







Idiomas
Páginas
Jurídico


1
PROFESOR
GUILLERMO LORCA BELTRAN INGENIERO AGRONOMO Profesor Mecanización Agrícola
(Apuntes para uso exclusivo estudiantes cátedra
Mecanización Agrícola Pontificia Universidad Católi ca de
Chile. Prohibida su reproducción)
2
Todos los años en mayor o menor
medida se produce durante los meses
de invierno y otoño una caída de la
producción de pastos destinados a la
alimentación animal. Esta situación se
supera, entre otras medidas,
henificando, ensilando o concentrando
los excesos producidos en primavera y
verano.
La elección de uno u otro sistema de
reserva, no siendo excluyentes,
dependen de la maquinaria disponible,
clima e infraestructura, entre otros
factores.
HENIFICACION
El heno se define como el cultivo de
forraje verde cosechado, almacenado y
conservado con un contenido de
humedad menor del 15%, lo que
permite su almacenamiento por largo
tiempo, manteniendo inalterable las
características nutritivas de las
especies forrajeras utilizadas como
materia prima.
El heno de buena calidad puede tener
niveles nutritivos casi equivalentes a
muchos concentrados, siendo una
fuente económica para la alimentación
animal.
La práctica de la henificación presenta,
entre otras, las siguientes
características:
a. Fácil manejo y comercialización
de los fardos
b. Mayor cantidad de forraje útil por
tonelada comparado con el
ensilaje
c. Proceso altamente mecanizado
desde el corte hasta su consumo
En nuestro país, el sistema de
henificación es práctica común desde
la l a X Regiones, sin embargo, las
condiciones climáticas imperantes
desde la VIII Región al sur hacen
riesgosa esta forma de conservación
debido a que las primaveras, y en
algún grado los veranos, se
caracterizan por la inestabilidad
climática (lluvias) que provocan la
obtención de forrajes de escaso valor
nutritivo.
3
El fardo debe ser de tamaño
adecuado, sólido, manejable y
duradero, reteniendo todas sus
cualidades para su mejor
aprovechamiento por parte del ganado.
EQUIPOS MECANIZADOS PARA PRODUCCION DE HENO MAQUINAS SEGADORAS
El corte del pasto constituye el primer
paso tendiente a producir fardos,
siendo las siguientes etapas el
acondicionamiento, hilerado,
enfardado, recolección y
almacenamiento. El segado o corte se
realiza cuando la especie se encuentra
en su momento óptimo de corte,
situación que depende de la planta a
enfardar. Así por ejemplo, la Alfalfa
es segada cuando presenta un 10% de
floración y el Trébol Rosado antes que
se tienda sin considerar su estado de
floración.
Es recomendable realizar el corte a
unos 8 a 10 cm del suelo con el
propósito que los tallos sirvan de cama
al pasto cortado, permitiendo una
mejor ventilación y secado del forraje.
MAQUINAS SEGADORAS
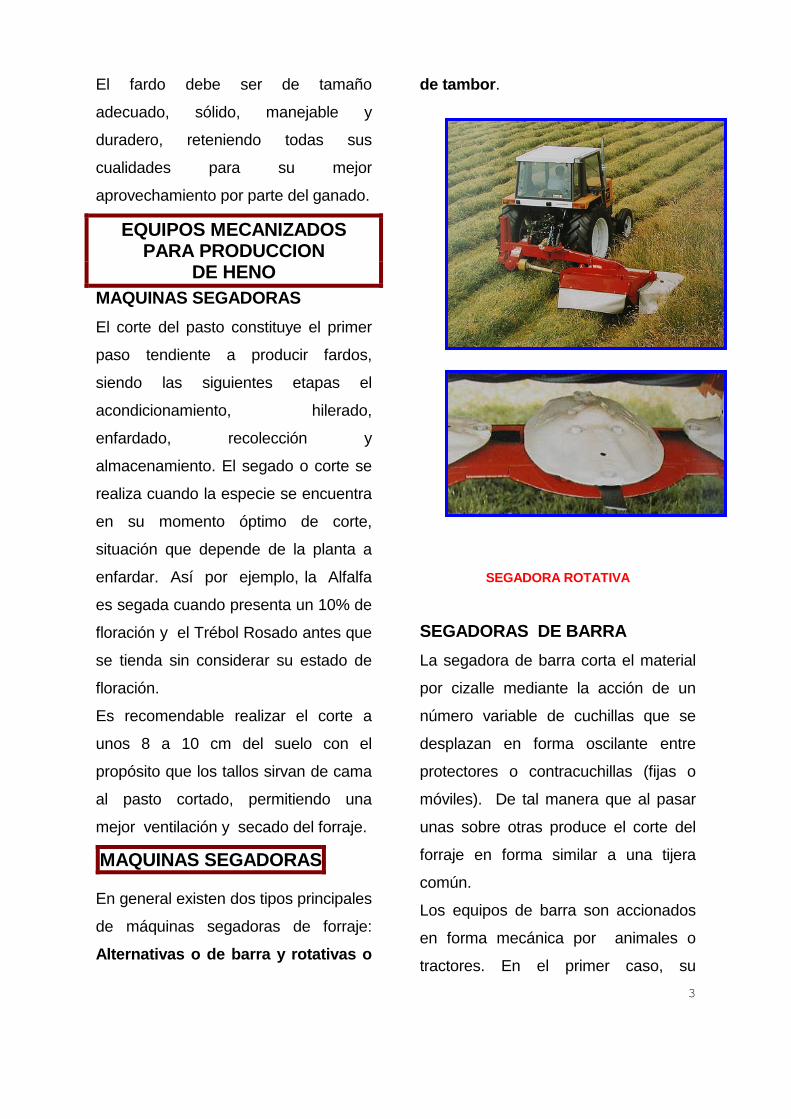
En general existen dos tipos principales
de máquinas segadoras de forraje:
Alternativas o de barra y rotativas o
de tambor .
SEGADORA ROTATIVA
SEGADORAS DE BARRA
La segadora de barra corta el material
por cizalle mediante la acción de un
número variable de cuchillas que se
desplazan en forma oscilante entre
protectores o contracuchillas (fijas o
móviles). De tal manera que al pasar
unas sobre otras produce el corte del
forraje en forma similar a una tijera
común.
Los equipos de barra son accionados
en forma mecánica por animales o
tractores. En el primer caso, su

