







Idiomas
Páginas
Jurídico


5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 1/46
FABRICACIONDEL
ACERO
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 2/46
INTRODUCCIÓN
Durante la historia el hombre a tratado de mejorar sus materiasprimas para sus construcciones, añadiendo materiales orgánicoscomo inorgánicos, para obtener así los resultados ideales para susdiversas obras.
Dado el caso de que los materiales más usados en la construcción nose encuentran en la naturaleza en estado puro, por lo que para suempleo hay que someterlos a una serie de operaciones metalúrgicascuyo fin es separar el metal de las impurezas u otros minerales que loacompañen. Pero esto no basta para alcanzar las condicionesoptimas, entonces para que los metales tengan buenos resultados, sesometen a ciertos tratamientos con el fin de hacer una aleación quereúna una serie de propiedades que los hagan aptos para adoptar susformas futuras y ser capaces de soportar los esfuerzos a los que vana estar sometidos.
UNIVERSIDAD NACIONAL DE SAN AGUSTIN
FACULTAD DE ARQUITECTURA Y URBANISMOCurso: CONSTRUCCION II
Docente: ARQ. OJEDA
Tema: FABRICAC UNIVERSIDAD NACIONAL DE SAN AGUSTIN
FACULTAD DE ARQUITECTURA Y URBANISMOCurso: CONSTRUCCION II
Docente: ARQ. OJEDATema: FABRICACION DEL ACERO
Elaborado por: PARTICIPACIONBELTRAN HINCHO HECTOR CESAR 100%ESPINOZA CARPIO RENAN 100%
FERNANDEZ CENTENO PIERINA 100%GUTIERREZ ARENCIO ANDREA 100%LLAVILLA VILCAPE ELIZABETH 100%LAZO DELGADO ,REBECA 100%SANZ ABARCA PAMELA 100%
AREQUIPA - PERU
2011ION DEL ACERO
Elaborado por: BELTRAN HINCHO HECTOR CESARESPINOZA CARPIO RENAN
FERNANDEZ CENTENO PIERINAGUTIERREZ ARENCIO ANDREA
LLAVILLA VILCAPE ELIZABETHLAZO DELGADO ,REBECASANZ ABARCA PAMELAAREQUIPA - PERU
2011
UNIVERSIDAD NACIONAL DE SAN AGUSTIN
FACULTAD DE ARQUITECTURA Y URBANISMOCurso: CONSTRUCCION II
Docente: ARQ. OJEDA
Tema: FABRICAC UNIVERSIDAD NACIONAL DE SAN AGUSTIN
FACULTAD DE ARQUITECTURA Y URBANISMOCurso: CONSTRUCCION II
Docente: ARQ. OJEDATema: FABRICACION DEL ACERO
Elaborado por: PARTICIPACIONBELTRAN HINCHO HECTOR CESAR 100%ESPINOZA CARPIO RENAN 100%
FERNANDEZ CENTENO PIERINA 100%GUTIERREZ ARENCIO ANDREA 100%LLAVILLA VILCAPE ELIZABETH 100%LAZO DELGADO ,REBECA 100%SANZ ABARCA PAMELA 100%
AREQUIPA - PERU
2011ION DEL ACERO
Elaborado por: BELTRAN HINCHO HECTOR CESARESPINOZA CARPIO RENAN
FERNANDEZ CENTENO PIERINAGUTIERREZ ARENCIO ANDREALLAVILLA VILCAPE ELIZABETHLAZO DELGADO ,REBECASANZ ABARCA PAMELAAREQUIPA - PERU
2011
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 3/46
El ACERO, como material indispensable de refuerzo en lasconstrucciones, es una aleación de hierro ycarbono, en proporciones variables, ypueden llegar hasta el 2% de carbono, conel fin de mejorar algunas de sus
propiedades, puede contener también otroselementos. Una de sus características esadmitir el temple, con lo que aumenta sudureza y su flexibilidad.
En las décadas recientes, los ingenieros yarquitectos han estado pidiendocontinuamente aceros cada vez mássofisticados, con propiedades de resistenciaa la corrosión, aceros mas soldables y otrosrequisitos. La investigación llevada a cabo
por la industria del acero durante esteperiodo ha conducido a la obtención devarios grupos de nuevos aceros quesatisfacen muchos de los requisitos y existe ahora una ampliavariedad cubierta gracias a las normas y especificaciones actuales.
ACERO
Es la denominación que comúnmentese le da en ingeniería metalúrgica auna aleación de hierro con unacantidad de carbono variable entre el0,1 y el 2,1% en peso de su
composición, aunque normalmenteestos valores se encuentran entre el
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 4/46
0,2% y el 0,3%. Si la aleación posee una concentración de carbonomayor al 2,0% se producen fundiciones que, en oposición al acero,son quebradizas y no es posible forjarlas sino que debenser moldeadas.
No se debe confundir el acero con el hierro, que esun metal relativamente duro y tenaz, con diámetro atómico (dA) de2,48 Å, contemperatura de fusión de 1.535 °C y punto de ebullición 2.740 °C. Por su parte, el carbono es un no metal dediámetro menor (dA = 1,54 Å), blando y frágil en la mayoría desus formas alotrópicas (excepto en la forma de diamante).La difusión de este elemento en la estructura cristalina del anterior selogra gracias a la diferencia en diámetros atómicos.
El acero conserva las características metálicas del hierro en estado
puro, pero la adición de carbono y de otros elementos tanto metálicoscomo no metálicos mejora sus propiedades físico-químicas.
Existen muchos tipos de acero en función del o los elementosaleantes que estén presentes. La definición en porcentaje de carbonocorresponde a los aceros al carbono, en los cuales este no metal es elúnico aleante, o hay otros pero en menores concentraciones. Otrascomposiciones específicas reciben denominaciones particulares enfunción de múltiples variables como por ejemplo los elementos quepredominan en su composición (aceros al silicio), de sususceptibilidad a ciertos tratamientos (aceros de cementación), de
alguna característica potenciada (aceros inoxidables) e incluso enfunción de su uso (aceros estructurales).
Usualmente estas aleaciones de hierro se engloban bajo ladenominación genérica de aceros especiales, razón por la que aquí se ha adoptado la definición de los comunes o "al carbono" queademás de ser los primeros fabricados y los más empleados, sirvieronde base para los demás. Esta gran variedad de aceros llevóa Siemens a definir el acero como «un compuesto de hierro y otrasustancia que incrementa su resistencia».
Los dos componentes principales del acero se encuentran enabundancia en la naturaleza, lo que favorece su producción a granescala. Esta variedad y disponibilidad lo hace apto para numerososusos como la construcción de maquinaria, herramientas, edificios y obras públicas, contribuyendo aldesarrollo tecnológico de las sociedades industrializadas. A pesar deello existen sectores que no utilizan acero (como laconstrucción aeronáutica), debido a su densidad (7.850 kg/m³ dedensidad en comparación a los 2.700 kg/m³ del aluminio, porejemplo).
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 5/46
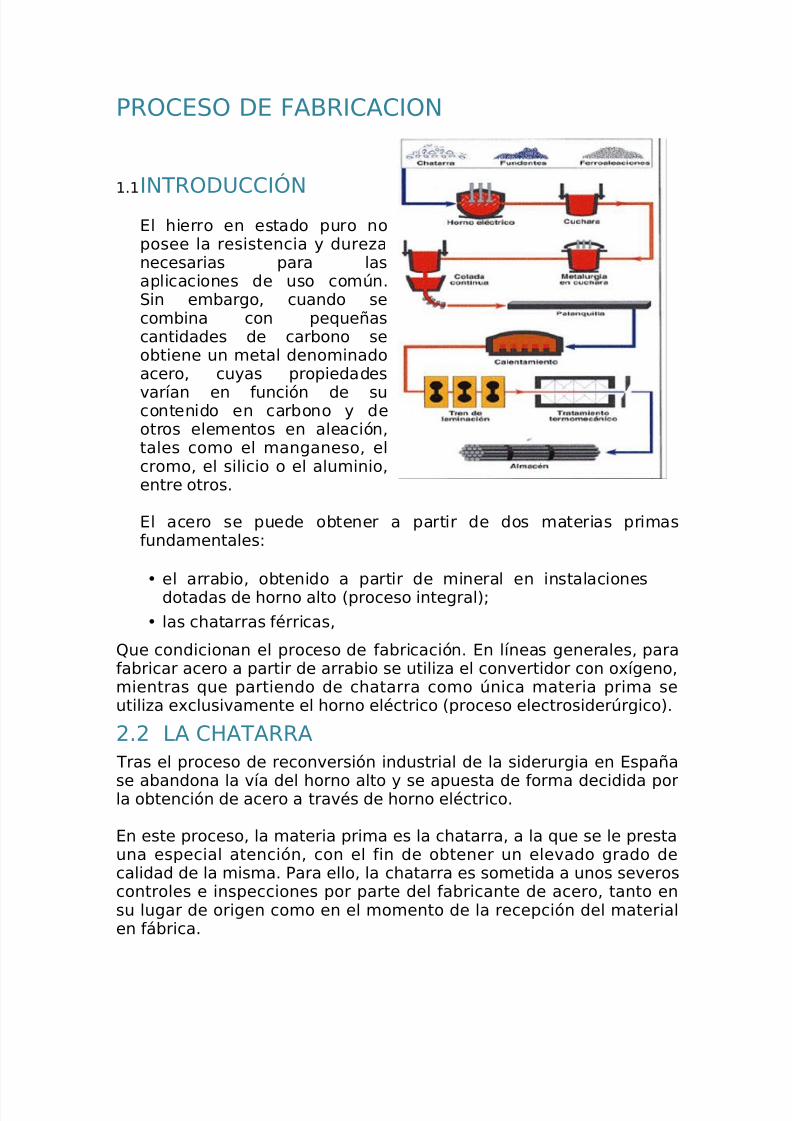
PROCESO DE FABRICACION
1.1INTRODUCCIÓNEl hierro en estado puro noposee la resistencia y durezanecesarias para lasaplicaciones de uso común.Sin embargo, cuando secombina con pequeñascantidades de carbono seobtiene un metal denominadoacero, cuyas propiedades
varían en función de sucontenido en carbono y deotros elementos en aleación,tales como el manganeso, elcromo, el silicio o el aluminio,entre otros.
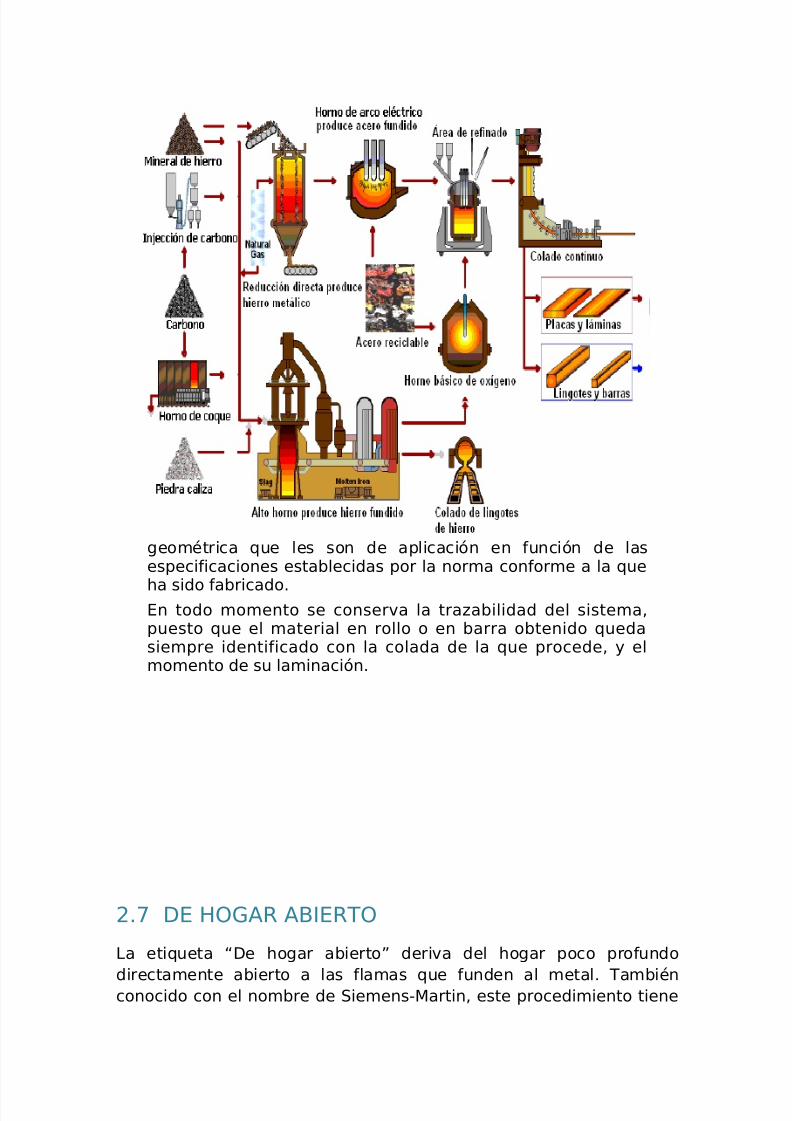
El acero se puede obtener a partir de dos materias primasfundamentales:
• el arrabio, obtenido a partir de mineral en instalacionesdotadas de horno alto (proceso integral);
• las chatarras férricas,
Que condicionan el proceso de fabricación. En líneas generales, parafabricar acero a partir de arrabio se utiliza el convertidor con oxígeno,mientras que partiendo de chatarra como única materia prima seutiliza exclusivamente el horno eléctrico (proceso electrosiderúrgico).
