






Idiomas
Páginas
Jurídico


ESTANDARIZACIÓN DEL PROCESO DE ESMALTADO DE LA EMPRESA CARVAJAL PULPA Y PAPEL PARA LA MEJORA DE LA PRODUCTIVIDAD.
TATIANA JIMENEZ QUIRAMA— VANESSA OROZCO ESTRADA JOSE LUIS PAMPLONA PALACIOS
CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
1. GENERALIDADES DE LA EMPRESA
2. INTRODUCCION
3. DESCRIPCION DEL PROBLEMA
4. OBJETIVOS
5. ASPECTO METODOLOGICO
6. PROPUESTA
7. RESULTADO
8. CONCLUSIONES
CARVAJAL pulpa y papel
•Quienes son
•Productos

CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
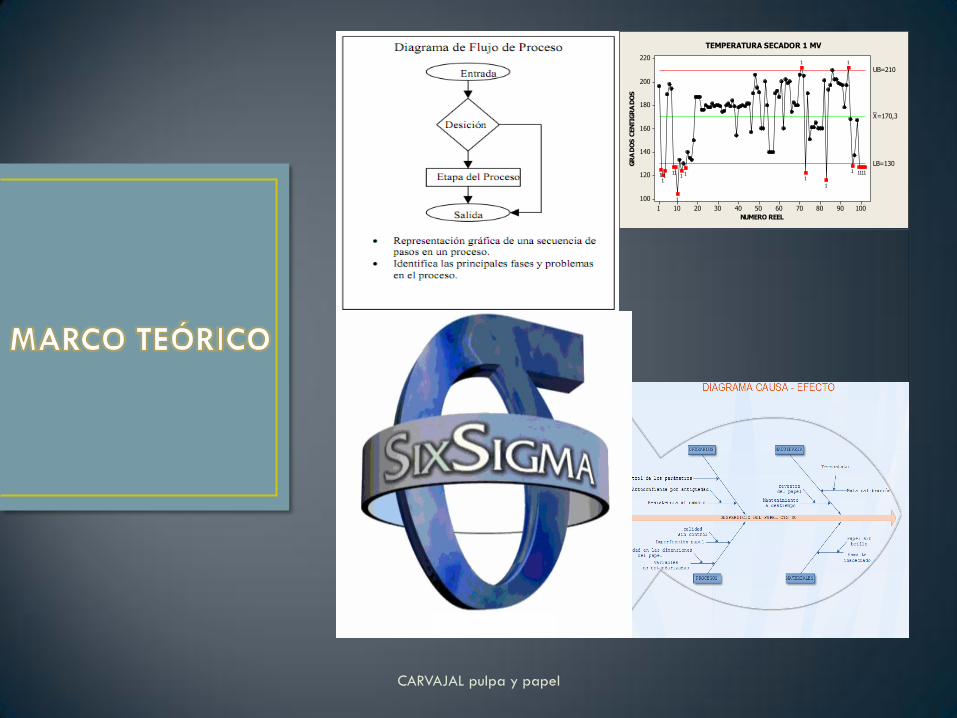
Esta propuesta de mejoramiento se basa
en la aplicación de algunos conceptos y
métodos de ingeniería industrial, que dan
como resultado un avance positivo a los
problemas de optimización y desperdicios
que tiene la empresa Carvajal pulpa y
papel en el área del proceso de
esmaltado, la cual no cuenta con todo el
potencial para ser lo suficientemente
productiva.

CARVAJAL pulpa y papel
Definición del problema
Antecedentes
Planteamiento del problema
Formulación del Problema
Justificación
Alcance

