







Idiomas
Páginas
Jurídico


XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Evaluación de Parámetros de Desempeño para mezclas Diesel UBA - Biodiesel
Biodiesel
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓNXV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
CONTENIDO
♦Antecedentes
♦Caracterización Química del Biodiesel
♦Métodos ASTM y EPA utilizados para determinar las propiedades Fisicoquímicas
♦Propiedades Fisicoquímicas de los Diesel UBA y Biodiesel puros B100
♦Predicción de Propiedades Fisicoquímicas de Biodiesel B100♦Predicción de Propiedades Fisicoquímicas de Biodiesel B100
♦Propiedades Fisicoquímicas de mezclas Diesel UBA –Biodiesel
♦Correlación de Propiedades de las mezclas Diesel UBA – Biodieselp
♦Análisis de Resultados y Conclusiones
♦Recomendaciones
♦Participantes

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓNXV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Antecedentes
1
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
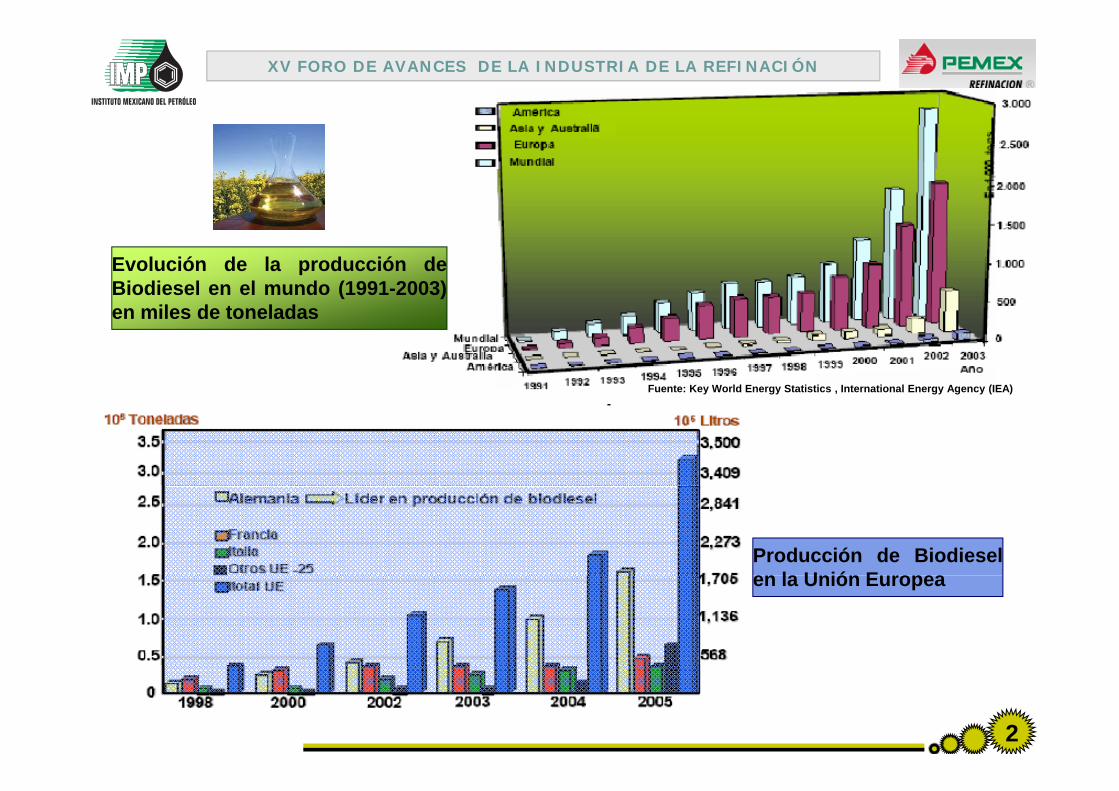
Evolución de la producción deBiodiesel en el mundo (1991-2003)
il d t l d
Fuente: Key World Energy Statistics , International Energy Agency (IEA)
en miles de toneladas
Producción de Biodiesell U ió Een la Unión Europea
2

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Producción mundial de biodiesel, 1991-2007Producción mundial de biodiesel, 1991 2007
Fuente: Steenblik. Government support for ethanol and biodiesel in selected OECD countries. A synthesis of reports addressingsubsidies for biofuels in Australia, Canada, the European Union, Switzerland and the United States. The Global Subsides Iniciative. September 2007 3
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓNXV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
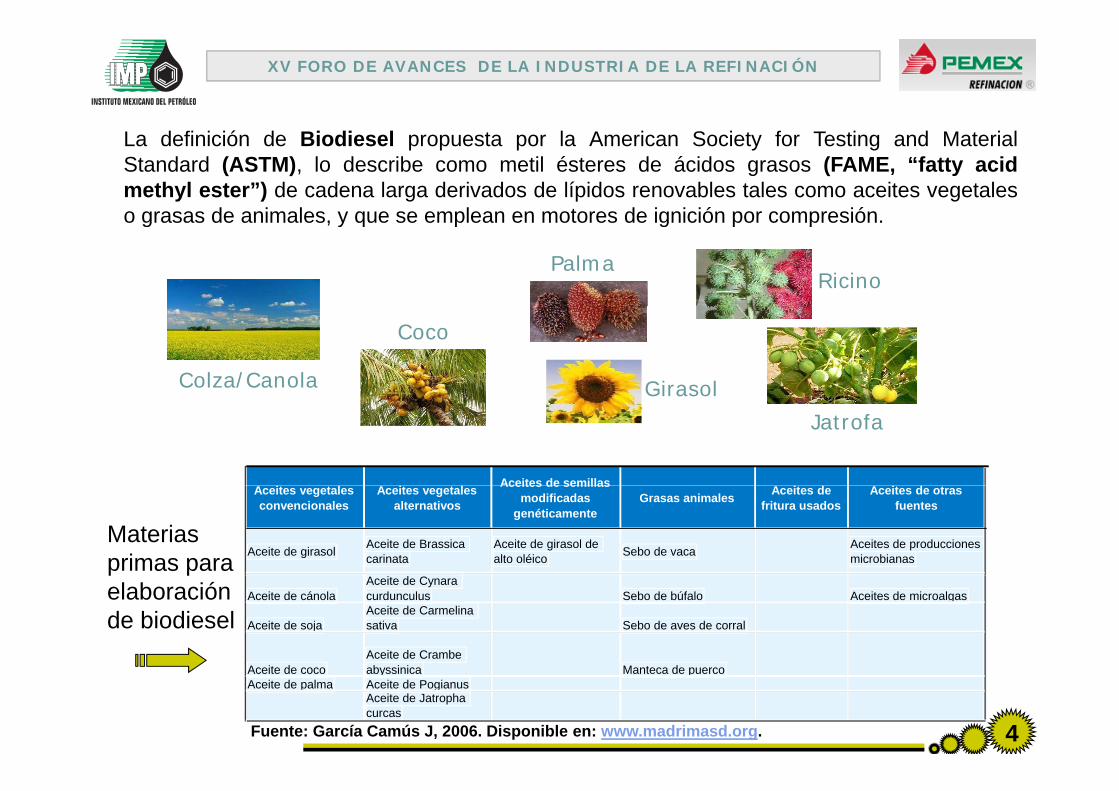
La definición de Biodiesel propuesta por la American Society for Testing and MaterialStandard (ASTM), lo describe como metil ésteres de ácidos grasos (FAME, “fatty acidmethyl ester”) de cadena larga derivados de lípidos renovables tales como aceites vegetaleso grasas de animales y que se emplean en motores de ignición por compresióno grasas de animales, y que se emplean en motores de ignición por compresión.
PalmaRicino
Colza/Canola Girasol
Coco
Girasol
Jatrofa
Aceites de semillas
Materias primas para
Aceites vegetalesconvencionales
Aceites vegetalesalternativos
Aceites de semillas modificadas
genéticamenteGrasas animales Aceites de
fritura usadosAceites de otras
fuentes
Aceite de girasol Aceite de Brassica carinata
Aceite de girasol de alto oléico Sebo de vaca Aceites de producciones
microbianasp pelaboración de biodiesel
Aceite de cánolaAceite de Cynara curdunculus Sebo de búfalo Aceites de microalgas
Aceite de sojaAceite de Carmelina sativa Sebo de aves de corral
Aceite de Crambe Aceite de coco abyssinica Manteca de puercoAceite de palma Aceite de Pogianus
Aceite de Jatropha curcas
Fuente: García Camús J, 2006. Disponible en: www.madrimasd.org. 4

