






Idiomas
Páginas
Jurídico


DISEÑO DE UN PLAN DE MANTENIMIENTO
PARA TURBOALTERNADOR DE 400 MW DE UNA
CENTRAL DE CICLO COMBINADO
Titulación: E.T.I. en Electricidad
AUTOR: GABRIEL MORENO SÁNCHEZ
DIRECTOR: JORDI GARCIA AMORÓS

Diseño de Plan de Mantenimiento paraTurboalternador de 400 MW de un Ciclo Combinado
Titulació: Enginyeria Tècnica Industrial en Electricitat
AUTOR: Gabriel Moreno Sánchez DIRECTOR: Jordi Garcia Amorós
DATA: Setembre / 2003

1) GENERALIDADES 1 1.1) MTO. PREVENTIVO vs MTO. CORRECTIVO 4
2) ANTECEDENTES 9
3) OBJETO DEL PROYECTO 12
4)DESCRIPCIÓN GENERAL DEL ALTERNADOR 13 4.1) PARTES DEL ALTERNADOR 15 4.1.1) Núcleo del estator 15 4.1.2) Devanado del Estator 16 4.1.3) Termopares en el devanado 17 4.1.4) Terminales del generador y placas terminales 18 4.1.5) Aisladores tipo “manguito” 18 4.1.6) Enfriadores de gas 19 4.1.7) Ventilación del estator 19 4.1.8) Rotor 20 4.1.9) Anillos de retención y devanado de campo 20 4.1.10) Colector y conexiones del colector 21 4.1.11) Escobillas y soporte 21 4.1.12) Blindajes en los extremos y cojinetes 22
4.2) BALANCE DE PÉRDIDAS 23 4.3) PARTES SUSCEPTIBLES DE MANTENIMIENTO 27
5) PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO Y PLANIFICACIÓN DE INTERVENCIONES 28 5.1) Registradores 28 5.2) Transmisores/Sensores de temperatura 31 5.3) Transmisores/Sensores de dilatación (eje turbogrupo) 36 5.4) Presión 38
6) PRUEBAS O REVISIONES A REALIZAR 41 6.1) Criterios para planificación de los paros 41 6.2) Revisiones a realizar según Criterio de duración de parada 43 6.3) Revisiones a realizar según Régimen de funcionamiento del gdor. 47
7) PLANIFICACIÓN DE UNA PARADA 49
8) DESCRIPCIÓN DE LAS PRUEBAS ELÉCTRICAS 64
9) PRUEBAS A REALIZAR AL ALTERNADOR 70 9.1) Pruebas de aislamiento 70 9.1.1) Elección de la tensión de prueba 70 9.1.2) Tipos de tests (aislamiento) 72 9.1.3) Procedimientos técnicos.Introducción 76 9.1.3.1) Partes de un procedimiento 76 9.2) Procedimiento para la medida de aislamiento del rotor 79 9.3) Procedimiento para la medida de aislamiento del estator 87 9.4) Procedimiento para mantenimiento de los cojinetes 97

9.4.1) Procedimiento para revisión holgura vertical cojinete radial 98 9.4.2) Procedimiento para restauración diámetro interior con mandril 106 9.4.3) Procedimiento para mantenimiento de actuadores motorizados 110 9.4.4) Mantenimiento de las escobillas 114 9.4.4.1) Generalidades 114 9.4.4.2) Procedimiento para sustitución de escobillas 116 9.4.4.3) Indicaciones para el mantenimiento de las escobillas (Mto. Preventivo del Colector y escobillas) 122
10) PRESUPUESTO ANUAL DE MTO. PARA UNA CENTRAL 125 10.1) Diagrama Gantt para Paro Menor 12611) BIBLIOGRAFÍA 128
12) ANEXOS: -NORMATIVA - CATÁLOGOS / MANUALES ( Sensores, registradores, etc…)

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
2
1) GENERALIDADES:
En nuestro país, la construcción de centrales eléctricas ha ido variando con los años, de hecho,
ha sido como una sucesión de oleadas constructivas en todas las variantes que conocemos actualmente.
Empezando por los primeros saltos de agua (centrales hidráulicas) construídos a finales de los años
cincuenta, tras la guerra civil; más tarde la época de las plantas de fuel-oil en los 60 y primeros 70, para
pasar después a la construcción de las nucleares que ocuparon los 70 y primeros 80 y llegando,
finalmente, a la cogeneración con proyectos que se han ejecutado durante el final del siglo. Hecha esta
situación cronológica de la construcción de centrales eléctricas, parece ser que el inicio del siglo XXI
estará marcado, efectivamente ya lo está siendo, por los proyectos de las centrales de gas en ciclo
combinado.
Valía la pena esa situación cronológica para situarnos bien en el contexto de la construcción de este
tipo de instalaciones en nuestro; que concienciado casi a la fuerza, en el cuidado del medioambiente,
parece haberse decidido a abandonar la construcción de esos grandes monstruos que son las centrales
nucleares ya construídas, para pasar a la explotación del gas natural como combustible en las centrales
de ciclo combinado. Con este nombre se conocen las centrales que utilizan gas natural como
combustible y en las que hay un aprovechamiento del vapor expansionado en la turbina de gas para
mover una de vapor. Pues bien, además de ese abandono entrecomillado, de la energía nuclear como
opción a la producción eléctrica, hay que unir la alta disponibilidad de estas centrales que pueden
funcionar sin problemas durante 6.500-7500 horas al año.
Todo ello se traduce en unos precios de producción del kWh muy interesantes, que resultan menores
que los de las demás centrales termoeléctricas del sistema peninsular. En un marco de "oferta
competitiva", donde la electricidad se adquiere a quien la produce más barata pero se retribuye en
función de la oferta más cara de las necesarias para cubrir la demanda, esto se traduce en unos elevados
márgenes de beneficio que permiten amortizar la planta en tiempos muy cortos y entrar rápidamente en
período de beneficios. Y esto es muy significativo, puesto que el primer periodo de explotación de una
central de estas características es crucial para amortizar cuantiosos gastos originados de la construcción
y puesta en marcha, junto con todo lo que eso conlleva, de la central.

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
3
La explicación de porque no se había acometido antes la construcción de estas plantas está en el hecho
de que se trata de una tecnología relativamente nueva, que en nuestro país la infraestructura del gas
estaba casi por hacer, y el contexto de los demás tipos de centrales en España. De esta manera, la
construcción de los gasoductos de unión con Europa (por los Pirineos), y la conexión a través del
estrecho con Argelia, así como el crecimiento acelerado de la red de gasoductos peninsulares, han
convertido al gas en la materia energética con mayor crecimiento en los últimos años. Y esto nos sitúa
en el contexto actual de las centrales en nuestra nación.
Visto todo lo anterior, vale la pena decir que desde el punto de vista del mantenimiento, pieza clave en
cualquier instalación que se pretenda explotar con un mínimo de garantías de disponibilidad energética,
las centrales de ciclo combinado no difieren mucho de las otras, ya existentes. Es decir, este tipo de
instalaciones, contarán, básicamente, con los mismos elementos susceptibles de mantenimiento, que
cualquier otro tipo de central; más aún si nos centramos en elementos muy concretos de la central,
como en el caso que nos ocupa como objetivo del presente proyecto: elaboración de plan de
mantenimiento del alternador, en una central de ciclo combinado. De todas maneras, y sin entrar en
detalles diferenciales en la construcción de centrales termoeléctricas, se pueden observar el contraste
entre una instalación convencional con carbón y una de ciclo combinado en las siguientes figuras:
VAPORTURBINADE CARBÓN
CENTRAL TÉRMICA CONVENCIONAL
TORRE REFRIGERACIÓN
COMBUSTIÓN
AGUA
CONDENSADOR
ALTERNADOR
DISTRIBUCIÓN DE ENERGÍAQUEMADOR / ES
AIRE
DE LOS MOLINOSCARBÓN PULVERIZADO ~
B

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
4
CICLO COMBINADOCENTRAL TÉRMICA
Compresor
Combustible
Camara deCombustion
Turbinade gas
Alternador
Turbina
de vapor
Condensador
Caldera deRecuperacion
~
Se observa la existencia de esa caldera de reaprovechamiento, en la cual se hacen circular los gases de
escape resultantes de la primera expansión en la turbina de gas a través de mamparas de tubos en los
que se calienta el agua de alimentación y, tras la adecuación de sus propiedades como el título y demás
en la caldera de recuperación, se inyecta ese dicho vapor en la segunda turbina: la turbina de vapor. A
partir de aquí las diferencias con el funcionamiento de una central convencional de gas son inexistentes
prácticamente.
A parte de esta mejora, considerable por su parte, al ciclo de vapor, existen también otras
justificaciones de la implantación de este tipo de centrales, justificaciones como la del hecho de que el
gas natural a penas contiene azufre (S), con lo que sus emisiones a la atmósfera son prácticamente
nulas; también hacer hincapié en la reducción de emisión de dióxido de carbono (CO2) por kWh
producido, aliviando así el efecto invernadero. Y es que en materia de contaminación ambiental,
nuestro país está un poco “verde”: en 1999 superamos ya los límites establecidos en la Convención de
Kyoto, previstos para el 2010.

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
5
1.1) VARIANTES DE MANTENIMIENTO. MANTENIMIENTO PREVENTIVO vs.
MANTENIMIENTO CORRECTIVO :
Tradicionalmente el mantenimiento se entendía como un concepto directamente asociado a la
explotación de un bien, sea de la índole que sea este bien. De todos es conocido que la acción del
tiempo y el uso implica desgaste, envejecimiento y una degeneración que desembocan en una pérdida
de características y eficacia técnica.
Esto implica que la tecnología de mantenimiento se base en cuatro dimensiones para sustentar ese bien
en explotación, tal y como se representa en el siguiente diagrama ( Diagrama de raspa de pescado ):
Tanto las personas, como las herramientas, métodos e información son pilares básicos para sostener
todo lo que implica una buena tecnología de mantenimiento. La capacidad tecnológica y los recursos
disponibles para mantenerlo de forma económica determinan la fiabilidad de un equipo o instalación.
Si nos centramos en el ámbito industrial, los aspectos que nos ayudan a entender la gran importancia
que tiene el mantenimiento son los siguientes:
v Tecnológico : la obsolencia de los aparatos junto al avance del progreso técnico y el desgaste
en general implica el desarrollo de técnicas de mantenimiento con un nivel más alto de
sofisticación y el empleo de computadoras para garantizar la fiabilidad del seguimiento de la
vida útil de las máquinas.
v Económico : asociado a la pérdida de producción y al coste de las paradas también infiere en
la importancia de un correcto mantenimiento de la instalación.
PERSONAS HERRAMIENTAS
MÉTODOS
TECNOLOGÍADE
MANTENIMIENTO
INFORMACIÓN

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
6
v Social / Legal : la posibilidad de accidentes a las personas o al medio ambiente e incidentes en
la instalación entraña una mayor planificación del mantenimiento preventivo. Casos como los
accidentes en los ascensores o medios de uso público justifican la puesta en práctica y la
importancia del mantenimiento.
v Conservación de recursos : la reparación antes de la sustitución implica la puesta de marcha de
un mantenimiento correctivo. La teoría en contra del concepto desechable ayuda a justificar la
importancia del mantenimiento y la conservación de los recursos como aspecto de relevada
importancia en cualquier plan de mantenimiento que se preste. Esta teoría explica que el uso de
objetos o partes de la instalación desechables implica un aumento en costes para la sustitución
de estos, entre otras cosas, que son paliables con una correcta formación del personal de
mantenimiento y una correcta actuación.
Todos estos aspectos confieren importancia al mantenimiento en el ámbito industrial, pero si queremos
entender aún más la importancia de un buen mantenimiento podemos observar la siguiente tabla
configurada gracias a diversos datos estadísticos sobre varias industrias y equipos, en ella se establece
una Comparación sobre las distintas causas de averías en una instalación industrial :
CAUSA %
FABRICACIÓN
Ejecución 12
Cálculo 6
Materiales 5
Diseño 4
FUNCIONAMIENTO
Operación 25
Fallo protección 10
Desgaste, envejecimiento 10
Flojedad en el acoplamiento 4
Fuerza mayor 4
Otras causas 18

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
7
Aún lo expuesto más arriba, procede quizás, una definición más amplia de los tipos de mantenimiento
estableciendo criterios según ventajas y desventajas de uno y otro, para ayudar a diferenciarlos.
Por un lado tenemos el Mantenimiento Preventivo, que como su denominación apunta, pretende
prevenir la avería. ¿Cómo? Haciendo una serie de revisiones y cambios de pequeñas piezas, todo ello
realizado periódicamente, y de forma independiente al estado de funcionamiento de la máquina.
Las ventajas de este tipo de mantenimiento son muchas, pero pueden englobarse dentro de estas cinco:
1.- No se requiere especialización ( no son grandes reparaciones, ni revisiones a fondo
de la máquina ).
2.- La organización es sencilla ( mediante una mínima programación de revisiones se
pueden llevar a cabo toda una serie de verificaciones que nos proporcionarán datos muy
importantes sobre el estado de la máquina ) .
3.- Aumento de la fiabilidad de la máquina o equipo ( gracias al plan de mantenimiento
correctivo podemos prolongar la vida útil de la máquina elevando si fiabilidad en cuanto
a respuesta y nivel de disponibilidad ).
De todas maneras, el Mantenimiento Preventivo también presenta una cadena de factores que, desde el
punto de vista económico, sobre todo, nos lleva a una sucesión de posibles desventajas:
1.- Necesidad de alto stock de repuestos en el almacén in situ ( esto es debido al
continuo cambio de piezas, aunque no estén rotas, de la máquina; así como otras partes de la
instalación aunque estas no se presenten como inservibles ).
2.- Desaprovechamiento de partes de la vida útil del equipo o máquina ( aunque parezca
paradójico, se da el suceso de que, si bien se esté efectuando el mantenimiento preventivo
para evitar una rotura o mal funcionamiento de la máquina, se desperdicia parte de la vida útil de
ésta, ya que igual ocurre que se cambia gran parte de ella sin que aún sea improductiva ).
3.- Costos elevados de mantenimiento ( aunque los costos de mantenimiento están, de forma
indirecta, incluidos en los costos totales de explotación de la instalación, si discernimos en los de
explotación-servicios auxiliares-mantenimiento, éstos últimos pueden suponer una partida muy
gruesa del total del presupuesto anual ).
Por último, cabe decir que el mantenimiento preventivo puede ser periódico, como es el caso de la
revisiones diarias por parte de los rondistas a turno; o bien planificado, que sería el caso de las
paradas programadas que más adelante se describen.
____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
8
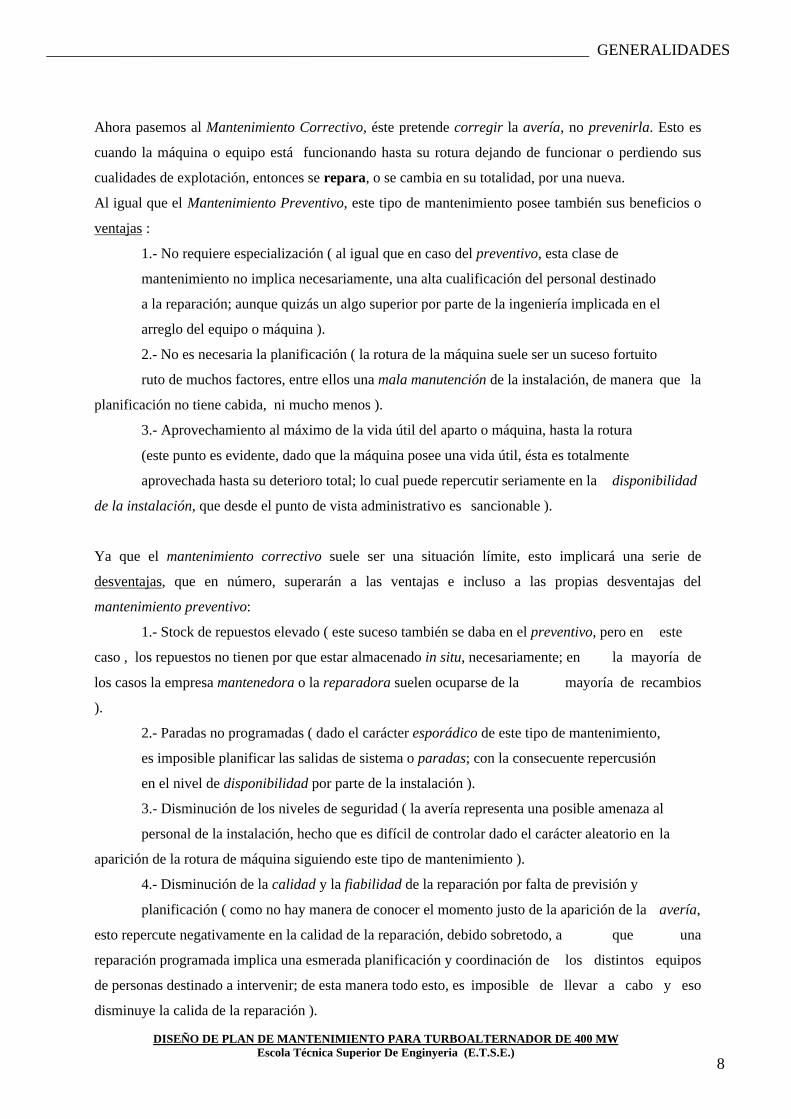
Ahora pasemos al Mantenimiento Correctivo, éste pretende corregir la avería, no prevenirla. Esto es
cuando la máquina o equipo está funcionando hasta su rotura dejando de funcionar o perdiendo sus
cualidades de explotación, entonces se repara, o se cambia en su totalidad, por una nueva.
Al igual que el Mantenimiento Preventivo, este tipo de mantenimiento posee también sus beneficios o
ventajas :
1.- No requiere especialización ( al igual que en caso del preventivo, esta clase de
mantenimiento no implica necesariamente, una alta cualificación del personal destinado
a la reparación; aunque quizás un algo superior por parte de la ingeniería implicada en el
arreglo del equipo o máquina ).
2.- No es necesaria la planificación ( la rotura de la máquina suele ser un suceso fortuito
ruto de muchos factores, entre ellos una mala manutención de la instalación, de manera que la
planificación no tiene cabida, ni mucho menos ).
3.- Aprovechamiento al máximo de la vida útil del aparto o máquina, hasta la rotura
(este punto es evidente, dado que la máquina posee una vida útil, ésta es totalmente
aprovechada hasta su deterioro total; lo cual puede repercutir seriamente en la disponibilidad
de la instalación, que desde el punto de vista administrativo es sancionable ).
Ya que el mantenimiento correctivo suele ser una situación límite, esto implicará una serie de
desventajas, que en número, superarán a las ventajas e incluso a las propias desventajas del
mantenimiento preventivo:
1.- Stock de repuestos elevado ( este suceso también se daba en el preventivo, pero en este
caso , los repuestos no tienen por que estar almacenado in situ, necesariamente; en la mayoría de
los casos la empresa mantenedora o la reparadora suelen ocuparse de la mayoría de recambios
).
2.- Paradas no programadas ( dado el carácter esporádico de este tipo de mantenimiento,
es imposible planificar las salidas de sistema o paradas; con la consecuente repercusión
en el nivel de disponibilidad por parte de la instalación ).
3.- Disminución de los niveles de seguridad ( la avería representa una posible amenaza al
personal de la instalación, hecho que es difícil de controlar dado el carácter aleatorio en la
aparición de la rotura de máquina siguiendo este tipo de mantenimiento ).
4.- Disminución de la calidad y la fiabilidad de la reparación por falta de previsión y
planificación ( como no hay manera de conocer el momento justo de la aparición de la avería,
esto repercute negativamente en la calidad de la reparación, debido sobretodo, a que una
reparación programada implica una esmerada planificación y coordinación de los distintos equipos
de personas destinado a intervenir; de esta manera todo esto, es imposible de llevar a cabo y eso
disminuye la calida de la reparación ).

____________________________________________________________________ GENERALIDADES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
9
5.- La disponibilidad de la planta disminuye ( esto es evidente, dado que la avería
aparece de forma casi impredecible, la parada de la instalación o salida de sistema ha de
ser inmediata, y esto repercute muy negativamente en la disponibilidad de ésta ).
6.- Aumento de las horas extras del personal de mantenimiento ( lo cual implica un
relativo incremento de pérdidas económicas, algo fácil de entender si hablamos de una
instalación de producción de energía eléctrica como es el caso en este proyecto ).
7.- Repercusión negativa en el ambiente de trabajo ( los ruido, vibraciones y demás efectos
de un mal funcionamiento de la máquina justo antes de la avería, implican situaciones molestas
para el personal de planta ).
Vistas ya las diferentes ventajas / desventajas del mantenimiento preventivo y el correctivo, hay que
decir que existen otras clasificaciones de la tipología de las técnicas de mantenimiento que establecen
otros subgrupos de mantenimiento preventivo, como es el caso del mantenimiento predictivo. Esta
técnica de mantenimiento consiste en efectuar la reparación en el momento final de la vida útil de la
máquina, de esta manera se consigue agotar en su totalidad las horas de funcionamiento del equipo;
ejecutado de manera planificada se disminuye la falta de disponibilidad de planta, evita fallos grandes,
mejora la seguridad de la planta, etc…Todo depende de la profundidad con la que queramos establecer
nuestro plan de mantenimiento.

____________________________________________________________________ ANTECEDENTES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
10
2) ANTECEDENTES :
Históricamente el mantenimiento en instalaciones industriales, y concretamente en las destinadas a la
producción de electricidad, ha experimentado cambios importantes respecto sus planteamientos
iniciales.
Generalizando podemos decir la importancia que el mantenimiento tiene en la economía del país, es
innegable, aunque bien podríamos decir que dicha importancia es algo desconocido para muchos
sectores de la población, e incluso en los colectivos a los cuales afecta directa o indirectamente. Bastan
unos números globales para darnos cuenta de la idea, en los años 80 teníamos lo siguiente :
- Gasto en mantenimiento global en España …..+5.000.000 MILLONES DE PESETAS
- Número de empleados en la actividad…………+960.000 PERSONAS
De esos datos se extraen conclusiones obvias, pero la que redunda es la de que parece ser que en los
años ochenta el mantenimiento parecía ser el gran desconocido.
Pero esto es algo que aún hoy en día sigue de manera similar en la sociedad industrial española; de ahí
el surgir una serie de iniciativas que se han propuesto el cambiar esta situación, al frente de todas ellas
hay que situar a la Asociación Española de Mantenimiento ( A.E.M. ) que tomó cuerpo jurídico
definitivo en mayo de 1977, al ser aprobada por el Ministerio del Interior la ASOCIACIÓN
ESPAÑOLA DE MANTENIMIENTO y que en la actualidad cuenta con más de 300 socios de número
y adheridos. Dicha asociación se ha colocado como precursora principal de lo que se prevé como una
optimización de la producción industrial a través del mantenimiento.
Anteriormente el mantenimiento no se entendía como tal; es decir, habían una serie de actividades que
se ejecutaban de manera sistemática según indicaciones del fabricante, o según la misma experiencia
iba aleccionando. De esa manera no tenía cabida planificación alguna, basándose todo en el
mantenimiento correctivo puro y duro.
En la actualidad las vías para la comunicación de nuevas ideas y optimización de los Planes de
Mantenimiento suelen pasar por amplias jornadas, coloquios, congresos y seminarios sobre temas
relacionados con las técnicas de mantenimiento más actuales; pero además la A.E.M. se encarga
también incluso de homologar y dictaminar sobre asuntos referidos al mantenimiento a requerimiento
de los organismos oficiales y empresas que lo soliciten.

____________________________________________________________________ ANTECEDENTES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
11
La tendencia en nuestros días es la mejora continua de la formación de los futuros técnicos de
mantenimiento, algo por lo que se lleva luchando desde hace más de quince años desde la A.E.M.
Nuevas sistemáticas, que incrementan tanto el rendimiento económico como el técnico, hacen
vislumbrar una mejora en los sistemas de mantenimiento industrial; algo que incluso ya se puede hacer
patente en la actualidad. Suelen ser estrategias nuevas que son difíciles de implantar en un principio,
pero que gracias a la obtención de buenos resultados en un plazo de tiempo medio, acaban
imponiéndose. Una de esas estrategias consiste en mejorar los canales, y en todo su conjunto, la gestión
de la información de los servicios de mantenimiento; estableciendo lazos de intercomunicación que
resultan vitales para desarrollar un plan de mantenimiento de manera óptima.
Para concretar todo esto no hay que perder de vista la situación económica global, y por su puesto, la
del propio país. Es decir, está claramente documentado y afirmado que en periodos de crisis económica
la puesta en marcha de nuevas iniciativas de este tipo, suele acabar aparcada en algún despacho del
pertinente ministerio por falta de recursos y demás.
De todas maneras, la concienciación del sector implicado en este asunto, normalmente el industrial, ya
está hecha; de manera que se prevé una optimización del mantenimiento en general, y el industrial en
particular, según se destinen los medios de formación, económicos y sociales para tal efecto. No
podemos olvidar el hecho de hace apenas treinta años ni si quiera se especulaba sobre este tema,
solamente en sectores económicamente favorecidos, como la explotación de centrales nucleares, era
posible atisbar algo semejante.
Concretamente en el sector eléctrico, y profundizando aún más, el mantenimiento de equipos de A.T.
( Alta Tensión ), donde se engloban la centrales de producción eléctrica, es una de las partes que mayor
cambio ha sufrido a través de los años. Las cada vez mayores exigencias de competitividad a las que se
ve sometida la industria de este tipo, han contribuido claramente en la evolución del mantenimiento
aplicado a los equipos eléctricos de alta tensión.
La evolución de las técnicas de mantenimiento en este campo, ha ido siempre en consonancia con las
evoluciones tecnológicas que ha permitido incrementar significativamente el aprendizaje acerca del
comportamiento degenerativo interno de los equipos que hace tan sólo unos cuantos años era
prácticamente desconocido.