4
accionamiento se logra mediante
engranajes y cadenas conectadas a la
rueda de transporte del equipo; en el
segundo caso, la barra es accionada
por el eje toma de fuerza del tractor.
Los cultivos tendidos presentan
inconvenientes para un accionar
efectivo de la segadora de barra, igual
dificultad se presenta con cultivos de
alta densidad.
REGISTRO DE LAS CUCHILLAS
Una característica importante de su
operación lo constituye el adecuado
registro de las cuchillas de la barra,
entendiéndose por tal la simetría de
recorrido de las cuchillas móviles hacia
la izquierda y derecha de las puntas
protectoras. El correcto registro facilita
un corte limpio de la planta, evitando
daños que pueden retardar su
recuperación.
INCLINACION DE LA BARRA
Cuando se actúa sobre cultivos
densos o tendidos se recomienda
inclinar la barra hacia abajo a fin de
que las puntas fijas o protectoras
penetren y levanten el material antes
del corte.
Procedimiento inverso debe realizarse
en suelos con presencia de piedras
con el fin de reducir riesgos de daños
tanto a cuchillas como protectores.
SEGADORA DE TAMBOR O PLATO
Este tipo de segadora ha tenido amplia
difusión debido a que no presenta los
habituales problemas de la segadora
de barra, siendo mayor su eficiencia en
siega de cultivos densos o tendidos.
ASPAS O CUCHILLAS
En este equipo, el corte del pasto se
realiza mediante la rápida rotación de
aspas o cuchillas que se desplazan en
forma paralela al suelo, las cuales
desarrollan velocidades angulares de
60 a 90 metros por segundo.
Los tambores, en número variable de
entre dos a seis por máquina, trabajan
de a pares girando en sentidos
opuestos uno de otro. Cuando se
presentan en número impar, los
tambores de los extremos giran en
igual sentido.

5
ACONDICIONADORES DE FORRAJE
Es sabido que el 70% del valor
alimenticio del forraje se encuentra en
las hojas, sin embargo, el pasto recién
cortado debe permanecer sobre el
campo un cierto tiempo a fin de que el
tallo se seque a nivel de humedad del
15% para su almacenamiento seguro.
El tiempo requerido para el secado del
tallo resulta excesivo para las hojas,
provocando pérdidas de las mismas
como resultado del posterior
tratamiento a que son sometidas por el
rastrillo hilerador. El desprendimiento
de hojas es mayor en Alfalfas, Tréboles
y leguminosas en general, mientras
que las gramíneas muestran mayor
resistencia a la caída de hojas;
situación considerada grave puesto
que las hojas contienen el 75% de las
proteínas y Calcio y el 50% de los
Nutrientes digestibles, entre otros
elementos importantes.
Por otra parte, la excesiva exposición
de las hojas al sol provoca una
disminución del caroteno.
Considerando lo señalado, parece del
todo necesario acortar el período de
secado del forraje a fin de disminuir las
pérdidas de hojas.
SEGADORA ACONDICIONADORA
Rodillo Acondicionador de Forraje
Para este propósito se desarrollaron
los Acondicionadores de Forraje que
rompen la capa cerosa de los tallos en
forma mecánica, permitiendo un
secado más rápido y uniforme del
forraje cosechado, reduciendo a un
tercio el tiempo de secado. Lo
anterior, como es de suponer, está
relacionado con las condiciones de
temperatura y humedad imperante al
momento de la cosecha.
Los primeros acondicionadores que
aparecieron en el mercado eran
máquinas independientes que se
operaban después del corte del pasto.
Posteriormente se ofrecen las
Segadoras - Acondicionadores,
generalmente arrastradas por tractor y
accionadas a través del eje toma de
6
fuerza del mismo, lo que permite
realizar en forma simultánea el corte y
acondicionado del pasto seleccionado
para henificar.
Cuando su acción es posterior al corte,
se recomienda realizar el
acondicionamiento del material antes
de transcurridos 20 minutos desde la
siega del forraje.
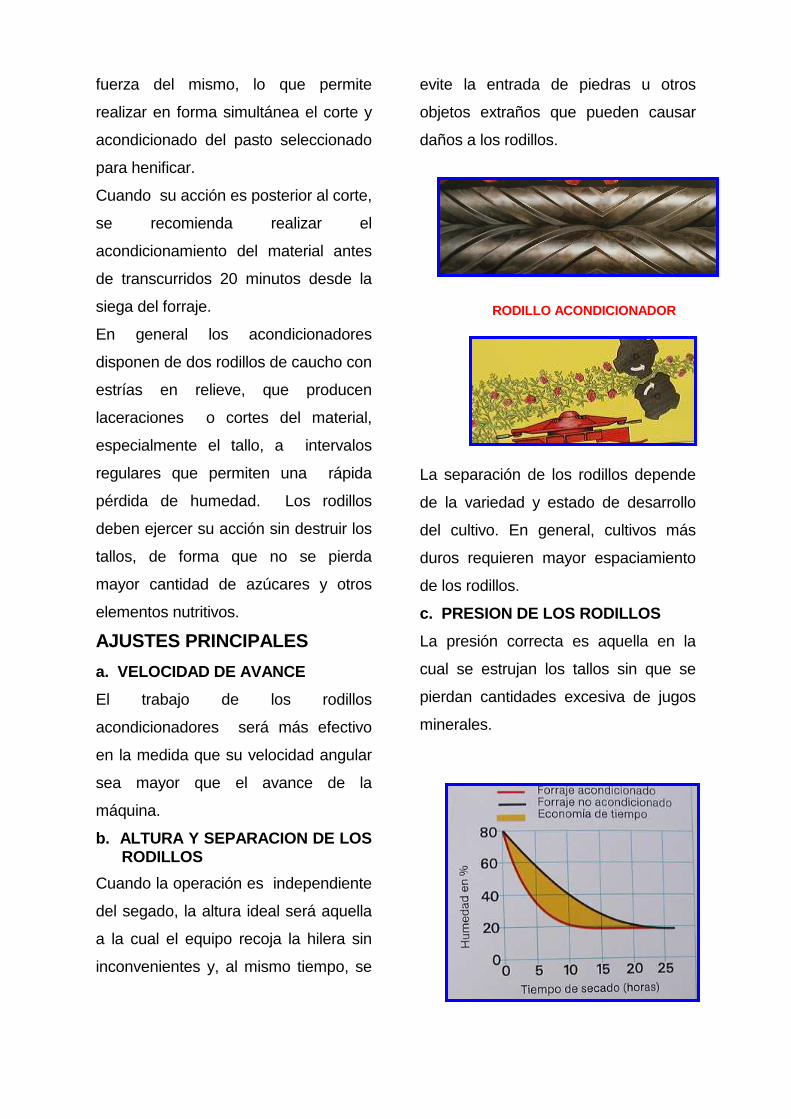
En general los acondicionadores
disponen de dos rodillos de caucho con
estrías en relieve, que producen
laceraciones o cortes del material,
especialmente el tallo, a intervalos
regulares que permiten una rápida
pérdida de humedad. Los rodillos
deben ejercer su acción sin destruir los
tallos, de forma que no se pierda
mayor cantidad de azúcares y otros
elementos nutritivos.
AJUSTES PRINCIPALES
a. VELOCIDAD DE AVANCE
El trabajo de los rodillos
acondicionadores será más efectivo
en la medida que su velocidad angular
sea mayor que el avance de la
máquina.
b. ALTURA Y SEPARACION DE LOS RODILLOS
Cuando la operación es independiente
del segado, la altura ideal será aquella
a la cual el equipo recoja la hilera sin
inconvenientes y, al mismo tiempo, se
evite la entrada de piedras u otros
objetos extraños que pueden causar
daños a los rodillos.
RODILLO ACONDICIONADOR
La separación de los rodillos depende
de la variedad y estado de desarrollo
del cultivo. En general, cultivos más
duros requieren mayor espaciamiento
de los rodillos.
c. PRESION DE LOS RODILLOS
La presión correcta es aquella en la
cual se estrujan los tallos sin que se
pierdan cantidades excesiva de jugos
minerales.