2.2 LA CHATARRA Tras el proceso de reconversión industrial de la siderurgia en España
se abandona la vía del horno alto y se apuesta de forma decidida porla obtención de acero a través de horno eléctrico.
En este proceso, la materia prima es la chatarra, a la que se le prestauna especial atención, con el fin de obtener un elevado grado decalidad de la misma. Para ello, la chatarra es sometida a unos severoscontroles e inspecciones por parte del fabricante de acero, tanto ensu lugar de origen como en el momento de la recepción del materialen fábrica.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 6/46
La calidad de la chatarra depende de tres factores:
• de su facilidad paraser cargada en elhorno;
• de sucomportamiento defusión (densidad dela chatarra, tamaño,espesor, forma, etc.);
• de su composición,siendo fundamentalla presencia deelementos residuales
que sean difíciles deeliminar en elproceso del horno.
Atendiendo a su procedencia, la chatarra se puede clasificar en tresgrandes grupos:
a)
Chatarra reciclada:formada por despuntes,rechazos, etc. originadosen la propia fábrica. Setrata de una chatarra de
excelente calidad.b)
Chatarra detransformación: producidadurante la fabricación depiezas y componentes deacero (virutas demáquinas herramientas,recortes de prensas yguillotinas, etc.).
c
)
Chatarra de recuperación:
suele ser la mayor partede la chatarra que seemplea en la acería yprocede del desguace deedificios con estructura deacero, plantasindustriales, barcos,automóviles,electrodomésticos, etc.
Los controles a los que se somete la chatarra se producen en tres
niveles:
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 7/46
1)
Inspección en origen porparte de personalespecializado.
2)
Inspección visual en elmomento de la descargaen puerto para materialimportado.
3)
Control de recepción enfábrica de formaexhaustiva por unidad detransporte, conindependencia de laprocedencia del material(nacional o importado),con el fin de eliminar todo
elemento nocivo, materiasexplosivas o inflamables,material radiactivo, así como de todos aquellosmetales no férreos, tierras,cuerpos extraños, etc.
2.3 PRINCIPIOS BÁSICOS PARA LA OBTENCIÓN DELACEROLa obtención del acero pasa por la eliminación de las impurezas quese encuentran en el arrabio o en las chatarras, y por el control, dentrode unos límites especificados según el tipo de acero, de loscontenidos de los elementos que influyen en sus propiedades.
Las reacciones químicas que se producen durante el proceso defabricación del acero requieren temperaturas superiores a los 1000 ºCpara poder eliminar las sustancias perjudiciales, bien en formagaseosa o bien trasladándolas del baño a la escoria.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 8/46
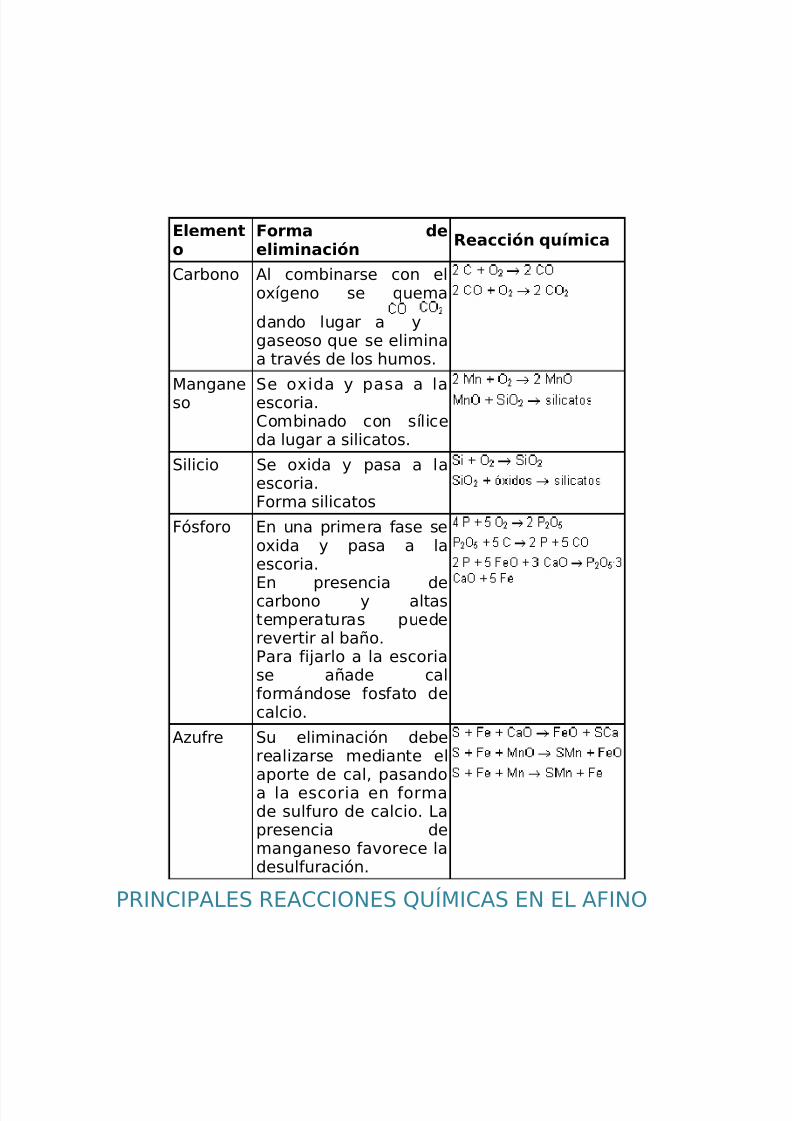
PRINCIPALES REACCIONES QUÍMICAS EN EL AFINO
Elemento
Forma deeliminación
Reacción química
Carbono Al combinarse con eloxígeno se quema
dando lugar a ygaseoso que se eliminaa través de los humos.
Manganeso Se oxida y pasa a laescoria.Combinado con síliceda lugar a silicatos.
Silicio Se oxida y pasa a laescoria.Forma silicatos
Fósforo En una primera fase seoxida y pasa a laescoria.
En presencia decarbono y altastemperaturas puederevertir al baño.Para fijarlo a la escoriase añade calformándose fosfato decalcio.
Azufre Su eliminación deberealizarse mediante elaporte de cal, pasandoa la escoria en formade sulfuro de calcio. Lapresencia demanganeso favorece ladesulfuración.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 9/46
2.4 FABRICACIÓN EN HORNO ELÉCTRICOLa fabricación del acero en horno eléctrico se base en la fusión de laschatarras por medio de una corriente eléctrica, y al afino posterior delbaño fundido.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 10/46
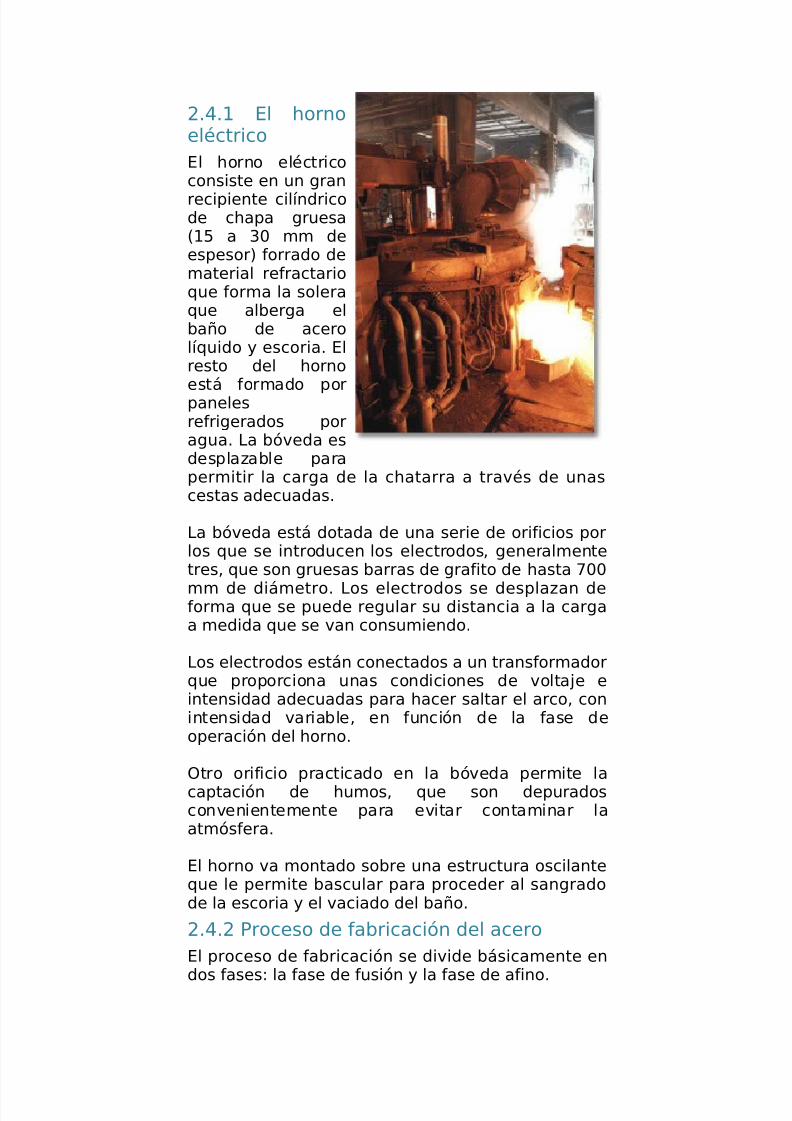
2.4.1 El hornoeléctricoEl horno eléctricoconsiste en un gran
recipiente cilíndricode chapa gruesa(15 a 30 mm deespesor) forrado dematerial refractarioque forma la soleraque alberga elbaño de acerolíquido y escoria. Elresto del horno
está formado porpanelesrefrigerados poragua. La bóveda esdesplazable parapermitir la carga de la chatarra a través de unascestas adecuadas.
La bóveda está dotada de una serie de orificios porlos que se introducen los electrodos, generalmentetres, que son gruesas barras de grafito de hasta 700
mm de diámetro. Los electrodos se desplazan deforma que se puede regular su distancia a la cargaa medida que se van consumiendo.
Los electrodos están conectados a un transformadorque proporciona unas condiciones de voltaje eintensidad adecuadas para hacer saltar el arco, conintensidad variable, en función de la fase deoperación del horno.
