







Idiomas
Páginas
Jurídico

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI
Primitivo Reyes AguilarSeptiembre de 2007
Página 1 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Diseño de experimentos de Taguchi
1. Introducción
¿qué hace el diseño de experimentos, durante un diseño de parámetros u optimización del proceso?
Considere un proceso cualquiera. En este proceso se combinan una serie de
insumos para cumplir con ciertas características
Factores RespuestasY1
Xi Proceso Y2
Y3
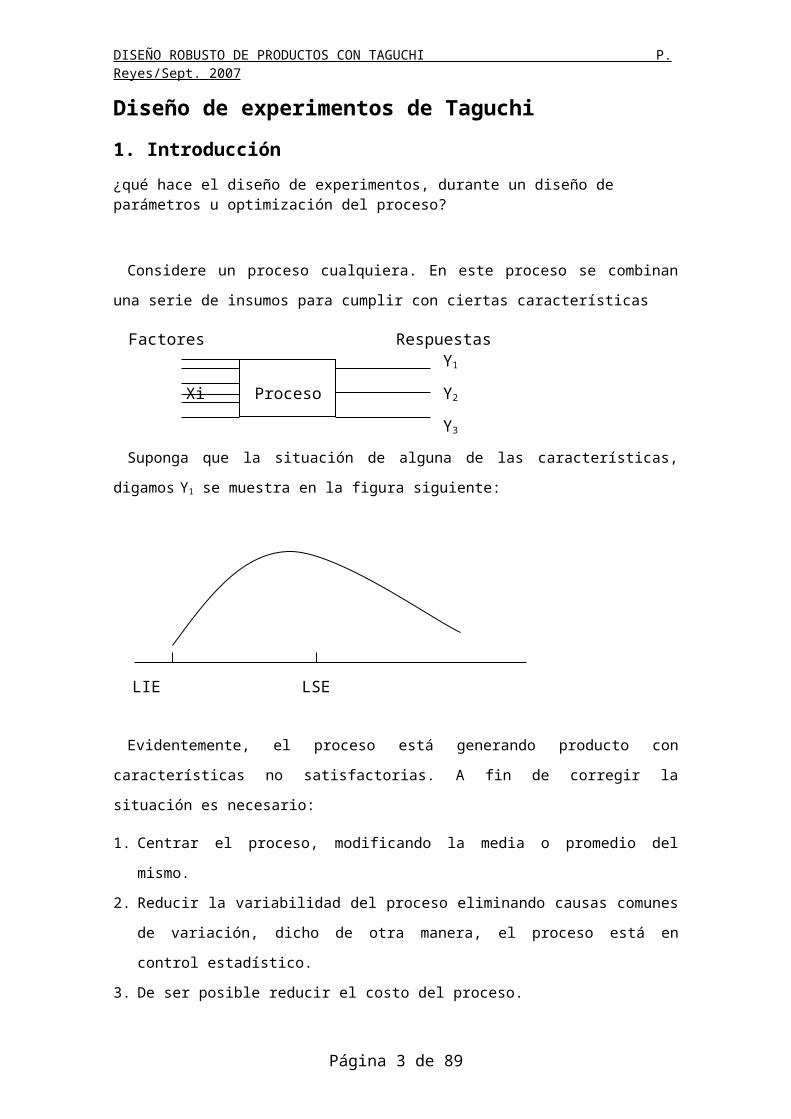
Suponga que la situación de alguna de las características, digamos Y1 se muestra en
la figura siguiente:
LIE LSE
Evidentemente, el proceso está generando producto con características no
satisfactorias. A fin de corregir la situación es necesario:
1. Centrar el proceso, modificando la media o promedio del mismo.
2. Reducir la variabilidad del proceso eliminando causas comunes de variación, dicho
de otra manera, el proceso está en control estadístico.
3. De ser posible reducir el costo del proceso.
Todos los factores x, que afectan este proceso, se pueden clasificar en cuatro grandes
grupos:
Página 2 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
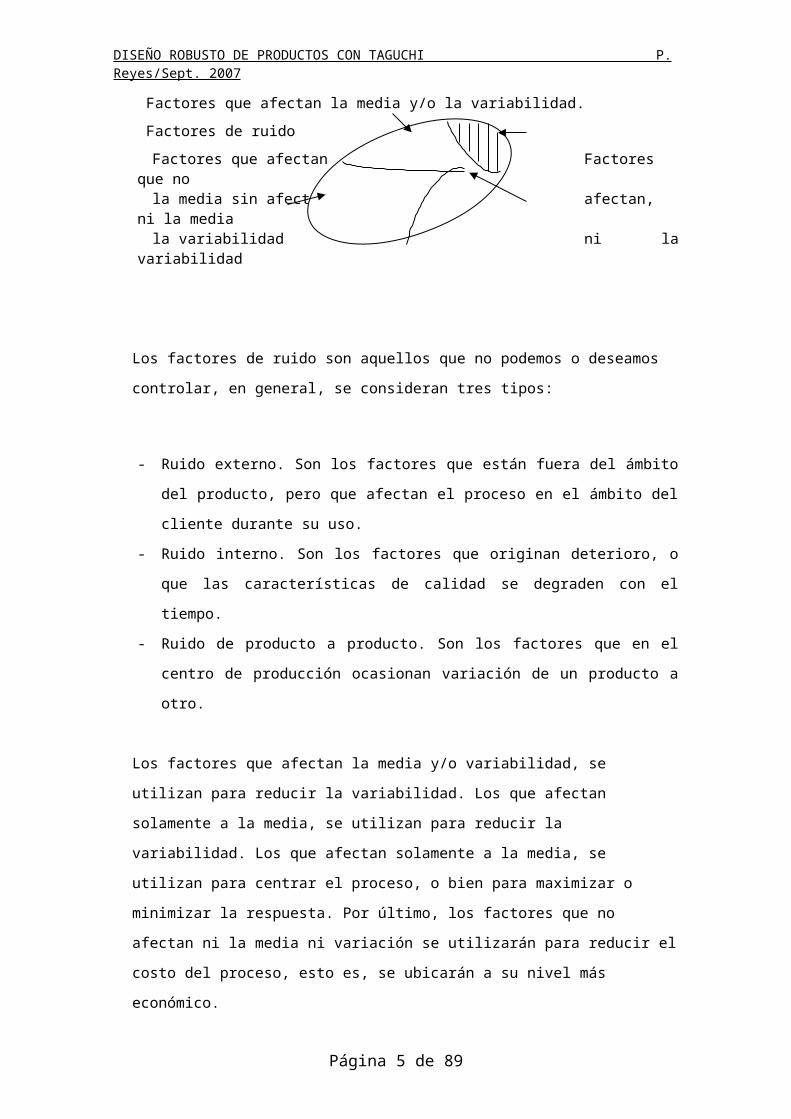
Factores que afectan la media y/o la variabilidad.
Factores de ruido
Factores que afectan Factores que no la media sin afectar afectan, ni la mediala variabilidad ni la variabilidad
Los factores de ruido son aquellos que no podemos o deseamos controlar, en
general, se consideran tres tipos:
- Ruido externo. Son los factores que están fuera del ámbito del producto, pero
que afectan el proceso en el ámbito del cliente durante su uso.
- Ruido interno. Son los factores que originan deterioro, o que las características
de calidad se degraden con el tiempo.
- Ruido de producto a producto. Son los factores que en el centro de producción
ocasionan variación de un producto a otro.
Los factores que afectan la media y/o variabilidad, se utilizan para reducir la
variabilidad. Los que afectan solamente a la media, se utilizan para reducir la
variabilidad. Los que afectan solamente a la media, se utilizan para centrar el
proceso, o bien para maximizar o minimizar la respuesta. Por último, los factores
que no afectan ni la media ni variación se utilizarán para reducir el costo del
proceso, esto es, se ubicarán a su nivel más económico.
Recuerde, que el objetivo es fijar los factores que están en nuestro control, a un
nivel tal que el producto sea robusto a los factores de ruido.
El problema es, que de antemano no sabemos dónde se ubica cada factor: el diseño
de experimentos es un grupo de herramientas que nos ayuda de una manera
sistemática y eficiente, a ubicar cada factor y en un caso dado, como exactamente
afecta a la variable de respuesta.
Página 3 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
2. Procedimiento general para un estudio de ingeniería de calidadUno de los procedimientos que se pueden utilizar es el siguiente:
1. Identificar el problema y formar grupo de trabajo.
Este es quizá el paso más importante, existe la posibilidad de que en este pase se
termine el experimento. En primer lugar, se debe de identificar un problema que sea
importante resolver para la empresa (no únicamente para el experimentador). Esto
quiere decir, que si el problema se resuelve, pondría en una mejor posición al producto
y permitiría a la empresa generar más utilidades. Si esta condición no se cumple, es
recomendable olvidarse por lo pronto del problema y buscar otro.
Una vez aprobado el problema, se debe definir por escrito cuál es el problema a
resolver, qué tipo de solución se busca, cuál es la situación actual y sobre todo, quién
sabe acerca del mismo o está directamente afectado, a fin de integrarlo dentro del
grupo de trabajo.
2. Lluvia de ideas
En esta fase, se pretende identificar como evaluar y/o cuantificar la característica
que se desea mejorar. Asegurarse que realmente representa el problema que se
quiere resolver. Una vez definida, se debe cuestionar si la puede medir de una
manera confiable sino es posible, busque alternativas.
Es posible que en un mismo problema existan dos o más características de interés,
conviene sin embargo que usted, asigne prioridades y tome una como titular. La o las
características seleccionadas son las variables de respuesta para todo el estudio (Y).
En esta fase se deben identificar, el grupo de factores que potencialmente afecta la
variable de respuesta (las X’s). Se puede ayudar con un diagrama causa-efecto en el
que intervengan las personas que conocen el proceso; operadores, técnicos,
ingenieros, etc. Una cosa importante es que busque en la literatura, en ocasiones el
problema que pretende resolver ha sido tratado en otras partes y esto le puede
orientes sobre que factores considerar.
En un segundo paso, se debe seleccionar aquellos factores que se consideran con
mayores posibilidades y que entrarán al primer experimento, se debe hacer un
juicio y a falta de información, un pareto logístico puede ser de gran ayuda.
Página 4 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Considere también, que existen factores que no se pueden controlar y no tiene caso
que entren al experimento. Si aún así, quedan muchos factores candidatos, inicie con
lo s que sea más sencillo y menos costoso manipular.
Una vez seleccionados los factores, se deberán proponer los niveles a estudiar para
cada factor. No sea demasiado conservador, considere dentro de que rangos varían
generalmente los factores y trate de cubrir estos rangos. Es probable que los
resultados que obtenga se puedan interpolar sin embargo, será muy riesgoso
extrapolar resultados.
1. Seleccionar el arreglo a usar.
Arreglo interno
Arreglo externo
Tamaño de la muestra
2. Organizar el experimento
Hojas de datos
Quién hace qué
3. Correr el experimento
Recolectar datos
Analizar resultados.
4. Selecciona índice señal a ruido
Hacer análisis Anova
Encontrar para nominal es mejor
Factores que reducen variabilidad
Factores que ajustan la media
Factores que reducen costo
Encontrar para mayor es mejor o menor es mejor
Factores que mejoran la media y/o la variabilidad
Encontrar las mejores condiciones de operación
Predecir resultados esperados bajo las condiciones propuestas.
1. Hacer una corrida de comprobación
Si los resultados no coinciden con lo esperado, identificar causas posibles
Página 5 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Evaluar la ganancia que se obtiene con las nuevas condiciones.
2. Implementar las condiciones propuestas.
Varios de los términos mencionados serán estudiados a lo largo del material.
Aunque se ha hablado del concepto de la calidad, no se ha definido explícitamente
en términos de ingeniería de calidad. Por otra parte necesitamos de alguna manera
evaluar económicamente las posibles desviaciones del valor ideal de la variable de
respuesta. Esto se analiza en el siguiente capítulo bajo el tema de la función de
pérdida.
2. La Función de PérdidaG. Taguchi propone el siguiente enunciado:
“LA CALIDAD DE UN PRODUCTO SE PUEDE MEDIR, MEDIANTE LA (MINIMA)
PÉRDIDA QUE LE OCASIONA A LA SOCIEDAD, UN PRODUCTO DESDE EL
MOMENTO DE SER EMBARCADO”
En esta definición, se involucra a la sociedad entendida como el conjunto de clientes
incluyendo al productor. Esto es, que los problemas de calidad deben ser vistos de
una manera global para evitar que una parte se beneficie a costa de la otra.
Si el producto cumple exactamente con lo esperado, entonces no se ocasiona costo
de calidad alguno. Dicho de otra manera, no se ocasiona un costo adicional para el
consumidor aparte de su precio. Por eso en la definición se aclara que es un costo
después de embarcarlo.
Este desembolso adicional que el consumidor tiene que gastar sin tener porque
hacerlo es una pérdida para él y para la sociedad en general, de la cual forma parte, si
el producto hubiese sido producido bien, nadie tendría porque hacer un costo
adicional. De ahí el nombre de pérdida.
Pero cómo es esta relación pérdida-desviación. Suponga que desea adquirir un
cierto producto con un diámetro de 10 pulg. Dado que es imposible obtener siempre
este diámetro, se asigna una cierta tolerancia de digamos 0.02 pulg.
Tradicionalmente esto quiere decir que si usted recibe un producto con un diámetro
entre 9.98 y 10.02 pulg. todo esta bien mientras el diámetro se encuentre en este
intervalo, esta igualmente contento. Fuera de este rango el producto es
completamente inaceptable.
Taguchi considera esta visión incorrecta. Para el cliente un producto que mide
9.9799 pulg. no es muy diferente a uno que mida 9.9801 pulg. De hecho, un producto
Página 6 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
aceptable que mida 9.9801 es más parecido a uno defectuoso que al deseado de
10.0000 pulg.
Lo anterior implica cosas como: no porque un producto está dentro de
especificaciones, necesariamente es un buen producto para el cliente. puede incluso
hacer una inspección 100% para que todo producto quede dentro de especificaciones,
y no por eso su producto es considerado un buen producto por el cliente.
Por lo tanto, más que una pérdida súbita que se tenga cuando el producto sales de
especificaciones, se tiene un continuo de pérdida tan pronto como el producto se
desvía del valor idealmente deseado por el cliente.
En seguida se discutirá este punto, con ejemplos más específicos para como
cliente.
El único valor aceptable de una característica de calidad, es el valor deseado por el
cliente, llamelo en este caso “m”. El cliente realmente recibe un producto con una
característica de calidad que llamaremos aquí ”y” . Esta característica “y”, no
necesariamente coincide con “m” de manera que, se puede tener una desviación de
(y-m), la cual puede ser positiva o negativa. Ya sea que y>m ó y<m. Siempre que “y”
es diferente de “m”, se le ocasiona al cliente una pérdida, llamémosla L(y) con (y-m)?,
si bien existen un sin número de maneras, una para cada cliente Taguchi sugiere que
en la gran mayoría de las veces esta relación es descrita de manera cuadrática. Esto
es:
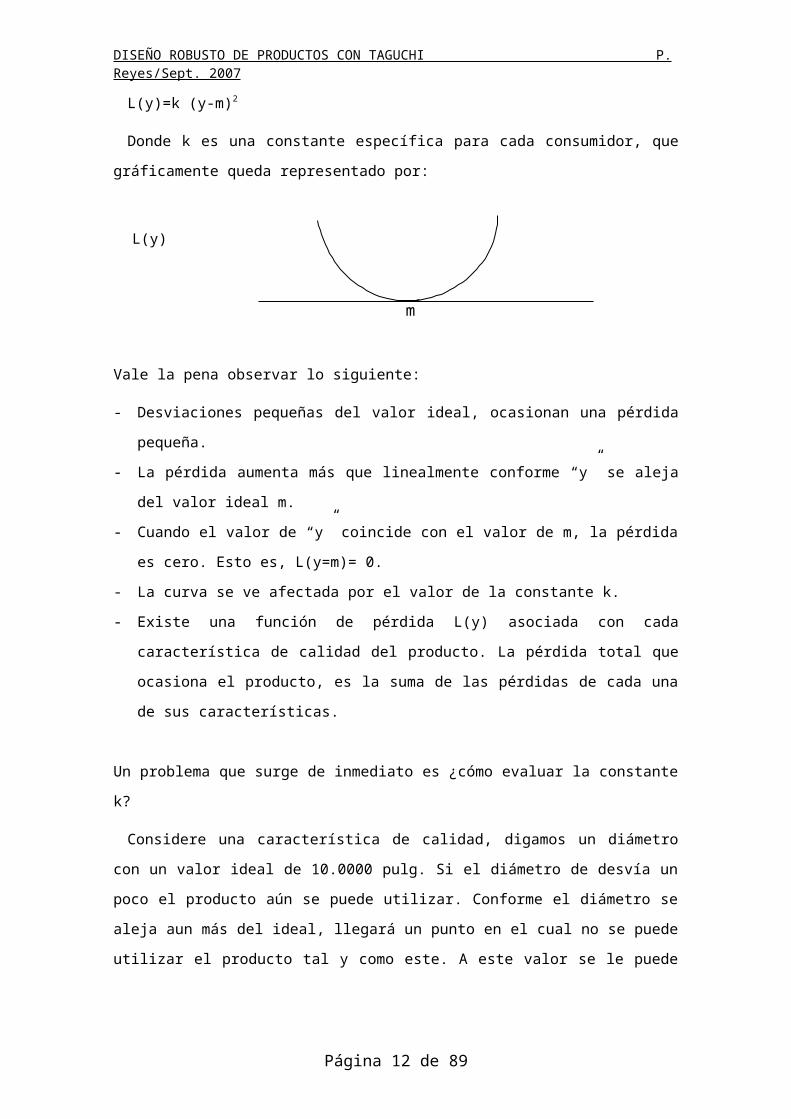
L(y)=k (y-m)2
Donde k es una constante específica para cada consumidor, que gráficamente
queda representado por:
L(y)
Vale la pena observar lo siguiente:
- Desviaciones pequeñas del valor ideal, ocasionan una pérdida pequeña.
- La pérdida aumenta más que linealmente conforme “y” se aleja del valor ideal m.
- Cuando el valor de “y” coincide con el valor de m, la pérdida es cero. Esto es,
L(y=m)= 0.
- La curva se ve afectada por el valor de la constante k.
Página 7 de 65
m y
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
- Existe una función de pérdida L(y) asociada con cada característica de calidad del
producto. La pérdida total que ocasiona el producto, es la suma de las pérdidas de
cada una de sus características.
Un problema que surge de inmediato es ¿cómo evaluar la constante k?
Considere una característica de calidad, digamos un diámetro con un valor ideal de
10.0000 pulg. Si el diámetro de desvía un poco el producto aún se puede utilizar.
Conforme el diámetro se aleja aun más del ideal, llegará un punto en el cual no se
puede utilizar el producto tal y como este. A este valor se le puede llamar “yc” y a la
desviación(yc-m)= Tc. se le llama tolerancia del consumidor.
En este momento, se debe hacer algo para que el producto se pueda utilizar
originando un costo, llame a este costo Ac. Al sustituir en la fórmula de L(y), se tiene
que
Ac= k Tc2; k= Ac/ Tc2
La función de pérdida se puede expresar también de la manera siguiente
L(y)= (Ac/ Tc2)(y-m) 2
Algunos autores, sugieren utilizar como Tc, lo que se considere como tolerancia
actual o de operación, y entonces un buen valor de Ac es un 10% del precio del
producto.
Como corolario podemos observar lo siguiente: corregir, arreglar o aun desechar un
producto es más económico siempre para el productor. Esto es, se le ocasiona un
costo menor. Si a este costo le llamamos Ap, donde siempre sucede que Ap < Ac,
¿cuál debe ser entonces la tolerancia que debe manejar el productor en sus dibujos?.
Al sustituir en la función de pérdida anterior esta pérdida Ap y manejando la
tolerancia (yp-m)= Tp, se tiene:
Ap= (Ac/ Tc2)Tp 2, y por lo tanto Tp= Tc
Esto quiere decir, que la tolerancia del productor, debe siempre ser menor que la del
consumidor. La relación viene representada por la raíz cuadrada de la relación entre la
pérdida del producto y del consumidor para el mismo producto.
Función de pérdida promedio
Si bien, la forma de la función de pérdida anterior describe la situación para una
unidad de producto en particular, el productor, probablemente este más interesado en
Página 8 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
la pérdida promedio que su producción induce al cliente. Para esto es suficiente
obtener el promedio para todos sus productos, esto es:
Lmedia=
Si el número de productos es pequeño, el promedio se puede obtener directamente.
Si el valor no crece, se puede demostrar mediante un poco de manipuleo
algebraico, que el valor de Lmedia es
Lmedia= ; donde d= (-m)
y representan la media y varianza del proceso respectivamente.
Si el productor desea disminuir la pérdida que su producto ocasiona a sus
consumidores, deberá por lo tanto, reducir su variabilidad (minimizar ) y centrar su
proceso de manera que la media del mismo coincida con el ideal m, (disminuir
Función de pérdida para otro tipo de características
Una característica de calidad, por lo general es de uno de los siguientes tipos:
Cualitativa. No se puede medir directamente sobre una escala continua
Cuantitativa. Se divide en tres:
1. Menor es mejor. Son aquellas características que el cliente desea sea mínima, m es
igual a cero y la característica “y” no puede ser menor que esta ideal. Ejemplo:
desgaste, fricción, etc.
2. Mayor es mejor. Son aquellas características en que el valor ideal parra el cliente
tiende a infinito. Por ejemplo: duración, rendimiento, etc.
3. Nominal es mejor. Son aquellas características en que existe un valor nominal
deseado por el consumidor “m” y la característica real “y” puede ser mayor o menor
que este ideal. Ejemplo: diámetro, longitud, etc.
Para cada una de las características cuantitativas, existe una función de pérdida
tanto individual como promedio. Para el caso cualitativo dependiendo del caso, se
puede adaptar a una de ellas. Las expresiones son:
Tipo Individual Promedio
Nominal es mejor L(y)= k(y-m)2 L(y)=
Menor es mejor L(y)=K y2 L(y)=
Página 9 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Mayor es mejor L(y)= K/ y2 L(y)=
Cada una de estas expresiones, indica la dirección de mejora para un proceso
cualquiera.
Mediante la función de pérdida podemos:
- Cuantificar en dinero, los efectos de una calidad no adecuada
- Interpretar los resultados de un experimento en base económica
- Evaluar el impacto económico que sobre el cliente tiene alguna acción de mejora.