____________________________________________________________________ ANTECEDENTES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
12
El mantenimiento correctivo, por la causa que fuere, consistía en la intervención en la unidad como
consecuencia de una avería producida durante su normal funcionamiento. En ésta, desde luego consiste
en la idea más antigua del mantenimiento, relegada en la actualidad únicamente a unidades de coste
tecnológico muy reducido y con exigencias de mercado no elevadas.
La introducción en el mercado de nuevas herramientas predictivas de diagnosis, encaminan el sector
hacia el mantenimiento predictivo, como consecuencia del progreso de los avances tecnológicos está
respondiendo adecuadamente a las exigencias actuales de mantenimiento. Estas técnicas predictivas
tienen como filosofía de actuación la siguiente: “Realizar intervenciones únicamente cuando sea
necesario”.
En la actualidad, y basadas en las actividades predictivas, se tiende hacia las técnicas de mantenimiento
entendidas fundamentalmente, como una monitorización en continuo de los equipos que permite el
conocimiento de su estado en tiempo real, pero aún hay que pulir pequeños inconvenientes en este tipo
de trabajo; inconvenientes como el hecho de que la falta de documentación cronológica sobre averías,
implica el desconocimiento del momento preciso de la aparición de éstas.

____________________________________________________________________ ANTECEDENTES
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
13
3) OBJETO DEL PROYECTO:
Cualquier Plan de Mantenimiento que se precie, debe estar elaborado conforme a la máquina o
instalación que se aplica, ciñéndose en extremo a las características constructivas y las orientaciones y
consejos suministrados por el fabricante de dicha máquina. El implementar un programa de
mantenimiento cuidadoso es la manera más eficaz de conservar la fiabilidad del generador y de evitar
los costos de averías importantes. Los tres elementos importantes de un programa cuidadoso son la
frecuencia de mantenimiento, pruebas eléctricas e inspección visual.
Así pues, el objeto del presente proyecto es el de servir de una ayuda al técnico responsable de
mantenimiento, a manera de manual de teoría, para elaborar un Plan de Mantenimiento para el
alternador de una Central de ciclo combinado.
En este manual se verán descritos los criterios para la elaboración del Plan de Mantenimiento, así como
manuales ilustrativos de las máquinas, aparatos y demás utillaje para llevar a cabo dicho Plan; también
se darán descripciones sobre los Procedimientos de Trabajo a ejecutar en las tareas de mantenimiento
y las tareas en sí.
Con este Proyecto se pretende pues, que el interesado disponga de información suficiente sobre cuáles
son los criterios que rigen en la elaboración de los planes de mantenimiento en centrales eléctricas, el
porqué de su importancia y una guía práctica sobre el modo de ejecución de los trabajos para el
mantenimiento del turboalternador en una planta de producción de energía eléctrica moderna,
concretamente de ciclo combinado ( gas-vapor ). De esta manera, se entiende que si llebamos a cabo
el presente Proyecto sobre el Diseño de un Plan de Mantenimiento, podremos garantizar el correcto
funcionamiento de la instalación, así como asegurar las horas de funcionamiento y la disponibilidad
requeridas.
Asimismo vale la pena hacer una breve descripción del tipo de máquina para el que vamos a redactar o
elaborar el Plan de Mantenimiento: el alternador.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
14
4) DESCRIPCIÓN GENERAL DEL GENERADOR
El grupo turbina generador enfriado por hidrógeno está completamente encerrado, dada la alta
volatibilidad del gas, para operar con gas hidrógeno como medio de enfriamiento.
En nuestro caso vamos a suponer un alternador de 400 MW , aunque la potencia a efectos de
mantenimiento no tiene mayor importancia.
El sistema de ventilación es completamente autocontenido, incluyendo los enfriadores de gas y los
ventiladores, evitando de esta manera la entrada de polvo y de humedad.
El campo giratorio excitado por separado, activado por la turbina, gira dentro de la armadura
estacionaria y está soportado por chumaceras colocadas en blindajes del extremo, montados en el
armazón del generador.
La máquina ha sido diseñada para una operación continua, proporcionando energía desde las terminales
de la armadura, con previsiones para mantener la presión del hidrógeno y su pureza y para
proporcionar el agua de enfriamiento y el aceite de lubricación. Los detectores de temperatura y los
demás dispositivos están instalados en, o conectados con, la máquina para permitir la medición de las
temperaturas del devanado y del hidrógeno, así como la presión y pureza de éste. El generador ha sido
construido para resistir sin daños todas las condiciones normales de operación incluyendo cortos
circuitos trifásicos y cargas aplicadas repentinamente. También el armazón del estator ha sido
construido lo suficientemente fuerte para limitar los efectos destructivos de una explosión del
contenido de hidrógeno en el alojamiento del generador y en las partes encerradas, suceso no deseable,
pero que podría originarse.
El hidrógeno es un potente enfriador, que se utiliza en este tipo de máquinas por su elevada potencia y
consecuente calentamiento: el hidrógeno posee hasta siete veces mayor conductividad térmica que el
aire, además la densidad del H2 es catorce veces menor que la del aire, reduciendo hasta catorce veces
las pérdidas por ventilación; ya que las pérdidas, principalmente, originan calor en la máquina, el cual
debe ser evacuado.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
15
Esto es fácil de entender si consideramos que las pérdidas en el alternador son: por efecto Joule, por
corrientes de Focault, por Histéresis, por mala ventilación o por rozamientos del árbol del generador
con sus apoyos. Las pérdidas por efecto Joule derivan directamente en un sobrecalentamiento, la
histéresis provoca un calentamiento suplementario de las piezas, las corrientes de Focault y los
rozamientos producen lo mismo : calor no deseado que perjudica considerablemente las piezas y sus
características electromecánicas. Esta es la principal justificación de la opción de alternador enfriado
por hidrógeno.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
16
4.1) PARTES DEL ALTERNADOR :
4.1.1) Núcleo del Estator :
El núcleo del estator ha sido fabricado de segmentos , recocidos troquelados. (Vea figura 3) de acero al
silicios, de dirección preferencial, de grano orientado , de alta calidad, para proporcionar una pérdida
eléctrica mínima. Estos troquelados se ensamblan de manera entrelaminada en cuñas ensambladas en
cola de milano, integrales con las barras de cuña y separadas en paquetes por los bloques espaciadores
para proporcionar conductos de ventilación.
Las partes han sido troqueladas de acero delgado y contienen ranuras de extremo abierto para las barras
del armazón, para ranuras de cola de milano y para cuñas que mantienen las barras del armazón en su
lugar.
Troquelado típico del estator
Las partes troqueladas están comprimidas en un núcleo rígido, cilíndrico, por medio de presión
aplicada a través de bridas de hierro fundido dúctil, por tuercas en los extremos roscados de las barras
de cuña. Se aplica la presión a los dientes por medio de dedos de acero no magnético ubicados abajo de
las bridas de los extremos.
Para reducir el calentamiento por fugas en el flujo magnético del extremo del rotor y sus pérdidas
eléctricas relacionadas en los extremos del núcleo del estator, los paquetes de partes troqueladas están
escalonados.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
17
4.1.2) Devanado del Estator :
El devanado del estator, está compuesto de barras aisladas ensambladas en las ranuras del estator, que
se juntan en sus extremidades para formar bobinas, y van conectadas en las bandas de fase correctas
por medio de los anillos de las barras colectoras. Cada fase está dividida en grupos.
En la figuras siguientes se pueden apreciar un Devanado estatórico para un alternador de dos polos
con sistema de refrigeración por hidrógeno, así como el correspondiente Rotor(abajo):
A continuación dos fotografías más con ejemplos de Rotor :
Rotor polos salientes de máquina síncrona Rotor polos salientes turbogrupo
con excitación brushless y pte. rectif. en eje
(ABB)

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
18
Bobinas separadas 180°. Las barras del estator están compuestas por conductores de cobre aislado
(trenzas) transpuestos por el método "Roebel" ( cada trenza ocupa durante una longitud igual a lo largo
de la barra cada posición radial en la ranura ). Este arreglo evita la pérdida de corriente circulante que
de otra manera se presentaría bajo condiciones de carga debido a la distribución auto-inductiva del
flujo magnético en la ranura de la bobina.
En la figura de a continuación se pueden observar esos detalles de la barra transpuesta. Las barras de la
armadura se mantienen en las ranuras del devanado por cuñas de Textolite colocadas en las ranuras de
cola de milano que también se muestran en la figura.
4.1.3) Termopares para detección de temperatura en devanado :
Los detectores de temperatura por resistencia (RTD por sus siglas en inglés) se colocan entre las
bobinas en cada fase de los devanados de la armadura para medir su temperatura en los puntos de
temperatura normal mayor.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
19
Se proporcionan detectores de gas para medir la temperatura de entrada y de salida del gas de cada uno
de los cuatro enfriadores. Los conductores de los detectores salen a través de una glándula hermética al
gas en el armazón del generador y se conectan a las regletas terminales para conexión con los
medidores o relés de temperatura.
Su situación tanto en la carcasa del grupo turbo-generador, como en otras partes estratégicas del
generador, puede variar según las indicaciones del fabricante de la máquina; de todas maneras, se
colocarán termopares para medir la temperatura en aquellos puntos en los que un incremento de esta
puede causar malfunciones del generador, o simplemente indicar que hay un punto caliente en el
devanado de la máquina, el cual debe ser subsanado sino queremos llegar a quemar dicho devanado.
4.1.4) Terminales del generador y placas terminales :
Los conductores principales de la armadura salen por el fondo del armazón del generador a través de
las placas terminales del generador, Figura 1, punto en el que se hacen las conexiones. En la mayoría
de los generadores se proporcionan las conexiones en el extremo lado colector (opuesto al
acoplamiento lado turbina).
Para minimizar las pérdidas por corriente inducida, y el calentamiento causado por corrientes de carga
en los conductores, las placas terminales se hacen de un metal no magnético.
Se instalan drenes en las placas no magnéticas para evitar la acumulación de aceite o de agua alrededor
de las conexiones; así como empaquetaduras entre las placas terminales y el armazón del estator para
evitar las fugas de hidrógeno.
4.1.5) Aisladores tipo “manguito” :
Los conductores de la armadura atraviesan las placas terminales por medio de manguitos de alto
voltaje, herméticos al gas. Estos manguitos consisten en aisladores de porcelana de una pieza que
contienen un conductor de cobre o de aluminio. Las terminales a cada extremo del manguito están
recubiertos de plata, en el caso de conductores de cobre, y recubiertos de estaño para conductores de
aluminio.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
20
4.1.6) Enfriadores de gas :
Los enfriadores de gas del generador se montan verticalmente en las torres de enfriamiento en las
cuatro esquinas del armazón, en los soportes de los enfriadores. Las conexiones de tubería de agua se
hacen de manera externa en el fondo de cada enfriador. Los sellos de hidrógeno se hacen por medio de
empaquetaduras comprimidas entre el armazón del generador y las placas de tubos (espejos) en las
partes superior e inferior de los enfriadores.
4.1.7) Ventilación del estator :
En la siguiente figura se puede ver el circuito de ventilación del estator:
Los ventiladores del rotor proporcionan el incremento de presión que se requiere para la ventilación del
generador.
Son ventiladores son del tipo de flujo axial con aspas individuales fijadas a los cubos de ventilador
cerca de los extremos del rotor. La condición de entrada del gas a los ventiladores se controla por
boquillas de entrada.
El hidrógeno es forzado por los ventiladores hacia los pasajes de gas y también alrededor del núcleo
del estator.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
21
El estator ha sido dividido axialmente en secciones por las placas de red de manera que en algunas
secciones el gas frío es forzado desde afuera del núcleo hacia los pasajes del gas a través de los
conductos radiales entre los paquetes de partes troqueladas, y en otras secciones pasa desde los pasajes
del gas hacia la parte externa del núcleo a través de los conductos radiales.
El gas de enfriamiento se manda a través de los tubos o conductos a la sección apropiada y el gas
caliente se manda a los enfriadores.
Después de que haya sido eliminado el calor, el gas frío regresa a las aspas de los ventiladores y vuelve
a circular. El arreglo de flujo de gas alterno hacia dentro y hacia fuera del núcleo del estator resulta en
un enfriamiento sustancialmente uniforme del núcleo y del devanado, y de esta manera se evita un
calentamiento local excesivo y se reducen los esfuerzos causados por diferencias de temperatura.
4.1.8) Rotor :
El rotor ha sido maquinado de una sola pieza de aleación de acero forjado que ha sido sometida a
pruebas extensivas para asegurar que el forjado cumple con las características físicas y metalúrgicas
requeridas.
Las Ranuras longitudinales maquinadas radialmente en el cuerpo, contienen las bobinas del campo. Las
Ranuras adicionales maquinadas en los dientes proporcionan la ventilación para el cuerpo del rotor.
Las bobinas de campo se mantienen en las ranuras contra la fuerza centrífuga por medio de cuñas de
acero magnético, de ese modo se asegura una óptima distribución del flujo. Estas cuñas se colocan de
manera individual y se introducen en aberturas mecanizadas en las ranuras del rotor.
Los ventiladores del rotor, proporcionados para la ventilación del generador se ensamblan cerca de las
extremidades del rotor. El rotor se enfría externamente por medio del gas fluyendo a lo largo del
entrehierro en la superficie del rotor, e internamente por el gas que pasa debajo de los extremos del
rotor, en las subranuras del mismo y después radialmente hacia fuera, hacia el entrehierro a través de
orificios en las bobinas de campo y en las cuñas de las ranuras.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
22
4.1.9) Anillos de retención y Devanado excitador (devanado de campo) :
Los devanados del campo consisten en barras de cobre rectangulares fabricadas en forma de bobinas o
dobladas por su borde y formadas en bobinas. Varias espiras en un par de ranuras alrededor de un polo
forman una bobina. Varias bobinas se ensamblan alrededor de cada polo para formar el devanado.
Las espiras individuales se aíslan las unas de las otras. Las bobinas son aisladas de las paredes de la
ranura en la porción del cuerpo por medio de forros moldeados en las ranuras.
Para proporcionar un máximo de ventilación y enfriamiento, las extremidades
de los devanados de campo se quedan desnudas con la excepción del aislamiento entre espiras
alternadas. El aislamiento de anillo moldeado se proporciona entre las bobinas, los anillos de retención
y el bloqueo con fibra de vidrio y resina epóxica se proporciona en los extremos de los devanados para
separar y soportar las bobinas y restringir sus movimientos bajo tensión debidos a las fuerzas
rotacionales y la temperatura.
Las espiras en los extremos se mantienen en su lugar contra la fuerza centrífuga por medio de
pesados anillos de retención maquinados, de aleación de acero de alta resistencia, tratados
térmicamente, que han sido montados en caliente y asegurados en el cuerpo del rotor.
4.1.10) Colector y Conexiones del colector :
La corriente se suministra a los devanados de campo a través de un excitador sin escobillas o a través
de los anillos del colector, los cuales están conectados eléctricamente con el devanado de campo a
través de barras de cobre aisladas, ensambladas en el centro perforado del forjado del rotor.
En un extremo de los tornillos terminales de las barras de conexión, ensambladas en orificios radiales
en la flecha del rotor, se conectan el devanado con las barras. En el extremo de la flecha, ésta conexión
se realiza usando espárragos de colector o ensambles fabricados de hoja flexible aislada. Las
conexiones en el extremo del colector usan un sistema de sello para mantener la presión del H2.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
23
4.11 Escobillas y soporte de los porta escobillas :
Los colectores consisten de forjas de acero tratado en caliente, insertadas a presión sobre anillos
aislantes que a su vez, están insertados a presión en la flecha del generador. Una ranura en espiral está
maquinada en la superficie exterior de cada anillo y sirve para ayudar a obtener una distribución de
corriente aproximadamente igual en el colector, en las escobillas y en los conductores.
El colector está equipado con un ventilador de capacidad adecuada para proveer aire filtrado al colector
y a las escobillas. Deben suministrarse los filtros del tipo y la capacidad requeridos.
Las escobillas para los generadores de corriente alterna están hechas de diferentes compuestos de
materiales de grafito natural y aglomerantes. Tienen un coeficiente de fricción bajo y son
autolubricantes. Cada escobilla está provista de dos conductores flexibles de cobre o “rabos de cerdo”.
Un resorte de presión constante está montado radialmente (como parte del soporte de la escobilla)
sobre cada escobilla, para que la presión sea aplicada justo en la línea central de ésta.
Éste es un resorte embobinado concéntricamente, que no requiere ajustes de presión. Varios porta
escobillas recubiertos con plata, que a su vez conducen, cada uno, varias escobillas en posición radial,
están insertados en las barras de soporte de latón recubierto con plata.
Las barras están localizadas axialmente y atornilladas para soportar los anillos que son concéntricos
con respecto a cada anillo colector. Un mineral plástico es agregado al porta escobillas para el manejo,
bloqueo y desbloqueo del mismo en las barras de soporte. Esto se
logra mediante un arreglo de perno-y-leva, el cual aplica la fuerza de compresión de un grupo de
roldanas de resorte, al miembro perfilado de la cuña.
4.1.12) Blindajes de los extremos y cojinetes :
Los cojinetes del rotor del generador, los sellos de hidrógeno del eje, y los pasajes de aceite para
proporcionar aceite a estas partes están contenidos en los blindajes externos de los extremos.
Los blindajes de los extremos están divididos en la línea central horizontal, para facilitar su
desmontaje. Se han provisto juntas entre las mitades del blindaje y entre los blindajes y el armazón del
estator, estando equipadas con ranuras para la inserción de un compuesto sellador para sellar el gas en
la máquina.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
24
Las chumaceras del rotor se proporcionan con asientos esféricos para permitir una alineación precisa de
las mismas con respecto a los muñones del rotor. Las fugas de hidrógeno del generador a lo largo del
eje se evitan por medio de un sello de flecha fijado a cada blindaje del extremo, por dentro de la
chumacera. Este arreglo permite la inspección de los cojinetes del generador sin sacar el gas de la
máquina.
Tanto el cojinete como el alojamiento del sello del eje en el extremo del colector de la máquina están
aislados del armazón del generador, para evitar el flujo de corrientes del eje.
Los blindajes interiores de los extremos están ubicados entre los extremos de los devanados de la
armadura y los blindajes de los extremos exteriores para separar el gas descargado de los ventiladores
con respecto al gas entrando a los ventiladores.
Los Anillos de sello de gas están fijados a los blindajes internos de los extremos para evitar fugas de
gas desde la descarga del ventilador hacia la entrada del mismo.
4.2) BALANCE DE PÉRDIDAS :
A continuación se incluye un Tabla extraída de las publicaciones de ASINEL para centrales
termoeléctricas Grupo D Volumen 1: Tabla de Pérdidas de Alternador refrigerado por Hidrógeno
(250 MW)
POTENCIA NETA 250 MW
Tensión 0.95*Un Tensión 1*Un Tensión 1.07*Un
I Características de marcha
cos f 0.8 1 0.8 1 0.8 1
- Presión efectiva H2 2 2 2 2 2 2
II Pérdidas en kW
- Efecto Joule en cobre estator 550 350 495 316 433 276
- Histéresis y Focault en Circ.
magnéticos 319 249 347 272 378 311
- Ventilación 368 368 368 368 368 368
- Cojinetes 275 275 275 275 275 275
- Pérdidas suplementarias
(corrientes por fem en ranuras
estator)
850 545 768 492 670 430

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
25
TOTALES 2362 1787 2253 1723 2124 1660
Potencia alternador en MW 253.36 252.17 253.18 252.17 253.09 252.11
Rendimiento neto alternador % 98.67 99.10 98.74 98.14 98.78 99.16
Para evitar todas esas Pérdidas por calor en la máquina, es conveniente el efectuar una Monitorización
de distintas partes de la máquina. El sistema de lubricación es vital para todo tipo de máquinas
eléctricas rotativas, tanto el llevar a cabo un Programa de lubricación, como hacer un seguimiento de
la misma, ayudará a la concreción de problemas y posibles averías en el turbo-generador.
Actualmente existen equipos, como los descritos en la Sección de Descripción de Pruebas y en los
Anexos a este Proyecto, que nos permiten hacer un recuento aproximado de las partículas que se
encuentran en suspensión en una determinada muestra de aceite; a su vez, el nivel de partículas, una
vez contrastado con los valores límite suministrados por el fabricante del alternador, actuará como
indicador de una posible avería : las partículas en suspensión en el aceite lubricante del turboalternador
indica un desprendimiento de material, que estando fuera de los límites establecidos en cuanto a
cantidad y/o calidad, nos mostrará un posible punto caliente en la máquina.
Ese punto caliente no es más que un determinado punto de la máquina en el que la fricción está siendo
excesiva.
De hecho, bien el Departamento Químico o la misma empresa contratada para el mantenimiento,
pueden incluso indicarnos el tipo de material del que están formadas esas partículas, para así averiguar
su procedencia; que en un por ejemplo podría tratarse de material anti-desgaste de las chumaceras o
cojinetes del turboalternador. Esto se puede hacer in situ en el mismo Dpto. Químico de la central, o
puede encargarse a empresas especializadas en este tipo de análisis media espectrogramas.
Una vez vista la justificación del uso de hidrógeno para refrigerar alternadores de este tipo en centrales
de ciclo combinado, pasaremos a ver como se distribuye el calor por su interior según la siguiente
figura:

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
26
Como se observa en la figura extraída de la “Colección de textos sobre centrales termoeléctricas
convencionales y nucleares”-ASINEL Grupo D Volumen 1, los refrigeradores de H2 se disponen en la
parte superior del estator, dado que las corrientes de convección empujan el calor hacia esa parte.
Observando los puntos por donde la máquina evacua el calor, podremos deducir que puntos del rotor o
estator pueden sufrir mayores variaciones de temperatura, y por tanto, que puntos de los devanados
deberán ser revisados según el Plan de Mantenimiento.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
27
Más abajo tenemos el corte de un conductor, donde se puede ver como circula el H2 por él:
Los enfriadores de gas del generador se montan
verticalmente en las torres de enfriamiento en las
cuatro esquinas del armazón, en los soportes de
los enfriadores. Las conexiones de tubería de agua
se hacen de manera externa en el fondo de cada
enfriador.
Los sellos de hidrógeno se hacen por medio de
empaquetaduras comprimidas entre el armazón
del generador y las placas de tubos en las partes
superior e inferior de los enfriadores, estos sellos
son de obligada revisión, sobretodo cuando se
hace un desensamblaje del rotor-estator del
alternador. Evitan fugas del gas que serían de
consecuencias muy graves para la máquina.
Dada la relevancia del circuito refrigerador de la máquina, la revisión del mismo estará incluida en el
plan de mantenimiento así como la inspección visual de estos sellos del circuito de hidrógeno.

_________________________________________________________ DESCRIPCIÓN DEL GENERADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
28
4.3) PARTES SUSCEPTIBLES DE MANTENIMIENTO :
Pero a parte del circuito refrigerador del alternador, existen sus dos partes principales: estator y rotor,
así como otras incluidas en estas dos y que son susceptibles de ser incluidas en el plan de
mantenimiento según la mayoría de fabricantes de este tipo de máquinas; son las que se relacionan a
continuación.
Partes a incluir en el Plan de Mantenimiento del alternador de una Central de Ciclo Combinado:
• Juego escobillas-anillos colectores
• Filtros de aire
• Enfriadores de H2
• Escobillas de conexión a masa del eje
• Conjunto de excitación
• Núcleo de la armadura
• Devanados de la armadura
• Rotor
• Prueba de aislamiento
• Transmisores de señales del turboalternador
Hay que decir que además de estas partes, existen algunas otras que se detallarán en el Plan de
Mantenimiento y en las que se harán intervenciones de mantenimiento tan simples como una limpieza
eficaz o una inspección visual.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
29
5) PARTES ÚTILES DE LA INSTALACIÓN PARA DIAGNÓSTICO Y POSTERIOR
PLANIFICACIÓN DE INTERVENCIONES (PLAN DE Mto.) :
5.1) Registradores :
Los registradores son como “impresoras” de papel continuo, en las que quedan registradas de forma
gráfica. Son aparatos que se incluyen en la central y que suelen estar ubicados en sala de control.
Básicamente constan de un pequeño motor paso-paso que arrastra el carro de papel, y una serie de
entradas analógicas, normalmente, de corriente continua del orden de miliamperios.
Los valores más comunes para esas corrientes son de 0..a..20 (mA) o bien de 4..a..20 (mA), siendo
esos los valores de máximo y mínimo eficaces; de manera que en el papel del registrador se reflejarán
gráficamente, sujetos a esa escala de 0-20 ó 4-20 miliamperios. Correspondiéndose el cero del papel
registrador con el cero del valor de la corriente del sensor, y el valor máximo de 20 (mA) con el fondo
de escala, que equivaldrá a la punta o cresta del gráfico representado en el registrador.
Estos aparatos pueden llevar sus salidas, previamente programadas, hacia un Ordenador de Eventos,
donde cronológicamente, quedan registradas alarmas (picos en las gráficas), irregularidades y todos los
parámetros que juzguemos importantes para el control de la instalación; previamente tendremos que
haber programado un PLC para tal efecto, que será el encargado de gestionar esas alarmas del sistema,
y reflejarlas en el susodicho Ordenador de Eventos, también denominado Cronológico de Alarmas.
La mayoría de esos registradores llevan memorias ROM que permiten ampliar su funcionalidad, como
el hecho de poder registrar valores máximos, permitir gestionar puntos de alarma, etc.. Además, estos
registradores poseen salidas analógicas y/o digitales que permiten enviar una señal a un dispositivo
determinado para indicar una alarma, como la bobina de un relé en el caso analógico. Este relé podrá
encadenarse con una maniobra o con un lazo de regulación que permitirá el control de apertura/cierre
de válvulas, etc..