Otro orificio practicado en la bóveda permite lacaptación de humos, que son depuradosconvenientemente para evitar contaminar laatmósfera.
El horno va montado sobre una estructura oscilanteque le permite bascular para proceder al sangradode la escoria y el vaciado del baño.
2.4.2 Proceso de fabricación del aceroEl proceso de fabricación se divide básicamente en
dos fases: la fase de fusión y la fase de afino.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 11/46
2.5 LA COLADA CONTINUA
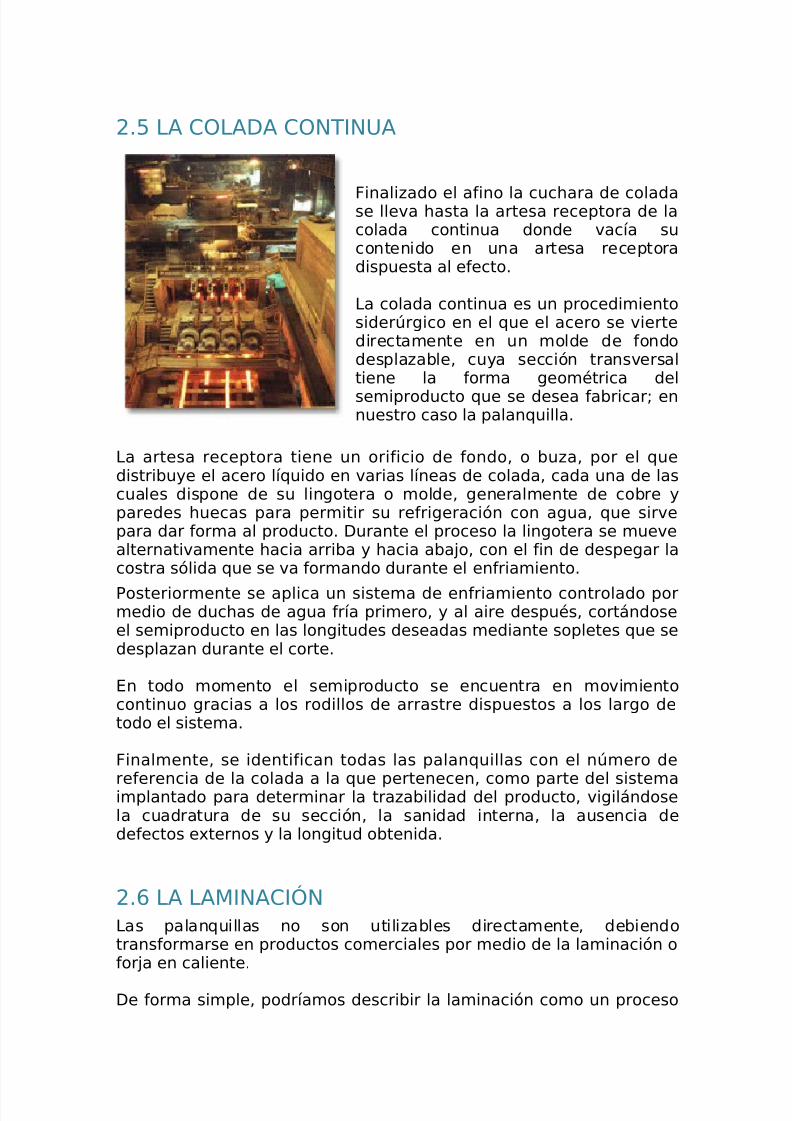
Finalizado el afino la cuchara de coladase lleva hasta la artesa receptora de lacolada continua donde vacía sucontenido en una artesa receptoradispuesta al efecto.
La colada continua es un procedimientosiderúrgico en el que el acero se viertedirectamente en un molde de fondodesplazable, cuya sección transversaltiene la forma geométrica del
semiproducto que se desea fabricar; ennuestro caso la palanquilla.
La artesa receptora tiene un orificio de fondo, o buza, por el quedistribuye el acero líquido en varias líneas de colada, cada una de lascuales dispone de su lingotera o molde, generalmente de cobre yparedes huecas para permitir su refrigeración con agua, que sirvepara dar forma al producto. Durante el proceso la lingotera se muevealternativamente hacia arriba y hacia abajo, con el fin de despegar lacostra sólida que se va formando durante el enfriamiento.
Posteriormente se aplica un sistema de enfriamiento controlado pormedio de duchas de agua fría primero, y al aire después, cortándoseel semiproducto en las longitudes deseadas mediante sopletes que sedesplazan durante el corte.
En todo momento el semiproducto se encuentra en movimientocontinuo gracias a los rodillos de arrastre dispuestos a los largo detodo el sistema.
Finalmente, se identifican todas las palanquillas con el número de
referencia de la colada a la que pertenecen, como parte del sistemaimplantado para determinar la trazabilidad del producto, vigilándosela cuadratura de su sección, la sanidad interna, la ausencia dedefectos externos y la longitud obtenida.
2.6 LA LAMINACIÓNLas palanquillas no son utilizables directamente, debiendotransformarse en productos comerciales por medio de la laminación oforja en caliente.
De forma simple, podríamos describir la laminación como un proceso
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 12/46
en el que se hace pasar al semiproducto (palanquilla) entre dosrodillos o cilindros, que giran a la misma velocidad y en sentidoscontrarios, reduciendo su sección transversal gracias a la presiónejercida por éstos. En este proceso se aprovecha la ductilidad delacero, es decir, su capacidad de deformarse, tanto mayor cuanto
mayor es su temperatura. De ahí que la laminación en caliente serealice a temperaturas comprendidas entre 1.250 ºC, al inicio delproceso, y 800 ºC al final del mismo.
La laminación sólo permite obtener productos de sección constante,como es el caso de las barras corrugadas.
2.6.1 El horno de recalentamientoEl proceso comienza elevando la temperatura de las
palanquillas hasta un valor óptimo para ser introducidas en eltren de laminación. Generalmente estos hornos son de gas yen ellos se distingues tres zonas: de precalentamiento, decalentamiento y de homogeneización. El paso de laspalanquillas de una zona a otra se realiza por medio dedistintos dispositivos de avance. La atmósfera en el interiordel horno es oxidante, con el fin de reducir al máximo laformación de cascarilla.
2.6.2 El tren de laminación
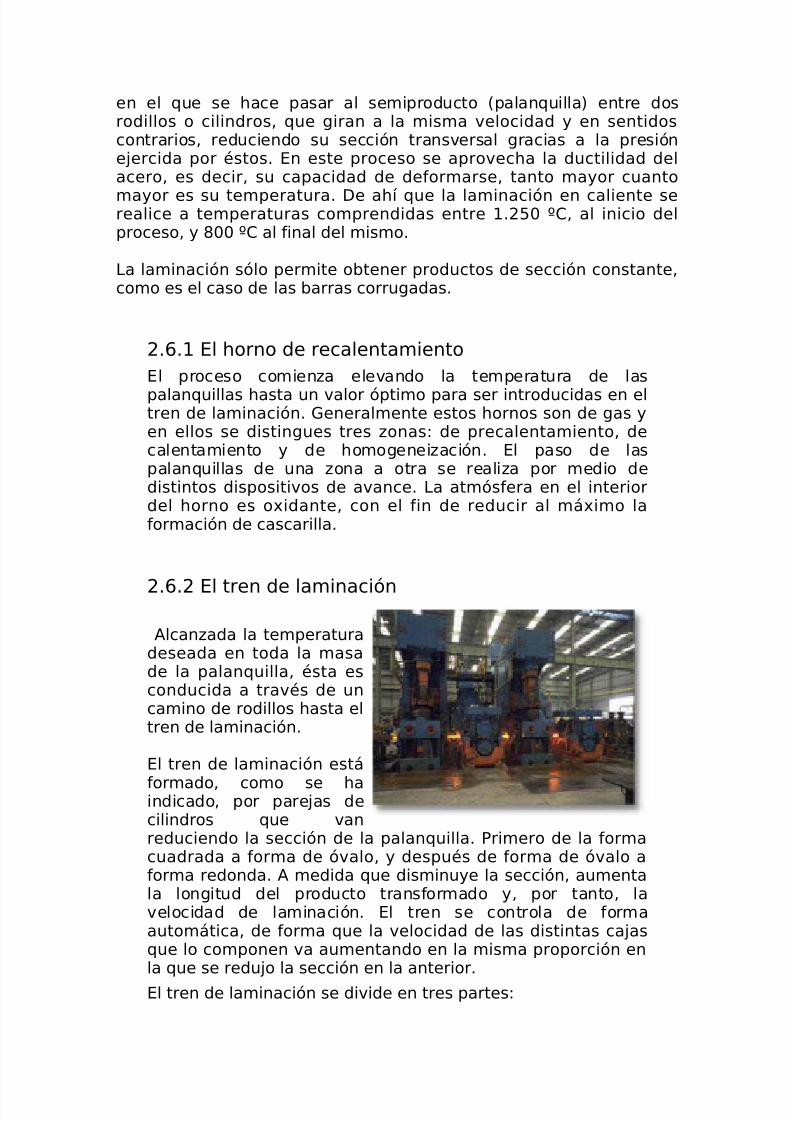
Alcanzada la temperaturadeseada en toda la masade la palanquilla, ésta esconducida a través de uncamino de rodillos hasta eltren de laminación.
El tren de laminación está
formado, como se haindicado, por parejas decilindros que vanreduciendo la sección de la palanquilla. Primero de la formacuadrada a forma de óvalo, y después de forma de óvalo aforma redonda. A medida que disminuye la sección, aumentala longitud del producto transformado y, por tanto, lavelocidad de laminación. El tren se controla de formaautomática, de forma que la velocidad de las distintas cajasque lo componen va aumentando en la misma proporción enla que se redujo la sección en la anterior.
El tren de laminación se divide en tres partes:
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 13/46
• Tren de desbaste: donde la palanquilla sufre unaprimera pasada muy ligera para romper y eliminar laposible capa de cascarilla formada durante supermanencia en el horno.
• Tren intermedio: formado por distintas cajas en lasque se va conformando por medio de sucesivaspasadas la sección.
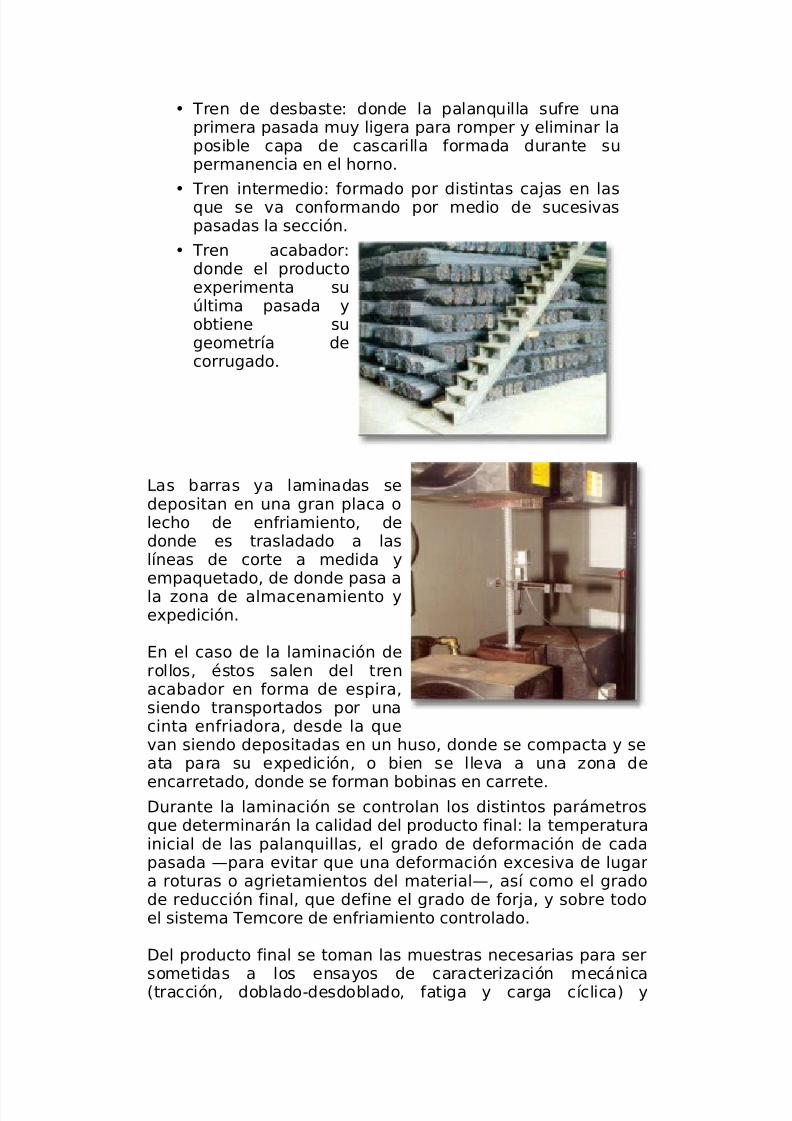
• Tren acabador:donde el productoexperimenta suúltima pasada yobtiene sugeometría decorrugado.