CARVAJAL pulpa y papel
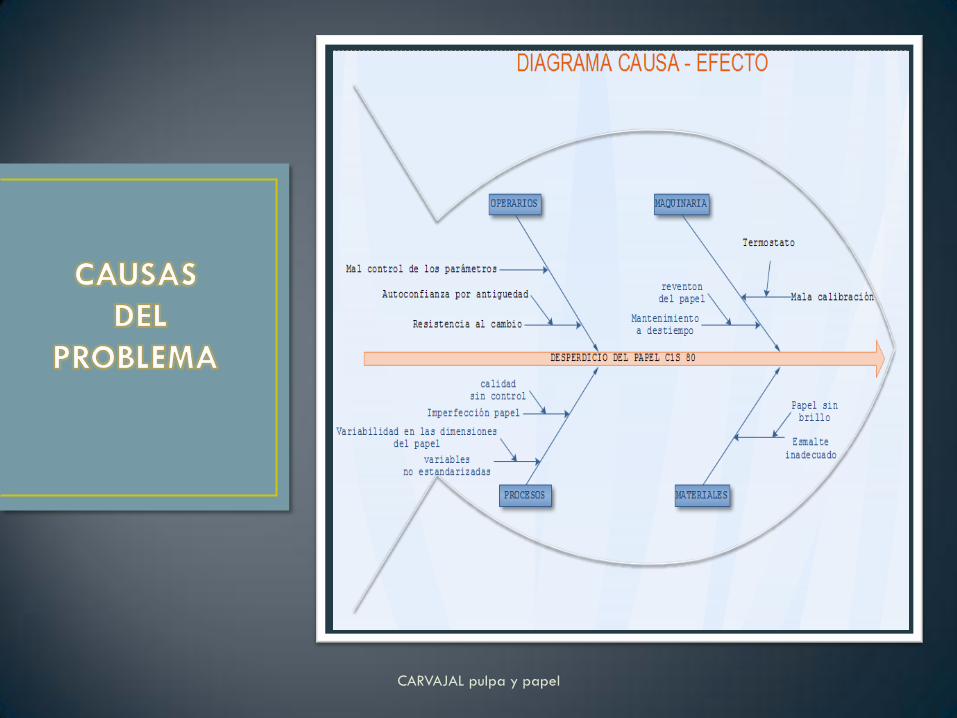
Mostrar el comportamiento del proceso de
esmaltado, identificar las causas principales de
desperdicio, analizar la información e implementar
estrategias de mejora para dicha área.

•Antecedentes
Dibujo area esmaltado
CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
“No podrían producirse dos
partes con las mismas
especificaciones, pues es evidente
que las diferencias en las
materias primas e insumos y los
distintos grados de habilidad de
los operarios provocan
variabilidad”. Shewhart
CARVAJAL pulpa y papel
¿Cómo mejorar el proceso productivo de la planta
ESMALTADORA de la empresa Productora de Papel,
PROPAL S.A mediante la aplicación de metodologías
utilizadas en la ingeniería industrial para tener un
mejor rendimiento, menores desperdicios de papel y
además, incrementar su productividad y
competitividad en el mediano plazo?
CARVAJAL pulpa y papel
recolectar la mayor cantidad de información

• OBJETIVO GENERAL
• OBJETIVOS ESPECÍFICOS
CARVAJAL pulpa y papel
• Formular una metodología que
permita la mejora de la productividad
de esmaltado de papel en la planta
de PROPAL que conlleve a reducir los
desperdicios, tiempos del proceso
productivo de papel Esmaltado y por
ende los costos de producción.
1. Conocer la estructura organizacional y las características actuales de las diferentes áreas
involucradas en el proceso productivo del área de ESMALTADOS de la empresa PROPAL
S.A.
2. Formular un Diagnóstico situacional sobre el manejo de los desperdicios en el Proceso de
ESMALTADOS para la productora de papel PROPAL S.A.
3. Desarrollar una estructura conceptual alrededor de la Optimización de Procesos.
4. Elaborar las diferentes graficas de control de proceso para el rastreo y vigilancia, la
reducción de variabilidad y la estimación de los parámetros del proceso.
5. Recomendar herramientas de ingeniería industrial para mejorar la productividad de la
planta ESMALTADORA.