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Fuente (a) Ejim et al., Fuel, 86 (2007) 1534-1544; (b) Watts et al., (1999) 1319 y (c) Fats and Oils. Richard D. O'Brien 1998 5

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Ventajas del Biodiesel:Regenerabilidad, biodegradabilidad elevada, emisiones
t i t b j lt t t d i fl ió l tcontaminantes bajas, alta temperatura de inflamación y excelentespropiedades como lubricante.
Principal limitante para su uso como combustible renovable:Elevado costo. Hoy en día, el precio de venta del biodiesel depende del 60 al 70 %d l d l i l i l l d d iódel costo de los aceites vegetales o grasas animales empleados para su producción.
Para poder dar mayores argumentos a favor del uso comercial delbiodiesel, existe la necesidad de estudiar sus propiedades y comose ven afectadas cuando el biodiesel se mezcla con el diesel fósilse ven afectadas cuando el biodiesel se mezcla con el diesel fósil.
PorPor ejemploejemplo:: NúmeroNúmero dede Cetano,Cetano, TemperaturaTemperatura dedeN bl i tN bl i t Vi id dVi id d L b i id dL b i id d NúNú dd BBNublamiento,Nublamiento, Viscosidad,Viscosidad, LubricidadLubricidad yy NúmeroNúmero dede BromoBromo
6
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
A pesar de que en la literatura especializada existen muchos trabajos en donde se estudiandiferentes propiedades fisicoquímicas para biodiesel y sus mezclas con diesel del petróleo,p p q p y p ,pocos son los trabajos donde se abarca la gran cantidad de propiedades como las que seestudian en el presente trabajo de investigación. Esta falta de información justifica ampliamenteel desarrollo de este proyecto, ya que para evaluar un combustible se debe conocer el impactosobre sus propiedades al utilizar las mezclas biodiesel con diesel fósil en diferentesp pproporciones.
Objetivo General
Evaluar el efecto de la composición química del biodiesel en la calidad de susmezclas con diesel fósil por medio de sus parámetros de desempeño, tales como:temperatura de niebla, lubricidad, conductividad, viscosidad cinemática, númerode cetano, número de bromo, peso específico, temperatura de inflamación y podercalorífico, entre otros.
7
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Caracterización Química del Biodiesel
8

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Se utilizó un cromatógrafo de gases modelo 6890,marca Agilent Technologies, acoplado a undetector selectivo de masas. Para la identificaciónde compuestos, este equipo dispone de unabiblioteca de espectros de masas Wiley 275biblioteca de espectros de masas Wiley 275.
En el desarrollo del método cromatográfico se utilizó unasolución estándar de FAME´s, con una concentración de 30,mg/ml. Esta solución contiene 37 tipos de FAME´s disueltosen cloruro de metileno y abarca desde C4 hasta C24.
La separación de los FAME´s se realizó en una columnaLa separación de los FAME s se realizó en una columnacapilar HP-88, fase 88% cianopropil polisiloxano, de 100metros de longitud x 0.25 mm diámetro interno x 0.20 µm deespesor de película, intervalo de temperatura de 50 a 250°Cp p p
9

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
• La técnica analítica implementada fue corroborada al comparar la informaciónobtenida con el estándar de FAME´s.
Cromatograma del estándar de 37 FAME´s obtenido por GC-MS con una columna de 100 metrosCromatograma del estándar de 37 FAME s obtenido por GC MS con una columna de 100 metros
10