3. ARREGLOS ORTOGONALES
Recuerde. que el problema es: identificar de los cientos de posibles factores que
afectan una característica de calidad, cuáles de ellos afectan el promedio, cuál es la
variación y cuáles no la afectas.
En las fases iniciales de la experimentación, se tienen una gran cantidad de factores
potenciales, de los cuales se selecciona un grupo inicial a probar, Ahora bien, si desea
saber si un factor afecta una característica de calidad, es necesario que varíe el
factor y evalúe si esto tuvo algún impacto sobre la característica de calidad.
El problema no es sencillo, sin embargo, ya que si tiene digamos 10 factores a
probar, se tienen 1024 posibles condiciones diferentes que se pueden presentar. Este
número de pruebas es demasiado grande para casi cualquier situación práctica.
Se necesita por lo tanto alguna alternativa que:
- No permita hacer sólo una pequeña cantidad de las pruebas posibles en lugar de
1024, digamos unas 12 pruebas
- Sin embargo, nos permita evaluar con cierta confianza el efecto de todos los
factores analizados.
- Los resultados de estas pruebas se reproduzcan, esto es, que sean válidas al
momento de implantar la decisión en condiciones reales de operación y a plena
escala.
- Sea algo sencillo y relativamente rápido como para concentrarse más en entender
el proceso de producción en sí, que en los análisis estadísticos.
EL OBJETIVO DE LOS ARREGLOR ORTOGONALES ES FACILITAR EL PROCESO
DE EXPERIMENTACIÓN. NUESTRO INTERÉS ES ENCONTRAR QUÉ FACTORES
Página 10 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
AFECTAN FUERTEMENTE LAS CARACTERÍSTICAS DE CALIDAD Y HACER
PREDICCIONES SOBRE LAS CONDICIONES PROPUESTAS DE OPERACIÓN.
De una manera gráfica, el objetivo de los arreglos ortogonales es: (suponga por
ejemplo 10 factores a dos niveles) 1, 024 pruebas posibles:
Un arreglo ortogonal es un matriz experimental factorial fraccional que es ortogonal
y balanceada. El arreglo más sencillo es el arreglo L4 de la tabla siguiente.
En esta sección, se analiza qué son, cómo se usan y cuáles son los arreglos
ortogonales más importantes para experimentos en los que cada factor toma dos
niveles.
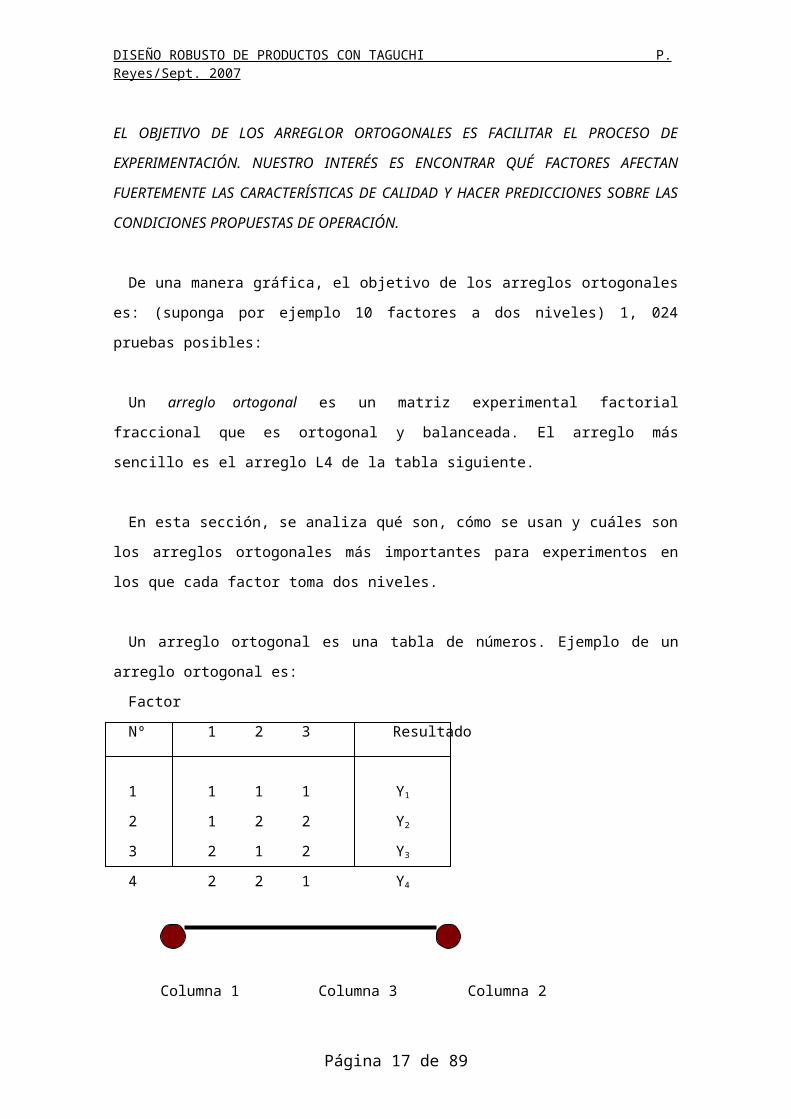
Un arreglo ortogonal es una tabla de números. Ejemplo de un arreglo ortogonal es:
Factor
Nº 1 2 3 Resultado
1 1 1 1 Y1
2 1 2 2 Y2
3 2 1 2 Y3
4 2 2 1 Y4
Columna 1 Columna 3 Columna 2
Gráfica lineal del arreglo ortogonal L4
Se tienen en este caso en particular cuatro renglones y 3 columnas. Bajo el
encabezado Nº se tiene el número de pruebas.
Se tienen tres columnas que consisten de números “1” y “2”. A cada columna se
asigna un factor o variable cuyo efecto en la variable de respuesta se desea investigar.
Con este arreglo se pueden investigar hasta tres factores.
Cada columna de un factor consiste de números “1” y “2” donde el número “1” indica
que el factor se encuentra a su nivel inferior y el “2 “a su nivel superior.
Página 11 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Se puede observar que cada columna tiene la misma cantidad de números “1” que
de números “2”. Si tomamos cualquier pareja de columnas, existen cuatro posibles
combinaciones de sus valores,”11”, “12”, “21” y “22”. Como en cada pareja de
columnas se presenta el mismo número de veces cada combinación, se dice que el
arreglo es ortogonal o balanceado.
El resultado de cada condición experimental se muestra con el encabezado
resultado.
De acuerdo con la notación empleada por Taguchi al arreglo mostrado como
ejemplo. se le llama un arreglo L4, por tener cuatro renglones.
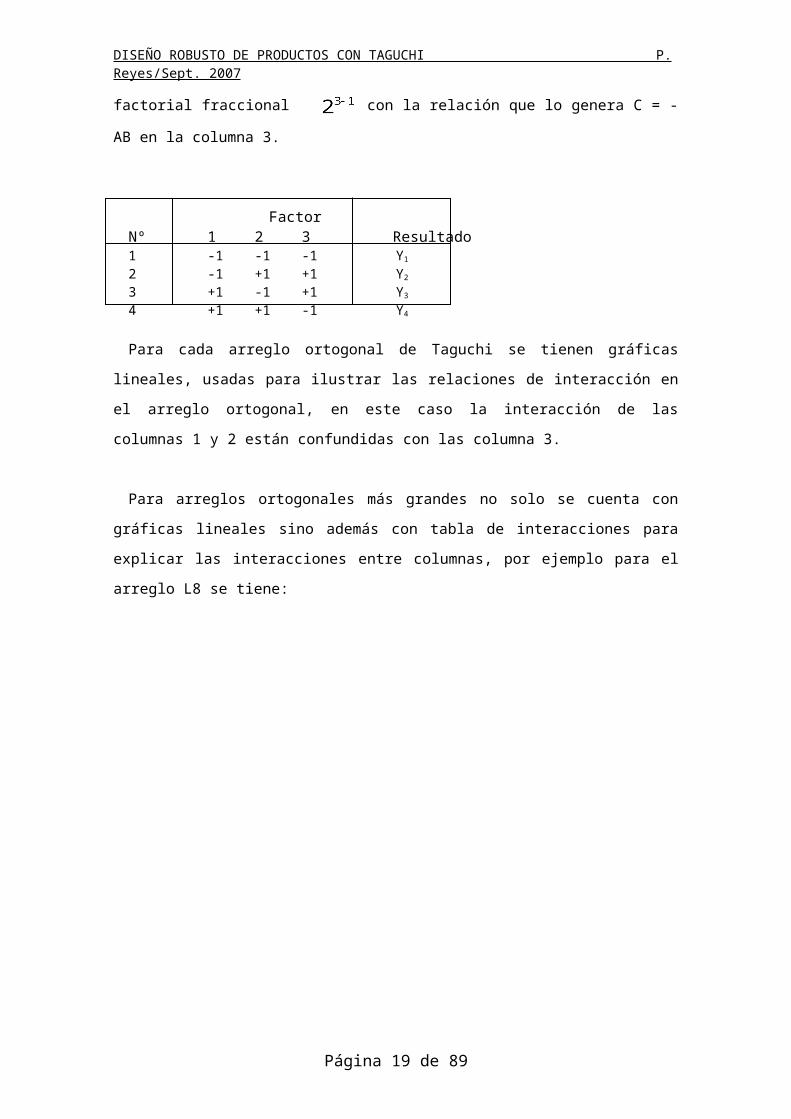
Si en el arreglo anterior se cambia el 1 por el -1 y el 2 por el 1, el arreglo se
transforma claramente en un arreglo factorial fraccional con la relación que lo
genera C = - AB en la columna 3.
FactorNº 1 2 3 Resultado1 -1 -1 -1 Y1
2 -1 +1 +1 Y2
3 +1 -1 +1 Y3
4 +1 +1 -1 Y4
Para cada arreglo ortogonal de Taguchi se tienen gráficas lineales, usadas para
ilustrar las relaciones de interacción en el arreglo ortogonal, en este caso la interacción
de las columnas 1 y 2 están confundidas con las columna 3.
Para arreglos ortogonales más grandes no solo se cuenta con gráficas lineales sino
además con tabla de interacciones para explicar las interacciones entre columnas, por
ejemplo para el arreglo L8 se tiene:
Página 12 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
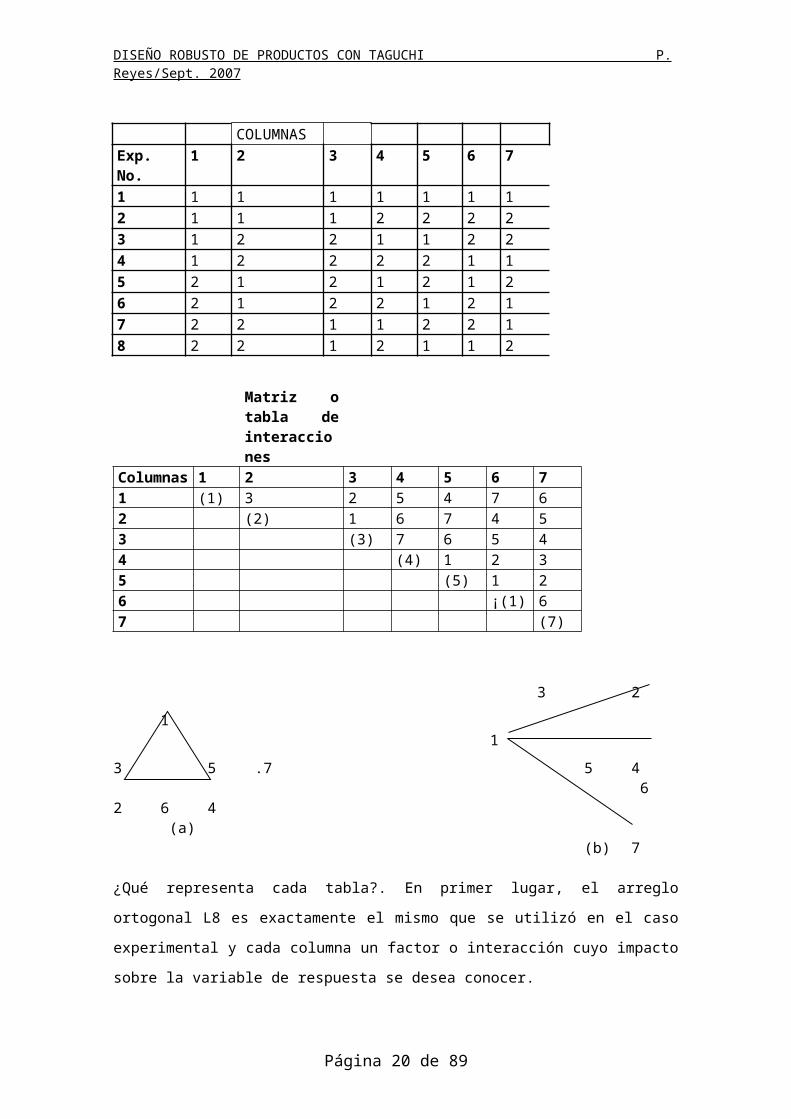
COLUMNAS Exp. No. 1 2 3 4 5 6 7
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Matriz o tabla de interacciones
Columnas 1 2 3 4 5 6 71 (1) 3 2 5 4 7 62 (2) 1 6 7 4 53 (3) 7 6 5 44 (4) 1 2 35 (5) 1 26 ¡(1) 67 (7)
3 2
11
3 5 .7 5 4 6
2 6 4 (a)
(b) 7
¿Qué representa cada tabla?. En primer lugar, el arreglo ortogonal L8 es exactamente
el mismo que se utilizó en el caso experimental y cada columna un factor o interacción
cuyo impacto sobre la variable de respuesta se desea conocer.
La matriz triangular nos representa las interacciones entre columnas. En el primer
renglón, con el titulo de columna, cada número corresponde a la columna con ese
mismo número del arreglo, al igual que los números entre paréntesis que se
encuentran en la diagonal inferior. Por ejemplo, si nosotros asignamos el factor A a la
columna 3 y el factor B a la columna 5, la interacción de AxB aparecerá en otra
columna ya definida. En el cruce de la columna número 5 y el renglón número 3 de la
Página 13 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
matriz, aparece el número 6 (marcado con * en la tabla), de manera que la interacción
de AxB se deberá asignar a la columna 6 del arreglo ortogonal.
Con ayuda de matriz de interacciones es factible, mediante prueba y error, asignar los
factores a las columnas. Sin embargo, para simplificar aun más esta asignación nos
podemos auxiliar de las gráficas lineales (1) y (2) que se muestran.
En una gráfica lineal:
a) un efecto principal se representa mediante un punto.
b) una interacción se representa mediante una línea.
c) los números representan las columnas correspondientes del arreglo ortogonal a
donde se asignan los efectos principales y las interacciones.
En particular, el arreglo ortogonal L8 tiene dos alternativas de arreglo mostrados por
las gráficas (1) y (2) respectivamente.
Por ejemplo, la gráfica (1) indica que con este arreglo se pueden analizar, tres factores
principales, (puntos 1, 2 y 4) y las interacciones entre ellos, (líneas 3, 5 y 6), además
de un cuarto factor, (punto 7), que no interactúa con los otros tres.
Los números indican que si deseamos lo anterior, los tres factores deberán asignarse
a las columnas 1, 4 y 2. Las interacciones aparecen en las columnas 3, 5 y 6.
La gráfica (2) indica cuatro factores, (puntos 1, 2, 4 y 7) con interacciones de uno de
ellos con los otros tres (líneas 3, 5 y 6).
Por lo tanto, el factor que interactúa con los otros tres se debe asignar a la columna 1
del arreglo, los otros tres factores a las columnas 2, 4 y 7. Las interacciones quedarán
en las columnas 3, 5 y 6.
Si se desea analizar un número menor de interacciones y un número mayor de
factores en el mismo arreglo ortogonal, la columna de cualquier línea representando
Página 14 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
una interacción que no es relevante, se puede utilizar para representar un factor
adicional.
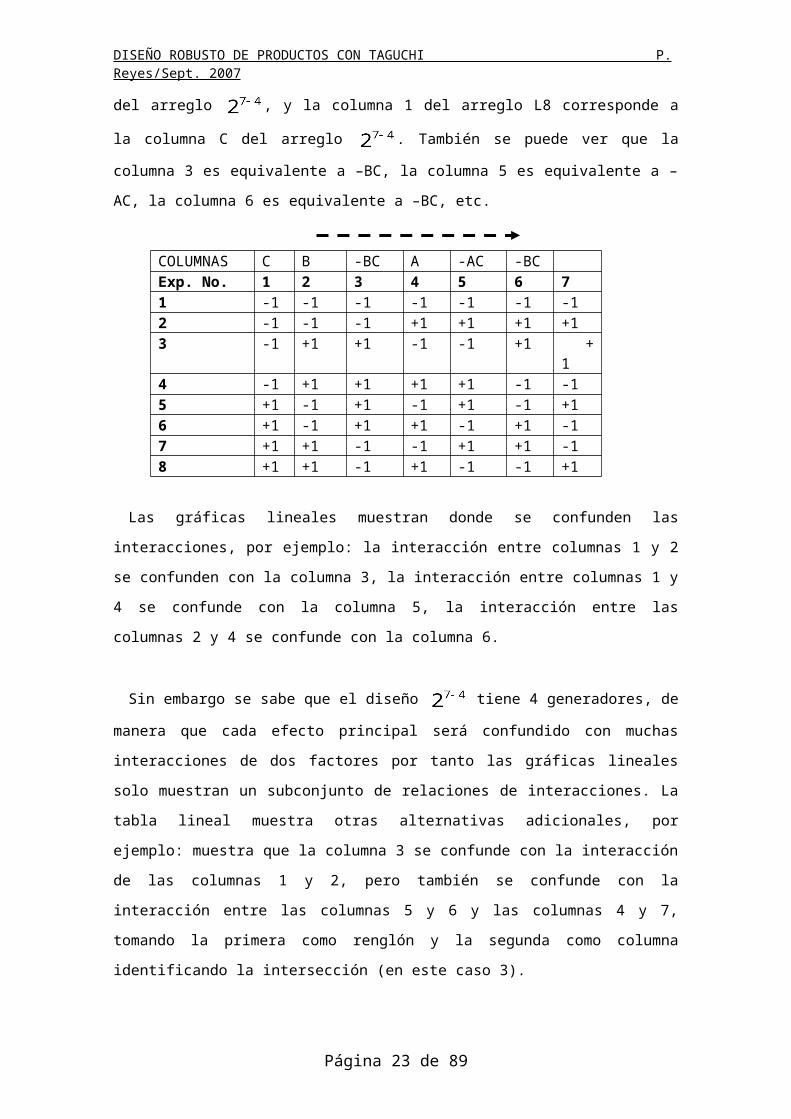
Si se cambian el 1 y 2 por -1 y +1 en el arreglo L8, es claro que representa un
arreglo factorial fraccional donde la columna 4 del arreglo L8 corresponde a la
columna A del arreglo , la columna 2 del arreglo L8 corresponde a la columna B
del arreglo , y la columna 1 del arreglo L8 corresponde a la columna C del arreglo
. También se puede ver que la columna 3 es equivalente a –BC, la columna 5 es
equivalente a –AC, la columna 6 es equivalente a –BC, etc.
COLUMNAS C B -BC A -AC -BCExp. No. 1 2 3 4 5 6 71 -1 -1 -1 -1 -1 -1 -12 -1 -1 -1 +1 +1 +1 +13 -1 +1 +1 -1 -1 +1 +14 -1 +1 +1 +1 +1 -1 -15 +1 -1 +1 -1 +1 -1 +16 +1 -1 +1 +1 -1 +1 -17 +1 +1 -1 -1 +1 +1 -18 +1 +1 -1 +1 -1 -1 +1
Las gráficas lineales muestran donde se confunden las interacciones, por ejemplo:
la interacción entre columnas 1 y 2 se confunden con la columna 3, la interacción entre
columnas 1 y 4 se confunde con la columna 5, la interacción entre las columnas 2 y 4
se confunde con la columna 6.
Sin embargo se sabe que el diseño tiene 4 generadores, de manera que cada
efecto principal será confundido con muchas interacciones de dos factores por tanto
las gráficas lineales solo muestran un subconjunto de relaciones de interacciones. La
tabla lineal muestra otras alternativas adicionales, por ejemplo: muestra que la
columna 3 se confunde con la interacción de las columnas 1 y 2, pero también se
confunde con la interacción entre las columnas 5 y 6 y las columnas 4 y 7, tomando la
primera como renglón y la segunda como columna identificando la intersección (en
este caso 3).
En la notación de los arreglos ortogonales , el 2 significa dos niveles, el 8
indica 8 corridas experimentales y el 7 significa que se pueden acomodar hasta 7
factores o una combinación con sus interacciones.
Página 15 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Los arreglos ortogonales de Taguchi también incluyen arreglos de 3 niveles arreglos
mezclados. El más simple es el L9. Su gráfica lineal indica que las columnas 3 y 4
están confundidas con los efectos de la interacción de las columnas 1 y 2.
COLUMNASExp. No. 1 2 3 41 1 1 1 12 1 2 2 23 1 3 3 34 2 1 2 35 2 2 3 16 2 3 1 27 3 1 3 28 3 2 1 39 3 3 2 1
Columna 1 Columnas 3,4 Columna 2
Gráfica lineal del arreglo ortogonal L9
En general, para un arreglo a dos niveles, el número de columnas, los efectos que
se pueden analizar, es igual al número de renglones menos 1.