7
RASTRILLOS HILERADORES
Otra importante operación en la
producción de heno es el hilerado y
volteo del material. El hilerado denso
es necesario para el adecuado trabajo
de la enfardadora, mientras que el
volteo permite el mejor secado del
pasto cosechado, especialmente
cuando ha llovido o el rocío imposibilita
la elaboración del fardo. Esta labor,
realizada en forma correcta y oportuna,
ayuda a mantener la calidad del forraje.
Aún hoy es frecuente el uso de
rastrillos de golpe de tracción animal,
siendo la rectitud y la densidad de la
hilera de la exclusiva habilidad del
operador, quien acciona a voluntad el
mecanismo que levanta o baja las
puntas del equipo hilerador.
El empleo del hilerador de golpe resulta
inapropiado cuando posteriormente se
empleará una enfardadora automática,
debido a la sinuosidad y poca densidad
de las hileras formadas.
Los rastrillos de tracción mecánica son
los llamados de descarga lateral,
pudiendo agruparse en dos grandes
grupos:
a. BARRAS PARALELAS
b. ESTRELLAS
HILERADOR DE DESCARGA LATERAL
HILERADOR TIPO ESTRELLA
8
Ambos tipos de rastrillos desplazan
lateralmente el forraje formando hileras
paralelas al avance del tractor. Los
rastrillos de barras paralelas obtienen
su accionamiento a través del eje toma
de fuerza del tractor o a través de su
propia rueda de transporte. Los
rastrillos estrellas adquieren su
movimiento mediante el roce de los
dientes o puntas de las estrellas sobre
la superficie del suelo.
La elección técnica de uno u otro tipo
de rastrillo está relacionado con el trato
que el equipo da al forraje y a la
resistencia de éste al desprendimiento
de sus hojas, especialmente cuando
se trata de alfalfa, tréboles u otras
leguminosas.
AJUSTES PRINCIPALES
Los diversos ajustes requeridos por los
variados tipos de rastrillos hileradores
requieren la atenta lectura del
respectivo manual de operación que se
entrega conjuntamente con el equipo.
La lectura del mismo permite además
una operación eficiente y segura.
Los dientes deben ser inclinados hacia
adelante cuando se desea formar una
hilera esponjosa y floja. Si se desea
obtener una hilera apretada y densa,
los dientes deben ser inclinados hacia
atrás.
Rastrillo Estrellas
Importante es observar la correcta
nivelación de las estrellas con respecto
a la superficie del suelo, evitando que
las mismas ejerzan diferentes
presiones contra el terreno.
La inclinación de los dientes se realiza
en forma similar a lo señalado para los
rastrillos de barras paralelas.
DIRECCION DEL HILERADO
La dirección del hilerado debe coincidir
con la del segado del pasto, debido a
que al efectuar el corte las plantas
caen sobre la barra exponiendo las
hojas y espigas que a su vez cubren
los tallos. Al hilerar en el mismo
sentido se invierte la posición de hojas
y tallos, quedando las primeras
protegidas de la acción desecante
directa del sol y del aire. Así, se
obtiene un secado más rápido y
uniforme del forraje.
El hileramiento, en sentido contrario a
la dirección del corte, provoca un
secado anticipado de hojas y un
retardo en el secado de tallos,
provocando una mayor pérdida de
hojas.
Cuando por excesiva humedad sea
necesario voltear el forraje, el