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
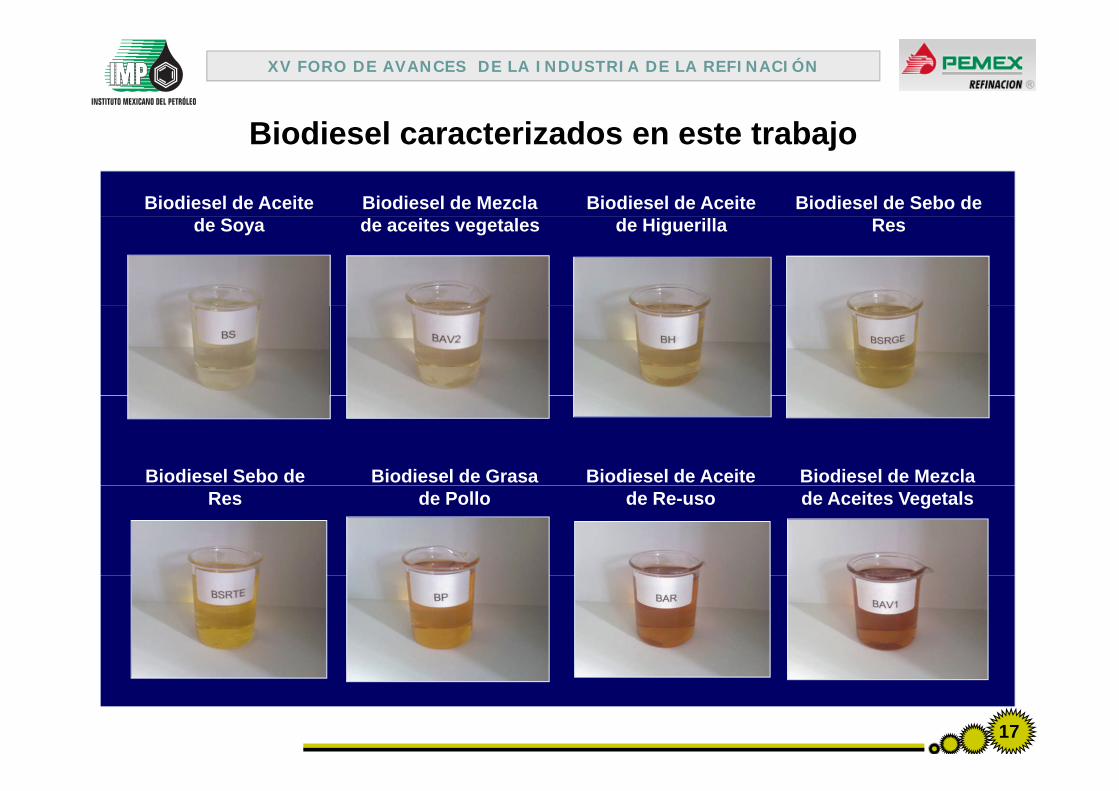
Ti d Bi di l t i d t t b jTipos de Biodiesel caracterizados en este trabajo
1. BSRGE - Biodiesel elaborado a partir de sebo de res.
2. BSRTE - Biodiesel elaborado a partir de sebo de res.2. BSRTE Biodiesel elaborado a partir de sebo de res.
3. BAV1 - Biodiesel elaborado a partir de una mezcla de aceites vegetales.
4. BAV2 - Biodiesel elaborado a partir de una mezcla de aceites vegetales.
5. BAR - Biodiesel elaborado a partir de aceite de re-uso.
6. BH - Biodiesel elaborado a partir de aceite de higuerilla.
7 BP7. BP - Biodiesel elaborado con grasa de pollo.
8. BS - Biodiesel elaborado con aceite de soya.
11
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
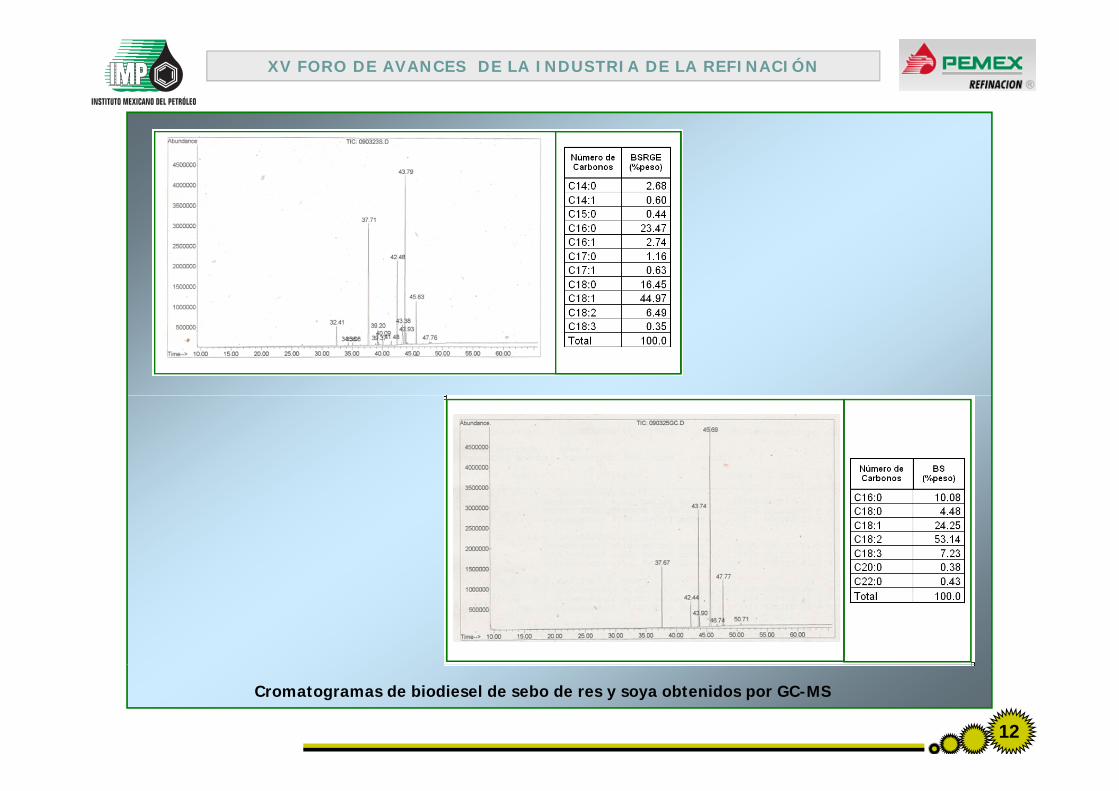
Cromatogramas de biodiesel de sebo de res y soya obtenidos por GC-MS
12
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
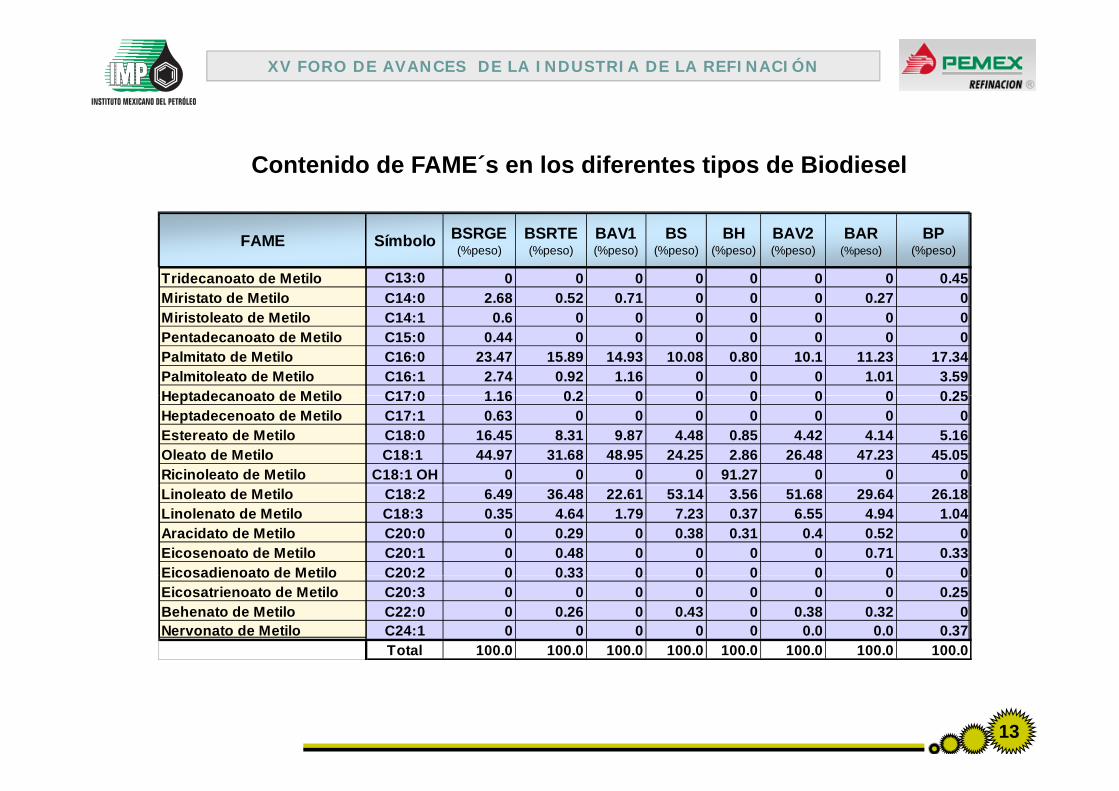
Contenido de FAME´s en los diferentes tipos de Biodiesel
Tridecanoato de Metilo C13:0 0 0 0 0 0 0 0 0.45Miristato de Metilo C14:0 2.68 0.52 0.71 0 0 0 0.27 0
BH (%peso)
BAV2 (%peso)
BAR (%peso)
FAME Símbolo BSRGE (%peso)
BS (%peso)
BP (%peso)
BSRTE (%peso)
BAV1 (%peso)
Miristoleato de Metilo C14:1 0.6 0 0 0 0 0 0 0Pentadecanoato de Metilo C15:0 0.44 0 0 0 0 0 0 0Palmitato de Metilo C16:0 23.47 15.89 14.93 10.08 0.80 10.1 11.23 17.34Palmitoleato de Metilo C16:1 2.74 0.92 1.16 0 0 0 1.01 3.59Heptadecanoato de Metilo C17:0 1 16 0 2 0 0 0 0 0 0 25Heptadecanoato de Metilo C17:0 1.16 0.2 0 0 0 0 0 0.25Heptadecenoato de Metilo C17:1 0.63 0 0 0 0 0 0 0Estereato de Metilo C18:0 16.45 8.31 9.87 4.48 0.85 4.42 4.14 5.16Oleato de Metilo C18:1 44.97 31.68 48.95 24.25 2.86 26.48 47.23 45.05Ricinoleato de Metilo C18:1 OH 0 0 0 0 91.27 0 0 0Linoleato de Metilo C18:2 6.49 36.48 22.61 53.14 3.56 51.68 29.64 26.18Linolenato de Metilo C18:3 0.35 4.64 1.79 7.23 0.37 6.55 4.94 1.04Aracidato de Metilo C20:0 0 0.29 0 0.38 0.31 0.4 0.52 0Eicosenoato de Metilo C20:1 0 0.48 0 0 0 0 0.71 0.33Eicosadienoato de Metilo C20:2 0 0 33 0 0 0 0 0 0Eicosadienoato de Metilo C20:2 0 0.33 0 0 0 0 0 0Eicosatrienoato de Metilo C20:3 0 0 0 0 0 0 0 0.25Behenato de Metilo C22:0 0 0.26 0 0.43 0 0.38 0.32 0Nervonato de Metilo C24:1 0 0 0 0 0 0.0 0.0 0.37
Total 100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0
13