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
30
Por ejemplo, un registrador gráfico que registre temperaturas de cojinete de la turbina tendría las
siguientes características aproximadas:
1. Velocidad del gráfico: 3 pulg. (7,6 cm.) por hora (o más rápida)
2. Papel del gráfico: rango de temperatura de 0 a 300 °F (0 a 149 °C)
3. Velocidad de impresión: aproximadamente 50 puntos/hora
Un modelo muy común es el SIEMENS VARIOGRAPH 7ND3560, es un aparato robusto y flexible a
la hora de ser programado, pudiéndose programar in situ o bien mediante una especie de control
remoto en el laboratorio.
Registrador modelo SIEMENS VARIOGRAPH 7ND3560 (288 x 288 mm) y esquema de conexiones
posibles para los módulos de señales.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
31
El esquema típico de la disposición de estos sensores en la máquina suele ser el siguiente tanto para un
motor como para alternador:

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
32
5.2) Transmisores/ Sensores de Temperatura :
De acuerdo al principio de funcionamiento de los sensores de temperatura, se pueden distinguir
tres grandes grupos :
TERMOSTATOS INTERRUPTORES :
(Todo-Nada) que conmutan a un cierto valor de temperatura.
Su funcionamiento es bien simple : la temperatura interactúa con una sonda térmica que a su vez
cierra un determinado contacto a la temperatura a la que esté tarado el aparato; los hay de varios
tipos, según funcionalidad y rangos de temperatura, hoy en día se encuentran en instalaciones
incluso domésticas, como el termostato de una estufa, por ejemplo.
TERMORRESISTENCIAS (Termopares) :
Sensores pasivos de tipo analógico basados en el cambio de resistividad eléctrica de algunos
metales o semiconductores con la temperatura ( Efecto Seebeck ). Este efecto consiste en la
aparición de una tensión eléctrica entre dos piezas de distintos metales unidas o soldadas por un
extremo, cuando este se calienta (unión caliente) y se mantiene los otros dos a una misma
temperatura inferior (unión fría).

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
33
Es decir, el efecto termoeléctrico se aplica de la forma siguiente : se unen los alambres por un
extremo (punto de medida), los otros extremos que quedan, se separan y se someten a una
temperatura constante como la de ambiente, por ejemplo, dando lugar al punto de comparación y
se cierra el circuito a través de un instrumento indicador.
La tensión medida expresa directamente las diferencias entre la temperatura en el punto de medida
y la temperatura de comparación.
Si queremos mayor precisión en entornos cerrados y de altas temperaturas, donde esas elevadas
temperaturas podrían perturbar las medidas efectuadas, se instala un conductor de compensación,
hecho de un material para tal efecto, uniendo el punto de comparación a otro de temperatura bien
conocida y suficientemente constante. Intercalando una caja de compensación podremos ajustar
más aún las posibles desviaciones por la longitud de cable instalado y otros efectos.
Los materiales más utilizados para fabricar termopares son los expresados en la siguiente tabla,
según normas DIN 43712 y DIN 43710 :
Material Tempera-tura límite
°C
Resistenciaeléctrica espe-cíftca a 20º C
Ω mm2/m
Resistenciapor m (valornominal a20 °C)
Ω/m
Diámetrodelalambre
mm
Cu (E Cu) 400 0,017 0,089 0,5Konst 400 0,48 a 0,50 2,50 0,5Konst 600 0,48 a 0,50 0,62 1Konst 700 0,48 a 0,50 0,16 2Konst 700 0,48 a 0,50 0,069 3Fe 600 0,11 a 0,13 0,15 1Fe 700 0,11 a 0,13 0,017 3NiCr 900 0,70 a 0,75 0,48 1,38NiCr 1000 0,70 a 0,75 0,1 3Ni (95%) 900 0,25 a 0,35 0,15 1,38Ni (95%) 1000 0,25 a 0,35 0,042 3PtRh 1300 0,193 2,09 0,35PtRh 1300 0,193 1,02 0,5Pt 1300 0,107 1,11 0,35Pt 1300 0,107 0,54 0,5
Tabla extraída del libro “Medidas en procesos técnicos”, Ed. Dossat, S.A. –Siemens

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
34
+
+ -
PUNTO DE COMPARACIÓN
TERMOPAR
PUNTO DE MEDIDA
RESISTENCIA PARA AJUSTE
PUNTO DE CONEXIÓN
PUNTO DE MEDIDA
PUNTO DE COMPARACIÓN-
TERMOPAR
Mientras que para los cables o conductores de compensación tenemos las siguientes posibilidades
en cuanto a materiales:
Resistencia por metro a 20 ºC para el diámetro nominal
Material Valor medio delcoeficiente de Tª de laresistencia
0,2 mm 1,38 mm
Cu 4,26 - 0,011Konst -0,02 15,60 0,328
Fe 6,2 3,82 0,080
SoNiCr (para NiCr +) 6,2 3,82 0,080SoNi (para NiCr -) 0,25 8,91 0,187SoPtRh (para PtRh +) 4,1 0,55 0,011SoPt (para PtRh -) 2,5 0,83 0,017
En la figura de a continuación, se puede ver su conexionado típico o fundamental o bien el
conexionado con compensación; identificándose la unión fría como el punto de comparación y la
unión caliente como el punto de medida.
Disposición fundamental y Disposición con compensación

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
35
Los tipos más usados en centrales son sean Tipo J, Tipo K, Tipo T ó PTC 100. Básicamente son
resistencias que varían con la temperatura su tensión en bornes, esas variaciones de Fem. son
transportadas a un convertidor que las transformará de milivoltios a miliamperios. Abajo se
representan la termo cúpulas donde van albergados los termopares y su conexionado, bien sean
simples, dobles, triples, etc…
Tipo J Tipo K Tipo T PT 100
Las sondas industriales se suelen construir a base de Platino cuyo coeficiente térmico es 0.00385
°C-1, es el caso de las sondas tipo Pt100; dichas sondas suelen tener un valor nominal de 100 a
0°C, de donde se deriva el nombre Pt100. Las sondas Pt100 son aptas para un rango de
temperaturas entre -250°C y 850°C, teniendo muy buena linealidad entre -200°C y 500°C.
En la siguiente tabla se detallan las temperaturas de trabajo de cada tipo:
Tipo Metales Rango Típico de temperaturas ºC
T Cobre / Constantan -200 / +350
J Hierro / Constantan -200 / +500
K Niquel-cromo / Niquel -200 / +1150
E Cromo / Constantan -270 / +900
R Platino / Platino – rodio (13%) 0 / +1700
S Platino / Platino – rodio (10%) 0 / +1600
Para ciertos materiales existe una relación aceptablemente lineal entre la diferencia de temperaturas
y la fuerza electromotriz generada.


___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
36
Por tanto resultan ser buenos transductores, sin embargo aparecen problemas al añadir el circuito
adicional de recogida de la señal en la unión fría, aparecen nuevas fuerzas electromotrices de
contacto que sólo se verán compensadas si las uniones frías se mantienen exactamente a la misma
temperatura. Si se requiere buena precisión será necesario compensar la variaciones de temperatura
en la unión fría utilizando un sensor adicional (NTC). Por otro lado los valores de sensibilidad en
estos sensores son bastante bajos lo que requiere amplificadores de gran resolución y bajo ruido,
aun cuando otra forma de aumentar la sensibilidad es colocar varios termopares en serie, dado que
se trata de un sensor económico, y siempre que no haya problemas de espacio.
PIRÓMETROS DE RADIACIÓN :
Sensores analógicos para altas temperaturas, basados en los fenómenos de transmisión de calor por
radiación en cuerpos muy calientes
La medida de temperatura con termopar o termo resistencias implica el contacto directo entre el
transductor y el cuerpo cuya temperatura se desea medir.
Sin embargo el contacto es imposible si la temperatura a medir es superior al punto de fusión del
material del transductor, o si el cuerpo caliente es muy pequeño y cambia su temperatura al
efectuar la medida.
En estos casos pueden utilizarse los pirómetros de radiación, que miden la temperatura a través de
la radiación térmica que emiten los cuerpos calientes. La potencia total (QT) emitida por la
superficie de un cuerpo negro (emisión total en todas las longitudes de onda) viene dada por la Ley
de Stefan-Boltzmann :4TAQT ××= σ
Donde σ es la constante de Kurlbaum para el cuerpo negro(5.75.10-8 Jm-2K-4s-1) A es la
superficie del cuerpo emisor y T la temperatura absoluta del cuerpo.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
37
Basándose en esta ecuación y conocida la geometría del cuerpo, se puede conocer su temperatura
midiendo la potencia irradiada. La potencia emitida por los cuerpos reales es siempre menor que la
del cuerpo negro ideal, y existen factores de corrección en función del material del que se trate. Los
pirómetros de radiación total están construidos a base de una cámara negra, que recibe la radiación
a través de una ventana de superficie conocida. El haz radiado se hace incidir sobre una superficie
metálica, que se calentará por efecto de la radiación, La medida de la temperatura de dicha
superficie permite conocer la temperatura del cuerpo emisor. Los pirómetros de brillo miden
únicamente la radiación emitida en una longitud de onda específica a través de fotocélulas.
Los pirómetros de radiación para uso industrial, fueron introducidos hacia 1902 y desde entonces
se han construido de diversas formas. El medio de enfocar la radiación que le llega puede ser una
lente o un espejo cóncavo; el instrumento suele ser de "foco fijo" o ajustable en el foco, y el
elemento sensible puede ser un simple par termoeléctrico en aire o en bulbo de vacío o una pila
termoeléctrica de unión múltiple en aire.
La fuerza electromotriz se mide con un mili voltímetro o con un potenciómetro, con carácter
indicador, indicador y registrador o indicador, registrador y regulador.
El espejo cóncavo es a veces preferido como medio para enfocar por dos razones:
1) La imagen de la fuente se enfoca igualmente bien en el receptor para todas las longitudes de
onda, puesto que el espejo no produce aberración cromática, en tanto que la lente puede dar una
imagen neta para una sola longitud de onda.
2) Las lentes de vidrio o de sílice vítrea absorben completamente una parte considerable de la
radiación de largas longitudes de onda. La radiación reflejada por el espejo difiere poco en longitud
de onda media de la que en él incide.
Más abajo tenemos una foto representativa de la marca Ultimax Inc.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
38
Como se observa el aparato tiene forma de pistola, por lo que muchas veces se le denomina pistola
de IR, de esta manera es relativamente fácil el apuntar hacia el punto cuya temperatura queremos
conocer.
5.3) Transmisores/ Sensores de Dilataciones (del eje del turbo-grupo):
Durante el servicio de turbinas a vapor, especialmente al ponerlas en funcionamiento y durante los
cambios de carga grandes, se presentan en las diversas partes de las turbinas desplazamientos
relativos, a consecuencia de las diferentes capacidades térmicas de estas piezas. Para poder evitar
averías en la planta, se controlan estos desplazamientos midiendo las siguientes tres magnitudes:
"dilatación relativa", "dilatación de la caja" y "posición del eje".
De suma importancia es la dilatación relativa axial entre el eje y la caja, ya que a consecuencia
de desplazamientos demasiado grandes entre las piezas de la turbina que se encuentran en
movimiento giratorio y las que están en reposo, pueden averiarse las mismas, debido al
rozamiento. La medición se lleva a cabo en las inmediaciones de los cojinetes y sin tocar las
piezas.
También se controlará la dilatación d e l a caja d e l a turbina res - p e c t o a I f u n d a m e n t o
con el cual está unido fijamente en un sólo punto. Esta dilatación absoluta puede llegar a alcanzar
40 mm en las plantas grandes.
Además, se medirá la posición del eje en el cojinete de empuje, que es el cojinete, o también
denominado chumacera, que se encuentra en cabecera de la máquina; entendiéndose como
máquina el conjunto o ensamblado de turbina y alternador.
Esta medición no es en realidad una verdadera medición de dilatación, ya que el cojinete de
empuje puede ser tomado como un punto fijo entre el eje y la caja. Se mide más bien, el
desplazamiento del eje dentro del margen de juego axial del cojinete de empuje (aproximadamente
0,2 hasta 0,3 mm). Esta medición permite determinar la posición del eje en el cojinete de empuje y
el desgaste del cojinete.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
39
Suelen ser núcleos de electroimanes que colocados en proximidad al eje de la máquina producen
un campo que es detectado por las bobinas; el campo varia en función del entrehierro que queda
libre entre el núcleo imán y el eje, y esa variación de flujo es detectada por las bobinas en cuyos
bornes podemos tomar la tensión.
Gracias a la figura siguiente del captador de dilatación, nos hacemos una idea de sus partes:
Esa tensión, que podemos tomar entre los bornes de L1 y L2, va variando en función de la variación
de los coeficientes de autoinducción de las bobinas L1 y L2 , de manera que la aguja del registrador
irá imprimiendo esos valores en forma de trazo continuo.
Normalmente se instalan en los tramos de eje que hay entre cuerpo y cuerpo de la turbina.
Entendiéndose como cuerpos de turbina las partes de alta, media y baja presión, aunque en las
centrales de ciclo combinado la parte de la turbina de baja presión constituye una máquina a
aparte, es decir, una turbina a parte en sí.
A continuación se encuentra una fotografía de este tipo de captador:
L1 L2 Carcasa
Eje de la Turbina

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
40
Si observamos la figura, podemos diferenciar
claramente en la parte frontal los dos núcleos de imán,
así como una serie de tornillería en la partes superior
para su total ajuste de los entrehierros; y en la parte
inferior se aprecian los dos conductores de salida en
los que se recogerán las tensiones de salida de las dos
bobinas L1 y L2.
5.4) Presión : normalmente son manómetros.
Bien sean de carácter diferencial (detectan o miden la diferencia de presión entre puntos) o
absolutos. La señal de estos aparatos no suele tratarse como en los casos anteriores, pero de todas
maneras su función es igual de importante. Normalmente llevaran asociados un interface
programable a medio camino entre el sensor y el registrador o reloj indicador en la sala de mandos,
como uno del tipo SITRANS P, que previamente programado con el PC nos enviará la señal hacia
la sala de control.
Los manómetros pueden ser de varias formas constructivas: de émbolo, de lámina, de membrana
elástica, etc… De todas maneras el principio de actuación suele ser el mismo: una diferencia de
presión efectúa un momento antagonista sobre un muelle, membrana, etc… y ese momento se
traduce en un desplazamiento que es captado por otro muelle convenientemente calibrado que
ataca directamente una aguja, o bien transmite mediante elementos adicionales esa señal a un
indicador, o aparato cableado eléctricamente que darás alarmas para los valores a los que esté
programado.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
41
Todos estos sensores pueden ser interpretados como transmisores, puesto que son los encargados
de transmitir las señal pertinente hacia el registrador o reloj analógico o digital en la sala de
mandos, además nos permitirán conocer los puntos críticos de la máquina sujetos a mantenimiento
predictivo en servicio, y que podrían formar parte del montante de intervenciones a realizar en una
parada programada; de manera que también esos sensores deberán ser revisados e incluidos en
Plan de mantenimiento. aunque muchos de ellos, sobretodo los manómetros, suelen ser empleados
como meros indicadores de puntos clave en la instalación de la planta.
De hecho, estos transmisores están sujetos a una revisión bianual o anual en función de las horas de
funcionamiento de la máquina. Notar la existencia también ,de otros sensores que no aplican a la
máquina sujeta al Plan de Mantenimiento , objeto de este proyecto, pero que también son incluidos en
las revisiones de este tipo de dispositivos; transmisores como los de caudal, por ejemplo.
Las revisiones de los transmisores de la central suele efectuarse cada dos años, para un funcionamiento
como central de base, previendo un funcionamiento de la máquina de unas 6000 horas.
De todas maneras, cuando la instalación ha sufrido alguna modificación o posee una vida superior a los
doce años, es recomendable el acortar los períodos entre revisión, para llevar así, un mejor control de
las medidas proporcionadas por los aparatos.
En los transmisores de presión se suele conectar a la toma de presión del transmisor una pequeña
bomba de aire manual junto con un manómetro de precisión que nos indicará el valor real de la presión
que estamos introduciendo en el transmisor. De esta manera podremos compara el valor real y el de la
medida que nos hace el transmisor en cuestión; esos datos se incluyen en una hoja de resultados donde
suelen aplicarse unas fórmulas para calcular las desviaciones posibles de la medida real, con ese
criterio se establece el apto de la revisión o la pertinente retirada si fuera necesario, para una posterior
sustitución siempre que las condiciones lo permitan.
Estas revisiones son del mismo tipo para todos los transmisores, donde lo único que cambiará será el
patrón aplicado y las herramientas necesarias. El patrón será de tipo eléctrico para transmisores de
temperatura, suele ser un equipo portátil que permite simular los distintos tipos de termopares y
simular una temperatura; una vez hecho esto procederemos de igual manera comparando los resultados
y estableciendo las tolerancias.

___________________________________PARTES ÚTILES DE LA INSTALACIÓN PARA MONITOREO
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
42
En el caso de transmisores de nivel, según el mecanismo se simulará mediante una entrada de aire
también, o bien de agua o líquido más similar al que el transmisor está sujeto en su funcionamiento
normal, comparando la altura de columna sabremos la desviación del aparato.

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
43
6) PRUEBAS O REVISIONES A REALIZAR :
Las pruebas de un generador eléctrico se centran en los sistemas de aislamiento. Sin embargo, hay
otras pruebas utilizadas para monitorizar la degradación en otros componentes. Los cambios
en los resultados de las pruebas durante el paro pueden señalar la necesidad de reparaciones o trabajos
que probablemente no sean evidentes en los valores absolutos de las pruebas por sí mismos.
En numerosas ocasiones las pruebas a realizar, requerirán de herramientas y/o instrumentos para ser
llevadas a cabo. Parte de estos equipos o utillajes se encuentran normalmente en los espacios
destinados a tal efecto en la central, y son suministrados por la empresa explotadora de la instalación;
pero aún así, en contadas ocasiones, se necesitará de equipos muy específicos que debido a su elevado
coste son normalmente alquilados a la empresa contratada para el mantenimiento.
6.1) Criterios para planificación de las paradas de la máquina :
¿ Qué criterios establecen la salida de sistema de la máquina?
El criterio primordial para la planificación de las salidas del sistema de generación o explotación es el
de horas de funcionamiento y tipología de ese funcionamiento. Es decir, los dos pilares básicos
sobre los que se sustenta la importante tarea de la elección del momento y tipo de parada de la máquina
son las horas de funcionamiento de la máquina sujeta al Plan de mantenimiento y cómo ha estado
funcionando dicha máquina.
Esto es fácil de entender: en primer lugar el número de horas de funcionamiento es primordial, dado
que no es lo mismo diseñar un Plan de Mantenimiento para una máquina que funciona 1000 horas al
año que para una que funciona entre 6000 y 7000 horas al año.
Es evidente, que el número de horas de funcionamiento vendrá dado por el Tipo de Central Eléctrica,
hay distintos tipos de clasificación de plantas de producción de energía, aunque básicamente se pueden
discernir en dos :

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
44
A) Clasificación según el tipo de energía primaria consumida : según esta clasificación podemos
tener centrales Nucleares (energía primaria de origen radioactivo), Hidráulicas (energía primaria
originada por salto de agua, normalmente), Mareomotrices (energía primaria aprovechada del
movimiento mareomotriz), Geotérmicas (energía primaria proveniente del calor de la tierra a distintas
profundidades de perforación), Eólicas (energía primaria de origen eólico), Térmicas (energía primaria
viene de una combustión con/sin calentamiento de fluido operante) y Solares (la energía primaria
proviene del sol).
B) Clasificación según producción : según el servicio podemos tener centrales Base o Principales
(destinadas a satisfacer la mayor parte de la demanda de energía con servicio permanente excepto
pardas por mantenimiento), Punta (cubren la demanda de energía en un momento particular de
incremento de entrega de energía, como por ejemplo salida de sistema de un a central de base en un
momento crítico de demanda), de Reserva (cubren la demanda por una determinada escasez de materia
prima o por avería de una central de base o punta), de Socorro (cubren las mismas necesidades,
prácticamente, que las centrales de reserva pero poseen movilidad para su transporte a puntos
concretos de la red de distribución.

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
45
6.2) Revisiones a realizar según Criterio de duración de la Parada :
A continuación se incluye una tabla con la relación de intervenciones a realizar en el alternador
aplicando el criterio de duración de la parada, ya que aunque en el día a día se pueden hacer, y de
hecho han de hacerse, comprobaciones rutinarias, hay que hacer la distinción entre parada menor y
parada mayor.
Prueba Áreas de Interés Objetivos y Valoraciones de laInspección
(En Cada parada Menor)
Resistencia Cu. del Elemento RTD. Gas Y Devanado delEstator
Revisión de la calibración y búsquedadeconexiones defectuosas
Aislamiento a tierra del RTD Devanado del Estator Condición del aislamiento
Resistencia del Cobre delDevanado.
Devanados delEstator y del Campo
Revisión en busca de roturas yconexionesdefectuosas
Megóhmetro Devanados delEstator y del CampoAislamiento de losCojinetes y delSello de Hidrógeno
Condición del aislamiento.Integridad contra voltaje de la flecha
Alto Potencial /Hipot Devanado del Estator Integridad del aislamiento de pared atierra
Fuga de Corriente de C.D. Devanado del Estator Contaminación y/o deterioración
Impedancia C.A. Aislamiento Entre -Espiras del Campo
Cortos entre espiras y cortos en espirassensibles a la velocidad.

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
46
Perdida de Vacío Devanado del EstatorEnfriado por Agua
Fugas de agua en el devanado delestator yen el circuito hidráulico
Perdida de Presión Devanado del EstatorEnfriado por Agua
Fugas de agua en el devanado delestator yen el circuito hidráulico
(En Cada parada Mayor con el CampoDesmontado)
Trazador de Gas / Helio Devanado del EstatorEnfriado por Agua
Detección de fugas pequeñas
Mapeo de Capacitancia Devanado del EstatorEnfriado por Agua
Aislamiento de la barra de pared a tierrahúmedo
Escalamiento Potencial Magnético(ELCID)
Aislamiento delNúcleo del Estator
Esmalte del núcleo débil o dañado
Mapa del Apretamiento (Ajuste) delasCuñas
Cuñas del Estator Detección de deterioro en elapretamiento deajuste de las cuñas
La salidas de servicio (paradas) importantes para mantenimiento son generalmente bien programadas
con antelación a la fecha real de la interrupción. así que la preparación para la interrupción debe
comenzar temprano. Aunque esto es tarea de la empresa propietaria de la central, también implicará un
tiempo añadido para que la empresa mantenedora de la instalación se dedique a revisar los informes de
inspección anteriores para cualquier indicación de necesidad de trabajo, y revisar las recomendaciones
del fabricante comunicadas por medio de Cartas de Información Técnica, Notas de Cambio de
Ingeniería, etc. También hay que aprovechar ese tiempo para pedir con antelación los materiales que
van a ser utilizados.