Taguchi ha desarrollado una serie de arreglos para experimentos con factores a dos
niveles, los más utilizados y difundidos se anexan en el apéndice y según el número
de factores a analizar son:
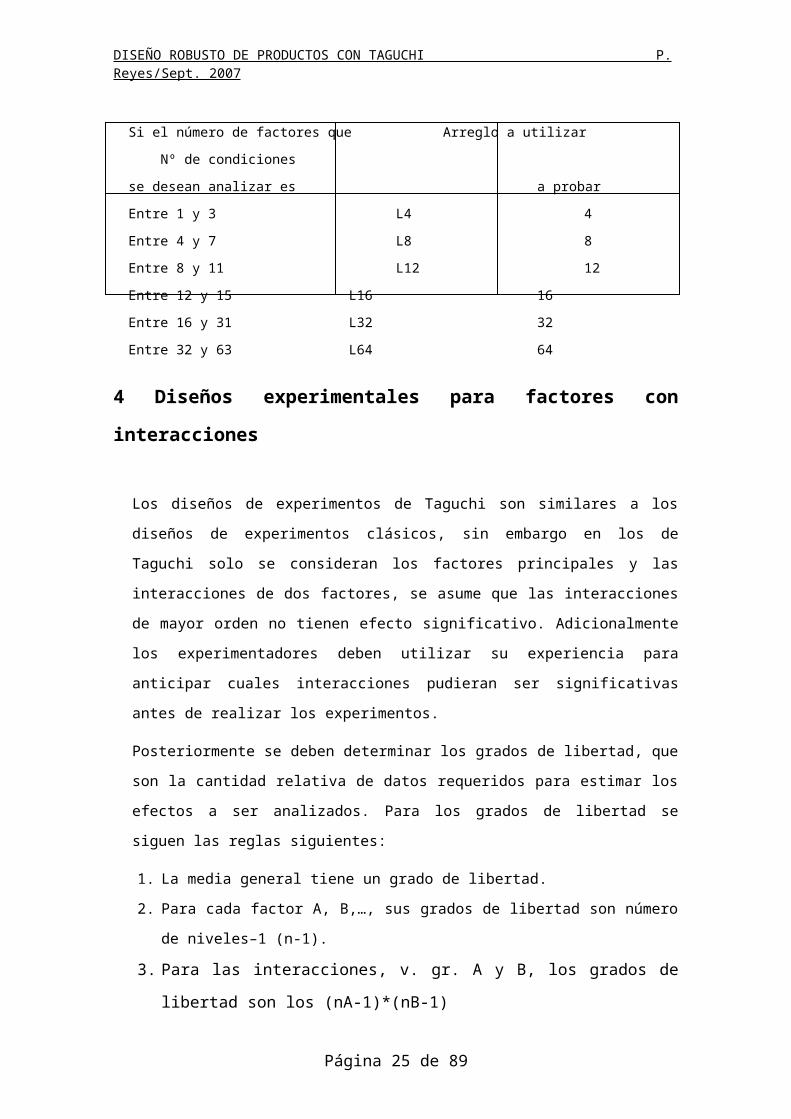
Si el número de factores que Arreglo a utilizar Nº de condiciones
se desean analizar es a probar
Entre 1 y 3 L4 4
Entre 4 y 7 L8 8
Entre 8 y 11 L12 12
Entre 12 y 15 L16 16
Entre 16 y 31 L32 32
Entre 32 y 63 L64 64
4 Diseños experimentales para factores con interacciones
Los diseños de experimentos de Taguchi son similares a los diseños de
experimentos clásicos, sin embargo en los de Taguchi solo se consideran los
factores principales y las interacciones de dos factores, se asume que las
Página 16 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
interacciones de mayor orden no tienen efecto significativo. Adicionalmente los
experimentadores deben utilizar su experiencia para anticipar cuales interacciones
pudieran ser significativas antes de realizar los experimentos.
Posteriormente se deben determinar los grados de libertad, que son la cantidad
relativa de datos requeridos para estimar los efectos a ser analizados. Para los
grados de libertad se siguen las reglas siguientes:
1. La media general tiene un grado de libertad.
2. Para cada factor A, B,…, sus grados de libertad son número de niveles–1 (n-1).
3. Para las interacciones, v. gr. A y B, los grados de libertad son los (nA-
1)*(nB-1)
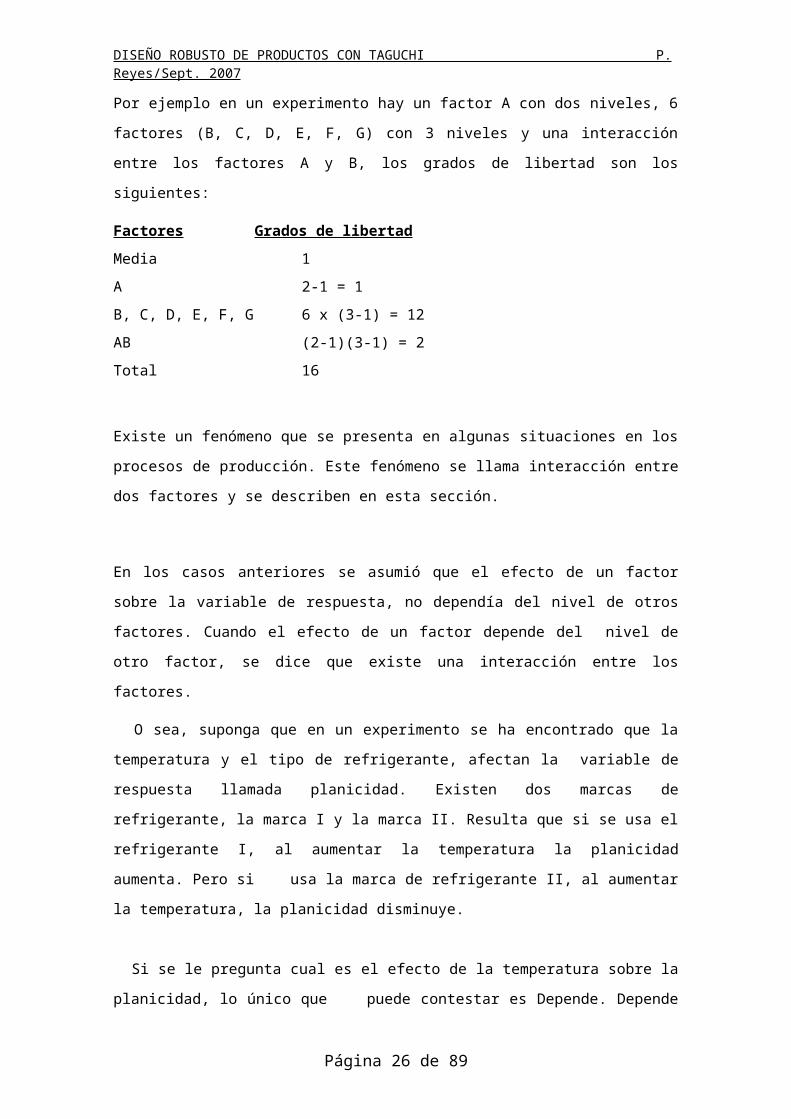
Por ejemplo en un experimento hay un factor A con dos niveles, 6 factores (B, C, D, E,
F, G) con 3 niveles y una interacción entre los factores A y B, los grados de libertad
son los siguientes:
Factores Grados de libertad
Media 1
A 2-1 = 1
B, C, D, E, F, G 6 x (3-1) = 12
AB (2-1)(3-1) = 2
Total 16
Existe un fenómeno que se presenta en algunas situaciones en los procesos de
producción. Este fenómeno se llama interacción entre dos factores y se describen en
esta sección.
En los casos anteriores se asumió que el efecto de un factor sobre la variable de
respuesta, no dependía del nivel de otros factores. Cuando el efecto de un factor
depende del nivel de otro factor, se dice que existe una interacción entre los factores.
O sea, suponga que en un experimento se ha encontrado que la temperatura y el tipo
de refrigerante, afectan la variable de respuesta llamada planicidad. Existen dos
marcas de refrigerante, la marca I y la marca II. Resulta que si se usa el refrigerante I,
al aumentar la temperatura la planicidad aumenta. Pero si usa la marca de
refrigerante II, al aumentar la temperatura, la planicidad disminuye.
Página 17 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Si se le pregunta cual es el efecto de la temperatura sobre la planicidad, lo único que
puede contestar es Depende. Depende de qué? del tipo de refrigerante que use. En
este caso se dice que existe una interacción entre la temperatura y el refrigerante.
Otro ejemplo es el caso de 2 medicamentos que al suministrarse en forma
independiente, provocan mejoría en las condiciones del paciente. Por otro lado,
cuando los dos medicamentos son suministrados al mismo tiempo y la condición del
paciente empeora, se dice que los dos medicamentos interactúan.
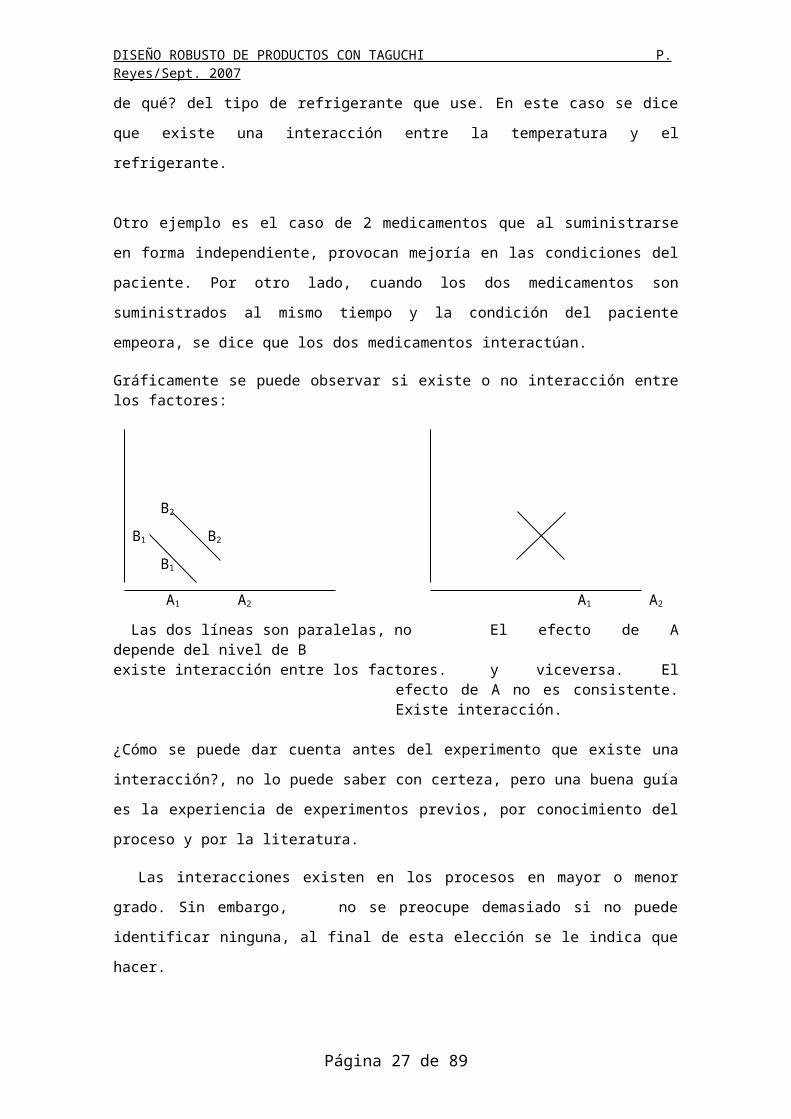
Gráficamente se puede observar si existe o no interacción entre los factores:
B2
B1 B2
B1
A1 A2 A1 A2
Las dos líneas son paralelas, no El efecto de A depende del nivel de B existe interacción entre los factores. y viceversa. El efecto de A no es
consistente. Existe interacción.
¿Cómo se puede dar cuenta antes del experimento que existe una interacción?, no lo
puede saber con certeza, pero una buena guía es la experiencia de experimentos
previos, por conocimiento del proceso y por la literatura.
Las interacciones existen en los procesos en mayor o menor grado. Sin embargo,
no se preocupe demasiado si no puede identificar ninguna, al final de esta elección se
le indica que hacer.
En las secciones anteriores se analizaron aplicaciones de arreglos ortogonales, en
los cuales no existían interacciones entre los factores principales. En otros casos,
podemos estar interesados en analizar el efecto que algunas interacciones en
particular tienen sobre la variable de respuesta.
¿Pero qué sucede cuando se desea incluir interacciones en un arreglo ortogonal?, se
puede decir lo siguiente:
a) los arreglos ortogonales a utilizar para los casos con interacciones, son
exactamente los mismos que se usan para el caso sin interacciones.
Página 18 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
b) al asignar dos factores, A y B por ejemplo, a ciertas columnas, automáticamente la
interacción de esos dos factores AxB se reflejará en otra columna del arreglo. Por lo
tanto, esta tercera columna ya no podrá ser utilizada por algún otro factor o
interacción a menos que se pueda suponer la interacción AxB como inexistente.
c) una interacción significante que se desee probar, tomará una columna y en
consecuencia un grado de libertad. Por lo tanto, isi deseamos analizar el efecto de
6 factores y 4 de las interacciones entre ellos, requerimos por lo menos de 10
grados de libertad, esto es de 10 columnas, o sea un arreglo L 16 y no un arreglo
L8, que sería suficiente sin interacciones.
d) se deberá tener cuidado especial, en la manera como se asignan los factores a las
columnas, para que sus interacciones no se confundan con otros factores
principales u otras interacciones que también deseamos probar.
Una condición que existe para el manejo de las interacciones mediante procedimientos
de arreglos ortogonales Taguchi, es que se tenga una definición “a priori “ de cuáles
interacciones específicamente sospechamos que existen. Esto es, debemos definir de
antemano qué interacciones creemos son relevantes, a fin de incluirlas en nuestro
análisis.
Diseños experimentales
El diseño experimental de Taguchi sigue un proceso de tres pasos:
1. Determinar los grados de libertad totales (Df)
2. Seleccionar un arreglo ortogonal estándar por medio de las dos reglas siguientes:
Regla 1. El número de experimentos o corridas en el arreglo ortogonal >= Total Df.
Regla 2. El arreglo ortogonal seleccionado deberá poder acomodar las
combinaciones de niveles de factores en el experimento.
3. Asignar factores a las columnas apropiadas usando las reglas siguientes:
Regla 1. Asignar interacciones de acuerdo a la gráfica lineal y tabla de
interacciones.
Regla 2. Usar técnicas especiales, tales como niveles artificiales y construcción de
columnas, cuando el arreglo ortogonal original no puede acomodar los niveles de
los factores en el experimento.
Regla 3. Mantener algunas columnas vacías is no pueden ser asignadas todas las
columnas.
Página 19 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
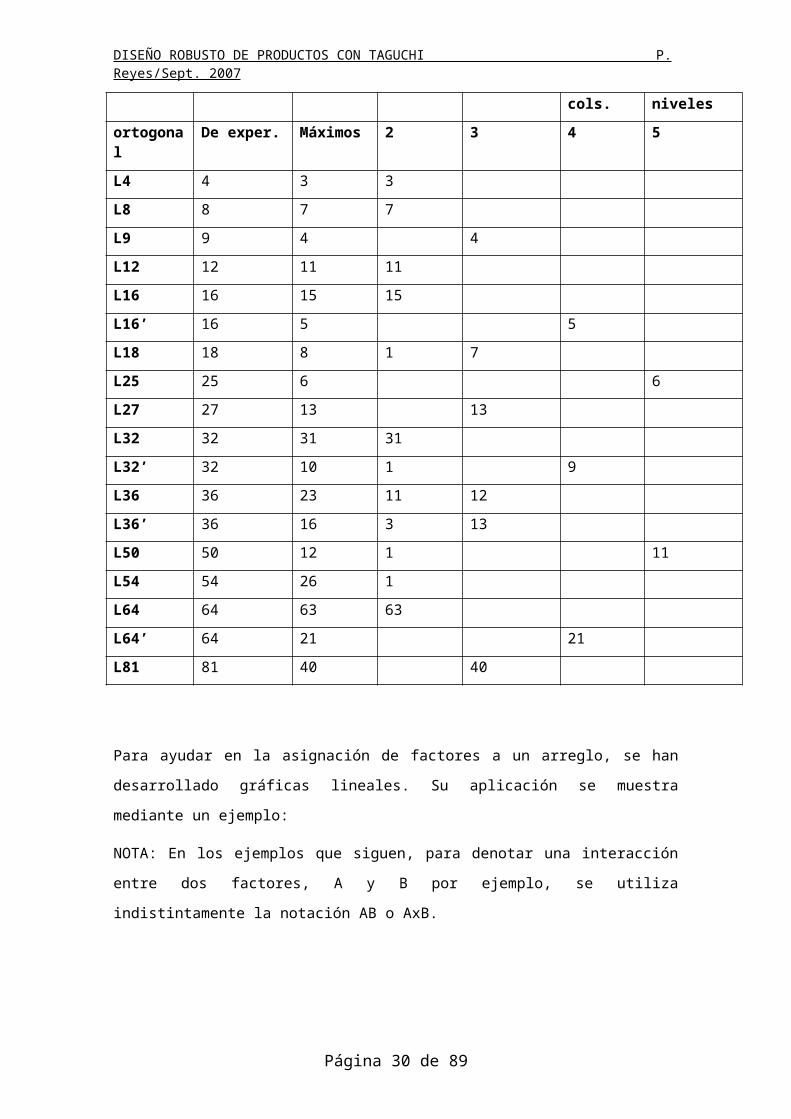
Se puede usar la tabla siguiente como referencia:
Arreglo Número Factores Máximo Número De cols. En niveles
ortogonal De exper. Máximos 2 3 4 5
L4 4 3 3
L8 8 7 7
L9 9 4 4
L12 12 11 11
L16 16 15 15
L16’ 16 5 5
L18 18 8 1 7
L25 25 6 6
L27 27 13 13
L32 32 31 31
L32’ 32 10 1 9
L36 36 23 11 12
L36’ 36 16 3 13
L50 50 12 1 11
L54 54 26 1
L64 64 63 63
L64’ 64 21 21
L81 81 40 40
Para ayudar en la asignación de factores a un arreglo, se han desarrollado gráficas
lineales. Su aplicación se muestra mediante un ejemplo:
NOTA: En los ejemplos que siguen, para denotar una interacción entre dos factores, A
y B por ejemplo, se utiliza indistintamente la notación AB o AxB.
Gráficas lineales
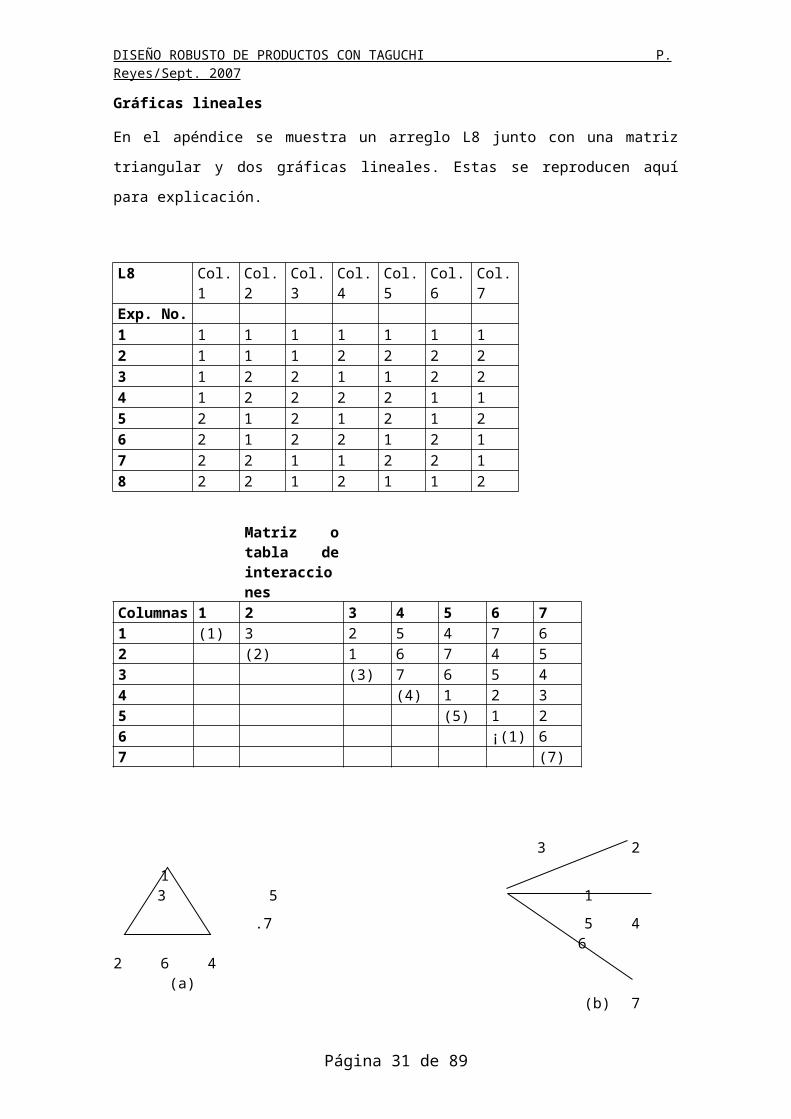
En el apéndice se muestra un arreglo L8 junto con una matriz triangular y dos gráficas
lineales. Estas se reproducen aquí para explicación.
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7
Exp. No.
1 1 1 1 1 1 1 1
Página 20 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Matriz o tabla de interacciones
Columnas 1 2 3 4 5 6 71 (1) 3 2 5 4 7 62 (2) 1 6 7 4 53 (3) 7 6 5 44 (4) 1 2 35 (5) 1 26 ¡(1) 67 (7)
3 2
1 3 5 1
.7 5 4 6
2 6 4 (a)
(b) 7
La aplicación de gráficas lineales se muestra mediante una serie de ejemplos.
