ser internos o externos CTP’s, es cualquier cosa que afecte significativamente la
habilidad del proceso para cumplir con los CTQ. CTP’s son frecuentemente categorizados usando las 5M’s
Un diagrama de causa efecto ayuda a identificar las variables clave del proceso

173
Entregables de la fase de Definición
Project Charter – Contrato del proyecto
Comprensión de los requerimientos del cliente
Definición de límites del proceso
174
Proceso DMAIC - Medición Metas de Medición
Determinar el desempeño actual de la línea base, recolectar información para el análisis y generar una definición del problema enfocado
Herramientas de Medición Análisis de Sistemas de Medición Diagramas de Flujo/ Mapeo de Procesos Definiciones operacionales Gráficas de series de tiempo Cartas de control Sigmas del Proceso Análisis de la capacidad del proceso Análisis de los sistemas de medición 5 puntos de vista
Determinar el problema
175
Tipos de Variación
Causas comunes:
El resultado de causas naturales, diferencias entre productos que esperamos ver Una vez que
aprendamos a controlar las causas no usuales o innaturales, podemos ver estas causas “comunes” bajo control
Variación de causas especiales:
El resultados de causas no naturales o asignables:
Si es una causa asignable puede ser controlada, la variación no natural que resulte puede ser controlada
A través del Método de solución de problemas, podemos identificar, aislar y controlar causas de variación asignables, resultando en un proceso estable con causas de variación comunes
Es mas importante que las causa de variación común
176
Cinco puntos de vista Los 5 puntos de vista proveen un proceso estructurado
para soportar la recolección de datos y analizar el problema
Autopsia Describe el tamaño y la forma Descripción exacta del defecto: apariencia visual, cantidad
(DPMU, Porcentaje)
Artículo Describe el producto afectado ¿El problema afecta ciertos tipos de producto, modelos,
versiones, tamaños, números de parte, etc.?

177
Cinco puntos de vista Los 5 puntos de vista proveen un proceso estructurado
para soportar la recolección de datos y analizar el problema
Localización Describe la localización del defecto en el producto o espacio ¿El problema ocurre en cada localización o en localizaciones
específicas (cavidades de molde, lado frontal / trasero, etc.? Fuente
Describe las fuentes que contribuyen al problema ¿El problema ocurre en cada máquina, proveedor, operador,
etc. o es específico de alguno? Tiempo Describe el momento en que sucede del problema ¿Ocurre siempre o en ciertos momentos: días, horas,
estación?
178
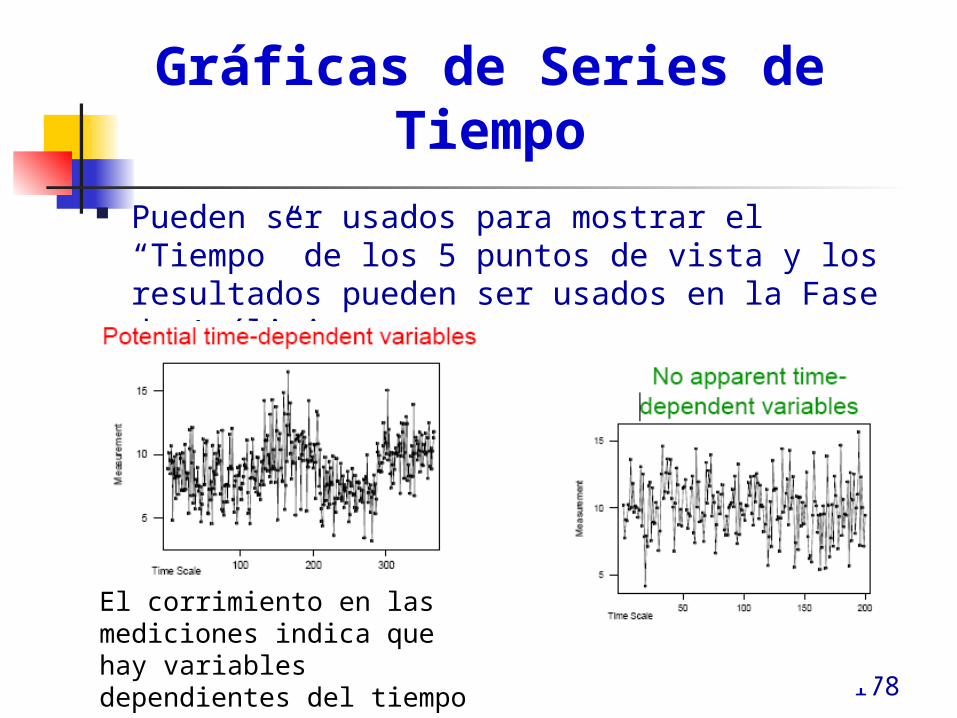
Gráficas de Series de Tiempo Pueden ser usados para mostrar el “Tiempo” de los 5
puntos de vista y los resultados pueden ser usados en la Fase de Análisis
El corrimiento en las mediciones indica que hay variables dependientes del tiempo presentes

