






Idiomas
Páginas
Jurídico


EL USO DEL ANÁLISIS DE REGRESIÓN
MÚLTIPLE EN ESTACIÓN DE
TRATAMIENTO DE EFLUENTES DE LA
INDUSTRIA DEL PAPEL
JOHNNY ROCHA JORDAN (UNIPLAC)
Giovani Letti (UNIPLAC)
A industria de pulpa y papel, y se clasifica como contar con un alto
potencial contaminador, sólo por detrás de las curtidurías, los
mataderos y las industrias petroquímicas. A pesar de haber invertido
importantes sumas de dinero en la adoppción de medidas para reducir
al mínimo el impacto ambiental causado por su actividad industrial, es
necesario encontrar otras soluciones que pueden ayudar en las
actividades de la lucha contra la contaminación.Las industrias, en
general, utilizamos los cuerpos receptores (ríos y arroyos) para
capturar el agua necesaria para el proceso de producción y/o el
destino de sus residuos industriales líquidos (efluentes). Uno de los
parámetros analizados en el efluente y la llamada demanda bioquímica
de oxígeno (DBO) que indica de manera indirecta, la concentración de
materia orgánica presente en el efluente.Para cumplir con el
requisito de la ley, un número significativo de variables que se deben
analizar y controlar desvío, el tratamiento de los efluentes y de ocupar
el tiempo de los operadores de la estación de tratamiento de efluentes
en las pruebas de laboratorio.El objetivo de este trabajo es encontrar
una ecuación que permite predecir la eficacia de la reducción de la
carga orgánica, por medio de una técnica estadística denominada
regresión lineal múltiple.
Palavras-chaves: Análisis de regressión, DQO, DBO
XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario.
Belo Horizonte, Brazil, 04 to 07 October – 2011
XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
2
1. Introducción
Las industrias, en general, utilizán los cuerpos receptores (ríos y arroyos) para capturar el
agua necesaria para el proceso de producción y/o el destino de sus residuos industriales
líquidos (efluentes). Uno de los parámetros analizados en el efluente y la llamada demanda
bioquímica de oxígeno (DBO) que indica de manera indirecta, la concentración de materia
orgánica presente en el efluente.
En Santa Catarina, la Ley 14.675 /2009 específico como la pena máxima de 60 mg/L de
materia orgánica que puede iniciarse en el cuerpo receptor. Este límite es, en cierta medida
relajado en la misma ley, por lo que permite que la empresa adopta como parámetro al vertido
de los efluentes un porcentaje de al menos el 80% de la carga orgánica que proviene de la
planta de tratamiento de efluentes. Para lograr este requerimiento legal, un número
significativo de variables que se deben analizar y controlar desvío, el tratamiento de los
efluentes y de ocupar el tiempo de los operadores de la estación de tratamiento de efluentes en
las pruebas de laboratorio.
La industria de pulpa y papel, que es un segmento de la cual forma parte de esta empresa que
proporcionan los datos utilizados en este trabajo, y clasificado como contar con un alto
potencial contaminador y ha invertido cantidades significativas en la adopción de medidas
para minimizar el impacto ambiental causado por su actividad industrial.
El objetivo de este trabajo es encontrar una ecuación que permite predecir la eficacia de la
reducción de la carga orgánica, por medio de una técnica estadística denominada regresión
lineal múltiple.
2. La industria de pulpa y papel en Brasil y en Santa Catarina
La estructura de la Industria de Pulpa y Papel es bastante compleja, en cuanto a los diferentes
tipos de productos fabricados y la tecnología dinámica que hace que su producción.
El estado de Santa Catarina tiene un papel destacado en el panorama nacional de la industria,
que figura en el tercer lugar en la fabricación de papel y en el primer lugar para fabricar papel
de embalaje, incluso contando con sólo el 10% del número de empresas en este segmento de
la industria.
Es habitual que la clasificación de las industrias en seis segmentos: papel de periódico,
papeles para impresión y escritura; papel para fines sanitarios (tejido); tarjetas y cartones,
papeles especiales y papel de embalaje (JORDAN, 2001).