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Métodos EPA y ASTM Utilizados para Determinar las Propiedades FisicoquímicasDeterminar las Propiedades Fisicoquímicas
14

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
MÉTODOS EPA, ASTM Y ESPECIFICACIÓN B100
Propiedad Fisicoquímica Unidades Método Especificación
Calcio y Magnesio ppmw EPA-6010c-07 5 máx.
Sodio y Potasio ppmw EPA 6010c 07 5 máxSodio y Potasio ppmw EPA-6010c-07 5 máx.
Fósforo ppmw ASTM D-4951-09 10 máx.
Temperatura de Inflamación ° C ASTM D-93-02a 93 mín.
Agua y Sedimento % vol. ASTM D-1796-04 0.05 máx.
Viscosidad Cinemática a 40 °C mm2/s ASTM D-445-04e [1.9-6.0]
Cenizas Sulfatadas % peso ASTM D-874-07 0.02 máx.
Azufre Total ppmw ASTM D-5453-98 15 máx.
Corrosión al Cu 3h a 50 °C ASTM D 130 04 No 3 máxCorrosión al Cu 3h a 50 °C - ASTM D-130-04 No.3 máx.
Número de Cetano - ASTM D-613-05 47 mín.
Índice de Cetano - ASTM D-976-05 -
Temperatura de Nublamiento ° C ASTM D-2500-05 Reportar
Residuo de Carbón Ramsbottom % peso ASTM D-524-04 0.25 máx.
Número de Ácido mg-KOH/g ASTM D-664-95 0.5 máx.
Número de Hidroxilo % peso ASTM D-222-94 -
Temperatura de Destilación al 90 % de recuperado ° C ASTM D-1160-06 360 máx.
Estabilidad a la Oxidación mg/100ml ASTM D-2274-03a 4 máx.
Lubricidad HFRR a 60 °C µm ASTM D-6079-2002 520 máx.
Conductividad pS/m ASTM D 2624 07a 50 mínConductividad pS/m ASTM D-2624-07a 50 mín.
Poder Calorífico BTU/lb ASTM D-240-02 -
Número de Bromo g-Br/100g ASTM D-1159-01 -15
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Propiedades Fisicoquímicas de los Diesel UBA y Biodiesel puros B100y Biodiesel puros B100
16
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Bi di l t i d t t b j
Biodiesel de Aceite Biodiesel de Mezcla Biodiesel de Aceite Biodiesel de Sebo de
Biodiesel caracterizados en este trabajo
de Soya de aceites vegetales de Higuerilla Res
Biodiesel Sebo de Biodiesel de Grasa Biodiesel de Aceite Biodiesel de Mezcla Res de Pollo de Re-uso de Aceites Vegetals
17