Las barras ya laminadas sedepositan en una gran placa olecho de enfriamiento, dedonde es trasladado a laslíneas de corte a medida yempaquetado, de donde pasa ala zona de almacenamiento yexpedición.
En el caso de la laminación derollos, éstos salen del trenacabador en forma de espira,siendo transportados por unacinta enfriadora, desde la quevan siendo depositadas en un huso, donde se compacta y seata para su expedición, o bien se lleva a una zona de
encarretado, donde se forman bobinas en carrete.Durante la laminación se controlan los distintos parámetrosque determinarán la calidad del producto final: la temperaturainicial de las palanquillas, el grado de deformación de cadapasada —para evitar que una deformación excesiva de lugara roturas o agrietamientos del material—, así como el gradode reducción final, que define el grado de forja, y sobre todoel sistema Temcore de enfriamiento controlado.
Del producto final se toman las muestras necesarias para ser
sometidas a los ensayos de caracterización mecánica(tracción, doblado-desdoblado, fatiga y carga cíclica) y
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 14/46
geométrica que les son de aplicación en función de lasespecificaciones establecidas por la norma conforme a la que
ha sido fabricado.En todo momento se conserva la trazabilidad del sistema,puesto que el material en rollo o en barra obtenido quedasiempre identificado con la colada de la que procede, y elmomento de su laminación.
2.7 DE HOGAR ABIERTO
La etiqueta “De hogar abierto” deriva del hogar poco profundo
directamente abierto a las flamas que funden al metal. Tambiénconocido con el nombre de Siemens-Martin, este procedimiento tiene
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 15/46
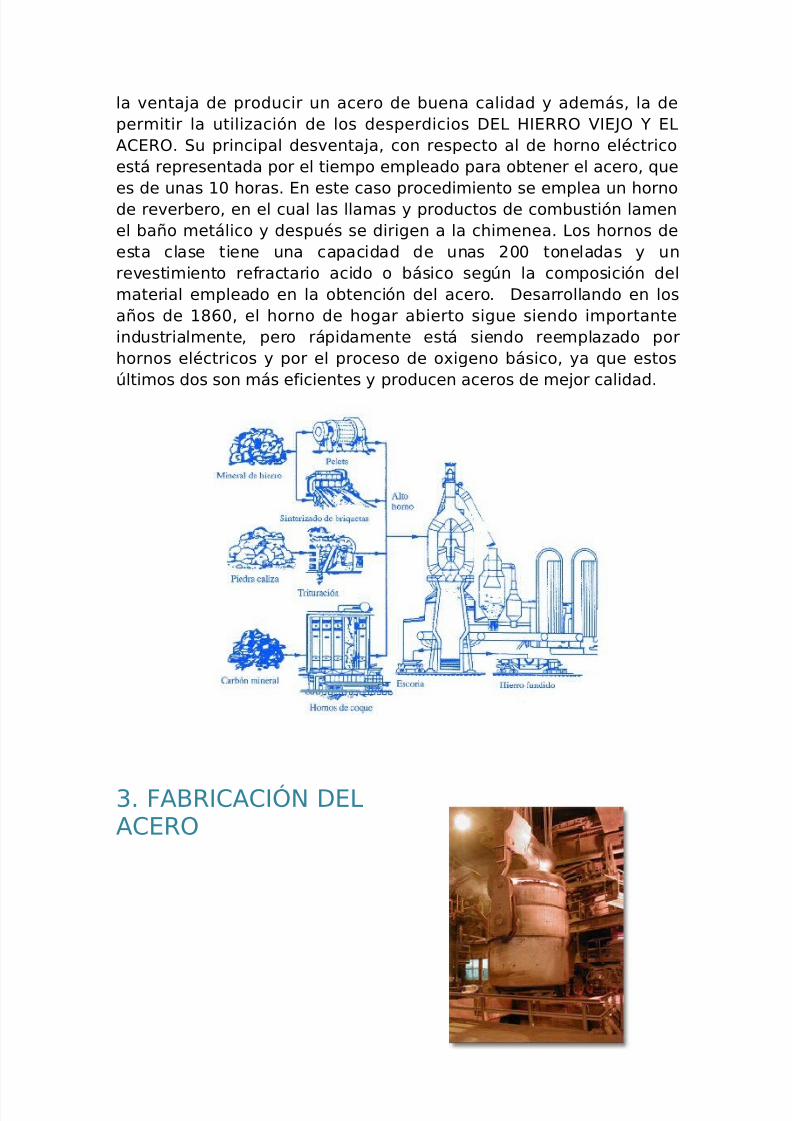
la ventaja de producir un acero de buena calidad y además, la depermitir la utilización de los desperdicios DEL HIERRO VIEJO Y ELACERO. Su principal desventaja, con respecto al de horno eléctricoestá representada por el tiempo empleado para obtener el acero, que
es de unas 10 horas. En este caso procedimiento se emplea un hornode reverbero, en el cual las llamas y productos de combustión lamenel baño metálico y después se dirigen a la chimenea. Los hornos deesta clase tiene una capacidad de unas 200 toneladas y unrevestimiento refractario acido o básico según la composición delmaterial empleado en la obtención del acero. Desarrollando en losaños de 1860, el horno de hogar abierto sigue siendo importanteindustrialmente, pero rápidamente está siendo reemplazado porhornos eléctricos y por el proceso de oxigeno básico, ya que estosúltimos dos son más eficientes y producen aceros de mejor calidad.
3. FABRICACIÓN DELACERO

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 16/46
ACERÍA DE CONVERTIDORES AL OXÍGENO
Se cuenta con dos convertidores de 115 toneladas cada uno. El
arrabio proveniente de los Altos Hornos se carga junto con chatarra
de acero. Por la acción del oxígeno puro que se inyecta al convertidor
se oxidan el carbono, silicio y fósforo del arrabio. Estas reacciones son
exotérmicas y causan la fusión de la carga metálica fría sin necesidad
de agregar ningún combustible y, por adición de cal, se forma la
escoria en que se fijan otras impurezas como azufre y parte de
fósforo. Una vez finalizada la inyección de oxígeno se analiza su
composición y se mide su temperatura, agregando finalmente las
ferroaleaciones que imparten las características principales a los
diversos tipos de aceros. El tiempo requerido para procesar una
hormada de 115 toneladas en aproximadamente 42minutos. El acero
líquido así producido se recibe en cucharadas de 115 toneladas de
capacidad y se envía a un proceso de metalurgia secundaria y luego
al vaciado de colada continua de planchones o palanquillas según su
composición química.

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 17/46
COLADA CONTINUA DE
PLANCHONES Y PALANQUILLAS
• Colada Continua de
Planchones
El acero líquido de la cuchara es vaciado a una
artesa que se comunica por el fondo con un
molde en constante movimiento que es
enfriado por agua; en el se inicia el proceso de
solidificación del acero que se completa a lo
largo del trayecto por el interior de la máquina.
El planchón que se produce es una cinta continua con un espesor de
156 mm., un ancho que varía entre 800 y 1.050 mm. y que a la salida
se va cortando a los largos requeridos.
• Colada Continua de Palanquillas
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 18/46
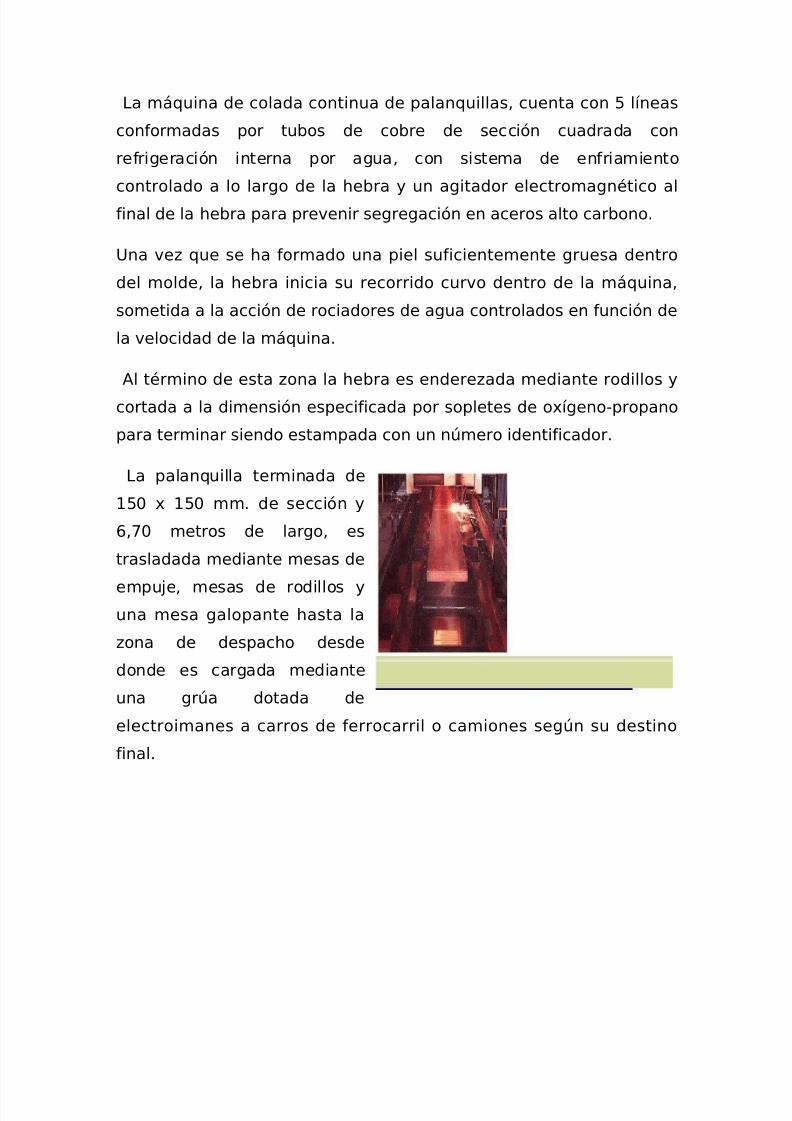
La máquina de colada continua de palanquillas, cuenta con 5 líneas
conformadas por tubos de cobre de sección cuadrada con
refrigeración interna por agua, con sistema de enfriamiento
controlado a lo largo de la hebra y un agitador electromagnético al
final de la hebra para prevenir segregación en aceros alto carbono.
Una vez que se ha formado una piel suficientemente gruesa dentro
del molde, la hebra inicia su recorrido curvo dentro de la máquina,
sometida a la acción de rociadores de agua controlados en función de
la velocidad de la máquina.
Al término de esta zona la hebra es enderezada mediante rodillos y
cortada a la dimensión especificada por sopletes de oxígeno-propano
para terminar siendo estampada con un número identificador.