179
Histogramas Un histograma es una grafica que muestra la frecuencia de los
eventos Similar al diagrama de barras La cantidad vertical(frecuencia) y el lado horizontal muestra el valor de
la medición de la variable

180
Distribución Normal La distribución normal puede ser descrita sólo por la media y la
desviación estándar Media es el promedio de todos los datos El rango es la diferencia entre la cantidad mayor y la menor La desviación estándar es aproximadamente igual a 1/6 del rango de
los datos, y puede ser calculado por Excel o Minitab

181
Área bajo la curva de distribución normal

¿Qué es la capacidad del proceso?
182
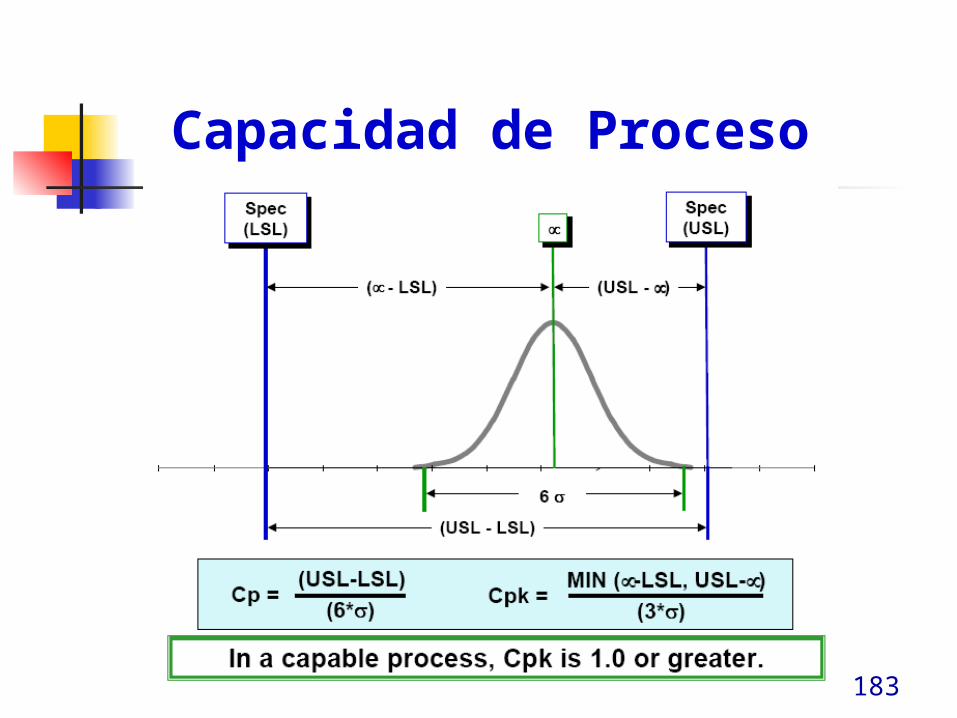
La capacidad del proceso es simplemente un medida de que tan bien la métrica se esta desempeñando contra los estándares ya establecidos. Asumiendo que tenemos un proceso estable generando la métrica, que permite predecir la probabilidad del valor de la métrica fuera de los estándares establecidos.
183
Capacidad de Proceso

184
Centrado y Dispersión del ProcesoÍndice de capacidad Potencial del Proceso (Cp) es función de que tan disperso está el proceso
El índice de Capacidad real del Proceso (Cpk) es una función del centrado y dispersión del proceso

185
Cartas de Control Una carta de control es como un histograma (con los
datos ordenados en tiempo) La línea central es la media (promedio) de los datos Los limites de control van de +/-3 sigmas.