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Combustibles Diesel UBA usados en este trabajo
1. DUBA-REF. Obtenido al hidrotratar una mezcla de GLP y ACL en laplanta U-700-2 de la Refinería de Cadereyta
2. DUBA-PP. Obtenido al hidrotratar GLP procedente de la plantacombinada No. 1 de la Refinería de Tula, en la planta piloto II-7 del, p pIMP
18

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Variación de la estabilidad a la oxidación con el tiempo
25
ml
15
20
les/
100
m
BSRGE BSRTEBAV1
10
g-in
solu
b BAV1 BAV2
5
ε ,
mg
0 10 20 30 40 50 60 70 80 90 100 110 120 1300
Días de almacenamiento
20
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Predicción de Propiedades Fisicoquímicas de Biodiesel B100Biodiesel B100
21

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
∑n
Predicción del Peso Específico a 20/4 °C del Biodiesel a partir de su Composición Química
∑=
π=π1i
iiBiodiesel w
donde: πBiodiesel es el peso específico del biodiesel; wi es la fracción peso del FAME i-ésimol ífi d l FAME i é iy; πi es el peso específico del FAME i-ésimo
Biodiesel πBiodiesel( )
πBiodiesel( )
% error relativo(b)
(experimental) (calculado)
Palma 0.8726(a) 0.8710 0.19
BSRGE 0.8726 0.8711 0.17
BSRTE 0.8795 0.8775 0.23
BAV1 0.8869 0.8750 1.34
BAV2 0.8992 0.8807 2.05
BAR 0 8867 0 8776 1 03BAR 0.8867 0.8776 1.03
BH 0.9326 - -
BS 0.8812 0.8811 0.02
BP 0 8802 0 8756 0 52BP 0.8802 0.8756 0.52
(a) Aroua y col. J. Chem. Eng. Data, 53, 2008, 877–880(b) % error relativo = (πexp – πcal)(100)/πexp
22
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
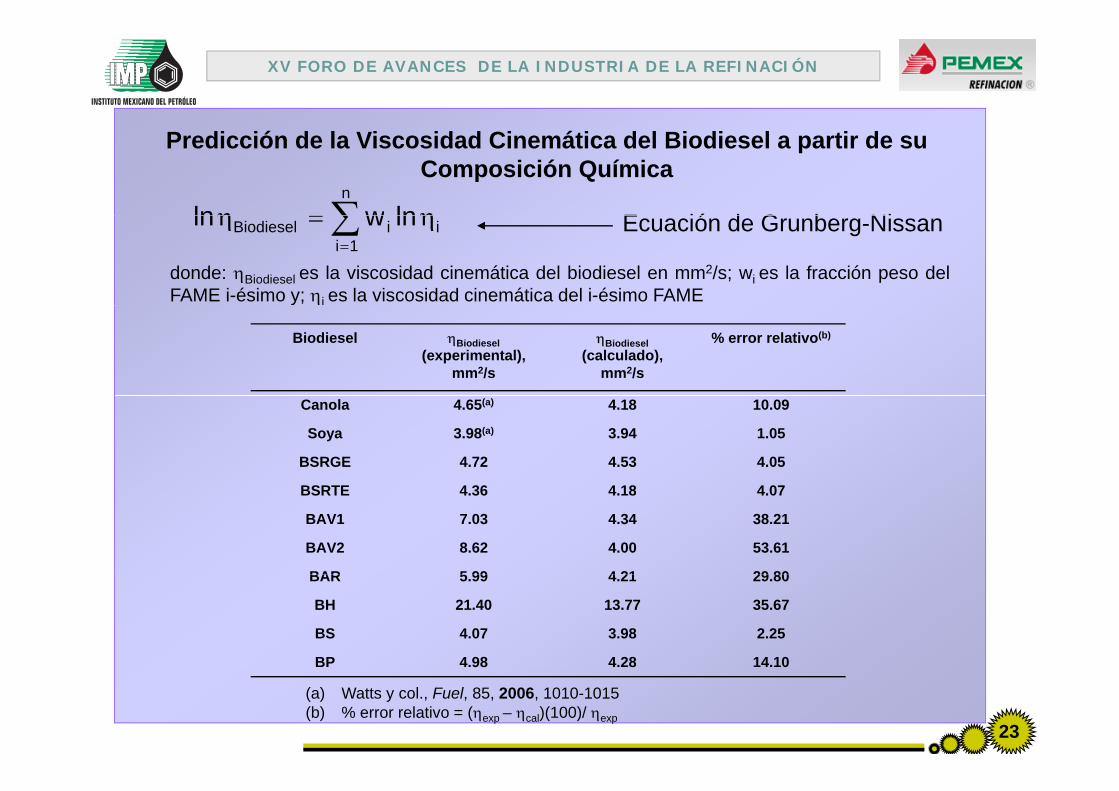
Predicción de la Viscosidad Cinemática del Biodiesel a partir de su Composición Química
∑ η=ηn
lnwln E ió d G b Ni∑=
η=η1i
iiBiodiesel lnwln Ecuación de Grunberg-Nissan
donde: ηBiodiesel es la viscosidad cinemática del biodiesel en mm2/s; wi es la fracción peso delFAME i-ésimo y; ηi es la viscosidad cinemática del i-ésimo FAME
Biodiesel ηBiodiesel(experimental),
mm2/s
ηBiodiesel(calculado),
mm2/s
% error relativo(b)
Canola 4.65(a) 4.18 10.09
Soya 3.98(a) 3.94 1.05
BSRGE 4.72 4.53 4.05
BSRTE 4 36 4 18 4 07BSRTE 4.36 4.18 4.07
BAV1 7.03 4.34 38.21
BAV2 8.62 4.00 53.61
BAR 5 99 4 21 29 80BAR 5.99 4.21 29.80
BH 21.40 13.77 35.67
BS 4.07 3.98 2.25
BP 4 98 4 28 14 10BP 4.98 4.28 14.10
(a) Watts y col., Fuel, 85, 2006, 1010-1015(b) % error relativo = (ηexp – ηcal)(100)/ ηexp
23