Página 21 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
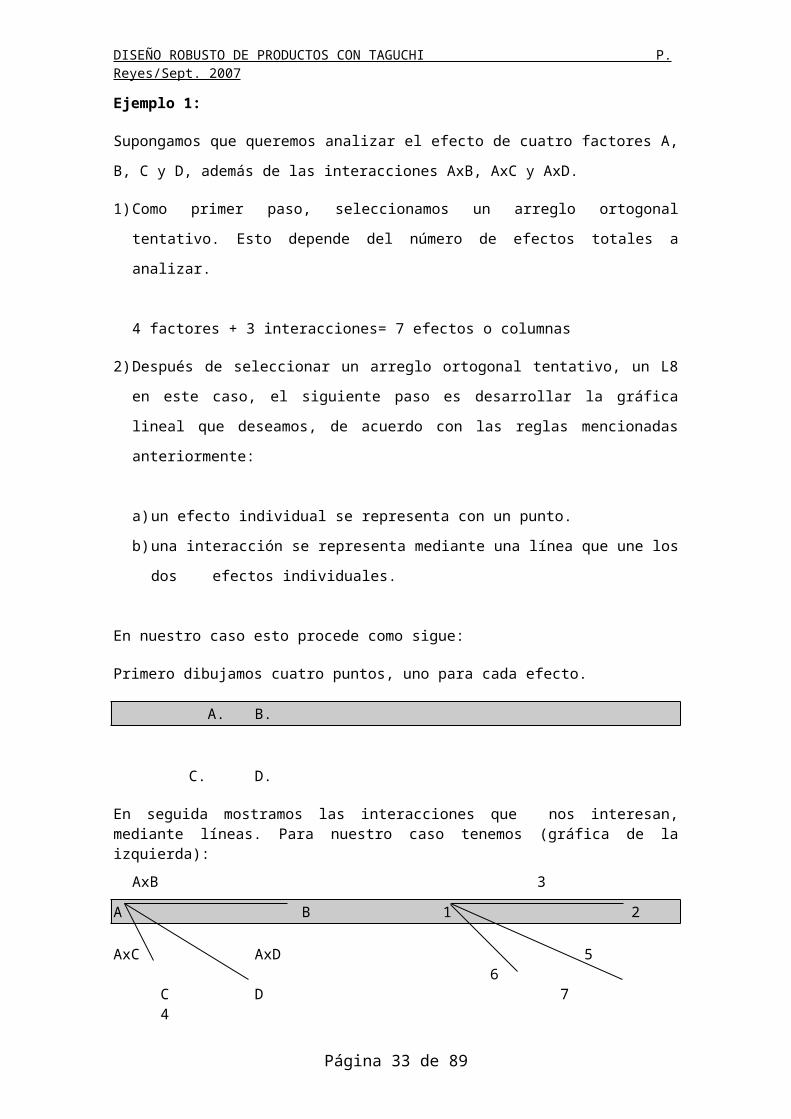
Ejemplo 1:
Supongamos que queremos analizar el efecto de cuatro factores A, B, C y D, además
de las interacciones AxB, AxC y AxD.
1) Como primer paso, seleccionamos un arreglo ortogonal tentativo. Esto depende del
número de efectos totales a analizar.
4 factores + 3 interacciones= 7 efectos o columnas
2) Después de seleccionar un arreglo ortogonal tentativo, un L8 en este caso, el
siguiente paso es desarrollar la gráfica lineal que deseamos, de acuerdo con las
reglas mencionadas anteriormente:
a) un efecto individual se representa con un punto.
b) una interacción se representa mediante una línea que une los dos efectos
individuales.
En nuestro caso esto procede como sigue:
Primero dibujamos cuatro puntos, uno para cada efecto.
A. B.
C. D.
En seguida mostramos las interacciones que nos interesan, mediante líneas. Para nuestro caso tenemos (gráfica de la izquierda):
AxB 3
A B 1 2
AxC AxD 56
C D 7 4
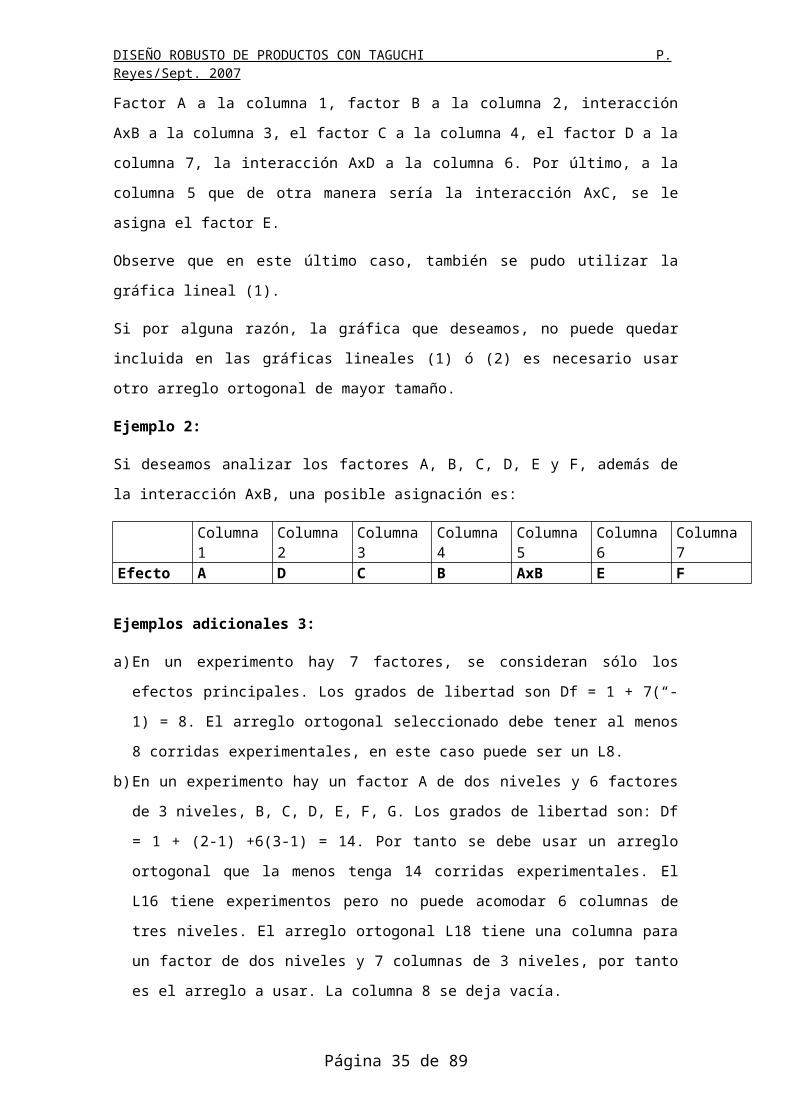
3) Identificamos la gráfica mostrada en el apéndice que más se parece a la gráfica
deseada, y vemos que esta es la gráfica (2), (dibujada a la derecha de la anterior).
Por lo tanto, podremos asignar el factor A a la columna 1, el factor B a la columna 2,
la interacción AxB a la columna 3, el factor D a la columna 4, la interacción AxD a la
columna 5, el factor C a la columna 7 y la interacción AxC a la columna 6.
Esto es:
Página 22 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Columna 1
Columna 2
Columna 3
Columna 4
Columna 5
Columna 6
Columna 7
Exp. No. A B AxB D AxD AxC C
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Supongamos que ahora queremos analizar un factor más, el factor E y creemos que la
interacción AxC realmente no es relevante. La gráfica lineal que requerimos es:
B
AxB
A C .E
AxD
D
Esta gráfica es parecida a la gráfica lineal (2) excepto por la interacción de AxC, por lo
tanto, una asignación lógica es:
Factor A a la columna 1, factor B a la columna 2, interacción AxB a la columna 3, el
factor C a la columna 4, el factor D a la columna 7, la interacción AxD a la columna 6.
Por último, a la columna 5 que de otra manera sería la interacción AxC, se le asigna el
factor E.
Observe que en este último caso, también se pudo utilizar la gráfica lineal (1).
Si por alguna razón, la gráfica que deseamos, no puede quedar incluida en las gráficas
lineales (1) ó (2) es necesario usar otro arreglo ortogonal de mayor tamaño.
Ejemplo 2:
Si deseamos analizar los factores A, B, C, D, E y F, además de la interacción AxB, una
posible asignación es:
Columna 1
Columna 2
Columna 3
Columna 4
Columna 5
Columna 6
Columna 7
Efecto A D C B AxB E F
Página 23 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Ejemplos adicionales 3:
a) En un experimento hay 7 factores, se consideran sólo los efectos principales. Los
grados de libertad son Df = 1 + 7(“-1) = 8. El arreglo ortogonal seleccionado debe
tener al menos 8 corridas experimentales, en este caso puede ser un L8.
b) En un experimento hay un factor A de dos niveles y 6 factores de 3 niveles, B, C, D,
E, F, G. Los grados de libertad son: Df = 1 + (2-1) +6(3-1) = 14. Por tanto se debe
usar un arreglo ortogonal que la menos tenga 14 corridas experimentales. El L16
tiene experimentos pero no puede acomodar 6 columnas de tres niveles. El arreglo
ortogonal L18 tiene una columna para un factor de dos niveles y 7 columnas de 3
niveles, por tanto es el arreglo a usar. La columna 8 se deja vacía.
L18 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7
Col. 8
Exp. No. A B C D E F G e1 1 1 1 1 1 1 1 12 1 1 2 2 2 2 2 23 1 1 3 3 3 3 3 34 1 2 1 1 2 2 3 35 1 2 2 2 3 3 1 16 1 2 3 3 1 1 2 27 1 3 1 2 1 3 2 38 1 3 2 3 2 1 3 19 1 3 3 1 3 2 1 210 2 1 1 3 3 2 2 111 2 1 2 1 1 3 3 212 2 1 3 2 2 1 1 313 2 2 1 2 3 1 3 214 2 2 2 3 1 2 1 315 2 2 3 1 2 3 2 116 2 3 1 3 2 3 1 217 2 3 2 1 3 1 2 318 2 3 3 2 1 2 3 1
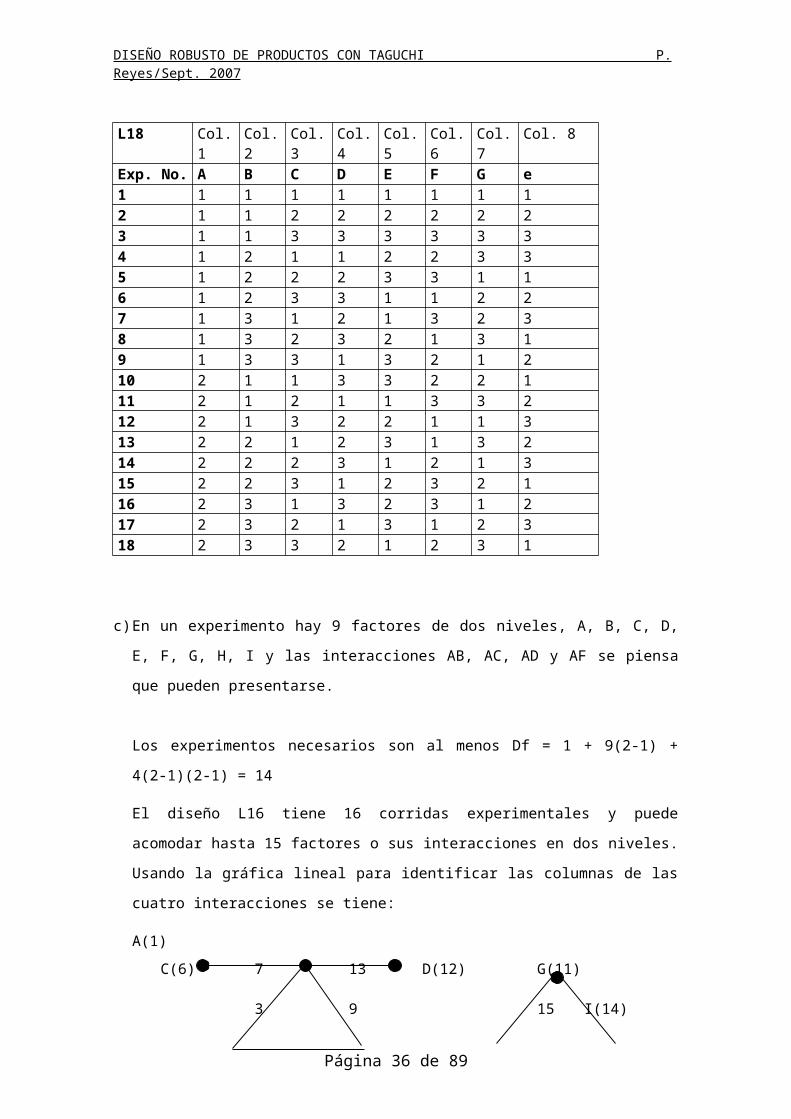
c) En un experimento hay 9 factores de dos niveles, A, B, C, D, E, F, G, H, I y las
interacciones AB, AC, AD y AF se piensa que pueden presentarse.
Los experimentos necesarios son al menos Df = 1 + 9(2-1) + 4(2-1)(2-1) = 14
El diseño L16 tiene 16 corridas experimentales y puede acomodar hasta 15 factores
o sus interacciones en dos niveles. Usando la gráfica lineal para identificar las
columnas de las cuatro interacciones se tiene:
Página 24 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
A(1)
C(6) 7 13 D(12) G(11)
3 9 15 I(14)
B(2) 10 F(8) E(4) H(5)
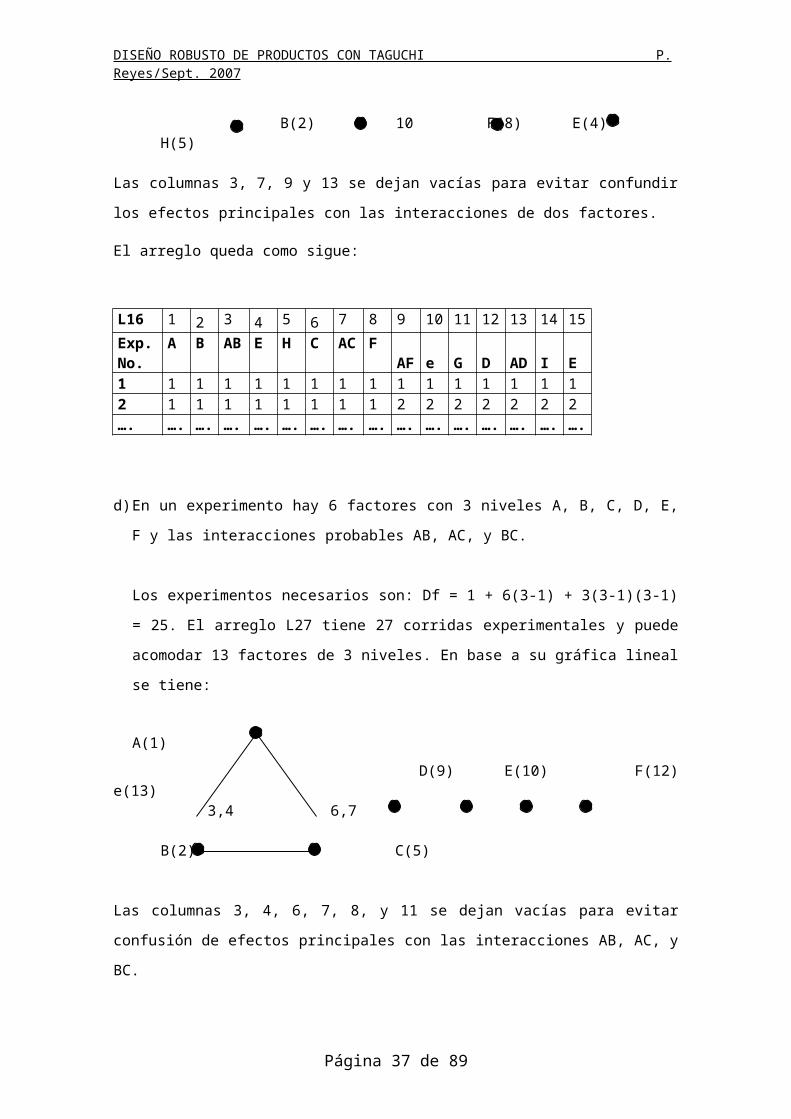
Las columnas 3, 7, 9 y 13 se dejan vacías para evitar confundir los efectos principales
con las interacciones de dos factores.
El arreglo queda como sigue:
L16 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Exp. No.
A B AB E H C AC FAF e G D AD I E
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2…. …. …. …. …. …. …. …. …. …. …. …. …. …. …. ….
d) En un experimento hay 6 factores con 3 niveles A, B, C, D, E, F y las interacciones
probables AB, AC, y BC.
Los experimentos necesarios son: Df = 1 + 6(3-1) + 3(3-1)(3-1) = 25. El arreglo L27
tiene 27 corridas experimentales y puede acomodar 13 factores de 3 niveles. En
base a su gráfica lineal se tiene:
A(1)
D(9) E(10) F(12) e(13)3,4 6,7
B(2) C(5)
Las columnas 3, 4, 6, 7, 8, y 11 se dejan vacías para evitar confusión de efectos
principales con las interacciones AB, AC, y BC.
Página 25 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Técnicas especiales
Algunas veces se requiere tener algunos factores con diferentes niveles en el mismo
experimento, por ejemplo cuatro o más niveles, para esto se utilizan algunas técnicas
especiales.
Combinación de columnas
Se pueden combinar varias columnas de bajo nivel en una columna de mayor nivel.
a) Creación de una columna de cuatro niveles usando columnas de dos niveles:
Se requieren tres columnas de dos niveles para crear una columna de 8 niveles, como
cada columna tiene un grado de libertad, y una de cuatro niveles tiene tres grados de
libertad, se requieren tres columnas, que se forman con dos columnas y la columna de
su interacción.
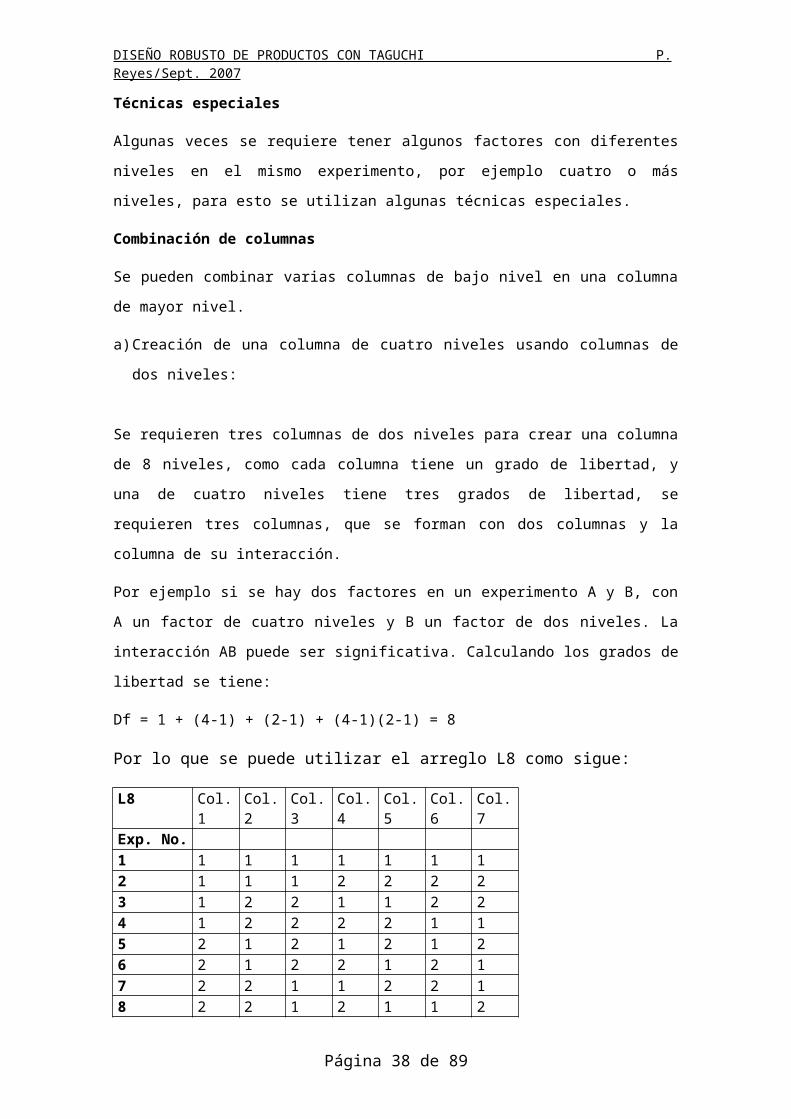
Por ejemplo si se hay dos factores en un experimento A y B, con A un factor de cuatro
niveles y B un factor de dos niveles. La interacción AB puede ser significativa.
Calculando los grados de libertad se tiene:
Df = 1 + (4-1) + (2-1) + (4-1)(2-1) = 8
Por lo que se puede utilizar el arreglo L8 como sigue:
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7
Exp. No.
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
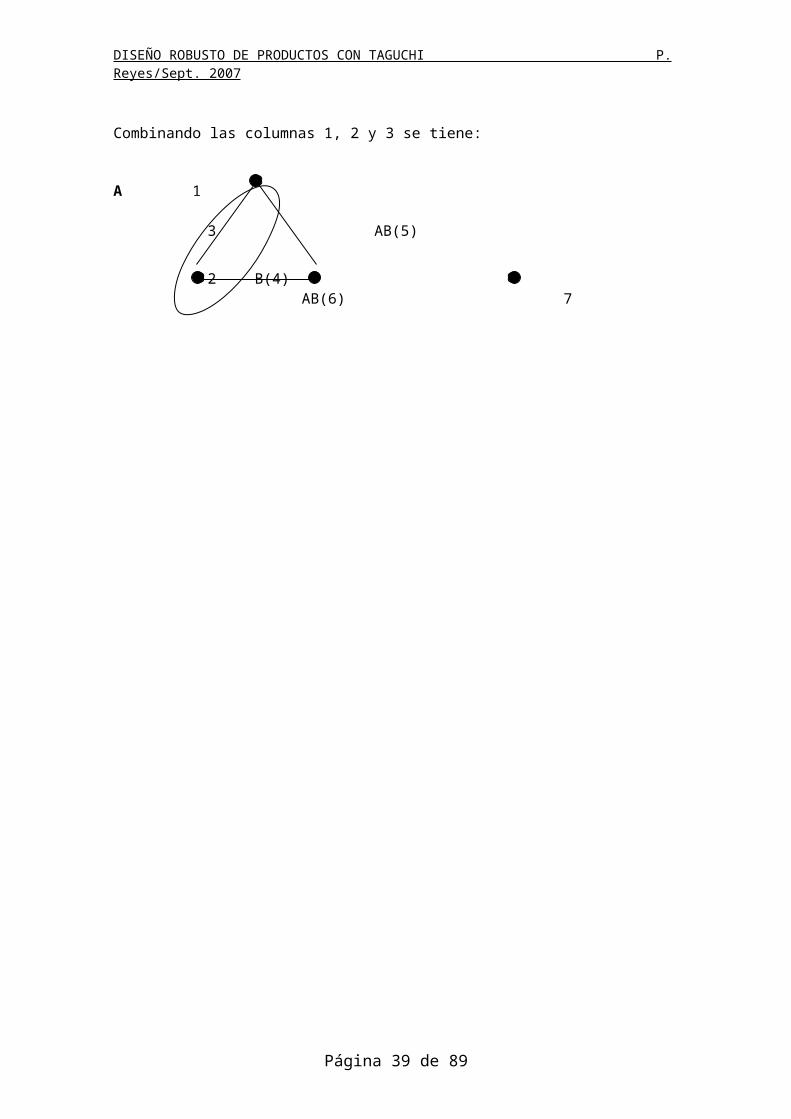
Combinando las columnas 1, 2 y 3 se tiene:
A 1
3 AB(5)
2 B(4)AB(6) 7
Página 26 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
L8 Col.1 Col. 2
Col. Nueva B
Exp. No.