Cada uno de estos subsegmentos tiene sus propias peculiaridades a la luz de su proceso de
fabricación, las características de sus productos, y sus formas de comercialización.
Sin embargo, lo que tienen en común entre estos subsegmentos, y que esta es una industria
intensiva en el uso de los recursos naturales (madera y agua) y se instala, por regla general,
por el lado de un río o arroyo, con el fin de poder captar el agua que se necesita para sus
procesos industriales.
La Figura 1 muestra el diagrama simplificado del efluente generación, en las principales
etapas del proceso de producción.

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
3
Madeira
Cozimento, Lavagem,
Depuração
Evaporação
Recuperação
Caustificação
Estação de Tratamento
de Efluentes (ETE)
Estação de Tratamento
de Água (ETA)
Rio Rio
FIGURA 1- simplificado diagrama de flujo de las aguas residuales generación por etapa productiva
3. El tratamiento de efluentes (ETE)
El tratamiento de los efluentes y dimensionan en función del tipo de efluentes que existe en la
industria y a la luz de la superficie disponible para la planta.
Por lo tanto, es común encontrar en las estaciones de tratamiento de efluentes, las siguientes
etapas básicas de la instalación:
pretratamiento
tratamiento primario
tratamiento secundário
EL pre-tratamiento tiene como objetivo eliminar los sólidos más gruesas, tales como los
escombros, arena, grava y cenizas, a través de equipos específicos, como tamices y cuadrícula
de bares. En la etapa primaria, eliminar los sólidos más bajos y una pequeña parte de la
materia orgánica (10-15 %) presentes en el efluente.
Ya la función de la planta de tratamiento secundario es el de eliminar la mayor parte de la
carga orgánica, utilizando las lagunas de estabilización lagunas aireadas, lodos activados y
filtros biológicos.
Cada una de estas técnicas tiene sus ventajas y desventajas, y es que la mayoría de las
empresas en el segmento obras hoy día con el sistema de lodos activados (JORDAN, 2001),
que proporcionan una reducción significativa de la carga orgánica, con un costo relativamente
bajo y un área para la ubicación y inferior al sistema de lagunas de estabilización, por
ejemplo.
Algunas compañías pueden utilizar un tratamiento terciario si desean por alguna razón

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
4
ambiental estratégica o eliminar o reducir al mínimo el color del efluente. La Figura 2 muestra
un diagrama simplificado de un ETE.
Tratamento primário
Afluente industrial
Tratamento secundário Efluente industrial
Pré-tratamento
Tratamento terciário
Opcional
Rio
Efluente industrial
FIGURA 2 - diagrama simplificado de una planta de tratamiento de efluentes
4. Análisis de regresión múltiple
La elección de la técnica de análisis estadísticos sobre el hecho de que existe un gran número
de variables independientes, capaces (o no) para explicar las variaciones que existen en la
variable dependiente (HAIR, Jr. et al, 2005), citado en la introducción a este trabajo, que es la
eficiencia de la reducción de la DBO.
Además, la regresión lineal múltiple es útil en la selección de las variables que son realmente
importantes y que, por lo tanto, contribuirá a un mejor agarre del modelo.
Otro punto importante es que la ecuación de regresión múltiple permite agregar cualquier
número de variables independientes, que puede tomar valores continuos o discontinuos
(SAMOHYL, 2009).
ECUACIÓN 1: ecuación de regresión lineal múltiple
En la ecuación 1, además de explicar la posibilidad de no tener variables independientes, uno
debe observar la aparición del término
i 1 1 2 2 3 3 i i iY = α +β X + β X + β X + ... + β X ε

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
5
debe atribuir a cualquier modelo de regresión, porque no hay regresión perfecta (SAMOHYL,
2009).
Existen algunos supuestos que deben ser observados para ser una regresión, en conformidad
con diversos autores (Levine, BERESON & STEPHAN, 2000); (WILD & BARE, 2005);
(SAMOHYL, 2009):
Normalidad de los valores y de los errores;
Homocedasticidad;
Independencia de errores;
Multicolinealidad;
Linealidad.