La palanquilla terminada de
150 x 150 mm. de sección y
6,70 metros de largo, es
trasladada mediante mesas de
empuje, mesas de rodillos yuna mesa galopante hasta la
zona de despacho desde
donde es cargada mediante
una grúa dotada de
electroimanes a carros de ferrocarril o camiones según su destino
final.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 19/46
4. LAMINACIÓN DEL ACERO EN PRODUCTOS
TERMINADOS FINALES
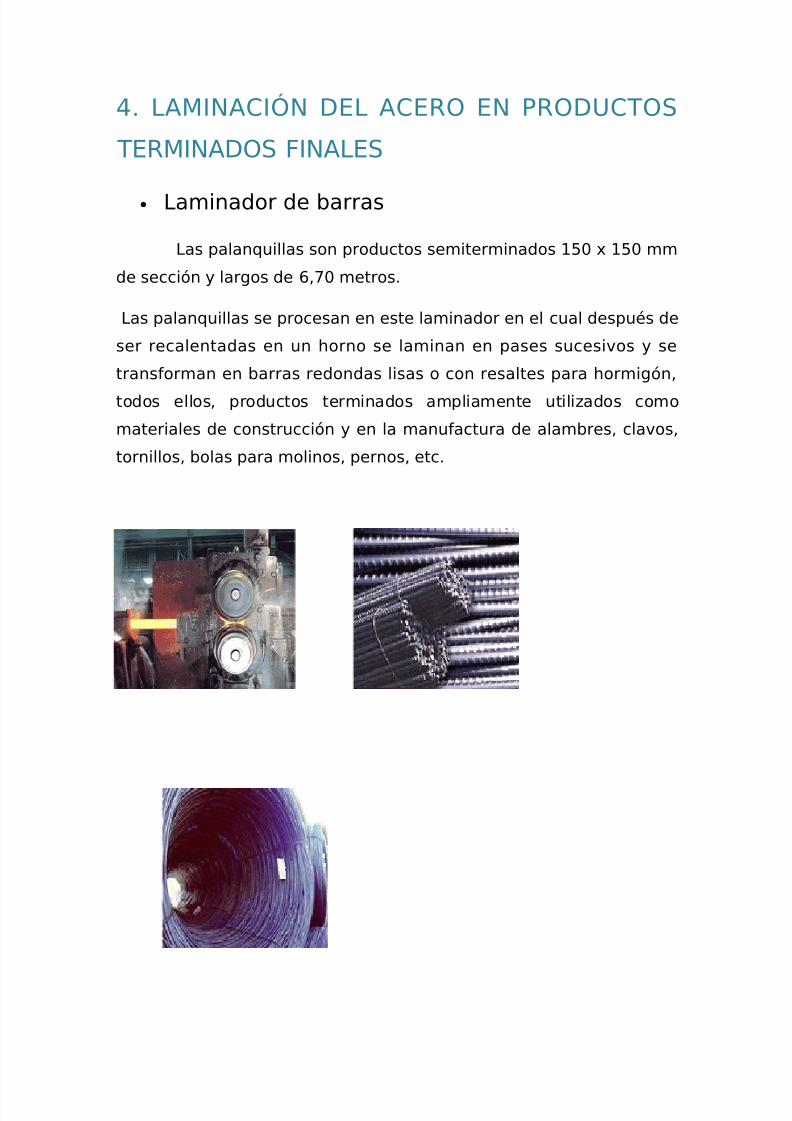
• Laminador de barras
Las palanquillas son productos semiterminados 150 x 150 mm
de sección y largos de 6,70 metros.
Las palanquillas se procesan en este laminador en el cual después de
ser recalentadas en un horno se laminan en pases sucesivos y se
transforman en barras redondas lisas o con resaltes para hormigón,
todos ellos, productos terminados ampliamente utilizados como
materiales de construcción y en la manufactura de alambres, clavos,
tornillos, bolas para molinos, pernos, etc.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 20/46
• Laminador de planos en caliente
Los planchones que produce la Colada Continua son sometidos a
laminación en caliente, con lo cual se reduce el espesor y aumenta su
longitud.
El proceso comienza calentando el material en un horno con una
capacidad de 150 toneladas/hora. Una vez alcanzada la temperatura
requerida, los planchones son reducidos en su espesor, primero en un
Laminador Trio, el que mediante pases sucesivos entrega un
semilaminado de 25 mm (plancha gruesa), para pasar posteriormente
al laminador continuo de seis marcos y obtener rollos deaproximadamente 8,5 toneladas de peso, cuyas dimensiones finales
van de 725 a 1.050 mm de ancho por 1,8 a 12,0 mm de espesor. Una
parte de los productos obtenidos en este laminador, va directamente
al mercado, tanto en forma de rollos o planchas, donde encuentra
una gran aplicación en la industria, y la otra parte de rollos, continúa
su proceso en el Laminador de Planos en Frío.
•
Laminador de planos en frioA los rollos laminados en caliente, que se destinan a la fabricación de
productos planos laminados en frío, se les somete al proceso de
decapado para eliminar los óxidos y laminación en frío para disminuir
el espesor. En esta etapa, una parte de los rollos son procesados en la
línea Zinc-Alum, para obtener productos recubiertos con una aleación
de Zinc y Aluminio, necesarios en la construcción.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 21/46
El resto de los rollos son sometidos a limpieza electrolítica para
eliminar el aceite empleado en la laminación en frío; recocido en
atmósfera protectora, que puede ser en Hornos o en línea de recocido
continuo para eliminar la acritud dada por el trabajo mecánico
realizado en frío, laminador de temple para eliminar las líneas de
fluencia, corregir la forma y dar la terminación superficial requerida.
Una fracción de los rollos templados que resultan se despacha a los
clientes, como tales o cortados previamente en planchas, para ser
usados en la industria metalmecánica. Otra fracción de ellos es
estañada en la línea de Estañado Electrolítico para obtener hojalata
apta para la industria conservera.
De la producción de planchas gruesas del laminado de Planos en
Caliente, una parte se destina a la fabricación de tubos de gran
diámetro, soldados por arco sumergido de 356 a 2.210 mm de
diámetro.

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 22/46
5.PRODUCTOS FABRICADOS CON ACERO
5.1.BROCAS
La broca, también
denominada mecha dependiendo
de su tamaño, es una pieza
metálica de corte que crea
orificios en diversos materiales
cuando se coloca en
una herramienta mecánica
como taladro, berbiquí u otra
máquina afín. Su función es quitar
material y formar un orificio o cavidad cilíndrica.
Para elegir la broca adecuada al trabajo se debe considerar la
velocidad a la que se debe extraer el material y la dureza del
mismo. La broca se desgasta con el uso y puede perder su filo,
siendo necesario un reafilado, para lo cual pueden emplearse
máquinas afiladoras, utilizadas en la industria del mecanizado.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 23/46
También es posible afilar brocas a mano mediante pequeñas
amoladoras, con muelas de grano fino.
• Tipos de broca
○Brocas helicoidales: Dependiendo de su aplicación, las brocas
tienen diferente geometría. Entre muchos tipos de brocas
podemos citar:
○ Brocas normales helicoidales: Generalmente se sujetan
mediante portabrocas. Existen numerosas variedades que se
diferencian en su material constitutivo y tipo de material a
taladrar.
○ Broca metal alta velocidad: Para perforar metales diversos,
fabricadas en acero de larga duración; las medidas más usuales
son:
1/16 5/64 3/32 7/64 1/8 9/64 5/32 11/64 3/16 13/64 7/32 15/32 1/4
5/16 y 3/8
○ Brocas para perforar concreto: Brocas para perforar
concretos y materiales pétreos regularmente fabricas en acero
al cromo con puntas de carburo de tungteno algunas de valor
mas elevado tienen zancos reducidos para facilitar introducirlas
en taladros mas pequeños y para evitar los giros cuentan con el
mismo zanco en forma de triangulo denominado p3
antiderrapante y acabados color cobalto; las medidas más
comunes son:
3/16*6 1/4*4 1/4*6 1/4*12 5/16*4 5/16*6 5/16*12 3/8*5 3/8*6 3/8*12
1/2*6 1/2*12
○ Brocas para perforar piezas cerámicas y vidrio:
Fabricadas en carburo de tungteno para facilitar la perforación
de piezas cerámicas y vidrio, y carentes de la hélice ya que solo
es el diamante montado sobre el zanco; las medidas máscomunes son:

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 24/46
1/8 3/16 1/4 5/16 3/8 1/2
○ Broca larga: Se utiliza para taladrar los interiores de piezas o
equipos, tarea que sería imposible con una broca normal.
○ Broca superlarga: Empleada para taladrar los muros de
viviendas a fin de introducir cables, por ejemplo.
Brocas de centrar
○ Broca de centrar: Broca de diseño especial empleada para
realizar los puntos de centrado de un eje para facilitar su
torneado o rectificado.○ Broca para berbiquí: Usadas En carpintería de madera, por ser
de muy bajas revoluciones. Las hay de diferentes diámetros.
○ Broca de paleta: Usada
principalmente para madera, para
abrir muy rápidamente agujeros
con berbiquí, taladro o barreno
eléctrico. También se le ha
conocido como broca de espada
plana o de manita.
○ Broca de taladrado profundo o "de
escopeta": También conocida como
broca cañón.
Broca de excavación.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 25/46
○ Broca para excavación o Trépano: Utilizada para la perforación
de pozos petrolíferos y sondeos.
○ Brocas para máquinas de control numérico: Son brocas
especiales de gran rendimiento y precisión que se emplean enmáquinas de control numérico, que operan a altas velocidades
de corte.
○
Empleo de brocas en la industria, arte y ciencias
Un taladro eléctrico portátil se puede emplear
efectivamente con brocas.
terrestre, denominada comúnmente tricono
Industria de la manufactura
Industria de la carpintería
Industria de la construcción
Industria automotriz
Aeronáutica
Ciencias forestales
Topología
Ortopedia
Artes aplicadas y artesanías
Una bisagra , gozne o pernio es un herraje articulado que posibilita el
giro de puertas,ventanas o paneles de muebles. Cuenta con dos
piezas, una de las cuales va unida a la hoja y gira sobre un eje
permitiendo su movimiento circular.
La variedad de modelos presentes en el mercado es enorme y se
adapta en forma y tamaño a sus múltiples utilidades. Los materiales
de fabricación se pueden concentrar en dos grandes grupos:
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 26/46
Plástico
Metal: acero, cinc, latón, bronce, etc.
ClasificaciónSegún:
Su grado de apertura, que varía hasta los 180º, dependiendo del
mueble al que va destinada.
Su grado de visibilidad, distinguiéndose las invisibles y las de
tipo barril.
Su sistema de colocación, diferenciándose la manual a tornillos y
la automática que precisa el uso de maquinaria..
AROS
Los aros modernos de aleación
están hechos en base a acero y
aleaciones de silicio o magnesio
y sus beneficios van más allá
de los puramente estéticos. Son
más livianos, pudiendo pesar
hasta 60% menos que sus
similares de acero estampado,
este menor peso incide en la performance del automóvil, desde una
mejor respuesta a la aceleración, hasta en reducir el consumo de
combustible.
Son más anchos, permitiendo el uso de neumáticos de mejor
desempeño, disipan mejor el calor optimizando el poder de los frenos.
Absorben mejor los golpes que los aros de acero y son mucho más
resistentes. Por todas estas ventajas es que son usados por los
modelos Top de todas las marcas de autos y en competencias
deportivas.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 27/46
CABLE
de acero es un tipo de cable mecánico formado un conjunto
de alambres de acero o hilos de hierro que forman un cuerpo único
como elemento de trabajo. Estos alambres pueden estar enrolladosde forma helicoidal en una o más capas, generalmente alrededor de
un alambre central, formando los cables espirales.
Estos cables, a su vez, pueden estar enrollados helicoidalmente
alrededor de un núcleo o alma, formando los cables de cordones
múltiples. Estos cables se pueden considerar como elementos y
también se pueden enrollar helicoidalmente sobre un alma, formando
los cables guardines, o bien acoplarse uno al lado del otro, para
formar los cables planos.