1 1 1 1
2 1 1 1
3 1 2 2
4 1 2 2
5 2 1 3
6 2 1 3
7 2 2 4
8 2 2 4
L8 Col. nueva
Col. 4
Col. 5
Col. 6
Col. 7
Exp. No.
1 1 1 1 1 1
2 1 2 2 2 2
3 2 1 1 2 2
4 2 2 2 1 1
5 3 1 2 1 2
6 3 2 1 2 1
7 4 1 2 2 1
8 4 2 1 1 2
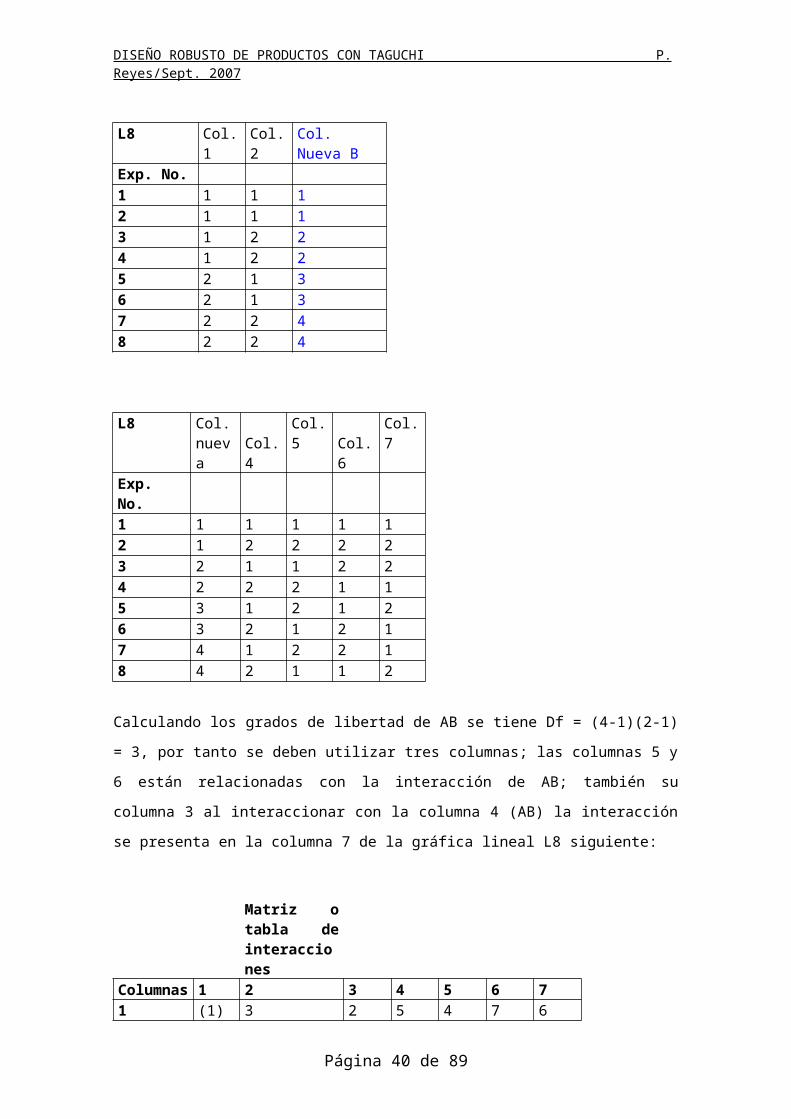
Calculando los grados de libertad de AB se tiene Df = (4-1)(2-1) = 3, por tanto se
deben utilizar tres columnas; las columnas 5 y 6 están relacionadas con la interacción
de AB; también su columna 3 al interaccionar con la columna 4 (AB) la interacción se
presenta en la columna 7 de la gráfica lineal L8 siguiente:
Matriz o tabla de interacciones
Columnas 1 2 3 4 5 6 71 (1) 3 2 5 4 7 62 (2) 1 6 7 4 53 (3) 7 6 5 44 (4) 1 2 35 (5) 1 26 ¡(1) 67 (7)
Página 27 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
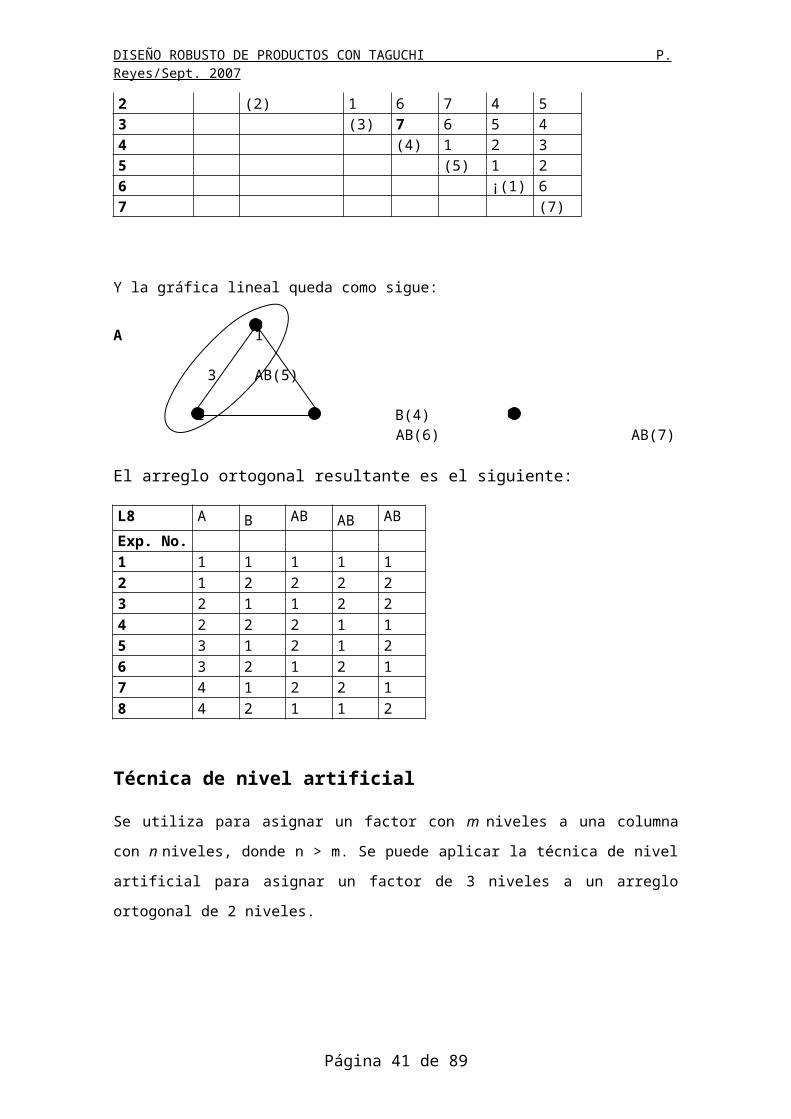
Y la gráfica lineal queda como sigue:
A 1
3 AB(5)
2 B(4) AB(6) AB(7)
El arreglo ortogonal resultante es el siguiente:
L8 A B AB AB AB
Exp. No.
1 1 1 1 1 1
2 1 2 2 2 2
3 2 1 1 2 2
4 2 2 2 1 1
5 3 1 2 1 2
6 3 2 1 2 1
7 4 1 2 2 1
8 4 2 1 1 2
Técnica de nivel artificial
Se utiliza para asignar un factor con m niveles a una columna con n niveles, donde n >
m. Se puede aplicar la técnica de nivel artificial para asignar un factor de 3 niveles a un
arreglo ortogonal de 2 niveles.
Por ejemplo, si en un experimento hay 1 factor de 2 niveles A, y 3 factores de 3 niveles
B, C, D. Los grados de libertad son los siguientes:
Df = 1 + (2-1) + 3(3-1) = 8
El arreglo L8 no puede acomodar este diseño porque solo tiene columnas de 2 niveles,
se requiere un arreglo mayor como el L9 que puede acomodar hasta 4 factores de tres
niveles, de esta forma se puede utilizar una columna para el factor A en 2 niveles y los
factores B, C, y D a otras 3 columnas como sigue:
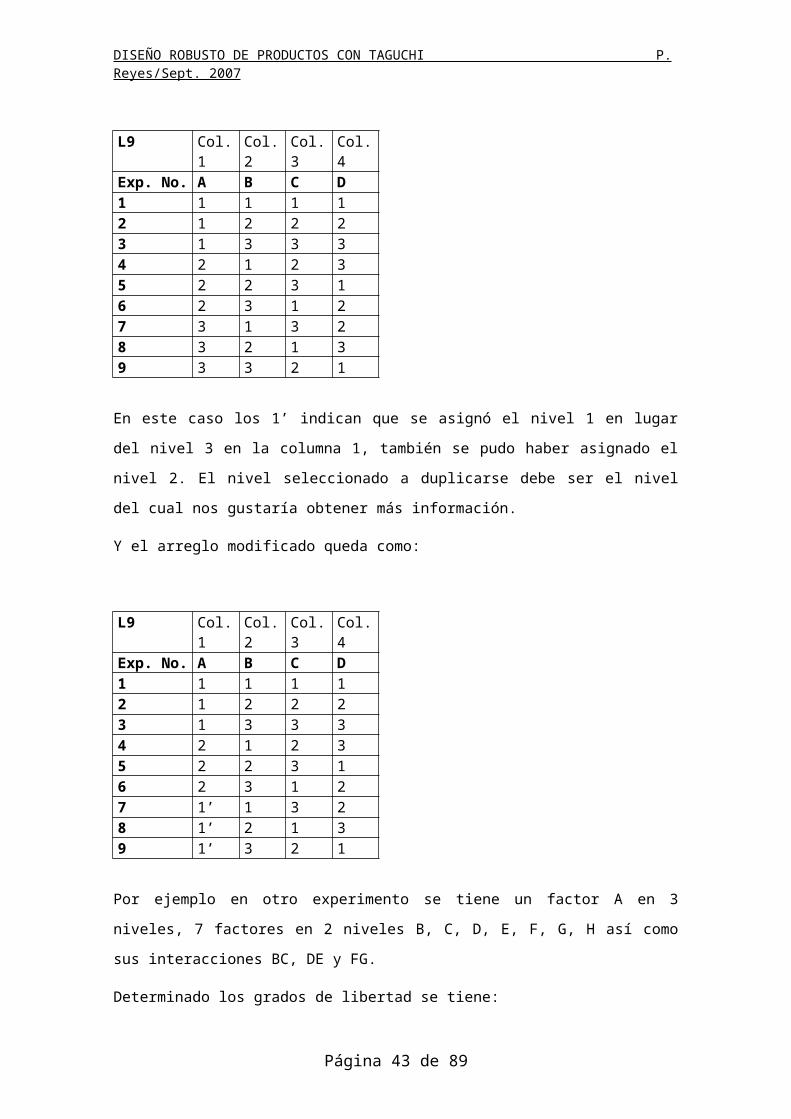
El arreglo L9 original es:
Página 28 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
L9 Col.1 Col. 2
Col. 3
Col. 4
Exp. No. A B C D1 1 1 1 12 1 2 2 23 1 3 3 34 2 1 2 35 2 2 3 16 2 3 1 27 3 1 3 28 3 2 1 39 3 3 2 1
En este caso los 1’ indican que se asignó el nivel 1 en lugar del nivel 3 en la columna
1, también se pudo haber asignado el nivel 2. El nivel seleccionado a duplicarse debe
ser el nivel del cual nos gustaría obtener más información.
Y el arreglo modificado queda como:
L9 Col.1 Col. 2
Col. 3
Col. 4
Exp. No. A B C D1 1 1 1 12 1 2 2 23 1 3 3 34 2 1 2 35 2 2 3 16 2 3 1 27 1’ 1 3 28 1’ 2 1 39 1’ 3 2 1
Por ejemplo en otro experimento se tiene un factor A en 3 niveles, 7 factores en 2
niveles B, C, D, E, F, G, H así como sus interacciones BC, DE y FG.
Determinado los grados de libertad se tiene:
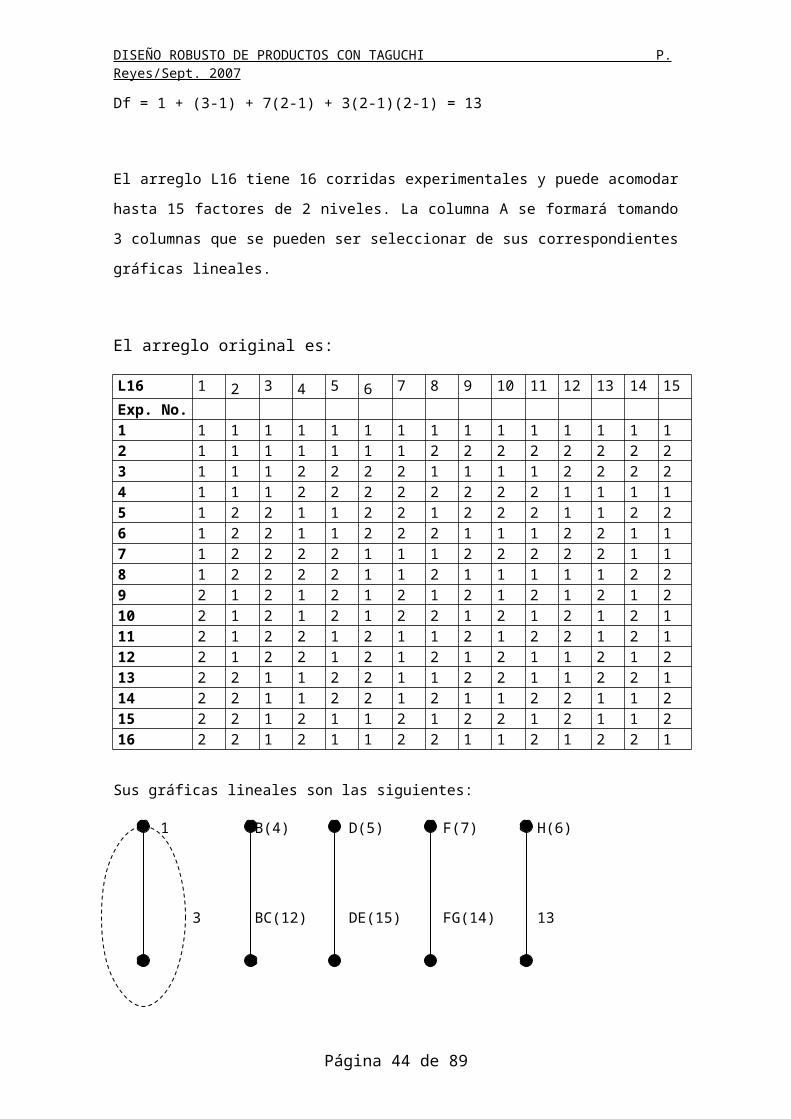
Df = 1 + (3-1) + 7(2-1) + 3(2-1)(2-1) = 13
El arreglo L16 tiene 16 corridas experimentales y puede acomodar hasta 15 factores
de 2 niveles. La columna A se formará tomando 3 columnas que se pueden ser
seleccionar de sus correspondientes gráficas lineales.
Página 29 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
El arreglo original es:
L16 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Exp. No. 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 1 1 2 2 2 2 2 2 2 23 1 1 1 2 2 2 2 1 1 1 1 2 2 2 24 1 1 1 2 2 2 2 2 2 2 2 1 1 1 15 1 2 2 1 1 2 2 1 2 2 2 1 1 2 26 1 2 2 1 1 2 2 2 1 1 1 2 2 1 17 1 2 2 2 2 1 1 1 2 2 2 2 2 1 18 1 2 2 2 2 1 1 2 1 1 1 1 1 2 29 2 1 2 1 2 1 2 1 2 1 2 1 2 1 210 2 1 2 1 2 1 2 2 1 2 1 2 1 2 111 2 1 2 2 1 2 1 1 2 1 2 2 1 2 112 2 1 2 2 1 2 1 2 1 2 1 1 2 1 213 2 2 1 1 2 2 1 1 2 2 1 1 2 2 114 2 2 1 1 2 2 1 2 1 1 2 2 1 1 215 2 2 1 2 1 1 2 1 2 2 1 2 1 1 216 2 2 1 2 1 1 2 2 1 1 2 1 2 2 1
Sus gráficas lineales son las siguientes:
1 B(4) D(5) F(7) H(6)
3 BC(12)DE(15)FG(14)13
2 C(8) E(10) G(9) 11
A
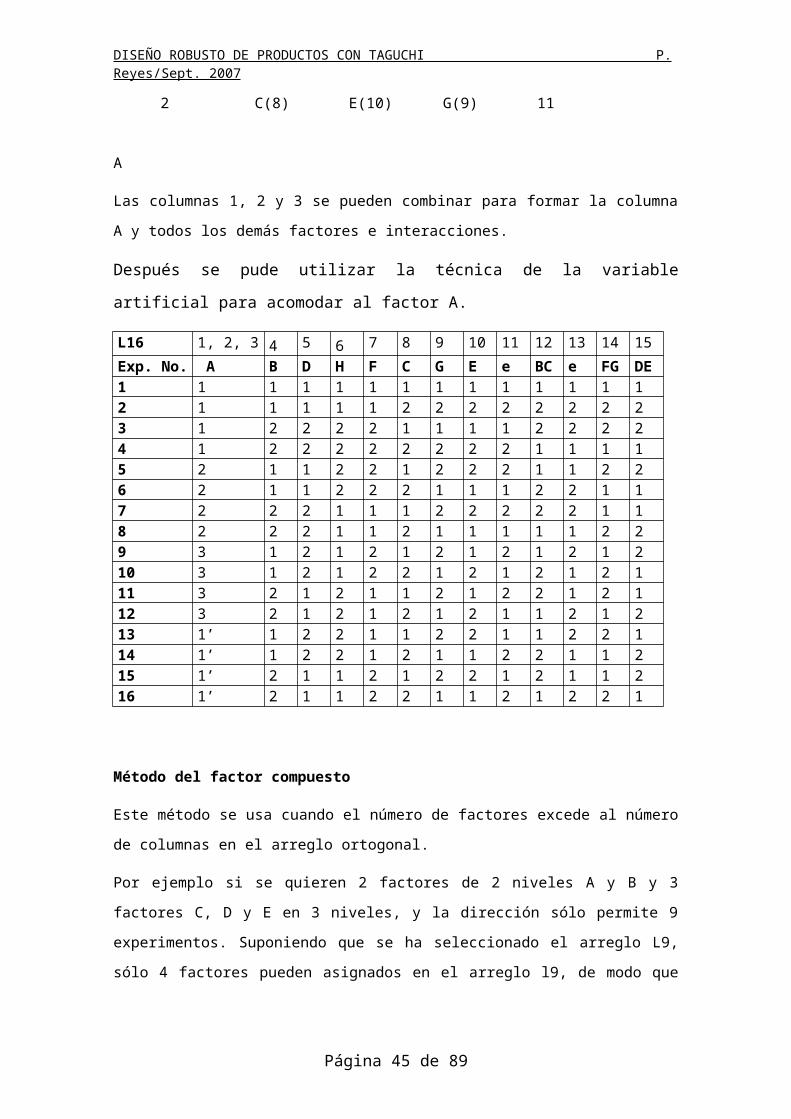
Las columnas 1, 2 y 3 se pueden combinar para formar la columna A y todos los
demás factores e interacciones.
Después se pude utilizar la técnica de la variable artificial para acomodar al factor A.
L16 1, 2, 3 4 5 6 7 8 9 10 11 12 13 14 15
Exp. No. A B D H F C G E e BC e FG DE1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 2 2 2 2 2 2 2 2
Página 30 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
3 1 2 2 2 2 1 1 1 1 2 2 2 24 1 2 2 2 2 2 2 2 2 1 1 1 15 2 1 1 2 2 1 2 2 2 1 1 2 26 2 1 1 2 2 2 1 1 1 2 2 1 17 2 2 2 1 1 1 2 2 2 2 2 1 18 2 2 2 1 1 2 1 1 1 1 1 2 29 3 1 2 1 2 1 2 1 2 1 2 1 210 3 1 2 1 2 2 1 2 1 2 1 2 111 3 2 1 2 1 1 2 1 2 2 1 2 112 3 2 1 2 1 2 1 2 1 1 2 1 213 1’ 1 2 2 1 1 2 2 1 1 2 2 114 1’ 1 2 2 1 2 1 1 2 2 1 1 215 1’ 2 1 1 2 1 2 2 1 2 1 1 216 1’ 2 1 1 2 2 1 1 2 1 2 2 1
Método del factor compuesto
Este método se usa cuando el número de factores excede al número de columnas en
el arreglo ortogonal.
Por ejemplo si se quieren 2 factores de 2 niveles A y B y 3 factores C, D y E en 3
niveles, y la dirección sólo permite 9 experimentos. Suponiendo que se ha
seleccionado el arreglo L9, sólo 4 factores pueden asignados en el arreglo l9, de modo
que estamos tratando de asignar estos factores de 2 niveles A y B en 1 columna de 3
niveles.
Hay cuatro combinaciones para A y B: A1B1, A1B2, A2B1 y A2B2, dado que la
columna tiene sólo 3 niveles, sólo se pueden seleccionar 3 combianciones tales como
(AB)1 = A1B1, (AB)2 = A1B2 y (AB)3 = A2B1. El factor compuesto AB puede ser
asignado a la columna de 3 niveles.