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
47
A manera de ejemplo práctico de adjunta un gráfico hipotético de carga Potencia – Tiempo,
describiendo que parte del mismo está cubierta por cada tipo de central eléctrica:
Gráfico carga Central Térmica de 400 MW
0
50
100
150
200
250
300
350
400
450
Enero
Febre
roMarz
oAbr
ilMay
oJu
nio Julio
Agosto
Septi
em
Octubr
e
Noviem
Diciem
Meses
Po
ten
cia
entr
egad
a
- Gráfico de carga para una central de 400MW.Representa la potencia en MW entregada por la
central en función del mes del periodo de servicio (anual en este caso).
Se observa en el anterior gráfico la demanda cubierta por la central en función del mes del año en que
nos encontramos, suponiendo un servicio continuado, es decir, sin paradas programadas para
mantenimiento ni por averías; notar que los valores de potencia entregada han sido convenientemente
exagerados para tal objeto. Podemos extraer varias conclusiones que no aplican a este proyecto, pero la
más significativa es la correspondencia existente entre estación del año (invierno, primavera, verano y
otoño) y la potencia entregada (en función de la demanda, claro está).
Potencia Mínima
Potencia Media
Potencia Máxima

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
48
Pues bien en el gráfico valdría la pena diferenciar esas tres zonas delimitadas por líneas punteadas en
blanco, con leyendas que exponen : Potencia Mínima, Potencia Media y Potencia Máxima.
Son valores calculados haciendo una media, de manera que podamos diferenciar esas tres zonas del
gráfico. Pues bien, la distribución de la tipología de las centrales según su servicio sería de la siguiente
manera : las centrales base (como la que nos ocupa este Plan de Mantenimiento objeto del proyecto)
abastecerían el total de la Potencia Media del gráfico de carga representado, las centrales de punta (
y/o grupos auxiliares) proveerían la demanda de potencia resultante de la diferencia entre la Potencia
Media y Máxima. El resto de centrales expuestas anteriormente entrarían en otro tipo de gráficos, con
escalas de tiempo más reducidas si cabe; es el caso de las centrales de socorro, que difícilmente estarán
en funcionamiento continuado durante un año, como se representa en las escala temporal del anterior
gráfico.
Según las recomendaciones del fabricante del tipo de máquinas objeto del Plan de Mantenimiento que
se describe en este proyecto, existen una serie de pruebas y/o comprobaciones que pueden ser
efectuadas estando la máquina en servicio, aunque eso no descarta su ejecución durante las paradas
programadas para mantenimiento del alternador. Estas pruebas son la revisión del Juego de
Escobillas-Anillos colectores, Filtros de aire, Enfriadores de Hidrógeno, Escobillas de Conexión a
masa del Eje de la máquina y revisión también del Conjunto de Excitación.
La distinción entre el mantenimiento en servicio y el de parada es obvio: con la máquina en
funcionamiento es imposible y poco aconsejable el acceder a según que partes de la misma, además
estamos hablando de alternadores del orden de 400 MVA, de los cuales podemos llegar a tener en
bornes tensiones del orden de centenares de miles de voltios; valores que no permiten el contacto
directo con los operarios.
Esto iría íntimamente relacionado con todo lo expuesto anteriormente sobre la clasificación de las
centrales según su servicio y el gráfico de carga previsto. Así pues, debemos observar el
funcionamiento de la máquina en servicio corriente para ver que fallos hay; de ahí la importancia de los
registradores de la central.
A continuación se incluyen unas tablas con las revisiones a efectuar, así como el momento de hacerlo
en función del régimen del alternador: Funcionamiento, Paro, Diariamente, Semanalmente,
Mensualmente.

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
49
6.3) Pruebas a realizar en función del régimen del alternador: Funcionamiento, Paro,
Diariamente, Semanalmente, Mensualmente.
QUEINSPECCIONAR
QUE BUSCAR PARAINSPECCIONAR
D-O
W-O
M-O
/S
CI-
S
HG
P-S
MA
J-S
• Conjunto de esco-billas y anillosColectores
• Cojinetes del gene-rador / deflectoresde aceite y aire
• Devanado delEstator
• Carcasa
• Rotor
• Escobillas con chispa• Desgaste de la escobilla menor a 1/8 de pulgada sobre la
parte superior del portaescobillas• Conjunto de escobillas o los anillos colectores sucios• Espacios libre adecuados entre el portaescobilla y los
anillos colectores, 1/8 de pulgada• Picaduras, roscadura, huecos, desgaste en los anillos
colectores• Verificar escobillas de puesta a tierra
• Temperatura y presión adecuada del aceite de lubricaciónen el cojinete
• Desgaste y daño del cojinete• Medida de resistencia de aislamiento (sólo en el extremo
del colector)• Rozamientos u otros daños• Condición del deflector• Inspección visual de fugas de aceite
• Medida de resistencia de aislamiento e índice depolarización
• Limpieza - devanados extremos• Evidencia de corona• Distorsión o sobrecalentamiento• Uniones rotas• Evidencia de movimiento del devanado extremo• Herrajes de soporte del devanado de extremo• Limpieza interna• Calentadores limpios y funcionando• Punzonados dañados• Sistema de cuña del estator• Limpieza del núcleo
• Limpieza, impermeabilidad• Placas de acceso apretadas y seguras• Limpieza de la tubería de drenaje de techo• Claridad de las provisiones de drenaje del devanado
de extremo• Limpieza de la bahía de entrada y escape• Tensión de pernos de sujeción• Tensión de las chavetas transversas• Sellos de interfases del compartimiento - impermeables e
intactos• Fuga de gas combustible dentro de las tomas del
generador• Junta de expansión de caucho - compartimiento de carga
- apretada y limpia
• Medidas de resistencia de aislamiento e índicede polarización
• Daño, ranuras, rayas o producción de chispasdel anillo de retención
• Limpieza del devanado de extremo• Evidencia de movimiento en el devanado de extremo• Movimiento de cuña• Daño o erosión de la paleta del ventilador• Indicaciones de sobrecalentamiento
X
XXX
X
X
XX
X
X
X
X
X
X
XX
XX
XX
XX
XXXXXXXX
X
X
X
XXXXX
XXX

__________________________________________________________________ PRUEBAS A REALIZAR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
50
QUEINSPECCIONAR
QUE BUSCAR PARAINSPECCIONAR
D-O
W-O
M-O
/S
CI-
S
HG
P-S
MA
J-S
• Alineación • Registro de datos de vibración (anterior al paro yel arranque)
• Mecanismo deengranajes decarga
• Limpieza/fugas de aceite• Contacto de dientes• Deterioro o daño de los dientes• Toberas de alimentación de aceite limpias y libres de
• Detector del nivel
material extraño
• Funcionamiento adecuadode líquido
• Envoltura de lacabina
• Limpieza• Impermeabilidad de las paredes laterales y las juntas
del techo• Junta de estanqueidad en su lugar alrededor de las puertas
de CO2
• Enfriador de Agua • Fugas de agua• Presión adecuada• Fuga de aire en el sello del marco• Limpieza de tubos - Lado de aire/agua
• Sistema de selladodel eje
• Flujo adecuado
• Flujo de aceite bajo hacia los sellos de hidrógeno• Espacios libres excesivos en el anillo de sellado
• Abastecimiento dehidrógeno
• Analizador de gas
• Pureza del hidrógeno no cumple con lasespecificaciones
• Desajustadoe instrumentosindicadores
• Barrido y purga de
• Filtros sucios
• Funcionamiento inadecuadolas válvulassolenoides
• Purga automáticade las válvulassolenoides
• Dispositivos dealarma
• Comportamientode los filtros deaire del colector
• Funcionamiento inadecuado
• Desajustado o funcionamiento inadecuado
• Filtros sucios
X
X
X
X
X
X
XX
X
X
X
XXX
XX
X
X
X
X
X
X
O = Funcionamiento HGP = Inspección de la Trayectoria de Gases D= Diario
S= Paro MAJ = Inspección en Parada Mayor W= Semanal

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
51
7) PLANIFICACIÓN DE UNA PARADA :
La importante repercusión económica de la parada programada para una revisión general, así como el
condicionamiento de la disponibilidad ( plazo de tiempo durante el cual la planta se encuentra en
disposición correcta para entrar en sistema y producir ) posterior a los trabajos realizados exige poner
la máxima atención en planificarla detalladamente y en controlar la calidad de sus actividades.
Planificación y control de calidad son especialmente críticos a la vista de las políticas de revisión y de
contratación que se aplican en las grandes compañías del sector como FECSA-ENDESA, Unión
FENOSA, etc….
La política de revisiones y el mantenimiento en general, ha evolucionado desde un planteamiento de
revisiones anuales (hasta mediados de los años ochenta) hacia el actual, de revisiones cada tres años.
Esto ha repercutido notablemente en la planificación y ejecución de las paradas, confirmando el
objetivo de revisiones cuatrienales.
También ha cambiado de política de contratación, desde una ejecución por administración ( es decir,
se hacen los trabajos pagando a razón de tarea finalizada ) hasta el presente en el que más de 85% de
los servicios se realizan con contrato cerrado ( esto es cuando se fija un precio total de los trabajos a
realizar y ese precio es fijo e inamovible), en su modalidad de precio por unidad de obra. Estos
cambios han surgido como objetivos claros de rentabilidad y eficiencia.
Las herramientas informáticas de nuestro sistema de gestión del mantenimiento (SGM) son también
claves de actualidad para una mayor confección de los trabajos a realizar.
Estos potentes medios informáticos simplifican enormemente nuestra gestión y nos permiten una fácil
planificación de actividades con su correspondiente seguimiento y control.
Vamos a tratar de dar inicialmente unas ideas sobre el escenario en el que se desenvuelve la
programación, ejecución y posterior evaluación de una parada para revisión general, concretándola en
un grupo térmico convencional, que podría ser cualquier central de producción de electricidad en
nuestro país. El marco físico en el que nos moveremos será, por tanto, el sector eléctrico y dentro de
éste el área de generación térmica.
Este entorno físico determina el económico, ya que el sistema eléctrico está regulado por el marco legal
y estable que define mediante estándares la remuneración al sector en todos sus aspectos tratando de
primar la eficiencia del sistema.
_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
52
Esto es algo de lo que ya se ha comentado al respecto en apartados anteriores de este proyecto, es el
caso de las centrales de producción nucleares, en este caso, las remuneraciones siempre han sido un
poco más generosas; pero de todas maneras, hoy en día también se están equilibrando respecto sus
otras competidoras como las centrales de producción térmica.
Dentro de el área de generación térmica convencional los costes sobre los que podemos influir son:
- Costes fijos de operación y mantenimiento ( herramientas, personal, servicios auxiliares de
explotación, etc… )
- Costes variables de operación y mantenimiento
- Costes de combustibles y fungibles
Para la medida de la eficiencia de un grupo se utilizan los siguientes parámetros:
- Disponibilidad (%)
- Consumo específico (kcal/kWh neto)
- Consumo en servicios auxiliares (%)
La formulación en el marco legal y estable de los costes reconocidos de un grupo, desde el punto de
vista de la generación, es función de estos parámetros de disponibilidad y consumo, que a su vez son
claros indicadores del nivel de eficiencia del grupo.
Por lo dicho, los ingresos de un grupo, que son los costes que le reconoce el marco legal y estable, son
máximos con máxima disponibilidad, con mínimo consumo especifico y con mínimo consumo en
servicios auxiliares.
Para dar una idea del orden de magnitud de los costes (o acreditaciones) que citamos, y como ejemplo,
una hora de indisponibilidad de un grupo de carbón de 250MW puede suponer unas 500.000 pesetas,
por los conceptos de costes fijos y variables de operación y mantenimiento que se citan y que dejan de
percibirse por ese motivo.
El mantenimiento y la indisponibilidad
La disponibilidad de un grupo puede medir la eficiencia del mantenimiento. Basta para ello combinar
la disponibilidad real del grupo y el coste de los recursos humanos y materiales aplicados en su
mantenimiento.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
53
Difícilmente podría explicarse una alta disponibilidad real de un grupo sin un buen mantenimiento, es
decir, si no se lleva a cabo un buen Plan de Mantenimiento del grupo y de la instalación en general, nos
encontraremos con imprevistos ( averías en la mayoría de los casos ) que nos obligarán a dejar de estar
disponibles al sistema para posibles reparaciones.
Un objetivo permanente de mantenimiento debe ser mantener eficientemente la máxima disponibilidad
o lo que es lo mismo, la mínima indisponibilidad del grupo.
La indisponibilidad de un grupo puede clasificarse como:
- Indisponibilidad no programada ⇒ AVERÍAS
- Indisponibilidad programada ⇒ por trabajos de REPARACIÓN y CONSERVACIÓN
( Mantenimiento)
La indisponibilidad programada puede afectar parcial o totalmente al funcionamiento del grupo. La
parada de un grupo para trabajos de revisión general es el mejor ejemplo de una indisponibilidad
programada, que es además total en cuanto al funcionamiento y por tanto, en cuanto a producción.
En la tabla siguiente se indica la evolución de la disponibilidad anual de los grupos de carbón de Unión
FENOSA y la del sector durante cuatro años de la pasada década.
Tabla de disponibilidad (%) anual de los grupos térmicos de carbón
AÑO 1990 1991 1992 1993
Unión FENOSA 96 93 94 95
Media del Sector 91 90 91 91
La explicación al porqué de estos valores porcentuales es la aplicación, cada más vez en aumento, de
Planes de Mantenimiento más rigurosos y gracias a la amplia experiencia en el sector, una
planificación más esmerada de las paradas.
También podemos decir que:
- La indisponibilidad por avería supone un 3% anual.
- La indisponibilidad por revisión supone aproximadamente un 9% en el año en que esta se realiza.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
54
Es decir, una revisión general supone tres veces más indisponibilidad que las averías anuales.
A continuación se indica la evolución de la indisponibilidad anual de un grupo de carbón de durante los
mismos años.
Indisponibilidad anual (%) de un grupo térmico de carbón de Unión FENOSA
AÑO 1990 1991 1992 1993
Indisponibilidad NO
Programada
(AVERÍAS)
3 4 2 3
Indisponibilidad
Programada
(REVISIONES)
- 9 - -
Indisponibilidad
(TOTAL)3 13 2 3
- Esa cifra del 9% es un claro exponente de lo costoso que es parar un grupo por revisión y evidencia
la necesidad de reducir la duración de la parada a lo estrictamente necesario para ejecutar las tareas de
mantenimiento.
- Teniendo en cuenta la menos acreditación por costes de operación y mantenimiento al estar el grupo
indisponible más el costo propio de la revisión ( por ejemplo 500 millones de pesetas), la repercusión
económica total puede suponer un grupo de carbón de 350 MW unos 800 millones de pesetas. Cifra
bastante considerable.
- Acciones para la reducción de la indisponibilidad programada
Se puede establecer un cuadro en el que pueden apreciarse para cada fase de un grupo ( proyecto,
fabricación, montaje, explotación) qué acciones deben de tomarse para acostarse la indisponibilidad.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
55
Concretamente, y en la fase de explotación, la reducción de la indisponibilidad programada pasa por :
- Alargar el periodo entre revisiones: políticas de revisiones.
- Acortar la duración de la parada, reduciendo los trabajos de parada, reduciendo los trabajos de
parada a los necesarios, eliminando tiempos muertos, planificando y coordinando ( diez horas para
pensar y una para ejecutar).
Se pone de manifiesto, la necesidad de una programación y de una buena herramienta de gestión, por
ejemplo nuestro sistema de gestión de mantenimiento (SGM) mediante software hecho a medida o
programas más comerciales adaptados a tal efecto.
En el sentido de acortar la duración de una parada por revisión es necesario tener totalmente definidos
los puntos que a continuación se indican :
- Alcance de los trabajos. Procedimientos de trabajo.
- Objetivos de duración de la parada.
- Medios materiales y humanos.
- Jornada laboral a aplicar durante la revisión.
- Especificaciones generales y particulares que aplican, tanto técnicas como de seguridad.
- Hojas de aislamiento de los equipos y sus correspondientes descargos ( son impresos en los que se
especifica el equipo en el que se va intervenir, quien va intervenir, responsable, y duración del tiempo
de descargo durante el cual ese equipo es desconectado y correctamente aislado de cualquier tipo de
alimentación y circuito eléctrico).
- Programas generales y particulares, de parada, de revisión, de pruebas e inspecciones, de
comprobaciones operacionales, de arranque y de pruebas en arranque.
De esta manera obtendríamos un cuadro similar al siguiente:

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
56
REDUCCIÓNINDISPONIBILIDAD
REDUCCIÓNINDISPONIBILIDADPOR AVERÍA
REDUCCIÓNINDISPONIBILIDADPROGRAMADA
Fase de proyecto : equipos más fiables,tecnologías ampliamente probadas, etc
Fase de montaje : control de calidad ysupervisión total
Fase de explotación : evitar averías,acortar tiempos de duración en averíasconocidas, personal con altacualificación, repuestos, análisis de lasaverías, modificaciones en los planes demantenimiento, etc.
Establecer una POLÍTICA de laduración de tiempo entreREVISIONES
Acortar tiempos de duración de lostrabajos programados : personaladecuado, planificación trabajos,jornada laboral, medios materiales(herramientas…)

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
57
- Claves para gestionar servicios contratados y subcontratados:
El mantenimiento de una central térmica es una actividad compleja que exige una gran cantidad de
recursos humanos especializados. El disponer de recursos propios en la central para atender todas las
posibles tareas es, desde el punto de vista de la rentabilidad, muy costoso e ineficiente. Por otro lado,
es necesario dedicar la mayor parte de los esfuerzos de mantenimiento a estudiar y tratar de eliminar
las causas de las averías : preventivo, predictivo y otras técnicas basadas en la fiabilidad.
Existe además un mercado muy competitivo de servicios, integrado por empresas especialistas y
profesionales con gran experiencia dentro del sector, y algunas otras que no lo son tanto pero que
poseen medios que les permiten reducir precios. Partiendo de estas premisas, surge el nuevo enfoque
de nuestro mantenimiento actual, ya que se trata de una mantenimiento que no sólo repara, como era en
la anterioridad, y que no puede ser especialista en todos los equipos de la central.
Desde esta perspectiva los responsables de mantenimiento aparecen como gestores de servicios
contratados.
Las actividades más significativas en la gestión de servicios son :
- Definición del alcance de los trabajos. coste previsto y plazo de ejecución.
- Especificación de materiales para su adquisición.
- Especificación de servicios para su contratación: política de contratación.
- Contratación de servicios de inspección y control.
- Control de ejecución: calidad de trabajo y seguimiento técnico- económico.
- Evaluaciones de resultados: informes.
La política de contratación que se aplica se basa fundamentalmente en el contrato cerrado, bien sea
anual, bianual o trianual e incluso en periodos de tiempo inferiores a un año; normalmente se hace un
concurso-subasta en el que se exponen todas las tareas que correrán por cuenta de la futura empresa
contratada, y un precio cerrado para ello.
Establecida esta filosofía de mantenimiento como gestores de servicios, la clave de su aplicación y
efectividad esta indudablemente en la herramienta de gestión que aplicamos: nuestro propio sistema de
gestión de mantenimiento. que denominamos SGM para simplificar. Este sistema se implanta poco a
poco, pero en la actualidad todas las centrales de reciente creación lo llevan instalado.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
58
A continuación se adjunta una figura con el esquema de las funciones del sistema. Sólo indicaremos
una característica de nuestro sistema de gestión, que aunque no importe la empresa que lo desarrolle,
debería estar desarrollado por y para experiencias concretas detectadas y probadas. El SGM es la base
de nuestra rentabilidad como gestores.
ACTIVOS FÍSICOS
MANTENIMIENTO PROGRAMADO
GESTIÓN DE LAS O.T. (Órdenes de Trabajo)
REPUESTOS
DESCARGOS Y PERMISOS
DOCUMENTACIÓN TÉCNICA
GESTIÓN DE PARADAS PROGRAMADAS
TÉ
CN
ICA
S
DE
OP
TIM
IZA
CIÓ
N
ANÁLISIS DE COSTES
CO
NT
RO
L
DE
LA
GE
STIÓ
N
Funciones del SGM (Sistema de Gestión del Mantenimiento).
-Un ejemplo de parada: la revisión general:
Se ha elegido como ejemplo de parada para este trabajo la parada por revisión general por ser la más
significativa. Esta parada puede suponer como decimos una indisponibilidad del 9% en el año en el que
se realiza. Esto ya evidencia la importancia de una buena programación de actividades, tratando de
controlar y/o reducir esta indisponibilidad.
Ante una parada programada por revisión general la primera pregunta es evidente:
- ¿Si una revisión es tan costosa, por qué no se evita? ¿Por qué hacer una revisión general si supone
aproximadamente un 9% de indisponibilidad?
La respuesta es clara:
- Son necesarias acciones de mantenimiento para reparar los deterioros originados en los equipos
(desgastes principalmente) como consecuencia de su funcionamiento.
Estas actividades de revisión como objeto prevenir los fallos que podrán sobrevenir si la parada no se
realizara. Es decir, esta parada, antes o después, es inevitable.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
59
El establecer el momento adecuado de ciclo operativo, tal y como se describe en el apartado de
Criterios para la planificación de una parada de este proyecto, en el que los equipos principales de
una instalación han alcanzado el nivel de deterioro tal, que exige una parada para realizar una revisión
general constituye una de las decisiones más controvertidas que deben afrontar los servicios de
mantenimiento.
Hay que tener en cuenta que, además del periodo de inactividad de grupo y su consiguiente coste por
indisponibilidad, las revisiones generales suponen un gran consumo de recursos. Por esta razón las
decisiones en este sentido deben de estar fundamentadas en criterios de eficacia y de eficiencia,
identificando las partidas presupuestarias al respecto previamente y los gastos realmente incurridos,
una vez efectuada la revisión.
Los criterios para efectuar una revisión han evolucionado desde una simple planteamiento técnico muy
conservador sobre el mantenimiento de los equipos hasta un valoración técnico-económica de ésta. Con
este planteamiento, avalado por la experiencia técnica, se ha conseguido laminar parte del impacto
económico de la revisión sin sacrificar la calidad técnica ni la prestación de grupo.
Tabla 4. Política de revisiones.
Hasta 1985 1994 Objetivo
Periodo para revisiones
(en años)1 3 4
Duración de las revisiones
(en días)30-35 30-35 30
Indisponibilidad media
(en %)9 9 8.5
Modalidad principal de
contratación
(ADMON/CC)
ADMON CC CC
ADMON: Contratación por administración
C.C. Contrato Cerrado.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
60
Aquí hay que destacar lo complejo que podría resultar la preparación, el desarrollo y posterior
ejecución, el seguimiento y valoración de una revisión general, con más de mil actividades
coordinadas, si no dispusiéramos dentro de nuestro sistema de gestión de mantenimiento-SGM- de un
módulo dedicado a esta difícil actividad. y es que una parada de una central implica mucho personal, y
el dar trabajo a todo ese personal durante el plazo de tiempo que va a durar esa parada.
Este modulo de revisiones desarrollado como todos los restantes en función de nuestra experiencia,
facilita enormemente nuestra labor, convirtiendo esta complicada actividad en una tarea más de nuestra
gestión.
Para aclarar más todo esto, señalo los apartados de módulo de revisiones, que son los de actividades,
contratos y costes. Así con estos medios nos resulta muy sencillo:
- Registrar todas las actividades de revisión y agruparlas en grupos de contratos.
- Hacer previsión de recursos.
- Editar cómodamente formularios para petición de ofertas de manera que todos los posibles
contratistas presenten sus propuestas en formatos idénticos y fácilmente comparables.
- Facilitar la comparación de actividades, diagramas de barras.
- Controlar el avance diario de las actividades.
- Actualizar diariamente la información económica durante la ejecución de ésta.
-Equipos críticos. Camino crítico :
Para determinar los equipos críticos, puede aplicarse el criterio de que “se revisarán/repararán los
equipos que no puedan revisarse en marcha”. No deben revisarse equipos cuya revisión pueda
realizarse en marcha o en paradas de oportunidad y sin urgencia. También pueden realizarse en la
revisión reparaciones de equipos no críticos por economía de medios.
A modo de repaso, como equipos críticos de un grupo de carbón podemos señalar los siguientes:
- Caldera.
- Turbo grupo, turbo bomba y condensadores.
- Conductos.
- Bombas principales.
- Molinos.
- Precipitador ( normalmente electroestático para precipitar partículas y evitar emisión )

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
61
- Válvulas manuales, de control y motorizadas.
- Trafos principales y auxiliares de grupo.
- Cabinas de MT, BT y CCM.
- Interruptores de generación y de línea.
El camino crítico depende normalmente del alcance de los trabajos en el turbo grupo o en la caldera.
Así podemos distinguir de modo general dos clases de revisiones:
- Gran revisión… camino crítico, el turbo grupo
- Revisión normal… camino crítico, la caldera.
-Alcance de los trabajos :
La definición del alcance de una revisión podemos hacerla partiendo de las siguientes consideraciones:
- Valoración cualitativa y cuantitativa de las instrucciones dadas por los fabricantes de los equipos.
- Gamas de mantenimiento para la revisión, basadas en estudios para la fiabilidad de los equipos.
- Trabajos de correctivo/preventivo surgidos de las inspecciones y programas predictivos, tales como
desgastes, vibraciones, etc.
- Órdenes de trabajo programadas en espera de ejecución en la revisión, por economía de escala.
- Reformas en parada.
Las especificaciones técnicas, generales y particulares, son el resultado de la concentración de los
alcances, los procedimientos a aplicar y los medios a emplear.
La jornada laboral durante la revisión tiene su importancia, y es función, como es lógico, del alcance de
trabajos establecido y del objetivo fijado como máximo tiempo de parada.
Lo más común es encontrarse con este horario:
- Dos turnos de 10 horas (8+2) de lunes a sábado para los trabajos de camino crítico.
- Un turno de 10 horas (8+2) de lunes a viernes para los trabajos no críticos.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
62
Esto es variable en función de los medios y partidas presupuestarias destinadas a la parada, es decir, en
función de la partida de presupuesto anual que tengamos para invertir en la revisión, podremos
gestionar los horarios para que implique la menor aportación extra de dinero para tal efecto, o sea las
horas extra. y es que no debemos olvidar que, normalmente, se suele planificar el total de horas extras
a realizar anualmente, y se hace un seguimiento de éstas durante todo ese año; así que, si ya tenemos el
cupo de horas cubierto por el personal, según el convenio laboral que rija, no podremos llevar a cabo
determinados trabajos con nuestro personal.
-Modalidades de contratación de servicios :
La contratación se realizara en su mayor parte en contrato cerrado en sus modalidades de partida alzada
y precio por unidad de obra. Cada contrato esta definido por su correspondiente especificación
particular.
La administración suele aplicarse en los trabajos difícilmente previsibles que surgen durante la
revisión.
-Normativa de seguridad.
Dentro de este punto queremos resaltar únicamente la gran facilidad que supone nuestro modulo de
descargos de equipos, integrado en el SGM, en orden a la preparación y ejecución del aislamiento de
equipos por parte de operación para labores de mantenimiento.
-Programas de revisión :
La coordinación de los diferentes programas, desde lo general a los específico, desde los programas
diarios a los horarios, es evidente que resulta básica, al objeto de evitar interferencias y retrasos.
-Preparación de una revisión. Fases :
La Revisión General atañe a todos los servicios de una central térmica y en su preparación y
seguimiento deben participar todos, cada cual desde su responsabilidad.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
63
Para el área ejecutora de mantenimiento ( y para el resto de los servicios también), el apoyo
fundamental está dado por la oficina de mantenimiento y por las aplicaciones integradas dentro del
sistema de gestión de mantenimiento (SGM) que se utiliza en las centrales y resto de unidades de la
empresa.
Las fases más significativas de la preparación y seguimiento de una revisión son:
- Realización de una simulación de órdenes de trabajo de mantenimiento preventivo que el SGM
generaría para la inmediata revisión general.
- Actualización de las gamas de mantenimiento relacionadas con la revisión general.
- Revisión de las ordenes de trabajo de mantenimiento correctivo puestas en condición de espera para
la revisión general.
- Revisión de la totalidad de datos previstos de el módulo de revisiones SGM, para el seguimiento
técnico-económico.
- Agrupación de la totalidad de órdenes de trabajo en grupos de contratos o proyectos.
- Elaboración de los programas de trabajo de las diferentes áreas de mantenimiento ( y resto de
servicios)
- Estudio de ofertas y comparación de las mismas al objeto de adjudicar la ejecución de los trabajos.
- Comenzada la revisión, realización del seguimiento técnico-económico, actualizando día a día la
información sobre la misma, valorando y controlando las desviaciones al programa.
- Finalizada la revisión, preparación y recopilación de informes, datos de pruebas, etc,.
- Información y cierre vía SGM de la totalidad de las órdenes de trabajo generadas en la revisión.