Características fundamentales
• Diámetro
Se considera diámetro de un cable a la circunferencia circunscrita a
la sección del mismo, expresado en milímetros (mm).
Cuando un cable nuevo entra en servicio, los esfuerzos que soporta le
producen una disminución del diámetro, acompañada de un aumento
en su longitud, a causa del asentamiento de los distintos elementos
que forman el cable. Esta disminución de diámetro es mayor cuanto
mayor es la proporción de fibra textil que lo forma.
• Composición
Combinando la disposición de los alambres y los cordones se obtienen
cables de composiciones muy diversas. Los fabricados con alambres
gruesos resisten bien el desgaste por rozamiento, pero tienen una
gran rigidez y son poco resistentes a la flexión. Los cables
compuestos por un gran número de alambres finos son muy flexibles,
pero poco resistentes al rozamiento y a la corrosión.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 28/46
• Almas o núcleos
El alma del cable es el soporte de tamaño y consistencia aptos para
ofrecer un apoyo firme a los cordones, de modo que, incluso a la
máxima carga no lleguen a entallarse los alambres de los cordonesentre sí.
Generalmente, el alma de los cables es de fibra textil,siempre y
cuando no se trabajen en ambientes con un elevado porcentaje de
humedad y elevadas temperaturas, ya que estos factores difieren con
la resistencia del alma, haciéndola débil hasta punto tal que se pueda
cortar. Para ello, se utilizan almas metálicas, que no se ven afectadas
con estos ultimos factores.
• Notación
La composición de un cable viene expresada por una notación
compuesta de tres cifras, por ejemplo 6x19+1 Seale. La primera
indica el número de cordones del cable, la segunda el número de
alambres de cada cordón y la tercera el número de almas textiles. La
palabra Seale indica una disposición especial de los cordones, queveremos en las clases de arrollamientos.
Si el alma del cable es metálica formada por alambres, se sustituye la
última cifra por una notación entre paréntesis que indica la
composición de dicha alma. Por ejemplo, 6x19+(7x7+0). Cuando los
cordones o ramales del cable sean otros cables, se sustituirá la
segunda cifra por la notación que señale su composición, también
entre paréntesis. Por ejemplo, 6x(6x7+1)+1.
• Arrollamiento
Los alambres de los cordones están colocados en forma de hélice
alrededor de un alambre central, formando una o más capas.
El paso del cordón es la longitud que abarca una vuelta completa del
alambre alrededor de su núcleo central. Esta distancia se mide
paralelamente al eje del cordón. En los cables corrientes, las distintascapas de alambres que forman los cordones tienen pasos diferentes.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 29/46
Los cordones, a su vez están colocados en el cable en forma de hélice
alrededor del alma. El paso de hélice que describe un cordón es el
paso del cable.
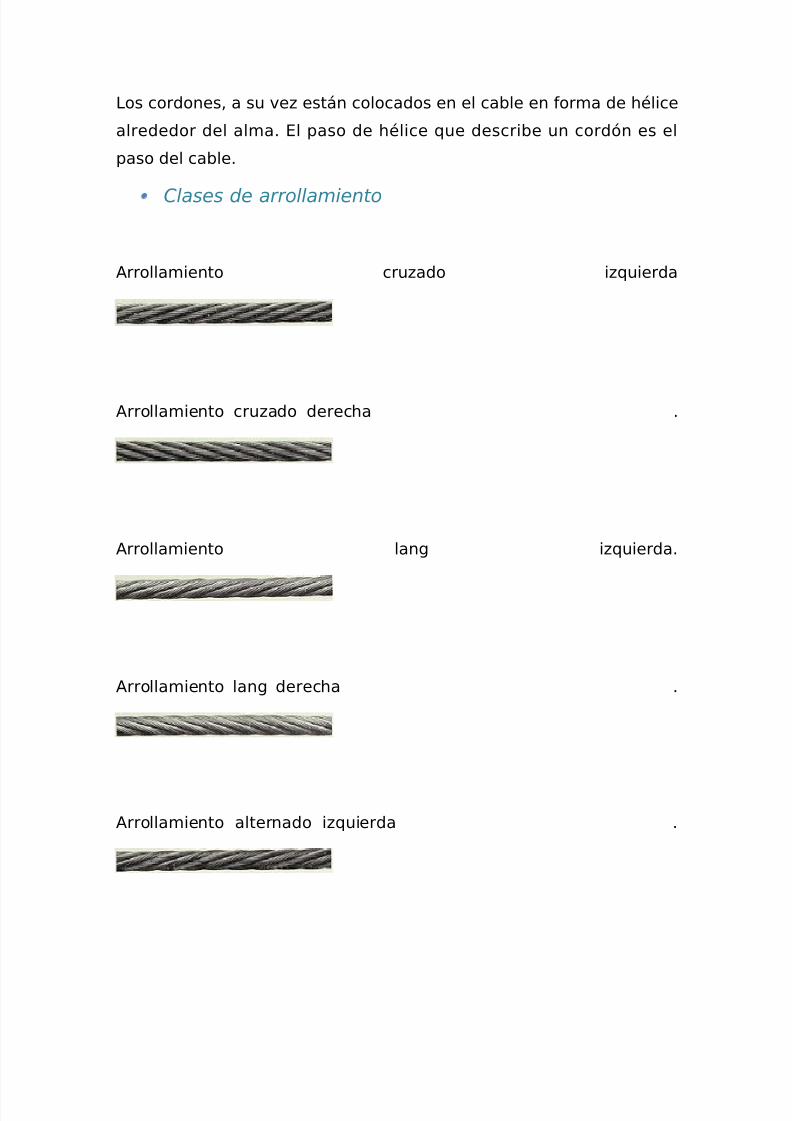
•Clases de arrollamiento
Arrollamiento cruzado izquierda
Arrollamiento cruzado derecha .
Arrollamiento lang izquierda.
Arrollamiento lang derecha .
Arrollamiento alternado izquierda .
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 30/46
Arrollamiento alternado derecha .
Considerando los sentidos de arrollamiento de los alambres en elcordón, y de los cordones en el cable, se pueden distinguir:
Arrollamiento cruzado o corriente es aquél en que los cordones
están arrollados en sentido contrario al de los alambres que los
forman.
Arrollamiento Lang, los alambres en el cordón y los cordones en el
cable están arrolllados en el mismo sentido.
Arrollamiento alternado, con cordones que están alternativamente
arrollados en el mismo sentido que el cable y en sentido contrario.
Además estos tres grupos pueden estar arrollados a derechas o a
izquierdas.
PreformadoEn el proceso de fabricación de los cables corrientes, los alambres
adoptan la forma de hélice y ocupan sus posiciones respectivas
gracias a una deformación elástica, que origina unas tensiones
internas en dichos alambres. Por causa de estas tensiones internas, al
suprimir las ligadas, o al romperse un alambre, los extremos tienden
a recuperar su forma recta primitiva.
En los cables preformados, tanto los alambres como los cordones
sufren durante el proceso de fabricación una deformación
permanente, adoptando la forma de hélice de acuerdo ya con la
posición que habrán de ocupar en el cable.
Al suprimir la deformación elástica se eliminan las tensiones internas
existentes en los alambres de los cables no preformados y que
contribuyen a la rotura de dichos alambres por fatiga.
Las principales ventajas de los cables preformados son:

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 31/46
Mayor flexibilidad, ya que al curvarse no se sumarán las tensiones
internas de fabricación al esfuerzo de flexión debido al
arrollamiento en poleas y tambores. Esto equivale por tanto a una
reducción de los esfuerzos de flexión.
Evita efectos de cortadura, al no enredarse las puntas de alambre
que se rompen por fatiga, no quedan éstas aprisionadas entre el
cable y las gargantas de las poleas, evitándose así que corten
otros alambres.
Mayor duración, consecuencia de las dos ventajas anteriores.
Fácil manejo. Al cortar un cable preformado los cordones y
alambres permanecen en su sitio al no tener tendencia a
descablearse y desenrollarse formando cocas.
Facilita el uso del arrollamiento Lang, al reducir los inconvenientes
más propios de dicho arrollamiento, hace posible adaptarlo en
mayor número de aplicaciones.
Material
El alambre trefilado que se utiliza para la fabricación de cables seobtiene partiendo de fermachine de acero Martin Siemens o de acero
al horno eléctrico. su contenido en carbono varía generalmente del
0,3% al 0,8% obteniéndose dentro de esta gama los aceros dulces,
semiduros y duros.
El índice de pureza puede variar según las características requeridas;
no obstante estos tipos de acero no pueden contener más de un
0,04% de fósforo y un 0,04% de azufre.
Tipos de cables
Los cables también se pueden clasificar según su estructura y
características más destacadas en los siguientes grupos
Cables espirales o cordones
Cables normales Cables de igual paso
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 32/46
Cables de cordones triangulares
Cables antigiratorios
Cables guardines
Cables planos
Cables semicerrados y cerrados
COCINAS DE ACERO
Hasta hace algunos años, las cocinas se vestían a base de granito,
maderas y materiales de plástico pero, poco a poco, el acero fueconvirtiéndose en una pieza imprescindible que ya ha logrado
posicionarse como protagonista único en muchas ocasiones.
Esta tendencia ha llegado hasta tal punto que, en algunos hogares,
no existe ningún otro material que se combine con el acero
inoxidable, dándole a esta parte de la casa un toque futurista que,
a pesar de lo que pudiera parecer en un principio, no resulta
impersonal ni frío.
• Las cocinas son una de las localizaciones de la casa en la que
más tiempo se pasa y de las que más higiene y limpieza
necesitan, por eso te resultará mucho más sencillo
mantenerla impoluta si te decides por este tipo de material.
Sensación de higiene
• Generalmente, las cocinas en las que se emplea el acero como
elemento único, son aquellas de dimensiones importantes.
En las cocinas pequeñas este tipo de decoración se ve algo más
pobre y resulta necesario combinarlo con otro tipo de
elementos como puede ser la madera.
• Aunque no es solamente este material el que puede encajar
perfectamente en la decoración. Si pretendes darle colorido y
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 33/46
sensación de calor, puedes usar el resto de elementos, como
los electrodomésticos, los utensilios de cocina... de formas
divertidas y colores llamativos para aportar ese toque diferente
al brillo y la sensación de esterilidad que dan las cocinas de
acero.
CLAVOS y TORNILLOS DE ACERO
Importancia en la construcción. Un clavo es una pieza delgada de
metal usada para sujetar o fijar dos o más piezas. Varían de longitud,tamaño y estilo, desde tachuelas pequeñas hasta clavos pesados.
Habitualmente, un clavo tiene tres partes principales: la punta, el astil
o cuerpo y la cabeza. En la actualidad esta pieza de la construcción es
hecha de alambre de acero. La varilla de alambre, después de ser
examinada, desinfectada, escurrida en agua, neutralizada, lubricada,
secada ,estirada, probada, pesada, producida e inspeccionada, puede
ser producida en una variedad de tipos para diversos propósitos. Losdiversos tipos de clavos incluyen los de acabado para techado, para
pisos, para moldeado, para anillados, acanalado en espiral, para
albañilería, entre otras variedades.
Todo los tipos producidos de alambres de acero son hechos por una
máquina automática. La máquina difiere en tamaño y en diseño, pero
el principio de operación es el mismo para todas. El proceso principalde la línea de producción es el maquinado del clavo, producida por las
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 34/46
siguientes operaciones:
• Moldeado de la cabeza.
• Alimentación de los alambres.
• Apretado del alambre.
• Corte del alambre.
• Moldeado de la punta.
• Expulsión de los clavos.
Taiwán ha sido el país que más ha invertido esfuerzo en la
investigación, desarrollo y mejoramiento de sus maquinarias
productoras de este producto. Durante años han desarrollado
maquinas de desincrustar, de estirado de alambres, de producción de
alambres, galvanizadota y la maquinaria de enderezado y corte de
alambres, que cumplen con los estándares internacionales. Por otro
lado la Republica de China juega un papel muy importante en el
desarrollo de tecnología y maquinaria automatizada necesaria para
mantener los costos bajos en las plantas de producción.