9
rastrillado debe ser realizado en el
mismo sentido de la pasada anterior.
ENFARDADORAS
Cuando el forraje baja su contenido de
humedad a menos del 15% se procede
a la tarea de enfardarlo. Esta labor
consiste en reducir su volumen y
almacenarlo en forma segura, ya sea
en galpones, bajo plástico o cualquier
otra forma de protección que asegure
su calidad por largo tiempo.
Las enfardadoras automáticas,
introducidas en la década del 40, son
las encargadas de enfardar el material,
las que pueden prensar el pasto en
forma rectangular o cilíndrica, siendo el
primer caso lo más habitual en el país.
El enfardado del material debe
realizarse en cuanto el pasto segado
presente el porcentaje de humedad
adecuado.
En forma práctica, el contenido de
humedad adecuado puede
determinarse retorciendo los tallos. Si
estos están ligeramente quebradizos y
no escurren humedad, significa que la
planta está en condiciones de ser
enfardada.
En el caso de trébol y alfalfa, existe la
posibilidad de tratar de despegar con
las uñas la epidermis . Cuando lo
señalado no se logra es señal de que
su nivel de humedad es adecuado para
realizar la labor de enfardado.
Enfardadora Automática
Las enfardadoras pueden clasificarse
según su sistema de potencia -motor
propio o accionado por ETF del tractor-
, o sistema de amarre del fardo -
alambre o cuerda plástica-, siendo
mayoritario en el país la enfardadora
accionada por el ETF del tractor.
Las enfardadoras tienen un
rendimiento
potencial promedio de 120 a 150
fardos/hora. Sin embargo, debido a las
características del terreno, capacidad
del operador y reiterados ajustes de la
máquina, su rendimiento real puede
estimarse en alrededor de un 50% del
rendimiento teórico, es decir unos 500
a 600 fardos por jornada.
ENFARDADORA AUTOMATICA DE GRAN
CAPACIDAD DE TRABAJO

10
PESO Y TAMAÑO DE LOS FARDOS
Dentro de ciertos rangos, los fardos
rectangulares tienen un peso
promedio de 28 kilos y un largo de 90
cm. Fardos con menor grado de
compresión pueden ser necesarios
cuando la humedad de los mismos es
superior al 15%, lo que permite una
mayor circulación de aire y, por lo
tanto, un mayor secado del pasto ya
enfardado.
PRINCIPALES UNIDADES Y COMPONENTES DE LA
ENFARDADORA A. UNIDADES DE RECOLECCION Y ALIMENTACION Estas unidades están representadas
por:
� Recolector
� Acarreador
� Horquilla
UNIDAD DE RECOLECCION Y ALIMENTACION
RECOLECTOR
Tiene por función recoger el material
hilerado y trasladarlo hasta el
acarreador de la enfardadora.
El recolector está compuesto por un
determinado número de barras
paralelas, generalmente cuatro,
montadas sobre un eje común que
gira en sentido contrario al avance de
la enfardadora (sentido antihorario),
siendo su velocidad periférica un 20%
mayor que la velocidad de la máquina.
En cada una de las barras se disponen
dientes que, en definitiva, son los
responsables de tomar el material
desde el suelo al tomar contacto con
él.
LOS FARDOS DE LA FIGURA PUEDEN TENER UN PESO APROXIMADO DE 400
KILOS Regulación del Recolector
El recolector debe ubicarse a una
altura tal que los dientes no toquen el
11
suelo. Una posición demasiado baja
tiende a obstaculizar su rotación,
además del riesgo de introducir
materiales extraños que pueden
arriesgar algunos componentes de la
máquina.
Lo anterior no significa que el
recolector pueda regularse a una altura
excesiva, ya que una posición más alta
de lo recomendado puede provocar
caída de hojas debido al cambio en la
dirección de la hilera de pasto.
La flotación del recolector es otro factor
importante de considerar, para ello se
debe consultar el respectivo manual de
operación a fin de obtener un óptimo
funcionamiento.
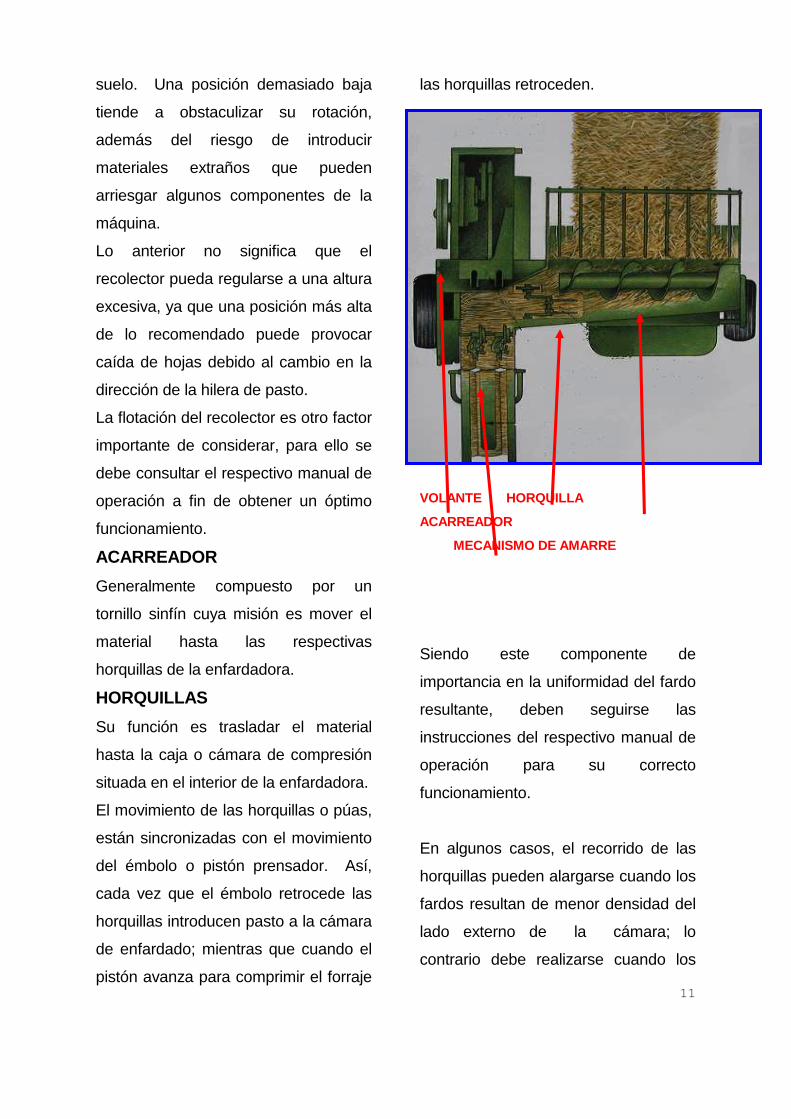
ACARREADOR
Generalmente compuesto por un
tornillo sinfín cuya misión es mover el
material hasta las respectivas
horquillas de la enfardadora.
HORQUILLAS
Su función es trasladar el material
hasta la caja o cámara de compresión
situada en el interior de la enfardadora.
El movimiento de las horquillas o púas,
están sincronizadas con el movimiento
del émbolo o pistón prensador. Así,
cada vez que el émbolo retrocede las
horquillas introducen pasto a la cámara
de enfardado; mientras que cuando el
pistón avanza para comprimir el forraje
las horquillas retroceden.
VOLANTE HORQUILLA
ACARREADOR
MECANISMO DE AMARRE
Siendo este componente de
importancia en la uniformidad del fardo
resultante, deben seguirse las
instrucciones del respectivo manual de
operación para su correcto
funcionamiento.
En algunos casos, el recorrido de las
horquillas pueden alargarse cuando los
fardos resultan de menor densidad del
lado externo de la cámara; lo
contrario debe realizarse cuando los