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
64
-Datos típicos de una revisión :
Un ejemplo de datos típicos de una revisión, se presenta a continuación. Quede claro que cada caso
concreto depende del alcance, curación, tipo de grupo y combustible.
Para un grupo de carbón de 350MW el coste puede estar entre 400-500 millones de pesetas. Algunas
cifras características podrían ser por tanto:
- Días de revisión 30-35
- Horas-hombre 60.000-70.000
- Número total de actividades 900-1.000
- Número punta de personas 600-650
- Número empresas colaboradoras 30-40
- Precio medio servicios, Pts./h 3.000-3.500
- Contratos cerrados (%) 80-85
- Coste total, millones de Pts. 400-500
- Coste revisión, Pts./KW 1.140-1.130
-MANTENIMIENTO GUIA DE AUTOCRITICA PARA DESPUÉS DE UNA PARADA :
1.- Las críticas deben hacerse lo más pronto posible después de una parada; no más tarde de una
semana.
2.- Todos los supervisores y ayudantes involucrados estarán presentes en la crítica: Mantenimiento,
Producción, Ingeniería.
3.- Cuestionario a responder:
a) ¿Fue el tiempo planificado suficiente para esta parada?
b)¿Se emitieron las solicitudes dentro del plazo establecido?
c)¿Se generaron muchas solicitudes “Añadido a Programa”?
d)¿Se paró la planta la fecha establecida?
f)¿Se realizó algún trabajo durante la parada que se podría haber realizado durante la marcha normal
de la planta? ¿ Por qué?
g)¿Fueron los equipos debidamente etiquetados?
¿Estaban listos los permisos de trabajo el día anterior?
h)¿Llegó a tiempo el contramaestre? Si no , ¿Por qué?

_______________________________________________________ PLANIFICACIÓN DE UNA PARADA
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
65
i)¿Estaban listos los equipos auxiliares? (cuadros de tensión, compresores, etc…)
Si no, ¿Por qué?
j)¿Era lógico el conjunto de trabajos?
k)¿Se siguió el progreso de los trabajos durante la parada?
l)¿Hubo variación de la cantidad de mano de obra sobre lo que se había planeado?
m)¿Se han redactado todos los informes y pasados a Mto. Preventivo?
n)¿Fue previsto el tiempo destinado a la limpieza?
ñ)¿Qué imprevistos afectaron el desarrollo de la parada?
o)¿Sirvieron las revisiones preventivas para detectar posibles tareas a realizar en la
siguiente parada?
4.- Proyectos de mejora : ( a incluir todo lo reflejado en el cuestionario anterior y que sirva para
mejorar la ejecución y desarrollo de las paradas siguientes )
5.- Carácter de las relaciones con producción : ( aquí se describirá la coordinación de las tareas con
producción, si se cumplieron las expectativas en cuanto a los plazos de tiempo previstos, etc… )
6.- Comentarios : ( en este último apartado se pretende describir todos los aspectos relacionados con la
para directa o indirectamente y que pueden ayudar a mejorar futuras salidas de sistema para la
realización de trabajos de mantenimiento )

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
66
8) DESCRIPCIÓN DE LAS PRUEBAS ELÉCTRICAS :
Medida de la resistencia de aislamiento
La razón por la que se realizan pruebas de aislamiento es la de prevenir las posibles averías en aquellas
instalaciones eléctricas y sus distintos elementos (alternadores, motores, etc..) que a lo largo de los
años está expuestos a factores ambientales adversos tales como el polvo, la grasa, temperaturas
extremas, tensiones mecánicas y vibraciones. Estos factores pueden provocar el fallo de los
aislamientos eléctricos y, en definitiva, son el origen de posibles pérdidas.
Para determinar la integridad de los conductores y sus aislantes en los devanados de generadores,
transformadores y en las instalaciones eléctricas en general, se utilizan habitualmente medidores de
resistencia de aislamiento. Si el elemento que se ha de comprobar es un cable muy largo, o un motor o
generador de gran potencia (típicos elementos con alta capacitancia), las corrientes transitorias de fuga
duran horas. Por ello, las lecturas recogidas con los medidores de aislamiento cambian constantemente,
y no es posible obtener una medida puntual permanente y precisa.
En estos casos se deben realizar varias medidas y determinar la tendencia entre las mismas. Este es el
fundamento de métodos tales como el de la prueba de tensión por pasos o el de absorción del
dieléctrico.
• PASOS PREVIOS A LA MEDICIÓN :
Para obtener medidas útiles y fiables de la resistencia de aislamiento, se ha de examinar
cuidadosamente el sistema a verificar :
1. La máquina o sistema, en nuestro caso el alternador se desconecta de todos los elementos de su
entorno eléctrico (protecciones, transformador, etc..). Estos podrían provocar fugas de la corriente de
prueba y entonces, la prueba no sería válida pues los valores mostrados no serian los reales.
2. Limpiar el elemento a comprobar de posibles humedades fruto de condensaciones provocadas por
las diferencias de temperatura del devanado respecto la temperatura ambiente, ya que estas humedades
falsearían también los resultados. La superficie del conductor deberá estar limpia en general, de
cualquier tipo de material que pueda ser conductor en un ambiente húmedo.
3. El sistema sometido a prueba ha de estar descargado por completo conectándolo a tierra. Esto
implicará una serie de maniobras que deberán ser efectuadas por personal cualificado que normalmente
forma parte de la compañía propietaria de la instalación.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
67
Estas maniobras están sujetas a bonos de descargo : documento de régimen interno en la planta
mediante el cual se especifican las maniobras realizadas para dejar en descargo el equipo (alternador),
y donde se certifica que dicho descargo ha sido efectuado y se detalla quien lo ha solicitado, el ejecutor
y el jefe de turno que se encuentra en ese momento como jefe de explotación. El tiempo de descarga ha
de ser aproximadamente cinco veces el de carga durante la prueba.
4. Debe considerarse el efecto de la temperatura. Puesto que la resistencia de aislamiento es
inversamente proporcional a la temperatura (la resistencia disminuye a medida que aumenta la
temperatura), las lecturas registradas variarán en función de los cambios en la temperatura del material
aislante. Se recomienda realizar las pruebas con el conductor a una temperatura lo más cercana a la
ambiente (20 °C). Se puede obtener un valor muy aproximado de la temperatura del conductor o
elemento del devanado sujeto a la prueba mediante termómetros de contacto digitales o analógicos;
incluso existen aparatos medidores de temperatura por infrarrojos que son aún más precisos, aunque se
suelen usar cuando el elemento del cual se quiere conocer su temperatura se encuentra inaccesible, o
puede ocasionar peligro si nos acercamos por contacto eléctrico, etc… Abajo se adjuntan fotos de los
dos tipos.
Medición de temperatura de cojinete Muestra de dos modelos de termómetro de
con termómetro de contacto con las respectivas sondas.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
68
• QUÉ ES LA RESISTENCIA DE AISLAMIENTO. CORRIENTES DE FUGA :
La resistencia de aislamiento designa el valor de resistencia que ofrece el elemento aislante al paso de
corriente eléctrica; como todos sabemos la mayoría de conductores, y especialmente los que forman
parte del devanado de una máquina eléctrica, van protegidos por un aislante que varía su tipología en
función de la magnitud de las corrientes que le van a recorrer, la tensión a que va estar sometido
(eléctrica y física), etc… Pues bien, ese aislante será mejor o peor en su propósito de actuar como
dieléctrico, según sea el valor de la resistencia de aislamiento , entendiendo que mientras más alto sea
el valor de la resistencia mejor será el estado del aislante y su grado de conservación de sus
propiedades dieléctricas.
En la medida de la resistencia del aislamiento, el comprobador aplica una alta tensión de continua,
Vdc, al sistema bajo prueba. Esta alta tensión provoca una pequeña corriente eléctrica (típicamente del
orden de microamperios) que circula a través de los conductores de aquel sistema y sus aislantes. La
magnitud de esa corriente depende de la tensión aplicada, de la capacitancia del sistema, de su
resistencia total y de su temperatura. Para una tensión fija, cuanto mayor es la corriente, más pequeña
es la resistencia :
IRVDC ×= ; I
VR DC=
La resistencia total es la suma de la resistencia interna del conductor (interesa valor adecuado para la
conducción de corriente eléctrica) más la resistencia de aislamiento (mientras más alta mejor)
expresada en MO (megohmios ó megohms). Ese valor de la resistencia de aislamiento será de un valor
u otro en función de la corriente de fuga conductiva (IL), de la corriente de fuga de la carga
capacitiva (IC) y de la corriente de fuga de absorción de polarización (IA).
• Corriente de fuga conductiva : es una pequeña corriente (de microamperios) que normalmente pasa
a través del aislamiento entre dos conductores, o desde un conductor a tierra. Aumenta a medida que se
deteriora el aislamiento y es la corriente predominante cuando se extinguen las corrientes de absorción
y de carga capacitiva .
El comportamiento de estas corrientes durante la prueba puede observarse en el gráfico siguiente.
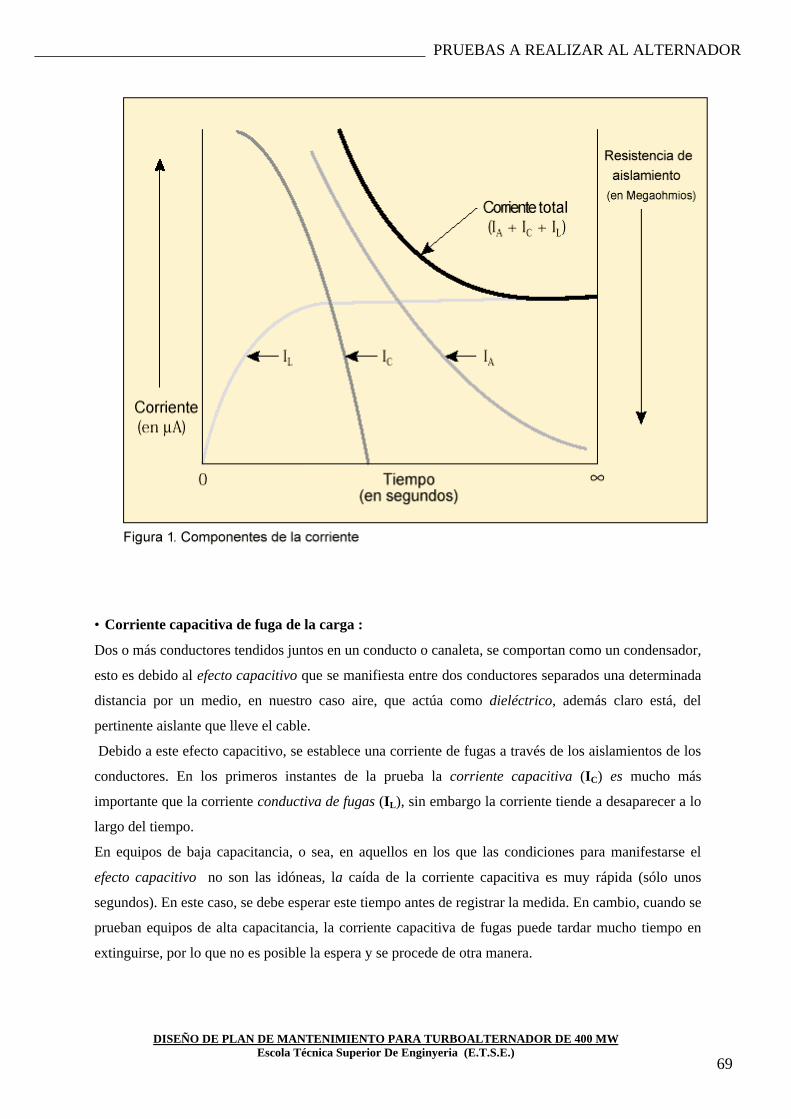
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
69
• Corriente capacitiva de fuga de la carga :
Dos o más conductores tendidos juntos en un conducto o canaleta, se comportan como un condensador,
esto es debido al efecto capacitivo que se manifiesta entre dos conductores separados una determinada
distancia por un medio, en nuestro caso aire, que actúa como dieléctrico, además claro está, del
pertinente aislante que lleve el cable.
Debido a este efecto capacitivo, se establece una corriente de fugas a través de los aislamientos de los
conductores. En los primeros instantes de la prueba la corriente capacitiva (IC) es mucho más
importante que la corriente conductiva de fugas (IL), sin embargo la corriente tiende a desaparecer a lo
largo del tiempo.
En equipos de baja capacitancia, o sea, en aquellos en los que las condiciones para manifestarse el
efecto capacitivo no son las idóneas, la caída de la corriente capacitiva es muy rápida (sólo unos
segundos). En este caso, se debe esperar este tiempo antes de registrar la medida. En cambio, cuando se
prueban equipos de alta capacitancia, la corriente capacitiva de fugas puede tardar mucho tiempo en
extinguirse, por lo que no es posible la espera y se procede de otra manera.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
70
• Corriente de fugas de absorción de polarización :
Esta corriente es debida a la polarización de las moléculas del material dieléctrico. En equipos de baja
capacitancia, esta corriente es alta durante los primeros segundos y disminuye lentamente hasta hacerse
casi cero.
Cuando se prueban equipos de alta capacitancia o con aislamiento contaminado o húmedo, la corriente
de absorción tarda mucho tiempo en extinguirse, esto se observa durante la medida siendo un claro
indicador de que aislamiento sujeto a la prueba no está buenas condiciones para su uso.
A continuación hay dos figuras donde puede observarse la manifestación de dichas corrientes:
CONDUCTORES
Ic
(Dielectrico)AISLAMIENTO
Corriente capacitiva de fugas de carga (IC )
CONDUCTORES
IL
(Dielectrico)AISLAMIENTO
Corriente conductiva de fugas (IL )

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
71
9) PRUEBAS A REALIZAR AL GENERADOR:
9.1) Prueba de Aislamiento:
9.1.1) ELECCIÓN DE LA TENSIÓN DE PRUEBA :
La tensión de prueba es la tensión con la que se va a trabajar durante el ensayo o prueba de
aislamiento, normalmente se escogen valores más o menos estandarizados para este tipo de pruebas.
El test de comprobación se puede realizar en elementos de cualquier capacitancia pero se lleva a cabo
con una sola tensión, comprendida normalmente entre 500 y 5.000 V, siendo el tiempo de duración un
minuto aproximadamente.
Es habitual someter al aislamiento a tensiones por encima de las normales de trabajo con objeto de
detectar pequeños defectos. En el caso de la verificación del aislamiento en maquinas rotativas nuevas
(motores y generadores), se empleará una tensión del 60% al 80 % de la tensión alterna de prueba,
dato normalmente facilitado por el propio fabricante.
Cuando no se conoce este dato, la tensión de prueba suele calcularse mediante una sencilla fórmula:
)(10002 VUV NPRUEBA +×=
UN : Tensión máxima a la que se puede someter el cable de la máquina
durante un periodo de tiempo prolongado. (normalmente impreso en el mismo conductor)
(*)NOTA: en sistemas trifásicos la tensión nominal de cable va referida al valor entre fases.
Cabe decir que la tensión de prueba no tiene porque ser alterna necesariamente, pudiendo ser tensión
continua según el caso.
A continuación se incluye una tabla para el cálculo de la tensión de prueba en equipos rotativos,
cuando se desconoce la tensión de prueba suministrada por el fabricante:
Tensiones de prueba en equipos rotativos Fórmula empleada
Vac-prueba: valor aproximado de la tensión alterna de pruebaempleada por el fabricante
2 x Vac nominal + 1.000 V
Vdc-prueba inicial: máxima tensión continua de prueba para la primeraprueba (instalación de la máquina)
1,28 x Vac-prueba
Vdc-prueba periódica: máxima tensión continua de prueba para lasverificaciones periódicas de la máquina
0,96 x Vac-prueba

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
72
La tabla anterior muestra el cálculo de la tensión de prueba para máquinas eléctricas rotativas de
reciente instalación y tamaño mediano, si la máquina a ensayar es una máquina vieja o muy grande (lo
cual implica mayor cantidad de devanado, aislante, etc…) es aconsejable utilizar los valores de la
siguiente tabla:
Tensión alterna nominal Vdc-prueba
Especificada entre fases, Vf-f 0,816 x Vf-f
Especificada entre fase y tierra, Vf-t 1,414 x Vf-t
(*)Notar que aquí la tensión de prueba es continua
Nosotros vamos a centrarnos en este tipo de pruebas efectuadas como parte del Plan de Mantenimiento,
en este caso Predictivo. De todas maneras a continuación se describen brevemente los tipos de tests
para tal fin, que son más comunes.
9.1.2) TIPOS DE TESTS (de aislamiento) :
1.- Test de la medida a 60 segundos:
El Test de la medida a 60 segundos es adecuado para verificar elementos eléctricos (conductores y
máquinas eléctricas) de baja capacitancia. El Megóhmetro se conecta directamente al equipo sometido
a prueba y se aplica la tensión Vdc-prueba de ensayo durante unos 60 segundos. Con objeto de
conseguir una lectura estable de la resistencia de aislamiento se debe esperar 1 minuto
aproximadamente. Cuando se verifican equipos en buenas condiciones, se observa durante la prueba un
aumento progresivo de la resistencia de aislamiento debido a la disminución de las corrientes
capacitivas y de absorción. Este es un dato importante a la hora de plantear conclusiones al concluir la
prueba.
En equipos con tensiones nominales inferiores a los 1.000 V, la lectura del aislamiento debe ser un
valor de 1 MO o superior. En equipos con tensiones nominales por encima de 1.000 V, la resistencia
esperada debe aumentar a razón de 1 MO por cada 1.000 V aplicados.
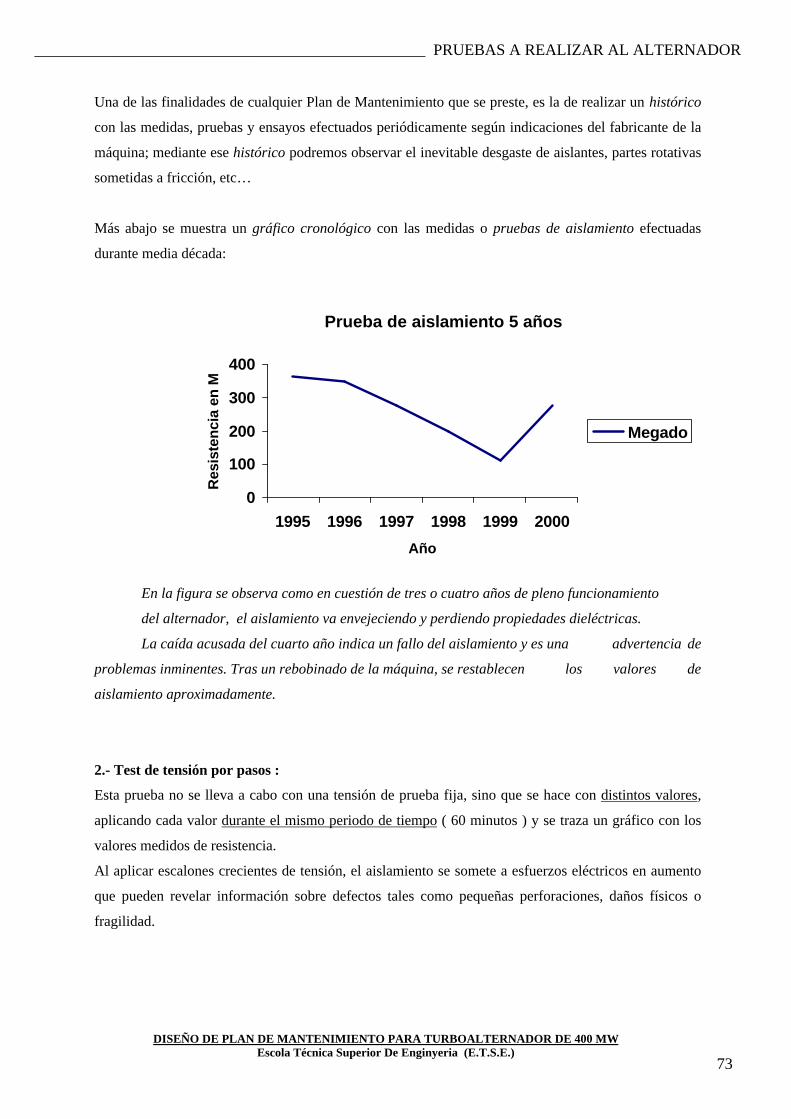
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
73
Una de las finalidades de cualquier Plan de Mantenimiento que se preste, es la de realizar un histórico
con las medidas, pruebas y ensayos efectuados periódicamente según indicaciones del fabricante de la
máquina; mediante ese histórico podremos observar el inevitable desgaste de aislantes, partes rotativas
sometidas a fricción, etc…
Más abajo se muestra un gráfico cronológico con las medidas o pruebas de aislamiento efectuadas
durante media década:
Prueba de aislamiento 5 años
0
100
200
300
400
1995 1996 1997 1998 1999 2000
Año
Res
iste
nci
a en
M
Megado
En la figura se observa como en cuestión de tres o cuatro años de pleno funcionamiento
del alternador, el aislamiento va envejeciendo y perdiendo propiedades dieléctricas.
La caída acusada del cuarto año indica un fallo del aislamiento y es una advertencia de
problemas inminentes. Tras un rebobinado de la máquina, se restablecen los valores de
aislamiento aproximadamente.
2.- Test de tensión por pasos :
Esta prueba no se lleva a cabo con una tensión de prueba fija, sino que se hace con distintos valores,
aplicando cada valor durante el mismo periodo de tiempo ( 60 minutos ) y se traza un gráfico con los
valores medidos de resistencia.
Al aplicar escalones crecientes de tensión, el aislamiento se somete a esfuerzos eléctricos en aumento
que pueden revelar información sobre defectos tales como pequeñas perforaciones, daños físicos o
fragilidad.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
74
Un aislamiento en buen estado debe permanecer aproximadamente invariable durante las pruebas con
distintos niveles de tensión, por lo que su resistencia se mantendrá constante durante la prueba.
Sin embargo, un aislamiento deteriorado, agrietado o contaminado experimentará un incremento del
paso de corriente a medida que la tensión de prueba aumenta, con la consiguiente disminución de su
resistencia.
Todo esto queda reflejado en el gráfico trazado, pudiéndose comparar los valores para dos máquinas de
idénticas características obtendríamos un gráfico como el siguiente :
Medida aislamiento por pasos
0
100
200
300
400
500
600
500 1000 2000 3000 4000 5000
Tensión en voltios
Res
iste
nci
a M
Aislamiento buen estado
Aislamiento deteriorado
Esta prueba es independiente del material aislante, de la capacitancia del equipo y del efecto de la
temperatura. Puesto que se necesita más tiempo para su realización, sólo se debe hacer una vez que el
Test de la medida a 60 segundos no haya dado resultados concluyentes.
Mientras que el Test de la medida a 60 segundos refleja un cambio absoluto de la resistencia (lectura
única) en función del tiempo, en el test de tensión por pasos se buscan tendencias en la resistencia en
relación con tensiones de prueba variables, así pues podremos deducir conclusiones distintas para una
prueba u otra.
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
75
3.- Test Resistencia - Tiempo. Test del índice de polarización. Test de absorción del dieléctrico :
Este ensayo es independiente del tamaño o temperatura de la máquina, básicamente es una
comparación de las características de absorción de un aislamiento en buen estado y otro en mal estado.
La tensión de prueba se aplica aquí, en intervalos de diez minutos, tomando valores cada diez segundos
durante el primer minuto y cada minuto en el resto de la prueba.
Con estos datos podremos dibujar una gráfica Resistencia(MO) - Tiempo que describirá una curva.
Mediante la observación de la pendiente de la curva hallada podremos deducir importantes aspectos
sobre el material aislante y su estado.De esta manera, una pendiente de aumento progresivo durante el
ensayo indicará un aislamiento en buen estado, mientras menor sea la pendiente o incluso esta sea
decreciente más agiretado, contaminado o en mal estado estará el aislamiento.
La prueba de Índice de Polarización es especialmente valiosa para descubrir la presencia de humedad
y/o aceite en el aislante. Estos defectos son especialmente peligrosos en las máquinas rotativas pues
pueden llegar a poner en cortocircuito sus devanados. El índice de polarización es la relación de dos
lecturas de tiempo/resistencia: una se toma al cabo de 1 minuto y la otra al cabo de 10 minutos. Con el
aislamiento en buen estado, la resistencia de aislamiento empezará por un valor bajo y aumentará a
medida que se vayan haciendo más pequeñas las corrientes de fugas capacitivas y de absorción.
El valor del índice de polarización se obtiene de la siguiente fórmula:
min1min10
avalorpruebavalorprueb
ip =
Si por las razones que sean la anterior prueba, prueba del índice de polarización, no puede realizarse,
bien sea por motivos de tiempo o necesidad de servicio de la máquina, se llevará a cabo la siguiente
prueba : test de absorción del dieléctrico. En esta otra prueba, se pone en práctica la misma filosofía
que en el caso anterior, pero puede ejecutarse en intervalos de tiempo comprendidos entre los 60 y los
30 segundos.
Una vez calculado el índice de polarización, podemos ubicarlo entre los siguientes valores frontera
expresado en la tabla siguiente:

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
76
Estado del aislamiento:
Valores frontera
Relación 10/1 min(índice de polarización)
Relación 60/30 s(absorción del dieléctrico)
Peligroso 0 – 1 0 – 1,0
Deficiente 1 – 2 1,0 – 1,3
Bueno 2 – 4 1,3 – 1,6
Excelente 4 y superior 1,6 y superior
Para llevar a cabo un mantenimiento predictivo en generadores, motores, transformadores y en los
conductores fijos de las instalaciones eléctricas se puede utilizar cualquiera de las pruebas descritas en
los apartados anteriores.
La elección entre el test de la medida a 60 segundos, el de la tensión por pasos o las pruebas de
tiempo/resistencia dependerá de la finalidad perseguida y el periodo de validez que se desee dar a los
datos obtenidos.
Cuando se verifican generadores, motores o transformadores, cada devanado debe probarse
secuencialmente y por separado, conectando a tierra el resto de devanados. De esta manera, también se
prueba el aislamiento entre fases.
En nuestro caso : generador de corriente alterna de 400 MVA antes de verificar la resistencia de
aislamiento en los devanados estatóricos hay que asegurarse que se han desconectado totalmente
dichos devanados de la alimentación; midiendo la resistencia de aislamiento entre devanados y entre
los devanados y tierra.
Además, en la prueba de generadores o motores de corriente continua deben levantarse las escobillas
para aislar las bobinas.
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
77
9.1.3) PROCEDIMIENTO . Introducción :
Un procedimiento es un documento técnico, normalmente en soporte papel, en el que se detallan una
serie de claves referentes al trabajo en concreto, que se va a realizar. Es una herramienta muy potente y
necesaria en instalaciones con máquinas de distintas clases sujetas a mantenimiento o revisiones.
Normalmente, suelen elaborarse tras la puesta en marcha de la instalación, o bien se adaptan
procedimientos ya existentes a las necesidades propias de la instalación en la que nos encontramos. Su
redacción puede correr a cargo de técnicos cualificados de la propia planta, o pueden ser encargados a
empresas de ingeniería u oficinas técnicas destinadas a tal efecto.
El documento en sí, presentará una estructura bien definida, de manera que el operario o persona que lo
ejecute, disponga de la información necesaria para efectuar el trabajo descrito en el procedimiento, de
forma correcta y sin dejar ninguna duda que pudiera prestar a confusión y a una mala realización de la
tarea.
Cada empresa estructura sus procedimientos a su manera, pero suelen ser muy parecidos; de esta
manera, un Procedimiento para calibración/revisión de transmisor de caudal, por ejemplo, diferirá
muy poco de una central a otra, siendo las diferencias de origen constructivo del aparato, de utillaje
necesario y poco más.
Habitualmente suelen constar de las siguientes partes:
9.1.3.1) Partes habituales de un Procedimiento :
1.- OBJETO : en este apartado se describe la finalidad con que se redacta este documento. Es decir,
si el presente documento se ha redactado con la finalidad de dar instrucciones para el desmontaje del
rotor de un alternador, el objeto será ese, o sea, “Instrucciones para desmontaje del rotor de un
alternadordel tipo…”
2.- REFERENCIAS : esta es la parte del documento técnico que se asemeja a la bibliografía de
cualquier otro tipo de doumento; aquí tendrán cabida todas las refrencias a libros y demás tipos de
material empleado para redactar el procedimiento.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
78
3.- APLICABILIDAD : este apartado suele subdividirse en otros. En esta parte del procedimiento se
describe el personal necesario, su cualificación, etc… Asimismo, se describe el tipo de máquinas al
que puede aplicarse, y si es para un tipo de máquina exclusivo se cita el nombre de la máquina y la
instalación a que pertenece.
Por ejemplo, si el procedimiento es para el equilibrado de una bomba del circuito de alimentación de la
Central Térmica de CERCS (Berga), se escribiría todo lo anteriormente dicho, citando el nombre de la
instalación, C.T. Cercs en nuestro ejemplo. Además, se suele aprovechar esta parte del documento para
mencionar la aplicabilidad del procedimiento en función de la situación de servicio de la instalación,
esto es a central parada , en servicio o en parada mayor-menor.
4.- PRECAUCIONES : aquí se describen todas la normas a llevar a cabo para la correcta ejecución
del trabajo que se describe en el procedimiento siguiendo criterios de seguridad, higiene y
contemplando toda la información que haga referencia a la correcta ejecución de la tarea de manera que
la máquina no sufra alteraciones físicas de ninguna índole.
Así pues, en este apartado se describen los requisitos previos que deberá cumplir el personal, las
herramientas y demás partes implicadas que efectuará la intervención.
5.- EQUIPOS NECESARIOS : como su nombre indica, este apartado se destinará a la descripción
breve de los equipos y materiales necesarios para emprender el trabajo.
6.- CONDICIONES INICIALES : es una ampliación al apartado 4.- PRECAUCIONES, per desde
un punto de visto de organización del trabajo; es decir, si bien en el apartado 4.- se describen
consideraciones previas a la ejecución de la tarea según criterios de seguridad física y demás, aquí se
establecen criterios para la optimización en el control de la ejecución de la intervención; criterios como
el establecimiento de zonas de trabajo, comprovación del estado de las baterías de los aparatos que
vamos a usar, etc…
7.- INSTRUCCIONES : en esta sección tendrán cabida todas aquellas descripciones técnicas que
ayuden a la correcta ejecución del trabajo sujeto al procedimiento por parte del personal cualificado.
De esta manera, se citarán fórmulas matemáticas y definiciones para el cáclulo de los parámetros
deseados según el tipo de intervención.
8.- CRITERIOS DE ACEPTACIÓN : como su nombre indica, este aprtado se reserva para
establecer que medidas llevadas a cabo según el apartado 7.- entran dentro de los varemos correctos de
la intervención.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
79
Por ejemplo, si hemos tomado medidas de holgura entre eje y carcasa de un alternador de determinadas
características, deberemos contrastar esos valores con los óptimos proporcionados por el constructor u
otras fuentes técnicas, para saber si dichas medidas son aceptables o no.
9.- EVENTUALIDADES Y/O ACCIONES CORRECTIVAS : según lo descrito en la sección
anterior, tendremos una serie de eventualidades; o sea, eventos que se sucederán del contraste entre las
medidas tomadas y los valores estándar o valores límite suminstrados por el fabricante.
En función de la tipología de esos eventos tendremos un abanico de posibilidades para corregir esas
eventuaslidades, en el caso de que no sean las deseadas.
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
80
9.2) PROCEDIMIENTO : Medida de Aislamiento de Bobinado del Rotor del Alternador
Principal
1. OBJETO
El objeto del procedimiento consiste en establecer las actividades que deben realizarse para
la medida de aislamiento de bobinado del rotor del Alternador Principal.
2. REFERENCIAS
2.1 43.1974 (ANSI/IEEE) reaf. 1985. Testing isolation resistance of rotating machinery
recomended practice for.
2.2 Libros de instrucciones de Alternadores Westinghouse (I.B. 20985).
2.3 Instruction Book S.O. 82P0996.
3. APLICABILIDAD
3.1 PERSONAL NECESARIO
3.1.1 Cualificación del Personal.
La persona responsable de aplicar este procedimiento debe poseer los
conocimientos y la cualificación adecuada para la realización de los trabajos.
3.1.2 Personal requerido.
- Un técnico medio o equivalente.
- Un ayudante.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
81
3.2 APLICACIÓN FÍSICA
Este procedimiento únicamente aplicará al bobinado del rotor del Alternador Principal
de acuerdo con los requisitos establecidos en la C.T. CERCS (FECSA) en su
instrucción T3E051.
3.3 APLICACIÓN TEMPORAL
Este procedimiento se aplicará con la Central en Parada.
A criterio del Jefe de la Especialidad se podrá aplicar fuera del programa o como
Mantenimiento Correctivo.
4. PRECAUCIONES
Además de las precauciones generales contempladas en el VSH-P-016 “Procedimiento
Genérico de Trabajos Eléctricos”, se observarán en lo que aplique las siguientes:
4.1 No iniciar los trabajos sin disponer de la documentación necesaria y de los permisos
debidamente aprobados y cumplimentados.
4.2 Comprobar antes de iniciar los trabajos que se han tomado las precauciones y
recomendaciones indicadas por los servicios de Seguridad e Higiene en el Trabajo.
4.3 En el caso de utilizar productos de limpieza, comprobar que éstos están homologados e
incluidos en el registro de los productos aprobados por Química y Radioquímica o que
se dispone de autorización escrita por parte de dicha organización, para los trabajos de
limpieza.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
82
4.4 Si durante la intervención se detecta que algún componente o repuesto presenta alguna
anomalía o puede ser causa de un incidente, aquél no podrá retirarse o destruirse hasta
el cierre documental del análisis de la anomalía o incidencia, donde se darán las
instrucciones correspondientes para su almacenamiento o eliminación.
4.5 Las operaciones de desmontaje y/o montaje de aparatos o partes de los mismos se
efectuarán teniendo en cuenta las recomendaciones que establece el fabricante.
4.6 En caso de que se utilice aire comprimido para limpieza de equipos y componentes, la
presión del mismo no deberá ser superior a 1,5 Kg/cm2. El aire comprimido deberá ser
limpio y seco.
4.7 No se empleará alcohol (no puro ni diluido) para la limpieza de la zona de bobinados.
Tampoco se usarán disolventes que contengan gasolina o benzol.
5. EQUIPOS NECESARIOS
5.1 Medidor de aislamiento (Megger) de 500 a 1000 Vcc.
5.2 Termómetro.
5.3 Cronómetro o medidor de tiempos.
5.4 Herramientas habituales homologadas.
6. CONDICIONES INICIALES
6.1 Comprobar que se haya realizado la desconexión eléctrica entre la excitatriz y elbobinado del rotor.
6.2 Comprobar que el Rotor del Alternador está inmóvil.
6.3 Poner el bobinado del rotor a masa.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
83
6.4 Establecer una “Zona Despejada” como área de trabajo.
6.5 Comprobar que el equipo de medida dispone de las pilas o baterías y además verificar
que se encuentra dentro del período de calibración.
7. INSTRUCCIONES
7.1 Medida de resistencia de aislamiento (R.A.) e índice de polarización (I.P.).
7.1.1 Quitar la masa del bobinado del rotor.
7.1.2 Conectar uno de los terminales del Megger a un conductor cualquiera delbobinado del rotor y el otro a la masa del rotor.
7.1.3 Aplicar un atensión de 1000 V. durante un minuto y anotar el valor en la Hojade Resultados.
7.1.4 Aplicar una tensión de 1000 V. durante diez minutos y anotar los valores de lasresistencias de aislamiento cada minuto según Hoja de Resultados.
7.1.5 Calcular el índice de polarización:
IP= R(10) R(1)
7.1.6 Corregir las resistencias de aislamiento medidas por las equivalencias a40ºC por medio de la fórmula:
RT = Rt x 1,07∆t
donde: RT = Resistencia de aislamiento corregido a 40ºC.Rt = Resistencia de aislamiento a temperatura t.∆t = t – T(40ºC)
7.1.7 Realizada la medida de I.P., colocar a tierra el bobinado del rotor durante 30minutos. De esta forma, procedemos a la descarga eléctrica del mismo.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
84
8. CRITERIOS DE ACEPTACIÓN
8.1 El valor mínimo de la resistencia de aislamiento a 40ºC será ≥ 50 MΩ.
8.2 El índice de polarización será como mínimo 2.
9. EVENTUALIDADES Y ACCIONES CORRECTIVAS
9.1 EVENTUALIDADES
9.1.1 Bajo índice de polarización.
9.1.2 Carecer de aislamiento.
9.2 ACCIONES CORRECTIVAS
9.2.1 En el caso de producirse algún evento del punto 9, el responsable del trabajo
(además de reflejarlo en la hoja de datos, se lo comunicará al Jefe de Servicio o
responsable de la propiedad para que tome las acciones reflejadas en 10.1/10.2,
o las que considere oportuno.
9.2.2 En el caso de un bajo índice de polarización de las bobinas del rotor, deberá
procederse a una limpieza y un secado hasta alcanzar un índice de polarización
no inferior a 2.
9.2.3 En el caso de comprobar que se carece de aislamiento, el Técnico responsable
del servicio investigará y tomará las acciones necesarias para corregir el
defecto. Si no se consigue el aislamiento especificado, deberá consultarse al
Departamento Técnico del fabricante.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
85
A N E X O I

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
86
ANEXO I INFORME DE RESULTADOS O.T. . . . . . . . . . . . .
DATOS TÉCNICOSEQUIPO . . . . . . . . . . . . . . . . . . . . . . . . . . O.T. Nº . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Nº SERIE . . . . . . . . . . . . . . . . . . . . . . . . . C. AISLAMIENTO . . . . . . . . . . . . . . . . . . . . .TENSIÓN . . . . . . . . . . . . . . . . . . . . . . . . . POTENCIA . . . . . . . . . . . . . . . . . . . . . . . . . .
INSTRUMENTOS DE MEDIDA
INSTRUMENTO IDENTIFICACIÓN FECHA PRÓXIMA CALIBRAC.
DATOS PREVIOS AL ENSAYOTEMPERATURA AMBIENTE: ºC HUMEDAD RELATIVA: %ENSAYO REALIZADO DESDE: MOTOR CABINA ENSAYO REALIZADO A: MOTOR CABLE CABLE+MOTOR
TIEMPO µA GΩ
1”
2”
3”
4”
Resistencia de aislamiento corregida (40ºC) según la fórmula RT(40ºC) = Rt x 1,07∆t
Ra (1 minuto) . . . . . . . . . . . . . MΩ Ra (10 minutos) . . . . . . . . . . . MΩ
Valor recomendado mínimo de 50 MΩ a 40ºC
5”
6”
7”
8”
9”
10”
Indice de polarización:
Ip = R10 = = R1
CRITERIOS ACEPTACIÓN: AIS. CLASE A Ip ≥ 1,5 AIS. CLASE B Ip ≥ 2
TENSIÓN DE ENSAYO V
EVALUACIÓN
CORRECTO ( )
INCORRECTO ( )
OBSERVACIONES:
REALIZADO COMPROBADO REVISADO
FECHA: / / FECHA: / / FECHA: / /

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
87
9.3) PROCEDIMIENTO : Medida de Aislamiento de Bobinado del Estator del Alternador
Principal
1. OBJETO
El objeto del procedimiento consiste en establecer las actividades que deben realizarse para
la medida de aislamiento del bobinado del estator del Alternador Principal.
2. REFERENCIAS
2.1 43.1974 (ANSI/IEEE) reaf. 1985. Testing Isolation Resistance of RotatingMachinery Recomended practice for.
2.2 Libros de instrucciones de Alternadores Westinghouse (I.B. 20985).
2.3 Instruction Book S.O. 82P0096.
3. ALCANCE
3.1 PERSONAL NECESARIO
3.1.1 Cualificación del personal.
La persona responsable de aplicar este procedimiento debe poseer los
conocimientos y la cualificación adecuada para la realización de los
trabajos.
3.1.2 Personal requerido.
- Un técnico medio o equivalente.
- Un ayudante.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
88
3.2 APLICACIÓN FÍSICA
Este procedimiento únicamente aplicará al bobinado del estátor del Alternador
Principal de acuerdo con los requisitos establecidos en la C.T. CERCS
(FECSA) en su instrucción T3E051.
3.3 APLICACIÓN TEMPORAL
Este procedimiento se aplicará con la Central en Parada.
A criterio del Jefe de la Especialidad se podrá aplicar fuera del programa o
como Mantenimiento Correctivo.
4. PRECAUCIONES
Además de las precauciones generales contempladas en el VSH-P-016 “Procedimiento
Genérico de Trabajos Eléctricos”, se observarán en lo que aplique las siguientes:
4.1 No iniciar los trabajos sin disponer de la documentación necesaria y los
permisos debidamente aprobados y cumplimentados.
4.2 Comprobar antes de iniciar los trabajos que se han tomado las precauciones y
recomendaciones indicadas por los Servicios de Seguridad e Higiene en el
Trabajo.
_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
89
4.3 En el caso de utilizar productos de limpieza, comprobar que estos están
homologados e incluidos en el registro de los productos aprobados por Química
y Radioquímica o que se dispone de autorización escrita por parte de dicha
organización, para los trabajos de limpieza.
4.4 Si durante la intervención se detecta que algún componente o repuesto presenta
alguna anomalía o puede ser causa de un incidente, aquel no podrá retirarse o
destruirse hasta el cierre documental del análisis de la anomalía o incidencia,
donde se darán las instrucciones correspondientes para su almacenamiento o
eliminación.
4.5 Las operaciones de desmontaje y/o montaje de aparatos o partes de los mismos
se efectuarán teniendo en cuenta las recomendaciones que establece el
fabricante.
4.6 En caso de que se utilice aire comprimido para limpieza de equipos y
componentes, la presión del mismo no deberá ser superior a 1,5 Kg./cm2. El aire
comprimido deberá ser limpio y seco.
4.7 No se empleará alcohol (no puro ni diluido) para la limpieza de la zona de
bobinados. Tampoco se usarán disolventes que contengan gasolina o benzol.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
90
5. EQUIPOS NECESARIOS
5.1 Medidor de aislamiento (Megger) de 5 kV.
5.2 Termómetro.
5.3 Cronómetro o medidor de tiempos.
5.4 Herramientas habituales homologadas.
5.5 Llave dinamométrica (sólo según 7.1.8).
6. CONDICIONES INICIALES
6.1 Si el estator del alternado está conexionado en estrella y ésta está conectada a
masa en su punto central, realizar la conexión de la misma para aislar las
bobinas del estator previo al inicio del trabajo.
6.2 La medición se ejecutará desde cabina. Si tuviera que realizarse desde bornas de
salida del alternador, desconectar previamente las conexiones antes de realizar
el trabajo.
6.3 Comprobar ausencia de tensión en el estator.
6.4 Comprobar, con auxilio de un óhmetro, que existe continuidad eléctrica entre
todas las bornas de potencia del estator. De no ser así, procédase a puentear
todas las bornas, procurando que los cables sean lo más cortos posible y queden
retirados de masa.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
91
6.5 Descargar a tierra los devanados y cables del estator durante un tiempo no
inferior a 3 minutos.
6.6 Establecer una “zona despejada” como área de trabajo.
6.7 Comprobar que el equipo de medida dispone de las pilas a baterías y además
verificar que se encuentra dentro del período de calibración.
7. INSTRUCCIONES
7.1 MEDIDA DE RESISTENCIA DE AISLAMIENTO (R.A.) E ÍNDICE DEPOLARIZACIÓN (I.P.)
7.1.1 Quitar la masa del bobinado del rotor.
7.1.2 Conectar uno de los terminales del Megger a un conductor cualquiera
del bobinado del rotor y el otro a la masa del rotor.
7.1.3 Aplicar un atensión de 5000 V durante un minuto y anotar el valor en la
Hoja de Resultados.
7.1.4 Aplicar una tensión de 5000 V durante diez minutos y anotar los valores
de las resistencias de aislamiento cada minuto según Hoja de
Resultados.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
92
7.1.5 Calcular el índice de polarización:
IP = R(10)
R(1)
7.1.6 Corregir las resistencias de aislamiento medidas por las equivalentes a
40ºC por medio de la fórmula:
RT = Rt x 1,07∆t
donde: RT = Resistencia de aislamiento corregido a 40ºC.
Rt = Resistencia de aislamiento a temperatura t.
∆t = t – T(40ºC).
7.1.7 Realizada la medida de I.P., colocar a tierra el bobinado del estator
durante 30 minutos. De esta forma, procedemos a la descarga eléctrica
del mismo.
7.1.8 En el caso de haber realizado las mediciones desde bornas de salida del
alternador, según 6,2, conectar de nuevo los cables o barras a las bornas
de salida del estator, usando para ello las herramientas adecuadas y
utilizar el par de apriete correcto según procedimiento EME-P-015, o el
indicado por el fabricante.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
93
8. CRITERIOS DE ACEPTACIÓN
8.1 El valor mínimo de la resistencia del aislamiento a 40ºC será ≥ 50 MΩ.
8.2 El índice de polarización será como mínimo 2.
9. EVENTUALIDADES
9.1 Bajo índice de polarización.
9.2 Carecer de aislamiento.
10. ACCIONES
10.1 En el caso de producirse algún evento de punto 9, el responsable del trabajo
(además de reflejarlo en la hoja de datos, se lo comunicará al Jefe de Servicio o
responsable de la propiedad para que tome las acciones reflejadas en 10.1/10.2
o las que considerase oportuno.
10.2 En el caso de un bajo índice de polarización de las bobinas del rotor, deberá
procederse a una limpieza y un secado hasta alcanzar un índice de polarización
no inferior a 2.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
94
10.3 En el caso de comprobar que se carece de aislamiento, el Técnico responsable
del servicio investigará y tomará las acciones necesarias para corregir el
defecto. Si no se consigue el aislamiento especificado, deberá consultarse al
Departamento Técnico del fabricante.