Página 31 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
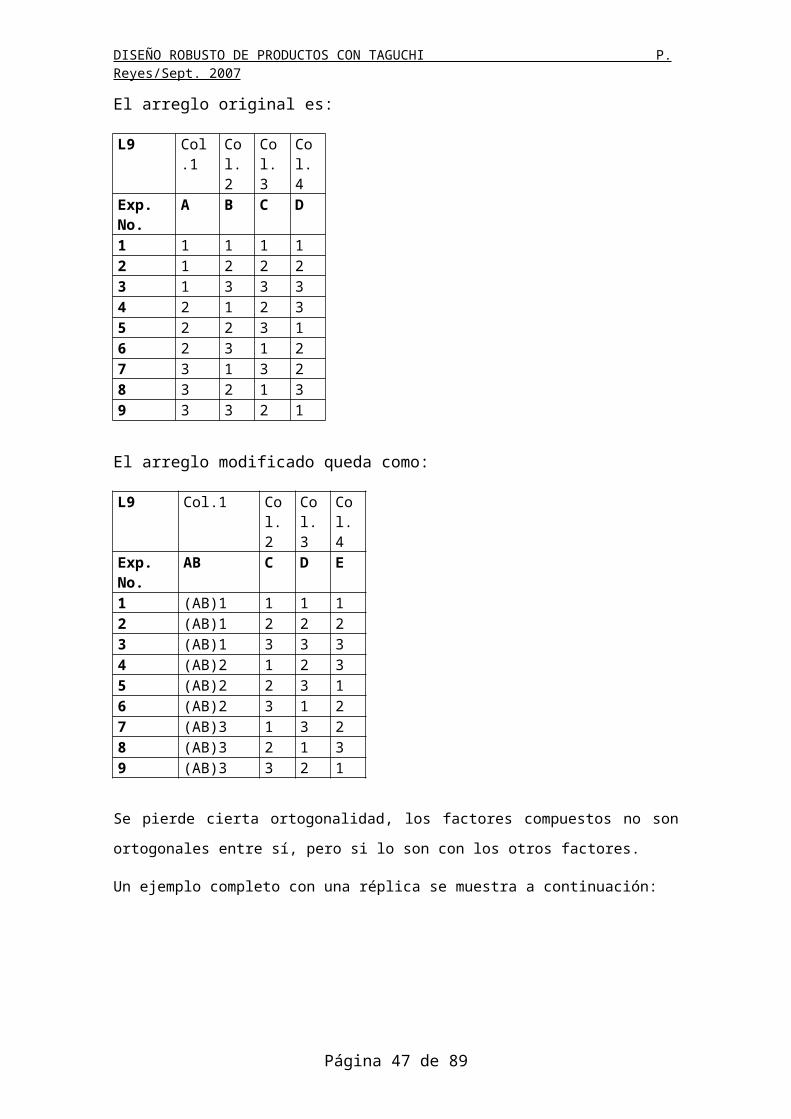
El arreglo original es:
L9 Col.1 Col. 2
Col. 3
Col. 4
Exp. No.
A B C D
1 1 1 1 12 1 2 2 23 1 3 3 34 2 1 2 35 2 2 3 16 2 3 1 27 3 1 3 28 3 2 1 39 3 3 2 1
El arreglo modificado queda como:
L9 Col.1 Col. 2
Col. 3
Col. 4
Exp. No.
AB C D E
1 (AB)1 1 1 12 (AB)1 2 2 23 (AB)1 3 3 34 (AB)2 1 2 35 (AB)2 2 3 16 (AB)2 3 1 27 (AB)3 1 3 28 (AB)3 2 1 39 (AB)3 3 2 1
Se pierde cierta ortogonalidad, los factores compuestos no son ortogonales entre sí,
pero si lo son con los otros factores.
Un ejemplo completo con una réplica se muestra a continuación:
Página 32 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
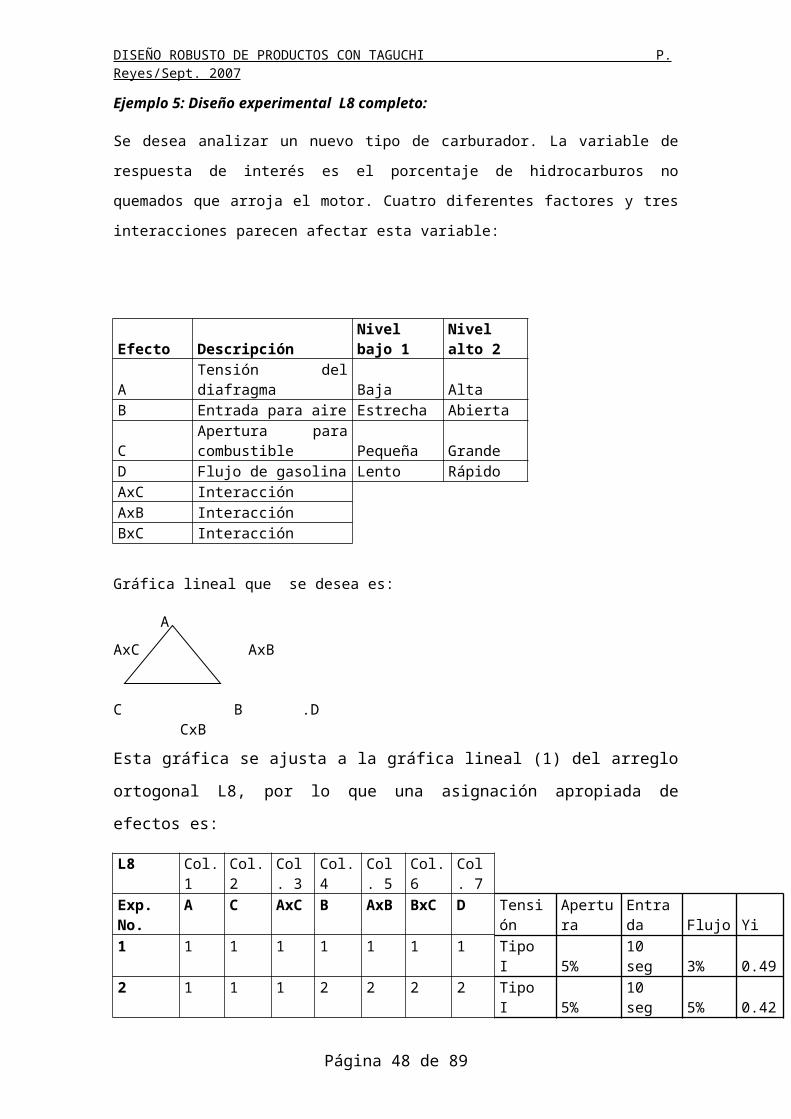
Ejemplo 5: Diseño experimental L8 completo:
Se desea analizar un nuevo tipo de carburador. La variable de respuesta de interés es
el porcentaje de hidrocarburos no quemados que arroja el motor. Cuatro diferentes
factores y tres interacciones parecen afectar esta variable:
Efecto Descripción Nivel bajo 1Nivel alto 2
A Tensión del diafragma Baja AltaB Entrada para aire Estrecha Abierta
CApertura para combustible Pequeña Grande
D Flujo de gasolina Lento RápidoAxC InteracciónAxB InteracciónBxC Interacción
Gráfica lineal que se desea es:
A
AxC AxB
C B .D CxB
Esta gráfica se ajusta a la gráfica lineal (1) del arreglo ortogonal L8, por lo que una
asignación apropiada de efectos es:
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7
Exp. No.
A C AxC B AxB BxC DTensión Apertura Entrada Flujo Yi
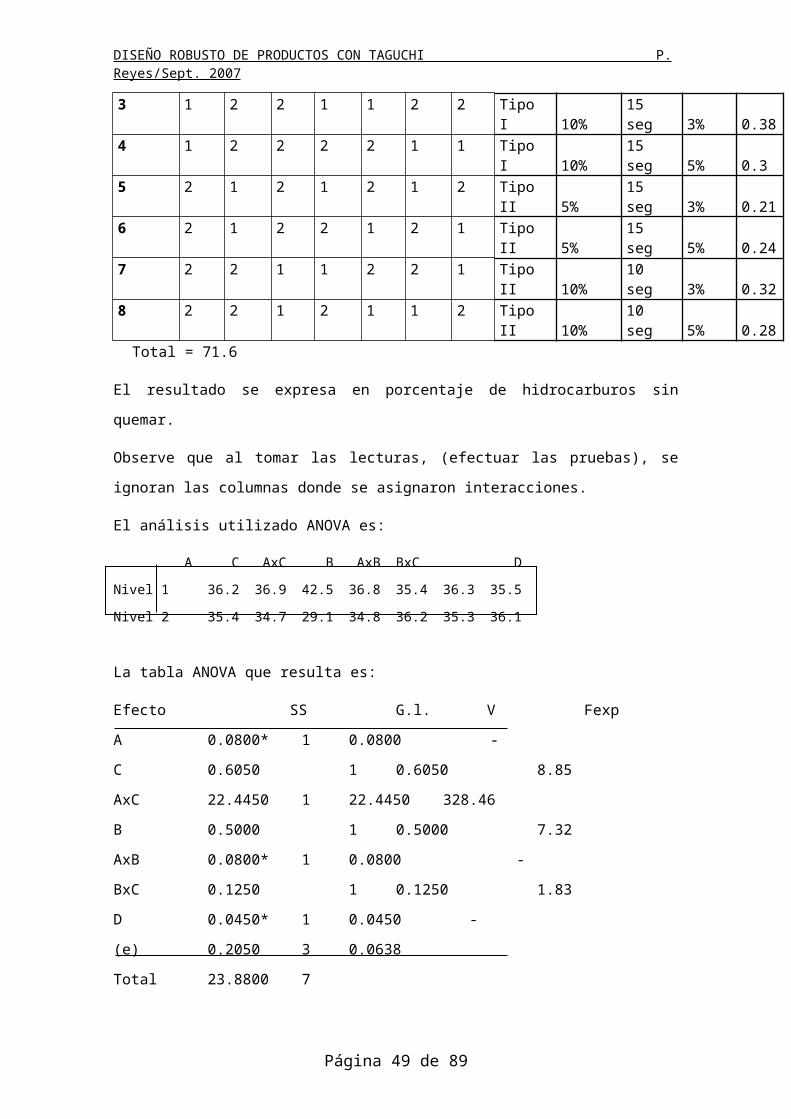
1 1 1 1 1 1 1 1 Tipo I 5% 10 seg 3% 0.492 1 1 1 2 2 2 2 Tipo I 5% 10 seg 5% 0.423 1 2 2 1 1 2 2 Tipo I 10% 15 seg 3% 0.384 1 2 2 2 2 1 1 Tipo I 10% 15 seg 5% 0.35 2 1 2 1 2 1 2 Tipo II 5% 15 seg 3% 0.216 2 1 2 2 1 2 1 Tipo II 5% 15 seg 5% 0.247 2 2 1 1 2 2 1 Tipo II 10% 10 seg 3% 0.328 2 2 1 2 1 1 2 Tipo II 10% 10 seg 5% 0.28
Total = 71.6
El resultado se expresa en porcentaje de hidrocarburos sin quemar.
Observe que al tomar las lecturas, (efectuar las pruebas), se ignoran las columnas
donde se asignaron interacciones.
Página 33 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
El análisis utilizado ANOVA es:
A C AxC B AxB BxC D
Nivel 1 36.2 36.9 42.5 36.8 35.4 36.3 35.5
Nivel 2 35.4 34.7 29.1 34.8 36.2 35.3 36.1
La tabla ANOVA que resulta es:
Efecto SS G.l. V Fexp
A 0.0800* 1 0.0800 -
C 0.6050 1 0.6050 8.85
AxC 22.4450 1 22.4450 328.46
B 0.5000 1 0.5000 7.32
AxB 0.0800* 1 0.0800 -
BxC 0.1250 1 0.1250 1.83
D 0.0450* 1 0.0450 -
(e) 0.2050 3 0.0638
Total 23.8800 7
El error aleatorio (e) se estima usando los efectos más pequeños marcados con *.
Resulta significante la interacción AxC, el factor C y el factor B.
Dado que el factor B resulta significante, pero no son significantes alguna de sus
interacciones, su mejor nivel se puede decidir de manera independiente al igual que se
realizó en secciones anteriores. Esto es, se obtienen los promedios:
B1= B1 /4= 36.8/4= 9.20; B2 = B2/4=8.70
Como es un caso de menor es mejor, se selecciona el nivel 2.
El factor C también resulta significante. Sin embargo, también lo es su interacción con
el factor A. Cuando resulta significante la interacción de algún factor, no se puede
analizar por separado, sino en conjunto con el factor con el que se interactua. En este
caso, el factor C se debe analizar en conjunto con el factor A, aun cuando el factor C
resultó además significante individualmente y el factor A no.
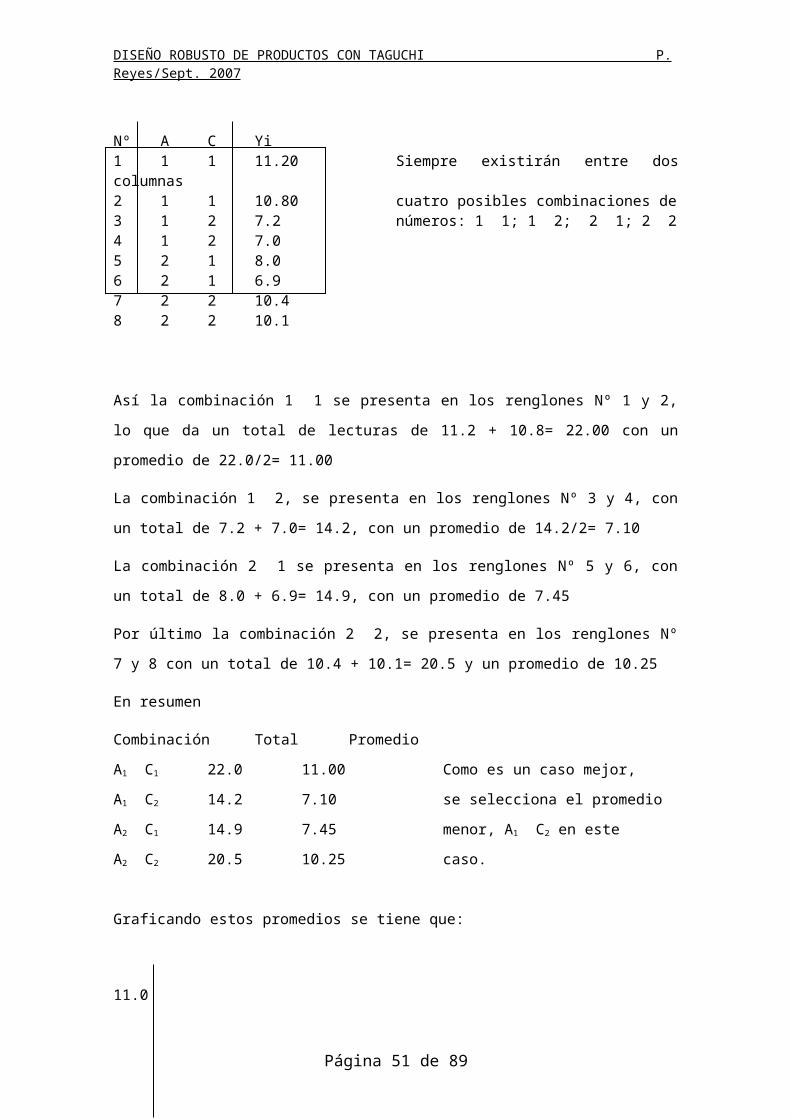
Para analizar estos factores, se reproducen aquí las columnas de A y C:
Página 34 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Nº A C Yi1 1 1 11.20 Siempre existirán entre dos columnas2 1 1 10.80 cuatro posibles combinaciones de 3 1 2 7.2 números: 1 1; 1 2; 2 1; 2 24 1 2 7.05 2 1 8.06 2 1 6.97 2 2 10.48 2 2 10.1
Así la combinación 1 1 se presenta en los renglones Nº 1 y 2, lo que da un total de
lecturas de 11.2 + 10.8= 22.00 con un promedio de 22.0/2= 11.00
La combinación 1 2, se presenta en los renglones Nº 3 y 4, con un total de 7.2 + 7.0=
14.2, con un promedio de 14.2/2= 7.10
La combinación 2 1 se presenta en los renglones Nº 5 y 6, con un total de 8.0 + 6.9=
14.9, con un promedio de 7.45
Por último la combinación 2 2, se presenta en los renglones Nº 7 y 8 con un total de
10.4 + 10.1= 20.5 y un promedio de 10.25
En resumen
Combinación Total Promedio
A1 C1 22.0 11.00 Como es un caso mejor,
A1 C2 14.2 7.10 se selecciona el promedio
A2 C1 14.9 7.45 menor, A1 C2 en este
A2 C2 20.5 10.25 caso.
Graficando estos promedios se tiene que:
11.0
10.0
9.00
8.00
7.00
A1 A2
Página 35 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
En resumen, las condiciones propuestas son: factor A a su nivel 1, factor C a su nivel
2, factor B a su nivel 2. El resto a su nivel más económico.
El efecto respecto al promedio de cada factor o interacción es:
EF A1C2 = (A1C2 - Y) – (A1 – Y) - (C2 - Y)
= (7.10 – 8.95) – (9.05 – 8.95) – (8.675 – 8.95)= -1.675
Observe que al efecto de la interacción, se le resta el efecto de los factores
individuales que intervienen (hayan resultado significantes de manera individual o no).
EF B2= B2 – Y= 8.70 – 8.95= -0.25
Una estimación del porcentaje de hidrocarburos sin quemar es igual a la suma de los
efectos significantes, incluyendo los factores que intervienen en una interacción
significante, hayan resultado significantes de manera individual o no.
Yest = Y + EF A1 C2 + EF A1 + EF C2 + EF B2
= 8.95 + (-1.675) + (9.05 – 8.95) + (8.675 – 8.95) + (-0.25)= 6.85
Análisis de datos experimentales de Taguchi
Hay muchas similaridades entre el análisis de experimentos de Taguchi y el método
“clásico”-
En el método Taguchi lo siguiente es muy importante:
1. Análisis de varianza
2. Gráfica de efectos principales y gráfica de interacciones.
3. Optimización y predicción de la respuesta esperada.
Análisis de varianza - ANOVA
No hay diferencia real entre el ANOVA clásico y el de Taguchi. Primero se determinan
las sumas de cuadrados (SS), después los cuadrados medios (MS) dividiendo los SS
entre los grados de libertad correspondientes.. En Taguchi la prueba F no es tan
importante como en el método clásico, algunas veces la importancia relativa de cada
factor se determina por su porcentaje de contribución a la suma de cuadrados total.
Para cada columna, la suma de cuadrados es:
Página 36 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Donde:
K = número de niveles
Tt = Suma de respuestas en el nivel t
N = Número total de corridas experimentales
n = Número de réplicas
Ejemplo 8: Uso de Minitab
Se estudia el efecto de varios factores en la porosidad:
Factores Bajo AltoA Temperatura del Molde A1 A2B Temperatura del químico B1 B2
C Rendimiento C1 C2
E Índice D1 D2
G Tiempo de curado G1 G2
Se deben considerar las interacciones AB y BD.
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7 Porosidad
Exp. No. A B AxB D E BD G Y1 Y21 1 1 1 1 1 1 1 26 382 1 1 1 2 2 2 2 16 63 1 2 2 1 1 2 2 3 174 1 2 2 2 2 1 1 18 165 2 1 2 1 2 1 2 0 56 2 1 2 2 1 2 1 0 17 2 2 1 1 2 2 1 4 58 2 2 1 2 1 1 2 5 3
Entonces se determina SSA:
TA1 = 26 + 38 + 16 + 6 + 3 + 17 = 140 TA2 = 0 + 5 + 0 + 1 + 4 + 5 + 5 + 3 = 23
T = suma total = 163
Página 37 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
SSA = 2/16 ( 140^2 + 23^2 ) – 163^2 / 16 = 27.56
De manera similar:
SSB = 27.56
SSAB = 115.56
SSE = 33.06
SSBD = 217.56
SSG = 175.56
SST = (26^2+38^2+….+5^2+3^2)-163^2/16 = 1730.44
De Minitab se tiene:
General Linear Model: Y1 versus A, B, D, E, G
Factor Type Levels ValuesA fixed 2 1, 2B fixed 2 1, 2D fixed 2 1, 2E fixed 2 1, 2G fixed 2 1, 2
Analysis of Variance for Y1, using Adjusted SS for Tests
Model
Source DF Reduced DF Seq SS % de contribuciónA 1 1 855.56 49.44% B 1 1 27.56 1.59% D 1 1 68.06 3.93%E 1 1 33.06 1.91%G 1 1 175.56 10.15% A*B 1 1 115.56 6.68%B*D 1 0+ 0.00 10.15% Error 8 9 455.06 13.72%Total 15 15 1730.44
Rank deficiency due to empty cells, unbalanced nesting, collinearity, or an
undeclared covariate. No storage of results or further analysis will be done.
S = 7.11073 R-Sq = 73.70% R-Sq(adj) = 56.17%
En Taguchi normalmente se utilizan los porcentajes de las contribuciones de las
sumas de cuadrados para evaluar la importancia relativa de cada efecto, como sigue:
Página 38 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Los efectos que tienen el porcentaje de contribución más alto se consideran que tienen
más influencia en la respuesta, en este caso:
A con 49%
BD con 12.57%
G con 10.15%
AB con 6.68%.
Gráficas factoriales de efectos principales y de interacciones.
Se calculan los promedios de las respuestas correspondientes a cada nivel o
combinación de factores, se ilustra con el ejemplo:
Para las gráficas de efectos principales e interacciones se calculan los promedios en
cada nivel de cada factor:
Y así se calculan los promedios para los otros factores.
Least Squares Means for Y1
Mean SE Mean
A
1 17.500 1.926 2 2.875 1.926B 1 11.500 1.926 2 8.875 1.926AxB 1 12.875 1.926 2 7.500 1.926D 1 12.250 1.926 2 8.125 1.926E
Página 39 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
1 11.625 1.926 2 8.750 1.926BD 1 13.875 1.926 2 6.500 1.926G 1 13.500 1.926 2 6.875 1.926
Mean o
f M
eans
21
15
10
5
21 21
21
15
10
5
21
A B D
E G
Main Effects Plot (data means) for Means
Para el caso de la interacción significativa BD se analiza la respuesta promedio en
cada una de sus diferentes combinaciones:
Obteniendo la siguiente gráfica de interacción:
Página 40 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
A
20
10
0
21
B
20
10
0
21
20
10
0
E
21
A12
B12
E12
Interaction Plot (data means) for Means
Optimización y predicción de la respuesta esperada
La Optimización implica encontrar la combinación de los niveles de los factores
significativos que proporcione la respuesta óptima, la cual depende del objetivo
buscado:
Menor es mejor (como en el ejemplo)
Mayor es mejor
Nominal es mejor
De la gráfica anterior, se observa que A y G deben estar en nivel 2, B debe estar en 1
y D en nivel 2.