CARVAJAL pulpa y papel
CARVAJAL pulpa y papel
NUMERO REEL
GR
AD
OS
CEN
TIG
RA
DO
S
1009080706050403020101
220
200
180
160
140
120
100
_X=170,3
UB=210
LB=130
11111
1
1
1
1
11
1
11111
TEMPERATURA SECADOR 1 MV
CARVAJAL pulpa y papel
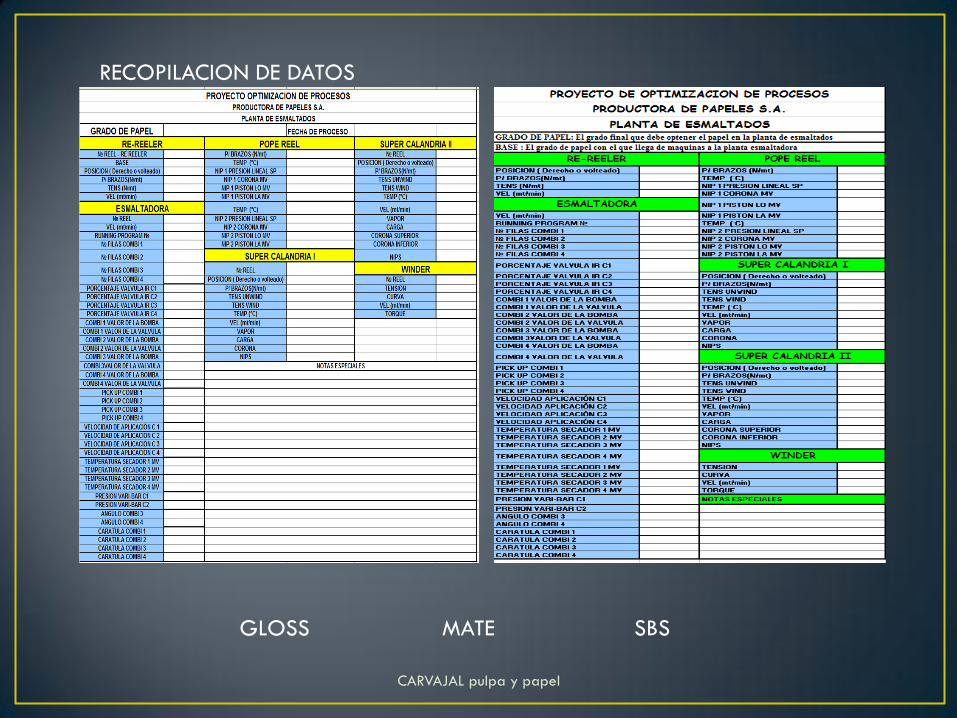
GLOSS MATE SBS
RECOPILACION DE DATOS
CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
N° ACTIVIDAD QUÉ SE HACE CÓMO SE HACE POR QUÉ SE HACE CÓMO SE DEBERIA HACER
1
Operario recibe reel Papel es bajado de la máquina
fabricadra de papel por medio
de un puente grua.
Porque necesita desenrollarlo
para analizar los defectos. No aplica
2
Desenrrollar el reel Lo pone en la máquina re-reeler Porque necesita pasarlo
desenrollado por un scanner
para evaluar la calidad.
No aplica
3
Pasar el reel por un scanner Pone el reel desenrrollado en
medio del scanner
Porque necesita analizar los
defectos (huecos, arrugas,
corrugas, humedad, calibre),
No aplica
4
Consolidar toda la
información evaluada para
cada reel
Se escribe todo lo visto y
evaluado en una hoja con firma
del operario
porque el operario de la
esmaltadora necesita tener toda
esa información y con base en
eso establece unos parámetros
en su máquina a manejar.
No aplica
5
Establecer parámetros en la
máquina esmaltadora
El operario recibe la información
consolidada y con base en eso
establece unos parámetros en su
máquina a manejar, según su
conocimiento y experiencia para
poder cambiarlos y controlarlos
mediante el programa