NILLERÍA EN ACERO INOXIDABLE
Tornillos Hexagonales en Acero
Inoxidable
Tornillos Estufa en Acero
Inoxidable

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 35/46
Tornillos Autorroscantes en Acero
Inoxidable
Tornillos Tirafondos en Acero
Inoxidable
Tornillos Carruaje en Acero
Inoxidable
Tornillos Allen en Acero
Inoxidable
Tornillos Autotaladrantes en Acero
Inoxidable Tuercas en Acero Inoxidable
Arandelas en Acero Inoxidable

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 36/46
Barras Roscadas en Acero
Inoxidable
Remaches y Anclajes en
Acero Inoxidable
Abrazaderas en Acero
InoxidableClavos en acero Inoxidable
LANA DE ACERO
Una pieza de lana de acero.
El estropajo o lana de
acero (virutilla en Chile, esponjilla
en Colombia), es un conjunto
dehebras de
varias fibras de acero finas y
blandas, que se usa en trabajos
de acabado,limpieza y reparación como
el pulido de madera u objetos de metal.
La emplean principalmente carpinteros y artesanos que trabajan
con pintura, laca y barniz.
Cuando la lana de acero se calienta, incrementa su masa debido a laquema del hierro combinado con el oxigeno. La lana de acero muy
5/12/2018 Fabricacion El Word.! - slidepdf.com
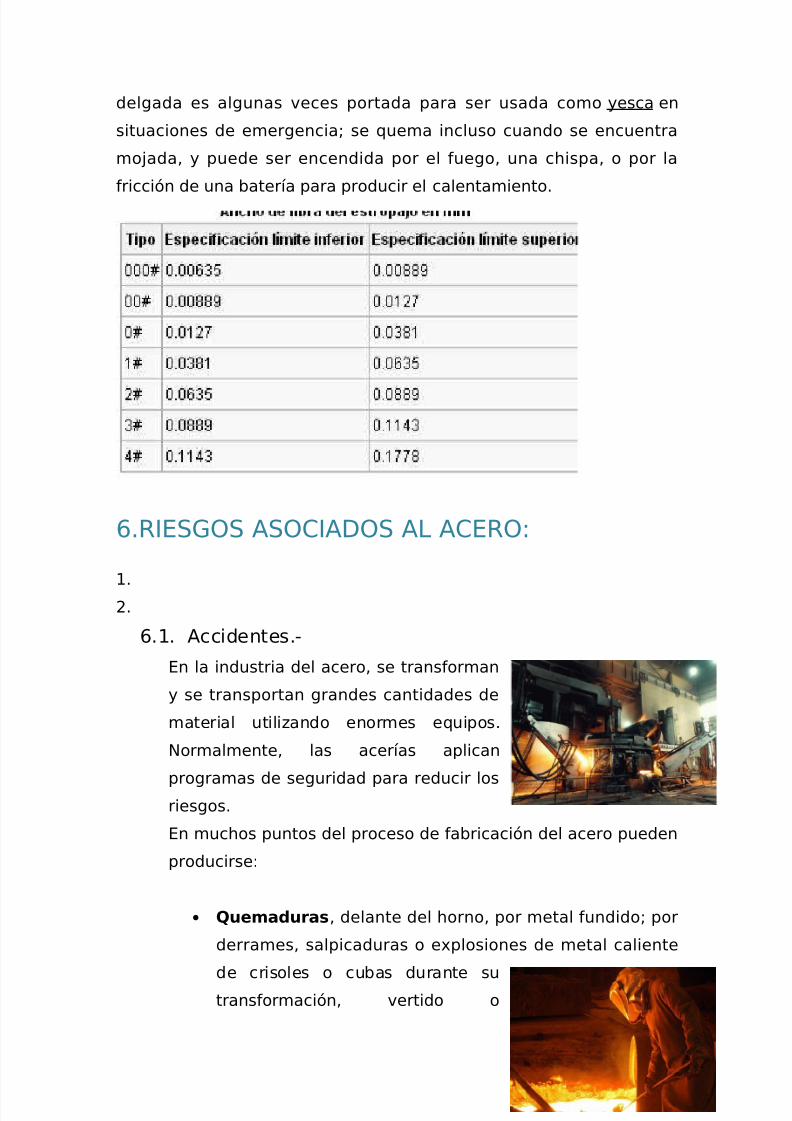
http://slidepdf.com/reader/full/fabricacion-el-word 37/46
delgada es algunas veces portada para ser usada como yesca en
situaciones de emergencia; se quema incluso cuando se encuentra
mojada, y puede ser encendida por el fuego, una chispa, o por la
fricción de una batería para producir el calentamiento.
6.RIESGOS ASOCIADOS AL ACERO:
1.2.
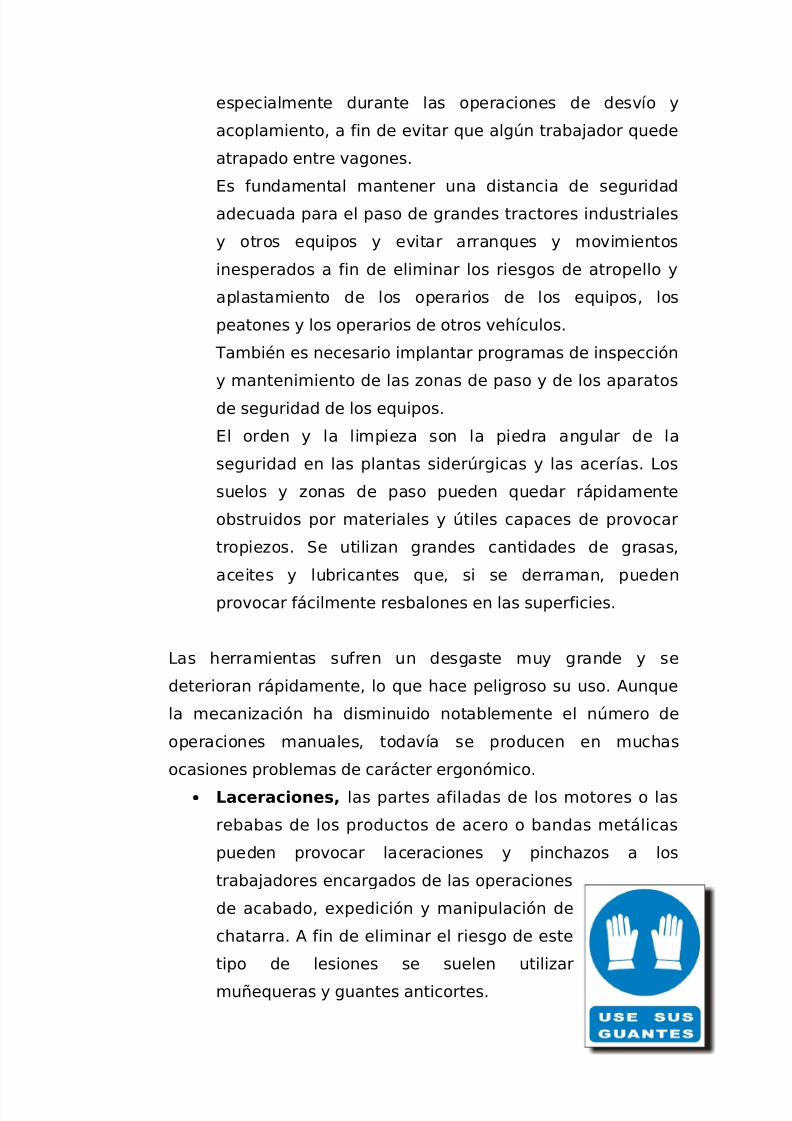
6.1. Accidentes.-
En la industria del acero, se transforman
y se transportan grandes cantidades de
material utilizando enormes equipos.
Normalmente, las acerías aplican
programas de seguridad para reducir losriesgos.
En muchos puntos del proceso de fabricación del acero pueden
producirse:
• Quemaduras, delante del horno, por metal fundido; por
derrames, salpicaduras o explosiones de metal caliente
de crisoles o cubas durante sutransformación, vertido o

5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 38/46
transporte; y por contacto con el metal caliente mientras
se está formando el producto final.
El agua retenida por el metal fundido puede generar
fuerzas explosivas que hagan saltar el material caliente.
Introducir una herramienta húmeda en el metal fundido
también puede provocar violentas explosiones.
• Atropello o aplastamiento, el
transporte mecánico es
fundamental en la fabricación de
acero, pero expone a los
trabajadores a un riesgo de
atropello o aplastamiento. En casi
todas las zonas de las acerías hay puentes-grúa.
Además, se utilizan mucho los equipos de vía fija y
grandes tractores industriales para
el transporte de materiales. Un
aspecto fundamental de los
programas de seguridad de uso de
grúas es impartir una formación
que garantice el correcto manejo
de la grúa y una fijación segura de las cargas; una buena
comunicación y utilización de las señas manuales
normalizadas entre los conductores de las grúas y
quienes preparan la carga para evitar heridas provocadas
por movimientos inesperados de las grúas; programas de
inspección y mantenimiento de piezas de grúas,
aparejos, eslingas y ganchos para evitar que se caigan
las cargas; y medios seguros de
acceso a las grúas para evitar
caídas y accidentes.
Los programas de seguridad para
vías férreas también requieren una
buena comunicación,
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 39/46
especialmente durante las operaciones de desvío y
acoplamiento, a fin de evitar que algún trabajador quede
atrapado entre vagones.
Es fundamental mantener una distancia de seguridad
adecuada para el paso de grandes tractores industriales
y otros equipos y evitar arranques y movimientos
inesperados a fin de eliminar los riesgos de atropello y
aplastamiento de los operarios de los equipos, los
peatones y los operarios de otros vehículos.
También es necesario implantar programas de inspección
y mantenimiento de las zonas de paso y de los aparatos
de seguridad de los equipos.
El orden y la limpieza son la piedra angular de la
seguridad en las plantas siderúrgicas y las acerías. Los
suelos y zonas de paso pueden quedar rápidamente
obstruidos por materiales y útiles capaces de provocar
tropiezos. Se utilizan grandes cantidades de grasas,
aceites y lubricantes que, si se derraman, pueden
provocar fácilmente resbalones en las superficies.
Las herramientas sufren un desgaste muy grande y se
deterioran rápidamente, lo que hace peligroso su uso. Aunque
la mecanización ha disminuido notablemente el número de
operaciones manuales, todavía se producen en muchas
ocasiones problemas de carácter ergonómico.
• Laceraciones, las partes afiladas de los motores o las
rebabas de los productos de acero o bandas metálicas
pueden provocar laceraciones y pinchazos a los
trabajadores encargados de las operaciones
de acabado, expedición y manipulación de
chatarra. A fin de eliminar el riesgo de este
tipo de lesiones se suelen utilizar
muñequeras y guantes anticortes.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 40/46
Los programas de protección ocular son especialmente
importantes en las acerías y plantas siderúrgicas. En
muchas zonas existe el riesgo de que entren cuerpos
extraños en los ojos, especialmente en las operaciones
de manipulación de materias primas y acabado del acero.
El mantenimiento programado es importante para prevenir
accidentes. Su finalidad es garantizar la eficiencia de los
equipos y mantener las defensas en perfecto estado, porque
un fallo puede provocar accidentes. También es muy
importante atenerse a las prácticas y normas de seguridad por
la complejidad, dimensiones y velocidad de los equipos y
maquinaria de proceso.