La hipótesis de normalidad en los valores de las variables independientes y los errores, de
acuerdo con los autores antes mencionados, no siempre es necesario, siempre que se sepa lo
que es una distribución adecuada. Homocedasticidad está relacionado con una varianza
constante de los errores en torno a su media. Ya en el supuesto de independencia de los
errores, la covarianza debe ser igual a cero, es decir, no está permitido autocorrelación entre
los errores (SAMOHYL, 2009).
En términos de multicolinealidad, no debe haber ninguna relación entre dos o más variables
independientes. Por último, la linealidad es carente de sentido, porque la ecuación utilizada
presupone una relación lineal entre las variables independientes y la variable dependiente. En
algunos casos, y de su posible linearizar la variable de interés, a través de procesamiento
simple y común, tales como la inversa exponencial y logarítmica (WILD & SEBER, 2005);
(SAMOHYL, 2009).
5. Modelización de la ecuación de regresión múltiple
El objetivo de este trabajo es encontrar un modelo que permite estimar la eficiencia de la
reducción de la carga orgánica, a partir de un conjunto de variables independientes. Los
operadores de la planta de tratamiento de efluentes de una empresa determinada de pasta y
papel en Santa Catarina monitor 25 parámetros (variables) que, en teoría, influir en el
resultado final. Sobre la base de la experiencia acumulada por estos operadores y en un
trabajo preliminar de correlación entre las variables, las restantes nueve variables que podrían
influir en la eficacia de reducción de la demanda la demanda bioquímica de oxígeno (DBO).
Los datos utilizados en este modelo corresponden a cinco años de valores, representados por
su promedio semanal. Las variables consideradas son: temperatura, caudal, pH, sólidos
sedimentables, sólidos en suspensión, los lodos edad; demanda química de oxígeno (DQO
bruto y tratado) y DBO (tratado). Lo que esperábamos encontrar un autocorrelación entre
DQObruto y DQOtratado y entre DQOtratado y DBOtratado, que nunca ha ocurrido, ante la
sorpresa de los operadores.
El primer paso consistió en verificar la normalidad de los parámetros analizados. Por esta
razón, hemos utilizado un software comercial que ofrece una salida gráfico que muestra la
distribución de probabilidad normal de los datos y un análisis basado en la prueba Anderson

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
6
Darling. Sólo los valores de pH se deriva de una distribución normal, como puede observarse
en el gráfico 1, más abajo.
1110987654
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
pH
Pe
rce
nt
Mean 7,549
StDev 0,9877
N 271
AD 0,363
P-Value 0,439
Gráfico de Análise da Normalidade - pH
GRÁFICO 1: análisis de normalidad del pH El resto de las variables estudiadas fueron previamente procesadas mediante Box-Cox
transformación, incluida la variable dependiente.
La Box-Cox transformación se utiliza ampliamente en aplicaciones industriales (SAMOHYL,
2009) y tiene la siguiente expresión matemática:
ii
X -1X ( ) =
EQUAÇÃO 2: ecuación de transformación Box-Cox
Como un ejemplo de los cambios realizados por las otras variables, a continuación se muestra
una comparación entre la variable Demanda Química del Oxígeno (DQObruto) antes y después
del transformación.
(a) (b)
GRÁFICO 2: Comparación entre los datos originales (a) y después de la Box-Cox transformación (b)
7500500025000
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
DQOBr
Pe
rce
nt
Mean 1791
StDev 1119
N 271
AD 20,640
P-Value <0,005
Análise de Normalidade DQOBrNormal
0,0450,0400,0350,0300,0250,0200,0150,010
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
BCDQOBr
Pe
rce
nt
Mean 0,02578
StDev 0,005516
N 271
AD 0,523
P-Value 0,181
Análise de Normalidade Transf. BC DQOBrNormal

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
7
Con los datos procesados utilizando el Microsoft Excel® para el análisis de regresión
múltiple, que obtuvieron los siguientes valores, de acuerdo a la tabla 1:
Estatística de regressão
R múltiplo 0,895743283
R-Quadrado 0,80235603
R-quadrado ajustado 0,79554072
Observações 271
TABLA 1: el resultado de regresión múltiple
Es común, haciendo un análisis de regresión, examinar el R2 es para simplificar la evaluación
del resultado diciendo, de los datos de la tabla 1: La ecuación de regresión explica
aproximadamente 80,23 % de la variable dependiente.