186
Interpretación – Cartas de Control Basado en las reglas de la distribución normal, cuando un
proceso esta “EN CONTROL” mostrará: Todos los puntos están dentro de los limites de control Dos tercios de los puntos debe estar en el centro de la carta

187
Límites de control y especificación Límites de control
Calculados Establecidos de +/- 3 Basado en la distribución de muestras (individuales o promedio):
Calculado del desempeño histórico del procesos Son preferentemente más cerrados en comparación de los limites
de especificación: cuando no, indican la oportunidad para mejorar Límites de Especificación
Definidos Limites para mediciones individuales Basados en requisitos de ingeniería/ clientes, en lugar de la
capacidad del proceso

188
Análisis del Sistema de Medición Un error significante
puede ser introducido a un proceso por medio del sistema de medición
El proceso puede estar en control estadístico pero no en el sistema de medición y puede introducir una variación inaceptable
189
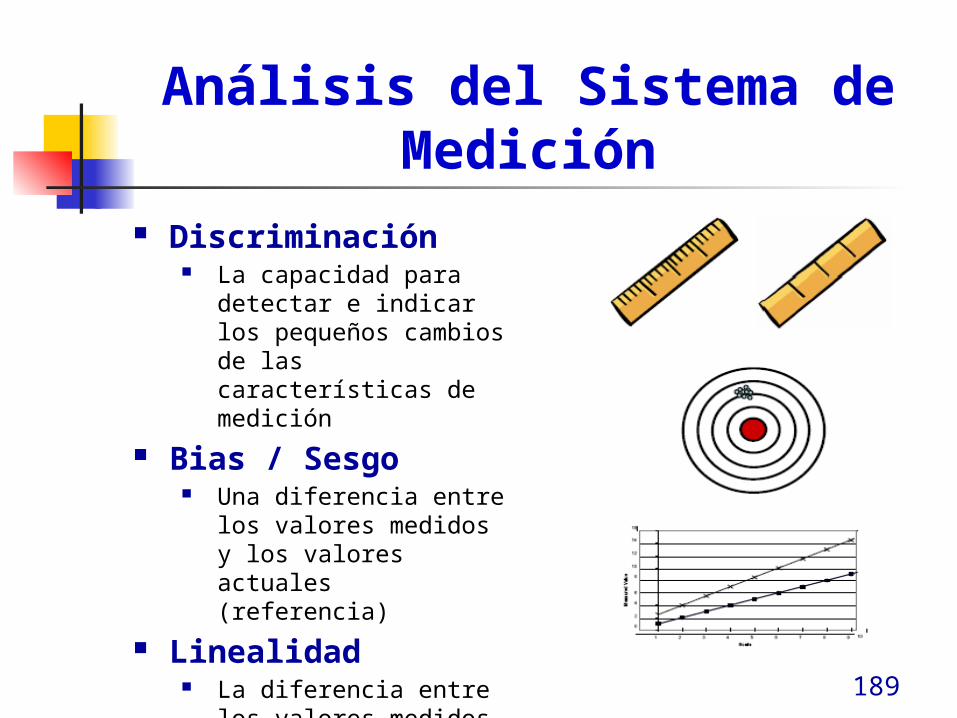
Análisis del Sistema de Medición Discriminación
La capacidad para detectar e indicar los pequeños cambios de las características de medición
Bias / Sesgo Una diferencia entre los
valores medidos y los valores actuales (referencia)
Linealidad La diferencia entre los valores
medidos y los actuales a través del rango de la medida