INSPECTION SYSTEM.
Porque necesita mirar si el
esmalte se está aplicando
parejo, si tiene la humedad
correcta, si el calibre está entre
los límites permitidos mientras
el proceso está en movimiento
hasta que llega a la calidad
máxima establecida para el
papel, ya que se maneja un
promedio en el cual deben estar
estos parametros de calidad
para cumplir con los
requerimientos del cliente.
El operario deberia recibir el reel ,
mirar la calidad con la que llega
pasarla por el scanner para mirar
los posibles defectos del papel ,
enviar el informe de estos al señor
Edgar y con base a la
estandarización de las variables
controlar las caracteristicas de este
hasta obtener la calidad máxima
establecida; y posteriormente
pasarlo al sistema de secado.
6
Ajustar la humedad del
papel esmaltado
El papel esmaltado pasa por un
sistema de secado con aire
caliente y lámparas infrarrojas.
Porque se necesita el papel con
minima humedad (seco) para
cumplir con los requerimientos
del cliente.
El papel debería pasar con el
minimo de húmedad con la
estandarización de los parametros
de las distintas variables.
Preguntas Preliminares
CARVAJAL pulpa y papel
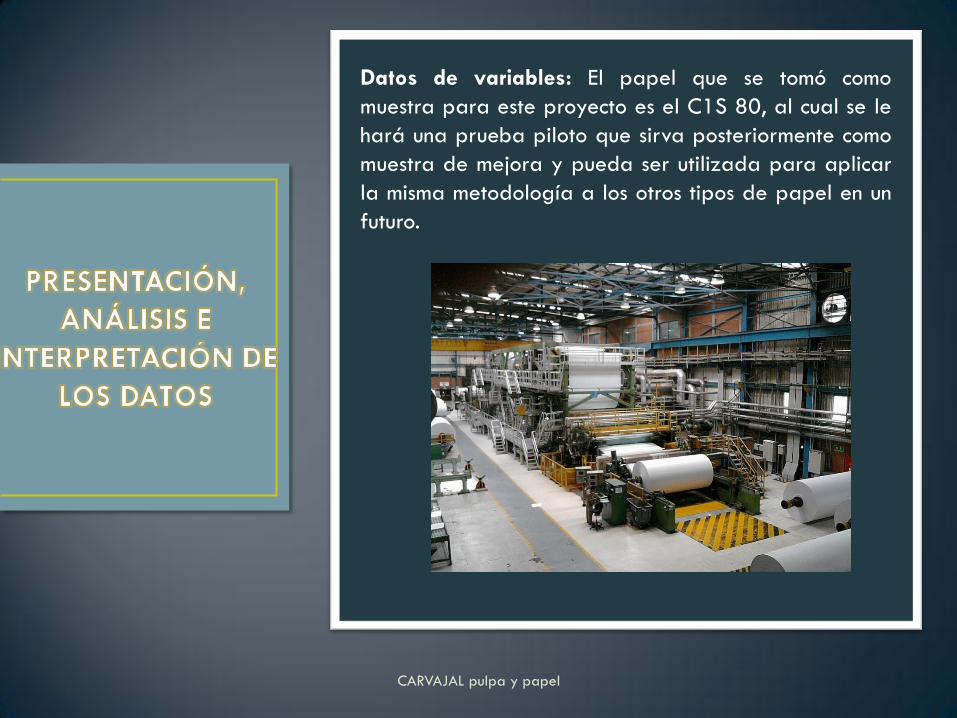
Datos de variables: El papel que se tomó como
muestra para este proyecto es el C1S 80, al cual se le
hará una prueba piloto que sirva posteriormente como
muestra de mejora y pueda ser utilizada para aplicar
la misma metodología a los otros tipos de papel en un
futuro.

CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
Gráfico de control
NUMERO DE REEL
METR
OS
/ M
INU
TO
S
1009080706050403020101
560
550
540
530
520
_X=537,39
UB=560
LB=520
VELOCIDAD (mt/min)

CARVAJAL pulpa y papel
• Grafico de control
NUMERO REEL
GR
AD
OS
CEN
TIG
RA
DO
S
1009080706050403020101
220
200
180
160
140
120
100
_X=170,3
UB=210
LB=130
11111
1
1
1
1
11
1
11111
TEMPERATURA SECADOR 1 MV

VARIABLE CRITICA DE
CALIDAD SITUACIÓN ACTUAL
PRIORIDAD
EN EL
PROYECTO
Velocidad bueno 1
Temperatura mala 5
Angulo de aplicación regular 3
Válvula y Bombas regular 2
CARVAJAL pulpa y papel
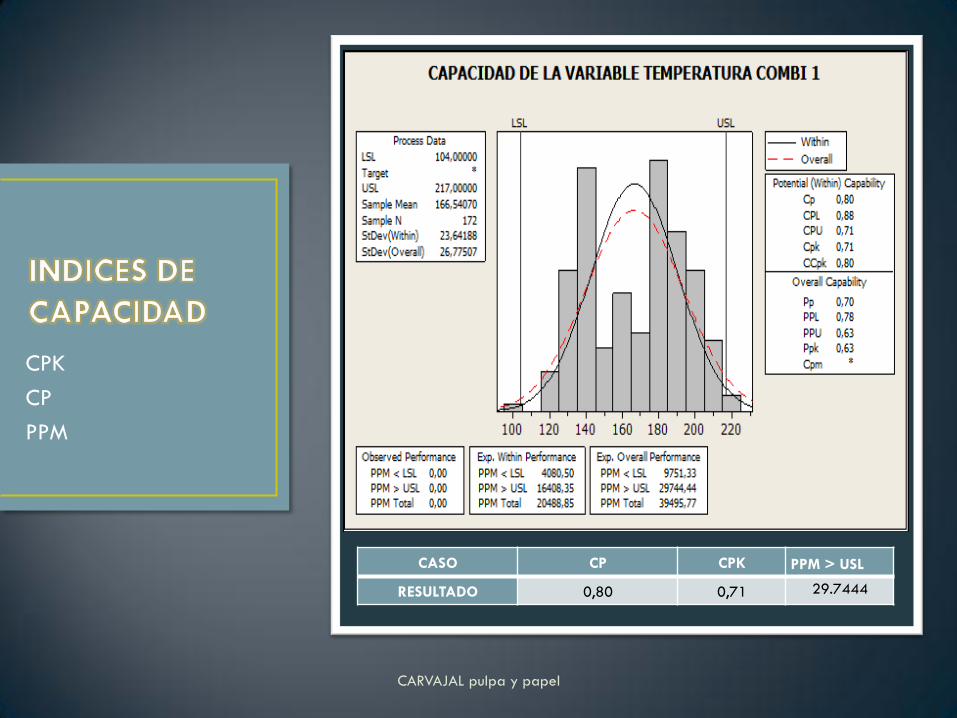
CARVAJAL pulpa y papel
CPK
CP
PPM
CASO CP CPK PPM > USL
RESULTADO 0,80 0,71 29.7444
CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
NUMERO REEL
GR
AD
OS
CEN
TIG
RA
DO
S
1009080706050403020101
220
200
180
160
140
120
100
_X=170,3
UB=210
LB=130
11111
1
1
1
1
11
1
11111
TEMPERATURA SECADOR 1 MV
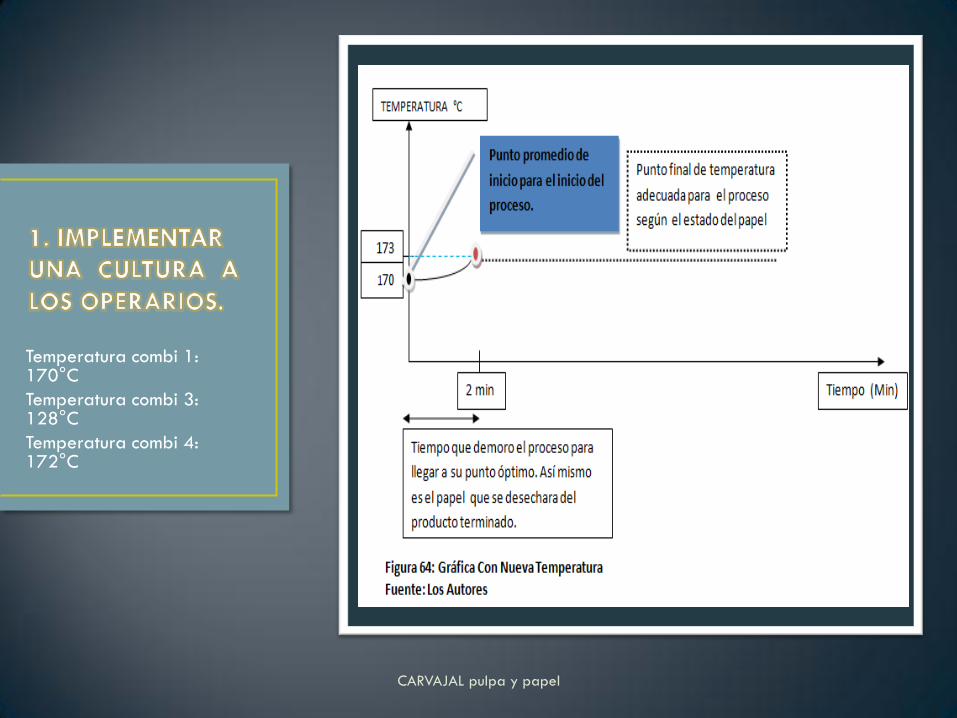
CARVAJAL pulpa y papel
Temperatura combi 1: 170°C
Temperatura combi 3: 128°C
Temperatura combi 4: 172°C