12
fardos presentan menor densidad en
su lado interno.
En otros casos, la correcta uniformidad
del fardo puede lograrse desplazando
el respaldo del alimentador. También
puede corregirse la forma del fardo
desplazando las horquillas hacia los
lados. En ambos casos tanto el
manual de operación como las pruebas
prácticas serán de utilidad.
B. UNIDAD DE PRENSADO
Esta unidad está representada por:
� Pistón o Embolo
� Cámara de Enfardado
PISTON O EMBOLO
La función del pistón es prensar,
mediante movimientos alternativos, el
forraje que las horquillas introducen
continuamente en la cámara.
LA RUEDA DENTADA DE LA FIGURA PERMITE REGULAR EL LARGO EL FARDO
El pistón dispone en su frente de
placas de acero que, por una parte,
permiten su normal deslizamiento y
adecuado apoyo del pistón en la
cámara; además de cortar el pasto que
se introduce. Esto último se logra
mediante una cuchilla móvil, dispuesta
en el costado interior del pistón, y una
cuchilla fija colocada en la cámara. La
distancia entre ambas cuchillas varía
entre 0,6 a 1,5 mm.
CAMARA DE ENFARDADO
Estructura rectangular donde se realiza
el prensado y amarre de los fardos.
Exteriormente dispone de mecanismos
que permiten regular tanto la longitud
como la densidad del fardo.
PISTON O EMBOLO Y VOLANTE

13
El fardo, a medida que pasa por la
cámara, hace girar la rueda
dosificadora -en algunos casos de
diámetro variable- hasta el momento
en que se levanta el brazo y se acciona
el sistema atador.
La densidad del fardo se controla
mediante la regulación del mecanismo
de tensión, que en general consiste en
dos manivelas, las cuales al ser
giradas, en uno u otro sentido,
posibilita modificar el peso y volumen
de los fardos.
Al salir los fardos de la máquina,
liberándose de la presión de la cámara,
sufren una natural expansión que
mejora el ajuste del amarre.
C. UNIDAD DE ATADO Y AMARRE
Como su nombre lo indica, los
componentes de esta unidad tienen por
función atar el fardo.
En las enfardadoras existen dos líneas
de atado y dos líneas de amarre,
pudiendo visualizarse:
� Depósito del Alambre
� Sujetador
� Regulador de Tensión
� Agujas y
� Tijeras
El sujetador retiene el alambre hasta el
momento en que el fardo alcanza el
largo deseado. En este momento la
aguja que transporta el alambre vuelve
a su posición de descanso y se realiza
el amarre con alambre alrededor del
fardo.
El mecanismo de amarre o mecanismo
atador, está compuesto por un
retorcedor y una tijera. El retorcedor,
mediante variados mecanismos, da
algunas vueltas al alambre formando
un nudo.
ENSILAJE
El almacenamiento y conservación de
forraje mediante la técnica del ensilaje
presenta una serie de ventajas que
hacen aconsejable su realización.
Entre ellas se pueden mencionar:
a. Mayor independencia a situaciones
climáticas lo cual implica su
práctica en una mayor área
geográfica.
b. Menor pérdida de forraje causada
por caída de hojas.