De hecho, muchos autores (AZEVEDO, 2001); (MILONE, 2004); (MOORE, 2005); (WILD
& SEBER, 2005); (SAMOHYL, 2009); llaman la atención sobre este análisis simplista y
recomiendan cautela.
En el caso de un análisis de regresión múltiple, el R2 ajustado debe preferirse en relación a los
R2 y el F-estadísticas, el análisis de la varianza, combinada con su valor de p es mejor en
relación con el R2 ajustado.
Los resultados del análisis de varianza (ANOVA) puede verse en el cuadro 2, muestra cómo
la ecuación obtenida, y significativamente adherente, como su valor p es extremadamente
pequeño (1,39919 x 10-86
).
ANOVA
gl SQ MQ F F de significação
Regressão 9 1,22445E+17 1,3605E+16 117,7284834 1,39919E-86
Resíduo 261 3,01619E+16 1,15563E+14
Total 270 1,52607E+17
TABLA 2: ANOVA de la regresión múltiple
Un análisis más detallado de los coeficientes obtenidos y de sus valores de p, tal como se
muestra en la tabla 3, indican que algunas de las variables no son estadísticamente
significativos y deben ser eliminados de la modelo, si no hay otras informaciones adicionales
contrario, se basa en la experiencia y el conocimiento de los operadores de la planta de
tratamiento de efluentes.

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
8
Coeficientes Erro padrão Stat t valor-P
Interseção 194853854,3 38123328,57 5,111144845 6,19587E-07
BC – Vazão -2789282,5 4176210,701 -0,667897934 0,504788909
BC – pHBr 1294587,295 818995,8184 1,580700739 0,115157553
BC - TempBr 0,706751324 0,828696869 0,85284662 0,394526318
BC - SSedBr 498176,5026 2725665,03 0,18277246 0,855118449
BC - DQOBr 1661061882 138826131,2 -11,96505202 1,35406E-26
BC - DQOTr -11159055,4 2941359,263 -3,79384305 0,000184403
BC – SSTTr 5362840,87 2157208,715 2,486009273 0,013544695
BC - IdLodo 8223369,229 2177537,955 3,776452765 0,000197037
BC - DBOTr -20611508,3 1270735,422 -16,22014146 2,13809E-41
TABLA 3: la significación estadística de los coeficientes de regresión múltiple
Los cuatro parámetros que se consideraron no es importante, por medio del análisis de los
valores de p de sus coeficientes de la ecuación, ya que por la experiencia de la mayoría de los
operadores de la planta de tratamiento de efluentes, estas variables no se consideraron tan
importantes.
El resultado puede apreciarse en la tabla 4, a continuación:
Estatística de regressão
R múltiplo 0,893618825
R-Quadrado 0,798554604
R-quadrado ajustado 0,794753748
Observações 271
ANOVA
gl SQ MQ F F de significação
Regressão 5 1,21865E+17 2,4373E+16 210,0985918 5,26427E-90
Resíduo 265 3,0742E+16 1,16008E+14
Total 270 1,52607E+17
Coeficientes Erro padrão Stat t valor-P
Interseção 188090953,8 9245078,903 20,34498091 4,57705E-56
BC - DQOBr (X1) -1757597083 127063751,5 -13,83240352 3,99352E-33
BC - DQOTr (X2) -10835776,35 2929665,529 -3,698639401 0,000263502
BC - SSTTr (X3) 5890757,143 2120081,259 2,778552528 0,005850699
BC - IdLodo (X4) 9649311,491 2038161,114 4,734322241 3,58301E-06
BC - DBOTr (X5) -20936601,8 1241891,09 -16,85864564 7,86639E-44
TABLA 4: Nueva regresión múltiple, sin las variables que no fueron significativas.
El análisis de los datos del cuadro 4, todos los coeficientes son significativos, aunque no hay
una gran diferencia entre los valores de R2 y R2 ajustado para análisis hoy en día, en
comparación con los logrados con todas las 9 variables independientes. Esto sólo refuerza la
advertencia hecha por varios autores, con respecto a la R2 tal como se ha mencionado.