190
Análisis de Sistema de Medición Estabilidad ( o deslizamiento)
La variación medida en un periodo extendido de tiempo mientras mide una característica idéntica de la misma parte
Repetibilidad La variación en las mediciones obtenidas por
un evaluador mientras mide una característica idéntica de la misma parte
Reproducibiidad La variación en la medición por varios
evaluadores mientras miden una característica idéntica de la misma parte.
191
Mapeo de la Cadena de Valor Lo que realmente se trata de mapear es un proceso que
hace solo lo que el requiere el siguiente cliente y cuando lo necesite
Trata de ligar todos los pasos, desde el cliente final hasta la materia prima, en un flujo suave sin esperas que de el menor tiempo, la mejor calidad y el menor costo.
192
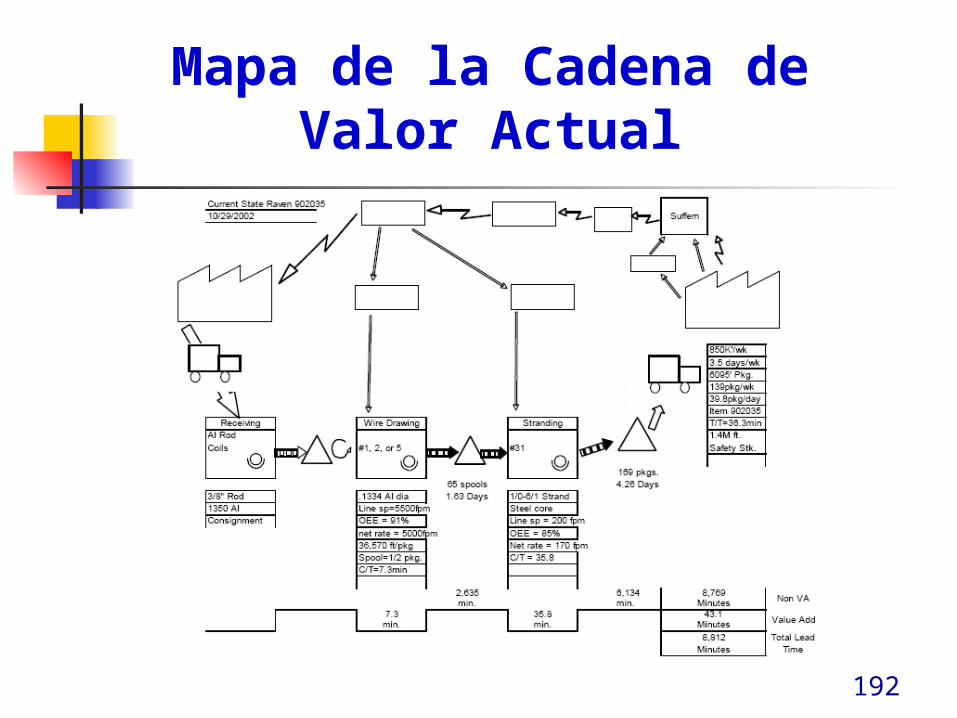
Mapa de la Cadena de Valor Actual

193
Mapeo del Proceso En la Fase de Medición, el mapa del estado actual debe de
ser creado para: Mostrar detalladamente los pasos del proceso específico o series
de procesos Determinar las fuentes entrantes de variación y las características
del potenciales de salida para cada paso ¿Cuales son las entradas? ¿Cuanto pueden variar? ¿Cuáles son las salidas? ¿ Cuanto pueden variar?
Identifica cuales son los datos que necesitan ser recopilados
Los mismos símbolos son usados en los mapas de procesos y en el mapeo de la cadena de valor

194
Mapeo del Proceso

195
Entregables de la Fase de Medición
Desempeño de la línea base identificada
Establecimiento del problema enfocado
Estado actual documentado

196
Proceso DMAIC – Análisis Metas de análisis
Para convertir los datos a información, encontrar las causas raíz y verificar la relación de causa – efecto
Herramientas para analizar Diagramas Causa y efecto Diagramas de Árbol FMEA (Análisis de Modo de Falla y Efecto) Estratificación de datos Distribuciones de frecuencia estratificada Diagramas de dispersión Regresión y correlación Pruebas de Hipótesis DOE (Diseño de Experimentos)Identificar las causas raíz

197
Diagrama Causa y Efecto El diagrama Causa – y – efecto es usado cando se
tiene el enfoque del problema para identificar todas sus causas potenciales
Un diagrama causa – y – efecto proveerá: Un camino fácil para identificar todas las causas
posibles Una vista organizada de todas las posibles causas Entendimiento de las relaciones de las posibles causas Diferencia entre las causas raíz de las causas percibidas

198
Diagrama Causa y Efecto Muchos factores que causan variación caen en seis
categorías: Material Maquinaria Mano de Obra Método Medio Ambiente Medición
Estos factores son usados como los huesos principales en el Diagrama Causa y Efecto