14
d. El ensilaje con frecuencia dispone
de mayor contenido de Vitamina
A y Proteínas.
e. Estructuras de almacenamiento
son simples y económicas.
El ensilaje es un método de
conservación de forraje que se obtiene
por fermentación parcial de plantas con
una elevada acidez y humedad, siendo
el principio básico su almacenamiento
en estado húmedo y en ausencia de
aire.
A partir del segado, se producen en la
masa de material vegetal una serie de
fenómenos que deben ser conocidos
en beneficio de su calidad.
El proceso de ensilaje considera la
fermentación del forraje verde,
mediante la acción de bacterias
anaeróbicas que transforman
carbohidratos del vegetal
en CO2 y ácidos orgánicos reduciendo
proteínas a aminoácidos.
Las células de las plantas colocadas
en el silo están vivas y continúan
respirando mientras dispongan de aire.
En esta etapa de respiración se
consume el oxígeno disponible en la
masa y se produce su reemplazo por
anhídrido carbónico que la planta
expele, provocando el típico
enrarecimiento del aire. La respiración
de la planta libera energía a la forma
de calor, elevando rápidamente la
temperatura del material almacenado y
provocando la muerte de las células
vegetales. El nivel de temperatura está
en relación directa con la cantidad de
oxígeno atrapado en la masa del
material almacenado; lo que a su vez
se relaciona con la calidad de la
compactación de la masa en el silo.
PICADORA DE FORRAJE
Paralelamente con el proceso anterior,
bacterias aeróbicas que para vivir y
multiplicarse requieren la presencia de
oxígeno, usan para su subsistencia y
reproducción el contenido de los jugos
que poseen las plantas, y que salen al
exterior como consecuencia del picado
de las mismas y la compresión
mecánica dentro del silo. En esta
etapa se produce ácido acético y
alcohol. La actividad microbiana que
15
se realiza en presencia del oxígeno
concluye al consumirse el aire, dando
paso a la siguiente etapa en la cual
bacterias anaeróbicas, que no
requieren el oxígeno del aire para vivir,
se reproducen rápidamente atacando
los azúcares que todas las plantas
tienen en mayor o menor cantidad. Si
esta etapa evoluciona normalmente, y
la cantidad de azúcares es adecuada,
las bacterias transforman el azúcar en
ácidos orgánicos -láctico
principalmente- que representan
alrededor del 0,5 al 2% del peso del
producto fresco. Esta etapa concluye
cuando las bacterias se inhiben debido
al alto contenido de ácido láctico que
ellas mismas produjeron. El material
ensilado puede entonces ser
almacenado en forma casi indefinida si
como producto de un adecuado sellado
del silo, se limita o impide la
penetración de aire al interior. Todo
este proceso dura alrededor de 21
días, tiempo necesario para la
transformación de todo el azúcar en
ácido láctico.
PICADORA DE FORRAJE (chopper)
Una respiración demasiado activa y
prolongada origina un aumento
exagerado de la temperatura,
favoreciendo el desarrollo de hongos y
otros microorganismos que producen
putrefacciones. De igual manera, la
insuficiencia en la cantidad de ácido
láctico formado permite que ciertos
microorganismos indeseables, originen
transformaciones indebidas al material
almacenado, como la aparición de
ácido butírico, con lo cual el ensilaje,
además de ser poco palatable y
perjudicial -puede transmitirse a la
carne o leche.
Los ensilajes de alta calidad deben
presentar una total ausencia de ácido
butírico, cuya presencia se ve
favorecida cuando el proceso de
ensilaje supera los 5 días, superando el
1% en caso de procesos que superan
los 10 días. Otro factor de importancia
consiste en cosechar superficies

16
relativamente pequeñas (hasta 10 ha) y
ensilar volúmenes pequeños (hasta
200 m3).
ASPECTOS QUE PERMITEN DEFICIR LA CALIDAD DEL
FORRAJE ENSILADO (Tomado de Aguila A. H. Silos y Ensilaje) Verde Oliva . Presente en ensilajes
obtenidos con una respiración reducida
de las plantas verdes empleadas y
cuya temperatura máxima alcanzada
no sobrepasó los 30 º C. Se halla
además este color en ensilajes
elaborados con plantas tiernas. Su olor
es generalmente agradable, ligera o
definitivamente alcohólico. En general
se trata de ensilajes de buena a
excelente calidad
Amarillo o café claro . Una
degradación del color verde hacia el
amarillo o café claro en todo el perfil
del silo, es señal de que en la masa se
produjo una elevación perjudicial de la
temperatura, alrededor de los 40 ºC. El
olor suele no ser acentuado,
comúnmente indefinido, sin ser
agradable o desagradable. Ensilajes de
estas características se obtienen de
plantas algo sobremaduras, a veces
con un alto porcentaje de tallos
leñosos, en los cuales hubo fallas en la
compactación. En ocasiones el color
amarillo suele presentarse en forma de
bolsillos o capas, corrientemente
húmedas, en medio de una masa de
características diferentes; su olor es
entonces desagradable, a causa de
una elevada proporción de ácido
butírico. Ensilajes de color amarillo a
café claro, sin ser definitivamente
malos, son indicativos de una seria
pérdida de su valor nutritivo.
Café oscuro . Corresponde a ensilajes
obtenidos con una elevada
temperatura, fruto de una
compactación insuficiente como
resultado de haber cosechado las
plantas en un estado de
sobremaduración, con alta proporción
de tallos leñosos, groseramente
picadas. Siempre este color va
acompañado de un acentuado olor a
chancaca o tabaco, a veces “dulzón”,
indicio de que por exceso de
temperatura (sobre los 60ºC) se
produce una caramelización de los
azúcares de la planta. Su valor como
forraje es habitualmente malo, con una
gran pérdida de valor nutritivo que
afecta principalmente la digestibilidad
de las proteínas.
Negro. Se encuentra este color en
ensilajes elaborados en muy

17
deficientes condiciones técnicas; la
mayoría de las veces en forrajes sin
picar o sobremaduros en exceso; es
muy frecuente en trébol rosado
ensilado en estas condiciones. En
etapas avanzadas de descomposición
el material presenta un aspecto
mucilaginoso, con manchas blancas de
hongos. Su olor suele ser indefinido,
aunque en ocasiones puede tener olor
a quemado o definitivamente hediondo.
Como forraje no tiene ningún valor, y
debe evitarse darlo a los animales
MATERIAL PICADO ----> CONSUMO DE OXIGENO ----> ENER GIA EN EL SILO
REEMPLAZO POR CO2 (CALOR)
AL MISMO TIEMPO OCURRE QUE:
MICROORGANISMOS ------> ACIDO ACETICO + ALCOHOL
AEROBICOS (VINAGRE)
AL CONSUMIRSE EL OXIGENO PRESENTE EN LA MASA DE FOR RAJE
MICROORGANISMOS ---> AZUCARES ---> ACIDO LACTICO -> INHIBICION
ANAEROBICOS
COMPACTACION Y LLENADO RAPIDO DEL SILO ES FUN DAMENTAL