La predicción de la respuesta de este problema es:
Yest = 2.875 + 6.875 + 5.75 – 3x10.188 + 10.188 = -4.873
Ejemplo 6: Experimentos con 3 niveles
Tres fertilizantes se aplican a la soya (N, P2O5) y K2O), la respuesta de interés es el
rendimiento promedio en Kg. Por área, los factores son asignados como sigue:
Página 41 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Niveles Factores 1 2 3A Nitrógeno 0.5 1 1.5B Ácido fosfórico 0.03 0.6 0.9C Potasa 0.04 0.7 1
Se usa el arreglo L9 con un arreglo como el siguiente:
L9 Col.1 Col. 2 Col. 3 Col. 4 RespuestaExp. No. A B e C Rendim.1 1 1 1 1 82 1 2 2 2 123 1 3 3 3 94 2 1 2 3 115 2 2 3 1 126 2 3 1 2 157 3 1 3 2 218 3 2 1 3 189 3 3 2 1 20
Otra vez utilizando las fórmulas:
Se obtienen los resultados siguientes:
SSA = 158
SSB = 2.667
SSC = 18.667
SST = 180
Los porcentajes de contribución de cada factor son:
A con 87.78%
C con 10.37%
B con 1.48%
Página 42 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Para la obtención de las gráficas factoriales se estiman los promedios en los diferentes
niveles de los factores como sigue:
Se sigue el mismo procedimiento para el caso de B y C.
Response Table for Means
Level A B C
1 9.667 13.333 13.3332 12.667 14.000 16.0003 19.667 14.667 12.667Delta 10.000 1.333 3.333Rank 1 3 2
5. DISEÑO DE PARÁMETROS CON ANÁLISIS DE SEÑAL A RUIDO
El objetivo fundamental de la ingeniería de calidad, es diseñar productos y procesos
robustos, esto es, que consistentemente realicen la función que deben hacer con poca
variabilidad, a pesar del impacto de factores de ruido o no controlables.
Se mencionó también, que de todos los factores que afectan un proceso, se pueden
extraer dos grupos:
Página 43 de 65
Mean o
f M
eans
321
20.0
17.5
15.0
12.5
10.0
321
321
20.0
17.5
15.0
12.5
10.0
A B
C
Main Effects Plot (data means) for Means
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Factores de ruido. Son aquellos que no podemos, queremos o deseamos
controlar, y más bien deseamos que nuestros procesos y productos sean
insensibles a su impacto.
Factores de diseño. Son aquellos que si podemos controlar en nuestro proceso de
producción, y deseamos encontrar a qué nivel operarlos, a fin de optimizar el
producto o proceso, esto es, que los productos sean de alta calidad y bajo costo.
Esto quiere decir que en lugar de tratar de eliminar un factor de ruido (variabilidad en
la materia prima del proveedor, por ejemplo) deseamos identificar factores que
controlamos (velocidad de alimentación, por ejemplo) y fijarlos a un nivel tal, que el
impacto de los factores de ruido sean mínimos.
Dentro de los factores de diseño a su vez, recuerde que estamos interesados en
identificar diferentes tipos de factores.
Un estudio en el cual se desarrolla un análisis de este tipo, se llama análisis señal
ruido o diseño directo de productos.
El estudio procede como sigue:
1. Dentro de los factores a estudiar, separe los de ruido y los de diseño o control.
2. Dentro de los factores de diseño, identifique aquellos que afectan la variabilidad
del proceso. Utilícelos para minimizar la variabilidad.
3. Dentro de los factores de diseño, identifique aquellos que afectan la media, sin
afectar la variabilidad. Utilícelos para optimizar la media.
Página 44 de 65
Fig. 1.1
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
4. Identifique aquellos factores de diseño que no afectan ni media ni variabilidad.
Utilícelos para reducir costos.
Para ilustrar lo anterior, suponga que la temperatura afecta la variabilidad del proceso,
y la presión afecta la media del proceso, pero sin afectar la variabilidad. Si
inicialmente estamos en el nivel 1 de cada factor, la situación es:
Temperatura a su nivel I
Presión a su nivel I
LIE m LSE
Si la temperatura se fija a su nivel 2 afectando la variabilidad, obtenemos:
LIE m LSE
Si la presión, que afecta la media sin afectar la variabilida, la variamos a su nivel de
dos, obtenemos:
LIE m LSE
Por lo tanto, podemos utilizar la presión, manteniendo la temperatura a su nivel II, para
ajustar o sincronizar la media.
Índices señal ruido
Página 45 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Una vez que podemos medir la característica de calidad que nos interesa, podemos
evaluar su media y su variabilidad. La media la podemos evaluar directamente, usando
una lectura o el promedio si son varias lecturas.
Para medir la variabilidad de una característica de calidad, se requiere de varias
lecturas, y se tienen diferentes opciones, el rango y la varianza son las medidas más
populares.
Sin embargo, es deseable tener una cantidad o expresión que de alguna manera,
involucre media y variación, o que por lo menos, ayude a que nuestras conclusiones
sean más confiables.
Esta cantidad ya existe y se llama índice señal ruido, denotado como SN o SR de aquí
en adelante.
La forma de calcular el índice SN depende del tiempo de característica de que se trate.
SIN EMBARGO, EL ÍNDICE SE DISEÑÓ DE TAL MANERA, QUE PRODUCTOS MÁS
ROBUSTOS SIEMPRE TENGA UN MAYOR VALOR DEL ÍNDICE SN.
En seguida se muestran los tres casos:
Caso nominal es mejor
Suponga que se tienen “r” lecturas, y1,y2,y3,…yr, el índice SN a utilizar es:
SN= 10 log donde Sm= (y1 + y2 + y3 +,…yr,)2/r
Vm=
reconocerá a Vm como la varianza de los “r” datos. Sn estima el logaritmo de base 10
de la relación (media/desviación estándar)2.
La función de pérdida para nominal es mejor es:
Página 46 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Para un grupo de características dadas, y1, y2, …., yn, la relación señal a ruido S/N
es:
Caso menor es mejor
La función de pérdida está dada por:
Para un grupo de características dadas, y1, y2, …., yn, el estimador estadístico de
E(Y2) es:
MSD = Mean squared deviation = Desviación cuadrática promedio con relación a la
media.
La relación señal a ruido correspondiente es:
Esta cantidad estima el logaritmo de base 10 de (media2 + varianza).
Maximizar la relación S/N equivale a minimizar la función de pérdida.
Caso mayor es mejor
La función de pérdida está dada por:
Para un grupo de características dadas, y1, y2, …., yn, el estimador estadístico de
E(1/Y2) es:
La relación señal a ruido S/N correspondiente es:
Página 47 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Esta cantidad funciona de una manera similar al caso anterior, pero con el inverso.
Maximizar una cantidad es equivalente a minimizar la función de pérdida.
El uso de logaritmos pretende hacer la respuesta más “lineal” y el signo negativo es
para que siempre se maximize el índice SN. Se multiplica por 10 para obtener
decibeles.
Taguchi propone un procedimiento de optimización en dos pasos:
1. Ajustar los parámetros de diseño para maximizar la relación S/N.
2. Identificar otros parámetros de diseño que no afecten la relación S/N pero que si
tengan efecto en la media de Y, E(Y), el cual es el parámetro de ajuste al a media, y
utilizarlo para ajustar la media del proceso a su media meta de acuerdo a
especificaciones.
Página 48 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Diseño de parámetros con análisis señal a ruido
En un experimento señal ruido, generalmente se incluye un grupo de factores de ruido,
contra los que específicamente se desea hacer robusto el producto, y que se pueden
controlar durante un experimento.
Un diseño de experimentos para un análisis señal a ruido consiste de dos partes, un
arreglo ortogonal o matriz de diseño o interno y un arreglo ortogonal o matriz de ruido
o externo. Las columnas de una matriz de diseño representan parámetros de diseño.
Las columnas de la matriz de ruido representan factores de ruido.
Caso nominal es mejor:
Los pasos del diseño de parámetros es como sigue:
1. Seleccionar una característica de calidad de salida a ser optimizada.
2. Seleccionar factores de control y sus niveles, identificando sus posibles
interacciones.
3. Seleccionar los factores de ruido y sus niveles; si son demasiados combinarlos
en dos o tres factores combinados.
4. Seleccionar los arreglos interno y externo adecuados; asignar los factores de
control al arreglo interno y los factores de ruido al arreglo externo.
5. Realizar los experimentos.
6. Realizar análisis estadístico con base en S/N para identificar los niveles de los
factores de control óptimos Algunas veces ayuda realizar un estudio de la
interacción entre factores de control y de ruido.
7. Realizar análisis estadístico con base en las medias para identificar los niveles
de los factores de control óptimos que ajustan a la respuesta promedio en el
nivel deseado. Si hay conflicto entre los niveles de los factores para maximizar
la relación S/N y ajustar la media, dar prioridad a los que sirven para maximizar
la relación S/N.
8. Predecir el desempeño de salida óptimo con base en una combinación óptima
de niveles de factores de control y realiza un experimento confirmatorio.
La metodología en detalle se muestra mediante el ejemplo siguiente:
Página 49 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Ejemplo: Caso nominal es mejor
Una característica de calidad importante para un cierto producto metálico es el
terminado, que se mide según su planicidad en milésimas de pulgada (mmplg).
Esta característica se piensa es afectada por los siguientes factores:
Factor Descripción Nivel 1 Nivel 2
A Temperatura del horno 1500 ºF 1600 ºF
B Presión de prensado 200 psi 220 psi
C Velocidad de recocido 8 seg 12 seg
D
Velocidad de alimentación
ref. 80 gal/min 100gal/min
G Tipo de modelo chico grande
H Templabilidad del material 25 Rc 30 Rc
AxC Interacción
AxD Interacción
Los factores G y H son factores que no se pueden controlar durante el proceso, ya que
el tipo de modelo depende del requerimiento específico del cliente y la templabilidad
es una característica de la materia prima. Estos dos factores se consideran al menos
inicialmente como factores de ruido.
Por lo tanto, se consideran como factores de diseño a los factores A, B, C y D.
De acuerdo con esto, lo que se desea saber es cuáles deben ser las condiciones de
operación o niveles de los factores de diseño A, B, C y D, que lleven el producto a la
característica objetivo y además con la mínima variabilidad, a pesar de las variaciones
en los factores G y H.
Arreglo interno
Considere únicamente los factores de diseño, se desea detectar 6 efectos en total, y
para ello, se requiere de un arreglo ortogonal L8. La gráfica lineal requerida es:
Página 50 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
3
1 A .2 B
5 A xC
4 CAxD 6
7 D
La columna correspondiente a la línea punteada se utilizará para cuantificar el error.
Una posible asignación es:
A B e C AxC AxD D Este será el arreglo Nº 1 2 3 4 5 6 7 interno y consiste de 8
condiciones experimentales/renglones
Arreglo externo
Considere ahora únicamente los factores de ruido G y H. Se requieren de dos columnas, de manera que un arreglo ortogonal L4 es suficiente. El arreglo, al que llamaremos arreglo externo es:
G H
Nº 1 2 3
1 1 1 1
2 1 2 2
3 2 1 1
4 2 2 1
Observe que no se asigna efecto alguno a la columna 3, la cual queda libre.
Página 51 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Arreglo total
Los dos arreglos anteriores se “mezclan” o “combinan” en un solo arreglo total, tal y como se muestra:
1 2 2 1
H 1 2 1 2
G 1 1 2 2
A B e C AxC AxD DNº 1 2 3 4 5 6 7 1 2 3 4
1 1 1 1 1 1 1 1 Y11 Y12 Y13 Y14
2 1 1 1 2 2 2 2 Y21 Y22 Y23 Y24
3 1 2 2 1 1 2 2 Y31 Y32 Y33 Y34
4 1 2 2 2 2 1 1 Y41 Y42 Y43 Y44
5 2 1 2 1 2 1 2 Y51 Y52 Y53 Y54
6 2 1 2 2 1 2 1 Y61 Y62 Y63 Y64
7 2 2 1 1 2 2 1 Y71 Y72 Y73 Y74
8 2 2 1 2 1 1 2 Y81 Y82 Y83 Y84
Observe que la matriz de ruido o arreglo externo se ha traspuesto o acostado, esto
es, escrito sus renglones como columnas. Observe también que existen 8x4= 32
posibles lecturas, tomadas bajo diferentes condiciones todas ellas (valores de Y ij ). En
general, si el arreglo interno tiene M renglones y el externo tiene N renglones,
entonces existen un total de MxN lecturas, que pueden ser tomadas bajo condiciones
diferentes.
Por eso se recomienda que el número de factores de ruido (valor de N) no sea mayor
que 3.
Pero, ¿cómo se toman exactamente cada una de las 32 lecturas? suponga que
inicialmente, deseamos tomar las lecturas Y11, Y12, Y13, Y14 . Para esto, se fijan todos
los factores de diseño de acuerdo con los niveles indicados por el renglón Nº 1 del
arreglo interno, esto es, todos los factores de diseño a su nivel 1.
Sin embargo, si bien las cuatro lecturas Y11, Y12, Y13, Y14 se toman a los mismos
niveles de los factores de diseño, cada una se toma a diferentes niveles de los
factores de ruido.
Página 52 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
En resumen se tiene:
Todos los factores de
diseño a su nivel 1 Lectura Factores de ruido
Temperatura 1500 ºF Y11 Modelo chico y 25 Rc
Presión de 200 Psi, 8 seg Y12 Modelo chico y 30 Rc
de tiempo de recorrido y Y13 Modelo grande y 25 Rc
velocidad de alimentación Y14 Modelo grande y 30 Rc
refrigerante 80 gal/min
De acuerdo con esto, se toman las primeras cuatro lecturas.
En seguida deseamos obtener las lecturas Y21 , Y22 , Y23 , Y24. Todas estas
lectura se tomarán al mismo nivel de los factores de diseño y estos niveles serán
indicados por el renglón Nº 2 del arreglo interno. Manteniendo estas condiciones, los
factores de ruido se varían a sus cuatro combinaciones indicadas por el arreglo
externo.
De esta manera se van obteniendo todas las 32 lecturas. Se fijan los factores de
diseño según un renglón del arreglo interno y se mantienen fijos mientras se varían los
factores de ruido de acuerdo con el arreglo interno.
Como ejemplo, la lectura Y73 , se obtendrá bajo las condiciones siguientes: factor A,
1600 ºF, 220 psi, factor C. 8 seg, factor D, 80 gal/min; factor G, tipo grande; y factor H,
25 Rc.
Página 53 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Las 32 lecturas son las siguientes:
1 2 2 1 1 2 1 2 H
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7 1 1 2 2 G
Exp. A B e C AxC AxD D y1 y2 y3 y4 Total1 1 1 1 1 1 1 1 1.1 1.2 1.3 1.1 4.72 1 1 1 2 2 2 2 1.2 1.3 1.2 1.3 5.03 1 2 2 1 1 2 2 2.0 2.1 2.2 2.1 8.44 1 2 2 2 2 1 1 2.1 2.2 2.1 2.0 8.45 2 1 2 1 2 1 2 1.0 1.4 1.2 1.3 4.96 2 1 2 2 1 2 1 1.2 1.3 1.5 1.0 5.07 2 2 1 1 2 2 1 1.6 2.1 2.4 2.0 8.18 2 2 1 2 1 1 2 1.5 2.0 2.3 2.5 8.3
11.7 13.6 14.2 13.3 52.8
Suponga que por alguna razón para este ejemplo en particular, se tiene un valor
deseado de m= 2 mmplg.
Para obtener conclusiones a partir de un experimento señal a ruido se puede usar la
tabla ANOVA, o bien, a través de gráficas.
Inicialmente se muestra el análisis usando ANOVA.
Análisis con el Índice S/N
Para responder a la pregunta de a qué niveles fijar los factores de diseño, a fin de
minimizar la variabilidad en la característica de respuesta, ignoramos el arreglo externo
conservando las 32 lecturas, específicamente, el arreglo para análisis es:
L8 Col.1 Col. 2
Col. 3
Col. 4
Col. 5
Col. 6
Col. 7
Exp. A B e C AxC AxD D y1 y2 y3 y4 Total1 1 1 1 1 1 1 1 1.1 1.2 1.3 1.1 4.72 1 1 1 2 2 2 2 1.2 1.3 1.2 1.3 5.03 1 2 2 1 1 2 2 2.0 2.1 2.2 2.1 8.44 1 2 2 2 2 1 1 2.1 2.2 2.1 2.0 8.45 2 1 2 1 2 1 2 1.0 1.4 1.2 1.3 4.96 2 1 2 2 1 2 1 1.2 1.3 1.5 1.0 5.07 2 2 1 1 2 2 1 1.6 2.1 2.4 2.0 8.18 2 2 1 2 1 1 2 1.5 2.0 2.3 2.5 8.3
Total 11.7 13.6 14.2 13.3 52.8
Página 54 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
En Minitab se genera el arreglo:
Stat > DOE > Taguchi
Create Taguchi Design > 2 leveles > 4 factors
Factors A col. 1; B col. 2; C col. 4; D col. 7
To allow estimation of interactions AxC AxD
OK
--- modificar las columnas para C y D a que correspondan a las anteriores:
L8
Exp. A B C D y1 y2 y3 y41 1 1 1 1 1.1 1.2 1.3 1.12 1 2 2 2 1.2 1.3 1.2 1.33 1 2 1 2 2 2.1 2.2 2.14 1 1 2 1 2.1 2.2 2.1 25 2 1 1 2 1 1.4 1.2 1.36 2 2 2 1 1.2 1.3 1.5 17 2 2 1 1 1.6 2.1 2.4 28 2 1 2 2 1.5 2 2.3 2.5
Lo que observamos en esta última tabla es un arreglo L8 con 4 lecturas para cada
condición o renglón.
Estamos interesados en analizar la variabilidad de las 4 lecturas tomadas bajo cada
condición. Para esto, nos ayudamos del índice S/N, o sea, la variabilidad de las cuatro
lecturas que se tomaron bajo cada condición, la resumiremos en un índice señal a
ruido. Al hacerlo, en lugar de 32 lecturas individuales tendremos 8 valores del índice
SN, uno para cada renglón o condición experimental.
Como estamos en un caso de nominal es mejor, el índice apropiado es:
SN= 10 log ;
donde Sm= y Vm=
Página 55 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
En este caso en particular, r= 4, cada índice se calcula a partir de 4 lecturas
individuales.
Para la primera condición experimental o renglón Nº 1, se tienen las lecturas
siguientes: 1.1, 1.2, 1.3, 1.1, con un total de 4.7
El cálculo del índice es:
Sm= (1.1+1.2+1.3+1.1)2/4= 5.5225
Vm= [ (1.12+1.22+1.32+1.12) – 5.5225 ]/ (4-1) =[ 5.55 – 5.5225] / 3 = 0.00916
SN= 10 log = 21.7714
Para el renglón o condición experimental Nº 2 se tienen las lectural: 1.2, 1.3, 1.2, 1.3,
con un total de 5.0
El cálculo del índice SN es:
Sm= (1.2 +1.3+1.2+1.3) 2/4= 6.2500
Vm= (1.22 + 1.32 + 1.22 + 1.32 – 6.2500)/3= 0.0033
SN= 10 log = 26.7071
Los ocho índices son:
Nº Sm Vm Sn (dB)
1 5.5225 0.00916 21.771
2 6.2500 0.00333 26.707
3 17.6400 0.00666 28.203
4 17.6400 0.00666 28.203
5 6.0025 0.02916 17.092
6 6.2500 0.04333 15.539
7 16.4025 0.10916 15.718
8 17.2225 0.18916 13.524
Nuestro arreglo es ahora:
Página 56 de 65
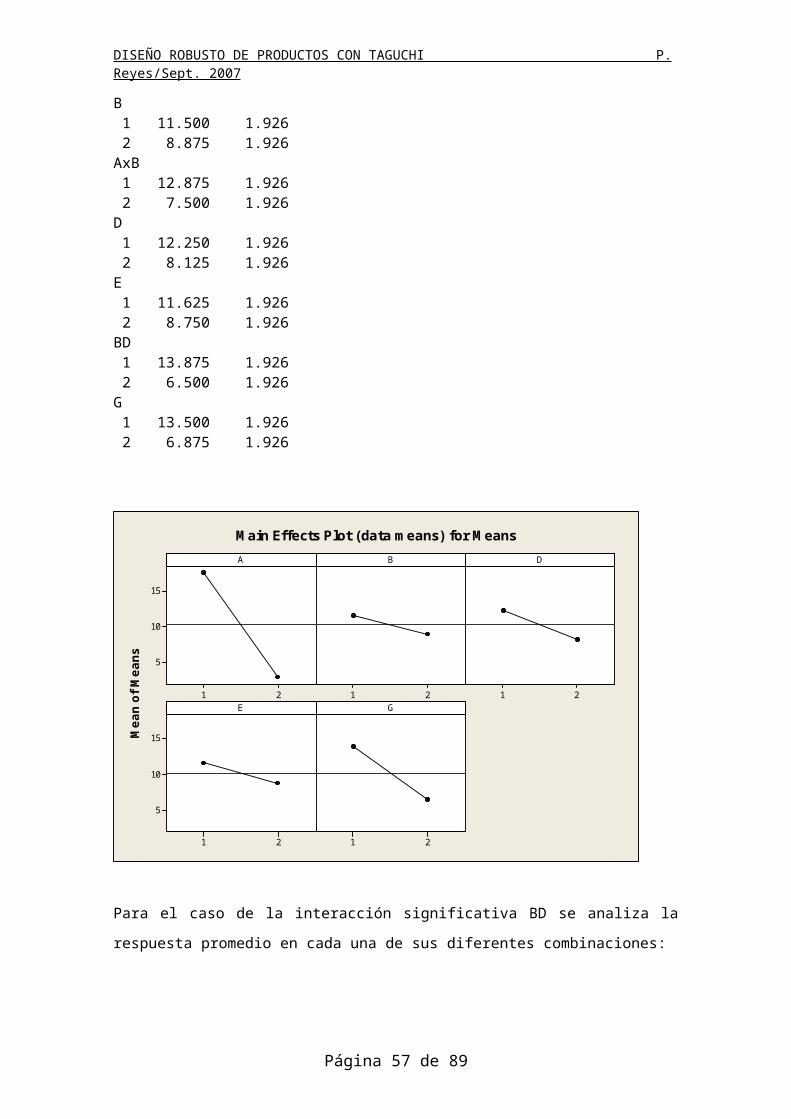
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
A B e C AxC AxD D SNNº 1 2 3 4 5 6 7 dB
1 1 1 1 1 1 1 1 21.771
2 1 1 1 2 2 2 2 26.707
3 1 2 2 1 1 2 2 28.203
4 1 2 2 2 2 1 1 28.203
5 2 1 2 1 2 1 2 17.092
6 2 1 2 2 1 2 1 15.539
7 2 2 1 1 2 2 1 15.718
8 2 2 1 2 1 1 2 13.524
Para el factor A se tiene:
A1 = Total de las lecturas tomadas bajo el nivel 1 del factor A
= 21.7714+26.7071+28.2036+28.2036= 104.8857
A2 = Total de las lecturas tomadas bajo el nivel 2 del factor A
=17.0927+15.5397+15.7186+13.5420= 61.8750
SSA = (A2 – A1)^2 /Número total de lecturas SN
=(61.8750 – 107.8857)2/8= 231.2413, con 1 g.l.