199
¿Qué es el FMEA? Análisis del Modo y Efecto de Falla
Identifica las formas en que el proceso o producto puede fallar para cumplir los (CTQs)
Lista todas las posibles causas de falla (CTPs) y la ocurrencia de eventos
Es una herramienta que permite al equipo seguir y priorizar las acciones correctivas
200
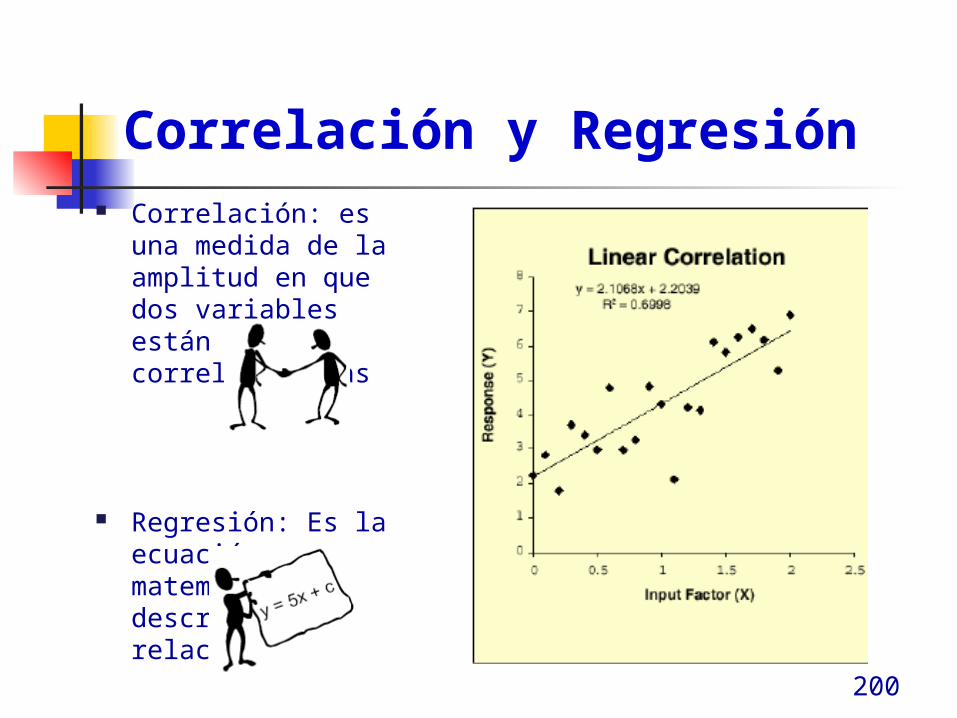
Correlación y Regresión Correlación: es una
medida de la amplitud en que dos variables están correlacionadas
Regresión: Es la ecuación matemática que describe esa relación

201
Pruebas de Hipótesis ¿Por qué usar la Prueba de Hipótesis?
Por la variación, no hay dos cosas exactamente iguales Las Pruebas de hipótesis pueden decirnos si dos grupos son
realmente diferentes (estadísticamente significantes) o si la diferencia se debe a la variación natural
¿El primer turno se desarrolla mejor que el segundo turno?

202
Tipos de Pruebas de Hipótesis
203
SMED: Reducción de Tiempo1. Mapeo de todos los cambios en el proceso2. Dividir el proceso en 2 categorías
Actividades Internas Son las que se realizan cuando la máquina este apagada
Actividades externas Son las que se realizan cuando la máquina aun está
trabajando
3. Mueva las actividades externas Mueva todas las actividades fuera del proceso de cambio
4. Convierta las internas en externas5. Acelere las actividades internas6. Acelere las actividades externas
204
Entregables de la Fase de Análisis
Causas raíz identificadas y verificadas

205
Proceso DMAIC – Mejora Metas de Mejorar
Implementar cambios que atiendan las causas raíz y verifica la mejora en el desempeño del proceso
Herramientas de Mejora DOE (diseño de experimentos) Tormenta de ideas Planeación de los recursos y presupuesto FMEA (Análisis de Modo Falla y Efecto) Pruebas de Hipótesis Pruebas piloto PDCA (Planear, hacer, revisar, actuar)
Hacer mejoras y verificar resultados

206
¿Por qué usar DOE? Con muchos de los análisis de datos, se observa que pasa en el
proceso sin intervenir Con DOE, se pueden cambiar los parámetros del proceso para ver el
efecto en la salida del proceso DOE se refiere a la forma estructurada en que se pueden cambiar los
parámetros de manera que se puedan estudiar los efectos en la salida del proceso al cambiarlos simultaneamente.
Esto permite explorar efectivamente y eficientemente la relación entre los múltiples variable de procesos (X’s) y las salidas o variables de desempeño (Y’s).
Identifica las “pocas fuentes vitales” de variación (X’s) Aquellas que tienen mayor impacto en el resultado Cuantifica los efecto de las X’s importantes, incluyendo sus interacciones Predice cuanto se gana o pierde en el resultado con los cambios en las
condiciones del proceso

207
Interpretación de los resultados del DOE

¿Qué es Kaizen? Kaizen es el proceso de:
Encontrar y eliminar desperdicio(muda) En el menor tiempo y al menor costo posible Una y otra vez
Kaizen requiere: Una mejora continua, gradual y consistente por parte de todos los
empleados.