3

19
OPORTUNIDAD DE LA COSECHA
Diversas publicaciones insisten en la
necesidad de realizar la cosecha en
forma temprana a fin de obtener los
mejores resultados. Una cosecha
realizada en forma tardía tiene
mayores posibilidades de obtener un
forraje deficiente que la misma
cosecha realizada en forma
adelantada.
Lo anterior debido al aumento en la
cantidad de fibra cruda y disminución
de la proteína cruda y en el total de
nutrientes digestibles.
Por otra parte, la capacidad de trabajo
de los equipos disponibles deben ser
adecuados al volumen de trabajo a
realizar y el tiempo disponible para su
ejecución.
TAMAÑO DEL PICADO
Con escasas excepciones, la
adecuada técnica del ensilaje requiere
un picado fino del pasto, idealmente 2
a 3 cm de largo, a fin de mejorar la
necesaria compactación que asegure
la preservación del material
almacenado.
COSECHADORA DE FORRAJE
Las cosechadoras de forraje de uso
común en nuestro país se pueden
clasificar en dos modelos.
a. Cuchillas o Martillos Oscilantes
b. Cabezal Picador
CABEZAL PICADOR
El primero de los modelos,
identificados con el nombre de
“Choper” por la mayoría de los
operadores, dispone de una serie de
cuchillas o martillos unidas a un rotor
único. Las cuchillas o martillos, cuya
función es picar, trozar y succionar el
pasto por impacto, se disponen sobre
el eje en forma de un espiral cubriendo
todo el ancho del rotor.
20
La unión entre martillo y rotor se realiza
mediante bisagras que permiten,
gracias a la alta velocidad del rotor,
tomar una posición radial al momento
de cortar el pasto.
Una vez que el pasto es segado por las
cuchillas, la máquina succiona el
material mediante la acción de la
fuerza centrífuga, hasta un tubo de
descarga, ("cuello de cisne"), cuya
ubicación coincide con el carro de
arrastre dispuesto detrás de la
cosechadora.
La capacidad de las cuchillas de actuar
como soplador se explica por la forma
de paletas de los mismos y su posición
frontal.
Una desventaja de este tipo de
cosechadora es el “hilachamiento” del
tallo de la planta como resultado del
impacto de los martillos o cuchillas.
Esta situación provoca un retardo en su
crecimiento además de transformarse
en una potencial vía de contagio de
enfermedades por la lenta
cicatrización.
Otra variante consiste en agregar un
cabezal picador, es decir, los martillos
sólo tienen la función de cortar y enviar
el pasto a un sinfín que lo traslada
hasta el cabezal picador.
Este equipo realiza un corte más limpio
del forraje, disponiendo por lo general
de martillos dispuestos en forma lateral
y no frontal.
21
CABEZAL PICADOR
Este tipo de cosechadora se presenta
en tres variantes. La primera dispone
de una barra de corte compuesta por
cuchillas fijas y móviles; la segunda
variante reemplaza la cuchilla segadora
por un recogedor de pasto cortado e
hilerado con anterioridad para darle un
premarchitamiento; la tercera
modificación reemplaza lo anterior por
un cabezal maicero similar a una
cosechadora automotriz.
En todos los casos el material
introducido a la cosechadora pasa por
un cilindro picador, compuesto por una
cuchilla fija y un número variable de
cuchillas dispuestas en forma radial o
helicoidales que realizan un corte por
cizalle. La forma helicoidal de las
cuchillas permite que el esfuerzo que
ellas realizan sea progresivo, con lo
cual se evitan sobreesfuerzo
innecesarios y se reduce la tensión
sobre los cojinetes.
El tamaño del corte queda determinado
por el número de cuchillas móviles y la
velocidad de giro de las mismas.
ALMACENAMIENTO DE FORRAJE
Las estructuras para almacenar fardos
tienen variadas formas según sean las
características de la zona, el costo de
las mismas y la infraestructura
disponible, entre otras razones.
En forma usual, el forraje enfardado se
almacena en galpones que otorgan
adecuada protección contra lluvias. En
ausencia o por falta de capacidad de
los galpones, el forraje se deja al
exterior adecuadamente protegidos por
cubiertas de plástico.
Cuando los fardos se almacenan con
un excesivo nivel de humedad, es
recomendable dejar un cierto espacio
entre los fardos, además de mantener
el mayor tiempo posible las puertas del
galpón abiertas permitiendo la salida
de humedad desde el interior.
Cuando se trata de almacenar forraje
picado, las estructuras usuales son:
Silo Torre, Silo Trinchera, y Silo Parva.
SILO TORRE