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Predicción del Número de Cetano del Biodiesel a partir de su Composición Química
∑n
donde: Φ = número de cetano del biodiesel; w = fracción peso∑=
Φ=Φ1i
iiBiodiesel w donde: ΦBiodiesel = número de cetano del biodiesel; wi = fracción peso del FAME i-ésimo; Φi = número de cetano del FAME i-ésimo
Biodiesel ΦBiodiesel ΦBiodiesel % error relativo(b)Biodiesel
(experimental),Biodiesel
(calculado),
Palma 61.0(a) 65.3 -6.98
Oliva 57.0(a) 59.7 -4.73
Cacahuate 53 0(a) 56 2 6 08Cacahuate 53.0(a) 56.2 -6.08
Soya 49.0(a) 47.1 3.95
Girasol 50.0(a) 46.5 6.97
BSRGE 53.8 66.1 -22.77
BSRTE 49.2 54.5 -10.75
BAV1 53.2 58.7 -10.30
BAV2 36.7 48.5 -32.08
BAR 46.5 54.0 -16.10
BH 29.9 - -
BS 51.7 47.9 7.31
BP 53 5 57 5 7 46BP 53.5 57.5 -7.46
(a) Ramos y col., Bioresource Technology, 100, 2009, 261–268; (b) % error relativo = (Φexp – Φcal)(100)/ Φexp
24
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
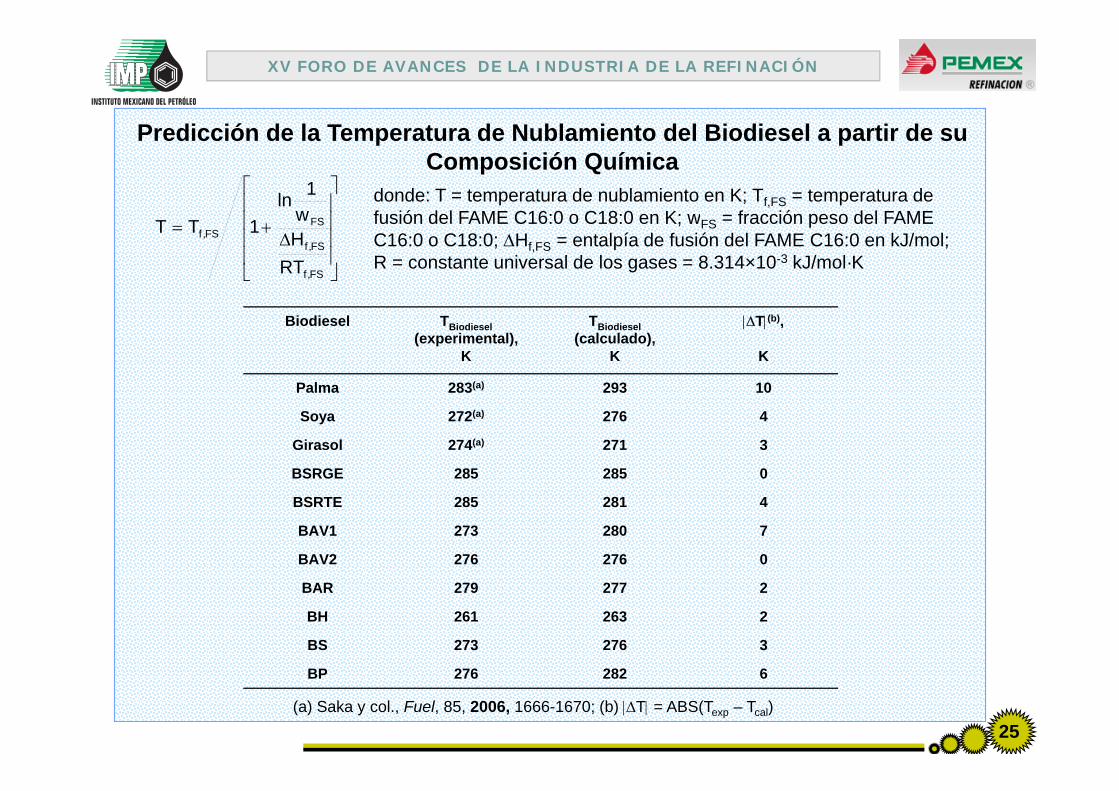
P di ió d l T t d N bl i t d l Bi di l ti dPredicción de la Temperatura de Nublamiento del Biodiesel a partir de su Composición Química
⎥⎥⎤
⎢⎢⎡
w1ln donde: T = temperatura de nublamiento en K; Tf,FS = temperatura de
fusión del FAME C16:0 o C18:0 en K; w = fracción peso del FAME
⎥⎥⎥
⎦⎢⎢⎢
⎣
∆+=
FS,f
FS,f
FSFS,f
RTHw1TT fusión del FAME C16:0 o C18:0 en K; wFS = fracción peso del FAME
C16:0 o C18:0; ∆Hf,FS = entalpía de fusión del FAME C16:0 en kJ/mol; R = constante universal de los gases = 8.314×10-3 kJ/mol·K
Biodiesel TBiodiesel(experimental),
K
TBiodiesel(calculado),
K
|∆T|(b),
K
Palma 283(a) 293 10
Soya 272(a) 276 4
Girasol 274(a) 271 3
BSRGE 285 285 0
BSRTE 285 281 4
BAV1 273 280 7
BAV2 276 276 0
BAR 279 277 2
BH 261 263 2
BS 273 276 3
BP 276 282 6
(a) Saka y col., Fuel, 85, 2006, 1666-1670; (b) |∆T| = ABS(Texp – Tcal)25

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Propiedades Fisicoquímicas de mezclas Diesel UBA - BiodieselDiesel UBA - Biodiesel
26

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Biodiesel usados para preparar las mezclas con Diesel UBA
1. BSRGE - Biodiesel elaborado a partir de sebo de res.
2. BAV1 - Biodiesel elaborado a partir de una mezcla de aceites vegetales.od ese e abo ado a pa t de u a e c a de ace tes egeta es
3. BAV2 - Biodiesel elaborado a partir de una mezcla de aceites vegetales.
1. BAR - Biodiesel elaborado a partir de aceite de re-uso.
27