Sin embargo, el valor de p de la regresión y mucho más significativo, lo que indica que las
variables que se encontraban en ecuación de regresión, realmente influyen en la eficacia de la

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
9
reducción de la carga orgánica (DBO).
Por lo tanto, la ecuación de regresión múltiple, obtenidas a partir de los datos y la elaboración
llevada a cabo y:
Eficiência redução DBO = 188090953,8-1757597083(BC - DQOBr)-10835776,35(BC - DQOTr)+
+ 5890757,143(BC - SSTTr) +9649311,491(BC - IdLodo) -20936601,8(BC - DBOTr)
ECUACIÓN 3: ecuación de regresión múltiple
La necesidad de transformar las variables trajo consigo los inconvenientes de trabajar con las
tasas más elevadas, lo que dificulta el análisis de la relación entre las variables, para no
mencionar la necesidad de transformar el correspondiente valor de la variable, para utilizar la
ecuación de regresión múltiple obtenidos.
Aunque no es un objeto de este trabajo, hay otras maneras de demostrar la relación entre las
variables del estudio. Los más conocidos son la elasticidad y el coeficiente beta
(SAMOHYL,2009).
6. Avaliação dos pressupostos da regressão
6.1 Multicolinearidade
Este pressuposto pode ser verificado de modo indireto, através dos valores p dos coeficientes
obtidos durante a análise de regressão. Como todos os valores p foram extremamente
significantes, mesmo que existisse multicolinearidade, ela seria superada pela força da relação
entre as variáveis (SAMOHYL, 2009).
6.2 La normalidad de los valores y los errores
Como los valores de las variables independientes fueron procesados, utilizando la ecuación de