_________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.)
95
A N E X O I

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 96
ANEXO I INFORME DE RESULTADOS O.T. . . . . . . . . . . . .
DATOS TÉCNICOSEQUIPO . . . . . . . . . . . . . . . . . . . . . . . . . . O.T. Nº . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Nº SERIE . . . . . . . . . . . . . . . . . . . . . . . . . C. AISLAMIENTO . . . . . . . . . . . . . . . . . . . . .TENSIÓN . . . . . . . . . . . . . . . . . . . . . . . . . POTENCIA . . . . . . . . . . . . . . . . . . . . . . . . . .
INSTRUMENTOS DE MEDIDA
INSTRUMENTO IDENTIFICACIÓN FECHA PRÓXIMA CALIBRAC.
DATOS PREVIOS AL ENSAYOTEMPERATURA AMBIENTE: ºC HUMEDAD RELATIVA: %ENSAYO REALIZADO DESDE: MOTOR CABINA ENSAYO REALIZADO A: MOTOR CABLE CABLE+MOTOR
TIEMPO µA GΩ
1”
2”
3”
4”
Resistencia de aislamiento corregida (40ºC) según la fórmula RT(40ºC) = Rt x 1,07∆t
Ra (1 minuto) . . . . . . . . . . . . . MΩ Ra (10 minutos) . . . . . . . . . . . MΩ
Valor recomendado mínimo de 50 MΩ a 40ºC
5”
6”
7”
8”
9”
10”
Indice de polarización:
Ip = R10 = = R1
CRITERIOS ACEPTACIÓN: AIS. CLASE A Ip ≥ 1,5 AIS. CLASE B Ip ≥ 2
TENSIÓN DE ENSAYO V
EVALUACIÓN
CORRECTO ( )
INCORRECTO ( )
OBSERVACIONES:
REALIZADO COMPROBADO REVISADO
FECHA: / / FECHA: / / FECHA: / /

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 97
Como se puede apreciar en estos dos casos prácticos de procedimientos técnicos, el estilo suele ser
directo, configurando la totalidad del escrito como un documento claro y bien estructurado. Hay que
entender que en la mayoría de los casos, el tipo de intervenciones, pruebas, calibraciones y demás a que
están sujetos este tipo de instrucciones técnicas no serán ejecutadas por una única persona, y ni tan si
quiera por la misma o las mismas personas que lo desarrollan el documento. de ahí la necesidad de ser
breves y concisos.
La mayoriá de empresas que se dedican al sector industrial, y sobretodo las que lo hacen refiriéndos al
eléctrico industrial en concreto, poseen de amplias bases de datos en las que se encuentran
almacenados dichos procedimientos. De esta manera pueden ser consultados, editados y revisados de
manera continua.
Independiantemente del tipo de central eléctrica en que nos encontremos, siempre existirán este tipo de
documentos; además, por muy distintas que puedan ser estas instalaciones, el método de trabajo viene
a ser el mismo. Normalmente se sigue un método similar al descrito en el siguiente gráfico:
JEFATURA DE CENTRAL
SOLICITUD DE INTERVENCIÓN
(Programada o No Programada)
GENERACIÓN DE LAORDEN DE TRABAJO
DEPARTAMENTO DE MANTENIMIENTO

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 98
Siendo el departamento de Mantenimiento el encargado de ejecutar la tarea, éste ha de ser
conocedor de la Orden de Trabajo , comunmente conocida como O.T.. En ésta, se describe el equipo
contra el que se genera la orden, a que sistema y subsistema de la instalación pertenece, una breve
descripción del problema que acontece a tal equipo o parte de la instalación, y por su puesto, el
procedimiento que aplica a tal intervención.
Así pues, una vez el equipo de mantenimiento posee la O.T. en su poder, puede y debe consultar el
procedimiento que se nombra en dicha orden, mediante el cual obtendremos valiosa información sobre
herramientas necesarias, instrucciones de ejecución de la tarea, y en determinados casos el tiempo
máximo de ejecución de la tarea; dándoles esta última situación en instalaciones donde la realización
de la intervención presenta una exposición a algún material tóxico o entraña un determinado peligro al
equipo de personas que llevan a cabo la tarea.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 99
9.4) Procedimientos para mantenimiento de cojinetes:
Ciertos cojinetes en las turbinas que funcionan a 3000 y 3600 RPM soportan pesos de rotores
relativamente ligeros y pueden cargarse ligeramente bajo algunas condiciones. Para evitar la
inestabilidad de la flecha, o eje donde están acoplados turbina y generador, en estos casos, se utilizan
las cojinetess con doble segmento basculante (DTP, por sus siglas en inglés).
Estas cojinetess se utilizan normalmente para soportar los elementos de alta presión (HP, por sus siglas
en inglés) y de recalentamiento (RHT, por sus siglas en inglés) de tales turbinas.
Recientemente, las unidades nuevas se han enviado también con una chumacera DTP en la primera
posición de la tolva. Todos los diseños DTP consisten en una carcaza que contiene seis
segmentos de acero con metal antifricción (babbitt) vaciado por medios centrífugos en la superficie del
cojinete.
Los segmentos se apoyan en un orificio cilíndrico en la carcaza dela cojinete, con tres segmentos
basculantes por cada mitad. La parte posterior de cada segmento tiene un radio de curvatura más
pequeño que el orificio de la carcasa, para que así esté libre para pivotear en la dirección de la rotación
de la flecha. Esto permite que cada segmento obtenga una cuña óptima de película de aceite. También
se maquina un radio grande en dirección axial en la parte posterior de cada segmento para permitir que
los segmentos se alineen a sí mismos con el muñón del eje.
Los ajustes de gancho en la carcasa retienen a los segmentos durante el manejo y se evita que cada
segmento gire por medio de un perno de bloqueo con ajuste flojo.
Los cojinetes estándar están diseñadas para un diámetro interior maquinado para igualar el diámetro del
muñón del eje más 0,0013 pulgadas (0,033 milímetros) por pulgada de diámetro del muñón para
cojinetes de 15 pulgadas (381 milímetros) y menores, y más 0,0015 pulgadas (0,038 milímetros) por
pulgada para muñones de 16 pulgadas (406 milímetros) y mayores. Los tres segmentos superiores
contienen placas de ajuste (rectangular en diseños más viejos, circular en diseños más nuevos) que
pueden utilizarse para ajustes de holgura. Algunos cojinetes están diseñadas con holguras especiales.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 100
9.4.1) PROCEDIMIENTO PARA REVISAR LA HOLGURA VERTICAL DEL
COJINETE RADIAL DE SEGMENTOS BASCULANTES :
OBJETO
El objeto del procedimiento consiste en establecer las actividades que deben realizarse para la verificar
la holgura vertical del cojinete radial de segmentos basculantes del Alternador Principal de la planta.
(*) Notar que al estar basado este procedimiento en instrucciones del fabricante, únicamente, su
estructura no será igual que la de los procedmientos eléctricos descritos anteriormente.
Los cojinetes radiales (de apoyo) de segmentos basculantes se fabrican con tolerancias estrictas.
Aunque depende del tamaño del cojinete, el diámetro interior del anillo de alineación generalmente se
mantiene a 0,0005".
La torelancia radial del segmento basculante típicamente se mantiene a 0,00025". La tolerancia real de
los segmentos se puede grabar en el extremo de cada zapata y puede utilizarse como una comparación
para determinar el desgaste de la pieza.
Varios enfoques se pueden utilizar para medir la holgura vertical de la chumacera de segmentos
basculantes. De acuerdo con las tolerancias implicadas, debe ser evidente que se requieren cuidado y
precisión para obtener resultados significativos. Aunque es posible determinar la holgura aproximada
del cojinete sobre la unidad, el más exacto, y a menudo el único método, requiere que el cojinete se
desmonte.
__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 101
A. Holgura d l Cojinete con Respecto al Eje:
1. Con la flecha descansando en la mitad inferior, aceite ligeramente la mitad superior de la flecha.
2. Coloque alambre fusible de plomo del grosor apropiado, en forma circunferencial sobre la flecha
debajo de cada extremo del segmento basculante central superior. El alambre fusible de plomo debe ser
lo suficientemente largo para cubrir todo el arco del metal antifricción del segmento basculante central.
El diámetro del alambre fusible debe ser de aproximadamente 0,010 pulgadas (0,25 milímetros) más
grande que la holgura vertical prevista para la primera revisión.
3. Instale la mitad superior y apriete los tornillos de la junta hasta que la junta horizontal esté cerrada
según un calibrador de holguras de 0.0015 pulgadas (0,038 milímetros).
4. Quite la mitad superior y mida con micrómetro cada uno de los dos alambres en tres lugares (borde
de ataque, centro, y borde de salida). El promedio de las seis lecturas es la holgura vertical con respecto
a la flecha.
NOTA
No debe efectuarse una revisión con alambre de plomo para determinar la holgura vertical de un
cojinete DTP de cuatro segmentos basculantes del tipo de Diseño D. Los cojinetes de este tipo, que
funcionan con la junta horizontal dela cojinete en una ubicación diferente a la junta horizontal del
componente de soporte, no posibilitarán la medición de lecturas puesto que el alambre de plomo será
destruido después de hacer rodar al cojinete a su posición operacional normal.
Se recomienda utilizar los métodos de las secciones siguientes, los cuáles pueden requerir desmontaje,
e implicar indirectamente, una Parada o salida del sistema.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 102
B. Holgura del Cojinete con Respecto al Mandril:
NOTA
El tamaño del mandril debe ser igual al diámetro real de la flecha más la holgura del cojinete
mecanizado. Para tamaños de cojinete de 15 pulgadas (3,81 milímetros) y menores, la holgura
mecanizada es de 1,3 milipulgadas (0,033 micras) por pulgada de diámetro de la flecha. Para tamaños
de chumacera de 16 pulgadas (4,06 milímetros) y mayores, la holgura maquinada es de 1,5
milipulgadas (0,038 micras) por pulgada de diámetro de la flecha. Observe que existen holguras
especiales de chumaceras. Si la holgura del diseño no se conoce, póngase en contacto con su
representante PGSD local.
1. Con el mandril apoyado sobre el segmento basculante central inferior, aceite ligeramente la parte
superior del mandril.
2. Coloque una calza de acero inoxidable del grosor apropiado en ambas juntas horizontales. El grosor
de la calza no debe ser menor a 0,015 pulgadas (0,38 milímetros). La calza debe cubrir el área en
ambos lados de los pernos de la junta horizontal.
3. Coloque el alambre fusible de plomo del grosor apropiado en forma circunferencial sobre la flecha
debajo de cada extremo del segmento basculante central superior. El alambre fusible debe ser lo
suficientemente largo para cubrir todo el arco de metal antifricción del segmento basculante central. El
diámetro del alambre fusible debe ser de aproximadamente 0,010 pulgadas(0,25 milímetros) más
grande que la holgura vertical prevista para la primera revisión.
4. Instale la mitad superior y apriete los tornillos de la junta hasta que la junta horizontal está cerrada
según un calibrador de holguras de 0,0015 pulgadas (0,038 milímetros).
5. Quite la mitad superior y mida con micrómetro cada uno de los dos alambres en tres lugares (borde
de ataque, centro, y borde de salida). El promedio de las seis lecturas es la holgura vertical con respecto
al mandril.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 103
6. Encuentre la holgura vertical con respecto a la flecha como sigue.
A = (diámetro del mandril) menos (diámetro de la flecha)
B = (holgura vertical con respecto al mandril) menos (grosor de la calza)
Holgura vertical con respecto a la flecha = A + B
C. Holgura del Cojinete con respecto al Mandril (Métodos Alternos)
Tres métodos adicionales de inspección se describen abajo. El primer método da lugar a medidas
exactas sin importar el diseño del cojinete, pero requieren herramental excesivo. El segundo y tercer
métodos pueden realizarse con un micrómetro pero son menos exactos.
Método Número 1
Construya un mandril como accesorio para fijar el segmento basculante en posición. La parte cilíndrica
del mandril es igual al diámetro de la flecha. Una superficie plana maquinada en el diámetro externo
evitará que el mandril ruede. El plano debe ser paralelo al lado opuesto del diámetro. Usando un
indicador de carátula con divisiones de 0,0001 pulgadas y bloques calibrados de indicación, puede
inspeccionarse el grosor radial del segmento basculante.
Establezca la altura del mandril. Para esta dimensión, agregue el grosor marcado en el segmento
basculante.
Apoye cuidadosamente el segmento basculante sobre el mandril, (Véase la figura A–1). Mida y registre
el grosor radial de cada segmento basculante. Estas mediciones junto con los diámetros del anillo de
alineación y de la flecha se utilizan para calcular la holgura del cojinete.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 104
Método Número 2
1. Este método puede utilizarse solamente en diseños del segmento basculante que tienen un soporte
oscilante a lo largo de la longitud axial completa. Con un micrómetro de bola mida el grosor desde la
tira oscilante hasta el diámetro del metal antifricción (Véase la figura A–2). Utilice un "tacto" muy
ligero al medir porque la bola mellará fácilmente el metal antifricción. Las fórmulas dadas en el
método 1 se pueden utilizar para calcular las holguras.
Método Número 3
2. Este método puede utilizarse para examinar el grosor del segmento basculante, sin importar el tipo
del segmento basculante. Mida y registre el diámetro de la flecha. Coloque el segmento basculante de
la chumacera, o cojinete, encima del eje. Mida sobre ela eje y el segmento basculante Reste el
diámetro de la flecha de esta medición para obtener el grosor radial del segmento basculante del
cojinete (cuando se mida sobre un soporte del segmento basculante o sobre un diseño de doble
segmento asculante, cerciórese de medir sobre el punto más alto del segmento). Utilice las fórmulas del
método 1 para calcular la holgura.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 105
A N E X O I
FIGURAS REPRESENTATIVAS DE LOS DIFERENTES
MÉTODOS A APLICAR

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 106
Uso del mandril para medir el segmento basculante
Holgura (Método No. 1)
Ejemplo:Diámetro Interior del Anillo de Alineación .................................. 7.000”– Grosor Promedio del Segmento Basculante X 2 ........................... 1,991”= Diámetro Interior del cojinete ............................................... 5.009”– Diámetro de la Flecha ................................................................... 5.000”= Holgura dela cojinete .............................................................. 0.009”

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 107
Uso de los micrómetros para medir la holgura del segmento basculante .
(a) Método No.2
(b) Método No. 3

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 108
9.4.2) PROCEDIMIENTO PARA RESTAURAR EL DIÁMETRO INTERIOR USANDO
EL MANDRIL :
1. Con solamente el segmento basculante central de la parte inferior ensamblado en la mitad inferior,
instale un mandril de la medida correcta en la mitad inferior (cerciórese de que el mandril oscile en el
segmento basculante de la parte inferior y de que no esté apoyándose sobre los sellos de los extremos).
Usar un calibrador de orificio pequeño de 0,200 – 0, 300 pulgadas(5,08 - 7,62 milímetros), mida entre
el mandril y el diámetro interior del sello de la carcaza en ambos extremos. Centre el mandril en este
diámetro interior horizontalmente, utilizando calzas en la junta horizontal.
2. Tome la lectura en la posición de 6 en punto en ambos extremos. Promedie las dos lecturas y nivele
el mandril utilizando calzas en un extremo.
3. Ajuste las calzas detrás del segmento basculante de desgaste central de la parte inferior en la carcaza
para centrar el mandril, o para obtener una posición deseada del rotor en la carcaza. Revise la holgura
vertical del diámetro interior de la carcaza al mandril para verificar la obtención de la ubicación
correcta.
4. Con el segmento basculante central ya ubicado, instale los dos segmentos laterales. Repita el paso 2.
Si la lectura promedio vertical no ha cambiado, agregue calzas detrás de los segmentos de desgaste
laterales de la carcaza para meter los segmentos basculantes laterales hasta que apenas entren en
contacto con el mandril. Si la lectura promedio vertical ha aumentado, quite las calzas detrás de los
segmentos de desgaste laterales de la carcaza para sacar los segmentos basculantes laterales hasta que
los tres segmentos basculantes entren en contacto con el mandril simultáneamente (dentro de 0,002
pulgadas(0,05 milímetros)). La cantidad de calzas a agregarse o quitarse puede ser determinada por las
medidas de la holgura del segmento basculante usando un calibrador de holguras entre el mandril y la
superficie del metal de antifricción del segmento basculante.
Cerciorarse de que el mandril permanezca centrado vertical y horizontalmente.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 109
5. Con los tres segmentos de la mitad inferior ya ubicados, instale solamente el segmento
basculante central superior en la mitad superior. Utilizando el procedimiento del Apéndice I B, revise
la holgura de la chumacera con respecto al mandril. Ajuste la posición del segmento basculante central
superior para obtener la holgura vertical deseada calzando detrás del ajuste en la placa en el segmento
basculante.
6. Con el segmento basculante central superior ahora ubicado, ponga la mitad superior de arriba hacia
abajo y ensamble los segmentos laterales. Repita el paso 2 y el paso 4 para ubicar adecuadamente los
segmentos laterales.
7. Esto termina el proceso. Es buena práctica hacer una revisión final de la holgura vertical del rotor en
el reensamble. El valor obtenido aquí será frecuentemente alrededor de 0,002 pulgadas(0,05
milímetros) más grande que lo predicho por la revisión con mandril. Esto es debido a la desviación del
segmento basculante y del pivote. Esto es normal y no requiere ninguna acción correctiva.
Para chumaceras con cuatro segmentos basculantes el proceso es similar. Dos segmentos se instalan en
una de las mitades de la chumacera. El mandril se coloca en esta mitad de la chumacera y se ejecutan
los pasos 1 y 2 antes mencionados.
Después se centran los segmentos calzándolos. Este procedimiento se repite después con la otra mitad
de la chumacera.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 110
A N E X O I
FIGURAS REPRESENTATIVAS

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 111

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 112
9.4.3) PROCEDIMIENTO PARA EL MANTENIMIENTO DE LOS ACTUADORES
MOTORIZADOS :
I. CORRECCION DE LAS FUGAS DE FLUIDO
El hecho de que el vástago del pistón del actuador esté húmedo es una situación de funcionamiento
normal. En cambio si el fluido está goteando del cilindro indica que probablemente esté desgastado el
retén del vástago del pistón, y se deberá substituir en la primera ocasión en que sea posible.
Entrelas causas de desgaste del retén están las marcas o arañazos en el vástago del pistón, la falta de
alineación entre la cremallera del actuador motorizado y el piñón del árbol de levas, la contaminación
del fluido y el desgaste normal del retén. Estas causas se deben investigar para corregir la situación.
A. Siempre que se substituya el retén de un vástago se debe instalar al mismo tiempo un casquillo de
vástago nuevo y rascadores de aceite y suciedad. Para instalar el retén, el casquillo y los rascadores:
1. Desmontar la guía de la zapata de la cremallera y expulsar el pasador cónico de la
cremallera.
2. Soltar las conexiones de tubería del cilindro y girar el actuador en sus articulaciones hasta
que la cremallera libre el piñón.
3. En el caso de las válvulas de control de entrada o de extracción de vapor principal accionadas por
leva y montadas en la envolvente, hay que desenroscar la cremallera del vástago del pistón.
En el caso de las válvulas de control, válvulas de parada principal y de recalentamiento y válvulas de
interceptación montadas en la envolvente con accionamiento directo, hay que desmontar de la válvula
el cilindro actuador.
4. Quitar las tuercas de los tensores (13), Figura 1 y desmontar la placa de retención (10) del
cilindro actuador.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 113
5. Deslizar el casquillo del vástago (9) y los rascadores (7) y (8) del vástago del pistón.
6. Sacar el vástago del pistón del actuador fuera del cilindro justamente lo suficiente para situar en
posición el retén del vástago (5) y permitir su substitución. Retirar el retén del vástago.
7. Desmontar el anillo de sellado del casquillo (11), el anillo de presión (4), el muelle (3) y el
casquillo interior (2).
8. Instalar un casquillo interior nuevo (2), un muelle nuevo (3), un anillo de presión nuevo (4) y
un retén de vástago nuevo (5) (todos ellos forman parte del juego de piezas de recambio).
Cerciorarse de que las piezas asientan firmemente en el cabezal (12).
9. Instalar un anillo nuevo de sellado del casquillo del vástago (11).
10. Deslizar un casquillo nuevo (9) sobre el vástago del pistón y a continuación instalar el primer
rascador (7) (con el extremo abierto hacia el cilindro) en el alojamiento del casquillo.
11. Deslizar el casquillo cuidadosamente alejándolo del cilindro hasta que el rascador (7) llegue
justamente al extremo de la superficie pulida del vástago del pistón. En esta posición el alojamiento del
casquillo quedará accesible para instalar el segundo rascador (8).

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 113
6. Sacar el vástago del pistón del actuador fuera del cilindro justamente lo suficiente para situar en
posición el retén del vástago (5) y permitir su substitución. Retirar el retén del vástago.
7. Desmontar el anillo de sellado del casquillo (11), el anillo de presión (4), el muelle (3) y el
casquillo interior (2).
8. Instalar un casquillo interior nuevo (2), un muelle nuevo (3), un anillo de presión nuevo (4) y
un retén de vástago nuevo (5) (todos ellos forman parte del juego de piezas de recambio).
Cerciorarse de que las piezas asientan firmemente en el cabezal (12).
9. Instalar un anillo nuevo de sellado del casquillo del vástago (11).
10. Deslizar un casquillo nuevo (9) sobre el vástago del pistón y a continuación instalar el primer
rascador (7) (con el extremo abierto hacia el cilindro) en el alojamiento del casquillo.
11. Deslizar el casquillo cuidadosamente alejándolo del cilindro hasta que el rascador (7) llegue
justamente al extremo de la superficie pulida del vástago del pistón. En esta posición el alojamiento del
casquillo quedará accesible para instalar el segundo rascador (8).

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 114
A N E X O I
FIGURAS REPRESENTATIVAS

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 115

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 116
9.4.4) MANTENIMIENTO DE LAS ESCOBILLAS – APAREJOS Y COLECTORES :
9.4.4.1) GENERALIDADES :
Los colectores consisten de forjas de acero tratado en caliente, insertadas a presión sobre anillos
aislantes que a su vez, están insertados a presión en la flecha del generador. Una ranura en espiral está
maquinada en la superficie exterior de cada anillo y sirve para ayudar a obtener una distribución de
corriente aproximadamente igual en el colector, en las escobillas y en los conductores.
El colector está equipado con un ventilador de capacidad adecuada para proveer aire filtrado al colector
y a las escobillas.
Las escobillas para los generadores de corriente alterna están hechas de diferentes compuestos de
materiales de grafito natural y aglomerantes. Tienen un coeficiente de fricción bajo y son
autolubricantes. Cada escobilla está provista de dos conductores flexibles de cobre o “rabos de cerdo”.
Un resorte de presión constante está montado radialmente (como parte del soporte de la escobilla)
sobre cada escobilla, para que la presión sea aplicada justo en la línea central de ésta.
Éste es un resorte embobinado concéntricamente, que no requiere ajustes de presión.
Varios portaescobillas recubiertos con plata, que a su vez conducen, cada uno, varias escobillas
en posición radial, están insertados en las barras de soporte de latón recubierto con plata. Las barras
están localizadas axialmente y atornilladas para soportar los anillos que son concéntricos con respecto a
cada anillo colector.
Normalmente se agrega un maneral o “maneta” de plástico al portaescobillas para el manejo, bloqueo y
desbloqueo del mismo en las barras de soporte. Esto se logra mediante un arreglo de perno-y-leva, el
cual aplica la fuerza de compresión de un grupo de roldanas de resorte, al miembro perfilado de la
cuña.
Abajo se adjunta un detalle de alzado y perfil, a modo de ilustración del portaescobillas para el
reemplace de los carbones o material del que esten hechas las escobillas.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 117

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 118
9.4.4.2) PROCEDIMIENTO DE SUSTITUCIÓN DE ESCOBILLAS :
1.- GENERALIDADES :
Las condiciones ideales para la operación de la escobilla serían: ponerlas en funcionamiento en anillos
altamente pulidos con un contorno exacto, con vibración cero y con enfriado a temperaturas que no
excedan los 100 °C ( 212 °F ) en un medio con humedad controlada, libre de polvo y de gases
contaminantes. Pensamos que estas condiciones no pueden lograrse en la operación real, pero entre
más se aproxime a ellas, es mejor. Para este fin, se utilizan márgenes amplios en el diseño de colectores
y se tiene extremo cuidado en su fabricación. Sin embargo, hay otros factores de los cuales depende el
buen funcionamiento de la escobilla, y entre ellos están los siguientes:
1. Instalación y operación inicial correctos.
2. Condiciones adecuadas de operación del colector y mantenimiento efectivo de operación.
3. Servicio completo y reacondicionamiento del equipo durante los paros programados.
2.- REFERENCIAS :
- Catálogo del suministrador de recambios ( escobillas ).
- Libro de información e instrucciones para el mantenimiento del fabricante de la máquina
( General Electric ).
3.- ALCANCE Y PERSONAL REQUERIDO :
La persona responsable de aplicar este procedimiento debe poseer los conocimientos y la cualificación
adecuada para la realización de los trabajos.
El personal requerido será de un técnico medio o equivalente y un ayudante.
4.- PRECAUCIONES :
Considerar el hecho de que si se está llevando a cabo una inspección o reparación con el rotor de la
máquina en funcionamiento, existen corrientes de aire que junto a la inercia del eje de la máquina
pueden arrastrar cabellos, ropa ligada a extremidades, etc..
__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 119
5.- EQUIPOS NECESARIOS :
- Para la comprobación de polaridad de las escobillas respectoa tierra se empleará un megóhmetro de
500 voltios. En este caso hay que tener en cuenta que el valor mínimo de la medida ha de ser de 20
MΩ; valores inferiores delatará fallos de aislamiento del alternador.
- Para el cambio de las escobillas no hará falta ninguna herramienta específica, excepto en el caso de
que las escobillas no lleven instalado el maneral; en esa situación se deberá ir provista de una
“maneta” para tal uso.
6.- INSTRUCCIONES :
A) Cambio de Escobillas
1. Gire el maneral del portaescobillas a 90° en sentido contrario a las manecillas del reloj hasta que esté
perpendicular al eje del colector.
2. Gire el maneral a 90°en sentido contrario a las manecillas del reloj e inserte el portaescobillas en una
barra de soporte de repuesto montada sobre el banco de trabajo; luego gire el maneral a 90° en el
sentido de las manecillas del reloj para asegurarlo en su lugar.
3. Antes de instalar las escobillas, asegúrese de que los pernos del soporte de las mismas, esté limpio y
libre de carbón u otro tipo de contaminante. Limpie con un solvente adecuado y con un paño limpio.
No usar lija para limpiar las superficies del perno. Si hay residuos alojados en ese lugar, use una brocha
de lana metálica fina y un solvente para removerlos. Debe limpiarse y secarse totalmente antes de
proceder.
Para instalar las nuevas boquillas, coloque el portaescobillas en una mesa limpia y plana, (se
recomienda cubrir la mesa con un papel grueso o con un cartón limpios, o bien, coloque el