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Correlación de propiedades de las mezclas Diesel UBA - Biodieselmezclas Diesel UBA - Biodiesel
29
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
8
9
BAV1+DUBA-REF BAV2+DUBA-REF
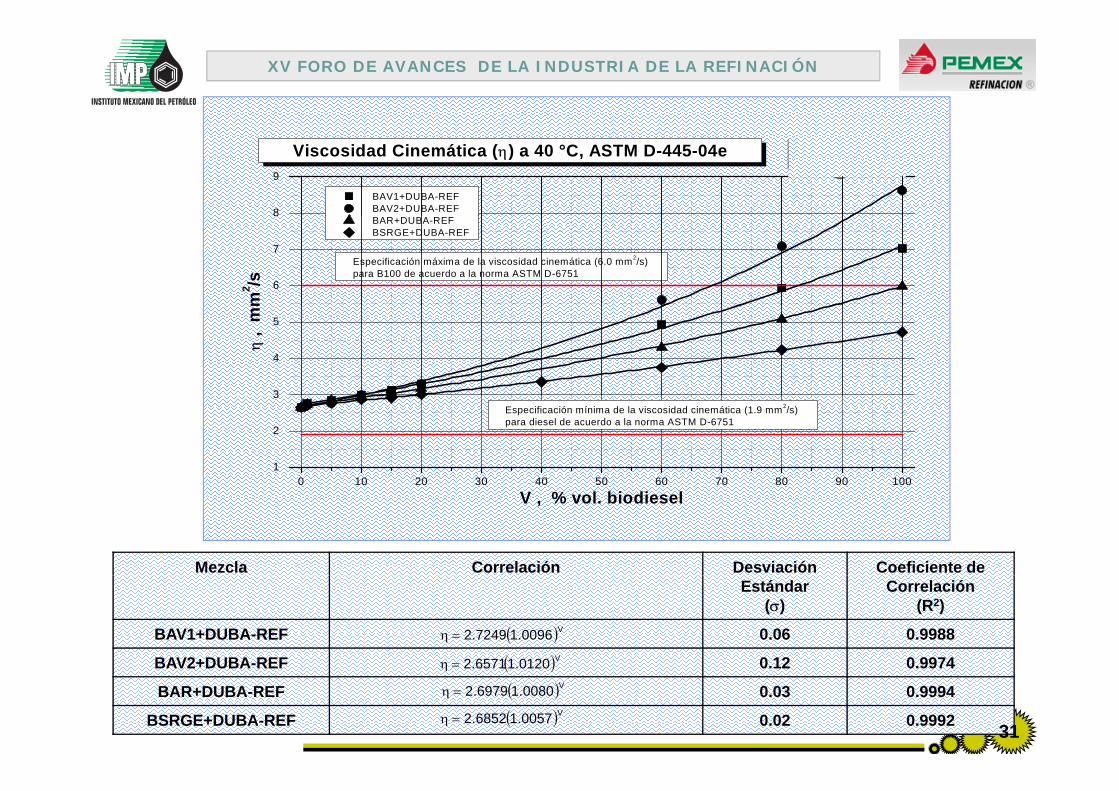
Viscosidad Cinemática (η) a 40 °C, ASTM D-445-04e Fig. 9
6
7
8
Especificación máxima de la viscosidad cinemática (6.0 mm2/s) para B100 de acuerdo a la norma ASTM D-6751
BAR+DUBA-REF BSRGE+DUBA-REF
m2 /s
3
4
5
η ,
mm
0 10 20 30 40 50 60 70 80 90 1001
2
3Especificación mínima de la viscosidad cinemática (1.9 mm2/s) para diesel de acuerdo a la norma ASTM D-6751
V , % vol. biodiesel
Mezcla Correlación Desviación Coeficiente de Estándar
(σ)Correlación
(R2)
BAV1+DUBA-REF 0.06 0.9988
BAV2+DUBA-REF 0 12 0 9974
( )V0096.17249.2=η
( )V0120165712=ηBAV2+DUBA-REF 0.12 0.9974
BAR+DUBA-REF 0.03 0.9994
BSRGE+DUBA-REF 0.02 0.9992
( )0120.16571.2=η
( )V0080.16979.2=η
( )V0057.16852.2=η31

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
90
100
Concentración de Azufre Total (S), ASTM D-5453-08a Fig. 13
60
70
80 BAV1+DUBA-REF BAV2+DUBA-REF BAR+DUBA-REF BSRGE+DUBA-REF
ppm
w
20
30
40
50
Especificación máxima del contenido de azufre total (15 ppmw)para B100 de acuerdo a la norma ASTM D-6751
S ,
0 10 20 30 40 50 60 70 80 90 1000
10
20 para B100 de acuerdo a la norma ASTM D 6751
V, % vol. biodieselV, % vol. biodiesel
Mezcla Correlación Desviación Coeficiente de Estándar
(σ)Correlación
(R2)
BAV1+DUBA-REF 1.2 0.9990
BAV2+DUBA-REF 0.5 0.9950V9598.01520.4S +=
V1930056534S +=
BAR+DUBA-REF 0.1 0.9990
BSRGE+DUBA-REF 0.1 0.9908
V1930.05653.4S +
V0721.02013.4S +=
V0270.02795.4S +=32

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
50
55Fig. 29
BAV1+DUBA-REF BAV2+DUBA-REF
Estabilidad a la Oxidación (ε), ASTM D-2274
30
35
40
45 BAR+DUBA-REF BSRGE+DUBA-REF
olub
les/1
00m
l
10
15
20
25
Especificación máxima en la estabiladad
ε , m
g inso
0 10 20 30 40 50 60 70 80 90 100
0
5
10 Especificación máxima en la estabiladada la oxidación (4 mg/100ml) para B100 de acuerdo a la norma ASTM D-6751
V , % vol. biodiesel
Mezcla Correlación Desviación Coeficiente de Estándar
(σ)Correlación
(R2)
BAV1+DUBA-REF 0.9 0.9976
BAV2+DUBA-REF 0 7 0 9485V5244.08199.0 +=ε
V0801018370 +=εBAV2+DUBA REF 0.7 0.9485
BAR+DUBA-REF 0.6 0.9952
BSRGE+DUBA-REF 0.1 0.9773
V0801.01837.0 +=ε
V2527.01079.0 +=ε
V0086.01076.0 +=ε 35

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Análisis de Resultados y Conclusiones
38

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
E R l ió l Bi di l B100En Relación a los Biodiesel puros B100
• Los valores numéricos de algunas propiedades de los biodiesel BAV1,BAV2, BAR y BP, salen de especificación, se puede deber a que nonosiguieronsiguieron unun procesoproceso adecuadoadecuado dede purificaciónpurificación pudiendopudiendo estarestarsiguieronsiguieron unun procesoproceso adecuadoadecuado dede purificación,purificación, pudiendopudiendo estarestarcontaminadoscontaminados..
• Los métodos usados en este trabajo para estimar las propiedades de losBiodiesel a partir de su composición química (FAME´s), muestranviabilidad.
• Los análisis de laboratorio muestran que el Biodiesel elaborado a partir deit d Hi ill l l ifi ió d Nú d C taceite de Higuerilla no cumple con la especificación de Número de Cetano,
por lo que no es recomendable su uso como combustible.•
39