BOX-COX, sólo queda analizar los errores de la regresión. El Gráfico 3 muestra la
distribución de los residuos de la regresión, lo que indica que siguen una distribución normal.
7654321
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
resíduos
Pe
rce
nt
Mean 3,750
StDev 0,8812
N 271
AD 0,551
P-Value 0,154
Análise da normalidade dos resíduos da regressão
GRÁFICO 3: Análisis de la normalidad de los residuos de la regresión
XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
10
6.3 Linearidad
Desde el primer objetivo de este estudio, es evidente que la hipótesis inicial de regresión
lineal múltiple fue contemplado por los resultados obtenidos en regresión múltiple, es por R2
ajustado, es el alto valor de F-estadísticas y su valor de p correspondiente.
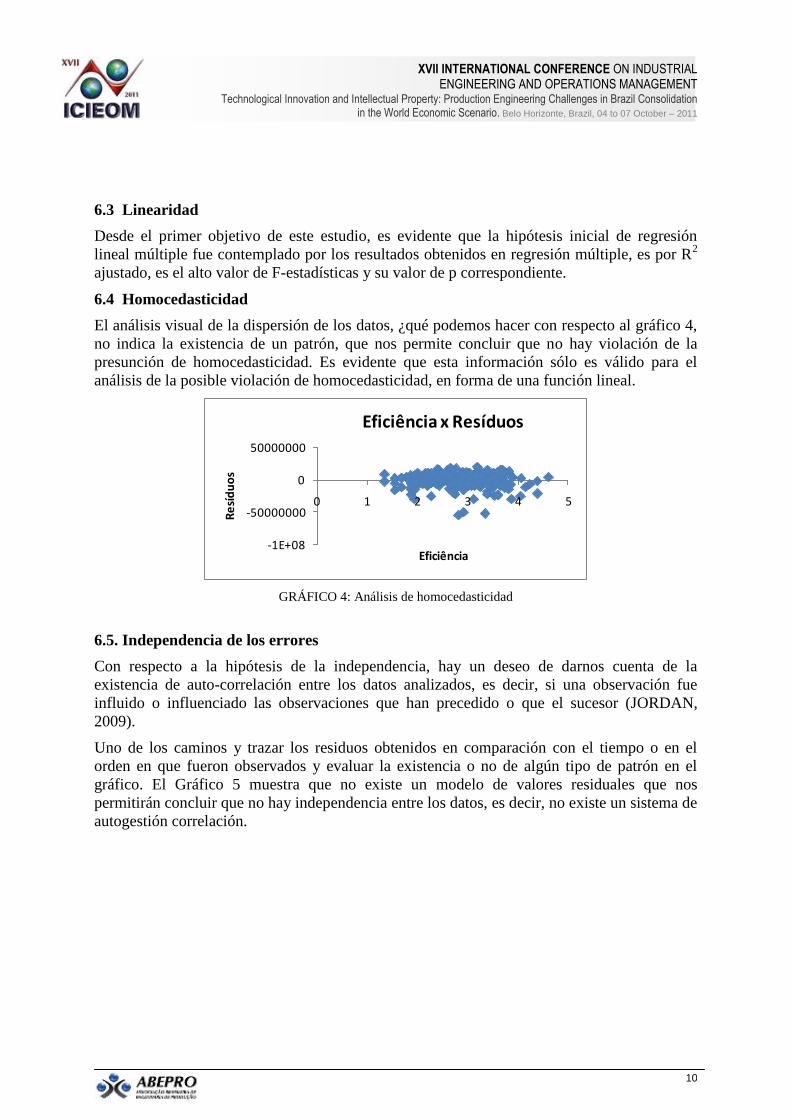
6.4 Homocedasticidad
El análisis visual de la dispersión de los datos, ¿qué podemos hacer con respecto al gráfico 4,
no indica la existencia de un patrón, que nos permite concluir que no hay violación de la
presunción de homocedasticidad. Es evidente que esta información sólo es válido para el
análisis de la posible violación de homocedasticidad, en forma de una función lineal.
-1E+08
-50000000
0
50000000
0 1 2 3 4 5
Re
síd
uo
s
Eficiência
Eficiência x Resíduos
GRÁFICO 4: Análisis de homocedasticidad
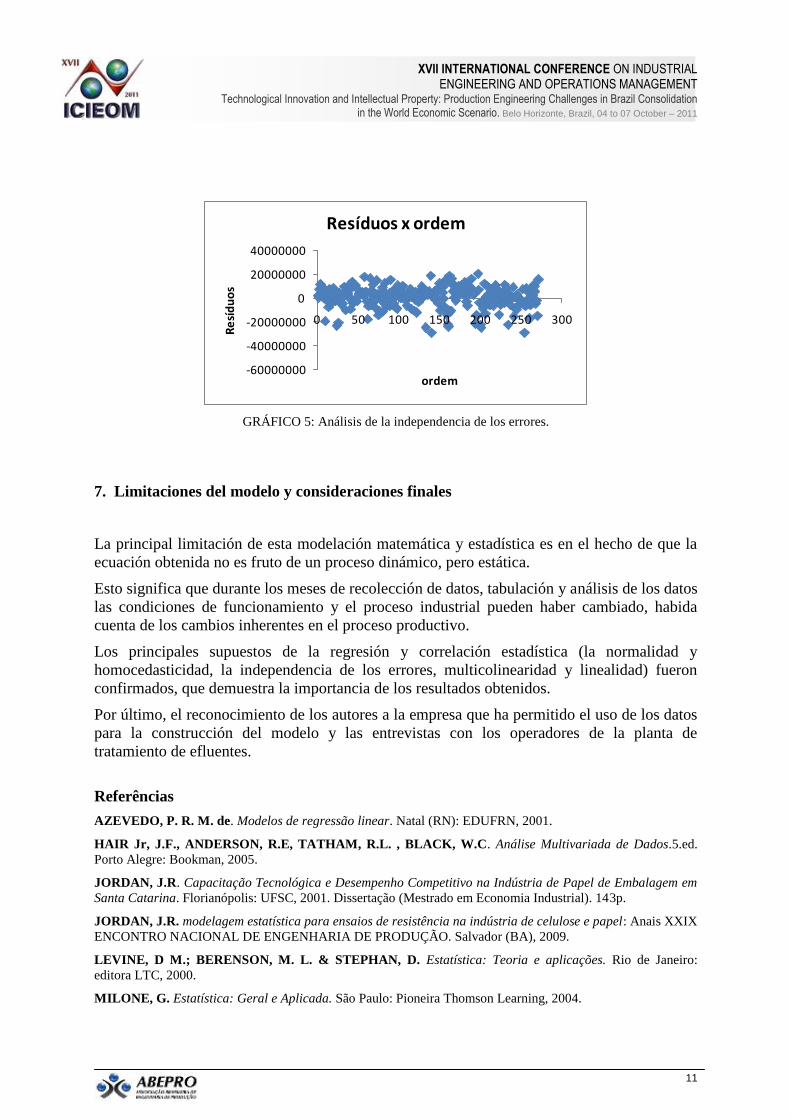
6.5. Independencia de los errores
Con respecto a la hipótesis de la independencia, hay un deseo de darnos cuenta de la
existencia de auto-correlación entre los datos analizados, es decir, si una observación fue
influido o influenciado las observaciones que han precedido o que el sucesor (JORDAN,
2009).