CARVAJAL pulpa y papel
• La aplicación seis sigma hasta su tercera fase sirvió para encontrar los problemas más
significativos de las distintas variables en el proceso del área de esmaltado.
• El trabajo en equipo con el personal de la empresa fue fundamental para poder
avanzar en la fase de la propuesta.
• Esta metodología es una herramienta valiosa para la mejora continua dentro los
procesos.
CARVAJAL pulpa y papel
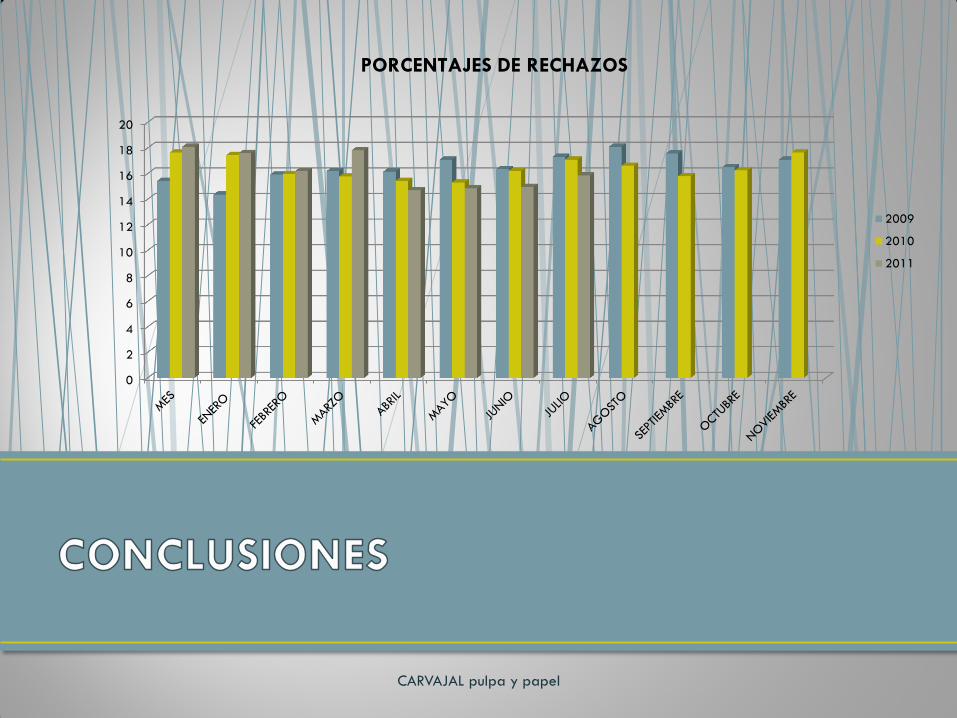
0
2
4
6
8
10
12
14
16
18
20
2009
2010
2011
PORCENTAJES DE RECHAZOS
CARVAJAL pulpa y papel
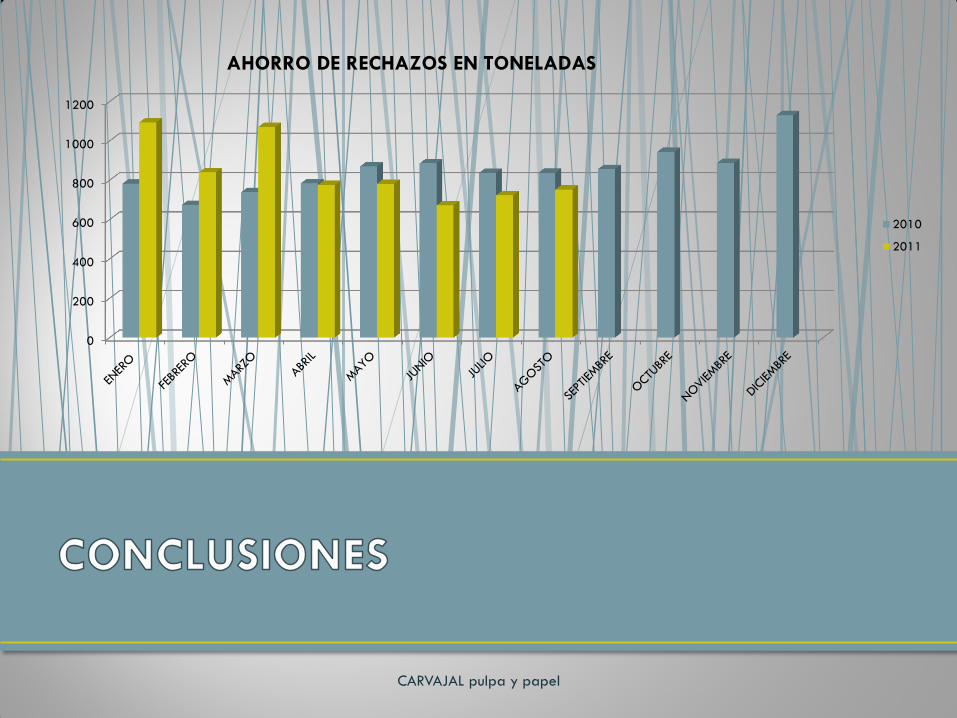
0
200
400
600
800
1000
1200
2010
2011
AHORRO DE RECHAZOS EN TONELADAS