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
•
• Las propiedades de los Biodiesel B100 que dependen de la composiciónde los FAME´s son:T InflamaciónT Inflamación ViscosidadViscosidadT Inflamación T Inflamación ViscosidadViscosidadT Destilación 90%T Destilación 90% No. de BromoNo. de BromoLubricidadLubricidad T NublamientoT NublamientoConductividadConductividad No. de CetanoNo. de CetanoConductividadConductividad No. de CetanoNo. de Cetano
Poder caloríficoPoder calorífico
• Las propiedades de los Biodiesel B100 que no dependen de lacomposición de los FAME´s son:composición de los FAME s son:MetalesMetales (Na,Mg,(Na,Mg, Na,Na, K,K, P)P) AguaAgua yy SedimentoSedimentoCenizasCenizas sulfatadassulfatadas AzufreAzufre total,total,ResiduoResiduo dede carbóncarbón NoNo dede AcidoAcidoResiduoResiduo dede carbóncarbón NoNo.. dede AcidoAcidoGlicerinaGlicerina librelibre EstabilidadEstabilidad aa lala oxidaciónoxidación
40

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
En Relación a las Mezclas Diesel-Biodiesel
• La información obtenida, muestra que la relación entre la concentración deBiodiesel y la propiedad es lineal para:AzufreAzufre totaltotal MetalesMetalesAzufreAzufre totaltotal MetalesMetalesEstabilidadEstabilidad aa lala OxidaciónOxidación CenizasCenizas SulfatadasSulfatadasNúmeroNúmero dede AcidoAcido PoderPoder CaloríficoCaloríficoNúmeroNúmero dede HidroxiloHidroxilo
SeSe corroborócorroboró queque parapara loslos biodieselbiodiesel elel poderpoder caloríficocalorífico eses menormenor queque parapara elel DieselDiesel..
ParaPara usarusar elel BiodieselBiodiesel enen lala preparaciónpreparación dede mezclasmezclas sese deberádeberá cuidarcuidar elel contenidocontenidoParaPara usarusar elel BiodieselBiodiesel enen lala preparaciónpreparación dede mezclas,mezclas, sese deberádeberá cuidarcuidar elel contenidocontenidodede azufreazufre yy dede GlicerinaGlicerina..
•• LaLa TemperaturaTemperatura dede Inflamación,Inflamación, lala ViscosidadViscosidad CinemáticaCinemática aa 404000CC yy lala ConductividadConductividadpresentan una tendencia no lineal y se incrementan conforme aumenta el contenidode Biodiesel en las mezclas.
41
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
•• ElEl NúmeroNúmero dede CetanoCetano yy elel IndiceIndice dede CetanoCetano presentan un comportamiento que noestá bien definido, pero que tiende a decrecer conforme se incrementa el contenidod Bi did l l lde Biodidel en las mezclas.
•• LaLa TemperaturaTemperatura dede NublamientoNublamiento también presenta un comportamiento no definido,esta propiedad depende del Equilibrio Termodinámico entre las fases líquidoesta propiedad depende del Equilibrio Termodinámico entre las fases líquido-sólido. SeSe deberádeberá tenertener cuidadocuidado alal usarusar BiodieselBiodiesel enen unauna mezclamezcla combustiblecombustible dedeDieselDiesel--BiodieselBiodiesel enen lugareslugares enen dondedonde lala temperaturatemperatura sese encuentreencuentre cercacerca dede loslos 0000CC..
• Finalmente, la LubricidadLubricidad también presenta un comportamiento no lineal que tiendea aumentar conforme se incrementa el contenido de Biodiesel en las mezclas.
42
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
• Las principales ventajas que aporta el Biodiesel al mezclarlo con el Diesel UBA,son:
Incrementa la Temperatura de InflamaciónCon algunos Biodiesel, se incrementa el Número de CetanoMejora la LubricidadMejora la ConductividadDisminuyen Emisiones de HC y CO (Análisis no incluido en este trabajo)
• Las principales desventajas del Biodiesel al mezclarlo con el Diesel UBA, son:
Incrementa la ViscosidadCon algunos Biodiesel, disminuye el Número de CetanoCon algunos Biodiesel aumenta la Temperatura de NublamientoDisminuye la Estabilidad a la OxidaciónDisminuye el Poder CaloríficoIncrementa las Emisiones de NOx (Análisis no incluido en este trabajo)
43

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Recomendaciones
44

XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
En la preparación de las Mezclas combustibles Diesel-Biodiesel, se deberáasegurarasegurar la calidad de los Biodiesel, principalmente: Lubricidad,Lubricidad, AzufreAzufregg , p p ,,Total,Total, NúmeroNúmero dede CetanoCetano yy TemperaturaTemperatura dede NublamientoNublamiento.
De especial atención deberá ser la TemperaturaTemperatura dede NublamientoNublamiento, paraevitarse problemas de taponamiento de conductos en automotores y laformación de dos fases en tanques de almacenamiento.
Se recomienda continuar la investigación en el Tema de EstabilidadEstabilidad aa lalaO id ióO id ió l fi lid d d t l t i bl ítiOxidaciónOxidación con la finalidad de controlar esta variable crítica en uncombustible, ya que los análisis llevados a cabo en este trabajo, indicanvalores elevados para algunos Biodiesel, lo que puede ser debido areacciones con oxígeno y degradación por bacteriasreacciones con oxígeno y degradación por bacterias.
Se recomienda también que las mezclas preparadas en este trabajo seanSe recomienda también que las mezclas preparadas en este trabajo, seanevaluadas en cuanto a emisiones contaminantes.
45
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Personal Participante
46
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
INSTITUTO MEXICANO DEL PETROLEO PEMEX REFINACION
Ing. José Luis Cano DomínguezM C Florentino R Murrieta Guevara
Dr. Luis Miguel Rodríguez OtalIng Patricia Ramírez HernándezM.C. Florentino R. Murrieta Guevara
M.C. Javier Esteban Rodríguez RodríguezDr. Luis Felipe Ramírez VerduzcoM C Alicia del Rayo Jaramillo Jacob
Ing. Patricia Ramírez Hernández
M.C. Alicia del Rayo Jaramillo JacobM.I. Sara del Carmen Leyva TríasDra. Blanca Estela García FloresIng Leticia Jiménez AlarcónIng. Leticia Jiménez AlarcónIng. Ana Lilia Pérez GarcíaIng. José Huascar Angulo GarcíaM C Fidencio Hernández PérezM.C. Fidencio Hernández Pérez
47
XV FORO DE AVANCES DE LA INDUSTRIA DE LA REFINACIÓN
Fin
Top Related