Uno de los caminos y trazar los residuos obtenidos en comparación con el tiempo o en el
orden en que fueron observados y evaluar la existencia o no de algún tipo de patrón en el
gráfico. El Gráfico 5 muestra que no existe un modelo de valores residuales que nos
permitirán concluir que no hay independencia entre los datos, es decir, no existe un sistema de
autogestión correlación.
XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
11
-60000000
-40000000
-20000000
0
20000000
40000000
0 50 100 150 200 250 300
Re
síd
uo
s
ordem
Resíduos x ordem
GRÁFICO 5: Análisis de la independencia de los errores.
7. Limitaciones del modelo y consideraciones finales
La principal limitación de esta modelación matemática y estadística es en el hecho de que la
ecuación obtenida no es fruto de un proceso dinámico, pero estática.
Esto significa que durante los meses de recolección de datos, tabulación y análisis de los datos
las condiciones de funcionamiento y el proceso industrial pueden haber cambiado, habida
cuenta de los cambios inherentes en el proceso productivo.
Los principales supuestos de la regresión y correlación estadística (la normalidad y
homocedasticidad, la independencia de los errores, multicolinearidad y linealidad) fueron
confirmados, que demuestra la importancia de los resultados obtenidos.
Por último, el reconocimiento de los autores a la empresa que ha permitido el uso de los datos
para la construcción del modelo y las entrevistas con los operadores de la planta de
tratamiento de efluentes.
Referências
AZEVEDO, P. R. M. de. Modelos de regressão linear. Natal (RN): EDUFRN, 2001.
HAIR Jr, J.F., ANDERSON, R.E, TATHAM, R.L. , BLACK, W.C. Análise Multivariada de Dados.5.ed.
Porto Alegre: Bookman, 2005.
JORDAN, J.R. Capacitação Tecnológica e Desempenho Competitivo na Indústria de Papel de Embalagem em
Santa Catarina. Florianópolis: UFSC, 2001. Dissertação (Mestrado em Economia Industrial). 143p.
JORDAN, J.R. modelagem estatística para ensaios de resistência na indústria de celulose e papel: Anais XXIX
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. Salvador (BA), 2009.
LEVINE, D M.; BERENSON, M. L. & STEPHAN, D. Estatística: Teoria e aplicações. Rio de Janeiro:
editora LTC, 2000.
MILONE, G. Estatística: Geral e Aplicada. São Paulo: Pioneira Thomson Learning, 2004.

XVII INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Technological Innovation and Intellectual Property: Production Engineering Challenges in Brazil Consolidation in the World Economic Scenario. Belo Horizonte, Brazil, 04 to 07 October – 2011
12
MOORE, D. S. Estatística básica e a sua prática. Rio de Janeiro: LTC, 2005.
SAMOHYL, R. W. Controle Estatistico da qualidade. Rio de Janeiro: Elsevier, 2009.
TRIOLA, M. F. Introdução à estatística. Rio de Janeiro: LTC, 2005.
WILD, C.J., SEBER, G.A.F. Encontros com o Acaso: Um primeiro curso de análise de dados e inferência. Rio
de Janeiro: LTC, 2004.
Top Related