CARVAJAL pulpa y papel
CARVAJAL pulpa y papel
• EXPERIMENTACIÓN FACTORIAL.
• POLÍTICAS EMPRESARIALES.
Las políticas de la empresa deben estar orientadas hacia la detección de problemas reales.
Definir los niveles de cada
uno de los factores que
influyeron en la
variabilidad del proceso.
• Neoediciones JP & A. Ing. Gustavo López. Investigador
del Instituto de Ingeniería-UABC;
[email protected]. - http://www.mercadeo.com
• 2. Six Sigma. The breaktrough Management Strategy;
Harry Mikel ,Schoeder Richard; McGraw Hill Editorial;
2000.
• 3. Trabajo de grado “Implementación de control
estadístico de procesos bajo el enfoque de
mejoramiento continuo en una empresa de artes
gráficas”; Arango Gómez Juan Pablo; Giraldo Gómez
Alejandro; Universidad San Buenaventura;2004.
• 4. Los procesos, su variabilidad y gráficos de control de
variables; capitulo 10; Control Estadístico de procesos;
Jose Francisco Vilar Barrio; FC Editorial; 1995.
• 5. Entrevistas a personal de Producción (coordinador
de grupo, jefe de operaciones y operarios) de la
empresa Propal S.A;2011.
• Graficos de control, histogramas, capacidad
minitab.softonic.com/
CARVAJAL pulpa y papel

CARVAJAL pulpa y papel
Top Related