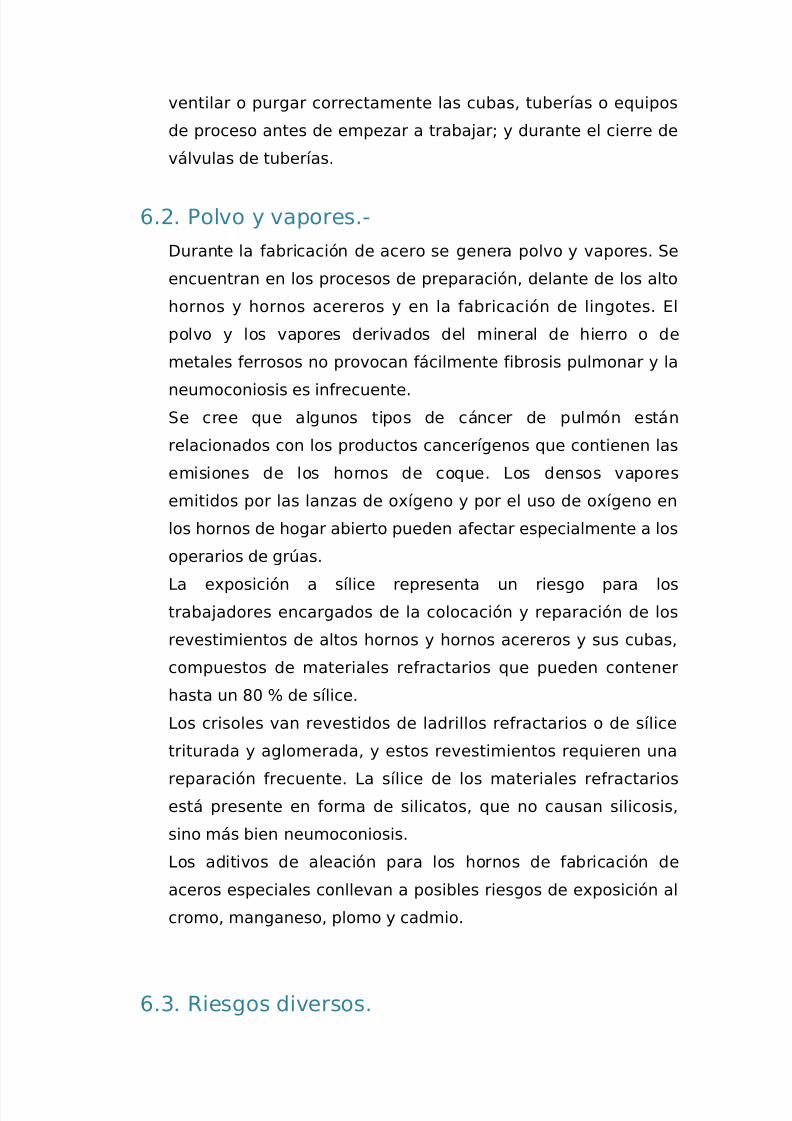
6.1. Intoxicación por monóxido de carbono.-
Los altos hornos, los convertidores y los hornos de coque
producen grandes cantidades de gases durante la fabricación
de hierro y acero. Una vez separado el polvo, estos gases seemplean como combustible en las distintas instalaciones, y una
parte se suministra a industrias químicas para su utilización
como materia prima. Estos gases contienen una gran cantidad
de monóxido de carbono (el gas de altos hornos del 22 al 30 %;
el gas de hornos de coque del 5 al 10 %; y el gas de
convertidores del 68 al 70 %).
A veces se producen emanaciones o fugas de monóxido decarbono por los tragantes o las cubas de los altos hornos o por
las muchas tuberías de gas existentes en el interior de las
instalaciones, provocando de forma accidental intoxicaciones
agudas por monóxido de carbono.
En las acerías o plantas de laminación también pueden
producirse intoxicaciones por gases desprendidos de válvulas o
depósitos estancos; por la parada repentina de equipossoplantes, cuartos de calderas o ventiladores; por fugas; por no
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 41/46
ventilar o purgar correctamente las cubas, tuberías o equipos
de proceso antes de empezar a trabajar; y durante el cierre de
válvulas de tuberías.
6.2. Polvo y vapores.-
Durante la fabricación de acero se genera polvo y vapores. Se
encuentran en los procesos de preparación, delante de los alto
hornos y hornos acereros y en la fabricación de lingotes. El
polvo y los vapores derivados del mineral de hierro o de
metales ferrosos no provocan fácilmente fibrosis pulmonar y la
neumoconiosis es infrecuente.Se cree que algunos tipos de cáncer de pulmón están
relacionados con los productos cancerígenos que contienen las
emisiones de los hornos de coque. Los densos vapores
emitidos por las lanzas de oxígeno y por el uso de oxígeno en
los hornos de hogar abierto pueden afectar especialmente a los
operarios de grúas.
La exposición a sílice representa un riesgo para lostrabajadores encargados de la colocación y reparación de los
revestimientos de altos hornos y hornos acereros y sus cubas,
compuestos de materiales refractarios que pueden contener
hasta un 80 % de sílice.
Los crisoles van revestidos de ladrillos refractarios o de sílice
triturada y aglomerada, y estos revestimientos requieren una
reparación frecuente. La sílice de los materiales refractariosestá presente en forma de silicatos, que no causan silicosis,
sino más bien neumoconiosis.
Los aditivos de aleación para los hornos de fabricación de
aceros especiales conllevan a posibles riesgos de exposición al
cromo, manganeso, plomo y cadmio.
6.3. Riesgos diversos.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 42/46
Las tareas que se realizan en la batería de retortas y en el
tragante como parte de las operaciones de coquización,
delante de los altos hornos como parte del proceso siderúrgico
y las operaciones de moldeo de lingotes y de colada continua
que se realizan delante del horno como parte de la fabricación
del acero requieren todas ellas intensas actividades en un
ambiente caluroso. Deberán implantarse programas de
prevención de las indisposiciones debidas al calor.
Los hornos pueden producir resplandores que pueden lesionar
los ojos a menos que se disponga de una protección ocular
adecuada. Las operaciones manuales, como el revestimiento
del horno con ladrillos y la vibración de manos y brazos que
produce el uso de desbarbadoras y rectificadoras, pueden
provocar problemas ergonómicos.
Las instalaciones de soplado, las de oxígeno, los ventiladores
para descarga de gases y los hornos eléctricos de alta potencia
pueden ocasionar un deterioro auditivo. Hay que proteger a los
operarios de los hornos aislándolos del foco de ruido por medio
de material insonorizante o facilitándoles cabinas
insonorizadas.
También puede resultar eficaz reducir el tiempo de exposición.
En zonas con mucho ruido suele ser necesario utilizar
protectores auditivos (orejeras o tapones) dada la imposibilidad
de lograr una reducción adecuada del ruido por otros medios.
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 43/46
7. MEDIDAS DE SALUD Y SEGURIDAD:
1.
2.
3.
6.1. Organización de la seguridad.-
La organización de la seguridad es de primordial importancia
en la industria del acero, ya que en ella la seguridad depende
en gran medida de la reacción de los trabajadores ante los
posibles peligros. La primera responsabilidad de la dirección es
crear unas condiciones físicas lo más seguras posible, pero
suele ser necesario conseguir la cooperación de todos en los
programas de seguridad. Los comités de prevención de
accidentes, los delegados de seguridad de los trabajadores, los
incentivos a la seguridad, los concursos, los programas de
sugerencias, y los lemas y letreros de advertencia pueden
desempeñar un importante papel en los programas de
seguridad. Hacer que todo el personal participe en ejercicios de
evaluación de riesgos, observación de comportamientos y
retroinformación puede favorecer actitudes positivas ante la
seguridad y orientar las actividades de los grupos de trabajo
dedicados a evitar lesiones y enfermedades.
Las estadísticas de accidentes ponen de relieve las áreas de
peligro y la necesidad de mejorar la protección física e insistir
más en el orden, la limpieza y el mantenimiento. Permiten
determinar la validez de las distintas prendas de protección y
comunicar sus ventajas a los trabajadores afectados.
6.2. Formación.-
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 44/46
La formación debe comprender información sobre riesgos,
métodos de trabajo más seguros, evitación de riesgos. Si se
introducen nuevos métodos o procesos, puede ser necesario
readiestrar incluso a aquellos trabajadores con mayor
experiencia en los tipos de hornos más antiguos. Los cursos de
formación y perfeccionamiento para todos los niveles de
personal son especialmente valiosos. Dichos cursos deberán
servir para familiarizar al personal con los métodos de trabajo
más seguros, los actos inseguros que es preciso evitar, las
normas de seguridad y las principales disposiciones legales en
materia de prevención de accidentes. Los cursos de formación
deberán estar dirigidos por especialistas y utilizar medios
audiovisuales eficaces. Se organizarán contactos o reuniones
periódicas de seguridad para que todo el personal refuerce su
formación y concienciación en la materia.
7. MEDIDAS TÉCNICAS Y ADMINISTRATIVAS:
• Todas las partes peligrosas de la maquinaria y los
equipos, incluidos los ascensores, transportadores,
árboles de largo recorrido y engranajes de puentes-grúa,
deberán estar bien protegidas.
• Es necesario organizar un sistema regular de inspección,
comprobación y mantenimiento para todas las máquinas
y equipos de la instalación, especialmente grúas,
aparejos, cadenas y ganchos.
• Se marcarán claramente las cargas de trabajo seguras y
se guardarán ordenadamente los aparejos que no se
utilicen. Siempre que sea posible, se accederá a los
puentes-grúa por una escalera.
• Se tomarán medidas eficaces para limitar el recorrido de
los puentes-grúa cuando haya personas trabajando en sus
inmediaciones. Puede que sea necesario, tal como exige
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 45/46
la ley en ciertos países, instalar un aparellaje adecuado
para evitar colisiones si dos o más grúas se desplazan por
los mismos carriles.
• Las locomotoras, vías, vagonetas, bogies y enganches
deberán ser de diseño adecuado y mantenerse en buen
estado, y se dispondrá de un sistema eficaz de
señalización y alarma.
• No deberá realizarse tarea alguna sobre las vías de
equipos ferroviarios si no se han tomado medidas para
restringir el acceso o el movimiento de los equipos.
• Es necesario actuar con mucho cuidado en las
instalaciones de almacenamiento de oxígeno.
• El suministro a las distintas dependencias de la planta
deberá realizarse por tuberías e identificarse claramente.
Todas las lanzas se mantendrán limpias.
• Existe una necesidad continua de orden y limpieza.
• Las caídas y tropiezos en zonas obstruidas o provocados
por dejar útiles y herramientas tirados de forma
descuidada no sólo pueden producir lesiones, sino que
pueden hacer caer a una persona contra material caliente
o fundido.
• Apilar todos los materiales cuidadosamente y disponer
estanterías, adecuadamente situadas, para guardar las
herramientas.
• Todo derrame de grasa o aceite deberá limpiarse
inmediatamente.
• La iluminación de todas las zonas de los talleres y las
defensas de las máquinas deberán ser de la mejor
calidad.
• Buena ventilación general en toda la planta y ventilación
por extracción localizada (VEL) en las zonas en que se
generen cantidades importantes de polvo y vapores o
puedan producirse desprendimientos de gases
5/12/2018 Fabricacion El Word.! - slidepdf.com
http://slidepdf.com/reader/full/fabricacion-el-word 46/46
• Inspeccionar los equipos de gas periódicamente
• Respiradores independientes o con alimentación de aire
en caso de trabajar en una zona peligrosa.
• Quienes trabajen en los hornos necesitarán ropa que les
proteja de las quemaduras: monos de material ignífugo,
botines de paño, botas, guantes, cascos con pantallas
faciales o gafas antichispas y también antideslumbrantes.
• Utilizar botas, gafas, cascos de seguridad y son muy
necesarios los guantes.
• Para riesgos derivados de un calor excesivo utilizar una
capucha ignífuga con una visera de tela metálica ofrece
una buena protección contra las chispas y es resistente al
calor.
• Es necesaria una estricta vigilancia y una propaganda
continúa a fin de asegurar la correcta utilización y
mantenimiento de los equipos de protección personal.
• La fabricación de acero continúa siendo una profesión
peligrosa, en la que no siempre pueden evitarse todos los
posibles peligros con un perfecto diseño. En
consecuencia, es éste un reto formidable para la gestión
diaria de la planta. Exige una investigación continua, un
control constante, una supervisión responsable y una
formación actualizada de los trabajadores a todos los
niveles.