Son sin duda las mejores estructuras
para almacenar forraje considerando la
alta compactación que es posible lograr
y la escasa pérdida de forraje. Sin
22
embargo, su alto costo y la necesidad
de equipos adicionales para su llenado
lo transforman en un sistema
prohibitivo para la mayoría de las
empresas agrícolas, siendo
desplazados por otros sistemas de
almacenamiento menos onerosos y
bastante seguros si se realizan con
eficiencia.
Los silos torre, en cuya construcción de
tipo cilíndrica se emplean concreto,
madera o metal, deben cumplir con los
requerimientos de hermeticidad,
evacuación de líquidos y soportar la
alta presión que ejerce sobre sus
paredes el material almacenado.
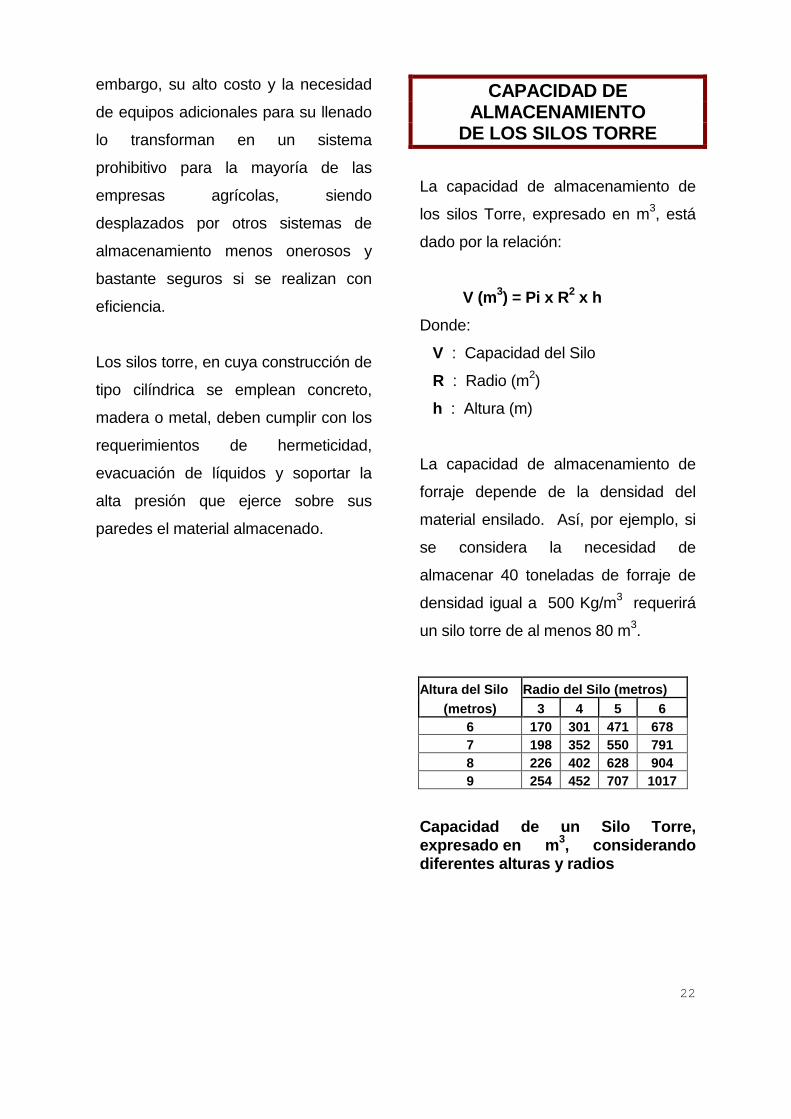
CAPACIDAD DE ALMACENAMIENTO DE LOS SILOS TORRE
La capacidad de almacenamiento de
los silos Torre, expresado en m3, está
dado por la relación:
V (m3) = Pi x R2 x h
Donde:
V : Capacidad del Silo
R : Radio (m2)
h : Altura (m)
La capacidad de almacenamiento de
forraje depende de la densidad del
material ensilado. Así, por ejemplo, si
se considera la necesidad de
almacenar 40 toneladas de forraje de
densidad igual a 500 Kg/m3 requerirá
un silo torre de al menos 80 m3.
Altura del Silo Radio del Silo (metros) (metros) 3 4 5 6
6 170 301 471 678 7 198 352 550 791 8 226 402 628 904 9 254 452 707 1017
Capacidad de un Silo Torre, expresado en m 3, considerando diferentes alturas y radios
23
SILO TRINCHERA
Este tipo de estructura requiere realizar
una excavación en el suelo,
aprovechando en muchos casos
laderas de cerros, siendo su lugar de
ubicación de extrema importancia a fin
de evitar su anegamiento y facilitar su
acceso.
Las paredes del Silo Trinchera tienen
un talud variable, siendo lo usual una
pendiente de alrededor del 15%. De
igual manera, el piso debe disponer de
una pendiente de alrededor del 2% a
fin de permitir el libre escurrimiento de
líquidos hacia el exterior del silo.
Las dimensiones adecuadas dependen
de la necesidad de almacenamiento,
evitando realizar silos demasiado
anchos en relación a su profundidad,
debido a la excesiva exposición al aire
que tendría el forraje antes de ser
sellado el silo.
Las dimensiones recomendadas para
este tipo de silo es de 2,5 a 3 metros
de profundidad por unos 5 a 6
metros de ancho. El largo dependerá
de las condiciones del lugar y,
naturalmente, de las necesidades de
almacenamiento.
Es importante que el forraje
almacenado sobresalga en la parte
superior central del silo, de tal manera
que cuando la masa ensilada se
contraiga, quede un lomo que permita
el escurrimiento del agua lluvia. Una
variante del Silo Trinchera es el Silo
Canadiense, el cual se dispone sobre
la superficie del suelo, siendo
necesario confeccionar dos paredes
laterales, generalmente de madera,
que sostienen el material.
LLENADO Y SELLADO DE SILOS TRINCHERA Y CANADIENSE
Ambos tipos de silos se llenan
vaciando directamente los carros con
material picado en el interior del silo.
Los carros, como una forma de
acelerar la descarga, disponen sobre
su plataforma de una malla de alambre
sobre el cual se coloca el forraje. Al
llegar al silo se tira del alambre, que se
encuentra unido a la malla, mediante el
mismo tractor, bueyes o amarrando su
extremo a una estaca fijada en el
suelo.
En otras ocasiones es posible emplear
carros de descarga lateral que facilitan
y aceleran el vaciado del carro.
El forraje se distribuye en delgadas
capas que deben ser adecuadamente
compactadas a fin reducir al máximo

24
los bolsones de aire atrapada en la
masa de forraje. Esta compactación se
realiza empleando tractores y/o
animales. Es de extrema importancia
que esta labor se realice con la máxima
rapidez posible, reduciendo el tiempo
de exposición del forraje al aire.
Una forma propuesta para reducir el
tiempo de exposición del forraje al aire
consiste en llenar el silo por secciones,
dando a cada sección cierta inclinación
con el fin de facilitar su unión con la
siguiente. Cada sección completada
debe ser sellada de inmediato.
El sellado del forraje se realiza en
forma adecuada cubriendo toda el área
del silo con polietileno. Sobre el mismo
se coloca tierra, especialmente en los
extremos laterales, que tienen por
propósito impedir que el plástico se
levante y reducir la acción de la luz
solar sobre las capas superiores del
material ensilado.
Top Related