209
Modelo de Resolución de Problemas

210
Generando Soluciones Tormenta de Ideas
Lista las ideas donde puedan ser vistas No juzgar o evaluar ideas Pasar es aceptable Construir las ideas de otros es fomentar su creatividad
Herramientas para generar soluciones: Brainwrite:
Construye las ideas de otros y extiende el proceso de la tormenta de ideas
Diagramas de Afinidad Organiza las tareas potenciales para una solución de grupo
Análisis de Campo de Fuerzas Identifica las fuerzas negativas y positivas de los cambios
recomendados

211
Verificando Mejoras Una vez que las mejoras son identificadas e
implementadas, los resultados deben ser verificados usando datos del estado anterior y del estado después de la implementación.
Prueba de hipótesis Prueba t de 2 muestras Prueba de igualdad de varianzas Prueba de 2 porciones
Cartas de control estratificadas Sigma de Proceso Capacidad del Proceso Diagrama de Pareto

212
Fase de Mejora
Cambios implementados
Resultados verificados

213
Proceso DMAIC – Control Metas de Control
Para asegurar que se mantengan la mejoras hechas y usar procedimientos estandarizados, capacitación y mecanismos A prueba de error.
Herramientas de control Controles visuales Poka – Yoke TPM (Mantenimiento Preventivo Total) Estandarización Documentación Capacitación, capacitación y capacitación Administración y monitoreo de procesos CELEBRAR!!! Hágalo Permanente

214
5S Orden (Sort)
Organiza – deshacerse de lo que no es necesario Organización (Straighten)
Orden – ordenar e identificar para facilitar el uso Limpieza (Shine)
Limpieza diaria es básica Estandarización (Standarize)
Eliminar variación y estandarizar métodos Mantenimiento (Sustain)
Disciplina en cuanto a planes y agendas

215
¿Qué es TPM?
Mantenimiento productivo total(Total Productive Maintenance)
Para la mejora continua de la operación del equipo y sistemas a través de las actividades de mantenimiento proactivo
¿Qué significa esto para usted?

216
Controles Visuales Siempre que sea posible, implementar sistemas visuales
para mantener los cambios Ejemplos de controles visuales
Pegar métricas (diagramas de pareto, luces de alto) Contenedores de colores con código Poner niveles min / máx. Ubicación de materiales/ herramientas (5S)
Los sistemas visuales hacen mucho más fácil determinar la forma correcta para hacer o identificar algo de manera que es fácil ver si esta fuera de lugar.
¿Cuáles son algunos ejemplos de controles visuales en su área?

217
Tipos de Poka – Yoke Poka – Yokes son dispositivos o métodos que hacen un
proceso “A prueba de error” o “A prueba de equivocaciones”
DISPOSITIVOS DE PREVENCIÓN &
DISPOSITIVOS DE DETECCIÓN
LOS DISPOSITIVOS POKA – YOKE CAEN EN DOS GRANDES CATEGORÍAS:

218
Procedimientos y Entrenamiento Los Procedimientos deben ser escritos para documentar
los cambios, y deben ser: Fáciles de entender
Considere a la audiencia Visuales
“Una imagen es mejor que mil palabras” Completo (No se salte pasos)
No asuma o de por obvio nada Revisado por otros para su claridad
¿Es correcto reproducir el proceso ( repetido por varias personas)?
La capacitación debe ser siempre parte del proyecto Cuando vaya a capacitar considere:
¿los capacitandos pueden realizar el proceso correcto? ¿No asuma que todo mundo entiende a la primera?

219
Cartas de Control Se usan frecuentemente como herramienta de control Muestran la historia de cómo se desempeña el proceso, es
claro ver cuando algo cambia Establece las expectativas de desempeño del proceso Herramienta útil para la toma de decisiones de los
operadores Ajustes en el proceso Problemas de Material Problemas de maquinaria
Guía para OLPC

220
Fase de ControlCapacitación y documentación completa
Controles implementados
Celebración

221
¿Alguna Pregunta?
Top Related