La tabla ANOVA total es:
Factor SS Gl V Fexp
A 231.2413 1 231.2413 14.44B 2.5751 1 2.5751 00.16C 0.1764 1 0.1764 00.01
AxC 9.4284 1 9.4284 00.59
AxD 3.8880 1 3.8880 00.24
D 2.3047 1 2.3047 00.14
e 16.0135 1 16.0135
El factor A, temperatura del horno, es el factor que estadísticamente afecta el índice
señal a ruido, y que por consiguiente “afecta la variabilidad. De acuerdo con los niveles
del factor A, se tiene:
Página 57 de 65
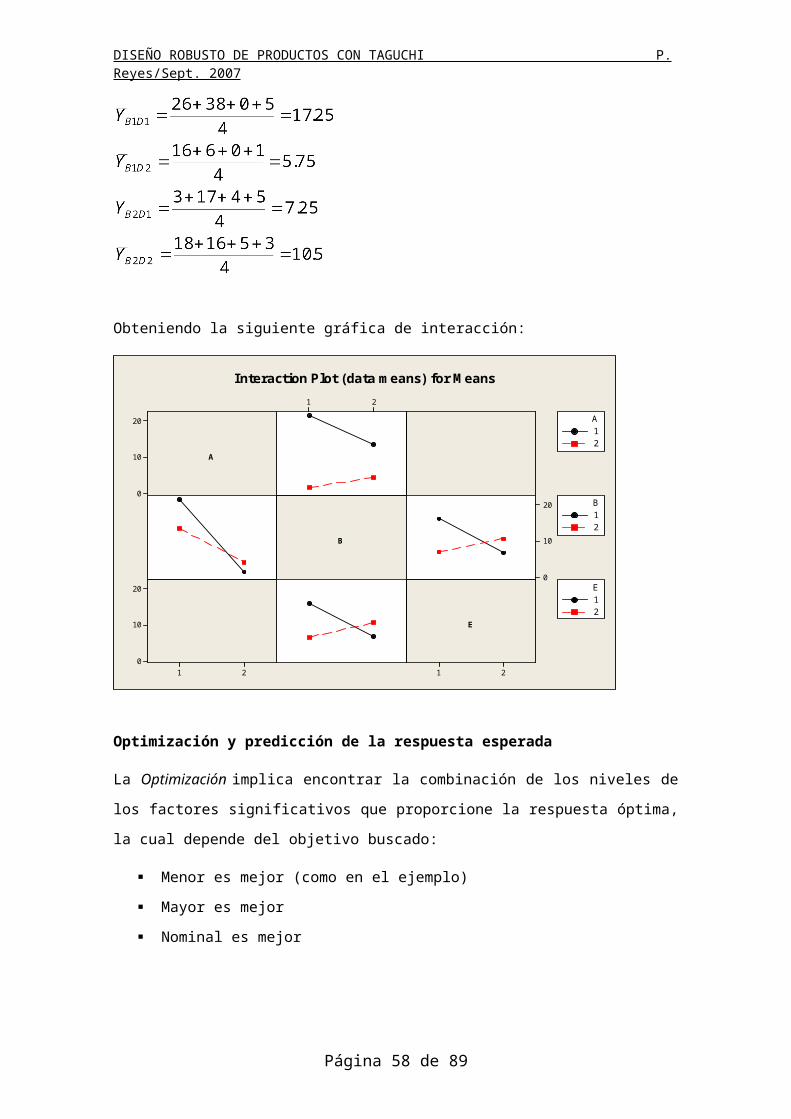
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
A1 = SN promedio= 104.8857/4= 26.22
A2 = SN promedio= 61.8750/4= 15.47
Dado que siempre deseamos maximizar el índice señal a ruido, el factor A se fija en su
nivel 1, esto es, la temperatura del horno se fija en 1500 ºF.
¿Qué hacer con el resto de los factores? antes de contestar esta pregunta, se deben
identificar de entre los factores que NO AFECTARON el índice SN, cuáles afectan la
media. Esto se muestra en lo que sigue.
Análisis usando los promedios
Después de identificar los factores que “afectan” la variabilidad, el siguiente paso es
identificar qué factores, dentro de los que no afecta la variabilidad, afectan la media del
proceso. Estos factores llamados factores de señal, nos permitirán “ajustar” la media
del proceso hacia su valor nominal, sin incrementar la variabilidad del proceso.
Para el análisis, se utilizan las 32 lecturas iniciales. Para ello se obtiene el promedio de cada renglón.
A B e C AxC AxD D
Nº 1 2 3 4 5 6 7 1 2 3 4 Total Promedio
1 1 1 1 1 1 1 1 1.1 1.2 1.3 1.1 4.7 1.175
2 1 1 1 2 2 2 2 1.2 1.3 1.2 1.3 5.0 1.250
3 1 2 2 1 1 2 2 2.0 2.1 2.2 2.1 8.4 2.100
4 1 2 2 2 2 1 1 2.1 2.2 2.1 2.0 8.4 2.100
5 2 1 2 1 2 1 2 1.0 1.4 1.2 1.3 4.9 1.225
6 2 1 2 2 1 2 1 1.2 1.3 1.5 1.0 5.0 1.250
7 2 2 1 1 2 2 1 1.6 2.1 2.4 2.0 8.1 2.025
8 2 2 1 2 1 1 2 1.5 2.0 2.3 2.5 8.3 2.075
Totales 13.200
Considerando únicamente los promedios, tendremos un arreglo L8 con una lectura. El
análisis en base a los promedios es:
A1 = Total de las lecturas tomadas bajo el nivel 1 del factor A
=1.175+1.250+2.100+2.100= 6.625
A2 = Total de las lecturas tomadas bajo el nivel 2 del factor A
= 1.225+1.250+2.075+2.025= 6.575
Página 58 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
SSA = (A2 – A1) 2 /Número total de lecturas SN
= (6.625 – 6.575)2/8= 0.0003
Similarmente para el factor B se tiene
B1 = 1.175+1.250+1.225+1.250= 4.900
B2 = 2.100+2.100+2.025+2.075= 8.300
SSB = (B2 - B1 )2/8= (4.900-8.300) 2/8= 1.4450
Y así sucesivamente
SSC = 0.0028 , SSAxC= 0.0000, SSAxD= 0.0003
SSD = 0.0013 , SSe= 0.0028
La tabla ANOVA es:
Efecto SS G.l. V Fexp
A 0.0003 1 0.0003 0.11
B 1.4450 1 1.4450 513.75
C 0.0028 1 0.0028 1.00
AxC 0.0000 1 0.0000 0.00
AxD 0.0003 1 0.0003 0.11
D 0.0013 1 0.0013 0.44
e 0.0028 1 0.0028
Totales 1.4525 8
Analysis of Variance for Means
Source DF Seq SS Adj SS Adj MS F PA 1 0.00031 0.00031 0.00031 0.25 0.705B 1 0.00031 0.00031 0.00031 0.25 0.705C 1 0.00281 0.00281 0.00281 2.25 0.374D 1 0.00281 0.00281 0.00281 2.25 0.374A*C 1 1.44500 1.44500 1.44500 1156.00 0.019A*D 1 0.00000 0.00000 0.00000 0.00 1.000Residual Error 1 0.00125 0.00125 0.00125Total 7 1.45250
El factor B, presión de prensado, es el único factor significante. Mediante este factor se
puede ajustar la media del proceso, y llevarla lo más cerca posible a su valor ideal de
2.
Página 59 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
También se debe hacer la observación, de que si el factor A hubiera resultado
significante en este segundo análisis, no podríamos utilizarlo, ya que resultó
significante en el análisis con el índice SN.
En particular, la respuesta promedio para cada nivel del factor B es:
B1 = 4.9/4= 1.225; B2= 8.3/4= 2.075
Si se desea aumentar la planicidad, se deberá incrementar la presión de prensado. Si
se desea disminuir la planicidad, se deberá reducir la presión.
Se puede interpolar para conocer el valor al que se debe fijar la presión. La respuesta
promedio a 200 psi es de 1.225 y a 220 psi es 2.075
Y 2.0
1.5
1.0 B
200 220
Análisis utilizando gráficas
Como se mencionó anteriormente, una alternativa a la ANOVA son las gráficas de
promedios, ya sea del índice SN o de las lecturas individuales.
Por ejemplo, para el factor A encontramos el promedio a cada uno de sus niveles,
tanto del índice señal a ruido como de las lecturas individuales.
Para el índice señal a ruido se tiene:
A1 = (21.7714+26.7071+28.2036+28.2036)/4= 26.2214
A2 = (17.0927+15.5397+15.7186+13.5240)/4= 15.4687
Página 60 de 65
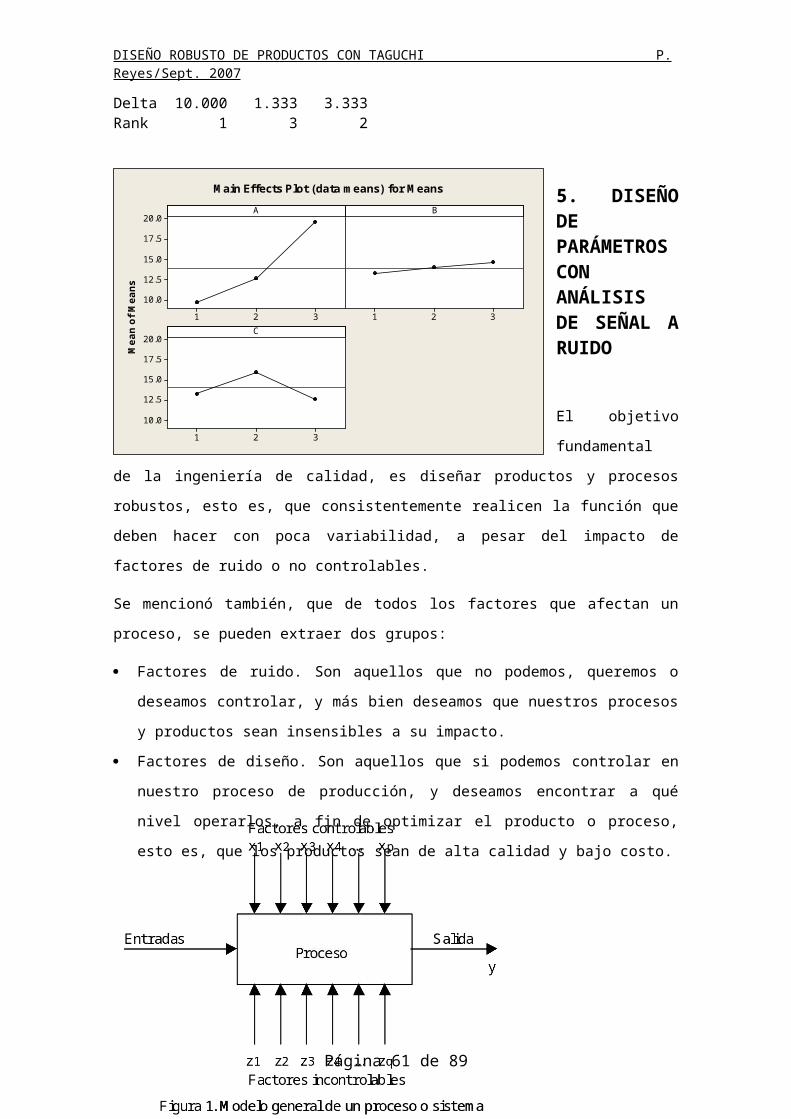
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Para promedio de lecturas individuales se tiene:
A1 = 6.625/4= 1.6562; A2= 6.575/4= 1.6437
En resumen, los promedios para todos los factores son:
Nivel SN promedio Y promedio
A1 26.22 1.6
A2 15.47 1.6
B1 20.38 1.2
B2 21.41 2.0
C1 20.71 1.6
C2 20.99 1.6
D1 20.31 1.6
D2 21.38 1.6
(AxC) 19.76 1.6
(AxC) 21.93 1.6
(AxD) 20.15 1.6
(AxD) 21.54 1.6
Response Table for Signal to Noise RatiosNominal is best (10*Log(Ybar**2/s**2))Level A B C D
1 26.22 20.17 19.45 20.712 15.50 21.56 22.27 21.01
Delta 10.72 1.39 2.82 0.30Rank 1 3 2 4
Response Table for MeansLevel A B C D
1 1.656 1.644 1.631 1.6312 1.644 1.656 1.669 1.669
Delta 0.013 0.012 0.038 0.038Rank 3 4 1.5 1.5
Las gráficas de estos promedios se muestran más adelante, en estas gráficas, la
importancia de cada efecto se observar según la inclinación de cada línea, de hecho,
los efectos se encuentran graficados de acuerdo con su importancia.
Las conclusiones que se obtienen son las mismas, esto es, el factor A es el que más
afecta el índice señal a ruido, y lo hace mayor a su nivel A1. El factor B es el que más
afecta la respuesta promedio sin afectar el índice SN, la respuesta promedio aumenta
al aumentar el factor B de su nivel 1 al 2.
Página 61 de 65
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
Mean o
f SN r
atios
21
25.0
22.5
20.0
17.5
15.021
21
25.0
22.5
20.0
17.5
15.021
A B
C D
Main Effects Plot (data means) for SN ratios
Signal-to-noise: Nominal is best (10*Log(Ybar**2/s**2))
Mean o
f M
eans
21
1.67
1.66
1.65
1.64
1.6321
21
1.67
1.66
1.65
1.64
1.6321
A B
C D
Main Effects Plot (data means) for Means
Página 62 de 65
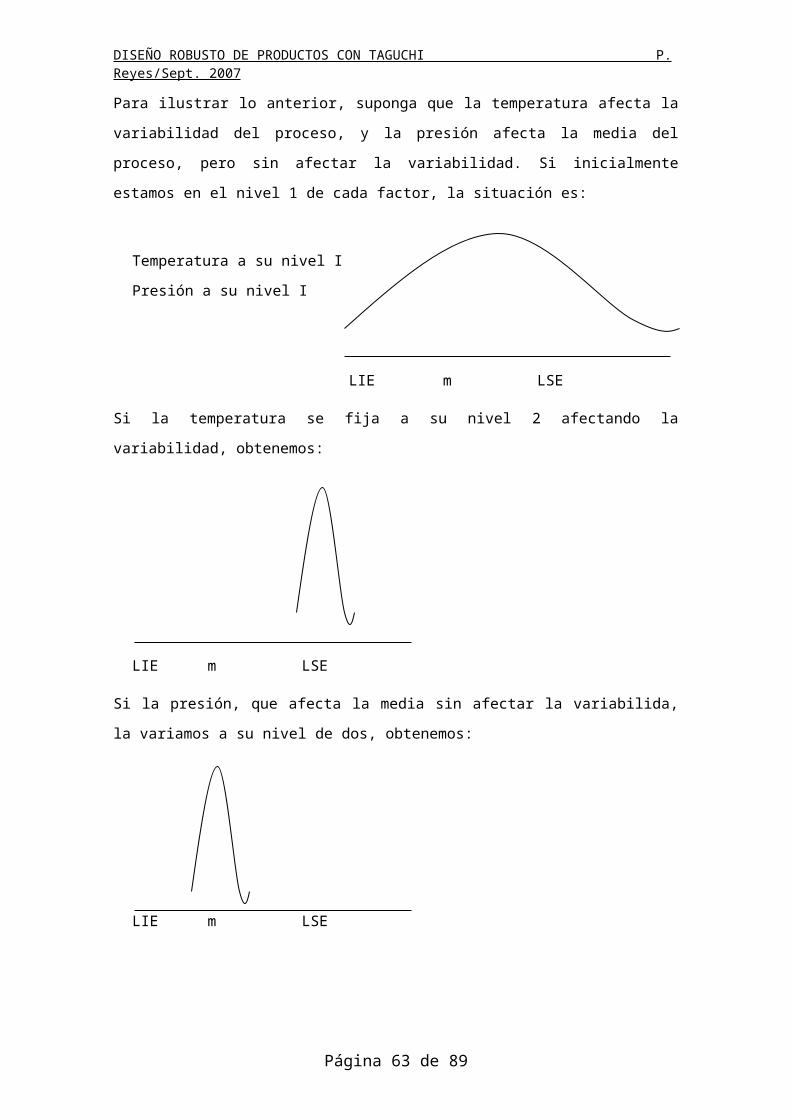
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
A
25
20
15
21
C
25
20
15
21
25
20
15
D
21
A12
C12
D12
Interaction Plot (data means) for SN ratios
Signal-to-noise: Nominal is best (10*Log(Ybar**2/s**2))
A
2.0
1.6
1.2
21
C
2.0
1.6
1.2
21
2.0
1.6
1.2
D
21
A12
C12
D12
Interaction Plot (data means) for Means
Conclusiones generales del experimento
De acuerdo con los resultados que se han obtenido de los análisis, las conclusiones
generales son:
Página 63 de 65
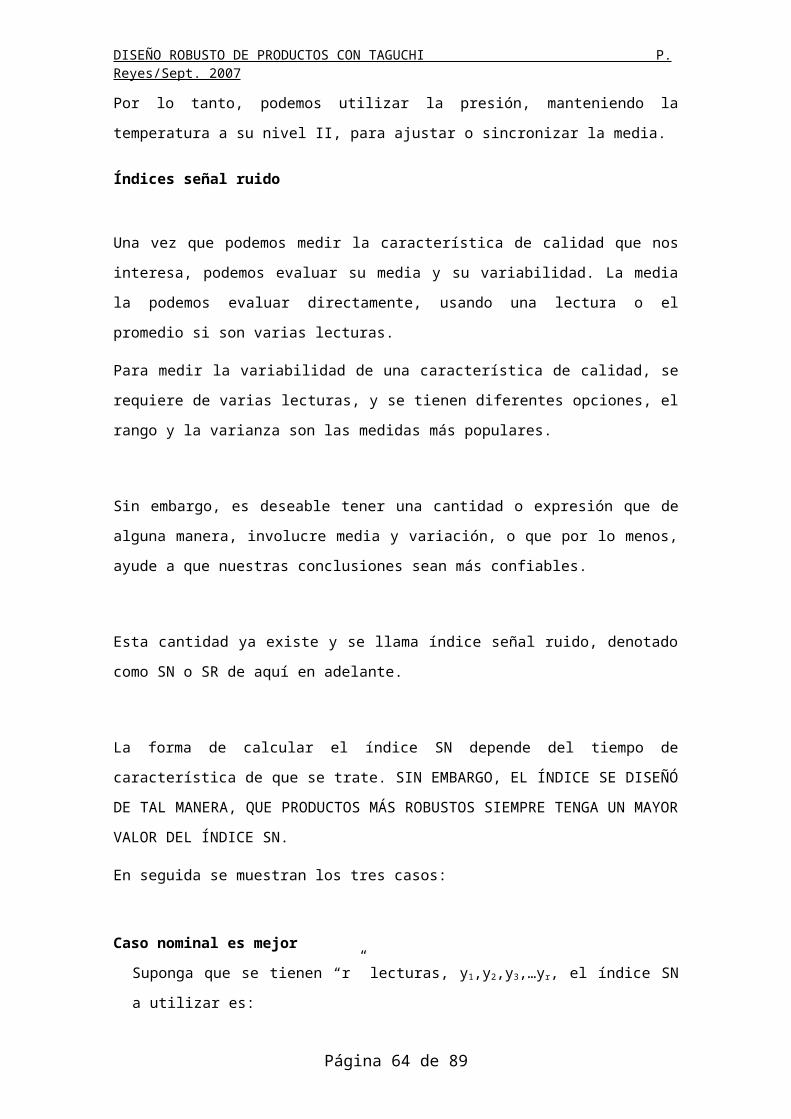
DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
a) El factor A afecta la variabilidad y se debe de fijar a su nivel 1.
b) El factor B afecta la media del proceso, aumenta la media del proceso.
c) El resto de los factores de diseño, (factores C y D), se fijarán al nivel en que sea
más económico para el proceso, ya que no afectan sustancialmente ni la media, ni
la variabilidad del proceso.
En cuanto a la función de pérdida se tiene lo siguiente:
Suponga que se incurre en un costo de $8,000. Cuando la desviación del valor
objetivo es de 0.5 mmpl. Además suponga que el nivel 1 de todos los factores
representa la situación actual. De acuerdo con estos datos la función de pérdida indica
un valor de:
L(y)= ; donde K= 8000/.52= 32000
SI el proceso se encuentra actualmente con todos los factores a su nivel 1, esta
situación está representada por las cuatro lecturas del renglón 1. Por lo tanto, Vm para
el renglón 1 estima la varianza y es:
Vm= 2 = 0.00916
La media estimada es (1.1+1.2+1.3+1.1)/4= 1.175 y;
d2= (2.0-1.175)2= 0.680625
L(y)= 32000(0.00916+0.680625)= 22073.124/unidad
Si se fijan el factor A a su nivel 1 y B a su nivel 2, se tienen dos renglones en el
experimento bajo esta condición, (ignorando el resto de los factores que no afectan)
que son el Nº3 y el Nº4. Los datos son: 2.0, 2.1, 2.2, 2.1, 2.1, 2.2, 2.1 y 2.0, por lo
tanto se tendrá que para esta nueva condición:
Y= 2.1 ; 2 = 0.005714
Página 64 de 65

DISEÑO ROBUSTO DE PRODUCTOS CON TAGUCHI P. Reyes/Sept. 2007
L(y)= 32000 ( 0.005714 + (2-2.1)2) = 502.85 $/unidad
Por lo tanto, se tendrá un ahorro de 22073.12 – 502.85= $21,570.3 por cada unidad de
producto.
En caso de que no se tenga ningún renglón bajo las condiciones propuestas, recuerde
que se puede estimar el valor tanto del promedio como del índice S/N tal y como se
mostró en capítulos anteriores.
Sin embargo, en cualquier caso, es recomendable el ejecutar una corrida de
confirmación antes de aceptar la propuesta de una forma definitiva.
Página 65 de 65