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 120
portaescobillas en un soporte de repuesto (se surte en el alojamiento del colector de algunas
unidades). Gire el maneral a la posición de liberación. Verifique la longitud de los conductores
flexibles o “rabos de cerdo”: deben tener aproximadamente 4.12 pulgadas (104.6 mm) de largo, a partir
de la parte superior de la escobilla, hasta la curva de la terminal.
Insertar las escobillas, una por una, dentro de los pernos en el portaescobillas (magazine). Deslizar la
escobilla hacia arriba y hacia abajo un par de veces para asegurarse de que la escobilla se mueve
libremente. Si esto no sucede, verifique el espaciamiento entre ambos pernos, asegurándose de que
sean paralelos en un rango de 5 milipulgadas (0.13 mm) en toda su longitud. Si no están dentro de la
tolerancia, determine la causa y repárelos o enderécelos, si es
necesario, sin dañar el fino acabado del perno.
Después de verificar que la escobilla se mueva libremente, deslice la escobilla hacia arriba hasta que la
terminal esté en el orificio de montaje, entonces, asegure la terminal al portaescobillas usando los
tornillos proporcionados.
Cuando todas las escobillas estén ensambladas, tomar el portaescobillas y empuje las escobillas contra
el borde de la mesa para elevarlas hasta que los resortes peguen en la parte superior del portaescobillas.
Antes de enganchar el retenedor, verifique que haya una holgura de aproximadamente 1/32 (0.79 mm)
entre las escobillas y el retenedor. Esta holgura es crítica para asegurar la retención adecuada de la
escobilla. Girar el maneral para enganchar el retenedor que sostendrá las escobillas en su lugar durante
la inserción en el aparejo de montaje del soporte colector.
4. Insértese el portaescobillas en el colector y gire el maneral a 90° en el sentido de las manecillas del
reloj, para liberar las escobillas y asegurar el portaescobillas en su lugar.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 121
B) Desgaste del Anillo
Las dos superficies de los anillos colectores se deben mantener a una distancia de 0.060 pulgs.
(1.52mm) una de la otra en el diámetro, para mantener la intercambiabilidad del portaescobillas.
Cambiar la polaridad si es necesario, para igualar el desgaste de los anillos, es una medida preventiva
para desgastes no uniformes.
En los generadores en donde el retenedor está muy próximo al anillo del colector, a menos de .10
pulgs. (2.5 mm), no intercambiar los portaescobillas entre los anillos si los diámetros de estos no
pueden mantenerse dentro de 0.060 pulgs. (1.52 mm) uno del otro.
En lugar de eso:
- numere la mitad de los portaescobillas y la mitad de los
repuestos con el número uno y la otra mitad de portaescobillas y repuestos, con el número 2.
- Asigne el número 1 a los portaescobillas para el anillo interior y el número 2, a los portaescobillas del
anillo exterior.
Las tres partes sujetas a desgaste son los anillos, las escobillas y los pernos guía. El más importante de
estos es el desgaste de los anillos, debido a la cantidad de acero gastado y al perfil para el cual los
anillos son cambiados por la pérdida de material. La tasa de desgaste de los anillos puede variar en
gran medida, dependiendo principalmente de la efectividad de la protección de la película de la
escobilla.
Las tasas de desgaste normalmente son típicamente menores a una milésima (0.025 mm) por cada
1,000 horas para los anillos colectores con orificios axiales de enfriamiento; son algo mayores para los
anillos sin enfriamiento axial. Las tasas del desgaste del orden de 5 milésimas (0.127 mm) por cada
1,000 horas, indican un desempeño pobre del colector. Como regla, las tasas de desgaste no son
constantes.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 122
El desgaste de los anillos se debe a la abrasión mecánica ocasionada por las escobillas y por la
erosión eléctrica o de arqueo del acero que ocasionan a su vez, las corrientes de las escobillas. De los
dos, el desgaste eléctrico es generalmente el mayor.
La reparación periódica de las superficies de los anillos colectores mediante rectificación que corrija su
condición, se considera rutina de mantenimiento, y normalmente los anillos colectores tienen la
capacidad suficiente para durar el tiempo de vida del generador.
C) Desgaste de las Escobillas
El desgaste de las escobillas es una función de algunas variables como lo son: el material de la
escobilla, el material del anillo, la presión del resorte, la carga de corriente de campo, la temperatura
del aire de enfriamiento, la limpieza de los conductos de aire del colector, los tipos y la cantidad de
contaminantes en el aire de enfriamiento, la película de los anillos, la polaridad de anillos, la magnitud
y la frecuencia de vibración de las escobillas, la velocidad de
funcionamiento, etc.
De esta manera, el desgaste de las escobillas variará obviamente entre los diferentes tipos de
generadores. El promedio de vida de las escobillas es típicamente de entre 4 y 6 meses, lo que
corresponde aproximadamente a un rango de 1/3 o ½ pulgs. de desgaste por 1,000 horas de operación.
*) NOTA: Normalmente las escobillas del anillo con polaridad positiva se desgastan más rápidamente.
D) Presión de las escobillas :
La presión recomendable en las escobillas, está en un rango de 1 ½ a 2 psi [10.3-13.8 kPa (105-141
g/cm2)] para anillos de alta velocidad que tienen un buen contorno y baja amplitud de vibración.
Los resortes ó muelles de presión constante con una presión de diseño ligeramente mayor que la
anteriormente mencionada, se usan para permitir la operación en los anillos que han dado señales de
desgaste y vibración.

__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 123
E) Vibraciones de las escobillas :
Las vibraciones de la superficie del colector y de las escobillas, pueden medirse montando un detector
de vibración (acelerómetro, etc.) en la parte superior de una varilla ligera, aislante, colocada
cuidadosamente en contacto con la superficie superior de una escobilla.
Según una Tabla de ASINEL, los límites para la vibración de escobillas de este tipo de máquinas,
estableciendo criterios de aceptación, es la suiguiente :
Con esta orientación sobre valores de aceptación, y las gráficas reales que se dispongan del
Departamento de Operación, el personal de mantenimiento tendrá una idea clara hasta el punto de saber
si en la medida de mantenimiento correctivo, hay que sustituir.
__________________________________________________ PRUEBAS A REALIZAR AL ALTERNADOR
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 124
9.4.4.3) INDICACIONES PARA EL PLAN DE MANTENIMIENTO SOBRE LAS
ESCOBILLAS : (Mantenimiento Preventivo del Colector)
1. Diariamente
a. Verificar por chisporroteo
b. Vibración de la escobilla
c. “Rabos de cerdo” flojos, deshilachados o pavonados
d. Polvo o aceite
e. Cambios en las condiciones originales
f. Escobillas cortas
2. Semanalmente
a. Verificar por sobrecalentamiento
b. Verificar y registrar por sondeo de vibración
c. Remoción y verificación por sondeo de una escobilla
d. Examinar los resortes de las escobillas y las conexiones
e. Verificar que no haya forzamientos o atascamientos en las escobillas
f. Inspeccionar los filtros de aire
3. Mensualmente
a. Observar el anillo con luz estroboscópica
b. Graficar la vibración en una gráfica a largo plazo.
4. Durante los paros
a. Medir excentricidad en cada pista de las escobillas
b. Examinar partes desgastadas y reemplazarlas
c. Verificar tornillería por apriete
d. Limpiar impurezas y polvo
e. Inspeccionar los conductos de aire

______________________________________________________________ PRESUPUESTO MTO. ANUAL
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 125
10) EJEMPLO DE PRESUPUESTO ANUAL PARA EL MTO. DE UNA CENTRAL
ELÉCTRICA:
Para entender la manera de presupuestar una Oferta para el Mantenimiento Anual de una instalación
destinada a la producción de electricidad, hay que darse cuenta del proceso a seguir.
Supongamos una central de Ciclo Combinado, como la que nos ocupa, cuyo funcionamiento va a ser
como Central de Punta y de Llave en mano; esto lo presuponemos así, porque la información de la que
disponemos es para una central de esas características, aunque no hay que perder de vista que una
central con un grupo de 400 MW no se suele destinar a abastecer puntas de carga.
Hecha esta aclaración, pasemos al proceso en sí: al ser una central llave en mano, cuando la empresa
instaladora ha concluído la obra y las pruebas pertinentes ( Prueba de las 100 horas ), la central pasa a
aser propiedad de la empresa explotadora ( ENDESA, GAS NATURAL, etc… ); pasando a ser desde
ese momento responsable de la instalación.
Una vez se ha hecho la entrega de la instalación, hay que Diseñar los Planes de Mantenimiento, y vía
concurso-subasta se generan las Peticiones de Oferta. En esas peticiones de oferta se describen
aspectos de la instalación importantes como a qué va a ser destinada la instalación, clasificación del
tipo de ninstalación, horas de funcionamiento previstas, descripciones técnicas de la central, etc…
A la Petición de Oferta podrán optar todas aquellas empresas registradas que se ocupen o quieran
ocupar de instalaciones de este tipo. Normalmente suelen ser denominadas empresas contratista,
puesto que son contratadas a tal efecto.
Del grueso de Ofertas emitidas por dichas empresas contratistas, se elegirán las que se juzguen más
apropiadas, generando la Aceptación de alguna(s) de ellas.
Poniéndonos en la situación de las empresas contratistas, la oferta a presentar, no es más que un
presupuesto, de lo que estimamos puede costar ese mantenimiento actual; desglodasndo, normalmente,
gastos fijos de los variables.
El resultado podría ser un presupuesto como el siguiente:

______________________________________________________________ PRESUPUESTO MTO. ANUAL
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 126
- Mantenimiento Mecánico ( *** , SA ) :
Parte Fija Parte variable TOTAL
C.T. XXXXX 232392 55000 287392
- Mantenimiento Eléctrico & Instrumentación ( *** , SA ) :
Parte Fija Parte variable TOTAL
C.T. XXXXX 122306 38465 160771
Todo esto genera el contrato desglosado en la siguiente tabla:
- ***, S.A. SERVICIOS :
ELÉCTRICO
CONCEPTO COSTE 2003 Horas/Hombre
Previstas
Precio hora
(€)
Mantenimiento Eléctrico
Fijo (anual)
58950 3952 H.Extra=14,12€
Mantenimiento Eléctrico
Fijo (mensual)
4913 329 A 13,22€ a partir de
6010€ facturados
CONCEPTO COSTE 2003 Horas/Hombre
Previstas
Precio hora
(€)
Mantenimiento Eléctrico
Variable
7212 546 13,22€

______________________________________________________________ PRESUPUESTO MTO. ANUAL
DISEÑO DE PLAN DE MANTENIMIENTO PARA TURBOALTERNADOR DE 400 MWEscola Técnica Superior De Enginyeria (E.T.S.E.) 127
INSTRUMENTACIÓN
CONCEPTO COSTE 2003 Horas/Hombre
Previstas
Precio hora
(€)
Mantenimiento Instrumentación
Fijo (anual)
88424 5928 15,79
Mantenimiento Instrumentación
Fijo (mensual)
7369 494 15,79
CONCEPTO COSTE 2003 Horas/Hombre
Previstas
Precio hora
(€)
Mantenimiento Instrumentación
Variable
6185 392 15,79€
Total fijo = 147374
Total variable = 160771
CRITERIO :
Mantenimiento eléctrico Y Hasta facturación de 6010 Euros, las horas son todas a 14,123 €/hora
Resto de facturación (incluye todo tipo de horas extras) a 13,22 €/hora Estimado 247 dias al año / 8 horas al día; la hora sale a 14,92 €
Mantenimiento instrumentación Y Todas las horas facturadas a 15,79 €/hora
Incluye más “autarquía” (pequeñas construcciones de andamios,etc…)
Estimado 247 dias al año / 8 horas al día; la hora sale a 14,92 €
Normalmente, todo se reduce a una especie de “pacto” entre empresa Propietaria y empresa
Contratista, con unos precios fijos y otros que se pasan por “administración” que se destinan a
“Servicios No Contemplados” en el contrato inicial de mantenimiento.

Id Task Name Duración Comienzo Fin
1 Revisión de la condición de "vacío" del alternador 1 hr mi 04/06/03 mi 04/06/03
2 Salida del Sistema y tiempo prudencial de enfriado 2 días mi 04/06/03 vi 06/06/03
3 Revisión de la calibración y búsqueda de conexiones defectuosas en los termopares (Gas & Devanado Estator) 1 día vi 06/06/03 lu 09/06/03
4 Revisión del estado de aislamiento del estator 5 hrs ma 03/06/03 ma 03/06/03
5 Revisión en busca de roturas y posibles derivaciones (conexiones defectuosas en Estator y Excitatriz) 4 hrs ma 03/06/03 ma 03/06/03
6 Revisión-"Megado" de Estator-Campo-Cojinetes para 10 hrs ma 03/06/03 mi 04/06/03
7 Revisión aislamiento pared-tierra 1 hr ju 05/06/03 ju 05/06/03
D L M M J V S D Ldo 01 jun lu 02 jun ma 03 jun mi 04 jun ju 05 jun vi 06 jun sá 07 jun do 08 jun lu 09 jun
Task
Progress
Milestone
Summary
Rolled Up Task
Rolled Up Milestone
Rolled Up Progress
Split
External Tasks
Project Summary
__________________________________________ DIAGRAMA GANTT PARA PARO MENOR
Page 1
Project: Gant_MS Project 98Date: mi 17/09/03

ANEXO :
NORMATIVA

UNE 20004-3:1968 SIMBOLOS (LITERALES Y GRAFICOS) Y ESQUEMAS EN ELECTROTECNIA.MAQUINAS, TRANSFORMADORES, BATERIAS
UNE 20027-1/1M:1994MAQUINAS ELECTRICAS ROTATIVAS. DEFINICIONES Y TERMINOLOGIADE LAS ESCOBILLAS DE CARBON, PORTAESCOBILLAS, COLECTORES YANILLOS DE COLECTORES.
UNE 20027-1:1978MAQUINAS ELECTRICAS ROTATIVAS. DEFINICIONES Y TERMINOLOGIADE LAS ESCOBILLAS DE CARBON, PORTAESCOBILLAS, COLECTORES YANILLOS COLECTORES
UNE 20027-2:1976MAQUINAS ELECTRICAS ROTATIVAS. MEDIDAS DE LAS ESCOBILLAS,PORTAESCOBILLAS Y CONEXIONES
UNE 20027-3:1978MAQUINAS ELECTRICAS ROTATIVAS. METODOS DE ENSAYO PARA LAMEDIDA DE LAS PROPIEDADES FISICAS DE LOS MATERIALES DE LASESCOBILLAS
UNE 20027-4:1978MAQUINAS ELECTRICAS ROTATIVAS. METODOS DE ENSAYO PARA LAMEDIDA DE LAS PROPIEDADES FISICAS DE LAS ESCOBILLAS DE CARBON
UNE 20041:1954PLACA DE CARACTERISTICAS DE LAS MAQUINAS ELECTRICASROTATIVAS
UNE 20121:1975MAQUINAS ELECTRICAS ROTATIVAS LIMITES DE RUIDO ADMISIBLES.
UNE 20126:1975

MAQUINAS ELECTRICAS ROTATIVAS. DIMENSIONES DE LOS COLECTORESY ANILLOS ROZANTES
UNE 20143:1978MAQUINAS ELECTRICAS ROTATIVAS. CONVENIOS RELATIVOS A LADESCRIPCION DE LAS MAQUINAS SINCRONAS
UNE 20157:1982 MAQUINAS ELECTRICAS ROTATIVAS. PROTECCION TERMICAINCORPORADA. REGLAS PARA LA PROTECCION DE LAS MAQUINASELECTRICAS ROTATIVAS
UNE 20157:1984 ERRATUMMAQUINAS ELECTRICAS ROTATIVAS PROTECCION TERMICAINCORPORADA. REGLAS PARA LA PROTECCION DE LAS MAQUINASELECTRICAS ROTATIVAS
UNE 20160:1981 MEDIDA DE LA RESISTENCIA DE LOS ARROLLAMIENTOS DE UNAMAQUINA DE CORRIENTE ALTERNA EN SERVICIO
UNE 20113-18-32:1996MAQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 32:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS PREFORMADOS.EVALUACIÓN ELÉCTRICA DE LOS SISTEMAS DE AISLAMIENTOUTILIZADOS EN MÁQUINAS DE HASTA 50 MVA Y 15 KV, INCLUSIVE.
UNE-EN 50209:1999ENSAYO DEL AISLAMIENTO DE BARRAS Y BOBINAS DE MÁQUINAS DEALTA TENSIÓN.
UNE-EN 50209:1999 ERRATUMENSAYO DEL AISLAMIENTO DE BARRAS Y BOBINAS DE MÁQUINAS DEALTA TENSIÓN.
UNE-EN 60034-1 CORR:2000MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 1: CARACTERÍSTICASASIGNADAS Y CARACTERÍSTICAS DE FUNCIONAMIENTO.
UNE-EN 60034-1/A11:2003 MAQUINAS ELÉCTRICAS ROTATIVAS. PARTE 1: CARACTERÍSTICASASIGNADAS Y CARACTERÍSTICAS DE FUNCIONAMIENTO.

UNE-EN 60034-1/A1:1999MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 1: CARACTERÍSTICASASIGNADAS Y CARACTERÍSTICAS DE FUNCIONAMIENTO.
UNE-EN 60034-1/A2:2000MAQUINAS ELÉCTRICAS ROTATIVAS. PARTE 1: CARACTERÍSTICASASIGNADAS Y CARACTERÍSTICAS DE FUNCIONAMIENTO.
UNE-EN 60034-12/A11:1999MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 12: CARACTERÍSTICAS DEARRANQUE DE LOS MOTORES TRIFÁSICOS DE INDUCCIÓN DE JAULA CONUNA SOLA VELOCIDAD PARA TENSIONES DE ALIMENTACIÓN IGUALES OINFERIORES A 690 V, 50 HZ.
UNE-EN 60034-14:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 14: VIBRACIONESMECÁNICAS DE DETERMINADAS MÁQUINAS CON ALTURA DE EJE IGUALO SUPERIOR A 56 MM. MEDICIÓN, EVALUACIÓN Y LÍMITES DE LAINTENSIDAD DE VIBRACIÓN. .
UNE-EN 60034-16-1:1996MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 16: SISTEMAS DEEXCITACIÓN PARA MÁQUINAS SÍNCRONAS. CAPÍTULO 1: DEFINICIONES.
UNE-EN 60034-18-1/A1:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 1: PRINCIPIOSDIRECTORES GENERALES.
UNE-EN 60034-18-1:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 1: PRINCIPIOSDIRECTORES GENERALES.
UNE-EN 60034-18-21/A1:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 21:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS DE HILO. EVALUACIÓNTÉRMICA Y CLASIFICACIÓN.
UNE-EN 60034-18-21/A2:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 21:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS DE HILO. EVALUACIÓNTÉRMICA Y CLASIFICACIÓN.
UNE-EN 60034-18-21:1996 MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 21:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS DE HILO. EVALUACIÓNTÉRMICA Y CLASIFICACIÓN.
UNE-EN 60034-18-22:2003MAQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 22:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS DE HILO.CLASIFICACIÓN DE LAS MODIFICACIONES Y DE LA SUSTITUCIÓN DECOMPONENTES DEL AISLAMIENTO.
UNE-EN 60034-18-31/A1:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 31:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS PREFORMADOS.EVALUACIÓN TÉRMICA Y CLASIFICACIÓN DE LOS SISTEMAS DEAISLAMIENTO UTILIZADOS EN MÁQUINAS HASTA 50 MVA Y 15 KV,INCLUSIVE.
UNE-EN 60034-18-31:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 18: EVALUACIÓNFUNCIONAL DE LOS SISTEMAS DE AISLAMIENTO. SECCIÓN 31:PROCEDIMIENTOS DE ENSAYO PARA DEVANADOS PREFORMADOS -EVALUACIÓN TÉRMICA Y CLASIFICACIÓN DE LOS SISTEMAS DEAISLAMIENTO UTILIZADOS EN MÁQUINAS HASTA 50 MVA Y 15 KVINCLUSIVE.
UNE-EN 60034-1:1999MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 1: CARACTERÍSTICASASIGNADAS Y CARACTERÍSTICAS DE FUNCIONAMIENTO.
UNE-EN 60034-2/A1:1998MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 2: MÉTODOS PARA LADETERMINACIÓN DE LAS PÉRDIDAS Y DEL RENDIMIENTO DE LASMÁQUINAS ELÉCTRICAS ROTATIVAS A PARTIR DE LOS ENSAYOS(EXCEPTO LAS MÁQUINAS PARA VEHÍCULOS DE TRACCIÓN).
UNE-EN 60034-2/A2:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 2: MÉTODOS PARA LADETERMINACIÓN DE LAS PÉRDIDAS Y DEL RENDIMIENTO DE LASMÁQUINAS ELÉCTRICAS ROTATIVAS A PARTIR DE LOS ENSAYOS(EXCEPTO LAS MÁQUINAS PARA VEHÍCULOS DE TRACCIÓN).

UNE-EN 60034-2:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 2: MÉTODOS PARA LADETERMINACIÓN DE LAS PÉRDIDAS Y DEL RENDIMIENTO DE LASMÁQUINAS ELÉCTRICAS ROTATIVAS A PARTIR DE LOS ENSAYOS(EXCEPTO LAS MÁQUINAS PARA VEHÍCULOS DE TRACCIÓN).
UNE-EN 60034-3:1996 MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 3: REGLAS ESPECÍFICASPARA LAS TURBOMÁQUINAS SÍNCRONAS.
UNE-EN 60034-4:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 4: MÉTODOS PARA LADETERMINACIÓN DE LAS MAGNITUDES DE LAS MÁQUINAS SÍNCRONAS APARTIR DE ENSAYOS.
UNE-EN 60034-5:2003MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 5: GRADOS DE PROTECCIÓNPORPORCIONADOS POR EL DISEÑO INTEGRAL DE LAS MÁQUINASELÉCTRICAS ROTATIVAS (CÓDIGO IP). CLASIFICACIÓN.
UNE-EN 60034-6:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 6: MÉTODOS DEREFRIGERACIÓN (CÓDIGO IC).
UNE-EN 60034-7/A1:2003MAQUINAS ELÉCTRICAS ROTATIVAS. PARTE 7: CLASIFICACIÓN DE LOSTIPOS DE CONSTRUCCIÓN, DE LAS DISPOSICIONES DE MONTAJE YPOSICIÓN DE LA CAJA DE BORNES (CÓDIGO IM).
UNE-EN 60034-7:1997MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 7: CLASIFICACIÓN DE LOSTIPOS DE CONSTRUCCIÓN Y DE LAS DISPOSICIONES DE MONTAJE(CÓDIGO IM).
UNE-EN 60034-7:1998 ERRATUMMÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 7: CLASIFICACIÓN DE LOSTIPOS DE CONSTRUCCIÓN Y DE LAS DISPOSICIONES DE MONTAJE(CÓDIGO IM).
UNE-EN 60034-8:2003MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 8: MARCAS DE LOS BORNESY SENTIDO DE GIRO.
UNE-EN 60034-9:1999MÁQUINAS ELÉCTRICAS ROTATIVAS. PARTE 9: LÍMITES DE RUIDO. UNE-EN 60276:1997DEFINICIONES Y TERMINOLOGÍA DE LAS ESCOBILLAS DE CARBÓN, LOSPORTAESCOBILLAS, LOS COLECTORES Y LOS ANILLOS COLECTORES.

UNE 18071:1959ANILLOS DE ENGRASE
UNE 18073:1959RANURAS DE ENGRASE. ANCHO DE LAS RANURAS PARA ANILLOS DEENGRASE, EN LOS CASQUILLOS DE COJINETES
UNE-EN 60751/A2:1996 SONDAS INDUSTRIALES DE RESISTENCIA TERMOMÉTRICA DE PLATINO.
UNE-EN 60751:1996SONDAS INDUSTRIALES DE RESISTENCIA TERMOMÉTRICA DE PLATINO.
Top Related